Контроль и регулировка импульсной сварочной дуги с LORCH ХТ: самый высокий уровень сварки
Контроль и регулировка импульсной сварочной дуги с LORCH ХТ: самый высокий уровень сварки
02 мая 2016 г.
В 2016 году LORCH обрадовал разработкой и внедрением новых возможностей в регулировке сварочной дуги, а именно ее длины и динамики в импульсных сварочных полуавтоматах Lorch S и Lorch S SpeedPulse — функция ХТ. Данный процесс был создан и запатентован исключительно LORCH, что ставит данного производителя на ступень выше среди конкурентов и аналогов. Благодаря внедрению новой технологии ХТ, сварочный процесс становится еще более стабильным, а сварка совершеннее.
ХТ — это EXTRA надежность EXTRA вариативность EXTRA малое образование брызг!
Как сварщик регулирует процесс сварки? Ранее вся регулировка сварочного процесса сводилась к изменению напряжения и скорости подачи проволоки.
В основном сварщики любят варить на короткой дуге, поскольку сварка на длинной очень нестабильна, кроме того она ведет к большому каплеобразованию. А это затраты денег и времени на дальнейшую доработку сварочного шва.
А это затраты денег и времени на дальнейшую доработку сварочного шва.
С приходом синергетического управления, процесс сварки стал проще. Например, в сварочных полуавтоматах LORCH для настройки сварщику необходимо только выбрать металл, диаметр проволоки и используемый защитный газ. Далее выбирается толщина свариваемого металла, а все остальные параметры, в том числе напряжение и скорость подачи проволоки, выставляется аппаратом самостоятельно. В процессе сварки вручную сварщик лишь корректирует скорость подачи проволоки. Однако для идеальной сварки этого оказалось недостаточно…
Как получить идеальную импульсную дугу
Как показала практика, для формирования качественной импульсной дуги необходимы 3 составляющих:
- Регулировка длины сварочной дуги
- Регулировка динамики сварочной дуги
- Компенсация внешних воздействий
Причем компенсация внешнего влияния должна происходить в автоматическом режиме, т. к. ручная регулировка сильно тормозит процесс сварки. Раньше сварщики, увеличивая/уменьшая длину сварочной дуги косвенно влияли на размер сварочной ванны, делая ее шире или уже. С 2016 года, в линейке импульсных сварочных полуавтоматов LORCH S SpeedPulse появилась возможность корректировки не только длины, но и динамики сварочной дуги. Динамика позволяет делать ванну шире/уже независимо от длины дуги. Длина дуги остается неизменной. Т.е. теперь, можно варить на короткой дуге и при этом делать ванну того размера, который нужен сварщику для комфортной работы. Однако LORCH на этом не остановился, ведь мало дать сварщику возможность регулировать сварочные параметры. Необходимо сделать их независимыми от сварщика, выставляемыми автоматически и при этом, независимо от внешних условий.
к. ручная регулировка сильно тормозит процесс сварки. Раньше сварщики, увеличивая/уменьшая длину сварочной дуги косвенно влияли на размер сварочной ванны, делая ее шире или уже. С 2016 года, в линейке импульсных сварочных полуавтоматов LORCH S SpeedPulse появилась возможность корректировки не только длины, но и динамики сварочной дуги. Динамика позволяет делать ванну шире/уже независимо от длины дуги. Длина дуги остается неизменной. Т.е. теперь, можно варить на короткой дуге и при этом делать ванну того размера, который нужен сварщику для комфортной работы. Однако LORCH на этом не остановился, ведь мало дать сварщику возможность регулировать сварочные параметры. Необходимо сделать их независимыми от сварщика, выставляемыми автоматически и при этом, независимо от внешних условий.
Как известно, на процесс сварки большое влияние оказывает воздействие внешних факторов (падение напряжение в сети, качество газа, включения в металле, наличие прихваток и т.п.). Самый распространенный пример: сварка по прихваткам. В месте прихватки, как правило, сварка становится крайне не стабильной и данное место становится изъяном сварочного шва — при проходе прихваток образуется много капель. Что сделал LORCH? Немецкий производитель профессионального сварочного оборудования LORCH внес принципиальное изменение в природу самого сварочного импульса.
В месте прихватки, как правило, сварка становится крайне не стабильной и данное место становится изъяном сварочного шва — при проходе прихваток образуется много капель. Что сделал LORCH? Немецкий производитель профессионального сварочного оборудования LORCH внес принципиальное изменение в природу самого сварочного импульса.
Новый импульс вместе с ХТ
Стандартный импульс представляет собой чередование «пауза/импульс/пауза/импульс» (так называемая I-I регулировка). Это делает перенос металла контролируемым, но более медленным в сравнении со стандартной сваркой. LORCH внедрил специальны сварочный процесс SpeedPuls, который позволил увеличить скорость стандартной импульсной сварки практически вдвое.
Основной специфической характеристикой, отличающей SpeedPuls от традиционных импульсных процессов – за направляющей каплей следует вторичный переход металла — результатом является более быстрый перенос металла. В процессе данной сварки импульс стал выглядеть иначе: «пауза/импульс с резким изменением тока/пауза/импульс с резким изменением тока» (I-I-I регулировка). Благодаря контролю 3-й фазы регулировки сварочного тока LORCH усовершенствовал импульсную сварку и сделал ее быстрее стандартной сварки на 48%.
Благодаря контролю 3-й фазы регулировки сварочного тока LORCH усовершенствовал импульсную сварку и сделал ее быстрее стандартной сварки на 48%.
Следующим шагом, реализованным в 2016 году стало новое измемение импульса: регулировка стала правной, что позволило сделать сварку еще более стабильной и избавиться от влияния внешних факторов. Новый вид импульсной сварки получил название ХТ. Благодаря изменению самого импульса, внешне процесс сварки выглядит практически таким же, как SpeedPuls, однако он имеет ряд преимуществ:
- Более высокий уровень наплавка
- Высококонцентрированная дуга (глубокое проплавление, хорошее формирование корня шва, глубокая дуга, без подрезов)
- В результате более высокая скорость сварки как результат нескольких факторов влияния на дугу.
Что дает специальный процесс сварки ХТ?
Для импульсной сварки одним важным факторам воздействия на вводимую энергию является частота импульсов и различные точки регулировки.
Если в SpeedPuls частота импульсов переменная, то в SpeedPuls XT частота импульсов постоянна. Это позволяет получить мгновенную но более мягкую регулировку (реакция происходит в одной и той же фазе импульса). Так LORCH получает собственное пропорциональное регулирование и компенсацию внешних воздействий в автоматическом режиме. Так, XT объединяет в себе лучшее от 2-х типов регулировки. В результате мы получаем:
- Вариативность регулировки – без немедленного вмешательства
- Более интуитивный контроль за дугой
- Хорошая реакция на изменения при сварке в ограниченном пространстве
- Улучшенная сварка зазоров путем изменения вылета электрода
- Активное противодействие отклонениям дуги путем уменьшение длины дуги (уменьшая расстояние горелка — деталь)
- Лучший контроль при сварке в ограниченном пространстве: угловые соединения и тд
Результат
Нагляднее всего новый тип сварки можно увидеть в процессе сварки поверх прихваток. Если раньше проходя прихватку процесс сварки становился в месте прихватки крайне нестабильным, то с ХТ все иначе.
Если раньше проходя прихватку процесс сварки становился в месте прихватки крайне нестабильным, то с ХТ все иначе.
LORCH сделал сварку по прихваткам обсолютно стабильной. Шов не меняет своей равномерности независимо от наличия прихваток на сварочном изделии.С импульсными сварочными полуатвоматами нового поколения LORCH S-SpeedPulse XT вы получаете:
- Стабильность без скачков напряжения/тока
- Малое образование брызг
- Без слышимых изменений частоты
- При SpeedPulse XT – умеренная регулировка длины дуги
- Простой и удобный процесс сварки
- Уменьшение затрат на обработку детали после сварки
Кроме того, возможность регулировки динамики сварочной дуги оказывает влияние на формирование сварочного шва. Например, при сварке нержавеющей стали динамика дуги влияет на профиль проплавления, при более высокой динамике профиль шва более вогнутый, повышая надежность образования хорошего корня шва и сторон шва, даже при неидеальном положении горелки.
Если у вас появились вопросы, будем рады ответить на них по тел.: +7 (3952) 745-542
для работы с тонким и толстым металлом, настройка по толщинам и индуктивности, редуктора углекислоты и тока
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.

В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Видео:
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
ВАЖНО ЗНАТЬ: Сварочная проволока для полуавтомата
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.

Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Видео:
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
ВАЖНО ЗНАТЬ: Выбор и конструирование фена для пайки микросхем
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Видео:
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
Видео:
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
ВАЖНО ЗНАТЬ: Уроки по сварке полуавтоматом для начинающих
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Что такое полуавтоматическая сварка MIG-MAG?
Основной принцип сварки MIG-MAG заключается в том, что металлическая проволока во время сварки подается автоматически в зону сварки через сварочную горелку и расплавляется теплом дуги. Защитный газ, выходя из сопла, вытесняет воздух из зоны сварки. Сварочная проволока подается вниз роликами, которые вращаются двигателем подающего механизма. Подвод сварочного тока к проволоке осуществляется через скользящий контакт — токосъемник. Проволока при этом методе играет двойную роль – она является и токопроводящим электродом и служит присадочным материалом. В результат качество сварки MIG-MAG в значительной мере зависит от правильности выбора режимов работы сварочного аппарата, напряжение дуги, ток, скорость подачи проволоки, скорость сварки, а также от правильности выбора и расхода защитного газа, скорость подачи газа через сопло. Защитный газ, который подается в зону сварки через газовое сопло, защищает дугу и сварочную ванну с расплавленным металлом. Металл в расплавленном состоянии химически активен и может взаимодействовать с защитным газом. Инертный защитный газ, такой как аргон или гелий, химически не реагирует с металлом в сварочной ванне в процессе горения дуги. Примером активных защитных газов являются углекислота и смеси аргона реже гелия с небольшими добавками углекислоты или кислорода.
Защитный газ, выходя из сопла, вытесняет воздух из зоны сварки. Сварочная проволока подается вниз роликами, которые вращаются двигателем подающего механизма. Подвод сварочного тока к проволоке осуществляется через скользящий контакт — токосъемник. Проволока при этом методе играет двойную роль – она является и токопроводящим электродом и служит присадочным материалом. В результат качество сварки MIG-MAG в значительной мере зависит от правильности выбора режимов работы сварочного аппарата, напряжение дуги, ток, скорость подачи проволоки, скорость сварки, а также от правильности выбора и расхода защитного газа, скорость подачи газа через сопло. Защитный газ, который подается в зону сварки через газовое сопло, защищает дугу и сварочную ванну с расплавленным металлом. Металл в расплавленном состоянии химически активен и может взаимодействовать с защитным газом. Инертный защитный газ, такой как аргон или гелий, химически не реагирует с металлом в сварочной ванне в процессе горения дуги. Примером активных защитных газов являются углекислота и смеси аргона реже гелия с небольшими добавками углекислоты или кислорода. До недавнего времени углекислота являлась наиболее распространенным видом защитного газа для полуавтоматической сварки.
До недавнего времени углекислота являлась наиболее распространенным видом защитного газа для полуавтоматической сварки.
Все сварочные источники для полуавтоматической сварки работают на постоянном токе, применение переменного тока невозможно из-за нестабильного горения дуги. При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки. Поэтому форма и размеры шва помимо прочего, скорости сварки, пространственного положения электрода и изделия и др., зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов. Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка. Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи. Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении. Так же в последнее время получили широкое распространение синергетические полуавтоматические источники сварочного тока, отличительной особенностью которых является простота настройки и эксплуатации. При введении некоторых параметров (напр. тип материала и толщина) остальные сварочные параметры задаются автоматически. Это позволяет экономить время и материал при настройке, а так же для эксплуатации аппаратов данного типа не требуется высокая квалификация сварщика.
Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении. Так же в последнее время получили широкое распространение синергетические полуавтоматические источники сварочного тока, отличительной особенностью которых является простота настройки и эксплуатации. При введении некоторых параметров (напр. тип материала и толщина) остальные сварочные параметры задаются автоматически. Это позволяет экономить время и материал при настройке, а так же для эксплуатации аппаратов данного типа не требуется высокая квалификация сварщика.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Сварка полуавтоматом
Строго соблюдайте все рекомендации в соответствие с инструкциями. Здесь много разных нюансов, которые нужно учитывать.
Если используется защитный газ, необходимо проверить баллон и настроить на редукторе нужное рабочее давление. Выбор самого газа зависит от типа металла и задачи. Ну и закрепите баллон должным образом.
Чтобы начать сварку, выставляем рычаг в положение «Вперед». После того, как воронка наполнится флюсом, устанавливаем держатель таким образом, чтобы наконечник мундштука был в зоне сварки.
Открываем заслонку флюсовой воронки и нажимаем кнопку «Пуск». Чтобы загорелась дуга, достаточно просто чиркнуть держателем по металлу. Не забывайте про защитную маску и другие меры безопасности.
Не забывайте про защитную маску и другие меры безопасности.
Нужно учитывать, что полуавтомат нельзя перегружать и варить долгое время в непрерывном режиме. Перед тем, как начать работу, посмотрите, что такое сварка полуавтоматом — видео прилагается.
Еще по этой теме на нашем сайте:
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –…
- Сварка трубопроводов — соблюдаем ГОСТ при сварке труб Исходя из условий работы и прямого назначения, к трубам предъявляют целый список условий, установленных ГОСТом (специальный технические условия). Так, например, сварочные трубы, которые применяются во…
- Принципиальная схема простого сварочного инвертора Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии.
 С помощью такого аппарата производится целый спектр сварочных работ….
С помощью такого аппарата производится целый спектр сварочных работ…. - Схема сварочного аппарата постоянного тока для сборки Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой…
 С помощью такого аппарата производится целый спектр сварочных работ….
С помощью такого аппарата производится целый спектр сварочных работ….Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.

Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
Настройка сварочного полуавтомата сварог — Яхт клуб Ост-Вест
Большое количество домовладельцев, которые приобрели сварочный полуавтомат, задумываются над вопросом о том, как настроить сварочный полуавтомат правильно. Не каждый человек знакомый с процессом сваривания металлов знает, как правильно проводится настройка сварочных полуавтоматов. Для того чтобы качественно провести настройку агрегата следует выполнить все рекомендации и требования, которые описаны в инструкции по эксплуатации.
Не каждый человек знакомый с процессом сваривания металлов знает, как правильно проводится настройка сварочных полуавтоматов. Для того чтобы качественно провести настройку агрегата следует выполнить все рекомендации и требования, которые описаны в инструкции по эксплуатации.
Для качественной настройки агрегата необходимо придерживаться инструкцией по эксплуатации.
Особенности и функции сварочного полуавтомата
Сварочные полуавтоматы являются наиболее распространенными и наиболее популярными устройствами для осуществления сварочных операций.
Полуавтомат в процессе функционирования выдает сварочный ток большой плотности. Процесс проведения сваривания с использованием полуавтомата осуществляется значительно легче, так как подача электродной проволоки в зону проведения сварочных операций осуществляется автоматически. Основное отличие между сварочным полуавтоматом и автоматом заключается в том, что сварочный автомат осуществляет все процессы, связанные со свариванием металлов в автоматическом режиме, а человеку отведена роль контроллера процесса.
Устройство сварочного полуавтомата.
Для питания сварочного полуавтомата используется ток бытовой электрической сети с напряжением в 220 вольт. Основными компонентами полуавтоматического сварочного агрегата являются:
- механизм, обеспечивающий автоподачу электродной проволоки в зону проведения сваривания;
- источник электропитания;
- горелка.
Горелка устройства является одним из основных компонентов конструкции. Использование этого элемента конструкции позволяет осуществлять подачу защитного газа, флюса и специальной проволоки в зону проведения сварки.
Подающие проволоку механизмы могут быть нескольких типов:
- толкающие;
- тянущие;
- тянуще-толкающие.
Тянуще-толкающие устройства являются универсальными.
Современными производителями выпускаются различные варианты агрегатов, которые можно применять при выполнении операций. Такими агрегатами можно проводить дуговую сварку алюминия, стали и изделий из других металлов. Сварочные полуавтоматы являются популярным оборудованием, применяемым при проведении ремонтных операций с автотранспортом.
Сварочные полуавтоматы являются популярным оборудованием, применяемым при проведении ремонтных операций с автотранспортом.
Разнообразие агрегатов, обеспечивающих осуществление процесса полуавтоматической сварки
Функции сварочного полуавтомата.
Классификация полуавтоматических сварочных агрегатов осуществляется в соответствии с имеющимися у них техническими характеристиками. В зависимости от того какой используется тип перемещения, какой тип защиты применяется для сварного шва и какая разновидность проволоки применяется в процессе работы, существует несколько различных классификаций агрегатов.
В зависимости от характера перемещения специалистами выделяются полуавтоматы стационарного типа и полуавтоматы переносные. В зависимости от типа защиты области сваривания специалисты выделяют три типа агрегатов. Современная промышленность выпускает оборудование обеспечивающее защиту сварочного шва при помощи инертного газа, флюса или при помощи применения порошковой проволоки.
В различных моделях оборудования могут использоваться разнообразные типы сварочной проволоки. Если имеется у агрегата возможность использования в работе проволоку из различных материалов, то такое оборудование носит название универсального сварочного аппарата. Помимо стальной проволоки в сварочных устройствах полуавтоматического действия может применяться также проволока, изготовленная из алюминия.
Преимущества и недостатки полуавтоматического сварочного агрегата
Подготовка к работе сварочного полуавтомата.
Как и каждое техническое устройство, полуавтоматические агрегаты для проведения сварных операций обладают целым рядом преимуществ и недостатков. К основным преимуществам и достоинствам этого типа приспособлений можно отнести следующие:
- при помощи оборудования можно работать с тонколистовой сталью, осуществляя сваривание элементов конструкции, толщина которых может составлять 0,5 мм;
- полуавтоматическое оборудование обладает низким порогом чувствительности к коррозионным процессам, ржавчине и иным загрязнениям или вредным процессам для основного металла заготовки;
- установки для осуществления процесса полуавтоматического сваривания имеют относительно невысокую стоимость, она значительно ниже, чем у оборудования другого типа;
- при помощи использования этих аппаратов можно проводить технические операции с металлическими изделиями, обладающими внешним покрытием.

Использование оборудования позволяет работать с оцинкованными деталями, не повреждая оцинкованного покрытия.
Настроечная таблица для сварочного полуавтомата.
Помимо приведенных достоинств и преимуществ, оборудование этого типа имеет и некоторые недостатки. Основным недостатком использования является возникновение эффекта разбрызгивания капель расплавленного металла при отсутствии защитной среды из инертного газа. Еще одним недостатком применения агрегата является высокая степень излучения, возникающая при формировании электрической дуги.
Несмотря на наличие недостатков, этот тип оборудования широко применяется в промышленности, автосервисе и домашнем хозяйстве. Чаще всего эта разновидность оборудования применяется при проведении сварных работ с черным металлом, нержавейкой и алюминием.
Основные этапы настройки оборудования
На начальном этапе настройка полуавтомата заключается в подборе силы сварочного тока с учетом толщины используемого в работе металла. Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
После того, как проведена настройка силы тока или напряжения, проводится настраивание скорости подачи рабочей проволоки. Скорость подачи должна соответствовать табличным показателям. Для изменения скорости подачи рабочей проволоки можно использовать сменные шестерни, которые имеются в комплекте оборудования, поставляемого совместно со сварочным аппаратом. Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Особенности, которые требуется соблюдать при проведении настройки аппарата
Режим сварки, который используется в процессе работы, зависит от большого количества факторов. Все эти факторы, влияющие на качество работы, должны учитываться при проведении подготовки оборудования к работе.
Если планируется в процессе проведения работ использование газа или смеси газов для создания защитной среды, то перед включением аппарата следует открыть вентиль подачи газовой смеси. Перед использованием газа на редукторе следует выставить рабочее давление, которое необходимо в процессе работы. Перед использованием газового баллона его следует проверить на целостность и исправность. Перед использованием требуется рассчитать оптимальный расход газа, так как за счет его подачи формируется защитная атмосфера вокруг области проведения сварочных работ. Перед работой следует выбирать тот защитный газ или смесь газов, которые максимально соответствуют металлу, входящему в состав заготовки. Перед тем как проводить работы, следует надежно зафиксировать газовый баллон, который используется в работе. В качестве защитной среды используются такие газы как гелий, аргон или углекислый газ.
Перед работой следует выбирать тот защитный газ или смесь газов, которые максимально соответствуют металлу, входящему в состав заготовки. Перед тем как проводить работы, следует надежно зафиксировать газовый баллон, который используется в работе. В качестве защитной среды используются такие газы как гелий, аргон или углекислый газ.
В процессе работы не следует перегружать аппарат и непрерывно использовать его.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
СВАРОЧНЫЙ ПОЛУАВТОМАТ AURORAPRO OVERMAN 185 — Сваркатверь
Дополнительная информацияАппараты легендарной серии OVERMAN, с расширенным функционалом, соответствующим современным требованиям рынка.
 Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла. Обновленные аппараты получили дополнительную функцию ручной дуговой сварки ММА. В аппаратах реализована новая система отвода тепла от силовых элементов, выполненная на четырёх раздельных радиаторах охлаждения. Пластиковые накладки на углах аппарата, дополнившие антивандальное исполнение, отлично защитят органы управления от случайного повреждения. Изменение полярности теперь осуществляется не внутри аппарата, а кабелем на передней панели.Сварочный инвертор AuroraPRO OVERMAN 185 предназначен для полуавтоматической сварки в среде защитного газа MIG-MAG, для работы с порошковой самозащитной проволокой в режиме NO GAS, а так же для ММА сварки покрытым электрдом. Благодаря продолжительному режиму работы на максимальных токах аппарат прекрасно подходит для работы как на бытовом так и на профессиональном уровне. В гараже, в автосервисе, на производстве — ОВЕРМАН 185, будет проявлять себя прекрасным и надежным помощником в деле.
Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла. Обновленные аппараты получили дополнительную функцию ручной дуговой сварки ММА. В аппаратах реализована новая система отвода тепла от силовых элементов, выполненная на четырёх раздельных радиаторах охлаждения. Пластиковые накладки на углах аппарата, дополнившие антивандальное исполнение, отлично защитят органы управления от случайного повреждения. Изменение полярности теперь осуществляется не внутри аппарата, а кабелем на передней панели.Сварочный инвертор AuroraPRO OVERMAN 185 предназначен для полуавтоматической сварки в среде защитного газа MIG-MAG, для работы с порошковой самозащитной проволокой в режиме NO GAS, а так же для ММА сварки покрытым электрдом. Благодаря продолжительному режиму работы на максимальных токах аппарат прекрасно подходит для работы как на бытовом так и на профессиональном уровне. В гараже, в автосервисе, на производстве — ОВЕРМАН 185, будет проявлять себя прекрасным и надежным помощником в деле. Линейка Overman показала неплохие результаты при работе с алюминием. Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 185 способен работать при падении напряжения до 140 вольт.Особенности:
Линейка Overman показала неплохие результаты при работе с алюминием. Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 185 способен работать при падении напряжения до 140 вольт.Особенности:- регулировка сварочного тока
- регулировка сварочного напряжения
- регулировка индуктивности для настройки желаемой жесткости дуги, глубины провара и формы валика
- уверенная сварка алюминия
- розетка 36В для подключения подогрева редуктора
- настройка скорости подачи проволоки: быстрая / медленная, в зависимости от диаметра используемой проволки
- высокая стабильность горения дуги, снижение образования брызг
- работа при пониженном напряжении питающей сети — до 140В вольт
- усовершенствованная технология инвертора MOSFET на базе транзисторов TOSHIBA/FUJI
Применение:
- авторемонт
- строительство
- небольшое производство
- монтаж металлоконструкций
Комплектация:
- в комплекте с аппаратом идёт горелка MIG 15 3 метра — 1 шт.
- кабель 16mm2, 3 метра — 1 шт.
- зажим на массу 300А — 1 шт.
- газовый шланг (с комплектом хомутов) 3м (9мм) — 1шт.
- ролик с V-образной канавкой для работы со стальной проволокой 0.8-1.0мм

Данный аппарат может быть установлен на тележку AuroraPRO
Гарантия — 2 года!
Инструкция OVERMAN165-185-205 RUS_2019-12-06
Сварочный полуавтомат КЕДР MIG-359, +ММА, тележка, 380В
Россия — родина бренда.
Китай — страна-изготовитель.
Особенности аппарата
- Плавное регулирование сварочного тока и скорости подачи проволоки
- Встроенная термозащита ( принудительное воздушное охлаждение )
- Два дисплея
- Отдельный переносной механизм подачи проволоки, кабель управления 5 м
- Имеет электромеханическое управление
- Точечная сварка
- Сварка прерывистым швом
- Отличное соотношение цены и качества
- Плавная регулировка индуктивности
- Имеет режим ручной дуговой сварки ( ММА )
- Возможность установки сварочной катушки 200/300мм
- Настройка длинны дуги ( минимальное разбрызгивание металла )
- Принудительная подача проволоки без расхода газа
- Регулировка заварки кратера
- Долгий срок службы и возможность использования в сложных условиях окружающей среды
- Возможность работы в 2-4х тактном режиме
- Высокая мощность при 100% производительности
- Возможность изменения полярности
- Ящик для хранения принадлежностей
- Имеет площадку для установки стандартного баллона с газом
- Тележечный комплект
Характеристики Значения
Мощность, кВт 15
Максимальный сварочный ток, А 350
Тип профессионалиный
Вес, кг 70
Напряжение сети, В 380
Напряжение холостого хода, В 65
Режим работы, ПВ% 60
Диаметр проволоки, мм 0. 8-1.2
8-1.2
Диапазон сварочного тока, А 50-350
Габариты, мм 910х270х1300
Комплект поставки
- Сварочный инвертор — 1 шт.
- Кабель с клеммой заземления — 1 шт.
- Горелка MIG — 1 шт.
- Инструкция по эксплуатации — 1 шт.
Мониторинг сварочного оборудования | Система контроля сварочных процессов Диспетчер
Специализированное решение по подключению сварочных полуавтоматов к «Диспетчер»
Решение предназначено для полуавтоматической сварки в среде защитных газов (MIG-MAG).
Сварочный полуавтомат — это электромеханический прибор для выполнения сварочного процесса плавящимся электродом в виде проволоки путем механизированной подачи его к месту сварки (к сварочной ванне). Скорость подачи проволоки устанавливается сварщиком на самом аппарате, а скорость и стабильность скорости перемещения горелки вдоль шва зависит только от сварного.
Сварочные полуавтоматы можно разделить на две категории согласно исполнению:
- однокорпусные, те, у которых механизм подачи проволоки, источник сварочного тока и система управления размещены в одном корпусе.
- более сложные, разделенные на две и более частей, в которых подающий механизм с горелкой и основным управлением в одном блоке, а источник сварочного тока с управлением в другой. При больших нагрузках рекомендуется дооборудовать горелку специальным водяным охлаждением с блоком циркуляции.
Каждый полуавтоматический аппарат состоит из следующих незаменимых блоков:
- источник тока для электродуговой сварки,
- редуктор с двигателем для перемещения проволоки,
- горелка с рукавом,
- сварочный кабель для подключения зажима к свариваемой детали (это чтобы замкнуть сварочную цепь),
- рукав для подачи газа к входному штуцеру аппарата,
- баллон с понижающим давление редуктором,
- система управления, которая управляет пуском, остановкой проволоки, регулировками скорости подачи и мощности дуги.

У каждого полуавтомата предусмотрена регулировка сварочного напряжения, и скорости подачи проволоки. Эти регулировки могут быть как ступенчатыми, так и плавными. У некоторых аппаратов схемотехнически предусмотрена зависимость скорости подачи от напряжения. Зачастую плавные регулировки присутствуют у полуавтоматов инверторного типа источника сварочного тока.
Силами кампании «Цифра» разработано специализированное аппаратное решение для подключения сварочных полуавтоматов к системе мониторинга Диспетчер: регистратор сварочных параметров (Далее РСП).
Рис. 1.
РСП представляет собой законченный блок в металлическом корпусе, его внешний вид изображен на рисунке 1, 2. Имеется возможность передачи данных как по локальной сети, так и по Wi-Fi. Подключение сварочного оборудования: универсальное для любых сварочных аппаратов с применением аппаратных средств собственной разработки.
Рис. 2.
Снимаемые параметры
- Входное напряжение по 3 фазам
- Входной ток по 3 фазам
- Потребляемая мощность
- Потребляемая электроэнергия
- Скорости подачи проволоки
- Метраж проволоки
- Расход газа*
- Выходной ток сварки
- Выходное напряжение сварки
- Счетчик циклов сварки(беспрерывных)
* Опционально.
Возможные состояния, снимаемые автоматически
Формируемые состояния в системе | Комментарий |
|---|---|
Сварочный полуавтомат включен\выключен | Фиксация состояний, когда сварочный полуавтомат подключен к сети электропитания |
Простой сварочного полуавтомата | Сварочный полуавтомат включен, но не осуществляет сварку |
Сварка шва | Фиксация состояния, когда сварочный полуавтомат осуществляет сварку шва |
Сварка прихватки | Фиксация состояния, когда сварочный полуавтомат осуществляет сварку прихватки |
На данный момент РСП поставляется в 2-ух комплектациях: РСП-01 и РСП-01У.
РСП-01У отличается от РСП-01 отсутствием расходомера газа и не может определять расход газа или сварочной смеси, а также отсутствием Wi-fi приемника и может передавать данные только по локальной сети (Ethernet).
Автоматизированное рабочее место оператора (АРМ) может быть реализовано как на базе стационарных терминалов ввода-вывода ТВВ-10М или пультов мониторинга ПМ-10/12/14, так и на базе переносного мобильного устройства — терминала сбора данных ТСД* (Рис.5)
* Применение ТСД возможно при наличии Wi-fi покрытия в рабочей зоне и работает только с РСП-01.
Рис. 3, 4. Пример установки РСП.
Рис. 5. ТСД.
Эффект от мониторинга
- Контроль трудовой дисциплины операторов.
- Получение данных о состояниях и режимах работы оборудования в реальном времени для выявления узких мест и анализа этих данных для принятия управленческих решений.
- Выявление причин неэффективного использования оборудования.
- Сокращение простоев оборудования.
- Получение данных об энергопотреблении оборудования.
- Получение данных о расходе проволоки и защитного газа при осуществлении сварочных процессов.
- Возможность оповещения ответственных сотрудников при возникновении внештатных ситуаций с возможностью эскалации оповещений.
- Получение аналитических отчетов и обзоров о работе оборудования и производственного персонала, расчет ключевых показателей эффективности работы оборудования.
- Возможность передачи данных мониторинга в производственные системы заказчика (Интеграция).

Настройка сварочного тока и скорость подачи проволоки на сварочном полуавтомате (MIG)
Для правильной настройки и эксплуатации сварочного полуавтомата MIG потребуется некоторый опыт. При сварке MIG есть два основных сварочных параметра: это сварочный ток и скорость подачи проволоки.
- Установите ток и скорость подачи проволоки в зависимости от толщины материала, который необходимо сварить.
- Величину сварочного тока подбирают опытным путем при помощи переключателей на передней панели.
- При этом для установленного сварочного тока регулировкой скорости подачи проволоки добиваются наиболее приемлемого качества сварочного шва.

Изменение диаметра сварочной проволоки приводит к изменению сварочных параметров. Меньший диаметр проволоки должен сопровождаться более высокой скоростью подачи проволоки, для того установленного значения сварочного тока. Чрезмерное увеличение сварочных параметров не гарантирует качественную сварку.
Слишком высокая скорость подачи проволоки (слишком высокая по отношению к сварочному току) приводит к пульсации внутри горелки. Это связано с тем, что сварочная проволока достигает сварочной ванны не расплавившись в значительной степени, т. к. из-за быстрой скорости проволока не успевает расплавиться.
Слишком высокий сварочный ток (слишком высокий по отношению к скорости подачи проволоки) приводит к излишней и нестабильной сварочной дуге. Дальнейшее увеличение сварочного тока может привести к сгоранию наконечника.
Дальнейшее увеличение сварочного тока может привести к сгоранию наконечника.
В любом случае, излишняя скорость подачи проволоки может быть компенсирована увеличением сварочного тока. Допустимые пределы этой операции зависят от толщины свариваемого материала (если предел будет превышен, то это может привести к прогоранию свариваемого материала).
Расположите горелку над местом предполагаемого сварочного шва под углом 45°. Сопло горелки должно находиться на расстоянии 5мм от поверхности. Наденьте защитную маску и нажмите триггер горелки для образования сварочной дуги. Если во время сварки образуется большое количество сварочного материала, направляйте горелку медленно слева направо, соблюдая постоянную скорость.
С помощью потенциометра, регулирующего скорость подачи проволоки, установите жесткую дугу.
Автоматическая сварка или ручная сварка: что лучше для вашего сварочного цеха?
В связи со стремительным ростом сварочной отрасли возник один из главных аргументов в этой отрасли: Автоматическая сварка против ручной, w Что лучше? Кто-то может возразить, что автоматизация в наши дни лучше ручного, другие могут возразить обратное, а кто-то может сказать, что идеально использовать и то, и другое в вашем магазине.
При выборе метода сварки для вашего цеха необходимо учитывать ряд факторов: производительность, бюджет, размер ваших проектов и многое другое.
Но сначала давайте рассмотрим разницу между двумя методами сварки.
Автоматическая сварка делится на две категории, но, как правило, сварочные операции выполняются в основном с помощью автоматического сварочного аппарата. Человеческое присутствие выполняет две роли: либо они управляют аппаратом, либо они наблюдают за всем процессом сварки, обеспечивая при этом правильную работу аппаратов.
Этот метод раньше был идеальным только для крупномасштабных сварочных операций, таких как массовое производство труб и автомобилей, но по мере того, как предприятия узнают о преимуществах автоматизации сварки, малые и средние предприятия также обращаются к автоматизации сварки.
Между тем, в ручной сварке сварщик-человек выполняет сварочные операции самостоятельно, при этом качество продукции во многом зависит от их навыков. Это идеальный вариант для новичков, опытных домашних мастеров и малого бизнеса, которым просто необходимы небольшие сварочные работы.
Это идеальный вариант для новичков, опытных домашних мастеров и малого бизнеса, которым просто необходимы небольшие сварочные работы.
Производительность
Автоматическая сварка может дать как минимум вдвое больше, чем может дать квалифицированный сварщик и ручная сварка. Это также позволяет повторять цикл сварки, не влияя на качество продукции.Но нельзя полностью полагаться на работу пяти сварщиков на автоматизированные системы. В конце концов, машина все еще подвержена поломкам или неисправностям.
Между тем, при ручной сварке вы должны учитывать способности человека-сварщика — как долго он сможет выполнять сварочный процесс, не слишком напрягаясь, может ли сварщик выполнять свои задачи последовательно, что, если сварщик заболеет и т. Д. квалифицированные сварщики могут обеспечить практически безупречное постоянное качество и количество выпускаемых изделий при минимальных затратах.
Качество
Автоматическая сварка с одинаковой скоростью и одинаковым процессом позволяет производить продукцию такого же качества. Однако он может быть не идеальным для небольших подкрашиваний, которые сварщик-человек может просто выполнить быстрым прожиганием возможных пропущенных участков.
Однако он может быть не идеальным для небольших подкрашиваний, которые сварщик-человек может просто выполнить быстрым прожиганием возможных пропущенных участков.
Несмотря на это, ручная сварка может быть подвержена распространенным проблемам качества, таким как образование сварочных брызг, пористость и неглубокий провар, и это лишь некоторые из них.
Гибкость
Автоматизированные системы созданы для любых возможных корректировок, которые вам необходимо внести в соответствии с вашими сварочными операциями.Они также обеспечивают легкую мобильность благодаря встроенным поворотным роликам. Но с точки зрения перехода от одной сварочной операции к другой вам может потребоваться больше времени, чтобы настроить автомат для другого сварочного цикла.
С другой стороны, сварщик-человек может легко переключаться с одной рабочей станции на другую для выполнения различных сварочных задач. Перемещение ручных сварочных аппаратов может занять больше времени, но с точки зрения выполнения различных сварочных работ за ограниченное время ручная сварка более идеальна.
Стоимость
Автоматизированные системы могут сэкономить вам тонну с точки зрения затрат на рабочую силу и производство. Вам не нужно будет нанимать высококвалифицированных сварщиков для выполнения этой работы — достаточно того, кто умеет управлять автоматизированными системами. Поскольку требуется меньше человеческих ресурсов, вы можете снизить вероятность человеческих ошибок, а также сократить количество производственных отходов.
Инвестиции
Вложение в автоматизированный сварочный аппарат может оказаться дорогостоящим, особенно для стартапов.Несмотря на то, что существуют недорогие варианты перехода к автоматизации сварки, некоторые все же могут посчитать первоначальные вложения выше, чем вложения в ручную сварку. Но в долгосрочной перспективе вы можете воспользоваться рентабельными преимуществами автоматизации сварки.
Для стартапов, малых предприятий и тех, кому не нужно выполнять крупные сварочные операции, ручная сварка может быть идеальным вариантом с точки зрения бюджета. Вам нужно только приобрести ручной сварочный аппарат, некоторые сварочные материалы и квалифицированного сварщика.Общая сумма этих инвестиций меньше по сравнению со стоимостью автоматизированных систем.
Вам нужно только приобрести ручной сварочный аппарат, некоторые сварочные материалы и квалифицированного сварщика.Общая сумма этих инвестиций меньше по сравнению со стоимостью автоматизированных систем.
Но в конечном итоге это может оказаться столь же дорогостоящим, как автоматизация сварки. Есть затраты на рабочую силу, ремонтные работы и затраты на отходы производства. Не говоря уже о чрезвычайных происшествиях в вашем магазине, например, о несчастном случае, произошедшем с вашим сварщиком во время процесса сварки.
В конце концов, все сводится к вашим планам относительно вашего бизнеса. Планируете ли вы удвоить производство, чтобы обслуживать больше клиентов в будущем? Планируете ли вы снизить затраты без ущерба для качества и производительности?
Если вы хотите получить максимальную отдачу от своих инвестиций и увеличить доход для своего бизнеса, автоматизация сварки того стоит! С ArcBoss мы можем помочь вам автоматизировать сварочные операции без ущерба для вашего бюджета.
Давай поговорим. Свяжитесь с нами сейчас или запросите ценовое предложение!
Оборудование для полуавтоматической системы GMAW | Металлургия
Эта статья проливает свет на пять основных устройств, необходимых для полуавтоматической системы GMAW. К оборудованию относятся: 1. Источник питания 2. Узлы подачи проволоки 3. Пистолет GMAW и сборка канала подачи проволоки 4. Системы защитного газа и охлаждающей воды 5. Используемые материалы.
Оборудование №1. Источник питания: GMAW использует d.c. и почти всегда с положительным электродом. Это состояние сварки приводит к стабильной дуге с плавным переносом металла, что приводит к малому разбрызгиванию и получению сварного шва хорошего качества. Переменный ток не подходит для GMAW, потому что он приводит к гашению дуги каждые полупериод и может не только вызвать частичное выпрямление сварочного тока, но также может привести к полному гашению дуги. Постоянный ток с отрицательным электродом, хотя и дает более высокую скорость наплавки, также не является предпочтительным, так как может вызвать нестабильную и неустойчивую дугу. Кроме того, это устраняет преимущество дуговой очистки рабочей поверхности.
Кроме того, это устраняет преимущество дуговой очистки рабочей поверхности.
Могут использоваться как трансформаторно-выпрямительный агрегат, так и источник питания мотор-генератор. Источники питания GMAW обычно рассчитаны на 60% и 100% рабочий цикл для полуавтоматического и автоматического режимов соответственно. Статическая вольт-амперная характеристика источника питания может изменяться от постоянного напряжения или плоской характеристики до постоянного тока. Для автоматического процесса GMAW иногда используется источник питания с нарастающей вольт-амперной характеристикой.
Источник питания с плоской характеристикой более популярен для GMAW, поскольку он обеспечивает саморегулирование сварочной дуги. Таким образом, можно использовать механизм подачи проволоки с настройками постоянной скорости. В таком аппарате сварочный ток напрямую зависит от скорости подачи проволоки. Поэтому для достижения высоких скоростей наплавки проволоку подают с более высокими скоростями подачи. Такой источник питания дает очень высокий ток, если электрод замыкается накоротко на заготовку. Источники питания этого типа используются для сварки всех металлов.
Такой источник питания дает очень высокий ток, если электрод замыкается накоротко на заготовку. Источники питания этого типа используются для сварки всех металлов.
Для источника питания с падающей ВАХ желаемый ток получается путем соответствующей настройки на машине. Длина дуги контролируется автоматической регулировкой скорости подачи проволоки. К этому типу источника питания лучше всего подходят электроды большого диаметра с автоматическим или механизированным режимом. Большинство источников питания постоянного тока имеют падающую характеристику V-I, хотя также доступны источники питания постоянного тока. Однако источники питания постоянного тока не обеспечивают саморегулирования длины дуги; Схема измерения напряжения используется для поддержания желаемой длины дуги путем изменения скорости электрода.
Источники питания с возрастающей характеристикой V-I иногда используются с автоматизированной системой GMAW с более толстыми электродами, чем те, которые используются в полуавтоматической системе. Диапазон напряжений для такого источника питания больше, чем для источника питания постоянного напряжения, и в нем по мере увеличения тока напряжение также увеличивается.
Диапазон напряжений для такого источника питания больше, чем для источника питания постоянного напряжения, и в нем по мере увеличения тока напряжение также увеличивается.
В автоматическом режиме GMAW устройство подачи проволоки также включает в себя сварочную горелку, однако в полуавтоматическом режиме они разделены для достижения гибкости процесса.Чтобы протолкнуть проволоку через несколько метров гибкого канала со скоростью от 2-5 до 25 м / мин, необходимо иметь мощные двигатели подачи проволоки, приводящие в движение ролики с нескользящей насечкой или с V-образной канавкой.
Эти двигатели обычно имеют электрический привод (типа постоянного тока) с регулируемой скоростью. Подача проволоки обычно поддерживается постоянной за счет предварительной настройки, поэтому большинство двигателей подачи являются шунтирующими или с постоянными магнитами. Однако двигатели с регулируемой скоростью вращения используются с источниками постоянного тока. Скорость такого двигателя изменяется в зависимости от обратной связи для поддержания постоянной длины дуги.
Скорость такого двигателя изменяется в зависимости от обратной связи для поддержания постоянной длины дуги.
Помимо механизма подачи проволоки, устройство подачи проволоки также содержит устройство для управления потоком газа, двухпозиционный переключатель для подачи тока и для заправки проволоки для начальной настройки.
Оборудование № 3. Пистолет GMAW и сборка канала подачи проволоки: Пистолетыдля большинства работ общего назначения GMAW имеют допустимую нагрузку по току до 200 А и имеют воздушное охлаждение дуги. Существует три типа таких пистолетов, а именно: нажимного типа, тянущего типа и пушпульного типа.
Пистолет нажимного типа обычно подключается к устройству подачи проволоки через гибкий трубопровод с максимальной длиной около 4 м. Проволока проталкивается через канал механизмом подачи проволоки. Такое расположение считается удовлетворительным для стальной проволоки диаметром от 0-8 до 2-4 мм и алюминиевой проволоки диаметром от 1,2 до 3,2 мм.
Пистолет прижимного типа содержит автономный механизм подачи проволоки для подачи проволоки с удаленной катушки по гибкому каналу на длину до 15 м.Когда такой пистолет используется вместе с механизмом подачи толкающего типа, он называется пушпульным, и приводные двигатели синхронизируются, чтобы избежать несоответствия и повреждения проволочного электрода. С этими типами подающих механизмов можно использовать стальную и алюминиевую проволоку диаметром от 0-8 до 1-6 мм.
Пистолеты GMAW, которые требуются для подачи алюминиевой проволоки диаметром менее 1,6 мм, снабжены автономным механизмом подачи и подачи проволоки. Катушка с проволокой обычно имеет диаметр 100 мм, а ее вес с проволокой составляет от 0.От 5 до 1 кг. Обычно в таких горелках используется прижимной механизм подачи проволоки с диаметром проволоки от 0,8 до 1,2 мм.
Пистолеты GMAW для более высоких токов (200-750 А) относятся к типу с водяным охлаждением, в которых вода циркулирует в каналах вокруг контактной трубки и газового сопла. Маневренность таких орудий снижается из-за увеличения веса, поэтому их часто используют с механизированными и автоматическими сварочными системами.
Маневренность таких орудий снижается из-за увеличения веса, поэтому их часто используют с механизированными и автоматическими сварочными системами.
Подача тока к электроду обеспечивается в пистолете с помощью контактной трубки из медного сплава с резьбой.Трубки разного диаметра подходят для разного диаметра проволоки, чтобы обеспечить хороший контакт.
Канал подачи проволоки должен иметь гладкое отверстие, но должен плотно прилегать к проволоке, чтобы избежать ее коробления. Трубопровод должен быть гибким, но достаточно жестким, чтобы избежать перегибов при изгибе до небольшого радиуса. Обычно для подачи стальной проволоки подходят спиральные стальные трубы (карнизная проволока). Однако алюминиевые провода истираются и заедают, если в них не вставлены нейлоновые или тефлоновые футеровки.
Оборудование № 4. Системы защитного газа и охлаждающей воды: Регуляторы давления газа устанавливаются на стандартных газовых баллонах для обеспечения постоянного давления и расхода защитного газа. Для контроля расхода газа предусмотрен расходомер в виде калиброванной пластмассовой трубки. Калибровка обычно выражается в л / мин. Расходомеры газа для разных газов имеют разные калибровки из-за разницы в их плотностях, поэтому один расходомер нельзя использовать для всех газов.
Для контроля расхода газа предусмотрен расходомер в виде калиброванной пластмассовой трубки. Калибровка обычно выражается в л / мин. Расходомеры газа для разных газов имеют разные калибровки из-за разницы в их плотностях, поэтому один расходомер нельзя использовать для всех газов.
Обычно в баллоне высокого давления имеется индивидуальный защитный газ, а газовую смесь обычно можно получить у поставщика по запросу. Однако также доступны газосмесительные установки, которые можно подсоединять к двум баллонам с разными газами для получения смесей в желаемых пропорциях. Чаще всего такие агрегаты используются для смешивания CO 2 и аргона.
В пистолетах GMAW для использования с током выше 200 А для охлаждения сопла используется вода. Водяное охлаждение значительно увеличивает срок службы контактной трубки и сопла.Это также облегчает удаление брызг из сопла. Сверхмощные механизированные или автоматические головки также имеют контактные трубки с водяным охлаждением.
Пистолеты с водяным охлаждением часто снабжены механизмом для автоматического отключения подачи тока, когда поток воды прекращается; это защищает пистолет от перегрева в случае внезапного прекращения подачи воды.
Электромагнитные клапаныпредназначены для включения и выключения газа и воды, в то время как реле включают и выключают двигатель подачи проволоки и контакторы тока.Обычно с этим справляется единственный переключатель, встроенный в пистолет.
Оборудование №5. Используемые материалы:Материалы, используемые для GMAW, — это присадочный металл и защитный газ. Подающую проволоку и защитный газ следует тщательно выбирать в соответствии с свариваемым материалом, а также с учетом применяемого технологического изменения (MIG, CO 2 , FCAW и т. Д.).
Присадочная или подающая проволока выбирается таким образом, чтобы обеспечить совместимость основного металла с наплавленным металлом, чтобы получить металл требуемого состава и прочности. Национальные и международные стандарты содержат рекомендации по выбору присадочного металла для свариваемого металла.
Национальные и международные стандарты содержат рекомендации по выбору присадочного металла для свариваемого металла.
Присадочная проволока продается в катушках разного размера и веса с аккуратной намоткой слоев для подачи в пистолет с минимальным риском заедания. Провода с чрезмерно жестким характером часто скручиваются, вызывая затруднения при подаче и пружинящее действие. Такие провода также имеют тенденцию закручиваться по спирали при выходе из контактной трубки, что часто приводит к волнистому валику. Присадочную проволоку нагружают на катушки трением, чтобы разматывать при небольшом натяжении.В подающей проволоке предусмотрена механическая блокировка, чтобы избежать перебега подающей проволоки из-за инерции, когда ток отключен.
Выбор защитного газа зависит от состава рабочего материала, типа присадочной проволоки, положения сварки, варианта процесса и желаемого качества сварки. Таблицу 5-6 можно использовать в качестве руководства при выборе защитного газа.
Расход газа зависит от размера сопла пистолета GMAW и составляет от 4 до 40 л / мин; однако наиболее часто используемый диапазон составляет от 7 до 12 л / мин.
7 ошибок при сварке MIG и как их избежать
СваркаMIG дает множество преимуществ для производительности без ущерба для качества готового шва, но есть много факторов, которые могут помешать успешной сварке MIG.
Вы можете улучшить производительность и результаты в ваших сварочных процессах MIG — и сэкономить деньги за счет сокращения отходов расходных материалов — приняв меры, чтобы избежать типичных ошибок, связанных с горелкой MIG и расходными материалами.
Рассмотрите эти распространенные причины плохих характеристик при сварке MIG и узнайте, как их предотвратить, что положительно скажется на производительности и прибылях.
Избежание распространенных ошибок помогает добиться наилучших результатов при сварке MIG. Также важно правильно обслуживать пистолет MIG и расходные детали, включая контактный наконечник и гильзу.№ 1: Неправильная длина лайнера
Обрезка сварочного лайнера неправильной длины — частая проблема при сварке MIG. Во многих случаях дело в том, что лайнер обрезан слишком коротко.
Во многих случаях дело в том, что лайнер обрезан слишком коротко.
Если лайнер имеет неправильную длину, это может вызвать плохую подачу проволоки, нестабильную дугу и / или вибрацию проволоки.Для обычных лайнеров используйте калибр лайнера в качестве ориентира при обрезке и установке лайнера. Другой вариант — использовать систему расходных материалов, предназначенную для безошибочной установки, которая исключает неправильную обрезку футеровки и не требует измерений. Сварочная гильза загружается через шейку горелки MIG и затем фиксируется на месте спереди и сзади горелки, при этом концентрически совмещается с контактным наконечником и силовым штифтом. После фиксации сварщик просто обрезает футеровку заподлицо с силовым штифтом.Помимо точной обрезки, за счет блокировки гильзы на обоих концах пистолета он не может расширяться или сжиматься. Результат — плавный путь подачи проволоки.
№ 2: Перегрев расходных материалов
Когда расходные детали пистолета MIG перегреваются, они могут стать источником многих проблем.
Чтобы предотвратить перегрев расходных материалов, используйте правильный вылет проволоки, помните о рабочем цикле пистолета и выберите правильное расстояние от контактного наконечника до рабочей поверхности.Любые меры по охлаждению расходных материалов помогут ограничить количество вибрации в пистолете и уменьшить проблемы с выгоранием.
Хотя слишком длинный вылет проволоки нежелателен, имейте в виду, что слишком короткий вылет может привести к тому, что сопло и контактный наконечник окажутся слишком близко к сварочной ванне, что приведет к их перегреву. Это влияет на производительность, вызывая ожоги и заедание проволоки, а также может значительно сократить срок службы расходных деталей.
Также ищите расходные материалы с конической конструкцией, так как это помогает соединить токопроводящие части вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы. В некоторых системах расходных материалов имеется контактный наконечник, расположенный в газовом диффузоре, что помогает снизить перегрев. Эта конструкция также позволяет защитному газу, протекающему через пистолет, охлаждать хвостовую часть контактного наконечника для дополнительной защиты от перегрева.
В некоторых системах расходных материалов имеется контактный наконечник, расположенный в газовом диффузоре, что помогает снизить перегрев. Эта конструкция также позволяет защитному газу, протекающему через пистолет, охлаждать хвостовую часть контактного наконечника для дополнительной защиты от перегрева.
No. 3: Плохая земля
Сокращение срока службы контактного наконечника и других расходных деталей передней части также может быть результатом отсутствия твердого заземления при сварке MIG.
Без твердого заземления дуга может стать неустойчивой и, в конечном итоге, вызвать большее тепловыделение в передней части пистолета.Любая проблема, вызывающая большее количество тепла, также приведет к увеличению сопротивления и износу, что приведет к повреждению контактного наконечника и других расходных деталей передней части и, возможно, к снижению качества сварки.
Для предотвращения этих проблем разместите заземляющий кабель как можно ближе к заготовке. Если возможно, зацепите заземляющий кабель за сварную конструкцию. Если это невозможно, прикрепите его к скамейке. Но помните: чем ближе он к дуге, тем лучше.
Если возможно, зацепите заземляющий кабель за сварную конструкцию. Если это невозможно, прикрепите его к скамейке. Но помните: чем ближе он к дуге, тем лучше.
№ 4: Неправильное напряжение или скорость подачи проволоки
Установка неправильного напряжения или неправильной скорости подачи проволоки также может вызвать нестабильную дугу.
Установка слишком высокого напряжения может привести к слишком сильному нагреву рукоятки пистолета, что, в свою очередь, в конечном итоге может нанести ущерб контактному наконечнику.
Если скорость подачи проволоки слишком высока, это может вызвать скопление проволоки вместо ее плавления в сварочной ванне.Это также может вызвать ожог или гнездование птиц. Слишком низкая скорость подачи проволоки не подает сварочную ванну, поэтому проплавление не обеспечивает надлежащего проплавления для получения качественного шва.
Всегда соблюдайте рекомендации производителя по правильному напряжению и скорости подачи проволоки для присадочного металла и толщины свариваемого основного материала.
№ 5: Плохая прокладка кабелей
Неправильная укладка кабеля питания может привести к снижению производительности и повреждению кабеля.
Во избежание повреждений или других ошибок не тяните сварочный аппарат за кабель.Когда пистолет горячий, все податливее. Дергание или натягивание кабеля может растянуть кабель или гильзу и даже привести к отрыву кабелепровода от газового стержня, что может привести к проблемам с защитным газом.
Также важно дать пистолету остыть в горизонтальном положении, а не накидывать или вешать кабель на кусок пластины или какой-либо другой предмет. Если горячий пистолет накинуть на что-то или повесить, он может погнуть трубку. Когда пистолет и расходные материалы остынут, они могут деформироваться, что приведет к ограничению охвата защитным газом.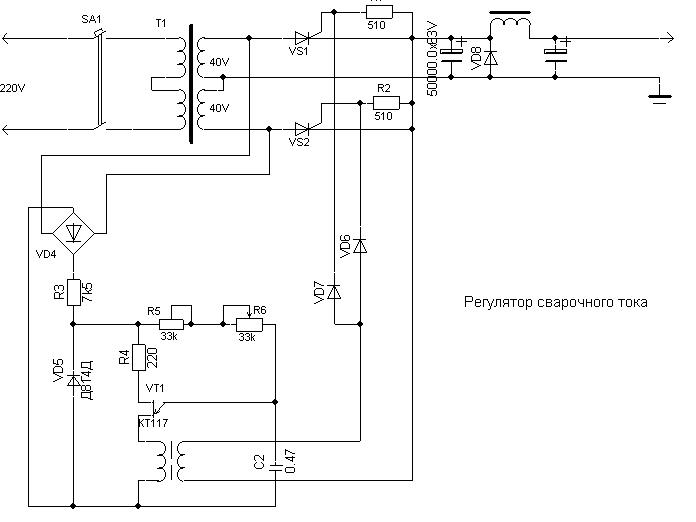
Позаботьтесь, чтобы пистолет был правильно разложен, чтобы дать ему остыть. Кроме того, не забудьте правильно хранить пистолет и кабель, когда они не используются, чтобы избежать повреждений, которые могут возникнуть, если кабель переедет вилочным погрузчиком или другим тяжелым оборудованием.
№ 6: Выбор неправильного пистолета
Ключевым шагом для предотвращения перегрева пистолета MIG является выбор правильного пистолета для применения. Помните о требованиях к работе и выберите пистолет с достаточным рабочим циклом и допустимой силой тока.
Если приложение требует, чтобы вы весь день вели сварку при 300 А, и вы выбрали пистолет на 200 А с рабочим циклом 30 или 40 процентов, этот пистолет не справится с этой задачей. Превышение рабочего цикла пистолета приводит к перегреву, а частое выполнение этого сокращает срок его службы.
В дополнение к выбору пистолета MIG, который имеет достаточно высокую номинальную силу тока и рабочий цикл для работы, вы также можете делать перерывы, чтобы дать пистолету и расходным материалам остыть, чтобы избежать перегрева пистолета.
Изменение защитного газа также может помочь уменьшить количество тепла, выделяемого во время сварки. Если вы используете защитный газ аргон, чем выше процентное содержание аргона, тем меньше охлаждает защитный газ. Однако имейте в виду, что во многих приложениях используется защитный газ аргон, поскольку он обеспечивает более чистый процесс с гораздо меньшим разбрызгиванием и сокращает объем очистки. Таким образом, хотя уменьшение количества аргона может помочь процессу охлаждения, есть и другие компромиссы, которые могут повлиять на производительность.
Использование неправильного типа ведущего ролика или установка неправильного натяжения ведущего ролика могут быть частыми причинами неустойчивой или плохой подачи проволоки при сварке MIG.Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.№ 7: Проблемы с приводным валком
Использование неправильного типа ведущего ролика или установка неправильного натяжения ведущего ролика также могут быть распространенными ошибками, вызывающими неустойчивую или плохую подачу проволоки при сварке MIG. Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.
Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.
Поскольку порошковая проволока более мягкая — из-за трубчатой конструкции и флюса внутри — для нее требуется приводной ролик с рифленой головкой, зубцы которого могут захватывать проволоку и проталкивать ее.Приводные ролики с накаткой обычно не следует использовать для сплошной проволоки, поскольку зубцы могут привести к отрыву стружки от проволоки, засорению гильзы и возникновению сопротивления при подаче проволоки. Вместо этого используйте приводные ролики с U-образной или V-образной канавкой со сплошной проволокой.
Установка правильного натяжения приводных роликов — еще один важный шаг. Без должного напряжения беспорядочное кормление может вызвать ожог или другие проблемы. Чтобы установить правильное натяжение приводных роликов, сначала отпустите ведущие ролики. Затем увеличивайте натяжение, подавая проволоку в руку в перчатке, пока натяжение не превысит проскальзывание проволоки на пол-оборота. Всегда держите пистолет как можно прямо, чтобы избежать перегиба кабеля, что может привести к плохой подаче проволоки.
Всегда держите пистолет как можно прямо, чтобы избежать перегиба кабеля, что может привести к плохой подаче проволоки.
Избежание распространенных ошибок помогает добиться наилучших результатов при сварке MIG. Не менее важно правильно обслуживать пистолет MIG и расходные детали, включая контактный наконечник, сопло и гильзу.
Каждый раз при замене расходных материалов проверяйте, чтобы газовые отверстия в сопле были чистыми, а седло, удерживающее контактный наконечник, не забито брызгами или мусором.Засоренный контактный наконечник или сопло может вызвать перегрев пистолета и рукоятки.
Также часто проверяйте, что все соединения затянуты и насколько возможно концентричны. Сохранение горелки и кабеля как можно более прямыми во время сварки — и их плоская укладка для охлаждения — делает сварку MIG эффективной и действенной.
Следуйте этим советам, чтобы минимизировать время простоя, повысить производительность и качество, а также сэкономить деньги на сварке MIG.
Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или от кого-то, кто использует вашу интернет-сеть.Подождите, пока мы убедимся, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet. Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem
Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir
überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt.Een momentje geduld totdat, мы исследовали, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера
mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este
mensaje, envía un correo electrónico a
para hacernos saber que
estás teniendo problemas.
Si Continúas recibiendo este
mensaje, envía un correo electrónico a
para hacernos saber que
estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade.Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet. Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini Visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 624215d80afe009d.
Półautomat spawalniczy 2w1 TWINMIG 200A-IG reg. indkcyjności. Сварщик MIG / MAG / FCAW / MMA Fantasy
Внутренний код товара: TWINMIG200IG
Описание:
ПРОИЗВОДИТЕЛЬ: FACHOWIEC F. H.W.
H.W.
ГАРАНТИЯ: FACHOWIEC F.H.W.
Welder Fantasy — это торговая марка, созданная компанией FACHOWIEC в 1991 году. Инверторные сварочные аппараты TIG / MMA, полуавтоматические сварочные аппараты MIG / MAG, плазменные резаки и другое оборудование, выпускаемое под торговой маркой Welder Fantasy, получили признание тысяч. мастерских и предприятий в Польше и за рубежом на протяжении многих лет.
Бренд Welder Fantasy означает:
— Высококачественное оборудование,
— Гарантия надежности,
— Высокий уровень производительности,
— Лидер на польском рынке.
Сварочный аппарат Fantasy TWINMIG 200-IG — это многофункциональный полуавтоматический инверторный сварочный аппарат, предназначенный для ручной дуговой сварки с использованием GMAW (газовая дуговая сварка металла) — MIG / MAG, порошковой проволоки (FCAW) и покрытого электрода MMA. .
| | Te ch nol o gia IGBT — угл. Биполярный транзистор с изолированным затвором — to nowoczesna technologia oparta na tranzystorach bipolarnych z izolowaną bramką.Łączy w sobie łatwość sterowania tranzystorów p olowych z wysokim napięciem przebicia i szybkością przełączania tran zystorów bipolarnych. Zastosowanie technologii IGBT ma wpływ na znaczne wydłużenie niezawodnej pracy urządzeń spawalniczych . Биполярный транзистор с изолированным затвором — to nowoczesna technologia oparta na tranzystorach bipolarnych z izolowaną bramką.Łączy w sobie łatwość sterowania tranzystorów p olowych z wysokim napięciem przebicia i szybkością przełączania tran zystorów bipolarnych. Zastosowanie technologii IGBT ma wpływ na znaczne wydłużenie niezawodnej pracy urządzeń spawalniczych . |
| Высокая эффективность из 60% . |
«WELDER FANTASY» ЯВЛЯЕТСЯ ЗАЩИЩЕННОЙ И ЗАРЕГИСТРИРОВАННОЙ ТОРГОВОЙ МАРКОЙ — см. Свидетельство о регистрации.
TWINMIG 200-IG — это новейший сварочный аппарат на польском рынке, предназначенный для сварки низкоуглеродистой стали, низколегированной стали и легированной стали, а также алюминия и алюминиевых сплавов. правильно подобранная сварочная индуктивность уменьшает количество брызг. Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение способствует образованию сварочной ванны и помогает уменьшить разбрызгивание.Правильно подобранная индуктивность обеспечивает более стабильную дугу, равномерный перенос капель жидкого металла, поддержание постоянного размера сварочной ванны и характерный повторяющийся звук без брызг или взрывов.
правильно подобранная сварочная индуктивность уменьшает количество брызг. Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение способствует образованию сварочной ванны и помогает уменьшить разбрызгивание.Правильно подобранная индуктивность обеспечивает более стабильную дугу, равномерный перенос капель жидкого металла, поддержание постоянного размера сварочной ванны и характерный повторяющийся звук без брызг или взрывов.
Сварочный аппарат обеспечивает плавное регулирование тока, плавную регулировку подачи проволоки, контроль индуктивности, ЖК-дисплей для отображения напряжения дуги, значения тока и оснащен системой защиты от тепловой перегрузки, которая защищает интегральные схемы от чрезмерного нагрева.
Благодаря применению транзисторов IGBT , устройство имеет КПД 60%, малый вес и высокую надежность.
Сварочный аппарат Fantasy TWINMIG 200-I позволяет выполнять сварку следующими способами :
| MIG / MAG — дуговая сварка с газовой защитой — один из наиболее часто используемых методов сварки при производстве сварных конструкций. Полуавтоматический процесс сварки включает сплавление кромок заготовки и материала плавящегося электрода с теплом электрической дуги, накаляющейся между сплошным проволочным электродом и свариваемой деталью.Процесс выполняется с защитой от инертного или активного газа. | |
FCAW — Благодаря функции изменения полярности возможна сварка без газовой защиты с использованием самозащитной проволоки FCAW. В этом методе используется самозащитная порошковая проволока для сварки (во всех положениях) стали нормальной и повышенной прочности, не превышающей 510 МПа. Самозащитную проволоку можно использовать при одно- или многослойной сварке с постоянным или падающим током. Проволока предназначена для общепроизводственных работ, в том числе в полевых условиях, и для сварки конструкций, не предъявляющих особых требований к ударопрочности. Сила постоянного сварочного тока (-). Проволока предназначена для общепроизводственных работ, в том числе в полевых условиях, и для сварки конструкций, не предъявляющих особых требований к ударопрочности. Сила постоянного сварочного тока (-). | |
| MMA DC + — метод сварки покрытым электродом, при котором электрод представляет собой металлический сердечник, покрытый специальным покрытием. Между концом электрода и заготовкой поддерживается электрическая дуга. Дуга зажигается от прикосновения к заготовке кончиком электрода.MMA DC + включает сварку с положительной полярностью, в результате чего больше тепла выделяется в материале и меньше на электроде. | |
| MMA DC- — отличие от MMA DC + в том, что полярность в режиме MMA DC- отрицательная, поэтому распределение тепла инвертируется, в результате чего больше тепла выделяется на электроде и меньше в свариваемом материале. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРОЧНОГО МАШИНЫ:
* компактная конструкция,
* компактный корпус и малый вес,
* IGBT транзисторов,
* КПД 60% ,
* сварка с 1. 6-4,0 мм электродов ,
6-4,0 мм электродов ,
* удобная панель управления,
* ЖК-дисплей для параметров сварки,
* тест провода,
В КОМПЛЕКТ ВХОДИТ:
— Сварочный аппарат Fantasy TWINMIG 200 IGBT источник питания,
— пистолет сварочный — МБ15-3м ,
— кабель заземления 1.88м ,
— кабель с электрододержателем 1.88м,
— кисть и молоток,
— маска сварочная,
— Руководство пользователя на польском языке плюс гарантийный талон.
ТЕХНИЧЕСКИЕ ДАННЫЕ:
| Номинальное входное напряжение [В] | 1 ~ 230 ± 10% |
| Частота [Гц] | 50/60 |
| Номинальная входная мощность [кВА] | 7 |
Тип предохранителя мин. [A] [A] | 16 |
| Класс изоляции | F |
| Степень защиты | IP21S |
| Размеры [мм] | 550x420x310 |
| Вес [кг] | 9,3 |
| Вес комплекта [кг] | 13 |
| ПАРАМЕТРЫ МИГ / МАГ | |
| Номинальное выходное напряжение [В] | 16–23 |
| Диапазон тока [A] | 30-200 (14,5 — 24,4 В) |
| Регулировка выходного напряжения | гладкая |
| Регулировка подачи проволоки | гладкая |
| Механизм подачи проволоки, тип | 2R ПРОФИ |
| Размер катушки | D200 / 5 кг |
| Рабочий цикл 60% [A] | 200 |
| Рабочий цикл 100% [A] | 130 |
| ПАРАМЕТРЫ MMA | |
| Диапазон тока [A] | 26-160 |
| Напряжение без нагрузки [В] | 58 |
| Регулировка сварочного тока | гладкая |
| Рабочий цикл 60% [A] | 160 |
| Рабочий цикл 100% [A] | 130 |
| Диаметр электрода [мм] | 1,6 — 4,0 |
Сварочные аппараты — FabTec | Технологии производства Европа
Инвертор с однофазным входом для сварки постоянным током (DC) MMA и Liftig.
Описание:
Инвертор с однофазным входом для сварки постоянным током (DC) MMA и Liftig. Превосходные сварочные свойства основных и рутиловых электродов, с регулируемым горячим пуском и силой дуги, а также функцией импульсного MMA для потолочных, зазорованных деталей или сварных швов различной толщины, улучшающих конец сварного шва. Функция отключения дуги, которая позволяет гасить дугу на регулируемом расстоянии, не повреждая заготовку, и опция импульсного подъема. Компактный, легкий и портативный с ручкой и регулируемым плечевым ремнем.Низкое энергопотребление и система защиты от перенапряжения, позволяющая подключаться к генераторам. Основное оборудование практически для всех отраслей промышленности и сферы услуг, будь то для использования внутри помещений или на открытом воздухе, с простотой использования и несколькими функциями. Версия VRD оснащена устройством понижения напряжения для снижения напряжения холостого хода на клеммах машины.
Технические характеристики:
Входное напряжение (В):
3X400 (+/- 10%)
Частота (Гц):
50/60
Макс. первичный ток (А):
первичный ток (А):
23/25/20
Максимальная входная мощность (кВА):
15.9 / 17,3 / 13,8
Напряжение холостого хода (В):
90
Регулировка тока (A):
15-300
Диаметр проволоки (мм):
0,6-1,2 / 0,9-1,6
Скорость подачи проволоки (м / мм):
0,5-22
Время подачи газа (сек):
0-10
Степень защиты:
IP 21S
Класс изоляции:
H
Все машины Electrex
Трехфазный входной инвертор для сварки MIG / MAG с отдельным механизмом подачи проволоки, сварки TIG и сварки стержневым электродом с покрытием на постоянном токе.
Описание:
Трехфазный входной инвертор для сварки MIG / MAG с отдельным механизмом подачи проволоки, сварки TIG и сварки стержневым электродом с покрытием на постоянном токе.
Модель с колесами и роликами и отдельным механизмом подачи проволоки для легкой транспортировки даже в труднодоступных местах. Опция встроенного модуля охлаждения резака.
2 дисплея для одновременного считывания сварочного тока и напряжения, а также функции HOLD после сварки (2 секунды).
Электронная регулировка индуктивности для сварных швов или сварки проплавлением.
Превосходные результаты зажигания дуги и сварки делают этот станок правильным выбором для средней и тяжелой металлообработки, морских и судостроительных мастерских для работ с проволокой диаметром от 0,6 до 1,2 мм (сплошная) и от 0,9 до 1,6 (флюсовая ).
Сварочный аппарат MIG 406 WM DIGIT II
Описание:
Трехфазные сварочные аппараты MIG / MAG, ступенчатое управление, с отдельным механизмом подачи проволоки. Первичные и вторичные параметры отображаются на 2-х дисплеях с одновременным считыванием сварочного тока и сварочного напряжения. Позволяет сваривать все виды стали, нержавеющую сталь, алюминиевые и медные сплавы, а также проволоку с флюсовым сердечником. Подходит для средних и тяжелых металлоконструкций, ремонтных мастерских и морских верфей.
AF TIG Coldwire PULSE механизм подачи проволоки
Описание:
Устройство подачи AF TIG Coldwire обеспечивает прерывистую или непрерывную подачу присадочного металла в сварной шов TIG, устраняя потери присадочного стержня и утомляемость оператора. Подходит для ручной, автоматической или орбитальной сварки TIG тонких или толстых металлических листов, труб и заправки. AF TIG подает проволоку с постоянной или импульсной скоростью. Подходит для стали, нержавеющей стали, алюминиевых сплавов, титана диаметром от 0,8 до 1,2 мм, в катушках по 5 кг, 15 кг или в больших упаковках проволоки.
Подходит для ручной, автоматической или орбитальной сварки TIG тонких или толстых металлических листов, труб и заправки. AF TIG подает проволоку с постоянной или импульсной скоростью. Подходит для стали, нержавеющей стали, алюминиевых сплавов, титана диаметром от 0,8 до 1,2 мм, в катушках по 5 кг, 15 кг или в больших упаковках проволоки.
Трехфазный инвертор для сварки MMA и TIG на постоянном токе (DC).
Описание:
Трехфазный инвертор для сварки MMA и TIG на постоянном токе (DC).Функция динамики для постоянной подачи тепла и таймер сварки SPOT.
Профессиональный аппарат TIG со всеми регулируемыми параметрами сварки, который может быть встроен в тележку с модулем охлаждения горелки или без него.
Превосходные сварочные свойства основных и рутиловых электродов с функцией горячего старта и регулировки силы дуги, а также импульсной функцией MMA.
TIG с контактным или высокочастотным зажиганием и функцией импульсной сварки TIG.
Подходит для всех требовательных сварщиков TIG в химической, пищевой, строительной, трубопроводной, автомобильной и ремонтной отраслях.
Сварочный аппарат MIG 456 M LTRONIC SYNERGIC
Описание:
Трехфазные полуавтоматы для сварки MIG / MAG с отдельным механизмом подачи проволоки и электронным регулятором мощности.
Все параметры сварки регулируются непосредственно на механизме подачи проволоки, а сварочное напряжение непрерывно регулируется энкодером, что обеспечивает большую точность результатов сварки. Модели
Synergic с предварительно запрограммированными сварочными работами MIG и MAG для стали, нержавеющей стали, алюминия и порошковой проволоки с синергической функцией точной регулировки.Подходит для сварки всех типов стали, нержавеющей стали, алюминиевых и медных сплавов, а также порошковой проволоки.
Для средних и тяжелых металлоконструкций, ремонтных мастерских и судостроительных заводов, с большей производительностью (устраняет постоянное перемещение к источнику питания для регулировки сварочного напряжения на коммутаторах) и снижает риск несчастных случаев на производстве.
Трехфазный инвертор для сварки MMA и TIG на постоянном токе (DC).
Описание
Трехфазный инвертор для сварки MMA и TIG на постоянном токе (DC).Функция динамики для постоянной подачи тепла и таймер сварки SPOT.
Профессиональный аппарат TIG со всеми регулируемыми параметрами сварки, который может быть встроен в тележку с модулем охлаждения горелки или без него.
Превосходные сварочные свойства основных и рутиловых электродов с функцией горячего старта и регулировки силы дуги, а также импульсной функцией MMA.
TIG с контактным или высокочастотным зажиганием и функцией импульсной сварки TIG.
Все машины Electrex
Mma Welding Machine КОМПАКТНОЕ ПОЛУАВТОМАТИЧЕСКОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ Оптовые поставщики из Шарджи, Объединенные Арабские Эмираты
Оборудование для дуговой сварки под флюсом
ТИП Профессиональные модели источников питания PARS ARC, модели кареток PARS CAT и модели стационарных питателей ARC FEED В современном мире люди автоматически думают о названии процесса SAW всякий раз, когда высокая скорость сварки очень толстых металлов с очень высоким током и высокой указана скорость осаждения. ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРОЧНОЙ СВАРКИ комбинируется с этими двумя вариантами: Вариант 1: Источник питания типа «PARS ARC», плюс (механизм подачи проволоки + каретка) типа «PARS CAT» (используется там, где требуется, чтобы заготовка была остановлена, а каретка и механизм подачи проволоки может перемещаться). Вариант 2: источник питания типа «PARS ARC» плюс (механизм подачи проволоки + стационарное оборудование) типа «ARC FEED» (используется везде, где может перемещаться заготовка, а механизм подачи проволоки не перемещается). ОСОБЕННОСТИ ИСТОЧНИКА ПИТАНИЯ PARS ARC Возможность высокоскоростной сварки очень толстых металлов с очень высоким током и высокой скоростью наплавки Очень хороший внешний вид, высокое качество сварки Идеально подходит для сварки в очень тяжелых и тяжелых условиях даже при 100% рабочем цикле в максимальный выходной ток Возможность выбора статической характеристики (CC или CV) и отличная статическая характеристика. Индикатор защиты от перегрузки. Очень прочная и надежная конструкция.
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРОЧНОЙ СВАРКИ комбинируется с этими двумя вариантами: Вариант 1: Источник питания типа «PARS ARC», плюс (механизм подачи проволоки + каретка) типа «PARS CAT» (используется там, где требуется, чтобы заготовка была остановлена, а каретка и механизм подачи проволоки может перемещаться). Вариант 2: источник питания типа «PARS ARC» плюс (механизм подачи проволоки + стационарное оборудование) типа «ARC FEED» (используется везде, где может перемещаться заготовка, а механизм подачи проволоки не перемещается). ОСОБЕННОСТИ ИСТОЧНИКА ПИТАНИЯ PARS ARC Возможность высокоскоростной сварки очень толстых металлов с очень высоким током и высокой скоростью наплавки Очень хороший внешний вид, высокое качество сварки Идеально подходит для сварки в очень тяжелых и тяжелых условиях даже при 100% рабочем цикле в максимальный выходной ток Возможность выбора статической характеристики (CC или CV) и отличная статическая характеристика. Индикатор защиты от перегрузки. Очень прочная и надежная конструкция. Дополнительная защита от перегрузки. Возможность предварительно заданного регулирования сварочного тока, напряжения дуги и скорости каретки перед сваркой. Два года гарантии. ТИП ПОДАЧИ И ТРАНСПОРТИРОВКИ PARS CAT Тележка PARS CAT является полноприводной и оснащена гусеничной системой.Прочные, легкие и необходимые соединения агрегата позволяют быстро перемещаться к следующему стыку. Стыковые и угловые сварные швы можно выполнять на толстых или тонких стальных пластинах. PARS CAT идеально подходит для следующих применений: строительство судов и барж, монтаж резервуаров для хранения, установка настила моста, изготовление балок, балок или колонн, а также длинные швы на тяжелых металлах сварных швов. Вы когда-нибудь находили тележку или стационарные питатели для машин SUB ARC с таким количеством преимуществ? 1) Автоматическая компенсация входного напряжения.2) Автоматическая компенсация колебаний нагрузки каретки с помощью тахометра (опция для PARS CAT) 3) Предварительная установка напряжения дуги, сварочного тока и скорости каретки перед сваркой.
Дополнительная защита от перегрузки. Возможность предварительно заданного регулирования сварочного тока, напряжения дуги и скорости каретки перед сваркой. Два года гарантии. ТИП ПОДАЧИ И ТРАНСПОРТИРОВКИ PARS CAT Тележка PARS CAT является полноприводной и оснащена гусеничной системой.Прочные, легкие и необходимые соединения агрегата позволяют быстро перемещаться к следующему стыку. Стыковые и угловые сварные швы можно выполнять на толстых или тонких стальных пластинах. PARS CAT идеально подходит для следующих применений: строительство судов и барж, монтаж резервуаров для хранения, установка настила моста, изготовление балок, балок или колонн, а также длинные швы на тяжелых металлах сварных швов. Вы когда-нибудь находили тележку или стационарные питатели для машин SUB ARC с таким количеством преимуществ? 1) Автоматическая компенсация входного напряжения.2) Автоматическая компенсация колебаний нагрузки каретки с помощью тахометра (опция для PARS CAT) 3) Предварительная установка напряжения дуги, сварочного тока и скорости каретки перед сваркой. 4) Прочная конструкция и бесконечная гибкость. 5) Цифровой дисплей сварочного тока, напряжения, скорости каретки. 6) Гибкость машин гарантирует возможность быстрой, точной и простой регулировки для разных положений. 7) Сверхпрочный и мощный питатель каретки PARS CAT в максимальном питателе при 100% рабочем цикле.8) Калиброванный привод каретки регулирует скорость движения от 0,12 до 1,8 м / мин (для PARS CAT). 9) Угол сварки до 45 градусов от вертикали с каждой стороны; угол лобового сопротивления составляет до 45 градусов от вертикали, особенно для угловых и других положений сварки. 10) Угловой шарнир, тройник, соединения внахлест с левой или правой стороны рамы трактора для удобства. 11) Специальная конструкция выпрямителя проволоки с использованием отличного устройства обеспечивает мягкую и безупречную подачу проволоки, сохраняя при этом медь с покрытием.12) Бункер для флюса емкостью 7 кг может быть установлен в двух местах для углового или плоского положения на одном уровне, чтобы получить максимальную емкость потока.
4) Прочная конструкция и бесконечная гибкость. 5) Цифровой дисплей сварочного тока, напряжения, скорости каретки. 6) Гибкость машин гарантирует возможность быстрой, точной и простой регулировки для разных положений. 7) Сверхпрочный и мощный питатель каретки PARS CAT в максимальном питателе при 100% рабочем цикле.8) Калиброванный привод каретки регулирует скорость движения от 0,12 до 1,8 м / мин (для PARS CAT). 9) Угол сварки до 45 градусов от вертикали с каждой стороны; угол лобового сопротивления составляет до 45 градусов от вертикали, особенно для угловых и других положений сварки. 10) Угловой шарнир, тройник, соединения внахлест с левой или правой стороны рамы трактора для удобства. 11) Специальная конструкция выпрямителя проволоки с использованием отличного устройства обеспечивает мягкую и безупречную подачу проволоки, сохраняя при этом медь с покрытием.12) Бункер для флюса емкостью 7 кг может быть установлен в двух местах для углового или плоского положения на одном уровне, чтобы получить максимальную емкость потока. Кроме того, для флюсового шланга сохранена короткая длина (около 20 см) и угол наклона флюсового шланга (между флюсовым бункером и сварочной головкой) постоянным и без изменений, что помогает уменьшить поток порошка во всех положениях. 13) Очень широкая регулировка ступицы катушки с проволокой в каждой из трех плоскостей X, Y, Z обеспечивает большую гибкость и стабильность. 14) Встроенные колеса с любимыми направляющими (разработанные заказчиком), а также боковые направляющие ролики и специальные направляющие упрощают сварку без направляющих.(Для PARS CAT) 15) Использование встроенной системы гаечных ключей устраняет необходимость использования гаечного ключа для регулировки и увеличивает скорость процесса. 16) Регулировка по высоте лазера. 17) Две ведомые оси (полный привод) обеспечивают точное перемещение каретки. (Для PARS CAT) 18) Возможность добавления удлинителя вала при необходимости обеспечивает большую устойчивость каретки. (Для PARS CAT) 19) Управление плавным пуском для легкого запуска процесса.
Кроме того, для флюсового шланга сохранена короткая длина (около 20 см) и угол наклона флюсового шланга (между флюсовым бункером и сварочной головкой) постоянным и без изменений, что помогает уменьшить поток порошка во всех положениях. 13) Очень широкая регулировка ступицы катушки с проволокой в каждой из трех плоскостей X, Y, Z обеспечивает большую гибкость и стабильность. 14) Встроенные колеса с любимыми направляющими (разработанные заказчиком), а также боковые направляющие ролики и специальные направляющие упрощают сварку без направляющих.(Для PARS CAT) 15) Использование встроенной системы гаечных ключей устраняет необходимость использования гаечного ключа для регулировки и увеличивает скорость процесса. 16) Регулировка по высоте лазера. 17) Две ведомые оси (полный привод) обеспечивают точное перемещение каретки. (Для PARS CAT) 18) Возможность добавления удлинителя вала при необходимости обеспечивает большую устойчивость каретки. (Для PARS CAT) 19) Управление плавным пуском для легкого запуска процесса.