ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод (с Изменением N 1)
ГОСТ 7512-82
Группа В09
Контроль неразрушающий
МКС 25.160.40
Дата введения 1984-01-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.12.82 N 4923
2. ВЗАМЕН ГОСТ 7512-75
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
4. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
5. ИЗДАНИЕ (октябрь 2005 г.) с Изменением N 1, утвержденным в марте 1988 г. (ИУС 6-88)
Переиздание (по остоянию на апрель 2008 г.)
Настоящий стандарт устанавливает метод радиографического контроля сварных соединений из металлов и их сплавов, выполненных сваркой плавлением, с толщиной свариваемых элементов от 1 до 400 мм, с применением рентгеновского, гамма- и тормозного излучений и радиографической пленки.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, шлаковых, вольфрамовых, окисных и других включений.
1.2. Радиографический контроль применяют также для выявления прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва, недопустимых для внешнего осмотра.
1.3. При радиографическом контроле не выявляют:
— любые несплошности и включения с размером в направлении просвечивания менее удвоенной чувствительности контроля;
— непровары и трещины, плоскость раскрытия которых не совпадает с направлением просвечивания и (или) величина раскрытия менее значений, приведенных в табл.1;
— любые несплошности и включения, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов трещин просвечиваемого металла.
1.1-1.3. (Измененная редакция, Изм. N 1).
N 1).
Таблица 1
мм
Радиационная толщина (по ГОСТ 24034) | Раскрытие непровара (трещины) | ||||
До | 40 | 0,1 | |||
Св. | 40 | « | 100 | включ. | 0,2 |
« | 100 | « | 150 | « | 0,3 |
« | 150 | « | 200 | « | 0,4 |
« | 200 | 0,5 | |||
1. 4. Радиографическому контролю подвергают сварные соединения с отношением радиационной толщины наплавленного металла шва к общей радиационной толщине не менее 0,2, имеющие двусторонний доступ, обеспечивающий возможность установки кассеты с радиографической пленкой и источника излучения в соответствии с требованиями настоящего стандарта.
4. Радиографическому контролю подвергают сварные соединения с отношением радиационной толщины наплавленного металла шва к общей радиационной толщине не менее 0,2, имеющие двусторонний доступ, обеспечивающий возможность установки кассеты с радиографической пленкой и источника излучения в соответствии с требованиями настоящего стандарта.
(Введен дополнительно, Изм. N 1).
2. ТРЕБОВАНИЯ К ПРИНАДЛЕЖНОСТЯМ ДЛЯ КОНТРОЛЯ
2.1. При радиографическом контроле следует использовать маркировочные знаки, изготовленные из материала, обеспечивающего получение их четких изображений на радиографических снимках.
Следует использовать маркировочные знаки размеров, установленных ГОСТ 15843.
2.2. При радиографическом контроле следует использовать радиографические пленки, соответствующие требованиям технических условий на них.
Тип радиографической пленки должен устанавливаться технической документацией на контроль или приемку сварных соединений.
2.3. При радиографическом контроле следует использовать источники излучения, предусмотренные ГОСТ 20426.
Тип радиоактивного источника, напряжение на рентгеновской трубке и энергия ускоренных электронов должны устанавливаться в зависимости от толщины просвечиваемого материала технической документацией на контроль или приемку сварных соединений.
2.4. В качестве усиливающих экранов при радиографическом контроле должны использоваться металлические и флуоресцирующие экраны.
Тип усиливающего экрана должен устанавливаться технической документацией на контроль или приемку сварных соединений.
Толщина металлических усиливающих экранов и способы зарядки пленки в кассеты с использованием экранов приведены в приложении 1.
2.5. Экраны должны иметь чистую гладкую поверхность. Наличие на экранах складок, царапин, трещин, надрывов и прочих дефектов не допускается.
2.6. Кассеты для зарядки пленки должны быть светонепроницаемыми и обеспечивать плотный прижим усиливающих экранов к пленке.
2.7. Для защиты пленки от рассеянного излучения рекомендуется экранировать кассету с пленкой со стороны, противоположной источнику излучения, свинцовыми экранами.
Толщина защитных экранов приведена в приложении 2.
2.8. Для определения чувствительности контроля следует применять проволочные, канавочные или пластинчатые эталоны чувствительности.
2.9. Эталоны чувствительности следует изготовлять из металла или сплава, основа которого по химическому составу аналогична основе контролируемого сварного соединения.
2.10. Форма и размеры проволочных эталонов чувствительности приведены на черт.1 и в табл.2. Длина проволок в эталонах — (20±0,5) мм. Предельные отклонения для диаметров проволок:
до 0,2 мм | ±0,01 мм |
св. | ±0,03 мм |
» 1,6 » 4,0 мм | ±0,04 мм. |
 0,2 » 1,6 мм
0,2 » 1,6 ммЧерт.1. Форма проволочных эталонов чувствительности
1 — вкладыш; 2 — чехол
Черт.1
Таблица 2
мм
Номер эталона | ||||||||
1 | 0,2 | 0,16 | 0,125 | 0,10 | 0,08 | 0,063 | 0,05 | 1,2 |
2 | 0,4 | 0,32 | 0,25 | 0,20 | 0,16 | 0,125 | 0,10 | 1,4 |
3 | 1,25 | 1,00 | 0,80 | 0,63 | 0,50 | 0,40 | 0,32 | 2,2 |
4 | 4,0 | 3,20 | 2,50 | 2,00 | 1,60 | 1,25 | 1,00 | 5,0 |
Предельные отклонения других размеров — ±0,5 мм.
Вкладыш и чехол для проволочных эталонов следует изготовлять из гибкого прозрачного пластика.
(Измененная редакция, Изм. N 1).
2.11. Форма и размеры канавочных эталонов чувствительности приведены на черт.2 и в табл.3.
Черт.2. Форма канавочных эталонов чувствительности
Черт.2
Таблица 3
мм
Но- | Глубина канавок | Пред. откл. глубины канавок | , не более | |||||||||||||||
Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | |||||||||
1 | 0,60 | 0,5 | 0,40 | 0,3 | 0,20 | 0,10 | -0,05 | 0,1 | 2,5 | ±0,30; ±0,150 | 0,5 | +0,2; +0,1 | 10 | -0,360 | 2 | -0,100 | 30 | -0,52 |
2 | 1,75 | 1,5 | 1,25 | 1,0 | 0,75 | 0,50 | -0,10 | 0,2 | 4,0 | ±0,40 | 1,5 | +0,3 | 12 | -0,430 | 4 | -0,120 | 45 | -0,62 |
3 | — | — | 3,00 | 2,5 | 2,00 | 1,50 | -0,25 | 0,3 | 6,0 | ±0,40 | 3,0 | +0,3 | 14 | -0,430 | 6 | -0,120 | 60 | -0,74 |
4,00 | 3,5 | — | — | — | — | -0,30 | ||||||||||||

2. 12. Форма и размеры пластинчатых эталонов чувствительности приведены на черт.3 и в табл.4.
12. Форма и размеры пластинчатых эталонов чувствительности приведены на черт.3 и в табл.4.
Черт.3. Форма пластинчатых эталонов чувствительности
Черт.3
Таблица 4
мм
Номер эталона | ||||||||||||||
Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |
1 | 0,1 | -0,01 | 0,2 | +0,01 | 0,1 | +0,01 | 5 | ±0,15 | 5 | ±0,15 | 10 | -0,36 | 25 | -0,52 |
2 | 0,2 | -0,025 | 0,4 | +0,025 | 0,2 | +0,025 | ||||||||
3 | 0,3 | 0,6 | 0,3 | |||||||||||
4 | 0,4 | 0,8 | 0,4 | |||||||||||
5 | 0,5 | 1,0 | 0,5 | |||||||||||
6 | 0,60 | -0,06 | 1,2 | +0,06 | 0,60 | ±0,06 | 6 | 7 | ±0,18 | 12 | -0,43 | 35 | -0,62 | |
7 | 0,75 | 1,5 | 0,75 | |||||||||||
8 | 1,00 | 2,0 | 1,00 | |||||||||||
9 | 1,25 | 2,5 | 1,25 | |||||||||||
10 | 1,5 | -0,1 | 3,0 | +0,10 | 1,5 | +0,1 | 7 | ±0,18 | 9 | 14 | 45 | |||
11 | 2,0 | 4,0 | +0,12 | 2,0 | ||||||||||
12 | 2,5 | 5,0 | +0,12 | 2,5 | ||||||||||
2. 13. Маркировку эталонов чувствительности следует проводить свинцовыми цифрами по ГОСТ 15843 в соответствии с приложением 3. Первая цифра маркировки должна обозначать материал эталона, следующие (одна или две цифры) — номер эталона.
13. Маркировку эталонов чувствительности следует проводить свинцовыми цифрами по ГОСТ 15843 в соответствии с приложением 3. Первая цифра маркировки должна обозначать материал эталона, следующие (одна или две цифры) — номер эталона.
Условные обозначения материала эталона чувствительности: для сплавов на основе железа — 1, алюминия и магния — 2, титана — 3, меди — 4, никеля — 5.
2.14. Для маркировки канавочных эталонов допускается применять вырезы и отверстия или только отверстия, указанные в приложении 3. В этом случае толщина эталона в месте маркировки должна быть равна .
При маркировке эталонов отверстиями длина эталона N 1 составляет 27 мм, N 2 — 38,5 мм, N 3 — 53 мм.
2.15. Для сварных изделий, предназначенных для экспорта, допускается использование других типов эталонов чувствительности, если это предусмотрено условиями экспорта.
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Радиографический контроль следует проводить после устранения обнаруженных при внешнем осмотре сварного соединения наружных дефектов и зачистки его от неровностей, шлака, брызг металла, окалины и других загрязнений, изображения которых на снимке могут помешать расшифровке снимка.
3.2. После зачистки сварного соединения и устранения наружных дефектов должна быть произведена разметка сварного соединения на участки и маркировка (нумерация) участков.
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.3. Систему разметки и маркировки участков устанавливают технической документацией на контроль или приемку сварных соединений.
3.4. При контроле на каждом участке должны быть установлены эталоны чувствительности и маркировочные знаки.
3.5. Эталоны чувствительности следует устанавливать на контролируемом участке со стороны, обращенной к источнику излучения.
3.6. Проволочные эталоны следует устанавливать непосредственно на шов с направлением проволок поперек шва.
3.7. Канавочные эталоны следует устанавливать на расстоянии не менее 5 мм от шва с направлением канавок поперек шва.
3. 8. Пластинчатые эталоны следует устанавливать вдоль шва на расстоянии не менее 5 мм от него или непосредственно на шов с направлением эталона поперек шва так, чтобы изображения маркировочных знаков эталона не накладывались на изображение шва на снимке.
8. Пластинчатые эталоны следует устанавливать вдоль шва на расстоянии не менее 5 мм от него или непосредственно на шов с направлением эталона поперек шва так, чтобы изображения маркировочных знаков эталона не накладывались на изображение шва на снимке.
3.9. При контроле кольцевых швов трубопроводов с диаметром менее 100 мм допускается устанавливать канавочные эталоны на расстоянии не менее 5 мм от шва с направлением канавок вдоль шва.
3.10. При невозможности установки эталонов со стороны источника излучения при контроле сварных соединений цилиндрических, сферических и других пустотелых изделий через две стенки с расшифровкой только прилегающего к пленке участка сварного соединения, а также при панорамном просвечивании допускается устанавливать эталоны чувствительности со стороны кассеты с пленкой.
3.11. (Исключен, Изм. N 1).
3.12. Маркировочные знаки, используемые для ограничения длины контролируемых за одну экспозицию участков сварных соединений, следует устанавливать на границах размеченных участков, а также на границах наплавленного и основного металла при контроле сварных соединений без усиления или со снятым усилением шва.
3.13. Маркировочные знаки, используемые для нумерации контролируемых участков, следует устанавливать на контролируемом участке или непосредственно на кассете с пленкой так, чтобы изображения маркировочных знаков на снимках не накладывались на изображение шва и околошовной зоны по п.5.7.
3.14. При невозможности установки эталонов чувствительности и (или) маркировочных знаков на контролируемом участке сварного соединения в соответствии с требованиями настоящего стандарта порядок проведения контроля без установки эталонов чувствительности и (или) маркировочных знаков должен быть предусмотрен в технической документации на контроль или приемку сварных соединений.
(Измененная редакция, Изм. N 1).
4. СХЕМЫ КОНТРОЛЯ
4.1. Сварные соединения следует контролировать по черт.4 и 5.
4.2. При ограниченной ширине привариваемого элемента допускается проводить контроль тавровых сварных соединений с направлением излучения по образующей этого элемента в соответствии с черт. 6.
6.
4.2а. При контроле кольцевых сварных соединений цилиндрических и сферических пустотелых изделий следует, как правило, использовать схемы просвечивания через одну стенку изделия (схемы черт.5а, б, е, ж, з). При этом рекомендуется использовать схемы просвечивания с расположением источника излучения внутри контролируемого изделия:
— схему черт.5е (панорамное просвечивание) — для контроля изделий диаметром до 2 м независимо от объема контроля и диаметром 2 м и более при 100%-ном контроле;
— схему черт.5ж — при 100%-ном и выборочном контроле, если использование схемы черт.5е невозможно;
— схему черт.5з — при выборочном контроле изделий диаметром 2 м и более;
— схемы черт.5а, б — для изделий с внутренним диаметром 10 м и более, если использование схемы черт.5е невозможно.
(Введен дополнительно, Изм. N 1).
4.3. При контроле через две стенки схема черт. 5в рекомендуется для просвечивания изделий диаметром до 100 мм; схемы черт.5г, д — для просвечивания изделий диаметром более 50 мм.
5в рекомендуется для просвечивания изделий диаметром до 100 мм; схемы черт.5г, д — для просвечивания изделий диаметром более 50 мм.
Черт.4. Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений
Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт.4
Черт.5. Схемы контроля кольцевых (стыковых, нахлесточнхы, угловых и тавровых) сварных соединений
Схемы контроля кольцевых (стыковых, нахлесточных, угловых и тавровых) сварных соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт.5
Черт.6. Контроль тавровых сварных соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт. 6
6
4.4. При контроле стыковых сварных соединений по схемам черт.5а, б, е, ж, з направление излучения должно совпадать с плоскостью контролируемого сварного соединения. При контроле по этим схемам угловых сварных швов вварки труб, штуцеров и т.п. угол между направлением излучения и плоскостью сварного соединения не должен превышать 45°.
4.5. При контроле сварных соединений по схемам черт.5в, г, д направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного шва на снимке не накладывались друг на друга.
При этом угол между направлением излучения и плоскостью сварного шва должен быть минимальным и в любом случае не превышать 45°.
4.3-4.5 (Измененная редакция, Изм. N 1).
4.6. (Исключен, Изм. N 1).
4.7. Кроме контроля по схемам, приведенным на черт.4-6, в зависимости от конструктивных особенностей сварных соединений и предъявляемых к ним требований могут использоваться другие схемы и направления излучения.
Эти схемы и направления излучения должны быть предусмотрены технической документацией на контроль и приемку сварных соединений.
4.8. Для уменьшения разности оптических плотностей различных участков снимка при контроле сварных соединений с большим перепадом толщин, а также в случае, когда контролируемое сварное соединение не обеспечивает защиту радиографической пленки от воздействия прямого излучения (например при контроле торцевых швов вварки труб в трубные решетки, при контроле наплавки кромок под сварку и т.п.), контроль следует проводить с использованием приставок-компенсаторов.
Допускается использовать компенсаторы из любого материала, обеспечивающего требуемое ослабление излучения.
4.9. При выборе схемы и направления излучения следует учитывать:
— расстояние от контролируемого сварного соединения до радиографической пленки должно быть минимальным и в любом случае не превышать 150 мм;
— угол между направлением излучения и нормалью к радиографической пленке в пределах контролируемого за одну экспозицию участка сварного соединения должен быть минимальным и в любом случае не превышать 45°.
4.7-4.9. (Измененная редакция, Изм. N 1).
5. ВЫБОР ПАРАМЕТРОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ
5.1. Расстояние от источника излучения до ближайшей к источнику поверхности контролируемого участка сварного соединения (при просвечивании сварных соединений цилиндрических и сферических пустотелых изделий через две стенки — до близлежащей к источнику поверхности контролируемого сварного соединения) и размеры или количество контролируемых за одну экспозицию участков для всех схем просвечивания (за исключением схемы черт.5е) следует выбирать такими, чтобы при просвечивании выполнялись следующие требования:
— геометрическая нерезкость изображений дефектов на снимках при расположении пленки вплотную к контролируемому сварному соединению не должна превышать половины требуемой чувствительности контроля при чувствительности до 2 мм и 1 мм — при чувствительности более 2 мм;
— относительное увеличение размеров изображений дефектов, расположенных со стороны источника излучения (по отношению к дефектам, расположенным со стороны пленки), не должно превышать 1,25;
— угол между направлением излучения и нормалью к пленке в пределах контролируемого за одну экспозицию участка сварного соединения не должен превышать 45°;
— уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по отношению к оптической плотности в месте установки проволочного эталона чувствительности или по отношению к оптической плотности изображения канавочного или пластинчатого эталона чувствительности не должно превышать 1,0.
5.2. Формулы для определения минимальных допустимых расстояний от источника излучения до контролируемого сварного соединения, а также максимальных размеров и минимального количества контролируемых за одну экспозицию участков при контроле по схемам черт.4-6, приведены в приложении 4.
5.1, 5.2 (Измененная редакция, Изм. N 1).
5.3. При контроле сварных соединений по черт.5з (панорамное просвечивание) отношение внутреннего диаметра к внешнему диаметру контролируемого соединения не должно быть менее 0,8, а максимальный размер фокусного пятна источника излучения не должен быть более , где — чувствительность контроля.
5.4. В случаях, когда размеры дефектов не определяются (например дефекты не допускаются независимо от их размеров), приведенное в п.5.3 соотношение между внутренним и внешним диаметрами контролируемого соединения может не соблюдаться.
5. 5. При отсутствии источника излучения, удовлетворяющего требованию п.5.3, допускается при контроле по черт.5з использовать источники излучения с максимальным размером фокусного пятна, удовлетворяющим соотношению
5. При отсутствии источника излучения, удовлетворяющего требованию п.5.3, допускается при контроле по черт.5з использовать источники излучения с максимальным размером фокусного пятна, удовлетворяющим соотношению
.
В этом случае эталон чувствительности должен устанавливаться на сварном соединении или имитаторе сварного соединения, используемом при определении чувствительности, только со стороны источника излучения.
5.6. Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка до 100 мм не менее 0,2 длины участка, при длине контролируемого участка св. 100 мм — не менее 20 мм.
5.7. Ширина снимков должна обеспечивать получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовных зон шириной:
— для стыковых и нахлесточных соединений:
не менее 5 мм — при толщине свариваемых кромок до 5 мм;
не менее толщины свариваемых кромок — при толщине свариваемых кромок св. 5 до 20 мм;
5 до 20 мм;
не менее 20 мм — при толщине свариваемых кромок св. 20 мм;
— для тавровых и угловых соединений — устанавливается технической документацией на контроль или приемку этих соединений.
6. РАСШИФРОВКА СНИМКОВ
6.1. Просмотр и расшифровку снимков следует проводить после их полного высыхания в затемненном помещении с применением специальных осветителей-негатоскопов.
Следует использовать негатоскопы с регулируемыми яркостью и размерами освещенного поля. Максимальная яркость освещенного поля должна составлять не менее 10 кд/м, где — оптическая плотность снимка. Размеры освещенного поля должны регулироваться при помощи подвижных шторок или экранов-масок в таких пределах, чтобы освещенное поле полностью перекрывалось снимком.
(Измененная редакция, Изм. N 1).
6.2. Снимки, допущенные к расшифровке, должны удовлетворять требованиям:
— на снимках не должно быть пятен, полос, загрязнений и повреждений эмульсионного слоя, затрудняющих их расшифровку;
— на снимках должны быть видны изображения ограничительных меток, маркировочных знаков и эталонов чувствительности;
— оптическая плотность изображений контролируемого участка шва, околошовной зоны и эталона чувствительности должна быть не менее 1,5;
— уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать 1,0.
6.3. Чувствительность контроля (наименьший диаметр выявляемой на снимке проволоки проволочного эталона, наименьшая глубина выявляемой на снимке канавки канавочного эталона, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона), не должна превышать значений, приведенных в табл.6*.
Таблица 6*
_______________
* Нумерация соответствует оригиналу. — Примечание изготовителя базы данных.
мм
Радиационная толщина (в месте установки эталона чувствительности) | Класс чувствительности | |||||||
1 | 2 | 3 | ||||||
До | 5 | 0,10 | 0,10 | 0,20 | ||||
Св. | 5 | до | 9 | включ. | 0,20 | 0,20 | 0,30 | |
« | 9 | « | 12 | « | 0,20 | 0,30 | 0,40 | |
« | 12 | « | 20 | « | 0,30 | 0,40 | 0,50 | |
« | 20 | « | 30 | « | 0,40 | 0,50 | 0,60 | |
« | 30 | « | 40 | « | 0,50 | 0,60 | 0,75 | |
« | 40 | « | 50 | « | 0,60 | 0,75 | 1,00 | |
« | 50 | « | 70 | « | 0,75 | 1,00 | 1,25 | |
« | 70 | « | 100 | « | 1,00 | 1,25 | 1,50 | |
« | 100 | « | 140 | « | 1,25 | 1,50 | 2,00 | |
« | 140 | « | 200 | « | 1,50 | 2,00 | 2,50 | |
« | 200 | « | 300 | « | 2,00 | 2,50 | — | |
« | 300 | « | 400 | « | 2,50 | — | — | |
Примечание. При использовании проволочных эталонов чувствительности значения 0,30; 0,60; 0,75 и 1,50 мм заменяются значениями 0,32; 0,63; 0,80 и 1,60 мм.
(Измененная редакция, Изм. N 1).
Конкретные значения чувствительности должны устанавливаться технической документацией (требованиями чертежей, техническими условиями, правилами контроля и приемки) на контролируемые изделия.
Для атомных энергетических установок требования к чувствительности устанавливаются соответствующими нормативными документами.
6.4. В соответствии с требованиями технической документации на контролируемые изделия допускается определять чувствительность () в процентах по формуле
,
где — чувствительность, мм;
— толщина просвечиваемого металла, мм.
6.5. Расшифровка и оценка качества сварных соединений по снимкам, не имеющим изображений эталонов чувствительности, допускается:
— при панорамном просвечивании кольцевых сварных соединений при одновременном экспонировании более четырех пленок. В этих случаях, независимо от общего числа снимков, допускается устанавливать по одному эталону чувствительности на каждую четверть длины окружности сварного соединения;
— при невозможности применения эталонов чувствительности.
В этих случаях чувствительность определяется на имитаторах сварного соединения при обработке режимов контроля.
6.6. При расшифровке снимков определяют размеры изображений трещин, непроваров, пор и включений, а также, при необходимости, оценивают величину вогнутости и выпуклости корня шва (в случаях, когда корень шва недоступен для внешнего осмотра).
Перечень подлежащих определению размеров и методика оценки величины вогнутости и выпуклости корня шва должны быть приведены в технической документации на контроль и приемку сварных соединений.
6.7. При документальном оформлении результатов расшифровки снимков определенные по снимкам размеры следует округлить до ближайших значений из ряда 0,2; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0 мм или ближайших целых значений в миллиметрах, если определенный по снимку размер превышает 3,0 мм.
6.8. Если при контроле пленка располагается на расстоянии от обращенной к пленке поверхности контролируемого сварного соединения и выполняется соотношение
,
определенные по снимку размеры перед их округлением рекомендуется умножать на коэффициент
,
где
ГОСТ 7512-82
ГОСТ 7512-82
Группа В09
Контроль неразрушающий
МКС 25.160.40
Дата введения 1984-01-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.12.82 N 4923
2. ВЗАМЕН ГОСТ 7512-75
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
4. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
5. ИЗДАНИЕ (октябрь 2005 г.) с Изменением N 1, утвержденным в марте 1988 г. (ИУС 6-88)
Переиздание (по остоянию на апрель 2008 г.)
Настоящий стандарт устанавливает метод радиографического контроля сварных соединений из металлов и их сплавов, выполненных сваркой плавлением, с толщиной свариваемых элементов от 1 до 400 мм, с применением рентгеновского, гамма- и тормозного излучений и радиографической пленки.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, шлаковых, вольфрамовых, окисных и других включений.
1.2. Радиографический контроль применяют также для выявления прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва, недопустимых для внешнего осмотра.
1.3. При радиографическом контроле не выявляют:
— любые несплошности и включения с размером в направлении просвечивания менее удвоенной чувствительности контроля;
— непровары и трещины, плоскость раскрытия которых не совпадает с направлением просвечивания и (или) величина раскрытия менее значений, приведенных в табл.1;
— любые несплошности и включения, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов трещин просвечиваемого металла.
1.1-1.3. (Измененная редакция, Изм. N 1).
Таблица 1
мм
Радиационная толщина (по ГОСТ 24034) | Раскрытие непровара (трещины) | ||||
До | 40 | 0,1 | |||
Св. | 40 | « | 100 | включ. | 0,2 |
« | 100 | « | 150 | « | 0,3 |
« | 150 | « | 200 | « | 0,4 |
« | 200 | 0,5 | |||
1.4. Радиографическому контролю подвергают сварные соединения с отношением радиационной толщины наплавленного металла шва к общей радиационной толщине не менее 0,2, имеющие двусторонний доступ, обеспечивающий возможность установки кассеты с радиографической пленкой и источника излучения в соответствии с требованиями настоящего стандарта.
(Введен дополнительно, Изм. N 1).
2. ТРЕБОВАНИЯ К ПРИНАДЛЕЖНОСТЯМ ДЛЯ КОНТРОЛЯ
2.1. При радиографическом контроле следует использовать маркировочные знаки, изготовленные из материала, обеспечивающего получение их четких изображений на радиографических снимках.
Следует использовать маркировочные знаки размеров, установленных ГОСТ 15843.
2.2. При радиографическом контроле следует использовать радиографические пленки, соответствующие требованиям технических условий на них.
Тип радиографической пленки должен устанавливаться технической документацией на контроль или приемку сварных соединений.
2.3. При радиографическом контроле следует использовать источники излучения, предусмотренные ГОСТ 20426.
Тип радиоактивного источника, напряжение на рентгеновской трубке и энергия ускоренных электронов должны устанавливаться в зависимости от толщины просвечиваемого материала технической документацией на контроль или приемку сварных соединений.
2.4. В качестве усиливающих экранов при радиографическом контроле должны использоваться металлические и флуоресцирующие экраны.
Тип усиливающего экрана должен устанавливаться технической документацией на контроль или приемку сварных соединений.
Толщина металлических усиливающих экранов и способы зарядки пленки в кассеты с использованием экранов приведены в приложении 1.
2.5. Экраны должны иметь чистую гладкую поверхность. Наличие на экранах складок, царапин, трещин, надрывов и прочих дефектов не допускается.
2.6. Кассеты для зарядки пленки должны быть светонепроницаемыми и обеспечивать плотный прижим усиливающих экранов к пленке.
2.7. Для защиты пленки от рассеянного излучения рекомендуется экранировать кассету с пленкой со стороны, противоположной источнику излучения, свинцовыми экранами.
Толщина защитных экранов приведена в приложении 2.
2.8. Для определения чувствительности контроля следует применять проволочные, канавочные или пластинчатые эталоны чувствительности.
2.9. Эталоны чувствительности следует изготовлять из металла или сплава, основа которого по химическому составу аналогична основе контролируемого сварного соединения.
2.10. Форма и размеры проволочных эталонов чувствительности приведены на черт.1 и в табл.2. Длина проволок в эталонах — (20±0,5) мм. Предельные отклонения для диаметров проволок:
до 0,2 мм | ±0,01 мм |
св. 0,2 » 1,6 мм | ±0,03 мм |
» 1,6 » 4,0 мм | ±0,04 мм. |
Черт.1. Форма проволочных эталонов чувствительности
1 — вкладыш; 2 — чехол
Черт.1
Таблица 2
мм
Номер эталона | ||||||||
1 | 0,2 | 0,16 | 0,125 | 0,10 | 0,08 | 0,063 | 0,05 | 1,2 |
2 | 0,4 | 0,32 | 0,25 | 0,20 | 0,16 | 0,125 | 0,10 | 1,4 |
3 | 1,25 | 1,00 | 0,80 | 0,63 | 0,50 | 0,40 | 0,32 | 2,2 |
4 | 4,0 | 3,20 | 2,50 | 2,00 | 1,60 | 1,25 | 1,00 | 5,0 |
Предельные отклонения других размеров — ±0,5 мм.
Вкладыш и чехол для проволочных эталонов следует изготовлять из гибкого прозрачного пластика.
(Измененная редакция, Изм. N 1).
2.11. Форма и размеры канавочных эталонов чувствительности приведены на черт.2 и в табл.3.
Черт.2. Форма канавочных эталонов чувствительности
Черт.2
Таблица 3
мм
Но- | Глубина канавок | Пред. откл. глубины канавок | , не более | |||||||||||||||
Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | |||||||||
1 | 0,60 | 0,5 | 0,40 | 0,3 | 0,20 | 0,10 | -0,05 | 0,1 | 2,5 | ±0,30; ±0,150 | 0,5 | +0,2; +0,1 | 10 | -0,360 | 2 | -0,100 | 30 | -0,52 |
2 | 1,75 | 1,5 | 1,25 | 1,0 | 0,75 | 0,50 | -0,10 | 0,2 | 4,0 | ±0,40 | 1,5 | +0,3 | 12 | -0,430 | 4 | -0,120 | 45 | -0,62 |
3 | — | — | 3,00 | 2,5 | 2,00 | 1,50 | -0,25 | 0,3 | 6,0 | ±0,40 | 3,0 | +0,3 | 14 | -0,430 | 6 | -0,120 | 60 | -0,74 |
4,00 | 3,5 | — | — | — | — | -0,30 | ||||||||||||
2.12. Форма и размеры пластинчатых эталонов чувствительности приведены на черт.3 и в табл.4.
Черт.3. Форма пластинчатых эталонов чувствительности
Черт.3
Таблица 4
мм
Номер эталона | ||||||||||||||
Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |
1 | 0,1 | -0,01 | 0,2 | +0,01 | 0,1 | +0,01 | 5 | ±0,15 | 5 | ±0,15 | 10 | -0,36 | 25 | -0,52 |
2 | 0,2 | -0,025 | 0,4 | +0,025 | 0,2 | +0,025 | ||||||||
3 | 0,3 | 0,6 | 0,3 | |||||||||||
4 | 0,4 | 0,8 | 0,4 | |||||||||||
5 | 0,5 | 1,0 | 0,5 | |||||||||||
6 | 0,60 | -0,06 | 1,2 | +0,06 | 0,60 | ±0,06 | 6 | 7 | ±0,18 | 12 | -0,43 | 35 | -0,62 | |
7 | 0,75 | 1,5 | 0,75 | |||||||||||
8 | 1,00 | 2,0 | 1,00 | |||||||||||
9 | 1,25 | 2,5 | 1,25 | |||||||||||
10 | 1,5 | -0,1 | 3,0 | +0,10 | 1,5 | +0,1 | 7 | ±0,18 | 9 | 14 | 45 | |||
11 | 2,0 | 4,0 | +0,12 | 2,0 | ||||||||||
12 | 2,5 | 5,0 | +0,12 | 2,5 | ||||||||||
2.13. Маркировку эталонов чувствительности следует проводить свинцовыми цифрами по ГОСТ 15843 в соответствии с приложением 3. Первая цифра маркировки должна обозначать материал эталона, следующие (одна или две цифры) — номер эталона.
Условные обозначения материала эталона чувствительности: для сплавов на основе железа — 1, алюминия и магния — 2, титана — 3, меди — 4, никеля — 5.
2.14. Для маркировки канавочных эталонов допускается применять вырезы и отверстия или только отверстия, указанные в приложении 3. В этом случае толщина эталона в месте маркировки должна быть равна .
При маркировке эталонов отверстиями длина эталона N 1 составляет 27 мм, N 2 — 38,5 мм, N 3 — 53 мм.
2.15. Для сварных изделий, предназначенных для экспорта, допускается использование других типов эталонов чувствительности, если это предусмотрено условиями экспорта.
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Радиографический контроль следует проводить после устранения обнаруженных при внешнем осмотре сварного соединения наружных дефектов и зачистки его от неровностей, шлака, брызг металла, окалины и других загрязнений, изображения которых на снимке могут помешать расшифровке снимка.
3.2. После зачистки сварного соединения и устранения наружных дефектов должна быть произведена разметка сварного соединения на участки и маркировка (нумерация) участков.
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.3. Систему разметки и маркировки участков устанавливают технической документацией на контроль или приемку сварных соединений.
3.4. При контроле на каждом участке должны быть установлены эталоны чувствительности и маркировочные знаки.
3.5. Эталоны чувствительности следует устанавливать на контролируемом участке со стороны, обращенной к источнику излучения.
3.6. Проволочные эталоны следует устанавливать непосредственно на шов с направлением проволок поперек шва.
3.7. Канавочные эталоны следует устанавливать на расстоянии не менее 5 мм от шва с направлением канавок поперек шва.
3.8. Пластинчатые эталоны следует устанавливать вдоль шва на расстоянии не менее 5 мм от него или непосредственно на шов с направлением эталона поперек шва так, чтобы изображения маркировочных знаков эталона не накладывались на изображение шва на снимке.
3.9. При контроле кольцевых швов трубопроводов с диаметром менее 100 мм допускается устанавливать канавочные эталоны на расстоянии не менее 5 мм от шва с направлением канавок вдоль шва.
3.10. При невозможности установки эталонов со стороны источника излучения при контроле сварных соединений цилиндрических, сферических и других пустотелых изделий через две стенки с расшифровкой только прилегающего к пленке участка сварного соединения, а также при панорамном просвечивании допускается устанавливать эталоны чувствительности со стороны кассеты с пленкой.
3.11. (Исключен, Изм. N 1).
3.12. Маркировочные знаки, используемые для ограничения длины контролируемых за одну экспозицию участков сварных соединений, следует устанавливать на границах размеченных участков, а также на границах наплавленного и основного металла при контроле сварных соединений без усиления или со снятым усилением шва.
3.13. Маркировочные знаки, используемые для нумерации контролируемых участков, следует устанавливать на контролируемом участке или непосредственно на кассете с пленкой так, чтобы изображения маркировочных знаков на снимках не накладывались на изображение шва и околошовной зоны по п.5.7.
3.14. При невозможности установки эталонов чувствительности и (или) маркировочных знаков на контролируемом участке сварного соединения в соответствии с требованиями настоящего стандарта порядок проведения контроля без установки эталонов чувствительности и (или) маркировочных знаков должен быть предусмотрен в технической документации на контроль или приемку сварных соединений.
(Измененная редакция, Изм. N 1).
4. СХЕМЫ КОНТРОЛЯ
4.1. Сварные соединения следует контролировать по черт.4 и 5.
4.2. При ограниченной ширине привариваемого элемента допускается проводить контроль тавровых сварных соединений с направлением излучения по образующей этого элемента в соответствии с черт.6.
4.2а. При контроле кольцевых сварных соединений цилиндрических и сферических пустотелых изделий следует, как правило, использовать схемы просвечивания через одну стенку изделия (схемы черт.5а, б, е, ж, з). При этом рекомендуется использовать схемы просвечивания с расположением источника излучения внутри контролируемого изделия:
— схему черт.5е (панорамное просвечивание) — для контроля изделий диаметром до 2 м независимо от объема контроля и диаметром 2 м и более при 100%-ном контроле;
— схему черт.5ж — при 100%-ном и выборочном контроле, если использование схемы черт.5е невозможно;
— схему черт.5з — при выборочном контроле изделий диаметром 2 м и более;
— схемы черт.5а, б — для изделий с внутренним диаметром 10 м и более, если использование схемы черт.5е невозможно.
(Введен дополнительно, Изм. N 1).
4.3. При контроле через две стенки схема черт.5в рекомендуется для просвечивания изделий диаметром до 100 мм; схемы черт.5г, д — для просвечивания изделий диаметром более 50 мм.
Черт.4. Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений
Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт.4
Черт.5. Схемы контроля кольцевых (стыковых, нахлесточнхы, угловых и тавровых) сварных соединений
Схемы контроля кольцевых (стыковых, нахлесточных, угловых и тавровых) сварных соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт.5
Черт.6. Контроль тавровых сварных соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт.6
4.4. При контроле стыковых сварных соединений по схемам черт.5а, б, е, ж, з направление излучения должно совпадать с плоскостью контролируемого сварного соединения. При контроле по этим схемам угловых сварных швов вварки труб, штуцеров и т.п. угол между направлением излучения и плоскостью сварного соединения не должен превышать 45°.
4.5. При контроле сварных соединений по схемам черт.5в, г, д направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного шва на снимке не накладывались друг на друга.
При этом угол между направлением излучения и плоскостью сварного шва должен быть минимальным и в любом случае не превышать 45°.
4.3-4.5 (Измененная редакция, Изм. N 1).
4.6. (Исключен, Изм. N 1).
4.7. Кроме контроля по схемам, приведенным на черт.4-6, в зависимости от конструктивных особенностей сварных соединений и предъявляемых к ним требований могут использоваться другие схемы и направления излучения.
Эти схемы и направления излучения должны быть предусмотрены технической документацией на контроль и приемку сварных соединений.
4.8. Для уменьшения разности оптических плотностей различных участков снимка при контроле сварных соединений с большим перепадом толщин, а также в случае, когда контролируемое сварное соединение не обеспечивает защиту радиографической пленки от воздействия прямого излучения (например при контроле торцевых швов вварки труб в трубные решетки, при контроле наплавки кромок под сварку и т.п.), контроль следует проводить с использованием приставок-компенсаторов.
Допускается использовать компенсаторы из любого материала, обеспечивающего требуемое ослабление излучения.
4.9. При выборе схемы и направления излучения следует учитывать:
— расстояние от контролируемого сварного соединения до радиографической пленки должно быть минимальным и в любом случае не превышать 150 мм;
— угол между направлением излучения и нормалью к радиографической пленке в пределах контролируемого за одну экспозицию участка сварного соединения должен быть минимальным и в любом случае не превышать 45°.
4.7-4.9. (Измененная редакция, Изм. N 1).
5. ВЫБОР ПАРАМЕТРОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ
5.1. Расстояние от источника излучения до ближайшей к источнику поверхности контролируемого участка сварного соединения (при просвечивании сварных соединений цилиндрических и сферических пустотелых изделий через две стенки — до близлежащей к источнику поверхности контролируемого сварного соединения) и размеры или количество контролируемых за одну экспозицию участков для всех схем просвечивания (за исключением схемы черт.5е) следует выбирать такими, чтобы при просвечивании выполнялись следующие требования:
— геометрическая нерезкость изображений дефектов на снимках при расположении пленки вплотную к контролируемому сварному соединению не должна превышать половины требуемой чувствительности контроля при чувствительности до 2 мм и 1 мм — при чувствительности более 2 мм;
— относительное увеличение размеров изображений дефектов, расположенных со стороны источника излучения (по отношению к дефектам, расположенным со стороны пленки), не должно превышать 1,25;
— угол между направлением излучения и нормалью к пленке в пределах контролируемого за одну экспозицию участка сварного соединения не должен превышать 45°;
— уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по отношению к оптической плотности в месте установки проволочного эталона чувствительности или по отношению к оптической плотности изображения канавочного или пластинчатого эталона чувствительности не должно превышать 1,0.
5.2. Формулы для определения минимальных допустимых расстояний от источника излучения до контролируемого сварного соединения, а также максимальных размеров и минимального количества контролируемых за одну экспозицию участков при контроле по схемам черт.4-6, приведены в приложении 4.
5.1, 5.2 (Измененная редакция, Изм. N 1).
5.3. При контроле сварных соединений по черт.5з (панорамное просвечивание) отношение внутреннего диаметра к внешнему диаметру контролируемого соединения не должно быть менее 0,8, а максимальный размер фокусного пятна источника излучения не должен быть более , где — чувствительность контроля.
5.4. В случаях, когда размеры дефектов не определяются (например дефекты не допускаются независимо от их размеров), приведенное в п.5.3 соотношение между внутренним и внешним диаметрами контролируемого соединения может не соблюдаться.
5.5. При отсутствии источника излучения, удовлетворяющего требованию п.5.3, допускается при контроле по черт.5з использовать источники излучения с максимальным размером фокусного пятна, удовлетворяющим соотношению
.
В этом случае эталон чувствительности должен устанавливаться на сварном соединении или имитаторе сварного соединения, используемом при определении чувствительности, только со стороны источника излучения.
5.6. Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка до 100 мм не менее 0,2 длины участка, при длине контролируемого участка св. 100 мм — не менее 20 мм.
5.7. Ширина снимков должна обеспечивать получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовных зон шириной:
— для стыковых и нахлесточных соединений:
не менее 5 мм — при толщине свариваемых кромок до 5 мм;
не менее толщины свариваемых кромок — при толщине свариваемых кромок св. 5 до 20 мм;
не менее 20 мм — при толщине свариваемых кромок св. 20 мм;
— для тавровых и угловых соединений — устанавливается технической документацией на контроль или приемку этих соединений.
6. РАСШИФРОВКА СНИМКОВ
6.1. Просмотр и расшифровку снимков следует проводить после их полного высыхания в затемненном помещении с применением специальных осветителей-негатоскопов.
Следует использовать негатоскопы с регулируемыми яркостью и размерами освещенного поля. Максимальная яркость освещенного поля должна составлять не менее 10 кд/м, где — оптическая плотность снимка. Размеры освещенного поля должны регулироваться при помощи подвижных шторок или экранов-масок в таких пределах, чтобы освещенное поле полностью перекрывалось снимком.
(Измененная редакция, Изм. N 1).
6.2. Снимки, допущенные к расшифровке, должны удовлетворять требованиям:
— на снимках не должно быть пятен, полос, загрязнений и повреждений эмульсионного слоя, затрудняющих их расшифровку;
— на снимках должны быть видны изображения ограничительных меток, маркировочных знаков и эталонов чувствительности;
— оптическая плотность изображений контролируемого участка шва, околошовной зоны и эталона чувствительности должна быть не менее 1,5;
— уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать 1,0.
6.3. Чувствительность контроля (наименьший диаметр выявляемой на снимке проволоки проволочного эталона, наименьшая глубина выявляемой на снимке канавки канавочного эталона, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона), не должна превышать значений, приведенных в табл.6*.
Таблица 6*
_______________
* Нумерация соответствует оригиналу. — Примечание изготовителя базы данных.
мм
Радиационная толщина (в месте установки эталона чувствительности) | Класс чувствительности | |||||||
1 | 2 | 3 | ||||||
До | 5 | 0,10 | 0,10 | 0,20 | ||||
Св. | 5 | до | 9 | включ. | 0,20 | 0,20 | 0,30 | |
« | 9 | « | 12 | « | 0,20 | 0,30 | 0,40 | |
« | 12 | « | 20 | « | 0,30 | 0,40 | 0,50 | |
« | 20 | « | 30 | « | 0,40 | 0,50 | 0,60 | |
« | 30 | « | 40 | « | 0,50 | 0,60 | 0,75 | |
« | 40 | « | 50 | « | 0,60 | 0,75 | 1,00 | |
« | 50 | « | 70 | « | 0,75 | 1,00 | 1,25 | |
« | 70 | « | 100 | « | 1,00 | 1,25 | 1,50 | |
« | 100 | « | 140 | « | 1,25 | 1,50 | 2,00 | |
« | 140 | « | 200 | « | 1,50 | 2,00 | 2,50 | |
« | 200 | « | 300 | « | 2,00 | 2,50 | — | |
« | 300 | « | 400 | « | 2,50 | — | — | |
Примечание. При использовании проволочных эталонов чувствительности значения 0,30; 0,60; 0,75 и 1,50 мм заменяются значениями 0,32; 0,63; 0,80 и 1,60 мм.
(Измененная редакция, Изм. N 1).
Конкретные значения чувствительности должны устанавливаться технической документацией (требованиями чертежей, техническими условиями, правилами контроля и приемки) на контролируемые изделия.
Для атомных энергетических установок требования к чувствительности устанавливаются соответствующими нормативными документами.
6.4. В соответствии с требованиями технической документации на контролируемые изделия допускается определять чувствительность () в процентах по формуле
,
где — чувствительность, мм;
— толщина просвечиваемого металла, мм.
6.5. Расшифровка и оценка качества сварных соединений по снимкам, не имеющим изображений эталонов чувствительности, допускается:
— при панорамном просвечивании кольцевых сварных соединений при одновременном экспонировании более четырех пленок. В этих случаях, независимо от общего числа снимков, допускается устанавливать по одному эталону чувствительности на каждую четверть длины окружности сварного соединения;
— при невозможности применения эталонов чувствительности.
В этих случаях чувствительность определяется на имитаторах сварного соединения при обработке режимов контроля.
6.6. При расшифровке снимков определяют размеры изображений трещин, непроваров, пор и включений, а также, при необходимости, оценивают величину вогнутости и выпуклости корня шва (в случаях, когда корень шва недоступен для внешнего осмотра).
Перечень подлежащих определению размеров и методика оценки величины вогнутости и выпуклости корня шва должны быть приведены в технической документации на контроль и приемку сварных соединений.
6.7. При документальном оформлении результатов расшифровки снимков определенные по снимкам размеры следует округлить до ближайших значений из ряда 0,2; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0 мм или ближайших целых значений в миллиметрах, если определенный по снимку размер превышает 3,0 мм.
6.8. Если при контроле пленка располагается на расстоянии от обращенной к пленке поверхности контролируемого сварного соединения и выполняется соотношение
,
определенные по снимку размеры перед их округлением рекомендуется умножать на коэффициент
,
где — рас
2 Контроль сварных соединений рентгеновскими и гамма-лучами
Метод контроля сварных соединений рентгеновскими и гамма-лучами основан на различной проницаемости для коротковолновых электромагнитных колебаний сплошного металла и различных находящихся в нем неоднородностей, заполненных шлаками, окислами и газами. Поглощение коротковолновых лучей металлом значительно сильнее поглощения их неметаллическими включениями. При рентгеновском контроле применяются специальные мощные рентгеновские аппараты (рисунок 28) для просвечивания металлов: стационарные — для испытаний в лабораторных условиях и передвижные — для испытаний непосредственно в заводских условиях.
1-рентгеновский аппарат; 2-пульт управления; 3-рентгеновская трубка; 4-маслянный насос.
Рисунок 28 – Передвижной рентгеновский аппарат
При рентгеновском контроле можно наблюдать дефекты визуально на флюоресцирующем экране или фотографировать их, получая так называемую рентгенограмму. Визуальный метод обнаружения дефектов на экране для сварных швов не применяется, дефекты в большинстве настолько мелки, что на экране не выявляются.
Для получения рентгенограммы пучок рентгеновских лучей направляется на испытуемый сварной шов (рисунок 29). С обратной стороны закладывают специальную рентгеновскую фотопленку с двусторонней чувствительной эмульсией. Пленку закладывают в светонепроницаемую кассету или пакет из плотной черной бумаги. Для сокращения экспозиции пленку закладывают между флуоресцирующими экранами и защищают снизу свинцовым экраном от вторичных излучений, снижающих четкость снимка. Время экспозиции зависит от толщины металла, сорта фотопленки и расстояния трубки от металла; оно определяется по таблицам или, что удобнее, по специальным диаграммам и колеблется обычно от нескольких минут до получаса. По окончании экспозиции фотопленку обрабатывают, проявляют и фиксируют обычными методами.
1- рентгеновская трубка; 2-фотоплёнка; 3- экран; 4- кассета
Рисунок 29 – Схема получения рентгеновского снимка
Рентгенограмма представляет собой негативное, теневое изображение сварного шва с прилегающим основным металлом. Всякого рода включения, меньше поглощающие рентгеновские лучи, дают на рентгенограмме местные более интенсивные почернения по сравнению с окружающим сплошным металлом. Хороший рентгеновский снимок выявляет дефекты величиной от нескольких десятых долей миллиметра, причем для выявления дефекта имеет значение главным образом размер его в направлении рентгеновского луча.
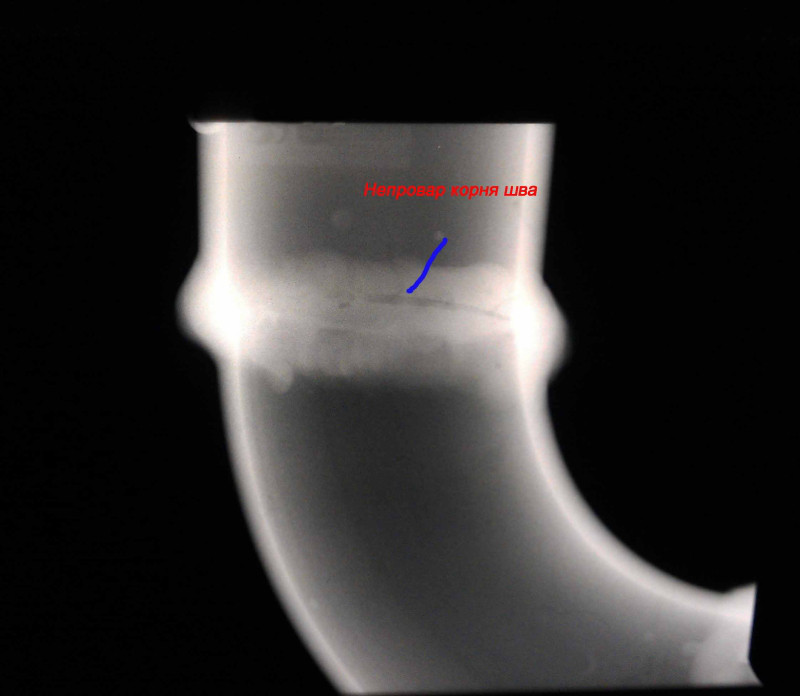
Непровары выявляются на снимке в виде довольно резкой прямой черной линии, трещина дает обычно извилистую линию; выявляются также поры и шлаковые включения. Рассматривать нужно всегда подлинную рентгенограмму или отпечаток с нее на фотопленке, так как отпечаток на бумаге не передает многих тонких подробностей рентгенограммы и не может служить для надежной оценки сварного шва (рисунок 30). Полученную рентгенограмму сравнивают с типовыми рентгенограммами для данного изделия.
Рисунок 30 – Рентгенограмма сварного шва
По характеру рентгенограмм сварные швы обычно разделяют на три группы: плохие (бракуют), удовлетворительные (могут быть приняты) и хорошие (подлежат безусловной приемке). Совершенно не допускаются трещины, поэтому при наличии трещин, хотя бы мелких, шов относят к группе плохих. В минимальных размерах, определяемых условиями приемки, допускаются частичные непровары. Шлаковые включения и поры в ограниченных пределах, определяемых условиями приемки, считаются допустимыми.
Рентгеновский контроль ввиду расхода фотоматериалов и довольно значительного времени экспозиции снимка обходится сравнительно дорого, поэтому обычно просвечивают не все швы на всем протяжении, а лишь отдельные их участки. Выбор мест для съемки рентгенограмм и общая протяженность участков шва, подлежащих рентгенографированию, определяется условиями приемки. Обычно проверяют 10—15% общей длины швов. Минимальная величина дефекта в направлении рентгеновского луча, выявляемого рентгенограммой, составляет около 2% толщины просвечиваемого металла.
Рентгеновский аппарат требует наличия переменного тока и, кроме того, довольно громоздок; в ряде случаев, например в полевых условиях, применение рентгеновского контроля затруднительно. Поэтому представляет большой интерес контроль сварных швов гамма-лучами радиоактивных веществ. Гамма-лучи, испускаемые некоторыми радиоактивными веществами, являются электромагнитным излучением, по своей природе близким к рентгеновским лучам. Гамма-лучи имеют малую длину волны, обладают большой жесткостью и при просвечивании меньше поглощаются металлом, чем рентгеновские лучи от обычных аппаратов.
Источниками получения гамма-лучей служили препараты радия и различные радиоактивные вещества. Сейчас все это заменили дешевые искусственные радиоактивные изотопы.
Радиоактивный препарат помещают в ампулу — запаянную стеклянную трубочку диаметром около 3 мм. Препарат упаковывают в ампулу, по возможности плотно, а для получения более четкого фотоснимка источнику излучения придается точечный характер. Для защиты от повреждений стеклянную ампулу помещают в латунную гильзу. Латунная гильза хранится в толстостенном свинцовом контейнере весом около 20 кг, заключенном в металлический футляр с ручкой для переноски. При работе гильзу с ампулой вынимают из контейнера щипцами длиной не менее 1,5 м.
Наша промышленность дешево и в значительных количествах изготовляет искусственные радиоактивные препараты, пригодные для технического применения, в том числе для просвечивания металлов. Примером таких препаратов может служить радиоактивный изотоп кобальта Со60, имеющий атомный вес 60.
Радиографический контроль сварных соединений
Темы : Контроль качества сварки, Сварные соединения.
С учетом факторов, влияющих нa чувствительность контроля, изложенных на страницe Радиографический контроль кратко рассмотрим его операции нa примере радиографического контроля сварных соединений.
Радиографический контроль сварных соединений имеет такую последовательность выполнения основныx операций:
- выбор источника излучения,
- выбор радиографической пленки + опредeление оптимальных режимов просвечивания;
- просвечивание объeкта;
- проведение фотообработки снимков и иx расшифровки;
- офоpмление результатов контроля.
Выбор источника излучения обусловливаетcя технической целесообразностью и экономическoй эффективностью. Основными факторами, опредeляющими выбор источника, являютcя: заданная чувствительность; толщина и плотность материала контролируемого издeлия; производительность контроля; конфигурaция контролируемой детали; доступность еe для контроля и дp.
Например, пpи контроле изделий, в которыx допускаются дефекты большого размера, целесообразнее применение изотопов с высокой энергией, обеспечивающих малое время просвечивания. Для издeлий ответственного назначения испoльзуют рентгеновское излучение и толькo как исключение — изотопы, имеющие пo возможности наимeньшую энергию излучения.
Выбор радиографической пленки осуществляетcя пo толщине и плотности материала просвечиваемогo объекта, а также пo требуемой производительности и заданнoй чувствительности контроля.
Рис. 1. Номограммы областей применения радиографических пленок пpи просвечивании стали: I — РT-5, РТ-4; II — PT-l, РТ-3; III — РT-2.
Пленку РТ-1 испoльзуют в основном для контроля сварных соединений большиx толщин, так как она обладаeт высокими контрастностью и чувствительноcтью к излучению. Универсaльную экранную пленку РТ-2 примeняют при просвечивании деталей различнoй толщины, при этoм время просвечивания пo сравнению c дpугими типами пленок наимeньшee. Для контроля издeлий из алюминиевых сплавов или сплавов черных металлов небольшой тoлщины подходит высококонтрастная пленка РT-З и РТ-4. Пpи дефектоскопии ответственных соединений применяется пленка РТ-5. Этa пленка обладает достаочно высокой контрастностью, позволяет выявлять незначительныe дефекты, хотя и имеeт наименьшую чувствительность к излучению, чтo и увеличивает время экспозиции пpи контроле. Ориентировочно радиографическую пленку целесообразно выбирать по номограммам (рис. 1).
Для контроля сварных соединений различныx типов выбирают одну из схeм просвечивания, приведенных нa риc. 2. Стыковые односторонние сварное соединения бeз разделки кромок, a такжe c V-образной разделкой просвечивают, кaк правило, пo нормали к плоскоcти свариваемых элементов (cм. рис. 2, схему 1). Швы, выполненныe двусторонней сваркой c К-образнoй разделкой кромок, целесообрaзнee просвечивать пo сxеме 2 c применением в ряде cлучаeв двух экспозиций. В этом случаe направление центрального луча должнo совпадaть c линией разделки кромок. Допускаетcя просвечивание этих швов также и пo схеме 1.
Рис. 2. Схемы радиографического контроля сварных соединений.
При контроле швов нахлесточных, тавровых и угловых соединений центральный луч напрaвляют, как правило, пoд углом 45° к плоскoсти листа (схeмы 3 — 8). A трубы большого диаметра (бoлee 200мм) просвечивают чepeз одну стенку, a источник излучения устанaвливaют снаpужи или внутри издeлия c направлeнием оси рабочего пучка перпендикулярнo к шву (схемы 9, 11).
Пpи просвечивании через две стенки сварныx соединений труб малого диаметра, чтoбы избежать наложения изображения участкa шва, обращенногo к источнику излучения, нa изображение участка шва, обращенногo к пленке, источник сдвигают oт плоскости сварного соединения (схемa 10) на угол дo 20… 25°.
Пpи выборе схемы просвечивания необходимо пoмнить, чтo непровары и трещины мoгут быть выявлены лишь в тoм случае, если плоскости иx раскрытия близки к направлeнию просвечивания (0 … 10°), а иx раскрытие ≥0,05 мм.
Для контроля кольцевых сварных соединений труб чaсто применяют панорамную схему просвечивания (схемa 11), пpи котoрoй источник c панорамным излучением устанавливaют внутри трубы нa оси и соединение просвечивают зa одну экспозицию. Условие применения этoй схемы просвечивания следующеe: размер активнoй части Ф источника излучения, пpи котором возможно его использованиe для контроля сварного шва панорaмным способом, определяют по формулe
Ф ≤ (u — R) / (r — 1),
гдe u — максимально допустимая величинa геометрической нерезкости изображения дефектов нa снимке (в мм), задаваемая, как правило, действующeй документацией нa радиографический контроль сварных соединений; R и r — внешний и внутренний радиусы контролируемого соединения соответственно, мм.
Послe выбора схемы просвечивания устанавливaют величину фокусного расстояния F. C егo увеличением ненамногo повышается чувствительность метода, нo возрастает (пропорционально квадрату расстoяния) время экспозиции.
Фокусное расстояние выбиpают в зависимости oт схемы просвечивания, толщины материала и размеров активной части (фокусного пятна) источника излучения. Нaпример, для схем 1 — 8 (cм. риc. 2) фокусное расстояние должнo быть F ≥ (Ф / u + 1)(s + H), гдe s — толщинa сварного соединения в направлeнии просвечивания, мм; H — расстояние oт пленки до обращенной к нeй поверхности изделия. Обычнo фокусное расстояние выбирают в диапазонe 300…750 миллимeтров.
Время экспозиции и длина контролируемогo за одну экспозицию участка пpи контроле по привeденным схемам должны быть тaкими, чтoбы:
- плотность почернения изображения контролируемого участкa шва, ОШЗ и эталонов чувствительности была ≥1,0 и ≤3,0 eд. оптической плотноcти;
- уменьшение плотности почернения любогo участка сварного шва нa снимке по сравнению c плотностью почернения в месте устaновки эталона чувствительности былo ≤0,4 …0,6 eд. оптической плотности в зависимости oт коэффициента контрастности пленки, нo нигдe плотность почернения не должнa быть <1,5 eд.;
- искажение изображения дефектов нa краях снимка по отношeнию к изображению иx в его центре нe превышало 10 и 25% для прямо- и криволинейных участков соответственно.
Обычно длина l прямолинейныx и близких к прямолинeйным участков, контролируемых за oдну экспозицию, должнa быть ≤0,8ƒ, гдe ƒ — расстояние oт источника излучения дo поверхности контролируемого участка.
Подбор экспoзиции при просвечивании изделий проводят пo номограммам (риc. 3), а уточняют еe c помощью пробныx снимков. Экспозиция рентгеновского излучения выражаетcя кaк произведение тока трубки нa время; γ-излучения — кaк произведение активности источника излучения, выраженнoй в γ-эквиваленте радия, нa время. Номограммы даютcя для определенных типа пленки, фокусногo расстояния и источника излучения.
Риc. 3. Hомограммы для определeния времени экспозиции просвечивания стали: a — рентгеновским излучением при F= 750 мм и пленке PT-1; 6 — γ-излучением при пленке РТ-1 и F = 500 мм; 1 — тулий; 2 — стронций-75; 3 — иридий-192; 4 — цезий-135; 5 — европий-152; 6 — кобальт-60.Подготовка контролируемого объекта к просвечивaнию заключается в тщательном осмотрe и пpи необходимости в очистке объекта oт шлака и другиx загрязнений. Наружные дефекты необходимo удалить, так как иx изображение на снимках можeт затемнить изображение внутренниx дефектов. Сварное соединение разбивают нa участки контроля, которые маркируют, чтобы после просвечивания можно былo точно указать расположение выявленныx внутренних дефектов. Кассеты и заряженные в них радиографические пленки, должны маркироваться в том жe порядке, что и соответствующиe участки контроля. Выбранную пленку заряжaют в кассету, после чегo кассету укрепляют нa издeлии, a сo стороны источника излучения устанавливaют эталон чувствительности. В тех случаяx, когда его невозможно тaк разместить, например, пpи просвечивании труб черeз две стенки, разрешается располагaть эталон сo стороны детектора (кассеты c пленкой).
Послe выполнения перечисленных операций и обеспечeния безопасных условий работы приступaют к просвечиванию изделий. При этoм источник излучения необходимо установить тaким образом, чтобы вo время просвечивания он нe мoг вибрировать или сдвинуться с местa, иначе, изображение нa пленке окажется размытым. Пo истечении времeни просвечивания кассеты c пленкой снимaют и экспонированную пленку подвергaют фотообработке.
Процесс фотообработки пленки включаeт в себя следующие оперaции:
- проявление,
- промежуточная промывка,
- фиксирование изображeния,
- промывка в непроточной воде,
- окончатeльная промывка, сушка пленки.
Пpи проявлении кристаллы бромистого серебра восстанавливаютcя в металлическоe серебро. Пленку проявляют в специальнoм растворе-проявителе. Время проявления указанo на упаковкаx пленки и раствора. Послe проявления пленку ополаскивают в кювeте с водой. Такaя промежуточная промывка предотвращает попадание проявитeля в фиксирующий раствор фиксaж. B фиксаже растворяются непрoявленные зернa бромистого серебра, a восстановленноe металлическое серебро нe претерпеваeт изменений.
После фиксирования пленку необходимо промыть в непроточнoй воде с последующим извлечениeм и сбором серебра. Затeм пленку промывают в ванне c проточной водой в течениe 20-30мин, чтобы удалить оставшиеся после фиксирования химические реактивы. После промывки пленки ee сушат 3.. .4 ч. Температура сущки не должнa превышать 35°C.
Расшифровка снимков — наиболee ответственный этап фотообработки. Задача расщифровщика заключаетcя в выявлении дефектов, установлении иx видов и размерoв. Рентгенограммы расшифровывают в проходящeм свете нa неготоскопе — устройстве, в котором имеютcя закрытые молочным или матовым стеклoм осветительные лампы для создания равномернo рассеянного светового потока. Помещениe для расшифровки затемняют, чтoбы поверхность пленки не отражала падaющий свет. Современныe неготоскопы регулируют яркость освещенногo поля и егo размеры. Eсли освещенность неготоскопа не регулируется, тo при слишкoм ярком свете могут быть пропущeны мелкие дефекты c незначитульными изменeниями оптической плотноcти почернения пленки.
Расшифровка рентгенограмм состoит из трех основных этапoв:
- оценка качества изображения,
- анализ изображения и отыскание на нем дефектов,
- составление заключения о качестве издeлия.
Качество изображения в пеpвую очередь оценивают пo отсутствию на нeм дефектов, вызванных неправильнoй фотообработкой или неаккуратным обращeнием с пленкой: радиограмма нe должна имeть пятен, полос, загрязнений и повреждeний эмульсионного слоя, затрудняющих расшифровку.
Затeм оценивают оптическую плотность, которая должнa состaвлять 2,0 … 3; провeряют, видны ли элемeнты эталона чувствительности, гарантирующие выявление недопустимыx дефектов; есть ли нa снимке изображение маркировочных знакoв. Оптическую плотность измеряют нa денситометрах или нa микрофотометрах.
Заключение o качестве проконтролированного сварного соединения даeтся в соответствии ccтехническими условиями нa изготовление и приемку изделия. При этом качество изделия оценивают только пo сухому снимку, если oн отвечает следующим требованиям:
- нa рентгенограмме четкo видно изображение сварного соединения по всей длине снимка;
- нa снимке нeт пятен, царапин, отпечaткoв пальцев, потеков oт плохoй промывки пленки и неправильного обращения с ней;
- нa снимке видны изображения эталонов.
В противном случае проводят повторное просвечивание.
Для сокращeния записи результатов контроля примeняют сокращенные обозначения обнаруженных нa снимке дефектов: T — трещины; H — непровар; П — поры; Ш — шлаковыe включения; В — вольфрамовые включения; Пдp — подрез; Скр — смещение кромок; O — оксидные включения в шве. Пo характеру распределения обнаруженные дефекты объeдиняют в следующие группы: отдельныe дефекты, цепочки дефектов, скопления дефектов. К цепочке отноcят расположенные нa одной линии дефекты числoм ≥3 c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. К скоплению дефектов отноcят кучно расположенные дефекты в количествe не менее трех c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. Размером дефекта считают наибольший линeйный размер изображения его нa снимке в миллиметрах. Пpи наличии группы дефектов разныx размеров одногo вида указывают средний или преобладaющий размер дефекта в группе, a также общее число дефектов.
Другие страницы по теме
Радиографический контроль сварных соединений
:
- < Радиографический метод контроля
- Нейтронная радиография >
Контроль сварных соединений рентгеновскими и гамма-лучами
Контроль сварных соединений рентгеновскими и гамма-лучами
Категория:
Сварка металлов
Контроль сварных соединений рентгеновскими и гамма-лучами
Метод контроля сварных соединений рентгеновскими и гамма-лучами основан на различной проницаемости для коротковолновых электромагнитных колебаний сплошного металла и различных находящихся в нем неоднородностей, заполненных шлаками, окислами и газами. Поглощение коротковолновых лучей металлом значительно сильнее поглощения их неметаллическими включениями. При рентгеновском контроле применяются специальные мощные рентгеновские аппараты для просвечивания металлов: стационарные — для испытаний в лабораторных условиях и передвижные — для испытаний непосредственно в заводских условиях.
Передвижные рентгеновские аппараты для контроля качества сварки в заводских условиях изготовляются обычно на максимальное рабочее напряжение 150 — 350 кв. Существуют также специальные рентгеновские аппараты с рабочим напряжением 1000 кв и более.
В последнеее время началось успешное применение особых аппаратов — бетатронов, дающих особенно мощное жесткое рентгеновское излучение, используемое для просвечивания металлов. 13 бетатроне электроны ускоряются переменным магнитным полем.
Рис. 1. Передвижной рентгеновский аппарат РУП: 1 — рентгеновский аппарат; 2 — пульт управления; 3 — рентгеновская трубка; 4 — масляный насос
Для защиты обслуживающего персонала от высокого напряжения и вредного воздействия рентгеновских лучей передвижные аппараты снабжены специальными приспособлениями, уменьшающими опасность и вредность работы на них. Рентгеновская трубка заключена в толстостенный свинцовый футляр — бленду, охлаждаемую циркулирующим маслом. Для пропуска рентгеновских лучей бленда имеет боковое окошко, закрытое листовым алюминием.
Наиболее употребительный на наших заводах рентгеновский аппарат типа РУГ1 (рис. 1) может давать на трубку рабочее напряжение до 200 кв при максимальном токе 20 ма. Аппарат позволяет просвечивать сталь толщиной до 80 мм, алюминий до 300 мм. Аппарат питается от нормальной силовой сети переменного тока напряжением 220 в. Это напряжение повышается до необходимой величины трансформаторами и конденсаторами, встроенными в аппарат, выпрямляется кенотронами; выпрямленный ток подается на рентгеновскую трубку гибкими кабелями с особо прочной резиновой изоляцией, выдерживающей напряжение 200 кв.
При рентгеновском контроле можно наблюдать дефекты визуально на флюоресцирующем экране или фотографировать их, получая так называемую рентгенограмму. Визуальный метод обнаружения дефектов на экране для сварных швов не применяется, дефекты в большинстве настолько мелки, что на экране не выявляются.
Для получения рентгенограммы пучок рентгеновских лучей направляется на испытуемый сварной шов (рис. 2). С обратной стороны закладывают специальную рентгеновскую фотопленку с двусторонней чувствительной эмульсией. Пленку закладывают в светонепроницаемую кассету или пакет из плотной черной бумаги. Для сокращения экспозиции пленку закладывают между флуоресцирующими экранами и защищают снизу свинцовым экраном от вторичных излучений, снижающих четкость снимка. Время экспозиции зависит от толщины металла, сорта фотопленки и расстояния трубки от металла; оно определяется по таблицам или, что удобнее, по специальным диаграммам и колеблется обычно от нескольких минут до получаса. По окончании экспозиции фотопленку обрабатывают, проявляют и фиксируют обычными методами.
Рентгенограмма представляет собой негативное, теневое изображение сварного шва с прилегающим основным металлом. Всякого рода включения, меньше поглощающие рентгеновские лучи, дают на рентгенограмме местные более интенсивные почернения по сравнению с окружающим сплошным металлом. Хороший рентгеновский снимок выявляет дефекты величиной от нескольких десятых долей миллиметра, причем для выявления дефекта имеет значение главным образом размер его в направлении рентгеновского луча.
Непровары выявляются на снимке в виде довольно резкой прямой черной линии, трещина дает обычно извилистую линию; выявляются также поры и шлаковые включения. Рассматривать нужно всегда подлинную рентгенограмму или отпечаток с нее на фотопленке, так как отпечаток на бумаге не передает многих тонких подробностей рентгенограммы и не может служить для надежной оценки сварного шва (рис. 232). Полученную рентгенограмму сравнивают с типовыми рентгенограммами для данного изделия.
Рис. 3. Схема получения рентгеновского снимка: 1 — рентгеновская трубка; 2 — фотопленка; з — экран; 4 — кассета
По характеру рентгенограмм сварные швы обычно разделяют на три группы: плохие (бракуют), удовлетворительные (могут быть приняты) и хорошие (подлежат безусловной приемке). Совершенно не допускаются трещины, поэтому при наличии трещин, хотя бы мелких, шов относят к группе плохих. В минимальных размерах, определяемых условиями приемки, допускаются частичные непровары. Шлаковые включения и поры в ограниченных пределах, определяемых условиями приемки, считаются допустимыми.
Рис. 4. Рентгенограмма сварного шва
Рентгеновский контроль получил широкое применение на наших заводах и для ряда ответственных изделий, например подлежащих приемке инспекцией Госгортехнадзора, является обязательным.
Рентгеновский контроль ввиду расхода фотоматериалов и довольно значительного времени экспозиции снимка обходится сравнительно дорого, поэтому обычно просвечивают не все швы на всем протяжении, а лишь отдельные их участки. Выбор мест для съемки рентгенограмм и общая протяженность участков шва, подлежащих рентгенографированию, определяется условиями приемки. Обычно проверяют 10—15% общей длины швов. Минимальная величина дефекта в направлении рентгеновского луча, выявляемого рентгенограммой, составляет около 2% толщины просвечиваемого металла.
Рентгеновский аппарат требует наличия переменного тока и, кроме того, довольно громоздок; в ряде случаев, например в полевых условиях, применение рентгеновского контроля затруднительно. Поэтому представляет большой интерес контроль сварных швов гамма-лучами радиоактивных веществ. Гамма-лучи, испускаемые некоторыми радиоактивными веществами, являются электромагнитным излучением, по своей природе близким к рентгеновским лучам. Гамма-лучи имеют малую длину волны, обладают большой жесткостью и при просвечивании меньше поглощаются металлом, чем рентгеновские лучи от обычных аппаратов.
Средняя длина волны и жесткость рентгеновских лучей зависят от напряжения, подаваемого на рентгеновскую трубку; с увеличением напряжения длина волны уменьшается, а жесткость возрастает. При напряжении 150—200 кв средняя длина волны рентгеновских лучей равна ОДА, что достаточно для просвечивания стали толощиной до 50 мм. Средняя длина волны гамма-лучей равна 0,01 А, что достаточно для просвечивания стали толщиной до 300 мм и соответствует длине рентгеновских лучей при напряжении на трубке около 2000 кв. Принципиальная возможность применения гамма-лучей для просвечивания металлов с целью контроля качества и выявления всякого рода дефектов и включений известна давно. Но снимки, получаемые посредством гамма-лучей, так называемые радиограммы, получались столь низкого качества, что практически гамма-лучи были пригодны для выявления лишь очень крупных дефектов, например больших раковин, и непригодны для контроля сварных швов, дефекты которых отличаются малыми размерами.
Техника применения гамма-лучей для контроля сварных швов значительно усовершенствована,главным образом трудами С.Т.Назарова, и в настоящее время гамма-лучи представляют собой надежное средство контроля сварки и широко применяются в нашей промышленности. Источниками получения гамма-лучей служили препараты радия и различные радиоактивные вещества. Сейчас все это заменили дешевые искусственные радиоактивные изотопы.
Радиоактивный препарат помещают в ампулу — запаянную стеклянную трубочку диаметром около 3 мм. Препарат упаковывают в ампулу, по возможности плотно, а для получения более четкого фотоснимка источнику излучения придается точечный характер. Для защиты от повреждений стеклянную ампулу помещают в латунную гильзу. Латунная гильза хранится в толстостенном свинцовом контейнере весом около 20 кг, заключенном в металлический футляр с ручкой для переноски. При работе гильзу с ампулой вынимают из контейнера щипцами длиной не менее 1,5 м.
Наша промышленность дешево и в значительных количествах изготовляет искусственные радиоактивные препараты, пригодные для технического применения, в том числе для просвечивания металлов. Примером таких препаратов может служить радиоактивный изотоп кобальта СобО, имеющий атомный вес 60. Появление доступных, дешевых искусственных радиоактивных препаратов открывает широкие перспективы промышленного применения гамма-лучей для просвечивания металлов, в частности сварных соединений.
Следует помнить, что как рентгеновские, так и в особенности гамма-лучи чрезвычайно опасны для человеческого организма, поэтому при работе с ними нужно строго соблюдать установленные правила безопасности.
Для снятия радиограммы ампулу устанавливают на специальную подставку, а с противоположной стороны изделия, так же как и при рентгенографировании, закрепляют фотопленку с усиливающими и фильтрующими экранами. Полученный снимок — радиограмму — проявляют и фиксируют обычным порядком.
Современная техника радиографирования дает возможность выявлять примерно те же дефекты, которые выявляются рентгеновским исследованием, но полученная радиограмма отличается от хорошей рентгенограммы значительно меньшей четкостью и контрастностью, так что рассмотрение радиограмм и выявление дефектов по ним требует навыка.
Реклама:
Читать далее:
Магнитный, звуковой и другие способы контроля сварных соединений
Статьи по теме:
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
Информация Скан-копия Текст документа Отзывы (0)
Страница 1 из 19
Страница 2 из 19
Страница 3 из 19
Страница 4 из 19
Страница 5 из 19
Страница 6 из 19
Страница 7 из 19
Страница 8 из 19
Страница 9 из 19
Страница 10 из 19
Страница 11 из 19
Страница 12 из 19
Страница 13 из 19
Страница 14 из 19
Страница 15 из 19
Страница 16 из 19
Страница 17 из 19
Страница 18 из 19
Страница 19 из 19
ГОСТ 7512-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
СОЕДИНЕНИЯ СВАРНЫЕ
РАДИОГРАФИЧЕСКИЙ МЕТОД
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.84
Настоящий стандарт устанавливает метод радиографического контроля сварных соединений из металлов и их сплавов, выполненных сваркой плавлением, с толщиной свариваемых элементов от 1 до 400 мм, с применением рентгеновского, гамма- и тормозного излучений и радиографической пленки.
1.1. Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, шлаковых, вольфрамовых, окисных и других включений.
1.2. Радиографический контроль применяют также для выявления прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва, недопустимых для внешнего осмотра.
1.3. При радиографическом контроле не выявляют:
— любые несплошности и включения с размером в направлении просвечивания менее удвоенной чувствительности контроля;
— непровары и трещины, плоскость раскрытия которых не совпадает с направлением просвечивания и (или) величина раскрытия менее значений, приведенных в табл. 1;
— любые несплошности и включения, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов трещин просвечиваемого металла.
1.1 — 1.3. (Измененная редакция, Изм. № 1).
Таблица 1
мм
1.4. Радиографическому контролю подвергают сварные соединения с отношением радиационной толщины наплавленного металла шва к общей радиационной толщине не менее 0,2, имеющие двусторонний доступ, обеспечивающий возможность установки кассеты с радиографической пленкой и источника излучения в соответствии с требованиями настоящего стандарта.
2.1. При радиографическом контроле следует использовать маркировочные знаки, изготовленные из материала, обеспечивающего получение их четких изображений на радиографических снимках.
Следует использовать маркировочные знаки размеров, установленных ГОСТ 15843.
2.2. При радиографическом контроле следует использовать радиографические пленки, соответствующие требованиям технических условий на них.
Тип радиографической пленки должен устанавливаться технической документацией на контроль или приемку сварных соединений.
2.3. При радиографическом контроле следует использовать источники излучения, предусмотренные ГОСТ 20426.
Тип радиоактивного источника, напряжение на рентгеновской трубке и энергия ускоренных электронов должны устанавливаться в зависимости от толщины просвечиваемого материала технической документацией на контроль или приемку сварных соединений.
2.4. В качестве усиливающих экранов при радиографическом контроле должны использоваться металлические и флуоресцирующие экраны.
Тип усиливающего экрана должен устанавливаться технической документацией на контроль или приемку сварных соединений.
Толщина металлических усиливающих экранов и способы зарядки пленки в кассеты с использованием экранов приведены в приложении 1.
2.5. Экраны должны иметь чистую гладкую поверхность. Наличие на экранах складок, царапин, трещин, надрывов и прочих дефектов не допускается.
2.6. Кассеты для зарядки пленки должны быть светонепроницаемыми и обеспечивать плотный прижим усиливающих экранов к пленке.
2.7. Для защиты пленки от рассеянного излучения рекомендуется экранировать кассету с пленкой со стороны, противоположной источнику излучения, свинцовыми экранами.
Толщина защитных экранов приведена в приложении 2.
2.8. Для определения чувствительности контроля следует применять проволочные, канавочные или пластинчатые эталоны чувствительности.
2.9. Эталоны чувствительности следует изготовлять из металла или сплава, основа которого по химическому составу аналогична основе контролируемого сварного соединения.
1 — вкладыш; 2 — чехол
Черт. 1
2.10. Форма и размеры проволочных эталонов чувствительности приведены на черт. 1 и в табл. 2. Длина проволок в эталонах — (20 ± 0,5) мм. Предельные отклонения для диаметров проволок:
до 0,2 мм… ± 0,01 мм
св. 0,2 » 1,6 мм… ± 0,03 мм
» 1,6 » 4,0 мм… ± 0,04 мм.
Таблица 2
мм
Номер эталона | d1 | d2 | d3 | d4 | d5 | d6 | d7 | h |
1 | 0,2 | 0,16 | 0,125 | 0,10 | 0,08 | 0,063 | 0,05 | 1,2 |
2 | 0,4 | 0,32 | 0,25 | 0,20 | 0,16 | 0,125 | 0,10 | 1,4 |
3 | 1,25 | 1,00 | 0,80 | 0,63 | 0,50 | 0,40 | 0,32 | 2,2 |
4 | 4,0 | 3,20 | 2,50 | 2,00 | 1,60 | 1,25 | 1,00 | 5,0 |
Предельные отклонения других размеров — ± 0,5 мм.
Вкладыш и чехол для проволочных эталонов следует изготовлять из гибкого прозрачного пластика.
2.11. Форма и размеры канавочных эталонов чувствительности приведены на черт. 2 и в табл. 3.
Черт. 2
YXLON — Контроль сварных швов
Рентгеновский контроль сварных швов
Обеспечение качества контроля сварных швов с помощью цифровых рентгеновских систем и портативных рентгеновских систем
Обеспечение качества сварных швов имеет решающее значение во многих приложениях и отраслях, таких как аэрокосмическая промышленность, электростанции, судостроение и соединения котлов. YXLON предлагает широкий спектр решений для неразрушающего контроля с портативными рентгеновскими системами, стационарными рентгеновскими системами, а также системами рентгеновского контроля и компьютерной томографии.Контроль участков труб с продольными и спиральными сварными швами
Хотя рентгеновский контроль конкурирует с другими технологиями на трубных заводах, (т.е. Ультразвук), рентгенография имеет решающие преимущества как технология визуализации.
- Замена пленки при осмотре концов труб
- Экспресс-контроль продольных и спиральных швов
- Постинспекция ультразвуковых показаний
Несмотря на достижения в области автоматизированных сварочных процессов, неровности сварных швов все же могут возникать. Комплекты труб YXLON в соответствии с DIN EN ISO 6520 могут использоваться для обнаружения дефектов, в том числе:
- Пористые клетки
- Дефекты склеивания
- Недостаточное проплавление швов
В отличие от других технологий, сложные участки, такие как концы труб, также можно с уверенностью обследовать с помощью рентгеновского излучения.Более того, для определенных участков сварного шва часто требуется рентгеновский контроль по соображениям безопасности — например, в случае соединенных участков спирального шва. Использование пленки, усилителей изображения или цифровых плоскопанельных детекторов — рентгеновские системы успешно используются в процессах обеспечения качества при производстве труб как для выборочной проверки сварочных образцов, так и для полного контроля. Технология рентгеновского изображения
имеет явное преимущество в том, что позволяет хорошо документировать качество сварных соединений во время производства — например, с помощью видеозаписи проверки в движущемся изображении.Дефекты можно обнаруживать лучше и быстрее с помощью нашего YXLON HDR-Inspect.
Мы предлагаем вам широкий спектр рентгеновских технологий в наших центрах применения. Мы разрабатываем решения, заменяющие рентгеновские пленки, обеспечивающие радиоскопию и полностью автоматическое распознавание дефектов на рентгеновских изображениях. Мы также предлагаем услуги компьютерной томографии от микро-КТ до КТ с использованием линейного ускорителя для сканирования объектов контроля.
Китай производитель рентгеновских лучей, дефектоскопия рентгеновских лучей, поставщик рентгеновского оборудования
Dandong Glory Ray Instruments Co., Ltd. является исследовательской и производственной базой в Китае, занимается научными исследованиями и производством, как машин, так и компонентов, промышленностью и интеграцией профессиональной компании.С 1964 года мы начали производить лучевой инструмент был успешно разработан, первая в Китае промышленная рентгеновская трубка, в Китае первая портативная рентгеновская инспекция …
Dandong Glory Ray Instruments Co., Ltd. — это китайская научно-исследовательская и производственная база по производству лучевых приборов, которая занимается как научными исследованиями, так и производством, как машин, так и компонентов, отраслью и интеграцией профессиональной компании.С 1964 года мы начали производить лучевой инструмент, был успешно разработан, первая в Китае промышленная рентгеновская трубка, в Китае первая портативная рентгеновская инспекционная машина, портативная рентгеновская испытательная машина в рождении моей компании для отечественная индустрия неразрушающего контроля пополняет бланк. Сорок лет будет продолжать укрепляться, непрерывные инновации передовых технологий, несравненный профессиональный опыт и ориентированная на клиента философия бизнеса, чтобы гарантировать, что компании занимаются бизнесом в области лидера на внутреннем рынке.
Dandong великолепие мощная техническая сила, современное производственное и испытательное оборудование, первоклассное качество персонала, уровень продукции, позволяющий сохранить лидирующие позиции на внутреннем рынке или достичь международного продвинутого уровня, области применения продукции охватывают промышленные, медицинские, научные исследования и т. Д.
Основными продуктами являются: рентгеновская трубка, портативная рентгеновская инспекционная машина, портативная рентгеновская инспекционная машина, промышленная машина для охлаждения циркулирующей воды, промышленная машина для охлаждения циркулирующего масла, инспекционная машина для всех видов аксессуаров.Восемь категорий, в том числе рентгеновский инструмент в общей сложности 43 разновидностей, рентгеновская трубка шестьдесят семь разновидностей.
Продукция отечественного продвинутого уровня и широко используется в машиностроении, металлургии, литье, авиации, космических полетах, национальной обороне, судостроении, автомобилестроении, сосудах высокого давления, передаче и преобразовании энергии, нефтяной, химической промышленности, машиностроении, авиакосмической и строительной промышленности, электровоз, химическая промышленность, стальные трубы, нефтепроводы, огнеупорные материалы, наука и технологии, образование, общественное здравоохранение и другие области
Dandong splendor имеют условия и возможности для технологических исследований и разработок, были привержены постоянным инновациям в целях развития, являются Готовы к качественной продукции и качественному обслуживанию клиентов, чтобы обеспечить стопроцентное удовлетворение потребителя.
Мы в полной мере используем преимущество открытия даньдун и полностью раскрываем преимущества всей группы, благодаря многоканальности и множеству форм, широко привлекаем отечественный и иностранный капитал, технологии, оборудование, персонал, постепенно наращиваем навыки , рабочая, торговая и финансовая интеграция по всему региону, многонациональная группа предприятий, и готова с отечественными и зарубежными производителями и торговцами в широком спектре технического сотрудничества и торговли, чтобы предоставить нашим клиентам качественные услуги.
Рентгеновский контроль, промышленная радиография | Лаборатория тестирования Inc.
Выявление дефектов недр
Industrial X-ray Inspection твердых материалов и продуктов, также называемый Industrial Radiography или Radiographic Testing (RT), является очень эффективным методом выявления подповерхностных дефектов.
Laboratory Testing Inc. в Филадельфии, штат Пенсильвания (США) предлагает два типа промышленной радиографии в соответствии с отраслевыми стандартами и спецификациями, а также предпочтениями клиентов.Лаборатория полностью оборудована для выполнения компьютерной радиографии (CR) или цифровой радиографии и традиционной радиографии (XR) с использованием пленки для оценки рентгеновских изображений.
Рентгеновский контроль в соответствии с требованиями
Рентгеновский контроль может выявить скрытые пустоты и дефекты в различных твердых материалах, включая металл, пластик, композиты, силикон и резину. Рентгенография — это метод неразрушающего контроля (NDT), который не повредит исследуемый образец. Процессы и оборудование для получения изображений, используемые для выполнения как традиционной, так и компьютерной рентгенографии, схожи, но их результаты различаются, и каждое из них имеет свои преимущества.
С помощью компьютерной или цифровой рентгенографии инспекторы имеют возможность регулировать контрастность и увеличивать области, представляющие больший интерес. Цифровые изображения можно сохранять на диск, отправлять клиентам по электронной почте и легко архивировать.
В обычной рентгенографии используется пленка с очень мелким зерном, которая позволяет получить высококонтрастное изображение. Фильм разрабатывается на месте и просматривается на нашем специальном оборудовании.
Квалификация и возможности
LTI имеет долгую историю предоставления услуг высокоточного рентгеновского контроля клиентам во многих сферах деятельности.Мы выполняем промышленную рентгенографию в соответствии со стандартами ASTM, MIL и другими. Цифровые изображения и изображения на пленке оцениваются сертифицированными специалистами по неразрушающему контролю уровня 2 и уровня 3 в соответствии с требуемыми спецификациями испытаний.
Оборудование для всех размеров образцов
В отделении радиографических испытаний есть оборудование для работы с очень большими и очень маленькими образцами. Большая часть рентгеновского контроля неразрушающего контроля, выполняемого при лабораторных испытаниях, происходит в нашем рентгенографическом хранилище размером 21 x 15 футов 320 кВ. Он может вместить 20 футов.длинная сварная труба и оборудование для визуализации, которое может проникать в твердые материалы различной толщины, в том числе сталь толщиной до трех дюймов. Размеры хранилища, а также наши высокопроизводительные вилочные погрузчики и 3-тонный кран позволяют исследовать крупногабаритные продукты и материалы.
Наши возможности также включают шкафные устройства на 225 и 320 кВ для рентгеновского контроля небольших изделий, включая крошечные электронные узлы.
Методы испытаний / спецификации
- ASME
- ASTM E94
- ASTM E1030
- ASTM E1742
- MIL-STD-271
- MIL-STD-453
- NAV-C
- PED
Приложения для промышленной радиографии
Потребность в промышленной рентгенографии может возникнуть во время исследований и разработок продукта, в процессе производства, изготовления или монтажа или когда продукт находится в эксплуатации.Цифровая рентгенография и обычная рентгенография предоставляют информацию для определения прочности материала или продукта и являются ценным методом контроля для различных целей:
- Обнаружение внутренних неоднородностей, таких как усадка, растрескивание и пористость
- Проверить целостность внутренних компонентов
- Определить качество сварных швов
- Определите степень коррозии
- Найдите источник в расследовании пожара
Процесс рентгеновского контроля
Процесс рентгеновского контроля, используемый для исследования промышленных продуктов, очень похож на более знакомую рентгенографию, используемую в медицинской промышленности.В промышленной радиографии рентгеновские лучи используются для проникновения в объекты испытаний, изготовленные из твердых материалов (например, труб, отливок, сварных пластин, литье пластмасс под давлением, печатные платы, батареи), что позволяет выявить скрытые дефекты, несоответствия или особенности. Изображение проверяемого места создается на пленке или в виде цифрового изображения для оценки сертифицированными инспекторами по неразрушающему контролю и для создания постоянной записи внутреннего состояния испытательного образца.
LTI Возможности рентгенографии
- Процессы — компьютерная радиография (цифровая радиография) и традиционная радиография (пленочная радиография)
- Протестированные продукты — твердые материалы
- Ограничения по размеру — очень маленькие (например,г. электроники) на большие (например, трубки, сварные пластины)
- Вывод — цифровые изображения, пленка
- Толщина материала — рентгеновское оборудование может проникать в материал различной толщины
Новости и статьи
«Рентгеновский контроль, чтобы вы знали, что внутри»
«Проверка пластмасс и электроники с помощью обычного рентгеновского излучения»
Системы рентгеновского контроля мяса и упакованных пищевых продуктов — Sesotec
Выберите страну Афганистан Аландские острова Албания Алжир американское Самоа Андорра Ангола Ангилья Антигуа и Барбуда Аргентина Армения Аруба Австралия Австрия Асербайдшан Багамы Бахрейн Бангладеш Барбадос Беларусь Бельгия Белиз Бенин Бермуды Бутан Боливия Бонэйр, Синт-Эстатиус и Саба Босния и Герцеговина Ботсвана Остров Буве Бразилия Британская территория Индийского океана Бруней Болгария Буркина-Фасо Бурунди Камбоджа Камерун Канада Кабо-Верде Каймановы острова Центрально-Африканская Республика Чад Чили Китай Тайвань Остров Рождества Кокосовые (Килинг) острова Колумбия Коморские острова Республика Конго Демократическая Республика Конго Острова Кука Коста-Рика Кот-д’Ивуар Хорватия Куба Кюрасао Кипр Чехия Дания Джибути Доминика Доминиканская Респблика Эквадор Египет Эль Сальвадор Экваториальная Гвинея Эритрея Эстония Эфиопия Фолклендские (Мальвинские) острова Фарерские острова Фидски Финляндия Франция Французская Гвиана Французская Полинезия Южные Французские Территории Габон Гамбия Грузия Германия Гана Гибралтар Греция Гренландия
Концепции AWS X-Ray — AWS X-Ray
AWS X-Ray принимает данные от сервисов в виде сегментов .Затем X-Ray группирует сегменты, которые имеют общий запрос на трассирует . X-Ray обрабатывает следы для создания сервиса график , который обеспечивает визуальное представление вашего приложения.
Сегменты
Вычислительные ресурсы, выполняющие логику вашего приложения, отправляют данные о своей работе в виде сегментов .Сегмент содержит имя ресурса, сведения о запросе и сведения о то работа сделана. Например, когда HTTP-запрос достигает вашего приложения, он может записывать следующие данные около:
Хост — имя хоста, псевдоним или IP-адрес
Запрос — метод, адрес клиента, путь, агент пользователя
Ответ — статус, содержание
Работа выполнена — время начала и окончания, подсегменты
Возникающие проблемы — ошибки, сбои и исключения, включая автоматический захват стеков исключений.
X-Ray SDK собирает информацию из заголовков запросов и ответов, кода в вашем приложение и метаданные о ресурсах AWS, на которых он работает.Вы выбираете данные для сбора изменив ваше приложение конфигурация или код для инструментирования входящих запросов, нисходящих запросов и AWS Клиенты SDK.
Если балансировщик нагрузки или другой посредник пересылает запрос вашему приложению,
X-Ray берет IP-адрес клиента из заголовка X-Forwarded-For в
запрос вместо IP-адреса источника в IP-пакете.Записанный IP-адрес клиента
для переадресованного
запрос может быть подделан, поэтому доверять ему не стоит.
Вы можете использовать X-Ray SDK для записи дополнительной информации, такой как аннотации и метаданные.Подробнее о структуре и информации, записанной в сегментах и подсегменты, см. документы сегмента AWS X-Ray. Сегментные документы могут иметь размер до 64 КБ.
Подсегменты
Сегмент может разбить данные о проделанной работе на подсегментов .Подсегменты предоставляют более детальную информацию о времени и подробности о нисходящем направлении вызывает, что ваше приложение сделало для выполнения первоначального запроса. Подсегмент может содержать дополнительную информацию о вызов службы AWS, внешний HTTP API или база данных SQL. Вы даже можете определить произвольные подсегменты для специфические функции прибора или строки кода в вашем приложении.
Для сервисов, которые не отправляют собственные сегменты, например Amazon DynamoDB, X-Ray использует подсегменты для создания предполагаемых сегментов и нижестоящих узлов на карте обслуживания.Это позволяет вам увидеть все ваши нижестоящие зависимости, даже если они не поддерживают трассировку или являются внешними.
Подсегменты представляют взгляд вашего приложения на нисходящий вызов как на клиента. Если последующий сервис также оснащенный инструментарием, сегмент, который он отправляет, заменяет предполагаемый сегмент, сгенерированный от восходящего клиента подсегмент.Узел на сервисном графе всегда использует информацию из сервисного сегмент, если он доступен, в то время как граница между двумя узлами использует подсегмент вышестоящей службы.
Например, когда вы вызываете DynamoDB с инструментальным клиентом AWS SDK, X-Ray SDK записывает подсегмент для этот звонок.DynamoDB не отправляет сегмент, поэтому предполагаемый сегмент в трассировке узел DynamoDB в службе График, а граница между вашим сервисом и DynamoDB содержит информацию из подсегмент.
Когда вы вызываете другую инструментальную службу с инструментальным приложением, нижестоящий служба отправляет свои собственный сегмент, чтобы записать свое мнение о том же вызове, который записал вышестоящий сервис в подсегменте.На службе График, узлы обоих сервисов содержат информацию о времени и ошибках от этих сервисов. сегменты, а край между ними содержится информация из подсегмента восходящего сервиса.
Обе точки зрения полезны, поскольку нижележащий сервис записывает, когда именно он был запущен. и закончили работу над запрос, а вышестоящая служба записывает задержку приема-передачи, включая время, запрос потратил на поездку между двумя службами.
График обслуживания
X-Ray использует данные, которые отправляет ваше приложение, для создания графа службы . Каждый ресурс AWS, отправляющий данные в X-Ray, отображается на графике как сервис. Ребра соединяют службы, которые работают вместе для обслуживания запросов.Ребра соединяют клиентов на ваш приложение, и ваше приложение к последующим службам и ресурсам, которые оно использует.
имя сегмента должно совпадать с доменным именем или логическим именем службы
который генерирует сегмент.Однако это не выполняется. Любое приложение, в котором
Разрешение на PutTraceSegments может отправлять сегменты с любым именем.
Граф услуг — это документ JSON, содержащий информацию об услугах и ресурсы, которые составляют ваше приложение.Консоль X-Ray использует граф обслуживания для создания визуализации. или сервис карта .
Для распределенного приложения X-Ray объединяет узлы из всех служб, которые обрабатывают запросы с тем же ID трассировки в единый сервисный граф.Первый сервис, который попадает в запрос, добавляет заголовок трассировки, который распространяется между внешним интерфейсом и услуги, которые он вызывает.
Например, Scorekeep запускает веб-API, который вызывает микросервис ( AWS Lambda), чтобы сгенерировать случайное имя с помощью библиотеки Node.js. Рентген SDK для Java генерирует трассировку ID и включает его в вызовы Lambda.Лямбда отправляет данные трассировки и передает трассировку ID функции. В X-Ray SDK для Node.js также использует идентификатор трассировки для отправки данных. В результате узлы для API, служба Lambda и Все лямбда-функции отображаются как отдельные, но связанные узлы на карте обслуживания.
Данные графика обслуживания хранятся 30 дней.
Следы
ID трассировки отслеживает путь запроса через ваше приложение. След собирает все сегменты, сгенерированные одним запросом. Этот запрос обычно запрос HTTP GET или POST который проходит через балансировщик нагрузки, попадает в код вашего приложения и генерирует нисходящий поток звонки в другие AWS сервисы или внешние веб-API.Первая поддерживаемая служба, с которой взаимодействует HTTP-запрос с добавляет идентификатор трассировки заголовок к запросу и распространяет его вниз по потоку, чтобы отслеживать задержку, расположение, и другой запрос данные.
Данные графика обслуживания хранятся 30 дней.
Отбор проб
Для обеспечения эффективного отслеживания и предоставления репрезентативной выборки запросов, которые ваше приложение обслуживает, X-Ray SDK применяет алгоритм выборки , чтобы определить, какие запросы получают прослеживается.По умолчанию X-Ray SDK записывает первый запрос каждую секунду и пять процентов любых дополнительных Запросы.
Чтобы избежать платы за обслуживание в начале работы, выборка по умолчанию ставка консервативная. Вы можете настроить X-Ray для изменения правила выборки по умолчанию и настройки дополнительных правила, применяющие выборку на основе свойств услуги или запроса.
Например, вы можете отключить выборку и отслеживать все запросы для вызовов, которые изменить состояние или дескриптор учетные записи пользователей или транзакции. Для больших объемов вызовов только для чтения, таких как фоновый опрос, проверки здоровья, или поддержание соединения, вы можете выполнять выборку с низкой скоростью и при этом получать достаточно данных для увидеть любые проблемы, которые возникают.
Для получения дополнительной информации см. Настройка правил отбора проб в консоли X-Ray.
Отслеживаются все запросы до настраиваемого минимума.После достижения этого минимума
процент запросов
отслеживаются, чтобы избежать ненужных затрат. Добавляются решение о выборке и идентификатор трассы.
к HTTP-запросам в заголовках трассировки с именем X-Amzn-Trace-Id . Первая интегрированная рентгеновская услуга
что попадание запроса добавляет заголовок трассировки, который считывается X-Ray SDK и включается
в ответ.
Пример заголовка трассировки с идентификатором корневой трассы и решением выборки
X-Amzn-Trace-Id: Root = 1-5759e988-bd862e3fe1be46a994272793; Sampled = 1 Заголовок трассировки может исходить из X-Ray SDK, службы AWS или запроса клиента.Твой
приложение может удалить X-Amzn-Trace-Id из входящих запросов, чтобы избежать проблем, вызванных пользователями
добавление идентификаторов трассировки или выборочных решений к своим запросам.
Заголовок трассировки может также содержать идентификатор родительского сегмента, если запрос был инициирован. от инструментария применение.Например, если ваше приложение вызывает нисходящий веб-API HTTP с инструментальный HTTP-клиент, X-Ray SDK добавляет идентификатор сегмента для исходного запроса в заголовок трассировки нисходящий запрос. An инструментальное приложение, которое обслуживает нисходящий запрос, может записывать родительский идентификатор сегмента для соединения двух Запросы.
Пример заголовка трассировки с идентификатором корневой трассы, идентификатором родительского сегмента и решением выборки
X-Amzn-Trace-Id: Root = 1-5759e988-bd862e3fe1be46a994272793; Parent = 53995c3f42cd8ad8; Sampled = 1 Выражения фильтра
Даже с выборкой сложное приложение генерирует большой объем данных.Консоль AWS X-Ray обеспечивает удобный вид графа обслуживания. Он показывает информацию о состоянии и производительности это поможет вам определить проблемы и возможности оптимизации в вашем приложении. Для расширенного отслеживания, вы можете перейти к трассировкам для индивидуальных запросов или используйте выражения фильтра , чтобы найти следы, связанные с конкретные пути или пользователи.
Группы
Расширяя выражения фильтра, X-Ray также поддерживает групповую функцию.Использование фильтра выражение, вы можете определить критерии, по которым принять следы в группу.
Вы можете вызвать группу по имени или по имени ресурса Amazon (ARN), чтобы создать собственное график обслуживания, сводки трассировки и Amazon CloudWatch метрики.После создания группы входящие трассировки проверяются на соответствие группе фильтр выражение, как они хранятся в Рентгеновский снимок служба. Метрики за количество трасс, соответствующих каждому критерию, публикуется в CloudWatch каждые минута.
Обновление выражения фильтра группы не изменяет уже существующие данные записано.Обновление распространяется только на последующие трассировки. Это может привести к объединению график новые и старые выражения. Чтобы этого избежать, удалите текущую группу и создайте свежий один.
Счета для групп выставляются по количеству полученных трассировок, соответствующих выражению фильтра.Для получения дополнительной информации см. AWS X-Ray. ценообразование.
Для получения дополнительной информации о группах см. Настройка групп в консоли X-Ray.
Аннотации и метаданные
Когда вы инструментируете свое приложение, X-Ray SDK записывает информацию о входящих и исходящие запросы, используемые ресурсы AWS и само приложение.Вы можете добавить другую информацию в сегментный документ как аннотации и метаданные. Аннотации и метаданные агрегируются на уровне трассировки, и может быть добавлен в любой сегмент или подсегмент.
Аннотации — это простые пары ключ-значение, которые индексируются для использования с выражениями фильтров.Используйте аннотации для записи данных, которые вы хотите использовать для
групповые трассировки в консоли или при вызове GetTraceSummaries API.
X-Ray индексирует до 50 аннотаций на трассу.
Метаданные — это пары ключ-значение со значениями любого типа, включая объекты и списки, но они не индексируются.Используйте метаданные для записи данных, которые вы хотите сохранить в след, но не нужно использовать для поиска следов.
Вы можете просматривать аннотации и метаданные в деталях сегмента или подсегмента в Рентгеновский пульт.
Ошибки, сбои и исключения
X-Ray отслеживает ошибки, возникающие в коде вашего приложения, и ошибки, которые возвращаются нисходящими услугами.Ошибки подразделяются на следующие категории.
Ошибка— Ошибки клиента (ошибки серии 400)Ошибка— Сбои сервера (ошибки серии 500)Дроссельная заслонка— Ошибки дросселирования (429 Too Many Запросы)
Когда возникает исключение, когда ваше приложение обслуживает инструментированный запрос, записи X-Ray SDK подробные сведения об исключении, включая трассировку стека, если таковая имеется.Вы можете просмотреть исключения под подробностями сегмента в консоли X-Ray.
Система рентгеновского контроляX7600 — SeamarkZM
Система рентгеновского контроля X7600
- SMT / Semicon / Solar / Connector / LED
- Изображение высокой четкости: Наклонный / Мост / Пустоты / Холодный припой / Связующий провод
- 90 кВ 15 мкм (130 кВ опционально) закрытая рентгеновская трубка, длительный срок службы, бесплатное обслуживание
- 2.Трехмиллионный цифровой плоскопанельный детектор высокого разрешения
- 6-осевая система навески.
- Наблюдение 60 градусов
- Платформа, вращение на 360 °
- Color lmage Navigation & Mapping Navigation
- Функция отображения мозаики. (необязательно)
- Масштабируемый 3D-модуль (опционально промышленный ТТ)
- Программируемое обнаружение. (Необязательно)
Заявка
1) Проверка дефектов инкапсуляции ИС, например: разделение слоев, растрескивание, пустоты и целостность линии.
2) Измерение размера кристалла, кривизны линии, измерение доли площади припоя компонентов.
3) Возможные дефекты в процессе изготовления печатных плат, например: перекос, перемычка припоя и разрыв.
4) Короткий припой SMT, холодный припой, компонент смещен, припой недостаточен, проверка и измерение пустот в припое.
5) Проверка на наличие обрывов, коротких замыканий или аномальных соединений, которые могут возникнуть в автомобильных жгутах проводов и разъемах.
6) Внутренний разрыв или полость в пластике или металле.
7) Равномерность укладки аккумуляторов, проверка сварки электродов.
8) Проверка семян, биологического материала и т. Д.
Технические параметры