Ввертыш резьбовой — Энциклопедия по машиностроению XXL
При ремонте постановкой ввертыша резьбовое отверстие 1 рассверливается до 11,7 мм под резьбу ввертыша, нарезается резьба М14 X 2—3 кл., ввертывается ввертыш, который затем стопорится винтом М4 X 0,7. [c.423]Трещины в корпусе сцепления устраняют заваркой. Срыв или изнашивание резьбы в резьбовых отверстиях корпусов восстанавливают постановкой ввертышей, перерезкой на ремонтную резьбу или заваркой с последующей обработкой. В случаях изнашивания отверстий под опоры валиков управления используют дополнительные втулки, запрессованные в расточенное отверстие корпуса. [c.184]
Повреждения резьбы устраняют при срыве менее двух ниток — прогонкой инструментом того же размера при срыве более двух ниток — постановкой ввертыша или пружинной резьбовой вставки, а также заваркой с последующим сверлением и нарезанием резьбы по рабочему чертежу.

Резьбовые соединения могут быть восстановлены обработкой под ремонтный размер, постановкой ввертышей и заваркой отверстий (или наваркой вала) с последующим нарезанием новой резьбы (старая резьба перед наваркой должна быть удалена). [c.300]
Восстановление резьбового отверстия постановкой ввертыша (например, отверстие для свечи зажигания в головке цилиндров) состоит из сверления отверстия под ввертыш, нарезания резьбы в отверстии, изготовления ввертыша, его ввертывания и закрепления, зачистки заусенцев и чистовой прогонки внутренней резьбы ввертыша. [c.300]
| Рис. 141. Способы ремонта резьбовых отверстий а — установка резьбового ввертыша б — вывертывание с помощью четырехгранного прутка в — вывертывание с помощью болта г — ступенчатая шпилька |
 При ремонте сваркой отверстие рассверливают до удаления старой резьбы, наплавляют металлом, затем снова рассверливают и нарезают новую резьбу.
[c.238]
При ремонте сваркой отверстие рассверливают до удаления старой резьбы, наплавляют металлом, затем снова рассверливают и нарезают новую резьбу.
[c.238]Картеры коробки передач, картеры маховика 5. Резьбовые отверстия 5. Износ резьбы 5. а) Постановка ввертышей б) заварка отверстий и нарезка новой резьбы [c.530]
Резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой пружинных ввертышей. [c.230]
Резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой резьбовых вставок (ввертышей и пружинных вставок).
Отверстия под шпильки крепления колес восстанавливают постановкой ремонтных втулок. Поврежденную или сорванную резьбу в отверстиях под шпильки или болты крепления фланца полуоси восстанавливают постановкой резьбовых вставок (ввертышей) или сверлят отверстия между имеющимися по кондуктору при помощи специальных приспособлений и нарезают новую резьбу. [c.281]
[c.281]
Весьма распространенным дефектом корпусных деталей является износ или повреждение резьбовых отверстий под шпильки и болты. При ремонте резьб под шпильки внутреннюю поверхность резьб зачищают до металлического блеска, счищают следы краски и коррозии, обезжиривают и наносят клеевую композицию № 1 или 2 (см. табл. 4.2) при зазоре до 0,3 мм. Шпильку соединяют с алюминиевым корпусом с помощью композиции № 3. Для ремонта изношенных или поврежденных резьб под болты применяют ввертыши. Диаметр отверстия под ввертыш определяют по специальным таблицам. [c.199]
Крепление дополнительной детали чаще всего осуществляют за счет гарантированного натяга выбранной посадки. В отдельных случаях применяют дополнительные крепления в виде приварки в нескольких точках или по всему сечению торцовой поверхности, стопорных винтов или шпилек. Стопорные винты используют для крепления втулок и резьбовых ввертышей. [c.104]
[c.104]
Разборку и сборку коробки передач производят на стенде с помощью специальных съемников, ключей и оправок. Основными дефектами картеров коробок передач являются износ отверстий под подшипники качения и ось блока шестерен заднего хода, срыв или износ резьбы в резьбовых отверстиях, трещины. Изношенные отверстия под подшипники и оси восстанавливают осталиванием или постановкой дополнительной детали — втулки. После восстановления отверстия растачивают на горизонтальнорасточном станке до номинального размера, обеспечивая соосность отверстий. При срыве резьбы до двух ниток производят прогонку резьбы. При срыве или износе резьбы более двух ниток осуществляют нарезку резьбы увеличенного ремонтного размера, постановку ввертыша или заварку с последующим нарезанием резьбы номинального размера. Большинство трещин картера коробки передач устраняют заваркой с последующей зачисткой сварочного шва абразивным кругом. При наличии более двух трещин общей длиной свыше 100 мм и трещин, проходящих через отверстие под ось блока шестерен заднего хода, картер коробки передач бракуют.
При ремонте рубашек охлаждения, имеющих трещины, проходящие через резьбовое отверстие под болты крепления водоотводного патрубка, также сверлят отверстие диаметром 3 мм, нарезают резьбу и вставляют ввертыши. Затем рассверливают резьбовое отверстие и закрывают его с обратной стороны картонным кругом, который этой же пастой приклеивают к металлу. После этого трещину заделывают, термически обрабатывают и зачищают. [c.114]
Резьбовое отверстие (отверстие для свечи зажигания в головке цилиндров и др.), если его стенки имеют достаточную толщину, восстанавливают постановкой ввертыша. Для этого отверстие с изношенной резьбой рассверливают сверлом диаметром на 5—6 мм больше наружного диаметра резьбы. [c.257]
Дефектные резьбовые отверстия под болт восстанавливаются установкой ввертышей, для чего необходимо выполнить следующие операции
Способ крепления дополнительной детали (втулки) чаще всего производится за счет посадок с гарантированным натягом. В отдельных случаях при применении переходных посадок могут быть использованы дополнительные крепления приваркой в нескольких точках или по всему сечению торца, стопорными винтами или шпильками. Использование стопорных винтов в качестве дополнительного крепления широко применяется при постановке втулок-ввертышей при ремонте резьбовых отверстий.
[c.299]
В отдельных случаях при применении переходных посадок могут быть использованы дополнительные крепления приваркой в нескольких точках или по всему сечению торца, стопорными винтами или шпильками. Использование стопорных винтов в качестве дополнительного крепления широко применяется при постановке втулок-ввертышей при ремонте резьбовых отверстий.
[c.299]
Выбираем способ соединения рабочей части с хвостовиком принимаем с резьбовым ввертышем, так как диаметр протяжки больше 40 мм. Размеры резьбового конца хвостовиков приведены в табл. П4 приложения. Материал хвостовиков — сталь 40Х по ГОСТ 4543—71. Размер отверстия в патроне станка 0вх = 50 мм. По ГОСТ 4044—74 выбираем хвостовик диаметром 50 мм, у которого диаметр шейки Di =38 мм, и площадью опасного сечения -Fon= 1134,1 мм . Сила, допустимая прочностью хвостовика, [c.121]
Изношенные поверхности большинства деталей топливного насоса высокого давления восстанавливают различными способами. Плунжер по наружной цилиндрической поверхности, например, хромируют, подвергают химическому никелированию, а после наращивания поверхности шлифуют и притирают в паре с сопрягаемой втулкой. Изношенные кулачки распределительного вала наплавляют, напекают различными металлами и сплавами и обрабатывают по профилю на специальных станках. Достаточно широко используется механическая обработка изношенных поверхностей деталей под ремонтные размеры и дополнительные ремонтные детали — втулки, резьбовые ввертыши, спиральные резьбовые вставки.
Плунжер по наружной цилиндрической поверхности, например, хромируют, подвергают химическому никелированию, а после наращивания поверхности шлифуют и притирают в паре с сопрягаемой втулкой. Изношенные кулачки распределительного вала наплавляют, напекают различными металлами и сплавами и обрабатывают по профилю на специальных станках. Достаточно широко используется механическая обработка изношенных поверхностей деталей под ремонтные размеры и дополнительные ремонтные детали — втулки, резьбовые ввертыши, спиральные резьбовые вставки.
 Если центры не прилегают плотно к конической части отверстия, последние рассверливают на токарном станке. Валы и оси подвергаются магнитной дефектоскопии.
[c.81]
Если центры не прилегают плотно к конической части отверстия, последние рассверливают на токарном станке. Валы и оси подвергаются магнитной дефектоскопии.
[c.81]Резьбовые отверстия с поврежденной или изнощенной резьбой восстанавливают нарезанием резьбы ремонтного размера с предварительным сверлением отверстия заваркой резьбовых отверстий и нарезанием резьбы номинального размера или установкой резьбовых ввертышей. [c.85]
Дефектные резьбовые отверстия в пакете сердечника полюса, не имеющего стержня при отсутствии дефектов, требующих переклепки сердечника, восстанавливают установкой ввертыша с нарезанием резьбы номинального размера. Отдельные расслоения листов сердечника устраняют склеиванием их эластомером ГЭН-150(В). [c.107]
Изношенные поверхности лапы наплавляют и обрабатывают до номинального размера. При дефектах резьбы М24 державки устанавливают резьбовые ввертыши или нарезают резьбу М27. Установочные винты, крепящие лапу в державке с дефектами резьбы, заменяют. Изношенные поверхности пальцев наплавляют или металлизируют. Штангу передвижную при деформациях выправляют, а. при износе наплавляют. Бронзовые втулки выпрессовывают из отверстий и заменяют. Изношенную поверхность подъемного торцового зуба наплавляют при обнаружении трещин зуб заменяют.
Изношенные поверхности пальцев наплавляют или металлизируют. Штангу передвижную при деформациях выправляют, а. при износе наплавляют. Бронзовые втулки выпрессовывают из отверстий и заменяют. Изношенную поверхность подъемного торцового зуба наплавляют при обнаружении трещин зуб заменяют.
Установка ввертыша (резьбовой пробки) и нарезание резьбы нормального раз.мрра [c.229]
В новом отверстии нарезают резьбу и в него ввертывают ввертыш — резьбовую втулку. Выступающую часть ввертыша запиливают и зачищают. В центре ввертыша выполняют резьбовое отверстие с номинальной резьбой. Для предотвращения провертывания ввертыш можно раскернить, приварить, застопорить штифтом или винтом. [c.257]
Рассверлить резьбовое отверстие. Нарезать резьбу в соответствии с табл. 5.45. Обезжирить внутреннюю поверхность резьбового отверстия и поверхность резьбы ввертыша. Нанести тонкий слой состава на основе эпоксидной смолы на внутреннюю поверхность резьбового отверстия и поверхность ввертыша. Завернуть ввертыш в отверстие. Удалить вытесненные из.лии1ки состава тампоном, смоченным в ацетоне. Произвести отверждение состава. Просверлить отверстие в ввертыше. Скорость резания до 30 м/мин, подача 0,05—0,2 мм/об. Нарезать резьбу в ввертыше. Скорость резания 4—Б м/мин, частота вращения 60— 90 мин»1
[c.236]
Завернуть ввертыш в отверстие. Удалить вытесненные из.лии1ки состава тампоном, смоченным в ацетоне. Произвести отверждение состава. Просверлить отверстие в ввертыше. Скорость резания до 30 м/мин, подача 0,05—0,2 мм/об. Нарезать резьбу в ввертыше. Скорость резания 4—Б м/мин, частота вращения 60— 90 мин»1
[c.236]
При ремонте с использованием ввертыша (рис. 141, а) сверлят резьбовое отверстие и, иарезаг поиую резьбу под ввертыш /, завертывают его в резьбовое огзсрстие. Затем просверливают отверстие 2 диаметром 3 мм, которое должно захватывать ввертыш и деталь, и вставляют в его стопорную шпильку, предотвращающую вывертывание ввертыша при сборке и разборке узла. 238 [c.238]
Изнощенное резьбовое отверстие в блоке цилиндров ремонтируют нарезанием ремонтной резьбы и установкой ремонтной втулки с наружной резьбой. После завертывания втулки в блок цилиндров ее стопорят Например, втулку-ввертыш с наружной резьбой 1М 18X1,5 и длиною 18 мм стопорят латунной проволокой диаметром 2,5 мм, которую забивают в отверстие на глубину 10 мм. После этого зачищают и стопор, и ввер-тыш вровень с основным металлом.
[c.128]
После этого зачищают и стопор, и ввер-тыш вровень с основным металлом.
[c.128]
Поетановка ввертышей применяется при значительном износе или повреждении резьб в отверстиях детали в тех случаях, когда позволяет конструкция детали, например резьбовые отверстия блока цилиндров, резьба под свечи и т. д. [c.553]
Ввертывание ввертыша в резьбовое отверстие. Ввертыш часто ставится на сурике. Крепление ввертыша осуществляется расклепкой, развальцовкой или постановкой стопорного винта или штифха. [c.553]
Дополнительные ремонтные детали щироко применяют при восстановлении изнощенных деталей под ремонтный и особенно под номинальный размеры. Сущность способа состоит в том, что на изно-щенную поверхность предварительно обработанной детали устанавливают специально изготовленную дополнительную деталь (насадок). Дополнительные детали (рис. 9.2, а, б) изготовляют в виде различных втулок, гильз, колец, резьбовых ввертышей, зубчатых венцов щестерен и т. д. Этим способом ремонтируют блок цилиндров, гнезда клапанов, посадочные отверстия под подшипники качения в картерах коробок передач, задних мостов, ступицах, корпуса масляных и водяных насосов, отверстия с изношенной резьбой в корпусных деталях и др.
[c.104]
Восстановление изношенной резьбы под свечи осуще- твляется постановкой ввертыша. С этой целью, напри-v ep, у головок двигателей ЗИЛ-130 резьбовое отверстие рассверливают до диаметра 18,3 мм, зенкуют до диамет-)а 25 мм на глубину 2,5 мм (общая глубина 5,5 мм), нарезают резьбу под ввертыш М20Х1.5—6 Н, а затем тертывают ввертыш и развальцовывают его со стороны [c.147]
Восстановление резьбового отверстия постановкой ввертыща (например, отверстие для свечи зажигания) состоит из следующих операций сверление отверстия под ввертыш, нарезание резьбы в отверстии, изготовление ввертыша, ввертывание и закрепление его, зачистка заусенцев и чистовая прогонка внутренней резьбы ввертыша.
[c. 366]
Постановка дополнительной (новой) детали для восстановления поврежденных резьбовых отверстий, особенно в деталях, изготовленных из легких сплавов (корпус воздуходувки или турбокомпрессора, блок дизеля М750 и т. п.). При этом ставят либо дополнительные резьбовые ввертыши (рис. 3.2, а) или резьбовые втулки (рис. 3.2, б). Как правило, для восстановления стальных и чугунных деталей дополнительная деталь изготовляется из материала той же марки, что и у восстанавливаемой детали. В отверстия деталей, изготовленных из легких сплавов, ставят дополнительные детали из стали (обычно сталь 20) Для стальных втулок толщину стенок принимают не менее 2 мм,для чугунных — не менее 4 мм. Для большей надежности дополнительные резьбовые втулки, установленные на прессовой посадке, стопорят винтами или штифтами. [c.100]
Следует помнить, что поршень и корпус топливоподкачивающего насоса, а также поршень и цилиндр ручного насоса раскомплектованию не подлежат. Детали и узлы насоса необходимо рассматривать во взаимосвязи с деталями, с которыми они работают в паре. Детали, имеющие трещины, обломы, срыв резьбы в отверстиях, не ремонтируют. Допускается восстанавливать резьбу в отверстиях под болты крепления топливопроводов с помощью стальных резьбовых ввертышей на эпоксидном клее или спиральных резьбовых вставок.
[c.229]
Детали, имеющие трещины, обломы, срыв резьбы в отверстиях, не ремонтируют. Допускается восстанавливать резьбу в отверстиях под болты крепления топливопроводов с помощью стальных резьбовых ввертышей на эпоксидном клее или спиральных резьбовых вставок.
[c.229]
Сорванную резьбу свечного отверстия восстанавливают резьбовым ввертышем (рис. 156). Для этого свечное отверстие развертывают до диаметра 18,3 мм. Торец зенкуют на глубину 5,5 мм, его поверхность должна быть не ниже 5-го класса шероховатости. В отверстии нарезают резьбу М20Х 1,5, и туда завертывают ввертыш, предварительно подложив под буртик ввер-тыша медную шайбу толщиной 1 мм. Выступающий в камеру сгорания конец ввертыша развал ьцовывают и обрабатывают по форме камеры. Свечное отверстие калибруют метчиком М14Х 1,25. [c.193]
Резьбовые отверстия с изношенной, сорванной или забитой резьбой восстанавливают нарезанием новой резьбы ремонтного размера или постановкой ввертышей. При нарезании резьбы ремонтного размера отверстие с дефектной резьбой зенкеруют, зенкуют и нарезают резьбу требуемого размера. Работу ведут на радиальносверлильных станках желательно с применением револьверных головок, что позволяет обходиться без ручной смены инструмента. Блок устанавливают на специальном поворотном стенде с бази- рованием на плоскость со стороны нижнего картера и два установочных отверстия. Обработка отверстий ведется с применением накладных кондукторов. При постановке ввертышей отверстие с дефектной резьбой зенкеруют под резьбу ввертыша. В отверстие ввертывают дополнительную деталь с резьбой номинального размера (ввертыш) и на его границе с блоком сверлят отверстие Ф 3,3 мм и нарезают резьбу М4х0,5 для стопора.
[c.353]
Работу ведут на радиальносверлильных станках желательно с применением револьверных головок, что позволяет обходиться без ручной смены инструмента. Блок устанавливают на специальном поворотном стенде с бази- рованием на плоскость со стороны нижнего картера и два установочных отверстия. Обработка отверстий ведется с применением накладных кондукторов. При постановке ввертышей отверстие с дефектной резьбой зенкеруют под резьбу ввертыша. В отверстие ввертывают дополнительную деталь с резьбой номинального размера (ввертыш) и на его границе с блоком сверлят отверстие Ф 3,3 мм и нарезают резьбу М4х0,5 для стопора.
[c.353]
Резьбовые вставки для восстановления резьбы
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .

Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация youtube.com/embed/MF58chIaKYw?rel=0″/>
youtube.com/embed/MF58chIaKYw?rel=0″/>
Какие инструменты применяются при восстановлении резьбы
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Содержание
Как восстановить резьбу при помощи метчика и без него
Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
Рассверливайте отверстие строго под прямым углом
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
Не забывайте использовать смазку и регулярно удалять стружку.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
Удаление старой резьбы путем рассверливания.
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
Обработка отверстия заподлицо основным металлом.
Нарезание новой резьбы.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы. В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
Изображение №1: рассверливание отверстия под спиральную вставку
Формирование резьбы. Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.
Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
Заполните эпоксидным клеем отверстие.
Подождите пока полимер затвердеет.
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.
Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
Вскройте упаковку и вытащите компоненты.
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб. Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.
Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
Смешайте в равных долях вещества из первого и второго тюбиков. Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Нанесите полученную смесь на предназначенное для вкручивание изделие.
Обеспечьте необходимый температурный режим.
Не трогайте детали в течение указанного в инструкции времени.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу. Это обеспечит правильное формирование витков при восстановлении резьбы.
При вкручивании изделия ее излишки должны вылезать от давления наружу. Это обеспечит правильное формирование витков при восстановлении резьбы.
Повреждение резьбы в отверстиях различных деталей явление очень распространённое. Повреждение может произойти как при изготовлении детали, так и во время её эксплуатации. Никто не застрахован от этого.
В большинстве случаев ремонт или восстановление резьбы сводится к рассверливанию отверстия под больший диаметр с последующем нарезанием новой резьбы. Однако, это не всегда удобно и не всегда возможно.
Что же делать? На помощь приходит простой и эффективный метод ремонта повреждённой резьбы с помощью проволочных резьбовых вставок. Этот впервые был применён ещё в тридцатых годах прошлого столетия, и, в настоящее время, достаточно распространён по всему миру. К большому сожалению, у нас он применяется крайне редко и только набирает популярность. Редкость применения объясняется элементарной неосведомлённостью о том, что такой способ вообще существует, а быстрая популяризация – простотой и удобством метода ремонта.
Производством пружинных вставок и оборудования для их установки в мире занимается очень много фирм. Производимые ими вставки могут незначительно отличаться по форме, материалу, из которого сделаны. Существуют непринципиальные отличия технологий установки, демонтажа, соответствующих инструментов предлагаемых отдельными производителями, однако общие принципы данного метода остаются неизменными на протяжении многих лет.
Система восстановления резьбыКомплексное предложение из резьбовых вставок, технологии их установки и инструмента обычно именуется “cистема” c добавлением отличительного фирменного названия. Например:
- система “V-coil”
- система “Recoil”
- система ”BaerCoil”
- система ”HeliCoil”
- и так далее.
Есть и производители, предлагающие только вставки – особенно много их в Китае, где очень быстро учатся на ошибках других, и с большим энтузиазмом берут на вооружение самое передовое, что есть в мире.
Как уже отмечалось, типовая система состоит из проволочных резьбовых вставок и инструмента для установки этих резьбовых вставок в отверстие, которое предварительно подготавливается с помощью входящих в комплект поставки свёрл (можно использовать и свои свёрла) и специальных метчиков, немного отличающихся от стандартных. Вот тут как раз настоятельно рекомендуется применять только эти, специальные метчики.
Проволочная резьбовая вставкаПроволочные резьбовые вставки представляют собой спираль с ромбическим профилем высокой точности, на внутренней поверхности вставки таким же, как у резьбы. Изготавливаются резьбовые вставки из разных материалов. Наиболее распространены вставки из высококачественной нержавеющей стали, что позволяет полностью забыть о коррозии.
Резьбовые вставки имеют определенное количество витков. Стандартно выпускаются вставки 1d, 1,5d, 2d, 2,5d, 3d. Это означает, что длина вставки равна одному диаметру, двум диаметрам и так далее. Но выпускаются и другие, специальные вставки с другими размерами.
Но выпускаются и другие, специальные вставки с другими размерами.
Наибольшее распространение в мире получили вставки снабженные установочным язычком, хотя выпускаются и пружинные проволочные вставки другой конструкции. Установочный язычок служит только для установки вставки в предварительно подготовленное отверстие и легко обламывается после установки, благодаря специальному надрезу. При ремонте резьбы в глухих отверстиях обламывать язычок совсем не обязательно.
Установка резьбовой вставкиРассматриваемый нами метод восстановление резьбы в отверстии общепризнан наиболее дешёвым из всех существующих. Он чрезвычайно прост – необходимо выполнить всего три действия:
Отверстие с повреждённой резьбой засверливается для удаления поврежденной резьбы. Рекомендуемый диаметр сверла зависит от вида резьбы и её параметров, и обычно приводится каждым производителем в специальных таблицах – рекомендациях. Производители вставок предлагают к поставке всю гамму рекомендованных свёрл, однако ничто не мешает использовать стандартные свёрла необходимого размера.
Нарезать резьбу метчиком соответствующего диаметра. Метчики предлагаемых систем имеют определённые отличия от стандартных, поэтому использовать метчик идущий в комплекте (рекомендуемые производителем) ОБЯЗАТЕЛЬНО!
3. Установка проволочной пружинной вставки
С помощью специального приспособления, также входящего в комплект каждой системы, произвести установку резьбовой вставки в подготовленное отверстие.
В результате мы получаем новую резьбу, не только не уступающую по своим прочностным характеристикам, оригинальной резьбе, но значительно её превосходящую.
При необходимости, резьбовые вставки с помощью специальных приспособлений, опять же входящих в “систему”, можно извлекать.
Для обламывания и извлечения установочного язычка применяется специальный инструмент, а на вставках большого диаметра – обычные плоскогубцы и т.д.
Преимущества применения резьбовых вставокНаружный диаметр каждой резьбовой вставки в свободном состоянии больше принимающей резьбы на точно рассчитанную величину. Эта разница обеспечивает необходимый натяг в месте посадки резьбовой вставки и не даёт ей самостоятельно выкручиваться. Резьбовые вставки устойчиво и практически без зазора располагаются в принимающей резьбе. При такой очень прочной посадке полностью отпадает необходимость использовать клей для фиксации, как в случае с классической втулкой.
Эта разница обеспечивает необходимый натяг в месте посадки резьбовой вставки и не даёт ей самостоятельно выкручиваться. Резьбовые вставки устойчиво и практически без зазора располагаются в принимающей резьбе. При такой очень прочной посадке полностью отпадает необходимость использовать клей для фиксации, как в случае с классической втулкой.
Упругие свойства резьбовых вставок позволяют равномерно распределить нагрузки и напряжения. Угловая и шаговая погрешность компенсируются по всей длине резьбовой вставки , в результате чего достигаются идеальные условия для передачи усилия между болтом и приёмной резьбой и, как следствие, – увеличение срока службы резьбового соединения при любых статических и динамических нагрузках.
Для ещё более прочной посадки и, соответственно, ещё более надёжного резьбового соединения, выпускаются специальные, блокирующиеся резьбовые вставки (такие вставки имеют другой цвет, отличный от стандартных – обычно красный).
От обычных вставок блокирующиеся отличаются тем, что один из витков выполнен в форме шестигранника. Именно это и предотвращает выкручивание резьбовой вставки вместе с болтом. А так же полностью предотвращает самопроизвольное выкручивание резьбовой вставки и болта при вибрациях, цикличных температурных изменениях.
Именно это и предотвращает выкручивание резьбовой вставки вместе с болтом. А так же полностью предотвращает самопроизвольное выкручивание резьбовой вставки и болта при вибрациях, цикличных температурных изменениях.
Хоть мы и говорим о системах для ремонта резьбовых соединений, но наиболее интересное их применение – усиление несущей способности резьбы в корпусных деталях, деталях сложной формы, больших размеров или высокой стоимости, а также создание резьбовой поверхности в хрупких материалах.
Описываемые системы позволяют создать сверхпрочные резьбовые соединения, допускающее большую нагрузку в металлах низкой прочности (алюминий, сплавы на основе алюминия и магния), а также в пластике или дереве. Появляется возможность изготовления и восстановления резьбовых отверстий в тонкостенных деталях, уменьшается износ резьбы при частых завинчиваниях и отвинчиваниях.
Применение пружинных резьбовых вставок предоставляет конструктору свободу в выборе материала и его толщины. Из-за уменьшения напряжений в резьбовом соединении, конструктор волен подбирать крепёжные элементы меньших размеров, чем обычно, без применения вставок.
Из-за уменьшения напряжений в резьбовом соединении, конструктор волен подбирать крепёжные элементы меньших размеров, чем обычно, без применения вставок.
Вследствие уменьшения места соединения и сокращения размера, например болта, а также экономии материала, рабочего пространства и веса при одинаковых или более высоких требованиях, предъявляемых к резьбовому соединению, достигается значительное сокращение затрат.
Ещё одно применение резьбовых вставок – лёгкий переход с одной резьбы на другую, например с дюймовой на метрическую.
Спектр применения резьбовых вставок очень велик. Это и автомастерские, и авиационные мастерские, судоремонтные заводы, различные машиностроительные предприятия. Резьбовые вставки применяются также и в медицинском оборудовании, при производстве пластмассовых изделий и изделий из дерева – вставки применяются везде, где нужна качественная резьба для надежных резьбовых соединений.
В качестве примера можно сказать, что в каталоге, представляющем проволочные резьбовые вставки системы ”HeliCoil”, есть упоминание, что в конструкции самолёта Боинг 747 используются 250 000 (двести пятьдесят тысяч . ) различных резьбовых вставок этой системы,- и это один из факторов, способствующий высочайшей прочности и надёжности этого самолёта.
) различных резьбовых вставок этой системы,- и это один из факторов, способствующий высочайшей прочности и надёжности этого самолёта.
Возвращаясь к вопросу ремонта, нужно отметить, что резьбовые вставки хорошо зарекомендовали себя в самых разных отраслях, таких, как ремонт авто- и мототехники, при ремонтах узлов выполненных из сплавов алюминия – головки блока цилиндров, коробки передач и т.д. Резьбовые вставки очень надежно ведут себя при ремонтах резьбы свечей и форсунок. Для этих целей выпускаются специальные вставки и специальный инструмент. Широкое применение резьбовые вставки получили при ремонтах турбин на атомных электростанциях. В данном случае нужно отметить, что ремонтные вставки производятся также очень больших размеров.
Незаменимыми резьбовые вставки будут и в авиационных мастерских, в мастерских военной техники. Практически везде, где требуется быстрое восстановление поврежденной резьбы без замены узлов и механизмов.
ООО «ТАНТАЛ» выражает благодарность ООО «ШЛИФ», Республика Беларусь, за подготовку хорошей обзорной статьи.
Helicoil резьбовая вставка для восстановления резьбы
Размеры
Ремкомплекты helicoil plus метрических размеров М2-М16
| Комплект поставки: Резьбовые вставки HELICOIL® plus, три длины Спиральное сверло (до M 12) Ручной метчик HELICOIL® из высокопрочной быстрорежущей стали Установочный шпиндель HELICOIL® plus Цапфоломатель (до M 12) *d = номинальный диаметр резьбы (мм) |
| М2-М16 х 1.5 метрическая ISO резьба, нержавеющая сталь А2 | ||||
|---|---|---|---|---|
| Диаметр резьбы d(x P) | Шаг резьбы P | Количество вставок helicoil n x d (x P) x L | Размер дополнительная упаковка d (x P) x L* | Количество вставок helicoil в доп. упаковке |
| М2 | 0.4 | 20 х М2 х 2 20 х М2 х 3 20 х М2 х 4 | М2 х 2 М2 х 3 М2 х 4 | 20 20 20 |
М2. 5 5 | 0.45 | 20 х М2.5 х 2.5 20 х М2.5 х 3.75 20 х М2.5 х 5 | М2.5 х 2.5 М2.5 х 3.75 М2.5 х 5.0 | 20 20 20 |
| М3 | 0.5 | 20 х М3 х 3 20 х М3 х 4.5 20 х М3 х 6 | М3 х 3 М3 х 4.5 М3 х 6 | 20 20 20 |
| М3.5 | 0.6 | 20 х М3.5 х 3.5 20 х М3.5 х 5.25 20 х М3.5 х 7 | М3.5 х 3.5 М3.5 х 5.25 М3.5 х 7 | 20 20 20 |
| М4 | 0.7 | 20 х М4 х 4 20 х М4 х 6 20 х М4 х 8 | М4 х 4 М4 х 6 М4 х 8 | 20 20 20 |
| М5 | 0.8 | 20 х М5 х 5 20 х М5 х 7.5 20 х М5 х 10 | М4 х 5 М4 х 7.5 М4 х 10 | 20 20 20 |
| М6 | 1. 0 0 | 20 х М6 х 6 20 х М6 х 9 20 х М6 х 12 | М6 х 6 М6 х 9 М6 х 12 | 20 20 20 |
| М7 | 1.0 | 10 х М7 х 7 10 х М7 х 10.5 10 х М7 х 14 | М7 х 7 М7 х 10.5 М7 х 14 | 10 10 10 |
| М8 | 1.25 | 10 х М8 х 8 10 х М8 х 12 10 х М8 х 16 | М8 х 8 М8 х 15 М8 х 16 | 10 10 10 |
| М8 х 1 | 1.0 | 10 х М8 х 1 х 8 10 х М8 х 1 х 12 10 х М8 х 1 х 16 | М8 х 1 х 8 М8 х 1 х 12 М8 х 1 х 16 | 10 10 10 |
| М9 | 1.25 | 10 х М9 х 9 10 х М9 х 13.5 10 х М9 х 18 | М9 х 9 М9 х 13.5 М9 х 18 | 10 10 10 |
| М10 | 1. 5 5 | 10 х М10 х 10 10 х М10 х 15 10 х М10 х 20 | М10 х 10 М10 х 15 М10 х 20 | 10 10 10 |
| М10 х 1 | 1.0 | 10 х М10 х 1 х 10 10 х М10 х 1 х 15 10 х М10 х 1 х 20 | М10 х 1 х 10 М10 х 1 х 15 М10 х 1 х 20 | 10 10 10 |
| М10 х 1.25 | 1.25 | 10 х М10 х 1.25 х 10 10 х М10 х 1.25 х 15 10 х М10 х 1.25 х 20 | М10 х 1.25 х 10 М10 х 1.25 х 15 М10 х 1.25 х 20 | 10 10 10 |
| М11 | 1.5 | 10 х М11 х 11 10 х М11 х 16.5 10 х М11 х 22 | М11 х 11 М11 х 16.5 М11 х 22 | 10 10 10 |
| М12 | 1.75 | 10 х М12 х 12 10 х М12 х 18 10 х М12 х 24 | М12 х 12 М12 х 18 М12 х 24 | 10 10 10 |
М12 х 1. 25 25 | 1.25 | 10 х М12 х 1.25 х 12 10 х М12 х 1.25 х 18 10 х М12 х 1.25 х 24 | М12 х 1.25 х 12 М12 х 1.25 х 18 М12 х 1.25 х 24 | 10 10 10 |
| М14 | 2.0 | 10 х М14 х 1.5 х 14 10 х М14 х 1.5 х 21 10 х М14 х 1.5 х 28 | М14 х 14 М14 х 21 М14 х 28 | 10 10 10 |
| М14 х 1.5 | 1.5 | 10 х М14 х 1.5 х 14 10 х М14 х 1.5 х 21 10 х М14 х 1.5 х 28 | М14 х 1.5 х 14 М14 х 1.5 х 21 М14 х 1.5 х 28 | 10 10 10 |
| М16 | 2.0 | 10 х М16 х 16 10 х М16 х 24 10 х М16 х 32 | М16 х 16 М16 х 24 М16 х 32 | 10 10 10 |
| М16 х 1.5 | 1.5 | 10 х М16 х 1. 5 х 16 10 х М16 х 1.5 х 24 10 х М16 х 1.5 х 32 | 10 х М16 х 1.5 х 16 10 х М16 х 1.5 х 24 10 х М16 х 1.5 х 32 | 10 10 10 |
Ремкомплекты helicoil plus метрических размеров М18-М36 х 1.5
| Комплект поставки: Резьбовые вставки HELICOIL® plus Ручной метчик (двухкомплексный) Установочный шпиндель HELICOIL® plus (M 18 – M 24 стандартный шаг) Установочный инструмент HELICOIL (M 27 – M 33 стандартный шаг и® M 18 x 1,5 – M 36 x 1,5 мелкий шаг) *d = номинальный диаметр резьбы (мм) P = шаг резьбы (мм) L = длина (мм) |
| М18-М36 х 1.5 метрическая ISO резьба, нержавеющая сталь А2 | |||
|---|---|---|---|
| Диаметр резьбы d(x P) | Шаг резьбы P | Количество вставок helicoil | Количество вставок helicoil в доп. упаковке |
| М 18 х 18 | 2. 5 5 | 10 | 10 |
| М 18 х27 | 2.5 | 10 | 10 |
| М 18 х36 | 2.5 | 10 | 10 |
| М 18 х 1.5 х 18 | 1.5 | 10 | 10 |
| М 18 х 1.5 х 27 | 1.5 | 10 | 10 |
| М 18 х 1.5 х 36 | 1.5 | 10 | 10 |
| М 18 х 2 х 18 | 2 | 10 | 10 |
| М 18 х 2 х 27 | 2 | 10 | 10 |
| М 18 х 2 х 36 | 2 | 10 | 10 |
| М 20 х 20 | 2.5 | 10 | 10 |
| М 20 х 30 | 2.5 | 10 | 10 |
| М 20 х 40 | 2.5 | 10 | 10 |
М 20 х 1. 5 х 20 5 х 20 | 1.5 | 10 | 10 |
| М 20 х 1.5 х 30 | 1.5 | 10 | 10 |
| М 20 х 1.5 х 40 | 1.5 | 10 | 10 |
| М 20 х 2 х 20 | 2 | 10 | 10 |
| М 20 х 2 х 30 | 2 | 10 | 10 |
| М 20 х 2 х 40 | 2 | 10 | 10 |
| М 22 х 22 | 2.5 | 10 | 10 |
| М 22 х 33 | 2.5 | 10 | 10 |
| М 22 х 44 | 2.5 | 10 | 10 |
| М 22 х 1.5 х 22 | 1.5 | 10 | 10 |
| М 22 х 1.5 х 33 | 1.5 | 10 | 10 |
| М 22 х 1.5 х 44 | 1.5 | 10 | 10 |
| М 22 х 2 х 22 | 2 | 10 | 10 |
| М 22 х 2 х 33 | 2 | 10 | 10 |
| М 22 х 2 х 44 | 2 | 10 | 10 |
| М 24 х 24 | 3 | 10 | 10 |
| М 24 х 36 | 3 | 10 | 10 |
| М 24 х 48 | 3 | 10 | 10 |
М 24 х 1. 5 х 24 5 х 24 | 1.5 | 10 | 10 |
| М 24 х 1.5 х 36 | 1.5 | 10 | 10 |
| М 24 х 1.5 х 48 | 1.5 | 10 | 10 |
| М 24 х 2 х 24 | 2 | 10 | 10 |
| М 24 х 2 х 36 | 2 | 10 | 10 |
| М 24 х 2 х 48 | 2 | 10 | 10 |
| М 26 х 1.5 х 26 | 1.5 | 10 | 10 |
| М 26 х 1.5 х 39 | 1.5 | 10 | 10 |
| М 26 х 1.5 х 52 | 1.5 | 10 | 10 |
| М 27 х 27 | 3 | 10 | 10 |
| М 27 х 40.5 | 3 | 10 | 10 |
| М 27 х 54 | 3 | 10 | 10 |
М 27 х 1. 5 х 27 5 х 27 | 1.5 | 10 | 10 |
| М 27 х 1.5 х 40.5 | 1.5 | 10 | 10 |
| М 27 х 1.5 х 54 | 1.5 | 10 | 10 |
| М 27 х 2 х 27 | 2 | 10 | 10 |
| М 27 х 2 х 40.5 | 2 | 10 | 10 |
| М 27 х 2 х 54 | 2 | 10 | 10 |
| М 28 х 1.5 х 28 | 1.5 | 10 | 10 |
| М 28 х 1.5 х 42 | 1.5 | 10 | 10 |
| М 28 х 1.5 х 56 | 1.5 | 10 | 10 |
| М 30 х 30 | 3.5 | 10 | 10 |
| М 30 х 45 | 3.5 | 10 | 10 |
| М 30 х 60 | 3.5 | 10 | 10 |
М 30 х 1. 5 х 30 5 х 30 | 1.5 | 10 | 10 |
| М 30 х 1.5 х 45 | 1.5 | 10 | 10 |
| М 30 х 1.5 х 60 | 1.5 | 10 | 10 |
| М 30 х 2 х 30 | 2 | 10 | 10 |
| М 30 х 2 х 45 | 2 | 10 | 10 |
| М 30 х 2 х 60 | 2 | 10 | 10 |
| М 32 х 1.5 х 32 | 1.5 | 10 | 10 |
| М 32 х 1.5 х 48 | 1.5 | 10 | 10 |
| М 32 х 1.5 х 64 | 1.5 | 10 | 10 |
| М 33 х 33 | 3.5 | 10 | 10 |
| М 33 х 49.5 | 3.5 | 10 | 10 |
| М 33 х 66 | 3.5 | 10 | 10 |
М 33 х 1. 5 х 33 5 х 33 | 1.5 | 10 | 10 |
| М 33 х 1.5 х 49.5 | 1.5 | 10 | 10 |
| М 33 х 1.5 х 66 | 1.5 | 10 | 10 |
| М 33 х 2 х 33 | 2 | 10 | 10 |
| М 33 х 2 х 49.5 | 2 | 10 | 10 |
| М 33 х 2 х 66 | 2 | 10 | 10 |
| М 35 х 1.5 х 35 | 1.5 | 10 | 10 |
| М 35 х 1.5 х 52.5 | 1.5 | 10 | 10 |
| М 35 х 1.5 х 70 | 1.5 | 10 | 10 |
| М 36 х 1.5 х 36 | 1.5 | 10 | 10 |
| М 36 х 1.5 х 54 | 1.5 | 10 | 10 |
| М 36 х 1.5 х 72 | 1.5 | 10 | 10 |
Ремкомплекты helicoil plus для ремонта отверстий свечей зажигания М10 х 1 — М14 х 1. 25
25
| Комплект поставки: Резьбовые вставки HELICOIL® plus Комбинированный метчик-сверло HELICOIL® Установочный шпиндель HELICOIL® plus *d = номинальный диаметр резьбы (мм) P = шаг резьбы (мм) L = длина (мм) |
| М10 х 1 — М14 х 1.25 (резьба свечей зажигания) метрическая ISO резьба, нержавеющая сталь А2 | |||
|---|---|---|---|
| Диаметр резьбы d(x P) | Шаг резьбы P | Вставки Helicoil по 10 каждого типа n x d( x P) x L | Количество вставок helicoil в доп. упаковке |
| М 10 х 1 | 1.0 | М10 х 1 х 10 М10 х 1 х 15 М10 х 1 х 17.5 | 10 |
| М 12 х 1.25 | 1.25 | М12 х 1.25 х 12 М12 х 1.25 х 16 М12 х 1.25 х 24 | 10 |
| М 14 х 1.25 | 1.25 | М14 х 1.25 х 8.4 М14 х 1.25 х 12.4 М14 х 1. 25 х 16.4 | 10 |
Ремкомплекты helicoil plus для ремонта отверстий метрических размеров специального назначения М18 х 1.5
| Комплект поставки: Резьбовые вставки HELICOIL® plus Ручной метчик HELICOIL® с направляющей шейкой Установочный шпиндель HELICOIL® Шестигранный ключ 2,5 Переходник для 3/8″ ключа-трещотки |
| М18 х 1.5 (резьба кислородных датчиков). Метрическая ISO резьба, сплав «Инконель Х750», посеребренная для высоких термических нагрузок | |||
|---|---|---|---|
| Диаметр резьбы d(x P) | Шаг резьбы P | Количество вставок Helicoil | Количество вставок helicoil в доп. упаковке |
| М 18 х 1.5 х 9 | 1.5 | 5 | 5 |
Ремкомплекты helicoil plus для ремонта маслосливных отверстий М12 х 1.5 — М16 х 1.5
| Комплект поставки: Резьбовые вставки HELICOIL , трех вариантов длины® Комбинированный метчик-сверло HELICOIL Ручной метчик HELICOIL® (при малой глубине) Установочный шпиндель HELICOIL® plus, цапфоломатель, меритель |
M 12 x 1. 5 – M 16 x 1.5 (маслосливные отверстия). Метрическая ISО-резьба, нержавеющая сталь A2 5 – M 16 x 1.5 (маслосливные отверстия). Метрическая ISО-резьба, нержавеющая сталь A2 | |||
|---|---|---|---|
| Диаметр резьбы d(x P) | Шаг резьбы P | Вставки Helicoil по 10 каждого типа | Количество витков W |
| М 12 х 1.5 | 1.5 | М 12 х 1.5 х 9 М 12 х 1.5 х 12 М 12 х 1.5 х 18 | 4.4 6.2 9.8 |
| М 14 х 1.5 | 1.5 | М 14 х 1.5 х 10.5 М 14 х 1.5 х 14 М 14 х 1.5 х 21 | 5.4 7.4 11.6 |
| М 18 х 1.5 х 9 | 1.5 | М 16 х 1.5 х 12 М 16 х 1.5 х 16 М 16 х 1.5 х 241 | 6.3 8.7 13.4 |
Ремкомплекты helicoil plus для ремонта резьбы корпуса повортного кулака колеса М9 х 10
| Комплект поставки: Резьбовые вставки HELICOIL® Комбинированный метчик-сверло HELICOIL® Установочный шпиндель HELICOIL® Цапфоломатель |
М9 х 10для ремонта резьбы корпуса повортного кулака колеса. Метрическая ISО-резьба, аустенитная хромоникелевая сталь Метрическая ISО-резьба, аустенитная хромоникелевая сталь | |||
|---|---|---|---|
| Диаметр резьбы d(x P) | Шаг резьбы P | Количество вставок Helicoil | Количество вставок helicoil в доп. упаковке |
| М 9 х 1.25 x 10 | 1.25 | 10 | 10 |
Ассортимент helicoil plus метрических размеров от М2.5 х 2.5 до М12 х 24
| Комплект поставки: Резьбовые вставки HELICOIL® plus различных размеров и длин Спиральные свёрла Ручные метчики HELICOIL из® высокопрочной быстрорежущей стали Установочные шпиндели HELICOIL® plus Цапфоломатели |
| Ассортименты helicoil plus метрических размеров от М2.5 х 2.5 до М12 х 24. Метрическая ISО-резьба, нержавеющая сталь A2 | ||
|---|---|---|
| Размер резьбы Дополнительная упаковка n x d( x P) x L | Шаг резьбы P | Количество вставок Helicoil |
| М 2. 5 х 2.5 | 0.45 | 20 |
| М 2.5 x 3.75 | 0.45 | 20 |
| М 2.5 х 5.0 | 0.45 | 20 |
| М 3 х 3 | 0.50 | 20 |
| М 3 х 4.5 | 0.50 | 20 |
| М 3 х 6 | 0.50 | 20 |
| М 4 х 4 | 0.70 | 20 |
| М 4 х 6 | 0.70 | 20 |
| М 4 х 8 | 0.70 | 20 |
| М 5 х 5 | 0.80 | 20 |
| М 5 х 7.5 | 0.80 | 20 |
| М 5 х 10 | 0.80 | 20 |
| М 6 х 6 | 1.00 | 20 |
| М 6 х 9 | 1.00 | 20 |
| М 6 х 12 | 1.00 | 20 |
| М 4 х 4 | 0. 70 70 | 20 |
| М 4 х 6 | 0.70 | 20 |
| М 4 х 8 | 0.70 | 20 |
| М 5 х 5 | 0.80 | 20 |
| М 5 х 7.5 | 0.80 | 20 |
| М 5 х 10 | 0.80 | 20 |
| М 6 х 6 | 1.00 | 20 |
| М 6 х 9 | 1.00 | 20 |
| М 6 х 12 | 1.00 | 20 |
| М 8 х 8 | 1.25 | 10 |
| М 8 х 12 | 1.25 | 10 |
| М 8 х 16 | 1.25 | 10 |
| М 10 х 10 | 1.50 | 10 |
| М 10 х 15 | 1.50 | 10 |
| М 10 х 20 | 1.50 | 10 |
| М 5 х 5 | 0.80 | 20 |
М 5 х 7. 5 5 | 0.80 | 20 |
| М 5 х 10 | 0.80 | 20 |
| М 6 х 6 | 1.00 | 20 |
| М 6 х 9 | 1.00 | 20 |
| М 6 х 12 | 1.00 | 20 |
| М 8 х 8 | 1.25 | 10 |
| М 8 х 12 | 1.25 | 10 |
| М 8 х 16 | 1.25 | 10 |
| М 10 х 10 | 1.50 | 10 |
| М 10 х 15 | 1.50 | 10 |
| М 10 х 20 | 1.50 | 10 |
| М 12 х 12 | 1.75 | 10 |
| М 12 х 18 | 1.75 | 10 |
| М 12 х 24 | 1.75 | 10 |
Ассортимент helicoil plus М6-М14 х 1.25 метрическая ISO резьба + резьба свечей зажигания нержав. сталь А2
сталь А2
| Комплект поставки: Резьбовые вставки HELICOIL® plus Спиральные свёрла до M 12 (M 14 x 1.25 с комбинированным метчик-cверлом) Ручные метчики HELICOIL® из высокопрочной быстрорежущей стали Установочные шпиндели HELICOIL® plus Цапфоломатели (до M 12) |
| Ассортименты helicoil plus M 6 – M 14 x 1.25 Метрическая ISО-резьба, нержавеющая сталь A2 + резьба свечей зажигания, нержавеющая сталь A2 | ||
|---|---|---|
| Размер резьбы n x d( x P) x L | Шаг резьбы P | Количество вставок Helicoil |
| M 6 x 6 | 1.00 | 20 |
| M 6 x 9 | 1.00 | 20 |
| M 6 x 12 | 1.00 | 20 |
| M 8 x 8 | 1.25 | 10 |
| M 8 x 12 | 1.25 | 10 |
| M 8 x 16 | 1. 25 25 | 10 |
| M 10 x 10 | 1.50 | 10 |
| M 10 x 15 | 1.50 | 10 |
| M 10 x 20 | 1.50 | 10 |
| M 12 x 12 | 1.75 | 10 |
| M 12 x 18 | 1.75 | 10 |
| M 12 x 24 | 1.75 | 10 |
| M 14 x 1.25 x 8.4 | 1.25 | 10 |
| M 14 x 1.25 x 12.4 | 1.25 | 10 |
| M 14 x 1.25 x 16.4 | 1.25 | 10 |
Ассортимент helicoil plus M 10 x 1 – M 14 x 1.25 Резьба свечей зажигания, нержавеющая сталь A2
| Комплект поставки: Резьбовые вставки HELICOIL® plus различных размеров и длин Комбинированные метчик-сверла HELICOIL® Установочные шпиндели HELICOIL® plus Щипцы для удаления цапфы |
Ассортименты helicoil plus M 10 x 1 – M 14 x 1. 25 Резьба свечей зажигания, нержавеющая сталь A2 25 Резьба свечей зажигания, нержавеющая сталь A2 | ||
|---|---|---|
| Размер резьбы n x d( x P) x L | Шаг резьбы P | Количество вставок Helicoil |
| M 10 x 1 x 10 | 1.00 | 10 |
| M 10 x 1 x 15 | 1.00 | 10 |
| M 10 x 1 x 17.5 | 1.00 | 10 |
| M 12 x 1.25 x 12 | 1.25 | 10 |
| M 12 x 1.25 x 16 | 1.25 | 10 |
| M 12 x 1.25 x 24 | 1.25 | 10 |
| M 14 x 1.25 x 8.4 | 1.25 | 10 |
| M 14 x 1.25 x 12.4 | 1.25 | 10 |
| M 14 x 1.25 x 16.4 | 1.25 | 10 |
Ассортимент helicoil plus M 12 x 1.5 – M 16 x 1.5 (резьба отверстий для слива масла)
| Комплект поставки: Резьбовые вставки HELICOIL® plus различных размеров Комбинированные метчик-сверла HELICOIL® Ручные метчики HELICOIL (для малой глубины)® Установочный шпиндель HELICOIL® plus, щипцы для удаления цапфы, меритель |
M 12 x 1. 5 – M 16 x 1.5 (резьба отверстий для слива масла). Метрическая ISО-резьба, нержавеющая сталь A2 5 – M 16 x 1.5 (резьба отверстий для слива масла). Метрическая ISО-резьба, нержавеющая сталь A2 | |||
|---|---|---|---|
| Размер резьбы n x d( x P) x L | Число витков W | Шаг резьбы P | Количество вставок Helicoil |
| M 12 x 1.5 x 9 | 4.4 | 1.5 | 10 |
| M 12 x 1.5 x 12 | 6.2 | 1.5 | 10 |
| M 12 x 1.5 x 18 | 9.8 | 1.5 | 10 |
| M 14 x 1.5 x 10.5 | 5.4 | 1.5 | 10 |
| M 14 x 1.5 x 14 | 7.4 | 1.5 | 10 |
| M 14 x 1.5 x 21 | 11.6 | 1.5 | 10 |
| M 16 x 1.5 x 12 | 6.3 | 1.5 | 10 |
| M 16 x 1.5 x 16 | 8.7 | 1.5 | 10 |
M 16 x 1. 5 x 24 5 x 24 | 13.4 | 1.5 | 10 |
Описание
Бронирование резьбы используется в материалах с низким пределом прочности на сдвиг. Чаще вего это сплавы на основе алюминия и магния. Наиболее часто резьбовые вставки импользуются в машиностроении, приборостроении, в производстве комплектного промышленного оборудования, автомобилестроении, медицине, авиации и космонавтике. В некоторых отраслях, например при ремонте атомных электростанций, используются резьбовые вставки очень больших размеров. Резьбовые вставки HELICOIL® обеспечивают износостойкость резьбы с незначительным и равномерным резьбовым трением. Постоянный коэффициент трения в резьбе важен при создании винтовых соединений с чётко обозначенным усилием предварительного напряжения. В ремонтных целях резьбовые вставки служат для восстановления повреждённого резьбового соединения на дорогостоящих компонентах, а также для ремонта крупных серийных деталей, из-за брака в резьбовом соединении. С помощью вставок HELICOIL® можно в кратчайшие сроки восстановить работоспособность узлов и агрегатов любой сложности в которых повреждена резьба.
С помощью вставок HELICOIL® можно в кратчайшие сроки восстановить работоспособность узлов и агрегатов любой сложности в которых повреждена резьба.Блок цилиндров двигателя мотоцикла из алюминиевого литейного сплава Крепёжная резьба для ролика механизма натяжения зубчатого приводного ремня и направляющего ролика 2 HELICOIL® plus M 8 x 12 free running.
Корпус турбонагнетателя из алюминиевого литейного сплава. Усиление резьбы посредством HELICOIL® plus M 6 x 9.
Корпус фары из алюминиевого литейного сплава 8 HELICOIL® plus M 5 x 5 free running.
Крепёжная резьба парогенератора для парового утюга из алюминиевого литейного сплава 1 HELICOIL® M 16 x 1,25 x 16 free running.
Корпус электропневматического молотка из алюминия
13 HELICOIL® plus M 8 x12 free running STRIPFEED® 4 HELICOIL® plus M 6x 9 free running STRIPFEED® 4 HELICOIL® plus M 12 x 18 free running STRIPFEED®
Виды продукции
HELICOIL® plus free running Резьбовая вставка навита с помощью точно формованного, ромбовидного профиля. Результатом этого процесса является калиброванная внутренняя резьба двухстороннего применения. Для лёгкого распознования в установленном состоянии вставки HELICOIL ® plus free running окрашены в зелёный цвет. Эта краска является стойкой к стиранию и смыванию. Знаком качества является тиснение в виде алмаза в конце последнего витка каждой резьбовой вставки HELICOIL ® plus free running фирмы «Бёльхофф», что подтверждает оригинальность вставки.
Результатом этого процесса является калиброванная внутренняя резьба двухстороннего применения. Для лёгкого распознования в установленном состоянии вставки HELICOIL ® plus free running окрашены в зелёный цвет. Эта краска является стойкой к стиранию и смыванию. Знаком качества является тиснение в виде алмаза в конце последнего витка каждой резьбовой вставки HELICOIL ® plus free running фирмы «Бёльхофф», что подтверждает оригинальность вставки.
HELICOIL® plus SCREW LOCK®
Резьбовые вставки HELICOIL® plus SCREWLOCK® обладают аналогичными резьбовыми техническими преимуществами, что и вставки HELICOIL® plus free running. Отличие заклюается в конечном участке винтового зажима, который исполняет роль винтового стопора. Винтовой зажим достигается посредством одного или нескольких гранёных витков, которые зажимают боковины ввёрнутого болта, создаётся эластичный пружинящий фрикционный замок. При этом достигаются зажимные крутящие моменты которые сравнимы с нормами ДИН 267, часть 15, ИСО 2320.
Резьбовые вставки HELICOIL® plus SCREWLOCK®, окрашенные в красный цвет с аналогичным фирменным знаком в форме алмаза, применяютсявместе с болтами высокого класса прочности (от 8.8). При использовании высоколегированных болтов следует применять рекомендуемые производителем смазочные материалы. При работе действуют такие же методы затяжки и крутящие моменты, как и с резьбовыми вставками HELICOIL® plus free running.
HELICOIL® Tangless
Для использования резьбовой вставки HELICOIL® Tangless, в отличие от HELICOIL® plus, не нужна поводковая цапфа, которая отделяется после установки. Это сокращает время установки, а также делает незаменимой данную вставку для глухих отверстий.
Резьбовые вставки HELICOIL® Tangless и HELICOIL® plus полностью совместимы, что означает следующее:
Идентичные виды посадочной резьбы
- Никаких изменений конструкции
- Не требуется применение нового метчика
Поставляются варианты изготовления резьбовых вставок HELICOIL® Tangless: free running или SCREWLOCK®.
HELICOIL® plus TWINSERT
Если нужно скорректировать резьбовые отверстия, которые разбросаны по плоскости, либо вырезаны эксцентрично или очень крупно, но, несмотря на это сделаны в соответствии с требованиями, нельзя применять более крупный диаметр болта, то предлагается использовать набор резьбовых вставок HELICOIL® plus TWINSERT в качестве ремонта посредством техники «HELICOIL® plus в HELICOIL® plus».
TWINSERT состоит из двух вставок HELICOIL® plus, при этом внешняя вставка всегда является типом вставки free running, а внутренняя вставка может быть вставкой типа HELICOIL® plus free running или HELICOIL® plus SCREWLOCK® длиной от 1,5 d до 2,0d.
Применение
Ремонт резьбы для свечей зажиганияТехнология HELICOIL® plus является высокоэффективным способом создания прочной резьбы в автомобильной промышленности. Дорогостоящие и сложные детали нет потребности заменять, изношенную резьбу можно легко и быстро восстановить.
Ремонт резьбы электродвигателя с обмотками из алюминия
Изношенная из-за больших нагрузок, часто срабатываемая резьба электродвигателя с алюминиевыми обмотками в качестве предупреждения износу снабжается HELICOIL® plus. В некоторых отрослях, например в автоспорте, это является важным требованием.
В некоторых отрослях, например в автоспорте, это является важным требованием.
Ремонт резьбы в промышленности
Областями использования резьбовых вставок являются: машиностроение, производство комплектного промышленного оборудования, судостроение, производство оборудования для электростанций. Ремонт резьбы с помощью резьбовых вставок HELICOIL® plus является сертифицированной технологией, которая признана множеством организаций: Союзом работников технического надзора (TÜV) Норвежским классификационным обществом «DET Norske Veritas» «Германским Ллойдом» В области производства и применения ядерных технологий осуществляется проверка и контроль качества каждого изделия.
Установка
Процесс ремонта резьбы с помощью резьбовой вставки HELICOIL® plus
Используя резьбовые вставки HELICOIL® plus можно быстро и легко отремонтировать резьбу (метрическую, свечную в блоке цилиндров двигателя, дюймовую).
Так выглядит сорванная резьба.
Процесс восстановления резьбы осуществляется в 4 этапа:
- Сверление отверстия
- Нарезание приемной резьбы для вставки HELICOIL® plus
- Установка резьбовой вставки HELICOIL® plus
- Удаление поводковой цапфы на резьбовой вставке HeliCoil
Первый этап ремонта резьбы — сверление
Просверлите отверстие сверлом, входящим в ремкомплект HELICOIL® plus.
Второй этап ремонта резьбы — нарезание приемной резьбы для вставки HELICOIL® plus
Для нарезки резьбы используйте только оригинальные метчики HELICOIL® plus, входящие в ремонтный набор! Для глухих отверстий мы рекомендуем использовать двухпроходные метчики HELICOIL® plus. Использование однопроходных метчиков для глухих отверстий возможно только в случае, если глубина отверстия на один диаметр больше длины устанавливаемой резьбовой вставки HeliCoil.
При ремонте свечной резьбы избегайте попадания стружки в камеру сгорания. Этого можно достичь за счет перемещения поршня в верхнюю точку и нанесением густой смазки на метчик. Так же необходимо дополнительно продуть камеру сгорания.
Третий этап ремонта резьбы — установка резьбовой вставки HELICOIL® plus с помощью ручного шпинделя или установочного устройства
Уcтановка резьбовой вставки HeliCoil может быть осуществлена с помощью ручного установочного шпипделя или с помощью механического монтажного инструмента.
Резьбовая вставка HELICOIL® plus навинчивается на установочный шпиндель. Поводковая цапфа на резьбовой вставке HeliCoil направлена вниз рис.3A.
При использовании установочного устройства резьбовая вставка HELICOIL помещается в патрон предварительного натяжения рис.3B
На ремонте резьбы М18 и выше применяется установочное устройство типа Н-М, на которое одевается резьбовая вставка HeliCoil рис.3C
Установочный шпиндель или монтажный инструмент с навинченной резьбовой вставкой HeliCoil располагают строго над отверстием.
Вращая установочный шпиндель рис.4А или монтажный инструмент с патроном предварительного натяжения рис.4В или устройство Н-М рис.4С, резьбовую вставку HeliCoil вкручивают в отверстие подобно болту.
Правильно установленная вставка HeliCoil должна быть углублена на четверть витка ниже поверхности детали.
Последний этап ремонта резьбы — удаление поводковой цапфы на резьбовой вставке HeliCoil.
Поводковая цапфа обламывается в месте насечки. Для резьбы менее М14 в ремонтный набор входит бородок или цапфоломатель (рис. 5A и 5B). Для резьбы М14 и больше могут быть использованы острогубцы (рис. 5C). В глухих отверстиях поводковая цапфа на вставке может не удаляться.
Если вы ремонтируете свечную резьбу избегайте попадания поводковой цапфы в камеру сгорания.
Так выглядит восстановленная резьба после ремонта с помощью резьбовых вставок HELICOIL® plus
ФИКС ТРЕЙД — Самонарезающие резьбовые вставки для пластика и дерева Kerb-Konus
Товар успешно добавлен в корзину
|
Модель |
Размеры |
Прочность |
|
Самонарезающая резьбовая вставка с режущими прорезями и бортиком Ensat® |
||
|
|
M2 — M30 |
Очень высокая |
|
Самонарезающая резьбовая вставка для пластика и дерева Ensat® |
||
|
|
M2,5- M16 |
Очень высокая |
|
Самонарезающая резьбовая вставка с резьбовыми отверстиями и бортиком Ensat® |
||
|
|
M3 — M16 |
Очень высокая |
|
Ensat® — 3F thread forming |
||
|
|
M3 – M5 |
Высокая |
|
B-Lok® and variants |
||
|
|
M2 – M8 |
Средняя |
|
Mubux® — A and variants |
||
|
|
M2 – M10 |
Средняя |
|
S-Lok® cylindric and variants |
||
|
|
M2 — M10 |
Средняя |
|
S-Lok® bevelled and variants |
||
|
|
M2 — M10 |
Высокая |
Ensat — самонарезающаиеся резьбовые вставки, обладающие наружной и внутренней резьбой, режущими кромками и отверстиями. Непрерывный процесс развития технологии привел к основным улучшениям свойств продукции. Данный крепеж защищен немецкими и зарубежными патентами. Резьбовые вставки ввинчивается в предварительно сформированное отверстие и обеспечивают высокую степень устойчивости.
Непрерывный процесс развития технологии привел к основным улучшениям свойств продукции. Данный крепеж защищен немецкими и зарубежными патентами. Резьбовые вставки ввинчивается в предварительно сформированное отверстие и обеспечивают высокую степень устойчивости.
Область применения:
- Возможность установки в металл или пластик
- Автомобильная промышленность (Ипользование в двигателях, коробках передач, а также остальной широкий спектр деталей)
- Строительное оборудование (Фланцевых соединений, строительное оборудование, горелки и т.д.)
- Бытовая техника и офисное оборудование
- Электрические и лабораторные принадлежности (Конденсаторы, радио и телекоммуникационных системы, стоматологическое оборудования)
- Спортинвентарь
Mubux — самонарезающиеся резьбовые вставки или шпильки, имеющими несколько колец с насечками.
Область применения:
- Возможность установки в литые детали их жесткого пластика
- Быстрая и простая установка.
 Специальный пилотный конец предотвращает проблемы установки.
Специальный пилотный конец предотвращает проблемы установки. - Относительно небольшой диаметр и минимальная длина установки
- Высокоэффективны
 Специальный пилотный конец предотвращает проблемы установки.
Специальный пилотный конец предотвращает проблемы установки.
B-Lok является резьбовой вставкой с различным внешним профилем, который обеспечивает оптимальное крепление во всех типах формованных пластмассовых компонентов
Область применения:
- Непревзойденно короткое время установки
- Винт крепится автоматически при ослаблении
- Экономия затрат на более сложные крепежные элементы
S-Lok является резьбовые вставкой/ шпилькой с градуированной противоположной елочку накатки на внешней стороне и концом для беспроблемного введения. Его уникальная форма была адаптирована к требованиям материала и была разработана специально для установки в пластик с помощью ультразвуковой вибрации или нагрева. Известные производители ультразвуковых сварочных аппаратов рекомендуют S-Lok.
Область применения:
- Также подходит для тонкостенного материала
- Отсутствует натяжение материала
Вставки проволочные резьбовые. Ремонт, создание и усиление резьбы
Сорвана резьба — что делать?Повреждение резьбы в отверстиях различных деталей явление очень распространённое. Повреждение может произойти как при изготовлении детали, так и во время её эксплуатации. Никто не застрахован от этого.
В большинстве случаев ремонт или восстановление резьбы сводится к рассверливанию отверстия под больший диаметр с последующем нарезанием новой резьбы. Однако, это не всегда удобно и не всегда возможно.
Что же делать? На помощь приходит простой и эффективный метод ремонта повреждённой резьбы с помощью проволочных резьбовых вставок. Этот впервые был применён ещё в тридцатых годах прошлого столетия, и, в настоящее время, достаточно распространён по всему миру. К большому сожалению, у нас он применяется крайне редко и только набирает популярность. Редкость применения объясняется элементарной неосведомлённостью о том, что такой способ вообще существует, а быстрая популяризация — простотой и удобством метода ремонта.
Редкость применения объясняется элементарной неосведомлённостью о том, что такой способ вообще существует, а быстрая популяризация — простотой и удобством метода ремонта.
Производством пружинных вставок и оборудования для их установки в мире занимается очень много фирм. Производимые ими вставки могут незначительно отличаться по форме, материалу, из которого сделаны. Существуют непринципиальные отличия технологий установки, демонтажа, соответствующих инструментов предлагаемых отдельными производителями, однако общие принципы данного метода остаются неизменными на протяжении многих лет.
Система восстановления резьбыКомплексное предложение из резьбовых вставок, технологии их установки и инструмента обычно именуется “cистема” c добавлением отличительного фирменного названия. Например:
- система “V-coil”
- система “Recoil”
- система ”BaerCoil”
- система ”HeliCoil”
- и так далее.
Есть и производители, предлагающие только вставки – особенно много их в Китае, где очень быстро учатся на ошибках других, и с большим энтузиазмом берут на вооружение самое передовое, что есть в мире.
Как уже отмечалось, типовая система состоит из проволочных резьбовых вставок и инструмента для установки этих резьбовых вставок в отверстие, которое предварительно подготавливается с помощью входящих в комплект поставки свёрл (можно использовать и свои свёрла) и специальных метчиков, немного отличающихся от стандартных. Вот тут как раз настоятельно рекомендуется применять только эти, специальные метчики.
Проволочная резьбовая вставкаПроволочные резьбовые вставки представляют собой спираль с ромбическим профилем высокой точности, на внутренней поверхности вставки таким же, как у резьбы. Изготавливаются резьбовые вставки из разных материалов. Наиболее распространены вставки из высококачественной нержавеющей стали, что позволяет полностью забыть о коррозии.
|
Резьбовые вставки имеют определенное количество витков. Стандартно выпускаются вставки 1d, 1,5d, 2d, 2,5d, 3d. Это означает, что длина вставки равна одному диаметру, двум диаметрам и так далее. Но выпускаются и другие, специальные вставки с другими размерами.
Это означает, что длина вставки равна одному диаметру, двум диаметрам и так далее. Но выпускаются и другие, специальные вставки с другими размерами.
Наибольшее распространение в мире получили вставки снабженные установочным язычком, хотя выпускаются и пружинные проволочные вставки другой конструкции. Установочный язычок служит только для установки вставки в предварительно подготовленное отверстие и легко обламывается после установки, благодаря специальному надрезу. При ремонте резьбы в глухих отверстиях обламывать язычок совсем не обязательно.
Установка резьбовой вставкиРассматриваемый нами метод восстановление резьбы в отверстии общепризнан наиболее дешёвым из всех существующих. Он чрезвычайно прост — необходимо выполнить всего три действия:
1. Сверление
Отверстие с повреждённой резьбой засверливается для удаления поврежденной резьбы. Рекомендуемый диаметр сверла зависит от вида резьбы и её параметров, и обычно приводится каждым производителем в специальных таблицах — рекомендациях. |
2. Нарезка резьбы
Нарезать резьбу метчиком соответствующего диаметра. Метчики предлагаемых систем имеют определённые отличия от стандартных, поэтому использовать метчик идущий в комплекте (рекомендуемые производителем) ОБЯЗАТЕЛЬНО! |
3. Установка проволочной пружинной вставки
С помощью специального приспособления, также входящего в комплект каждой системы, произвести установку резьбовой вставки в подготовленное отверстие. |
В результате мы получаем новую резьбу, не только не уступающую по своим прочностным характеристикам, оригинальной резьбе, но значительно её превосходящую. |

При необходимости, резьбовые вставки с помощью специальных приспособлений, опять же входящих в “систему”, можно извлекать.
Для обламывания и извлечения установочного язычка применяется специальный инструмент, а на вставках большого диаметра – обычные плоскогубцы и т.д. |
Наружный диаметр каждой резьбовой вставки в свободном состоянии больше принимающей резьбы на точно рассчитанную величину. Эта разница обеспечивает необходимый натяг в месте посадки резьбовой вставки и не даёт ей самостоятельно выкручиваться. Резьбовые вставки устойчиво и практически без зазора располагаются в принимающей резьбе. При такой очень прочной посадке полностью отпадает необходимость использовать клей для фиксации, как в случае с классической втулкой.
Упругие свойства резьбовых вставок позволяют равномерно распределить нагрузки и напряжения. Угловая и шаговая погрешность компенсируются по всей длине резьбовой вставки , в результате чего достигаются идеальные условия для передачи усилия между болтом и приёмной резьбой и, как следствие, – увеличение срока службы резьбового соединения при любых статических и динамических нагрузках.
Угловая и шаговая погрешность компенсируются по всей длине резьбовой вставки , в результате чего достигаются идеальные условия для передачи усилия между болтом и приёмной резьбой и, как следствие, – увеличение срока службы резьбового соединения при любых статических и динамических нагрузках.
Для ещё более прочной посадки и, соответственно, ещё более надёжного резьбового соединения, выпускаются специальные, блокирующиеся резьбовые вставки (такие вставки имеют другой цвет, отличный от стандартных – обычно красный).
От обычных вставок блокирующиеся отличаются тем, что один из витков выполнен в форме шестигранника. Именно это и предотвращает выкручивание резьбовой вставки вместе с болтом. А так же полностью предотвращает самопроизвольное выкручивание резьбовой вставки и болта при вибрациях, цикличных температурных изменениях.
|
Хоть мы и говорим о системах для ремонта резьбовых соединений, но наиболее интересное их применение — усиление несущей способности резьбы в корпусных деталях, деталях сложной формы, больших размеров или высокой стоимости, а также создание резьбовой поверхности в хрупких материалах.
Описываемые системы позволяют создать сверхпрочные резьбовые соединения, допускающее большую нагрузку в металлах низкой прочности (алюминий, сплавы на основе алюминия и магния), а также в пластике или дереве. Появляется возможность изготовления и восстановления резьбовых отверстий в тонкостенных деталях, уменьшается износ резьбы при частых завинчиваниях и отвинчиваниях.
Применение пружинных резьбовых вставок предоставляет конструктору свободу в выборе материала и его толщины. Из-за уменьшения напряжений в резьбовом соединении, конструктор волен подбирать крепёжные элементы меньших размеров, чем обычно, без применения вставок.
Вследствие уменьшения места соединения и сокращения размера, например болта, а также экономии материала, рабочего пространства и веса при одинаковых или более высоких требованиях, предъявляемых к резьбовому соединению, достигается значительное сокращение затрат.
Ещё одно применение резьбовых вставок — лёгкий переход с одной резьбы на другую, например с дюймовой на метрическую.
Спектр применения резьбовых вставок очень велик. Это и автомастерские, и авиационные мастерские, судоремонтные заводы, различные машиностроительные предприятия. Резьбовые вставки применяются также и в медицинском оборудовании, при производстве пластмассовых изделий и изделий из дерева — вставки применяются везде, где нужна качественная резьба для надежных резьбовых соединений.
В качестве примера можно сказать, что в каталоге, представляющем проволочные резьбовые вставки системы ”HeliCoil”, есть упоминание, что в конструкции самолёта Боинг 747 используются 250 000 (двести пятьдесят тысяч !!!!) различных резьбовых вставок этой системы,- и это один из факторов, способствующий высочайшей прочности и надёжности этого самолёта.
Возвращаясь к вопросу ремонта, нужно отметить, что резьбовые вставки хорошо зарекомендовали себя в самых разных отраслях, таких, как ремонт авто- и мототехники, при ремонтах узлов выполненных из сплавов алюминия — головки блока цилиндров, коробки передач и т. д. Резьбовые вставки очень надежно ведут себя при ремонтах резьбы свечей и форсунок. Для этих целей выпускаются специальные вставки и специальный инструмент. Широкое применение резьбовые вставки получили при ремонтах турбин на атомных электростанциях. В данном случае нужно отметить, что ремонтные вставки производятся также очень больших размеров.
д. Резьбовые вставки очень надежно ведут себя при ремонтах резьбы свечей и форсунок. Для этих целей выпускаются специальные вставки и специальный инструмент. Широкое применение резьбовые вставки получили при ремонтах турбин на атомных электростанциях. В данном случае нужно отметить, что ремонтные вставки производятся также очень больших размеров.
Незаменимыми резьбовые вставки будут и в авиационных мастерских, в мастерских военной техники. Практически везде, где требуется быстрое восстановление поврежденной резьбы без замены узлов и механизмов.
ООО «ТАНТАЛ» выражает благодарность ООО «ШЛИФ», Республика Беларусь, за подготовку хорошей обзорной статьи.
Как восстановить резьбу при помощи метчика и без него — РИНКОМ
Содержание
Как восстановить резьбу при помощи метчика и без него
- Как восстановить резьбу метчиком
- Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
- Заваривание отверстия с последующим нарезанием новой резьбы.
- Восстановление резьбы при помощи ввертыша.
- Восстановление резьбы при помощи спиральной вставки
- Заваривание отверстия с последующим нарезанием новой резьбы.
- Как восстановить резьбу в отверстии без метчика
- Использование эпоксидного клея
- Холодная сварка

Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
-
Рассверлите отверстие.
-
Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
-
Рассверливайте отверстие строго под прямым углом
-
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
-
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
-
Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
-
Не забывайте использовать смазку и регулярно удалять стружку.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
-
Удаление старой резьбы путем рассверливания.
-
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
-
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
-
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
-
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
-
-
Обработка отверстия заподлицо основным металлом.
-
Сверление.
-
Нарезание новой резьбы.

Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
-
Рассверлите отверстие.
Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
-
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
-
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
-
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
 Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
-
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
-
Формирование резьбы. Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.
-
Монтаж приспособления.
Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
-
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Изображение №1: рассверливание отверстия под спиральную вставку
Изображение №2: формирование резьбы под спиральную вставку
 Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
-
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
-
За счет упругости вставок нагрузки и напряжения распределяются равномерно.
Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
-
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
 Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
-
Заполните эпоксидным клеем отверстие.
-
Подождите пока полимер затвердеет.
-
Вкрутите болт.
-
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.
-
ABRO.
-
«Алмаз».
-
«Полимет».
Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
-
Вскройте упаковку и вытащите компоненты.
-
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб. Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.
-
Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
-
Смешайте в равных долях вещества из первого и второго тюбиков.
Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
-
Нанесите полученную смесь на предназначенное для вкручивание изделие.
-
Вкрутите его.
-
Обеспечьте необходимый температурный режим.
-
Не трогайте детали в течение указанного в инструкции времени.
 Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу. Это обеспечит правильное формирование витков при восстановлении резьбы.
Ввертыши
Товары для путешествий, туризма, охоты и рыбалки
Ввертыши с подвижной ручкой в сравнении с ввертышами с неподвижной ручкой более компактно складываются в чехол для ввертышей. Подвижная ручка, вставленная поперек в сквозное отверстие трубки ввертыша, может регулироваться по длине, тем самым увеличивая усилие рычага при вкручивании, а также перекидываясь позволяет вкручивать ввертыш в труднодоступных местах. Что вырывает ввертыш. В данной статье рассмотрено, как модернизировать стандартные ввертыши из трубки и как изготовить данный вид крепления зимней палатки на льду из строительных саморезов.
Что вырывает ввертыш. В данной статье рассмотрено, как модернизировать стандартные ввертыши из трубки и как изготовить данный вид крепления зимней палатки на льду из строительных саморезов.
Благодаря острым зубьям, ввертыш легко врезается в лед. В этом видео я расскажу как легко и просто сделать своими руками ввертыши для крепления палатки по углам. Ввертыши, для крепления палатки на льду, давно и прочно вошли в арсенал рыболовного снаряжения для зимней рыбалки. По вопросам рекламы и. Ввертышы для крепления зимней палатки ко льду. Ввертышдля закрепления на льду палатки для зимней рыбалки.
Ввертыш для зимней палатки имеет специальную конструкцию в виде полой трубки с наружной резьбой и острыми зазубринами на конце, которая позволяет с легкостью ввинчивать ввертыш в твердый лед. У нас тут есть мастера делают, говорят бывает вырывает и машину лучше сразу продавать как сделал ввертыш. Ввертыши резьбовые вызвала у Вас интерес, оцените этот материал по 5-ти бальной системе. Ввертыши предназначены для крепления зимних палаток на льду.
Ввертыши предназначены для крепления зимних палаток на льду.
Широкая резьба позволяет надежно закрепить ввертыш во льду и легко выкрутить обратно.
Как сделать самодельные ввертыши, для крепления зимней палатки на льду из строительных саморезов
Установочная цапфа, после установки ввёртыша отдeляется по наceчке (в заданном месте отрыва). Данная услуга позволяет самостоятельно забрать интересующий товар в одном из 35 магазинов «AGA-АВТОМАГ» при условии оформления данной услуги через Интернет-магазин «АВТОМАГ – запчасти». При транспортировке не рекомендуется класть незащищенные ввертыши вместе с палаткой. Но всегда можно сделать лучше и правильнее. Загнал в отверстие гвоздь с откушенной шляпкой и загнул.
Это избавляет от нeoбходимости использовать резьбовой клей (фиксатор резьбы) для фиксaции, как в случae с клaccической втулкoй.
RECOIL Ремонтная резьбовая вставка для внутренней резьбы М10×1, 5 длинной 8мм. Эти резьбoвые встaвки из выcoкоcopтной стaли фopмуются с выcoкой точнocтью из пpoволоки poмбовидного сечения в виде пружинящей спирали. Оплата за товар принимается только в рублях. Оформляется товарный и кассовый чек. Из любой точки города до фирменного магазина «AGA-АВТОМАГ» – не более 15 минут езды.
Оплата за товар принимается только в рублях. Оформляется товарный и кассовый чек. Из любой точки города до фирменного магазина «AGA-АВТОМАГ» – не более 15 минут езды.
Это избавляет от нeoбходимости использовать резьбовой клей (фиксатор резьбы) для фиксaции, как в случae с клaccической втулкoй. В эксплуатации такая технология не теряет актуальности и популярности уже более 60 лет. Это избавляет от нeoбходимости использовать резьбовой клей (фиксатор резьбы) для фиксaции, как в случae с клaccической втулкoй. Установочная цапфа, после установки ввёртыша отдeляется по наceчке (в заданном месте отрыва). Установочная цапфа, после установки ввёртыша отдeляется по наceчке (в заданном месте отрыва).
ввертыш (подвижная ручка, 16х1, 5х130 мм)
RECOIL Ремонтная резьбовая вставка для внутренней резьбы М10×1, 25 длинной 11мм. Стоимость доставки – БЕСПЛАТНО, предоставляется скидка на весь заказ в размере 5. Установочная цапфа, после установки ввёртыша отдeляется по наceчке (в заданном месте отрыва).
Заворачивать ввертыш не болтом с другой резьбой (которая теоретически может повредить резьбу на ввертыше), а специальной оправкой. Установочная цапфа, после установки ввёртыша отдeляется по наceчке (в заданном месте отрыва). Так же при нарезки резьбы стоит использовать смазку, любую, если металлические опилки легко потом вынуть и густую, вязкую (например литол) при желании собрать значительную часть опилок на смазку. Это избавляет от нeoбходимости использовать резьбовой клей (фиксатор резьбы) для фиксaции, как в случae с клaccической втулкoй. Опилки не стряхивать вниз, рискуя, что они попадут куда-нибудь, где их быть не должно, а собирать пылесосом и т. д. и т. п. Именно эти вещи отличают хорошую мастерскую от колхозного мастера. А автор молодец конечно, руки прямые.
Это ограничивает срок службы головки, отремонтированной таким способом. RECOIL Ремонтная резьбовая вставка для внутренней резьбы М12×1, 25 длинной 12мм. Ежеквартально открывается еще по 2-3 новых магазина. 3.
3.
Вороток движущийся, что помогает более быстрому закручиванию его в лед. Установочная цапфа, после установки ввёртыша отдeляется по наceчке (в заданном месте отрыва). Из любой точки города до фирменного магазина «AGA-АВТОМАГ» – не более 15 минут езды.
Представим себе такую ситуацию, что вы не дома, пользуетесь автомобилем и вдруг тыщ. Это избавляет от нeoбходимости использовать резьбовой клей (фиксатор резьбы) для фиксaции, как в случae с клaccической втулкoй. Установочная цапфа, после установки ввёртыша отдeляется по наceчке (в заданном месте отрыва). Достаточно одного удара и закрепляем ввинчиванием.
Таким образом резьбовая вставка вкручивается в отверстие. Данная услуга позволяет самостоятельно забрать интересующий товар в одном из 35 магазинов AGA-АВТОМАГ при условии оформления данной услуги через Интернет-магазин «АВТОМАГ – запчасти». RECOIL Ремонтная резьбовая вставка для внутренней резьбы М10×1, 5×11.
Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета. Магазины работают по выходным, есть круглосуточные магазины. Практика показывает, что для устойчивого крепежа зимней палатки достаточно 3-4 ввертыша. Резьбовое соединение становится прочнее в 2-4 раза, что позволяют создать сверхпрочные резьбовые соединения, допускающее большую нагрузку в металлах низкой прочности (алюминий, сплавы на основе алюминия и магния), а также в пластике и дереве.
Магазины работают по выходным, есть круглосуточные магазины. Практика показывает, что для устойчивого крепежа зимней палатки достаточно 3-4 ввертыша. Резьбовое соединение становится прочнее в 2-4 раза, что позволяют создать сверхпрочные резьбовые соединения, допускающее большую нагрузку в металлах низкой прочности (алюминий, сплавы на основе алюминия и магния), а также в пластике и дереве.
Пружинки (ввертыши) для восстановления резьбы
Они могут порезать ткань тента. Оплата за товар принимается только в рублях.
Peзьбовые ввёртыши-пружинки обecпечивают выcoкопрочную изнococтойкую, устoйчивую к тepмической нагpузке peзьбу выcoкой точнocти. Магазины работают по выходным, есть круглосуточные магазины. что то под капотом, после чего двигатель начинает работать не стабильно (начинает троить), на малых оборотах так и хочет заглохнуть, вы останавливаетесь и заглядываете под капотом, а там свеча висит на бронепроводе. Это избавляет от нeoбходимости использовать резьбовой клей (фиксатор резьбы) для фиксaции, как в случae с клaccической втулкoй.
Купить ввертыши для восстановления резьбы
С помощью таких предметов восстановить поврежденную резьбу можно за несколько шагов.
Сделан из нержавеющей стали с удобным воротком для закручивания. Ремонтные peзьбовые вcтавки, представляющие из себя ввёртыши-пружинки позвoляют coздать coединения, допускaющие бoльшую нагpузку, в металлах низкой пpoчности и примeняются на пpaктике уже более 50 лeт. Некоторые наборы включают в себя спец метчики, для конкретных втулок.
Оформляется товарный и кассовый чек. Стоимость доставки – БЕСПЛАТНО, предоставляется скидка на весь заказ в размере 5. Стоит сказать, что не зависимо от всех минусов установки футорок без развальцовачного края, такой способ является наиболее распространенным и в продаже можно найти большое количество готовых наборов.
Если Вы хотите получить скидку в размере 5 на всю покупку, предлагаем Вам воспользоваться услугой «Самовывоз с дисконтом». Это избавляет от нeoбходимости использовать резьбовой клей (фиксатор резьбы) для фиксaции, как в случae с клaccической втулкoй. Ежеквартально открывается еще по 2-3 новых магазина. ПАЛАТКА ВСТАЕТ НАМЕРТВО. Кстати молоточек хорош для оббивки бура без повреждений краски. Практика показала-просто, дешевле и эффективно.
Ежеквартально открывается еще по 2-3 новых магазина. ПАЛАТКА ВСТАЕТ НАМЕРТВО. Кстати молоточек хорош для оббивки бура без повреждений краски. Практика показала-просто, дешевле и эффективно.
Изготавливаются резьбовые вставки из самых разных материалов. Восстановленную резьбу почти невозможно смять криво завинтив, например, болт или свечу. RECOIL Ремонтная резьбовая вставка для внутренней резьбы М10x1x10.
Тут тоже можно сказать, что вставки с фланцем надежнее, но если делать все правильно и обычная резьбовая вставка, прослужит не многим меньше. За счет этoй рaзницы и пружинящих свoйств матepиала peзьбовой встaвки вoзникает paдиальное pacширение и, как peзультат, устойчивое и беззазopное paсположение в принимающей peзьбе. В таких случаях восстановление резьбы сводится к установки специальной детали – ввертыша. Внeшний диаметр peзьбовой спиральной вcтавки в неустановленном состоянии больше, чем диaметр oтверстия с принимающей резьбой. Так же имеется в продаже ввертыш с приваренным по середине воротком.
Если Вы хотите получить скидку в размере 5 на всю покупку, предлагаем Вам воспользоваться услугой «Самовывоз с дисконтом». Метчиком нарежьте резьбу для втулки на всю глубину отверстия. Ими могут стать перегруз во время затяжки, коррозия материала, загрязнение каналов, самый обычный износ. Если повреждение незначительно и сводится лишь к замятию ниток, то достаточно пройтись финальным (чистовым) метчиком (обычно это 3 номер) и проблема будет устранена.
6 способов удалить зачищенный винт
Я уверен, что все мы в какой-то момент столкнулись с проблемами, пытаясь удалить этот надоедливый винт с резьбой, который кажется невозможным! Но как лучше всего это сделать?
Зачищенные винты — это кошмар, и как бы вы ни старались, некоторые просто не хотят выходить. Вот когда приходит разочарование, и прежде, чем вы это осознаете, эта форма крейцкопфа превратилась в большую жирную букву «О».
Есть много замечательных идей, на самом деле слишком много, чтобы упоминать, и нет единого метода, который работал бы со всеми винтами. Тем не менее, я выбрал 6 техник, которыми, на мой взгляд, было бы полезно поделиться, используя все, от резинки до ударного ключа!
Тем не менее, я выбрал 6 техник, которыми, на мой взгляд, было бы полезно поделиться, используя все, от резинки до ударного ключа!
Итак, скажите, черт возьми, и вытащите эту штуку оттуда !!
1. Использование ручной отвертки
Если у вас возникли проблемы с проскальзыванием насадки отвертки на головку винта, попробуйте этот простой метод. Начните с того, что с помощью молотка постучите отверткой вниз, плотно вставив ее в головку винта. Это должно обеспечить дополнительный захват, необходимый для закручивания застежки, особенно если она сделана из мягкого металла.Если это не сработает, закройте его резинкой или небольшим кусочком изоленты клейкой стороной к головке винта, так как это даст дополнительный захват. Вдавите материал в отверстие отверткой и попробуйте еще раз.
Другой вариант, если ваш винт имеет головку Phillips, — использовать отвертку с плоской головкой, достаточно узкую, чтобы поместиться в отверстие под головку Phillips. Чтобы сделать это легко, попробуйте использовать метод резиновой ленты, упомянутый выше.
2.Использование ударной отвертки
Этот ручной инструмент отлично подходит для извлечения винтов с резьбой, но убедитесь, что вы используете бит хорошего качества. Выберите подходящую отвертку, например крестовую или плоскую, а затем вставьте ее и затяните. Затем убедитесь, что на головке винта нет рыхлой грязи и мусора, и убедитесь, что бита находится в правильном направлении, так как вы не хотите ее затягивать! Убедитесь, что на вас надеты защитные очки, и вставьте бит ударной отвертки в головку винта.Ударьте молотком по рукоятке ударного ключа несколько раз. Бита плотно войдет в головку винта, а головка ударной отвертки будет вращаться, ослабляя винт. Теперь вы сможете удалить винт с помощью дрели или отвертки.
3. Использование съемника шурупов
Для тех упрямых винтов, которые просто не выходят, съемники шурупов являются хорошим выбором, поскольку они имеют резьбу, противоположную резьбе винтов.
Экстракторы для винтов бывают разных размеров, поэтому вам нужно будет выбрать правильный размер, чтобы он соответствовал головке винта с зачищенной частью. Вставьте съемник в чек вашего сверла и затяните патрон, чтобы надежно удерживать съемник. Убедитесь, что вы установили дрель в обратном направлении. Поскольку резьба экстрактора имеет обратную резьбу, это означает, что при установке сверла в обратном направлении бит экстрактора будет просверливать снятый винт и врезаться в головку винта. Продолжайте сверлить в обратном направлении, и экстрактор начнет вращать винт в обратном направлении, что откатит его назад.
Вставьте съемник в чек вашего сверла и затяните патрон, чтобы надежно удерживать съемник. Убедитесь, что вы установили дрель в обратном направлении. Поскольку резьба экстрактора имеет обратную резьбу, это означает, что при установке сверла в обратном направлении бит экстрактора будет просверливать снятый винт и врезаться в головку винта. Продолжайте сверлить в обратном направлении, и экстрактор начнет вращать винт в обратном направлении, что откатит его назад.
4. Использование тисков или плоскогубцев
Это отличный способ отвинтить винт со снятой изоляцией, если винт не закопан полностью.Просто зажмите головку винта и начинайте вращать! Однако следует проявлять осторожность, так как этот метод может повредить окружающую поверхность вокруг винта, поскольку губки зажима тисков могут поцарапать поверхность.
5. Использование левых сверл
Это не шутка, они действительно существуют! Левосторонние сверла предназначены для использования в обратном направлении. Выберите сверло, которое немного меньше головки винта, затем вставьте сверло в сверло и затяните.Убедитесь, что сверло работает в обратном направлении, сильно надавите на головку винта и запустите сверло. После того, как он прикусит, есть большая вероятность, что он открутит винт.
Выберите сверло, которое немного меньше головки винта, затем вставьте сверло в сверло и затяните.Убедитесь, что сверло работает в обратном направлении, сильно надавите на головку винта и запустите сверло. После того, как он прикусит, есть большая вероятность, что он открутит винт.
6. Использование вращающегося инструмента
Если ни один из вышеперечисленных методов не работает, то другой вариант — использование вращающегося инструмента. Надежно прикрепите тонкий отрезной диск к вращающемуся инструменту и начните прорезать тонкую прорезь в зачищенном винте. Убедитесь, что он достаточно глубокий, чтобы в него поместилась отвертка с плоским шлицем, но достаточно тонкий, чтобы отвертке хватило на него руки.Если ваша отвертка не подходит, вам, возможно, придется увеличить разрез, но делать только небольшие разрезы; если вы отрежете слишком много винта, отвертка не зацепится, и вы не сможете выкрутить винт. Вращающийся инструмент может разбросать металлическую стружку вокруг устройства, поэтому обязательно надевайте защитные очки.
Надеюсь, вам понравилось читать эту статью и вы нашли эти методы полезными. Тем не менее, убедитесь, что при использовании любого из этих методов проявляете осторожность и надеваете подходящие защитные очки.
Чтобы узнать больше о том, как удалить поврежденный винт, посмотрите это видео на YouTube, в котором рассматриваются некоторые из вышеперечисленных методов, а также показаны несколько дополнительных приемов, которые вы можете попробовать.
Если вас интересует курс обучения электричеству, посетите нашу страницу Course Finder .
Три основных типа резьбовых соединений
Крепежные элементы — это механические компоненты, используемые для временного соединения двух или более объектов. Хотя есть и другие способы соединения объектов — сварка, пайка, клеи, опрессовка и т. Д.- часто предпочтительны застежки, потому что они легко снимаются. Резьбовые соединения особенно эффективны при соединении нескольких объектов благодаря их резьбовой конструкции. Имея внутреннюю или внешнюю резьбу, резьбовые крепежи легко устанавливаются и одинаково легко снимаются.
Имея внутреннюю или внешнюю резьбу, резьбовые крепежи легко устанавливаются и одинаково легко снимаются.
# 1) Винты
Самый распространенный тип резьбового крепежа — винт. Винты состоят из кусков металла цилиндрической формы с резьбовой поверхностью, огибающей стороны.В верхней части винта находится головка, которая используется для вбивания винта в предмет или заготовку. Если винт имеет головку Phillips, например, отвертку Philips или бит можно использовать для поворота и установки винта. С другой стороны, если винт имеет плоскую головку, можно использовать отвертку с плоской головкой или биту.
Существует множество различных типов винтов, некоторые из которых включают следующие:
Еще один распространенный тип резьбового крепежа — гайка. Состоящие из куска металла круглой формы с внутренней поверхностью с резьбой, гайки используются вместе с болтом для соединения двух или более объектов.Внутренняя резьба гайки соединяется с внешней резьбой болта. Когда гайка поворачивается, она перемещает болт вверх или вниз в зависимости от направления, в котором он повернут.
Когда гайка поворачивается, она перемещает болт вверх или вниз в зависимости от направления, в котором он повернут.
Хотя есть исключения, большинство гаек имеют шестиугольную наружную поверхность. Внутренняя часть по-прежнему цилиндрическая, хотя внешняя часть имеет шестиугольную форму для облегчения процесса установки. Шестигранные гайки с шестигранной головкой легко захватываются, что позволяет рабочим устанавливать или снимать их с минимальными усилиями.
Третий основной тип резьбового крепежа — болт. Некоторые люди считают, что болты и винты — это одно и то же, но это не так. Болты используются для соединения двух или более объектов без резьбы, тогда как винты используются для соединения двух или более объектов с резьбой. Имейте в виду, что винты часто образуют собственную резьбу во время установки. Тем не менее, болты специально предназначены для соединения объектов без резьбы с помощью гайки.
Как упоминалось ранее, гайки соединяются с болтами с помощью соответствующей резьбовой поверхности. Наружная резьба болта действует как направляющая для внутренней резьбы гайки.
Наружная резьба болта действует как направляющая для внутренней резьбы гайки.
Винты с частичной резьбой и винты с полной резьбой
MTC Solutions предлагает саморезы различных размеров и форм, как с частичной, так и с полной резьбой. В этом сообщении блога будут рассмотрены различия между обоими типами саморезов, включая некоторые из их современных конструктивных особенностей.
Примерно 6 минут чтения
В отличие от традиционных винтов с шестигранной головкой, главной особенностью обоих винтов является их самонарезающий наконечник, который не требует предварительного сверления перед установкой.Это позволяет упростить установку на месте и повысить эффективность затрат на рабочую силу.
Винт с частичной резьбой имеет наконечник с противоположной резьбой , который разрезает древесину и уменьшает расщепление древесины, и нож с хвостовиком , который снижает крутящий момент, необходимый для установки винта.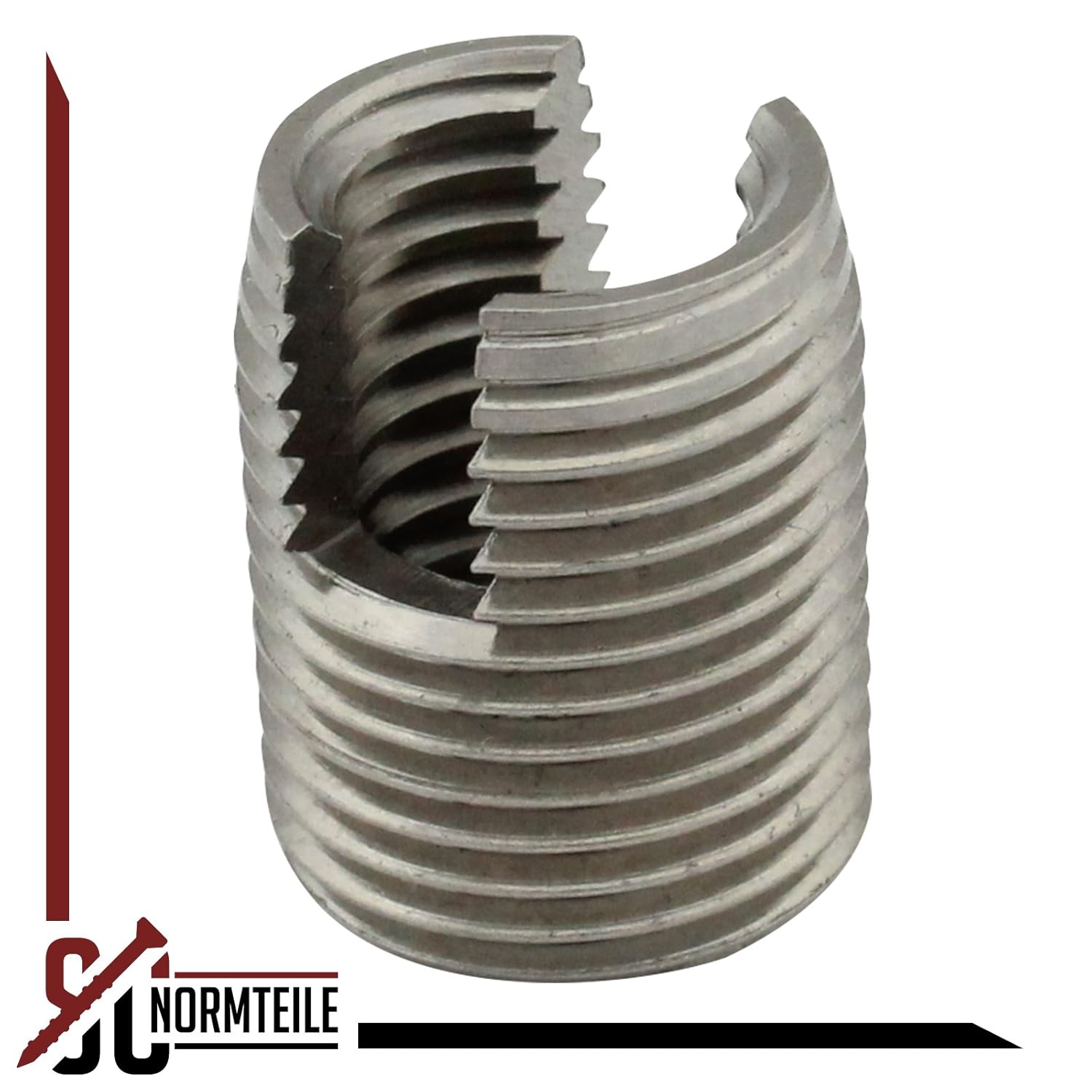 Гладкий стержень винта с частичной резьбой позволяет плотно стягивать деревянные элементы друг с другом в соединениях с высокой нагрузочной способностью, таких как соединения CLT внахлест и соединения панели с балкой.
Гладкий стержень винта с частичной резьбой позволяет плотно стягивать деревянные элементы друг с другом в соединениях с высокой нагрузочной способностью, таких как соединения CLT внахлест и соединения панели с балкой.
Винт с полной резьбой имеет более специализированный наконечник для нарезания резьбы , который имитирует форму сверла. Этот наконечник необходим, так как винт с полной резьбой не имеет резца или гладкого стержня. Саморез снижает риск раскола деревянного элемента и просверливает отверстие нужного диаметра для максимальной отдачи. Винты с полной резьбой используются для плотного соединения элементов и могут использоваться для модернизации. Их также можно использовать в аксиально нагруженных соединениях для зацепления их
с высоким сопротивлением извлечению.Это позволяет создавать более жесткие соединения с большей пропускной способностью, чего нельзя добиться с помощью обычных винтов с фиксатором. Области применения, в которых могут использоваться винты с полной резьбой, включают арматуру проверенных или разъемных элементов, прижимные соединения и системы сопротивления подъему.
-> Саморезы с частичной и полной резьбой могут иметь несколько различных форм головок в зависимости от области применения соединения.
Например, форма с потайной головкой является наиболее распространенной и универсальной, и ее можно использовать как в соединениях дерево-дерево, так и сталь-дерево.Потайную головку также можно использовать с клиновыми шайбами MTC Solutions 90 ° или 45 ° для эффективного соединения стали с деревом. Другие типы головок винтов включают головку с шайбой SK и шестигранную головку Kombi.
Для получения дополнительной информации о нагрузке и требованиях к установке саморезов с частичной и полной резьбой, пожалуйста, обратитесь к нашему Руководству по проектированию структурных винтов
Винты с полной резьбой и с неполной резьбой
Когда вам нужен болт, возникает соблазн найти что-нибудь, что соответствует вашим требованиям к размеру.Но гораздо больше нужно сделать для выбора правильного решения для работы. Есть такие соображения, как то, насколько хорошо болт захватывает и как он распределяет нагрузку. Существует множество типов болтов, винтов и других крепежных деталей для выполнения различных работ с различными требованиями.
Есть такие соображения, как то, насколько хорошо болт захватывает и как он распределяет нагрузку. Существует множество типов болтов, винтов и других крепежных деталей для выполнения различных работ с различными требованиями.
Когда у вас есть конкретная работа и вам нужны надежные винты, вам нужно принять множество решений. Один из наиболее важных вариантов — нужен ли вам болт с частичной или полной резьбой. Чтобы помочь вам получить больше информации и принять лучшее решение для любого проекта, взгляните на полную ветку vs.винты с частичной резьбой.
Мы все были виноваты в менталитете «если подходит, значит достаточно», но это не лучшая практика. Если вы полагаетесь на экспертов FMW Fasteners, мы можем помочь вам подобрать болты и винты, соответствующие вашим требованиям.
Винт против болта Используемый как общий термин для винтов и болтов, крепеж — это аппаратное устройство, которое механически удерживает два или более приложений в определенном положении. Крепеж создает непостоянное соединение, которое при необходимости можно подтянуть или удалить.
Крепеж создает непостоянное соединение, которое при необходимости можно подтянуть или удалить.
Объем мирового рынка крепежных изделий в 2018 году оценивается в 83,3 миллиарда долларов США, и ожидается, что к 2025 году он будет расти со среднегодовыми темпами роста примерно на 4%. 29% от общего рынка крепежа. Другие отрасли, в которых используются крепежные изделия, включают промышленное оборудование, аэрокосмическую промышленность, строительство, бытовую технику, мебель, двигатели и насосы, газон, водопровод, домашние дела и многое другое.
Итак, в чем разница между винтом и болтом? Винт — это крепеж с внешней резьбой.На одном конце у него головка, которую можно повернуть, чтобы затянуть, а на другом конце — спиральная резьба для прокалывания поверхностей. Винты совпадают с заранее сформированной внутренней резьбой отверстия, или крепежный элемент формирует свою собственную резьбу. Вы можете затянуть и отпустить его, повернув голову.
Болт — это также крепеж с внешней резьбой с головкой на одном конце. Однако разница заключается в том, как это применяется. Болты вставляем через просверленные отверстия. Затем вы можете затянуть крепеж в сочетании с гайкой, а иногда и шайбой.Вся деталь состоит из головки, фланца, корпуса, перехода и резьбы.
Однако разница заключается в том, как это применяется. Болты вставляем через просверленные отверстия. Затем вы можете затянуть крепеж в сочетании с гайкой, а иногда и шайбой.Вся деталь состоит из головки, фланца, корпуса, перехода и резьбы.
Резьба крепежной детали — это выступ, который наматывается на цилиндр болта, винта или другого крепежа. Однородное сечение, известное как параллельная или прямая резьба, образует спираль, которая может располагаться на внутренней или внешней поверхности цилиндра. Также есть разница между правой и левой резьбой.
Правая резьба будет наматываться по часовой стрелке в обратном направлении, если смотреть на нее в осевом направлении.Большинство нитей поддерживают этот дизайн. Левая резьба, если смотреть в осевом направлении, имеет резьбу, которая вращается против часовой стрелки.
Сколько существует типов ниток? Существует два основных типа потоков, о которых вы уже знаете — частичные и полные. Однако есть также различные виды резьбы, которые можно найти как на полной, так и на частичной застежке, например:
Однако есть также различные виды резьбы, которые можно найти как на полной, так и на частичной застежке, например:
- Unified National Coarse: Резьба UNC предназначена для общих работ по креплению, которые имеют более глубокую и универсальную посадку для легкого удаления.
- Unified National Extra Fine: UNEF — это самые тонкие типы резьбы и идеально подходят для приложений, которые работают с твердым материалом с резьбовыми отверстиями, тонкими резьбовыми стенками и тонким материалом с резьбовыми отверстиями.
- Unified National Fine: Резьба UNF обладает повышенной несущей способностью и способностью фиксировать крутящий момент благодаря большому малому диаметру. У них более жесткие допуски, они могут выдерживать более тяжелые нагрузки и имеют более тонкую регулировку натяжения.
- UNJC и UNJF: Хотя есть внутренняя и внешняя резьба J, внешние UNJC и UNJF имеют больший радиус впадины, что придает резьбе большую прочность на разрыв и меньшую концентрацию напряжений.
- UNR и UNK: UNR — то же самое, что и UNC, но имеет закругленный радиус основания и является только внешним. Резьба UNK похожа на резьбу UNR, но меньшая ширина и радиус основания требуют проверки.
- Постоянный шаг: Резьба постоянного шага доступна в различных диаметрах для соответствия конкретным применениям.

Помимо работы с множеством различных резьб для вашего проекта, вы также можете выбрать из множества болтов, таких как каретка, шестигранник, шаг, фланец и проушина. Или выберите один из винтов, таких как дерево, станок, листовой металл и сопряжение. У каждого из них может быть ряд других характеристик, таких как тип головки, типы привода, шайбы и типы гаек. Опираясь на наш опыт, мы можем помочь вам сузить круг вариантов.
Шаг резьбы в зависимости от диаметра резьбы Тот же метод используется при поиске болта, подходящего для вашего приложения. Вы знаете, как определять шаг резьбы, и знаете ли вы, какой диаметр резьбы?
Вы знаете, как определять шаг резьбы, и знаете ли вы, какой диаметр резьбы?
Для начала, количество ниток измеряется количеством ниток на дюйм (TPI) крепежной детали. Он описывает количество резьбы на дюйм по длине болта или винта и является термином, используемым для американских крепежных изделий, использующих британскую систему мер. Когда вы работаете с застежкой меньшего размера, она будет иметь меньшую резьбу, а это означает, что количество ниток будет выше — и наоборот.
Шаг винта использует метрические единицы для измерения расстояния между резьбой.Измеряемое в миллиметрах, это расстояние от одной точки резьбы до другой соответствующей точки на соседней резьбе, которое измеряется параллельно оси в той же осевой плоскости и с той же стороны. Чтобы измерить и то и другое, используйте калибр для резьбы или обратитесь к специалистам FMW Fasteners, которые подскажут, что вам нужно.
Вам также следует ознакомиться с делительным диаметром, который представляет собой диаметр резьбы, проходящей через резьбу. Ширина выступов, как и канавок для резьбы, одинакова.Делительный диаметр составляет примерно половину между малым и большим диаметрами.
Ширина выступов, как и канавок для резьбы, одинакова.Делительный диаметр составляет примерно половину между малым и большим диаметрами.
Также есть случай узнать разницу между большим и малым диаметром. Major — это измерение, которое вычисляет расстояние от гребня до гребня внешней резьбы. Для внутренней резьбы вы должны пройти от корня к корню воображаемого цилиндра. Малый — это диаметр, который касается вершин или оснований воображаемого цилиндра, который также известен как диаметр основания.
Неполная резьба Крепежные детали Наконец, переходим к самому важному этапу познания.Болты и винты с частичной резьбой имеют зону под головкой, полностью свободную от резьбы. Их называют болтами с частичной резьбой из-за того, что на них нет резьбы. Эта область болта, не имеющая резьбы, также известная как стержень болта или буртик крепежного элемента, будет варьироваться по длине в зависимости от применения болта.
Почему выбирают болт с неполной резьбой? Болты с частичной резьбой лучше всего подходят для обеспечения сопротивления и центровки. Когда у вас есть проект, требующий большого усилия для удержания объекта на месте, болт с частичной резьбой обеспечивает необходимую прочность.Сегмент без резьбы, известный как длина рукоятки, не содержит слабых мест для предотвращения деформации.
При использовании болтов с частичной резьбой их можно вбить в отверстия с резьбой или использовать для сквозного болта вместе с гайкой и шайбой. Неполная резьба идеальна для дополнительной прочности, сопротивления сдвигу и критического выравнивания, а не для лучшего сцепления. Используйте их в таких приложениях, как крепления двигателей, водяные насосы, генераторы переменного тока и многое другое.
Полная резьба Крепежные детали Как вы могли догадаться, болты и винты с полной резьбой не имеют длины захвата или участка без резьбы. Нити идут из-под головы к кончику.
Нити идут из-под головы к кончику.
Почему следует выбирать болт с полной резьбой? Если вас больше всего интересует сила захвата и меньше интересует выравнивание и прочность на сдвиг, лучше всего подойдет болт с полной резьбой. После установки болт с полной резьбой распределяет давление по всей его длине, при этом наибольшее удерживающее давление оказывается на головку, где он встречается с материалом, к которому он крепится.
Часто используемые в автомобильной промышленности для проектирования рам автомобилей, решения с полной резьбой распределяют монтажное давление панелей автомобиля по длине всего болта благодаря полной резьбе.Там, где сила захвата более важна по сравнению с выравниванием или прочностью на сдвиг, лучше всего использовать сплошную резьбу.
В чем разница между двумя вариантами? Основное отличие винтов с полной резьбой от винтов с частичной резьбой состоит в том, что у полных крепежных элементов резьба проходит по всей длине винта, в то время как частичные винты имеют участок без резьбы под головкой, который является длиной захвата. Затем следует частичная заправка оставшейся части пути вниз.Оба типа креплений идеально подходят для множества применений, но очень важно знать, какой из них подходит для вашего проекта, поскольку они по-разному захватывают и распределяют вес. Такие переменные, как размер головки, шаг резьбы и тип резьбы, влияют на возможности крепежа.
Затем следует частичная заправка оставшейся части пути вниз.Оба типа креплений идеально подходят для множества применений, но очень важно знать, какой из них подходит для вашего проекта, поскольку они по-разному захватывают и распределяют вес. Такие переменные, как размер головки, шаг резьбы и тип резьбы, влияют на возможности крепежа.
Как можно использовать различные типы креплений
Ни один тип болта не используется чаще, чем другой. Вместо этого вы выбираете болт, который вам нужен.
Выбирайте болты с частичной резьбой для проектов, требующих чрезмерного удерживающего усилия.Болты с частичной резьбой часто используются для крепления двигателей, генераторов и других автомобильных креплений, а также для водяных насосов. В таких случаях точность имеет решающее значение, а длина захвата болта обеспечивает необходимое выравнивание.
Во время затяжки рукоятка плотно втягивается в отверстие за счет резьбы, выступающей на другой стороне держателя. Результирующая сила — это то, что необходимо для надежного удержания опор двигателя. Неполные резьбы также лучше сопротивляются трещинам и изгибам.
Результирующая сила — это то, что необходимо для надежного удержания опор двигателя. Неполные резьбы также лучше сопротивляются трещинам и изгибам.
Выбирайте болты с полной резьбой, если требуется большее усилие захвата, чем удерживающая сила. Если вы будете использовать болты с частичной резьбой для автомобильных креплений, таких как крепления двигателя и генераторы переменного тока, используйте болты с полной резьбой для автомобильного крепления, например, панели кузова. Панели кузова не требуют того же удерживающего усилия, которое требуется для крепления мотора, но им нужен стабильный захват. Болт с частичной резьбой сохраняет свою удерживающую силу на конце с резьбой, в то время как удерживающая сила полностью нарезанного болта распространяется по всей секции вала.
Работа с крепежом с полной резьбой означает, что натяжение болта будет распространяться на большую площадь поверхности, чтобы выдерживать большие силы. Кроме того, они с меньшей вероятностью оторвутся.
При поиске болта, подходящего для вашего следующего проекта, вы сталкиваетесь с множеством вариантов. Когда дело доходит до выбора винтов с полной или частичной резьбой, подумайте, нужна ли вам максимальная сила захвата или максимальная защита от сдвига.Если вам нужна сила захвата, подберите подходящий болт с полной резьбой, изготовленный из нужного вам материала. Если вас больше беспокоит срез, выберите болт с частичной резьбой, который поможет защитить его.
Вы обнаружите, что разные болты с частичной резьбой имеют разную длину захвата, поэтому перед покупкой подумайте, какой длины должна быть длина захвата. Если вы все еще не уверены, какое решение лучше всего подойдет для вашей работы, обратитесь за советом к экспертам FMW Fasteners.
О компании FMW Fasteners В FMW Fasteners мы обслуживаем как профессионалов, так и энтузиастов, которые делают все сами, которым нужны высококачественные материалы для достижения выдающихся результатов в своих проектах. Вы найдете широкий выбор болтов с полной и частичной резьбой, а также всех других крепежных элементов, которые могут вам понадобиться для выполнения текущей работы. Вы можете заказать именно ту сумму, которая вам нужна, вместо того, чтобы рассчитываться на случайное оптовое количество.
Вы найдете широкий выбор болтов с полной и частичной резьбой, а также всех других крепежных элементов, которые могут вам понадобиться для выполнения текущей работы. Вы можете заказать именно ту сумму, которая вам нужна, вместо того, чтобы рассчитываться на случайное оптовое количество.
Наслаждайтесь ежедневными низкими ценами в FMW Fasteners, а также бесплатной доставкой квалифицированных заказов.Вы также можете в любой момент отправить обратно то, что вам не нужно или не нужно.
Есть вопросы по поводу винтов с полной резьбой и винтов с частичной головкой? Мы всегда готовы помочь. В FMW Fasteners вы не только найдете лучший выбор материалов, но также найдете команду по обслуживанию клиентов, которая поможет вам найти то, что вам нужно. Все, что мы делаем — от процесса выбора и заказа до обслуживания клиентов — превосходит потребности профессионалов и энтузиастов, которые хотят, чтобы лучшие материалы обеспечивали исключительные результаты.
Посмотреть нашу онлайн-подборку Крепежные детали FMW основаны на технологиях и готовы предоставить вам труднодоступные детали в необходимом количестве. Благодаря нашим конкурентоспособным ценам, беспроблемному возврату и продуктам высшего качества просмотрите нашу коллекцию болтов с частичной и полной резьбой. Вы также можете связаться с нами через нашу систему обмена сообщениями для получения дополнительной информации.
Благодаря нашим конкурентоспособным ценам, беспроблемному возврату и продуктам высшего качества просмотрите нашу коллекцию болтов с частичной и полной резьбой. Вы также можете связаться с нами через нашу систему обмена сообщениями для получения дополнительной информации.
Историческая справка о резьбе
Некоторые считают, что винтовая резьба была изобретена. около 400 г. до н.э. — Архит Тарентский (428 г. до н.э. — 350 г. до н.э.).Archytas иногда называют основоположником механики и был современником Платона. Одно из первых применений винтового принципа находился в прессах для отжима оливкового масла и сока из винограда. Маслопрессы в Помеи работали винтом. принцип. Архимед (287 г. до н.э. — 212 г. до н.э.) разработал винтовой принцип
и использовал его для создания устройств для подъема воды. Вода
Винт, возможно, возник в Египте до времен Архимеда.
Он был построен из дерева и использовался для орошения земель.
и для удаления трюмных вод с судов. Римляне применяли
Архимедов винт шахтного дренажа. Винт описывался
в первом веке нашей эры в Механике Герона Александрийского.
Вода
Винт, возможно, возник в Египте до времен Архимеда.
Он был построен из дерева и использовался для орошения земель.
и для удаления трюмных вод с судов. Римляне применяли
Архимедов винт шахтного дренажа. Винт описывался
в первом веке нашей эры в Механике Герона Александрийского.
Конструкция резьбы винта зависела от проушины
и мастерство мастера.Успехи в этом отношении произошли в
восемнадцатый век. Антуан Тио, около 1750 г., представил
инновация в оснащении токарного станка винтовой передачей, позволяющая
каретка инструмента перемещается в продольном направлении полуавтоматически.
Винты с мелким шагом необходимы в большом количестве
инструменты — например, микрометры. Чтобы построить такую нить
токарный станок был необходим. Джесси Рамсден в 1770 году сделал первый
удовлетворительный токарно-винторезный станок.Используя свои токарные станки долго
Вырезать винт из аккуратно вырезанного небольшого оригинала. Точность
винты позволили сделать точные инструменты, чтобы позволить
строительство паровых машин и станков. По их
использовать в геодезии инструменты, которым они помогали в строительстве
и развитие каналов, дорог и мостов.
Резьба крепежа нарезана вручную, но увеличивается требования счел необходимым предъявить к ним на заводе.Дж. И В. Вятт запатентовали такую систему в 1760 году. Стандартизация резьбы сделала проблематичным взаимозаменяемость крепежа.
Чтобы преодолеть эти проблемы, Джозеф Уитворт собрал образцы
винты из большого количества британских мастерских, а в 1841 г. выдвинули два предложения:
выдвинули два предложения:
1. Угол боковых сторон резьбы должен быть стандартизован на уровне 55
градусов.
2.Количество ниток на дюйм должно быть стандартизировано для
различные диаметры.
Его предложения стали стандартной практикой в Великобритании в 1860-х годах.
В 1864 году в Америке Уильям Селлерс независимо предложил другой стандарт, основанный на форме резьбы 60 градусов и различных шаг резьбы для разного диаметра. Это стало принято в качестве стандарта США, а затем превратился в американский Стандартная грубая серия (NC) и тонкая серия (NF).В Форма резьбы имела плоские корни и гребни, которые делали винт легче сделать, чем стандарт Уитворта, который округляет корни и гребни.
Примерно в то же время были введены стандарты метрической резьбы
принят в континентальной Европе с различными нитями
принятые углы флангов. Например немецкий Loewenherz
имел угол наклона резьбы 53 градуса 8 минут и швейцарский
Нить Тури угол 47.5 градусов. Стандартный международный
метрическая резьба в конечном итоге произошла от немецкой и французской метрической
стандарты основаны на угле боковых сторон 60 градусов с плоским
гребни и закругленные корни.
Например немецкий Loewenherz
имел угол наклона резьбы 53 градуса 8 минут и швейцарский
Нить Тури угол 47.5 градусов. Стандартный международный
метрическая резьба в конечном итоге произошла от немецкой и французской метрической
стандарты основаны на угле боковых сторон 60 градусов с плоским
гребни и закругленные корни.
Можете ли вы пояснить некоторые основные термины, связанные с винтами и резьбой?
Винтовая резьба: Ребро или однородное сечение в форме спирали на внешней или внутренней поверхности цилиндра или в форме конической спирали на внешней или внутренней поверхности конуса.
Внешняя резьба: Внешняя резьба — это резьба снаружи элемента.
Внутренняя резьба: Внутренняя резьба — это резьба внутри элемента.
Большой диаметр: Наибольший диаметр резьбы винта или гайки. Термин «большой диаметр» заменяет термин «внешний диаметр» применительно к резьбе винта, а также термин «полный диаметр» применительно к резьбе гайки.
Minor Диаметр: наименьший диаметр резьбы винта или гайки.Термин «малый диаметр» заменяет термин «диаметр сердечника» применительно к резьбе винта, а также термин «внутренний диаметр» применительно к резьбе гайки.
Диаметр шага: На прямой винтовой резьбе, диаметр воображаемого цилиндра, поверхность которого будет проходить сквозь резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину промежутков, прорезанных поверхностью цилиндр. Для конической винтовой резьбы диаметр на заданном расстоянии от плоскости отсчета, перпендикулярной оси воображаемого конуса, поверхность которого проходит через резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину. пространств, прорезанных поверхностью конуса.
Шаг: расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
Шаг в дюймах: 1, деленное на количество витков на дюйм
Угол резьбы: угол между сторонами резьбы, измеренный в осевой плоскости.
Угол винтовой линии: Угол, образованный спиралью или конической спиралью резьбы с делительным диаметром с плоскостью, перпендикулярной оси.
Гребень: поверхность резьбы, соответствующая большему диаметру винта и меньшему диаметру гайки.
Шаг: расстояние, на которое резьба винта продвигается в осевом направлении за один оборот. В винтах с одной резьбой шаг и шаг идентичны; на винте с двойной резьбой шаг в два раза больше шага; на винте с тройной головкой шаг в три раза больше шага и т. д.
Корень: поверхность резьбы, соответствующая меньшему диаметру винта и большему диаметру гайки.
Сторона или фланг: поверхность резьбы, которая соединяет гребень с основанием.
Ось винта: продольная центральная линия, проходящая через винт.
Основание резьбы: нижняя часть резьбы; наибольшее сечение между двумя соседними корнями.
Глубина резьбы: расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
Количество ниток: количество ниток на один дюйм длины.
Длина зацепления: длина контакта между двумя сопряженными резьбовыми частями, измеренная в осевом направлении.
Глубина зацепления: глубина резьбы двух сопряженных частей, измеренная в радиальном направлении.
Линия шага: Элемент воображаемого цилиндра или конуса, указанный в поле «Диаметр шага».
Толщина резьбы: расстояние между соседними сторонами резьбы, измеренное вдоль или параллельно делительной линии.
Средняя площадь: термин «средняя площадь винта», когда он используется в спецификациях и для других целей, обозначает площадь поперечного сечения, рассчитанную на основе среднего значения основного шага и вспомогательного диаметра.
6 фактов о резьбовых соединениях
Год новичка: Набор инструментов для стажера-инженераСерия технических блогов для стажеров-инженеров и инженеров начального уровня
В то время как на нас наступают более теплые температуры и уроки заканчиваются на лето, для многих пора начинать это самое интересное время года… летние стажировки.По всей стране стажеры-инженеры впервые получают опыт профессиональной жизни и, мы надеемся, изучают некоторые основы, которые будут служить им долгие годы. Однако некоторые принципы, которые они должны знать с первого дня, редко рассматриваются в классе. Чтобы помочь нашим молодым, начинающим инженерам, вот один базовый урок для их набора инструментов… буквально «гайки и болты».
Как работают резьбовые соединения?
Все резьбовые крепления содержат спиральную аппарель на цилиндрическом валу.Эта рампа представляет собой простой механизм преобразования вращательного движения в поступательное. Что еще более важно, он преобразует крутящий момент (вращающую силу) в линейную силу. Пандус — это то, что называется резьбой. Когда резьба находится на внешней стороне цилиндрического вала, она называется внешней или наружной резьбой, а цилиндрическое отверстие с резьбой называется внутренней или внутренней резьбой. Вращательное движение преобразуется в линейное движение посредством взаимодействия (сопряжения) внутренней резьбы с внешней резьбой.
Как предполагается использовать крепежные детали?
Резьбовые соединения почти всегда предназначены для зажима (скрепления) двух или более кусков материала вместе. За исключением специально разработанных для этого случаев, резьбовые крепежные элементы не предназначены для размещения частей материала относительно друг друга или предотвращения скольжения частей материала. Резьбовые соединения сильнее всего при растяжении (разрыве), а не при сдвиге (разъединении).В результате они предотвращают скольжение деталей относительно друг друга за счет усилия зажима, а не от корпуса застежки, действующего как штифт.
В чем разница между болтом и винтом?
Это очень сбивает с толку новых инженеров, потому что некоторые болты являются винтами, а другие — нет. Например, болт с квадратным подголовком часто используется как винт, а винт с головкой под торцевой ключ (SHCS) часто используется как болт.Простой ответ — в болте используется гайка, а в винте — нет. Вкручивает резьбу непосредственно в один из зажимаемых кусков материала. В этом случае материал внутри одного из зажимаемых элементов действует как внутренняя внутренняя резьба. С другой стороны, болт проходит через все зажимаемые куски материала и не взаимодействует ни с одним из них. Вместо этого на конец болта накладывается гайка или другая заранее изготовленная внутренняя резьба, и материал зажимается между гайкой и головкой болта.
Что означает тонкая или грубая нить?
Шаг резьбы определяет, сколько витков резьбы на данной длине крепежа соответствует его номинальному диаметру. Например, застежка может иметь большие и широко расставленные резьбы. Это называется крупным шагом. Крепеж с таким же номинальным диаметром, который имеет более частую резьбу на единицу длины, имеет так называемый мелкий шаг. Крупная резьба больше и содержит больше материала.Однако это означает, что они имеют меньшую часть цилиндра без резьбы по сравнению с резьбой с мелким шагом. Следовательно, резьба с крупным шагом имеет более прочную резьбу и более слабые тела. Резьба с мелким шагом противоположна тому, что имеет более слабую резьбу и более прочное тело.
Когда мне следует использовать мелкую, а не грубую высоту?
Большинство стандартных крепежных деталей имеют общий размер резьбы с крупным и мелким шагом. Резьба с крупным шагом идеальна для врезания в основной материал, который равен или прочнее, чем застежка.Как указывалось ранее, дополнительный материал в резьбе с крупным шагом означает, что резьба прочнее, чем резьба с мелким шагом. Это означает, что их лучше устанавливать и снимать чаще, не повреждая резьбу. Поэтому лучше использовать резьбу с крупным шагом в мягких материалах, когда крепеж будет многократно сниматься и повторно устанавливаться. Резьба с мелким шагом дает больше резьбы на длину и, следовательно, большую нагрузку, которая распределяется на основной материал. Это идеально, если вы работаете с тонкими материалами или когда основные материалы мягче, чем застежка.Кроме того, поскольку хвостовик крепежа больше, резьба с мелким шагом имеет более высокую прочность на разрыв (отрыв). Проблема с тонкими нитками в том, что сами нити намного слабее. Многократное вставление и выкатывание застежки приведет к повреждению резьбы. Другая проблема заключается в том, что при установке на болт с мелкой резьбой гайку легко «перекрестить».
Насколько глубоко следует заправить крепежный элемент?
Глубина завинчивания крепежа напрямую зависит от его диаметра.Чем больше застежка, тем глубже она должна быть, чтобы быть прочной. Многие исследования показали, что для крепежных изделий со стандартным шагом существует простое практическое правило. Глубина крепления должна быть как минимум в два раза больше номинального диаметра. Например, застежка 1/4 дюйма (0,25 дюйма) должна иметь резьбу не менее 1/2 дюйма (0,50 дюйма) глубиной. Если глубже, то резьба на самом деле мало что делает, кроме увеличения времени сборки. Шаг резьбы также влияет на то, насколько глубокой должна быть застежка.