Технология Micro-Start TIG
В том, что касается процессов сварки, TIG, или аргонодуговая сварка, является одним из самых требовательных. Для высококачественной аргонодуговой сварки требуется четкий поджиг и стабильность дуги, в том числе на низких токах. Это может вызвать сложности даже у опытных сварщиков, особенно с традиционными источниками питания. Но теперь, с появлением технологии Micro-Start™ от Линкольн Электрик, это стало намного проще.Инновационная технология Micro-Start была разработана специально для того, чтобы сделать работу пользователей как можно проще. Для этого было опрошено множество TIG-сварщиков — начиная с новичков и заканчивая профессионалами. Специалисты Линкольн узнали у них, с какими проблемами они сталкиваются чаще всего, и поставили себе задачу предложить технологическое решение, которое помогло бы им решить эти проблемы. В результате появилась линейка аппаратов Precision TIG™ с технологией Micro-Start. Эта линейка поможет каждому сварщику раз за разом создавать качественные сварные соединения. Micro-Start обеспечивает наилучшее качество сварки на постоянном токе среди всех аппаратов для аргонодуговой сварки с тиристорным блоком (SCR).
Так как все больше и больше производителей начинают использовать новые материалы и сплавы малой толщины, что во многих случаях затрудняет сварку, сегодня стало уделяться много внимания технологиям, которые упростили бы аргонодуговую сварку. Преимущества Micro-Start TIG будут полезны для всех отраслей, где требуется сварка тонких материалов, в том числе аэрокосмической и судостроительной.
Итак, какие распространенные проблемы позволяет решить технология Micro-Start? Условно их можно разделить на 4 категории: 1) низкое качество; 2) неудовлетворительный поджиг дуги; 3) низкая сила тока при пожиге и 4) заварка кратеров.
Проблема: низкое качество
Часто при традиционной аргонодуговой сварке на низких токах сварщики сталкиваются с проблемой поддержания стабильной дуги.
Чтобы решить эту проблему, многие сварщики приобретают более дорогие традиционные аппараты для TIG-сварки. Они считают, что более мощные модели с большими стабилизаторами будут лучше фильтровать сварочный ток, что сделает сварку на низких токах более стабильной. На деле даже большой стабилизатор не сможет полностью устранить пульсацию на низких токах.
Решение Micro-Start TIG
Технология Micro-Start предполагает использование независимого источника питания, пригодного для сварки на низких токах без участия КТУ. КТУ в этом случае используются только для увеличения силы тока в качестве вспомогательной системы для 2-амперного источника питания. Это позволяет получить очень стабильную дугу на низких токах, устраняет эффект ряби и позволяет проводить качественнуюсварку тонких материалов. Компания Линкольн — это первый производитель, который стал предлагать второстепенный контур для сварки, на который можно плавно переходить из режима сварки на более высоких токах.
Когда сила тока опускается до мин. 2А, Micro-Start TIG позволяет вести сварку с независимым питанием от собственного электронного источника питания. Когда сварщик нажимает на педальный регулятор Amptrol™, чтобы увеличить силу тока, активируется основной сварочный контур (т. е. трансформатор и мост КТУ). Таким образом электроника Micro-Start помогает контуру КТУ, чтобы меньше полагаться на стабилизаторы, как это делают традиционные аппараты.
Благодаря Micro-Start TIG сварщикам не нужно покупать более дорогие модели для работы на низких токах — технология Micro-Start обеспечивает эффективность инверторных моделей при использовании более дешевого традиционного аппарата.
Проблема: неудовлетворительный поджиг дуги
Современные аппараты для аргонодуговой сварки устанавливают дугу за счет высокочастотного осциллятора, который ионизирует дорожку от вольфрамового электрода к рабочему изделию. В большинстве случаев высокая частота сохраняется в течение достаточно долгого времени, и из-за высокой интенсивности оставляет на рабочей поверхности следы. В таких очень требовательных областях, как аэрокосмическая или ядерная отрасль, эти дефекты могут привести к микрорастрескиванию и падению надежности шва. Даже при бытовой сварке высокая частота может приводить к значительным отклонениям дуги.
Еще один недостаток традиционных моделей — это непригодность для сварки на низких токах (ниже 5 ампер). Это объясняется тем, что при кратковременных срабатываниях КТУ стабилизатор выходного тока не способен накопить достаточно энергии, чтобы удерживать сварочное напряжение на достаточном уровне для поджига и сохранения дуги без возвращения к повышенной частоте.
Чтобы улучшить характеристики поджига дуги, во многих моделях от конкурентов используется функция Горячего старта. При Горячем старте используются импульсы с высокой силой тока и достаточными напряжением и длительностью для нагревания вольфрама и быстрого образования ионизированной дорожки между вольфрамовым электродом и рабочей поверхностью. Это позволяет сократить длительность высокочастотной фазы. Например, если сварщик настроит аппарат на силу тока 5 ампер, во время поджига ее пиковое значение может в течение достаточно длительного времени превышать 100А. Однако этот метод связан с определенными сложностями, потому что при сварке тонких материалов Горячий старт может привести к сгоранию основного материала и повреждению рабочего изделия.
Часто сварщик может выполнить имитацию горячего старта вручную, повысив с помощью педального регулятора начальную силу тока. Но в таком случае аппарат начинает сварку при недостаточно низкой силе тока, что может привести к прожиганию и разрушению изделия. Также этот метод недостаточно постоянен, потому что сварщику приходится «угадывать», где начать сварку.
Решение Micro-Start TIG
С появлением технологии Micro-Start TIG компания Линкольн Электрик предложила способ сделать дугу более стабильной за счет электронного 2-амперного источника, который обеспечивает вспомогательное питание с точно заданной силой тока и длительностью. Этот усовершенствованный контур управления позволяет выполнить поджиг дуги с более коротким и менее интенсивным импульсом, что снижает риск повреждения и прожигания основного материала.
Более того, большинство операторов даже не замечает, что аппарат находится в режиме высокочастотной сварки. Эта процедура достаточно кратковременна, чтобы тепловложение не смогло привести к прожиганию материала. Однако в то же время она обеспечивает достаточно энергии для нагревания вольфрамового электрода и установления потока плазмы к рабочему изделию.
Micro-Start TIG также позволяет операторам настраивать минимальную силу тока аппарата. Это позволяет оператору регулировать нижний диапазон аппарата в соответствии с требованиями по токовой нагрузке для данного диаметра вольфрамового электрода или собственным уровнем навыка.
Проблема: минимальная сила тока при поджиге
Большинство традиционных сварочных аппаратов позволяют оператору настраивать лишь максимальное значение сварочного тока. Другими словами, если выбранный вольфрамовый электрод или навык оператора не позволяют установить дугу при минимальной силе тока, для этого придется сильнее нажать на педальный регулятор. Это сказывается на стабильности сварки и усложняет заварку кратеров.
Другими словами, если выбранный вольфрамовый электрод или навык оператора не позволяют установить дугу при минимальной силе тока, для этого придется сильнее нажать на педальный регулятор. Это сказывается на стабильности сварки и усложняет заварку кратеров.
Решение Micro-Start TIG
Компания Линкольн предлагает единственный на рынке аппарат с функцией регулировки минимальной силы тока, которая позволяет задать определенное значение силы тока при минимальном нажатии на педальный регулятор с учетом диаметра вольфрамового электрода или уровня навыка сварщика. Например, для электродов диаметром 2,4 мм типичный диапазон сварочного тока составляет 10-150 ампер. Теперь сварщик может задать минимальную силу тока, и сварочный аппарат даже при легком нажатии педали не будет опускать силу тока ниже 10 ампер, благодаря чему поджиг дуги и процесс сварки станут намного стабильнее. Соответственно, при использовании электродов 0,5 или 1 мм минимальную силу тока можно снизить до 2 ампер. Эта функция позволяет регулировать минимальную силу тока от 2 до 60 ампер. Таким образом оператор получает оптимальную разрешающую способность между минимальным и максимальным значением при дистанционном управлении (через педальный регулятор).
Проблема: заварка кратеров
Одна из самых частых проблем, с которыми сталкиваются операторы традиционных TIG-аппаратов — это снижение силы тока для заварки кратера в конце сварного шва. В традиционных сварочных аппаратах используется принцип порогового значения силы тока, т. е. когда оператор снижает силу тока и дуга становится нестабильной, аппарат определяет, что дуга вот-вот погаснет и вновь переходит в высокочастотный режим. При таком подходе высокочастотный режим обычно включается при силе тока 3 ампер. Возвращение в высокочастотный режим приводит к колебаниям или «танцующей» дуге, из-за чего на рабочей поверхности могут оставаться отметины, способные вызвать загрязнение металла, микротрещины и развитие других дефектов.
Решение Micro-Start TIG
Технология Micro-Start TIG от Линкольн полагается на метод контроля напряжения. Это более совершенный метод детекции, способный определить, намерен ли сварщик сохранить дугу. Высокочастотный режим используется только в том случае, если сварочное напряжение превышает 35В (что намного выше нормального). Поэтому во время заварки кратера аппарат сможет обеспечить плавное снижение силы тока без возвращения в высокочастотный режим. Другими словами, после установления дуги аппарат не вернется в ВЧ-режим во время сварки.
Обычные источники питания недостаточно совершенны, чтобы определить, продолжает ли оператор сварку, и когда ему требуется низкая сила тока. При использовании Micro-Start TIG после установления дуги аппарат больше не будет возвращаться в ВЧ-режим благодаря стабильности при низкой силе тока.
Заключение
Технология Micro-Start TIG от Линкольн позволяет сварщикам практически любого уровня подготовки стабильно и качественно выполнять поджиг дуги, сварки и заварку кратеров. Это стало возможно благодаря тому, что новая технология позволила преодолеть большинство самых распространенных проблем аргонодуговой сварки.
Сварка тиг что это
В чем заключается превосходство сварки tig
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте. И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Смысл применения в tig-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако, при одинаковых значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются преимущества обоих газов: аргон стабилизирует дугу, а гелий – хорошо сплавляет металл.
Область применения
Аппарат TIG ac/dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные трубки в современных велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволял бы работать с таким количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc
Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплав алюминия и хрома, которые невозможно соединить простым сварочным процессом, из-за улетучивания алюминия. Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги. Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac/dc. Сегодня можно найти достаточно много видео в Интернете, где доступно объясняется, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, потому что сварной шов представляется собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Дуговая сварка начинается с подачи “массы” на деталь, как при обычной электросварке. Горелка Tig ac/dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а потом в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
В качестве оборудования для tig-сварки применяют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для получения специфических технологических свойств дуги, особенно если применяют аппарат tig ac/dc, используют защиту из двух концентрических потоков газа.
Сварка Tig, способна заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зону сварки воздуха. Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого создают обитаемые камеры объемом до 450 кубическим метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов влияют на технологические свойства дуги и форму, получаемого шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионизации, а также большую теплопроводность. В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классическими способами сварки имеет ряд преимуществ: высококачественные сварные соединения на самых различных металлах и сплавах с различной толщиной, возможность производить сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время полуавтоматической сварке. Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
zavarimne.ru
TIG сварка: что это такое?
Главная » Сварочные работы на даче.
ТИГ – сварка неплавящимся электродом в среде аргона с использованием присадочной проволоки. Назначение – изготовление изделий и конструкций из легированных и цветных металлов. Также этот способ позволяет сваривать металл малой толщины (менее 1 мм), применение присадочной проволоки при этом необязательно.
Технологические особенности ТИГ сварки
Основная особенность дуговой сварки в среде аргона – использование неплавящегося электрода, изготовленного из вольфрама или графита. Температура его плавления гораздо выше температуры, до которой он прогревается в процессе сварки. В качестве защитного газа используется аргон, обеспечивающий не только надежную защиту сварочной ванны от воздействия воздуха, но и стабильность горения дуги.
Присадочный материал может иметь вид проволоки, прутка или полос. При сварке в электрическую часть не включается, подается в зону дуги отдельно со стороны.
Техника TIG сварки:
- Длина дуги влияет на глубину проплавления. При уменьшении расстояния от электрода к поверхности свариваемой детали соединение получается наиболее качественным. При увеличении длины дуги – глубина проплавления уменьшается, а ширина шва увеличивается.
- Как правило, электрод ведется без поперечных колебаний вдоль оси соединения. Шов получается узким и эстетичным по внешнему виду.
- Присадочный материал в зону плавления подается очень плавно. В противном случае происходит разбрызгивание металла. В процессе сварки удерживается под небольшим углом впереди горелки.
- Заваривание кратера при окончании процесса не рекомендуется производить с помощью резкого отвода горелки. Это ведет к уменьшению количества подаваемого газа и ухудшению защиты сварочной ванны.
- Подача аргона включается за 15-20 секунд перед началом ТИГ сварки, а прекращается через 7-10 после окончания процесса.
- Перед началом сварки детали тщательно очищаются от окислов, масла и других загрязнений. Поверхность желательно обезжирить.
Плюсы и минусы аргонодуговой сварки
Основные преимущества процесса:
- Аргон является инертным газом, который на 38 % тяжелее воздуха. Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).

- Возможность соединения заготовок из различных сплавов алюминия, титана, меди, а также нержавейки и других металлов.
- Качественное формирование шва.
- Точное поддержание глубины проплавления, что особенно актуально при сварке тонколистового металла при условии одностороннего доступа к поверхности свариваемых деталей.
- Небольшой нагрев свариваемых деталей – исключает их деформацию.
- Минимальная зона термического влияния.
К недостаткам относится невысокая производительность ручного способа TIG сварки. Но с учетом повышенного качества сварных соединений, потери в скорости – допустимый ущерб.
samanka.ru
Аргонно-дуговая сварка
Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно сваривать любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.
Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает сварку TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сварке разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается сварочный шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Сварка TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название сварки TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые сварка TIG была представлена в 1940-х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Электрод накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет не сгорать при сварке.
Как работает сварка TIG?
Для сварки TIG требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить сварочный шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на сварочный аппарат для электродуговой сварки, и такая конструкция будет работать как сварка TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, сварочная дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на сварочном аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG
Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сварке толстых металлов для лучшего проникновения сварочного шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.
Электроды бывают разных диаметров и имеют разные формы концов. От формы конца электрода зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
От формы конца электрода зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сварки стали. Такую форму концу электрода можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.
Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На металле не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Металл должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сварки алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата TIG – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы наконечник электрода был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке TIG необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина сварочной дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом со сварочной дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
kuzov.info
Tig-сварка: особенности применения
Аргонодуговая сварка tig (Tungsten Inert Gas), или же сварка неплавящимся электродом — это когда дуга загорается между электродом из вольфрама и свариваемыми деталями. Таким образом, в дуговом промежутке не происходит перенос расплавленного металла. Это позволяет облегчить горение электрической дуги и значительно увеличить ее стабильность. Кроме того, tig-сварка позволяет уменьшить потери на испарение, исключает возможное разбрызгивание металла и ограничивает воздействие газа из столба дуги на расплавленным металл. Вследствие этого качество сварного шва поднимается на новый, более совершенный уровень.
Таким образом, в дуговом промежутке не происходит перенос расплавленного металла. Это позволяет облегчить горение электрической дуги и значительно увеличить ее стабильность. Кроме того, tig-сварка позволяет уменьшить потери на испарение, исключает возможное разбрызгивание металла и ограничивает воздействие газа из столба дуги на расплавленным металл. Вследствие этого качество сварного шва поднимается на новый, более совершенный уровень.
Tig-сварка бывает на переменном или на постоянном токе, причем, в случае последней используется только прямая полярность, то есть когда на клемму «плюс» подключаются свариваемые детали, а на клемму «минус» — неплавящийся электрод. Необходимость подключения именно таким способом обусловлена тем, что если поменять клеммы местами, то появляется вероятность перегрева тугоплавкого металла вольфрама и, следовательно, значительно снизится его стойкость. Помимо этого, может произойти выкрашивание или оплавление электрода, что приведет к неизбежным дефектам сварного шва.
Сварка tig подразумевает наличие следующих основных элементов в конструкции установки: источник питания переменного либо постоянного тока, стабилизатор дугового разряда, осциллятор, устройство регулирования величины тока, генератор токовых импульсов, газовый электромагнитный клапан, а также устройство для подавления составляющих тока.
Tig-сварка является наиболее универсальным видом соединения металлов, поскольку позволяет производить сварку самых различных материалов при любом положении в пространстве.
Высококачественный процесс сваривания деталей достигается за счет того, что на него затрачивается чуть больше времени, чем на любой другой вид сварки. В связи с этим tig-сварка используется лишь в том случае, когда качественные характеристики получаемого сварного шва имеют определяющее значение.
Отличительной особенностью этого вида сварки является и то, что чистый аргон применяется для соединения абсолютно любых материалов, в то время как при остальных типах сварки необходимо подбирать газ в соответствии со свариваемыми металлами.
Tig-сварка представляет собой достаточно сложный и кропотливый процесс. Поэтому для его проведения необходим специально обученный квалифицированный сварщик. Технологический процесс потребует от него достаточной сноровки, поскольку необходимо одной рукой обеспечивать достаточную и своевременную подачу присадочного материала, в то время как в другой руке будет находиться сварочная горелка.
При выборе сварочного аппарата подобного рода необходимо руководствоваться следующими соображениями:
Нужно определить мощность источника питания сварочного аппарата.
Оценить сложность и объем предстоящей работы.
Учитывать род потребляемого тока: постоянный или переменный.
Необходимо также знать, что некоторые сварочные аппараты могут использовать сразу и постоянный, и переменный ток. Это необходимо для сваривания разных материалов, например, алюминия и стали. Сварочные агрегаты обладают достаточно широким диапазоном величин тока от 3 до 500 А.
fb.ru
Информация о TRITON — politechnik.ru
Промышленное оборудование — наш профиль!
Единственной возможностью для предприятий, осуществляющих обработку металлов, изготовление различных изделий и деталей из алюминия и стали, получить конкурентные преимущества на отечественном рынке является сегодня автоматизации производства и увеличение не количества рабочей силы, а производительности труда. Использование эффективного и производительности труда невозможно без применения новейшего производственного оборудования. В связи с этим наша компания осуществляет поставки сварочного оборудования марки TRITON которое способно повысить не только выработку, но и качество изготавливаемой продукции. К такому оборудованию относятся:
Преимущества нашего оборудования очевидны. Во-первых, наше оборудование качественное по разумным ценам. Во вторых поставляется сразу со всеми комплектующими. В третьих в оборудовании TRITON применяются только самые новейшие технологии. Во всех преимуществах не раз убеждались наши заказчики. Напрмер наравне с аппаратами плазменной резки премиального сегмента американского производства применяются наши аппараты, у которых качество не хуже, а по цене выигрывают с «разгромным счетом». Оборудование TRITON создано для тех, кто разумно подходит к комплектации своей производственной линии.
Во всех преимуществах не раз убеждались наши заказчики. Напрмер наравне с аппаратами плазменной резки премиального сегмента американского производства применяются наши аппараты, у которых качество не хуже, а по цене выигрывают с «разгромным счетом». Оборудование TRITON создано для тех, кто разумно подходит к комплектации своей производственной линии.
Особенности работы с алюминием
На современных производствах для изготовления тех или иных изделий все чаще используется алюминий. В каталоге нашей компании есть высококачественное оборудование, предназначенное именно для работы с этим материалом. Серии сварочных аппаратов ALUMIG и ALUTIG позволяют добиваться отличных результатов, быстро и качественно выполнять соединение алюминиевых деталей без их деформации от повышения температуры, без каких-либо повреждений. Кроме того, данное оборудование обеспечивает надежность и прочность любых соединений.
Функции сварочных аппаратов TRITON, которые значительно упростят сварочные процессы.
Общие функции и режимы аппаратов TRITON
Для сварочных инверторных полуавтоматов серии TRITON MIG и TRITON Dpulse Synergic
- Сварка MIG/MAG — полуавтоматическая сварка в среде защитных газов;
- Функция BURN BACK (Отжиг проволоки)- правильное отсоединение присадочного материала от сварочного шва;
- Функция MIG Pulse — качественная сварка алюминиевых изделий, а также сплавов на его основе;
- Функция MIG Double Pulse — идеальный теплообмен плавления присадочного материала и ванны свариваемого изделия;
- Функция S4T — высокоэффективная сварка алюминия;
- Multi-Process — сварка в нескольких режимах: классический режим МИГ/МАГ, импульсный режим МИГ/МАГ, сварка стежками SMAW и сварка порошковой проволокой FCAW;
- FCAW — сварка порошковой проволокой без использования подачи защитного газа;
- Регулировка напряжения дуги — возможно управление длиной сварочной дуги и другими параметрами;
- Настройка индуктивности дуги — позволяет выбрать оптимальные условия горения дуги.
- Функция VRD — автоматически снижается напряжение холостого хода при размыкании цепи в режиме ММА.

Для аппаратов аргонодуговой TIG-сварка
- Сварка TIG — аргонодуговая сварка неплавящимся электродом;
- Функция TIG puls — повышает качество шва и скорость сварки, сокращает расход материалов и потребляемой энергии;
- Функция MIX TIG — поочередное включение переменного и постоянного тока в одном цикле для соединения листового металла разной толщины;
- Функция Sport Arc/Fast Sport Arc — производит предварительную прихватку металла перед основным циклом с помощью точечной сварки;
- Функция BALANCE% — настройка баланса полярности;
- Функция AC WAVE( настройка формы волны) — настройка различных форм волны;
- Функция EN/EP AMPERAGE% — (баланс полярности) — настройка отношения величины тока отрицательного (EN) и положительного (EP) полупериода волны;
- Настройка несущей частоты — С помощью настройки частоты переменного тока можно управлять шириной конуса, мягкостью и стабильностью сварочной дуги.
- HF (TIG) — высокочастотный поджиг для сварки TIG;
- TIG-Contact (SCRATCH START) — контактный поджиг для сварки TIG;
- TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) контактный поджиг для сварки TIG с уменьшением тока;
- HF(TIG) — высокочастотный поджиг для сварки TIG
Для аппаратов воздушно-плазменной резки
Подробное описание функций и режимов сварки аппаратов TRiTON.
Spot/Stitch
Для высокоэффективной и аккуратной сварки тонкостенных и листовых металлов предусмотрен специализированный режим сварки стежками режим Spot/Stitch, который обеспечивает качественную обработку изделий сложной пространственной формы (например, кузова авто, резервуары) и толщиной от 0,5 мм. Данный режим станет особенно полезными для качественной, мягкой и быстрой обработки изделий из нержавеющего металла и оцинкованной стали. При этом перенос сварочной капли осуществляется между циклами короткого замыкания, что позволяет минимизировать тепловложение в обрабатываемое изделие, исключив его перегрев или коробление. Оператор может точно задать длительность стежка и паузы между циклами. При сварке изделий из чугуна в режиме Spot/Stitch исключается перегрев металла, а также его отбеливание. Режим Spot/Stitch позволяет не только сохранить точные геометрические размеры изделия, но и повысить жесткость конструкции. Кроме этого, режим Spot/Stitch нашел широкое применение при сварке сложных пространственных конструкций из металла (например, перекрытия, балки и т.д.).
Оператор может точно задать длительность стежка и паузы между циклами. При сварке изделий из чугуна в режиме Spot/Stitch исключается перегрев металла, а также его отбеливание. Режим Spot/Stitch позволяет не только сохранить точные геометрические размеры изделия, но и повысить жесткость конструкции. Кроме этого, режим Spot/Stitch нашел широкое применение при сварке сложных пространственных конструкций из металла (например, перекрытия, балки и т.д.).
SoftSwitch
В аппаратах TRITON инверторная силовая часть собрана на современных IGBT модулях по принципу новой технологии SoftSwitch, которая позволяет обеспечить «Мягкую коммутацию» в момент переключения. Коммутация силовых транзисторов IGBT происходит со смещением фаз тока. В результате значительно снижаются тепловые потери, исключается перегрев и пробой транзисторов, повышается КПД и надежность устройства, а также увеличивается ресурс IGBT модулей. Инвертор становится менее требовательным к качеству питающей трехфазной сети, что немаловажно. Технология «Мягкая коммутация» резко снижает вероятность скачков сварочного тока, что повышает стабильность розжига и сварки, а также улучшает геометрию и качество сварочного шва.
Режим 2Т/4Т (Для сварки)
Режим 4Т применяется в основном для продолжительной сварки. Оператору не требуется удерживать кнопку на горелке, что снижает утомляемость. Благодаря этому улучшается геометрия шва, повышается скорость сварки, снижается образование дефектов. Режим 2Т станет незаменим для выполнения коротких швов или для аккуратной сварки в труднодоступных местах. Процесс горения дуги длится только при нажатой кнопке на горелке. Для завершения сварочного цикла сварщику достаточно отпустить кнопку, и дуга погаснет. В результате достигается полный контроль над формированием качественного шва нужной длины. Режим 2Т так же используется в режиме прихватки металла или угловой сварки.
PRE GAS и POST GAS (Для сварки)
Функций PRE GAS и POST GAS выполняет предварительную и финишную продувку сварочной зоны защитным газом. Настройка каждой функции возможна по отдельности. Шов формируется в защитной среде газа, что исключает окисление, трещины и пустоты. При финишной продувке газом после того как дуга погаснет, подается защитный газ, в результате чего обеспечивается кристаллизацию шва в защитной среде.
Настройка каждой функции возможна по отдельности. Шов формируется в защитной среде газа, что исключает окисление, трещины и пустоты. При финишной продувке газом после того как дуга погаснет, подается защитный газ, в результате чего обеспечивается кристаллизацию шва в защитной среде.
ARC FORCE
Благодаря функции ARC FORCE (Форсаж дуги) повышается мощность дуги, поэтому можно легко обрабатывать изделия с сильнозагрязненной поверхностью (слой краски, масла, ржавчины). В результате формируется идеальный сварочный шов, достигается высокая стабильность горения дуги, снижаются производственные расходы и время на доработку шва. Возможно самостоятельно настроить режим «Форсаж дуги» в зависимости от поставленной задачи и загрязненности изделия.
DOWN SLOPE/CRATER ARC
Благодаря функции «Заварка кратера» в конце сварочного цикла будет добавляться фаза CRATER ARC. При отпускании кнопки на горелке величина сварочного тока плавно снижается до установленного значения, обеспечивая ровную и аккуратную заварку кратера без пустот.
HOT START
Наличие функции «Горячий старт» позволяет обеспечить быстрый и простой поджиг дуги за счет кратковременного увеличения стартового тока. Благодаря этому оператор получает возможность работать электродами с зашлакованным концом. Кроме этого, функция «Горячий старт» обеспечит легкое возбуждение дуги при обработке изделий с толстым слоем оксидной пленки или краски.
Туннельная система охлаждения
В задней части инвертора предусмотрен большой вентилятор, который эффективно охлаждает силовую часть аппарата в процессе сварки. Кроме этого, продуманная конструкция устройства исключает производственной пыли и металлической стружки на силовые элементы аппарата, повышая надежность инвертора. Охлаждающий воздух циркулирует по изолированному каналу, что позволяет избежать прямого контакта с электронными компонентами. . Воздух через специальный тоннель будет проходить через тепловые радиаторы, охлаждающие его. Благодаря воздушному охлаждению горелки работать можно продолжительное время. Эффективность системы охлаждения позволяет обеспечить высокий показатель ПВ. Кроме этого, опционально доступна система модульного охлаждения с энергоемким баком для охладителя.
Благодаря воздушному охлаждению горелки работать можно продолжительное время. Эффективность системы охлаждения позволяет обеспечить высокий показатель ПВ. Кроме этого, опционально доступна система модульного охлаждения с энергоемким баком для охладителя.
Изоляция силовых элементов
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат перемещен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек.
Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата.
Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
BURN BACK (Отжиг проволоки)
Отжиг проволоки обеспечивает правильное отсоединение проволоки от сварочного шва, оставляя нужную ее выступающую длину части для начала нового сварочного цикла.
MIG Pulse
Импульсный режим сварки, который реализован в сварочных аппаратах TRITON позволяет изменять автоматически величину сварочного тока между пиковой и низкой. Благодаря этому достигается идеальный контроль подвода тепла к металлической заготовке, что позволяет свести к минимуму возможность прогорания или коробления тонких металлов. При помощи режима Pulse MIG сварщик получает возможность выполнить высококачественные вертикальные, горизонтальные или потолочные швы без шлака, наплывов или проваров. Кроме этого импульсный режим МИГ с оптимизированной формой волны позволяет добиться высококачественной сварки изделий из, нержавеющей стали, углеродистых сталей, никелевых сплавов, высокопрочных низколегированных сталей.
MIG Double Pulse
Главная особенность инвертора TRITON Dpulse Synergic – специальный режим Double Pulse. В процессе сварки происходит наложение импульсов с двумя уровнями тока на импульсный ток дуги. Высокий период пульса «вгоняет» сварочные «капли» в зону расплава, а низкий период дает возможность остыть металлу, чтобы не было подтеков и наплывов. Благодаря этому достигается полный контроль и управление температурой в зоне дуги, что позволяет обеспечить идеальный сварочный «чешуйчатый» шов, как при более трудоемком TIG-процессе. В режиме Double Pulse сварщику доступна настройка длительности импульса с большим током в диапазоне 10-90 % от длительности всего рабочего цикла. Благодаря этому достигается оптимальный теплообмен плавления проволоки и ванны свариваемого изделия, повышая качество шва. Также доступна настройка частоты импульсов в пределах от 0,1 до 10 Гц
Высокий период пульса «вгоняет» сварочные «капли» в зону расплава, а низкий период дает возможность остыть металлу, чтобы не было подтеков и наплывов. Благодаря этому достигается полный контроль и управление температурой в зоне дуги, что позволяет обеспечить идеальный сварочный «чешуйчатый» шов, как при более трудоемком TIG-процессе. В режиме Double Pulse сварщику доступна настройка длительности импульса с большим током в диапазоне 10-90 % от длительности всего рабочего цикла. Благодаря этому достигается оптимальный теплообмен плавления проволоки и ванны свариваемого изделия, повышая качество шва. Также доступна настройка частоты импульсов в пределах от 0,1 до 10 Гц
Режим S4T
В данной модели реализован специальный режим для сварки алюминия — S4T. В начальный момент сварочного цикла доступна настройка функции «Горячий старт», которая включается нажатием триггера горелки. Так как холодный алюминий быстро отводит тепло от сварочной зоны, то режим S4T с функцией «Горячий старт» позволяет начать сварку прямо по холодному металлу без предварительного нагрева заготовки до рабочей температуры. После нагрева обрабатываемого изделия достаточно отпустить кнопку на горелке, и величина тока снизится до рабочей величины в режиме 4Т. Таким образом, исключается брак в начале сварочного процесса и формируется идеально ровный и прочный шов.
Multi-Process.
Универсальные аппараты TRITON позволяют выполнять профессиональную сварку в нескольких режимах: классический режим МИГ/МАГ, импульсный режим МИГ/МАГ, сварка стежками SMAW и сварка порошковой проволокой FCAW режим. Благодаря этому Вы приобретаете настоящий универсальный сварочный инвертор профессионального уровня, который позволяет выполнять сварочные задачи любого уровня сложности при работе как с цветными, так и черными металлами, и сложными сплавами на их основе.
FCAW
Сварка порошковой проволокой или FCAW режим обеспечивает высококачественное соединение металлов без использования подачи защитного газа. Таким образом сварщик получает возможность выполнять работы на открытом воздухе, в труднодоступных местах или на высоте. Порошковая проволока имеет специальное покрытие, которое при плавлении и будет создавать защитную оболочку. В результате возбуждение дуги и формирование шва будет происходить в защитной среде без влияния атмосферы.
Таким образом сварщик получает возможность выполнять работы на открытом воздухе, в труднодоступных местах или на высоте. Порошковая проволока имеет специальное покрытие, которое при плавлении и будет создавать защитную оболочку. В результате возбуждение дуги и формирование шва будет происходить в защитной среде без влияния атмосферы.
Регулировка напряжения дуги
Регулируя напряжение сварочной дуги, можно управлять длиной дуги, температурой и размером зоны сварки для формирования идеального сварочного соединения. По умолчанию напряжение сварочной дуги регулируется синергетикой, но есть возможность корректировки автоматических параметров.
Настройка индуктивности дуги
В инверторах серии TRITON ALUMIG Dpulse Synergic доступна регулировка индуктивности сварочной дуги в диапазоне от 1 до 10, которая позволяет выбрать оптимальные условия горения дуги, снизить разбрызгивание и получить плавное формирование шва. С переходом на проволоку большего диаметра индуктивность должна быть увеличена. При увеличении индуктивности дуга горит «мягче», с малым разбрызгиванием, обеспечиваются большая глубина проплавления и плавная конфигурация шва с мелкой чешуйчатостью. При уменьшении индуктивности дуга становится «жесткой», разбрызгивание увеличивается, шов имеет усиление с резким переходом к основному металлу.
Функция VRD
С помощью функции VRD автоматически снижается напряжение холостого хода при размыкании цепи в режиме ММА. Благодаря этому можно безопасно выполнять сварку в труднодоступных местах или в помещениях с неблагоприятными электрическими условиями (например, с повышенной влажностью).
TIG Pulse
В режиме сварки TIG Pulse достигается высокая производительность и безупречное качество шва при обработке листовых и тонкостенных металлов. Оператор получает возможность настраивать частоту импульсов, а также длительность импульса. Таким образом, достигается полный контроль над сварочным процессом, что позволяет минимизировать производственные расходы и повысить качество шва.
Режим MIX TIG
Еще одно отличительное преимущество сварочных аппаратов TRITON ALUTIG AC/DC – специализированный режим сварки MIX TIG. Благодаря этому режиму сварщик получает возможность быстро и легко обрабатывать цветные металлы и листовые стали. Сварка MIX TIG включает в себя цикл разбивания оксидной пленки переменным током и цикл провара постоянным током. Эти циклы чередуются друг с другом. В режиме MIX TIG доступна настройки частоты чередования циклов друг с другом. Кроме этого, можно настроить, какая часть внутри цикла будет затрачиваться на разбитие оксидной пленки, а какая часть – на провар. В результате повышается качество и скорость сварочного цикла и снижается расход материалов и при необходимости время на доработку шва.
Sport Arc/Fast Sport Ar
Режим точечной сварки Sport Arc применяется для быстрой прихватки металла, а также для формирования лицевых и угловых сварочных соединений и т.д. Кроме этого, данный режим позволяет выполнить прихватку металла перед основным сварочным циклом, что значительно упрощает и ускоряет работу. С помощью функциональной горелки можно выполнять идеальные лицевые и угловые швы в режиме Fast Sport Arc.
BALANCE% (Настройка баланса полярности переменного тока)
Настройка баланса полярности переменного тока BALANCE % позволяет управлять продолжительностью отрицательного полупериода волны в каждом сварочном цикле в пределах от 30 до 70%. При увеличении длительности баланса % EN в отрицательном периоде обеспечивается глубокий провар металла с узким швом и околошовной зоной. При уменьшении длительности баланса % EN достигается широкий неглубокий шов с широкой околошовной зоной. Таким образом, оператор получает полный контроль над формой шва в режиме сварки TIG AC.
AC WAVE (настройка формы волны)
При сварке в режиме переменного тока доступна настройка формы волны (AC WAVE) на панели управления. Мягкая дуга и сниженный уровень шума обеспечит синусоидальная форма волны. Для достижения быстрого глубокого провара применяется прямоугольная форма, но при этом уровень шума повышается.
Для достижения быстрого глубокого провара применяется прямоугольная форма, но при этом уровень шума повышается.
EN/EP AMPERAGE% (Баланс полярности)
При работе с инвертором серии TRITON ALUTIG AC/DC возможно настроить отношение величины тока отрицательного (EN) и положительного (EP) полупериода волны в % отношении — EN/EP AMPERAGE %. При этом для каждого полупериода волны независимая величина тока может варьироваться в диапазоне от -30 до +50 %, благодаря чему обеспечивается точный подвод тепла к электроду и к изделию. Для более качественной и быстрой очистки поверхности металла от окислов величина тока в положительный полупериод EP должна быть меньше, чем при EN. При этом в отрицательный полупериод EN формируется более глубокий провар. При величине тока выше в полупериоде EP, чем в EN, получается неглубокий широкий провар с видимой околошовной зоной. Таким образом, оператор получает возможность, с одной стороны, настроить оптимальную величину тока в положительном полупериоде EP, чтобы исключить перегрев электрода, а с другой стороны, настроить оптимальный интервал положительного периода EP для эффективного удаления пленки и создания зоны очистки.
Настройка несущей частоты
С помощью настройки частоты переменного тока можно управлять шириной конуса, мягкостью и стабильностью сварочной дуги. Высокая частота тока применяется для получения сфокусированной стабильной дуги, которая обеспечит быстрый и глубокий провар при выполнении угловых швов или в режиме автоматизированных работ. При низкой частоте тока инвертор формирует мягкую широкую дуга, которая позволяет выполнять широкое сварочное соединение с зоной очистки, что особенно важно при ремонтных работах и наплавке металла. Благодаря правильной настройке частоты переменного тока достигается высокая производительность сварки с минимальными затратами.
Пневмоподжиг (Для воздушно-плазменной резки)
Возгорание факела осуществляется за счет технологии «Пневмоподжига». При этом как только начинается подача сжатого воздуха на горелку, внутри плазматрона будет происходить возгорание дуги. Электрод за счет потока воздуха поднимается внутри горелки, а опускаясь будет замыкать цепь внутри горелки. В результате процесс возгорания факела осуществляется без прямого контакта с раскраиваемым металлом. Благодаря этому не происходит загрязнение плазматрона, также резчик получает возможность приступить к раскрою загрязненного металла со слоем краски на поверхности или ржавчины. Отсутствие в момент возгорания факела высокочастотных импульсов позволяет применять TRITON CUT для работы в современных портальных станках с ЧПУ. При этом исключаются помехи на высокоточное электронное оборудование.
При этом как только начинается подача сжатого воздуха на горелку, внутри плазматрона будет происходить возгорание дуги. Электрод за счет потока воздуха поднимается внутри горелки, а опускаясь будет замыкать цепь внутри горелки. В результате процесс возгорания факела осуществляется без прямого контакта с раскраиваемым металлом. Благодаря этому не происходит загрязнение плазматрона, также резчик получает возможность приступить к раскрою загрязненного металла со слоем краски на поверхности или ржавчины. Отсутствие в момент возгорания факела высокочастотных импульсов позволяет применять TRITON CUT для работы в современных портальных станках с ЧПУ. При этом исключаются помехи на высокоточное электронное оборудование.
В/Ч поджиг (Для воздушно-плазменной резки)
Для возгорания факела в TRITON CUT HF W используются высокочастотные импульсы, которые обеспечивают уверенное и быстрое возбуждение дуги. Внутри плазматрона, при подаче воздуха на электрод подаются высокочастотные импульсы, которые и создают электрическую дугу. Таким образом, возбуждение дуги происходит внутри плазматрона без прямых контактов с металлом, что является ощутимым преимуществом, так как не требуется контакта с металлом для возгорания факела, резчик может сразу же приступать к раскрою металла, даже если на его поверхности видна ржавчина или слой краски. В результате не только повышается производительность, но и комфорт в работе.
Режим 2Т/4Т (Для воздушно-плазменной резки)
На фронтальной панели плазмореза TRITON можно выбрать два режима работы плазматрона 2Т/4Т. При этом достигается не только оптимальная производительность и качественный раскрой, но и снижается нагрузка на руки резчика. При режиме 2Т можно получить короткий аккуратный рез при работе с небольшими заготовками. Цикл раскроя будет продолжаться если резчик удерживает кнопку на плазматроне. Чтобы завершить цикл реза достаточно отпустить кнопку, и далее автоматически дуга погаснет. Режим 4Т станет особенно полезным для выполнения длинного реза металлических заготовок при ручном раскрое. При активации режима 4Т возгорание факела будет происходить при кратковременном нажатии кнопки на плазматроне, после этого дуга будет автоматически гореть на заданных параметрах. Чтобы завершить цикл раскроя резчику достаточно повторно кратковременно нажать кнопку на плазматроне.
При активации режима 4Т возгорание факела будет происходить при кратковременном нажатии кнопки на плазматроне, после этого дуга будет автоматически гореть на заданных параметрах. Чтобы завершить цикл раскроя резчику достаточно повторно кратковременно нажать кнопку на плазматроне.
POST GAS (Для воздушно-плазменной резки)
POST GAS — технология «финишной продувки» позволяет снизить перегрев расходных материалов и очистить зону раскроя после отключения факела. Таким образом повышается качество реза и ресурс расходников. Активация функции Post Gas в TRITON CUT происходит в автоматическом режиме.
Функция Pilot ARC
На панели аппарата предусмотрен 5-pin разъем для активации функции Pilot ARC. Данная технология станет особенно полезной при работе с сеткой рабицей, металлической обрешеткой и т.д. При этом автоматически будет факел из фазы «раскроя» переходить в фазу «пилотной» дуги, как только после пореза одного ребра изделия плазматрон будет проходить через пустое воздушное пространство до следующего ребра металла. Другими словами полная мощность дуги будет автоматически включаться только при нахождении плазматрона над металлической заготовкой. Благодаря этому не только снижается нагрев расходных материалов, но и повышается качество раскроя, ресурс плазматрона с внутренними элементами.
MIG/MAG (Metal Inert/ Active Gas)
MIG/MAG — полуавтоматическая сварка в среде защитных газов. MIG — сварка в среде инертных газов (аргон), MAG — соответственно активных (углекислота). Принцип действия таков: в зону сварки автоматически подается проволока, которая расплавляется теплом дуги. Проволока одновременно является и электродом, и присадочным металлом. Качество дуги во многом зависит от правильного выбора режимов работы аппарата: ток, скорость подачи проволоки, выбор защитного газа и его расход. Так же возможна сварка порошковой проволокой которая не требует наличие газового баллона, различных шлангов и редукторов, а также флюсовой аппаратуры и самого флюса, так как при сварке проволока вытесняет собой воздух и образует временное облако газа вокруг сварочной ванны.
Полуавтоматическая сварка активно применяется для сваривания тонкостенных деталей, например, кузовных деталей автомобилей.
MMA (Manual Metal Arc)
MMA — ручная дуговая сварка покрытыми (штучными) электродами. Дуга загорается между материалом и плавящимся электродом, который одновременно является и присадочным материалом (то есть шов образуется не только из материала соединяемых деталей, но и из материала плавящегося электрода). Плавится не только электрод, но и его покрытие: при этом образуются газы и шлак, защищающие дугу и обрабатываемый материал. Шлак по окончании процесса удаляется.
Этот метод применяют для сварки разных материалов: разных видов сталей, в том числе «нержавейки», и чугуна. В сравнении с другими методами у ММА — самое низкое качество шва. Важно отметить, что в разных областях производства разные требования ко сварке и качество данного метода в некоторых из них является нормой. Для дома и дача аппараты для ММА-сварки —пользуются наибольшим спросом так как они являются самыми доступными по стоимости.
Сварка TIG (Tungsten Inert Gas)
TIG — имеет перевод с английского как «вольфрам и инертный газ», а по нашему аргонно-дуговая сварка. Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали. Основная область применения — сварка тонкостенных (до 6 мм) деталей. Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Этот метод подходит для сварки цветных металлов, алюминиевых, магниевых или титановых сплавов, нержавеющей или низкоуглеродистой стали.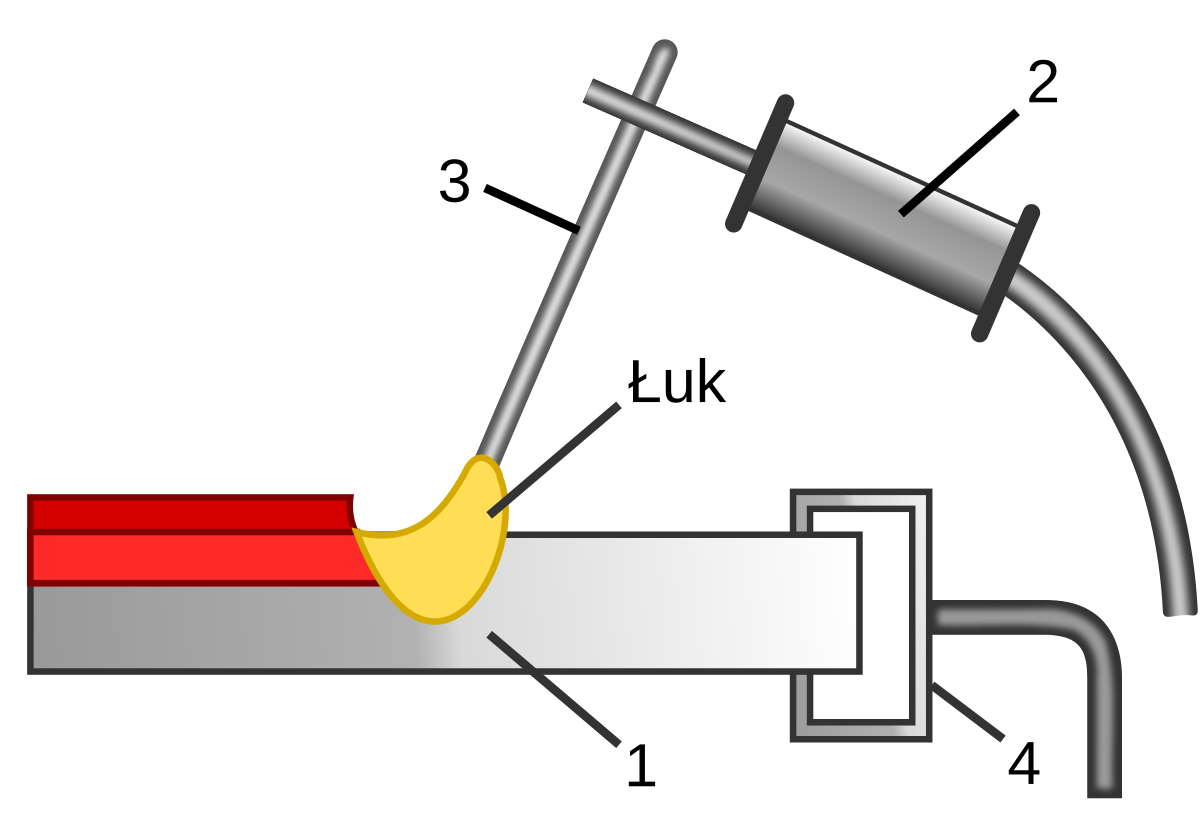 В качестве защитного газа чаще всего используют гелий, аргон или их смесь, иногда добавляют водород или азот. Без участия защитного газа в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла.
В качестве защитного газа чаще всего используют гелий, аргон или их смесь, иногда добавляют водород или азот. Без участия защитного газа в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла.
Преимуществами TIG-сварки, помимо возможности варить «цветмет», считают очень высокое качество шва, отсутствие брызг, практическое отсутствие шлаков. Недостаток — малая скорость работы.
Сравнительную стоимость данной сварки рассчитать сложно так, как например для алюминия это единственный способ для качественного соединения. Сварка данного металла в обычных условиях крайне проблематична, поскольку при контакте нагретого алюминия с кислородом на его поверхности образуется пленка окиси, ухудшающая качество сварочного шва.
TIG-Contact (SCRATCH START) поджиг для сварки TIG
— способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия («чирканьем» торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания.
TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) поджиг для сварки TIG
TIG-LIFT ARC- способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток.
Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, но попадание частичек вольфрама в сварочную ванну, а также разрушение торца вольфрамового электрода исключено, так как в момент короткого замыкания протекает заблаговременно сниженный ток.
HF(TIG)- высокочастотный поджиг для сварки TIG
Как правило, в случае Аргонодуговой сварки при зажигании дуги применяют метод совместного употребления высокой частоты. Когда приближают электрод к основному металлу и нажимают выключатель горелки, прилагается напряжение высокой частоты, под наведением которого подается ток между электродом и основным металлом, и зажигается дуга. В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты прекращается, но в случае сварки на переменном токе приложение напряжения высокой частоты продолжается и в процессе горения дуги, чтобы предотвратить обрыв полуволны дуги.
Когда приближают электрод к основному металлу и нажимают выключатель горелки, прилагается напряжение высокой частоты, под наведением которого подается ток между электродом и основным металлом, и зажигается дуга. В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты прекращается, но в случае сварки на переменном токе приложение напряжения высокой частоты продолжается и в процессе горения дуги, чтобы предотвратить обрыв полуволны дуги.
Использование высокочастотного розжига ограниченно в некоторых случаях, когда высокая частота создает радиопомехи находящемуся вблизи роботу, сварочному автомату или прочим аппаратам с электронным управлением.
IP-уровень защиты
IP — международная система классификации защиты корпусов электрооборудования.
Класс защиты по стандарту IP кодируется двумя обязательными числами, а в некоторых случаях также присутствуют дополнительные буквенные обозначения.
Первая цифра кода IP указывает степень защиты от пыли и поражения электрическим током, а вторая – степень защиты от воды.
Если информация об одном из типов защиты отсутствует, то вместо соответствующей цифры может использоваться знак X (например, IPX5 или IP6X).
Итак, первая цифра обозначает степень защиты, обеспечиваемую корпусом прибора от вредного воздействия пыли и электрического тока.
Первая цифра IP | Расшифровка | Примечание |
0 | Защита отсутствует | |
1 | Защита от проникновения внутрь оболочки большого участка поверхности человеческого тела, например рук, и от проникновения твердых тел диаметром более 50 мм | Щуп-предмет диаметром 50 мм не должен проникать полностью |
2 | Защита от проникновения внутрь корпуса пальцев или предметов длиной более 80 мм и от проникновения твердых тел диаметром более 12 мм | Щуп-предмет диаметром 12,5 мм не должен проникать полностью |
3 | Защита от проникновения внутрь оболочки инструментов, проволоки, твердых тел и т. | Щуп-предмет диаметром 2,5 мм не должен проникать ни полностью, ни частично |
4 | Защита от проникновения внутрь оболочки проволоки и твердых тел диаметром более 1 мм | Щуп-предмет диаметром 0,1 мм не должен проникать даже частично |
5 | Пылезащищено | Проникновение пыли исключено не полностью, однако пыль не должна проникать в количестве, достаточном для нарушения нормальной работы оборудования или снижения его безопасности |
6 | Пыленепроницаемо | Пыль не проникает в оболочку |
 п. диаметром или толщиной более 2.5 мм
п. диаметром или толщиной более 2.5 мм
Вторая цифра в маркировке IP обозначает степень защиты, обеспечиваемую корпусом прибора от вредного воздействия воды.
Вторая цифра IP | Расшифровка | Примечание |
0 | Нет защиты | |
1 | Защищено от вертикально падающих капель воды | Вертикально капающие капли воды не должны оказывать вредного воздействия |
2 | Защищено от вертикально падающих капель воды, когда оболочка отклонена на угол до 15° | Вертикально капающие капли воды не должны оказывать вредного воздействия, когда оболочка отклонена от вертикали на угол до 15° включительно |
3 | Защищено от воды, падающей в виде дождя | Вода, падающая в виде брызг в любом направлении, составляющем угол до 60° включительно с вертикалью, не должна оказывать вредного воздействия |
4 | Защищено от сплошного обрызгивания | Вода, падающая в виде брызг на оболочку с любого направления, не должна оказывать вредного воздействия |
5 | Защищено от водяных струй | Вода, направляемая на оболочку в виде струй с любого направления, не должна оказывать вредного воздействия |
6 | Защищено от сильных водяных струй | Вода, направляемая на оболочку в виде сильных струй с любого направления, не должна оказывать вредного воздействия |
7 | Защищено от воздействия при временном (непродолжительном) погружении в воду | Должно быть исключено проникновение воды внутрь оболочки в количестве, вызывающем вредное воздействие, при ее погружении на короткое время при стандартизованных условиях по давлению и длительности |
8 | Защищено от воздействия при длительном погружении в воду | Должно быть исключено проникновение воды внутрь оболочки в количествах, вызывающем вредное воздействие, при ее длительном погружении в воду при условиях, согласованных между изготовителем и потребителем, однако более жестких, чем условия для цифры 7 |
Следует отметить, что в США применяют свой стандарт отличный от IP, типы защиты которого классифицируются по стандарту NEMA (National Electrical Manufacturers Association — Национальная Электрическая Ассоциация Изготовителей).
Ниже приведено соответствие между IP и NEMA:
IP | NEMA | Примечание |
IP20 | Type 1 | Корпуса, предназначенные для использования в помещении и обеспечивающие достаточный уровень защиты оборудования от контактов с внешней средой. |
IP21 | Type 2 | Корпуса, предназначенные для использования в помещении и обеспечивающие достаточный уровень защиты от небольшого количества падающей воды и грязи. |
IP54 | Type 3, 3S | Корпуса, предназначенные для использования вне помещения и обеспечивающие достаточный уровень защиты от воздушной пыли, дождя, мокрого снега и образования наледи |
IP24 | Type 3R | Корпуса, предназначенные для использования вне помещения и обеспечивающие достаточный уровень защиты от дождя, мокрого снега и образования наледи |
IP56, IP65, IP66 | Type 4, 4X | Корпуса, предназначенные для использования в помещении и вне его, и обеспечивающие достаточный уровень защиты от коррозии, воздушной и водяной пыли, брызг и струй воды |
IP52 | Type 5 | Корпуса, предназначенные для использования в основном в помещении и обеспечивающие достаточный уровень защиты от пылевой взвеси, попадания грязи и капающей неагрессивной жидкости |
IP67 | Type 6, 6P | Корпуса, предназначенные для использования в помещении и вне его, и обеспечивающие достаточный уровень защиты от попадания воды при продолжительном погружении на небольшую глубину |
IP52 | Type 12, 12K | Корпуса с заглушками, предназначенные для использования в помещении и обеспечивающие достаточный уровень защиты от пыли, попадания грязи и капающей неагрессивной жидкости не на заглушки |
IP54 | Type 13 | Корпуса, предназначенные для использования в помещении и обеспечивающие достаточный уровень защиты от пыли, распыления воды, нефтепродуктов и неагрессивной смазочно-охлаждающей жидкости |
TRITON и PoliTechnik.
 ru.
ru.Ассортимент
В каталоге сайта нашей компании можно найти самое современное сварочное оборудование. Мы реализуем исключительно промышленные аппараты, предназначенные для производственных предприятий, изготовления, ремонта, восстановления каких-либо металлических изделий. В нашем ассортименте имеются новейшие микропроцессорные устройства, оборудование для сварки и обработки алюминия и нержавеющей стали, плазменную резку с различными аксессуарами для расширения функциональности оборудования.
Покупая оборудование у нас Вы получаете, выгодные скидки для постоянных заказчиков. Вы можете рассчитывать на предоставление дополнительных услуг таких, как доставка аппаратов, подробные консультации по их использованию, гарантийное обслуживание и ремонт. С нашим оборудованием вы сумеете существенно оптимизировать процесс производства, а также значительно повысить его качество.
Поможем выбрать аппарат для TIG сварки.
В этой статье мы подробно расскажем о том, как правильно подобрать аргонодуговой аппарат TIG под нужные вам цели и рабочие задачи.
Аббревиатура TIG расшифровывается как Tungsten Inert Gas или сварка вольфрамовым электродом в среде инертных защитных газов. В данном виде сварки чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Достоинства и недостатки TIG сварки
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
На что обратить внимание при выборе сварочного аппарата для TIG сварки?
При выборе источника сварки следует учитывать несколько важных факторов:
1.
 Какую толщину металла вы собираетесь сваривать?
Какую толщину металла вы собираетесь сваривать?От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
2. Какой материал вы собираетесь сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
3. Понадобится ли вам жидкостное охлаждение горелки?
Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Здесь подойдут аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Также, вы можете приобрести любой сварочный аппарат и докупить к нему водоохладитель WRA-300S.
4. Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
5. Нужна ли вам аттестация НАКС для сварочного аппарата?
ПРОФИ TIG 200 P AC/DC (НАКС) и ПРОФИ TIG 315 P AC/DC (НАКС) — это модели аппаратов с сертификатом НАКС, которые допускаются для эксплуатации на стратегических объектах и опасных промышленных предприятиях нефтегазовой, химической промышленности.
Основные параметры сварочных аппаратов для аргонодуговой сварки
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.

Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки. Необходимо для предотвращения образования дефектов в начале сварки и более легкого поджига дуги.
- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.
- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после.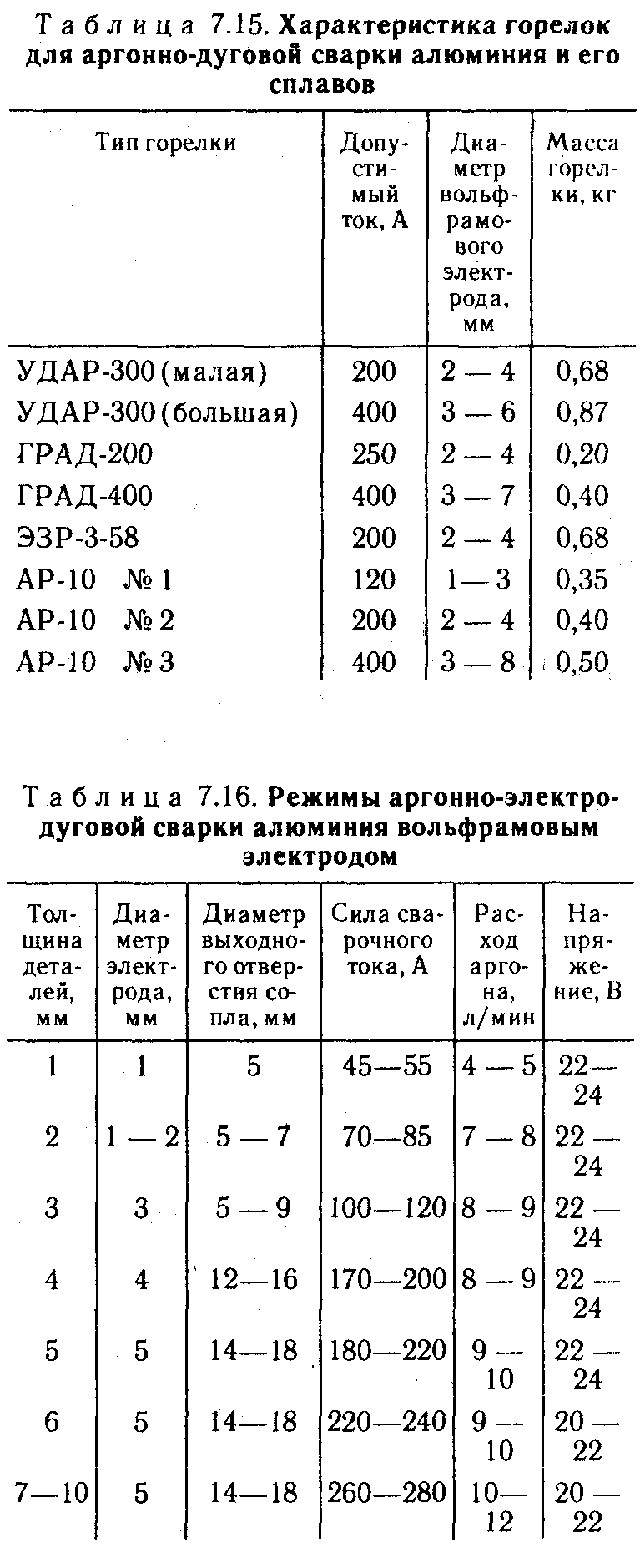 Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Аппараты аргонодуговой сварки
Сопутствующие товары для TIG сварки
Сварка TIG на постоянном токе не плавящимся электродом: режимы
Практически каждый современный мастер должен знать, что такое сварка TIG на постоянном токе. Ведь данная технология активно применяется во многих сферах. Сюда входит такой метод соединения металла, в котором используется вольфрамовый электрод, благодаря которому загорается электрическая дуга, но сам он не участвует в сплавлении, так как этот металл не плавится при сварочной температуре. Наплавочным материалом выступает специальная проволока. Для защиты сварочной проволоки от негативного воздействия внешних факторов и окружающей среды обязательно используется какой-либо инертный газ. Выбор этого газа зависит от толщины свариваемого металла и прочих свойств. Он дает высокий уровень защиты, которые не может обеспечить другая технология.
ТИГ сварка на постоянном токе
Область применения
Сварка TIG обратной полярности применяется во многих местах. Ее применяют в местах с высоким уровнем ответственности. Это могут быть ремонтные мастерские, где работают с тонкими и прочными деталями, сварка труб, строительная сфера и так далее. Практически все ответственные объекты, которые должны выдерживать высокие нагрузки, свариваются именно этим способом.
Преимущества
Сварка ТИГ обратной полярности стала столь распространенной благодаря следующим положительным качествам:
- Она дает ровное и стабильное горение дуги;
- Процесс сваривания не создает нарушения в кристаллической решетке основного металла;
- Высокий уровень изоляции от внешней среды и прочих негативных влияний;
- Одна из немногих технологий, которая позволяет соединять разнородные металлы с высоким уровнем надежности.

Недостатки
Тем не менее, здесь присутствуют не только положительные качества, но есть и недостатки:
- Себестоимость получения шва оказывается заметно выше, чем другими способами:
- На ветру газовая защита становится неэффективной, так как газ может попросту сдуваться ветром;
- При работе на высоких мощностях может случиться перегрев горелки;
- Сварщик подвергается высокому уровню ультрафиолетового излучения.
Режимы сварки
Режимы ТИГ сварки выглядят следующим образом:
Толщина основного металла, мм | Сила тока, А | Величина напряжения, В | Диаметр вольфрамового электрода, мм | Количество инертного газа, л/мин |
1 | 30…60 | 11 | 1 | 2,50 |
1,5 | 40…70 | 12 | 1 | 2,70 |
| 2 | 50…80 | 13 | 2 | 2,90 |
2,5 | 60…90 | 14 | 2 | 3,0 |
| 3 | 70…100 | 15 | 3 | 3,30 |
4 | 80…120 | 17-19 | 4 | 3,50 |
| 5 | 100…140 | 20-22 | 4 | 4,0 |
Принцип работы
TIG сварка соединяет в себе две основных техники сварки, газовой и электрической. От электрической здесь взят принцип плавления металла при помощи дуги. Когда вольфрамовый электрод не касается непосредственно основного металла, то ток прорывается к нему через воздух, создавая тем самым высокую температуру для его расплавления. Но вместо покрытых электродов здесь применяется сварочная проволока, которая не имеет покрытия. Для ее защиты используется инертный газ, который ограждает сварочную ванну от воздействия атмосферы и других негативных факторов. Благодаря его горению, в сварочную ванну не попадает ни каких лишних элементов, мешающих шву. Дополнительно могут применяться флюсы, для улучшения качества сварки.
Технология сварки
ТИГ сварка осуществляется на постоянном токе. Полярность выбирается прямая, так как в ином случае есть риск быстрого перепаливания электрода. В первую очередь следует позаботиться о точности сборки стыка. Небольшие отклонения допускаются, если это не противоречит технологии, но лучше сделать все максимально точно. Если вам нужно сварить изделия толщиною менее 5 мм, то лучше использовать аргон, так как он обеспечит более высокое качество. Если предстоит иметь дело с более толстыми деталями, то здесь потребуется гелий или его газовая смесь с аргоном.
«Важно!
Профессионалы зачастую выбирают минимальные режимы аргонодуговой сварки не плавящимся электродом, так как это дает наиболее высокий уровень надежности соединения.»
Проволока должна быть практически идентичной по составу с основным металлом. Сварка осуществляется беспрерывно, так как выведение проволоки из защитной среды недопустимо по технологии. Если все же пришлось по каким-либо причинам прервать шов, то его следует продолжать за 2 см до его окончания.
Сварка ТИГ на постоянном токе сварочной проволокой
Начинается работа с подачи защитного газа, который предварительно должен прогореть около 15-20 секунд перед началом сварки. После того как сварка окончена, он также должен погореть 10-15 секунд, чтобы не дать шву резко остыть и обеспечить дополнительную защиту на это время. Когда шов окончен, то горелку следует отводить обратно направлению, в котором шел шов, чтобы не увеличивать кратер.
Данный метод отлично подходит для ремонта трубопроводов, так как дает возможность хорошо проварить поверхность, сформировав при этом большой обратный валик. Если речь идет о работе о сверх больших толщинах металла, то ТИГ сварка используется только для создания корневого шва. В дальнейшем нужно искать другие технологии для наплавки шва. Сварка тонкого металла производится без присадочного расходного материала.
Сварка тонкого металла производится без присадочного расходного материала.
Шов формируется с правой стороны на левую. Проволока подается в обратную сторону. Средняя амплитуда колебания электрода для первого слоя шва составляет 3 мм. Если поверх него накладывается второй слой, то амплитуда возрастает до 7 мм.
Полученный шов после TIG сварки постоянным током
Используемые сварочные материалы
Для ТИГ сварки применяется ряд уникальных инструментов и материалов. К основным из них, которые применяются для данного вида сварки относятся:
- Сварочная горелка – служит для снабжения сварочной ванны инертным газом, выполняющим защитную функцию. Она регулирует количество подачи вещества, что зависит от конкретного режима.
- Наплавочная проволока – основной расходный материал, который будет служить для наплавки металла шва.
- Инструмент автоматической подачи проволоки – служит для беспрерывного снабжения сварочной проволокой ванны расплавленного металла.
- Инертный газ – поставляется в баллонах и служит для защиты ванны от внешних факторов.
- Неплавкий вольфрамовый электрод – может быть различного диаметра, в зависимости от режима. Служит для розжига и поддержания электрической дуги.
Заключение
Сварочные работы с применением инертных газов оказываются очень востребованными в промышленности в частной сфере. Даже если брать в расчет их более высокую стоимость, чем у газовой сварки и прочих разновидностей, качество шва компенсирует данный недостаток. Для ответственных швов эта технология незаменима. Обратная полярность является обязательной для постоянного тока при ТИГ.
Что такое TIG сварка: применение. технология, преимущества
Аргонодуговая сварка (TIG) сочетает в себе сразу два вида сварки – электрической и газовой. При помощи аргонового сварочного оборудования можно получить качественное соединение различных металлов – меди, алюминия, титана, нержавеющей стали, дюралюминия, чугуна, бронзы, латуни, а также никелевых сплавов и разнородных сталей. Неразъемная связь металлов возникает под воздействием электрической дуги в среде аргона, благодаря которой свариваемые металлы при нагреве не окисляются. Именно процесс окисления металлов препятствует качественному соединению некоторых химических элементов при сварке обычным способом. Для того чтобы сварить цветные металлы и низколегированные стали используются плавящиеся или неплавящиеся электроды (вольфрамовые), постоянный или переменный ток – в зависимости от свойств материалов и вида сварочного аппарата. Также в процессе сварки может применяться присадка.
Неразъемная связь металлов возникает под воздействием электрической дуги в среде аргона, благодаря которой свариваемые металлы при нагреве не окисляются. Именно процесс окисления металлов препятствует качественному соединению некоторых химических элементов при сварке обычным способом. Для того чтобы сварить цветные металлы и низколегированные стали используются плавящиеся или неплавящиеся электроды (вольфрамовые), постоянный или переменный ток – в зависимости от свойств материалов и вида сварочного аппарата. Также в процессе сварки может применяться присадка.
- Сфера применения и особенности аргонодуговой сварки
- Принцип действия TIG-сварки
- Основные преимущества сварки TIG-методом
- Что нужно учитывать для получения качественного шва?
- На какие критерии обратить внимание при выборе аппарата для TIG-сварки?
- Сравнение различных моделей сварочных аппаратов для TIG-сварки
Сфера применения и особенности аргонодуговой сварки
Основная область применения аргонодуговой сварки (или TIG-метода) – сварка тонкостенных изделий, толщина которых не превышает 6 мм. Данный способ является универсальным, поскольку позволяет сваривать как цветные металлы, так и нержавеющую, низкоуглеродистую, низколегированную сталь. Причем делать это можно в любом пространственном положении. TIG-сварка обеспечивает аккуратный прочный шов без дыма и разбрызгивания металла. Перед тем как начать работу, следует обратить особое внимание на выбор защитного газа. Самыми распространенными газами, использующимися для защиты сварочной ванны, являются – гелий и аргон. При пористом металле к аргону примешивается кислород (до 3-5%), что дает более активную защиту шва от негативного влияния атмосферного воздуха. Также при этом исключаются риски появления пор или трещин в сварном шве. Однако всегда нужно помнить, что при сварке чистый аргон не защищает обрабатываемый металл от влаги или грязи, которые могут быть на как на присадочном материале, так и на неочищенных или плохо очищенных кромках.
Как настроить импульсный режим TIG аппарата
Значения импульсного режима зависят от вида и толщины металла. Рекомендуемые параметры приведены в таблице ниже. Обратим внимание на то, что эти значения – базовые. Они требуют дополнительной настройки. Для каждого металла и вида соединения оптимальные параметры подбираются опытным путем.
Таблица. Параметры импульсной сварки в зависимости от вида и толщины металла
| Вид металла | Толщина металла, мм | MAX сила тока, А | MIN ток, А | Частота импульса, ГЦ | Баланс импульса, % |
| Стальные сплавы | 0,8 | 30 — 40 | 10 — 20 | 20 — 40 | 20 — 30 |
| 1,0 | 40 — 50 | 15 — 20 | 5 — 15 | 20 — 40 | |
| 2,0 | 70 — 90 | 35 — 50 | 2-20 | 30 -50 | |
| Алюминий | 2,0 | 60 — 80 | 30 — 40 | 2 — 20 | 20 — 40 |
| 3,0 | 110 — 130 | 50 — 60 | 1 — 5 | 30 — 60 | |
| 4,0 | 130 — 150 | 70 — 80 | 1 — 10 | 30 — 60 |
Принцип действия TIG-сварки
Tungsten Inert Gas (TIG) представляет собой ручную аргонную дуговую сварку с применением неплавящегося вольфрамового электрода под защитой инертного газа. Во время создания дуги между электродом и металлической деталью из сопла поступает газ (аргон или гелий), который выступает в роли защиты сварочной ванны и электрода. Последний находится в середине сопла и не плавится. В процессе сварки газ должен поступать постоянно – в противном случае шов получится некачественным. При необходимости подачи присадочного материала в зону сварки используется ручной или автоматический способ.
Преимущества
- Инертный газ является лучшей на данный момент защитной средой, которая создает непроницаемые для кислорода и водорода условия;
- Нет риска попадания влаги в сварочную ванну из обмазки электрода;
- Дуга обладает высокой стабильностью горения;
- Швы получаются более аккуратными и тонкими, а сварочные соединения более крепкими;
- Многие недостатки свариваемости алюминия становятся не такими существенными;
- Возможность работы с широким спектром режимов настроек.
Основные преимущества сварки TIG-методом
- Высочайшее качество сварного шва. TIG-сварка позволяет качественно сваривать даже алюминий – достаточно прихотливый в обработке металл. Теплопроводность алюминия почти в 5 раз выше, чем у остальных металлов. Из-за этих характеристик теплопроводности в начале сварочного процесса тепло очень быстро распространяется от начала контакта и по всей алюминиевой детали, глубина проварки при этом остается небольшой. Использование защитного газа позволяет избежать подобной ситуации. Также при сварке алюминия важно обеспечить низкую температуру, при которой он начинает плавиться, поскольку металл в расплавленном состоянии не изменяет своего цвета. Только опытный сварщик может «распознать» данный переход.
- Точное поддержание глубины проплавки. Этот параметр является одним из важнейших при работе с тонкими металлами, так как исключаются риски непроварки деталей и, наоборот, прожигание металлических элементов насквозь.
- Универсальность. С помощью аргонодуговой сварки металлы можно соединять в различных пространственных положениях – вертикальном, горизонтальном, нижнем или потолочном.
Режимы работы
Для каждого вида неплавящегося электрода рекомендуют определенные режимы аргонодуговой сварки. При постоянном токе (процесс обозначается TIG-DC) применяют продукцию WY и WT.
Для работы с переменным током (аргонодуговая сварка TIG-AC) выбирают изделия WP. Универсальной возможностью использования характеризуются стержни с маркировкой WL.
Ручная аргонодуговая сварка может проводиться неплавящимся электродом при двух вариантах полярности тока. Процесс при обратной полярности имеет отличительные характеристики.
Тепловая энергия интенсивно (более 50 %) поступает в электрод и в значительно меньшей мере в свариваемые детали. Поэтому рекомендуется применять неплавящийся стержень большего диаметра, «с запасом». Это предотвратит перегрев и преждевременное разрушение вольфрама.
При обратной полярности зона расплавления металла распространяется в большей мере в ширину, меньшей – в глубину. Качество сплавления деталей при этом улучшается за счет катодной очистки. Под действием потока положительно заряженных частиц оксиды, нитриды на поверхности деталей разрушаются.
При схеме подключения с прямой полярностью большое количество тепловой энергии подается в изделие, меньшее – на неплавящийся электрод. Например, при силе тока 600 А доля тепловой энергии, передаваемой изделию, составляет 40-85 %; потери на нагревание стержня равны 4-5 %, а рассеивание энергии в пространство от дуги достигает 7-30 %.
Расплавленная рабочая зона получается не очень широкой, но глубокой. При прямой полярности аргонодуговым методом сваривают все стальные сплавы, изделия из титана, многих других сплавов, кроме алюминиевой продукции.
Алюминиевые и магниевые сплавы обычно варят при переменном токе, что способствует разрушению оксидной пленки на поверхности. Загрязнения разрушаются в момент, когда неплавящийся электрод является катодом.
Что нужно учитывать для получения качественного шва?
Для того чтобы получить высокий результат работы, необходимо также учитывать следующие моменты:
- Сварщик должен иметь достаточный опыт работы, поскольку при сварке одной рукой нужно держать горелку, а другой рукой – подавать присадку (при необходимости). С такой задачей справится только настоящий профессионал.
- Понимание сути метода аргонодуговой сварки и следование рекомендациям. Помимо сноровки и соответствующих навыков, сварщик должен знать, что при использовании TIG-метода горелку следует держать под определенным углом, а именно – 15-40 ° С относительно сварки. В противном случае соединение получится хрупким и, как следствие, ненадежным.
- Сварочный аппарат. Гарантией получения качественного шва, при условии соблюдения вышеперечисленных пунктов, является применение надежного сварочного оборудования. Лучше отдавать предпочтение продукции известных брендов, которые уже давно зарекомендовали себя на российском рынке с положительной стороны.
Преимущества технологии ТИГ сварки
По сравнению с иными способами, аргонодуговая сварка TIG имеет следующие преимущества:
Плюсы и минусы сварки методом TIG
- широкий спектр свариваемых материалов, возможность соединять легированные стали, цветные металлы, чугун;
- в процессе ТИГ сварки нагревается небольшая зона изделия, поэтому детали практически не деформируются;
- сварной шов отличает высокое качество и герметичность;
- красивый качественный швов практически не требует последующей обработки;
- простой процесс обучения основам мастерства.
Техпроцесс ТИГ расширил область применения алюминия. При сваривании иными способами кислород вступает в реакцию с металлом, образуя на поверхности ванны легкую тугоплавкую пленку, которая препятствует процессу плавления алюминия, имеющего температуру плавления в 660 0С. Температура плавления оксида алюминия составляет 2072 0С. Инертная среда защищает зону расплавленного металла от кислорода, тем самым давая возможность соединить алюминиевые детали.
Несмотря на большие возможности и хорошее качество, технология имеет свои недостатки:
- при аргонной сварке TIG на открытом воздухе возможно нарушение инертной защиты порывами ветра;
- предварительно необходимо качественно подготовить поверхности;
- горелка имеет конструкцию, неудобную для соединения изделий под острым углом.
На какие критерии обратить внимание при выборе аппарата для TIG-сварки?
- Диапазон силы тока. Один из важных критериев при выборе сварочного аппарата для аргонодуговой сварки. Узкий диапазон силы тока ограничивает возможности при работе с различными металлами. Например, агрегат с диапазоном 5-230 А позволяет варить алюминий толщиной не более 6,3 мм и нержавеющую сталь толщиной 0,6 мм. Сварка алюминиевых деталей требует большей рабочей силы тока, чем соединение заготовок из нержавеющей стали. Сварочное оборудование с диапазоном силы тока 200 А не дает возможности работать с алюминием, толщина которого составляет от 3,2 до 4,6 мм. Именно поэтому чем больше диапазон рабочей силы тока, тем более широкий спектр задач вы сможете решить.
- Наименьшая рабочая сила тока. При покупке сварочного аппарата для аргонодуговой сварки особое внимание следует уделить стабильности дуги при силе тока меньше 10 А. От этого параметра зависит легкость образования дуги и ее регулировка при дальнейшей работе. Тонкие листы металла варят при помощи вольфрамовых электродов, при этом следует избегать высоких частот и горячего старта. Функция «Hot Start» не обеспечивает стабильность дуги, лишает сварщика возможности ее точного контроля в процессе работы. Также при использовании этой функции высок риск прожечь тонкий металлический лист. Стабильность дуги важно обеспечить в конце сварочного процесса – при завершении шва. На заключительном этапе TIG-сварки силу тока обычно снижают для того, чтобы заполнить полость в конце сварочного шва.
- Переменный и постоянный ток. Если вы планируете сваривать не только нержавеющую сталь, но и алюминий, то стоит выбирать сварочное оборудование с переменным (AC) и постоянным током (DC). Например, переменный ток применяется для сварки сплавов магния, алюминия (самоокисляющихся металлов), а постоянный – для меди, нержавеющей стали. При работе с переменным током происходит его смена с положительного на отрицательный. При соединении алюминиевых заготовок, положительным током очищается поверхность металла от оксидов, а отрицательным – происходит само плавление материала. Выбирая сварочный аппарат для аргонодуговой сварки, обращайте внимание на то, предусмотрена ли возможность регулировки баланса рабочего тока с отрицательного на положительный и наоборот. Такая функция позволит вам изменять время сварки током той или иной полярности. Проще говоря, вы сможете контролировать как время очистки оксидов, так и время плавления.
- Простота эксплуатации. Большинство современных моделей, представленных на рынке, имеют понятные панели управления и в целом просты в эксплуатации. Однако, если вы собираетесь работать с алюминием, то агрегат должен иметь педаль, регулирующую силу тока. Педаль значительно облегчит рабочий процесс, позволяя сварщику точно снижать или повышать силу тока по мере необходимости. При помощи ножной педали можно поддерживать хорошую скорость проведения электрода, благодаря чему на выходе получается ровный шов с постоянным профилем. Плавное снижение силы тока в конце сварочных работ обеспечивает правильное заполнение полости. Также в продаже можно найти и ручные аналоги регулировки силы рабочего тока, но в плане использования они менее удобны.
- Вентиляция. Сварочное оборудование для TIG-сварки оснащено вентиляторами, которые могут работать постоянно либо включаться по датчику температуры, когда устройство нагревается. Работающий на постоянной основе вентилятор затягивает внутрь аппарата пыль и мелкую грязь, что негативно отражается на сроке эксплуатации оборудования. Вентилятор, включаемый только при нагреве, изменяет температуру внутренней среды агрегата (с горячей на холодную), что неблагоприятно отражается на электронных компонентах устройства. Некоторые модели сварочных аппаратов оснащены вентилятором, включаемым только при образовании дуги. Также вентилятор продолжает работать в течение нескольких минут после окончания сварочных работ. Такой подход минимизирует количество затягиваемой внутрь прибора пыли и исключает резкий перепад температур внутри сварочного аппарата.
Аргонодуговая сварка для чайников
SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа. Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.
- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
Минус:
- небольшой КПД
| Читайте на сайте статью: Электроды ESAB OK |
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
| Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Присадочный материал
Присадочный материал
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSi для других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов. содержащих множество химэлементов в своем составе
- СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
Диаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
Объяснение сварщика TIG Lift — Сварочный мастер
Сварка и ее методы намного сложнее и интенсивнее, чем думает большинство неспециалистов, поэтому такое оборудование, как сварочный аппарат TIG с подъемником, нуждается в объяснении. Двумя наиболее распространенными сварочными технологиями и процессами, используемыми на заводах в США, являются сварка в среде инертного газа (MIG) и вольфрамовая сварка в среде инертного газа (TIG). В процессах MIG и TIG используются электрические дуги для выработки тепла и, следовательно, соединения металлических материалов и / или предметов. TIG — это новый вид сварки, и многие до сих пор с ним не знакомы.
Так как же объясняется сварочный аппарат TIG с подъемником? Сварочный аппарат TIG с подъемом — это аппарат, в котором используется процесс сварки TIG с подъемом дуги. В этом процессе используется нерасходуемый вольфрамовый электрод, который пропускает ток через соединяемые металлы, и запускается легким плавным движением резака, касающимся вольфрама к металлу, — так называемый подъем . Есть много преимуществ у сварки TIG, а также у быстрого старта.
Процессы дуговой сварки сильно различаются, и успех любого сварочного проекта основан на выборе правильного метода в дополнение к развитию отличных сварочных навыков.Поэтому важно понимать методы сварки и зажигание дуги, такие как сварочный аппарат TIG с подъемником, в дополнение к его преимуществам и потенциальным ограничениям. Таким образом, сварщики смогут правильно, в достаточной степени и успешно выполнять сварные швы.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления и других загрязнений инертным защитным газом, таким как аргон или гелий.Кроме того, в большинстве случаев также используется присадочный металл.
Сварка TIG — это процесс ручной сварки, который в основном используется для критических сварных швов или там, где требуются точные небольшие сварные швы . Он также используется для сварки тонких профилей металлов, которые не являются обычной сталью, например нержавеющей стали и алюминия, магния или медных сплавов. Источник постоянного тока для сварки вырабатывает электрическую энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов.
Вольфрам — твердый, но хрупкий, слегка радиоактивный металл. По сравнению с другими металлами, его применение ограничено. Однако при сварке TIG вольфрам превращается в неплавящийся электрод. Этот электрод используется для создания сварочной дуги.
Для сваркиTIG сварщик должен использовать обе руки: одну для удерживания горелки TIG, которая создает дугу, а другой — для добавления присадочного металла в сварное соединение. Этот уникальный процесс сварки затрудняет обучение сварке TIG, но он считается универсальным и высококачественным методом сварки.
Сварка TIG дает множество преимуществ, в том числе:
- Большой контроль оператора над сварным швом
- Обеспечивает более прочную, лучшую и более точную сварку
- Универсальность в сварке альтернативных материалов
Однако у сварки TIG есть и недостатки, в том числе:
- Более сложный процесс, чем другие сварочные швы
- Сварщикам может быть сложно изучить и освоить
- Медленнее, чем большинство других сварочных технологий
Наиболее распространенной мощностью, используемой в процессе TIG для сварки, является постоянный ток (DC) и переменный ток (AC) используется при сварке алюминия.
Как работает сварка TIG
Сварка TIG требует трех элементов: нагрева, защиты и присадочного металла.
- Тепло вырабатывается электричеством, проходящим через вольфрамовый электрод, создавая дугу на металле.
- Экранирование производится баллоном со сжатым газом, который течет в зону сварки, чтобы защитить его от воздуха.
- Присадочный металл представляет собой проволоку, погруженную вручную в дугу для плавления.
Сварщик включает подачу газа, часто через клапан на горелке TIG.Этот поток газа защищает зону сварки от воздуха. Затем сварщик держит горелку над сварным швом достаточно близко, чтобы горелка не касалась металла. Сварщик нажимает ножную педаль, и вольфрамовый электрод на горелке зажигает дугу.
Как только эта дуга зажигается, два свариваемых куска металла начинают плавиться, образуя лужу. Затем сварщик погружает сварочную проволоку в дугу, чтобы заполнить стык и создать цельную металлическую деталь.
Свойства металлического вольфрама позволяют дуге поддерживать температуру до 11 000 градусов по Фаренгейту.Благодаря высокой температуре плавления и хорошей электропроводности вольфрамовый электрод не горит.
Три способа зажигания дуги TIG
Существует три основных способа зажигания дуги TIG. Дуговая сварка используется для соединения металла с другим металлом с помощью электричества, которое выделяет достаточно тепла для плавления металла . Когда расплавленный металл остывает, результат связывается между ними. В дуговой сварке используется источник питания для создания электрической дуги между металлическим электродом и основным материалом, чтобы расплавить металлы в точке контакта дуги.Дуга TIG запускается тремя способами: царапина, подъем и высокая частота.
Старт с нуля
Старт с нуля для сварки TIG — это старый метод зажигания дуги. Это похоже на зажигание спички, поскольку включает «щелчки» расплавленного вольфрама по металлу до тех пор, пока не загорится дуга. Этот запуск работает отлично и позволяет практически любому сварочному аппарату на постоянном токе стать сварщиком TIG без особых усилий.
Однако запуск дуги с нуля имеет некоторые недостатки.Вольфрам почти мгновенно нагревается при зажигании дуги. Кроме того, небольшие кусочки вольфрама часто отламываются и застревают в сварном шве. Это может привести к последующим структурным проблемам и загрязнению сварочного материала.
В целом, старт с нуля — это эффективный способ начать сварку TIG и обычно используется для обычных сварочных работ. Тем не менее, этот запуск дуги считается довольно элементарным, менее чистым и менее чистым, когда дело доходит до сварки, по сравнению с другими запусками дуги, такими как подъем и запуск с высокой частотой.
Старт подъемника
Запуск подъема часто путают с запуском с нуля, но это совершенно другое дело. При запуске подъема сварщик быстро и легко опускает вольфрам вниз, соприкасаясь с металлом, а затем быстро поднимает его, чтобы вызвать дугу. Это действие выглядит как начало с нуля, но вместо этого это более чистый процесс с меньшим контактом с металлом.
Для управления сварочным аппаратом TIG с подъемным пуском оператор использует спусковой крючок или ножную педаль, но между кончиком вольфрама и металлом не возникает скачка дуги.Вместо этого оператор ставит чашку на металл, нажимает на спусковой крючок или нажимает на ножную педаль. Затем оператор переворачивает резак в вертикальном положении так, чтобы вольфрам касался металла, когда резак поднимается легким плавным движением.
При запуске подъема напряжение холостого хода (OCV) сварочного аппарата снижается до низкого выходного напряжения, когда аппарат определяет наличие соединения с заготовкой. Когда вольфрам поднимается и покидает поверхность, устройство увеличивает выходное напряжение. В отличие от скретч-старта, это приводит к небольшому загрязнению и сохраняет острие на вольфраме.Он не совсем чистый, и вольфрам все еще подвержен загрязнению.
Подъемный пуск — лучший вариант для сварки TIG, чем запуск дуги с нуля. Особенно это касается стали и нержавеющей стали. Однако это не лучший вариант для алюминия из-за реакции этого металла с вольфрамом.
Высокочастотный пуск
Использование высокочастотного пуска при сварке TIG многими операторами считается наиболее популярным и лучшим вариантом из-за его чистоты и эффективности.Этот пуск генерирует высокочастотную дугу, которая ионизирует воздух и перекрывает зазор между вольфрамовым наконечником и заготовкой. В результате это бесконтактный метод, который почти не вызывает загрязнения, если только вольфрам не переточен или сила тока не будет слишком большой для запуска.
Высокочастотный пуск — это почти единственный выбор для сварки TIG с алюминием, поскольку нет контакта между вольфрамовым электродом и металлическим алюминием. Тем не менее, в противном случае зажигание дуги не обязательно для сварки TIG.Однако это хороший вариант для сварщиков TIG, которые могут позволить себе более дорогое оборудование и хотят использовать новейшие технологии, когда дело касается зажигания дуги.
Объяснение сварщика TIG с подъемником
Запуск TIG с лифтом считается положительным достижением как альтернатива запуску с нуля или запуску высокочастотной дуги. Lift start обеспечивает постоянный положительный запуск дуги при сварке с выходом постоянного тока. Существуют две основные причины разработки подъемника TIG:
.- Ток высокой частоты мешает работе электроники, включая все виды компьютеров и некоторые механизмы.
- Технология старта с нуля, при которой оператор царапает кончик вольфрама о сварной детали, например, спичкой, ударяемой о коробку, представляет высокий риск загрязнения сварного шва частицами вольфрама. В этом случае, если приложение было критическим, возникновение дуги необходимо было бы заземлить и повторно заварить.
В результате сварочный аппарат TIG с подъемником устраняет любые проблемы, связанные с запуском с высокой частотой. Кроме того, при правильном выполнении подъемный пуск также почти полностью исключает риск включения вольфрама и, следовательно, загрязнения сварного шва.
Начинающие операторы могут сначала испытывать разочарование при использовании сварочного аппарата TIG с подъемником, в первую очередь потому, что они более знакомы с техникой пуска с нуля. Для запуска подъемника очень важно, чтобы оператор просто слегка прикасался вольфрамом к заготовке, а не царапал ее. Кроме того, вольфрамовый электрод необходимо ненадолго поднести к заготовке, прежде чем оператор поднимет горелку TIG.
Важно отметить, что Lift TIG неприемлем для сварочных процедур, которые требуют бесконтактного метода зажигания дуги.Это может быть случай с сосудами высокого давления и технологическими трубопроводами или другими сварочными системами, которые требуют высокочастотного зажигания дуги.
Однако включение высокочастотных компонентов может добавить сотни долларов к стоимости источника питания. Не все сварщики хотят платить за эту функциональность, которую они не могут использовать. Поэтому большинство производителей сварочного оборудования предлагают только источники питания для сварочных аппаратов TIG с подъемником или источники питания как с подъемом, так и с высокочастотным запуском дуги TIG.
Преимущества подъемного устройства для сварки TIG
Использование подъемного сварочного аппарата TIG дает множество преимуществ, включая качество сварного шва, возможность использования рядом с компьютерами или электроникой и более низкую стоимость. :
- Качество сварного шва: Использование сварочного аппарата TIG с подъемником обеспечивает высокое качество сварного шва с точки зрения чистоты шва и отделки поверхности.Эти сварные швы компактные и тонкие. К другим преимуществам этой процедуры можно отнести полное проникновение и чистый процесс. Это особенно эффективно, когда речь идет о сварке труб или других ответственных и сложных проектах в таких отраслях, как полупроводниковая, фармацевтическая, пищевая, молочная и авиакосмическая.
- Сварка рядом с компьютерами или электроникой: Многие сварщики TIG используют высокочастотный пуск. Однако запуск подъемника намного эффективнее при сварке на автомобиле или рядом с компьютерами и электроникой.Это связано с тем, что запуск с высокой частоты может негативно повлиять на компьютеры и электронику, даже на современные автомобильные компьютеры.
- Стоимость: Сварщикам часто рекомендуется приобретать аппараты, обеспечивающие как высокочастотный, так и подъемный пуск. Это обеспечивает универсальность в сварке, чего нет на других машинах. Однако есть разница в стоимости. Машина с высокой частотой будет стоить дороже, чем машина с простым запуском. Следовательно, сварочные аппараты TIG с подъемником более рентабельны, чем высокочастотные аппараты.
Подъем дуги для сварки TIG — разумный и эффективный компромисс между рудиментарным процессом зажигания дуги с нуля и дорогостоящим процессом зажигания дуги с высокой частотой. Хотя у сварочных аппаратов TIG с лифтом есть некоторые ограничения там, где требуются бесконтактные методы зажигания дуги, в целом метод пуска с лифтом чистый, доступный и надежный. Его также можно использовать рядом с компьютерами и электронным оборудованием, тогда как запуски с высокой частотой могут создавать помехи таким объектам.
Оборудование, необходимое для подъемного устройства для сварки TIG
Для сварки TIG и запуска подъемника требуется несколько элементов оборудования. В это оборудование входят:
- Сварочная горелка
- Неплавящийся вольфрамовый электрод
- Источник постоянного тока для сварки
- Источник защитного газа
Сварочная горелка
ГорелкиTIG могут управляться автоматически или вручную. Они похожи по конструкции, но у ручного фонаря есть ручка. Кроме того, «угол наклона головы» на некоторых ручных резаках можно изменять по желанию оператора.
Эти металлические горелки эффективно передают ток и тепло, а вольфрамовый электрод надежно удерживается в центре горелки. Отверстия, окружающие электрод, обеспечивают подачу защитного газа. Горелка изготовлена из термостойкого и изолирующего пластика, который покрывает металлические компоненты, чтобы защитить сварщика от тепла и электричества.
Электрод
Электрод TIG изготовлен из вольфрама или сплава из-за его самой высокой температуры плавления среди чистых металлов.Из-за этого электрод не расходуется во время сварки, хотя могут иметь место выгорание или эрозия.
Блок питания
Для сваркиTIG используется источник постоянного тока, поэтому ток и тепло остаются относительно постоянными даже при изменении расстояния дуги или напряжения. Это особенно важно при ручной сварке TIG, поскольку оператор должен держать горелку и поддерживать стабильность дуги. Источник постоянного тока предотвращает колебания температуры, которые могут затруднить сварку.
Источники питаниядля сварки TIG имеют возможность зажигания дуги или зажигания дуги, либо зажигания дуги высокой частоты.
Защитный газ
Защитные газы необходимы при сварке TIG для защиты зоны сварки от атмосферных газов, таких как азот и кислород. Эти газы могут вызвать дефекты плавления и привести к хрупкости сварочного материала при контакте с электродом, дугой или сварочным металлом. Защитный газ также передает тепло от вольфрамового электрода к металлу и помогает зажигать и поддерживать стабильную дугу.
Состав защитного газа зависит от нескольких факторов, таких как свариваемый материал, конструкция соединения и предполагаемый внешний вид окончательного сварного шва.
Области применения и характеристики ручной сварки TIG
Сварка TIG может применяться во многих областях, включая сборочные и производственные линии, а также ремонт на месте. Введенный и широко применяемый в 1940-х годах, процесс TIG известен высокими стандартами качества и надежными сварными швами. При этом типе сварки почти не остается сварочного дыма или остатков, особенно при использовании подъема или высокочастотного пуска.
Большинство металлов можно сваривать методом TIG, включая нержавеющую сталь, титан, магний и медь. Процесс стабильный, обеспечивает превосходное качество, а дефекты сварки, как правило, возникают редко. Однако оборудование для сварки TIG в большинстве случаев требует больших вложений, чем другие виды сварки. Кроме того, процесс может занять больше времени, а энергия, необходимая для сварки, может быть немного выше. Сварка TIG также может потребовать немного более чистой окружающей среды.
Сварка в любой форме — это высокоразвитый навык.Ручная сварка TIG требует даже больше навыков и опыта, чем другие методы и процессы. Сварщикам, желающим выполнять сварку TIG, важно понимать все аспекты процесса, а также достоинства, недостатки и фундаментальное объяснение таких элементов, как сварочный аппарат TIG с подъемником.
Сварочные процессы и особенности
2
Это функция, которая позволяет пользователю завершить текущую рампу спада тока быстрым нажатием переключателя горелки.
А
Функция для регулировки циклов положительного и отрицательного тока при сварке TIG на переменном токе. Низкий процент означает, что в среднем сварочный ток больше на отрицательной стороне, а высокий процент означает, что в среднем сварочный ток больше на положительной стороне.
Функция изменения частоты переменного тока при сварке TIG на переменном токе. Этот параметр регулирует количество циклов в секунду. Используется для изменения частоты сварочного тока в соответствии с предпочтениями сварщика и применением.
Изменяет точку сварочного тока, в которой начинается пересечение нуля.Влияет только на AC TIG.
Сварка TIG на переменном токе, при которой полярность электрода быстро меняется с положительной на отрицательную. Особенно используется при сварке алюминия.
Функция изменения формы волны переменного тока при сварке TIG на переменном токе.Доступны три варианта: синус, квадрат и Оптима. Форма волны влияет на форму сварного шва, проплавление сварного шва и шум процесса сварки. Выберите тот, который подходит для вашего приложения.
Определяет точку гашения дуги в зависимости от длины дуги при сварке стержневым электродом.Цель состоит в том, чтобы оптимизировать прекращение сварки для каждого типа электрода, чтобы предотвратить случайное гашение дуги во время сварки и избежать следов ожога на сварной детали при остановке сварки.
Регулирует динамику короткого замыкания (шероховатость) при ручной дуговой сварке, изменяя, например, уровни тока.
Показывает, как долго горит сварочная дуга.
Процесс сварки TIG, при котором сварочный ток чередуется между двумя уровнями тока: базовым током и импульсным током.Требуется регулировка только сварочного тока, а параметры импульса задаются автоматически. Используется для оптимизации характеристик дуги для желаемых сварочных работ.
В
Устанавливает максимальное значение для настройки баланса переменного тока.
Устанавливает минимальное значение для настройки баланса переменного тока.
Нижний текущий уровень импульсного цикла. При сварке TIG ее основными задачами являются охлаждение сварочной ванны и поддержание дуги.
С
Обычная сварка TIG без паузы.
Сварочный ток можно заморозить до определенного уровня во время спада тока, нажав на спусковой крючок.
D
Процесс сварки TIG на постоянном токе, при котором полярность электрода либо положительная, либо отрицательная на протяжении всего процесса сварки.Отрицательная полярность (DC-) обеспечивает высокую проникающую способность, тогда как положительная полярность (DC +) используется только в особых случаях.
Сварку TIG с двойным импульсом можно использовать, например, для увеличения скорости движения или для выполнения сварных швов с высокими требованиями к внешнему виду. Сварочный ток имеет две разные частоты: медленную и быструю.Высокая частота делает дугу более сфокусированной, а низкая частота придает сварным швам приятный вид рыбьей чешуи.
Функция сварки, определяющая время, в течение которого сварочный ток постепенно снижается до конечного уровня. Значение времени спада тока задается пользователем заранее.Нулевое значение означает, что функция отключена.
Точка сварочного тока, в которой заканчивается спад тока.
H
Режим зажигания при сварке TIG.При высокочастотном зажигании нажатие на спусковой крючок горелки создает импульс высокого напряжения, который создает искру для зажигания дуги. В панели управления должен быть активирован высокочастотный режим зажигания.
Регулирует напряжение высокочастотной искры, используемой при зажигании.
Функция сварки, при которой в начале сварки используется более высокий сварочный ток.После периода горячего старта ток упадет до нормального уровня сварочного тока. Значения уровня тока горячего старта и его продолжительности задаются вручную. Это облегчает начало сварки, особенно с алюминиевыми материалами.
Я
Регулирует текущий уровень обратной последовательности зажигания (ВИГ).
Способ зажигания сварочной дуги. При сварке TIG доступны два режима зажигания: высокочастотное зажигание (HF) и зажигание Lift TIG. В высокочастотном зажигании для зажигания дуги используется импульс напряжения, а для зажигания Lift TIG требуется физический контакт между электродом и заготовкой.
л
Контактный ток в начале зажигания Lift TIG.
Режим зажигания при сварке TIG.При зажигании Lift TIG вы на короткое время касаетесь электродом заготовки, затем нажимаете спусковой крючок и поднимаете электрод на небольшое расстояние от заготовки. Зажигание Lift TIG должно быть активировано на панели управления. Также известен как «сенсорное зажигание» или «контактное зажигание».
м
Процесс сварки TIG, при котором сварочный ток чередуется между двумя уровнями тока: базовым током и импульсным током.Параметры задаются пользователем. Используется для оптимизации характеристик дуги для желаемых сварочных работ.
Место для хранения предварительно заданных настроек параметров сварки. Сварочный аппарат может иметь несколько предустановленных каналов. Пользователи могут создавать новые каналы для своих собственных сварочных работ, а также изменять или удалять их.Облегчает выбор параметров и в некоторых случаях позволяет переносить настройки с одного сварочного аппарата на другой.
Функция сварки TIG, которая оптимизирует характеристики точечной сварки. Используется для прихваточной сварки тонких листов или материалов разной толщины. Позволяет быстро и легко создавать чистые прихваточные швы с минимальным тепловложением.
Функция сварки TIG, которая позволяет переключателем горелки переключаться между сварочным током и током Minilog. Параметры задаются пользователем. Одно из применений — это сварка прихваточных швов, которая также работает как «ток паузы», например, при изменении положения сварки.
Функция сварки TIG, при которой процессы TIG на переменном и постоянном токе чередуются заданным образом. Параметры задаются пользователем в зависимости от сварочного применения. Особенно используется для оптимизации сварки алюминиевых материалов разной толщины.
Процесс ручной дуговой сварки с использованием плавящегося электрода.Электрод покрыт флюсом, который защищает зону сварки от окисления и загрязнения.
Функция, которая автоматически значительно снижает сварочный ток, когда электрод касается заготовки. Может использоваться для предотвращения перегрева электрода MMA при контакте с заготовкой.
N
Последовательность зажигания TIG при отрицательной стороне тока. Обычно это последняя часть зажигания с источниками питания переменного тока постоянного тока. В случае источников питания постоянного тока это единственная часть процесса зажигания с использованием TIG.
Регулирует текущий уровень обратной последовательности зажигания (ВИГ).
Регулирует продолжительность обратной последовательности зажигания (ВИГ).
Определяет точку, до которой ток снижается как можно быстрее, а затем начинает нормальное снижение тока.
-П
Последовательность зажигания TIG при положительной стороне тока. Обычно это первая часть зажигания с источниками питания переменного тока постоянного тока. Источники питания постоянного тока не имеют принудительного зажигания с TIG.
Регулирует текущий уровень прямой последовательности зажигания.Только в источниках питания ACDC (TIG).
Регулирует продолжительность прямой последовательности зажигания. Только в источниках питания ACDC (TIG).
Функция сварки, при которой продолжается подача защитного газа после гашения дуги.Это гарантирует, что горячий сварной шов не контактирует с воздухом после гашения дуги, защищая сварной шов, а также электрод. Используется для всех металлов. Особенно для нержавеющей стали и титана требуется более длительное время пост-газовой обработки.
Функция сварки, запускающая подачу защитного газа до зажигания дуги.Это гарантирует, что металл не контактирует с воздухом в начале сварки. Значение времени задает пользователь. Используется для всех металлов, но особенно для нержавеющей стали, алюминия и титана.
Максимальный текущий уровень импульсного цикла. При сварке TIG ее основная задача — создание сварочной ванны или увеличение нагрева сварочной ванны.
Определяет, сколько циклов импульсов создается в секунду (Гц).
Определяет, насколько большая часть всего времени цикла импульса тратится на импульсный ток.
Процесс сварки TIG, при котором сварочный ток изменяется между двумя уровнями тока: базовым током и импульсным током. Параметры можно установить вручную или автоматически. Используется для оптимизации характеристик дуги для желаемых сварочных работ.
S
Функция сварки, позволяющая использовать короткий период низкого тока в начале сварки.Это обеспечивает точное начало сварки. Параметры задаются пользователем заранее.
Это функция, которая автоматически создает небольшой подъем для предотвращения износа электрода, вызванного внезапным повышением тока при высоких сварочных токах. Эта функция работает только при сварочном токе 100 А или более.
Функция сварки, при которой в начале сварки используется более низкий сварочный ток. После периода плавного пуска ток повышается до нормального уровня сварочного тока. Значения уровня тока плавного пуска и его продолжительность задаются вручную. Плавный старт используется для смягчения начального периода сварки, особенно для сталей.
Функция сварки TIG, которая автоматически выполняет сварку заданной продолжительности. Параметры задаются пользователем. Эта функция используется для соединения двух частей материала прихваточными швами, например, для соединения тонких листов с низким тепловложением.
Точка сварочного тока, в которой начинается нарастание тока.
т
Функция сварки, позволяющая использовать короткий период низкого тока в конце сварки. Это уменьшает количество сварочных дефектов, вызванных кратером на концах. Параметры задаются пользователем заранее. Нулевое значение означает, что функция отключена.
Процесс ручной сварки, при котором обычно используется неплавящийся вольфрамовый электрод, отдельный присадочный материал и инертный защитный газ для защиты зоны сварки от окисления и загрязнения во время процесса сварки.Использование присадочного материала не всегда является обязательным при сварке TIG.
Функция, которая автоматически значительно снижает сварочный ток, когда электрод касается заготовки. Может использоваться, например, для предотвращения нежелательного растворения электрода в свариваемый металл.
Сварочные горелки имеют два альтернативных режима работы: 2Т и 4Т.Они различаются по принципу действия триггера. В режиме 2T вы удерживаете спусковой крючок во время сварки, тогда как в режиме 4T вы нажимаете и отпускаете спусковой крючок, чтобы начать или остановить сварку и использовать специальные функции триггера, такие как Minilog.
Триггерный режим работы сварочной горелки. При нажатии спускового крючка в режиме 2Т начинает течь защитный газ и зажигается дуга.Удерживайте спусковой крючок во время сварки и отпустите, когда вы хотите прекратить сварку.
Триггерный режим работы сварочной горелки. Когда вы нажимаете на спусковой крючок в режиме 4Т, начинает течь защитный газ, но дуга не зажигается, пока вы не отпустите курок. Чтобы остановить сварку, снова нажмите спусковой крючок, а затем отпустите его, чтобы погасить дугу.
U
Функция сварки, определяющая время, в течение которого сварочный ток постепенно увеличивается до желаемого уровня сварочного тока в начале сварки. Значение времени нарастания тока устанавливается пользователем заранее. Нулевое значение означает, что функция отключена.
В
Защитное устройство, используемое в сварочном оборудовании для снижения напряжения холостого хода до уровня ниже определенного значения. Это снижает риск поражения электрическим током, особенно в опасных средах, таких как закрытые или влажные помещения.VRD может также требоваться по закону в некоторых странах или регионах.
Вт
Утилита в виде мастера для легкого выбора параметров сварки. Утилита шаг за шагом проводит пользователя по выбору требуемых параметров, представляя выбор в понятной форме для нетехнического пользователя.Доступен в панели управления MTP35X в семействе продуктов MasterTig.
Выбор режима переноса
Существует четыре основных режима переноса в процессе сварки: короткое замыкание, шаровое, распыление и импульсное распыление.
Выбор правильного режима переноса зависит от процесса сварки, источника сварочного тока и используемых расходных материалов. Каждый режим передачи имеет свои отличительные характеристики и области применения, для которых он лучше всего подходит.
Передача короткого замыкания
Передача короткого замыкания получила свое название от провода, который фактически «замыкает накоротко» или касается основного металла много раз в секунду при электрическом контакте. Несмотря на то, что образуется некоторое количество брызг, этот способ переноса можно использовать во всех положениях сварки и на стали любой толщины. Режим передачи короткого замыкания обычно встречается в сплошной MIG или проволоке с металлическим сердечником, когда доля аргона в защитном газе составляет от 75 до 85% аргона и сварочное напряжение низкое.
Globular Transfer
В режиме глобулярного переноса металл сварного шва перемещается по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода. Шаровидный перенос не приводит к очень гладкому внешнему виду сварного шва, и могут возникать брызги. Использование глобулярного переноса обычно ограничивается пластинами большей толщины и ограничивается плоским и горизонтальным положениями. Шаровидные переходы обычно встречаются в сплошной проволоке MIG, металлической порошковой проволоке в газовой среде и порошковой проволоке с защитным газом, когда применяется 100% защитный газ CO2.
Распылительная передача
Распылительная передача названа в честь распыления крошечных расплавленных капель поперек дуги, что очень похоже на распыление, выходящее из садового шланга, когда отверстие закрыто. Перенос распылением обычно меньше диаметра проволоки и использует относительно высокое напряжение и скорость подачи проволоки или силу тока. В отличие от передачи короткого замыкания, как только дуга возникает, дуга всегда «горит». В режиме струйного переноса очень мало брызг, и он обычно используется для толстых металлов в плоском и горизонтальном положениях.Распылительный перенос обычно наблюдается в сплошной проволоке MIG и проволоке с металлическим сердечником с высоким содержанием аргона в защитном газе, обычно более 90%. Частичный или полураспыленный перенос наблюдается в порошковой проволоке с защитным газом, когда используется защитный газ аргон CO2.
Импульсный перенос распылением
Для этого варианта распыления сварочный аппарат «пульсирует» или циклически переключает выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Это позволяет сварочной ванне немного остыть в фоновом цикле, что немного отличается от истинного распыления.Это преимущество позволяет выполнять сварку в любом положении тонкого или толстого листового материала. Сплошная проволока MIG и проволока с металлическим сердечником в защитном газе показывают наибольшее преимущество при использовании импульсного режима передачи.
004 | Введение в сварку TIG
Расшифровка текста
— Привет и добро пожаловать на сегодняшний веб-семинар, посвященный процессу сварки TIG. Прежде чем мы сегодня разберем компоненты и проведем демонстрацию, я хочу дать вам небольшой обзор процесса и того, как все это работает.Сварка TIG означает вольфрам в инертном газе и представляет собой метод сварки, в котором используется вольфрамовый электрод для передачи дуги от сварочного аппарата к материалу, с которым мы работаем, который мы обычно называем заготовкой. Затем эта дуга защищается инертным газом, чтобы защитить ванну с расплавленным сварным швом и зону термического влияния от загрязняющих веществ в атмосфере. Теперь, в отличие от сварщика MIG, сварщик TIG полагается на ручную подачу присадочного материала в сварочную ванну, создаваемую дугой.
Это дает нам возможность контролировать подачу присадочного стержня, количество присадочного стержня, вводимого в сварное соединение, и возможность сваривать широкий спектр металлов, таких как сталь, бронза, титан, нержавеющая сталь, никель, латунь, медь. , магний, алюминий и золото.В результате получается очень маленький и однородный на вид сварной шов, который требует меньше очистки. Таким образом, вместо шлифовки и смешивания сварных швов, как вы это часто делаете при использовании сварочного аппарата MIG, сварочный аппарат TIG может производить готовые сварные швы, которые после завершения не требуют особого внимания. По этой причине сварка TIG широко известна как метод выбора во многих применениях в автоспорте. Такое предпочтение TIG в автоспорте обусловлено его точным характером работы, чистотой и отсутствием каких-либо искр или брызг, и во время процесса TIG мы можем манипулировать многими областями нашего сварного шва, чтобы получить точный и предсказуемый результат.
Многие гоночные команды предпочитают использовать сварку TIG для изготовления таких элементов, как шасси и компоненты подвески, из-за ее способности контролировать ряд жизненно важных механических свойств сталей и сплавов, используемых в автоспорте. Сварочный аппарат TIG дает нам возможность контролировать и точно настраивать параметры, такие как подвод тепла сварного шва, размер сварного шва, проплавление, предварительный и последующий поток защитного газа и множество других полезных переменных, которые мы рассмотрим через минуту. Я надеюсь, что это даст вам хорошее представление о том, что такое сварка TIG, и о различиях между TIG и MIG.Прежде чем мы зайдем слишком далеко, я хочу показать вам несколько примеров из моего опыта работы со сварочным аппаратом TIG и причину, по которой это мой любимый метод сварки. Я только что поставил в очередь несколько изображений на своем ноутбуке, и я перейду к ним.
И это просто дает вам небольшое представление о возможностях сварочного аппарата TIG. Я просто покажу вам это в полноэкранном режиме, и я просто покажу вам это шасси. Это был момент в моей личной карьере, когда я перешел на сварку TIG. До этого момента, как вы увидите, все эти трубки скреплены вместе.Это было полностью, я всегда выполнял сварку MIG, и, возможно, это было около 10 лет назад, так что я был относительно новичком в этом процессе.
У меня был друг, который приходил ко мне домой, чтобы проверить некоторые из моих работ, и он сказал: «Эй, почему бы тебе не научиться сварке TIG, это поднимет твои проекты на новый уровень, и ты можешь чему-то научиться или два при этом. Так что все для меня началось, и с этого момента я начал сварку TIG в гараже, купил свой собственный аппарат, научился сварке и в результате построил свой Hilux.Итак, до создания этого автомобиля я никогда раньше не выполнял сварку TIG, я прошел обучение, и, к сожалению, он не коснулся никакой сварки TIG, во время этого проекта я смог застрять в нем и понять на ходу, и то, что я В сварке TIG очень понравился контроль, который у вас есть, и указатели, о которых я только что упомянул, о возможности выполнять действительно небольшие сварные швы. Я снова жил в довольно маленьком комплексе, в котором у меня не было очень громкой настройки, поэтому сварщик TIG меня действительно устраивал, я мог приходить домой ночью и иметь возможность провести пару часов со сварщиком, даже не подозревая об этом.А затем, по мере того, как мой проект прогрессировал, я смог затем обработать весь листовой металл с помощью сварочного аппарата TIG и, очевидно, выполнить весь проект.
Это был момент, который, я думаю, позволил мне сделать намного больше, чем я изначально планировал в моем проекте Hilux. Как видите, на нем много сварки, я много практиковался в этом. Изначально я начал с машины AD / DC на 200 А, которая стоила мне менее 1000 долларов, и я смог войти и обойти этот проект. Таким образом, это привело к созданию вытяжных устройств из нержавеющей стали, как вы видите здесь, и многих других компонентов, таких как ящики из тонкого листового металла с толщиной стенок всего полмиллиметра.А затем к готовому шасси.
Затем я взял эти навыки и применил их во многих различных проектах, над которыми я работал. Например, выхлопные трубы, они созданы для безнаддувного двигателя S13 SR20, который я построил. Таким образом, контроль и точность, которые у вас есть при сварке TIG, могут действительно сделать все эти проекты более доступными для вас дома, и, опять же, это не большие затраты сварщика. На самом деле это было просто изучение этого процесса, и мы расскажем вам обо всем этом сегодня на сегодняшнем вебинаре.Острый тюнсген всегда необходим для выполнения качественного контролируемого сварного шва, и когда эти коллекторы собрались вместе, я был поражен тем, что смог произвести что-то, что выглядело так хорошо, поэтому наличие такого контроля при сварке TIG позволило мне произвести то, что вы, вероятно, не сможете купить или если вы можете, это будет стоить около 3000 или 4000 долларов, чтобы кто-то изготовил это на заказ.
Но я смог выполнить весь выхлоп и целую кучу других проектов дома, не выходя из собственного гаража, обучая себя, и это то, что мы здесь для того, чтобы я, очевидно, показал вам все, что я » Я узнал о своей карьере и включил их в наши курсы, такие как Практический курс по сварке TIG, а также в подобные вебинары.Так что я не думаю, что у нас есть чем заняться, но это всего лишь небольшой обзор некоторых деталей, которые я сделал со своим сварочным аппаратом TIG, и того, когда я начал делать это снова и снова. мне очень нравится этот процесс, и это отличный способ соединить сталь воедино. Итак, как только это подойдет к концу, мы можем вернуться к вебинару. И теперь, когда вы лучше понимаете свой аппарат для сварки TIG и его возможности, нам нужно поговорить о рисках для нашей безопасности, которые может представлять сварка.Когда мы изучаем и развиваем наши методы сварки TIG, важно обеспечить себя наилучшей защитой.
В отрасли известно, что лучший сварной шов — это всегда тот, который вам удобно делать. Чтобы чувствовать себя комфортно, необходима прямая видимость, а сварочный шлем или маска, как это обычно известно, могут иметь огромное значение для всех аспектов нашего сварного шва. Сварка излучает свет, называемый дугой, и поэтому нам всегда нужно носить сварочную маску. Сварочная дуга испускает излучение в широком диапазоне длин волн, включая УФ, видимый свет и инфракрасный свет, и опасность отсутствия фильтрации ультрафиолетового и инфракрасного света может вызвать крайне неприятное состояние глаз, которое называется вспышкой дуги.Лучшая форма защиты для наших глаз — маска сварного шва с автоматическим затемнением.
В нем используется датчик с батарейным питанием, который определяет возникновение дуги и сразу же затемняет изображение до заданного оттенка. Большим преимуществом шлема с автоматическим затемнением при сварке TIG является его регулируемая чувствительность, и ее, возможно, придется уменьшить при использовании очень низкого тока или увеличить при работе над головой или на улице, где солнечный свет может преждевременно активировать режим автоматического затемнения. Также можно отрегулировать настройку задержки. Это изменяет продолжительность времени, в течение которого режим автоматического затемнения остается включенным после завершения сварочной дуги, и мы обычно увеличиваем задержку для сварных швов с высокой силой тока, где сварочная ванна может оставаться яркой дольше или меньше, чтобы сэкономить время и улучшить видимость при прихватке. .Потратьте некоторое время на поиски удобного для вас шлема, потому что сварка TIG может занять много времени, и поэтому вы будете проводить много времени внутри своего шлема.
Еще одна вещь, о которой следует подумать, особенно когда мы тратим больше времени на сварку, нам также нужно думать о респираторных рисках, связанных со сваркой TIG. Многие из того, что мы свариваем, будучи энтузиастами автоспорта, будет иметь покрытие, гальваническое покрытие или краску, и мы должны проявлять бдительность в отношении этих опасностей. Лучший способ избавиться от этого — тщательно очистить и подготовить заготовку перед сваркой. Вытяжной вентилятор может оказаться полезным в любых ограниченных или тесных местах.К сожалению, невозможно исключить все вредные газы из процесса сварки, но если у нас есть вытяжной вентилятор или обычный вентилятор, нагнетающий воздух, это может значительно улучшить ситуацию. При сварке TIG мы часто оказываемся в перевернутом положении, оборачиваемся вокруг каркаса безопасности и свариваем в некоторых довольно сложных ситуациях.
Спецодежда может защитить нас от большинства опасностей в мастерской. Хорошо сидящий комбинезон обеспечит полную защиту предплечий, и в идеале они должны быть из термостойкого хлопка, а не из более распространенных смесей полиэстера.Когда они сочетаются со сварочными перчатками, они должны закрывать, перекрывать друг друга и защищать нашу кожу от всех типов излучения, испускаемого сварочной дугой TIG. Если вы не хотите носить комбинезон или просто делаете легкую пошиву, то мой личный фаворит — фартук. Его можно носить поверх обычной одежды для легких задач, просто убедитесь, что выбранный вами фартук не сделан из полиэстера, чтобы защитить себя от риска возгорания.
Некоторые карманы, встроенные в комбинезон или фартук, могут быть большим подспорьем, особенно если мы находимся в машине и выполняем сварку TIG.В верхнем кармане удобно держать небольшую пачку предварительно заточенного вольфрама вместе с линейкой, карандашом и телефоном для расчетов. Чувство комфорта — главный приоритет при сварке TIG, поэтому купите подходящий комбинезон или фартук и убедитесь, что они сделаны из 100% хлопка. Я упомянул об опасности света, который излучает дуга. А поскольку наши руки находятся так близко к этой дуге, важно прикрывать кожу перчатками, чтобы защитить как от света, так и от тепла, излучаемого сваркой TIG.
Важно отметить, что не существует специальной перчатки, которая бы подходила для всех сварочных целей. У меня есть перчатки разных стилей для разных сварочных работ. Например, и я просто уберу муху с лица. Например, существуют специальные перчатки для сварки TIG, и они действительно отличаются от более толстых перчаток для сварки MIG, поскольку они должны обеспечивать нам больший контроль и удобство. Вы можете увидеть кадры, на которых люди сваривают TIG голыми руками, я тоже виноват в этом, и это понятно в ситуациях с очень низкой силой тока и высокой точностью.
Но нам действительно нужно защищать нашу кожу, поскольку повреждения накапливаются и могут проявиться позже в жизни. Когда сила тока и тепло от заготовки уменьшаются, вы можете улучшить ощущение, которое вы испытываете на резаке и вольфраме, переключив перчатки на более мягкую кожу, такую как шкура оленя, утки или козла. Это увеличивает чувство и это широко известно как ловкость. Увеличивая маневренность и полностью устраняя излучение света, мы можем безопасно и комфортно выполнять сварку с хорошим контролем и точностью.Для максимального ощущения я предпочитаю использовать одноразовые нитриловые перчатки и считаю их отличным дополнением в условиях низкой силы тока.
Просто помните, что они не защитят вас от тепловых ожогов, поэтому будьте осторожны при их использовании. У меня только что есть перчатки, через которые я тебя проткну, я упомянул нитрил. Так что это действительно тонкие перчатки, которые обеспечивают максимальное ощущение комфорта, но практически нулевую защиту от ожогов. Как я уже сказал, он устраняет световой ожог, и я использую их при работе с металлами с низкой силой тока или очень тонким титаном, когда вы не хотите оставлять следов пальцев или чего-либо еще на материалах.Но вам также нужно полностью почувствовать сварочную горелку, потому что вы собираетесь сваривать дорогостоящие вещи, и вам нужно делать это правильно, так что это нитриловые перчатки.
Если я работаю с алюминием или чем-нибудь, что требует большой силы тока и тепла, я использую эти перчатки. Это довольно прочные кожаные перчатки, и у них здесь хорошая манжета. Так что он будет сочетаться с вашим комбинезоном или курткой и обеспечит вам полную защиту. Но в большинстве случаев я просто ношу пару рабочих перчаток.Они синтетические, но они обеспечивают полную защиту, и они достаточно толстые, чтобы у вас было достаточно времени, чтобы знать, что вы собираетесь обжечься, прежде чем вы действительно обожжетесь.
И мне нравится выделять скамейку или место в своей мастерской специально для сварки TIG. У меня есть специальный крючок для сварочного шлема, и я не забываю оставлять его на этом крючке между другими процессами. Это значительно сокращает время, которое вы тратите на поиски СИЗ, и уменьшает желание обходиться без них.Убрав эти СИЗ, давайте взглянем на сварочный аппарат TIG и детали, которые делают его лучшим другом производителя автоспорта. Итак, если мы посмотрим на типичную установку сварочного аппарата TIG, как вы увидите, есть много различных частей, которые составляют полный сварочный аппарат.
Чтобы лучше понять части, связанные с этой установкой, мы рассмотрим их одну за другой. Каждая часть сварочного аппарата TIG жизненно важна для его работы, но нет ничего важнее самого сварочного аппарата. Сегодня рядом со мной на столе стоят мои сварщики Miller и SWS TIG.Хотя вы не можете видеть заднюю сторону, это то место, где от нашей розетки к машине подаётся питание. Газовая арматура, которая позволит подключить защитный газ и главный выключатель для подачи питания на все.
На противоположном конце машины вы отточите все важные элементы управления и регулировки, а также соединения для нашей сварочной горелки, зажим заземления, выпускное отверстие для защитного газа и дополнительную ножную педаль. Отойдя от самого сварочного аппарата, мы видим баллон с инертным газом, который в данном случае представляет собой газообразный аргон.Во всех операциях сварки TIG в качестве защиты используется 100% аргон, который подается в аппарат с помощью винтового регулятора. Таким образом, большинство сварщиков TIG будут поставляться с горелкой-переключателем, которая включает кнопку на рукоятке для зажигания и прекращения дуги. Многие также будут включать поворотный переключатель регулировки, который позволяет вам контролировать силу тока резака, вместо того, чтобы выходить из положения и возвращаться к машине, чтобы внести эти изменения.
Итак, как вы можете видеть здесь, на рукоятке Миллера, у нас есть поворотный регулируемый переключатель и кнопка пуска.Сила тока также может контролироваться с помощью дополнительной ножной педали, которая позволяет нам точно настраивать силу тока сварочного шва в процессе работы. Это также означает, что нам не нужен выключатель на фонаре, который упрощает и облегчает наконечник. Эти педали невероятно полезны, и я считаю, что они должны быть у всех, если они могут себе это позволить. Вскоре мы подробнее рассмотрим, как они работают и почему они так полезны.
В самом резаке также используется ряд деталей, известных в промышленности как расходные материалы.Сварка TIG на самом деле не вызывает большого износа деталей, но мы будем регулярно заменять и менять узел горелки. Итак, начиная с передней части горелки, у нас есть керамическое сопло. Это сопло направляет аргон на вольфрам, который он окружает, и экранирует возникающую дугу, выходящую из вольфрама. Этот вольфрам проходит через центр резака, окружен и удерживается на месте корпусом цанги.
Корпус цанги и держатель цанги снабжают вольфрам электрической энергией, используемой для создания дуги.Все это скреплено и скреплено задней крышкой, в которой находится лишняя длина вольфрама. Последним соединением на передней стороне машины является зажим заземления. На этом электрическая цепь замыкается. И его можно прикрепить к вашей заготовке или столу, если он сделан из электропроводящих материалов, таких как сталь или алюминий.
Если вам нужен аппарат для сварки TIG, то вы можете быть немного сбиты с толку некоторыми функциями и тем, что вам нужно специально для сварки TIG в автоспорте, о чем мы поговорим через минуту.Это один из недостатков возможности регулировки сварочных аппаратов TIG, это может быть немного утомительным чтением специфики каждой машины. Одна вещь, которую мы должны учитывать, — это то, какая мощность доступна в вашем гараже или мастерской. Вам нужно будет проверить розетки в вашем помещении и сопоставить их со сварочным аппаратом, которого вы хотите купить. Благодаря инверторной технологии, снижающей энергопотребление, мы по-прежнему можем сваривать самые разные металлы, отключив сварочный аппарат от домашней розетки.
Так что только одно об этом, особенно в Австралии и Новой Зеландии, многие сварщики используют схему на 15 А, и это выделенная схема, которая будет подключена к вашей мастерской, и вы можете попросить электрика сделать это для использования включение вашего сварщика.Обе мои машины здесь работают от вилок на 15 А, и изготовление собственных удлинителей является незаконным, так что не думайте, что вы можете это сделать. На рынке есть продукты, и это адаптер питания от 15 до 10 ампер. Единственная проблема с ними заключается в том, что когда вы используете изрядное количество энергии и свариваете алюминий с высокой силой тока или свариваете сталь, опять же с большим током, вы можете отключить их, но это хорошо Это не повредит вашей мастерской или вашему дому, вы можете просто включить это снова, возможно, дать сварщику немного остыть, а затем вернуться в него.Таким образом, есть вариант, если вы не хотите настраивать свою мастерскую на специальный источник питания на 15 А, но я действительно рекомендую это сделать, если вы хотите иметь долгосрочные отношения со сваркой.
Таким образом, вы можете услышать термин «многопроцессорная машина», покупая сварщика. Под несколькими процессами понимается машина, поддерживающая несколько стилей сварки, например, при объединении сварочного аппарата MIG и сварочного аппарата TIG в одну машину. Теперь просто помните, что переключение между процессами потребует разных типов инертного газа и может тратить драгоценное время на переключение между ними.Обычно после названия машины следует число, обозначающее пиковую выходную силу тока машины. Это SWS Alumtig 200, максимальная мощность которого составляет 200 ампер.
А вот и MIller Dynasty 210 DX, максимальная мощность которого, как вы уже догадались, составляет 210 ампер. Таким образом, 200 ампер хватит на большую часть работы, которую мы выполняем в автоспорте. Машина на 200 ампер будет иметь возможность сваривать материалы толщиной от полмиллиметра до 6,5 мм. Все сварщики TIG будут иметь буквы DC или и AC, и DC.Имеется в виду переменный и постоянный ток.
Сварщик только на постоянном токе ограничит вас сваркой стали, такой как низкоуглеродистая сталь, нержавеющая сталь, хромомолибден и титан. Комбинация переменного и постоянного тока позволяет нам также сваривать алюминий, который является важным материалом в автоспорте. Из-за этого чрезвычайно важно, чтобы мы взвесили преимущество перехода на сварочный аппарат переменного / постоянного тока по сравнению с прямым аппаратом постоянного тока. Это позволяет нам работать с алюминием, и это гораздо удобнее, чем вы думаете.Когда я только начинал, я не думал, что мне пригодится компонент переменного тока в моем сварочном аппарате, но прошло всего пара недель, прежде чем я стал его довольно часто использовать.
Так что я бы порекомендовал увеличить бюджет до машины переменного / постоянного тока, если можете. Так что вы также можете поближе познакомиться с качеством насадок, которые идут в комплекте со сварочным аппаратом. В долгосрочной перспективе может оказаться дешевле заплатить немного более высокую цену и получить полную настройку, которая уже включает в себя ножную педаль, качественный резак с гибкой головкой, комплект газовых линз и некоторые дополнительные расходные материалы одновременно.Большинство машин, предназначенных для использования в автоспорте, обычно имеют это указание в их описании, и это даст вам хорошее представление о его пригодности и дифференцирует себя от более промышленных машин с дальнейшим уточнением программирования и настроек для выполнения сложных производственных работ. Итак, это физическая составляющая сварщика, теперь мы можем перейти к его работе.
Одним из наиболее важных аспектов сварки TIG является возможность контролировать нагрев дуги. Этот контроль температуры модулируется с помощью настройки силы тока и будет одной из наиболее настраиваемых функций в вашей машине.В промышленности существует базовое практическое правило: один ампер на тысячную дюйма или 40 ампер на миллиметр толщины материала. Используя это руководство в качестве справки, вы можете увидеть, что машина на 200 ампер может сваривать очень тонкие материалы всего лишь на 5000 дюймов или 0,1 мм, вплоть до пластины толщиной 1/4 дюйма или 6,5 мм. Понимание того, когда вам нужно отрегулировать силу тока в соответствии с различными требованиями к материалам, может потребовать некоторой практики.
Всегда требуется некоторое время, чтобы тепло ушло в материал и образовала сварочную ванну.Так что, если это занимает слишком много времени, возможно, стоит увеличить силу тока, чтобы вы тратили меньше времени на ввод тепла в соединение и больше времени на его сварку. Так что здесь все может немного запутаться. Во многих случаях использование силы тока, слишком низкой для толщины материала, может привести к увеличению количества тепла в материале из-за более длительного времени, затрачиваемого на его сварку. А если мы увеличим силу тока и сварим соединение быстрее, то в целом будет выделяться меньше тепла и будет создаваться более жидкая сварочная ванна, которая будет более плоской и прочной из-за более высокой скорости проплавления.
Если вы учитесь сваривать или прихватывать материал, который раньше не использовали, неплохо было бы купить немного дополнительного материала или убрать обрезки, чтобы выполнить серию пробных сварных швов. Это позволит вам установить силу тока, чтобы вы могли сваривать с удобной для вас скоростью. Теперь, когда мы понимаем силу тока, мы можем подготовить наш сварочный аппарат TIG для сварки. Вольфрам — один из важнейших компонентов нашего процесса сварки TIG. Он доступен в 3 различных диаметрах и пропускает ток от резака к нашей заготовке в виде дуги.
Как видите, у меня здесь пакет смешанного вольфрама. Это 2,4 мм, но диаметр вольфрама определяет максимальную силу тока, с которой вольфрам может справиться. Таким образом, вольфрам диаметром 1,6 мм устойчив до 150 ампер, а вольфрам диаметром 2,4 мм — до 220 ампер. А 3,2 мм разработаны для тяжелого промышленного использования при уровнях силы тока, превышающей 300 ампер. Поэтому наличие трех вариантов размеров может немного сбить с толку при выборе вольфрама.
Как я уже сказал, у меня 2.4 мм, и это практически единственный вольфрам, который я использую, и он отлично подходит для толщины и силы тока до 220 ампер. На рынке представлено несколько типов вольфрама, и выяснение того, какой вольфрам подходит для какого материала, может стать настоящей проблемой. Так что я собираюсь облегчить вам задачу. Я использую multi-mix вольфрам диаметром 2,4 мм в 99% случаев. Это определяется по розовому цвету, и эти электроды отлично подходят как для сварки на переменном, так и на постоянном токе.
Таким образом, мы должны стремиться затачивать наш вольфрам под углом примерно 30-45 °, снятие около половины мм острия поможет с дугой, которая распространяется на обрабатываемую деталь, и устранит вероятность ее разрыва, если вы случайно погрузите это в сварочной ванне.В зависимости от требуемой длины задней крышки TIG, вам также может потребоваться отрезать 180-миллиметровый вольфрам, прежде чем вы сможете его использовать. Будьте осторожны, так как они разобьются, их нужно будет отрезать болгаркой перед заточкой. Небольшой совет: мне нравится использовать аккумуляторную дрель на шлифовальном круге. Поэтому в своей мастерской я посвятил шлифовальный круг для вольфрама, и вместо того, чтобы всегда носить в нем канавку, всегда пытайтесь перемещать его, но с помощью дрели вы держите руки свободными и подальше от шлифовального станка с пьедесталом, а затем вращая сверло, вы сможете получить действительно красивую зернистую структуру вольфрама.
Таким образом, когда вы шлифуете его, вы всегда хотите, чтобы шлифовальный круг вращался в соответствии с вольфрамом, а затем мы ищем угол наклона около 30-45 °, а затем снимаем примерно пол мм с кончика это на всякий случай, как я уже говорил, во время сварки вы случайно касаетесь наконечника в расплавленной сварочной ванне, и он застревает. Если вы пошевелите им, вы отключите этот вольфрам в работе, тогда это будет включением, и хотя это не имеет большого значения в автоспорте, особенно в области медицины, это будет настоящей проблемой, потому что вы включаете вольфрам в вашу работу, что во многих случаях является большим недостатком.Так что, сняв наконечник, у вас будет меньше шансов сломать его о заготовке. Итак, как только вольфрам надежно закреплен в горелке, нам нужно сосредоточиться на газе, который его защитит. Если бы мы не использовали защитный газ, наш сварной шов был бы шипящим, потому что кислород, влага и загрязнения вступают в реакцию с расплавленной сварочной ванной.
Если вы когда-нибудь забывали включить газ перед началом сварки, тогда вы поймете, о чем я. Все сварщики TIG используют аргон в качестве защитного газа, потому что он инертен, что означает, что он не будет подвергаться химической реакции при воздействии тепла или давления.Баллоны с аргоном выдерживают давление до 3000 фунтов на квадратный дюйм и доступны в серии различных размеров, чтобы соответствовать вашему конкретному применению. Самые распространенные бутылки известны как размер D, который вмещает около 2 метров в кубе, и это то, что у меня есть на скамейке. Я вставил это в мою машину SWS, и на этой стороне у меня есть бутылка размера E, которая вмещает 4 метра в кубе.
Жаль, что летом в Австралии мало, заведите сюда несколько мух. Размер E вмещает 4 метра в кубе, и это то, что у меня здесь, на полу, связано с моим сварочным аппаратом Miller.Большой размер F вмещает около 10 метров в кубе, а больший размер G вмещает 15 метров в кубе. Таким образом, аргон подается в сварочный аппарат TIG либо с помощью регулятора, либо с помощью расходомера. Расходомер состоит из манометра, показывающего давление в баллоне, рядом с расходомером, который перемещает шарикоподшипник на прозрачном слайде, отмеченном выемками.
Указывают расход в литрах в минуту или кубических футах в час. Как долго продержится каждая из этих бутылок, зависит от того, сколько сварочных работ вы будете делать.Чтобы дать вам представление о типичном использовании, я бы сказал, что баллон с аргоном размера E, кубический размер 4, используемый в среднем 2 дня в неделю, может длиться около 3 месяцев в зависимости от вашей сварочной установки и скорости потока. Обычно мы запускаем сварочный аппарат TIG со скоростью потока газа около 10 литров в минуту, но это зависит от газовой линзы и чашки, с которой вы работаете. Итак, говоря о чашках, у нас здесь несколько.
На чем мы остановимся. Газовая чашка или сопло, как его обычно называют, является расходным материалом при сварке TIG.И хотя он не должен изнашиваться, мы называем его расходным материалом, потому что он сломается в первую очередь, если вы уроните фонарик на землю. Газовые чашки ломаются, потому что они сделаны из жаропрочных материалов, таких как оксид алюминия, который представляет собой розовый материал, пирекс, который является прозрачным, и стекло, которое также прозрачно. Они по своей природе хрупкие, и размеры этих чашек варьируются от цифры 3 для очень маленьких микрогазовых горелок до массивной цифры 24, которая составляет 38,4 мм для максимального газового покрытия.
Итак, у нас есть несколько разных газов, ну, это пирекс, а затем у нас есть еще несколько более крупных. Итак, вы увидите этот маленький фонарик, это маленькая прозрачная газовая чашка из пирекса, и это действительно может помочь, когда мы свариваем алюминий, и мы хотим спрятать этот вольфрам в чашке, чтобы поддерживать достаточный поток над вольфрамом, а затем для большей реактивности. такие металлы, как титан и нержавеющая сталь, мы можем использовать эти чашки большего размера. Я уже упоминал о корпусе стандартной цанги, в котором здесь проходит ряд отверстий и в котором находится вольфрам, а затем сопло выглядит примерно так.Итак, это некоторые из кусочков и деталей в сварке, которые вам понадобятся. Итак, как работают эти газовые баллончики, зависит от того, какую установку TIG-горелки мы используем.
К корпусу обычной цанги присоединяется обычная газовая чашка, и они доступны в размерах от чашки № 4 до чашки № 12. Вот о чем я говорил. С другой стороны, газовая линза заменит корпус цанги и может прикрепить более широкий диапазон чашек газовой линзы от номера 4 до номера 24.Действительно нужно очистить это место. Газовая линза, и причина, по которой у газовой линзы так много доступных нам размеров чашки, заключается в дизайне.
У обычного цангового патрона есть достаточно спокойный поток газа через ряд отверстий, выходящих в стакан. Вместо этого в газовой линзе используется серия металлических экранов для распределения газа по чашке. Таким образом, протекая через отверстия в корпусе обычной цанги, наш газ выходит в чашку и попадает на нашу заготовку без очень широкого охвата.И, как я уже говорил ранее, это нормально для алюминия, сваренного на переменном токе, но не совсем так для более реактивных металлов, таких как нержавеющая сталь или титан, которым требуется более широкий охват газом. Используя металлические экраны для распределения газового покрытия, газовая линза позволяет нам распределять газ по нашей заготовке, защищая зону сварного шва от загрязнений и обеспечивая высококачественную отделку сварного шва.
Устраняя турбулентные эффекты, которые обычная цанга оказывает на газ, газовая линза также может сэкономить потребление газа, будучи более эффективной и действенной.Это позволит вам сэкономить на текущих расходах на ваш баллон с газом, а большие газовые баллоны будут включать в себя второй, а иногда и третий ряд металлических экранов, которые рассеивают газ и заставляют его распространяться, когда он выходит через стакан. Таким образом, за счет того, что эти металлические экраны рассеивают газ и помогают распределять его по нашей заготовке, мы можем затем увеличить скорость потока газа в нашем баллоне, чтобы повысить эффективность. Большинство этих чашек, когда вы их покупаете, дадут вам действительно хорошее представление о том, сколько кубических футов в час или литров в минуту должно пройти через ваш регулятор в эту систему, чтобы обеспечить увеличенное покрытие из-за большего размера.Таким образом, даже если эти чашки большие и громоздкие, чем больше вы установили чашку, тем длиннее может быть выступ.
Вылет при сварке TIG вольфрамом — это длина вольфрама, выступающего за край чашки. И это особенно полезно при изготовлении, например, выхлопного коллектора, потому что большая чашка с большим выступом может значительно облегчить попадание в это слияние. Я настоятельно рекомендую вам использовать газовую линзу для сварки постоянным током, так как это сэкономит вам деньги на газе и улучшит общее впечатление от сварки TIG, сделав весь процесс намного более эффективным.Из-за пониженной реактивной природы алюминия газовая линза для сварки на переменном токе не является критичной. Это связано с тем, что алюминий не требует широкого газового покрытия.
Итак, теперь, когда наш фонарик настроен, мы можем сосредоточиться на том, что будет делать другая рука. Итак, как только наша дуга создала достаточно тепла в заготовке, чтобы сформировать контролируемую ванну расплава металла, мы можем затем создать сварной шов, добавив присадочный материал по нашему выбору в зону сварки, чтобы сформировать сварной шов. У меня здесь есть наполнители. Итак, это присадочный стержень, и он доступен в серии различных диаметров, начиная с 1.6 мм, затем увеличиваются до 2,4 мм, а затем до более крупных 3,2 мм. Таким образом, этот размер будет иметь прямое влияние на форму вашего сварного шва и даст вам возможность включать больше или меньше присадочного стержня в зависимости от вашего выбора диаметра.
В автоспорте мы обычно работаем с материалами ограниченной толщины, которые являются более легкими. Это означает, что вам вряд ли понадобится самый большой присадочный стержень 3,2 мм, поэтому выбор между 1,6 или 2,4 мм действительно зависит от вашего материала и типа сварного шва, который вы хотите создать.При сварке на постоянном токе мягкой стали, хрома, нержавеющей стали и титана я никогда не использую присадочный пруток большего диаметра, чем 1,6 мм. В редких случаях я даже обрезал небольшое количество проволоки 0,9 мм с катушки с проволокой MIG, чтобы сваривать очень мелкие детали с очень контролируемым включением проволоки небольшого диаметра. Однако при сварке алюминия на переменном токе мы обычно используем присадочную проволоку большего диаметра 2,4 мм или даже самую большую проволоку 3,2 мм, если нам нужен больший профиль шва и скорость сварки.
Говоря об алюминии, вы, возможно, слышали термин «складывание десятицентовиков».Это все связано со скоростью включения присадочного стержня. Выберите слишком маленький диаметр, и вы будете стремительно набирать достаточно присадочного стержня в сварочную ванну. Если сделаете слишком большой сварной шов, получится слишком большой сварной шов, а это может означать, что вам придется добавить слишком много тепла в зону сварки. Хорошее практическое правило — подбирать толщину материала и диаметр присадочного стержня.
Наконец, когда присадочный стержень проходит через производственный процесс, он может собирать масла и начать окисляться при транспортировке.Поэтому важно протереть и заготовку, и стержень ацетоном, чтобы удалить эти загрязнения, прежде чем помещать их в сварочную ванну. Если вам интересно, какой присадочный пруток использовать для вашего конкретного материала, у нас есть подробное руководство в нашем практическом курсе сварки TIG. Поэтому, прежде чем мы двинемся дальше, я хочу немного продемонстрировать вам алюминиевый наполнитель, который у меня есть на стенде. Протрите его ацетоном и просто покажите вам загрязнения, исходящие от этого материала, и если бы мы этого не сделали, то включили бы это в сварной шов.
Так что мне нравится держать под рукой хорошую чистую тряпку, и я подниму ее сюда, чтобы вы могли видеть, а затем, прежде чем приступить к сварке, мы берем ряд стержней, которые могут нам понадобиться для нашей сварки. процесса и просто протрите их тряпкой с небольшим количеством ацетона, чтобы удалить любое из этих масел с производства и доставки, а также любые загрязнения, которые могут там находиться. Итак, как видите, на алюминиевой присадочной штанге довольно много грязи. И мы можем сделать это со всеми нашими присадочными стержнями, мне особенно нравится делать это с титаном, потому что он настолько реактивен, что мы не хотим вносить в него какие-либо загрязнения.Как вы можете видеть, на стержне из мягкой стали довольно много грязи, и, как и обычная сталь, наши стержни могут ржаветь и разлагаться с годами, поэтому, если у вас есть довольно старые стержни, это особенно важно. . И я рекомендую делать это всегда при сварке алюминия.
Так что я вынесу это за пределы досягаемости, чтобы мы не взорвались. Потому что немного позже мы займемся сваркой. Теперь, когда обе руки заняты горелкой и присадочным стержнем, мы можем использовать еще одну часть нашего тела, чтобы влиять на сварной шов.Одна из наиболее широко используемых форм контроля силы тока при сварке TIG в автоспорте — это подключаемая ножная педаль. В нем используется переключатель переменного тока, который позволяет вам регулировать силу тока так же, как и положение акселератора в автомобиле.
Это дает нам возможность регулировать силу тока на лету, нажимая педаль на 100% от предварительно запрограммированных значений силы тока, а затем отключаясь, если нам требуется меньше силы тока и тепла в сварном шве. Так что, чтобы дать вам представление, у меня есть ножная педаль.Итак, это типичная педаль для сварки TIG, и я не собираюсь нажимать ее, потому что сварочный аппарат включен, но когда он полностью закрыт, то есть 100%, это инициирует 100% тока, который мы установили. наш сварщик TIG. Так что это действительно удобно для прихватывания и сварки алюминия, когда мы хотим очень быстро нагреть деталь, а затем, особенно для алюминия и других материалов, поскольку они нагреваются или могут стать тоньше в некоторых местах, мы можем вернуться к сварка, и мы сможем вытащить педаль прямо из нее до момента, когда мы отключим сварку.Так что это действительно удобная и отличная функция при сварке в автоспорте, когда мы работаем с материалами, толщина которых нам неизвестна, иначе мы можем быть удивлены и для этого что-то понадобится.
Итак, как я уже сказал, алюминий — отличный пример того, насколько полезной может быть способность ножной педали контролировать сварку. Поскольку алюминий является отличным проводником тепла, алюминий имеет тенденцию впитывать большую часть начальной силы сварочного шва, прежде чем быстро нагреться. Это означает, что мы должны инициировать дугу с большим током, чем нам нужно, прежде чем уменьшать ток по мере продвижения по сварному шву.Ножная педаль также позволяет нам регулировать нагрев материала неизвестной толщины. Представьте, что вы свариваете поддон пола в машине, некоторые секции которого имеют толщину в 3 слоя.
В том же сварном шве вы также можете встретить тонкий участок, который потребует от вас вынуть педаль и снизить установленную силу тока до 50%. В автоспорте довольно часто приходится сваривать в некоторых неудобных положениях, и вместо того, чтобы переключаться обратно на ручной переключатель, чтобы выполнить работу, вы можете легко использовать ножную педаль между колен, если вы лежите или не можете использовать Ваши ноги.Итак, когда физическая настройка нашего сварочного аппарата завершена, мы можем сосредоточиться на настройках. Когда вы впервые взглянете на своего нового сварочного аппарата, количество кнопок и регуляторов может быть немного ошеломляющим, но как только вы поймете, что все делает, все встанет на свои места. Мы оставим корректировку этих настроек на другой день, но давайте начнем с простого понимания, что они из себя представляют и для чего они нужны.
Итак, во-первых, если у вас есть сварочный аппарат TIG только на постоянном токе, то вы ограничены сваркой черных металлов, таких как низкоуглеродистая сталь, хромолибден, нержавеющая сталь и титан.Если у вас есть сварочный аппарат переменного / постоянного тока, то режим переменного тока может расширить ваши возможности сварки и для алюминия. Переключение между режимами на сварочном аппарате AC / DC простое, а режим AC открывает еще несколько настроек, которые относятся к регулировке переменного тока. Например, настройки баланса переменного тока и частоты помогают при сварке алюминия. Сварочные аппараты TIG с высокой частотой позволяют использовать высокочастотный пуск.
Это отличается от пуска с нуля и подъема, так как требует контакта вольфрама при работе для зажигания дуги.Высокочастотный пуск не работает, поэтому он рекомендуется для всех видов автоспорта и должен всегда включаться, чтобы обеспечить бесконтактный запуск дуги. Таким образом, в обеих машинах довольно легко убедиться, что ВЧ-пуск включен, и обычно после настройки машины вам никогда не придется его переключать, потому что мы всегда рекомендуем использовать ВЧ-пуск в автоспорте. Некоторые аппараты имеют настройки 2T и 4T, которые определяют цикл начала и окончания процесса сварки TIG. Режим 2T инициирует и удерживает дугу, пока нажата кнопка или ножная педаль.
Итак, это, как я уже сказал, кнопка на фонарике. Режим 2T, я думаю, исключает накладные расходы, я думаю, это означает, что мы не будем использовать этот сварочный аппарат. Таким образом, режим 2T инициирует и удерживает дугу, пока нажата кнопка или ножная педаль. А затем гаснет дугу при отпускании. С другой стороны, режим 4T дает вам возможность вручную удлинить или сократить цикл начала и завершения, позволяя нажать, удерживать и затем отпустить цикл запуска, извините, что отпустите цикл запуска, а затем нажмите и удерживайте, а затем отпустите, чтобы завершить цикл .
Таким образом, вы нажмете кнопку на горелке, чтобы начать цикл сварки, он будет увеличиваться со скоростью, которую вы запрограммируете в машине, и тогда вам не придется держать эту кнопку нажатой все время. что вы выполняете сварку до тех пор, пока не будете готовы закончить, а затем снова нажмите кнопку, и тогда начнется цикл наматывания для прекращения дуги. Итак, теперь давайте пройдемся по различным частям цикла сварки TIG и посмотрим, что происходит в каждой точке. Начнем с предварительного потока.Предварительный поток — это время, в течение которого газовый соленоид пропускает газ через горелку до начала дуги. Это создает хороший газовый экран вокруг вольфрама и заливает заготовку перед сваркой.
Для различных материалов требуется разное количество предварительной подачи, о чем мы подробнее расскажем в разделе «Навыки сварки для конкретных материалов» нашего курса TIG. В начале цикла у нас также есть стартовый ток и нарастание тока, которые позволяют вам легко перейти к сварочному циклу после нажатия кнопки или ножной педали.Пусковой ток — это процент от установленной вами силы тока, а нарастание тока — это количество времени, которое требуется для перехода этого процента в установленную вами силу тока. Это мягко инициирует дугу и может позволить вам занять позицию и точно увидеть, с чем вы работаете, прежде чем сварочные токи поднимутся и создадут расплавленную сварочную ванну. Я считаю, что это может быть очень удобно, когда вы находитесь в трудной ситуации, если у вас настроен подъем по наклону, тогда вы можете инициировать дугу, и это даст вам время, чтобы занять позицию, не переходя прямо на 100% установленную силу тока.
Итак, следующий импульс определяет переключение машины с максимальной силы тока на базовую, или, как ее иногда называют, фоновую силу тока. Это может быть чрезвычайно полезно, если вы хотите уменьшить количество тепла в детали за счет эффективного уменьшения времени, в течение которого сила тока проникает в металл. Импульсная функция используется в автоспорте постоянно, потому что она очень эффективна при работе с более тонкими материалами. Вы можете контролировать частоту импульсов, которая измеряется в герцах на любом аппарате TIG, который предлагает импульсное управление.Это определяет, сколько раз машина переключается с высокой на низкую силу тока в секунду.
Например, при частоте импульсов 1 герц аппарат будет перебирать настройки импульсов каждую секунду. Вот почему этот режим также известен как импульс в секунду. С другой стороны, баланс импульсов относится к проценту времени, в течение которого ваш пульс остается в фоновом режиме или при более низком значении силы тока. Чаще всего его оставляют в диапазоне 50%, если только вы не хотите действительно точно настроить параметры сварки.Понижающий и конечный ток завершают цикл 4T и могут помочь при сварке кратеров, которые могут возникнуть при слишком раннем отключении дуги.
Выполнение цикла нисходящего уклона может помочь смешать и помочь с чистовой обработкой шва, особенно на алюминии, где он может пострадать из-за падения профиля валика ближе к концу сварного шва. Под этим я подразумеваю, как я уже сказал, говоря о цикле подъема по наклону, вы постепенно входите в сварной шов в течение заданного промежутка времени. Обратным концом этого является спуск вниз. Итак, как я уже сказал, он действительно хорошо работает с алюминием, где, если вы сразу отключите сварной шов, вы действительно можете получить сжатие этого расплавленного материала, и он образует кратер, который со временем может фактически вызвать трещину.Поэтому, чтобы избавиться от этого, мы используем нисходящий наклон, и если мы увеличим это количество времени, он постепенно вернет расплавленную сварочную ванну обратно в твердое тело, и если мы сможем это действительно контролировать, это приведет к лучшему сварному шву и, надеюсь, более прочному сварной комбинезон.
Итак, когда сварка закончена, нам нужно защитить металл по мере его охлаждения. Постпоток относится к продолжению потока газа после того, как ковчег остановился. Это помогает нам охладить заготовку под защитой газообразного аргона. Алюминий и низкоуглеродистая сталь не требуют дополнительной продувки, но для гораздо более реактивных металлов, таких как нержавеющая сталь и особенно титан, чем выше нагрев, тем дольше потребуется продувка.Когда мы работаем с алюминием в режиме переменного тока, становятся доступными несколько дополнительных настроек, которые необходимо настроить.
Весы переменного тока очень важны. Его иногда называют режимом очистки, потому что он удаляет оксид, который естественным образом образуется на алюминии, даже после его тщательной очистки. Это может быть немного запутанным параметром для работы, потому что чем ниже процент, который мы используем, тем больше он очищает, но также тем меньше проникает мы. Поэтому необходимо найти правильный баланс.Частота переменного тока — это еще одна настройка для алюминия, необходимая для точной настройки нашей сварки на переменном токе.
Эта частота измеряется в герцах и определяет количество раз в секунду, когда машина меняет ток. Высокая частота может достигать 100 Гц и фокусирует дугу для более точной и точной сварки. Уменьшая эту частоту до 50%, мы можем расширить дугу и заставить ее прыгать и быть менее сфокусированной, что также имеет свое применение. Итак, это всего лишь краткий обзор возможностей регулировки сварочного аппарата TIG.Как видите, он очень подробный, поэтому, когда наша физическая настройка завершена, давайте перейдем к процессу сварки и методам, которые вам необходимо освоить, чтобы стать профессионалом в сварке TIG.
Итак, сначала приступим к подготовке нашей заготовки. Это наш материал, и он в наибольшей степени влияет на то, насколько хорошо он поддается сварке TIG. Все металлы должны быть чистыми и свободными от грязи, окисления, ржавчины, масел, миловой окалины или покрытий, таких как краска, цинк, гальваника или хром, для получения стабильных и чистых сварных швов TIG.Одна вещь, которую мне нравится здесь использовать, — это скотч-брайт, и если вы регулярно посещаете наши курсы, вы знаете, что он имеет множество применений в производстве, и сварка TIG является одним из них. Таким образом, скотч-брайт поможет нам очистить наш материал и позволит нам удалить окисление с поверхности и, в свою очередь, даст нам более чистый сварной шов.
Итак, это всего лишь подушечки из скотча, они доступны в коробках и заслуживают того, чтобы ими оборудовать вашу мастерскую. Еще одна общая черта всех металлов — это то, что они должны правильно подходить друг к другу, чтобы обеспечить неизменно высокое качество сварки TIG.Я говорю о стыковке двух металлических частей, которые вы собираетесь сварить. Потратив немного больше времени на правильную установку наших деталей, мы сэкономим гораздо больше времени на сварочном процессе и обеспечим более контролируемый и однородный сварной шов. Подача слишком большого количества тепла в соединение также приведет к большему расширению и сжатию, что приведет к перемещению детали, если она недостаточно зажата или зажата.
Итак, независимо от того, какой материал мы свариваем, важно сначала проверить нашу технику и настройки сварочного аппарата.Лучший способ сделать это — взять металлолом и начать подготовку к серии пробных сварных швов. Прежде чем мы продолжим, давайте поговорим о том, как мы держим фонарик. Комфорт важен, когда мы хотим произвести стабильную сварку TIG. А удерживая фонарик как карандаш, мы получаем больше маневренности с головкой резака.
Обернув поводок вокруг руки, мы также можем снять небольшой вес с запястий, чтобы улучшить маневренность. И чтобы дать вам небольшую демонстрацию этого, поскольку я использую ножную педаль с этим проводом, он все еще может мешать, и это все еще может раздражать, особенно если вы находитесь в машине и перевернуты. поэтому обычно, когда я держу в руке горелку TIG, я держу ее как карандаш.Особенно с одним из них, очевидно, что у нас нет кнопки, он управляется ножкой, вы действительно можете обойти его голову, и если вы свариваете в условиях очень низкой силы тока, и вы хотите получить максимальный контроль от вашего резака, вы даже можете поднести пальцы прямо к голове и управлять им вот так. Но обычно, когда мы свариваем, вы хотите держать горелку, как карандаш, и, обернув свинец вокруг руки, вы можете иногда перекинуть его через плечо, немного обернуть вокруг руки, вы оставите это свободным, и он Вы не будете перетаскивать или зацепляться за какие-либо компоненты на автомобиле, который вы свариваете, а затем, хорошо держась за руку и, очевидно, в перчатках, вы сможете выполнить сварку с максимальным контролем, который вы возможно мог бы иметь.И опять же, все связано с получением красивого сварного шва.
Так что, возможно, вы держите резак правильно и под прямым углом, но при сварке TIG труднее всего научиться близости вольфрама к заготовке. Поэтому мы обычно оставляем ее в диапазоне 3-5 мм от сварочной ванны, и для того, чтобы контролировать эту длину дуги, может потребоваться много практики. Сохраняя его как можно короче, не позволяя электроду касаться основного металла или присадочного стержня, также может быть полезно немного приоткрыть дугу, поднимая горелку при вводе присадочного стержня в сварочную ванну.Таким образом, когда наша доминирующая рука направляет горелку TIG, наша другая рука будет добавлять присадочный стержень. Сварочная ванна распознается как смачивание материала, и она должна иметь яркий блеск, поскольку она становится жидкой, и это будет иметь большое значение для того, насколько хорошо вы будете видеть свой сварной шов, и, очевидно, когда вы учитесь сварке TIG, вы хотите хорошая прозрачная линза на вашем шлеме, а затем действительно сфокусируйтесь на этой дуге, и, как я уже сказал, вы можете заметить намокание материала или металла, который мы свариваем, так что он выйдет из твердого тела, это создаст небольшой сварочной ванне, в середине нее начнется перемешивание, а затем мы сможем ввести в нее присадочный стержень, и погружение присадочной проволоки должно выполняться в пределах защищенной зоны газового потока.
И снова очень удобно иметь на нем большую чашку для сварки TIG, особенно когда мы используем такие материалы, как титан. Так что на самом деле держитесь, и довольно сложно сосредоточиться на всех этих аспектах одновременно, когда вы учитесь, и действительно важно понимать, где находится ваша присадочная проволока, и вы хотите, чтобы она была как можно ближе к горелке и т. Я сказал, что если вам будет легче, вы можете немного приподнять горелку и проткнуть присадочный стержень, но всегда следите за тем, чтобы конец заправочного стержня находился в потоке газа, потому что на него снова влияют загрязнители в атмосфере, если это не так.Итак, как только вы нанесете немного присадки в расплавленную сварочную ванну и начнете двигаться вдоль сварного шва в толкающем направлении, используя комбинацию большого, указательного и среднего пальцев, мы можем научиться подавать присадочный стержень в сварочную ванну. чтобы создать красивый однородный вид бусинки. Практикуйтесь в этом в свободное время, чтобы чувствовать себя более естественно, а когда придет время сваривать, вы можете сосредоточиться на своих настройках и технике. И что я имею в виду под этим, так это взять какой-то присадочный стержень, и вы можете сократить его немного меньше и просто потренироваться, и то, что вы хотите достичь, вероятно, будет проще, если я сделаю это выше здесь, поэтому вы хотите достичь может удерживать конец присадочного стержня в неподвижном состоянии при вводе его в сварочную ванну.
Так что это требует некоторой практики, и опять же это сложно, если вы используете ножную педаль, вы концентрируетесь на вводе усилителей, а затем вы концентрируетесь на том, чтобы держать вольфрам на 3-5 мм выше детали, чтобы вы не загрязняйте его, и тогда вы также сосредотачиваетесь на том, чтобы удерживать присадочный стержень в этом потоке газа, а затем нанести его движением, которое создаст красивый вид сварного шва. Так что есть над чем подумать, и опять же, практика приводит к совершенству, и если вы продолжите практиковать ввод присадочного стержня, и вы сможете делать это разными способами, тогда вы получите довольно хорошее представление о том, что для этого нужно, особенно в сварка алюминия, чтобы иметь возможность вводить это и создавать тот вид, к которому мы все стремимся, конечно.Так что, когда мы учимся сварке, часто приходится немного расслабляться и забывать о положениях горелки. Поэтому не забывайте, что длина дуги должна быть как можно короче и одинаково отдавать предпочтение обеим половинам материала, который вы свариваете. И снова это сводится к тому, чтобы иметь четкую линию обзора, поэтому убедитесь, что ваш шлем работает правильно, он красивый и чистый.
Таким образом, прежде чем мы начнем выполнять какие-либо полные сварные швы, важно сначала прихватывать наши детали. Прихваточный шов — это небольшой сварной шов, достаточно большой, чтобы соединить обе части, которые мы хотим сварить вместе.Хорошая подгонка очень важна для того, чтобы иметь возможность создать прихватку небольшого размера, но большую по прочности, и наличие недавно заточенного вольфрама также важно здесь, потому что это поможет в точном направлении дуги, чтобы минимизировать тепловложение и направить его. в пропасть, которую мы пытаемся преодолеть. Также можно выполнить прихватку без использования присадочного стержня в процессе, называемом прихваткой плавлением. Это то, что я продемонстрирую через минуту, и я много делаю с очень важными деталями, такими как выхлопные системы из нержавеющей стали и титана.
Сварочная закрепка работает так же, как и обычная закрепка, но вместо использования присадочного стержня для соединения двух частей, мы фактически плавим две части вместе. Это создает приятную небольшую прихватку, которая не повлияет на форму готового сварного шва, как кусок присадочного стержня, лежащий на поверхности. Поэтому при использовании нескольких прихваточных швов мы хотим разместить сварные швы на противоположных сторонах детали. Это гарантирует, что наша деталь удерживается на месте противоположной прихваткой, чтобы уменьшить эффект расширения и сжатия, который мы будем иметь на сварном шве.Итак, у меня есть несколько кусков нержавеющей стали, так что это 2 трубы, которые мы соединим вместе, и я проведу вас через процесс прихваточной сварки с помощью TIG, и, как я уже сказал, прежде чем я собираюсь стремиться к сварке. закрепите их, потому что посадка действительно хороша.
Но сначала нам нужно подготовить наш материал, и мне нравится использовать этот скотч-брайт, о котором я говорил ранее, поэтому нам нужно вернуть блеск натуральной стали и удалить любые загрязнения, которые находятся на внешней стороне Это.Итак, придав ему хороший блеск, просто натерев скотч-брит, и помните, использовался ли ваш скотч-брит для мягкой стали и вы хотите сваривать титан, алюминий или нержавеющую сталь, как я здесь, тогда важно, чтобы ваш scotch brite не использовался для мягкой стали, и мне всегда нравится вырезать уголок, если я просто так знаю, что использовал его на других частях, и если я использую его на своих деталях из нержавеющей, титановой или алюминиевой стали , Я буду вводить нежелательные загрязнители в зону сварного шва.Итак, очистив наши детали, я сейчас возьму ацетон. Это придаст им красивый вид, удалит масла и все, что находится на поверхности. Мы просто хотим немного очистить зону сварного шва.
Всегда хорошо отделять область, вероятно, на 50 мм от области, которую мы свариваем, также хорошо, потому что если на ней есть какие-либо масла или отпечатки пальцев, они могут прожечь поверхность и выглядеть немного некрасиво, когда мы закончили. Итак, теперь, когда наш ацетон скрыт из виду и не представляет опасности, мы можем подготовить эти детали к сварке.Я надену перчатки, потому что мои руки будут находиться довольно близко к сварным швам. Так что наденьте их, а затем я надену свой сварочный шлем с автоматическим затемнением. У меня только что появился свежий экран, так что он должен быть красивым и четким.
Я только что вставил сюда новые батарейки, это то, что всегда нужно держать в мастерской, убедитесь, что у вас есть запасные батарейки для вашего шлема в ящике, чтобы, когда они разрядятся в самый неподходящий момент, так всегда бывает, вы можете добавить несколько новых и продолжить работу.Я включаю сварщика. Итак, у меня есть этот набор примерно на 130 ампер, очевидно, я использую ножную педаль, поэтому я не собираюсь использовать все это. Это материал толщиной 1,6 мм, поэтому для сварки потребуется всего около 75 ампер, и, особенно, поскольку он нержавеющий, он имеет очень низкую скорость теплового расширения, поэтому большая часть тепла остается в зоне сварки. Я просто хочу убедиться, что у меня есть баллон, у меня есть газ, настроенный на 10 литров в минуту, а затем, когда мы держим фонарик, я снова оборачиваю его вокруг своей руки, чтобы свинец не висит на краю моей скамейки.
И затем держу фонарик как ручку, очевидно, у меня нет переключателя на этом, так что я держусь хорошо и близко к теплу. Затем я размещаю свои детали и готовлю их к сварке. Поэтому при выполнении прихваточного шва важно убедиться, что прихваточный шов хорош и плотно прилегает к нему, а затем плотно прилегать к шлему, чтобы можно было увидеть сварной шов и получить хороший прихваточный шов. Итак, я все настроил и готов к работе. Подходите аккуратно и близко, как я сказал, поставил ногу на ногу, я постараюсь не закрывать верхнюю камеру, чтобы вы могли видеть, что происходит.
Опустите шлем, нажмите на педаль. Я смотрю, как деталь соединяется, снимаю педаль и получаю прихваточный шов, красивый и низкий. А теперь мы увеличим его вдвое с других сторон, чтобы наша часть создала хорошее прочное соединение, как вы можете видеть, там он немного открыт, есть небольшой зазор. Что мне здесь нравится, так это просто надавить на часть стола, чтобы закрыть ее, а затем сделать прихваточный шов на противоположной стороне. И снова то же движение, шлем вниз, нажмите на педаль.
Посмотрите, как деталь соединена, вытащена из педали и закреплена с обеих сторон. Таким образом, вы можете услышать, как газ идет до и после фактического отключения сварного шва, этот поток газа до и после сварки, и это отличная вещь, особенно при работе с химически активными металлами, такими как нержавеющая сталь и титан, потому что это позволяет им охлаждаться. и позволяет зажигать дугу под экраном из аргона. Так что я собираюсь прикрепить его еще в двух местах, чтобы убедиться, что он не будет ходить, когда я свариваю.И если вы можете представить, что это одна из основных трубок в коллекторе, тогда, если это в начале рядом с фланцем, прикрепленным болтами к головке, и у вас есть коллектор слияния дальше по линии, и у него есть небольшой зазор в если вы свариваете, тогда это расширение и сжатие могут сильно перемещаться, а затем, очевидно, привести к тому, что жатка не будет возвращаться вместе так, как это было задумано. Итак, мы снова сделаем так же, как и раньше.
Шлем опущен, ножная педаль опущена, предварительный поток газа, отпускание педали назад, дополнительный поток газа.И там есть симпатичная затонувшая гвоздь, и это фьюжн, потому что я не использую присадочный стержень. На этом мы будем использовать небольшой стержень для наполнения. Это то, что я убирал раньше. Итак, я приступлю к работе аккуратно, поэтому при использовании присадочного стержня вы должны получить его, чтобы он был готов втиснуться в сварной шов.
Ножная педаль опущена, начало нагревания, один удар присадочного стержня, обратно. И вот у нас есть 4 прихватки вокруг нашей детали, которая теперь готова к сварке. Поэтому, когда мы свариваем такую трубку, она может немного покачиваться.Я просто возьму небольшой V-образный блок, на который я могу сесть. Поэтому может быть важно настроить деталь так, чтобы вы могли произвести наилучший сварной шов, на который только можете.
Мне нравится переходить от прихваточного шва к прихваточному шву. Я сделаю это за 4 операции. Снова используйте присадочный стержень, чтобы убедиться, что я ввожу достаточно материала в сварной шов, чтобы мы получили хорошее проплавление и хорошее наращивание материала и создали красивый сварной шов. Итак, у меня снова есть ножная педаль, я не использую все свои усилители, но это одна из хороших вещей в этом.Я наматываю провод на руку, хватаю горелку как ручку, двигаюсь внутрь, сажаю вольфрамовый наконечник примерно на 2-3 мм выше той части, где я начинаю начинать сварку, и бегаю примерно на 10- Выступ здесь 15 мм, так что я могу хорошо визуализировать эту часть.
Мне нравится делать быстрый пробный прогон, чтобы я мог переместить деталь и просто убедиться, что мне комфортно от начала до конца, а затем мы можем войти в сварной шов. Итак, удерживая заправочный стержень в газовой зоне, нажмите на педаль. Я вижу, как две части сходятся.Мне нужно настроить чувствительность на шлеме. Иногда, когда вы свариваете такие блестящие детали, шлемам может быть очень трудно определить, что является сварным швом, а что — отражением.
Так что иногда вам, возможно, придется увеличить чувствительность, что может немного раздражать, но, по крайней мере, у нас есть возможность сделать это. Итак, снова спускаемся туда. Мой шлем теперь в рабочем состоянии, могу вводить наполнитель и просто перемещаться по сварному шву. Обмакивая наполнитель на ходу, я собираюсь сделать это на 180 ° на противоположных гвоздях, просто чтобы все было одинаково.Вы можете заметить здесь, что я не загружаю свой материал, я не использую его в достаточном количестве, чтобы делать это, и это довольно часто встречается с небольшими деталями, вы просто держите наполнитель и просто перемещаете его во время работы через это.
Это также может быть полезно для обучения, возможно, вы не остановите весь процесс, поэтому исключение из него одной из переменных может помочь. Хорошо, теперь мы соединим оба этих сварных шва. Нажмите на педаль, или, если бы у меня была кнопка на фонаре, я бы ее нажал. Введите присадочный стержень, как только увидите расплавленный шар сварного шва.А затем с хорошей прямой видимости мы можем видеть, когда наш сварной шов переходит в противоположный сварной шов.
Итак, у меня осталась четверть трубки. Это значительно упрощает работу с этими маленькими V-образными блоками. А потом настройка. И повторяя процесс, это будет точно так же для мягкой стали. И титан.
Алюминий, будет изрядно нагреваться, мне придется снова протянуть руку сюда. Что я мог бы сделать для этого. Нажатие на ножную педаль, предварительная подача газа. Слегка отступая от сварного шва ногой, я подхожу к нагретой части.И этот сварной шов готов.
Итак, я не уверен, насколько вы сосредоточены на этом, но это хороший аккуратный маленький сварочный шов из нержавеющей стали. Это будет 1 из 100, которые находятся в выхлопной системе. Итак, одна из вещей, на которую мы хотим обратить внимание после того, как мы сварили нашу деталь, — это взглянуть на ее окраску. Для нержавеющей стали, очевидно, хорошо подойдет блеск с немного синим и золотым оттенком. Вы не хотите, чтобы на нем было потемнение или дымка, это означает, что у вас могли быть некоторые проблемы с количеством газа, проходящим через деталь, и, если это мягкая сталь, опять же, коричневая дымка приведет к некоторым проблемам с вашей деталью. сварка и это загрязнение.
В титане, если вся наша деталь имеет дикие цвета, мы ищем соломенно-золотой цвет при сварке титана. Все остальное — это реакция на атмосферу, от которой трудно избавиться. Но, опять же, использование чашки большего размера и достаточного потока газа на 100% аргоне должно обеспечить достаточное покрытие с вашей стороны. Так что я сейчас сниму свой шлем, рад, что вставил в него новые батарейки, иначе все пошло бы не очень хорошо. Может снова возникнуть разочарование из-за отражения блестящих деталей при сварке TIG.
Ваш шлем как бы то складывается, то вынимается, и это немного беспокоит. Так что помните, если у вас есть какие-либо вопросы, введите их в чат, и я попрошу команду поставить их в очередь. Сахус спрашивает, мы планируем построить и завершить выхлопную систему, есть ли какие-либо расчеты для размера труб, а также для сборки арматуры, такой как каркас безопасности, поэтому, если вы можете, пожалуйста, упомяните их. Действительно хороший вопрос, Сахус, и он о том, что это во многом связано с двигателем, который вы используете для создания выхлопной системы.Обычно вы обнаружите, что другие люди, которые строят двигатели, вероятно, потратили немало времени на разработку этого, и обычно мы пытаемся подобрать размер выпускного отверстия в соответствии с диаметром.
Например, в моем 2-литровом 4-цилиндровом SR20 я использовал трубку с внешним диаметром 1,75 дюйма. Это составляет около 44 мм снаружи при толщине стенки 1,6. У нас есть внутренний диаметр чуть более 40 мм, который соответствует выпускному отверстию, и как только вы сделаете его овальным, так что, когда они выходят из головы, это хороший поток в этот диаметр коллектора.Итак, когда я работал над этим, вы можете составить несколько уравнений, мы рассмотрим все это в нашем конкретном курсе выпускного коллектора, который будет приближаться, но с точки зрения размеров и размещения ваших труб и их пересечения, поэтому ваша первичная трубка, которая входит в коллектор слияния, обычно более длинная первичная будет создавать более крутящий момент и способствовать более высоким оборотам. Так что это во многом связано с динамикой и тем, что вы хотите сделать с автомобилем с точки зрения каркасов безопасности.
Обычно это конкретный вопрос к руководящему органу автоспорта.Итак, здесь, в Австралии, у нас есть действительно строгий набор правил, согласно которым мы должны использовать основные пяльцы размером 1,75 дюйма. Это 44,45 мм в диаметре, и тогда все остальные трубки могут быть диаметром 1,5 дюйма или 38,1 мм. И у нас есть условие, что мы должны работать с толщиной стенок 2,6 мм. Поэтому, если вы обратитесь в свой руководящий орган или на ипподром, на котором вы хотите принять участие, или если вы просто хотите провести несколько клубных дней или что-то в этом роде, просто убедитесь, что ваш материал, который вы собираетесь выбрать, применим к тем и позволит вам участвовать в этих мероприятиях.
И я всегда предлагаю, чтобы даже если вы не строите машину для соревнований, все равно присмотритесь к ним, потому что они дадут вам действительно хорошее представление о том, какой тип прочности нам нужен в каркасе безопасности. В противном случае вы можете построить что-то, что даже вы сами, когда продвинетесь дальше и захотите больше наслаждаться своей машиной, вы можете захотеть начать участвовать в гонках этой серии или вы можете продать машину, и это станет настоящим препятствием для покупки нового владелец должен переделать эту клетку, поэтому, если вы собираетесь что-то делать, делайте это правильно.Как я уже сказал, здесь, в Австралии, у нас есть довольно строгие правила по этому поводу, и да, вам решать, где вы живете, отправиться на свой местный ипподром, поговорить с людьми, которые там находятся, и они должны дать вам некоторые рекомендации по диаметр трубок для вашего приложения. Ох спрашивает, плохо ли точить вольфрам специальным лепестковым диском? Вовсе нет, я всегда говорю, что острый вольфрам лучше, чем тупой, независимо от того, как вы его затачиваете, он все равно даст вам лучшие результаты, чем загрязненный.Итак, как я уже сказал, я обычно использую метод сверления только потому, что он дает мне немного, я думаю, он дает хорошую структуру зерна на фактической резкости вольфрама.
Я был известен, если я нахожусь в поле, или если я ремонтирую свой автомобиль, и у меня нет верстака, или если вы работаете в магазине, где нет верстака шлифовальный станок, то вы всегда можете использовать ручную шлифовальную машину, а затем, конечно, носить с собой все свои СИЗ и затачивать вольфрам на ходу. Так что это нормально и для внешнего вида из мягкой стали, даже если ваш диск заслонки не предназначен для этого материала, тогда это не будет иметь большого значения, если ваш вольфрам острый и покрыт достаточным количеством аргона.Это будет довольно разумная работа, но особенно если вы работаете с нержавеющей сталью, титаном или даже алюминием, тогда неплохо было бы посвятить круг на настольном шлифовальном станке для заточки вольфрама. И даже в ситуациях, когда специализированные сварщики титана будут иметь специальное колесо на шлифовальном станке для титана, просто для того, чтобы убедиться, что вы не вносите никаких загрязнений в этот материал, и это также может быть немного проблемой с алюминием. Как только мы внесем загрязнение в этот сварной шов, все может довольно быстро запутаться, так что да, я согласен, просто возьмите откидной диск, и пока он достаточно чистый, это будет хорошо для мягкой стали и большинства других металлы.
Но я бы не рекомендовал его тем более, металлам с высоким уровнем загрязнения. Итак, водяное охлаждение или воздушное охлаждение, поэтому у Мэтта есть вопрос. Поэтому, когда мы говорим о TIG с водяным охлаждением, мы говорим о том, что в свинце, который в него попадает, вода будет проходить через головку горелки и фактически вокруг нее. Таким образом, это происходит в ситуациях с высоким током, что типично для сварки алюминия, мы могли бы, например, выполнять сварку топливного бака, когда у нас есть метр сварочного материала, и нам нужно безостановочно перемещаться от одного конца до другого.Огромное количество тепла, которое попадает в голову, может фактически повредить все компоненты.
И не только это, его трудно удерживать, поэтому, когда мы говорим о TIG с водяным охлаждением, у него будет отдельный блок, в котором на самом деле есть охладитель воды, который похож на масло кулер. Таким образом, вода будет проходить через это, у него будет маленький вентилятор, установка охлаждения, а затем у него будет вход и выход воды, который течет через головку и делает все прохладным, ну не холодным, но недостаточно горячим, чтобы это ничего не повредит.Но обычно в автоспорте, если мы делаем много работы с мягкой сталью, довольно редко бывает даже близко к 200 ампер. Но определенно в производстве алюминия, если вы много занимаетесь этим, то TIG с водяным охлаждением действительно может пригодиться. Но для большинства из нас дома, кто не хочет дополнительных расходов на охладитель воды, все, что нам нужно сделать, это сделать часть сварки, возможно, оставить горелку на пару минут, пока вы идете, сделайте что-нибудь еще, а затем приходите. вернуться к своей работе.
Он должен быть достаточно холодным, чтобы продолжить работу, но определенно поможет, если вы много занимаетесь сваркой алюминия, особенно на переменном токе, вы можете охладить горелку и сделать это лучше один раз. все остыло.Ребята там еще что-то печатают. Вот и все, это не вопрос, это просто заявление. Но опять же, ребята, за последние 10 лет у меня было отличное время для сварки TIG, как только я овладел этим навыком, это позволило мне делать гораздо больше, чем просто сварку. Итак, когда я начал производство, я изучил процесс сварки MIG, и только после того, как я изучил процесс сварки TIG, он открыл целый ряд удивительных возможностей в сварке алюминия, в выполнении потрясающих работ с титаном и нержавеющей сталью и просто возможность действительно контролировать сварной шов и не только это, его чистота действительно помогает в автоспорте.
Для нас непрактично все время скрывать все. Если вы просто хотите приварить язычок в моторном отсеке на кусочке трубы, тогда будет довольно легко взять TIG, установить его на машину и ничего не прикрывать. Конечно, мы должны проверять наличие утечек, это большая часть процесса проверки самих себя на предмет наличия СИЗ и проверки нашего рабочего места на предмет каких-либо проблем безопасности, но легко просто взять TIG и приварить кое-что, вам не о чем беспокоиться о попадании брызг на стекло, прожигании сидений.Мы можем проделать действительно действительно чистую работу, и, опять же, если вы будете практиковать свою технику наполнителя, так что, если вы постоянно будете практиковать, просто сохраняя ее конец по-настоящему красивым и контролируемым в движении подачи, то это очень поможет в его выполнении. переменных из-за обучения сварке TIG, поэтому в большинстве случаев у нас есть действительно близкие подгонки, и мы хотим сосредоточиться на том, чтобы вольфрам был действительно близко к детали, как я уже сказал, 3 мм было бы идеальным. Тогда мы действительно сможем сосредоточиться на удержании присадочного стержня в газовой зоне.
Опять же, это не имеет большого значения для алюминия, но особенно для титана и нержавеющей стали, и это помогает при работе с низкоуглеродистой сталью. Сохраняя все эти приоритеты, а также затем концентрируясь на количестве тепла, которое вы вкладываете. Итак, снова интересно то, что, используя более низкие усилители, вы иногда можете вводить больше тепла в материал, но создавать более медленное и менее красивый сварной шов, чем при более высоком токе, что создает хороший быстрый сварной шов, который, в свою очередь, приводит к меньшему тепловыделению. Так что, возможно, поработайте над этим и над некоторыми драмами, которые, как я вижу, исходят от многих людей, которые начинают сваривать, иногда они не имеют достаточной силы тока.Поэтому я всегда предлагаю для начала немного поработать, а затем, очевидно, замедлить процесс, чтобы вам не пришлось бороться с созданием хорошей сварочной ванны, а остальное не текло для вас.
Так что всегда собирайте какие-то записки, а затем приступайте к этому процессу и убедитесь, что вы понимаете свой материал, прежде чем приступать к своей реальной работе. Так что спасибо, что присоединились ко мне сегодня, ребята, и я надеюсь, что вы приобрели новый навык или совет, который пригодится вам во время следующего сварочного шва.Еще раз спасибо, что выбрали ETS Fab, и спасибо, что присоединились к нам сегодня на веб-семинаре по сварке TIG.
Сварка TIG — Процесс автогенной сварки
Дуговая сварка плавким электродом и защитой инертным газом (обычно называемая более коротко TIG, от английского обозначения Tungsten Inert Gas) — это процесс автогенной сварки, при котором тепло вырабатывается дугой, возникающей между неизрасходованным электродом (тогда сказал неплавкий) и заготовка.
Электрод изготовлен из вольфрама или вольфрамовых сплавов, что означает материал с очень высокой температурой плавления с превосходными термоэмиссионными свойствами, который используется для облегчения работы электрической дуги.
Сварка выполняется путем доведения до плавления краев свариваемой детали, в результате чего соединение создается также с помощью присадочного материала палочек для еды.
Электрод, паяльная ванна, дужка, присадочный материал и прилегающие участки детали защищены от атмосферного загрязнения потоком инертного газа, выходящего из горелки.
Среди основных особенностей этого процесса — использование неплавкого электрода; Следовательно, сварка может выполняться для небольших толщин без присадочного материала, и, когда он используется, всегда позволяет хорошо контролировать ванну припоя благодаря хорошей видимости во время процесса сварки и отсутствию явления переноса металла в дуге.
Процесс подходит для любого рабочего положения, а также может применяться на пластинах толщиной в несколько десятых миллиметра.
Процесс TIG широко используется для выполнения высококачественных соединений материалов, чувствительных к нагреву, вызываемому сваркой.
Из-за ограниченной производительности этот процесс редко используется для сварки большой толщины.
Сварка TIG подходит для всех типов углеродистых сталей, низколегированных сталей, легированных, нержавеющих, никелевых сплавов, алюминия и его сплавов, меди и его сплавов, титана, магния и других цветных сплавов. Сварка
TIG отлично подходит для сварки толщиной в несколько миллиметров, потому что ее источник тепла, интенсивный и концентрированный, обеспечивает дискретную скорость сварки, а затем позволяет плавить края заготовки без чрезмерного риска прорыва; также возможность использования модулированного тока еще больше увеличивает эти характеристики.
Сварка TIG нержавеющих сталей
Сварка TIG в настоящее время используется для сварки аустенитных нержавеющих сталей; технологии выполнения аналогичны тем, которые используются для сварки углеродистых сталей и низколегированных сталей, с небольшими отличиями, описанными ниже:
— Сварка намного более плавная, поэтому необходимо соответствующим образом увеличить скорость сварки при работе в разных положениях от плоскости;
— Очистка заслонок намного важнее, учитывая большую чувствительность этих сталей к образованию трещин (горячих) в зоне расплава;
— Рекомендуется использовать специальные фильтры на выходе горелки и колпачке на обратную сторону (Рисунок 14), чтобы уменьшить эффект окраски сварочного валика (окисление поверхности)
— По окончании сварки очень важно подождать на несколько мгновений раньше, чтобы снять горелку, чтобы предотвратить окисление кратера;
— Для очистки и обработки нержавеющих сталей всегда целесообразно использовать чистую посуду, не загрязненную низколегированной сталью.
Параметры и переменные сварки
Выбор наиболее подходящих параметров сварки зависит от диаметра и типа электрода (чистый или с добавками), типа газа и режима мощности дуги. Наклон горелки соответствует той же методике, что и при сварке MIG / MAG.
Рис.1
1 Резак близко к поверхности — 2 Резак далеко от поверхности — 3 Наклонный резак — 4 Перпендикулярный резак
На Рисунке 1 видно, что с горелкой, расположенной близко к металлическому основанию, и с наклоненной горелкой сварочная борода выглядит более чистой и плотной, в то время как она имеет тенденцию к увеличению зоны термического влияния, когда горелка расположена далеко и перпендикулярно поверхности. заготовка.
В приложениях ручная сварка TIG является предпочтительной техникой для проталкивания под углом около 15 ° для снижения риска эксплуатационных дефектов, тогда как при автоматической сварке вместо этого обычно используется техника с горелкой, перпендикулярной заготовке, что гарантирует промежуточные результаты, но облегчает управление присадочным металлом.
В TIG есть два метода управления питанием: постоянным и переменным током. Используя режим постоянного тока (рис. 2) с прямой полярностью, он обеспечивает очень глубокую и узкую плавильную ванну, высокую скорость подачи и, следовательно, уменьшение вытяжек и деформаций, а также незначительные последствия металлургической природы основного металла.Кроме того, из-за ограниченного нагрева вольфрамовый электрод расходуется очень медленно и может выдерживать довольно большие токи, даже если он имеет небольшой диаметр.
Этот режим подвержен неупорядоченным колебаниям, вызывающим изменения теплового режима дуги.
При использовании тока продолжает менять полярность, конец электрода имеет тенденцию к перегреву, пока не расплавится, и принимает округлую форму, и небольшие капли вольфрама легко помещаются в ванну, а затем быстро поглощают электрод и вызывают дефекты. часто недопустимы (и брызги включений вольфрама) в припое.
По этим причинам он не может превышать 100 А.
Этот тип источника питания дает значительное преимущество, заключающееся в разрушении оксидной пленки неплавкого покрытия некоторых материалов (алюминия) посредством ионной струйной обработки.
Обратная полярность используется редко из-за невозможности использования высоких сварочных токов, быстрого расходования электрода, широкой и неглубокой ванны для припоя и, как следствие, отсутствия проплавления.
Когда необходимо сварить с током более 100 А материалы, требующие удаления оксидной пленки, в горелку должен подаваться переменный ток.
Таким образом, каждый полупериод волны напряжения, в котором электрод является положительным, обеспечивает хорошее шлифование оксидной пленки, в то время как другой полупериод, в котором электрод является отрицательным, служит для ограничения нагрева его кончик.
Недостаток — сложность повторного зажигания дуги.
Сварка, полученная с помощью модулированной дуги TIG, по сравнению со сваркой, полученной с помощью традиционной TIG, имеет следующие преимущества:
— большее проплавление при том же тепловложении;
— Увеличение отношения глубины / ширины сварного валика: при правильных значениях параметров сварки можно получить, например, отношения 2 к 1 при сварке нержавеющих сталей;
— Значительное уменьшение деформаций и протяженности зоны термического влияния за счет более низких удельных тепловложений по сравнению с традиционным TIG;
— Ограниченное провисание, так как большие токи и короткие импульсы позволяют ванне быстро остывать;
— Возможность сварки очень тонкой толщины;
— Ограниченный риск возникновения горячих трещин, всегда благодаря более низкому удельному тепловложению и наиболее благоприятной форме сварного шва;
— Меньший риск газовых включений, поскольку импульсная дуга встряхивает ванну припоя, облегчая выделение газа.
Среди основных недостатков можно выделить более высокую стоимость генератора (который должен быть типа с электронным управлением) и сложность, которую можно увидеть в некоторых случаях при регулировании параметров пульсации.
На рисунке 3 показан тип импульсной сварки TIG без присадки.
Фиг.3
Сварка TIG без присадочного материала
Что касается эффектов, обнаруженных в ванне для припоя, изменение напряжения приводит к изменению ширины ванны и может быть получено путем удлинения дуги и удаления горелки из ванны.
В качестве побочного эффекта существует также изменение плотности энергии, которое только в пограничных случаях может приводить к колебаниям проникновения.
Наконец, существует максимальное значение тока, при превышении которого дуга становится нестабильной (этот параметр является функцией характеристик электрода и используемого газа).
Скорость подачи, помимо влияния на подвод тепла, также вызывает изменения размера сварочного валика.
При слишком низкой скорости сварки шнур имеет тенденцию к слишком сильному разбуханию и при неправильном уходе может стать источником прорывов; чрезмерная скорость может быть из-за отсутствия проплавления и склеивания (следовательно, необходимо будет действовать в зависимости от напряжения, силы тока и типа используемого газа).
Газовая защита, сварка слева
Некоторые материалы характеризуются замечательной реакционной способностью, то есть способностью легко реагировать с кислородом, вызывая образование пленки, имеющей поверхностные характеристики, как правило, намного более низкие, чем у основного материала. В этих случаях необходимо защищать обратную сторону кислородом сварного шва, по крайней мере, до тех пор, пока нагрев, вызванный теплом сварки, не перестанет влиять на изнаночную сторону самого сварного шва.Как видно на рисунке 4, если обратная сторона сварного шва не защищена, вы можете получить образование карбидов хрома (номер 1, рисунок 4b), которые обедняют сталь элементарным хромом для возможной повторной пассивации после травления.
Когда химическая активность металла чрезвычайно высока (например, в случае титановых сплавов), он также защищает соединительную часть, расположенную в задней части горелки, с помощью подходящих устройств для предотвращения присутствия кислорода до тех пор, пока соединение не будет должным образом охлаждено.Защитный газ, используемый при сварке TIG, можно классифицировать следующим образом.
— Инертные газы при высокой температуре. Это аргон (Ar) и гелий (He). Другие инертные газы (криптон, ксенон, неон) не используются, потому что, будучи очень редкими, очень дороги. Аргон и гелий одноатомны (то есть их молекулы состоят из одного атома), поэтому не диссоциируются, не вступают в реакцию с какими-либо другими элементами (парами и каплями металла), присутствующими в плазме электрической дуги; от этого он получил свое название.
— Газозащитный. Азот — это газ, частично диссоциируемый, но химически инертный, который используется в небольших количествах для достижения определенных результатов. E ‘вместо этого часто используется для защиты обратной стороны стыков.
— Редукторы газовые. Водородный восстановительный газ для совершенства. У этого газа используется свойство диссоциировать температуру дуги и повторно связываться с выделением тепловой энергии на поверхность ванны, улучшая передачу тепла. При сварке TIG водород можно использовать в смеси с инертным газом (смесь аргона и водорода) для защиты ванны припоя и с защитным газом (смесь азота и водорода) для защиты в обратном направлении.Нормы типичного водорода, содержащего от 1 до 8%; более высокие значения этого газа могут вызвать пористость и потребовать очень точного контроля параметров сварки из-за нестабильности дуги.
Сварка алюминиевых сплавов
Сварочный процесс TIG находит широкое применение при сварке алюминия и его сплавов с использованием переменного тока или с наложением высокочастотного тока, модулированного прямоугольной волной.
В первом случае переменный ток позволяет разрушить поверхностный оксидный слой, и увеличение частоты мощности уже включает сокращение времени выключения дуги и уменьшает отвод тепла через защитный газ.
Во втором случае он включает в себя триггерную дугу перегрузки по току, которая играет роль предварительного нагрева ванной комнаты, что особенно полезно с учетом высокой теплопроводности этого типа сплавов.
С эксплуатационной точки зрения алюминиевые сплавы обладают некоторыми особыми характеристиками, в том числе высокой текучестью сварочной ванны, что приводит к риску разрушения стыка, сопровождающейся высокой теплопроводностью, что связано с определенным риском склеивания. закрылки.
E ‘, наконец, следует помнить, что алюминиевые сплавы чрезвычайно чувствительны к проблемам растрескивания в зоне расплава (горячей) и пористости, поэтому чрезвычайно важно очищать створки и между проходами, которые должны выполняться небольшими фрезами и химически.
В процессе электрохимического травления очистка сварного шва зависит от химических элементов, присутствующих внутри электрода: электрод на кремнии вызывает обесцвечивание сварочного валика во время фазы травления, электрод на магний предотвращает побеление и приводит к ухудшению результатов. но вызывает более стабильные процессы горения.
В конце сварного шва можно заметить очень четкий ореол, ограничивающий сварной шов (Рисунок 5a).
Этот ореол образовался в результате ионного взрыва.Инертный газ (аргон) во время сварки ионизируется. Ионы сильно сталкиваются с поверхностью основного металла, вызывая процесс эрозии, который удаляет тонкий поверхностный слой детали.
Этот эффект полностью отсутствует при сварке проволокой MIG (рис. 5b), потому что они изменяют используемые электрические параметры, но сварной валик очень мало ложится и из-за наличия включений и брызг.
Во время процесса травления очень трудно удалить или уменьшить эффект ионной струйной обработки, ограничивающий сварной шов, потому что поверхность подверглась сильной пластической деформации (эрозии), которая полностью изменила структуру основного металла.
Анализ переноса металла и геометрии сварного шва в GTAW с нагревом проволоки с косвенным резистивным нагревом
Влияние тока TIG
В этой главе описывается влияние тока TIG на перенос металла и поведение процесса. На рис. 2 показаны изображения технологической зоны, полученные с помощью высокоскоростной камеры, для тока TIG 225 A и 250 A.
Рис. 2Перенос металла при сварочном токе I TIG 225 A (слева) и 250 A ( справа)
Для обоих исследованных наборов параметров видно, что конец проволоки полностью расплавлен.Из-за высокого поверхностного натяжения эти расплавленные концы проволоки отсоединяются только тогда, когда между проволокой и сварочной ванной образуется плавильный мостик. Затем мостик расплава растворяется, и кончик проволоки снова плавится. Таким образом, возникающий тип переноса металла можно описать как повторяющийся плавильный мостик (RMB). Значения поверхностного натяжения чистого железа показаны на рис. 3.
Рис. 3Поверхностное натяжение как функция температуры для чистого железа (из [22])
Из изображений процесса, показанных на рис.2 видно, что существуют небольшие различия в переходе материала при изменении тока TIG на 25 А. В процессе сварки TIG с током 225 А процесс плавления проволоки начинается после того, как она прошла большее расстояние внутри дуги. Кроме того, конец расплавленной проволоки больше, чем при 250 А.
Можно предположить, что более легкое отделение расплавленного материала происходит из-за уменьшения поверхностного натяжения. Это уменьшение вызвано повышенной температурой проволоки из-за повышенного тепловложения через дугу.Поперечные сечения исследуемых сварных швов показаны на рис. 4. Повышенная температура и, следовательно, подвод тепла могут быть получены из глубины проплавления, которая составляет 1,081 мм для 225 A и 1,517 мм для 250 A, соответственно. Уменьшение поверхностного натяжения приводит к лучшему смачиванию, в результате чего угол смачивания составляет 64,5 ° для 250 A и 76,7 ° для 225 A.
Рис. 4Поперечные сечения для сварочного тока I TIG 225 A (слева) и 250 A (справа)
Кроме того, дуга слегка отклоняется в направлении плавильной перемычки, когда проволока устанавливает контакт со сварочной ванной.Этот прогиб возникает сразу же, когда проволока контактирует со сварочной ванной. Это указывает на то, что путь тока в технологическом процессе следует путем более низкого электрического сопротивления через контактировавшую присадочную проволоку, а не через газ к заготовке. Эта теория подтверждается оценкой сигнала напряжения процесса TIG. Можно наблюдать уменьшение напряжения дуги во время нарастания и увеличение этого напряжения во время растворения моста расплава.
Влияние тока горячей проволоки
В этой главе описывается влияние тока горячей проволоки на перенос металла и поведение процесса.Для этого на рис. 5 показаны визуализации процесса с током горячего провода 100 A и 150 A.
Рис. 5Перенос металла при токе горячего провода I HW 100 A (слева). и 150 А (справа)
Можно видеть, что при токе горячей проволоки 100 А проволока находится в постоянном контакте с плавильной ванной. Таким образом образуется непрерывный плавильный мостик (cmb). Кроме того, наблюдаются прерывистые движения присадочной проволоки. Объяснение этому можно увидеть в том факте, что температура провода слишком низкая, т.е.е. проволока не может расплавиться сразу после ее погружения в сварочную ванну и, следовательно, касается дна сварочной ванны. Такое поведение не ухудшает стабильность процесса и качество шва [23]. Если ток горячей проволоки увеличивается, может наблюдаться повторяющийся мостик плавления между присадочной проволокой и сварочной ванной с уменьшением размера наконечника расплавленной проволоки. Чем выше ток термоэлемента, тем выше частота образования и растворения плавящегося мостика. Это можно объяснить повышенной температурой и уменьшением поверхностного натяжения проволоки на выходе из блока предварительного нагрева из-за увеличения тока горячей проволоки.
Из проведенного анализа внутреннего и внешнего валика видно, что различные типы переноса металла имеют лишь незначительное влияние на свойства валика; см. рис. 6.
Рис. 6Высота валика, ширина валика и глубина проплавления для различных токов накаливания I HW
Увеличение тока горячей проволоки приводит к увеличению ширины валика, что может быть связано с повышением температуры сварочной ванны. Это происходит из-за более высокой температуры проволоки при предварительном нагреве более высокими токами горячей проволоки, что приводит к уменьшению поверхностного натяжения расплава и, в результате, к улучшенным характеристикам смачивания.Можно было бы ожидать уменьшения высоты валика. Однако, что касается измеренных значений высоты валика, эта тенденция не так очевидна, что связано с вариациями формы валика, в основном с поднутрениями. Это наблюдение можно сделать из металлургических исследований. По исследованным параметрам нельзя определить прямую корреляцию в отношении проникновения. На рис. 7 показаны два типа переноса металла, чтобы дополнительно охарактеризовать различные явления.
Рис. 7Различные режимы переноса металла повторяющийся плавильный мост (вверху) и непрерывный плавильный мост (внизу)
Влияние скорости подачи проволоки
В этой главе рассматривается влияние скорости подачи проволоки на перенос металла и описывается поведение процесса.Для этого на рис. 8 показаны визуализации процесса со скоростью подачи проволоки 6 м / мин и 8 м / мин.
Рис. 8Перенос металла при скорости подачи проволоки v HW 6 м / мин. мин (слева) и 8 м / мин (справа)
Влияние скорости подачи проволоки на перенос металла противоположно влиянию тока горячей проволоки (см. 4.2.). При скорости подачи проволоки 6,0 м / мин образуется повторяющийся плавильный мостик. При увеличении скорости подачи проволоки режим переноса металла меняется на мост непрерывного плавления.Если скорость подачи проволоки увеличивается до 8 м / мин, происходит прерывистое движение проволоки. Причиной описанного поведения процесса может быть снижение температуры проволоки на выходе из блока предварительного нагрева по мере увеличения скорости подачи проволоки. Используя метод измерения, разработанный Spaniol et al. [24] были определены температуры горячей проволоки 900 К для 6 м / мин, 870 К для 7 м / мин и 840 К для 8 м / мин. Эти температуры следует рассматривать как ориентировочные из-за изменения режима предварительного нагрева во время процесса.
На рисунке 9 показано влияние скорости подачи проволоки на ширину валика, высоту валика и глубину проплавления. Показано, что с увеличением скорости подачи проволоки ширина валика, а также проплавление несколько уменьшаются, а высота валика увеличивается. Описанная корреляция может быть вызвана пониженными температурами в ванне расплава и, как следствие, повышенной вязкостью расплава с увеличением скорости подачи проволоки.
Рис. 9Высота валика, ширина валика и глубина проплавления для различных скоростей подачи проволоки v HW
Влияние направления подачи проволоки
На рисунке 10 показано влияние направления подачи проволоки на перенос металла.
Рис. 10Перенос металла для направления подачи проволоки боковой (вверху), фронтальный (внизу слева) и задний (внизу справа)
Соответствующие сечения сварных швов, а также изображения валиков представлены на рис. 11 и 12.
Рис. 11Поперечные сечения для направлений подачи проволоки боковой подачи (вверху), передней подачи (внизу слева) и задней подачи (внизу справа)
Рис. 12Вид сверху сварных швов для направлений подачи проволоки спереди (вверху), боковой (справа) и обратной (внизу)
Rea
Видно, что тип переноса металла сильно различается для трех разных направлений подачи проволоки.Как уже описано в разделе 4.1., Расплавленный материал образуется на конце проволоки, когда проволока подается сбоку (боковая подача). Таким образом, возникает повторяющийся мостик плавления. Когда проволока расположена перед дугой (подача спереди), это происходит аналогично. Однако следует отметить, что из-за большего расстояния между концом проволоки и ванной расплавом образуются более крупные концы расплавленной проволоки (см. Рис. 13).
Рис. 13При обратной подаче проволока находится в постоянном контакте с жидкостью и поэтому плавится непрерывно.При меньшем расстоянии между концом проволоки и ванной расплава возникает непрерывный мостик плавления. Хотя перенос металла в трех направлениях подачи проволоки сильно различается, соответствующие внутренние и внешние геометрические формы валика кажутся очень похожими (см. Рис. 14).
Рис. 14Высота валика, ширина валика и глубина проплавления для различных направлений подачи проволоки
Об одном и том же поведении можно сказать в отношении стабильности процесса, а также внешнего вида валика. При выполнении анализа внутреннего и внешнего валика дефектов сварки не наблюдалось.Отклонения можно обнаружить только по проникновению.
Влияние угла подачи проволоки
В результате исследований была обнаружена значительная разница в переходе материала между двумя исследованными углами подачи проволоки (60 ° и 70 °); см. Рис. 15.
Рис. 15Перенос металла для углов подачи проволоки 70 ° (слева) и 60 ° (справа)
Основная причина явных различий в происходящих типах переноса металла заключается во влиянии дуги.При угле наклона 70 ° длина проволоки внутри дуги значительно больше, чем при угле 60 °. Таким образом, это большее расстояние в дуге увеличивает подвод энергии от дуги к проволоке.
Хотя для исследованных углов подачи проволоки можно увидеть явное различие в происходящем переносе металла, разница в отношении внешней и внутренней геометрии валика лишь незначительна; см. рис. 16.
Рис. 16Высота валика, ширина валика и глубина проплавления для различных углов подачи проволоки α и скорости подачи проволоки v HW
Изменение угла подачи проволоки оказывает явное влияние на стабильность процесса , который также был представлен испанцем [23].Технологическое окно для угла наклона 70 ° значительно больше, чем технологическое окно для угла 60 °.
Special 40th Anniversary Edition Invertig 221 AC / DC Single Voltage (22 — HTP America
Инверторный сварочный аппарат TIG AC / DC Invertig 221 позволяет выполнять сварные швы со всеми типами металлов! Мы увеличили максимальный сварочный ток на 10% до 220 ампер мощной сварочной мощности. Мы также поставили аппарат на диету — Invertig 221 весит всего 54 фунта, так что его легко сразу приступить к работе!
Мы упаковали Invertig 221 с функциями Многие из наших конкурентов даже не предлагают вдвое большую цену! Invertig 221 — единственный сварочный аппарат в своем классе с независимой регулировкой силы тока переменного тока, что дает вам точный контроль над подводом тепла как к заготовке, так и к вольфраму, позволяя вам для раздельной регулировки силы тока отрицательного и положительного электрода.
Обычные сварочные аппараты TIG с трансформатором имеют фиксированную частоту переменного тока 60 Гц (такая же, как в вашем доме) и используют электрод из чистого вольфрама, который образует шар при сварке переменным током. Invertig 221 предлагает вам возможность регулировать частоту переменного тока от 20 Гц до 200 Гц — более высокая частота переменного тока дает вам более сфокусированную дугу с лучшим контролем дуги. С инвертором, работающим на более высокой частоте переменного тока, скажем, в диапазоне от 150 Гц до 200 Гц, вы можете использовать церированный, лантановый или торированный вольфрам, заточенный до точки, которая:
1.Позволяет дуге прыгать с точки вместо шара, что обеспечивает беспрецедентную стабильность дуги и уменьшает блуждание дуги.
2. Создает более сфокусированную дугу, что приводит к более узкому валику и упрощает сварку внутренних углов.
3. Минимизирует зону термического влияния, поскольку тепло более концентрировано, что упрощает сварку тонких материалов как новичкам, так и профессионалам.
Invertig 221 также дает вам точный контроль над балансом переменного тока (от 10 до 90%), так что вы можете контролировать действие очистки дуги.
Кроме того, Invertig 221 является отличным сварочным аппаратом на постоянном токе. Гладкая, стабильная дуга в сочетании с высокоскоростным импульсом постоянного тока 221 упрощает сложную работу с мягкой сталью, нержавеющей сталью, инконелем и титаном. Высокоскоростной импульс постоянного тока фокусирует дугу постоянного тока так же, как баланс переменного тока фокусирует дугу переменного тока, что приводит к большему контролю и меньшему блужданию дуги. При частоте пульса до 999 PPS нет работы, с которой 221 не справился бы.
Контроль дуги — основа улучшения сварных швов и точных результатов.Благодаря независимой регулировке силы переменного тока, регулируемой частоте переменного тока, регулируемому балансу переменного тока и высокоскоростному импульсу постоянного тока Invertig 221 обеспечивает такое управление дугой, которого вы никогда раньше не испытывали.
Invertig 221 позволяет сохранять до 64 отдельных программ сварки. Скажем, вы нашли настройку, которая вам действительно нравится для приваривания алюминиевых баков радиатора к сердечникам — AC включен, HF включен, максимальный ток @ 180 ампер, баланс переменного тока @ 65%, частота переменного тока @ 180 Гц, EP @ 60%, частота импульсов @ 1 Гц , Пиковое время при 80% и фоновый ток при 30%.Просто сохраните программу и вызовите ее, когда у вас будет основная работа с другим резервуаром. Назначение банков слотов памяти нескольким сварщикам позволяет сварщикам получать доступ к своим личным настройкам в среде мастерской.
Обычная дуговая сварка проста с Invertig 221. Использование режима Stick в сочетании с ножной педалью позволяет изменять сварочный ток. Идеально подходит для сварки труб!
Выберите режим сенсорного запуска для сварки алюминия или любого другого материала без высокочастотной сварки.Это важно, если в вашем приложении вы находитесь рядом с чувствительным электронным оборудованием, например, при ремонте на месте в больнице или при ремонте алюминиевых автомобилей с бортовыми компьютерами.
Передовая технология, заложенная в Invertig 221, позволяет выполнять сварные швы профессионального качества — быстро, легко и недорого — со всеми типами металлов. На каждый Invertig 221 предоставляется 90-дневная гарантия возврата денег. Мы настолько уверены, что вам понравится ваш Invertig 221, что вы можете попробовать его в собственном магазине в течение 90 дней.Если по какой-либо причине он вам не понравится, мы заберем его, не задавая вопросов. Кроме того, мы предоставляем на Invertig 221 3-летнюю гарантию.
Стандартный комплект Invertig 221 AC / DC с одним напряжением (220 В) с воздушным охлаждением включает в себя следующие элементы:
♦ Invertig 221, источник питания переменного / постоянного тока с одним напряжением (220 В)
♦ Жесткий корпус серии 17 12,5 ‘ Горелка TIG-горелка с воздушным охлаждением *
♦ Ножная педаль диаметром 12,5 футов *
♦ Расходомер
♦ Газовый шланг
♦ Комплект расходных материалов EDGE
♦ Кабель заземления 10 футов и зажим в сборе *