как отремонтировать если не работает, причины + видео
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Содержание
- Инверторные аппараты — новое поколение ручной сварки
- Устройство сварочного аппарата
- Ремонт сварочного аппарата своими руками
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
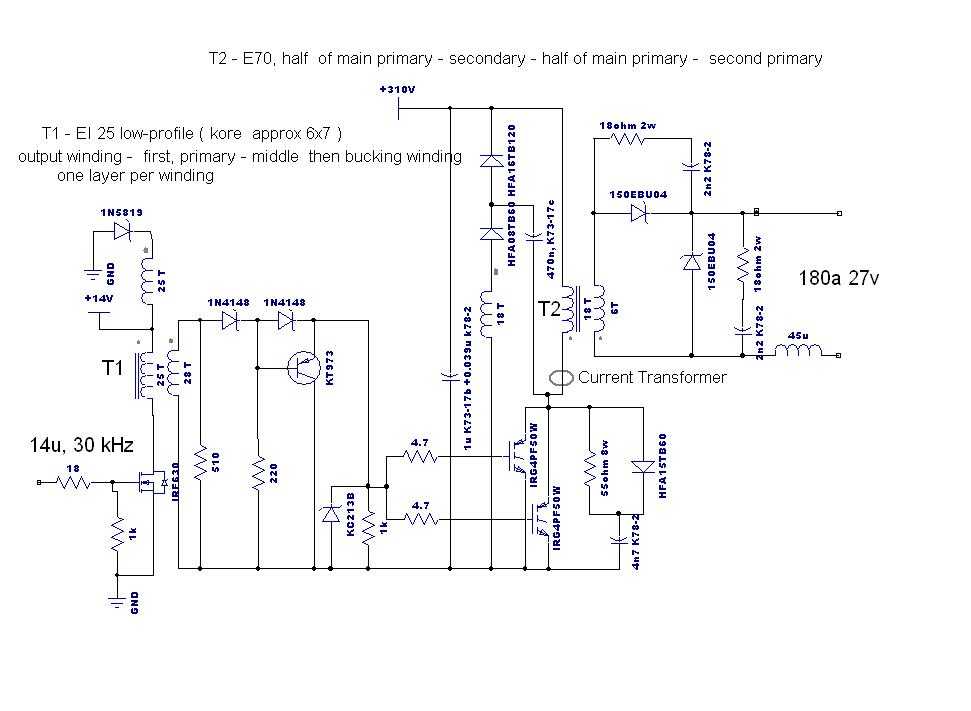
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов.
 Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды; - силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
 Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;Видео: сборка сварочного инвертора
 com/embed/gYpmA9XWNGQ?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
com/embed/gYpmA9XWNGQ?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
 Тогда выходит из строя силовой модуль IGBT;
Тогда выходит из строя силовой модуль IGBT;Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.

Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | <3,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Толщина металла, мм | <4 | 4–8 | 4–12 | 12 и > | >12 |
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
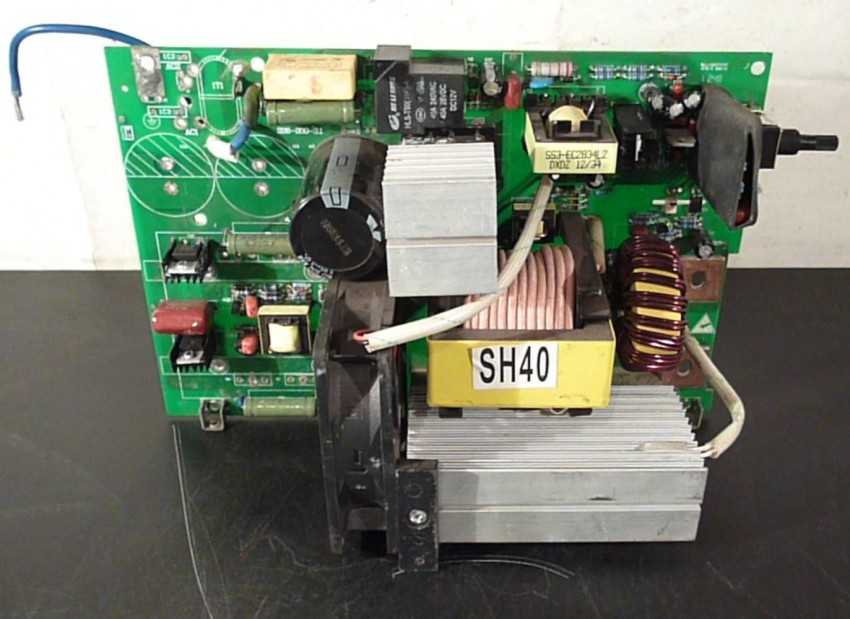
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности:
- Контакт в кнопке. Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.
Кнопку проверяют в режиме «включено», прозванивая её контакты
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя. Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.
Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
- Силовые узлы. Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
- Плата управления ключами. Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.
Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора. Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора


 Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.
Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке. Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.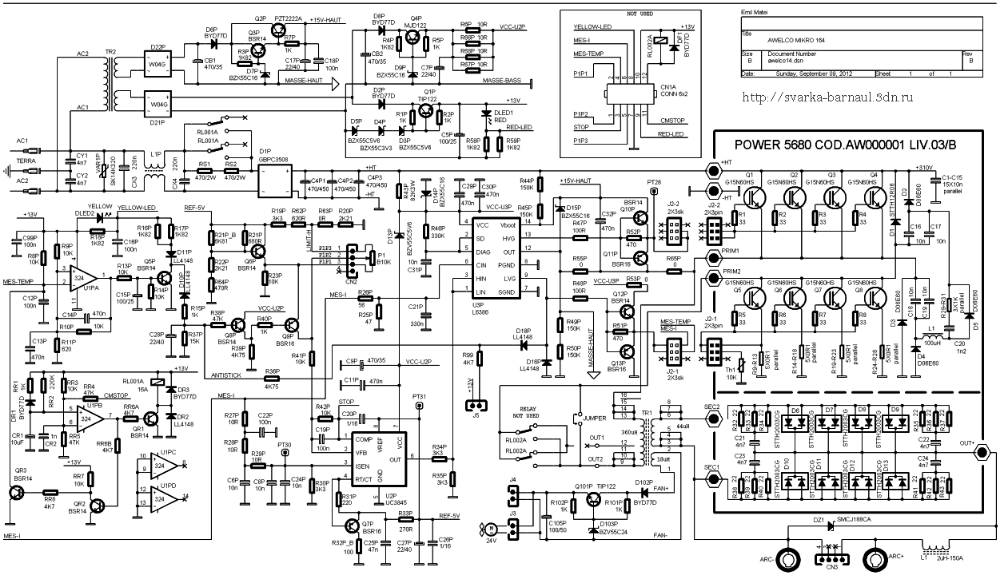
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
- Автор: Лилия Жуля
- Распечатать
Здравствуйте, меня зовут Лилия. Мне 48 лет, в копирайтинге я новичок.
Мне 48 лет, в копирайтинге я новичок.
Оцените статью:
(8 голосов, среднее: 3.8 из 5)
Поделитесь с друзьями!
Ремонт сварочного инвертора своими руками — поиск и устранение неполадок
Содержание
- 1 Характеристика оборудования, его предназначение
- 2 Конструктивные особенности
- 3 Сломался инвертор, что делать?
- 4 Основные проблемы в работе инвертора
- 5 Типичные проблемы в работе сварочных устройств
- 5.1 Нестабильная дуга или чрезмерное разбрызгивание металла
- 5.2 Клейкость электрода к деталям
- 5.3 Нет контакта с поверхностью при включенном агрегате
- 5.4 Внезапное отключение агрегата
- 5.5 Срабатывает автомат при длительной сварке
- 6 Особенности ремонтных работ
При изготовлении какого-либо вида продукции применяется специальное оборудование. Но в период эксплуатации, даже совершенное устройство, имеет свойство ломаться. В этой ситуации поможет вызов специалиста, а можно обойтись и собственными силами, ведь ремонт сварочного инвертора своими руками экономит не только время, но и денежные средства.
В этой ситуации поможет вызов специалиста, а можно обойтись и собственными силами, ведь ремонт сварочного инвертора своими руками экономит не только время, но и денежные средства.
Содержание
- Характеристика оборудования, его предназначение
- Конструктивные особенности
- Сломался инвертор, что делать?
- Основные проблемы в работе инвертора
- Типичные проблемы в работе сварочных устройств
- Нестабильная дуга или чрезмерное разбрызгивание металла
- Клейкость электрода к деталям
- Нет контакта с поверхностью при включенном агрегате
- Внезапное отключение агрегата
- Срабатывает автомат при длительной сварке
- Особенности ремонтных работ
Характеристика оборудования, его предназначение
Создание постоянного тока при сварке – главное назначение инвертора. Он, получается, посредством выпрямления индукционного переменного тока. Применение такого тока предполагает регулировку его силы до нужного значения, при этом применяя трансформатор небольших габаритов.
Конструктивные особенности
Перед началом ремонта сварочных инверторов необходимо ознакомиться с «начинкой» и характером действия установки. В состав инвертора этого типа входит:
- Первичный блок для выпрямления тока. Основа конструкции – система диодных преобразователей. Он служит для выпрямления переменного тока, идущего от обычной электросети.
- Блок преобразования. В этом участке главным элементом выступает сборка транзисторов, которая обеспечивает трансформирование выпрямленного тока в высокочастотный переменный поток, с частотой до 100 кГц.
- Силовой трансформатор. В этом блоке происходит понижение поступающего напряжения до сварочного значения, но при этом возрастает сила получающегося тока. Стоит отметить, на выходе может создаваться сила тока со значением 200-250 А. Ремонт сварочных трансформаторов – это отдельная история.
- Выходной преобразователь. Создается на основе силовых диодов, где осуществляется трансформация переменного высокочастотного электрического тока в постоянный варочный ток.
- Консоль управления и защиты.
- Система охлаждения.

Сломался инвертор, что делать?
Инверторные агрегаты – сложные электронные аппараты, обеспечивающие высококачественную сварку. Поэтому при выявлении причин поломки следует тестировать каждый компонент электросхемы сварочного устройства на работоспособность. При ручной диагностике элементов могут потребоваться навыки работ с измерительными приборами, включая осциллограф.
Ремонт инверторного сварочного аппарата построен не только на измерении данных электросхемы, часто возникают ситуации, когда не получается определить причину неисправности самостоятельно. Поэтому, чтобы труд был не напрасен, необходим базовый уровень познаний в электронике и, иметь минимальный опыт работы с электрическими схемами.
Стоит отметить, что в комплекте со сварочным оборудованием идет инструкция, в которой указывается список возможных дефектов и методы их решения. Поэтому для начала необходимо ознакомиться с документацией завода-изготовителя, чем предпринимать какие-либо действия.
Основные проблемы в работе инвертора
Чтобы выполнить ремонт сварочного аппарата своими руками необходимо понимать возможные причины дефектов. Если рассматривать все существующие проблемы в работе инверторного оборудования, то их классифицируют на две категории:
- неисправности, появившиеся вследствие неверного выбора режима работы;
- поломки, которые возникают в случае неисправности элемента либо изъян в электронике аппарата.
В результате возникновения этих проблем, сварщик не сможет продолжить сваривание деталей. На появление поломки сварочного инвертора могут влиять несколько факторов. Чтобы разобраться в истинной причине неисправности сварочных инверторов, нужно прозванивать и диагностировать каждый компонент системы, причем начинать следует от простых процедур, постепенно переходя к более сложным процессам. Если дефект не выявлен после проведенных тестирований, то возможно неисправность кроется в электросхеме сварочного прибора.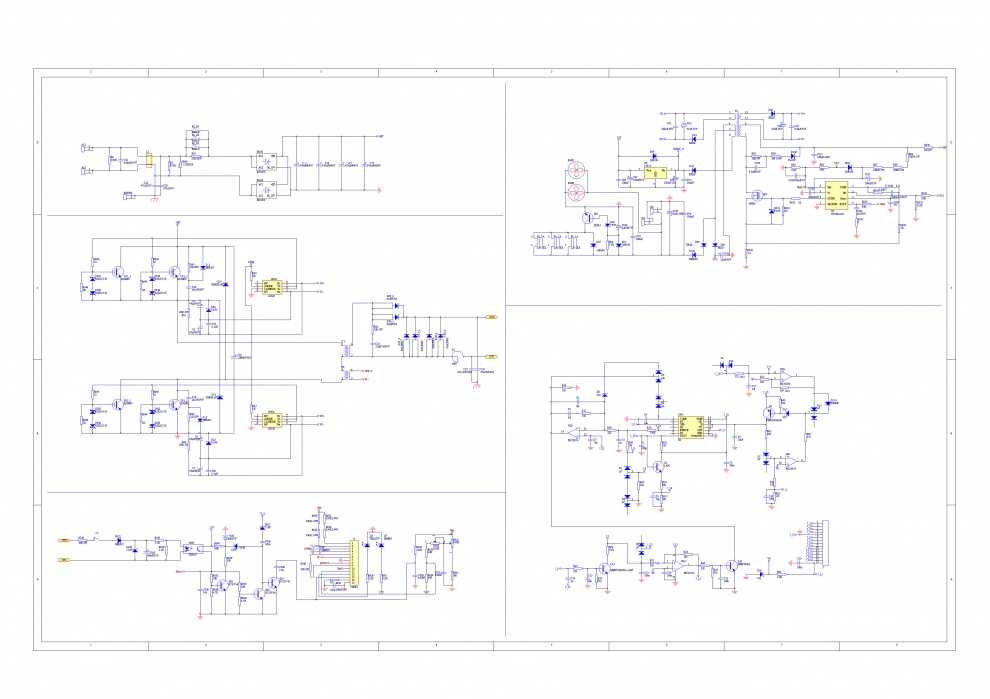 На практике электросхема выходит из строя в случае:
На практике электросхема выходит из строя в случае:
- Попадания незначительных капель воды внутрь сварочного устройства. Как правило, это случается в период работы при осадках.
- Скапливание пыли в корпусе. В этом случае, пыль нарушает оптимальную работу охлаждения механизмов электросхемы. На практике, наибольшему загрязнению подвергаются сварочные системы, применяемы на стройплощадках. Чтобы предотвратить скапливание загрязнений следует производить регулярную чистку оборудования.
- Неверный регламент работы сварочного оборудования, например, если не соблюдать рекомендации производителя (беспрерывная работа прибора), то случается перегрев оборудования.
Типичные проблемы в работе сварочных устройств
Многим сварщикам известны случаи, когда во время соединения металлических поверхностей случаются внезапные скачки напряжения в сети. Это происходит «просадка» и возвращение к номиналу: беспрестанно мигает индикатор, щелкает реле стабилизаторов.
Среди распространенных повреждений сварочных устройств выделяют следующие проблемы.
Нестабильная дуга или чрезмерное разбрызгивание металла
Появление этого дефекта символизирует неверный режим эксплуатации аппарата, а именно неверно выбранный диапазон силы тока. Параметр непосредственно связан с сечением электрода и скорости работы. Величину параметра следует искать на приобретаемой упаковке электродов. Если рекомендаций по работе от производителя не указано, то параметр следует принимать по формуле, которая звучит так: на 1 мм поперечника электрода приходится примерно 30 ампер сварочного тока. Кроме того, необходимо учитывать и скорость сварочной операции, чем она ниже, тем меньше и сила тока.
Клейкость электрода к деталям
Снижение величины напряжения играет немалую роль в осуществлении сварочных операций. При чрезмерно низком значении электрод залипает на свариваемых деталях. Это понижение связано с плохим контактом блоков аппарата и гнездами панели. Но очень частым основанием залипания электродов считается подгорание контактов электрической цепи и некачественная подготовка металлических поверхностей, не очищенных от загрязнений, и оксидной оболочки.
Но очень частым основанием залипания электродов считается подгорание контактов электрической цепи и некачественная подготовка металлических поверхностей, не очищенных от загрязнений, и оксидной оболочки.
Отремонтировать устройство несложно – достаточно очистить гнезда контактирования и крепко их зафиксировать в плате устройства. Стоит отметить, что дополнительным основанием снижения напряжения выступает электрокабель подключения инвертора к стандартной сети, имеющий поперечник менее 2,5 мм2, как и слишком длинный соединительный провод. Если питающий электрокабель устройства превышает несколько десятков метров, то применять сварочный инвертор для соединения металлических изделий не следует.
Нет контакта с поверхностью при включенном агрегате
Подобные случаи появляются в результате перегрева инвертора. В этом случае должен загореться датчик устройства. Такая проблема возникает и при обрыве рабочих проводов.
Внезапное отключение агрегата
Как правило, эта проблема появляется, когда подачу напряжения перекрывают автоматические прерыватели, рабочие значения которых были подобраны неверно.
Срабатывает автомат при длительной сварке
Сварочное оборудование современного типа снабжено температурными контроллерами, которое срабатывает при достижении предельного уровня. По этой причине аппарат не включается, так как срабатывает реле температурной защиты. Решить проблему легко, дать сварочному инвертору остынуть на 30 минут.
В домашней мастерской, как правило, используют инвертора Ресанта, отличающиеся от конкурентов выгодными техническими свойствами, функциями и стоимостью оборудования.
Любая поломка сварочного аппарата – серьезная проблема для сварщика, так как время идет, а работа стоит. О серьезных повреждениях модуля инвертора можно судить в случае, когда улавливается запах гари и видна дымовая завеса из корпуса. В подобных случаях, рекомендуется воспользоваться услугами специалиста, так как ремонт инвертора предполагает наличие некоторого опыта.
Особенности ремонтных работ
Ремонт инверторных сварочных аппаратов своими руками предполагает доступ к устройству и исследованию его внутренних деталей. Ни для кого не секрет, но распространенная причина неисправности — это плохая запайка компонентов, контактов, клемм на платах устройства.
В эксплуатируемое состояние инверторный сварочный аппарат возвращается посредством обычной перепайки контактов. Для начала необходимо установить, а какие узлы электросистемы могли выйти из строя. На это указывает масса визуальных эффектов, например, трещины, вздутие и следы прогорания платы.
После установления дефектных механизмов системы, их следует удалить и смонтировать новые детали. При установке деталей для замены необходимо руководствоваться маркировкой изделия. Во время выпаивания деталей рекомендуется использовать специальный паяльник с функцией отсоса. Данный параметр позволяет избежать неблагоприятных последствий при работе.
Но бывает и такое, что выявить причины поломки системы не представляется возможным и тестирование не дало результатов. При возникновении подобных ситуаций выручает мультиметр, которым необходимо прозванивать каждый уголок электросистемы. Слабым участком инверторных аппаратов считаются транзисторы, поэтому ремонт сварочных инверторов своими руками начинается обычно с их осмотра. Сломанный транзистор видно моментально. Этому способствует дефект в корпусе, прогоревшие выводы. Если такой элемент обнаружен, то его следует заменить.
Слабым участком инверторных аппаратов считаются транзисторы, поэтому ремонт сварочных инверторов своими руками начинается обычно с их осмотра. Сломанный транзистор видно моментально. Этому способствует дефект в корпусе, прогоревшие выводы. Если такой элемент обнаружен, то его следует заменить.
После диагностики транзисторной секции необходимо проверить и другие участки с помощью тестера, для чего также можно применять тестер. Особую внимательность следует проявить при визуальном осмотре плат на наличие подгоревших областей и обрывов цепи. Если подобное обнаружилось, то нужно зачистить участки и создать на них перемычки.
Если во внутренней конструкции сварочного инвертора появились перегоревшие или незамкнутые провода, то при ремонте этих материалов следует заменять их подобными по диаметру. Хоть диодные преобразователи достаточно надежны, их также требуется прозванивать с помощью измерительного оборудования (тестер).
Самым трудновыполнимым вариантом ремонта инвертора выступает система управления агрегата. От этого приспособления зависит работа всего сварочного устройства. Эту плату прозванивают осциллографом.
В заключение действий по ремонту своими силами электронных схем инверторов, должна стать диагностика контактов всех разъемов и их очистка при помощи стандартного ластика.
Инвертор для сваривания различных металлических поверхностей упрощает жизнь человеку и сам процесс сварки, но его поломка способна огорчить владельца аппарата. Придать агрегату вторую жизнь возможно не только путем обращения в сервисный центр, ремонт сварочных инверторов можно провести своими силами и при этом хорошо сэкономить.
Довольно часто при поломках инверторного оборудования встречаются элементарные неисправности, которые устраняются в несколько шагов. Единственное что требуется, это понимание электросхем сварочного аппарата и как сделать их ремонт, ведь научиться осуществлять ремонтные работы агрегатов при просмотре обучающего видео сложно, можно только понять основные азы операций.
Данная статья расскажет вам о практике ремонта сварочного инвертора, на примере итальянской модели TELWIN TECNICA 164. А Что с ним случилось? спросите вы: «Работал нормально потом очень сильный хлопок и повалил дым из всех щелей!»
Если логически подумать, о громком хлопке во время работы можно придти к выводу, что так пукнул силовой IGBT транзистор, но только вскрытие позволит поставить точный диагноз. Посмотрим что имеется внутри нашего красавца, для этого начнем аккуратно разбирать его. Как известно из теории силовой электроники физика работы сварочных инверторов основывается на поэтапном преобразовании энергии. Выпрямленное сетевое напряжения преобразуется в переменное высокочастотное в инверторе, а затем понижается трансформатором до обычного сварочного, и в финальной стадии выходной выпрямитель преобразует переменное в постоянное сварочное напряжение. Весь процесс управляется с помощью обратных связей блока управления, который задает необходимые характеристики тока. Но вернемся к нашему пациенту, немного полазил по зарубежным сайтам нашел сервисное руководство по ремонту TELWIN TECNICA 164 скачать его можно по зеленой ссылке выше. Внутри сервисной инструкции очень полезным для понимания алгоритма работы имеется блок схема аппарата. Принципиальная схема состоящая из силовой части и блока управления также приводится в руководстве.
Схема силовой части состоит из следующих узлов: 1. Фильтр от электромагнитных помех состоит из следующих радиокомпонентов С1, T4, С8, С15. 2. Блок защиты выпрямителя и фильтра состоит из радиоэлементов RL1, R4. Исключает прохождение больших зарядных токов в момент первоначального подключения к сети. При подачи питания, напряжение на выпрямитель PD1 следует через мощное сопротивление R4, в это же самое время емкости конденсаторов C21, C22, C27 начинают плавно заряжаться. 3. Выпрямительный мост с фильтром C21, C22, C27 сглаживает пульсации. 4. Силовые ключи собраны на IGBT транзисторах Q5 и Q8. они преобразуют напряжение в высокочастотные прямоугольные импульсы, которые затем следуют на силовой трансформатор. 5. Токовый трансформатор измеряет силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора следует в блок управления. 6. Силовой трансформатор Т3, преобразует напряжение в то, которое требуется для сварки. Кроме того через него осуществляется гальваническая развязка от сети. 7. Выпрямитель сварочного напряжения выпрямляет импульсное напряжение. D33 и D34 — выпрямляют эдс самоиндукции силового трансформатора с катушки индуктивности L1, в момент, когда IGBT модули заперты. 8. Дроссель L1 исключает возникновение пульсаций выпрямленного напряжения. 9. Радиокомпоненты — R18, R35, D11, C20, U3, D8 предназначены для питания блока управления. 10. Тепловая защита силового трансформатора состоит из термодатчика ST1, который в нормальном состоянии всегда замкнут. 11. Схема питания вентилятора и реле получает питание от отдельной обмотки силового трансформатора. Как только накопительные емкости зарядятся, запустится преобразователь, на дополнительную обмотку поступает напряжение, которое выпрямляется и поступает на вентилятор обдува и реле. Реле срабатывает, и шунтирует сопротивление R4 и устройство переключается на нормальный режим работы.
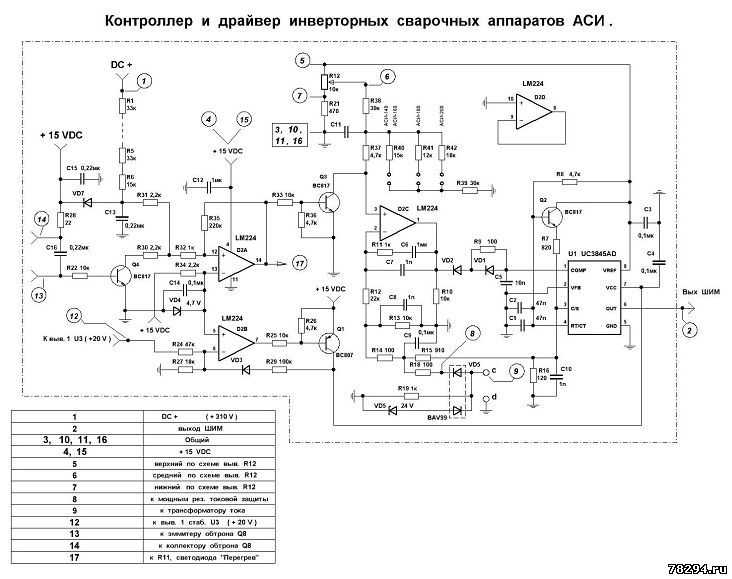
1. Блок драйверов состоит из элементов Q6, D19, D23, Q7, D27, D26, T1 и предназначены для плавного запуска силовых IGBT модулей. Разделительный трансформатор T1 предназначен для генерации двух сигналов, гальванически развязанных друг от друга. 2. Драйвер управления разделительным трансформатором выполнен из элементов Q4, D20, D22, D24 и усиливает сигнал, идущий от генератора импульсов и подает его на первичную обмотку разделительного трансформатора. 3.Ограничитель тока в первичной обмотке трансформатора и элементы D2, R25, R49, D4, R15, R9, R2, R3, R10 получают сигналы от токового трансформатора Т2, выпрямляет и ограничивает их. 4. Задающий генератор импульсов на микросхеме U1 это обычный ШИМ контроллер на микросхеме TL3845. Данный контроллер генерирует управляющие импульсы для правильной работы инвертора на IGBT модулях. Так же этот контроллер регулирует сварочный ток и защиту. 5. Модуль гальванической развязки и контроля выходного напряжения предназначен для защиты от заниженного или завышенного сетевого уровня. Он состоит из оптрона ISO1 и радиокомпонентов R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Модуль регулировки сварочного тока выполнен на переменном сопротивлении R23, фильтра C14, R13, C4. 8. Суммирующий модуль выполнен на операционном усилителе U2C и предназначен для суммирования сигналов защиты, для формирования уровня напряжения регулирования, которое следует на задающий генератор импульсов.
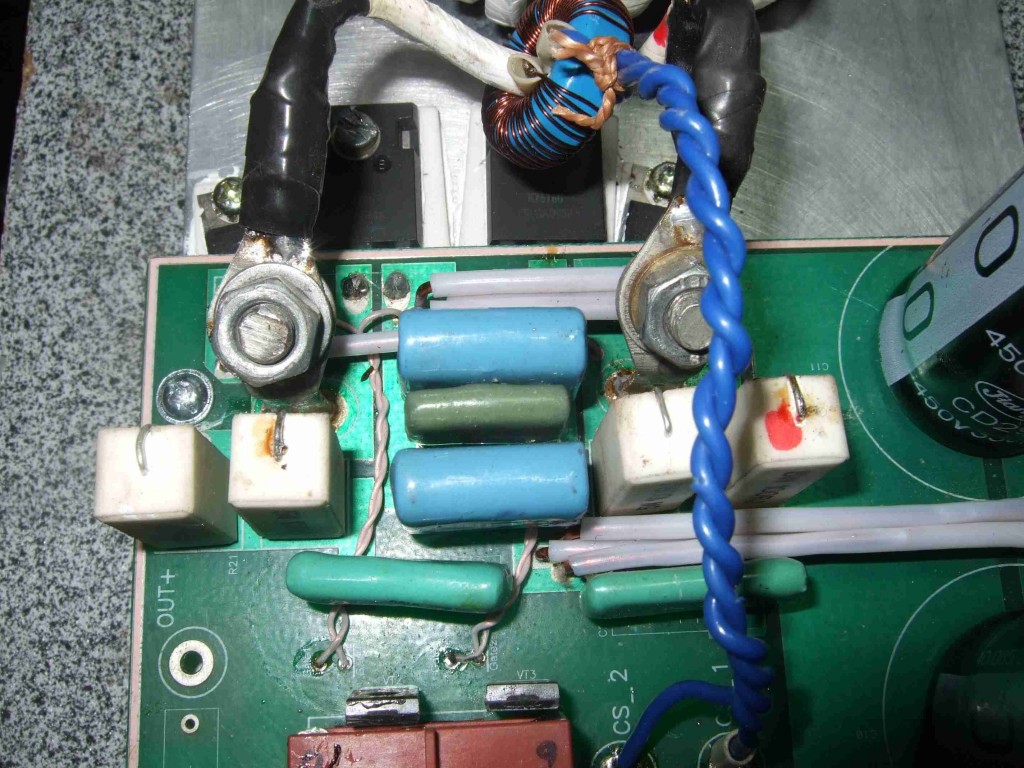
Как я предположил в аппарате взорвались IGBT транзисторы, после вскрытия и визуального осмотра диагноз подтвердился. Кроме того, как показывала практика ремонта рентгеновского аппарата, IGBT никогда не сгорает один, так и в этом случае сгорели диоды D31 и D212 и еще надо проверить плату драйверов. Теплопроводящую прокладку под диод D31 обязательно надо сохранить при замене компонента. Теперь подумаем о причинах выхода из строя силового модуля, опираясь на подобный опыт можно сказать, что обычно это плохие контакты. Этот случай подтвердил мои подозрения обнаружил плохую пайку выводов силового трансформатора, ох уж эта европа со своей дермократией, а паяют хуже чем у нас студенты. Переходим к проверки драйвера используя обычный тестер, выявляем целый список поврежденных радиоэлементов. После замены перечисленных радиокомпонентов ремонт сварочного инвертора наконец-то закончен и теперь можно пользоваться устройством по назначению
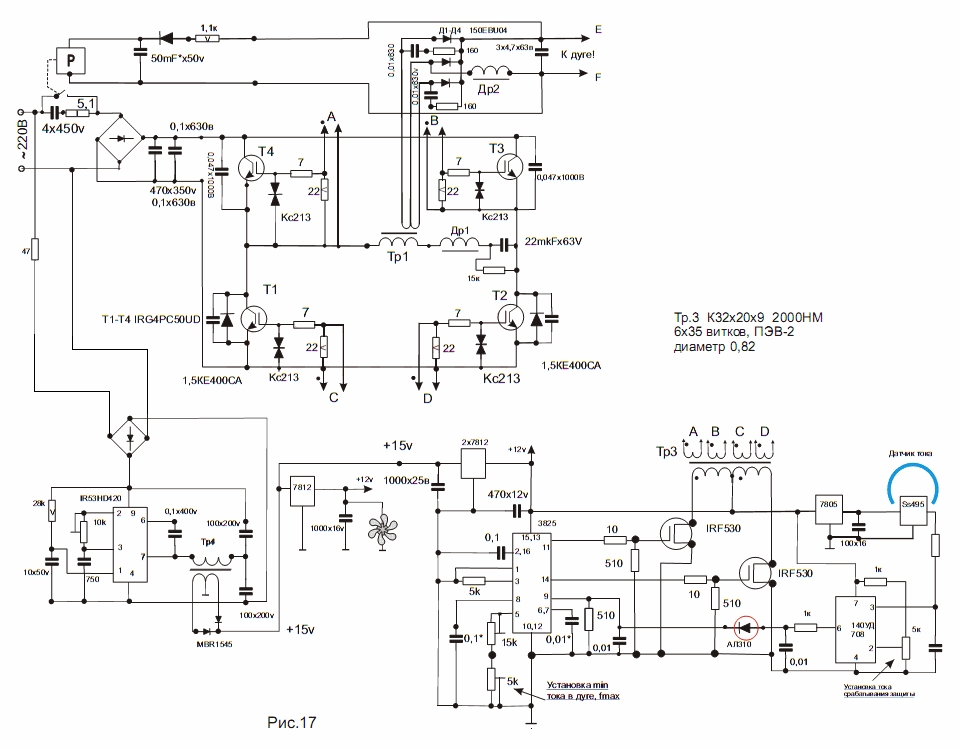
Аппарат имеет сложную схему управления. Как известно, тиристоры управляются током и являются незапираемыми токовыми ключами. Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке Промышленность выпустила большое количество сварочных аппаратов с электронным управлением током. Но принципиальные схемы и пояснения к ним невозможно найти. Несмотря на малое количество деталей, аппарат имеет сложную схему управления. Как известно, тиристоры управляются током (напряжение управления обычно 2 — 5 В) и являются незапираемыми токовыми ключами. |
 При этом такая возможность имеется как по причинам нарушения работы системы охлаждения, так и при неправильном выборе сварочных режимов.
При этом такая возможность имеется как по причинам нарушения работы системы охлаждения, так и при неправильном выборе сварочных режимов.

 По окончанию их заряда, срабатывает реле RL1, и своими контактами шунтирует R4.
По окончанию их заряда, срабатывает реле RL1, и своими контактами шунтирует R4.

 Пришлось исправить эти недостатки.
Пришлось исправить эти недостатки.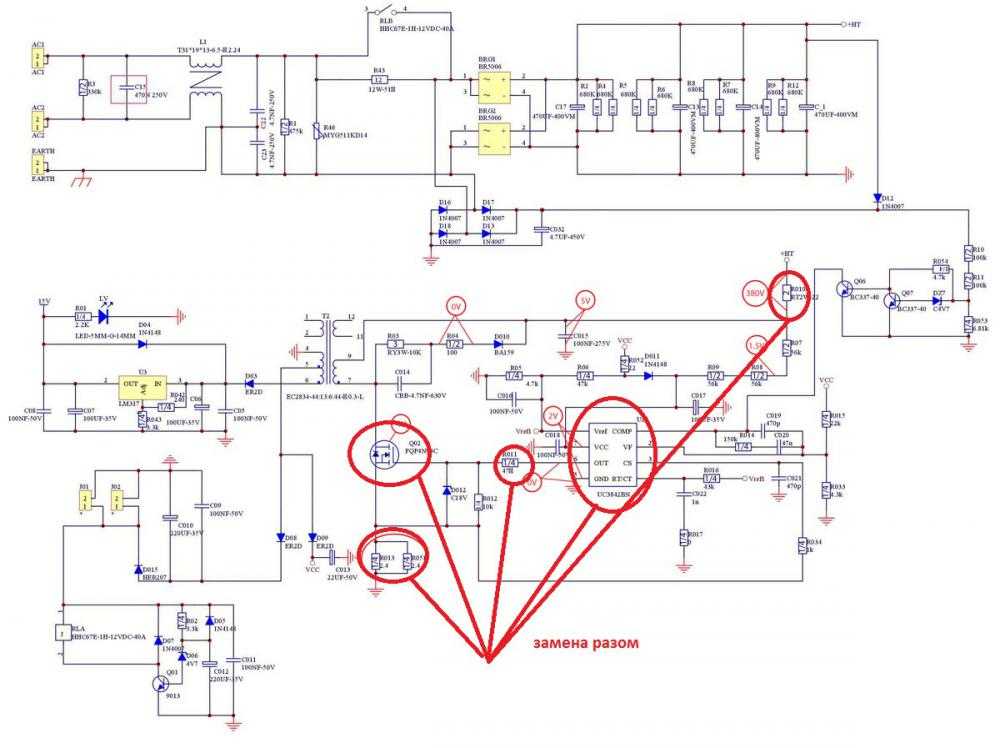 Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке. Так как ток в первичной обмотке мал (до 20 А), то этот вариант был внедрен в ТДЭ 101У2.
Ток сварочного аппарата регулируется косвенным путем. Изменяя период протекания тока в первичной обмотке, добиваются изменения тока во вторичной обмотке. Так как ток в первичной обмотке мал (до 20 А), то этот вариант был внедрен в ТДЭ 101У2.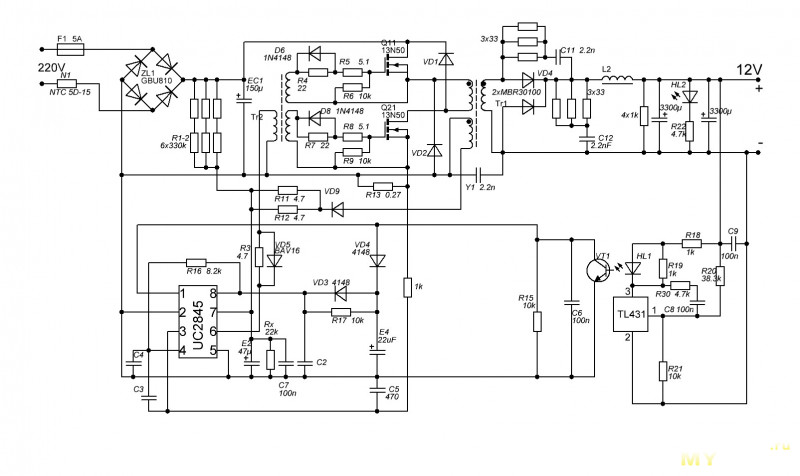 Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой.
Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой.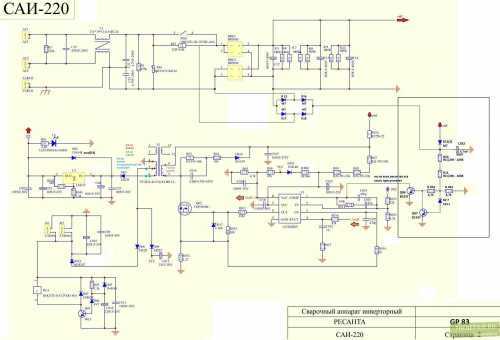 Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю! Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.
Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.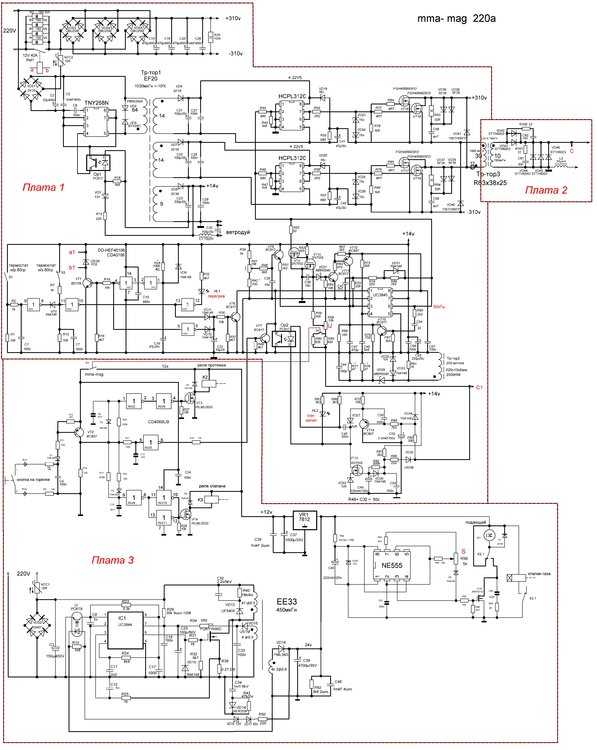 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле.
6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления:
Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления: Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора.
Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора.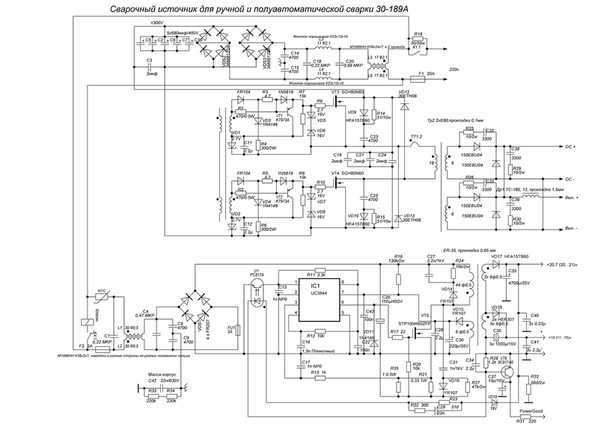 5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю.
5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух
В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух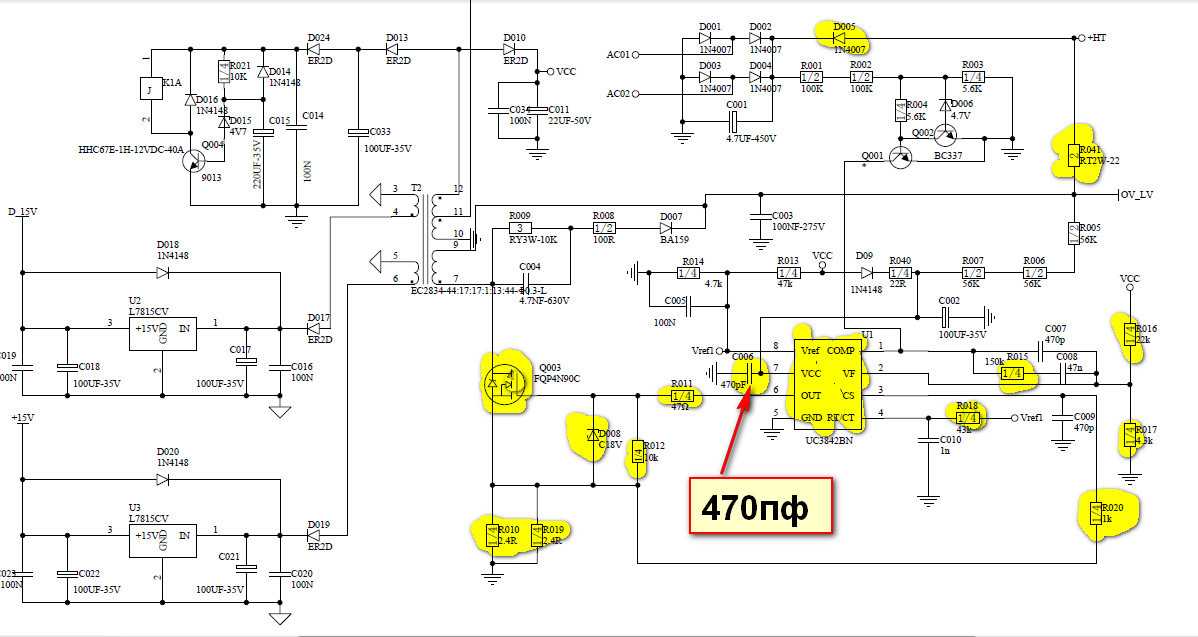 Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.
Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.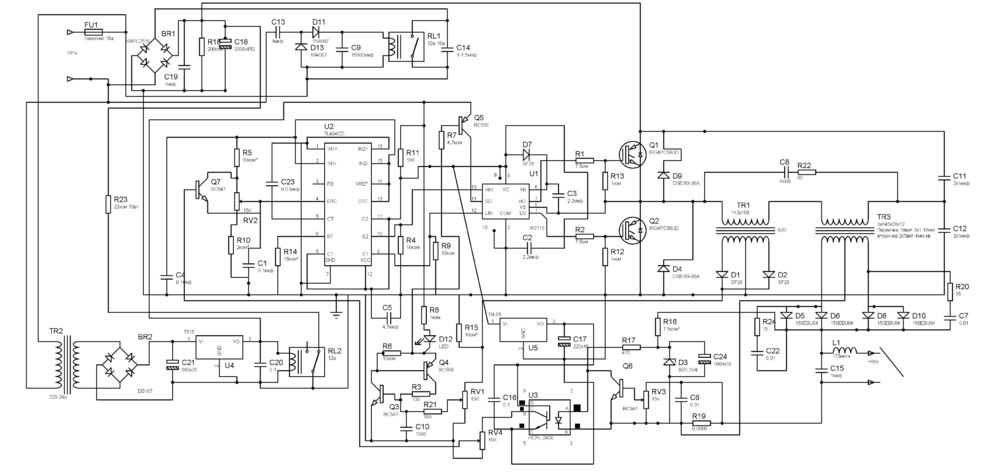 К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.
К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод. Выход драйвера, нагруженного на затвор ключа
Выход драйвера, нагруженного на затвор ключа Вот постарался и сварил две пластины встык.
Вот постарался и сварил две пластины встык. Они отлично справляются с любым объемом предоставленной им работы.
Они отлично справляются с любым объемом предоставленной им работы.
 Далее он попадает в инверторный модуль, где происходит его обратное преобразование в ток переменного типа. После этого силовой трансформатор понижает значение напряжения до сварочного. Теперь остается только преобразовать переменный сигнал в постоянный, за счет него уже и производить сварочные работы. В различных моделях сварочных аппаратов инверторного типа могут находиться самые разнообразные компоненты.
Далее он попадает в инверторный модуль, где происходит его обратное преобразование в ток переменного типа. После этого силовой трансформатор понижает значение напряжения до сварочного. Теперь остается только преобразовать переменный сигнал в постоянный, за счет него уже и производить сварочные работы. В различных моделях сварочных аппаратов инверторного типа могут находиться самые разнообразные компоненты. Для хорошего отвода тепла на радиатор новый транзистор сажается на термопасту. Если визуальный осмотр не дал положительного результата, необходимо взять в руки тестер и произвести прозвонку данного элемента. Делается это предельно просто.
Для хорошего отвода тепла на радиатор новый транзистор сажается на термопасту. Если визуальный осмотр не дал положительного результата, необходимо взять в руки тестер и произвести прозвонку данного элемента. Делается это предельно просто. Такое устройство всегда можно позаимствовать у знакомых.
Такое устройство всегда можно позаимствовать у знакомых. Именно поэтому диодный мост нужно удалять с платы. Здесь все достаточно просто.
Именно поэтому диодный мост нужно удалять с платы. Здесь все достаточно просто. С шины затворов модуля ключей поступает определенный синусоидальный сигнал. Именно его и нужно проверять.
С шины затворов модуля ключей поступает определенный синусоидальный сигнал. Именно его и нужно проверять. Именно на него и нужно ориентироваться.
Именно на него и нужно ориентироваться.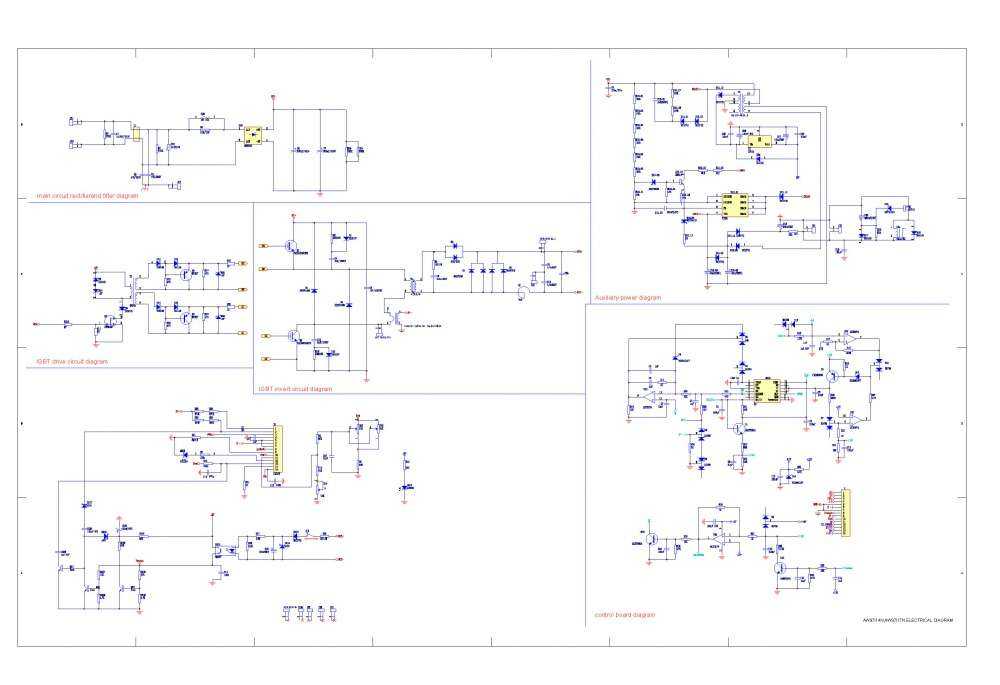 Благо, в наши дни открыто большое количество специализированных центров. Здесь всегда имеется в наличии полный ассортимент оборудования для диагностики и проверки работоспособности электронных схем. Это отличное решение для тех, кто не силен в электронике и не умеет пользоваться теми или иными устройствами.
Благо, в наши дни открыто большое количество специализированных центров. Здесь всегда имеется в наличии полный ассортимент оборудования для диагностики и проверки работоспособности электронных схем. Это отличное решение для тех, кто не силен в электронике и не умеет пользоваться теми или иными устройствами.Ремонт сварочных аппаратов – Tog Hackerspace
Древняя пословица гласит, что поломки электроинструмента происходят по трое. В течение той же недели, когда двигатель токарного станка сгорел, а расплавление проволоки компрессора превратило его в машину со страшным шумом, у нас также произошел загадочный сбой в одном из наших сварочных аппаратов. Не дымил, посторонних звуков не издавал. Просто не спаял. 0 вольт на выходе.
В течение той же недели, когда двигатель токарного станка сгорел, а расплавление проволоки компрессора превратило его в машину со страшным шумом, у нас также произошел загадочный сбой в одном из наших сварочных аппаратов. Не дымил, посторонних звуков не издавал. Просто не спаял. 0 вольт на выходе.
Этот аппарат, небольшой инверторный сварочный аппарат TIG/MMA на 180 А, недавно был отремонтирован. Он не использовался интенсивно, так как TOG используется только для сварки. Фактически, его использовали только пара участников, чтобы попрактиковаться в своих сварочных навыках.
С одной стороны, этой машине было 5 лет, она активно использовалась в прошлом и могла быть списана со счетов как смерть от старости. Стоимость коммерческого ремонта, вероятно, превысит стоимость сварщика. С другой стороны, почему бы не попробовать отремонтировать его самостоятельно, прежде чем сдать в лом?
Итак, первый этап — разберите его и осмотрите на наличие явных повреждений, вроде вздутых МОП-транзисторов или выпрямительных диодов. Нет, там ничего. Все силовые резисторы тоже выглядят целыми. Все кабели надежно подключены. Нет обуглившихся FR4. Ничего явно поврежденного или даже подозрительно выглядящего.
Нет, там ничего. Все силовые резисторы тоже выглядят целыми. Все кабели надежно подключены. Нет обуглившихся FR4. Ничего явно поврежденного или даже подозрительно выглядящего.
Что дальше? Кажется безнадежным. Во-первых, мы не знаем, как именно работает инверторный сварочный аппарат. Во-вторых, мы не хотим никаких смертей ни от удара током, ни по другим причинам.
Проблема безопасности была частично решена за счет настройки всех измерений при обесточенном устройстве – как с точки зрения сети, так и ее накопительных конденсаторов. Устройство было включено всего на несколько секунд, чтобы считать измерения с экрана, ничего не касаясь. Все измерительные приборы работали от батарей, чтобы избежать непреднамеренного подключения через защитное заземление в приборах, работающих от сети. Этот подход на самом деле не позволяет избежать всех опасностей, но, по крайней мере, устраняет известные риски.
Проблема отсутствия знаний решается бешеным и отчаянным поиском любых возможных схем и советов по ремонту, от китайских поисковых систем до польских форумов по ремонту электроники и, конечно же, различных спецификаций производителей микросхем. Оказывается, многие машины MMA и TIG последнего десятилетия представляют собой варианты одной и той же конструкции с тремя платами (+дочерние платы). Схемы рассматриваемой машины мы не нашли, но она нам и не была нужна — схема в формате PDF сварочного аппарата ММА 160А, найденная с помощью китайского поиска картинок, очень помогла в определении основных блоков и их соединений. Аппарат TIG, очевидно, содержит больше логики для работы с функциями TIG (газовый клапан, пульсация, запуск дуги ВЧ/ВН и т. д.), но они были исключены как вероятная основная причина.
Оказывается, многие машины MMA и TIG последнего десятилетия представляют собой варианты одной и той же конструкции с тремя платами (+дочерние платы). Схемы рассматриваемой машины мы не нашли, но она нам и не была нужна — схема в формате PDF сварочного аппарата ММА 160А, найденная с помощью китайского поиска картинок, очень помогла в определении основных блоков и их соединений. Аппарат TIG, очевидно, содержит больше логики для работы с функциями TIG (газовый клапан, пульсация, запуск дуги ВЧ/ВН и т. д.), но они были исключены как вероятная основная причина.
Все эти сварочные аппараты имеют общий набор функциональных блоков. Выпрямитель первичной стороны на нижней плате выпрямляет сетевое напряжение 230 В и обеспечивает функцию медленного пуска для предотвращения скачков напряжения. Модуль питания MOSFET на верхней плате выполняет всю коммутационную работу. Затем на средней плате есть набор трансформаторов и вторичных выпрямительных диодов, которые обеспечивают выходное постоянное напряжение для сварки, с помощью некоторых силовых дросселей для фильтрации коммутационной составляющей переменного тока.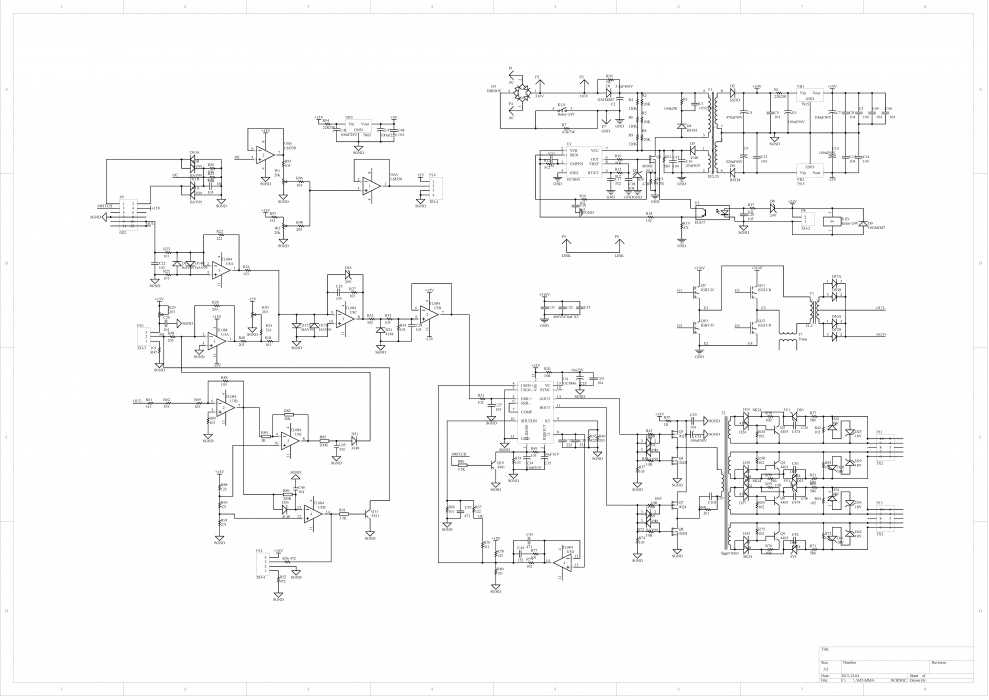 Весь процесс переключения контролируется приводным модулем на вертикальной дочерней плате, которая, в свою очередь, питает H-мост из небольших полевых МОП-транзисторов, который питает трансформатор, который обеспечивает напряжение затвора с правильной полярностью для всех силовых транзисторов. Звучит сложно, но, по крайней мере, все красиво разделено на модули с четко определенной целью. Цепь привода питается от вспомогательного источника питания 24 В, который, согласно некоторым сообщениям на форуме, оказался одним из известных слабых мест в этих устройствах.
Весь процесс переключения контролируется приводным модулем на вертикальной дочерней плате, которая, в свою очередь, питает H-мост из небольших полевых МОП-транзисторов, который питает трансформатор, который обеспечивает напряжение затвора с правильной полярностью для всех силовых транзисторов. Звучит сложно, но, по крайней мере, все красиво разделено на модули с четко определенной целью. Цепь привода питается от вспомогательного источника питания 24 В, который, согласно некоторым сообщениям на форуме, оказался одним из известных слабых мест в этих устройствах.
Итак, исследование сначала рассмотрело выходное напряжение мощных полевых МОП-транзисторов. Не было ни одного. Входное напряжение для этого блока – присутствует. Таким образом, это, вероятно, будет что-то среднее между первичным выпрямителем и выходом модуля MOSFET. Сломанные МОП-транзисторы? Нет, меряют нормально. Сигнал ворот есть? Неа. Ни на самих силовых полевых МОП-транзисторах, ни даже на Н-мосте, управляющем трансформатором управления затвором. Так что, возможно, это приводной модуль. После нескольких часов подключения зажимов типа «крокодил» к различным точкам (кстати, сильно покрытых непроводящим лаком) стало очевидно, что SG3525A, который должен был генерировать сигнал, который (в конечном итоге) приводит в действие силовые МОП-транзисторы, был отключен одним из три цепи защиты. Их несколько: защита от перегрева (на основе температурного выключателя) — здесь, конечно, не проблема. Защита от перегрузки по току — тут тоже не при чем. Ответственной оказалась защита от пониженного напряжения питания 24В. Почему слишком низкое напряжение является проблемой? потому что удержание переключающих МОП-транзисторов в активной области вместо насыщения приводит к их перегреву и очень быстрому выходу из строя, а недостаточное управление затвором предотвращает насыщение. И, бинго, напряжение вспомогательного питания было определенно ниже обычных 24 В. Фактическое значение зависело от того, какие модули были оставлены подключенными — с подключенной платой синхронизации TIG оно упало почти до 12 В! Без него было еще 19V или около того — так что это определенно была проблема с блоком питания, а не, скажем, короткое замыкание на плате синхронизации TIG.
Так что, возможно, это приводной модуль. После нескольких часов подключения зажимов типа «крокодил» к различным точкам (кстати, сильно покрытых непроводящим лаком) стало очевидно, что SG3525A, который должен был генерировать сигнал, который (в конечном итоге) приводит в действие силовые МОП-транзисторы, был отключен одним из три цепи защиты. Их несколько: защита от перегрева (на основе температурного выключателя) — здесь, конечно, не проблема. Защита от перегрузки по току — тут тоже не при чем. Ответственной оказалась защита от пониженного напряжения питания 24В. Почему слишком низкое напряжение является проблемой? потому что удержание переключающих МОП-транзисторов в активной области вместо насыщения приводит к их перегреву и очень быстрому выходу из строя, а недостаточное управление затвором предотвращает насыщение. И, бинго, напряжение вспомогательного питания было определенно ниже обычных 24 В. Фактическое значение зависело от того, какие модули были оставлены подключенными — с подключенной платой синхронизации TIG оно упало почти до 12 В! Без него было еще 19V или около того — так что это определенно была проблема с блоком питания, а не, скажем, короткое замыкание на плате синхронизации TIG. Проверка сварочного аппарата на 24 В, подаваемого извне (через изолированный лабораторный источник), не выявила других неисправностей — машина, казалось, полностью работала с этой настройкой.
Проверка сварочного аппарата на 24 В, подаваемого извне (через изолированный лабораторный источник), не выявила других неисправностей — машина, казалось, полностью работала с этой настройкой.
Источник питания 24 В представляет собой обратноходовой преобразователь, в данном случае основанный на микросхеме ШИМ UC3843. В других сварочных аппаратах это может быть набор отдельных компонентов. Преобразователь использует трансформатор 200:33:33:16. Одна вторичная обмотка используется для обеспечения выходного напряжения, которое затем выпрямляется и сравнивается с пороговым значением 24 В с обратной связью через оптоизолятор. Другая, меньшая вторичная обмотка используется для питания самой микросхемы ШИМ с помощью стандартного выпрямительного диода и фильтрующего конденсатора, хотя начальное напряжение обеспечивается мощным резистором большой мощности непосредственно от 310 В. На первичной обмотке также есть датчик тока, который ограничивает ток, проходящий через нее, до 1 В / 2,2 Ом = ~ 0,45 А. Первоначальное подозрение заключалось в том, что в трансформаторе сгорели обмотки, которые не обеспечивали достаточного тока. Однако это оказалось неверным. Трансформатор выглядел отлично, и замена его «на всякий случай» означала бы ожидание и риск повредить плату, уже немного поврежденную неосторожной заменой отлично себя зарекомендовавшего фильтрующего конденсатора.
Первоначальное подозрение заключалось в том, что в трансформаторе сгорели обмотки, которые не обеспечивали достаточного тока. Однако это оказалось неверным. Трансформатор выглядел отлично, и замена его «на всякий случай» означала бы ожидание и риск повредить плату, уже немного поврежденную неосторожной заменой отлично себя зарекомендовавшего фильтрующего конденсатора.
Тщательное наблюдение с помощью осциллографа показало, что напряжение на Vcc UC3843 падало, когда микросхема выдавала ШИМ-импульсы, опускаясь ниже уровня блокировки при пониженном напряжении UC3843, а затем медленно восстанавливаясь через некоторое время. Итак, эта небольшая вторичная обмотка не обеспечивала достаточной мощности через диод. Но почему? Плохой трансформатор? Сам диод проверен идеально.
Основной причиной стал обрыв дорожки на печатной плате между диодом и остальной частью схемы, связанной с напряжением питания. Таким образом, микросхема ШИМ питалась только через резистор высокого номинала и быстро разряжалась, когда начинала генерировать импульсы ШИМ, без дополнительной мощности через вспомогательную вторичную обмотку. Это вызвало странное поведение «группа импульсов, затем тишина, затем цикл повторяется», наблюдаемое на осциллографе, коррелирующее с изменениями Vcc чипа. Кусок провода, имитирующий функцию разорванной дорожки, зафиксировал выход 24 В и позволил остальной части машины работать правильно.
Это вызвало странное поведение «группа импульсов, затем тишина, затем цикл повторяется», наблюдаемое на осциллографе, коррелирующее с изменениями Vcc чипа. Кусок провода, имитирующий функцию разорванной дорожки, зафиксировал выход 24 В и позволил остальной части машины работать правильно.
Руководство по фазным преобразователям для сварщиков и металлообрабатывающих предприятий
Трехфазный преобразователь — это отличный способ обеспечить надежное и эффективное питание широкого спектра сварочных аппаратов и металлообрабатывающего оборудования. Выбор правильного преобразователя для ваших нужд включает в себя рассмотрение требований к нагрузке вашего оборудования, существующей сети электроснабжения и других ключевых факторов.
Металлообрабатывающее оборудование может быть таким же разнообразным, как и типы металлов и области применения, которые вы используете в своей мастерской. Возможно, вы работаете с чувствительным к напряжению оборудованием, таким как проволочные электроэрозионные станки, токарные станки с ЧПУ и фрезерные станки с ЧПУ. Между тем, ваше общее оборудование для производства металлов — сварочные аппараты, шлифовальные станки, ножницы, тормоза и гибочные станки — может иметь как активные/двигательные, так и недвигательные/индуктивные нагрузки и требует однофазного или трехфазного питания.
Между тем, ваше общее оборудование для производства металлов — сварочные аппараты, шлифовальные станки, ножницы, тормоза и гибочные станки — может иметь как активные/двигательные, так и недвигательные/индуктивные нагрузки и требует однофазного или трехфазного питания.
Как вы можете запитать все это без затрат на подачу трехфазного питания к вашему местоположению?
3-фазный преобразователь может помочь. Доступно множество вращающихся преобразователей фазы, которые могут в одиночку работать как с очень маленькими, малонагруженными машинами, так и с очень большими или сильно нагруженными машинами. В этой статье будет рассмотрен вопрос о трехфазных преобразователях для сварщиков, включая шаги по поиску подходящего фазопреобразователя для ваших нужд.
Будет ли трехфазный преобразователь работать со сварочным аппаратом?
Короткий ответ: да, трехфазный преобразователь может работать с любым сварочным аппаратом, который у вас может быть: чистыми, универсальными сварочными аппаратами MIG, прецизионными сварочными аппаратами TIG и аппаратами для ручной сварки общего назначения.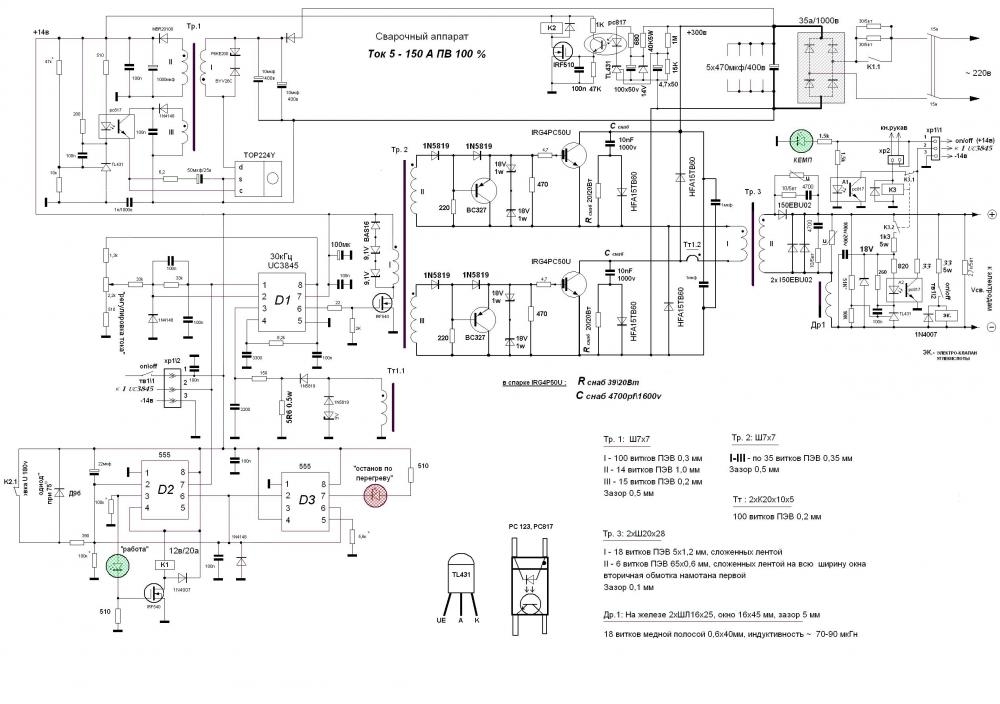
Фазовый преобразователь может помочь вашим сварочным аппаратам и другому металлообрабатывающему оборудованию отключиться от однофазной сети, создав дополнительную линию или фазу напряжения за счет добавления в систему асинхронного двигателя или холостого хода/генератора.
Фазовые преобразователибывают двух основных типов: статические фазовые преобразователи, которые могут запускать трехфазную нагрузку, но только при более низкой однофазной мощности; и вращающиеся фазовые преобразователи, в которых используется панель управления с пусковой схемой для создания настоящей трехфазной мощности.
Для большинства применений в металлообработке (в зависимости от наиболее интенсивной нагрузки вашего оборудования) вам понадобится роторный преобразователь, который позволит вам использовать ваше оборудование на полной трехфазной мощности.
Можно запустить трехфазный сварочный аппарат от однофазного питания, но в этом случае мощность сварочного аппарата будет ограничена, что, в свою очередь, может ограничить ваши сварочные возможности. И это, вероятно, сведет на нет всю цель инвестирования в ваше сварочное оборудование!
И это, вероятно, сведет на нет всю цель инвестирования в ваше сварочное оборудование!
Связанный ресурс
- Статические и вращательные преобразователи фазы
шагов к поиску подходящего преобразователя фазы
Несмотря на то, что вращающийся преобразователь фазы может работать практически с любым типом оборудования, которое вам нужно в вашей мастерской, вам необходимо выбрать правильный размер, чтобы получить результаты, которыми вы довольны. Ваша существующая электрическая служба и спецификации всего оборудования, которое вы планируете использовать, являются ключевыми элементами информации в этом процессе.
Вот пять основных шагов, которые помогут вам найти конвертер, соответствующий вашим потребностям.
1. Убедитесь, что у вас достаточно однофазной мощности для начала.
Вот как рассчитать, сколько однофазной мощности вам нужно:
Какова потребляемая мощность вашего трехфазного металлообрабатывающего оборудования?
3-фазный ток x 1,6 = требуемый однофазный ток
Другими словами, сначала умножьте ампер, потребляемый вашим трехфазным оборудованием, на 1,6, или 160%, чтобы определить, сколько ампер вам нужно от однофазной сети электропитания.
Требуемый однофазный ток x 1,2 = требуемый однофазный ток с 20-процентной амортизацией
Умножьте однофазный ток, рассчитанный в первом уравнении, на 1,2, или 120%, чтобы получить дополнительную мощность. Большинству муниципалитетов требуется дополнительная подушка безопасности на 20%.
Итак, вам хватает однофазной мощности?
Связанный ресурс
- Как работает преобразователь фазы?
2 Поймите свою нагрузку
Он легкий, средний или тяжелый? Как пусковые, так и рабочие нагрузки сварочных аппаратов и другого металлообрабатывающего оборудования могут сильно различаться: от легких сварочных пистолетов с низким током до мощных трехфазных сварочных аппаратов MIG с высоким током.
Анализ типа машины поможет определить, какой фазовый преобразователь будет работать лучше всего. Но имейте в виду, что нет ничего плохого в том, чтобы использовать фазопреобразователь, рассчитанный на большую нагрузку, даже если ваша текущая нагрузка этого не требует. Позже вы будете готовы к изменениям и обновлениям.
Позже вы будете готовы к изменениям и обновлениям.
3 Знайте размер нагрузки
Знать лошадиные силы, ампер и киловатт.
Как правило, вы хотите перейти на соотношение 2:1, при этом мощность вашего фазопреобразователя должна в 2 раза превышать размер нагрузки вашего оборудования.
Например, если у вас есть двигатель на 20 л.с. для вашего сварочного аппарата, то вам нужен фазопреобразователь на 40 л.с. Вам нужна эта дополнительная мощность, чтобы покрыть начальную нагрузку машины, а также потому, что вы используете однофазное питание для работы трехфазной машины.
Следует отметить, что при рассмотрении размера вашей нагрузки вам не нужно учитывать рабочий цикл вашего сварочного оборудования. Это важный фактор, который следует учитывать для обеспечения долговечности вашей машины — превышение номинального рабочего цикла создает чрезмерную нагрузку на систему, и она будет изнашиваться быстрее. Но для определения размера фазопреобразователя вам нужно беспокоиться только об общей мощности и общем потреблении усилителя.
4 Определите расположение фазового преобразователя
Убедитесь, что вы покупаете фазопреобразователь, который будет оставаться защищенным в окружающей среде.
Например, если вы занимаетесь сваркой, вам нужно убедиться, что ваш конвертер защищен от металлической стружки. В некоторых случаях преобразователь фазы может быть переносным, вам может понадобиться, чтобы он работал на нескольких машинах, или вам может потребоваться установить преобразователь фазы в отдельном месте, а не там, где будут работать машины.
5 У кого вы покупаете преобразователь фазы?
Убедитесь, что вы покупаете у того, кто пользуется хорошей репутацией. Нам постоянно звонят люди, которые ранее купили фазопреобразователь у кого-то, кто сделал его в своем гараже, и он не работает должным образом.
Используя качественный продукт для начала, вы сможете получить точное количество трехфазного питания, которое вам нужно, защитить свое оборудование и иметь возможность соответствующим образом масштабироваться по мере необходимости.
Общие сварочные и металлообрабатывающие приложения для трехфазных преобразователей
Роторные фазопреобразователи типа American Rotary идеально подходят для прецизионного металлообрабатывающего оборудования, такого как:
- Проволочные электроэрозионные станки
- Токарные станки с ЧПУ
- Фрезерные станки с ЧПУ
- Другие приложения, чувствительные к напряжению
Фазовые преобразователи также могут одновременно работать с общим металлообрабатывающим оборудованием, таким как:
- Сварщики всех типов
- Grinders
- Пресса/ножницы с маховиком или гидравлическим насосом
- Плазменные режущие.
Американские вращающиеся фазовые преобразователи производят сбалансированный трехфазный выходной сигнал для работы как с очень маленькими малонагруженными металлообрабатывающими станками, так и с очень большими или сильно нагруженными станками с одним фазовым преобразователем.
Прекрасным примером является наш ротационный преобразователь фаз серии AD Digital Smart — высокопроизводительная цифровая система, специально предназначенная для оборудования, чувствительного к напряжению.
Серия AD справится практически с любой нагрузкой, особенно резистивной, выпрямленной и компьютерной нагрузкой, такой как ЧПУ, ЧРП, электроэрозионный станок и зарядные устройства.Каждая система American Rotary поставляется с нашим эксклюзивным встроенным холостым двигателем/генератором VIT (Variable Impedance Technology) с плавным пуском, который значительно снижает пусковой (пусковой) ток для надежного пуска без падения напряжения.
Мощность вращающегося фазового преобразователя на самом деле ограничена только имеющимся у вас однофазным током. Итак, фазопреобразователь какого размера вам нужен? Для помощи в выборе правильной системы размеров вы можете воспользоваться этой удобной таблицей размеров.
Или вы можете связаться с нашими инженерами здесь. Мы всегда рады помочь вам найти правильный ответ для вашего магазина!
Служба поддержки клиентов – Свяжитесь с нами
ОТСЛЕЖИВАЙТЕ ВАШИ ЗАКАЗЫ
Чтобы узнать статус заказа, перейдите на сайт HarborFreight.
com и нажмите «Статус заказа» рядом с
в правом верхнем углу нашей веб-страницы. В разделе «Отследить мой заказ» введите номер заказа и почтовый индекс доставки, затем нажмите кнопку «GO».Вы также можете отслеживать статус своего заказа, войдя в свою учетную запись Harbour Freight и щелкнув ссылку «Отследить мой заказ» слева.
ИСТОРИЯ ЗАКАЗОВ
Чтобы просмотреть историю заказов HarborFreight.com, войдите в свою учетную запись с веб-сайта и просмотрите историю заказов на панели управления.
ТОВАРЫ, ПРИОБРЕТЕННЫЕ ОНЛАЙН
Если по какой-либо причине вы не удовлетворены товаром, приобретенным в Harbour Freight Tools, вы можете вернуть его в течение 90 дней для полного возврата или замены, в зависимости от того, что вы предпочитаете. Срок ограниченной гарантии составляет 90 дней с даты покупки или заказа. Вы должны предоставить копию упаковочного листа/заказа с перечисленными предметами. Стоимость доставки и обработки не возвращается.
Для онлайн-заказов и заказов по телефону:
- При возврате в магазин предоставьте доказательство покупки. Если у вас нет подтверждения покупки, получите разрешение на возврат, связавшись со службой поддержки по телефону 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (тихоокеанское время). Пожалуйста, укажите ваше имя, номер заказа и краткое описание причин возврата.
- При возврате по почте получите разрешение на возврат, как указано выше
Онлайн-покупки также можно вернуть в любой магазин Harbour Freight для обмена или возврата в течение 90 дней с момента покупки. Может взиматься комиссия за пополнение запасов в размере 20%. Просто принесите товар вместе с упаковочным листом/заказом, и мы с радостью обменяем или вернем деньги за покупку.
Конкретный список товаров, для которых применяется 20-процентная плата за пополнение запасов, может быть изменен в любое время. Для товаров, подлежащих сбору за пополнение запасов, сбор будет отменен, если выполнено любое из следующих условий:
- Товар не вскрыт и находится в новом состоянии
- Предмет обменивается на улучшение той же категории
- Товар возвращается/обменивается по расширенному тарифному плану
- Товар подлежит возврату/обмену в связи с заводским браком
Из соображений безопасности предметы, в которых используются легковоспламеняющиеся жидкости или газы или которые содержат опасные материалы, не могут быть возвращены по почте; даже если предмет был слит из этих материалов.
Из соображений безопасности некоторые товары не могут быть возвращены в магазин после вскрытия. Для возврата, пожалуйста, позвоните в службу поддержки клиентов по бесплатному номеру 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (PT).ТОВАРЫ, ПРИОБРЕТЕННЫЕ В МАГАЗИНЕ
Если по какой-либо причине вы не удовлетворены товаром, приобретенным в Harbour Freight Tools, вы можете вернуть товар в течение 90 дней для полного возврата денег или замены, в зависимости от того, что вы предпочитаете. Срок ограниченной гарантии составляет 90 дней с даты выставления счета. Может взиматься комиссия за пополнение запасов в размере 20%. Для обмена или возврата денег необходимо предоставить оригинал чека.
Что нужно знать:
- Для возврата и обмена требуется подтверждение покупки.
- Товар может быть возвращен в течение 90 дней с момента покупки для возмещения или обмена в первоначальном предложении. Покупки, сделанные чеком и дебетовой картой, могут быть возвращены наличными.
- При возвращении необходимо предъявить действительное удостоверение личности государственного образца.
- Стоимость доставки и обработки не возвращается.
- Из соображений безопасности предметы не могут содержать масла или газа во время возврата или обмена.
- Из соображений безопасности некоторые продукты не могут быть возвращены в магазин после вскрытия. Для возврата, пожалуйста, позвоните в службу поддержки клиентов по бесплатному номеру 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (PT).
- На некоторые товары будет распространяться комиссия в размере 20% от суммы пополнения запасов. Подробности смотрите у сотрудника.
- Менеджер имеет право отказать в возврате любого товара в любое время и по любой причине.
Для вашего удобства вам не нужно обменивать или возвращать товар в магазин, в котором он был первоначально приобретен.
ВАРИАНТЫ ДОСТАВКИ
Harbour Freight Tools использует Почтовую службу США, FedEx Smart Post, FedEx Ground, FedEx Second Day, FedEx Next Day Воздушные или автомобильные грузовые линии для доставки ваших заказов. Harbour Freight делает все возможное, чтобы обрабатывать заказы в течение 24 часов с момента их размещения. Заказы, размещенные до 14:00 (тихоокеанское время), как правило, ОТПРАВЛЯЮТСЯ на следующий рабочий день. Вы получите электронное письмо с подтверждением доставки, в котором будет указано, какой перевозчик используется для ваших продуктов.
СПОСОБЫ ОПЛАТЫ
Магазины Harbour Freight и веб-сайт принимают к оплате подарочные карты Visa, Mastercard, American Express, Discover и Harbour Freight. Чеки и денежные переводы также принимаются для заказов, размещенных через Почтовую службу США.
ЗАКАЗАННЫЕ ТОВАРЫ
Если в заказе есть один или несколько товаров, находящихся в резерве, Harbour Freight будет взимать плату за доставку всего товара, включая стоимость доставки товара(ов) по задержанному заказу.
При отправке заказанного товара с вас будет взиматься плата только за этот товар (плюс налог, если применимо). Товар будет отправлен, как только наш склад получит новую партию.Если вы используете дебетовую карту, мы рекомендуем вам вычесть полную сумму вашего заказа из ваших записей сегодня, чтобы обеспечить наличие средств, когда ваш товар станет доступным.
Если заказанный вами товар снят с производства или недоступен по другой причине, этот товар будет исключен из вашего заказа, и с вас не будет взиматься плата. Если ваш продукт был снят с производства, может быть доступен аналогичный продукт или обновленная версия. Пожалуйста, выполните поиск на нашем веб-сайте или обратитесь за помощью в службу поддержки клиентов по телефону 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (тихоокеанское время).
ИЗМЕНИТЬ ПАРОЛЬ
Авторизоваться в свою учетную запись с веб-сайта, используя свое имя пользователя и пароль.
Раздел «Быстрые ссылки» в левой части
На странице учетной записи есть ссылка «Информация об учетной записи», нажмите на нее. Затем нажмите на поле «Изменить пароль». Новые поля будут
появится ниже: введите свой текущий пароль, новый пароль, а затем подтвердите новый пароль. Нажмите «Сохранить», чтобы зарегистрировать новый пароль.ЧТО ТАКОЕ ПРОГРАММА ITC?
Клуб Inside Track Club компании Harbour Freight Tools — это ежегодная платная членская программа, которая обеспечивает дополнительную экономию и эксклюзивные рекламные акции для ее участников. Члены ITC могут буквально сэкономить тысячи долларов в год по сравнению с привилегированными клиентами. Щелкните здесь для получения дополнительной информации о ITC или для регистрации.
ТЕКУЩИЕ ПРЕДЛОЖЕНИЯ ITC
Посетите страницу купонов ITC здесь, чтобы ознакомиться с текущим списком специальных скидок и акций ITC!
ОБНОВИТЕ СВОЮ УЧЕТНУЮ ЗАПИСЬ ITC
Войдите здесь, чтобы обновить информацию о ITC.
Купоны ПОКУПКИ
Компания Harbour Freight Tools предлагает множество купонов, позволяющих сэкономить до 80% от первоначальной стоимости товара.
Что нужно знать:
- Купоны нельзя комбинировать с другими предложениями или купонами
- Все купоны должны содержать оригинальный штрих-код и дату истечения срока действия
- Купоны нельзя купить, продать или передать
- Купоны недействительны для предыдущих покупок по прошествии 30 дней с даты первоначальной покупки
- Необходимо предъявить оригинал купона
- Каждый купон содержит конкретное предложение и ограничения
- Процентная скидка, скидка в долларах или рекламные купоны ограничены одним купоном на клиента в день
При заказе онлайн на экране оформления заказа есть поле «введите код купона здесь».
Если купоны не могут быть успешно применены, это может быть вызвано одной или несколькими из следующих причин:- Срок действия купона истек
- Товар может быть исключен из предложения
- Код не соответствует существующему предложению (может быть просрочен или недействителен по другой причине)
- Купон уже применен к вашему заказу или предыдущему заказу – один купон на товар
- Вы заказали максимальное количество данного товара по купону
- Код купона еще не активен, но будет в ближайшем будущем
- Процентная скидка и бесплатный купон не могут быть объединены в одном заказе. Используйте тот или иной
- Минимальная покупка (количество товаров или сумма в долларах) не достигнута
Если ваш купон не подпадает ни под одну из этих категорий, обратитесь в службу поддержки за дополнительной помощью.
Мы оставляем за собой право изменять или приостанавливать нашу политику погашения купонов в любое время без предварительного уведомления.РУКОВОДСТВА пользователя
Если для элемента доступно руководство пользователя, оно будет доступно на странице продукта, расположенной на вкладке «Руководство пользователя».
Руководства можно просматривать в виде файлов PDF. У вас должно быть программное обеспечение PDF (например, Adobe Reader), чтобы открыть и прочитать файл. Если у вас нет программного обеспечения PDF, нажмите здесь для бесплатной загрузки. Вы можете прочитать руководство онлайн или распечатать его.
Для получения технической помощи по продукту отправьте свои вопросы, используя удобную онлайн-форму, или позвоните по телефону 1-888-866-5797 с понедельника по пятницу с 7:00 до 16:00 (PT).
ЗАПРОС ЗАПАСНЫХ ЧАСТЕЙ
Как заказать запасные части?
Для многих наших продуктов можно приобрести запасные части. Чтобы приобрести деталь, обратитесь в службу поддержки клиентов по телефону 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (по тихоокеанскому времени) или по электронной почте.
При запросе укажите название продукта, артикул и описание детали.БЕЗОПАСНОСТЬ И ОТЗЫВ
Harbour Freight ценит вашу безопасность и удовлетворение. Мы обязательно предоставим вам актуальную информацию о любых отзывах или новостях о безопасности продукции по мере их поступления.
Мы будем публиковать сообщения об отзыве продукции от Комиссии США по безопасности потребительских товаров (CPSC). Для получения дополнительной информации вы также можете посетить веб-сайт CPSC по адресу www.cpsc.gov . Что касается Harbour Freight, представленная здесь информация основана на пресс-релизах, в которых говорится о продуктах, продаваемых через магазины Harbour Freight или на HarbourFreight.com . Информация включает в себя задействованные продукты и действия, которые необходимо предпринять, если у вас есть один из отозванных предметов. Потребители должны немедленно прекратить использование отозванной продукции, если не указано иное.
Кроме того, веб-сайт www.
recalls.gov связывает посетителей с домашними страницами государственных регулирующих органов, ответственных за отзыв продукции. Помимо сведений об отозванных продуктах, посетители получат дополнительную информацию о безопасности и могут подписаться на оповещения по электронной почте об отзываемых продуктах по мере их появления.Обновления программного обеспечения
Программное обеспечение некоторых продуктов Harbour Freight может быть обновлено по мере необходимости. Чтобы получить последнее обновление программного обеспечения для вашего продукта, посетите соответствующую страницу продукта на веб-сайте Harbour Freight и щелкните вкладку «Обновление программного обеспечения».
Затем нажмите на ссылку для загрузки, которая будет в заархивированном формате с обновленным файлом. Появятся инструкции по установке обновления программного обеспечения.
РАСШИРЕННАЯ ЗАЩИТА (ESP)
Наши планы Extended Service Protection предусматривают 1 или 2 года покрытия соответствующих продуктов, которые начинаются после окончания ограниченной гарантии производителя.
Планы ESP можно приобрести в магазинах Harbour Freight Tools в течение 30 дней с даты покупки соответствующего продукта или позвонив в наш отдел продаж по телефону 1-800-423-2567 с понедельника по воскресенье с 6:00 до 18:00 (тихоокеанское время).
ЭКОНОМИТ ВРЕМЯ И ДЕНЬГИ
- Покрывает механические и электрические неисправности при нормальной эксплуатации*
- Без вычетов или скрытых платежей
- Защита от отказа в работе, вызванного скачком напряжения*
- Охватывает продукты, используемые для потребительского и коммерческого использования
ОХВАТЫВАЕМЫЕ КАТЕГОРИИ
- Силовые/электрические
- Гидравлический
- Воздух/Пневматика
- Работает на газу
- Питание от батареи
- Солнечная
ПЛАНЫ ЗАМЕНЫ
- Быстро и просто: однократная замена в магазине в случае возникновения неисправности
- Если продукт выйдет из строя во время гарантийного обслуживания, он будет заменен новым продуктом с такими же или аналогичными характеристиками, мощностью и/или эффективностью и функциональностью, будет выдана подарочная карта Harbour Freight Tools или будет возвращена первоначальная стоимость покупки
ПЛАНЫ РЕМОНТА**
- Защищает от непредвиденных ремонтов при обнаруженных неисправностях
- Экономьте деньги благодаря функциональным частям и оплате труда
- Удобно расположенные сервисные центры
- Возможен платный ремонт на месте***
Служба поддержки клиентов доступна для существующих планов по телефону 1-888-838-3421.
*Применяются исключения, см. полные условия.
**Если продукт не может быть отремонтирован в течение 15 дней, будет предоставлен новый продукт с такими же или аналогичными характеристиками, емкостью, характеристиками и/или эффективностью и функциональностью. Продукт также будет заменен, если произойдет такой же серьезный сбой и потребуется 3 обращения в службу поддержки в течение 12 месяцев. Если продукт на замену недоступен, мы либо выпустим подарочную карту Harbour Freight Tools, либо вернем деньги в размере фактической денежной стоимости продукта, но не выше первоначальной покупной цены предмета, на который распространяется покрытие. Допускается ремонт с использованием неоригинальных изготовителей или восстановленных деталей.
Замена продукта, выдача подарочной карты или возврат средств считаются полностью выполненными (нет данных в AZ и NV).
Должником и администратором является Federal Warranty Service Corporation, P.O. Box 105689, Atlanta, GA 30348-5689, 1-877-881-8578 во всех штатах, кроме United Service Protection Inc.
- При возврате в магазин предоставьте доказательство покупки.
 Серия AD справится практически с любой нагрузкой, особенно резистивной, выпрямленной и компьютерной нагрузкой, такой как ЧПУ, ЧРП, электроэрозионный станок и зарядные устройства.
Серия AD справится практически с любой нагрузкой, особенно резистивной, выпрямленной и компьютерной нагрузкой, такой как ЧПУ, ЧРП, электроэрозионный станок и зарядные устройства.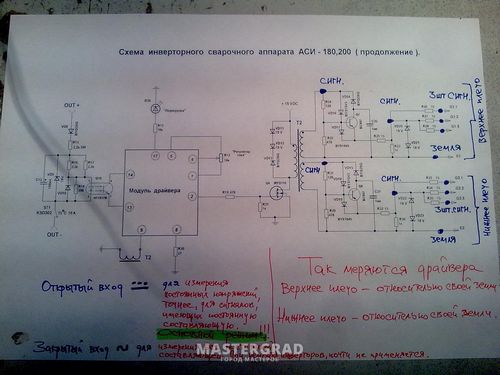 com и нажмите «Статус заказа» рядом с
в правом верхнем углу нашей веб-страницы. В разделе «Отследить мой заказ» введите номер заказа и почтовый индекс доставки, затем нажмите кнопку «GO».
com и нажмите «Статус заказа» рядом с
в правом верхнем углу нашей веб-страницы. В разделе «Отследить мой заказ» введите номер заказа и почтовый индекс доставки, затем нажмите кнопку «GO». Если у вас нет подтверждения покупки, получите разрешение на возврат, связавшись со службой поддержки по телефону 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (тихоокеанское время). Пожалуйста, укажите ваше имя, номер заказа и краткое описание причин возврата.
Если у вас нет подтверждения покупки, получите разрешение на возврат, связавшись со службой поддержки по телефону 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (тихоокеанское время). Пожалуйста, укажите ваше имя, номер заказа и краткое описание причин возврата. Из соображений безопасности некоторые товары не могут быть возвращены в магазин после вскрытия. Для возврата, пожалуйста, позвоните в службу поддержки клиентов по бесплатному номеру 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (PT).
Из соображений безопасности некоторые товары не могут быть возвращены в магазин после вскрытия. Для возврата, пожалуйста, позвоните в службу поддержки клиентов по бесплатному номеру 1-800-444-3353 с понедельника по воскресенье с 6:00 до 18:00 (PT).

 При отправке заказанного товара с вас будет взиматься плата только за этот товар (плюс налог, если применимо). Товар будет отправлен, как только наш склад получит новую партию.
При отправке заказанного товара с вас будет взиматься плата только за этот товар (плюс налог, если применимо). Товар будет отправлен, как только наш склад получит новую партию. Раздел «Быстрые ссылки» в левой части
На странице учетной записи есть ссылка «Информация об учетной записи», нажмите на нее. Затем нажмите на поле «Изменить пароль». Новые поля будут
появится ниже: введите свой текущий пароль, новый пароль, а затем подтвердите новый пароль. Нажмите «Сохранить», чтобы зарегистрировать новый пароль.
Раздел «Быстрые ссылки» в левой части
На странице учетной записи есть ссылка «Информация об учетной записи», нажмите на нее. Затем нажмите на поле «Изменить пароль». Новые поля будут
появится ниже: введите свой текущий пароль, новый пароль, а затем подтвердите новый пароль. Нажмите «Сохранить», чтобы зарегистрировать новый пароль.
 Если купоны не могут быть успешно применены, это может быть вызвано одной или несколькими из следующих причин:
Если купоны не могут быть успешно применены, это может быть вызвано одной или несколькими из следующих причин: Мы оставляем за собой право изменять или приостанавливать нашу политику погашения купонов в любое время без предварительного уведомления.
Мы оставляем за собой право изменять или приостанавливать нашу политику погашения купонов в любое время без предварительного уведомления. При запросе укажите название продукта, артикул и описание детали.
При запросе укажите название продукта, артикул и описание детали. recalls.gov связывает посетителей с домашними страницами государственных регулирующих органов, ответственных за отзыв продукции. Помимо сведений об отозванных продуктах, посетители получат дополнительную информацию о безопасности и могут подписаться на оповещения по электронной почте об отзываемых продуктах по мере их появления.
recalls.gov связывает посетителей с домашними страницами государственных регулирующих органов, ответственных за отзыв продукции. Помимо сведений об отозванных продуктах, посетители получат дополнительную информацию о безопасности и могут подписаться на оповещения по электронной почте об отзываемых продуктах по мере их появления.