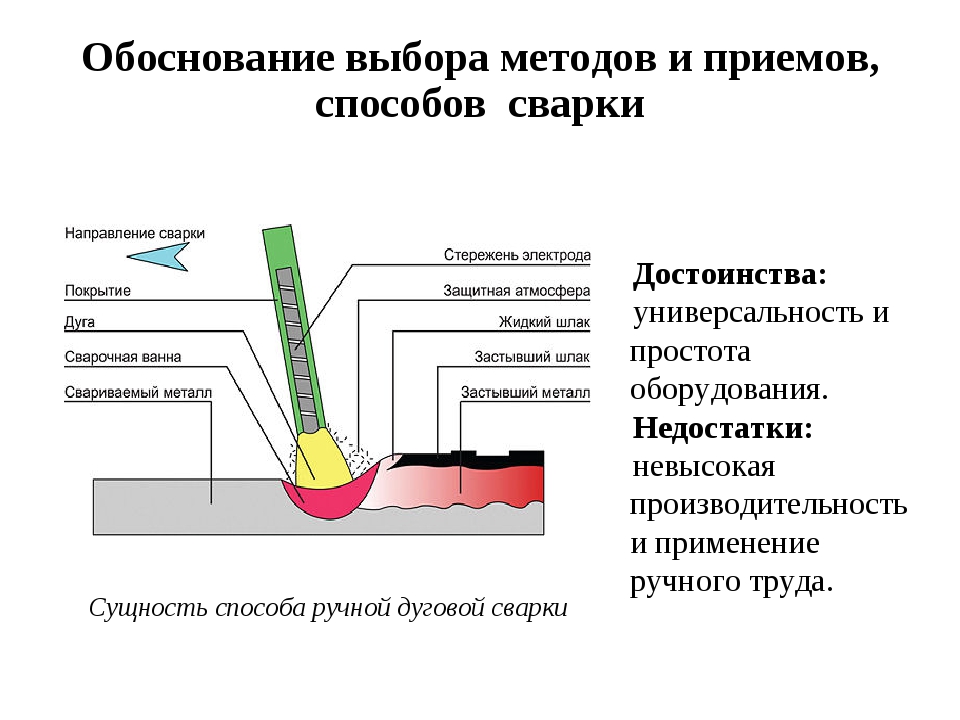
Выбор режимов при ручной дуговой сварке
1. Выбор режимов при ручной дуговой сварке
12. Понятие и параметры режима ручной дуговой сварки
• Под режимом сварки понимают совокупностьконтролируемых условий, создающих устойчивое
горение дуги и обеспечивающих получение швов
заданных размеров, формы и свойств.
Параметры режима сварки подразделяют на
Основные:
Сила тока
Род и полярность тока
Диаметр электрода
Напряжение
Скорость сварки
Величина поперечного
колебания конца электрода.
Дополнительные:
Вылет электрода
Состав и толщина покрытия электрода
Положение шва в пространстве
Положение изделия в процессе сварки
Число проходов
Температура окружающей среды
2
• Определение режима сварки обычно
начинают с выбора диаметра
электрода, который назначают в
зависимости от
• толщины листов при сварке швов
стыковых соединений,
• катета шва при сварке швов угловых
и тавровых соединений
• положения шва в пространстве.

3
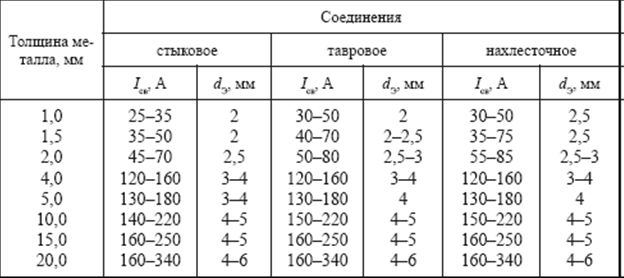
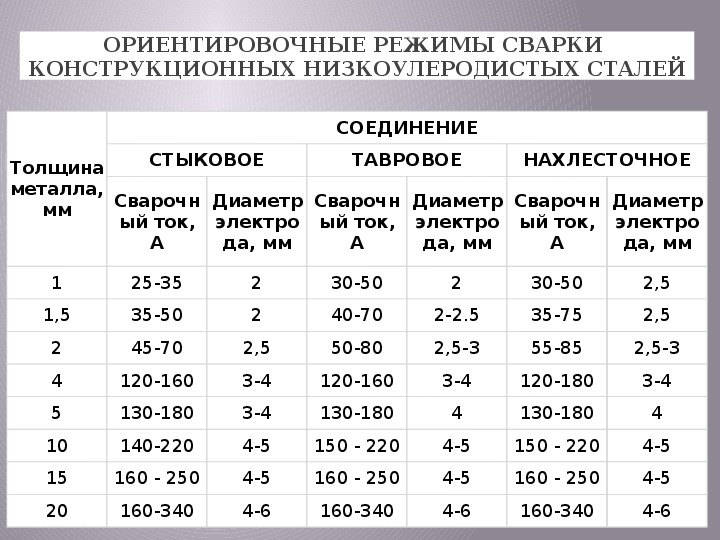
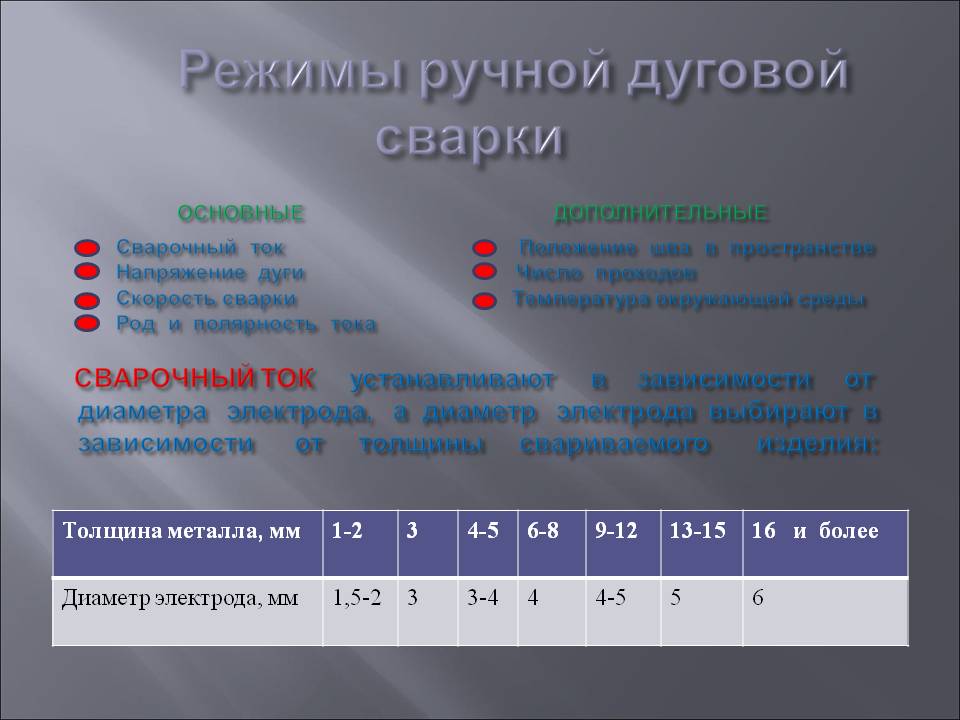
4. Выбор диаметра электрода в зависимости от толщины металла
Толщина металла, ммДиаметр электрода, мм
1-2
3
4-5
6-8
9-12
13-15
≥ 16
1,5-2
3
3-4
4
4-5
5
6
Значения диаметра электрода
в зависимости от катета шва
Вертикальные, горизонтальные и потолочные швы выполняют
электродами диаметром до 4мм.
Корневой слой при сварке многослойных швов выполняют
электродами диаметром 3 – 4 мм, а последующие – электродами
большего диаметра
4
• При сварке многопроходных швов стыковых
соединений первый проход должен
выполняться электродами диаметром не
более 4 мм, чаще всего диаметром 3 мм, так
как применение электродов большего
диаметра не позволяет в необходимой
степени проникнуть в глубину разделки для
провара корня шва.
• При сварке угловых и тавровых
соединений, как правило, за один проход
выполняют швы катетом не более 8–9 мм.
При необходимости выполнения шва с
большим катетом применяется сварка за два
прохода и более.
5
При определении числа проходов следует иметь в виду, что
максимальное поперечное сечение металла, наплавленного за
один проход, не должно превышать 30–40мм² .
Для определения числа проходов при сварке угловых и
тавровых соединений общая площадь поперечного сечения
наплавленного металла может быть вычислена по формуле:
• где Fн – площадь поперечного сечения
наплавленного металла,
• k – катет шва, мм.
• kу – коэффициент увеличения, учитывающий
наличие зазоров и выпуклость («усиление») шва:
6
При сварке швов стыковых соединений площадь поперечного
сечения (мм2) металла, наплавляемого за один проход, при
которой обеспечиваются оптимальные условия формирования,
должна составлять: для первого прохода (при проварке корня
для последующих
проходов
Зная общую площадь поперечного сечения наплавленного
металла и площади поперечного сечения наплавленного металла
при первом и каждом последующем проходах, найдем число
проходов:
7
• Площадь поперечного сечения
наплавленного металла в шве
можно определять по графикам в
зависимости от типа соединения и
вида разделки.

• Зная площадь Рн, можно по
специальным номограммам
определить необходимое число
проходов.
8
Графики
для
определения
площади
наплавленного
металла
Fн
соответственно
в
← стыковых
угловых →
швах
номера кривых на графиках соответствуют
номерам видов сварных соединений
• S — толщина металла;
К — катет шва
9
• Номограмма для определения числа проходов
при ручной дуговой сварке:
• Fн — площадь наплавленного металла
10
11. Сила сварочного тока
при ручной дуговой сварке можетбыть определена в зависимости от
диаметра электрода и допустимой
плотности тока, где
dэ – диаметр электрода (стержня), мм;
j – допускаемая плотность тока А/мм²
Значения допускаемой плотности тока в электроде
при ручной дуговой сварке
При > > dэ и неизменном Iсв плотность тока
— к блужданию дуги,
— увеличению ширины шва,
— уменьшению глубины провара.
11
• Наиболее удобно при определении силы сварочного
тока пользоваться формулой
п
• Значение k в ней выбирают в зависимости от
диаметра электрода:
kп – коэффициент, учитывающий пространственное
положение сварки:
0,8 – при сварке потолочных швов,
0,9 –при сварке вертикальных и горизонтальных швов,
1,0 — при сварке швов в нижнем положении
13. Пример
Толщина металла 8мм,
Сварка в нижнем положении.
Диаметр Э = 4мм
Iсв = 4мм • (35…50) =140 …200 А
Сварка горизонтальных шов на
вертикальной плоскости:
• Iсв = 0,9 • 4мм • (35…50)= 126…180А
13
14. Сила сварочного тока
• при сварке на• Отрегулируйте сварочный ток
большом токе
до получения устойчивого
наблюдается сильное
процесса сварки:
разбрызгивание и
при правильно подобранном
покраснение
сварочном токе дуга легко
электродного стержня;
возбуждается, спокойно горит
без обрывов и коротких
замыканий;
процесс горения происходит
нешумно с образованием
небольшого количества
мелких брызг.
14
15. ИЛИ Выбор силы сварочного тока:
dэ = 3 … 6 ммdэ
I = ( 20 + 6d ) · d э · k
I = 30 · dэ · k
Коэффициент
Шов нижний
Шов на
вертикал.
плос.
k
1
0,9
Шов потолоч.
0,8
15
16. Длина дуги
Диаметрэлектрода
Сварочная
дуга
Lд
Длина дуги
От длины дуги
зависит ее
напряжение.
Длинную дугу
применять
не
рекомендуется
L д = (0.5 … 1,1) · dэ
16
17. Выбор рода и полярности тока
ПолярностьПостоянный ток
Прямая
Сварка с глубоким проплавлением
На детали
≈4000 ̊ С
Обратная
На детали
≈3000 ̊ С
основного металла;
Сварка низкоуглеродистых,
среднеуглеродистых и
низколегированных сталей
толщиной ≥ 5 мм электродами с
фтористо-кальциевым покрытием:
УОНИ 13/45; УОНИ 13/55 и др;
Сварка чугуна
Сварка с повышенной скоростью
плавления электродов;
Сварка тонкостенных листовых
конструкций;
Сварка низколегированных
низкоуглеродистых сталей (типа
16Г2АФ), средне- и
высоколегированных сталей и
сплавов.

Переменный ток
Сварка
низкоуглеродистых и
низколегированных
сталей (типа 09ГС) в
строительно–
монтажных условиях
с рутиловым
покрытием;
Сварка при
возникновении
магнитного дутья;
Сварка
тонколистовых
конструкций из
низкоуглеродистых
сталей
17
18. Выбор рода и полярности тока
Сварка постоянным током на обратной полярности применяется
в следующих случаях:
1. Если электрод имеет тугоплавкое покрытие.
2. Когда требуется уменьшить концентрацию тепла на основном
металле.
При сварке:
а) Тонколистового металла.
б) Цветных металлов.
в) Легированных специальных сталей, чувствительных к перегреву.
?
Максимальная глубина проплавления достигается при сварке
постоянным током на обратной полярности.
При сварке на прямой полярности глубина проплавления
основного металла на 40-50% меньше.
При сварке переменным током глубина провара на 15-20%
меньше, чем при сварке постоянным током на обратной
полярности.

18
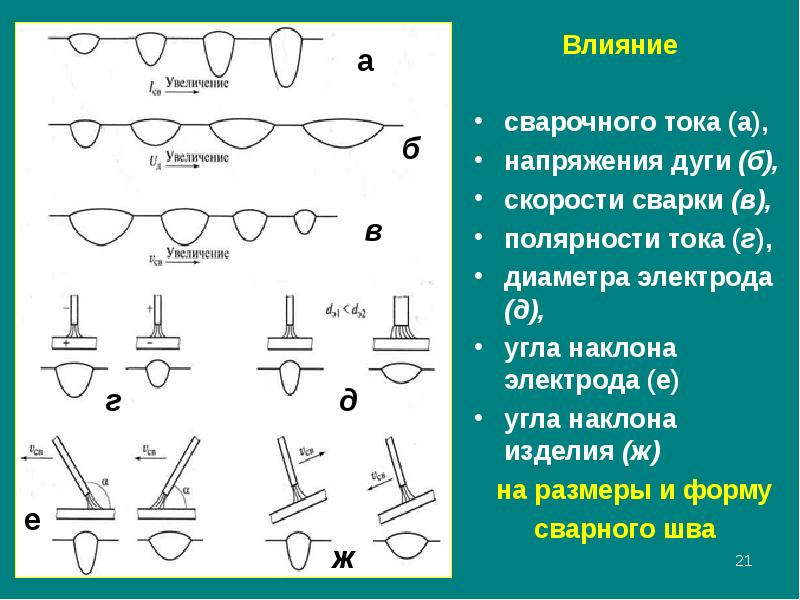
19. Влияние сварочного тока, напряжения дуги и скорости сварки на форму и размер шва
Сварочный токНапряжение дуги
С увеличением
сварочного тока:
Глубина провара >
Ширина шва ≈ соnst
С > > напряжения:
Ширина шва резко > >
Глубина провара
Усиление шва
При равном напряжении
ширина шва при сварке на
постоянном токе ОП >,
чем на переменном токе
Скорость сварки
С увеличением
скорости:
Глубина провара
(до 40-50 м/час) — > >,
Затем
Ширина шва
постоянно.
Напряжение дуги при ручной дуговой сварке изменяется в сравнительно узких пределах
и выбирается на основании рекомендаций паспорта на данную марку электродов.
Для наиболее широко применяемых электродов
19
Uд = 25 28 В.
Скорость сварки :
электродным металлом с небольшим
возвышением над кромками
с плавным переходом к основному
металлу без подрезов и наплывов.

Для электродов с рутиловым и
основным покрытием 6-12 м/ч
Для электродов с целлюлозным
покрытием 14-22 м/ч
20
Влияние
а
б
в
г
д
е
ж
сварочного тока (а),
напряжения дуги (б),
скорости сварки (в),
полярности тока (г),
диаметра электрода
(д),
• угла наклона
электрода (е)
• угла наклона
изделия (ж)
на размеры и форму
сварного шва
21
22. Влияние угла наклона электрода и изделия
Сварка углом впередГлубина провара, выпуклость шва
Ширина шва > >
Кромки хорошо проплавляются→ возможна
сварка на повышенной скорости.
Сварка металла небольшой толщины
Сварка углом назад
Глубина провара, выпуклость шва > >
Ширина шва
Прогрев кромок недостаточен, возможны не
сплавления и образование пор
Сварка на спуск
Сварка на подъем
Глубина провара
Ширина шва > >
Глубина провара > >
Ширина шва
22
23.
 Ориентировочные режимы сварки конструкционных низколегированных сталей 23
Ориентировочные режимы сварки конструкционных низколегированных сталей 23ИТОГ:
24
Выбор режима ручной дуговой сварки
Выбор режима ручной дуговой сварки. Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на [c.66]Выбор режима ручной дуговой сварки [c.200]
ВЫБОР РЕЖИМА РУЧНОЙ ДУГОВОЙ СВАРКИ [c.40]
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида сварного соединения, марки стали, марки электрода, положения шва в пространстве и т.д. [c.40]
Предварительный выбор сварочных материалов может быть сделан из рассмотрения структурной диаграммы для сварных швов (фиг.
 17) [41 ]. Структурное состояние наплавленного металла или свариваемой стали можно определить по этой диаграмме, вычислив эквивалентные содержания хрома и никеля. Структурное состояние промежуточных составов шва можно установить, откладывая на прямой, соединяющей точки наплавленного металла и свариваемой стали, отрезки, соответствующие проценту перемешивания. Как правило, для обычных режимов ручной дуговой сварки нужно учитывать перемешивание наплавленного металла с основным в пределах 20— 40%. Для автоматической сварки степень перемешивания увеличивается до 40—60%.
[c.45]
17) [41 ]. Структурное состояние наплавленного металла или свариваемой стали можно определить по этой диаграмме, вычислив эквивалентные содержания хрома и никеля. Структурное состояние промежуточных составов шва можно установить, откладывая на прямой, соединяющей точки наплавленного металла и свариваемой стали, отрезки, соответствующие проценту перемешивания. Как правило, для обычных режимов ручной дуговой сварки нужно учитывать перемешивание наплавленного металла с основным в пределах 20— 40%. Для автоматической сварки степень перемешивания увеличивается до 40—60%.
[c.45]При изготовлении решетки диафрагм используется ручная дуговая сварка металлическим электродом. Сварка кольцевых швов выполняется методом ручной дуговой сварки и автоматической сварки в среде углекислого газа. В главе IV отмечены основные преимущества использования последнего метода сварки. В настоящее время этот метод нашел широкое применение. Основные положения по выбору сварочных материалов для изготовления диафрагм, режимов подогрева и термической обработки приведены в главах П1 и V.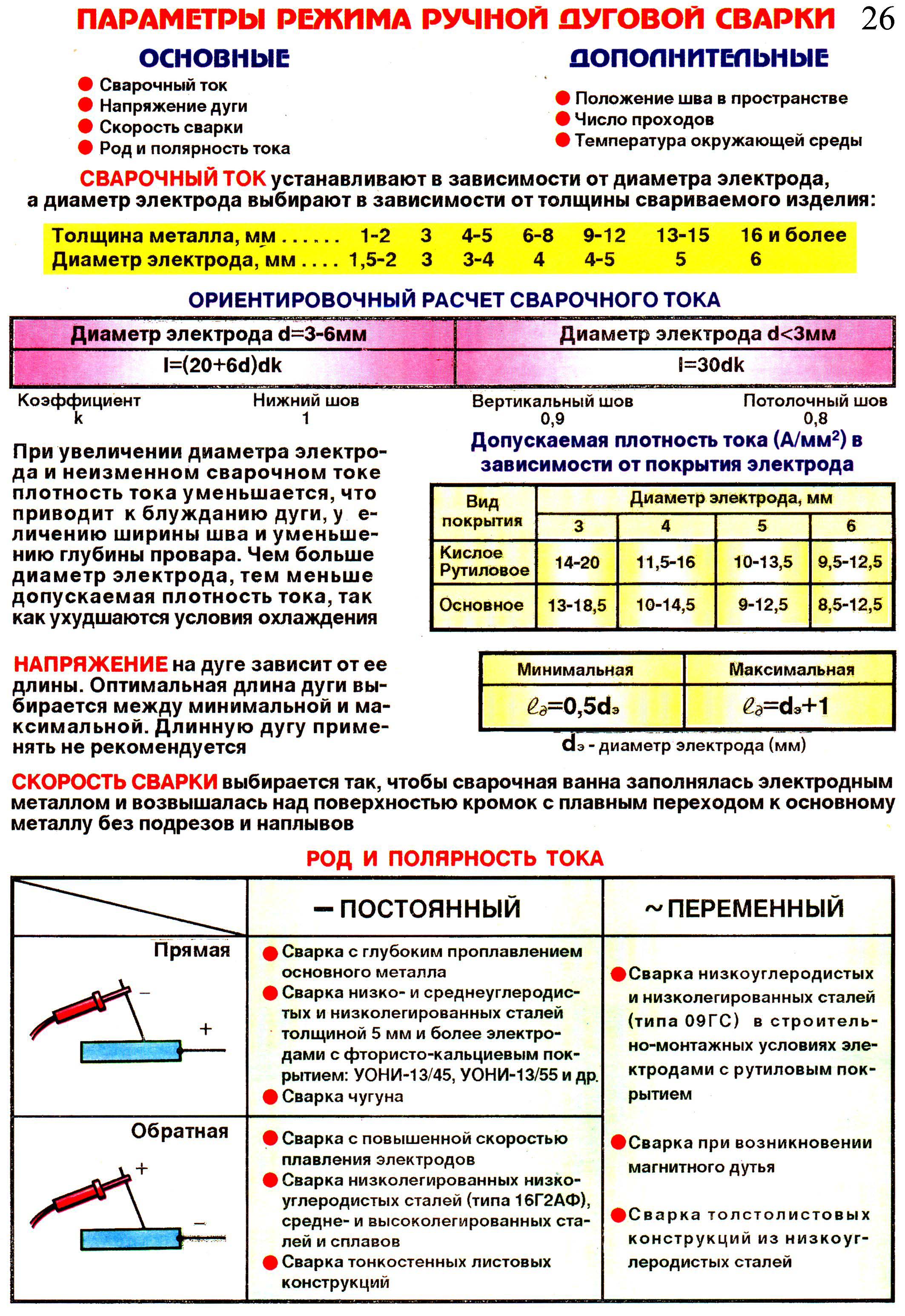 [c.147]
[c.147]
Режимом сварки называют основные характеристики сварочного процесса, обеспечивающие получение сварных швов заданных размеров, формы и качества. При ручной дуговой сварке — это диаметр электрода, сила сварочного тока, напряжение на дуге, скорость сварки, род и полярность тока. Это основные параметры режима. К числу дополнительных относят длину дуги, амплитуду, частоту и форму колебаний конца электрода. Определение режима сварки начинают с выбора диаметра электрода в зависимости от толщины свариваемого металла и вида соединения (табл. 11). При сварке угловых и тавровых соединений величина катета шва не может быть больше чем 8 мм за один проход, так как за счет силы тяжести металл стекает на полку, искажая форму шва. При этом возможно излишнее оплавление стенки, ее подрез. При необходимости [c.119]
Тип покрытия электрода диктует необходимость применения постоянного тока обратной полярности (при переменном или постоянном токе прямой полярности дуга неустойчива). Тщательная прокалка электродов, режим которой определяется их маркой, способствует уменьшению вероятности образования в швах пор и вызываемых водородом треш,ин. Некоторые данные о режимах и выборе электродов для ручной дуговой сварки приведены в табл. 9.3 и 9.4, а о свойствах сварных соединений — в табл. 9.5 и на рис. 9.7.
[c.365]
Тщательная прокалка электродов, режим которой определяется их маркой, способствует уменьшению вероятности образования в швах пор и вызываемых водородом треш,ин. Некоторые данные о режимах и выборе электродов для ручной дуговой сварки приведены в табл. 9.3 и 9.4, а о свойствах сварных соединений — в табл. 9.5 и на рис. 9.7.
[c.365]
В табл. 9-8 приведены данные для выбора оптимального значения тока при сварке электродами различных марок и диаметров. Род и полярность тока выбирают исходя из особенностей электродного покрытия. При ручной дуговой сварке низкоуглеродистых сталей на всех практически применяемых режимах обеспечиваются достаточно высокие пластические свойства металла околошовной зоны. Поэтому в большинстве случаев не требуется применения специальных технологических мер, направленных на предотвращение образования на этом участке закалочных структур. Однако при сварке угловых швов на толстом металле и сварке первого слоя многослойного шва рекомендуется предварительный подогрев свариваемых деталей до температуры 120—150° С, что обеспечивает повышение стойкости металла шва против кристаллизационных трещин.
 [c.473]
[c.473]В целях правильного выбора трансформатора необходимо знать его технические характеристики (см. табл. 4). Наиболее удовлетворяют заданным параметрам трансформаторы типа ТД-306 и ТДМ-317. Из общего цикла работы, принятого для источников питания при ручной дуговой сварке (5 мин), трансформатор ТД-306 обеспечивает работу в течение I мин и паузу в течение 4 мин, трансформатор ТДМ-317 соответственно — 3 и 2 мин. Поэтому для обеспечения заданных параметров трансформатор ТД-306 более эффективен в монтажных условиях с режимом кратковременной работы, а трансформатор ТД-317 — в стационарных условиях, где требуется более продолжительная работа. Применение трансформаторов с большей мощностью экономически неэффективно из-за больших энергозатрат. [c.52]
Выбор режимов при ручной дуговой сварке [c.197]
Сварку выполняют на режимах, обеспечивающих у стыковых образцов без разделки кромок полный провар и получение обратного валика заданной ширины, а у стыковых образцов с разделкой кромок — заданную ширину и высоту шва при фиксированной скорости сварки, м/ч для ручной дуговой — 7,5 для аргонодуговой — 12 для сварки в среде Oj — 24. С целью выбора режима сварки, исключающего образование горячих трещин, меняют ее скорость, а мощность источника выбирают из условия получения необходимых габаритов шва.
[c.44]
С целью выбора режима сварки, исключающего образование горячих трещин, меняют ее скорость, а мощность источника выбирают из условия получения необходимых габаритов шва.
[c.44]
Учитывая все отмеченное выше, можно заключить, что средством регулирования химического состава, а следовательно, и свойств металла швов является соответствующий выбор сварочных материалов. При этом влияние режима сварки особенно значительно может проявляться при автоматической и полуавтоматической сварке, сварке плавящимся электродом под флюсом, при электрошлаковой сварке и в меньшей степени при ручной сварке штучными электродами. При аргоно-дуговой сварке неплавящимся электродом, а также при газовой сварке плавлением [c.22]
Одним из недостатков ручной дуговой сварки металлическим электродом являются значительные потери электродов на огарки, угар и разбрызгиванке, достигающие 50%. Потери эти зависят от выбора оптимальных режимов сварки, конструкции электродс держателя, кгали-фикации сварщика, технологических свойств электродов.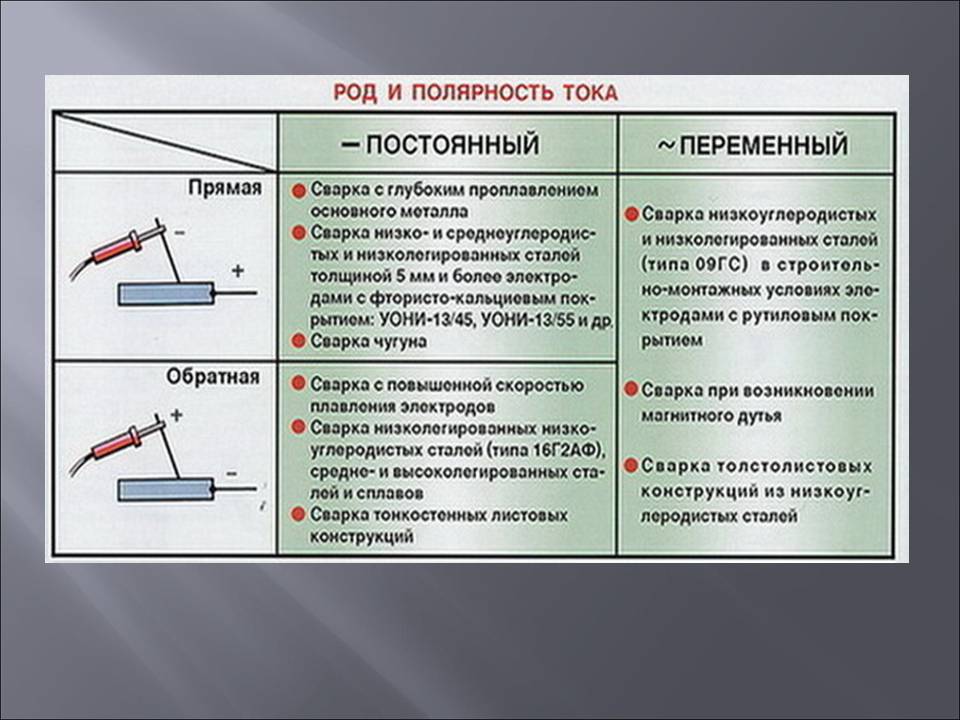 [c.36]
[c.36]
Сварка вручную покрытыми электродами. В настоящее время этот способ сварки вытесняется более производительным. Он находит примеиение при сварке технически чистого алюминия, сплавов АМц, АМг, содержащих не более 5% Mg, а также деталей из силумина. Ручную дуговую сварку выполняют при толщине лнстов от 4 мм и более. Металл толщиной 10 мм и выше предварительно подогревают. Температуру подогрева выбирают в зависимости от толщины металла в интервале 100—400° С. Сварку ведут на постоянном токе обратной полярности, как правило, без колебаний конца электрода. Сварочный ток при выборе режима сварки принимают из расчета 60 А на 1 мм диаметра электрода. Электроды используют диаметром 4— 10 мм. С увеличением толщины свариваемого изделия увеличивается диаметр электрода. [c.405]
Хромоникелевые аустенитные стали характеризуются высоким удельным электрическим сопротивлением, примерно в пять раз ббльщим, чем у обычных малоуглеродистых сталей. Это определяет выбор режимов сварки этих сталей как при контактной сварке, так и при дуговой плавящимся электродом и электрощла-ковой сварке. Так, например, при сварке плавящимся электродом высокое удельное электрическое сопротивление q при низкой удельной теплопроводности % металла приводит к увеличению скорости плавления электрода и ограничивает при определенных диаметре и длине электрода допустимые значения силы тока. Поэтому при ручной дуговой сварке штучными электродами, имеющими стержень из аустенитной стали, приходится применять меньшую предельную силу тока для данного диаметра электрода и уменьшать длину электрода в сравнении с электродами из малоуглеродистой стали.
[c.54]
Это определяет выбор режимов сварки этих сталей как при контактной сварке, так и при дуговой плавящимся электродом и электрощла-ковой сварке. Так, например, при сварке плавящимся электродом высокое удельное электрическое сопротивление q при низкой удельной теплопроводности % металла приводит к увеличению скорости плавления электрода и ограничивает при определенных диаметре и длине электрода допустимые значения силы тока. Поэтому при ручной дуговой сварке штучными электродами, имеющими стержень из аустенитной стали, приходится применять меньшую предельную силу тока для данного диаметра электрода и уменьшать длину электрода в сравнении с электродами из малоуглеродистой стали.
[c.54]
При изготовлении сварных конструкций из разнородных сталей используется большинство существующих способов сварки. Наибольшее распространение из них получила ручная дуговая сварка как процесс, обеспечивающий наибольшую гибкость регулирования степени проплавления свариваемых кромок.
 При сварке сталей одного структурного класса в большинстве случаев отсутствуют ограничения по уменьшению степени проплавления и соответственно могут применяться те же способы и режимы, что и для однородных соединений. При сварке сталей разного структурного класса выбор способа сварки и ее режима определяется предельной степенью проплавления свариваемых кромок. При использовании способов с повышенным проплавлением кромок, как, например, при электрошлаковой сварке, технологическая и конструктивная прочность соединения должны определяться подбором сварочных материалов, обладающих низкой чувствительностью к повышению степени проплавления. Перспективным является использование электронно-лучевой сварки как при непосредственном контактировании свариваемых кромок, так и с вбедением промежуточной прослойки, состав которой выбирают из условия получения оптимальных свойств щва. Для стыковки труб в котлостроении широко применяют контактную сварку сопротивлением, в компрессоро-строении и других отраслях широко внедрена сварка взрывом, все большее распространение находит диффузионная сварка.
При сварке сталей одного структурного класса в большинстве случаев отсутствуют ограничения по уменьшению степени проплавления и соответственно могут применяться те же способы и режимы, что и для однородных соединений. При сварке сталей разного структурного класса выбор способа сварки и ее режима определяется предельной степенью проплавления свариваемых кромок. При использовании способов с повышенным проплавлением кромок, как, например, при электрошлаковой сварке, технологическая и конструктивная прочность соединения должны определяться подбором сварочных материалов, обладающих низкой чувствительностью к повышению степени проплавления. Перспективным является использование электронно-лучевой сварки как при непосредственном контактировании свариваемых кромок, так и с вбедением промежуточной прослойки, состав которой выбирают из условия получения оптимальных свойств щва. Для стыковки труб в котлостроении широко применяют контактную сварку сопротивлением, в компрессоро-строении и других отраслях широко внедрена сварка взрывом, все большее распространение находит диффузионная сварка. [c.438]
[c.438]Эти стали можно сваривать ручной и механизированной дуговой сваркой, а также другими способами, причем предпочтительны способы сварки с невысокой погонной энергией. Техника выбора режима такая же, как и для других коррозионно-стойких сталей. Благодаря высокому содержанию феррита швы обладают достаточной стойкостью против горячих трещин. При сварке плавлением используют электроды ЦЛ-11, ОЗЛ-7, ЦТ-15-1, НЖ-13, АНВ-36, проволоку Св 08Х21Н7ВТ, Св 03Х21Н10АГ5, флюсы АН-26, АИК-45МУ. При сварке деталей с толщиной кромок 16…20 мм рекомендуется обрабатывать границы шва с основным материалом сварочной дугой, горящей в аргоне с неплавящегося электрода. Такой местный нагрев с малой погонной энергией обеспечивает мелкозернистую ферритную структуру с аустенитными прослойками по границам зерен. Это повышает пластичность и коррозионную стойкость. [c.187]
Техника ручной дуговой сварки MMA – ООО «ЦСК»
Главная|Энциклопедия сварки|Т|Техника ручной дуговой сварки MMAВыбор режима ручной дуговой сваркиРежим сварки — это совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные.
Параметры режима сварки подразделяют на основные и дополнительные.
| Основные параметры | Дополнительные параметры |
| — диаметр электрода; — величина, род и полярность тока; — напряжение на дуге; — скорость сварки; — число проходов. |
— величина вылета электрода; — состав и толщина покрытий электрода; — положение электрода; — положение изделия при сварке. |
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары.
Сварку швов в вертикально и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10-20% ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах 16-30 В.
Техника сваркиДуга может возбуждатьоя двумя приемами: касанием впритык и отводом перпендикулярно вверх или чирканием электродом, как спичкой. Второй способ удобнее, но неприемлем в узких и неудобных местах.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
В процессе ручной дуговой сварки электроду сообщается движение в трех направлениях:
1. Поступательное движение по направлению оси электрода. Этим движением поддерживается постоянная, в известных пределах, длина дуги в зависимости от скорости плавления электрода.
Этим движением поддерживается постоянная, в известных пределах, длина дуги в зависимости от скорости плавления электрода.
2. Перемещение электрода вдоль оси валика для образования шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов.
3. Перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов. Под порядком заполнения шва понимают как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяженности все швы условно можно разделить на три группы:
| Шов | короткий | средний | длинный |
| Протяженность, мм | <300 | 300–1000 | >1000 |
| Способ сварки | сварка от начала шва до его конца | сварка от середины к концам или обратно-ступенчатым методом | от середины к краям (обратноступенчатым способом) или вразброс |
В зависимости от протяженности шва, материала и требований к точности и качеству сварных соединений сварка таких швов может выполняться различно. При обратноступенчатом методе весь шов разбивается на небольшие участки длиной по 150–200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм.
При обратноступенчатом методе весь шов разбивается на небольшие участки длиной по 150–200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм.
В зависимости от количества проходов (слоев), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы. С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяют при сварке металла небольших толщин (до 8–10 мм) с предварительной разделкой кромок. Сварку соединений ответственных конструкций большой толщины (свыше 20–25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200–300 мм, затем – второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200–300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что предупреждает появление трещин. «Каскадный» метод является разновидностью горки. Соединения под сварку собирают в приспособлениях, чаще всего с прихватками.
Третий слой перекрывает второй и длиннее его на 200–300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что предупреждает появление трещин. «Каскадный» метод является разновидностью горки. Соединения под сварку собирают в приспособлениях, чаще всего с прихватками.
Сварочная дуга зажигается после короткого замыкания сварочной цепи, в момент отрыва электрода от изделия. Возбуждение дуги можно производить двумя способами: впритык и чирканьем.
| Касание | Чирканье |
| Сварщик концом электрода прикасается к изделию (основному металлу), а затем отводит его на небольшое расстояние (2–4 мм) | сварщик проводит (чиркает) по поверхности основного металла концом электрода и отводит его на небольшое расстояние (2сварщик проводит (чиркает) по поверхности основного металла концом электрода и отводит его на небольшое расстояние (2–4 мм) |
В том и другом случае приближение электрода к изделию производится быстро, а отвод электрода – медленно. До момента образования дуги электросварщик должен закрыть лицо щитком или маской.
До момента образования дуги электросварщик должен закрыть лицо щитком или маской.
Если дуга с первого раза не возбуждается, необходимо повторить приемы ее зажигания. Длительное прикосновение электрода к изделию вызывает его прилипание (приваривание). В этом случае отделить электрод необходимо быстрым отламывающим движением.
Манипулирование электродомВ процессе сварки электросварщик сообщает концу электрода движение одновременно в трех направлениях:
1. Поступательное движение вниз по оси электрода для поддержания необходимой длины дуги.
Чтобы дуга горела устойчиво (стабильно), необходимо поддерживать постоянство ее длины. Длина дуги оказывает большое влияние на качество и формирование сварного шва. Сварку рекомендуется вести короткой дугой. При короткой дуге обеспечивается большая глубина проплавления и лучшая защита расплавленного металла от окружающей атмосферы, т. е. гарантируется высокое качество металла шва. При сварке длинной дугой повышается разбрызгивание металла, сварной шов оказывается насыщенным газами, повышается его пористость.
При сварке длинной дугой повышается разбрызгивание металла, сварной шов оказывается насыщенным газами, повышается его пористость.
Ориентировочно длина дуги должна быть в пределах 0,5–1,0 диаметра электрода. Дуга, превышающая диаметр электрода, считается длинной. Длинная дуга горит неустойчиво и может самопроизвольно обрываться. Для обеспечения высокого качества шва сварщик должен непрерывно поддерживать короткую дугу постоянной длины. Техника сварки на короткой дуге сложнее, требует высокой квалификации сварщика и специальных навыков.
2. Движение в направлении сварки вдоль оси шва.
Скорость движения электрода вдоль шва определяется режимом сварки (диаметр электрода, величина тока), типом сварного соединения и пространственным положением сварки. Правильно выбранная скорость перемещения электрода обеспечивает правильное формирование и качество сварного шва. Недостаточная скорость перемещения электрода приводит к перегреву и прожогу (сквозное проплавление) металла. Чрезмерная скорость перемещения электрода уменьшает глубину проплавления и приводит к непровару.
Чрезмерная скорость перемещения электрода уменьшает глубину проплавления и приводит к непровару.
Сварной шов, образованный в результате первого и второго движения электрода, называется «ниточным». При правильно выбранной скорости перемещения электрода вдоль шва ширина «ниточного» шва (валика) получается не более 1,5 диаметра электрода. Такой шов находит применение при сварке тонкого металла, при проваре корня шва, при сварке в потолочном положении.
3. Колебательное движение, концом электрода поперек шва.
Применяется для получения шва нужной ширины и равномерного расплавления свариваемых кромок. Поперечные колебания концом электрода обеспечивают лучшие прогрев и проплавление кромок основного металла и замедляют остывание сварочной ванны. В процессе колебательных движений середину пути проходят быстро, замедляя движение в крайних точках. Траектория поперечных колебательных движений концом электрода определяется размерами сварного шва, формой подготовки кромок под сварку, пространственным положением сварки, индивидуальными навыками электросварщикам. Ширина шва (валика) не должна превышать трех диаметров электрода, при большей ширине возможно образование дефектов в сварном шве.
Ширина шва (валика) не должна превышать трех диаметров электрода, при большей ширине возможно образование дефектов в сварном шве.
Сложность овладения навыком ручной сварки покрытыми электродами состоит в том, что в процессе одновременного движения концом электрода в трех направлениях электросварщик должен поддерживать короткую дугу постоянной длины. Только это условие обеспечит устойчивое горение дуги, глубокий провар, хорошую защиту расплавленного металла от окружающей атмосферы, малое разбрызгивание, хорошее формирование шва и высокое качество сварки.
На процесс формирования сварного шва существенное влияние оказывает угол наклона электрода относительно направления сварки.
Сварку можно вести вертикально расположенным электродом или при его наклоне под углом 70—80°. При таких положениях электрода капли электродного металла, перемещающиеся при плавлении электрода в направлении его оси, полностью попадают в сварочную ванну. Различают сварку с наклоном электрода относительно направления сварки углом вперед и углом назад. Изменяя наклон электрода, сварщик может регулировать глубину провара, ширину шва и способствовать лучшему формированию валика шва.
Различают сварку с наклоном электрода относительно направления сварки углом вперед и углом назад. Изменяя наклон электрода, сварщик может регулировать глубину провара, ширину шва и способствовать лучшему формированию валика шва.
| Направление | Глубина проплавления (провара) | Ширина шва | Обоснование |
| углом вперед | уменьшается (<) | увеличивается (>) | снижение давления столба дуги на поверхность расплавленного металла, т.к. расплавленный металл затекает под столб дуги |
| углом назад | увеличивается (>) | уменьшается (<) | интенсивное вытеснение расплавленного металла из-под столба дуги |
 youtube.com/embed/8AppaVyR2Mg?rel=0″/>
youtube.com/embed/8AppaVyR2Mg?rel=0″/>
Выбор режимов при ручной дуговой сварки
ВЫБОР РЕЖИМА РУЧНОЙ ДУГОВОЙ СВАРКИ
Дуговую сварку контролируют ряд параметров, а именно: сварочный ток напряжение дуги скорость сварки род и полярность тока положение шва в пространстве тип электрода и его диаметр. Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
СВАРОЧНЫЙ ТОК (ВЫБОР СВАРОЧНОГО ТОКА ПОСРЕДСТВОМ ПОДБОРА ДИАМЕТРА ЭЛЕКТРОДА) Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом. Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода.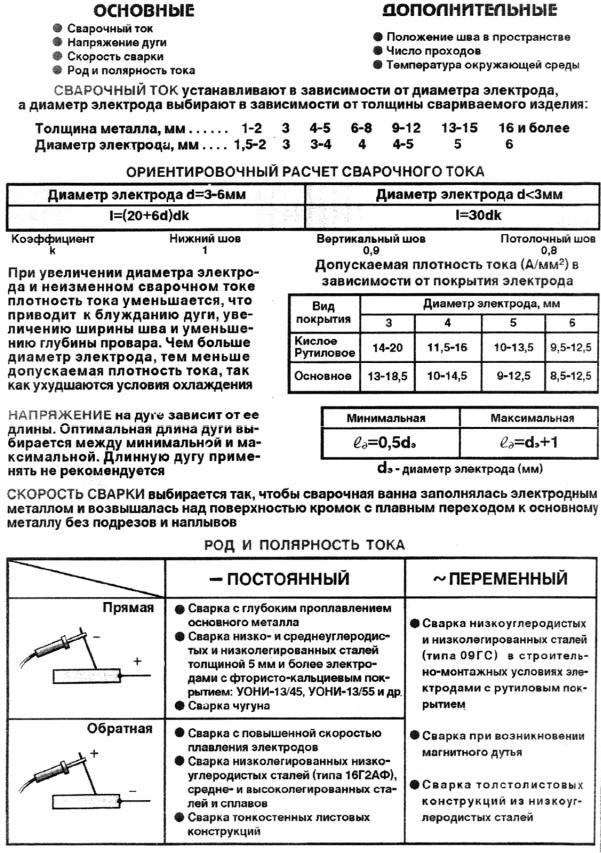 Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции. Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции. Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода. Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов. Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин. Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется. На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин. Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется. На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
РОД И ПОЛЯРНОСТЬ ТОКА
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали: При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-» При обратной полярности деталь подключается к «-», а электрод – к «+» На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
Прямая полярность — Сварка с глубоким проплавлением основного металла Сварка низко- и среднеуглеродистых и низколегированных сталей толщиной 5 мм и более электродами с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др. Сварка чугуна.
Обратная полярность — Сварка с повышенной скоростью плавления электродов Сварка низколегированных и низкоуглеродистых сталей (типа 16Г2АФ), средне- и высоколегированных сталей и сплавов Сварка тонкостенных листовых конструкций
ЗАЖИГАНИЕ (ВОЗБУЖДЕНИЕ) СВАРОЧНОЙ ДУГИ
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами. Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах.
Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах.
Режим сварки на сварочном аппарате
Качество сварного соединения – это результат удачного сочетания правильного выбора электрода, соблюдения условий, мастерства и умений сварщика, а также выбор правильного режима сварки на сварочном аппарате. К слову, на последнем компоненте этой цепочки, в этой статье, мы остановимся более подробно.
Дело в том,
что от выбора режима сварки на сварочном аппарате зависит, чуть ли не 50% всего
результата, поэтому каждому сварщику нужно знать, как правильно его выбирать,
вне зависимости от того, раз в 5 лет вы решились поварить трубы на даче, или
сталкиваетесь с этим ежедневно.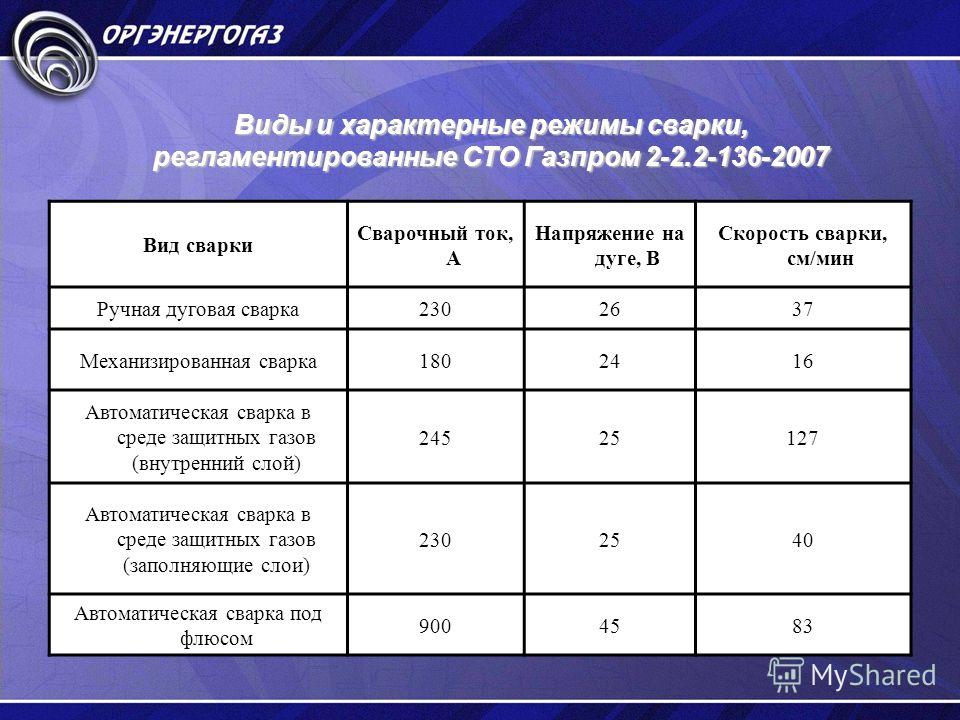
Дуговая сварка контролируется по ряду параметров, а если быть более конкретным, то по таким значениям, как: сварочный ток и напряжение дуги, скорость сварочного процесса, а также род и полярность тока, пространственное положение шва и тип электрода (в том числе, его диаметр). Поэтому, прежде чем приступить к сварке, обратите внимание на эти параметры, и в итоге, у вас получится качественный сварной шов.
Значение сварочного тока
Одним из главных параметров во время ручной дуговой сварки, является величина сварочного тока. Именно она определяет качества результирующего сварного шва, а также скорость и производительность всего сварочного процесса.
Как правило, все рекомендации касательно выбора величины сварочного тока, приводятся в инструкциях пользователя, что идут в комплекте с аппаратом. Но, если эта инструкция была утеряна или её не было изначально, значение сварочного тока можно определить, исходя из величины диаметра электрода.
Таким образом,
диаметр электрода и величина сварочного тока взаимозависимы между собой. В свою
очередь, диаметр также зависим от толщины изделия, которое будет свариваться.
Поэтому, и значение сварочного тока будет зависимым от толщины изделия.
В свою
очередь, диаметр также зависим от толщины изделия, которое будет свариваться.
Поэтому, и значение сварочного тока будет зависимым от толщины изделия.
Необходимо помнить, что увеличение диаметра электрода приводит к уменьшению плотности сварочного тока. Это, в свою очередь, вызывает «блуждание» сварочной дуги, колебания и изменение длины дуги. В таком случае увеличивается ширина сварочного шва, а также уменьшается глубина провара, иными словами, качество сварки заметно ухудшается.
Также, сварной ток зависим от пространственного положения сварочного шва. Если во время сварки шок находится в потолочном или вертикальном положении, рекомендуют использовать электроды с диаметром не менее 4 мм, и при этом уменьшить сварочный ток на 10-20% от стандартных значений, принятых для горизонтального положения.
Величина напряжения дуги (в т.ч., длина сварочной дуги)
Как только вы
определите силу сварочного тока, следует приступить к расчету длины сварочной
дуги. В этом случае, длина между концом электрода и поверхность материала,
который сваривается, и называется длиной сварочной дуги. Стабильность длины
дуги во время сварки – очень важный показатель, который в конечном итоге
серьезно влияет на качество шва.
В этом случае, длина между концом электрода и поверхность материала,
который сваривается, и называется длиной сварочной дуги. Стабильность длины
дуги во время сварки – очень важный показатель, который в конечном итоге
серьезно влияет на качество шва.
Лучше всего работать на короткой дуге, длина которой не более длины электрода. Однако, на практике достичь этих условий трудно, даже при огромном опыте. Поэтому, принятой считать длину дуги такой, которая находится посредине между наиболее минимальным значением короткой дуги, и максимально длинной дуги. Для наглядности, руководствуйтесь таблицей ниже.
Определяем скорость сварки
Скорость
сварки зависима от толщины детали, которая сваривается, а также от толщины
сварочного шва. Определить скорость следует таким образом, чтобы сварочная
ванна заполнялась расплавленным металлом от электрода, и могла возвышаться над
поверхностью кромки, с плавным переходом к свариваемой детали, с минимальными
наплывами или подрезами. Идеальной скоростью будет такое значение, при котором
ширина сварочного шва была больше диаметра электрода в 1,5-2 раза.
Идеальной скоростью будет такое значение, при котором
ширина сварочного шва была больше диаметра электрода в 1,5-2 раза.
При слишком медленном передвижении электрода, вдоль стыка будет образовываться большое количество жидкого металла, который, в свою очередь, начнет растекаться перед сварочной дугой, таким образом, препятствуя её действию на кромки. В результате, получится непровар или некачественно сделанный шов.
Собственно, слишком быстрое перемещение также вызывает непровары, из-за недостаточного количества тепла в зоне сварки. Это также чревато деформациями швов после охлаждения, а также формирования трещин.
Чтобы быстро
определить оптимальную скорость сварки, проще всего приблизительно
ориентироваться на размер сварочной ванны. Как правило, она имеет от 8 до 15 мм
в ширину, от 6 мм в глубину, и от 10 до 30 мм в длину. Очень важно, чтобы в
процессе сварки, ванна заполнялась равномерно, что свидетельствует о том, что
глубина проплавления не изменяется, а значит всё хорошо.
Из приведенного рисунка вы можете увидеть закономерность, при которой ширина шва заметно уменьшается, если увеличивать скорость сварки, но глубина в таком случае остается постоянной. Поэтому, наиболее качественные швы будут получаться при скорости от 30 до 40 м/ч.
Параметры рода и полярности тока
Большинство бытовых сварочных аппаратов дуговой сварки работают при постоянном токе. В таком случае, возможно, всего 2 варианта подключения электрода к свариваемой детали, это:
— ток прямой полярности, при котором деталь подключается к зажиму «+», а электрод к «-»;
— ток обратной полярности, при котором наоборот, деталь подключают к зажиму «-», а электрод к зажиму «+».
Обратите
внимание, что на зажиме «+» всегда выделяется большее количество тепла, чем на
зажиме «-». Соответственно, при сварке тонколистовых металлических деталей,
пользуются обратной полярностью, подключая зажим «+» к электроду, а не к
детали. Это не даст прожечь деталь, таким образом, не «запороть» сварку. Также,
обратная полярность применяется при сваривании высоколегированных сталей, с
целью предотвращения перегрева. Прямой полярностью, чаще всего пользуются для
сварки массивных и толстых деталей.
Это не даст прожечь деталь, таким образом, не «запороть» сварку. Также,
обратная полярность применяется при сваривании высоколегированных сталей, с
целью предотвращения перегрева. Прямой полярностью, чаще всего пользуются для
сварки массивных и толстых деталей.
Для тех, кто не знал, низколегированной сталью называется конструкционная сталь, в которой содержание легирующих элементов не превышает порог в 2,5%. Такие стали широко используются в строительстве, строительстве судов, в трубопрокате. Сварка низколегированных сталей производится как вручную, так и автоматически, независимо от полярности.
Поджигание сварочной дуги
Как правило, в бытовой и профессиональной сварке, наиболее распространенными способами поджигания дуги, остаются «чиканье» и «касание».
Также,
рекомендуем обращать внимание на наклон и длину электрода. Как правило,
электрод держится в вертикальном положении, наклоняясь в отношении к
направлению проводки. Поэтому, придерживаясь этих правил, вы сможете установить
и выбрать оптимальный режим сварки на сварочном аппарате.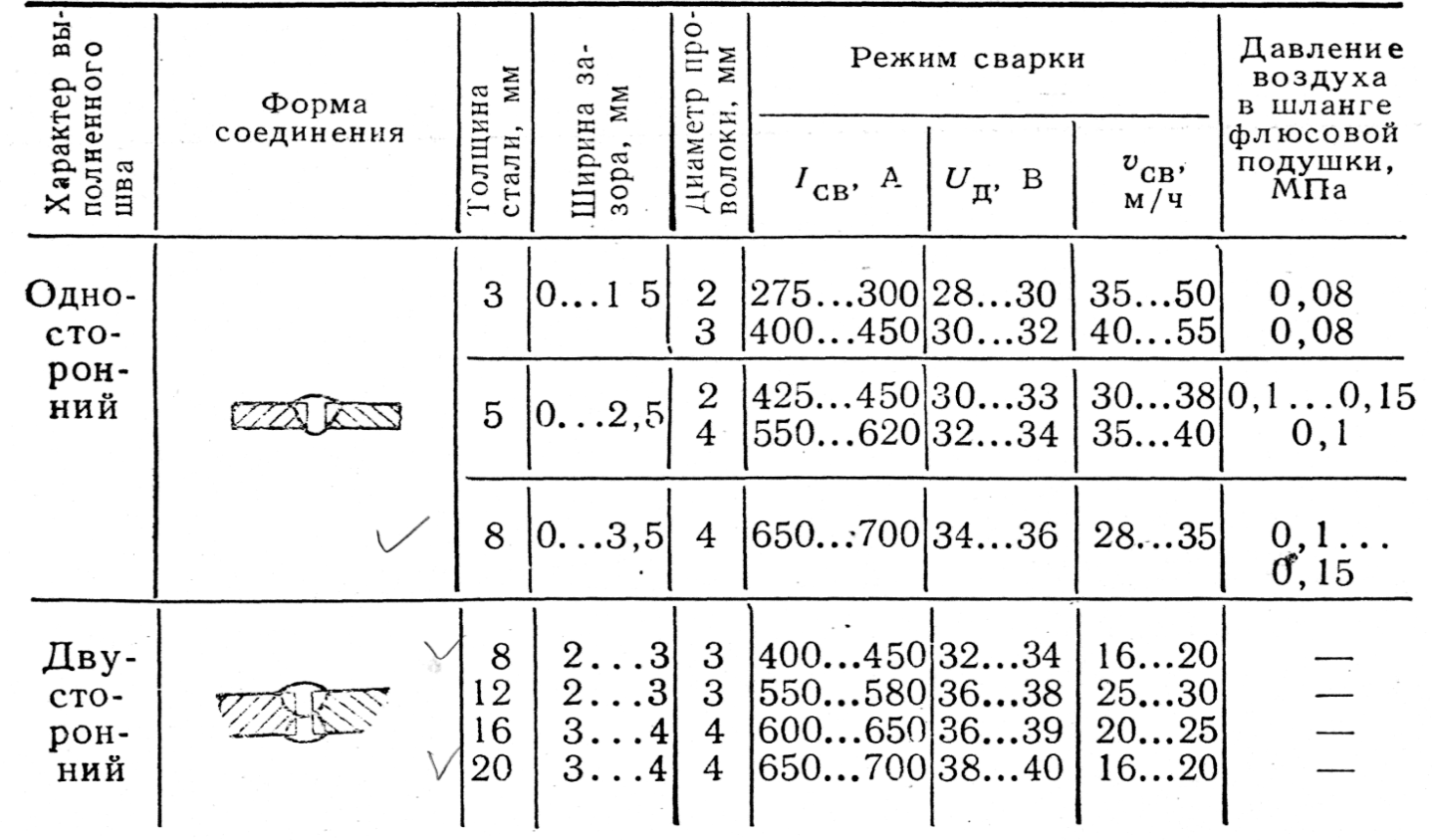
режимов переноса металла: короткое замыкание
Режимы переноса металла относятся к различным способам переноса присадочного металла (электрода) через сварочную дугу в сварочную ванну. Мы можем написать книгу по этой теме, но мы постараемся упростить ее, чтобы дать представление о различных способах передачи, их потребностях и их преимуществах и ограничениях.
Переменные, которые определяют режим переноса металла, включают: диаметр проволоки, силу тока, напряжение и состав защитного газа.
Основные режимы переноса металла:
- Короткое замыкание переключения (короткая дуга)
- Шаровидный
- Спрей
- Импульсный спрей
Существуют вариации, которые создают подкатегории внутри этих четырех, но нет необходимости усложнять вещи по большей части теоретической дифференциацией.
Эта статья будет посвящена передаче короткого замыкания, а остальные три режима мы рассмотрим в следующих статьях.
Короткое замыкание переключения
Короткое замыкание, обычно называемое «короткой дугой» и официально называемое GMAW-S, представляет собой режим передачи металла с низким тепловложением, при котором перенос металла от электрода к сварочной ванне происходит в результате серии коротких замыканий.По мере подачи сварочной проволоки она вступает в физический контакт с основным материалом и создает короткое замыкание. Когда происходит короткое замыкание, напряжение сразу падает до нуля. Однако сварочные аппараты MIG являются источниками питания постоянного напряжения, и их основная задача — поддерживать постоянное напряжение. Чтобы сделать это в случае короткого замыкания, которое стремится снизить напряжение до нуля, источник питания увеличит силу тока, чтобы разорвать короткое замыкание.
Короткое замыкание по существу сносится скачком силы тока, вызывая своего рода взрыв.Этот взрыв производит брызги и треск, который мы слышим. Некоторые люди сравнивают звук при коротком замыкании со звуком жарки бекона.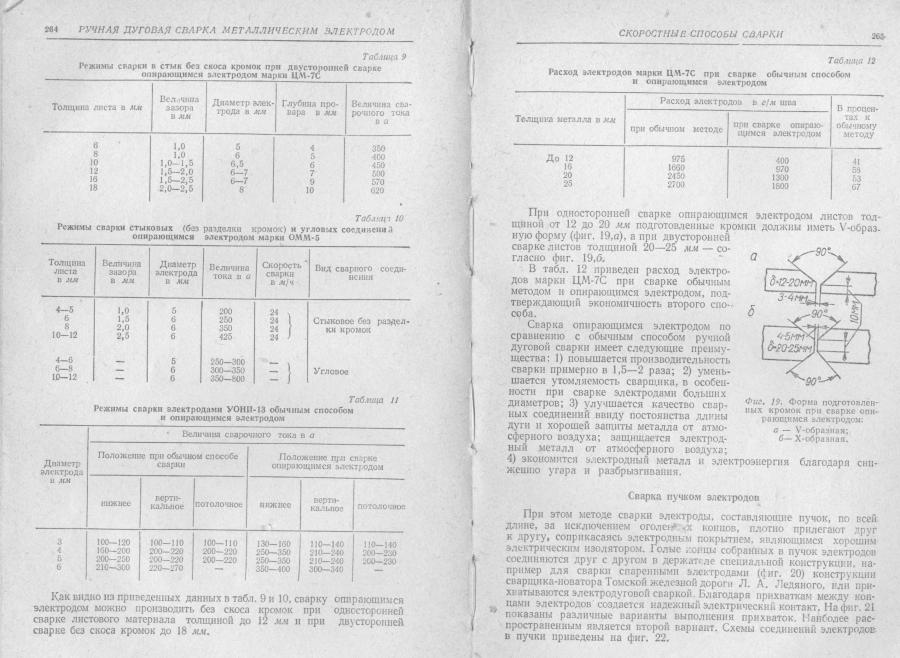 Каждый раз, когда проволока замыкается на основной металл, сварочная дуга гаснет. Сварочный аппарат мгновенно отреагирует всплеском силы тока, чтобы устранить короткое замыкание и снова зажгть дугу. Это происходит много раз в секунду (до 200 раз в секунду!), Поэтому мы никогда не видим, чтобы дуга погасла.
Каждый раз, когда проволока замыкается на основной металл, сварочная дуга гаснет. Сварочный аппарат мгновенно отреагирует всплеском силы тока, чтобы устранить короткое замыкание и снова зажгть дугу. Это происходит много раз в секунду (до 200 раз в секунду!), Поэтому мы никогда не видим, чтобы дуга погасла.
Этот график зависимости силы тока и напряжения от времени показывает, как короткое замыкание доводит напряжение до нуля, и в то же время источники питания увеличивают силу тока, чтобы разорвать короткое замыкание .
Передача короткого замыкания генерирует низкое тепловложение из-за низкой силы тока и низкого напряжения. Из-за этого ограничивается тонкими материалами. Американское общество сварщиков запрещает использование передачи короткого замыкания в процедурах сварки, прошедших предварительную квалификацию, из-за высокой вероятности отсутствия плавления.
Типичные защитные газы для переноса короткого замыкания включают 100% диоксид углерода и смеси, содержащие до 75% аргона, остальное — диоксид углерода.
Преимущества передачи короткого замыкания
- Подходит для более тонких материалов (1/8 дюйма и ниже) — низкое тепловложение предотвращает продувку основного материала, а при соответствующей скорости движения также предотвращает деформацию.
- Сварка во всех положениях — благодаря низкому тепловложению сварочная ванна быстро затвердевает, что позволяет выполнять сварку во всех положениях.
- Отлично подходит для зазоров и плохой подгонки — короткое замыкание хорошо подходит для плохой подгонки, включая зазоры. По этой причине короткое замыкание широко используется для выполнения корневого прохода на трубе.
- Низкая стоимость — низкие требования к силе тока при передаче короткого замыкания означают, что можно использовать базовые источники питания низкого уровня. Двуокись углерода также относительно недорога по сравнению со смесями с высоким содержанием аргона.
Ограничение переключения при коротком замыкании
- Ограничивается листовым металлом — как упоминалось выше, низкое тепловложение приводит к отсутствию плавления на более толстых секциях.

- Брызги — короткое замыкание дуги и последующее подрыв дуги из-за всплеска силы тока образуют брызги, которые увеличивают время очистки и снижают эффективность электрода.
- Не разрешено для использования в процедурах сварки, прошедших предварительную квалификацию (из-за подверженности отсутствию плавления).

Самая большая проблема с переносом короткого замыкания заключается в том, что мы можем сделать очень красивый сварной шов, который создает иллюзию качества. Ежедневно выполняются одно- и многопроходные переходные швы короткого замыкания на рамах прицепов, стальных зданиях и других несущих конструкциях. Вот почему так важно иметь квалифицированные сварочные процедуры. Следующие нормы, такие как AWS D1.1 «Правила сварки конструкций (сталь)», следует рассматривать не как неудобство, а как возможность повысить качество, следуя проверенным рекомендациям.
Чтобы проиллюстрировать, что может означать использование передачи короткого замыкания в элементах конструкции, взгляните на изображения ниже. Первый сварной шов (слева) был выполнен с использованием передачи короткого замыкания. Сварка справа была выполнена методом распыления.
Первый сварной шов (слева) был выполнен с использованием передачи короткого замыкания. Сварка справа была выполнена методом распыления.
Сварочный шов слева был получен с помощью короткого замыкания, и за счет изменения движения электрода образуются отчетливые ряби. Сварной шов справа был косой (без каких-либо манипуляций), выполненный методом распыления. Оба шва были выполнены на пластине толщиной 3/8 дюйма.
Глядя на внешний вид этих сварных швов, мы можем предположить, что оба шва являются хорошими.Некоторые люди предпочитают сварной шов слева, потому что им нравится вид ряби. Но что находится под этими сварными швами? Давайте взглянем.
На протравленном поперечном сечении шва короткого замыкания (слева) видно отсутствие плавления. Изображение справа показывает глубокое проникновение, связанное с переносом распылением.
Хотя оба сварных шва имеют одинаковый размер, сварной шов справа (перенос распылением) почти вдвое превышает нагрузочную способность из-за глубокого проникновения корня. Передаточный шов короткого замыкания справа показывает значительное отсутствие плавления. Эти сварные швы были выполнены на материале толщиной 3/8 дюйма, чтобы показать, что перенос короткого замыкания не следует использовать на толстых секциях. Для получения дополнительной информации по этой теме прочтите «Как определить прочность на сдвиг углового сварного шва».
Передаточный шов короткого замыкания справа показывает значительное отсутствие плавления. Эти сварные швы были выполнены на материале толщиной 3/8 дюйма, чтобы показать, что перенос короткого замыкания не следует использовать на толстых секциях. Для получения дополнительной информации по этой теме прочтите «Как определить прочность на сдвиг углового сварного шва».
Пришло время подумать о качестве сварных швов?
Ссылка: Руководство по процедуре дуговой сварки, 14-е издание
Разница между процессами сварки SMAW, GMAW и GTAW
Сварка — это быстрый и надежный метод соединения, который почти заменил другие процессы неразъемного соединения.Его можно определить как один процесс соединения, с помощью которого два или более материала могут быть соединены на постоянной основе с или без применения тепла, давления и наполнителя. Его можно широко использовать для соединения не только металлов, но и других материалов, включая пластмассы и керамику. Чтобы удовлетворить потребность в соединении самых разных материалов несколькими способами, существует большое количество сварочных процессов, которые можно в широком смысле классифицировать как сварку плавлением и сварку в твердом состоянии. Сварка плавлением — это сварка плавлением, при которой тепло прикладывается извне для расплавления соприкасающихся поверхностей основного металла с образованием слияния.Тепло может подаваться различными способами, такими как электрическая дуга, газовое пламя, резистивный нагрев, пучок высокой энергии и т. Д.
Сварка плавлением — это сварка плавлением, при которой тепло прикладывается извне для расплавления соприкасающихся поверхностей основного металла с образованием слияния.Тепло может подаваться различными способами, такими как электрическая дуга, газовое пламя, резистивный нагрев, пучок высокой энергии и т. Д.
Соответственно, все процессы дуговой сварки, газовой сварки, контактной сварки и сварки интенсивным пучком энергии относятся к сфере сварки плавлением. При дуговой сварке электрическая дуга образуется между острым электродом и проводящими основными металлами. Эта дуга является основным источником тепла для плавления прилегающих поверхностей и присадочных металлов. Таких процессов довольно много — все они следуют одному и тому же основному принципу, но существенно различаются по процедурам, преимуществам, ограничениям и возможным областям применения.Экранированная дуговая сварка (SMAW), газовая дуговая сварка металлическим электродом (GMAW) и газовая дуговая сварка вольфрамом (GTAW) — это три таких процесса дуговой сварки, каждый из которых имеет определенные преимущества перед другими. Различия между процессами сварки SMAW, GMAW и GTAW обсуждаются ниже.
Различия между процессами сварки SMAW, GMAW и GTAW обсуждаются ниже.
Расходный и неплавящийся электрод: Электрод является неотъемлемой частью любого процесса дуговой сварки для создания и поддержания электрической дуги. Такие электроды бывают двух типов — расходные и одноразовые.Плавящийся электрод плавится во время сварки из-за дугового нагрева и впоследствии откладывается на сварном шве, который в конечном итоге становится неотъемлемой частью соединения. Напротив, неплавящийся электрод не плавится во время сварки и остается целым. В конкретном процессе дуговой сварки используется только один тип. Что касается расходуемого и неплавящегося электрода, ниже приводится сравнение процессов сварки SMAW, GMAW и GTAW.
- SMAW — Расходуемый электрод.
- GMAW — Расходуемый электрод.
- GTAW — Нерасходуемый электрод.
Применение присадочного металла: Присадочный металл требуется для заполнения корневого зазора. Когда корневой зазор значительно больше (> 2 мм) и / или кромка подготовлена, следует нанести шпатлевку. С расходуемым электродом сам электрод плавится и откладывается на сварном шве. Таким образом, дополнительный наполнитель не требуется. Такой электрод ведет себя как наполнитель, и скорость подачи электрода можно контролировать, чтобы управлять скоростью осаждения наполнителя.Напротив, неплавящийся электрод не обеспечивает присадку сварного шва. Таким образом, если требуется наполнитель, он должен поставляться отдельно.
Когда корневой зазор значительно больше (> 2 мм) и / или кромка подготовлена, следует нанести шпатлевку. С расходуемым электродом сам электрод плавится и откладывается на сварном шве. Таким образом, дополнительный наполнитель не требуется. Такой электрод ведет себя как наполнитель, и скорость подачи электрода можно контролировать, чтобы управлять скоростью осаждения наполнителя.Напротив, неплавящийся электрод не обеспечивает присадку сварного шва. Таким образом, если требуется наполнитель, он должен поставляться отдельно.
- SMAW — Дополнительный наполнитель не требуется. Электрод действует как наполнитель.
- GMAW — Никакого дополнительного наполнителя не требуется. Электрод действует как наполнитель.
- GTAW — электрод не расходуется. Таким образом, дополнительный наполнитель в виде стержня малого диаметра подается только тогда, когда он необходим, путем постоянной подачи его ниже столба дуги.
Непрерывный характер электрода / наполнителя: Присадочный материал в виде электрода или отдельного электрода непрерывно плавится и откладывается на сварном валике. Таким образом, его длина постепенно сокращается со временем сварки. Если длина наполнителя короткая, его необходимо часто заменять новым. Это снижает производительность и прерывает процесс. С другой стороны, длинный наполнитель может непрерывно подаваться в зону сварки в течение более длительного времени без перерыва. Такой способ продуктивен, но требует бестарного хранения дорогостоящего наполнителя.
Таким образом, его длина постепенно сокращается со временем сварки. Если длина наполнителя короткая, его необходимо часто заменять новым. Это снижает производительность и прерывает процесс. С другой стороны, длинный наполнитель может непрерывно подаваться в зону сварки в течение более длительного времени без перерыва. Такой способ продуктивен, но требует бестарного хранения дорогостоящего наполнителя.
- SMAW — Электрод-наполнитель представляет собой прямой стержень малого диаметра длиной 2 — 3 фута.Таким образом, это требует частой смены и прерывания процесса.
- GMAW — Электрод-наполнитель представляет собой проволоку малого диаметра, намотанную на проволочную лужу. В этой ванне хранится достаточно длинный проволочный электрод, поэтому сварку можно проводить непрерывно в течение более длительного времени без промежуточных остановок для смены электрода. Этот электрод непрерывно питается с помощью механизированных устройств.
- GTAW — электрод не расходуется. Дополнительный наполнитель обычно бывает в виде короткого стержня небольшого диаметра и поэтому требует частой остановки для замены наполнителя.Однако сварку можно вести непрерывно, если не использовать присадку.
 Дополнительный наполнитель обычно бывает в виде короткого стержня небольшого диаметра и поэтому требует частой остановки для замены наполнителя.Однако сварку можно вести непрерывно, если не использовать присадку.
Дополнительный наполнитель обычно бывает в виде короткого стержня небольшого диаметра и поэтому требует частой остановки для замены наполнителя.Однако сварку можно вести непрерывно, если не использовать присадку.Предпочтительный режим сварки: Дуговая сварка может выполняться в трех различных режимах. Как упоминалось ранее, наполнитель не требуется, если корневой зазор очень мал или базовый материал тонкий. Когда сварка ведется без применения присадки, это называется автогенным режимом. Однако, если применяется наполнитель и металлургический состав наполнителя аналогичен составу исходного компонента, то это называется гомогенным режимом.Если металлургический состав наполнителя существенно отличается от основного компонента, это называется гетерогенным режимом. Для разных режимов подходят разные сварочные процессы.
- SMAW — Этому процессу присущ наполнитель из-за расходуемого электрода. Так что автогенный режим невозможен. Он подходит в основном для однородной сварки.
- GMAW — Подобно SMAW, этому процессу присущ наполнитель из-за расходуемого электрода. Так что автогенный режим невозможен.Подходит для однородной и неоднородной сварки.
- GTAW — электрод не расходуется. Так что автогенный режим возможен; Фактически, сварка TIG подходит только для этого режима. Однако он также может применяться для однородной и неоднородной сварки за счет использования оптимального набора параметров процесса.
Материал электрода: Материал электрода для каждого процесса дуговой сварки должен обладать несколькими основными характеристиками, такими как хорошая электропроводность, хорошая излучательная способность электронов, желаемая температура плавления и т. Д.Стоит отметить, что присадочный металл должен быть совместим с основным металлом, иначе они не будут смешиваться должным образом, что приведет к дефектной сварке. Таким образом, в случае расходуемого электрода материал электрода следует выбирать на основе совместимости с основным металлом. В случае неплавящегося электрода присадочный материал следует выбирать на основе совместимости с основным металлом, тогда как электрод должен быть изготовлен из такого материала с высокой температурой плавления.
В случае неплавящегося электрода присадочный материал следует выбирать на основе совместимости с основным металлом, тогда как электрод должен быть изготовлен из такого материала с высокой температурой плавления.
- SMAW — Электроды в основном изготавливаются из черных металлов. Он имеет лишь небольшое разнообразие материалов электродов.Таким образом, он подходит только для однородного соединения компонентов из черных металлов.
- GMAW — на рынке доступен широкий выбор электродных материалов. Хотя большинство электродов являются черными, их металлургический состав можно варьировать для достижения желаемого результата.
- GTAW — Этот электрод изготовлен только из вольфрама. Это не зависит от основного металла или присадочного металла, поскольку электрод не является расходуемым. Вольфрам имеет самую высокую температуру плавления (3422 ° C). Другими желательными свойствами также можно управлять, добавляя легирующие элементы в небольших количествах.Например, торий, оксид лантана, оксид церия, диоксид циркония и т. Д. Добавляют с вольфрамом для улучшения различных сварочных характеристик, таких как коэффициент излучения электронов, эрозия электродов и т. Д.
 Д. Добавляют с вольфрамом для улучшения различных сварочных характеристик, таких как коэффициент излучения электронов, эрозия электродов и т. Д.
Д. Добавляют с вольфрамом для улучшения различных сварочных характеристик, таких как коэффициент излучения электронов, эрозия электродов и т. Д.Электрод с покрытием или без покрытия: На электрод может быть нанесено покрытие для защиты от окисления или атмосферного загрязнения. Помимо защиты от окисления, покрытие также обеспечивает другие преимущества, такие как подача защитного газа, уменьшение разбрызгивания, стабилизация дуги, введение химических элементов в валик сварного шва и т. Д.Однако электрод с покрытием стоит дорого и со временем может повредиться. В разных процессах используются разные типы покрытий, каждое из которых выполняет желаемую функцию.
- SMAW — Использует электрод с толстым покрытием из флюса. Этот флюс не только защищает электрод, но и подает защитный газ.
- GMAW — на электроде нет флюсового покрытия. Однако для защиты электродного материала от окисления наносится тонкое покрытие из стабильного материала.
- GTAW — Использует неизолированный вольфрамовый электрод.На электрод не наносится никакого покрытия.

Подача защитного газа: Защитный газ подается при дуговой сварке для вывода кислорода из зоны сварки и создания оболочки из инертных газов, окружающей сварной валик. Его основная функция — защита горячего сварного шва от окисления. Такой защитный газ может подаваться непосредственно из газового баллона или косвенно путем разложения других химических элементов во время сварки.
- SMAW — Флюсовое покрытие электрода разрушается во время сварки с образованием защитного газа.Отдельный защитный газ не применяется.
- GMAW — Защитный газ (инертный или активный) подается из газового баллона.
- GTAW — инертный защитный газ подается из газового баллона.
Проблема с разбрызгиванием: Брызги — это маленькие капельки расплавленного металла фильтра, которые образуются из-за рассеяния дуги и выходят из зоны сварки. Это разбрызгивание вызывает потерю присадочного металла и, следовательно, неравномерную скорость осаждения присадки, что иногда приводит к различным дефектам сварки, включая отрицательное армирование и неточность размеров.Он также ухудшает внешний вид и требует шлифовки после сварки для удаления.
Это разбрызгивание вызывает потерю присадочного металла и, следовательно, неравномерную скорость осаждения присадки, что иногда приводит к различным дефектам сварки, включая отрицательное армирование и неточность размеров.Он также ухудшает внешний вид и требует шлифовки после сварки для удаления.
- SMAW — производит чрезмерное разбрызгивание даже при оптимальном наборе параметров процесса.
- GMAW — Также образуются брызги; тем не менее, его можно уменьшить за счет использования оптимального набора параметров процесса.
- GTAW — в основном без брызг.
Ручное управление и автоматизация: Дуговая сварка в экранированном металле выполняется вручную, поэтому ее также называют ручной дуговой сваркой (MMAW).Газовая дуговая сварка металлическим электродом может быть легко автоматизирована, если электродная проволока непрерывно подается с катушки с использованием механизированного устройства, и в то же время горелка перемещается другим автоматическим транспортным средством. Газовая дуговая сварка вольфрамом обычно выполняется вручную; однако, можно также автоматизировать, особенно движение горелки. Автоматизированный процесс быстрее и продуктивнее; но ручной процесс более гибкий и практически не имеет ограничений по месту его применения.
Газовая дуговая сварка вольфрамом обычно выполняется вручную; однако, можно также автоматизировать, особенно движение горелки. Автоматизированный процесс быстрее и продуктивнее; но ручной процесс более гибкий и практически не имеет ограничений по месту его применения.
Проблемы производительности и качества: SMAW не обеспечивает соединение хорошего качества.Таким образом, он выполняется в основном для бытовых и общепромышленных нужд. Частая смена электродов вызывает прерывание процесса и, следовательно, не подходит для более длительной сварки. GMAW очень продуктивен и может выполняться непрерывно в течение длительного времени. Это легко автоматизировать. Его объемная скорость наплавки также очень высока. Таким образом, он подходит там, где имеется большой зазор между корнями, кромки подготавливаются в форме U или V, требуются более длинные соединения или даже для облицовки. Хотя он менее подвержен дефектам, качество его стыков не очень хорошее.Брызги также ухудшают внешний вид сварного шва.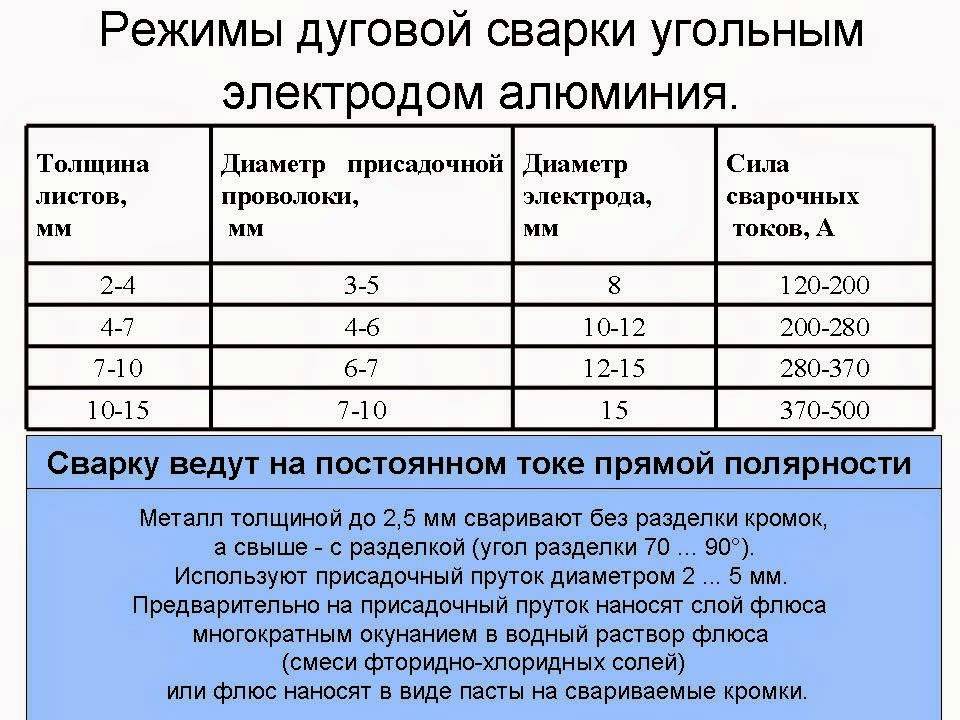 По качеству GTAW — лучшая из трех. Это обеспечивает превосходный сустав с великолепным внешним видом. Он менее подвержен дефектам, но скорость наплавки или сварки сравнительно невысока.
По качеству GTAW — лучшая из трех. Это обеспечивает превосходный сустав с великолепным внешним видом. Он менее подвержен дефектам, но скорость наплавки или сварки сравнительно невысока.
В этой статье представлено научное сравнение между дуговой сваркой в защитном металлическом корпусе (SMAW), газовой дуговой сваркой (GMAW) и газовой дуговой сваркой вольфрамовым электродом (GTAW). Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Справочник по дуговой сварке металлов в газовой среде, автор В. Х. Минник (2007, Goodheart Willcox).
- Базовая сварка TIG и MIG (GTAW и GMAW) И. Х. Гриффином, Э. М. Роденом и К. В. Бриггсом (3 , издание , Delmar Cengage Learning).
- Дуговая сварка защищенного металла, У. Л. Баллис (2011, Xulon Press).
Газовая дуговая сварка металла — Директива AHSS
Газовая дуговая сварка металлов: Введение
Газовая дуговая сварка металла (GMAW) (рис. 1), обычно называемая на сленге «MIG» (сварка в среде инертного газа), использует непрерывно подаваемый неизолированный проволочный электрод через сопло, которое обеспечивает надлежащий поток защитного газа для защиты расплавленный и горячий металл по мере его охлаждения.Поскольку проволока подается автоматически системой подачи проволоки, GMAW является одним из процессов дуговой сварки, который считается полуавтоматическим. Механизм подачи проволоки проталкивает электрод через сварочную горелку, где он устанавливает электрический контакт с контактной трубкой, которая передает электроэнергию от источника питания по кабелю к электроду. Этот процесс требует гораздо меньших навыков сварки, чем дуговая сварка экранированного металла (SMAW) или дуговая сварка вольфрамовым электродом (GTAW) [ССЫЛКА К РАЗДЕЛУ], и обеспечивает более высокие скорости наплавки.
1), обычно называемая на сленге «MIG» (сварка в среде инертного газа), использует непрерывно подаваемый неизолированный проволочный электрод через сопло, которое обеспечивает надлежащий поток защитного газа для защиты расплавленный и горячий металл по мере его охлаждения.Поскольку проволока подается автоматически системой подачи проволоки, GMAW является одним из процессов дуговой сварки, который считается полуавтоматическим. Механизм подачи проволоки проталкивает электрод через сварочную горелку, где он устанавливает электрический контакт с контактной трубкой, которая передает электроэнергию от источника питания по кабелю к электроду. Этот процесс требует гораздо меньших навыков сварки, чем дуговая сварка экранированного металла (SMAW) или дуговая сварка вольфрамовым электродом (GTAW) [ССЫЛКА К РАЗДЕЛУ], и обеспечивает более высокие скорости наплавки.
Рисунок 1: GMAW
Основными компонентами оборудования являются сварочная горелка и кабельная сборка, блок подачи электродов, источник питания и источник защитного газа. Эта установка включает систему водяного охлаждения сварочного пистолета, которая обычно необходима при сварке с высокими рабочими циклами и большим током.
Эта установка включает систему водяного охлаждения сварочного пистолета, которая обычно необходима при сварке с высокими рабочими циклами и большим током.
GMAW поступил в продажу в конце 1940-х годов, предлагая значительное улучшение скорости наплавки и повышение эффективности сварки.Скорость наплавки намного выше, чем при SMAW и GTAW, и процесс легко адаптируется к роботизированным приложениям. Благодаря высокой скорости сварки и способности адаптироваться к автоматизации, он широко используется производителями автомобильного и тяжелого оборудования, а также в широком спектре строительных и конструкционных работ, сварки труб и сосудов высокого давления, а также облицовки. Он чрезвычайно гибкий и может использоваться для сварки практически всех металлов. По сравнению с SMAW оборудование GMAW немного дороже из-за дополнительного механизма подачи проволоки, более сложной горелки и необходимости в защитном газе , , но в целом оно все еще относительно недорогое.
GMAW является «саморегулирующимся», что означает способность машины постоянно поддерживать постоянную длину дуги.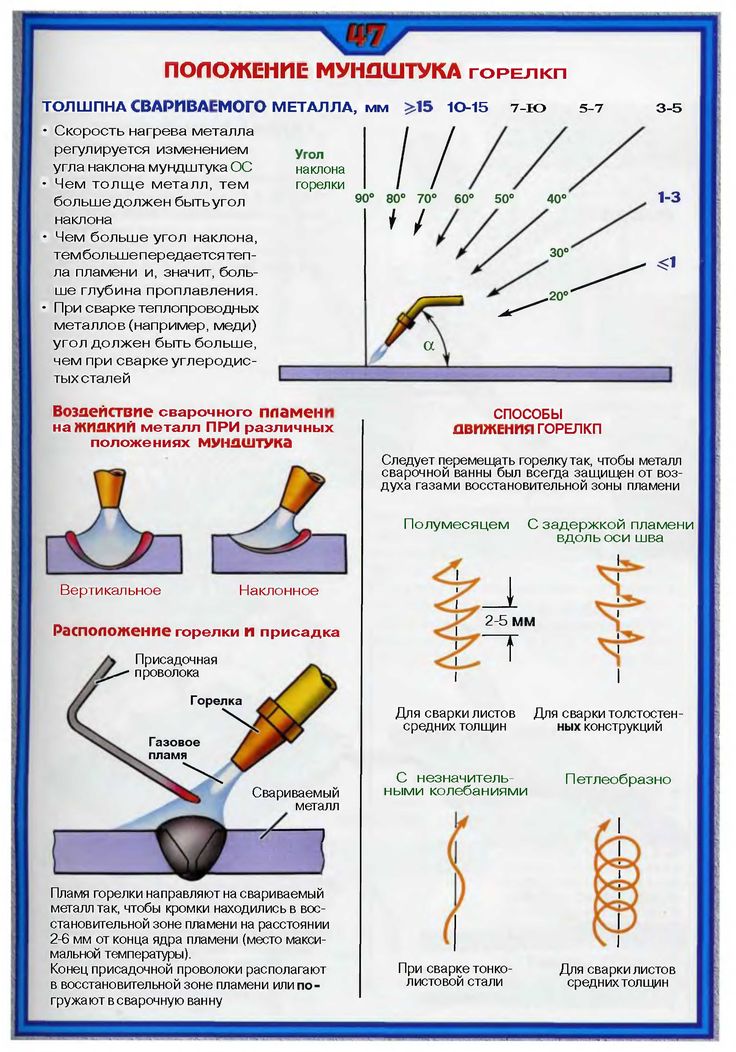 Обычно это достигается с помощью источника питания постоянного напряжения, хотя некоторые современные машины теперь могут достигать саморегулирования другими способами. Эта функция саморегулирования приводит к процессу, который идеально подходит для механизированных и роботизированных приложений.
Обычно это достигается с помощью источника питания постоянного напряжения, хотя некоторые современные машины теперь могут достигать саморегулирования другими способами. Эта функция саморегулирования приводит к процессу, который идеально подходит для механизированных и роботизированных приложений.
На рис. 2 представлена важная терминология GMAW. Особое значение имеет удлинение электрода. Как показано, удлинение электрода относится к длине присадочной проволоки между дугой и концом контактного наконечника.Причина важности удлинения электрода заключается в том, что чем длиннее удлинение электрода, тем большее количество резистивного (известного как I 2 R) нагрева будет происходить в проводе. Резистивный нагрев возникает из-за того, что стальная проволока плохо проводит электричество. Этот эффект может стать значительным при больших токах и / или длительных удлинениях и может привести к тому, что большая часть энергии источника питания будет потребляться на нагрев и плавление проволоки и меньше — на создание дугового нагрева. В результате значительный резистивный нагрев может привести к более широкому профилю сварного шва с меньшим проплавлением или глубиной проплавления. Расстояние до объекта также является важным фактором. Слишком большие расстояния отрицательно влияют на способность защитного газа защищать сварной шов. Слишком близкие расстояния могут привести к чрезмерному скоплению брызг на сопле и контактном наконечнике. Различные газы используются для защиты в процессе GMAW. К наиболее распространенным из них относятся аргон (Ar), гелий (He) и диоксид углерода (CO 2 ) и их комбинации.На рис. 3 показано влияние защитного газа на профиль сварного шва.
В результате значительный резистивный нагрев может привести к более широкому профилю сварного шва с меньшим проплавлением или глубиной проплавления. Расстояние до объекта также является важным фактором. Слишком большие расстояния отрицательно влияют на способность защитного газа защищать сварной шов. Слишком близкие расстояния могут привести к чрезмерному скоплению брызг на сопле и контактном наконечнике. Различные газы используются для защиты в процессе GMAW. К наиболее распространенным из них относятся аргон (Ar), гелий (He) и диоксид углерода (CO 2 ) и их комбинации.На рис. 3 показано влияние защитного газа на профиль сварного шва.
Рисунок 2: Общая терминология GMAW
Рисунок 3: Влияние защитного газа на профиль сварного шва
AWS A5.18 представляет собой спецификацию присадочного металла из углеродистой стали для SMAW и включает в себя присадочный металл как для GMAW, так и для GTAW. Типичный электрод показан на Рисунке 4. Буква «E» относится к электроду, а «R» относится к стержню, что означает, что присадочный металл может использоваться либо как электрод GMAW, который проводит ток, либо как отдельный присадочный металл в форма стержня, который можно использовать для процесса GTAW.Буква «S» обозначает этот присадочный металл как твердый (в отличие от обозначения «T», которое относится к трубчатому электроду GCAW или «C» для композитного электрода), цифра, буква или комбинация цифр / букв, следующие за S, относятся к разнообразная информация о присадочном металле, такая как состав, рекомендуемый защитный газ и / или полярность.
Буква «E» относится к электроду, а «R» относится к стержню, что означает, что присадочный металл может использоваться либо как электрод GMAW, который проводит ток, либо как отдельный присадочный металл в форма стержня, который можно использовать для процесса GTAW.Буква «S» обозначает этот присадочный металл как твердый (в отличие от обозначения «T», которое относится к трубчатому электроду GCAW или «C» для композитного электрода), цифра, буква или комбинация цифр / букв, следующие за S, относятся к разнообразная информация о присадочном металле, такая как состав, рекомендуемый защитный газ и / или полярность.
Рис. 4. Типовой электрод AWS A5.18.
Таким образом, процесс GMAW предлагает следующие преимущества и ограничения:
- Преимущества:
- Более высокая производительность наплавки, чем SMAW и GTAW
- Лучшая эффективность производства по сравнению сSMAW и GTAW, поскольку электрод или присадочную проволоку необходимо постоянно заменять
- Поскольку флюс не используется, требуется минимальная очистка после сварки и исключается возможность включения шлака.
- Требует меньше навыков сварщика, чем ручные процессы
- Легко автоматизированный
- Может сваривать большинство коммерческих сплавов
- Глубокое проникновение с режимом распыления
- В зависимости от режима переноса металла возможна сварка во всех положениях
- Ограничения:
- Оборудование дороже и менее портативное, чем оборудование SMAW
- Резак тяжелый и громоздкий, поэтому совместный доступ может быть проблемой
- Различные режимы переноса металла добавляют сложности и ограничения
- Чувствительность к сквознякам

Процедуры и свойства GMAW
Несмотря на повышенное содержание легирующих добавок, используемых для Q&P 980, не наблюдается повышенного типа или частоты сварочных дефектов по сравнению со сварными швами газовой сварки низкоуглеродистой стали (GMAW).На рис. 5 показан профиль микротвердости сварного шва GMAW Q&P 980 толщиной 1,6 мм. И сварной шов, и HAZ имеют менее 500 HV, и в HAZ нет явной зоны размягчения. Б-4
И сварной шов, и HAZ имеют менее 500 HV, и в HAZ нет явной зоны размягчения. Б-4
Рис. 5. Профиль микротвердости сварного шва GMAW диаметром 1,6 мм DP 980. Б-4
GMAW был использован на трех сталях, исследованных в различных условиях. Слева представлена зона ЗТ, а посередине — ЗТВ. На рисунках показаны различные степени упрочнения и размягчения ЗТВ в зависимости от марки материала и других условий.Самая высокая твердость наблюдается в ближней ЗТВ, а самая мягкая точка — в дальней ЗТВ. DP 980 [ССЫЛКА НА МАТЕРИАЛ В МЕТАЛЛУРГИИ] показывает наибольшую степень упрочнения и размягчения ЗТВ. Условие номинально высокого CR является комбинацией низкого тепловложения и теплоотвода. Графики показывают, что CR имеет тенденцию оказывать наибольшее влияние на стали DP, а сталь TRIP — в несколько меньшей степени. Предварительная деформация оказывает наибольшее влияние на основной металл TRIP (BM), увеличивая твердость BM примерно на 25%. Твердость самого мягкого участка TRIP 780 HAZ также увеличивается за счет предварительной деформации, хотя степень размягчения (около 20%) существенно не изменяется. Предварительная деформация увеличила твердость DP 780 BM всего примерно на 10%. Предварительная деформация не повлияла на пиковую твердость ЗТВ ни для одного из материалов. После обжига не оказалось значительного влияния на профили твердости в ЗТВ материала DP 780 или материала TRIP 780, независимо от состояния предварительной деформации (рисунки с 6 по 8).
Твердость самого мягкого участка TRIP 780 HAZ также увеличивается за счет предварительной деформации, хотя степень размягчения (около 20%) существенно не изменяется. Предварительная деформация увеличила твердость DP 780 BM всего примерно на 10%. Предварительная деформация не повлияла на пиковую твердость ЗТВ ни для одного из материалов. После обжига не оказалось значительного влияния на профили твердости в ЗТВ материала DP 780 или материала TRIP 780, независимо от состояния предварительной деформации (рисунки с 6 по 8).
Рис. 6. Профили твердости сварных швов DP 780, TRIP 780 и DP 980 внахлест, выполненных с номинально высоким CR, без предварительной деформации или последующего обжига. П-7
Рис. 7. Профили твердости сварных швов DP 780 и TRIP 780
, полученных как с предварительным напряжением, так и без него, для условий высокого CR. E-1
Рис. 8: Профили твердости сварных швов DP 780 и TRIP 780, полученных как
с последующим обжигом, так и без него, как для предварительно деформированного листа, так и для не деформированного листа
для номинально высокого CR. E-1
E-1
Результаты статического растяжения соединения внахлест TRIP 780 для различных присадочных металлов и условий CR показаны на Рисунке 9.Результаты выражаются в показателях эффективности суставов и деформации при пиковой нагрузке. Данные показывают, что совместная эффективность колеблется от примерно 50% до примерно 98%. Деформации при пиковой нагрузке варьировались от менее 3% до почти 8%. Разрушение произошло либо в дальней ЗТВ, либо на границе плавления сварного шва. Прочность присадочного металла не оказала заметного влияния на свойства при растяжении. На рисунке 9 показаны результаты испытаний на статическое растяжение стыковых соединений TRIP 780. Все сварные швы вышли из строя в размягченной области дальней ЗТВ с эффективностью соединения, превышающей 89%.В среднем сварные швы, выполненные с использованием более высокого CR, подвергались более высоким деформациям во время нагрузки, чем сварные швы, выполненные с использованием более низкого CR. Как и в случае сварных швов внахлест, прочность присадочного металла, по-видимому, не влияла на статические свойства при растяжении. Аббревиатуры высокого и низкого CR обозначают высокий и низкий CR, используемые для каждого сварного шва.
Как и в случае сварных швов внахлест, прочность присадочного металла, по-видимому, не влияла на статические свойства при растяжении. Аббревиатуры высокого и низкого CR обозначают высокий и низкий CR, используемые для каждого сварного шва.
Рис. 9: Результаты испытаний на статическое растяжение соединений внахлестку TRIP 780 и стыков. E-1
Результаты испытаний на статическое растяжение стыковых швов DP 780 показаны на Рисунке 10.Все сварные швы вышли из строя в размягченной области дальней ЗТВ. Как показано, сварные швы с высоким CR имели эффективность соединения более 90%. Сварные швы с высоким CR также, по-видимому, имеют немного большую деформацию при пиковой нагрузке.
Рис. 10: Результаты испытаний на статическое растяжение стыковых соединений DP 780. E-1
На Рисунке 11 (слева) показаны результаты динамического растяжения соединения внахлест TRIP 780 для различных присадочных металлов и условий CR. UTS составлял от 372 до 867 МПа (от 54 до 126 ksi), а деформация при пиковой нагрузке составляла от менее 1% до более 5%.Соединения внахлест с высоким CR имели более низкие значения прочности и деформации при пиковой нагрузке. Эти сварные швы вышли из строя вдоль линии плавления, предположительно из-за пористости, присутствующей в корне. Все сварные швы внахлест с низким CR, выполненные проволокой ER70S-6, вышли из строя в дальней ЗТВ нижнего листа. Из соединений внахлест с низким CR, полученных с помощью проволоки ER100S-G, два образца с динамическим растяжением вышли из строя в размягченной области дальней ЗТВ, а один разрушился вдоль линии сплавления верхнего листа без наличия пористости в корне сварного шва. Анализ рисунка 11 (слева) показывает, что прочность присадочного металла не оказала заметного влияния на результаты испытаний на динамическое растяжение.На рисунке 11 (справа) показаны результаты испытаний на динамическое растяжение стыковых соединений TRIP 780. Все провалилось в смягченном районе дальней ЗТВ.
UTS составлял от 372 до 867 МПа (от 54 до 126 ksi), а деформация при пиковой нагрузке составляла от менее 1% до более 5%.Соединения внахлест с высоким CR имели более низкие значения прочности и деформации при пиковой нагрузке. Эти сварные швы вышли из строя вдоль линии плавления, предположительно из-за пористости, присутствующей в корне. Все сварные швы внахлест с низким CR, выполненные проволокой ER70S-6, вышли из строя в дальней ЗТВ нижнего листа. Из соединений внахлест с низким CR, полученных с помощью проволоки ER100S-G, два образца с динамическим растяжением вышли из строя в размягченной области дальней ЗТВ, а один разрушился вдоль линии сплавления верхнего листа без наличия пористости в корне сварного шва. Анализ рисунка 11 (слева) показывает, что прочность присадочного металла не оказала заметного влияния на результаты испытаний на динамическое растяжение.На рисунке 11 (справа) показаны результаты испытаний на динамическое растяжение стыковых соединений TRIP 780. Все провалилось в смягченном районе дальней ЗТВ.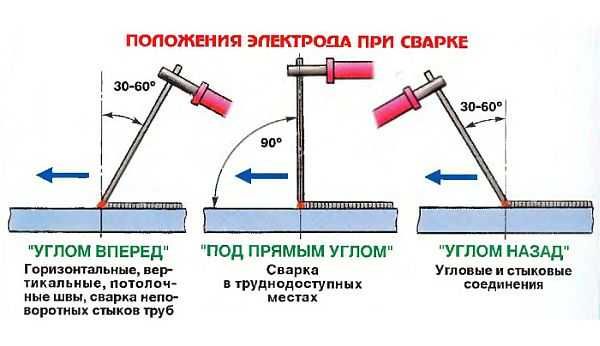 Показатель UTS стыковых соединений составлял от 840 до 896 МПа (от 122 до 130 фунтов на квадратный дюйм), а деформация при пиковой нагрузке обычно составляла от 3 до 4%. Рисунок показывает, что ни прочность присадочного металла, ни условие CR не оказали заметного влияния на результаты динамических испытаний на растяжение стыковых соединений.
Показатель UTS стыковых соединений составлял от 840 до 896 МПа (от 122 до 130 фунтов на квадратный дюйм), а деформация при пиковой нагрузке обычно составляла от 3 до 4%. Рисунок показывает, что ни прочность присадочного металла, ни условие CR не оказали заметного влияния на результаты динамических испытаний на растяжение стыковых соединений.
Рис. 11: Результаты испытаний на динамическое растяжение соединений внахлестку и стыковых соединений TRIP 780. E-1
Результаты испытаний на динамическое растяжение стыковых соединений DP 780 показаны на Рисунке 12. Все они не прошли испытания в размягченной области дальней ЗТВ. UTS составлял от 841 до 910 МПа (от 122 до 132 ksi), а деформация при пиковой нагрузке составляла от 2,25% до менее 4,0%. Следует отметить, что аналогичные ОТС были получены для стыковых соединений DP 780 и TRIP 780. В среднем стыковые соединения TRIP 780 имели немного более высокую нагрузку при пиковой нагрузке. Ни прочность присадочного металла, ни условия CR не оказывают заметного влияния на динамические свойства при растяжении.
Рис. 12: Результаты испытаний на динамическое растяжение стыковых соединений DP 780. E-1
Вернуться к началу
Похожие сообщения Фильтровать по Тип сообщения Категория Сварка с высокой плотностью энергии Дуговая сварка Контактная сварка стали с алюминием Лазерная сварка Моделирование Тестирование и характеристика Цитаты Сортировать по Заголовок АктуальностьМ-66
Цитата: М-66. М. Мазар Атабаки, Дж. Ма, В. Лю, Р. Ковачевич,
М. Мазар Атабаки, Дж. Ма, В. Лю, Р. Ковачевич,
8
Принципы, режимы и области применения плазменно-дуговой сварки или плазменно-дуговой сварки
Плазменно-дуговая сварка или PAW — это процесс дуговой газовой сварки, аналогичный газовой дуговой сварке вольфрамом (GTAW).Более откровенно, PAW — это процесс с защитой от газа, использующий сжатую дугу между металлической деталью и неплавящимся вольфрамовым электродом. Разница между GTAW и PAW заключается в способе установки электродов в носовой части резака. Знать различные аспекты процесса плазменно-дуговой сварки.
Основные моменты публикации:
- Принципы плазменно-дуговой сварки
- Типы сварки PAW
- Параметры плазменной сварки
- Рабочие режимы PAW
- Расходные материалы для плазменной сварки
- PAW Защитный газ
- Аппараты плазменной сварки
- Преимущества плазменно-дуговой сварки
- Недостатки плазменно-дуговой сварки
- Приложения для плазменной сварки
- Меры предосторожности при сварке PAW
Принцип плазменно-дуговой сварки
По сути, сварка PAW является расширением сварки TIG, в которой используются неплавящиеся вольфрамовые электроды.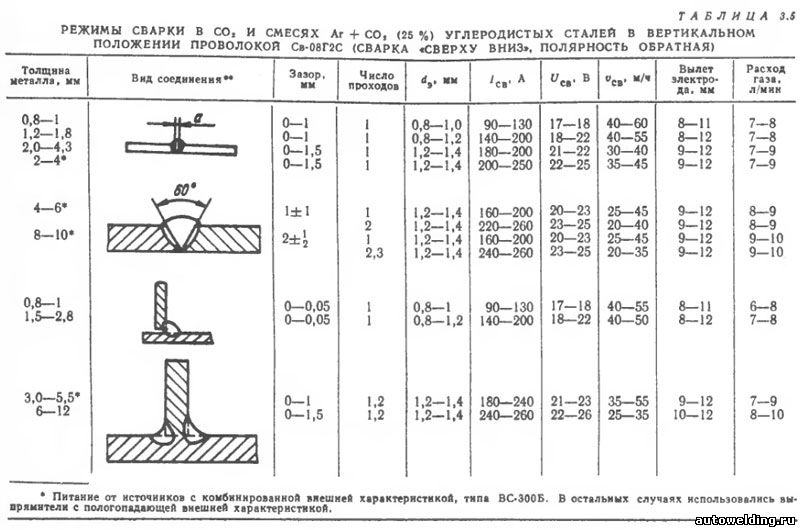 Это процесс дуговой сварки, который приводит к слиянию из-за нагрева. Это происходит из-за сужения дуги между вольфрамовым электродом и соплом с водяным охлаждением. При плазменной сварке используются два инертных газа. Кроме того, один экранирует дуговую плазму, а другой образует дуговую плазму. Сварщики могут добавлять или не добавлять присадочный металл.
Это процесс дуговой сварки, который приводит к слиянию из-за нагрева. Это происходит из-за сужения дуги между вольфрамовым электродом и соплом с водяным охлаждением. При плазменной сварке используются два инертных газа. Кроме того, один экранирует дуговую плазму, а другой образует дуговую плазму. Сварщики могут добавлять или не добавлять присадочный металл.
Обычно плазменная сварка бывает двух типов. Они следующие.
Дуговый процесс с переносом
В этом процессе между электродом и заготовкой образуется дуга.Дуга имеет высокую плотность энергии и скорость плазменной струи, предназначенной для плавления и резки металлов. Сварщики могут применять плазменную сварку цветных металлов и нержавеющей стали для их резки. Его также можно выполнять при высоких скоростях хода дуги при сварке.
Дуговый процесс без переноса
В этом типе дуга образуется между суженным соплом с водяным охлаждением и электродом..jpg) А плазма дуги выходит из сопла в виде пламени. Сварщики могут лучше обращаться с пламенем дуги или перемещать его из одного места в другое.Сварочный процесс можно использовать для получения металлических покрытий высокой плотности. Для возбуждения непередаваемой дуги требуется высокочастотный блок в цепи.
А плазма дуги выходит из сопла в виде пламени. Сварщики могут лучше обращаться с пламенем дуги или перемещать его из одного места в другое.Сварочный процесс можно использовать для получения металлических покрытий высокой плотности. Для возбуждения непередаваемой дуги требуется высокочастотный блок в цепи.
PAW использует, возможно, два или три газа, которые могут быть одинаковыми или комбинацией разных газов. Они следующие:
- Плазменный газ
- Защитный газ
- Обратная продувка и остаточный газ
Параметры плазменно-дуговой сварки
Режимы работыПроцесс обычно работает с постоянным током.Режимы могут быть достигнуты за счет расхода плазменного газа и изменения диаметра ствола. Есть три режима работы.
Микроплазма (от 0,1 до 15 А) — Сварщики могут работать с дугой в этом режиме, поддерживая очень низкие сварочные токи. Столбчатая дуга остается стабильной, несмотря на то, что длина дуги варьируется до 20 мм.
Столбчатая дуга остается стабильной, несмотря на то, что длина дуги варьируется до 20 мм.
Средний ток (от 15 до 200 А) — Обычно при более высоких токах от 15 до 200 А характеристики плазменно-дуговой сварки похожи на сварку TIG. Тем не менее, поскольку плазма сужается, дуга остается более жесткой.Однако есть возможность улучшить проплавление сварочной ванны, просто увеличив расход плазменного газа. Но это вызывает риск уноса воздуха и защитного газа.
Плазма Keyhole (более 100 А) — Сварщики могут создавать очень мощный плазменный луч, увеличивая поток плазменного газа и сварочный ток. В результате он обеспечивает полное проникновение в материал. Процесс подходит для более толстых материалов из нержавеющей стали до 10 мм.
Расходные материалы для плазменной сварки В каждом сварочном процессе используются расходные материалы для выполнения сварных швов.В плазменной сварке используются медные сопла и , электрод — вольфрам 2% торий . Диаметр наконечника электрода не так критичен, как для GTAW. Температура должна быть от 30 до 60 градусов. Большой диаметр отверстия может вызвать нестабильность дуги.
Диаметр наконечника электрода не так критичен, как для GTAW. Температура должна быть от 30 до 60 градусов. Большой диаметр отверстия может вызвать нестабильность дуги.
Аргон — это обычная комбинация газов для плазменного газа. А в качестве защитного газа аргон смешивается с 2-5% водорода .Гелий также можно использовать в качестве плазменного газа, но его высокая температура приводит к снижению номинального тока сопла. Кроме того, меньшая масса гелия затрудняет работу в режиме замочной скважины.
PAW МашиныПо сути, сварка PAW является модификацией сварки TIG. Поскольку плазма является интенсивным источником тепла и используется в этом процессе для плавления металлов. Обычно существует два типа аппаратов для плазменной сварки. Их-
1. Аппарат для плазменной сварки — Возможность сварки металлических листов толщиной от 100 микрон до 1 мм.
2.Аппарат для микроплазменной сварки — Возможность сварки очень тонких листов (от 100 микрон до 5 мм)
Преимущества плазменно-дуговой сваркиКаждый процесс дуговой сварки сочетает в себе как преимущества, так и недостатки. Плюс сварки PAW — это контроль и качество производства.
- Конструкция резака позволяет лучше контролировать дугу. наряду с более высоким допуском для расстояния зазора резака.
- Обычно обеспечивает более чистые и гладкие сварные швы .
- В PAW плазменная струя и более высокая концентрация тепла обеспечивают более высокую скорость перемещения .
- При плазменной сварке имеется меньших зон термического влияния .
Несмотря на преимущества, ограничения плазменной дуговой сварки заключаются в следующем.
- Начальные затраты на процесс плазменной сварки относительно высоки. .Кроме того, оборудование очень дорогое.
- Как более специализированный вид сварки, требует более интенсивного обучения и опыта .
- Это вызывает излучение ультрафиолетового и инфракрасного излучения.
- Это производит более высокий уровень шума около 100 дБ.
Процесс сварки PAW в сварочной промышленности используется следующим образом.
- Сварщики используют плазменную дугу типа для сварки труб и трубок из титана или нержавеющей стали .
- Аэрокосмическая и морская промышленность широко применяют плазменную дуговую сварку .
- Для сварки или нанесения покрытия на лопатку турбины используется PAW.
- Другие области применения плазменной сварки — это электроника и ремонтная промышленность .

Как мы все знаем, сварка — это процесс соединения, в котором используется тепло для сплавления двух или более металлов вместе. Это похоже на то, что сварщики сознательно играют с огнем, используя определенные правила и параметры сварки. Следовательно, возникает необходимость помнить о безопасности себя и окружающих вещей.
- Уполномоченное лицо должно осмотреть зону и определить меры предосторожности.
- Убедитесь, что все горючие вещества должны находиться на расстоянии 35 футов от места сварки. и должным образом защищены.
- Держите огнетушители рядом с и готовыми к немедленному использованию.
- Сварщики должны носить средства индивидуальной защиты , такие как шлемы, кожаные перчатки, защитную одежду, а также носить наушники или беруши.
- Там должна быть установлена надлежащая вентиляционная, вытяжная или респираторная система.

И соблюдайте другие меры безопасности в соответствии с требованиями места сварки.
Заключение
Таким образом, вышеупомянутая информация о различных аспектах плазменно-дуговой сварки или плазменно-дуговой сварки полезна для студентов, сварщиков и других специалистов в области сварки.
Связанные: Другие типы сварки
Нравится:
Нравится Загрузка …
Вам также может понравиться:Разница между SMAW и GMAW
Дуговая сварка — это один из типов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для сплавления стыковых поверхностей основных материалов, которые должны быть соединены. Для того чтобы сваривать самые разные материалы различными способами, существует несколько процессов дуговой сварки, а именно: дуговая сварка под защитным слоем металла, дуговая сварка металлическим металлом, дуговая сварка газом вольфрамом, дуговая сварка под флюсом, дуговая сварка порошковой проволокой, дуговая сварка под флюсом, шпилька. дуговая сварка, сварка угольной дугой и т. д.Дуговая сварка экранированного металла (SMAW), также известная как ручная дуговая сварка металла (MMAW), представляет собой один из процессов сварки плавлением, при котором дуга возникает между электродом, покрытым флюсом, и проводящими опорными пластинами. Здесь электрод является расходным материалом и, таким образом, расплавляет отложения на сварном валике для подачи присадочного материала. Этот расходуемый электрод имеет форму короткого стержня, поэтому его нужно часто менять. Это прерывает процесс и снижает производительность. Электродный металл также покрыт соответствующим флюсом для защиты от окисления.Этот флюс также распадается во время сварки и образует необходимый защитный газ для защиты горячего сварного шва от нежелательного окисления и загрязнения. Процесс SMAW обычно выполняется вручную, отсюда и название «Ручная дуговая сварка металла» (MMAW). Ручное управление также делает процесс универсальным, поэтому процесс SMAW находит широкое применение в гражданских и промышленных целях.
дуговая сварка, сварка угольной дугой и т. д.Дуговая сварка экранированного металла (SMAW), также известная как ручная дуговая сварка металла (MMAW), представляет собой один из процессов сварки плавлением, при котором дуга возникает между электродом, покрытым флюсом, и проводящими опорными пластинами. Здесь электрод является расходным материалом и, таким образом, расплавляет отложения на сварном валике для подачи присадочного материала. Этот расходуемый электрод имеет форму короткого стержня, поэтому его нужно часто менять. Это прерывает процесс и снижает производительность. Электродный металл также покрыт соответствующим флюсом для защиты от окисления.Этот флюс также распадается во время сварки и образует необходимый защитный газ для защиты горячего сварного шва от нежелательного окисления и загрязнения. Процесс SMAW обычно выполняется вручную, отсюда и название «Ручная дуговая сварка металла» (MMAW). Ручное управление также делает процесс универсальным, поэтому процесс SMAW находит широкое применение в гражданских и промышленных целях.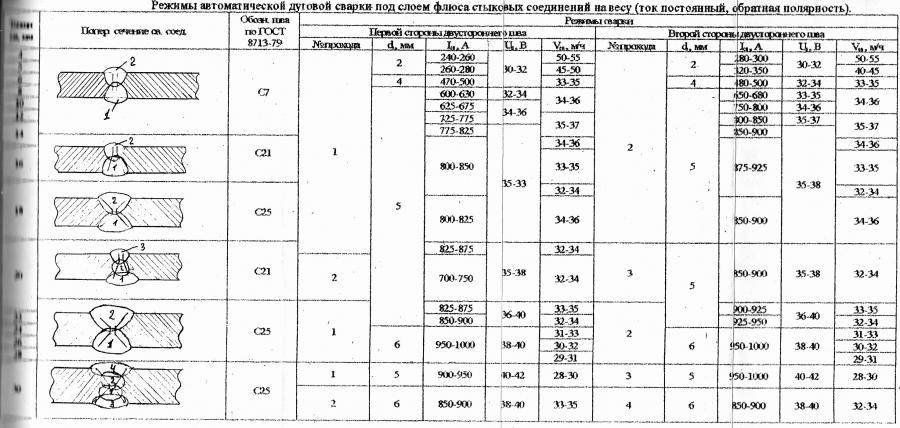
Газовая дуговая сварка металла (GMAW) — это еще один процесс сварки плавлением, при котором дуга возникает между сплошным неизолированным электродом и проводящими опорными пластинами.В отличие от SMAW, в котором используется короткий стержневой электрод, в GMAW используется проволочный электрод очень большой длины. Этот проволочный электрод наматывают в ванне, чтобы его можно было непрерывно подавать в течение более длительного времени. Электрод по своей природе расходный, поэтому он плавится, оставляя необходимый наполнитель в корневом зазоре. Электрод GMAW не покрыт флюсом, поэтому защитный газ подается отдельно для защиты горячего сварного шва. Этим защитным газом могут быть инертные газы, такие как аргон, гелий и азот (при сварке Metal Inert Gas или MIG), или смесь активных и инертных газов (при сварке Metal Active Gas или MAG).Процесс обычно выполняется автоматически с минимальным вмешательством человека. Благодаря непрерывной подаче проволочного электрода, процесс GMAW обеспечивает очень высокую скорость осаждения присадки, что делает процесс высокопроизводительным.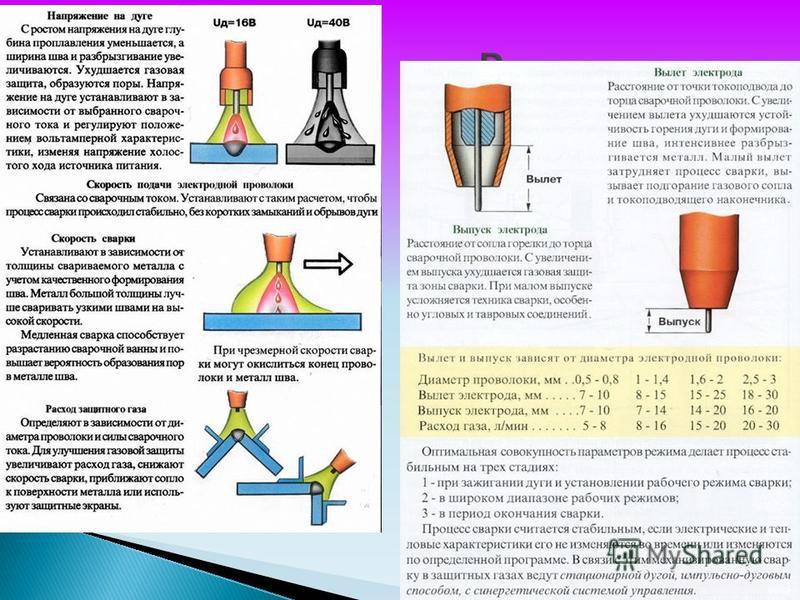 Однако этому процессу не хватает гибкости. Различные сходства и различия между дуговой сваркой защищенного металла (SMAW) и газовой дуговой сваркой (GMAW) приведены ниже в виде таблицы.
Однако этому процессу не хватает гибкости. Различные сходства и различия между дуговой сваркой защищенного металла (SMAW) и газовой дуговой сваркой (GMAW) приведены ниже в виде таблицы.
- И SMAW, и GMAW представляют собой процессы сварки плавлением, поскольку стыковые поверхности основных компонентов сплавлены с помощью дугового тепла с образованием слияния.Фактически, все процессы дуговой сварки — это сварка плавлением.
- В обоих процессах используется расходуемый электрод. Расходуемый электрод плавится из-за нагрева дуги и последовательно осаждается на сварном шве. Таким образом, он обеспечивает необходимый заполнитель, чтобы заполнить корневую щель. Таким образом, не требуется отдельно поставлять наполнитель.
- Автогенный режим сварки невозможен ни в одном из этих двух процессов, поскольку присадочный материал применяется по своей сути. Автогенная сварка выполняется без применения присадочного материала.
- Оба процесса применимы только к проводящим основным металлам. Фактически, все процессы дуговой сварки применимы только к проводящим материалам, поскольку основные металлы представляют собой один электрод для создания дуги. Некоторые процессы сварки в твердом состоянии (например, сварка трением, сварка взрывом и т. Д.) И современные сварочные процессы (например, LBW, PAW и т. Д.) Могут применяться для электрически непроводящих материалов.
 Фактически, все процессы дуговой сварки применимы только к проводящим материалам, поскольку основные металлы представляют собой один электрод для создания дуги. Некоторые процессы сварки в твердом состоянии (например, сварка трением, сварка взрывом и т. Д.) И современные сварочные процессы (например, LBW, PAW и т. Д.) Могут применяться для электрически непроводящих материалов.
Фактически, все процессы дуговой сварки применимы только к проводящим материалам, поскольку основные металлы представляют собой один электрод для создания дуги. Некоторые процессы сварки в твердом состоянии (например, сварка трением, сварка взрывом и т. Д.) И современные сварочные процессы (например, LBW, PAW и т. Д.) Могут применяться для электрически непроводящих материалов.| SMAW | GMAW |
|---|---|
| Пруток короткого и малого диаметра используется в качестве электрода для дуговой сварки экранированных металлов (SMAW).Длина электрода обычно не превышает 60 см. | При дуговой сварке металла(GMAW) используется плавящийся электрод небольшого диаметра, но длинный, в виде проволоки. Этот длинный провод наматывается в лужу. |
| Короткий расходный электрод необходимо часто заменять. Таким образом, сварка не может выполняться непрерывно в течение длительного времени. | Из-за очень длинного плавящегося электрода его не требуется часто менять, и, таким образом, сварка может выполняться непрерывно в течение более длительного времени.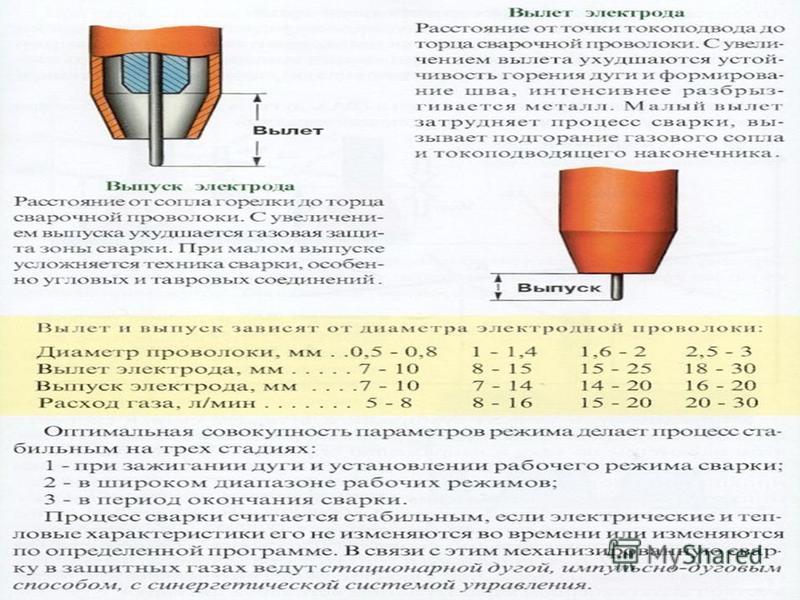 |
| Этот процесс не очень производительный из-за низкой скорости осаждения наполнителя. | Он может наносить присадочный металл с очень высокой скоростью и, следовательно, является высокопроизводительным. |
| Электрод с флюсовым покрытием используется в процессе SMAW. Слой флюса более толстый. | В процессе GMAW используется неизолированный электрод. Иногда на электрод наносится тонкий слой антикоррозионного покрытия. |
| Флюсовое покрытие электрода разрушается во время сварки и обеспечивает необходимый защитный газ. | Здесь защитный газ дополнительно подается из газового баллона к сварочной горелке по соответствующему трубопроводу. |
| Флюс также создает слой шлака на сварном шве. Этот слой шлака защищает ванну горячего металла шва от окисления, но также может привести к сварочным дефектам, если попадет внутрь сварного шва. | Из-за отсутствия флюса на сварном шве не образуется слой шлака. Так что изменений дефекта шлаковых включений тоже нет. Так что изменений дефекта шлаковых включений тоже нет. |
| Он универсален, так как может использоваться в разных местах в нескольких ориентациях (положениях). | Предпочтительно только для нижнего или наклонного положения. |
| Как следует из названия, ручная дуговая сварка металла (MMAW) в основном выполняется вручную. Таким образом, с этим процессом связан риск человеческой ошибки. | GMAW можно легко автоматизировать, требуя минимального вмешательства человека-оператора. Соответственно, исключается риск человеческой ошибки. |
Номер ссылки
- Комплексная технология мастерских (производственные процессы) С.К. Гарг (Laxmi Publications Private Limited).
- Технология производства: литейное производство, формовка и сварка П. Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник технологии сварки О. П. Ханна (Dhanpat Rai Publications).

Плюсы и минусы 4 методов сварки
12 апреля 2021 г.
Процессы сварки столь же разнообразны, как и детали, которые они создают, и выбор правильного метода может иметь жизненно важное значение для успеха проекта и его стоимости. Вот почему важно знать плюсы и минусы сварки MIG, TIG, Flux Core и Stick, а также учитывать условия, в которых каждая из них работает лучше всего.Вот несколько общих рекомендаций, которые следует учитывать при составлении спецификаций для проектов по изготовлению металлов.
Дуговая сварка защищенного металла (SMAW) обычно называют сваркой «STICK» , и в ней используется жало — ручка, которая удерживает сварочный стержень.
Преимущества
- Более низкая стоимость оборудования по сравнению с GTAW, FCAW и GMAW. (Не требуется баллон, газовый шланг, расходомер или установка TiIG / устройство подачи проволоки).
- Быстрый переход с одного материала на другой.
- Этот процесс позволяет без проблем выполнять сварку в ограниченном пространстве и в различных положениях.
- Скорость наплавки выше, чем у GTAW. Руководство
- Легко перемещать из одного места в другое. Нет механизма подачи проволоки и бутылки.
- Не требует внешнего защитного газа и может использоваться на открытом воздухе при слабом и среднем ветре.
- Способность изгибать электрод и небольшое пространство, которое он занимает, позволяют использовать процесс в сравнительно тесных пространствах.

Недостатки
- Низкая скорость наплавки по сравнению с GMAW / FCAW.
- Стоимость присадочного металла на сварку может быть выше из-за низкой эффективности наплавки, которая может сильно варьироваться в зависимости от длины шва.
- Коэффициент производства, как правило, ниже из-за смены стержня и измельчения шлака (кроме сварки на различных материалах).
- Требует большей координации рук и глаз, чем GMAW / FCAW.
- Шлак должен быть удален по сравнению с GTAW / GMAW
Газовая дуговая сварка металла (GMAW) обычно называется сваркой «MIG», используется сварка «MIG-пистолет» с механизмом подачи проволоки.
Преимущества
- Высокая эффективность наплавки при использовании в определенных режимах переноса.
- Отсутствие образования стружки по сравнению с SMAW и FCAW.
- При правильной настройке этот процесс можно относительно легко использовать для обработки тонких материалов.
- Нижний слой водородной сварки со всеми электродами.
- Высокий производственный коэффициент, поскольку не требуется удаления шлака и используется сплошной электрод.
- При правильной настройке параметров для применения большинство людей могут приступить к сварке после очень короткой практики.
- Электроды одного заданного размера можно эффективно использовать на материалах разной толщины по сравнению с SMAW и GTAW
Недостатки
- Требуется механизм подачи проволоки, который трудно перемещать и который иногда может быть тяготой обслуживания / ремонта .
- Требуется защитный газ, что затрудняет сварку в ветреную погоду. Обычно не подходит для ветреных условий.
- Сварка в нестандартном положении иногда бывает труднее.
- Повышенная вероятность отсутствия сварки, если параметры и техника сварки не контролируются.
- Пистолет трудно достать в труднодоступных местах.
Дуговая сварка с сердечником из флюса ( FCAW) — это c , обычно называемая сваркой с сердечником Flux Core . В нем используется тот же пистолет MIG, но в сердечник сварочной проволоки встроен флюс.
Преимущества
- Высокая скорость наплавки и эффективность наплавки по сравнению с SMAW во всех положениях. По сравнению с GMAW, скорость наплавки выше при использовании в положениях, отличных от плоских.
- По сравнению с GMAW сварку с некоторыми вариациями процесса можно выполнять в мягких ветреных местах.
- Наплавка большинства электродов с низким содержанием водорода.
- Высокий производственный коэффициент по сравнению с SMAW и GTAW, так как в этом процессе используется сплошной электрод.
- При правильной настройке параметров для применения большинство людей могут приступить к сварке после очень короткой практики.
- Электроды одного заданного размера можно эффективно использовать на материалах разной толщины по сравнению с SMAW и GTAW

Недостатки
- Требуется механизм подачи проволоки, который трудно перемещать, и иногда это может быть связано с обслуживанием / ремонтом.
- Требуется защитный газ для некоторых проводов, поэтому сварка в ветреную погоду может быть затруднена.
- Шлак удалить.
- Повышенная вероятность отсутствия сварки, если параметры и техника сварки не контролируются. Очень легко носить с собой очень большую лужу, что может значительно увеличить вероятность отсутствия плавления.
- Пистолет трудно достать в труднодоступных местах.
- Некоторые из самозащитных электродов имеют ограниченную толщину покрытия из-за флюса и состава электрода.
- Не очень подходит для прецизионных работ по сравнению с GTAW.
Газовая дуговая сварка вольфрамом. ( GTAW) обычно называют сваркой TIG . Он использует обе руки; один держит горелку для сварки TIG, а другой — сварочную проволоку.
Преимущества
- GTAW-сварка обеспечивает большую точность и более высокое качество по сравнению с другими методами сварки.
- Многим людям сложно освоить этот навык, потому что для получения успешного результата необходимо держать сварочную горелку в одной руке, а присадочный материал — в другой.
- При GTAW-сварке используется более чистый процесс, и вы можете управлять аппаратом GTAW практически в любом положении.
- Сварка GTAW позволяет вам выбрать точную силу тока для вашей работы.
- Вы можете сваривать больше металлов и сплавов с помощью процессов сварки GTAW.
- Сварочные процессы GTAW используются для сварки хромовых сплавов, алюминия, стали, никелевых сплавов, нержавеющей стали, меди, латуни, магния и даже золота.
- При GTAW-сварке меньше дыма и дыма.
- Для эффективной работы не нужно покупать несколько защитных газов, так как аргон обычно используется для большинства сварочных операций GTAW.
- Стоимость аппарата GTAW сопоставима с другими методами.
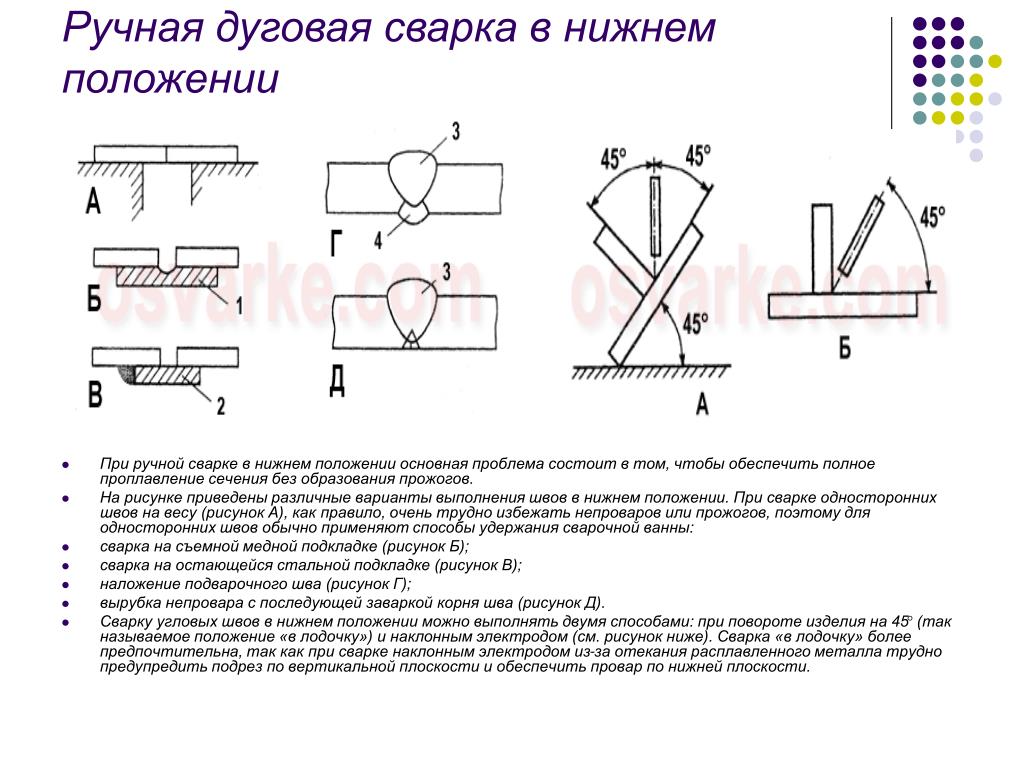
Недостатки
- GTAW-сварка дороже, чем другие доступные процессы.
- Плохое газовое покрытие может привести к загрязнению.
- Вы должны понимать полярность сварных швов.
- Перегрев может стать серьезной проблемой при GTAW-сварке.
- GTAW-сварка требует более высоких навыков и является сравнительно более медленным процессом.
Это краткий обзор четырех основных типов сварочного процесса. Существуют сотни (если не тысячи) вариантов и спецификаций, которые определяют наилучшие процедуры сварки для каждого случая применения. Для большинства проектов ваш производитель лучше всего подходит для того, чтобы решить, какие методы и процессы лучше всего подходят для соответствия требованиям, функциям и стоимости.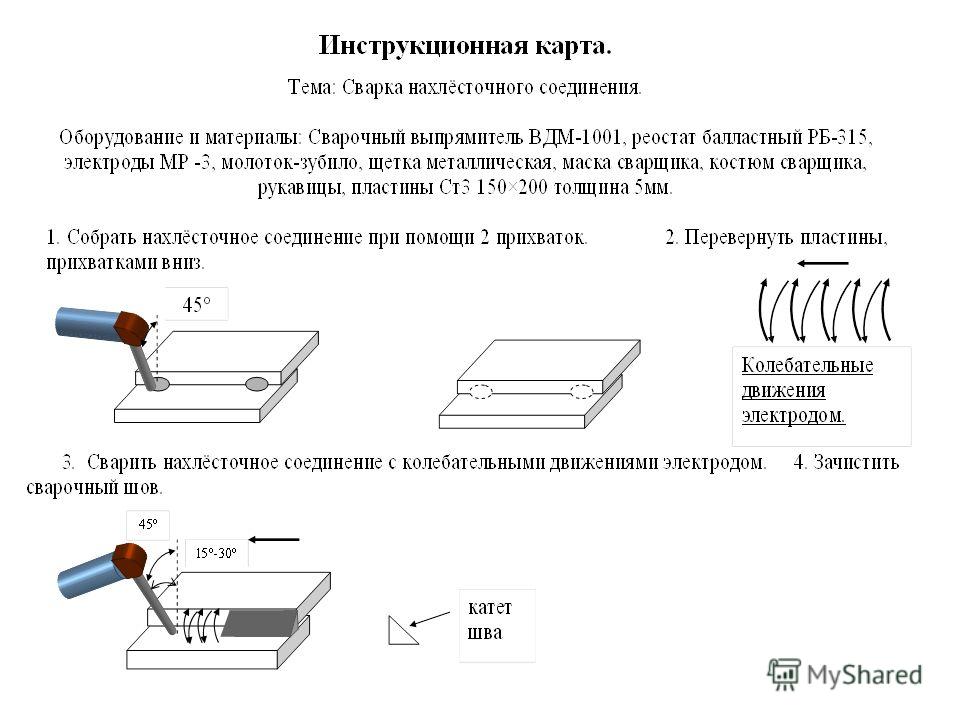 В зависимости от требований проекта, возможно, имеет смысл проконсультироваться со специалистом по сварке, чтобы определить лучший процесс, и хороший завод сообщит вам, когда и когда потребуется помощь извне. Руководство пользователя Rebook RBM2000P для сварочного аппарата с сердечником из флюса5м25мм2кабель, 300АЗажим заземления 10-25мм2Европейский быстрый штекер. 6 Прозрачный шланг 1 3м8 * 12 прозрачный шланг.
В зависимости от требований проекта, возможно, имеет смысл проконсультироваться со специалистом по сварке, чтобы определить лучший процесс, и хороший завод сообщит вам, когда и когда потребуется помощь извне. Руководство пользователя Rebook RBM2000P для сварочного аппарата с сердечником из флюса5м25мм2кабель, 300АЗажим заземления 10-25мм2Европейский быстрый штекер. 6 Прозрачный шланг 1 3м8 * 12 прозрачный шланг.
- manuals.plus
- Перебронировать
- Rebook RBM2000P Сварочный аппарат с сердечником для флюса. Руководство пользователя.
Информация о файле: application / pdf, 23 страницы, 3,55 МБ
DocumentB1So5waxn9SНомер версии: RBM2000P-20210517A1 Руководство по эксплуатации Сварочные аппараты Reboot RBM2000P используют новейшую технологию широтно-импульсной модуляции (PWM) и Модуль питания биполярного транзистора с изолированным затвором (IGBT), который может изменять рабочую частоту на среднюю частоту, чтобы заменить традиционный транзисторный трансформатор на среднечастотный трансформатор.
 Он отличается портативностью, небольшими размерами, малым весом, низким энергопотреблением и т. д. Это также интеллектуальный и простой в эксплуатации многофункциональный сварочный аппарат с MMA, MIG GAS, MIG GASLESS и импульсной MIG. Он отличается высокими сварочными характеристиками и разнообразными сценариями использования. Его можно использовать как в газовых, так и в безгазовых условиях, особенно для сварки алюминия, форма особенно хорошая, а сварочный эффект отличный. Это высоко ценится любителями сварки. Он также очень удобен для новичков в сварке и позволяет быстро приступить к работе.Часть 1: Знакомство с машиной
1. Текущий индикатор дисплея
Цифровой амперметр используется для отображения заданного тока. Когда горит индикатор «МЕНЮ», он также используется для отображения пунктов меню. В зависимости от выбранного пункта меню индикатор состояния рядом с амперметром загорится, показывая единицы измерения параметра программирования. Во время сварки амперметр отображает фактический сварочный ток.
Он отличается портативностью, небольшими размерами, малым весом, низким энергопотреблением и т. д. Это также интеллектуальный и простой в эксплуатации многофункциональный сварочный аппарат с MMA, MIG GAS, MIG GASLESS и импульсной MIG. Он отличается высокими сварочными характеристиками и разнообразными сценариями использования. Его можно использовать как в газовых, так и в безгазовых условиях, особенно для сварки алюминия, форма особенно хорошая, а сварочный эффект отличный. Это высоко ценится любителями сварки. Он также очень удобен для новичков в сварке и позволяет быстро приступить к работе.Часть 1: Знакомство с машиной
1. Текущий индикатор дисплея
Цифровой амперметр используется для отображения заданного тока. Когда горит индикатор «МЕНЮ», он также используется для отображения пунктов меню. В зависимости от выбранного пункта меню индикатор состояния рядом с амперметром загорится, показывая единицы измерения параметра программирования. Во время сварки амперметр отображает фактический сварочный ток. 2. Индикатор напряжения
Цифровой амперметр используется для отображения заданного напряжения. Когда горит индикатор «MENU», отображаются параметры каждого пункта меню. Когда горит индикатор «INDUCT», отображается значение регулировки индуктивности.Во время сварки амперметр отображает фактическое сварочное напряжение.
3. Текущий индикатор. 4. Индикатор МЕНЮ.
1 Номер версии: RBM2000P-20210517A1
5. Индикатор напряжения. 6. Индикатор INDUCT. 7. Выберите режим сварки.
MMA / MIG CO2 / MIG MAX / ИМПУЛЬСНАЯ МИГ ALMg / ИМПУЛЬСНАЯ МИГ ALSi
8. Ручка 8.
Нажмите и удерживайте для быстрой подачи проволоки. Нажмите один раз, чтобы выбрать индикатор «А» и индикатор «МЕНЮ». Когда горит индикатор «A», поверните его, чтобы отрегулировать ток; когда горит индикатор «МЕНЮ», поверните его, чтобы изменить пункт меню.9. Ручка 9.
Нажмите и удерживайте, чтобы проверить, нормально ли подается защитный газ. Нажмите один раз, чтобы выбрать индикатор «V» и индикатор «INDUCT». Когда горит индикатор «V», поверните его, чтобы отрегулировать ток; когда горит индикатор «INDUCT», поверните его, чтобы изменить пункт меню.
2. Индикатор напряжения
Цифровой амперметр используется для отображения заданного напряжения. Когда горит индикатор «MENU», отображаются параметры каждого пункта меню. Когда горит индикатор «INDUCT», отображается значение регулировки индуктивности.Во время сварки амперметр отображает фактическое сварочное напряжение.
3. Текущий индикатор. 4. Индикатор МЕНЮ.
1 Номер версии: RBM2000P-20210517A1
5. Индикатор напряжения. 6. Индикатор INDUCT. 7. Выберите режим сварки.
MMA / MIG CO2 / MIG MAX / ИМПУЛЬСНАЯ МИГ ALMg / ИМПУЛЬСНАЯ МИГ ALSi
8. Ручка 8.
Нажмите и удерживайте для быстрой подачи проволоки. Нажмите один раз, чтобы выбрать индикатор «А» и индикатор «МЕНЮ». Когда горит индикатор «A», поверните его, чтобы отрегулировать ток; когда горит индикатор «МЕНЮ», поверните его, чтобы изменить пункт меню.9. Ручка 9.
Нажмите и удерживайте, чтобы проверить, нормально ли подается защитный газ. Нажмите один раз, чтобы выбрать индикатор «V» и индикатор «INDUCT». Когда горит индикатор «V», поверните его, чтобы отрегулировать ток; когда горит индикатор «INDUCT», поверните его, чтобы изменить пункт меню. 10. Разъем сварочной горелки MIG 11. Положительный полюс
Положительный терминал. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение.12. Отрицательный терминал
Отрицательный терминал. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение. Часть 2: Знакомство со списком продуктов и конфигураций Нет. Рисунок Имя Кол-во Замечание 1 РБМ2000П 1 Пожалуйста, убедитесь, что за пределами всей машины нет царапин и поломок, она может нормально включаться. 2 Сварочная горелка MB24 2.5M, сварочная горелка MB 24 MIG, европейская центральная вилка 1.Графитовые футеровки, специально для сварки алюминия. Дополнительные аксессуары, которые необходимо приобрести по отдельности. 3 Сварочная горелка MB15 1 Сварочная горелка 3M, MB 15 MIG, европейская центральная розетка.
10. Разъем сварочной горелки MIG 11. Положительный полюс
Положительный терминал. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение.12. Отрицательный терминал
Отрицательный терминал. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение. Часть 2: Знакомство со списком продуктов и конфигураций Нет. Рисунок Имя Кол-во Замечание 1 РБМ2000П 1 Пожалуйста, убедитесь, что за пределами всей машины нет царапин и поломок, она может нормально включаться. 2 Сварочная горелка MB24 2.5M, сварочная горелка MB 24 MIG, европейская центральная вилка 1.Графитовые футеровки, специально для сварки алюминия. Дополнительные аксессуары, которые необходимо приобрести по отдельности. 3 Сварочная горелка MB15 1 Сварочная горелка 3M, MB 15 MIG, европейская центральная розетка. Направляющая трубка из углеродистой стали, специально для сварочная проволока из углеродистой стали и нержавеющей стальная сварочная проволока 4 Держатель для сварки 1 Кабель 2,5 м 25 мм2, медный сварочный держатель на 300 А, американский сварочный патрон + быстроразъемная вилка европейского стандарта 10-25 мм2. 2 Номер версии: RBM2000P-20210517A1 5 Зажим заземления 1 Кабель 2,5 м 25 мм2, зажим заземления 300 А + быстроразъемная европейская вилка 10-25 мм2.6 Прозрачный шланг 1 прозрачный сетевой шланг 3м 8 * 12. 7 Зажим шланга 2 Используется для фиксации трахеи для предотвращения утечки воздуха. 8 Токопроводящий наконечник 0,8 2 Запасные части, нуждающиеся в частой замене, пожалуйста, ведите инвентарь. 9 Кондуктивный наконечник1.2 2 Запасные части, нуждающиеся в частой замене, пожалуйста, ведите инвентарь. 10 Колесо подачи проволоки 1 Колесо подачи проволоки адаптируется к сплошной сварочной проволоке или проволоке с угловым сердечником 0,8 мм / 1,0 мм. 11 Колесо подачи проволоки Колесо подачи алюминиевой проволоки подходит для сварочной проволоки с флюсовой сердцевиной 1 диаметром U-TYPE 1.
Направляющая трубка из углеродистой стали, специально для сварочная проволока из углеродистой стали и нержавеющей стальная сварочная проволока 4 Держатель для сварки 1 Кабель 2,5 м 25 мм2, медный сварочный держатель на 300 А, американский сварочный патрон + быстроразъемная вилка европейского стандарта 10-25 мм2. 2 Номер версии: RBM2000P-20210517A1 5 Зажим заземления 1 Кабель 2,5 м 25 мм2, зажим заземления 300 А + быстроразъемная европейская вилка 10-25 мм2.6 Прозрачный шланг 1 прозрачный сетевой шланг 3м 8 * 12. 7 Зажим шланга 2 Используется для фиксации трахеи для предотвращения утечки воздуха. 8 Токопроводящий наконечник 0,8 2 Запасные части, нуждающиеся в частой замене, пожалуйста, ведите инвентарь. 9 Кондуктивный наконечник1.2 2 Запасные части, нуждающиеся в частой замене, пожалуйста, ведите инвентарь. 10 Колесо подачи проволоки 1 Колесо подачи проволоки адаптируется к сплошной сварочной проволоке или проволоке с угловым сердечником 0,8 мм / 1,0 мм. 11 Колесо подачи проволоки Колесо подачи алюминиевой проволоки подходит для сварочной проволоки с флюсовой сердцевиной 1 диаметром U-TYPE 1. 0 мм / 1,2 мм,
установлен на машине. 1 кг диаметром 0,8 мм, подходит для безгазовой сварки MIG 12а Флюсовая проволока 1 сварка, необходимо вовремя заменять расходные материалы, пожалуйста, имейте в наличии. 12b Проволока сварочная алюминиевая 0,5 кг диаметр 1,2 мм, 5356 ALMg подходит для 1-импульсной сварки MIG, расходные материалы должны быть
вовремя заменен, пожалуйста, держите на складе. Обычно предоставляет руководства на английском языке, если вам нужно 13 Руководство 1 на другом языке, например, на французском, немецком, итальянском, испанском и русском, пожалуйста, свяжитесь с нами, чтобы получить электронная версия документов.Примечание: посылка будет включать 12a или 12b, и только одна катушка сварочной проволоки находится в коробке. 3 Номер версии: RBM2000P-20210517A1
Часть 3: Простой тест включения машины
Reboot RBM2000P Сварочные аппараты будут подвергаться строгим различным испытаниям, когда они покидают завод
Убедитесь, что каждый сварочный аппарат, который попадает к пользователю, имеет высокое качество, потому что наша машина должна пройти десятки тысяч километров на дальние расстояния от завода до доставки вам.
0 мм / 1,2 мм,
установлен на машине. 1 кг диаметром 0,8 мм, подходит для безгазовой сварки MIG 12а Флюсовая проволока 1 сварка, необходимо вовремя заменять расходные материалы, пожалуйста, имейте в наличии. 12b Проволока сварочная алюминиевая 0,5 кг диаметр 1,2 мм, 5356 ALMg подходит для 1-импульсной сварки MIG, расходные материалы должны быть
вовремя заменен, пожалуйста, держите на складе. Обычно предоставляет руководства на английском языке, если вам нужно 13 Руководство 1 на другом языке, например, на французском, немецком, итальянском, испанском и русском, пожалуйста, свяжитесь с нами, чтобы получить электронная версия документов.Примечание: посылка будет включать 12a или 12b, и только одна катушка сварочной проволоки находится в коробке. 3 Номер версии: RBM2000P-20210517A1
Часть 3: Простой тест включения машины
Reboot RBM2000P Сварочные аппараты будут подвергаться строгим различным испытаниям, когда они покидают завод
Убедитесь, что каждый сварочный аппарат, который попадает к пользователю, имеет высокое качество, потому что наша машина должна пройти десятки тысяч километров на дальние расстояния от завода до доставки вам. Некоторые неконтролируемые факторы неизбежно приведут к ослаблению или даже повреждению некоторых внутренних компонентов машины. Мы рекомендуем вам проверить внешнее устройство, как только вы получите сварочный аппарат, и включите питание, чтобы убедиться, что вы получили это квалифицированный продукт. Меры предосторожности при проверке при включении:
1 Убедитесь, что напряжение вашего источника питания составляет 220 + -15%. Reboot RBM2000P поддерживает только входное напряжение 220 В. Если у вас есть источник питания генератора, убедитесь, что мощность генератора не менее 6000 Вт.2 При входном напряжении 220 В переменного тока рекомендуется выбирать автоматический выключатель на 30 А. 3 Выберите вилку кабеля питания, которая соответствует требованиям вашего местного законодательства в области электротехники. 4 Удлинитель: № 12 AWG или больше; 25 футов (8 м) или короче.
Включите выключатель питания машины, вентилятор на задней части машины вращается, а цифровой дисплей на панели показывает, что питание в норме.
Некоторые неконтролируемые факторы неизбежно приведут к ослаблению или даже повреждению некоторых внутренних компонентов машины. Мы рекомендуем вам проверить внешнее устройство, как только вы получите сварочный аппарат, и включите питание, чтобы убедиться, что вы получили это квалифицированный продукт. Меры предосторожности при проверке при включении:
1 Убедитесь, что напряжение вашего источника питания составляет 220 + -15%. Reboot RBM2000P поддерживает только входное напряжение 220 В. Если у вас есть источник питания генератора, убедитесь, что мощность генератора не менее 6000 Вт.2 При входном напряжении 220 В переменного тока рекомендуется выбирать автоматический выключатель на 30 А. 3 Выберите вилку кабеля питания, которая соответствует требованиям вашего местного законодательства в области электротехники. 4 Удлинитель: № 12 AWG или больше; 25 футов (8 м) или короче.
Включите выключатель питания машины, вентилятор на задней части машины вращается, а цифровой дисплей на панели показывает, что питание в норме. Примечание: 1) Цифровой дисплей вначале показывает нерегулярные изменения, а затем возвращается к цифровому дисплею через 3 секунды, что является нормальным явлением.2) Для снижения рабочей температуры машины нормально, что вентилятор продолжает вращаться в течение нескольких секунд после выключения питания. 3) Во время высокопрочной непрерывной сварки может сработать защита машины. После непрерывного рассеивания тепла машина вернется в нормальное состояние, что является нормальным явлением.
Приложенная таблица: Самопроверка ненормальных условий без реакции при включении машины: 1. Выключатель питания машины не включен. 2. Неправильное входное напряжение питания.3. Штепсельная вилка отключена. 4. Внутренний контур ослаблен (из-за транспортировки на большие расстояния, неровностей), необходимо открыть крышку и проверить внутреннюю соединительную линию. Часть 4: Технические характеристики
Основные параметры
Модель Номинальное входное напряжение Номинальный входной ток Номинальная выходная мощность Выходное напряжение без нагрузки Номинальный коэффициент заполнения Коэффициент мощности COS КПД Размеры (мм) Вес нетто (кг)
4 РБМ2000П 220В 10%
35,2А 7,7КВА
60 В 30% 0,73 85% 420 * 170 * 250
8 Номер версии: RBM2000P-20210517A1
Параметры ручной сварки покрытия (режим MMA) Модель РБМ2000П Номинальный ток (А) 30160A Горячий старт (HOTI) 10100A Восстановить заводские настройки (DFLT) ВКЛ ВЫКЛ Единые параметры сварки в среде защитного газа (SYNC MIG) Модель РБМ2000П Номинальный ток (А) 30200A Длина дуги -5050 Сила дуги
Выбор материала
Диаметр проволоки (размер) Рабочий режим (режим) Время предварительной подачи газа (GPR) Низкая скорость подачи проволоки (FDC) Время спада тока (DWSL) Четырехступенчатый ток гашения дуги (CRAT) Точечная сварка (SPOT) Задержка газа время (GPO) Время записи (BURN) Восстановление заводских настроек (DFLT) -5050 Импульсная газовая защита: AlSi5 (кремний-алюминий),
AlMg5 (алюминий-магний) Общая газовая защита: СТАЛЬ (углеродистая сталь)
Импульсная газовая защита: 1.
Примечание: 1) Цифровой дисплей вначале показывает нерегулярные изменения, а затем возвращается к цифровому дисплею через 3 секунды, что является нормальным явлением.2) Для снижения рабочей температуры машины нормально, что вентилятор продолжает вращаться в течение нескольких секунд после выключения питания. 3) Во время высокопрочной непрерывной сварки может сработать защита машины. После непрерывного рассеивания тепла машина вернется в нормальное состояние, что является нормальным явлением.
Приложенная таблица: Самопроверка ненормальных условий без реакции при включении машины: 1. Выключатель питания машины не включен. 2. Неправильное входное напряжение питания.3. Штепсельная вилка отключена. 4. Внутренний контур ослаблен (из-за транспортировки на большие расстояния, неровностей), необходимо открыть крышку и проверить внутреннюю соединительную линию. Часть 4: Технические характеристики
Основные параметры
Модель Номинальное входное напряжение Номинальный входной ток Номинальная выходная мощность Выходное напряжение без нагрузки Номинальный коэффициент заполнения Коэффициент мощности COS КПД Размеры (мм) Вес нетто (кг)
4 РБМ2000П 220В 10%
35,2А 7,7КВА
60 В 30% 0,73 85% 420 * 170 * 250
8 Номер версии: RBM2000P-20210517A1
Параметры ручной сварки покрытия (режим MMA) Модель РБМ2000П Номинальный ток (А) 30160A Горячий старт (HOTI) 10100A Восстановить заводские настройки (DFLT) ВКЛ ВЫКЛ Единые параметры сварки в среде защитного газа (SYNC MIG) Модель РБМ2000П Номинальный ток (А) 30200A Длина дуги -5050 Сила дуги
Выбор материала
Диаметр проволоки (размер) Рабочий режим (режим) Время предварительной подачи газа (GPR) Низкая скорость подачи проволоки (FDC) Время спада тока (DWSL) Четырехступенчатый ток гашения дуги (CRAT) Точечная сварка (SPOT) Задержка газа время (GPO) Время записи (BURN) Восстановление заводских настроек (DFLT) -5050 Импульсная газовая защита: AlSi5 (кремний-алюминий),
AlMg5 (алюминий-магний) Общая газовая защита: СТАЛЬ (углеродистая сталь)
Импульсная газовая защита: 1. 2 Общая газовая защита: 0,8, 1,0
2T4T
020S
110 млн
0,110 с
10100
0,12
0,120 с
0,011 с
ВКЛ ВЫКЛ Примечание. Некоторые параметры в предыдущей таблице используются только в определенных функциях. 5 Часть 5: Инструкции по эксплуатации панели Номер версии: RBM2000P-20210517A1 Сварочный аппарат имеет два рабочих интерфейса: интерфейс настройки панели первого уровня и интерфейс настройки параметров второго уровня. Интерфейс настройки панели первого уровня
После запуска сварочный аппарат автоматически войдет в интерфейс настройки панели первого уровня.Во время сварки он также автоматически войдет в интерфейс настройки панели первого уровня. (1) Регулировка тока и напряжения
Ручка A используется для регулировки тока, а ручка B - для регулировки напряжения / длины дуги. (2) Выбор режима сварки.
Кнопка C используется для выбора режима сварки. См. Таблицу 5-1 Сравнительную таблицу режимов сварки для получения информации о конкретных режимах сварки.
Таблица 5-1 Модель Режим сварки Введение в функцию ММА Ручная сварка покрытым электродом.
2 Общая газовая защита: 0,8, 1,0
2T4T
020S
110 млн
0,110 с
10100
0,12
0,120 с
0,011 с
ВКЛ ВЫКЛ Примечание. Некоторые параметры в предыдущей таблице используются только в определенных функциях. 5 Часть 5: Инструкции по эксплуатации панели Номер версии: RBM2000P-20210517A1 Сварочный аппарат имеет два рабочих интерфейса: интерфейс настройки панели первого уровня и интерфейс настройки параметров второго уровня. Интерфейс настройки панели первого уровня
После запуска сварочный аппарат автоматически войдет в интерфейс настройки панели первого уровня.Во время сварки он также автоматически войдет в интерфейс настройки панели первого уровня. (1) Регулировка тока и напряжения
Ручка A используется для регулировки тока, а ручка B - для регулировки напряжения / длины дуги. (2) Выбор режима сварки.
Кнопка C используется для выбора режима сварки. См. Таблицу 5-1 Сравнительную таблицу режимов сварки для получения информации о конкретных режимах сварки.
Таблица 5-1 Модель Режим сварки Введение в функцию ММА Ручная сварка покрытым электродом.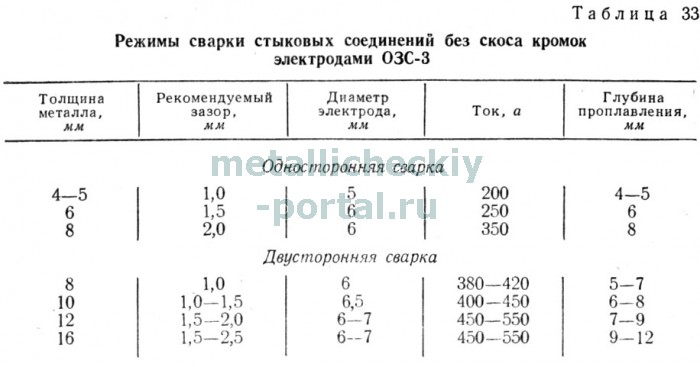 МИГ / СО2 Дуговая сварка в среде защитных газов в среде углекислого газа.РБМ2000П MIG / MIX PULSE / AIMg / 1.2 Дуговая сварка в среде защитных газов в газовых смесях.
Импульсная дуговая сварка в среде защитных газов алюминий-магний диаметром проволоки 1,2. ИМПУЛЬС / AISi / 1.2 Импульсная дуговая сварка в среде защитных газов алюминий-кремний, диаметр проволоки 1,2. Примечание: унифицированный диаметр проволоки по умолчанию для дуговой сварки в среде защитного газа RBM2000P составляет 0,8 мм. Если требуется проволока 1,0 мм, параметры необходимо согласовать вручную. (3) Регулировка параметра силы дуги Нажмите ручку B, затем загорится индикатор силы дуги (INDUCT), и поверните ручку B, чтобы отрегулировать длину дуги.6 Номер версии: RBM2000P-20210517A1
(4) Обнаружение проволоки Удерживая нажатой ручку A, сварочный аппарат быстро подает проволоку; отпустите ручку A, чтобы остановить подачу проволоки.
(5) Обнаружение газа Нажмите и удерживайте ручку B, затем сварочный аппарат обнаружит газ; отпустите ручку B, чтобы остановить обнаружение газа.
МИГ / СО2 Дуговая сварка в среде защитных газов в среде углекислого газа.РБМ2000П MIG / MIX PULSE / AIMg / 1.2 Дуговая сварка в среде защитных газов в газовых смесях.
Импульсная дуговая сварка в среде защитных газов алюминий-магний диаметром проволоки 1,2. ИМПУЛЬС / AISi / 1.2 Импульсная дуговая сварка в среде защитных газов алюминий-кремний, диаметр проволоки 1,2. Примечание: унифицированный диаметр проволоки по умолчанию для дуговой сварки в среде защитного газа RBM2000P составляет 0,8 мм. Если требуется проволока 1,0 мм, параметры необходимо согласовать вручную. (3) Регулировка параметра силы дуги Нажмите ручку B, затем загорится индикатор силы дуги (INDUCT), и поверните ручку B, чтобы отрегулировать длину дуги.6 Номер версии: RBM2000P-20210517A1
(4) Обнаружение проволоки Удерживая нажатой ручку A, сварочный аппарат быстро подает проволоку; отпустите ручку A, чтобы остановить подачу проволоки.
(5) Обнаружение газа Нажмите и удерживайте ручку B, затем сварочный аппарат обнаружит газ; отпустите ручку B, чтобы остановить обнаружение газа. Интерфейс настройки панели второго уровня
Нажмите ручку A на интерфейсе настройки панели первого уровня, затем сварочный аппарат отобразит «ITEM VRLU» и войдет в интерфейс настройки параметров второго уровня. Ручка A используется для выбора параметров, а ручка B используется для регулировки параметров.См. Таблицу 5-2 Сравнительная таблица параметров сварочного аппарата для интерфейса настройки параметров второго уровня.
Таблица 5-2 Код Сокращение Параметр Введение INDUCT Сила дуги / индуктивность Для разных методов сварки индуктивность / сила дуги имеют разные функции. Меню МЕНЮ Войдите в интерфейс настройки параметров второго уровня. HOTI Ток горячей зажигающей дуги Применяется для ручной сварки покрытым электродом. Время предварительной подачи газа георадара Используется для настройки времени предварительной подачи газа. TRIG Режим работы Поддержка режима работы 2T / 4T.FDC Низкая скорость подачи проволоки Он используется для настройки низкой скорости подачи проволоки.
Интерфейс настройки панели второго уровня
Нажмите ручку A на интерфейсе настройки панели первого уровня, затем сварочный аппарат отобразит «ITEM VRLU» и войдет в интерфейс настройки параметров второго уровня. Ручка A используется для выбора параметров, а ручка B используется для регулировки параметров.См. Таблицу 5-2 Сравнительная таблица параметров сварочного аппарата для интерфейса настройки параметров второго уровня.
Таблица 5-2 Код Сокращение Параметр Введение INDUCT Сила дуги / индуктивность Для разных методов сварки индуктивность / сила дуги имеют разные функции. Меню МЕНЮ Войдите в интерфейс настройки параметров второго уровня. HOTI Ток горячей зажигающей дуги Применяется для ручной сварки покрытым электродом. Время предварительной подачи газа георадара Используется для настройки времени предварительной подачи газа. TRIG Режим работы Поддержка режима работы 2T / 4T.FDC Низкая скорость подачи проволоки Он используется для настройки низкой скорости подачи проволоки. GPO Время задержки газа BURN Время сжигания DFLT Factory Reset Он используется для установки времени отсрочки подачи газа.
Он используется для регулировки эффекта резания шарика в конце сварки.
Используется для восстановления заводских настроек. DWSL CRAT Текущее время спуска
Четырехступенчатый ток гашения дуги Он используется для установки текущего времени спада тока 4T. Он используется для установки тока гашения дуги 4Т. Часть 6: Руководство по эксплуатации машины.Советы: 1. Надевайте сварочный шлем с фильтром подходящего оттенка, чтобы защитить лицо и глаза при сварке или просмотре; 2. Носите утвержденные защитные очки. Рекомендуются боковые щиты; 3. Используйте защитные экраны или барьеры, чтобы защитить других от вспышки и бликов; предупредить других, чтобы они не смотрели дугу; 4. Носите защитную одежду из прочного, огнестойкого материала (шерсть и кожа) и средства защиты ног; 5. Используйте одобренные беруши или наушники, если уровень шума высок; 6. Никогда не надевайте контактные линзы во время сварки.
GPO Время задержки газа BURN Время сжигания DFLT Factory Reset Он используется для установки времени отсрочки подачи газа.
Он используется для регулировки эффекта резания шарика в конце сварки.
Используется для восстановления заводских настроек. DWSL CRAT Текущее время спуска
Четырехступенчатый ток гашения дуги Он используется для установки текущего времени спада тока 4T. Он используется для установки тока гашения дуги 4Т. Часть 6: Руководство по эксплуатации машины.Советы: 1. Надевайте сварочный шлем с фильтром подходящего оттенка, чтобы защитить лицо и глаза при сварке или просмотре; 2. Носите утвержденные защитные очки. Рекомендуются боковые щиты; 3. Используйте защитные экраны или барьеры, чтобы защитить других от вспышки и бликов; предупредить других, чтобы они не смотрели дугу; 4. Носите защитную одежду из прочного, огнестойкого материала (шерсть и кожа) и средства защиты ног; 5. Используйте одобренные беруши или наушники, если уровень шума высок; 6. Никогда не надевайте контактные линзы во время сварки. 7 Режим ММА Номер версии: RBM2000P-20210517A1 Если вы хотите отремонтировать сломанные заборы или починить кронштейны, вам нравится использовать для работы традиционные сварочные стержни, вы можете использовать режим Reboot RBM2000P MMA для сварки.
1 Выберите процесс «MMA». 2 Подсоедините сварочный держатель и зажим заземления. 8 Номер версии: RBM2000P-20210517A1
3 Для регулировки силы тока, ARC FORCE и HOT START.
Если параметры, хранящиеся в сварочном аппарате, не требуется изменять, сварочный аппарат может сразу начать сварку после запуска.В противном случае сварочный аппарат необходимо отрегулировать, выполнив шаги 1, 2 и 3. 1. Нажмите кнопку выбора режима сварки, чтобы выбрать режим сварки MMA. 2. С помощью ручки A установите сварочный ток I. 2. С помощью ручки B установите силу дуги. 4. Начните сварку. Все параметры, настроенные на шагах 1, 2 и 3, будут автоматически сохранены после начала сварки и останутся неизменными, даже если аппарат будет выключен в середине. Для ручной сварки покрытым электродом есть три регулируемых параметра: 1.
7 Режим ММА Номер версии: RBM2000P-20210517A1 Если вы хотите отремонтировать сломанные заборы или починить кронштейны, вам нравится использовать для работы традиционные сварочные стержни, вы можете использовать режим Reboot RBM2000P MMA для сварки.
1 Выберите процесс «MMA». 2 Подсоедините сварочный держатель и зажим заземления. 8 Номер версии: RBM2000P-20210517A1
3 Для регулировки силы тока, ARC FORCE и HOT START.
Если параметры, хранящиеся в сварочном аппарате, не требуется изменять, сварочный аппарат может сразу начать сварку после запуска.В противном случае сварочный аппарат необходимо отрегулировать, выполнив шаги 1, 2 и 3. 1. Нажмите кнопку выбора режима сварки, чтобы выбрать режим сварки MMA. 2. С помощью ручки A установите сварочный ток I. 2. С помощью ручки B установите силу дуги. 4. Начните сварку. Все параметры, настроенные на шагах 1, 2 и 3, будут автоматически сохранены после начала сварки и останутся неизменными, даже если аппарат будет выключен в середине. Для ручной сварки покрытым электродом есть три регулируемых параметра: 1.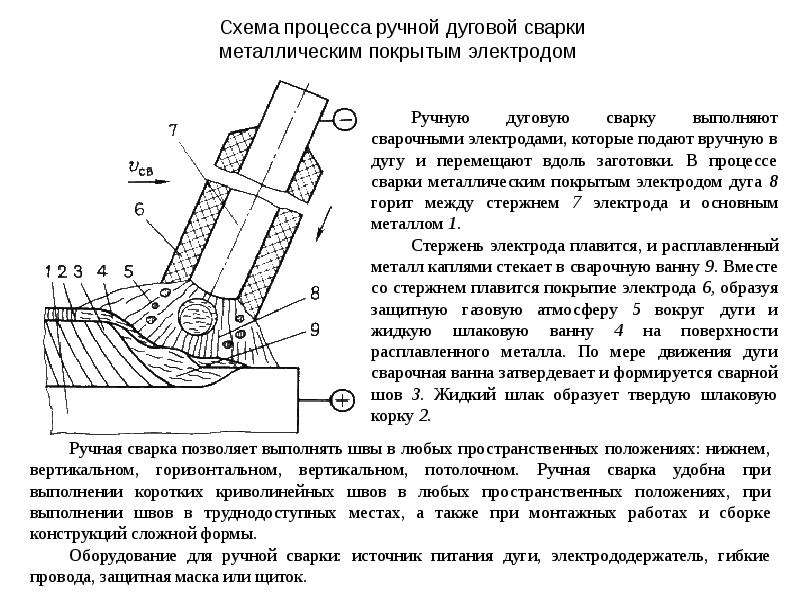 Ток: 30 - номинальный ток для сварки.Пожалуйста, выберите соответствующий ток в соответствии с процессом. 2. Сила дуги: сила дуги определяется в соответствии с диаметром электрода, установочным током и технологическими требованиями. Если сила дуги велика, перенос капель будет быстрым, и электрод будет нелегко приклеить; однако, если сила дуги слишком велика, разбрызгивание увеличится; если сила дуги мала, то будет небольшое количество брызг и внешний вид сварного шва будет хорошим, но дуга будет мягкой или электрод легко приклеится.Сила дуги должна быть увеличена, особенно если при сварке слабым током используется толстый электрод. 3. Ток горячей зажигающей дуги (HotI): 10-100A, сначала нажмите A, загорится индикатор MENU, поверните ручку A, когда на цифровом дисплее слева отобразится «HotI», поверните ручку B, вы можно отрегулировать значение горячего старта. Примечание: 1) Технические характеристики сварочного стержня, поддерживаемые Reboot RBM2000P, ниже 4,0 (5/32 дюйма), обычно 2,5 (3/32 дюйма) и
3,2 (1/8 дюйма).
Ток: 30 - номинальный ток для сварки.Пожалуйста, выберите соответствующий ток в соответствии с процессом. 2. Сила дуги: сила дуги определяется в соответствии с диаметром электрода, установочным током и технологическими требованиями. Если сила дуги велика, перенос капель будет быстрым, и электрод будет нелегко приклеить; однако, если сила дуги слишком велика, разбрызгивание увеличится; если сила дуги мала, то будет небольшое количество брызг и внешний вид сварного шва будет хорошим, но дуга будет мягкой или электрод легко приклеится.Сила дуги должна быть увеличена, особенно если при сварке слабым током используется толстый электрод. 3. Ток горячей зажигающей дуги (HotI): 10-100A, сначала нажмите A, загорится индикатор MENU, поверните ручку A, когда на цифровом дисплее слева отобразится «HotI», поверните ручку B, вы можно отрегулировать значение горячего старта. Примечание: 1) Технические характеристики сварочного стержня, поддерживаемые Reboot RBM2000P, ниже 4,0 (5/32 дюйма), обычно 2,5 (3/32 дюйма) и
3,2 (1/8 дюйма).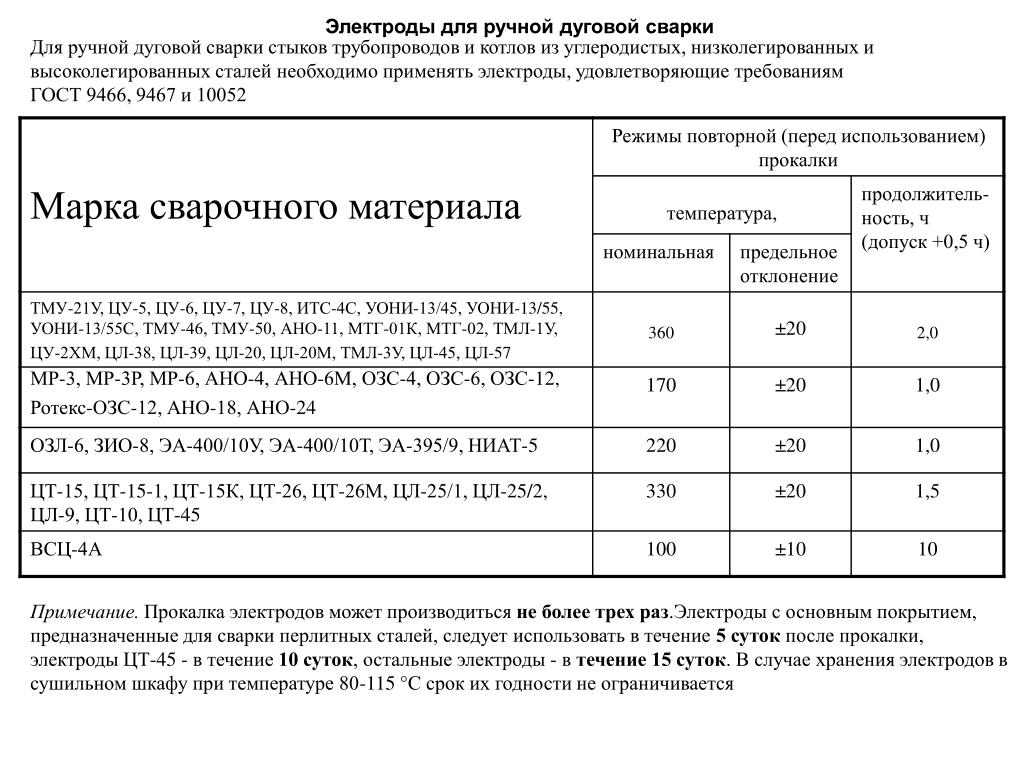 В европейском стиле обычно используется E6013, в американском - E7018, а в нержавеющей стали обычно используется ER308.2) Он поддерживает сварку углеродистой стали 1-8 мм (1 / 64-5 / 64 дюйма) и нержавеющей стали 1-5 мм (1 / 64-7 / 32 дюйма). Алюминий нельзя сваривать. Для углеродистой стали используйте электрод из углеродистой стали. Для нержавеющей стали используйте электрод из нержавеющей стали. 3) Подключите зажим заземления к чистому оголенному металлу. Отсутствие ржавчины, краски или других покрытий и обеспечение хорошего электрического
9 Номер версии: RBM2000P-20210517A1
проводимость. 4) Идеальное расстояние между сварочным стержнем и объектом сварки составляет 1-2 мм (1 / 64-5 / 64 дюйма), чтобы гарантировать, что
сварочный стержень и заготовка находятся в непрерывном и стабильном контакте.Сварочный стержень не должен быть слишком высоким или слишком низким, чтобы избежать обрыва дуги и прилипания. 5) Для новичков нормально иметь адгезию во время процесса сварки, и вы можете попробовать создать дугу трения, чтобы избежать адгезии.
В европейском стиле обычно используется E6013, в американском - E7018, а в нержавеющей стали обычно используется ER308.2) Он поддерживает сварку углеродистой стали 1-8 мм (1 / 64-5 / 64 дюйма) и нержавеющей стали 1-5 мм (1 / 64-7 / 32 дюйма). Алюминий нельзя сваривать. Для углеродистой стали используйте электрод из углеродистой стали. Для нержавеющей стали используйте электрод из нержавеющей стали. 3) Подключите зажим заземления к чистому оголенному металлу. Отсутствие ржавчины, краски или других покрытий и обеспечение хорошего электрического
9 Номер версии: RBM2000P-20210517A1
проводимость. 4) Идеальное расстояние между сварочным стержнем и объектом сварки составляет 1-2 мм (1 / 64-5 / 64 дюйма), чтобы гарантировать, что
сварочный стержень и заготовка находятся в непрерывном и стабильном контакте.Сварочный стержень не должен быть слишком высоким или слишком низким, чтобы избежать обрыва дуги и прилипания. 5) Для новичков нормально иметь адгезию во время процесса сварки, и вы можете попробовать создать дугу трения, чтобы избежать адгезии. 6) Подходит для обычных сварочных стержней, таких как 7018, 6013 и т. Д., Но не подходит для специальных сварочных стержней, таких как 7010, 7011.
Возможные проблемы
1) Нет дуги, проверьте заземляющий провод для подключения заготовки, чтобы убедиться, что на заготовке нет ржавчины, краски или других покрытий.2) Нет дуги, проверьте прямое расстояние между сварочным стержнем и сварочным объектом, идеальное расстояние 1-2 мм; проверить, нет ли на сварочном объекте ржавчины или масляных пятен, рекомендуется отполировать наждачной бумагой или болгаркой.
3) При сварке брызги очень большие, и сварка кажется очень сложной. Пожалуйста, попробуйте изменить полярность подключения зажима заземляющего провода и сварочного зажима к аппарату.
4) В процессе сварки, если время превышает 3 минуты, может сработать максимальная токовая защита.Вам нужно прекратить работу на несколько минут, дать машине остыть в течение некоторого времени и автоматически восстановиться. Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
6) Подходит для обычных сварочных стержней, таких как 7018, 6013 и т. Д., Но не подходит для специальных сварочных стержней, таких как 7010, 7011.
Возможные проблемы
1) Нет дуги, проверьте заземляющий провод для подключения заготовки, чтобы убедиться, что на заготовке нет ржавчины, краски или других покрытий.2) Нет дуги, проверьте прямое расстояние между сварочным стержнем и сварочным объектом, идеальное расстояние 1-2 мм; проверить, нет ли на сварочном объекте ржавчины или масляных пятен, рекомендуется отполировать наждачной бумагой или болгаркой.
3) При сварке брызги очень большие, и сварка кажется очень сложной. Пожалуйста, попробуйте изменить полярность подключения зажима заземляющего провода и сварочного зажима к аппарату.
4) В процессе сварки, если время превышает 3 минуты, может сработать максимальная токовая защита.Вам нужно прекратить работу на несколько минут, дать машине остыть в течение некоторого времени и автоматически восстановиться. Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.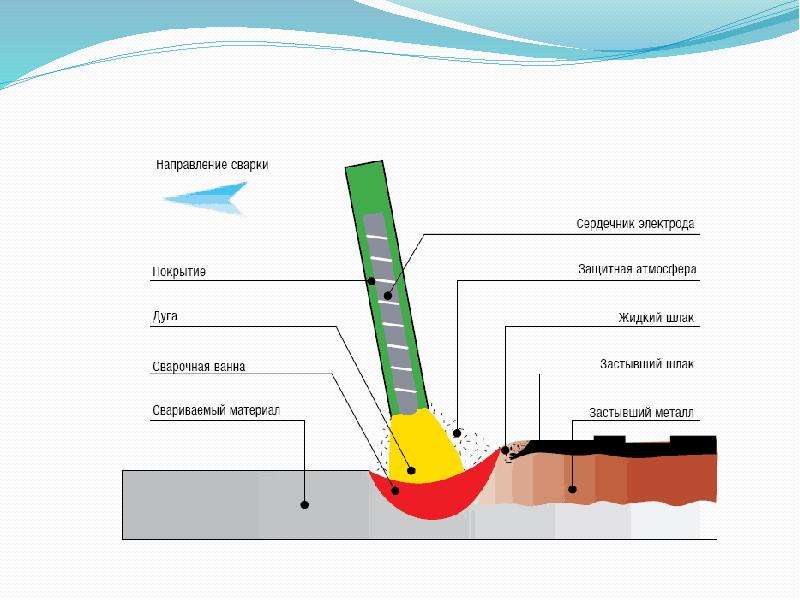 5) Если у вас возникли проблемы, которые невозможно решить, свяжитесь с нами по адресу.
Режим MIG
Reboot RBM2000P обеспечивает два режима сварки: сварка в среде защитных газов и сварка в самозащите под флюсом.
провод. Если вы работаете дома или в студии, для обеспечения лучшего сварочного эффекта рекомендуется использовать режим газовой сварки; если вам нужно выйти на работу, унести газовые баллоны и другие неудобные ситуации, вы можете воспользоваться методом сварки с самозащитой.А) Обычная дуговая сварка в защитных газах и безгазовая самозащитная сварка
1 Выберите процесс «MIG / CO2 или MIG / MIX».
10 Номер версии: RBM2000P-20210517A1
2 Установите полярность для газа для проволоки MIG Solid). При газовой защите, сварке сплошной проволокой, соедините «P» с «+» на рисунке ниже; Безгазовая защита, сварка порошковой проволокой, соедините "P" с "-" на рисунке ниже.
3 Подсоедините пистолет MIG и зажим заземления. сварка сплошной проволокой Порошковая проволока Примечание: использование газового баллона и газового счетчика не требуется.
5) Если у вас возникли проблемы, которые невозможно решить, свяжитесь с нами по адресу.
Режим MIG
Reboot RBM2000P обеспечивает два режима сварки: сварка в среде защитных газов и сварка в самозащите под флюсом.
провод. Если вы работаете дома или в студии, для обеспечения лучшего сварочного эффекта рекомендуется использовать режим газовой сварки; если вам нужно выйти на работу, унести газовые баллоны и другие неудобные ситуации, вы можете воспользоваться методом сварки с самозащитой.А) Обычная дуговая сварка в защитных газах и безгазовая самозащитная сварка
1 Выберите процесс «MIG / CO2 или MIG / MIX».
10 Номер версии: RBM2000P-20210517A1
2 Установите полярность для газа для проволоки MIG Solid). При газовой защите, сварке сплошной проволокой, соедините «P» с «+» на рисунке ниже; Безгазовая защита, сварка порошковой проволокой, соедините "P" с "-" на рисунке ниже.
3 Подсоедините пистолет MIG и зажим заземления. сварка сплошной проволокой Порошковая проволока Примечание: использование газового баллона и газового счетчика не требуется. 4 Установите катушку с проволокой
0.030 дюймов (0,8 мм) / 0,040 дюйма (1,0 мм), диаметр 8 дюймов (200 мм 5 кг) Катушка с проволокой 4 дюйма (100 мм 1 кг) Катушка с проволокой 11 Номер версии: RBM2000P-20210517A1
5 Установите приводной валок
Поверните сторону с отметкой 0,030 дюйма от аппарата. Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона - 0,030 дюйма (0,8 мм), а другая -
0,040 дюйма (1,0 мм) для соответствия диаметру проволоки.
2. Газовая сварка требует использования роликов подачи проволоки с накатанной головкой, которые подходят для обычного угля.
стальная сварочная проволока и сварочная проволока из нержавеющей стали, а также сварка сплошной проволокой требует использования газа CO2 или
Газовая смесь CO2 и аргона.Порошковая проволока не нужна. Защитный газ.
6Подача проволоки и установка давления
Давление не должно быть слишком слабым, слишком слабое приведет к проскальзыванию сварочной проволоки и нестабильной подаче проволоки, а слишком сильное давление приведет к проскальзыванию и деформации сварочной проволоки.
4 Установите катушку с проволокой
0.030 дюймов (0,8 мм) / 0,040 дюйма (1,0 мм), диаметр 8 дюймов (200 мм 5 кг) Катушка с проволокой 4 дюйма (100 мм 1 кг) Катушка с проволокой 11 Номер версии: RBM2000P-20210517A1
5 Установите приводной валок
Поверните сторону с отметкой 0,030 дюйма от аппарата. Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона - 0,030 дюйма (0,8 мм), а другая -
0,040 дюйма (1,0 мм) для соответствия диаметру проволоки.
2. Газовая сварка требует использования роликов подачи проволоки с накатанной головкой, которые подходят для обычного угля.
стальная сварочная проволока и сварочная проволока из нержавеющей стали, а также сварка сплошной проволокой требует использования газа CO2 или
Газовая смесь CO2 и аргона.Порошковая проволока не нужна. Защитный газ.
6Подача проволоки и установка давления
Давление не должно быть слишком слабым, слишком слабое приведет к проскальзыванию сварочной проволоки и нестабильной подаче проволоки, а слишком сильное давление приведет к проскальзыванию и деформации сварочной проволоки.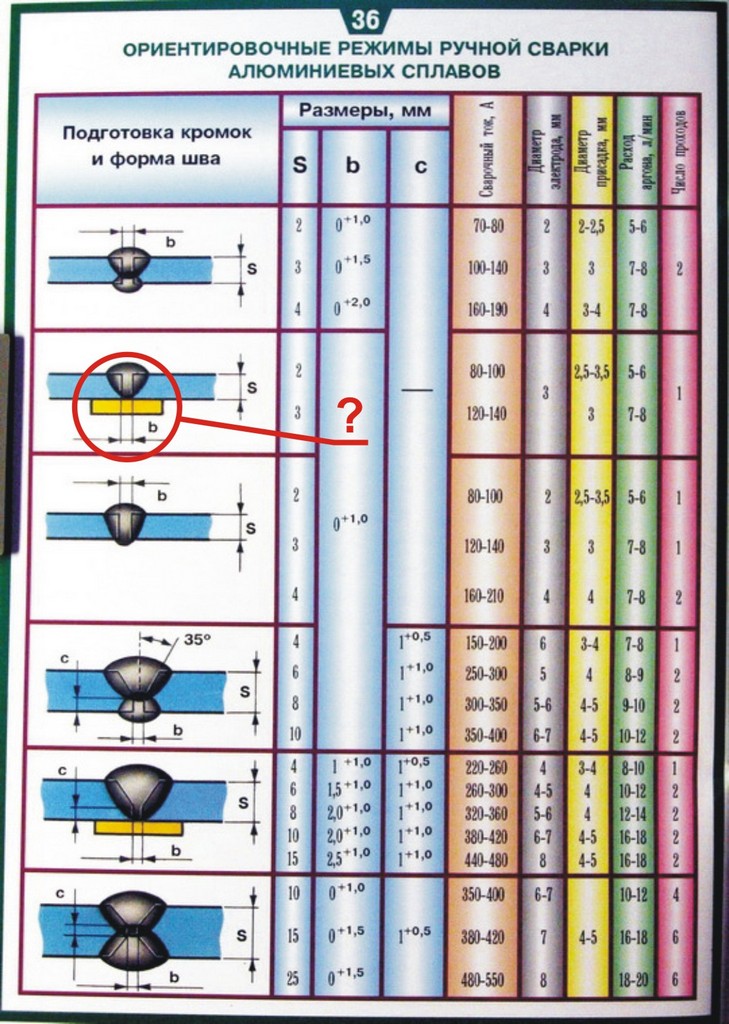 7 Подключение к входной мощности
Входное напряжение указано на цифровой табличке на задней панели устройства, входное напряжение составляет 220 В переменного тока, неправильное напряжение может привести к повреждению устройства.
8Подключите газ CO2, сварка порошковой проволокой не требует использования защитного газа
1.Присоедините газовый шланг к машине. 2. Присоедините шланг и регулятор к газовому баллону.
9 Установка сварочной горелки.
Сварочную проволоку следует вытянуть за пределы европейской центральной розетки, а затем установить сварочную горелку. Направляющая трубка для проволоки и контактный наконечник сварочной горелки должны соответствовать сварочной проволоке. Нажмите и удерживайте ручку A, это
12 Номер версии: RBM2000P-20210517A1
это быстрая подача проволоки, пусть сварочная проволока будет быстро доставлена к головке горелки. Убедитесь, что сварочная горелка не согнута, и сварочная проволока будет заблокирована.10 Снимите расходные детали и нажимайте курок, пока не выйдет проволока.
7 Подключение к входной мощности
Входное напряжение указано на цифровой табличке на задней панели устройства, входное напряжение составляет 220 В переменного тока, неправильное напряжение может привести к повреждению устройства.
8Подключите газ CO2, сварка порошковой проволокой не требует использования защитного газа
1.Присоедините газовый шланг к машине. 2. Присоедините шланг и регулятор к газовому баллону.
9 Установка сварочной горелки.
Сварочную проволоку следует вытянуть за пределы европейской центральной розетки, а затем установить сварочную горелку. Направляющая трубка для проволоки и контактный наконечник сварочной горелки должны соответствовать сварочной проволоке. Нажмите и удерживайте ручку A, это
12 Номер версии: RBM2000P-20210517A1
это быстрая подача проволоки, пусть сварочная проволока будет быстро доставлена к головке горелки. Убедитесь, что сварочная горелка не согнута, и сварочная проволока будет заблокирована.10 Снимите расходные детали и нажимайте курок, пока не выйдет проволока. Заменить расходники. 11 Отрегулируйте скорость подачи проволоки, ток, напряжение и т. Д.
13 Регулируемые параметры для газовой / безгазовой дуговой сварки в защитных оболочках. Номер версии: RBM2000P-20210517A1 1. Ток: сварочный аппарат использует встроенную интеллектуальную систему с функцией унификации. Пользователь может выбрать соответствующий ток в зависимости от толщины свариваемой пластины, и скорость подачи проволоки не требуется регулировать. 2.Длина дуги: в экспертной базе данных указана стандартная длина дуги (= 0), и пользователь может соответствующим образом увеличить или уменьшить длину дуги в соответствии с требованиями процесса. 3. Индуктивность: стандартная индуктивность, предоставленная экспертной базой данных, равна 0, и пользователь может соответственно увеличивать или уменьшать индуктивность / силу дуги в зависимости от процесса. Для разных методов сварки индуктивность выполняет разные функции: MIG / MIX: <0: получение более твердой и стабильной дуги, = 0: средняя дуга,> 0: мягкая дуга, небольшое разбрызгивание.
Заменить расходники. 11 Отрегулируйте скорость подачи проволоки, ток, напряжение и т. Д.
13 Регулируемые параметры для газовой / безгазовой дуговой сварки в защитных оболочках. Номер версии: RBM2000P-20210517A1 1. Ток: сварочный аппарат использует встроенную интеллектуальную систему с функцией унификации. Пользователь может выбрать соответствующий ток в зависимости от толщины свариваемой пластины, и скорость подачи проволоки не требуется регулировать. 2.Длина дуги: в экспертной базе данных указана стандартная длина дуги (= 0), и пользователь может соответствующим образом увеличить или уменьшить длину дуги в соответствии с требованиями процесса. 3. Индуктивность: стандартная индуктивность, предоставленная экспертной базой данных, равна 0, и пользователь может соответственно увеличивать или уменьшать индуктивность / силу дуги в зависимости от процесса. Для разных методов сварки индуктивность выполняет разные функции: MIG / MIX: <0: получение более твердой и стабильной дуги, = 0: средняя дуга,> 0: мягкая дуга, небольшое разбрызгивание. Импульсный MIG: <0: уменьшить силу переноса капли, = 0: среднюю силу переноса капли,> 0: увеличить силу переноса капли. 4. Выбор режима работы: выбор режима работы находится в меню настройки параметров второго уровня. Есть три режима работы: 2Т \ 4Т.
13 С контактным наконечником на расстоянии 1/4 дюйма от металла полностью нажмите спусковой крючок, чтобы зажечь дугу.
14 Для замены сварочной проволоки. Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше, чем сварочная проволока, ослабьте зажимное колесо механизма подачи проволоки, поверните катушку со сварочной проволокой по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание зажать сварочную проволоку правой рукой, чтобы проволока не отскочила.14 15 Установка сварочного пистолета Номер версии: RBM2000P-20210517A1 Чтобы обеспечить плавную сварку, убедитесь, что труба подачи проволоки и контактный наконечник соответствуют типу сварочной горелки, а труба подачи проволоки соответствует диаметру и типу проволоки.
Импульсный MIG: <0: уменьшить силу переноса капли, = 0: среднюю силу переноса капли,> 0: увеличить силу переноса капли. 4. Выбор режима работы: выбор режима работы находится в меню настройки параметров второго уровня. Есть три режима работы: 2Т \ 4Т.
13 С контактным наконечником на расстоянии 1/4 дюйма от металла полностью нажмите спусковой крючок, чтобы зажечь дугу.
14 Для замены сварочной проволоки. Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше, чем сварочная проволока, ослабьте зажимное колесо механизма подачи проволоки, поверните катушку со сварочной проволокой по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание зажать сварочную проволоку правой рукой, чтобы проволока не отскочила.14 15 Установка сварочного пистолета Номер версии: RBM2000P-20210517A1 Чтобы обеспечить плавную сварку, убедитесь, что труба подачи проволоки и контактный наконечник соответствуют типу сварочной горелки, а труба подачи проволоки соответствует диаметру и типу проволоки.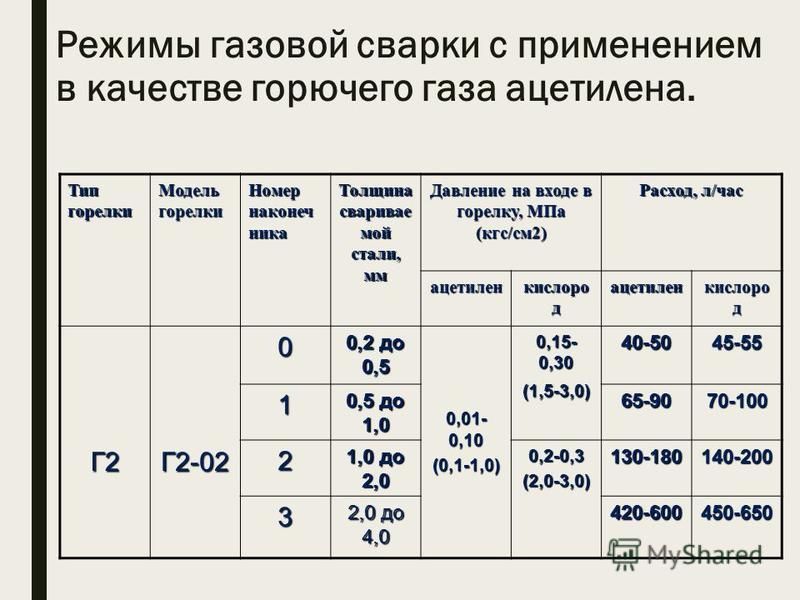 Проводные шланги подходят для жесткой проволоки, такой как сплошная проволока из углеродистой стали и проволока из нержавеющей стали, а тефлоновые шланги подходят для мягкой проволоки, такой как проволока из алюминия и его сплавов, а также проволока из меди и ее сплавов. Если трубка подачи проволоки затянута или ослаблена, сопротивление подачи проволоки увеличивается, что приводит к нестабильной подаче проволоки.Затяните быстроразъемное соединение сварочной горелки, чтобы предотвратить падение напряжения на контактной поверхности. Плохой контакт вызывает падение давления, что приводит к перегреву горелки и механизма подачи проволоки. 15 16 Состав сварочного пистолета Номер версии: RBM2000P-20210517A1 Примечание: 1. Сопло, 2. Проводящее сопло. Они изнашиваются и нуждаются в частой замене, пожалуйста, ведите инвентарь. 19. Направляющую проволочную трубку лучше оснастить запасной частью, так как это может повредить аксессуары.
Примечание: 1 При подключении строго следуйте инструкциям на картинке, иначе пайка будет невозможна.
Проводные шланги подходят для жесткой проволоки, такой как сплошная проволока из углеродистой стали и проволока из нержавеющей стали, а тефлоновые шланги подходят для мягкой проволоки, такой как проволока из алюминия и его сплавов, а также проволока из меди и ее сплавов. Если трубка подачи проволоки затянута или ослаблена, сопротивление подачи проволоки увеличивается, что приводит к нестабильной подаче проволоки.Затяните быстроразъемное соединение сварочной горелки, чтобы предотвратить падение напряжения на контактной поверхности. Плохой контакт вызывает падение давления, что приводит к перегреву горелки и механизма подачи проволоки. 15 16 Состав сварочного пистолета Номер версии: RBM2000P-20210517A1 Примечание: 1. Сопло, 2. Проводящее сопло. Они изнашиваются и нуждаются в частой замене, пожалуйста, ведите инвентарь. 19. Направляющую проволочную трубку лучше оснастить запасной частью, так как это может повредить аксессуары.
Примечание: 1 При подключении строго следуйте инструкциям на картинке, иначе пайка будет невозможна. 2 Поддерживает сварочную проволоку с цельным сердечником 0,8 мм, 1,0 мм, 0,6 мм (необходимо приобрести сварочную проволоку, колесо подачи проволоки и
контактный наконечник). 3 На машине можно установить катушки с проволокой 5 кг (11 фунтов) и 1 кг (2,2 фунта). 4 Аппарат поставляется со сварочной проволокой 5356AL-Mg весом 0,5 кг (1,1 фунта) или порошковой проволокой весом 1 кг (2,2 фунта). 5 Опорный сварочный материал, углеродистая сталь, нержавеющая сталь. А алюминий в этом режиме сваривать нельзя. 6 Диаметр сварочной проволоки, канавка колеса подачи проволоки и отверстие контактного наконечника должны
совпадение. 7 Прижимной ролик механизма подачи проволоки не должен быть слишком тугим или ослаблен, иначе проволока
кормление должно быть нестабильным.8 Установка катушки подачи проволоки не должна быть слишком свободной или слишком тугой, так как сварочная проволока может
катушка с проволокой отскочит, а подача проволоки слишком медленная.
Возможные проблемы
1) Нет реакции при включении питания, проверьте штекерное соединение.
2 Поддерживает сварочную проволоку с цельным сердечником 0,8 мм, 1,0 мм, 0,6 мм (необходимо приобрести сварочную проволоку, колесо подачи проволоки и
контактный наконечник). 3 На машине можно установить катушки с проволокой 5 кг (11 фунтов) и 1 кг (2,2 фунта). 4 Аппарат поставляется со сварочной проволокой 5356AL-Mg весом 0,5 кг (1,1 фунта) или порошковой проволокой весом 1 кг (2,2 фунта). 5 Опорный сварочный материал, углеродистая сталь, нержавеющая сталь. А алюминий в этом режиме сваривать нельзя. 6 Диаметр сварочной проволоки, канавка колеса подачи проволоки и отверстие контактного наконечника должны
совпадение. 7 Прижимной ролик механизма подачи проволоки не должен быть слишком тугим или ослаблен, иначе проволока
кормление должно быть нестабильным.8 Установка катушки подачи проволоки не должна быть слишком свободной или слишком тугой, так как сварочная проволока может
катушка с проволокой отскочит, а подача проволоки слишком медленная.
Возможные проблемы
1) Нет реакции при включении питания, проверьте штекерное соединение. 2) Нет реакции при включении питания, откройте крышку и проверьте, есть ли внутренний
соединительные провода ослабли. 3) Подача проволоки нестабильна. Проверьте катушку подачи проволоки и прижимной ролик подачи проволоки, а также
сварочный пистолет не должен наматываться.Обратите внимание, чтобы диаметр сварочной проволоки соответствовал подаче проволоки.
16 Номер версии: RBM2000P-20210517A1
паз колеса и контактный наконечник. 4) Нет подачи проволоки; убедитесь, что рабочий режим - MIG; убедитесь, что сварочная горелка работает.
подключен правильно, нажмите переключатель пистолета или нет подачи проволоки, пожалуйста, свяжитесь с нами. 5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Вы должны остановить
работая в течение нескольких минут, дайте машине остыть в течение некоторого времени и автоматически восстановитесь.Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 6) Если у вас есть вопросы, свяжитесь с нами по адресу.
2) Нет реакции при включении питания, откройте крышку и проверьте, есть ли внутренний
соединительные провода ослабли. 3) Подача проволоки нестабильна. Проверьте катушку подачи проволоки и прижимной ролик подачи проволоки, а также
сварочный пистолет не должен наматываться.Обратите внимание, чтобы диаметр сварочной проволоки соответствовал подаче проволоки.
16 Номер версии: RBM2000P-20210517A1
паз колеса и контактный наконечник. 4) Нет подачи проволоки; убедитесь, что рабочий режим - MIG; убедитесь, что сварочная горелка работает.
подключен правильно, нажмите переключатель пистолета или нет подачи проволоки, пожалуйста, свяжитесь с нами. 5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Вы должны остановить
работая в течение нескольких минут, дайте машине остыть в течение некоторого времени и автоматически восстановитесь.Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 6) Если у вас есть вопросы, свяжитесь с нами по адресу. Б) Импульсная дуговая сварка в среде защитных газов.
1 В зависимости от материала алюминиевой сварочной проволоки выберите процесс «Импульсный / Al / Mg или Импульсный / Al / Si».
2 Установите полярность для газа MIG алюминиевой проволоки: с газовой защитой, сваркой сплошной проволокой, соедините «P» с «+» на рисунке ниже.
17 3 Подсоедините пистолет MIG и зажим заземления. Номер версии: RBM2000P-20210517A1 Сварка сплошной алюминиевой проволокой 4 Установка катушки с проволокой
0.030 дюймов (0,8 мм) / 0,040 дюйма (1,0 мм), диаметр 8 дюймов (200 мм 5 кг) Катушка с проволокой 4 дюйма (100 мм 1 кг) Катушка с проволокой
5 Установите приводной валок
Поверните сторону с отметкой 1,2 от машины. Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона - 1,0 мм, а другая - 1,2 мм.
соответствовать диаметру проволоки соответствующего диаметра.
2. Для газовой сварки необходимо использовать U-образные ролики подачи проволоки, которые подходят для алюминиевой сварочной проволоки, а для сварки сплошной проволокой необходимо использовать газ аргон.
Б) Импульсная дуговая сварка в среде защитных газов.
1 В зависимости от материала алюминиевой сварочной проволоки выберите процесс «Импульсный / Al / Mg или Импульсный / Al / Si».
2 Установите полярность для газа MIG алюминиевой проволоки: с газовой защитой, сваркой сплошной проволокой, соедините «P» с «+» на рисунке ниже.
17 3 Подсоедините пистолет MIG и зажим заземления. Номер версии: RBM2000P-20210517A1 Сварка сплошной алюминиевой проволокой 4 Установка катушки с проволокой
0.030 дюймов (0,8 мм) / 0,040 дюйма (1,0 мм), диаметр 8 дюймов (200 мм 5 кг) Катушка с проволокой 4 дюйма (100 мм 1 кг) Катушка с проволокой
5 Установите приводной валок
Поверните сторону с отметкой 1,2 от машины. Примечания: 1. На одном колесе подачи проволоки есть две канавки, одна сторона - 1,0 мм, а другая - 1,2 мм.
соответствовать диаметру проволоки соответствующего диаметра.
2. Для газовой сварки необходимо использовать U-образные ролики подачи проволоки, которые подходят для алюминиевой сварочной проволоки, а для сварки сплошной проволокой необходимо использовать газ аргон. 18 Номер версии: RBM2000P-20210517A1
6Подача проволоки и установка давления
Давление не должно быть слишком слабым, слишком слабое приведет к проскальзыванию сварочной проволоки и нестабильной подаче проволоки, а слишком сильное давление приведет к проскальзыванию и деформации сварочной проволоки.7 Подключение к входной мощности
Входное напряжение указано на цифровой табличке на задней панели устройства, входное напряжение составляет 220 В переменного тока, неправильное напряжение может привести к повреждению устройства.
8Подключите аргон.
1. Присоедините газовый шланг к машине. 2. Присоедините шланг и регулятор к газовому баллону.
9 Установка сварочной горелки.
Чтобы обеспечить плавную сварку, убедитесь, что труба подачи проволоки и контактный наконечник соответствуют типу сварочной горелки, а труба подачи проволоки соответствует диаметру и типу проволоки. В то время как тефлоновые шланги подходят для мягкой проволоки, такой как проволока из алюминия и его сплавов, а также проволока из меди и ее сплавов.
18 Номер версии: RBM2000P-20210517A1
6Подача проволоки и установка давления
Давление не должно быть слишком слабым, слишком слабое приведет к проскальзыванию сварочной проволоки и нестабильной подаче проволоки, а слишком сильное давление приведет к проскальзыванию и деформации сварочной проволоки.7 Подключение к входной мощности
Входное напряжение указано на цифровой табличке на задней панели устройства, входное напряжение составляет 220 В переменного тока, неправильное напряжение может привести к повреждению устройства.
8Подключите аргон.
1. Присоедините газовый шланг к машине. 2. Присоедините шланг и регулятор к газовому баллону.
9 Установка сварочной горелки.
Чтобы обеспечить плавную сварку, убедитесь, что труба подачи проволоки и контактный наконечник соответствуют типу сварочной горелки, а труба подачи проволоки соответствует диаметру и типу проволоки. В то время как тефлоновые шланги подходят для мягкой проволоки, такой как проволока из алюминия и его сплавов, а также проволока из меди и ее сплавов. Если трубка подачи проволоки затянута или ослаблена, сопротивление подачи проволоки увеличивается, что приводит к нестабильной подаче проволоки. Затяните быстроразъемное соединение сварочной горелки, чтобы предотвратить падение напряжения на контактной поверхности. Плохой контакт вызывает падение давления, что приводит к перегреву горелки и механизма подачи проволоки. Нажмите и удерживайте ручку A, это быстрая подача проволоки, позвольте сварочной проволоке быстро подать к головке горелки. Убедитесь, что сварочная горелка не согнута, и сварочная проволока будет заблокирована.19 Номер версии: RBM2000P-20210517A1
10 Снимите расходные детали и нажимайте курок, пока не выйдет проволока. Заменить расходники.
10 Отрегулируйте скорость подачи проволоки, ток, напряжение и т. Д.
Регулируемые параметры для дуговой сварки в защитных газах. 1. Ток: сварочный аппарат использует встроенную интеллектуальную систему с функцией унификации. Пользователь может выбрать соответствующий ток в зависимости от толщины свариваемой пластины, и скорость подачи проволоки не требуется регулировать.
Если трубка подачи проволоки затянута или ослаблена, сопротивление подачи проволоки увеличивается, что приводит к нестабильной подаче проволоки. Затяните быстроразъемное соединение сварочной горелки, чтобы предотвратить падение напряжения на контактной поверхности. Плохой контакт вызывает падение давления, что приводит к перегреву горелки и механизма подачи проволоки. Нажмите и удерживайте ручку A, это быстрая подача проволоки, позвольте сварочной проволоке быстро подать к головке горелки. Убедитесь, что сварочная горелка не согнута, и сварочная проволока будет заблокирована.19 Номер версии: RBM2000P-20210517A1
10 Снимите расходные детали и нажимайте курок, пока не выйдет проволока. Заменить расходники.
10 Отрегулируйте скорость подачи проволоки, ток, напряжение и т. Д.
Регулируемые параметры для дуговой сварки в защитных газах. 1. Ток: сварочный аппарат использует встроенную интеллектуальную систему с функцией унификации. Пользователь может выбрать соответствующий ток в зависимости от толщины свариваемой пластины, и скорость подачи проволоки не требуется регулировать.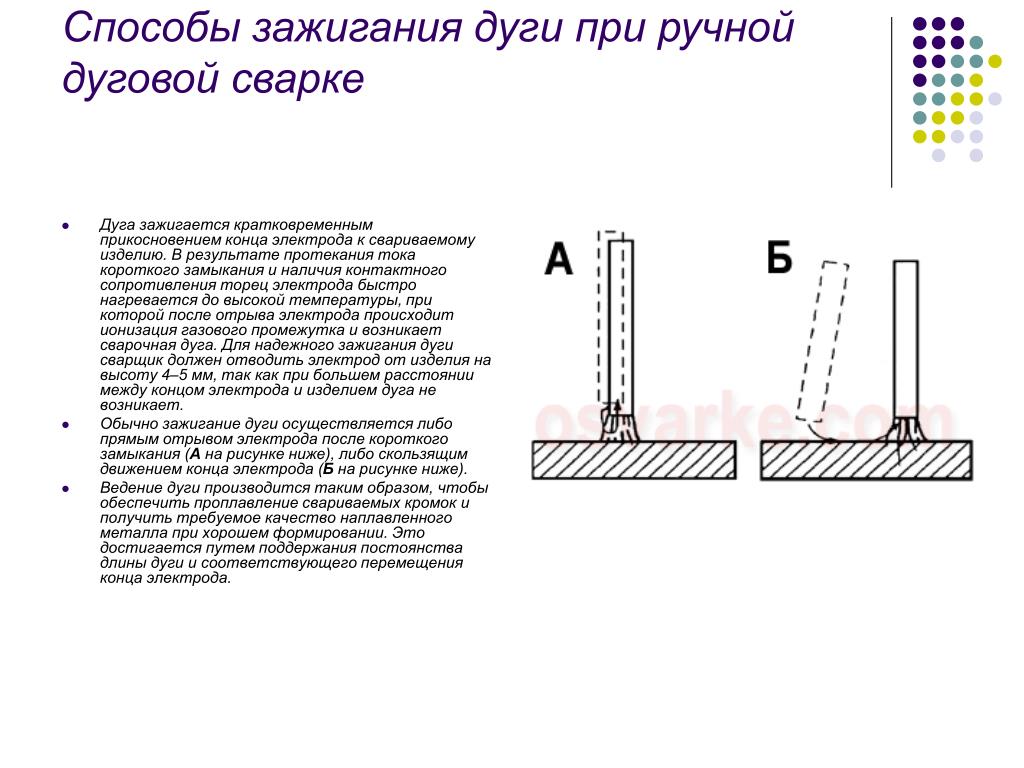 2. Длина дуги. В экспертной базе данных указана стандартная длина дуги (= 0), и пользователь может соответствующим образом увеличить или уменьшить длину дуги в соответствии с требованиями процесса.3. Индуктивность: стандартная индуктивность, предоставленная экспертной базой данных, равна 0, и пользователь может соответственно увеличивать или уменьшать индуктивность / силу дуги в зависимости от процесса. Для разных методов сварки индуктивность выполняет разные функции: MIG / MIX: <0: получение более твердой и стабильной дуги, = 0: средняя дуга,> 0: мягкая дуга, небольшое разбрызгивание. Импульсный MIG: <0: уменьшить силу переноса капли, = 0: среднюю силу переноса капли,> 0: увеличить силу переноса капли. 4. Выбор режима работы: выбор режима работы находится в меню настройки параметров второго уровня.Есть три режима работы: 2Т \ 4Т.
17 С контактным наконечником на расстоянии 1/4 дюйма от металла полностью нажмите спусковой крючок, чтобы зажечь дугу.
20 Номер версии: RBM2000P-20210517A1
18 Для замены сварочной проволоки.
2. Длина дуги. В экспертной базе данных указана стандартная длина дуги (= 0), и пользователь может соответствующим образом увеличить или уменьшить длину дуги в соответствии с требованиями процесса.3. Индуктивность: стандартная индуктивность, предоставленная экспертной базой данных, равна 0, и пользователь может соответственно увеличивать или уменьшать индуктивность / силу дуги в зависимости от процесса. Для разных методов сварки индуктивность выполняет разные функции: MIG / MIX: <0: получение более твердой и стабильной дуги, = 0: средняя дуга,> 0: мягкая дуга, небольшое разбрызгивание. Импульсный MIG: <0: уменьшить силу переноса капли, = 0: среднюю силу переноса капли,> 0: увеличить силу переноса капли. 4. Выбор режима работы: выбор режима работы находится в меню настройки параметров второго уровня.Есть три режима работы: 2Т \ 4Т.
17 С контактным наконечником на расстоянии 1/4 дюйма от металла полностью нажмите спусковой крючок, чтобы зажечь дугу.
20 Номер версии: RBM2000P-20210517A1
18 Для замены сварочной проволоки. Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше, чем сварочная проволока, ослабьте зажимное колесо механизма подачи проволоки, поверните катушку со сварочной проволокой по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание зажать сварочную проволоку правой рукой, чтобы проволока не отскочила.15 Состав сварочного пистолета
Примечание: 1. Сопло, 2. Контактный наконечник. Они изнашиваются и нуждаются в частой замене, пожалуйста, ведите инвентарь. 18. Направляющая трубка - это графитовые гильзы для сварки алюминия, лучше всего снабдить запасной частью, так как это может повредить аксессуары.
21 год Номер версии: RBM2000P-20210517A1
Примечание: 1. При подключении строго следуйте инструкциям на картинке, иначе пайка будет невозможна. 2. Алюминиевая сварочная проволока диаметром 1,2 мм (AL-Mg или AL-Si). 3. На машину можно установить 5 кг (11 фунтов) и 1 кг (2.2 фунта) катушки с проволокой. 4. В комплект поставки аппарата входит сварочная проволока 5356AL-Mg весом 0,5 кг (1,1 фунта) или порошковая проволока весом 1 кг 2,2 фунта.
Используйте кусачки, чтобы отрезать переднюю часть контактного наконечника, которая больше, чем сварочная проволока, ослабьте зажимное колесо механизма подачи проволоки, поверните катушку со сварочной проволокой по часовой стрелке, поверните сварочную проволоку обратно к катушке подачи проволоки, обратите внимание зажать сварочную проволоку правой рукой, чтобы проволока не отскочила.15 Состав сварочного пистолета
Примечание: 1. Сопло, 2. Контактный наконечник. Они изнашиваются и нуждаются в частой замене, пожалуйста, ведите инвентарь. 18. Направляющая трубка - это графитовые гильзы для сварки алюминия, лучше всего снабдить запасной частью, так как это может повредить аксессуары.
21 год Номер версии: RBM2000P-20210517A1
Примечание: 1. При подключении строго следуйте инструкциям на картинке, иначе пайка будет невозможна. 2. Алюминиевая сварочная проволока диаметром 1,2 мм (AL-Mg или AL-Si). 3. На машину можно установить 5 кг (11 фунтов) и 1 кг (2.2 фунта) катушки с проволокой. 4. В комплект поставки аппарата входит сварочная проволока 5356AL-Mg весом 0,5 кг (1,1 фунта) или порошковая проволока весом 1 кг 2,2 фунта.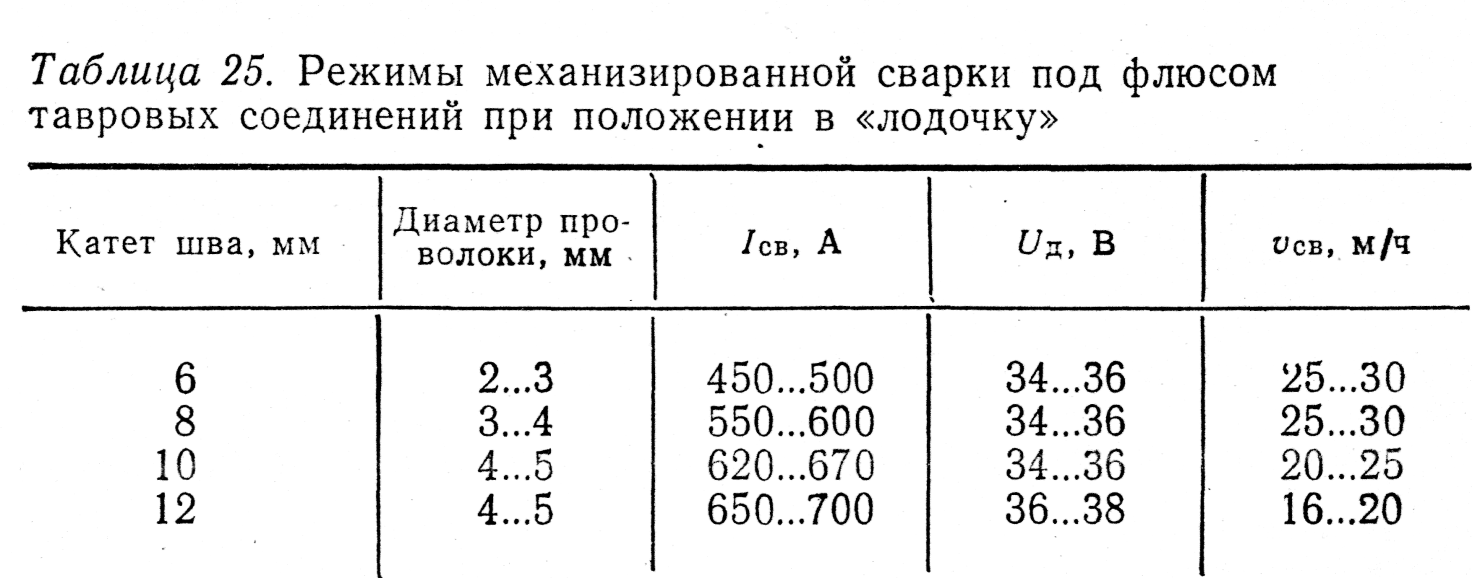 5. Сварочный материал опоры - алюминий. 6. Диаметр сварочной проволоки, канавка колеса подачи проволоки и отверстие контактного наконечника должны совпадать. 7. Прижимной ролик устройства подачи проволоки не должен быть слишком тугим или слишком ослаблен, так как это может привести к нестабильной подаче проволоки. 8. Установка катушки подачи проволоки не должна быть слишком свободной или слишком тугой, так как сварочная проволока катушки с проволокой соскочит и подача проволоки будет слишком медленной.Возможные проблемы
1) Нет реакции при включении питания, проверьте штекерное соединение. 2) Нет реакции при включении питания, откройте крышку и проверьте, не ослаблены ли внутренние соединительные провода. 3) Подача проволоки нестабильна. Проверьте катушку подачи проволоки и прижимной ролик подачи проволоки, сварочная горелка не должна быть намотана. Обратите внимание, чтобы диаметр сварочной проволоки совпадал с канавкой колеса подачи проволоки и контактным наконечником. 4) Нет подачи проволоки.
5. Сварочный материал опоры - алюминий. 6. Диаметр сварочной проволоки, канавка колеса подачи проволоки и отверстие контактного наконечника должны совпадать. 7. Прижимной ролик устройства подачи проволоки не должен быть слишком тугим или слишком ослаблен, так как это может привести к нестабильной подаче проволоки. 8. Установка катушки подачи проволоки не должна быть слишком свободной или слишком тугой, так как сварочная проволока катушки с проволокой соскочит и подача проволоки будет слишком медленной.Возможные проблемы
1) Нет реакции при включении питания, проверьте штекерное соединение. 2) Нет реакции при включении питания, откройте крышку и проверьте, не ослаблены ли внутренние соединительные провода. 3) Подача проволоки нестабильна. Проверьте катушку подачи проволоки и прижимной ролик подачи проволоки, сварочная горелка не должна быть намотана. Обратите внимание, чтобы диаметр сварочной проволоки совпадал с канавкой колеса подачи проволоки и контактным наконечником. 4) Нет подачи проволоки. Пожалуйста, подтвердите, что рабочий режим находится в состоянии MIG. Пожалуйста, убедитесь, что сварочная горелка правильно подключена, нажмите переключатель горелки или нет подачи проволоки, пожалуйста, свяжитесь с нами.5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине остыть и автоматически восстановиться. Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 6) Если у вас есть вопросы, свяжитесь с нами по адресу.
22 Часть 7: Коды аварийных сигналов Номер версии: RBM2000P-20210517A1 Код тревоги Вина Причина Исправление проблем ERR 1000 Исключение микросхемы памяти ERR 0100 Нарушение изоляции выхода ERR 0200 Ток двигателя более 5 А ERR 0300 Ток двигателя более 3 А ERR 0400 Ошибка линии обратной связи по скорости ERR 0001 Перегрев инвертора ERR 0002 Вход обрыв фазы ERR 0003 Длительный холостой ход Неправильная функция хранения на панели дисплея.
Пожалуйста, подтвердите, что рабочий режим находится в состоянии MIG. Пожалуйста, убедитесь, что сварочная горелка правильно подключена, нажмите переключатель горелки или нет подачи проволоки, пожалуйста, свяжитесь с нами.5) Во время процесса сварки, если время превышает 3 минуты, может сработать защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине остыть и автоматически восстановиться. Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите. 6) Если у вас есть вопросы, свяжитесь с нами по адресу.
22 Часть 7: Коды аварийных сигналов Номер версии: RBM2000P-20210517A1 Код тревоги Вина Причина Исправление проблем ERR 1000 Исключение микросхемы памяти ERR 0100 Нарушение изоляции выхода ERR 0200 Ток двигателя более 5 А ERR 0300 Ток двигателя более 3 А ERR 0400 Ошибка линии обратной связи по скорости ERR 0001 Перегрев инвертора ERR 0002 Вход обрыв фазы ERR 0003 Длительный холостой ход Неправильная функция хранения на панели дисплея. Выход сварочной горелки подсоединен к корпусу.
Сопротивление подачи проволоки большое.
Сопротивление подачи проволоки большое. Линия обратной связи по скорости механизма подачи проволоки повреждена или неисправна.
Сварочный аппарат перегрет.
Трехфазный переменный ток - это открытая фаза.
Возникает длительный холостой ход. Выключите машину и замените панель дисплея. Выключите машину. Проверьте, подключен ли положительный полюс, выведенный из машины, к корпусу.
Проверьте подачу проволоки в проволочную пластину.
Проверьте подачу проволоки в проволочную пластину.Проверить линию обратной связи по скорости.
Проверьте, вращается ли вентилятор и отключен ли термовыключатель. Проверьте, не пропала ли фаза в шнуре питания.
Проверьте выключатель горелки. ERR 0004 Длительное короткое замыкание на выходе ERR 0005 Неисправности VRD ERR 0006 Ошибка работы сварочного аппарата Липкий сварочный стержень ERR 0007 в ручном режиме
сварка Возникает длительное короткое замыкание на выходе.
На плате управления происходит сбой питания VRD.
Выход сварочной горелки подсоединен к корпусу.
Сопротивление подачи проволоки большое.
Сопротивление подачи проволоки большое. Линия обратной связи по скорости механизма подачи проволоки повреждена или неисправна.
Сварочный аппарат перегрет.
Трехфазный переменный ток - это открытая фаза.
Возникает длительный холостой ход. Выключите машину и замените панель дисплея. Выключите машину. Проверьте, подключен ли положительный полюс, выведенный из машины, к корпусу.
Проверьте подачу проволоки в проволочную пластину.
Проверьте подачу проволоки в проволочную пластину.Проверить линию обратной связи по скорости.
Проверьте, вращается ли вентилятор и отключен ли термовыключатель. Проверьте, не пропала ли фаза в шнуре питания.
Проверьте выключатель горелки. ERR 0004 Длительное короткое замыкание на выходе ERR 0005 Неисправности VRD ERR 0006 Ошибка работы сварочного аппарата Липкий сварочный стержень ERR 0007 в ручном режиме
сварка Возникает длительное короткое замыкание на выходе.
На плате управления происходит сбой питания VRD.