контроль — это… Что такое рентген-контроль?
- рентген-контроль
рентген-контроль, рентген-контроля
Слитно или раздельно? Орфографический словарь-справочник. — М.: Русский язык. Б. З. Букчина, Л. П. Какалуцкая. 1998.
- рента-налог
- рентген-сенситометр
Смотреть что такое «рентген-контроль» в других словарях:
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
ПНЕВМОТОРАКС
Переломы костей — Перелом кости Внешний вид и соответствующее рентгеновское изображение перелома МКБ 10 T14.2 МКБ 9 … Википедия
Перелом кости — Внешний вид и соответствующее рентгеновское изображение перелома … Википедия
RCM group — (Russian Contract Manufacture group) холдинг, одним из первых предложил схему контрактного производства электронных блоков в России. На данный момент является крупным игроком российского рынка электроники. Офисы холдинга располагаются в Санкт… … Википедия
Медицина — I Медицина Медицина система научных знаний и практической деятельности, целями которой являются укрепление и сохранение здоровья, продление жизни людей, предупреждение и лечение болезней человека. Для выполнения этих задач М. изучает строение и… … Медицинская энциклопедия
Игровой мир S.T.A.L.K.E.R. — Игровой мир S.T.A.L.K.E.R. вымышленная вселенная, действие которой происходит в альтернативной реальности компьютерных игр «серии S.T.A.L.K.E.R.», где в 2006 году на Чернобыльской АЭС произошла вторая катастрофа, по масштабам… … Википедия
ТУБЕРКУЛЕЗ ЛЕГКИХ — ТУБЕРКУЛЕЗ ЛЕГКИХ. Содержание: I. Патологическая анатомия………..110 II. Классификация легочного туберкулеза …. 124 III. Клиника…………………128 IV. Диагностика ………………160 V. Прогноз………………… 190 VІ. Лечение … Большая медицинская энциклопедия
ТУБЕРКУЛЕЗ — ТУБЕРКУЛЕЗ. Содержание: I. Исторический очерк…………… 9 II. Возбудитель туберкулеза………… 18 III. Патологическая анатомия………… 34 IV. Статистика……………….. 55 V. Социальное значение туберкулеза……. 63 VІ.… … Большая медицинская энциклопедия
19.100 — Неруйнівне випробування ГОСТ 15843 79 Принадлежности для промышленной радиографии. Основные размеры. Взамен ГОСТ 15843 70 ГОСТ 17064 71 Основные функциональные узлы, принадлежности и вспомогательные устройства гамма аппаратов. Термины и… … Покажчик національних стандартів
Рентгенографический метод контроля — Квалитет
Испытательная лаборатория «КВАЛИТЕТ» осуществляет рентгеновский контроль качества сварных соединений различного назначения. Одним из основных методов неразрушающего контроля является радиографический метод контроля (РК), который регламентируется
ГОСТом 7512-86. Данный вид контроля широко используется для проверки качества технологических трубопроводов, металлоконструкций, технологического оборудования, композитных материалов в различных отраслях промышленности и строительного комплекса.
Радиографический метод контроля основан на способности рентгеновских лучей проникать через металл и воздействовать на светочувствительную рентгеновскую пленку, расположенную с обратной стороны сварного шва. В местах, где имеются дефекты сплошности контролируемого материала (непровары, поры, трещины, шлаковые включения и др.) поглощение лучей будет меньше и они будут более активно воздействовать на чувствительный слой рентгеновской пленки.
а – просвечивание сварного шва рентгеновскими лучами
б – просвечивание сварного шва гамма-лучами
1 – рентгеновская трубка;
2 – ампула с радиоактивным веществом в защитном свинцовом кожухе;
4 – гамма-лучи;
5 – сварной шов;
6 – кассета с рентгеновской пленкой.
После проведения рентгенографирования радиографические пленки проявляются, после чего производится их расшифровка с помощью негатоскопа с целью описания и регистрации выявленных дефектов.
Рис. 2 а, б. Рентгенографическое изображение стыковых сварных швов с дефектами
Тип радиоактивного источника, напряжение на рентгеновской трубке, а также расстояние от источника излучения до изделия, радиографической пленки определяется при рентгенографическом контроле в соответствии с установленными стандартами. В качестве усиливающих экранов при радиографическом контроле используются металлические и флуоресцирующие экраны, тип которых устанавливается технической документацией на контроль или приемку сварных соединений.
Основные возможности рентгеновского контроля:
— Возможность обнаружить такие дефекты, которые невозможно выявить любым другим методом — например, непропаев, раковин и других;
— Возможность оценки величины выпуклости и вогнутости валиков усиления сварного шва.
Благодаря проведению дефектоскопии с применением рентгеновского просвечивания металлов вы сможете наглядно определить вид и характер выявленных дефектов, достаточно точно определить их месторасположение, а также архивировать результаты контроля. Кроме того, наши современные аппаратно-программные комплексы позволяют осуществлять автоматизированную расшифровку рентгеновских снимков.
применение рентгеновского контроля в производстве электроники
Преимущества
Преимущества использования рентгена очень широки, в силу его возможности «смотреть сквозь корпус», включая: корпуса полупроводниковых приборов, теплооотводы для ИС и металлические экраны, для выявления дефектов соединения, и позволяет распознавать потенциальные проблемы качества с помощью неразрушающего метода контроля. Особенно рентгеновский контроль выгоден при работе с такими типами корпусов как: BGA, CSP, FC, WLP, POP, SIP, QFN; ввиду недостаточного качества оценки таких компонентов другими методами инспекции (Автоматическая Оптическая Инспекция, 2D/3D контроль, электрический тест и т.д.).
Рентгеновский контроль стал незаменимым инструментом для оценки качества и контроля проведённых ремонтных работ. Используя возможности цифровой обработки изображения, инструменты обнаружения неисправностей и их анализа производство получает возможность точно отладить технологический процесс. Что в конечном итоге приводит к улучшению качества выпускаемых изделий, сокращается брак и уменьшается возврат готовых изделий по гарантии. Одним словом, наличие рентгена положительно воздействует на жизненный цикл конечного продукта. Исходя из этих причин, всё больше и больше производителей электроники, а также их заказчики, считают наличие рентгеновского контроля обязательным требованием к производственному процессу.
Дефекты, обнаруживаемые с помощью рентгеновского контроля
Дефекты паяного соединения возникают из-за множества различных температурных и механических условий, которые возникают во время производственных процессов. Ниже приведен список типичных производственных дефектов, с примерами изображений, оценкой неисправности и возможной причиной их возникновения.
Перемычки или «мосты»: электрическое соединение припоя между выводами микросхем и контактными площадками, которых не должно быть.
Причина: неравномерное нанесение или излишнее количество припоя, повреждённый трафарет или повреждённая защитная маска, разбрызгивание пасты, смещение и перегрев во время процесса пайки.
Пустоты: открытая область, лишенная припоя, расположенного внутри или на поверхности паяного соединения.
Причина: захваченный газ или внесённое загрязнение внутри паяного соединения во время процесса охлаждения. Если газ вышел во время процесса пайки, то это может привести к образованию воздушных пузырей, микроотверстий или ходов выхода газа.
Расслоение: отделённые слои в пределах структуры устройства, открытая область без связующего материала, расположенная под кристаллом.
Причина: давление, удар, загрязнения или перегрев вовремя процесса производства.
Пропуск: пропущенный компонент или точка соединения (например шарик припоя).
Причина: обычно происходит во время монтажа компонентов на печатную плату по причине механической ошибки установщика или по причине недостаточного контроля качества (проверка после монтажа, упаковка компонентов в ленту).
Открытая площадка: пропущенное или «холодное» паяное соединение между выводами микросхем и контактными площадками, которое должно быть.
Причина: недостаточный нагрев во время процесса оплавления, низкая температурная стабильность печатной платы и/или компонента, неправильное нанесение паяльной пасты, смещение во время процесса пайки, загрязнения, пропущенная точка соединения (отсутствие шарикового вывода).
Смещение, поднятый вывод, «надгробный камень»: ошибка при монтаже, неправильная ориентация компонента. Смещение так же может быть результатом недостаточного электрического соединения или таких дефектов как «мост», открытая площадка и т.д.
Причина: обычно происходит во время процесса производства: ошибки монтажа, смещения пасты или смещения во время процесса пайки.
Низкая компланарность: смещение паяного соединения или серии соединений, а также отсутствие соединения вывода микросхемы с контактной площадкой. Кроме того, контактные площадки в области выводов микросхемы не соприкасаются или не соответствуют предназначенным геометрическим плоскостям (шариковые выводы к припою и контактным площадкам)
Причина: недостаточный/неравномерный нагрев во время процесса пайки приводящий к недостаточному оплавлению, неравномерное осаждение компонента на площадку, низкая температурная стабильность печатной платы и/или компонента, неравномерное нанесение паяльной пасты, смещение во время процесса пайки или загрязнение.
Размер/форма (недопустимые отклонения): недопустимые отклонения размера и формы паяного соединения от требуемого.
Причина: неравномерное или избыточное/недостаточное количество припоя, повреждённый трафарет, недостаточный нагрев во время процесса пайки, низкая температурная стабильность печатной платы и/или компонента, смещение во время процесса пайки или загрязнение.
Хотя данный факт не является дефектом монтажа, выявление поддельных устройств является необходимой мерой защиты производителя от использования поддельных компонентов в производстве. Изображение (слева), показывает пропущенный кристалл в контрфактном компоненте.
Перемычки или «мосты»
Открытая площадка
«надгробный камень»
Низкая компланарность
«серые» компоненты
Стратегия использования рентгеновского контроля
При использовании таких системы контроля (рентгеновский осмотр в реальном времени), быстрая и точная оценка может быть достигнута, используя следующие методы:
Среднее увеличение (10-75Х), среднее поле обзора
Умеренно быстрый метод обнаружения основных дефектов, который показывает больше деталей и информации, чем метод с использованием слабого увеличения.Сильное увеличение (100-1000Х), малое поле обзора
Эта техника — самый медленный способ, но обеспечивающий самую большую возможность к определению трудновыявляемых дефектов. Данная техника, обычно используется операторами для получения более подробной информации о дефектах, после этапа низкого увеличения.
ПРИМЕЧАНИЕ: наилучшее соотношение между производительностью и степенью увеличения зависит от конкретного изделия и опыта оператора.Низкая мощность рентгеновского излучения
Используя рентгеновский контроль с низкой мощностью, достигается быстрое обнаружение перемычек, признаков недостаточного оплавления (форма) и фиксируются характеристики электрического соединения. Изображение слева, показывает шариковые выводы и капли припоя. Инспекция с применением излучения низкой мощности также может отображать: токопроводящие дорожки, контактные площадки и др.
Высокая мощность рентгеновского излучения
При более высокой мощности рентгеновского излучения хорошо видны токопроводящие дорожки и контактные площадки, а также пустоты и внутренние особенности компонентов как: электрические соединения и качество установки кристаллов. Зелёные области (на изображении слева) показывают пустоты и их размер для каждого паяного соединения.Инспекция образца под углом
Перемещение, вращение и наклон образца под рентгеном в реальном времени может показать форму, размер и местоположение паяных соединений и дефектов.
увеличение 0-10Х
увеличение 10-75Х
увеличение 100-1000Х
Низкая мощность
Высокая мощность
Инспекция под углом
Соответствие техническим требованиям
Системы рентгеновского контроля отличаются друг от друга дизайном и возможностями, но все же, всех они имеют подобные фундаментальные основы, которые делают их системами рентгена. Поэтому, чтобы ответить на вопрос соответствия системы к техническим требованиям, предъявляемым к технологии рентгеноскопии, требуются пояснения, описанные ниже:
Размеры печатной платы
При выборе установки рентгеновского контроля необходимо обратить внимание на максимально возможные габаритные размеры печатной платы: поместится ли печатная плата в область загрузки установки?
ПРИМЕЧАНИЕ: Обычно, это первый вопрос, который задают, подбирая систему для инспекции необходимого спектра печатных плат.
Манипулирование образцом (инспекция образца под углом)
Эта способность вращать образец (печатную плату) при проведении рентгеноскопического исследования позволяет отображать форму, размер и размещение дефектов под различными углами обзора. Это особенно важно для плат с двусторонним монтажом, где верхние и нижние компоненты могут затенять интересующую область инспекции. Так же, данная функция делает возможным более точно определять дефекты электрических соединений для микросхем (BGA, QFP, QFN и т.д.).
ПРИМЕЧАНИЕ: Угол наклона от 0 до 40° идеален для такого применения. Ручное или механическое вращение будет влиять на стоимость оборудования и удобство оператора, и имеют небольшие отличия в эффективности.
Увеличение и поле обзора (FOV)
Увеличение и поле обзора (FOV) имеют прямо пропорциональную взаимосвязь. В конечном счете, цель должна состоять получении оптимального баланса между достаточным увеличением (детализация инспекции) и достаточным полем обзора (область инспекции), чтобы просматривать насколько возможно большую инспектируемую область и минимизировать время, требуемое для полного осмотра печатной платы.
ПРИМЕЧАНИЕ: Используя сильное увеличение, поле обзора становится меньшим, таким образом, скорость инспекции уменьшается. Поэтому, производительность и увеличение являются противостоящими целями, и наилучшее их соотношение зависит от применения и опыта оператора.
Рентгеновская трубка — Разрешение
Для всех систем рентгеновского контроля такие параметры как: размер фокусного пятна, форма фокусного пятна и мощность рентгеновской трубки являются характеризирующими факторами разрешения. Наиболее часто используемый параметр для системы рентгеновского контроля это размер фокусного пятна.
ПРИМЕЧАНИЕ: Поскольку размер фокусного пятна изменяется в соответствии с мощностью электронного пучка, то при увеличении напряжения на источнике рентгеновских лучей, размер пятна быстро меняется от нанофокусного до микрофокусного размера (при проникновении на большую глубину материала образца).
Рентгеновская трубка — Напряжение
Напряжение рентгеновской трубки измеряется в кВ (Киловольт). С помощью регулировки числа испускаемых фотонов рентгеном, можно обеспечить необходимую степень проникновения излучения в материал образца. При использовании низкого напряжения отображаются токопроводящие дорожки и форма паяного соединения, в то время как высокое напряжение используется для отображения скрытых внутренних характеристик компонента (например, пустот паяного соединения).
ПРИМЕЧАНИЕ: Обычно, в рентгеновских систем, работающих в реальном времени, напряжение на рентгеновских трубках может изменяется в переделах 50-130кВ. Выбор мощности рентгеновской трубки зависит от материала инспектируемых образцов. Большинству печатных плат и SMD компонентов требуется мощность в диапазоне от 50 до 90кВ. Тогда как, экранированным компонентам, литью и механосборочной продукции может понадобиться от 90 до 130кВ или более, в зависимости от материалов и плотности монтажа.
Обработка изображений
Для всех систем рентгеновского контроля, обработка изображений и программное обеспечение имеют прямое воздействие на скорость, точность и повторяемость процесса инспекции. Типичный набор программного обеспечения включает в себя основные программные средства улучшения качества изображения как то: усреднение изображения (удаление шумов) и фильтры улучшения изображения. В результате такой совокупной обработки изображения, улучшается детализация рентгеновского изображения, таким образом, облегчая оператору возможность быстро оценить качество и обнаружить дефекты. Другие программные инструменты, как сбор данных, инструменты измерений и анализа используются для сбора информации, её структуризации и последующей обработки.
ПРИМЕЧАНИЕ: Следует отметить, что большинство операторов используют минимальный набор инструментов, необходимых для выполнения работы, а некоторые продвинутые особенности визуализации (3D рендеринг, например) являются трудоёмкими и не особенно полезными для оценки качества инспекции инструментами.
Заключение
Наилучшая стратегия использования рентгеновского контроля
Хорошая стратегия должна использовать баланс между работой в режиме слабого увеличения (чтобы одновременно просматривать насколько возможно большую инспектируемую область для быстрого выявления основных дефектов) и сильного увеличения (чтобы обеспечить соответствующую детализацию анализа неисправностей). Наилучший баланс зависит от предмета инспекции и опыта оператора.
Соответствие техническим требованиям
Первое: Удовлетворяет ли система Вашим запросам (возможность установки печатной платы необходимого размера, мощность рентгеновской трубки и т.д.)? По большей части, это вопрос специфики использования, с условием, что выбор системы должен соответствовать фактическим требованиям назначения системы. В большинстве случаев, задача звучит так: «Сделать необходимую работу быстро, просто и эффективно и использовать минимальный набор инструментов для выполнения этой задачи.
Резюме: приобретайте то, что Вам нужно, и то, что Вы будете действительно использовать.
Второе: Соответствует ли система Вашему бюджету? Бюджет, кроме начальной стоимости всей системы, должен включать в себя долгосрочную стоимость владения: сервис, поддержку и гарантию, так же как и легкость дальнейшего обслуживания, простоту использования и минимальные требования к обучению персонала.
Резюме: Цена (Возврат инвестиций) это зависимость полной себестоимости и эффективности работы в течении периода эксплуатации.
Перейти в раздел: рентгеновский контроль
Рентгенографический метод контроля в Москве
Основным средством регистрации являются пленки радиографические, которые бывают без экранными и экранными. Основными характеристиками пленок являются такие показатели:
- чувствительность спектральная;
- контрастность;
- способность разрешающая.
Для сокращения времени просвечивания применяют экраны, усиливающие флуоресцентного, металлического или комбинированного типа (флуорометаллические).
Радиационный контроль металла предусматривает использование специальных эталонов чувствительности. Представляет собой пластинку, на которой имеются разного вида дефекты, контуры которых ярко выражены. Выбор конкретного эталона зависит от условий проверки, марки металла и аппарата, с помощью которого осуществлялась просветка сварных соединений. Эталоны бывают канавочного и проволочного типов. Каждый из них имеет 4 типоисполнения. На эталоне канавочного типа имеется 6 канавок, различающиеся размерами в 1,39 раз. Эталон проволочный – это специальный чехол, в котором имеет 7 проволок, которые различаются размером в 1,25 раз. Материал эталона должен быть таким же, как и сварная конструкция. Они маркируются цифрами и буквами, изготовленными из свинца.
Кроме того, дефектоскописты радиационного контроля используют в своей работе кассеты (жесткие или гибкие), держатели и маркировочные знаки, которые значительно упрощают и облегчают труд.
Гибкая кассета это двойной конверт, изготовленный из дерматина или светонепроницаемой бумаги черного цвета, жесткие — из алюминия. Согласно требованиям ГОСТ 15843-70 производится 15 типоразмеров кассет. Размер необходимой кассеты подбирается под конкретный дефектоскоп (указан в паспортных данных аппарата).
Выбор схемы просвечивания выбирается в зависимости от типа соединения (угловое, нахлесточное, тавровое, встык), условий сварки, марки стали и др. факторов, о которых знают только специалисты.
Маркировочные знаки выполняют из свинца. Их размещают на просвечиваемом изделии или кассете, так, чтобы на снимке остался их отпечаток.
Держатели служат для установки гибких заряженных пленкой кассет и экранов на ферромагнитных материалах. Если материал не магнитный, то крепление выполняют с помощью специальных ремней и полос.
Лаборатории (стационарная и выездная) компании «НДТ-контроль» в Москве оснащены необходимым оборудованием и приборами, укомплектована аттестованными специалистами, что позволяет гарантировать качество проведенного контроля.
Радиографический контроль — все о методе неразрушающего контроля
Радиографический контроль
– это метод неразрушающего контроля, при котором многие типы изготовленных компонентов могут быть проверены для проверки внутренней структуры и целостности образца. Промышленная рентгенографический контроль может быть выполнена с использованием рентгеновского или гамма-излучения. Оба являются формами электромагнитного излучения. Разница между различными формами электромагнитной энергии связана с длиной волны. Рентгеновские и гамма-лучи имеют самую короткую длину волны, это свойство приводит к способности проникать, проходить и выходить из различных материалов, таких как углеродистая сталь и другие металлы.
Радиографический контроль: история создания

Радиография началась в 1895 году с открытия рентгеновских лучей (позднее их называли рентгеновскими лучами в честь человека, который впервые подробно описал их свойства). Вскоре после открытия рентгеновских лучей была обнаружена радиоактивность. Используя радиоактивные источники, такие как радий, можно получить гораздо более высокие энергии фотонов, чем от обычных рентгеновских генераторов. Рентгеновские и гамма-лучи использовались на заре открытия, еще до того, как были обнаружены опасности ионизирующего излучения. В последствии были открыты новые изотопы, но уже после второй мировой войны, такие как цезий-137, иридий-192 и кобальт-60, они стали доступны для промышленного рентгенографического контроля, а использование ранее использовавшегося радия и радона начало сокращаться.
Радиографический контроль и беспроводной рентгеновский генератор
Источником рентгеновского генератора служит гамма-излучения, чаще всего иридий-192 и кобальт-60, используются для проверки различных материалов. Подавляющее большинство рентгенографии касается испытаний и классификации сварных швов на напорных трубопроводах, сосудах под давлением, резервуарах большой емкости, трубопроводах и некоторых конструкционных сварных швах.
Также может проверяться бетон ( арматура или трубопровод), может проверяться работа сварщика, обработанные детали, металлические листы и трубы или отливки. Возможно обнаружение аномалий из-за коррозии или механического повреждения. Также проверяются неметаллические компоненты, такие как керамика, используемые в аэрокосмической промышленности.
Теоретически, промышленные рентгеновские генераторы могут изучать твердый и плоский материал (стены, потолки, полы, квадратные или прямоугольные контейнеры) или любой полый цилиндрический или сферический объект.


Луч из рентгеновского генератора должен быть направлен на середину исследуемого участка и должен быть прямым к поверхности материала, за исключением специальных методов, в которых заранее ожидаемые дефекты лучше всего обнаруживать с помощью другого измерения.
Длина исследуемого сварного шва для каждого исследования должна быть такой, чтобы толщина материала на диагностических концах, измеренная в направлении падающего луча, не превышала фактическую толщину более чем на 6%.
Как делается снимок в радиографическом контроле?
Проверяемый образец помещается между источником излучения и приемным устройством (кассетой), обычно с пленкой в светонепроницаемом держателе или кассете, при исследовании излучение из рентгеновского аппарата проникает в деталь в течение небольшого промежутка времени (экспозиции), но необходимого для соответствующей регистрации.
Результатом является двухмерное проецирование детали на пленку с получением скрытого изображения различной плотности в зависимости от количества излучения, достигающего каждой области.
Такой снимок мы называем рентгеновским, в отличие от фотографии, сделанной светом.
Так как пленка обладает кумулятивным откликом (пленка поглощает радиацию и тем самым усиливается экспозиция). Мелкие детали становятся доступными если, продлить время облучения до тех пор, пока пленка не сможет записать изображение.
Важно: Рентгенографический контроль и рентгенограмма или рентгеновская плёнка всегда делается как негативная.
Перед началом рентгенологического исследования всегда желательно осмотреть компонент своими глазами, чтобы устранить любые возможные внешние дефекты, так как они будут обнаружены на снимке + это поможет понять природу детали и возможного дефекта.
Важно: Если поверхность сварного шва является слишком неровной, может быть желательно отшлифовать ее, чтобы получить гладкую поверхность. Но это может быть и недоступна в тех случаях где производиться исследования (в поле). Но если не выронить шов, то возможно будет сложно выявить внутренние дефекты.
После этого визуального осмотра у оператора по неразрушающему контролю будет четкое представление о возможностях доступа к двум сторонам сварного шва, что важно, как для настройки оборудования, так и для выбора наиболее подходящего метода анализа.
Важно: Дефекты, такие как расслоение и плоские трещины, трудно обнаружить с помощью рентгенографии, особенно для неопытного глаза.
Держа в голове негативные последствия рентгенографического контроля, рентгенография обладает многими существенными преимуществами по сравнению с ультразвуковым контролем, особенно в том смысле, что, поскольку создается «картинка». Поэтому можно сделать более точную идентификацию дефекта. Это очень важно, так как большинство строительных стандартов допускают определенный уровень дефектности, в зависимости от типа и размера дефекта.
Для квалифицированного опытного рентгенографа незначительные изменения плотности, которые он увидит на пленки дадут возможность не только точно определить местонахождение дефекта, но и определить его тип, размер и местоположение. Опыт специалиста возможно, устранить необходимость дорогостоящего и ненужного ремонта, в каком-то конкретном случае.
Радиографический контроль сварных соединений
Для проверки сварного соединения существует 2 способа основных способа действий.
Метод исследования из объекта
Исследование производится, когда аппарат помещается в центр (во внутрь) трубы, резервуара, сосуды или трубопровода. В зависимости от требований исследований кассеты с пленкой помещают на внешнюю поверхность, подлежащую исследованию. Для этого как првило используют рентгеновскую плёнку Afga d7 или рентгеновскую плнку KODAK AA400
Такое расположение для исследования является почти идеальным – при правильном расположении и все участки на пленки будут иметь примерно одинаковую плотность.
Этот способ имеет важное преимущество оно заключающееся в том, что он занимает меньше времени, чем другие. Поскольку излучение проникает только через общую толщину стенки, один раз. А прибор должен перемещаться по радиусу проверяемого объекта (сосуда, трубопровода), а не по его полному диаметру.
Но справедливости ради стоит сказать, что рентгеновский аппарат может вращаться внутри исследуемого объекта (сосуда, трубы), а также труба может вращаться вокруг аппарата. Однако на практике такой способ применяется очень редко.
Метод 2:
Предназначен для плоских объектов, таких как металлический лист или небольшой объект исследования. В каждом случае рентгенографическая пленка располагается за объектом исследования.
Во всех случаях РК исследуется только одна стена и на рентгенограмме видна только одна стена.
Однако современные методы исследования могут выполнять и панорамное сканирование, но в практической действительности это очень дорого однако микрофокусный рентген, позволяет это делать.
Рентгенологическое тестирование и неразрушающий контроль
Радиографический контроль (RT) – это метод неразрушающего контроля (NDT), который использует рентгеновское или гамма-излучение для исследования внутренней структуры изготовленных компонентов, выявляя любые дефекты или дефекты.
При радиографическом контроле тестовая деталь помещается между источником излучения и пленкой (или детектором). Различия в плотности материала и толщине испытательной детали будут ослаблять (то есть уменьшать) проникающее излучение за счет процессов взаимодействия, включающих рассеяние и / или поглощение. Затем разница в поглощении записывается на промышленной рентген пленке (ах) или с помощью электронных средств.
В промышленной рентгенографии существует несколько доступных методов визуализации, методов отображения окончательного изображения, например пленочная рентгенография, рентгенография в реальном времени (RTR), компьютерная томография (CT), цифровая рентгенография (DR) и компьютерная рентгенография (CR).
Для промышленного использования доступны два разных радиоактивных источника; Рентген и гамма-лучи. Эти источники излучения используют версии электромагнитных волн с более высоким уровнем энергии, то есть с более короткой длиной волны. Из-за радиоактивности, связанной с радиографическим тестированием, крайне важно обеспечить строгое соблюдение местных правил во время работы.
Компьютерная томография
Компьютерная томография (КТ) – один из передовых лабораторных методов неразрушающего контроля, который Nova78 предлагает, как услугу в лаборатории неразрушающего контроля для промышленности. КТ – это метод, основанный на рентгенографии, который обеспечивает как поперечное сечение, так и объемные трехмерные изображения контролируемого объекта. Эти изображения позволяют исследовать внутреннюю структуру тестового объекта без наложения, присущего 2D-рентгенографии. Эта функция позволяет детально анализировать внутреннюю структуру широкого спектра компонентов.
Где используется радиографический контроль
Преимущества
- Можно проверить собранные компоненты
- Требуется минимальная подготовка поверхности
- Обнаруживает как поверхностные, так и подповерхностные дефекты
- Обеспечивает постоянную запись проверки
- Проверить внутренние дефекты сложных конструкций
- Изолируйте и осмотрите внутренние компоненты
- Автоматически обнаруживать и измерять внутренние недостатки
- Измерьте размеры и углы внутри образца без разрезов
- Чувствителен к изменениям толщины, коррозии, дефектам и изменениям плотности материала
Области применения
Радиографические исследования широко используются в;
- Аэрокосмическая промышленность
- Военная оборона
- Морская промышленность
- Энергетическая промышленность
- Нефтехимическая промышленность
- Управление отходами
- Автомобильная промышленность
- Обрабатывающая промышленность
- Транспортные отрасли
Технология радиографического контроля armtorg.ru
Усиливающие экраны. Из рис. 2.34 видно, что применение металлических экранов обеспечивает некоторое повышение чувствительности, обусловленное уменьшением воздействия вторичного излучения, источником которого является сам контролируемый материал. Рассеянное вторичное излучение уменьшает резкость и контрастность изображения объекта. Рассеянное излучение от тяжелых элементов, подобных свинцу, сравнительно невелико, они выполняют роль своеобразного фильтра, особенно для первичного излучения низких энергий.Тип пленки. В зависимости от типа пленки, обусловленного размером зерна и реакцией к излучению, чувствительность радиографического контроля при прочих равных условиях (энергий излучения, рода и толщины материала) может изменяться от 0,5% (РТ-5) до 3% (РТ). Пленки, обеспечивающие лучшую чувствительность, имеют мелкозернистую структуру и слабую реакцию к излучению, но требуют большего времени для просвечивания.
С учетом изложенных факторов, влияющих на чувствительность контроля, кратко рассмотрим операции радиографического контроля на примере сварных соединений.
При радиографировании изделий соблюдают такую последовательность выполнения основных операций. Выбирают источник излучения, радиографическую пленку и определяют оптимальные режимы просвечивания, просвечивают объект, производят фотообработку снимков и их расшифровку, оформляют результаты контроля.

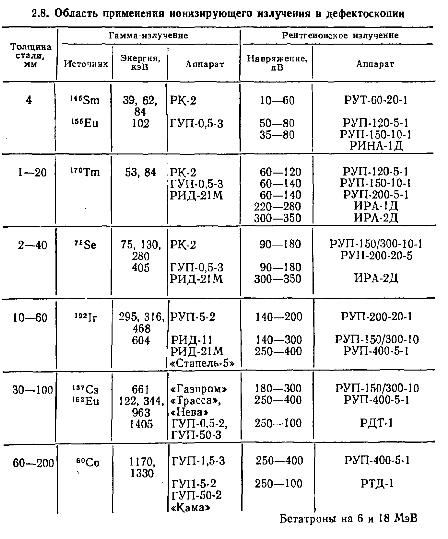
Выбор источника излучения обусловливается технической целесообразностью и экономической эффективностью. Основными факторами, определяющими выбор источника, являются заданная чувствительность, плотность и толщина материала контролируемого изделия, производительность контроля, конфигурация контролируемой детали, доступность ее для контроля и др.
Например, при контроле изделий, в которых допускаются дефекты большого размера, наиболее целесообразно применять изотопы с высокой энергией, обеспечивающие малое время просвечивания. Для изделий ответственного назначения используют рентгеновское излучение и только как исключение — изотопы, имеющие по возможности наименьшую энергию излучения, например 1г (табл. 2.8).
Выбор радиографической пленки осуществляется по толщине и плотности материала просвечиваемого объекта, а также по требуемой производительности и заданной чувствительности контроля.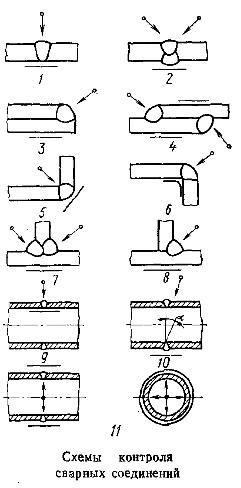
Пленку РТ-1 используют, главным образом, для контроля сварных соединений больших толщин, так как она обладает высокой контрастностью и чувствительностью к излучению. Универсальную экранную пленку РТ-2 применяют при просвечивании деталей различной толщины, при этом время просвечивания по сравнению с другими типами пленок наименьшее. Для контроля изделий из алюминиевых сплавов и сплавов черных металлов небольшой толщины можно использовать высококонтрастную пленку РТ-3 и РТ-4.
При дефектоскопии ответственных соединений применяют пленку РТ-5. Эта пленка обладает весьма высокой контрастностью, позволяет выявлять незначительные дефекты, хотя и имеет наименьшую чувствительность к излучению, что приводит к увеличению времени экспозиции при контроле. Ориентировочно выбор радиографической пленки целесообразно производить пономограммам (рис. 2.35).
Для контроля сварных соединений различных типов выбирают одну из схем просвечивания, приведенных на рис. 2.36. Стыковые односторонние соединения без разделки кромок, а также с V-образной разделкой просвечивают, как правило, по нормали к плоскости свариваемых элементов (рис. 2.36, схема 1).
Швы, выполненные двусторонней сваркой с К-образной разделкой кромок, наиболее целесообразно просвечивать по схеме 2 с применением в ряде случаев двух экспозиций. В этом случае направление центрального луча должно совпадать с линией разделки кромок. Допускается просвечивать эти швы также и по схеме 1 .
При контроле швов нахлесточных, угловых и тавровых соединений центральный луч направляют, как правило, под углом 45° к плоскости листа (схемы 3, 4, 5, 6, 7, 8). Трубы большого диаметра (>200 мм) просвечивают через одну стенку, а источник излучения устанавливают снаружи или внутри изделий с направлением оси рабочего пучка перпендикулярно шву (схемы 9, 11).
При просвечивании через две стенки сварных соединений труб малого диаметра, чтобы избежать наложения изображения участка шва, обращенного к источнику излучения, на изображение участка шва, обращенного к пленке, источник сдвигают от плоскости сварного соединения (схема 10) на угол до 20—25°.
При выборе схемы просвечивания необходимо помнить, что непровары и трещины могут быть выявлены лишь в том случае, если плоскости их раскрытия близки к направлению просвечивания (0 — 10°), а их раскрытие не менее 0,05 мм.
При контроле кольцевых сварных соединений труб часто применяют панорамную схему просвечивания (схема при которой источник с панорамным излучением устанавливают внутри трубы на ее оси и соединение просвечивают за одну экспозицию. Условие применения этой схемы просвечивания следующее: размер активной части Ф источника излучения, при котором возможно его использование для контроля сварного шва панорамным способом, определяют по формуле Ф^ ^(и—R)/(r—1), где и — максимально допустимая величина геометрической нерезкости изображения дефектов на снимке, задаваемая, как правило, действующей документацией по контролю, мм; # — внешний радиус контролируемого соединения, мм; г -т- внутренний радиус контролируемого соединения, мм.
После выбора схемы просвечивания устанавливают величину фокусного расстояния (F). С увеличением фокусного расстояния несколько увеличивается чувствительность метода, но возрастает (пропорционально квадрату расстояния) время экспозиции.
Фокусное расстояние выбирают в зависимости от схемы просвечивания, толщины материала и размеров активной части (фокусного пятна) источника излучения. Например, для схем (см. рис. 2.36) фокусное расстояние должно быть F^ ^(Ф1и+\) (S+H), где 5 — толщина сварного соединения в направлении просвечивания, мм; Н — расстояние от пленки до обращенной к пленке поверхности — изделия. Обычно фокусное расстояние выбирают в диапазоне от 300 до 750 мм.
Время экспозиции и длина контролируемого за одну экспозицию участка при контроле по приведенным выше схемам должны быть такими, чтобы: плотность почернения изображения контролируемого участка шва, околошовной зоны и эталонов чувствительности была не менее 1,0 и не более 3,0 единиц оптической плотности; уменьшение плотности почернения любого участка сварного шва на снимке по сравнению с плотностью почернения в месте, установки эталона чувствительности было не более 0,4 — 0,6 единиц оптической плотности в зависимости от коэффициента контрастности пленки, но нигде плотность почернения не должна быть менее 1,5 единиц; искажение изображения дефектов на краях снимка по отношений) к изображениям их в его центре не превышало 10% для прямолинейных и 25% для криволинейных участков, и Обычно длина прямолинейных и близких к прямолинейным участков, контролируемых за одну экспозицию, должна быть не более /^0,8/, где / — расстояние от источника излучения до поверхности контролируемого участка.
Радиографический контроль сварных соединений
Радиографический и ультразвуковой контроль в сварных соединениях
Рентгенографический и ультразвуковой контроль сварного шва являются двумя наиболее распространенными методами неразрушающего контроля. Его используемыми для обнаружения разрывов во внутренней структуре сварных швов. Очевидным преимуществом обоих этих методов исследований является их способность помочь установить внутреннюю целостность сварного шва без разрушения сварного компонента. Сейчас мы кратко рассмотрим эти два метода неразрушающего контроля. Также расскажем, как они используются и какие типы сварочных дефектов они могут найти. Мы рассмотрим их преимущества перед другими методами контроля, а также их ограничения.
Радиографический контроль сварных соединений
Радиографическое тестирование
В этом методе испытания сварного шва используются рентгеновские лучи, полученные с помощью рентгеновской трубки, или гамма-лучи, полученные с помощью радиоактивного изотопа. Основной принцип рентгенографического контроля сварных швов такой же, как и для медицинской рентгенографии. Проникающее излучение проходит через твердый объект, в данном случае сварной шов, а не часть человеческого тела, на фотопленку, в результате чего изображение внутренней структуры объекта осаждается на пленке. Количество энергии, поглощаемой объектом, зависит от его толщины и плотности. Энергия, не поглощенная объектом, приведет к облучению рентгеновской пленки.
Эти области будут темными, когда снимок проявится. Области рентгеновской пленки, подверженные меньшему количеству энергии, остаются светлее.
 Радиографический контроль сварных швов
Радиографический контроль сварных швов
Радиографический контроль сварных соединений: Поэтому области объекта, где толщина была изменена из-за неоднородностей, таких как пористость или трещины, будет отображаться как темные очертания на пленке.
Радиографический контроль сварных соединений: Включения низкой плотности, такие как шлак, будут отображаться в виде темных областей на пленке, в то время как включения высокой плотности, такие как вольфрам, будут отображаться в виде светлых областей.
Радиографическое тестирование может обеспечить хорошее качество сварного шва, которую относительно легко интерпретировать обученному и подготовленному персоналу.
Этот метод тестирования обычно подходит, когда есть доступ к обеим сторонам сварного соединения (за исключением техник снятия снимков с двойной стенкой, используемых на некоторых работах по трубопроводу).
Важно: Хотя это медленный и дорогой метод неразрушающего контроля, он является качественным методом для определения пористости, включений, трещин и пустот внутри сварных швов.
Крайне важно, чтобы квалифицированный персонал проводил рентгенографическую интерпретацию, поскольку неверная интерпретация рентгенограмм может быть дорогостоящей и серьезно мешать производительности.
Важно: Существуют очевидные проблемы безопасности при проведении рентгенографических испытаний.
Рентгеновское и гамма-излучение невидимо невооруженным глазом и может иметь серьезные последствия для здоровья и безопасности.
Ультразвуковой контроль:
Ультразвуковой контроль – этот метод испытаний использует механические колебания, похожие на звуковые волны, но более высокой частоты. Луч ультразвуковой энергии направляется в испытуемый объект. Этот луч проходит через объект с незначительными потерями, за исключением случаев, когда он перехватывается и отражается от разрывов в объекте.
Используется метод отражения ультразвукового контактного импульса. В этой системе используется преобразователь, который превращает электрическую энергию в механическую. Преобразователь возбуждается высокочастотным напряжением, которое вызывает механическое колебание кристалла. Кристаллический зонд становится источником ультразвуковых механических колебаний.

Эти вибрации передаются в испытательный образец через жидкость для сцепления, обычно масляную пленку, называемую соединением. Когда импульс ультразвуковых волн ударяется о разрыв в испытательном образце, то это заставляет его отрезаться назад к своей точке происхождения. Таким образом, энергия возвращается к преобразователю (зонду). Теперь преобразователь служит приемником отраженной энергии.
Начальный сигнал или основной удар, возвращенные эхо-сигналы от неоднородностей и эхо-сигналы на задней поверхности испытательного образца – все это отображается на экране.
Обнаружение, определение местоположения и оценка неоднородностей становятся возможными, потому что скорость звука в данном материале почти постоянна, что делает возможным измерить и расстояние. А относительная амплитуда отраженного импульса более или менее пропорциональна размеру обнаруженного дефекта. Всё это и отражается на экране прибора.
Одной из наиболее полезных характеристик ультразвукового контроля является его способность определять точное положение разрыва в сварном шве.
Этот метод тестирования требует высокого уровня подготовки и компетентности оператора и зависит от назначения и применения подходящих процедур тестирования. Этот метод тестирования может быть использован для черных и цветных материалов, его возможно применять для тестирования толстых сечений, доступных только, с одной стороны.

Ультразвуковой контроль может хорошо обнаруживать тонкие трещины и более явные дефекты, которые могут быть не так легко обнаружены при радиографическом тестировании.
Радиографическое тестирование
Радиографическое тестирование – это метод неразрушающего контроля, который использует рентгеновские лучи или гамма-лучи для проверки внутренней структуры изготовленных компонентов, выявляя любые дефекты или дефекты.
В радиографическом тестировании тестовая часть помещается между источником излучения и рентгеновской пленкой (или детектором). Различия в плотности и толщине материала испытуемой детали будут ослаблять (то есть уменьшать) проникающее излучение посредством процессов взаимодействия, включающих рассеяние и / или поглощение. Различия в поглощении затем записываются на пленку (и) или с помощью электронных средств.
В промышленной радиографии доступно несколько методов визуализации, методов для отображения конечного изображения, таких как пленочная рентгенография, рентгенография в реальном времени, компьютерная томография, цифровая рентгенография и компьютерная рентгенография.
Есть два различных радиоактивных источника, доступных для промышленного использования; Рентген и Гамма-луч. Эти источники излучения используют более высокий уровень энергии, то есть более короткие волны, разновидности электромагнитных волн. Из-за радиоактивности, связанной с радиографическим тестированием, чрезвычайно важно обеспечить строгое соблюдение местных правил во время работы.
Компьютерная томография является одним из передовых методов неразрушающего контроля, которые предлагается для промышленности.
КТ – это рентгенографический метод, который позволяет получать как поперечные, так и трехмерные объемные изображения исследуемого объекта. Эти изображения позволяют проверять внутреннюю структуру тестового объекта без наложения, связанного с 2D-рентгенографией. Эта особенность позволяет детально проанализировать внутреннюю структуру широкого спектра компонентов.
Преимущества рентгенографии
- Вы сможете осмотреть уже собранные компоненты используя различные рентгеновские пленки такие как пленка Agfa F8, пленка Agfa D4, пленка Agfa D 7 от компании GE,
- Требуется минимальная подготовка поверхности
- Обнаруживает как поверхностные, так и скрытые дефекты
- Обеспечивает постоянную запись проверки
- Можно проверить внутренние недостатки на сложных структурах
- Изолировать и осмотреть внутренние компоненты
- Автоматически обнаруживать и измерять внутренние недостатки
- Измерьте размеры и углы внутри образца без сечения
- Чувствителен к изменениям толщины, коррозии, дефектам и изменениям плотности материала.
Где применяется радиографическое тестирование
Радиографическое тестирование широко используется в;
- Аэрокосмическая промышленность
- Военная оборона
- Промышленная индустрия
- Морские отрасли
- Энергетика
- Нефтехимическая промышленность
- Управление отходами
- Автомобильная промышленность
- Обрабатывающая промышленность
- Транспортные отрасли
Дистанционная рентгенодиагностическая система TELEMEDIX-R-AMICO
Широкий диапазон методов визуализации — высокая производительность рентгенологического отделения
Рентгенодиагностическая система с дистанционным управлением TELEMEDIX-R-AMICO — это многофункциональный аппарат, сочетающий в себе возможности всех трех рентгеновских аппаратов.
— Факторы, способствующие высокому рабочему процессу отделения радиологии:
- цифровой формат:
- все изображения выполняются в цифровом формате за счет использования плоскопанельного детектора, работающего в режимах рентгеноскопии, рентгенографии и томографии;
- широкий спектр экзаменов:
- аппарат позволяет проводить рутинные исследования с минимальными эффективными дозами;
- пульт дистанционного управления:
- пульт дистанционного управления используется для снижения радиационного воздействия на врачей и увеличения срока службы оборудования.
Простота позиционирования и индивидуальный подход
Использование анатомически запрограммированной рентгенографии помогает врачу ускорить обследование. Достаточно одного нажатия кнопки независимо от размера тела пациента.
Возможно создание персональных программ, а также ручное управление экспозицией.
Регулируемая высота откидного стола с дистанционным управлением над уровнем пола делает обследование комфортным и удобным для маломобильных пациентов.
Регулировка поворота стола во время сборки разрешена, что позволяет установку в помещениях необычной формы.
Расширенные диагностические возможности
Широкий выбор параметров томографии (9 углов, 8 скоростей и регулируемое фокусное расстояние во время томографии) поддерживает различные типы изображений в зависимости от индивидуальных клинических диагностических целей, тем самым повышая качество получаемых изображений за счет уменьшения геометрических искажений для любых размеров исследуемого объект.
Полнопольный детектор для любых исследований и высокое качество изображения
Цифровой плоскопанельный детектор с рабочим полем 43 × 43 см гарантирует отличное качество изображения во всех режимах: рентгеноскопии, импульсной рентгеноскопии, рентгенографии и томографии, что позволяет проводить весь спектр исследований на одном и том же аппарате.
.Инспекций рентгеновских аппаратов — Программа радиационного контроля
Что нужно для рентгеновского обследования?
Во время проверки инспектору потребуется контакт с сотрудником по радиационной безопасности (RSO) или лицом с высшим уровнем руководство присутствует и доступно на объекте.
● Нашему инспектору потребуется сотрудник, который обычно управляет рентгеновским аппаратом (ами), доступным для управления рентгеновским аппаратом (ами) во время осмотр.Это займет примерно 10-20 минут на проверку каждой рентгеновской установки
● Соберите документы, перечисленные ниже. Проверка документации и безопасности операций может занимает около 60 минут на большинстве объектов. Более крупные помещения и больницы потребуют дольше, в зависимости от количества рентгеновских аппаратов и сложности осмотр.
- Текущий Свидетельство о регистрации
- Мониторинг персонала — записи актов радиационного значка — (N / A для стоматологических учреждений)
- Доза для населения Опросы — (Не применимо для стоматологических учреждений)
- Оценка производительности оборудования — Последние 3 предыдущих результата EPE для каждой рентгеновской установки
- Учетные данные — (Н / Д для стоматологии и ветеринарные учреждения)
- CT — Статус комитета радиационного протокола — (н / д для стоматологических и ветеринарные учреждения)
- Рентгеноскопия — Статус комитета радиационного протокола — (н / д для стоматологические и ветеринарные учреждения)
- Уведомление для сотрудников
- Порядок работы и безопасности
- Копия применимого 25 TAC §289 Правила в соответствии с вашим Свидетельством о регистрации
- Уведомления о нарушениях — и ваш Ответные письма на каждое уведомление
- Квитанция о покупке — или FDA 2579 Отчет о сборке
Передача или утилизация всех единиц если применимо
- Годовой Оценка защитных устройств — (Не применимо для стоматологических учреждений)
- Ежегодно Инвентаризация рентгеновских аппаратов
- Обработка рентгеновских изображений — записи соответствия QA / QC для цифровых системы сбора или пленки
Рентгеновский снимок объекты проверяются DSHS в следующие периоды:
CT,
Рентгеноскопия и терапия — 2 года
Общее назначение — 3 года
Стоматология и
Подиатрия — 4 года
Промышленное,
Сервисные компании и ветеринария — 5 лет
Что мы проверяем?
Программа радиационного контроля проверяет объекты, которые используют рентгеновские аппараты, и предприятия, которые обслуживают рентгеновские аппараты.
Сколько времени занимает осмотр?
Обычная проверка включает в себя проверку определенной документации, тестирование некоторых рентгеновских аппаратов, наблюдение за использованием и обсуждение вопросов соответствия и / или несоответствия. Время будет варьироваться в зависимости от количества рентгеновских аппаратов и типа помещения. Осмотр небольшого стоматологического кабинета или хиропрактика с одним или двумя рентгеновскими аппаратами может занять около двух часов. Осмотр большой больницы может занять около 7 часов. Время проверки может варьироваться в зависимости от порядка ведения записей и общего технического обслуживания рентгеновских аппаратов.
Как часто мы проводим проверки?
Объекты обычно инспектируются Программой радиационного контроля в указанные ниже интервалы. Интервал проверки для объектов, использующих несколько типов рентгеновских аппаратов, определяется типами установок с наименьшим интервалом проверки. Например, для учреждений, в которых используются универсальные и рентгеноскопические аппараты, интервал между приемами составляет два года.
ПРИМЕЧАНИЕ: За исключением ветеринарных учреждений, эти интервалы, как правило, не совпадают с требованием для учреждений получать услуги компании для проведения оценки эффективности оборудования (EPE).
| Тип рентгеновского аппарата | Интервал проверки |
|---|---|
| CT | 2 года |
| Стоматологическая | 4 года |
| Рентгеноскопия | 2 года |
| Общего назначения | 3 года |
| Промышленное | 5 лет |
| Ортопедия | 4 года |
| Сервис | 5 лет |
| Специального назначения | 3 года |
| Терапия | 2 года |
| Ветеринария | 5 лет |
Сколько времени нужно для проверки рентгеновских аппаратов?
Потребуется иметь уполномоченного оператора, который обычно управляет рентгеновской установкой (ами), доступной для работы с установкой (ами) во время проверки.На объектах с большим количеством блоков инспектор проверяет только выборку блоков, обычно по несколько единиц каждого типа.
| Тип рентгеновского аппарата | Приблизительное время тестирования на единицу |
|---|---|
| CT | 10-15 минут |
| Стоматологическая | 10-15 минут — Внутриротовой 30-40 минут — Панорамный и цефалометрический |
| Рентгеноскопический | 15-20 минут — C Arm 30-40 минут — R / F Room и Cath Lab |
| Общего назначения | 20-25 минут |
| Промышленное | 10-20 минут |
| Ортопедический | 20-25 минут |
| Специального назначения | 20-25 минут |
| Терапия | 1 час |
| Ветеринария | 10-20 минут |
Какие записи проверяются и сколько времени это занимает?
Проверка документов инспекции займет дополнительное время и будет зависеть от размера и типа объекта.Небольшой стоматологический кабинет или мануального терапевта займёт около 45 минут. В большую больницу уйдет 3-4 часа.
Должно быть предоставлено инспектору 15-30 минут для обсуждения результатов проверки с уполномоченным по радиационной безопасности по завершении проверки.
Инспектор может попросить просмотреть следующие записи во время проверки:
- Текущее свидетельство о регистрации
- Правила, применимые к вашей регистрации
- Порядок работы и безопасности
- Предварительные уведомления о нарушениях и ваш ответ на эти
- Уведомление для сотрудников
- Ежегодные оценки защитных устройств и запись этих оценок
- Оценка производительности оборудования
- Рентгеноскопические аппараты: ежегодное измерение мощности излучения, выполняемое лицензированным медицинским физиком
- C.T. machines: измерения годовой дозы, выполненные лицензированным медицинским физиком
- Лучевая терапия: обследования и калибровка, выполненные лицензированным медицинским физиком
- Запись надлежащих аттестаций для операторов
- Записи мониторинга персонала
- Доза в открытых записях
- Протокол технического обслуживания оборудования для обработки пленки.
- Обеспечение / контроль качества для систем сбора цифровых изображений
- Записи о получении, передаче и утилизации рентгеновских аппаратов
- Годовая инвентаризация всех рентгеновских аппаратов.
- U.S. F.D.A. (Управление по санитарному надзору за качеством пищевых продуктов и медикаментов) отклонения для некоторых рентгеновских аппаратов
- Записи Комитета радиационного протокола для интервенционных рентгеноскопических исследований (FGI) и / или компьютерной томографии.
контроль рентгеновских лучей — определение — английский
Примеры предложений с «рентгеновским контролем», память переводов
патент-wipo Изобретение также относится к использованию фотодетектора в системе контроля рентгеновского излучения. Spinger Позиционирование электродов было выполнено с помощью Рентген-контролируемый стереотаксис. Спрингер-контроль через 6 недель после операции и повышенная нагрузка в зависимости от статуса перелома. Спрингер-контроль во время операции, через 10 дней после операции, через 6 и 12 недель и каждые 1-2 года.Спрингер Эндоскопический и / или рентгенологический контроль внутренней пластины является обязательным после протягивания. пружина. Субакромиальное пространство не уменьшено при послеоперационном рентгенологическом контроле. пружинный. Первый день после операции: удаление дренажа, рентгенологический контроль, мобилизация. пружинный контроль рентгеновского излучения исключил эпидуральное или интратекальное положение катетера. пружина Закрытое сокращение под контролем рентгена путем легкого натяжения, сгибания и отведения тазобедренного сустава. 12 недель.Спрингер Рентгенологический контроль проводится через 4 и 8 недель, а также через 6 и 12 месяцев. Инъекции контрактного агента под контролем патентов и рентгеновских лучей .pringer После рентгеновского контроля остеотомия была стабилизирована с помощью внутренней фиксации LCP. хрящевые повреждения также крупных суставов в результате обморожения. spinger Осторожная инстилляция 0,2–0,4 мл контрастного вещества под рентгеновским контролем. spinger Если перелом стабилен без смещения, возможна консервативная терапия с рентгенологическим контролем через определенные интервалыПатенты-wipoФотодетектор и использование фотодетектора в системе контроля рентгеновских лучей Распределение оборудования для контроля рентгеновских лучей по производителям показано на рисунке 1. Рентгеновский контроль является стандартным для пластики спонгиозного вещества и показывает три периода заживления. Giga-frenX-Ray Control Производитель На рисунках 2–4 показаны подробные данные производителя об использовании процессоров, пленки и химии. Отпечаток Окончательный рентгеновский контроль через 6 месяцев. Патенты-wipo Контроллеры рентгеновского излучения.Спрингер Стриктура была дважды обработана рентгенологически контролируемым баллонным расширением с функционально хорошим результатом.Показаны страницы 1. Найдено 440 предложения с фразой x-ray control.Найдено за 31 мс.Накопители переводов создаются человеком, но выравниваются с помощью компьютера, что может вызвать ошибки. Найдено за 0 мс.Накопители переводов создаются человеком, но выравниваются с помощью компьютера, что может вызвать ошибки. Они поступают из многих источников и не проверяются. Имейте в виду.
.Корпорация DRGEM
Высокая производительность и надежность!
Оптимальная система для цифровых решений
Серия GXR-SD — это диагностическая цифровая рентгенографическая система, обеспечивающая надежные высококачественные цифровые рентгенографические изображения. со сниженной дозой. Системы GXR-SD DR предоставляют комплексные цифровые решения для всех потребностей рентгенографии, включая: Цифровая система визуализации GXR-SD со стационарными или портативными цифровыми плоскопанельными детекторами, надежный высокочастотный рентген генератор, который имеет всемирную репутацию благодаря отличным характеристикам, сроку службы и стабильности.Также удобный дизайн На выбор пользователя предлагаются различные подставки для трубок, стол для пациента и настенная подставка. Система DR серии GXR-SD улучшит ваш рабочий процесс, количество экзаменов и эффективность при отличной производительности.
Напольный
Штатив для труб
Напольный-потолочный монтаж
Штатив для труб
Вертикальная настенная подставка для баки
Подъемный стол
Плавающий настольный стол
Консоль с сенсорным экраном
— System Control— Collimator Control
— X-ray Control
— Средство просмотра
Панель управления автоматической наклонной настенной стойки
— Автоматическое позиционирование (программируется пользователем)— Управление синхронизацией со стойкой для трубок
— Моторизованная коллимация и управление лампой
— Моторизованное наклонное движение
— Моторизованное вертикальное движение
Подвесной потолок
Штатив для труб
Настенная стойка Bucky Stand
Автоматический наклон
Wall Bucky Stand
Ручной наклон
Педальный переключатель
Напольный
Штатив для труб
Подъемник
Стол пациента
Полнофункциональное программное обеспечение для обработки изображений и превосходная обработка цифровых изображений
Высокопроизводительная рабочая станция и программное обеспечение для обработки изображений обеспечивают удобный интерфейс и простоту эксплуатации.Анатомический обработка цифровых изображений на основе просмотра автоматически оптимизирует и улучшает качество захваченных изображений. Автоматический хранение и печать изображений с помощью сетевых возможностей DICOM 3.0 увеличивает производительность исследования и сокращает время исследования.
— Обеспечивает удобный пользовательский интерфейс и простое управление
— Включенная цифровая обработка изображений на основе анатомических представлений автоматически оптимизирует и улучшает качество захваченного изображения
для отображаемой анатомии
— Рентгенографическая стойка и функция автоматического управления коллиматором
— DICOM 3.0 включает в себя рабочий список, печать, магазин, запрос для интеграции с любой PACS или RIS
Цифровой детектор с плоской панелью
| Размер | ISO 4090 |
|---|---|
| Сцинтиллятор | CSL / GOS |
| Тип | Беспроводной / проводной |
Удаленная диагностика
— AEC с ионной камерой
— DAP (произведение дозы на площадь)
— Вертикальная синхронизация трубки
— Визуализация всего позвоночника
— Автоматическое отслеживание стола Bucky
со штативом для трубки (FC или FM)
— Съемная сетка высокого разрешения
— WBS -TM (ручной наклон)
— Линейный лазер
— Ручки
(Настольный, WBS — Нагрудный, Верхний)
— Стойка для трубки (FC или FM), вращение колонны
с помощью электрического расцепителя
— Боковой держатель детектора
— Консоль с сенсорным экраном 23 дюйма
Воспользуйтесь всеми возможностями цифровой системы!
Полностью автоматический режим
Система DIAMOND DR — это полностью автоматическая цифровая рентгенографическая система, обеспечивающая ультрасовременное качество изображения, обработка изображений и пользовательский интерфейс; делает систему простой в использовании и надежной, обеспечивая высокое качество цифрового рентгенографические изображения с уменьшенной дозой.
Выбор анатомического исследования в программном обеспечении для визуализации автоматически настраивает предварительно запрограммированный генератор рентгеновских лучей. настройка техники экспонирования, позиционирование моторизованной рентгенографической стойки, коллимация рентгеновских лучей и постобработка изображений для выбранное исследование. Кроме того, съемные сетки высокого разрешения с фокусным расстоянием 100 и 180 см (40 и 72 дюйма) поставляются отличное качество изображения для каждого SID.
Система DIAMOND DR была специально разработана для умеренных бюджетов и небольших помещений.Полностью цифровой рабочий процесс, удобное автоматическое позиционирование и расширенная обработка изображений делают эту универсальную систему разумным выбором.
Оцените качество и ценность цифровой рентгенографической системы DIAMOND для всех распространенных приложений! Система DIAMOND DR послужит вам для достижения большой производительности с небольшими усилиями.
Превосходное качество изображения
Цифровая рентгенография через плоскопанельный детектор повышает эффективность вашего рабочего процесса, скорость и комфорт исследования.
Цифровой плоскопанельный детектор с экраном CsI обеспечивает отличное пространственное разрешение, MTF, DQE и стабильность
на основе мелкого шага пикселей. Ионная камера с 3 полями предназначена для функции AEC.
Съемные сетки высокого разрешения
— Предусмотрены две съемные сетки: SID 100/180 см (40/70 дюймов)
— Система определит фокусное расстояние каждой сетки при ее вставке
— Ложная вставка сетки будет предупреждена программным обеспечением при использовании диапазона фокусировки сетки
расстояние не подходит для SID
— Каждая съемная решетка защищена алюминиевой рамой с ручкой
Сборка цифрового детектора
Передняя крышка
Съемная сетка
Ионная камера AEC
Цифровой плоскопанельный детектор
Корпус детектора (алюминиевое литье)
Держатель запасной сетки
Автоматическое позиционирование
Рентгенографический штатив имеет четыре моторизованных шарнира, и автоматическое позиционирование может быть выполнено с помощью предварительно запрограммированных данных.
который может быть легко перепрограммирован оператором.
Всего семь датчиков безопасности расположены над кронштейном, датчиком и
сторона трубки для защиты от столкновения с пациентом или препятствиями, чтобы контролировать скорость или останавливать позиционирование. Также,
Для рентгенологического исследования предусмотрен мобильный стол пациента с большой нагрузкой на пациента. Пульт дистанционного управления
Предусмотрен дистанционное моторизованное управление подставкой, и движение останавливается, как только вы убираете палец с клавиши
по типу управления мертвым человеком.
Моторизованная стойка для рентгенографии
— Полностью автоматический моторизованный механизм
— Эргономичное и удобное управление
— Автоматическое перемещение в заранее определенные положения для наиболее частых применений
— Функции безопасности защищают от столкновения с пациентом и препятствиями
— Поддерживает принудительное воздушное охлаждение для сборки трубки и ручное вращение трубки
Мобильный стол пациента
— Мобильный стол, предназначенный для стандартной рентгенографии
— Свободно вращающиеся ролики с тормозами
— Максимальный вес пациента 250 кг (550 фунтов)
Автоматическая коллимация
— Моторизованный коллиматор с двумя створками
— Автоматический контроль размера рентгеновского поля
соответствует изменяющемуся SID
— Настраиваемый пользователем таймер лампы с переключателем включения / выключения
(поддерживает программное управление)
Надежный источник рентгеновского излучения
Основная часть рентгеновского источника состоит из высококачественной трубки (VARIAN, SIEMENS, TOSHIBA), моторизованного рентгеновского коллиматора, Кабельная сборка высокого напряжения и высокочастотный рентгеновский генератор DRGEM, который имеет всемирную репутацию благодаря отличным характеристикам, срок службы и стабильность.Консоль рентгеновского контроля с сенсорным экраном обеспечивает удобный интерфейс и простой выбор техники. Автоматический коллиматор поддерживает высокую точность для выбранного размера рентгеновского поля по любому SID.
— Высокочастотное переключение, управляемое микропроцессором,
— Мониторинг в реальном времени, Самодиагностика, перегрузка трубки и защита анодного нагревателя
— Программируемый пользователем APR
— Полностью автоматическая калибровка мА, адаптивная калибровка мА для длительного использования трубки
— Автоматический контроль экспозиции (AEC)
— Консоль управления с сенсорным экраном
Консоль со встроенным сенсорным экраном
Благодаря встроенной консоли с сенсорным экраном, расположенной сбоку трубы, оператор может легко управлять рентгенографические методы и позиционирование стойки.Кроме того, оператор может проверить цифровое рентгеновское изображение на этом экране.
— Графический интерфейс интегрированной консоли с сенсорным экраном
автоматически поворачивается в соответствии с углом поворота
U-образного рычага.
Полнофункциональное программное обеспечение для обработки изображений и превосходная обработка цифровых изображений
Высокопроизводительная рабочая станция и программное обеспечение для обработки изображений обеспечивают удобный интерфейс и простоту эксплуатации. Обработка цифровых изображений на основе анатомических представлений автоматически оптимизирует и улучшает качество захваченных изображений.Автоматическое сохранение и печать изображений с помощью сетевых возможностей DICOM 3.0 увеличивает производительность исследования и сокращает время исследования.
— Обеспечивает удобный пользовательский интерфейс и простое управление
— Включенная цифровая обработка изображений на основе анатомических представлений автоматически оптимизирует и улучшает качество захваченного изображения
для отображаемой анатомии
— Рентгенографическая стойка и функция автоматического управления коллиматором
— Сетевой интерфейс DICOM 3.0 включает рабочий список , Печать, сохранение, запрос для интеграции с любой PACS или RIS
Автоматическое сшивание
Система DIAMOND обеспечивает выдающуюся функцию автоматического сшивания с методом наклона Source
Метод наклона источника
Удаленная диагностика
Функция удаленной диагностики обеспечивает быструю и точную диагностику проблем и снижает затраты на обслуживание и время простоя системы.
Опции
— Программное обеспечение PACS
— Функция DAP (произведение дозы на площадь) с датчиком
— ИБП для рабочей станции визуализации
Высокая производительность и надежность!
GXR Диагностическая рентгеновская система для Digital Era
Недавно разработанная диагностическая рентгеновская система GXR обеспечивает аналоговую рентгенографическую комнату, которая идеально подходит ваш рабочий процесс и бюджет, которые можно легко обновить до системы аварийного восстановления с помощью интерфейса аварийного восстановления и интерфейса ПК в генераторе, а также Баки подходит для плоского детектора.Рентгеновская система DRGEM GXR оснащена высокочастотный генератор рентгеновских лучей, который обеспечивает неизменно высокое качество изображений на основе высококачественного рентгеновского излучения с очень малой пульсацией кВ и точным управлением током и таймером. Рентгеновская система GXR предназначена для оператора и пациента. комфорт благодаря подвижным компонентам, специально разработанным для снижения шума электромеханического замка. Оцените качество, надежность и удобство использования рентгеновской системы GXR во всех областях применения!
Напольный
Штатив для труб
Напольный-потолочный монтаж
Штатив для труб
Вертикальная настенная подставка для баки
Подъемный стол
Плавающий настольный стол
Консоль с сенсорным экраном
— System Control— Collimator Control
— X-ray Control
— Средство просмотра
Панель управления автоматической наклонной настенной стойки
— Автоматическое позиционирование (программируется пользователем)— Управление синхронизацией со стойкой для трубок
— Моторизованная коллимация и управление лампой
— Моторизованное наклонное движение
— Моторизованное вертикальное движение
Подвесной потолок
Штатив для труб
Настенная стойка Bucky Stand
Автоматический наклон
Wall Bucky Stand
Ручной наклон
Педальный переключатель
Напольный
Штатив для труб
Подъемник
Стол пациента
ACQUIDR — Решение для модернизации DR
ACQUIDR — это цифровая система визуализации, состоящая из цифрового плоскопанельного детектора (FPD) и рабочей станции визуализации с программным обеспечением.
Цифровой FPD и полнофункциональное программное обеспечение для обработки изображений с превосходной цифровой обработкой изображений удовлетворяет большинство потребностей в
диагностическое цифровое рентгенографическое поле.
Характеристика
• Решение для модернизации DR путем модернизации
• Портативное и беспроводное решение FPD DR для максимальной гибкости практически для всех общих рентгенографических специальностей
• Портативный и беспроводной детектор подходит для большинства существующих аналоговых рентгеновских систем
• Более быстрый рабочий процесс после обновления DR.
• Легко взаимодействует с любым генератором рентгеновского излучения
Обычная рентгеновская система (пленка)
Цифровая рентгеновская система (DR)
Удаленная диагностика
— Tomography
— Table Bucky auto tracking
— Line Laser
— Боковой держатель кассеты
— Внешний держатель кассеты WBS
— Ручки (столешница, WBS — грудь, верхняя часть)
— Вращение колонны стойки с помощью электрического расцепителя
— WBS-TM ( Наклон вручную) — Консоль с сенсорным экраном 23 дюйма
Ваш разумный выбор для мобильной системы аварийного восстановления
Все начинается с передовых технологий
Недавно выпущенная система мобильной цифровой рентгенографии DRGEM разработана на основе накопленных высоких технологий DRGEM. и десятилетний опыт работы с системами традиционной и цифровой рентгенографии.
С TOPAZ DRGEM вы можете сделать свою работу проще и продуктивнее, а также получить максимальное удовольствие в маневренности и процессе обработки цифровых изображений и быстрой обработке.
Кроме того, он предоставляет удобное для пользователя современное программное обеспечение, отвечающее вашим потребностям, с высочайшим качеством изображения.
Опции
— Измеритель DAP (произведение дозы на площадь)
— AEC (2 поля, мобильная ионная камера)
— Легко снимаемая сетка и держатель высокого разрешения
Полнофункциональное программное обеспечение для обработки изображений и превосходная обработка цифровых изображений
Высокопроизводительная рабочая станция и программное обеспечение для обработки изображений обеспечивают удобный интерфейс и простоту эксплуатации.Обработка цифровых изображений на основе анатомических представлений автоматически оптимизирует и улучшает качество захваченных изображений. Автоматическое сохранение и печать изображений с помощью сетевых возможностей DICOM 3.0 увеличивает производительность исследования и сокращает время исследования.
— Обеспечивает удобный пользовательский интерфейс и простое управление
— Включенная цифровая обработка изображений на основе анатомических представлений автоматически оптимизирует и улучшает качество
захваченного изображения для отображаемой анатомии
— Рентгенографический штатив и функция автоматического управления коллиматором
— DICOM 3.0 включает в себя рабочий список, печать, магазин, запрос для интеграции с любой PACS или RIS.
Точное позиционирование и перемещение
Точное позиционирование и точное перемещение обеспечивается 4 кнопками направления на этой панели управления
Более широкий охват
Более длинный ход руки и высокая колонна обеспечивают более широкий охват и удобное для пациента обслуживание
Различное положение
Колонка, рентгеновская трубка и коллиматор легко поворачиваются и располагаются под различным углом для получения разнообразных рентгеновских изображений.
Функция безопасности
Функция безопасности с передним защитным бампером и тормозом, подпружиненным передним колесом и светодиодным индикатором состояния обеспечивает
максимальное удовлетворение и удобство для вашего пациента и оператора
Это предотвратит любые непредвиденные и вторичные несчастные случаи
Оптимизированное качество изображения
Превосходное качество изображения
благодаря оптимизированной цифровой обработке изображений
Эргономичный и компактный дизайн
Простота вождения и маневренность
с эргономичным и компактным дизайном
Удобное отделение для хранения
Удобный и достаточно места
для извещателя, аккумулятора и прочего необходимого
Swift Mobility
Быстрая мобильность со скоростью 5 км / ч позволяет
сэкономить время и деньги и удовлетворить вашего пациента
быстрой обработкой
Контроллер дистанционного экспонирования
Легко и удобно использовать с дистанционным контроллером экспозиции
Удаленная диагностика
Функция удаленной диагностики обеспечивает быструю и точную диагностику
проблем и снижает затраты на обслуживание и время простоя системы.
ПРОСТОЕ И ЛЕГКОЕ УПРАВЛЕНИЕ! ОТЛИЧНОЕ КАЧЕСТВО ИЗОБРАЖЕНИЯ!
Цифровая радиографическая системадля ветеринарной больницы
Система VXR предоставляет вашей практике мгновенные высококачественные цифровые изображения домашних животных, устраняя необходимость в фотолаборатории, процессоре, химикатах и пленке, сводя к минимуму затраты на рабочую силу и время.Генератор высокочастотного рентгеновского излучения GXR отличается превосходной точностью, воспроизводимостью и долговременной стабильностью. Быстрое нарастание напряжения в кВ сводит к минимуму ненужную дозу облучения пациента и обеспечивает превосходное качество изображения.
Цифровой приемник изображений и программное обеспечение для обработки изображений системы VXR позволяет вам в цифровом виде улучшать и аннотировать изображения, обеспечивает измерения на экране и передает изображения для направления и консультаций. Система VXR поставляется в комплекте с приемником цифровых изображений, рентгеновским столом, компьютерной рабочей станцией и полным пакетом программного обеспечения.
— Изображения превосходного качества
— Экономичное цифровое решение и широкий динамический диапазон с 16-битной оцифровкой
— Получение изображения с полным разрешением за 10 секунд
— Выделенная камера CCD с 6, 9, 16 мегапикселями, оснащенная сверхвысокой оптической системой
— Сетка высокого разрешения для цифровой рентгенографии: 200lpi, соотношение 10: 1
— Подвижная 4-сторонняя настольная
— Рентгеновская трубка: E7242X
— Toshiba (Размер фокусного пятна: 0,6 / 1,5 мм, накопление тепла на аноде: макс. 200kHU)
— Высоковольтные кабели Claymount, 26 футов (8 м)
— Генератор высокочастотного рентгеновского излучения GXR с отличными характеристиками
— Ручной коллиматор с 30-секундным таймером лампы
— Удобный доступ для обслуживания
— Высокопроизводительная рабочая станция ПК с 20-дюймовым ЖК-монитором
— Дополнительная диагностика 23-дюймовый ЖК-монитор
— Программное обеспечение Mini-PACS: Server & Viewer
— Застежка-пряжка для содержания животных
— Автоматический выбор APR путем регистрации шага проецирования в программном обеспечении для визуализации (VXR-9M)
— Provi функция управления генератором в программном обеспечении для визуализации (VXR-9M)
Опция
-Блок питания постоянного тока для рентгеновского генератора в случае недостаточного сетевого питания
-ИБП для рабочей станции
Программное обеспечение
QXvue (VXR-9M / C9M) / MAXXvue (VXR-6M / C6M)
▪ Интерфейс на базе Microsoft Windows.
▪ Параметры обработки изображения можно выбрать для максимального использования предустановленных алгоритмов.
▪ Соответствие стандарту DICOM 3.0.
▪ Изображение в полном разрешении за 10 секунд.
▪ Различные варианты постобработки изображений, включая выравнивание тканей, повышение резкости, автоматическое кадрирование
и выравнивание окон.
▪ Обеспечивает улучшенные результаты для ветеринарных учреждений.
▪ Функция предварительного просмотра и шумоподавление, поиск, гамма, ROI
Размер
Превосходная производительность и стабильность!
— Полностью автоматическая калибровка мА, калибровка кВ, отображение и анализ сигналов обратной связи кВ и мА
— Адаптивная калибровка мА автоматически компенсирует старение нити
— Простая настройка параметров и обновление прошивки
— Диагностика системы, журнал ошибок и отображение статистических данных
— Удаленная диагностика через Интернет снижает стоимость обслуживания и время простоя
— Самодиагностика в режиме реального времени и отображение кода ошибки
— Отображение и защита HU анода трубки, защита от перегрузки трубки и защита корпуса
— Анатомические программы с утилитой APR: поддержка программируемых пользователем 1280 условий
— Двухскоростной пускатель : Прямой привод от 6-элементной схемы IPM, Нет необходимости в конденсаторе переключения, Динамический тормоз
Опция
— Интерфейс
AEC (автоматический контроль экспозиции) — Интерфейс DR (цифровой рентгенографии): SDK, интерфейсный модуль ПК, интерфейс сигнала
— Подставка консоли на пьедестале
— Консоль с сенсорным экраном 23 дюйма
Для генерации рентгеновских лучей мощностью до 52 кВт достаточно мощности только линии 3 кВА!
— Превосходная производительность и стабильность
— Полностью автоматическая калибровка мА, калибровка кВ, отображение и анализ сигналов обратной связи кВ и мА
— Адаптивная калибровка мА автоматически компенсирует старение нити
— Простая настройка параметров и обновление прошивки
— Диагностика системы, журнал ошибок и статистика отображение данных
— Удаленная диагностика через Интернет снижает стоимость обслуживания и время простоя системы
— Самодиагностика в реальном времени и отображение кода ошибки
— Отображение и защита HU анода трубки, защита от перегрузки и корпуса
— Анатомические программы с утилитой APR: поддержка программируется пользователем 1,280 условий
— Тормоз постоянным током останавливает вращение анода и шум после воздействия
Опция
— Интерфейс
AEC (автоматический контроль экспозиции) — Интерфейс DR (цифровой рентгенографии): SDK, интерфейсный модуль ПК, интерфейс сигнала
— Подставка консоли на пьедестале
— Консоль с сенсорным экраном 23 дюйма
Стабильная работа с внутренним ИБП (источник бесперебойного питания)!
— Превосходная производительность и стабильность
— Полностью автоматическая калибровка мА, калибровка кВ, отображение и анализ сигналов обратной связи
кВ и мА
— Адаптивная калибровка мА автоматически компенсирует старение нити
— Простая настройка параметров и обновление прошивки
— Диагностика системы, журнал ошибок и Отображение статистических данных
— Удаленная диагностика через Интернет снижает стоимость обслуживания и время простоя системы
— Мониторинг в реальном времени, самодиагностика и отображение кода ошибки
— Отображение и защита HU анода трубки, защита от перегрузки и перегрева корпуса
— Анатомические программы с утилитой APR: поддержка пользователя программируемые 1280 условий
— Тормоз постоянным током останавливает вращение анода и шум после воздействия
— Только максимум 0.Для зарядки требуется постоянное напряжение 9 кВА.
— Тормоз постоянным током останавливает вращение анода и шум после воздействия
— Максимальное время зарядки: 6 часов для GXR-U32, 8 часов для GXR-U40
Опция
— Интерфейс
AEC (автоматический контроль экспозиции) — Интерфейс DR (цифровой рентгенографии): SDK, интерфейсный модуль ПК, интерфейс сигнала
— Подставка консоли на пьедестале
— Консоль с сенсорным экраном 23 дюйма
Генератор высокочастотного рентгеновского излучения для маммографии!
— Превосходная производительность и стабильность
— Двухскоростной стартер с прямым приводом
— Удаленная диагностика через Интернет
— Полная автоматическая калибровка мА
Батарейный источник питания постоянного тока для рентгеновского генератора
Блок питания постоянного тока серии XPS-B предназначен для использования в диагностических рентгенографических системах. которые требуют вспомогательного питания из-за недостаточной мощности линии.
Это устройство обеспечивает подачу постоянного тока для генератора рентгеновских лучей, чтобы обеспечить его номинальную мощность до 40 кВт хотя его максимальная потребляемая мощность в сети для зарядки ниже 920 ВА.