Сварочные аппараты своими руками на сайте полезных самоделок
Сегодня вашему вниманию предлагается проверенная временем схема инверторного сварочного аппарата, который будет несложно собрать своими руками. Детали взяты из старых телевизоров, но их можно заменить на более современные аналоги….
Читать далееИспользуется принцип получения водорода с помощью электролиза водного раствора щелочи. Благодаря малым наружным габаритам электролизера ему найдется место и на …
Читать далееПринцип действия большинства плазматронов мощностью от нескольких кВт до нескольких мегаватт, практически один и тот же. Между катодом, выполненным из тугоплавк…
Читать далееПоявившись более ста лет назад, электродуговая сварка произвела технологическую революцию. К настоящему времени она практически вытеснила все остальные…
Читать далееВ данной книге я постараюсь охватить и описать весь спектр сварочных инверторов, начиная с простейшего полумоста и заканчивая мощным резонансным источником.
А вот схема самодельного сварочного полуавтомата на простых дискретных элементах, без дорогих микроконтроллеров. Ток сварки регулируется от 70 до 300 А, скорость сварки — 20…45 м/ч, диаметр проволоки на катушке — 0.8-1.2 мм. Использован сварочный трансформатор на 3 кВт….
Читать далееКакой домашний мастер, а тем более автолюбитель, не мечтает иметь в своем распоряжении малогабаритный сварочный аппарат постоянного тока да еще с функцией заряд…
Читать далееПереносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0…
Читать далееДанная конструкция может быть полезна для автолюбителей, при ремонте пластмассовых деталей. Извечная проблема для радиолюбителя — корпус для очередной поделки….
Читать далееСварка деталей голым электродом. Дуговая сварка долгое время применялась, главным образом, при ремонте чугунных деталей.
Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата…
Читать далееВ нашем коллективе давно витала идея создания небольшого, компактного, лёгкого, но в то же время приемлемого по параметрам сварочного аппарата. Однако, наша час…
Читать далееОбычная спичка подсказала конструкцию термитного карандаша. С его помощью вполне можно сварить на дачном участке несложные металлические изделия….
Читать далееСамоделки | Сварка своими руками
«Как измерить ток на выходе сварочного инвертора?» — вопрос, который часто задают начинающие сварщики. «Зачем это нужно? Разве и так не понятно, какая сила тока при сварке?! Это как минимум чувствуется!» — отвечают другие, более опытные. Измерить значение тока действительно может понадобиться в некоторых случаях, например, если разметка на регуляторе тока вашего инвертора нанесена «для… Читать далее »
Электрододержатель для сварки ММА – приспособление, предназначенное для удержания штучного электрода и подачи на него электрического тока. Хороший держатель электродов: дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода; гарантирует полноценный электрический контакт; обеспечивает быструю замену электрода. легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым… Читать далее »
Хороший держатель электродов: дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода; гарантирует полноценный электрический контакт; обеспечивает быструю замену электрода. легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым… Читать далее »
Собрать сварочный аппарат своими руками не так уж и сложно. Другое дело, что варить трансформатором на переменном токе не просто, гораздо сложнее, чем источниками питания, которые на выходе дают постоянный, хоть и пульсирующий, ток. По предложенной ниже схеме можно собрать сварочник, которым и самому варить будет комфортно и другим посоветовать будет не стыдно. Он обеспечит… Читать далее »
Категории : Самоделки Метки: сварочный аппарат своими рукамиТермитная реакция (от древнегреческого therm – тепло) – процесс сгорания термита, состоящего из смеси алюминиевого (или магниевого) порошка с различными окисленными металлами (чаще всего это железо).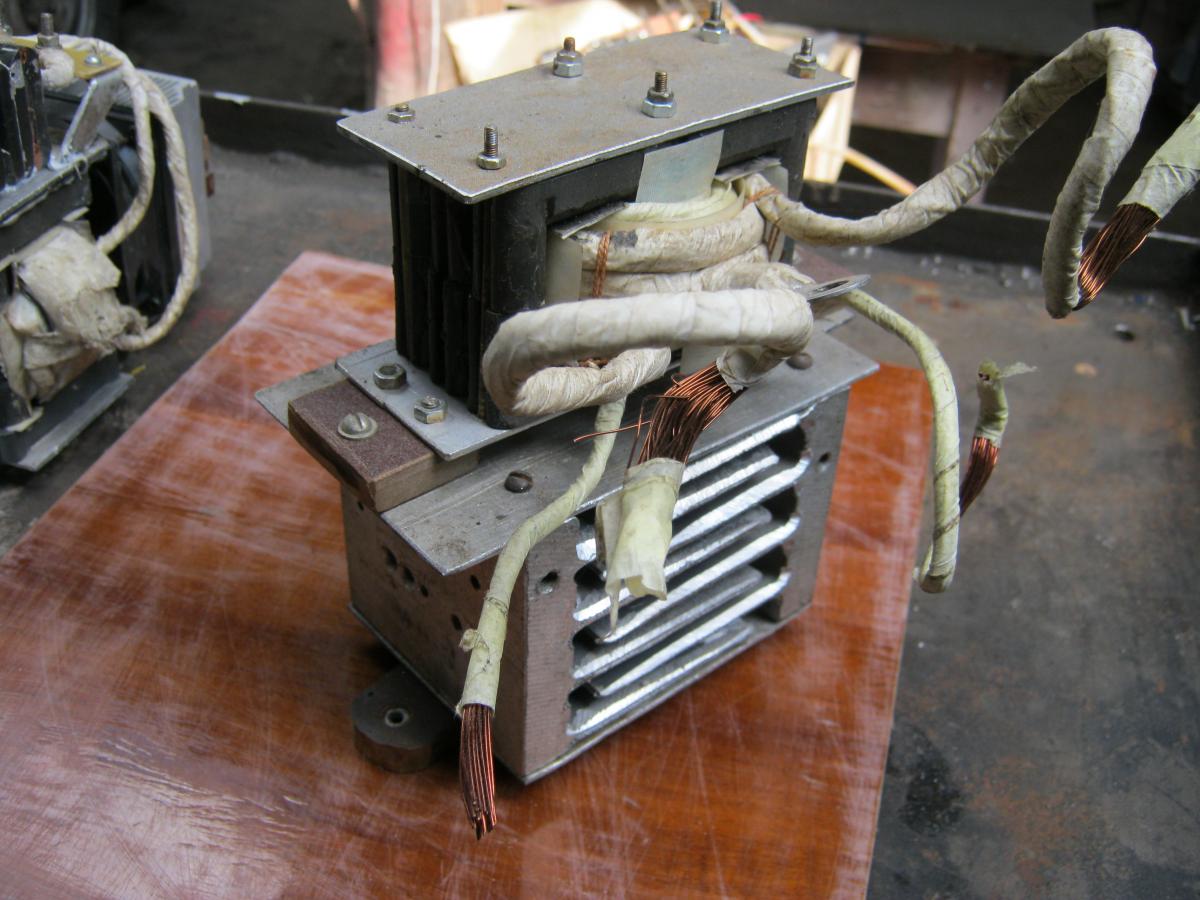 Реакция протекает с интенсивным выделением тепла. Температура горения термита составляет более 2300 градусов Цельсия и в результате его сгорания образуется металл и алюминиевый шлак. Если углубиться в историю открытия… Читать далее »
Реакция протекает с интенсивным выделением тепла. Температура горения термита составляет более 2300 градусов Цельсия и в результате его сгорания образуется металл и алюминиевый шлак. Если углубиться в историю открытия… Читать далее »
В 1970 г. в журнале «Моделист-Конструктор» вышла статья о том, как сделать простейший по конструкции и при этом очень эффективный кузнечный горн своими руками. При небольших объемах работ в условиях небольшой мастерской это очень полезная штука, а главное, сделать его можно фактически из металлических обрезков. Спустя почти полвека много чего успело измениться, в частности появился… Читать далее »
Спустя почти полвека много чего успело измениться, в частности появился… Читать далее »
Друзья-сварщики, вот и близится к концу старый 2017 год, осталось совсем немного до наступления Нового 2018 года! Сколько сварено полезного за этот год и сколько еще предстоит сварить! Всех с наступающим праздником поздравляем и желаем таких банальных, но и таких нужных каждому человеку вещей! Помните, что мир держится не только на сварных швах, но и… Читать далее »
Категории : Самоделки Метки: елка из металла, елка из металла своими рукамиКак правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы. Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в… Читать далее »
Сварка АКБ Иногда требуется сварка, а возможность подключиться к электрической розетке отсутствует. Причины такой ситуации могут быть разные. Например, нужно сделать разовый заказ в полевых условиях, либо же работать приходится на даче, электропитание которой обеспечивают небольшие солнечные батареи, а преобразователь и близко не выдаст мощность приемлемую для проведения сварочных работ. Выход из такого положения вещей… Читать далее »
Причины такой ситуации могут быть разные. Например, нужно сделать разовый заказ в полевых условиях, либо же работать приходится на даче, электропитание которой обеспечивают небольшие солнечные батареи, а преобразователь и близко не выдаст мощность приемлемую для проведения сварочных работ. Выход из такого положения вещей… Читать далее »
Стойка для болгарки может понадобиться для выполнения разовой или постоянной работы, требующей точной и аккуратной резки. Покупать готовый станок для подобных целей не имеет смысла, если есть голова на плечах и нормально работающие руки. Во-первых, стоит станок дорого, во – вторых, не всегда готовое изделие пригодно для выполнения поставленной задачи. Доработка же заводской продукции –… Читать далее »
Категории : Вспомогательные инструменты Самоделки Метки: станина для болгарки, стойка для болгарки, стойка для УШМСварочные самоделки своими руками. Как собрать сварочный аппарат своими руками? Номинальное рабочее напряжение
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас.
Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.

Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.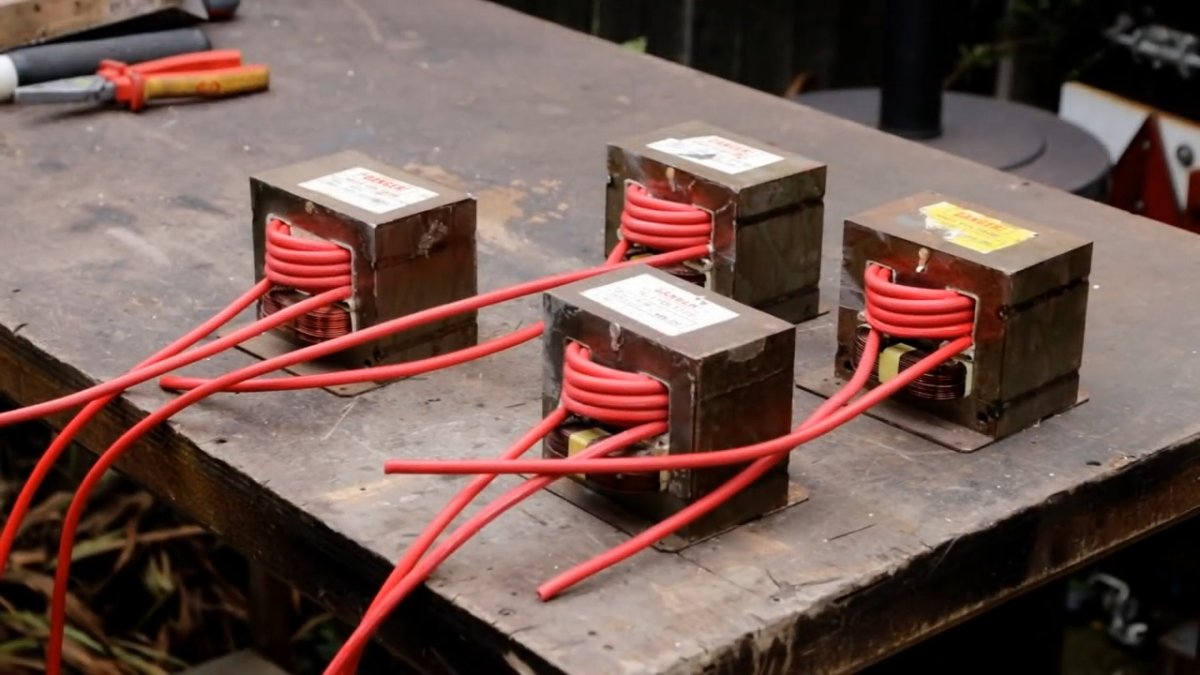
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно.
 При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.Сплавляем медные провода, толщиной до 1 мм.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – . В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже).
Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.

Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль.
Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата . Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин . Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
 Благодаря ему клещи смогут подниматься выше.
Благодаря ему клещи смогут подниматься выше. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени.
В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов.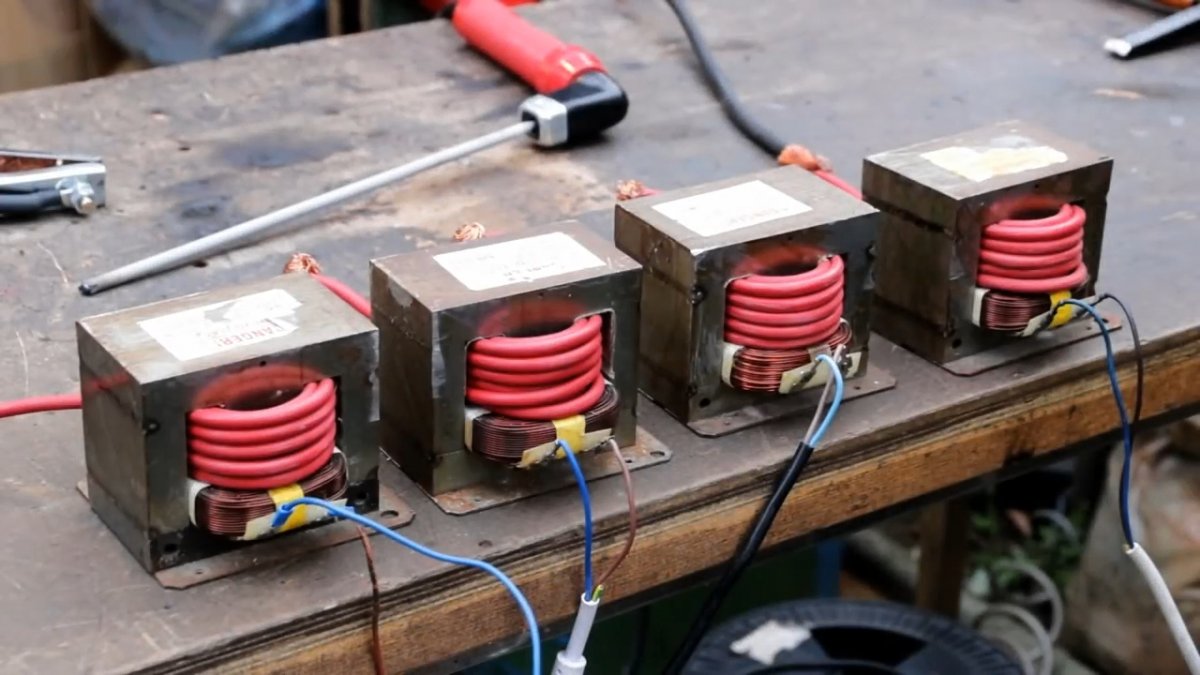 Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Самоделки для сварки | ММА сварка для начинающих
Большинство сварщиков — это креативные ребята, они что-то вечно придумывают и улучшают в процессе выполнения сварочных работ. Ну а что, сварка — это такая работа, где нужно шевелить своими мозгами и уметь поработать ручонками.
Что тут говорить, чего только стоят самодельные молотки сварщиков для отбивания шлака. Для их изготовления в ход идут старые зубила и пики от перфораторов. Многие из самоделок для сварщика направлены на оказание помощи, например, магнитный угольник для сварки.
В общем, не будет забегать далеко вперёд, а расскажем про полезные самоделки для сварщиков, которые станут находкой в самых различных ситуациях.
Молоток сварщика из старого зубила
Если у тебя нет специального молоточка, то ты не настоящий сварщик. Молоток сварщика — это не простой полуторакилограммовый молотище, а специально заточенный и аккуратный молоток, которым будет удобно отбивать шлак.
Именно заточенной стороной молотка, можно подлезть в самые труднодоступные места, например, на уголке. Ну а чтобы сделать такой молоток сварщика, достаточно сточить болгаркой старое зубило, после чего приварить к нему посередине металлический пруток.
Магнитный угольник для сварки
Если вам очень часто приходится сваривать заготовки под прямым углом, то облегчить данную задачу способен магнитный угольник для сварки. Функция такого угольника заключается не только в том, чтобы быстро выставить два профиля под 90 градусов, но и удержать их вместе на момент прихватки.
Для изготовления магнитного угольника потребуется круглый магнит и два куска листового металла. Сначала необходимо будет вырезать два ровных и одинаковых квадрата из стали, а затем соединить их вместе двумя болтами, расположив между ними большой магнит.
Сначала необходимо будет вырезать два ровных и одинаковых квадрата из стали, а затем соединить их вместе двумя болтами, расположив между ними большой магнит.
Полезная самоделка для сварки труб
Вам приходится часто варить трубы? Тогда следующая самоделка сварщика именно для вас. Очень «тяжело» удерживать горячие трубы во время их сварки, но только не с этой самоделкой.
Приварив к пассатижам две половинки разрезанной напополам трубы, можно сделать вот такое удобное приспособление для сварки. С ним вам точно не грозят ожоги и удар током от сварочного аппарата, если на улице сыро.
Самодельные струбцины для сварки
Ну а с такими вот самодельными струбцинами для сварки, вы легко сможете обойтись без помощника. Ой, как же тяжело иногда варить без «третьей руки», но только не с такими струбцинами.
Простые, надёжные, недорогие, а главное лёгкие в изготовлении с сайтом mmasvarka. ru. Достаточно взять несколько полос стали и сварить их друг с другом, чтобы получилась П-образная фигура. Затем к одной части струбцины нужно приварить «пятак», а ко второй большую гайку.
ru. Достаточно взять несколько полос стали и сварить их друг с другом, чтобы получилась П-образная фигура. Затем к одной части струбцины нужно приварить «пятак», а ко второй большую гайку.
Удобное приспособление для сварки труб
Ну а следующая самоделка пригодится в том случае, если часто приходится самому варить трубы. Ой, как же неудобно их прихватывать, они все время куда-то скатываются и съезжают. Если же сделать такую вот самоделку для сварки труб, то, ничего подобного происходить не будет.
Что потребуется для изготовления данного приспособления, так это кусок полуметрового уголка, и два куска цепи. Нужно приварить к уголку на небольшом расстоянии куски цепи, а с другого края два болта.
Уложив две трубы на уголок, цепь затягивается и накидывается на болты, надёжно тем самым удерживая трубы.
Следующие статьи:как сделать его дома. Универсальные возможности и выполняемые задачи
Главная→Виды→Домашние самоделки сваркой своими руками.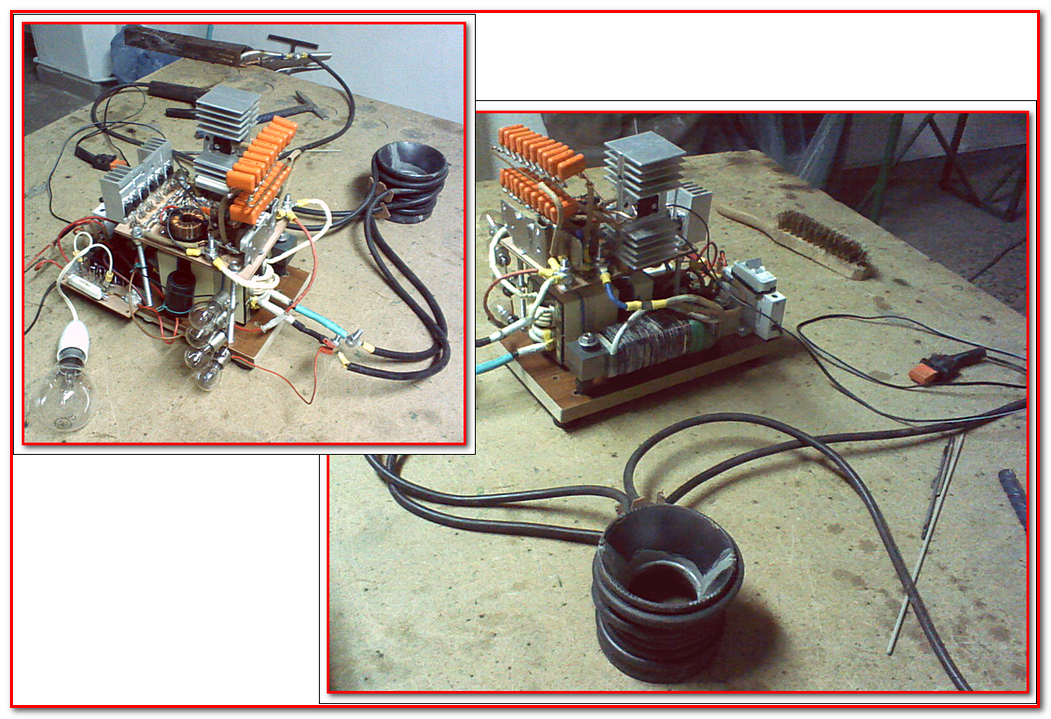 Сварочный аппарат своими руками: как сделать его дома. Универсальные возможности и выполняемые задачи
Сварочный аппарат своими руками: как сделать его дома. Универсальные возможности и выполняемые задачи Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.

В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.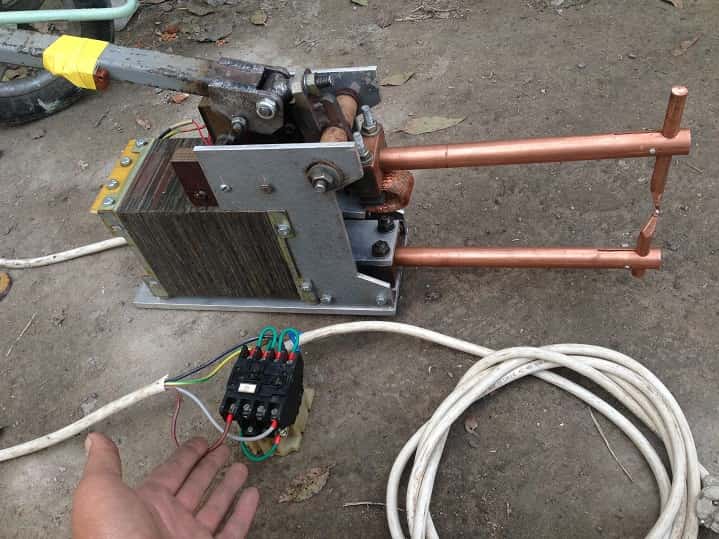
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных..jpg.04a9fab1a38fa78f0ae623721703c971.jpg) Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.
Диагностика самодельного инвертора и его подготовка к работе
Сделать – это половина дела.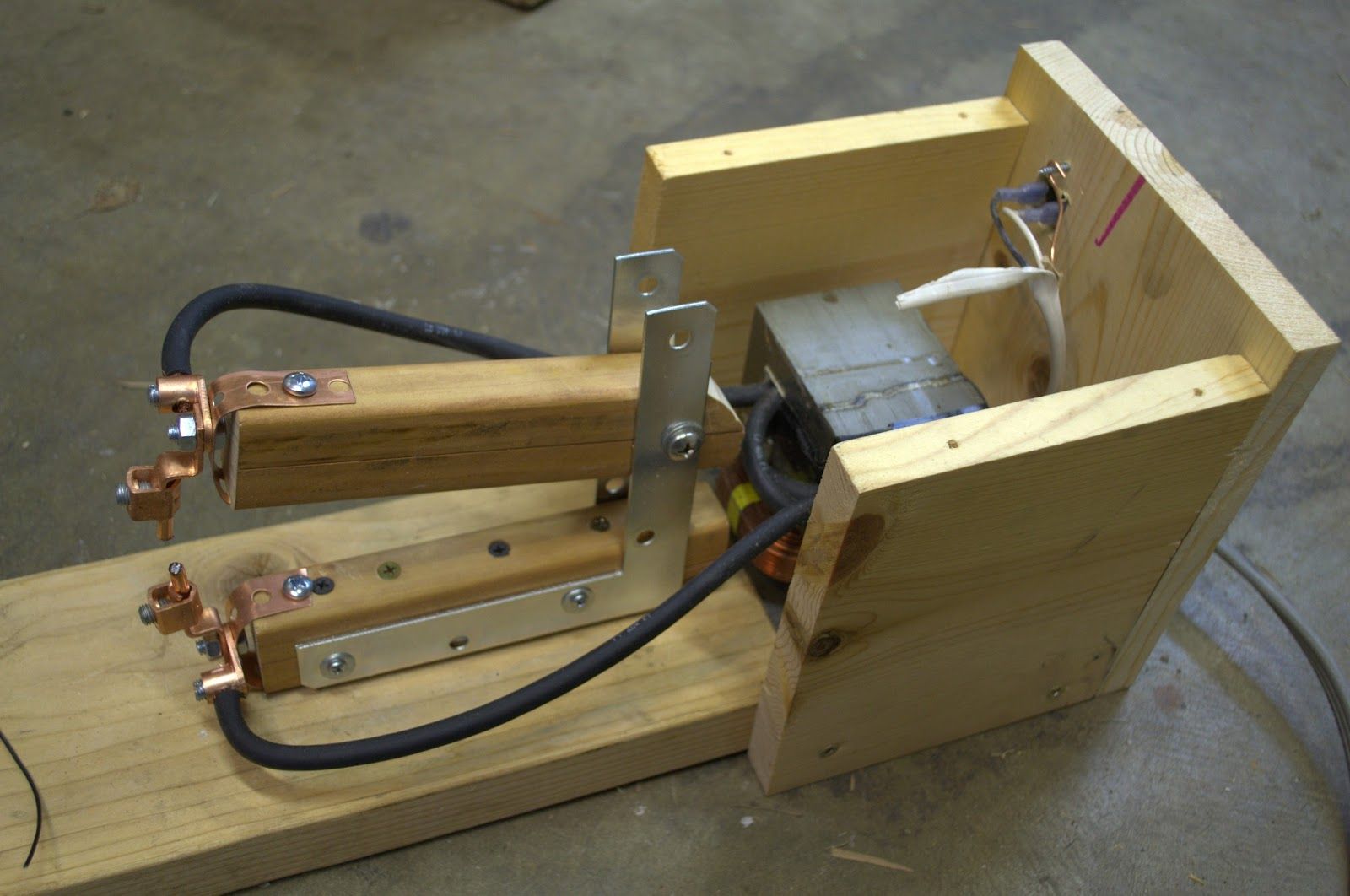 Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
5
, средняя оценка: 3,20 из 5)
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах . Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
 С их помощью даже новичок может выполнять качественные сварные швы.
С их помощью даже новичок может выполнять качественные сварные швы.Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.

Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства , а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор , который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток . Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку.
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м 2 . Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2 , оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
 У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6-120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл . Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл . Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита . Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации . Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Самостоятельно изготавливать сварочный аппарат имеет смысл в том случае, когда необходимо выполнять сравнительно небольшие объемы сварочных работ в бытовых условиях. Зная основные принципы работы аппарата, можно собрать его из легкодоступных деталей и материалов.
В первую очередь стоит определить, какой мощности сварочный ток потребуется в работе. Очевидно, что для обработки тонких листов металла до 2 мм нужна гораздо меньшая интенсивность тока, чем для массивной арматуры. В зависимости от этих характеристик материала, подбирается диаметр электрода. Для свариваемых деталей толщиной до 2 мм подойдет электрод 1.5 – 3 мм в диаметре. Соответственно, для деталей 3-5 мм – электрод 3-4 мм, детали до 10 мм – электрод 4-5 мм, детали до 24 мм – электрод 5-6 мм и детали до 60 мм – электрод 6-8 мм. Определив диаметр электрода, подбираем требуемую величину сварочного тока. Электродам с диаметром до 1,5 мм подойдет сварочный ток 4о А, 2 мм – 70 А, 3 мм – до 140 А, 4 мм – до 200 А.
Определив диаметр электрода, подбираем требуемую величину сварочного тока. Электродам с диаметром до 1,5 мм подойдет сварочный ток 4о А, 2 мм – 70 А, 3 мм – до 140 А, 4 мм – до 200 А. Сварка производится со второй обмотки.
Сварка производится со второй обмотки.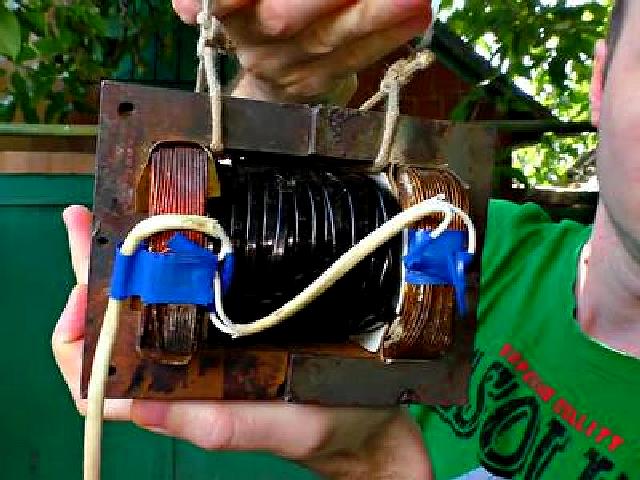 Внешняя характеристика может быть крутопадающей, пологопадающей, возрастающей и жесткой. В самодельных аппаратах для ручной сварки целесообразно применять источники тока с круто- или пологопадающей характеристикой. Колебания тока при изменении сварочной дуги у них небольшие, поэтому такие аппараты идеально подходят для сварки в бытовых условиях.
Внешняя характеристика может быть крутопадающей, пологопадающей, возрастающей и жесткой. В самодельных аппаратах для ручной сварки целесообразно применять источники тока с круто- или пологопадающей характеристикой. Колебания тока при изменении сварочной дуги у них небольшие, поэтому такие аппараты идеально подходят для сварки в бытовых условиях.Сварочный аппарат, изготовленный самостоятельно с применением тщательно подобранных комплектующих, может полноценно заменить дорогостоящий готовый аппарат и надежно служить владельцу долгие годы.
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.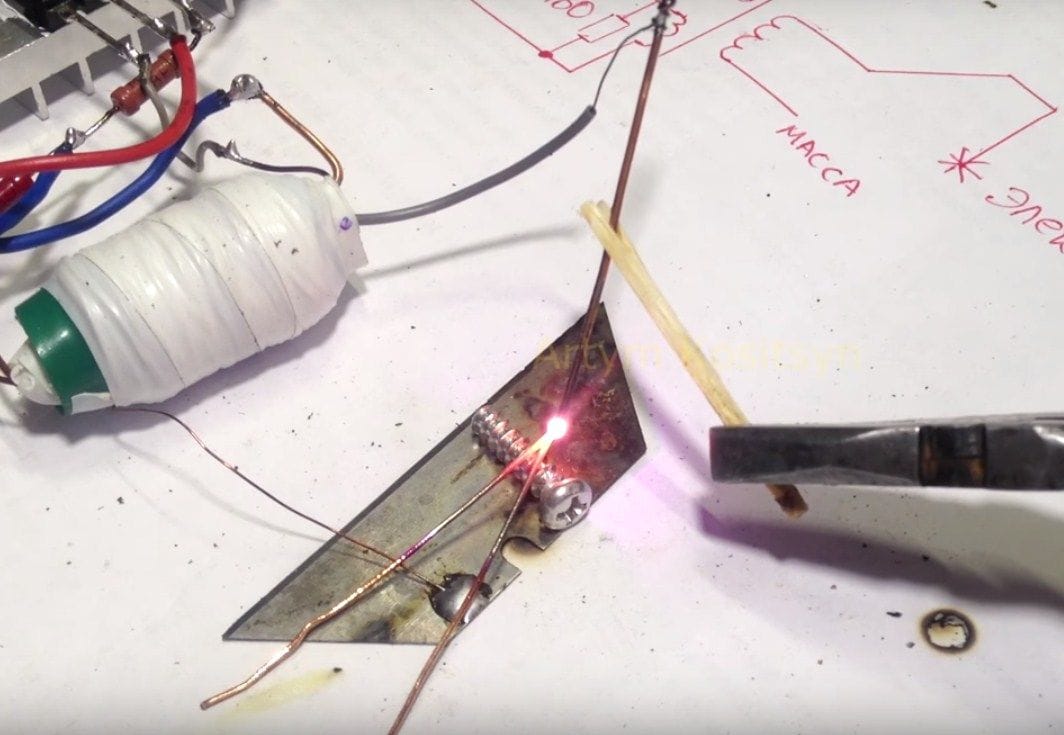
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Обратите внимание!
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Фото сварочного аппарата своими руками
Обратите внимание!
Сварочный аппарат переменного тока своими руками на 120-150 А
Сварочный аппарат своими руками
Содержание статьи:
С появлением электродуговой сварки произошёл большой технический прогресс. На данный момент электросварка вытеснила практически все остальные виды сварки металла. Электросварка широко применяется в быту и в промышленности, а технологии сопутствующие ей, все время улучшаются.И хотя на сегодняшнее время в продаже существует немалое количество разнообразных моделей сварочных аппаратов, начиная от нерегулируемых и заканчивая инверторными аппаратами, многие пытаются сделать сварочный аппарат своими руками.
Как выглядит самостоятельная сборка аппарата для электродуговой сварки? Что нужно знать для того, чтобы сделать сварочный аппарат? Читайте в строительном журнале samastroyka. ru.
ru.
Сварочный аппарат переменного тока своими руками
Сварка переменным током в быту получила наибольшее распространение по целому ряду причин. В первую очередь, это связано с большей надёжностью сварочных аппаратов переменного тока и их дешевизной. На производстве, в основном, используются сварочные аппараты постоянного тока.
К тому же, сделать простой сварочный аппарат переменного тока куда проще, чем постоянного. Для его самостоятельного изготовления, потребуются:
- Листовой текстолит толщиной в 2 мм, для изготовления каркаса обмоток трансформатора;
- Провод ПЭВ-2 (1,9 или 2,7 мм) для намотки первичной обмотки трансформатора;
- Алюминиевая шина 5 на 6 мм (30 мм2), будет использоваться для намотки вторичной обмотки трансформатора;
- Пропиточный лак, для промазки каждого слоя первичной обмотки трансформатора сварочного аппарата;
- Киперная лента или тонкая хлопчатобумажная ткань, для изоляции вторичной обмотки.
- Пластины холоднокатаной трансформаторной стали, шириной не более 40 мм и толщиной в 0,35 мм, будут нужны для сборки сердечника трансформатора.

Можно заменить холоднокатаную трансформаторную сталь листовой. Сначала сталь нужно порезать болгаркой на полосы, а затем разделить их на равные фрагменты длиной в 108 и 186 мм. Обязательно заусеницы на краях полос, следует аккуратно снять посредством надфиля.
Сборка сварочного аппарата
Приведённый в данной статье сварочный аппарат переменного тока даёт возможность получить два фиксированных значения сварочного тока, на 150 и 120 А. Обмотки трансформатора мотаются на двух стеклотекстолитовых каркасах с обязательным разделением первичной и вторичной обмотки, посредством изолирующего слоя.
Размеры стеклотекстолитовых каркасов должны быть несколько большими, чем стального сердечника трансформатора. Только так можно будет впоследствии без проблем насадить обмотку на сердечник. Чтобы усилить каркас перед намоткой первичной обмотки его лучше всего насадить на деревянную оправку, и только после этого продолжать выполнение работ.
Первичная обмотка сварочного аппарата
Сначала наматывается первичная обмотка трансформатора, которая будет состоять из двух отдельных секций по 230 витков, которые впоследствии соединяются параллельно друг с другом. В данном случае для намотки первичной обмотки используется провод 1,9 мм. Если под рукой оказался провод 2,7 мм, то первичные обмотки будут иметь не 230 витков, а 115, к тому же, соединять их нужно будет уже последовательно.
Каждый слой обмотки в обязательном порядке промазывается пропиточным лаком, а в качестве изоляции применяется тонкий прессшпан, толщиной в 0,5-1 мм. Также, после намотки каждого слоя провода, его нужно тщательно уплотнить, используя для этих целей деревянную киянку.
Вторичная обмотка трансформатора
Вторичная обмотка сварочного аппарата переменного тока наматывается из алюминиевой шины, сечением в 30 мм2. Перед тем, как наматывать шину, её нужно тщательно заизолировать, используя для этих целей киперную ленту или тонкую хлопчатобумажную ткань, порезанную на узкие полоски, шириной не более 20 мм.
Вторичная обмотка трансформатора для сварочного аппарата, точно так же, как и первичная, располагается на нескольких каркасах и содержит по 34 и 8 витков алюминиевой шины. Также как и при намотке первичной обмотки трансформатора, каждый слой алюминиевой шины простукивается и уплотняется деревянным молотком.
Сборка трансформаторного сердечника
Сердечник для трансформатора, как было сказано выше, набирается из пластин трансформаторной стали, толщиной до 0,35 мм. Для сборки сердечника допускается использовать листовую сталь от трансформаторной подстанции (трансформатора).
После этого, собранный и намотанный трансформатор помещается в защитный корпус с вентиляционными отверстиями. Внимание! Для изготовления корпуса сварочного аппарата можно использовать только немагнитный металл, например, алюминий. Можно взять для этих целей и текстолит.
Чтобы подключить первичную обмотку трансформатора к сети 220 Вольт, необходимо воспользоваться медным кабелем, сечение которого будет не менее 6 мм2. Розетка для подключения сварочного аппарата, должна быть рассчитана на силу тока не менее чем в 63 А, имеющая в своей конструкции специальный заземляющий нож.
Розетка для подключения сварочного аппарата, должна быть рассчитана на силу тока не менее чем в 63 А, имеющая в своей конструкции специальный заземляющий нож.
Концы вторичной обмотки сварочного аппарата подсоединяются к 8-10 мм, латунным шпилькам, закреплённым через диэлектрическую основу к корпусу трансформатора.
Оценить статью и поделиться ссылкой:Все своими руками Самодельный сварочный аппарат
Опубликовал admin | Дата 12 июля, 2012Здравствуйте уважаемые читатели. В этой статье хочу предложить схему самодельного сварочного аппарата.
Лет тридцать назад по случаю я приобрел трансформатор. По всем параметрам он подходил для сварки. Сперва варил просто переменным током, но при этом очень плохо. Потом добавил к трансу выпрямитель, стало лучше, но без регулировки сварочного тока сварка – не сварка. Испробовал много разных схем опубликованных в радиолитературе. Пробовал схемы и со стабилизацией сварочного тока и без нее. В принципе аппарат работал, но как только температура окружающей среды приближалась к нулю, начинались проблемы, то дугу не поймать, то электрод начинает прилипать, то вместо сварки аппарат начинает резать. Плюнул я на все эти дела и собрал свою простенькую схемку, которую и предлагаю вам. На фотографии общий вид аппарата с кучей лишних отверстий — следов бывших модификаций.
В принципе аппарат работал, но как только температура окружающей среды приближалась к нулю, начинались проблемы, то дугу не поймать, то электрод начинает прилипать, то вместо сварки аппарат начинает резать. Плюнул я на все эти дела и собрал свою простенькую схемку, которую и предлагаю вам. На фотографии общий вид аппарата с кучей лишних отверстий — следов бывших модификаций.
Выходное переменное напряжение со вторичной обмотки трансформатора – 54 вольта. Мощные тиристоры – Т161 – 160, которыми управляют оптотиристоры ТО125 – 12,5. В качестве мощных диодов использованы диоды Д151 – 160. Это позволяет варить электродами до 3?4мм. После управляемого выпрямителя в схеме стоят три конденсатора по 15000 микрофарад на рабочее напряжение 80 вольт, и дроссель. Дроссель намотан на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения среднего керна которого равна 25см2 . Намотка ведется медной шиной 7,5×2,5 до заполнения каркаса. После всех этих модификаций аппарат стал хорошо варить и нержавейку.
Блок управления тиристорами собран на двух транзисторах, это обычный релаксационный генератор с аналогом динистора. Стабилитрон VD1 – Д814Д. Выпрямительный мост- КЦ405Е. Как сделать амперметр, вы можете прочитать в статье «Как сделать шунт для амперметра сварочного аппарата»
Размер платы 71×35мм.
Просмотров:90 689
Сделай свой собственный сварочный аппарат « Удивительно, как
Как
: Изготовление аппарата для сварки фольги Вам трудно удерживать предметы, требующие сварки? Тогда посмотрите это видео, чтобы узнать, как быстро сделать аппарат для сварки фольгой. На самом деле очень просто сделать этот аппарат, который поможет вам в ваших сварочных проектах. Все, что вам нужно, это две небольшие доски и два винта.
На самом деле очень просто сделать этот аппарат, который поможет вам в ваших сварочных проектах. Все, что вам нужно, это две небольшие доски и два винта.
Как
: Обслуживание области зубчатой рейки на собственной швейной машине Экономьте деньги, выполняя техническое обслуживание швейной машины самостоятельно! Хотя между швейной машиной Singer, моделью Brother или машиной Janome есть различия, между ними есть много общего. В этом видео показано, как ухаживать за зубчатой рейкой швейной машины и чистить ее.
В этом видео показано, как ухаживать за зубчатой рейкой швейной машины и чистить ее.
Новости
: Создайте свой собственный генератор колебательных волн Поперечное волновое движение — это красивый эффект ряби, возникающий, когда движущаяся волна вызывает колебания, распространяющиеся перпендикулярно направлению передаваемой энергии.(Например, из Википедии: «Если поперечная волна движется в положительном направлении х, ее колебания . ..подробнее
..подробнее
Как сделать
: Самодельная машина для врезки отверстий Если у вас есть какие-то детали, висящие вокруг вашего рабочего места, и вам нужно что-то с ними сделать, почему бы не попробовать сделать выстукивающую машину.Конечно, вам нужны определенные детали, но если у вас есть почти все, что вам нужно, вы можете пойти и купить остальное, не тратя кучу денег. В этом . ..подробнее
..подробнее
Как сделать
: Самостоятельно скрутите сигарету с помощью ручной скручивающей машины Для скручивания сигареты вам понадобится табак и другие компоненты, которые вы должны включить в сигарету вместе с листом бумаги и ручным валиком, чтобы помочь свернуть сигарету.Сначала поместите лист бумаги на валик и установите его в положение, которое может действовать как . ..подробнее
..подробнее
Как сделать
: Настройка сервера AsteriskНа протяжении многих лет мне нравилось играть с Asterisk.Я обнаружил, что Asterisk чрезвычайно мощен и с ним интересно играть. Есть несколько книг и множество разрозненных статей, но большинство из них устарели, а информация, необходимая для сборки Asterisk с самого начала…подробнее
Как сделать
: Используйте швейную машину как новичок У вас есть швейная машинка и вы хотите научиться ею пользоваться? Если это так, то этот десятиминутный учебник, в котором представлены общие сведения об использовании электрической швейной машины, может быть именно тем, что вам нужно. Для получения дополнительной информации и того, как начать использовать свою собственную машину, просмотрите это простое…подробнее
Для получения дополнительной информации и того, как начать использовать свою собственную машину, просмотрите это простое…подробнее
Как сделать
: Создание кардиомонитора в After Effects Не фанат Dr.офис? Что ж, в следующий раз, когда вам понадобится сделать ЭКГ, сделайте свою собственную! В этом учебном пособии по After Effects лидер Creative Cow Аарон Рабиновиц покажет вам, как построить свой собственный аппарат ЭКГ, не выходя из собственного дома (или офиса).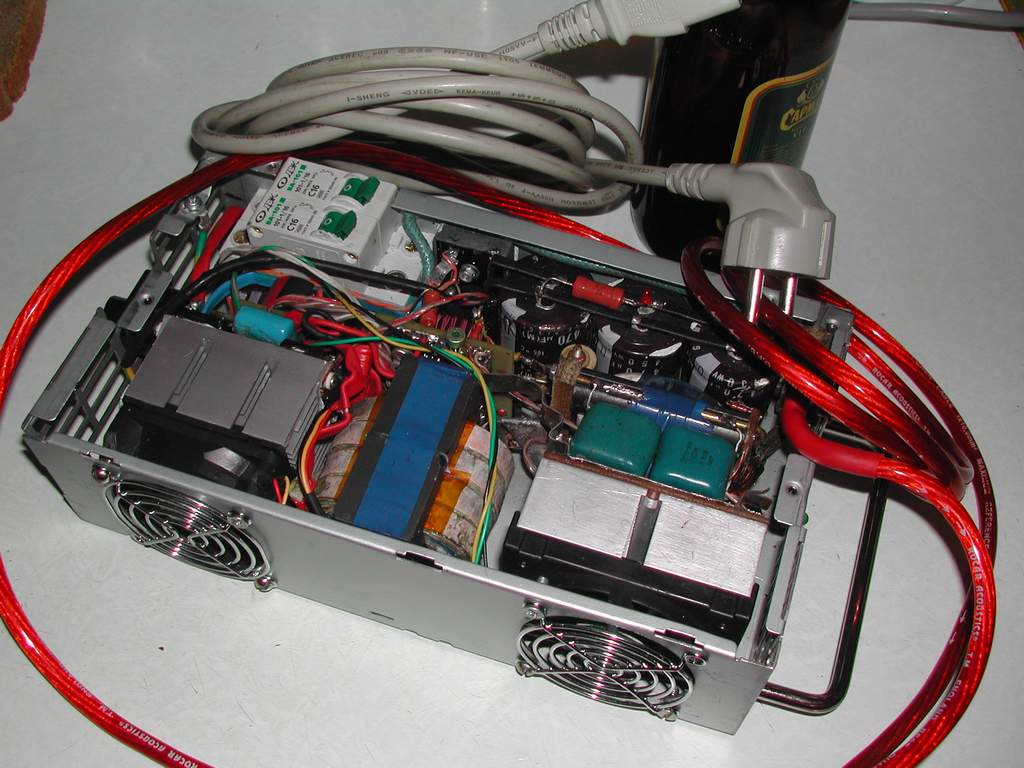 (Плоская линия не входит в комплект) Создайте …подробнее
(Плоская линия не входит в комплект) Создайте …подробнее
Как сделать
: Заправьте швейную машину и начните шить Прежде чем вы сможете починить или создать одежду на швейной машине, вам нужно заправить ее.Это видеоруководство проведет вас через каждый из необходимых шагов, от намотки шпульки до заправки верхней части самой машины. Для получения дополнительной информации и начала работы с потоками y . ..подробнее
..подробнее
Как сделать
: Сделать дымогенератор с помощью бытового утюга Оживите свои вечеринки, создав собственную дымовую машину, используя предметы, которые можно найти в доме.Вам понадобится * Утюг * Две алюминиевые формы для запекания, глубиной около 5 дюймов или глубже * Ножницы * Алюминиевая фольга * Пистолет для горячего клея * 7 фунтов. галька или гравий * 20 унций. пластик б …больше
пластик б …больше
Как сделать
: Соберите лучший охладитель тумана в этот ХэллоуинХотите внести последние штрихи в дом с привидениями? Тебе, мой друг, нужен Ultimate Fog Chiller.В этом ролике от людей из MAKE вы узнаете, как построить тот, который вы сможете назвать своим, примерно за час. Для получения подробных пошаговых инструкций и получения …подробнее
Как сделать
: Построить телеграф азбукой Морзе Сохранение секретов от чужих рук требует отчаянных мер — или, может быть, просто разумных. Если у вас есть секрет, лучший способ защитить его — использовать код, а лучший способ передать это секретное сообщение — через электронную телеграфную систему. Это видео покажет вам, как сделать … больше
Если у вас есть секрет, лучший способ защитить его — использовать код, а лучший способ передать это секретное сообщение — через электронную телеграфную систему. Это видео покажет вам, как сделать … больше
Как сделать
: Сделать быстродействующий пистолет из «Таксиста» В этом видеоуроке от IndyMogul показано, как сделать быстродействующий гильзовый пистолет из «Таксиста». Роберт Де Ниро построил его в «Таксисте» Скорсезе, но Эрик Бек из INdy Mogul построил его по дешевке! В этом эпизоде Эрик строит печально известный пистолет с быстросъемной гильзой, который …подробнее
Роберт Де Ниро построил его в «Таксисте» Скорсезе, но Эрик Бек из INdy Mogul построил его по дешевке! В этом эпизоде Эрик строит печально известный пистолет с быстросъемной гильзой, который …подробнее
Как сделать
: Сделать миниатюрную дым-машину из сухого льда Чтобы получить великолепно выглядящий туман, вам больше не нужно идти в местный магазин реквизита для фильмов или магазин Хэллоуина (который почти всегда закрыт 11 месяцев в году). Вы можете сделать свой собственный вариант генератора тумана своими руками. Хорошо, это не так сильно, как генератор дыма с электроприводом, но если вы …подробнее
Вы можете сделать свой собственный вариант генератора тумана своими руками. Хорошо, это не так сильно, как генератор дыма с электроприводом, но если вы …подробнее
Как
: Организация файлов и папок в Windows 7 Top-Windows-Tutorials — отличный сайт, посвященный руководствам по Windows почти для всех вещей, связанных с Windows.Независимо от того, являетесь ли вы новичком в компьютерах или экспертом по операционным системам Windows, в этих руководствах вы найдете полезную информацию, соответствующую вашему уровню знаний.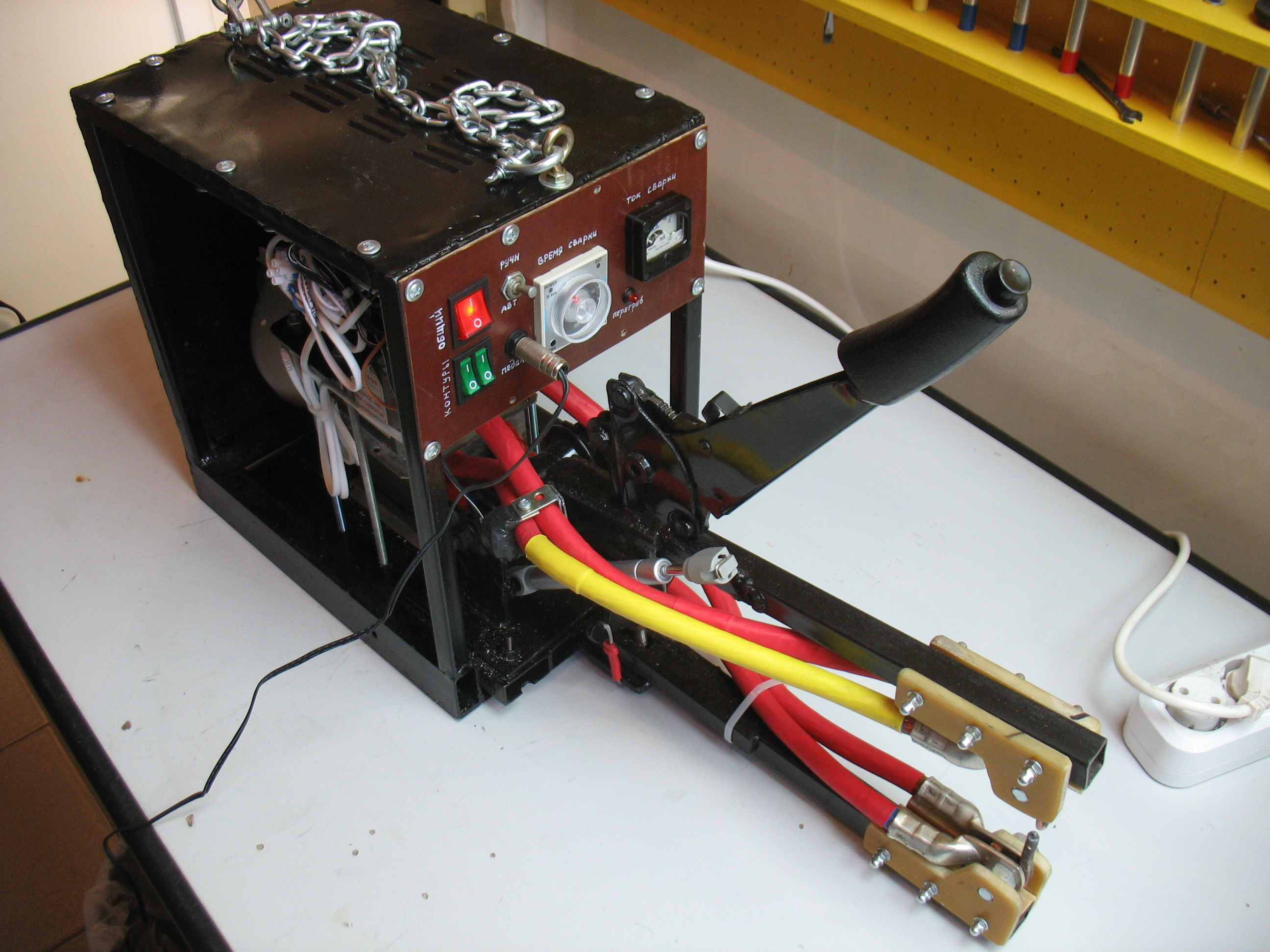 Эти друзья пользователей …подробнее
Эти друзья пользователей …подробнее
Как
: Устранение распространенных проблем со стиральной машиной Итак, ваша стиральная машина не работает? Грязная одежда накапливается? Ты стесняешься своих маленьких вещей и не можешь пойти в прачечную самообслуживания? Посмотрите этот видеоурок, чтобы сохранить свои румяна и быстро восстановить работоспособность машины… Перво-наперво всегда всегда всегда ты . ..подробнее
..подробнее
Как
: Сделайте рождественскую открытку с помощью Cricut Paper Pups Если у вас есть устройство для резки бумаги Cricut, вы можете делать рождественские открытки Happy Howlidays, используя картридж Cricut Paper Pups.Машина Cricut предназначена для ремесленников, которые хотят вырезать бумагу и графику для скрапбукинга и изготовления открыток. Показанная карта будет иметь . ..more
..more
Как сделать
: Построить орнитоптерЭто летающая хлопающая машина, приводимая в действие резиновой лентой.Make Magazine покажет вам, как сделать свой собственный примерно за 10 долларов.
Как сделать
: Удалите свечной воск с ковра Хотите удалить засохший воск с ковра? Вам понадобятся четыре предмета: белое полотенце, обычный электрический утюг, раствор для чистки ковров и машина для откачки горячей воды.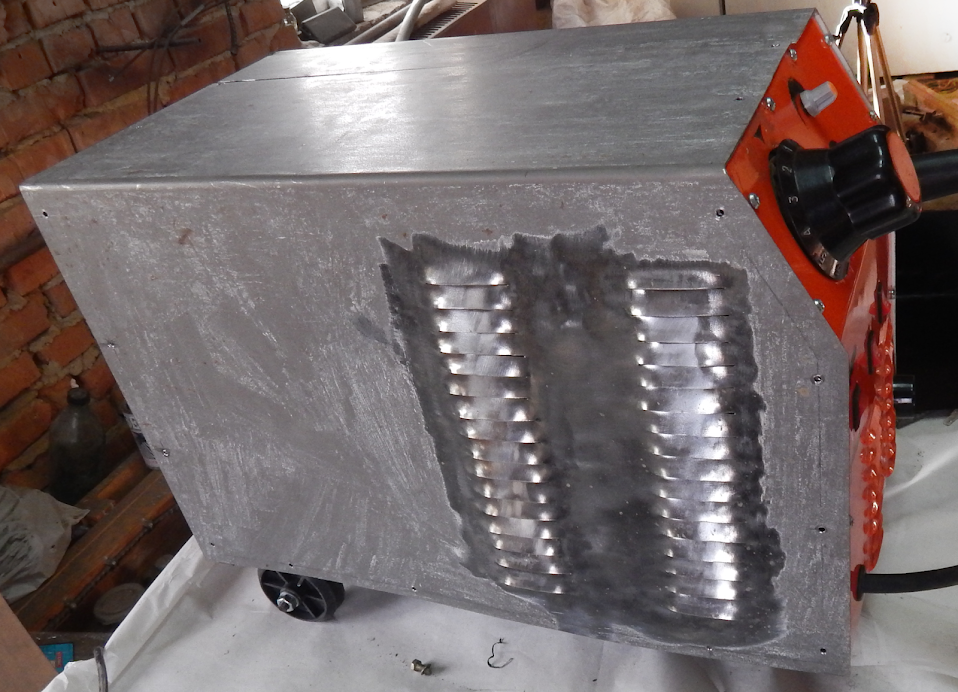 Полную пошаговую демонстрацию того, как удалить надоедливые пятна парафина с собственного ковра, см. …подробнее
Полную пошаговую демонстрацию того, как удалить надоедливые пятна парафина с собственного ковра, см. …подробнее
Как сделать
: Соберите ПК с процессором Core 2 Duo с частотой 3 ГГц менее чем за 450 долларов США Когда вы покупаете компьютер, вы платите не только за составные части машины, но и за сборку всех этих частей вместе.Таким образом, сборка собственного компьютера может стать отличным способом сэкономить немного денег для технически подкованных. И если вы не сообразительны, почувствуйте смекалку wi …more
И если вы не сообразительны, почувствуйте смекалку wi …more
Как сделать
: Стационарная пришивкаВ этом видео ReadyMade показано, как сделать свои собственные креативные канцелярские товары, сшивая вместе бумагу для различных целей.Все, что вам нужно, это швейная машина (или иголка с ниткой) и бумага.
Как
: Преобразуйте свой мотоцикл в электроэнергию В этом обучающем видео показано, как собрать собственный электрический мотоцикл; хороший способ перейти с газа на батареи, чтобы сохранить окружающую среду. Сварки много, но ключ к сварке — бросить деталь и проверить, держится ли она вместе. Шпиндели и звездочки должны совпадать …подробнее
Сварки много, но ключ к сварке — бросить деталь и проверить, держится ли она вместе. Шпиндели и звездочки должны совпадать …подробнее
Как сделать
: Сделать инфракрасные очки Кип Кей из Make Magazine научит вас, как превратить сварочные очки в инфракрасные очки с помощью лайфхака, который он описывает в этом обучающем видео.Весь проект стоит всего 10 долларов. Чтобы воспроизвести этот трюк дома и создать собственную пару инфракрасных очков в стиле стимпанк, следуйте инструкциям .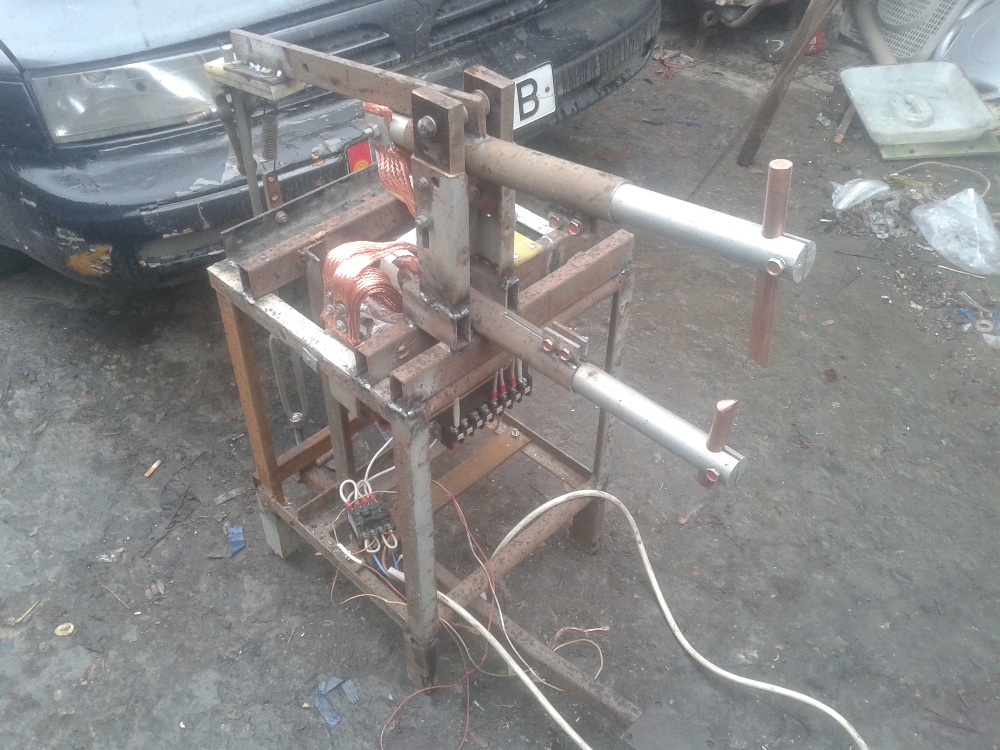 ..подробнее
..подробнее
Как сделать
: Шьем кружевное платье-трубу на выпускной самостоятельноВ этом обучающем видео вы узнаете, как создать собственное платье-трубу из кружева и тюля.Это будет полезно, если вам нужно уникальное платье на выпускной. Вам понадобится швейная машина, ножницы, булавки, линейка, измерительная лента, нитки, полметра серого трикотажа, тюль и полметра …подробнее
Как сделать
: Питайтесь здоровой пищей во время путешествий и проживания в отелях Хорошо питаться дома на самом деле довольно легко, если вы заранее планируете, что собираетесь есть, готовите себе еду и контролируете, где вы ее берете. Но как только вы начинаете путешествовать, доступная вам еда становится намного более ограниченной, в основном это мармеладные мишки и чипсы из автоматов. …более
Но как только вы начинаете путешествовать, доступная вам еда становится намного более ограниченной, в основном это мармеладные мишки и чипсы из автоматов. …более
Как сделать
: Сделайте дуговую сварку из автомобильного аккумулятора и мелочи Дуговая сварка — это тип сварки, при котором источник питания используется для создания электрической дуги между электродом (электрическим проводником) и основным материалом для расплавления металлов в точке сварки. Хотя вы, безусловно, можете приобрести сварочный аппарат для своего автомагазина или ювелирного бизнеса, вы …подробнее
Хотя вы, безусловно, можете приобрести сварочный аппарат для своего автомагазина или ювелирного бизнеса, вы …подробнее
Как сделать
: Соберите станок с ЧПУ, используя два старых дисковода для компакт-дисков Взгляните на это обучающее видео и узнайте, как сделать свой собственный станок с числовым программным управлением (ЧПУ) из двух старых дисководов для компакт-дисков. Станки с ЧПУ служат контроллерами для ряда устройств, таких как станки, путем чтения инструкций G-кода. Имея собственный станок с ЧПУ, вы …подробнее
Станки с ЧПУ служат контроллерами для ряда устройств, таких как станки, путем чтения инструкций G-кода. Имея собственный станок с ЧПУ, вы …подробнее
Как сделать
: Самый быстрый способ починить разбитые очки Усовершенствованный сварочный аппарат, обычно используемый для ремонта ювелирных изделий.Короткий ролик, показывающий, как микроскопическая сварка TIG восстанавливает оправы очков путем сплавления металлических поверхностей друг с другом. Кадры высокой четкости, снятые камерами HV10 и HV20.
Кадры высокой четкости, снятые камерами HV10 и HV20.
Как сделать
: Сахарная вата в бутылочной крышке Это обучающее видео о кондитерских изделиях демонстрирует, что с электродвигателем, крышками для сока, батареей и сахаром вы можете сделать свою собственную машину для производства сахарной ваты.Не ждите карнавала или ярмарки, чтобы в следующий раз попробовать сладкую сладкую вату. Посмотрите этот видеоурок, чтобы узнать … больше
Посмотрите этот видеоурок, чтобы узнать … больше
Как
: Сделать машину для пердежа В этом видео показано, как сделать машину для пердежа.Вот простая пошаговая инструкция, как сделать свою собственную Mega Fart Machine. От пердежей XL-2000 до бомб F-9000. Это настолько просто, что даже ваша бабушка справится! Зачем ждать, иди и сделай свою собственную Mega Fat Machine. Используйте . .. больше
.. больше
Как
: Выполнение стыковой сваркиВ этом уроке мы научимся выполнять стыковую сварку.Сначала ознакомьтесь с настройками вашего сварочного аппарата и убедитесь, что у вас все настроено в порядке. Теперь наденьте защитное снаряжение на свое тело и приступайте к сварке. Соблюдайте осторожность и проделайте несколько отверстий в металлическом …подробнее
Как
: Установить физический движок WOW-Engine в Flex 3 Хотите установить физический движок для Flex или Papervision? В этом видеоуроке Майк Лайвли из Университета Северного Кентукки демонстрирует, как установить Wow Physics Engine во Flex 3 для использования с Papervision3D. Чтобы узнать больше и начать установку WOW-Engine на y …подробнее
Чтобы узнать больше и начать установку WOW-Engine на y …подробнее
Как сделать
: Победите аркадный автомат с выпадающими клешнями Зайдите в аркаду или видеоигру, и вы увидите одну из этих хитрых клешней или подъемных кранов.Вы когда-нибудь видели, чтобы кто-нибудь выигрывал на одном из них? Возможно нет. У видеодемонстратора есть собственная когтеточка, поэтому он предлагает несколько советов по игре! Посмотрите это видео.
Как сделать
: Покрась свою одежду Посмотрите, как эксперт по шкафам Барбра Горовиц демонстрирует, как легко можно покрасить собственную одежду в домашних условиях.Все, что вам нужно, это соль, порошкообразный краситель и немного одежды. Вы действительно можете покрасить одежду в собственной стиральной машине практически без усилий. Чтобы выполнить уборку, просто запустите пустую загрузку белья с . ..подробнее
..подробнее
Как сделать
: Замена уплотнителя дверцы стиральной машиныПротекающая стиральная машина – проблема, которую нужно решать быстро.Любая утечка воды из вашей машины может привести к тому, что ваш пол станет скользким и, возможно, создаст беспорядок, особенно если у вас есть ковер. В этом уроке вы узнаете, как заменить печать на васи …подробнее
Как сделать
: Создание декоративной строчки на вышивальной машине Посмотрите демонстрацию декоративного шитья различными нитками. Создайте свой собственный сэмплер на своем компьютере в качестве источника дизайна для будущих проектов. Пестрая машинная стежка, машинная вышивка полиэстером и металлизированными нитками. Часть 1 из 2. Как создать декоративную строчку…подробнее
Создайте свой собственный сэмплер на своем компьютере в качестве источника дизайна для будущих проектов. Пестрая машинная стежка, машинная вышивка полиэстером и металлизированными нитками. Часть 1 из 2. Как создать декоративную строчку…подробнее
Как сделать
: Починить протекающий клапан стиральной машины Страдаете из-за протекающего клапана стиральной машины? Это может быть проще, чем вы думаете, прежде чем вызывать сантехника, посмотрите обучающее видео «Сделай сам» от мастера на все руки Хаба Киркпатрика. Пошаговые инструкции по ремонту протекающего клапана стиральной машины своими руками см. …подробнее
Пошаговые инструкции по ремонту протекающего клапана стиральной машины своими руками см. …подробнее
Как сделать
: Заставить Vista работать быстрее Вы разочарованы медлительностью Microsoft Windows Vista? В этом видеоруководстве по Windows вы узнаете, как использовать инструмент «Производительность» в Windows Vista для отключения бессмысленных функций, которые вам не нужны, и при этом ускорить работу Vista. Чтобы узнать больше или …подробнее
Чтобы узнать больше или …подробнее
Как сделать
: Используйте Virtual DJ с ноутбуком, DJ|iO и микшером В этом кратком видеоуроке ведущий покажет вам, как микшировать песни и диджеить с помощью Virtual DJ.Он рекомендует вам использовать ноутбук с минимум четырьмя гигабайтами оперативной памяти, иметь версию Virtual DJ 5.0 или выше, иметь под рукой микшер и собственную машину DJIO с . ..подробнее
..подробнее
Как сделать
: Создание комбайна для сбора сахарного тростника в Minecraft Посмотрите это видео, чтобы узнать об элегантном решении проблемы сбора урожая сахарного тростника.Упростите сбор урожая с помощью этой умной и эффективной машины. Посмотрите видео, чтобы узнать, как воспроизвести этот дизайн и построить свою собственную машину для уборки сахарного тростника в Minecraft.
Как сделать
: Сделайте жидкость для тумана своими руками для генератора тумана Если вы заядлый организатор вечеринок, снимаете фильмы или занимаетесь какой-либо другой деятельностью, связанной с частым использованием генераторов тумана, вам, вероятно, надоело платить за жидкость, которая заставляет их работать.Больше не надо! Посмотрите это видео, чтобы узнать, как сделать своими руками дешёвый генератор дыма. ..подробнее
..подробнее
Как сделать
: Безопасное удаленное управление компьютерами через VNC с помощью SSH VNC — отличный протокол, который вы можете использовать на компьютерах с Windows и Linux для удаленного управления компьютерами.Это полезно, если вам нужно контролировать свой компьютер, когда вы находитесь вдали от дома, помочь бабушке проверить ее электронную почту или помочь клиенту с очисткой диска.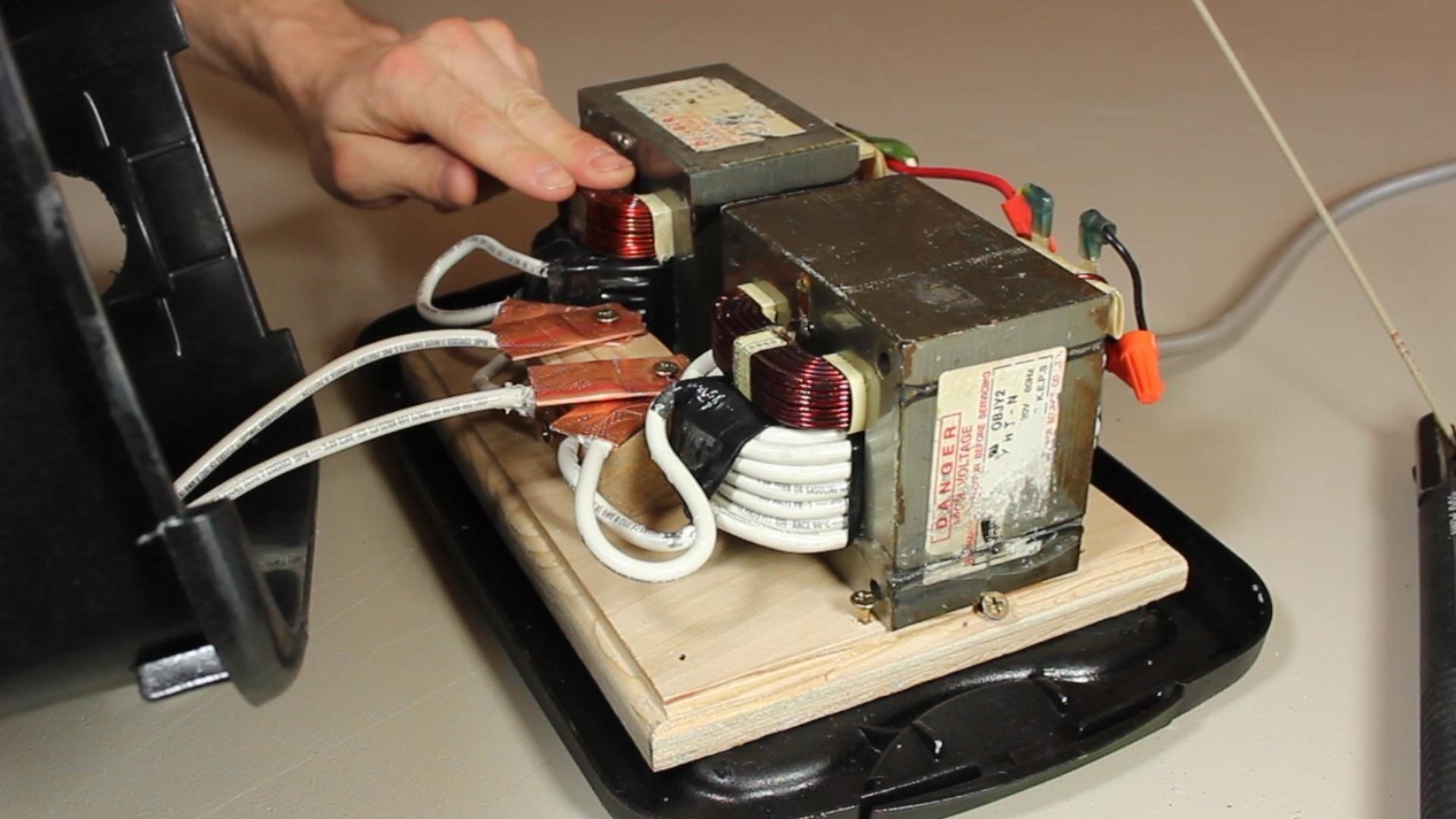 VNC безопасен в том смысле, что …подробнее
VNC безопасен в том смысле, что …подробнее
Как
: Устранение запутанного белья в стиральной машине с вертикальной загрузкой Если у вас есть стиральная машина с вертикальной загрузкой, у вас могут возникнуть проблемы со спутыванием белья.Это может быть раздражающей вещью, которая происходит на регулярной основе. Но есть способ убедиться, что все, что вы положите в стиральную машину, останется распутанным. В этом уроке вы узнаете удобный шаг …подробнее
В этом уроке вы узнаете удобный шаг …подробнее
Как сделать
: Джинсы с подоломЕсли вы хотите носить туфли на плоской подошве, которые сейчас в моде, вам, вероятно, придется подшить джинсы.с помощью этого урока вы можете сделать это самостоятельно. В учебнике используется швейная машина, но если у вас ее нет, вы можете сшить их вручную.
Как
: Сверните сигарету с помощью Premier Supermatic Excel Angelos714 описывает, как использовать машину для инъекций сигарет, чтобы сделать свои собственные сигареты. Видео представляет собой обучающее видео о том, как правильно скручивать сигареты с помощью Premier Supermatic Excel. Он рассказывает о том, какие виды табака он предпочитает, способы хранения табака, преимущества … подробнее
Видео представляет собой обучающее видео о том, как правильно скручивать сигареты с помощью Premier Supermatic Excel. Он рассказывает о том, какие виды табака он предпочитает, способы хранения табака, преимущества … подробнее
Самодельный точечный сварочный аппарат DIY Сварочный паяльный аппарат Металлообрабатывающее оборудование —
Депозит без импортных сборов и 16 долларов США.01 Детали доставки в Российскую Федерацию
Примечание. Изделия с электрическими вилками предназначены для использования в США.Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Изделия с электрическими вилками предназначены для использования в США.Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Сварочный аппарат для автомобильных аккумуляторов DIY
Когда вы живете вне сети, деньги обычно являются роскошью. Вот почему мы пытаемся сделать наши собственные более дешевые версии всего. Например, самодельная терракотовая печь для пиццы и самодельное радио на солнечной энергии.Иногда меня удивляют вещи и инструменты, которые мы можем сделать дома, например, этот самодельный сварочный аппарат для автомобильного аккумулятора.
Большинство сварочных аппаратов могут стоить руки и ноги, но, к счастью, не этот. Только представьте, вы можете легко сделать это из 3-х недорогих предметов, которые наверняка уже есть у вас в мастерской. Это не только сварочный аппарат, i t также может использоваться для пайки и резки. Если вы не можете себе это позволить, то для этого хака нет необходимости покупать новые батарейки.
Это не только сварочный аппарат, i t также может использоваться для пайки и резки. Если вы не можете себе это позволить, то для этого хака нет необходимости покупать новые батарейки.
———————- Реклама ———————-
— ————————————————— —————
Вот что вам понадобится:
Знаете ли вы, что внутри батареи фонарика находится угольный стержень? Я тоже, но если развернуть оболочку, то это именно то, что вы найдете прямо посередине. Стержень подключается к одной из клемм с помощью соединительных кабелей. Другой кабель подключается к привариваемой металлической пластине.
Угольный стержень будет вашим сварочным стержнем, используйте плоскогубцы, чтобы удерживать его во время сварки. При использовании машины рекомендуется носить перчатки и защитные очки. Кроме того, не проводите сварку более 5 минут за один раз, так как кабели могут перегреться. Регулярное использование также может привести к повреждению аккумулятора.
Регулярное использование также может привести к повреждению аккумулятора.
Вы можете получить пошаговую инструкцию из блога Hackerom, здесь…
Вы можете посмотреть видео ниже о том, как сделать сварочный аппарат с использованием 12-вольтовой батареи…
Вы можете посмотреть видео. ниже по сварке своими руками с автомобильными аккумуляторами…
Ниже вы можете посмотреть видео как сделать сварочный аппарат в домашних условиях…
.
———————- Реклама ———————-
Сварочные проекты своими руками — Как обсудить
Проекты по сварке своими руками
Какой домашний сварочный аппарат лучше? Хотя причины использования сварочных аппаратов MIG в домашних условиях разнообразны, по-прежнему существует большое количество сварочных аппаратов MIG, которые считаются лучшими в своей области для домашнего использования. Эти сварочные аппараты MIG подходят для различных областей применения, но при этом являются портативными и простыми в использовании.Сварочный аппарат Hobart Handler 140 MIG на сегодняшний день является самой популярной моделью.
Эти сварочные аппараты MIG подходят для различных областей применения, но при этом являются портативными и простыми в использовании.Сварочный аппарат Hobart Handler 140 MIG на сегодняшний день является самой популярной моделью.
Какой универсальный сварочный аппарат лучше?
градусов. Lotos Technology 04ZVGR0O8D стал лучшим универсальным сварочным аппаратом за свои деньги. Everlast был дороже, но лучше, чем Lotus. Тем не менее, Lotus показал себя невероятно хорошо, будучи вдвое дешевле Everlast.
Что такое план сварки?
Во время сварки металлические или пластмассовые детали соединяются друг с другом, например, путем размягчения и ковки или плавления.Независимо от того, начинаете ли вы сварочный бизнес или развиваете его, надежный бизнес-план — это ваш путь к успеху и поиск венчурного капитала.
Какая марка сварочного аппарата лучше?
Самый продаваемый сварочный аппарат в многофункциональном сварочном аппарате Miller Multimatic 215.
 Это идеальный сварочный аппарат для рабочих или небольших работ в вашей мастерской, хотя сварочные аппараты других крупных брендов, перечисленные на веб-сайте Bakers, являются прочными и надежными машинами, которые требуют тщательного рассмотрения.
Это идеальный сварочный аппарат для рабочих или небольших работ в вашей мастерской, хотя сварочные аппараты других крупных брендов, перечисленные на веб-сайте Bakers, являются прочными и надежными машинами, которые требуют тщательного рассмотрения.Приклеить металл к металлу [Лучше ли Flex Glue, чем JB Weld, Gorilla и Loctite? Давайте разберемся!] Какой клей лучше использовать для склеивания металла с металлом? 1.Выбор редакции Металлический клей: JB Weld 8276 KwikWeld Steel Reinforced Epoxy быстро отверждается. Быстросъемный зажим JB Weld 8276 KwikWeld из армированной стали 2. Клей для шитья Е6000 231020. 3. Профессиональный жидкий металлический суперклей Loctite. 4. Amazing Goop 160012 Лучший автомобильный клей для металла. 5. Лучший ювелирный клей: Aleenes Jewelry & Meta…
Какой сварочный аппарат лучше?
- Многопроцессорный сварочный аппарат Lincoln MIG210, как правило, лучший. Ваш первый выбор — многопроцессорный сварочный аппарат Lincoln MIG 210 MP.
- Многопроцессорный сварочный аппарат Everlast 211Si имеет лучшее соотношение цены и качества. Вы были очень впечатлены этим Everlast.
- MILLER MULTIMATIC220 Многофункциональный сварочный аппарат переменного/постоянного тока. Как энтузиасты сварки Miller, они знали, что вам понравится этот универсальный сварочный аппарат.
- Многопроцессорный сварочный аппарат ESAB на 120/230 вольт. Им нравится многопроцессорный сварочный аппарат ESAB EMP215IC. Он легкий, компактный и имеет прочный корпус с пятью ручками.
- Многопроцессорный сварочный аппарат MIG/Stick/TIG Forney 322 Многопроцессорный сварочный аппарат Forney 322 140Amp — отличный выбор для любителей с ограниченным бюджетом, которым не нужно так много опций.
- Многопроцессорный сварочный аппарат Vulcan OmniPro220. Сварочный аппарат Vulcan OmniPro 220 MultiProcess аналогичен сварочному аппарату Forney 322 140A, но дороже и не такого качества.
- Weldpro 200 A Inverter Многофункциональные сварочные аппараты Инвертор Weldpro 200 A – хороший выбор.


Где производятся сварочные аппараты Lincoln MIG?
Дочерние компании Lincoln Electrics включают Harris Products Group, производителя сварочных материалов, газового оборудования и другой специальной продукции.Harris Products Group имеет производственные мощности в Джорджии, Огайо, Калифорнии, Польше, Мексике, Бразилии и Италии.
Что нужно сварить дома?
- Электропроводка для домашней сварки. Перед покупкой сварочного аппарата и уж тем более перед его первым использованием важно узнать, сможет ли мастерская или магазин это сделать.
- Газовая установка для домашней сварки.
- Незаменимые сварочные изделия для дома.
- Безопасность сварки в домашних условиях.
Какой сварочный аппарат MIG лучше для домашнего использования?
Everlast SuperUltra 205 — лучший сварочный аппарат TIG для домашнего использования.
 Он может резать DC TIG, ручную и плазменную резку. Этот сварочный аппарат для плазменной резки, специально разработанный для начинающих, предназначен для выполнения задач прерывистой плазменной резки.
Он может резать DC TIG, ручную и плазменную резку. Этот сварочный аппарат для плазменной резки, специально разработанный для начинающих, предназначен для выполнения задач прерывистой плазменной резки.Демонтажный насос [Дешевый насос для удаления припоя — стоит 10 долларов? (Хирургия с открытой тележкой) — RIGGS] Какой паяльник для электроники лучше? Паяльник Wall Lenk Heavy Duty — лучший паяльник для электроники.Он имеет ячейки с двумя ваттами и триггерные элементы управления. Высокая мощность нагревает наконечник за считанные секунды, а низкая мощность помогает поддерживать температуру наконечника. Как вы используете фитиль для пайки? Чтобы использовать фитиль для пайки, человек накладывает медную оплетку поверх излишков припоя…
Какой сварочный аппарат самый лучший на рынке?
AHP AlphaTIG — лучший аппарат для сварки TIG на рынке с множеством функций для улучшения качества сварки. Он может резать алюминий до 1/4 дюйма и мягкую сталь до 3/8 дюйма и имеет более чем достаточную мощность благодаря входящим в комплект 200 амперам.

Какой самый мощный сварочный аппарат можно купить дома?
1. Hobart Handler 140 — лучший домашний сварочный аппарат MIG С силой тока 140 ампер, это самый мощный сварочный аппарат MIG, который вы можете подключить к стандартной настенной розетке. Если вы не хотите выполнять дома серьезные электромонтажные работы, которые резко повысят ценность вашего увлечения сваркой, этот сварочный аппарат, вероятно, станет для вас лучшим вариантом.
Какой лучший сварочный аппарат MIG онлайн?
Лучший сварочный аппарат MIG в Интернете — это Hobart Handler 210 MVP MIG Welder.Он предлагает хорошее сочетание доступности, силы тока и качественных компонентов.
Какой лучший универсальный сварщик 2020 года?
При весе 57 фунтов он по-прежнему портативный, но вы, вероятно, захотите купить тележку, если много читали по пути. В целом, это по-прежнему один из лучших сварочных аппаратов 2020 года.
 2. AHP AlphaTIG — лучший аппарат для сварки методом TIG/ручной сварки для дома.
2. AHP AlphaTIG — лучший аппарат для сварки методом TIG/ручной сварки для дома.Пайка украшений [Пайка 101: что такое пайка ювелирных изделий?] Какие поверхности пайки используются в ювелирном деле? Поверхности пайки: печатные платы Керамические пластины для пайки.Несмотря на свои небольшие размеры, керамические контактные площадки для пайки могут выдерживать интенсивную работу с горелкой. Меловой блок. Очень популярный среди ювелиров меловой блок выдерживает температуру до 2000°F (1093°C). Блок угля. Чуть более хрупкий, чем керамика и оксид магния, угольный стержень должен быть обмотан вокруг п…
Какой комбинированный сварочный аппарат лучше всего подходит для дуговой сварки?
Компания Lotus сделала несколько уникальное предложение с LTPDC2000D. Это еще один комбинированный сварочный аппарат, который сочетает в себе сварку TIG и сварку стержней.В комплектацию также входил станок плазменной резки! Это три полезных инструмента, встроенных в ваш ноутбук.

Как настроить сварочный аппарат MIG?
Как пользоваться сварочным аппаратом MIG: Необходимо правильно настроить сварочный аппарат и свариваемую металлическую деталь. Убедитесь, что клапан защитного газа открыт, а настройка составляет приблизительно 14 л/мин. Затем включите сварочный аппарат. Клемма заземления должна быть прикреплена к металлическому или сварочному столу.
Какой сварочный аппарат MIG лучше за эти деньги?
При такой низкой цене Forney Easy Weld 299 на сегодняшний день является лучшим аппаратом для сварки MIG в своей цене.Поэтому это хороший выбор для начинающих, которые хотят заниматься легкой сваркой. Он рекламируется как устройство plug and play, работает без газовой системы и имеет 125 ампер.
Что такое сварочный аппарат MIG и как он работает?
Сварка МИГ представляет собой процесс дуговой сварки, при котором сплошной проволочный электрод вводится в сварочную ванну через горелку и соединяет вместе два основных материала.
 Защитный газ также проходит через зону сварки ■■■ и защищает сварочную ванну от загрязнения.
Защитный газ также проходит через зону сварки ■■■ и защищает сварочную ванну от загрязнения.Сотер Металл
В чем разница между сварочным аппаратом МиГ и ТИГ?
- Дуговая сварка. Дуговая сварка широко известна как стержневая сварка и широко используется во всех частях мира.
- Сварка МИГ. Сварка MIG также известна как газовая дуговая сварка. В этом случае для процесса сварки используется цельнометаллический электрод.
- Сварка ВИГ. Сварка TIG называется дуговой сваркой вольфрамовым электродом, при которой используется нетребовательный металлический вольфрам.
Какой сварочный аппарат лучше для новичка?
- Многопроцессорный сварочный аппарат Weldpro 200 В целом лучше. Предпочтение отдается многофункциональному инверторному сварочному аппарату Weldpro 200 A.
- Для начинающих, сварочный аппарат Lotos TIG200 TIG. Lotos TIG200ACDC — лучший сварочный аппарат TIG для начинающих сварщиков.
- Сварочный аппарат MIG Forney Easy Weld 271 Лучшее соотношение цены и качества.
- 120/230 В MIG / TIG / ESAB Аппарат для ручной сварки.
- Сварщик-новичок Lotos MIG140 Flux Core.

Какими качествами должен обладать хороший сварщик?
- Знание — сила. Сегодня многие сварщики в отрасли просто умеют сваривать.
- Безопасность превыше всего. Лучшие сварщики ставят безопасность на первое место и вдохновляют других делать то же самое.
- Большая картинка. Хорошие сварщики умеют читать строительные планы.
- Концентрация и концентрация.
- Возможность сотрудничать с другими.
Какой сварочный аппарат MIG лучше?
Лучший сварочный аппарат MIG для дома (или малого бизнеса) — Hobart Handler 140 является лучшим в своем классе аппаратом для сварки MIG по производительности, надежности и цене, который может работать от стандартной бытовой розетки или от розетки 110/115/120.
 или Хобарт.Хендлер 210 МВП.
или Хобарт.Хендлер 210 МВП.крючки для глаз [Правильно расположите и пришейте крючки и петли] Что такое крючок с открытым глазом? Крюк с открытым ушком — это место, куда вы вставляете что-то вроде кольца, ножа и т. д. Да, я вижу преимущество затягивания металла только один раз с открытым ушком вместо того, чтобы дважды затягивать его с помощью крючка с ушком. Что такое болт с проушиной? Болт с проушиной — это особый вид бюстгальтера в форме леденца. Один конец болта с проушиной напоминает резьбовой конец винта, а другой конец круглый.На стандартном блоке хвостовик…
Что делает отличный поливитамин?
Тиамин, рибофлавин и никотиновая кислота B6, B12 и фолиевая кислота, кальций, магний, селен и цинк, витамины A (включая бета-каротин), E и K, витамины D2 или D3.
Какой бренд лучше купить мультивитамины?
Изучив десятки пищевых добавок, они пришли к выводу, что Performance Lab NutriGenesis Multi для мужчин и женщин является лучшим мультивитамином на рынке сегодня.
 Он содержит полную рекомендуемую суточную норму витамина D плюс 100% не менее 15 других витаминов и минералов.
Он содержит полную рекомендуемую суточную норму витамина D плюс 100% не менее 15 других витаминов и минералов.Как выбрать лучший поливитамин?
- Проверьте суточные. В общем, выбирайте поливитамины, которые обеспечивают 100% дневной нормы витаминов и минералов, перечисленных там.
- Покупайте в соответствии с вашими конкретными потребностями.
- Подумайте о витаминах.
- Ищите отраслевой штамп.
Какие витамины самые лучшие?
Мультивитамины — это пищевые добавки, которые содержат множество различных витаминов и минералов, иногда вместе с другими ингредиентами (3).Поскольку стандарта, по которому производятся поливитамины, не существует, их пищевая ценность зависит от бренда и продукта. Мультивитамины также называют мультиминералами, мультиминералами, мультивитаминами или просто витаминами.
Аренда дрели Можно ли арендовать дрели в The Home Depot? Центр аренды инструментов Home Depot предлагает полный ассортимент электроинструментов, включая дрели, циркулярные пилы, ударные гайковерты и многое другое.
 Вы также можете найти здесь множество других электроинструментов, таких как шлифовальные и строгальные станки. Сколько стоит аренда дрели в Home Depot? Посетите ближайший пункт проката инструментов Home Depot в тот же день.Этот инструмент требует залога в размере $ 50,00. Аккумуляторная дрель-шуруповерт на 18 В. $ 17.00 4 часа (минимум) $…
Вы также можете найти здесь множество других электроинструментов, таких как шлифовальные и строгальные станки. Сколько стоит аренда дрели в Home Depot? Посетите ближайший пункт проката инструментов Home Depot в тот же день.Этот инструмент требует залога в размере $ 50,00. Аккумуляторная дрель-шуруповерт на 18 В. $ 17.00 4 часа (минимум) $…Какой сварочный аппарат является лучшим на рынке?
Универсальная сварочная машина Lincoln MIG210, как правило, лучшая, универсальная сварочная машина Lincoln MIG 210 MP — лучший выбор. Он разработан с использованием качественных материалов, а дизайн работает очень предсказуемо, поэтому к нему легко привыкнуть.
Какой сварочный аппарат нужен для сварки?
W Универсальный сварочный аппарат Weldpro Универсальный сварочный аппарат Weldpro 200A является одним из новейших сварочных аппаратов этого года.Вы можете выполнять сварку TIG и ударную сварку, а также сварку алюминия с дополнительной спиралью ■■■. Он прост в установке, прочен и долговечен.
Он прост в установке, прочен и долговечен.
Для чего используется сварочный аппарат MIG?
Многопроцессорный сварочный аппарат Lincoln Electric Lincoln Electric POWER MIG 210 MP — это многопроцессорный сварочный аппарат для любителей, мелких подрядчиков или мастеров, которым необходимо выполнять различные виды сварки. Его можно использовать для всех основных сварочных процессов. Легкая конструкция делает его очень портативным.
Что такое многопроцессорный сварочный аппарат Weldpro 200A?
Универсальный сварочный аппарат Weldpro 200A — один из новейших сварочных аппаратов этого года.Вы можете выполнять сварку TIG и ударную сварку, а также сварку алюминия с дополнительной спиралью ■■■. Он прост в установке, долговечен и служит дольше.
Проволочное дерево [Проволочное дерево — Большое пальто] Какая проволока нужна для уличного освещения? Приобретите кабель длиной 25 футов (22 м). Вы можете найти металлическую проволоку в местном магазине товаров для рукоделия.
 Вы найдете его в ювелирном магазине. Обычно он продается в золотой или серебряной отделке. Разрежьте нить на 10 полосок. Каждая полоса разрезается на 2,5 фута в длину.Сделайте надрез кусачками. Отложите кабели в сторону.
Насколько высока и широка рама из алюминиевой проволоки. Видимая здесь древесина сделана из двухсот 22-дюймовых 20-дюймовых…
Вы найдете его в ювелирном магазине. Обычно он продается в золотой или серебряной отделке. Разрежьте нить на 10 полосок. Каждая полоса разрезается на 2,5 фута в длину.Сделайте надрез кусачками. Отложите кабели в сторону.
Насколько высока и широка рама из алюминиевой проволоки. Видимая здесь древесина сделана из двухсот 22-дюймовых 20-дюймовых…Должен ли я ежедневно принимать поливитамины?
- Ежедневный прием поливитаминов может дополнить ваш рацион, особенно если вы не получаете нужного количества питательных веществ.
- Однако лучший способ получить питательные вещества, необходимые вашему организму, — это здоровая натуральная пища.
- Важно знать и понимать, какая комбинация витаминов и минералов вам нужна.
Действительно ли есть польза от поливитаминов?
Поэтому прием поливитаминов может помочь восполнить пробелы и принести дополнительную пользу для здоровья. Фолиевая кислота в большинстве мультивитаминных добавок помогает предотвратить дефекты нервной трубки у новорожденных. Если женщины принимают фолиевую кислоту до беременности, она также может снизить риск сердечно-сосудистых заболеваний, рака толстой кишки и ■■■■■■ рака.
Если женщины принимают фолиевую кислоту до беременности, она также может снизить риск сердечно-сосудистых заболеваний, рака толстой кишки и ■■■■■■ рака.
Каково назначение инструмента для планирования сварки?
Выберите процессы, материалы и ресурсы.Это помогает устранять неисправности и устранять проблемы со сваркой. Таким образом, читатели могут найти то, что они ищут. Препятствия для вашего плана сварки?
Что такое план безопасности сварочных и огневых работ?
Сфера применения: Настоящий План безопасности сварочных и огневых работ (известный как План) включает сварку, резку, пайку и связанные с ними огневые работы, которые могут вызвать пожар или ■■■■■■■■■■, образование токсичные пары или выделение тепла или расплавленных летающих предметов, которые могут травмировать рабочих.
Лазерный гравер с ЧПУ [ЧПУ против лазерного гравера | Что нужно знать перед покупкой!] Что можно сделать с помощью лазерного гравера? Лазерная гравировка также может быть использована для создания произведений искусства.
 Обычно это включает травление плоских поверхностей, чтобы обнажить более глубокие уровни поверхности или создать бороздки и царапины, которые можно заполнить краской, эмалью или другими материалами.
Какой лазерный резак/гравер лучше? Лучший лазерный гравировальный станок 1. Гравировальный комплект BobsCNC E3 с ЧПУ 2.ELEOPTION DIY Лазерная гравировка…
Обычно это включает травление плоских поверхностей, чтобы обнажить более глубокие уровни поверхности или создать бороздки и царапины, которые можно заполнить краской, эмалью или другими материалами.
Какой лазерный резак/гравер лучше? Лучший лазерный гравировальный станок 1. Гравировальный комплект BobsCNC E3 с ЧПУ 2.ELEOPTION DIY Лазерная гравировка…Каковы требования к планированию сварки?
При планировании сварки инженер-сварщик должен выбрать процесс для выполнения всех сварных швов. Выбор процесса не должен оставляться на усмотрение сварщиков на производстве. Использование специальных узлов или специальных позиционеров должно быть указано в документации.
Как найти ответ на свой план сварки?
Вот несколько советов, на которые следует обратить внимание: найдите свою тему на регулярно обновляемой карте сайта, найдите темы по пайке из прошлых выпусков PWL, загуглите одну из страниц сайта или выполните поиск ниже.
Какие инструменты вам нужны, чтобы начать сварочный бизнес?
Одним из самых важных инструментов в любой сварочной мастерской является сварочный стол, на котором происходит все волшебство. Хороший сварочный стол может стать значительной инвестицией. Однако, поскольку у вас уже есть некоторые навыки самоделки, лучше всего сделать это самостоятельно.
Хороший сварочный стол может стать значительной инвестицией. Однако, поскольку у вас уже есть некоторые навыки самоделки, лучше всего сделать это самостоятельно.
Как сделать клей [Самодельный клей|Как сделать клей в домашних условиях|Клей из муки|Самодельный клей из муки|Легкий художественный клей] Как сделать клей своими руками? Держите клей простым.Соберите ингредиенты. Смешать ложкой муку и воду в миске. Готовьте клеевую пасту на среднем огне, пока она не закипит. Используйте клей вскоре после приготовления. Хранить в холодильнике для повторного использования. Чем можно заменить клей? гладильная лента. Это простая альтернатива, и все, что вам нужно, это горячий утюг. Гладить на…
Почему планы сварки составляются для начинающих?
Все планы сварки написаны для начинающих, но большинство планов будет интересным и сложным для большинства сварщиков среднего и продвинутого уровня.Чтобы каждый мог узнать, как подойти к проекту.
Что такое соглашение о плане сварки
Сварочные компании должны требовать от клиентов подписать контракт на обслуживание перед началом нового проекта. Это соглашение предназначено для уточнения ожиданий клиентов и сведения к минимуму риска судебных исков путем установления условий оплаты и ожидаемых уровней обслуживания. Ниже приведен пример договора на оказание услуг.
Чем занимается сварочный бизнес?
Сварочное предприятие ремонтирует, восстанавливает и оказывает помощь в строительстве металлических объектов.Услуги по сварке и изготовлению включают сварку порошковой проволокой, сварку алюминия, плазменную резку, изготовление металлоконструкций, ремонт самосвалов и многое другое. Качественная сварочная компания может отремонтировать большинство металлических изделий и поддерживать множество проектов в течение года.
Что такое план испытаний сварки и изготовления?
Этот гибкий и интеллектуальный план контроля производства и сварки предопределен, чтобы охватить все области и требования контроля производства и сварки с подробными таблицами контроля, критериями приемки и цифровыми подписями. Внутренние и внешние согласования и весь шаблон можно легко адаптировать к вашей компании и вашим проектам.
Внутренние и внешние согласования и весь шаблон можно легко адаптировать к вашей компании и вашим проектам.
Мольберт своими руками [КАК СДЕЛАТЬ МОЛЬЬберт] Что мне нужно, чтобы сделать простой мольберт? Базовая компоновка мольберта В этом подробном документе для самостоятельного изготовления приведены инструкции по изготовлению плинтуса/плинтуса различных размеров. Материалы (сосна, дюбели, немного шурупов и веревка) дешевые, а сборка занимает максимум полчаса. Веревка помогает держать ноги прямо, когда вы стоите, так как она легко складывается для удобства хранения.Сколько стоит деревянная рама для мольберта? Этот простой и легкий в сборке деревянный…
Можно ли начать сварочный бизнес без денег и без опыта?
Если да, то вот подробное руководство по созданию производства и сварки без денег или опыта, а также бизнес-план производства и сварки. Если вы оглянетесь на свое рабочее место или дом, то обязательно заметите сделанные или сваренные пользователем вещи.
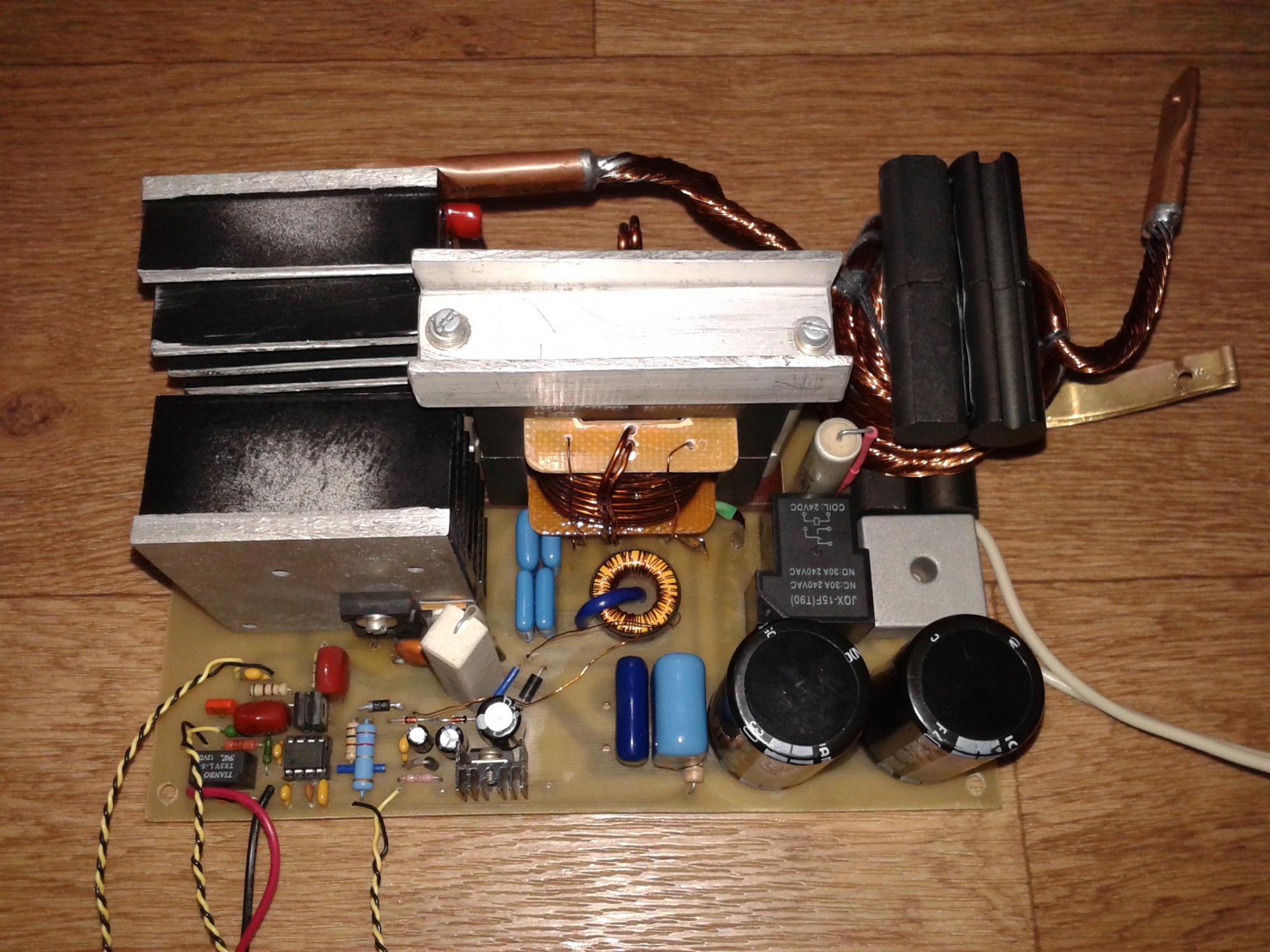
Что такое определение плана сварки
Он решает, что и как делать.Выбирайте процессы, материалы и ресурсы. Это помогает устранять неисправности и устранять проблемы со сваркой. Таким образом, читатели могут найти то, что они ищут.
Что такое процедура сварки?
Сварочные процессы, поставляемые заказчику вместе с чертежами резервуаров или оборудования и строительными расчетами. Сварщик МСП (технический эксперт) оценивает процесс сварки и комментирует или утверждает его. Для данного контейнера или единицы оборудования может использоваться несколько процессов сварки в разных местах.
Что такое сварочная карта?
Карта сварки — это схема оборудования, которая идентифицирует сварку и указывает, какую спецификацию процесса сварки (WPS) следует использовать для данного конкретного сварного шва. Спецификации процесса сварки (WPS) предоставляются изготовителем заказчику на утверждение.
Клей металл к металлу
Что такое образец плана сварки
Во-первых, он увеличивает ваши шансы на успех в выбранной вами сфере деятельности.В данном случае все дело в сварке и изготовлении. Еще одна область применения — та, о которой спрашивают при подаче заявки на кредит или при поиске инвесторов. Ниже приведен пример бизнес-плана для открытия бизнеса по производству чугуна и металлообработки.
Что такое план заводских сварок?
План сварки цеха — документ, созданный на основе утвержденных заказчиком схем сварки и чертежей, с конкретным номером соединения, содержащим WPS, параметры WPQ и т. д., отправленный в цех для производственных операций.
С чего начать сварочный бизнес?
Если вы начинаете бизнес по обработке материалов, вам необходимо пройти курс сварки. Вы также должны быть сертифицированы, и для этого вы должны пройти курс сварки. 1. Обзор отрасли 2.
Что такое шаблон плана сварки
Шаблон плана контроля качества сварки гарантирует, что сотрудники компании не совершат ошибок, которые они совершают в компании. Это также может улучшить качество услуг или продуктов, предлагаемых потребителям, за счет снижения вероятности того, что произойдет что-то ужасное.
Деревянный каркас кровати своими руками
Как получить план инспекционных испытаний для сварки/изготовления?
Используйте, загружайте и делитесь этим планом проверки сварки и изготовления. Загрузите, распечатайте или отправьте ИТП по сварке/изготовлению в виде документов Excel или PDF с вашим логотипом и цветами. Откройте и завершите пробную подписку онлайн или офлайн на своем компьютере, мобильном телефоне или планшете.
Какова цель плана безопасности при сварке (WPS)?
Целью документа является предоставление сварщикам признанных процедур использования надежных и воспроизводимых методов сварки.WPS был разработан для каждого типа материала и для каждого типа сварки. Определенные кодексы и/или инженерные фирмы часто являются движущей силой развития компании WPS.
Что такое символы чертежей сварки и как они используются?
Символы плана сварки используются как средство связи между проектировщиком, например мастером, инженером по сварке или супервайзером, сварщиком. По сути, это набор символов, используемых в качестве краткого кода для описания типа сварного шва, размера и другой информации о механической обработке и чистовой обработке.
Что такое составленный план сварки
Сварка — это производственный процесс, при котором две или более деталей сплавляются друг с другом с использованием тепла, давления или того и другого вместе, образуя ■■■■■ при охлаждении. Припой широко используется для металлов и термопластов, но также может использоваться для дерева. Готовый припой ■■■■■ можно назвать сварным целым.
Строительство кузницы [Как сделать простую пропановую кузницу для кузнечного дела | Мне нравится делать вещи] Как сделать самодельную кузницу? Самый простой способ построить переносную кузницу — просто сложить кирпичи друг на друга, а затем снова разобрать их.Древние культуры просто использовали золу, землю или песок в качестве изоляционного материала между источником тепла и конструкцией. Что такое кузнечный горн?Кузнечный горн — это система, которая нагревает угли до температуры, достаточной для нагрева…
Почему чертежи для сварки своими руками?
Существуют и другие уникальные веб-сайты, но они могут просто иметь конкретный план сварки, который они придумали, и его трудно найти, или у них просто нет проекта, который соответствует моим потребностям. Схемы сварки своими руками предназначены для того, чтобы стать центром всех планов для любителей и профессиональных сварочных проектов на одном простом в использовании веб-сайте.
Что нужно для изготовления сварочного стола?
Как упоминалось выше, для изготовления сварочного стола вам понадобятся стальная труба, листовой металл, накидные гайки, шайбы и уголки. Сделать сварочный стол своими руками достаточно просто, если вы понимаете процесс и достаточно хорошо знакомы с материалами.
Каковы особенности завершенных сварных швов?
Свойства сварных швов. Тупой шов. Угловая сварка. Основной металл. Металл для соединения или покрытия путем пайки или пайки.присадочный металл. Металл добавляется во время сварки, пайки, пайки или наплавки. Сварить металл. Любой металл, который плавится во время сварки и остается в сварном шве. Зона термического влияния (ЗТВ).
Какие есть интересные сварочные проекты и идеи?
Сделай сам Более 55 крутых сварочных проектов и идей. 1 1. Сварочный стол своими руками. Собрать сварочный стол очень просто. Все, что вам нужно сделать, это приварить к раме простые прямые куски металла. Компоновка состоит из 2 2. Ящики для хранения сварочной проволоки: 3 3.Табурет из стали: 4 4. Журнальный столик в индустриальном стиле: 5 5. Стол в индустриальном стиле:
Советы по сжиганию дров [Учебник по выжиганию по дереву для начинающих — Учебник по пирографии и основные советы (2021)] Каковы основы сжигания древесины? Основы сжигания древесины. Топите только сухую, выдержанную древесину. Свежесрубленная древесина содержит до 80 % влаги и перед сжиганием должна быть выдержана (до 20–25 % влажности). Древесина с содержанием влаги более 25% влажная или зеленая, и ее нельзя сжигать в камине или дровяной печи.Что такое хороший набор для выжигания по дереву для начинающих?База Smokey Mountain Woodcarver…
Как сделать сварочный стол в домашних условиях?
Не волнуйтесь, вот вам простой проект: сварочный стол. Этот проект требует меньше материала, а также довольно прост в реализации. Все, что вам нужно сделать, это взять 12 прямых кусков стали и сделать из них базовую форму коробки. Теперь аккуратно приварите к нему металлические полоски, чтобы было место для продавливания.
Что делать со всеми вашими сварочными принадлежностями?
Многие люди также предпочитают припаивать защелку, чтобы закрепить замок.Таким образом, вы можете хранить все свои сварочные принадлежности в одном месте. Это полезно, когда вам нужны детали для вашего следующего проекта. Благодаря этому ваше пространство будет чистым и аккуратным. 9. Открытый стальной дымоход.
Стоит ли заниматься сваркой своими руками?
Независимо от того, являетесь ли вы любителем или профессиональным сварщиком, проекты «сделай сам» могут быть очень интересными. Но еще лучше, если вы пробовали и тестировали рабочие листы и знали, что ваша работа того стоит.
Какие есть легкие и простые сварочные работы?
Простые и легкие сварочные работы.1 1. Сделайте магазинный табурет. На самом деле, это один из тех полезных предметов в любой сварочной мастерской. И самое приятное, что это легко сделать и со второго звонка. 3 3. Металлическая тележка. 4 4. Барьер для домашних животных. 5 5. Соберите держатель инструмента.
Как заменить лобовое стекло Знаете ли вы, что лобовое стекло вашего автомобиля является защитным устройством? В дополнение к своей основной функции защиты пассажиров автомобиля от ветра, воды и мусора, ветровое стекло может помочь уменьшить травмы при аварии и даже спасти вашу жизнь или жизнь пассажира.Как? При столкновении ветровое стекло предотвращает попадание большинства посторонних предметов в салон автомобиля. Во многих автомобилях ветровое стекло также играет решающую роль в срабатывании подушки безопасности переднего пассажира. Наконец, лобовое стекло…
Как построить проект сварки на ферме?
Сделайте себе лестницу, как указано на чертежах. Это должно быть очень просто. Для поддержки бочки с маслом установите два уголка и приварите их к кронштейнам. Сделайте ■■■■ для трубных стяжек из 0,5-дюймового стержня и припаяйте его.Точные размеры и детали этого сельскохозяйственного сварочного проекта можно найти на чертежах ниже. Нажмите на изображение, чтобы увеличить.
Как сварка может повысить ценность вашего дома?
Это также позволяет повысить ценность вашего дома, используя его для мелкого ремонта без найма механика-специалиста. Представленные ниже 70 интересных идей для сварочных проектов помогут вам расширить свои знания и понимание принципов и методов сварки.
Проекты по сварке
На самом деле студенты-первопроходцы каждый учебный год работают над собственными проектами по сварке.Без них у новичков не было бы возможности получить конкретный опыт в будущей профессии.
Что такое основная сварка?
Базовая сварка. Их базовый курс сварки предназначен для тех, кто интересуется сваркой. Обзор пяти основных принципов сварки: дуговая сварка, сварка МИГ, сварка ВИГ, кислород/ацетилен ■■■■■■ и чтение планов сварки.
Переплет книги своими руками [Учебное пособие по переплетному делу (моя собственная нетрадиционная версия)] Какой клей лучше для переплета книг? Среди библиотек книжного клея распространенным выбором является поливинилацетатный вариант, более известный как клей ПВА.Этот тип клея предназначен для использования с пористыми материалами, что делает его идеальным для использования с книжными и бумажными переплетами, и доступен в нескольких версиях, специально предназначенных для книг. Что такое параметры привязки? Параметры ссылки. Цель. Параметр…
Какие инструменты используются при сварке?
Обычные процессы сварки, приемлемые для инструментальных сталей, включают дугу в защитном металле, вольфрамовый газ, кислородный газ и атомную дугу. При использовании вольфрамовых электродов, поляризованных постоянным током, и точечных электродов для заземления газообразный вольфрам наиболее популярен для покрытия небольших и тонких сварных швов.
Делаем сварочные аппараты своими руками. Самодельный сварочный аппарат в домашних условиях Как сделать сварочный аппарат из подручных материалов
Без сварочного аппарата сложно обойтись в строительстве, монтаже и ремонте. Обычно покупают оборудование в готовом виде. Однако можно пойти и другим путем: сделать сварочный аппарат самостоятельно, ведь самодельное устройство сэкономит немало денег и станет увлекательным занятием для любителей мастерить.
О способах соединения, обмотках и электроде
Существуют различные типы сварочных аппаратов. Самая распространенная ошибка начинающих мастеров – желание сразу сделать сложное устройство. Схемы изготовления сварочного аппарата легко найти в интернете, лучше всего отдать предпочтение тому типу оборудования, изготовление которого не вызовет значительных затруднений и не займет много времени. Ремонт собственного сварочного аппарата не принесет больших проблем и существенных денежных затрат человеку, изготовившему оборудование.
Сразу возникает закономерный вопрос: какой сварочный аппарат лучше всего подходит для работы дома? Только маленький размер. Лучшим решением проблемы было бы создание аппарата из уже имеющихся в распоряжении мастера устройств. Для работы необходим трехфазный трансформатор. Первичка должна быть подключена. У сварочного аппарата это делается на магнитопроводе «треугольник». Этот способ используется только для устройства, которое планируется подключить к трехфазной сети напряжением 380/220 В.
Блок питания и особенности конструкции аппарата — задача, на решение которой необходимо обратить внимание в первую очередь. Если блок питания и внутреннее устройство оборудования не совпадают, это приведет к тому, что оборудование, на создание которого ушло время и силы, станет представлять опасность для жизни и здоровья человека. Если сварочный аппарат должен питаться от однофазной сети 220 В, подключение первичной обмотки трансформатора должно быть выполнено иначе.Крайние стержни магнитопроводов аппарата соединены встречно-параллельно. Для такого сварочного аппарата используется другой принцип крепления вторичных обмоток: фиксированная схема.
Если устройство питается от однофазной сети 220 В, оно также отличается особенностями дополнительной обмотки. Он намотан на все обмотки электропровода, которые есть у сварочного аппарата. Для чего это? В процессе сварки происходят ступенчатые изменения сварочного тока.Им нужен балласт, роль которого играет дополнительная обмотка. Его отличительная черта: 40-50 витков. Для малогабаритного сварочного аппарата наиболее подходящим является двухступенчатое регулирование подачи электроэнергии.
Новички часто выбирают неправильный размер электрода для устройства.
Для того чтобы самостоятельно изготовить сварочный аппарат постоянного тока, необходим мощный источник питания, способный преобразовать номинальное напряжение обычной однофазной сети и обеспечить постоянное значение соответствующего тока.Это необходимо для того, чтобы создать и поддерживать нормальную электрическую дугу.
Для источника питания высокой мощности потребуются следующие компоненты:
- Выпрямитель.
- Инверторы.
- Трансформатор тока и напряжения.
- Регуляторы тока и напряжения (для улучшения качественных характеристик самой электрической дуги).
- Вспомогательные устройства.
Есть простое правило, которое поможет сделать правильный выбор: чем прочнее электрическая сеть и толще проводка, тем крупнее должен быть электрод.
Основные узлы сварочного аппарата:
- Магнитопровод трансформатора.
- первичные обмотки.
- вторичные обмотки.
- Дополнительная обмотка.
- Выносные конденсаторы.
- Переключатель режимов сварки.
- Контактный датчик температуры и звуковое устройство.
- Переключатели режимов сварки.
Вернуться к индексу
Зачем нужен бетон?
Корпус сварочного аппарата является важным вопросом.Для изготовления корпусов такого оборудования принято использовать специально подготовленный бетон. Он должен иметь хороший показатель пластичности. Подойдет тот, который наиболее легко принимает нужную форму и застывает в кратчайшие сроки.
Для корпуса потребуется мелкозернистый песок и цемент. В первом должно быть 75% сухой смеси бетона, во втором – его пятая часть. Остальные 5% сухой смеси – это клей ПВА и стекловата в пропорции 1:1. Вместо клея можно использовать водорастворимый латекс.
Многие начинающие мастера считают, что сделать сварочный аппарат гораздо проще, чем сделать его корпус. На самом деле ничего сложного нет, если выполнять все действия последовательно. Основная ошибка – неправильная толщина корпуса, она не должна быть меньше 1 см. Сварочный аппарат необходимо очистить. Затем устройство просушивают и только после этого приступают к изготовлению корпуса. Когда бетон затвердеет, сварочный аппарат необходимо обработать снаружи. Для этого требуется органический мономер.
Для этой задачи подойдет стирол или метилметакрилат. После пропитки бетона мономером необходимо провести термическую обработку поверхности. Температура для этих целей должна быть не менее 70 0 С. При этом происходит полимеризация мономера. В результате этой процедуры на корпусе самого устройства образуется водонепроницаемый слой. После него сварочный аппарат будет защищен от воздействия внешней среды.
Вернуться к индексу
Самый простой способ
Точечная сварка наиболее востребована в быту, но зачастую у человека просто нет времени на изготовление сложной внутренней части сварочного аппарата.Если это вызывает затруднения, можно прибегнуть к самому примитивному решению вопроса. Проверьте: какая неисправная бытовая техника есть в доме.
Если сломалась микроволновая печь, не спешите ее выбрасывать — с новой электропроводкой, деревяшками, зажимами и наконечниками — аппарат для точечной сварки можно сделать очень быстро.
Вам понадобится:
- Шайбы.
- Саморезы.
- Скобы.
Они должны соответствовать предполагаемым размерам сварочного аппарата.Если у сломанной микроволновой печи есть исправный трансформатор, он станет основой новой самодельной техники.
При выполнении простых и мелкосерийных сварочных работ в домашних условиях собрать сможет каждый.
Для сборки вам не придется тратить много денег, сил и времени. Также вам не нужно приобретать неоправданно дорогие модели такой техники.
Чтобы сделать мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и усилий, необходимо понять, как функционирует оборудование, после чего можно приступать к его изготовлению в домашних условиях.
В первую очередь стоит определить необходимую мощность тока питания самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей силы тока, а сварочные работы с тонкими металлическими поверхностями — минимальной.
Текущее значение связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 мм необходимо использовать стержни до 4 мм, а в конструкции толщиной 2 мм стержней должно быть 1.5 мм.
При использовании электродов в 4 миллиметра сила тока регулируется до 200 ампер, в 3 миллиметра — до 140 ампер, в 2 миллиметра — до 70 ампер и для самых маленьких до 1,5 миллиметра — до 40 ампер.
Формировать дугу для процесса сварки можно самостоятельно, используя сетевое напряжение, которое получается за счет работы трансформатора.
Это оборудование включает:
- магнитопровод; Обмотка
- — первичная и вторичная.
Также трансформатор можно изготовить самостоятельно. Для магнитопровода используются пластины из стали или другого прочного материала. Обмотки необходимы для того, чтобы непосредственно выполнять сварочные работы и иметь возможность подключить сварочный агрегат к сети 220 вольт.
Трансформатор для сварки.
Специализированное оборудование имеет дополнительные устройства, улучшающие качество и мощность дуги, что дает возможность самостоятельно регулировать значения тока.
Не стоит сильно углубляться в эту тему, так как одним из самых простых способов сборки сварочного аппарата своими руками является .
Его особенностью является работа с переменным током, что обеспечивает выполнение качественного шва при сварке металлических поверхностей. Такое оборудование справится с любой бытовой работой, где необходимо сварить металлические или стальные конструкции.
Для его изготовления необходимо подготовить:
- Несколько метров кабеля большой толщины.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен иметь повышенную проницаемость при намагничивании.
Оптимальный вариант, когда сердечник в виде стержня имеет букву «П». В некоторых случаях допускается использование этой детали в более измененном виде, например, круглый статор, изготовленный из поврежденного электродвигателя.
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму мотать обмотки сложнее.Лучше всего, когда сечение сердечника для классического сварочного оборудования своими руками, используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не обязательно увеличивать сечение в объеме, однако технический эффект будет не на высшем уровне. Если площадь сечения вас не устраивает, то вы можете рассчитать ее самостоятельно по специальным схемам и формулам.
Первичная обмотка должна быть выполнена из медного провода, который будет обладать повышенными характеристиками: термической стойкостью, так как при работе конструкции эта часть сильно нагревается.
Такая деталь должна иметь изоляцию из хлопка или стекловолокна. В крайнем случае можно использовать изолированный резиновый провод или резиновую ткань, но остерегайтесь обмотки из ПВХ.
Утеплитель тоже делается вручную, с использованием ваты или стекловолокна, вернее, его части имеют ширину 2 см. Благодаря этим кусочкам можно будет обмотать провод, а затем пропитать его любым лаком электротехнического назначения. Такой утеплитель не будет перегреваться после штатной эксплуатации.
Аналогично вышеприведенным расчетам можно будет рассчитать, какая площадь поперечного сечения обмотки — первичной и вторичной — будет наиболее оптимальной.Часто вторичная обмотка имеет площадь около 30 мм2, а первичная до 7 мм2, с использованием стержня диаметром 4 мм.
Кроме того, простым способом нужно определить, насколько растянется кусок медного провода и сколько витков потребуется, чтобы намотать две обмотки. После этого наматываются катушки и изготавливается каркас по геометрическим параметрам магнитопровода.
Главное убедиться, что при надевании магнитопровода не возникнет трудностей.Прежде всего, необходимо выбрать правильный размер ядра. Лучше всего его изготовить с использованием электрокартона или текстолита.
По той же аналогии можно будет сделать конструкцию для сварки мелких деталей. Для дома можно использовать небольшой сварочный аппарат «мини».
Производство сварочных аппаратов
На сегодняшний день практически невозможно и достаточно сложно сварить или правильно обработать металл без использования сварочного оборудования. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с изделиями из металла.
Схема трансформатора с отдельным дросселем.
Для того, чтобы блок высокого качества, вы должны иметь знания и навыки, которые помогут вам понять схему сварочного аппарата постоянного или переменного тока, которые являются два варианта для монтажа оборудования.
Для домашнего использования лучше всего научиться делать мини-сварку.
Удобнее вызвать мастера или приобрести готовый агрегат, но иногда это может быть слишком затратно, так как определить количество вольт на сварочный аппарат при выборе модели по различным параметрам, например, по вес сварочного аппарата.
Сварочные аппараты бывают нескольких типов: работающие на переменном токе, на постоянном, имеющем три фазы или инверторные. Чтобы выбрать один из вариантов и приступить к сборке, необходимо рассмотреть каждую схему первых 2-х видов. В процессе подготовки нужно обратить внимание на стабилизатор напряжения.
На переменном токе
Для изготовления самодельных сварочных аппаратов нужно подобрать показатель напряжения, лучше всего 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Вы можете самостоятельно определить величину сечения необходимого провода для изготовления первичной обмотки трансформатора, который необходимо подключить к сети 220 вольт.
Сечение по параметрам площади не должно быть более 7 мм2, так как стоит учитывать возможное падение напряжения и возможную дополнительную нагрузку.
На основании расчетов оптимальный размер диаметра медного сердечника для первичной обмотки, уменьшающий действие механизма, составляет 3 миллиметра.При выборе алюминия для провода сечение умножают на значение 1,6.
Стоит отметить, что провода необходимо обмотать тряпкой, так как они должны быть изолированы. Дело в том, что при повышении температуры провод может расплавиться и произойдет короткое замыкание.
При отсутствии необходимого провода его можно заменить на несколько более тонкий жилой провод, намотав его попарно. Однако необходимо помнить, что толщина намотки будет увеличиваться, из-за чего габариты сварочного оборудования будут большими.Под вторичной обмоткой используется толстый провод с большим количеством жил из меди.
DC
Электрическая схема сварочного аппарата постоянного тока.
Некоторые сварочные аппараты работают на постоянном токе. Благодаря этому агрегату можно сваривать изделия из чугуна и конструкции из нержавеющей стали.
На создание сварочного аппарата постоянного тока своими руками может уйти не более получаса. Чтобы преобразовать самоделки с переменным током, необходимо, чтобы была подключена вторичная обмотка, которая собрана на диоде.
В свою очередь диод должен выдерживать ток 200 ампер и иметь хорошее охлаждение. Для подстройки значения тока можно использовать конденсаторы, имеющие определенные характеристики и особенности напряжения. После этого агрегат собирается последовательно по схеме.
Дроссели используются для регулирования тока, а контакты для крепления держателя. Дополнительные детали используются при передаче тока от внешнего носителя к месту сварки.
Для работы сварочного аппарата по назначению необходимо, прежде всего, зажечь электрическую дугу.Этот процесс несложный и осуществляется следующими действиями: подводим кончик электрода под определенный наклон со стороны металлического покрытия и ударяем им по поверхности конструкции.
При правильном и успешном выполнении действия происходит небольшая вспышка, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним.Для сварки элементов нужно удерживать стержень в таком положении, чтобы он находился на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равно сечению выбранного электрода.
Часто такой металл, как углеродистая сталь, соединяется с постоянным полярным током. Однако некоторые сплавы можно сваривать только при обратной полярности тока. Кроме того, необходимо тщательно контролировать качество шва и то, как проплавляется конструкция.
Схема простого сварочного аппарата.
Стоит подчеркнуть, что переменный ток, находящийся, можно регулировать эффективно и плавно. Зачастую никаких сложностей с настройкой агрегата на нужные параметры не возникает.
При малом показателе силы тока шов выйдет некачественным, но повышенное значение ставить не стоит, так как есть риск прожечь поверхность.
Если необходимо сваривать поверхности небольшой толщины, то подойдут стержни размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с марками 20-60 А.Электродами большого сечения можно сваривать металлические изделия до 5 миллиметров, однако сила тока в этом случае должна быть 100 А.
По завершению процесса сварки с помощью самоделки необходимо легкими движениями аккуратно удалить окалину, которая появляется на шве, после чего он очищается специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид вашего устройства. Не беспокойтесь, если очистка оборудования не очень хорошо получается в первые пару.Этот навык приобретается опытным путем и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Результат
Подводя итоги, стоит отметить, что сварочные аппараты постоянного тока намного проще в сборке, а также удобны в эксплуатации, благодаря малой мощности.
Сварочный аппарат является достаточно популярным устройством как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования иногда нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно сварить трубу или поставить забор.Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальную сумму денег.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать самодельный сварочный аппарат. Но в большинстве случаев трансформатор нуждается в небольшой доработке. Существует несколько способов изготовления сварочного аппарата, который может быть как самым простым, так и более сложным, требующим знаний в области радиоэлектроники.
Для изготовления мини сварочного аппарата вам понадобится пара трансформаторов, взятых из ненужной микроволновой печи. Микроволновку легко найти у друзей, знакомых, соседей и т. д. Главное, чтобы она имела мощность в пределах 650-800 Вт, а трансформатор в ней исправен. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, снятый с микроволновой печи трансформатор имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Вторичная продажа имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, его необходимо снять и заменить проводником с большей площадью сечения. Чтобы снять эту обмотку с трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
Делать это нужно с особой осторожностью, чтобы случайно не задеть первичную обмотку пилой.
Когда катушка будет разрезана, ее остатки нужно будет удалить из магнитопровода.Эта задача будет намного проще, если вы просверлите обмотки, чтобы снять напряжение металла.
Проделайте то же самое с другим трансформатором. В итоге у вас получится 2 детали с первичной обмоткой на 220 В.
Важно! Не забудьте снять токовые шунты (показаны стрелками на фото ниже). Это увеличит мощность устройства на 30 процентов.
Для изготовления вторички потребуется приобрести 11-12 метров проволоки.Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, на каждый трансформатор потребуется намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Оба трансформатора могут быть намотаны одним проводом или отдельно. Во втором случае катушки должны соединяться последовательно.
Намотку делать очень туго, чтобы провода не болтались.Далее первичные обмотки нужно соединить параллельно.
Чтобы соединить детали, их можно привинтить к небольшому куску деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в этом случае оно будет равно 31-32 В.
Таким самодельным сварочным аппаратом металл толщиной 2 мм легко сваривается электроды диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом нужно производить с перерывами на отдых, так как его обмотки сильно нагреваются.В среднем после каждого использованного электрода прибор должен остыть в течение 20-30 минут.
Тонкий металл с блоком из микроволновки не получится приготовить, так как порежет. Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Сварочный аппарат переменного тока
Это наиболее распространенный тип аппарата для сварки металлов.Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но основным недостатком аппарата является большая масса понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы прибор выдавал напряжение 60 В и мог обеспечить ток 120-160 А. Поэтому для первичной , к которой подключена бытовая сеть 220 В, провод сечением от 3 мм 2 до 4 мм 2 требуется. Но идеальный вариант – проводник сечением 7 мм 2 .При таком сечении для устройства будут не страшны перепады напряжения и возможные дополнительные нагрузки. Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм. Если взять алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для перепродажи требуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы жила обмотки была покрыта тряпичной изоляцией, так как традиционная ПВХ-оболочка при нагревании расплавится, что может вызвать межвитковое короткое замыкание.
Если вы не нашли провод нужного сечения, то его можно сделать самостоятельно из нескольких более тонких проводников . Но при этом толщина провода и, соответственно, габариты агрегата значительно увеличатся.
Первым делом, сделана основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, должны быть хорошо изолированы от них.Перед сборкой сердечника рассчитывают его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердцевины». Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Но из практики известно, что если сделать стержень площадью менее 30 см 2 , то получить качественный шов таким аппаратом будет сложно из-за отсутствия запаса хода. Да и нагревается он очень быстро.Поэтому сечение жилы должно быть не менее 50 см 2 . Несмотря на то, что масса агрегата увеличится, он станет надежнее.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их, как показано на следующем рисунке, до тех пор, пока толщина детали не достигнет необходимого значения.
По окончании сборки плиты необходимо скрепить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь мы можем начать обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что на той стороне, где находится первичка, должно быть меньше витков вторички. Благодаря этому в начале сварки обмотка с большим количеством витков будет частично отключена из-за возникновения вихревых токов. Это повысит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению на 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Устройство постоянного тока
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161, способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также для выравнивания пульсаций тока понадобятся 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. В этой схеме также имеется регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели подключаются к контактам Х5 и Х4 (прямая или обратная полярность) в зависимости от толщины соединяемого металла.
Инвертор блока питания компьютера
Из блока питания компьютера невозможно сделать сварочный аппарат. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (KD2997A) необходимо установить на радиаторы без применения прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , например Thermaltake A2016.Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать скорость до 4800 об/мин. Вентилятор также имеет встроенный регулятор скорости. Последние регулируются с помощью термопары, которую необходимо закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже представлена принципиальная схема сварочного инвертора (в большом разрешении), по которой можно сделать устройство, помещающееся в корпусе БП.
На следующих фото показано, из каких узлов состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
электродвигатель сварочный
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо подобрать сам двигатель, отвечающий определенным требованиям, а именно чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, так как он будет иметь большое окно магнитопровода.
Получить нужный статор можно в местах приема металлолома. Как правило, он очищается от проводов и после пары ударов кувалдой раскалывается. А вот если корпус из алюминия, то чтобы снять с него магнитопровод, статор нужно отжечь .
Подготовка к работе
Установите статор отверстием вверх и подложите кирпичи под деталь. Затем сложите дрова внутрь и подожгите. Через пару часов обжига магнитопровод легко отделится от корпуса.Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эту заготовку следует хорошо пропитать масляным лаком и дать высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжки пакет не рассыпался.
Когда заготовка полностью высохнет, с помощью болгарки снимите расположенные на ней стяжки .Если связи не удалить, они будут действовать как короткозамкнутые витки и отбирать мощность у трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных деталей вам потребуется изготовить две торцевые заглушки (см. рисунок ниже).
Материалом для их изготовления может быть как картон, так и прессованный картон. Из этих материалов также нужно сделать два рукава. Один будет внутренним, а второй — внешним. Далее необходимо:
- установить обе торцевые пластины на заготовку;
- затем вставить (одеть) цилиндры;
- обмотать всю эту конструкцию герметиком или стеклолентой;
- пропитать полученную деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеуказанных действий можно будет изготовить сварочный трансформатор из магнитопровода. Для этих целей вам понадобится провод, покрытый тканевой или стеклоэмалевой изоляцией. Для намотки первичной обмотки понадобится провод диаметром 2-2,5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты производятся следующим образом.
- 20 витков провода диаметром не менее 1.На сердечник следует намотать 5 мм, после чего на него нужно подать 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте полученное количество витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков приходится на 1 В напряжения.
Для первичной обмотки проводник диаметром 2.Подойдет 36 мм, который нужно сложить пополам. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но сначала нужно рассчитать сечение проводников в катушке. Сначала нужно намотать первичную обмотку (на 220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.
Если сделать отвод во вторичной обмотке в районе получения 13 В и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора при желании завести автомобиль.Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы проложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка медной шины (40 х 5 мм). В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для изготовления корпуса металл не рекомендуется.Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку». Устроен он очень просто, и сделать его самостоятельно не составит труда.
Для самостоятельного изготовления аппарата точечной сварки потребуется один трансформатор от микроволновой печи мощностью 700-800 Вт. С него необходимо снять вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление СВЧ сварочного аппарата.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделать 2-3 витка внутри манитовода кабелем с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если к первичной обмотке подключить 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Далее делаем корпус для устройства . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно удалить с помощью ручного фрезера с установленным на нем кромкофрезом.
- На одной части сварочных клещей необходимо вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте отверстия на задней стенке корпуса для выключателя и сетевого кабеля.
- Когда все детали готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отсоединить сетевой кабель и концевой выключатель. Также вам понадобится металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный стержень, а также медные зажимы, то эти детали необходимо приобрести.
- Из медной проволоки вырежьте 2 небольших стержня, которые будут выполнять роль электродов, и зафиксируйте их в зажимах.
- Прикрутите выключатель к задней стенке устройства.
- Прикрутите заднюю стенку и 2 стойки к основанию, как показано на следующих фотографиях.
- Прикрепите трансформатор к основанию.
- Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу коммутатора. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. Но на этом проводе нужно сделать разрыв и установить в него прерыватель СВЧ .Она будет действовать как кнопка начала сварки. Эти провода должны быть достаточно длинными, чтобы можно было установить прерыватель на конце зажима.
- Закрепите крышку устройства с ручкой, установленную на стойках и задней стенке.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах отверстие, в которое будут вкручиваться шурупы.
- Затем прикрепите переключатель к концу.
- Вставьте плоскогубцы в корпус, предварительно поместив между ними квадратную планку для выравнивания.Просверлите пассатижами отверстия через боковые стенки и вставьте в них длинные гвозди, которые будут служить осями.
- Прикрепите медные электроды к концам зажимов и выровняйте их так, чтобы концы стержней были напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, вверните 2 винта и закрепите на них резинку, как показано на следующих фото.
- Включите аппарат, подсоедините электроды и нажмите кнопку пуска.Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы узла можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата точечной сварки можно считать завершенным.
С помощью этого простого сварочного аппарата вы можете резать тонкие металлы, сваривать медные провода и гравировать металлические поверхности. Другие приложения можно легко найти.Такой мини сварочный аппарат может питаться от сети 12-24 В.
Сварочный аппарат выполнен на основе высоковольтного высокочастотного преобразователя. Построен по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор вырабатывает кратковременные электрические импульсы, повторяющиеся через относительно большие промежутки времени. Тактовая частота находится в диапазоне 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это означает, что если подать на схему напряжение 20 В, то на выходе должно быть около 500 В.Это не совсем правда. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеют мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому если разобрать любую импульсную китайскую зарядку, то вы увидите припаянный параллельно выходному конденсатору резистор. Это еще и нагрузка на сеть, без резистора выходной конденсатор быстро вытечет из-за перенапряжения, или того хуже, взорвется.
Поэтому внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор самодельный, порядок изготовления описан ниже.
- Резисторы — 0,5-2 Вт.
- Использовался транзистор FP1016, но его трудно найти из-за его специфики. Возможна замена на транзистор 2SB1587, КТ825, КТ837, КТ835 или КТ829 с изменением полярности питания. Подойдет и другой транзистор с током коллектора 7 А и более, напряжением коллектор-эмиттер 150 В и более, с большим коэффициентом усиления (составной транзистор).
Изготовление трансформатора
Трансформатор намотан на отрезке ферритового стержня от радиоприемника.- Коллекторная обмотка — 20 витков провода 1 мм.
- Базовая обмотка — 5 витков с поводком 0,5-1 мм.
- Обмотка ВН — 500 витков с поводом 0,14-0,25 мм.
Собираем схему. Если все в порядке, все должно запуститься без проблем. Так как рабочая частота генератора превышает звуковую частоту, вы не услышите писк во время работы, поэтому не прикасайтесь руками к выходу трансформатора.
Запустите генератор с напряжением 12 вольт и при необходимости увеличьте.
Дуга зажигается с расстояния 1 см, что указывает на напряжение 30 кВ. Высокая частота предотвращает обрыв горящей дуги, в результате чего дуга горит очень стабильно. При использовании медного электрода в тесном контакте с другим электродом образуется плазменная среда (медная плазма), что приводит к повышению температуры дуговой сварки-резки.
Испытания сварочного аппарата методом резки и сварки
Режем дугу бритвенным лезвием.Сплавляем медные провода толщиной до 1 мм.
В качестве электрода использовалась толстая медная проволока. Его зажимают в деревянной спичке, так как сухая древесина также является хорошим изолятором.
Если вам нравится этот маленький сварочный аппарат, вы можете сделать его больше и мощнее. Но будьте предельно осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да еще и на полевых транзисторах, как здесь — . В этом случае мощность будет приличной.
Также не смотрите невооруженным глазом на яркие разряды дуги, пользуйтесь специальными очками.
Посмотрите видео изготовления сварочного аппарата на блок-генераторе
По словам специалистов, сделать сварочный аппарат своими руками несложно.
Однако, чтобы его изготовить, нужно иметь четкое представление, для чего, для каких работ он будет использоваться.
Самодельное устройство комплектуется и собирается из доступных узлов и деталей. Как вариант для мастеров можно рассмотреть и плазменный механизм.
Практика показывает, что при точном подборе комплектующих устройство будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют микроволновый трансформатор.
Прибор должен работать от бытовой сети переменного тока 220 В.
Если в качестве рабочего напряжения выбрать 380 В, то схема и конструкция устройства заметно усложнятся.
Структурная схема сварочного аппарата
Для производства сварочных работ применяют аппараты, работающие на переменном и постоянном токе.
В схему любого аппарата входят трансформатор (можно использовать трансформатор от микроволновой печи), выпрямитель, дроссель, держатель, электрод. Именно в такой последовательности электрический ток протекает по замкнутой цепи.
Цепь замыкается, когда между электродом и соединяемыми металлическими деталями возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить стабильное горение этой дуги.
А для установки необходимого режима горения используется регулятор тока.
Машины постоянного тока применяются для сварки деталей из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамического покрытия.
Электрододержатель подключается к выпрямителю через дроссель. Это сделано для того, чтобы сгладить пульсации напряжения.
Катушка индуктивности представляет собой катушку из медных проводов, намотанную на любой сердечник.Выпрямитель, в свою очередь, подключен к вторичной обмотке трансформатора.
Трансформатор подключается к бытовой электросети. Последовательность подключения проста и понятна.
Преобразование переменного напряжения осуществляется с помощью понижающего трансформатора.
По закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а ток увеличивается с 4 ампер до 40 и более.
Приблизительно это значение требуется для сварки.В принципе, это устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов прикрепите к нему электрододержатель. Но использовать держатель в практических целях невозможно, так как других необходимых элементов схема не содержит.
И самое главное — в нем нет регулятора величины тока. А также выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже б/у.
Многие мастера используют трансформатор от отслужившей свой век микроволновой печи. Из-за своих габаритов и веса микроимпульсный элемент всегда занимает много места в конструкции.
Если рассматривать сварочный агрегат в целом, то можно выделить три основных блока, которые в него входят:
- силовой агрегат;
- блок выпрямительный;
- инверторный блок.
Самодельный инверторный аппарат можно скомпоновать так, чтобы он имел минимальные габариты и вес.
Такие устройства, предназначенные для использования в домашнем хозяйстве, сейчас продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь следует отметить компактность устройства, простоту использования, надежность.
Беспокоит только одна составляющая в параметрах этого устройства — его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, на практике, всегда можно найти среди электрических машин и устройств, оказавшихся в кладовых. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательного змеевика, который используется в бытовых электроплитах. Дроссель — из куска медной проволоки.
Радиолюбители придумали простейший способ импульсной сварки по схеме. Используется для крепления проводов к металлической доске.
Никаких сложных креплений — только дроссель и пара проводов.Регулятор тока тоже не нужен. Вместо этого в цепь включена плавкая вставка.
Один электрод подключается к плате через дроссель.
В качестве второго используется зажим типа «крокодил». Вилка с проводами включена в розетку бытовой сети.
Зажим с проволокой остро прикладывается к плате в том месте, где ее нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители в электрощите.
Этого не происходит, потому что плавкая вставка перегорает быстрее. А проволока остается надежно приваренной к плате.
Товарная упаковка
Самоделка предназначена для выполнения небольших работ по дому.
Все элементы, электронные устройства, провода и металлоконструкции должны быть собраны в определенном месте. Где будет собираться изделие.
Дроссель можно использовать из арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения, нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его необходимо изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого стартера и несколько метров медных проводов сечением 0,9 кв.
Блок питания
Основным элементом блока питания инвертора является трансформатор.
Можно переделать из лабораторного автотрансформатора или использовать для переделки уже отслужившего свой срок трансформатора для микроволновки.
Очень важно не повредить первичную обмотку при извлечении трансформатора из микроволновой печи.
Вторичная обмотка удалена и переделана. Количество витков и диаметр медных проводов рассчитывают в зависимости от заранее выбранной мощности сварочного аппарата.
Метод точечной сварки хорошо реализуется аппаратом, выполненным на СВЧ трансформаторе.
Выпрямитель используется для преобразования переменного напряжения в постоянное.Основными элементами этого устройства являются диоды.
Включается в определенные цепи, чаще всего перемычки. На вход такой схемы подается переменный ток, а с выходных зажимов снимается постоянный.
Диоды подбираются такой мощности, чтобы выдерживать изначально указанные нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке монтажной платы желательно предусмотреть место для дросселя, который предназначен для сглаживания импульсов.Выпрямитель собран на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий от выпрямителя, в переменный ток, имеющий высокую частоту колебаний.
Преобразование выполняется с помощью электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток до 150 ампер и напряжение 40 вольт .
Данные параметры тока позволяют сваривать металлические детали из различных сплавов.
Электронный регулятор позволяет выбрать режим, соответствующий той или иной операции.
Практика показывает, что самодельный сварочный аппарат по своим характеристикам не уступает заводским изделиям.
Некоторое время назад в торговой сети появились сварочные мини инверторы. Производственным компаниям потребовались годы, чтобы добиться такой миниатюризации.
В то время как народные умельцы уже давно умеют делать аппарат плазменной сварки своими руками.
К этому шагу подтолкнули местные условия — теснота в цеху и значительный вес заводских инверторов. Плазменный станок – отличный выход из этой ситуации.
А то, что вместо медных проводов вторичная обмотка трансформатора сделана из медного листа, тоже давно известно.
Последовательность сборки сварочного аппарата
При размещении элементов на металлической или текстолитовой основе необходимо соблюдать определенный порядок.Выпрямитель должен располагаться рядом с трансформатором.
Катушка индуктивности находится на той же плате, что и выпрямитель. Регулятор тока должен находиться на панели управления. Корпус аппарата может быть изготовлен из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже компьютерного системного блока. Очень важно не «лепить» элементы как можно ближе друг к другу.
В стенах обязательно делать отверстия для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно нагревается при работе. Так же, как выпрямитель.
10,8 В точечные сварочные аппараты Сварка DIY самодельный небольшой аккумулятор точечный сварочный аппарат ручки сварочное оборудование машина для 18650 аккумуляторная коробка в сборе
Описание продукта
Особенности: В процессе сборки аккумуляторной батареи 18650 аппарат для точечной сварки является незаменимым важным инструментом, но обычный аппарат для точечной сварки на рынке громоздкий и имеет относительно большой вес.
Обычный аппарат для точечной сварки обычно имеет трансформаторную конструкцию и выделяет большое количество тепла.
Регулируемый ток неточен, в результате чего пайка становится черной или слабой.
Этот продукт представляет собой компактную плату управления машиной для точечной сварки. Он питается от 3 серий железно-литиевых аккумуляторов.
Можно носить с собой. Его не нужно подключать к розетке.
Емкость аккумулятора 10000 мАч. В настоящее время продукт поддерживает прямую точечную сварку никелевой ленты ниже 0.25 мм, а адгезия сильная, что достаточно для непромышленных покупателей.
Используется для точечной сварки в сборе аккумулятора 18650, 26650, 32650 в сборе аккумулятора и т. д. удобнее в использовании.
Спецификация:
Вес: 1086 г
Размер: 80 x 54 x 141 мм
Напряжение: 10,8 В
Ток: 150А Меры предосторожности:
1.Продукт не может изменить напряжение питания и мощность в частном порядке.
2. Категорически запрещается подключать провода в частном порядке.
3. Не используйте другие зарядные устройства для зарядки изделия.
Метод использования:
1. Поскольку батарея заряжена, мы поместим на батарею термоусадочную пленку для предотвращения короткого замыкания.
2. После получения удалите первый слой термоусадочной пленки, стараясь не закоротить электрод.
3. Вставьте отверстие платы в винт батареи и затяните гайку.
4. Одновременно коснитесь двумя электродами никелевой полоски и поверхности батареи.
5. Нажмите переключатель для непосредственного разряда сварки.
Вопросы, требующие внимания:
1. Не удерживайте переключатель в течение длительного времени.
2. При точечной сварке сильно нажимайте, чтобы предотвратить плохой контакт.
3. Почувствуйте себя заряженным, когда разрядка недостаточна, используйте наше специальное зарядное устройство на 10,8 В. Не замыкайте аккумулятор накоротко, вы можете использовать изоленту.
В пакет включено:
1 x
Аппарат для точечной сварки 10,8 В1 x Зарядное устройство
Подробные изображения:
Подробнее Фото:
Дополнительная информация
При заказе на Alexnld.com вы получите электронное письмо с подтверждением. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа.Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная авиапочта и Ускоренная доставка. Сроки доставки:
.| Авиапочта и зарегистрированная авиапочта | Район | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ. Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Отказ от ответственности: это отзывы пользователей.Результаты могут варьироваться от человека к человеку.Как собрать сварочный аппарат 220. Делаем сварочный аппарат сами. Инверторный сварочный аппарат своими руками
Перед изготовлением сварочного аппарата необходимо иметь представление о том, что такое трансформатор понижающего типа. Сделать его могут люди, имеющие минимальные познания в электротехнике. Особенно актуально изготовление подобных изделий было в те времена, когда такого рода техника не имела серийного выпуска и была недоступна для широкого круга покупателей.А необходимость использования и сварки металлоконструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом соединения металлических деталей.
Виды сварки и типы сварочных машин
Сварка бывает нескольких видов, различают плазменную, электрослаковую, дуговую, лазерную, радиационную, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты.Чтобы получить устройство постоянного тока, нужно немного изменить и переделать устройство, настроенное на переменный ток. Но преимущество все же остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Простая и надежная конструкция трансформаторного аппарата. Сделать сам сварочный аппарат переменного тока на базе трансформаторов.Электрическая дуга этого устройства осуществляется током высокого напряжения, а само устройство должно иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки без перегрева. Производителю удобнее модель, сердечник которой имеет форму буквы «П», так как он легко разбирается и легче наматывается обмотка (рис. 1). Но если такой тип сердечника не представляется возможным, то допустимо использовать сердечник тороидального типа с круглым сечением, который можно найти в электродвигателе, в латуре или статоре.Формула расчета для него будет аналогичной, но имеет несколько отличий.
Трансформатор внешне представляет собой намотанную на сердечник катушку из медного провода с эмалью. Количество витков редко превышает 2, обмотки на них тоже 2 — первичная и вторичная. Обмотки содержат разное количество витков. Первичка подключается к электросети и возникает индукция, которая отдает на второй слой обмотки ток меньшего напряжения, но большего ампера. На качество тока будет влиять малая сила тока, слишком большая будет резать свариваемый металл и обжигать электроды.
Как сделать трансформаторный сварочный аппарат: Материалы и инструменты
Рисунок 1. Намотка на сердечнике в форме «П».
- железо трансформаторное; медный провод
- ; обмотка
- ; ядро
- ;
- термобум;
- картон технический;
- стекловолокно;
- лак электротехнический;
- вентилятор.
Железо для сварочного аппарата должно иметь высокую степень магнитной проницаемости.Идеальная толщина обмотки 0,3 мм, используется медная жесть шириной 40 мм. Термобумага нужна для заворачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если использовать для обмотки обычный провод, может случиться так, что поверхность проводника будет сильно перегружена. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат этого типа справлялся с электродами диаметром 3-4 мм, его сердечник должен иметь сечение от 22 до 55 см².Большой объем не даст большей мощности, но устройство будет намного тяжелее. Поперечная площадь сердечника вычисляется по формуле S = a * b. Для первичной обмотки провод в изоляции из стеклотекстолита или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит длительную работу прибора без перегрева, в крайнем случае можно использовать резиновую изоляцию.
Теплоизоляционный слой при наличии стеклоткани или х/б ткани можно изготовить самостоятельно.Для этого ткань требуется нарезать на неходовые полоски по 2 см и обмотать провод, а затем сделать пропитку обмотки электролаком.
Соответствующие катушки обмотки
Чтобы правильно намотать катушки, сначала нужно сделать каркас, который следует ослабить на сердечнике сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После намотки первого ряда необходимо проложить слой изоляции.Материалами могут служить стеклохолст, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, аналогично изготавливается вторая катушка.
Особого внимания требует первичная обмотка, так как она является наиболее сложной для перемотки, а между тем в процессе сварки температура часто достигает 100°С и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывал витки, второй тянул провод.
Безопасность и осмотр устройства
Перед работой необходимо проверить устройство, напряжение на котором должно быть от 60 до 65 В.Для большой мощности потребуются дополнительные слои обмотки, их берут, как правило, на промышленных моделях. Напряжение УКБ в процессе не должно быть выше 18-24 В, это зависит от диаметра электрода. Придется наращивать обмотку и в том случае, если магнитная проницаемость трансформаторного железа изначально была рассчитана неправильно. При работе необходимы справки по пожарной безопасности, так как искры от сварки могут долго гореть и, попадая на некоторые предметы, тем самым поджечь их.
Сварочный аппарат предназначен для выполнения относительно небольшого объема работ. И поэтому после использования 10-15 электродов диаметром 3 мм он должен остыть. Если используются электроды диаметром 4 мм, время работы необходимо сократить еще больше. Наиболее сильный нагрев устройства происходит при использовании режима резки. После завершения устройство требуется отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные компоненты, собрать его не составит труда.Для работы такого типа нужны знания электроники и немалый опыт. Многие бывшие в употреблении радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод; тринисторы
- ; диоды
- ;
- оплата;
- вентилятор; Диодный мост
- .
Для правильной работы инвертора ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм будет обеспечить качественную работу.Сварочное напряжение должно включаться и выключаться удобно расположенной кнопкой. Тонкие листы деталей позволят варить обратную полярность.
Расположение всех элементов схемы наиболее удобное для печатной платы. Используемые в схеме тринисторы и диисторы не должны перегреваться, для этого перед их установкой монтируется теплоотвод, а они в свою очередь сами. Плата должна быть изготовлена из стеклопластика толщиной не менее 1,5 мм. Вентилятор необходим для лучшего охлаждения всей схемы, он монтируется непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформатором.
Шов при этом получается намного лучше. Этот аппарат имеет возможность сваривать черные и цветные металлы и заготовки из тонких листов.
В быту, особенно в сельском хозяйстве и дачном хозяйстве, есть вид работ на мини-ферме, без которых просто невозможно обойтись. Это соединение или резка любого железа, цветных металлов и алюминия (в среде защитного газа) с помощью электродуговой сварки.Нанимать мастеров на них дороже.
Какой нужен сварочный аппарат
Плавки без сварки не соберет ни механическое приспособление, ни мини-транспорт для облегчения работы в поле, саду, огороде, транспорта очень много.
Понятно, что сварщиком нельзя быть в одночасье, нужно учиться или хотя бы практикующих профессионалов. И, конечно же, соберите сами или приобретите торговый прибор для электроаргана.
А наши советы помогут им сориентироваться в ассортименте и моделях.Так как этот рынок наполнен и надежным в работе, но дорогим, и дешевым, но бесполезным из-за некачественной или примитивной сварки.
Типы электродуговых аппаратов
Такие бытовые приборы имеют такие типы:
- текущие разновидности;
- трехфазный 380 В.; Инвертор
- .
Наиболее подходящие устройства для домашней сборки Людям с небольшими навыками работы с электродами на основе токов — постоянного и переменного.
Хотя у первого тока есть несколько вариаций, и в них новичок может запутаться. Мы советуем их для обученного электричества.
А потом рассмотрим, как сделать сварочный аппарат своими руками быстро и качественно.
Трансформеры. Эти устройства снижают напряжение и увеличивают ток, образуя электрическую дугу. Например, вместо 220 вольт получается 17-45, но с током до шестисот ампер (для отечественной сварки нужно не более 160 ампер, оптимально — две с половиной сотни).
Регулировка тока выполняется ступенчато. Можно сделать для этого простое дополнение из высоковольтных триодов и диодов с регулируемым сопротивлением. Или подключить несколько витков толстого металла (меди) для уменьшения тока. Схема сварочного аппарата представлена на сайте, обе можно рассмотреть на видео.
Кроме того, они выполняют и вторую функцию — формируют постоянный ток с помощью встроенных выпрямителей также для сварочных работ.
Наибольшее количество самоделок создано на основе преобразования тока и напряжения в ту или иную сторону.Их свойств достаточно для несложного электричества в быту.
Выпрямитель. Это тоже сварочный агрегат, но для качественной работы и с самыми разными металлами. В быту не производится. А приобрести такой аппарат, кстати, недешево, он только для длительных сварочных процессов и для создания особо прочных швов.
Например, при крупных дорожно-транспортных происшествиях со значительным повреждением кузова автомобиля. Учитывая тонкий металл, чтобы не перегревался и делал необходимые соединения, не уступающие заводским.
Инверторы (от англ. — преобразователи). Сначала о классификации токов: есть постоянные (DC) и переменные (AC).
Этими переходами одного в другое интересовались ученые из Эдиссона и по крайней мере знаменитый Никола Тесла. Так возник инверторный сварочный аппарат.
Текущая трансформация в нем многократна. Амплитудный ток превращается в постоянный, а с помощью сварочного трансформатора снова либо в постоянный, либо в переменный.
Оба, в зависимости от того, какая схема настроена, затем превращаются в электрический аргеум с постепенным изменением его параметров в нужных диапазонах.
В домашних условиях его создать сложно, а в продаже — он массовый, несмотря на значительную дороговизну.
Что «варить»?
Сила тока зависит от инструмента, который будет производить сварку — электрода.
Его толщина привязана к толщине свариваемых деталей: если они равны пяти — шести миллиметрам, электрод не должен быть тоньше четырех.Это максимум самоделки.
Можно уменьшить потребление электроэнергии, если уварить размеры более тонких жил (до полутора см). В этом случае ток снизится в пять раз.
Установка сварного блока в виде трансформатора
Для этого потребуются:
- комплект пластин для магнитопровода — на базарах от сгоревших обмоток, купить дешево или на разборке; Большой провод
- на обоих типах обмоток.
Основой для них служат стальные пластины не тоньше трети миллиметра. Собирают их в прямоугольник с большим внутренним пространством, где первичная и вторичная обмотки должны располагаться с двух вертикальных сторон.
Количество витков зависит от площади стального каркаса, его легко вычислить с помощью линейки и арифметических действий. И сумму разделить пополам.
Толщина проволоки рассчитывается по такой схеме: киловатты сварщика делятся на две тысячи и умножаются на один тринадцать сотен.
Как собирается конструкция сварочного аппарата. Сначала наматывается первичная обмотка, начинаем слой на слой, изолируем всю обмотку, выводим на контактную пластину четырьмя креплениями: начало и конец обмотки на подключение 220 В., еще два отвода от 165 и 190 В. повороты. Шины — текущие вариаторы.
Вторичная обмотка устроена так: из 70 витков 40-41 накрывается сверху первичной, остальные витки уходят на другую сторону.
Его концы также выведите на Гетинакс (текстолит) — отсюда Плюс и Минус оставят один на рычаге сварки, второй на привариваемом изделии. Устройство готово к работе. Сделайте фото самодельного сварочного аппарата.
При длительной эксплуатации возможен ремонт сварочного аппарата: крепление затяжек пластин (вибро), контактных пластин.
Фото советы как сделать сварочный аппарат своими руками
В настоящее время существует несколько модификаций различных сварочных аппаратов.Сварочные трансформаторы своими руками можно сделать довольно легко при определенных навыках.
Наибольшей популярностью пользуются трансформаторные сварочные, предназначенные для контактной и дуговой сварки металлоконструкций. Популярность данного типа сварочных трансформаторов обусловлена несколькими причинами:
- простотой и надежностью устройства;
- наличие широкого спектра использования данного вида оборудования;
- высокая мобильность.
Помимо указанных достоинств использование данного типа устройств имеет ряд недостатков, основными среди которых считаются следующие:
- низкий КПД трансформаторного аппарата;
- высокая зависимость качества шва от наличия у сварщика навыков работы.
Для установки можно сделать трансформатор своими руками. Устройство представляет собой агрегат, увеличивающий ток при одновременном снижении его напряжения.
Технология изготовления трансформатора для сварочного аппарата
Разработано множество схем сварочных трансформаторов. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитопровода. При наличии П-образного магнитопровода обмоточный провод первичной и вторичной обмоток просто напросто.П-образные устройства легко разбираются при необходимости ремонта. Для создания сварочного аппарата необходимо знать принцип работы сварочного трансформатора.
Для эксплуатации аппарата в бытовых нуждах требуется надевать на сердечник такие катушки, которые позволяли бы сваривать металлические заготовки электродами диаметром 3-4 мм. При создании агрегата необходим сварочный трансформатор. При изготовлении агрегата для сварочного аппарата нужно набрать магнитопровод.При сборке сердечника следует помнить, что сечение должно быть не менее 25-35 см². Расчет сварочного трансформатора, в частности необходимой площади сечения, производят по формуле S = A*B, см².
После расчета и изготовления сердечника провод отбирается для изготовления обмоток. При выборе электропровода особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего использовать специальный обмоточный термостойкий провод из меди, покрытой х/б или стекловолоконным изоляционным материалом.Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии проводов необходимого сечения и отсутствии необходимого изоляционного материала можно изготовить своими руками. Для этого из х/б материала или стеклоткани готовят несколько узких полосок. Ширина полосы должна быть 2 см. После изготовления полос изоляционного материала их наматывают на медную проволоку. Жилой провод пропитан электротехническим лаком.
Чтобы сварочный аппарат производил качественную сварку металлических заготовок, необходимо обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть 60-65 В. При проведении сварки напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться в категорию
Особенности расчета параметров трансформатора для сварочного аппарата
Изготовление самодельного сварочного трансформатора требуется начинать с расчета всех технических параметров.
При подготовке к изготовлению трансформатора нужно рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочного агрегата. Основные параметры, требующие расчетов, следующие:
- площадь поперечного сечения сердечника;
- сечение провода первичной обмотки;
- площадь поперечного сечения провода вторичной обмотки.
При проведении расчетов требуется учитывать максимальную мощность, которой будет обладать сварочный агрегат. Например, при потребляемой мощности 5 кВт площадь поперечного сечения первичной обмотки должна быть около 5 мм². При изготовлении обмотки оптимальным вариантом будет, если площадь сечения будет 6-7 мм². При заданных параметрах потребляемой мощности первичной обмотки и поперечного сечения вторичная обмотка должна иметь сечение 30 мм² (без учета изоляционного материала).
Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение ниже, чем в бытовой сети. Чтобы снизить напряжение до соответствующего значения, для этого требуется рассчитать количество витков на 1 вольт напряжения. Используется формула n = 48/SM, где SM — площадь поперечного сечения жилы, выраженная в квадратных сантиметрах.
При хорошей, качественной магнитной линии электропередачи N = 0.9-1. Исходя из этого, определяется общее число витков катушки в соответствии с формулой W1 = U1/N, поэтому при оптимальных показателях магнитопровода получается около 200-300 витков в зависимости от поперечного сечения магнитный трубопровод. В зависимости от количества витков подбирается длина медного провода. Аналогично рассчитываются показатели вторичной обмотки.
В любой мастерской по металлообработке очень удобно работать, если есть сварочный аппарат.С его помощью можно смело соединять металлические детали Или конструировать, вырезать отверстия или даже потом вырезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное хорошо разобраться, а умение делать красивый и надежный шов приходит с опытом.
Переменный выходной ток
Дома, на даче чаще всего встречаются такие устройства. Множество фото сварочного оборудования свидетельствует о том, что оно сделано своими руками.
Важнейшими составляющими для такого аппарата являются провод для двух обмоток и сердечник для них. По сути, это трансформатор для снижения напряжения.
Размеры провода
Устройство будет достаточно хорошо работать при напряжении на выходе 60 вольт и токе до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть 1.6 раз.
Изоляция проводов Необходимо использовать тканевую, так как провода в процессе работы сильно нагреваются и пластик просто плавится.
Укладывать первичную обмотку нужно очень аккуратно и аккуратно, так как она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если под рукой нет нужной длины, отрезки необходимо закрепить и спаять.
Вторичная обмотка
Для вторичной обмотки можно взять медь, а можно алюминий.Провод может быть как одножильным, так и состоящим из нескольких жил. Сечение составляет от 10 до 24 квадратных миллиметров.
Катушку очень удобно наматывать отдельно от сердечника, например, на деревянную заготовку, а потом на готовую, надежно изолированную обмотку забивать пластины из трансформаторной стали.
Прочная проволока
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ.На расстоянии 30 метров (более или менее, в зависимости от расчетов) надежно закреплены два крючка. Между ними натягивается нужное количество тонкой проволоки, из которой будет вытягиваться многожильный провод. Затем один конец снимается с крючка и вставляется в электродрель.
На малых витках пучок проводов равномерно закручен, его общая длина немного уменьшится. Накройте провода (отдельно каждую жилу), чтобы наполнить и тщательно отсосать. Затем изолируйте весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Их набирают из плит толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, а площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайки все туго затягиваются.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы из обмотки на 165 и 190 витков.
Все контакты закреплены на пластине из изоляционного материала и подписаны. Схема такая: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Можно собрать еще один сварочный аппарат — это инвертор.Он имеет ряд положительных отличий от трансформера. Самое первое, что бросается в глаза, это его небольшой вес. Всего несколько килограммов. Вы можете работать, не снимая устройство с плеча. Затем работает постоянный ток, он позволяет создать более аккуратный шов, а дуга не так прыгает. Легче работать начинающим сварщикам.
Детали для сборки такого устройства продаются в магазинах и на рынке. Нужно только знать маркировку.Особого внимания требует качество транзисторов, так как они находятся в наиболее напряжённой области конструктивной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список трансформаторов различных конструкций, инверторов, сварочных полуавтоматов и автоматов. Такие устройства позволяют работать с чугуном и сталью, алюминием и медью, нержавеющей сталью и тонколистовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил техники безопасности на всех этапах создания и эксплуатации таких устройств.
Фото Сварочный аппарат дома
19Сварочный аппарат – довольно популярное устройство как среди профессионалов, так и среди домашних мастеров.А вот для бытового использования нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Этот предмет можно вынуть из старой, ненужной бытовой техники и сделать из него самодельный сварочный аппарат.Но в большинстве случаев трансформатор требует небольшой доработки. Существует несколько способов изготовления сварочного аппарата, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку легко найти друзьям, знакомым, соседям и т.д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Seconder Имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, требуется его снять и заменить проводник большего сечения. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилу первичной обмотки.
Когда катушка спинная, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно облегчится, если просверлить обмотку для снятия металлического напряжения.
Проделайте те же операции с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте убрать токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички необходимо будет приобрести 11-12 метров проволоки. Он должен быть скрученным и иметь сечения не менее 6 квадратов.
Для изготовления сварочного аппарата, на каждый трансформатор необходимо будет намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно сплести оба трансформатора одним проводом или по отдельности. Во втором случае катушку надо соединить последовательно.
Намотку делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому отрезку деревянной доски.
Если измерять напряжение на вторичке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочник легко варится металлом толщиной 2 мм электродами с диаметр 2.5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно греются. В среднем после каждого использованного электрода машина должна остыть в течение 20-30 минут.
Тонкий металлический блок, сделанный из микроволновки, не подойдет, так как порежет его. Для регулировки тока на сварку можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Переменный ток
Это наиболее распространенный тип сварочных аппаратов для металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но основным недостатком аппарата является большой вес понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока в 120-160 А. так для Разрешения К которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2 .Но идеальный вариант – проводник сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки устройству будут не страшны. Отсюда следует, что обновителю нужен провод диаметром 3 мм. Если взять алюминиевую жилу, расчетное сечение умножается на коэффициент 1,6. Для обновленного Потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы жила обмотки была покрыта тряпичной изоляцией, так как традиционная оболочка из ПВХ при нагревании плавится, что может вызвать закрытие между касаниями.
Если не нашли провод нужного сечения, то его можно сделать самому Из нескольких более тонких проводников. Но при этом значительно увеличится толщина проволоки и, соответственно, габариты агрегата.
Первым делом, изготовлена основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, необходимо хорошо от них изолировать.Перед сборкой сердечника рассчитывают его размеры, то есть размер «окон» и площадь поперечного сечения сердечника, так называемого «сердечника». Для расчета площади используется формула: S см 2 = a x B (см. рис. ниже).
Но из практики известно, что если сделать сердечник площадью менее 30 см 2 , то таким устройством будет сложно получить качественный шов из-за отсутствия источника питания. Да и греться он будет очень быстро.Поэтому сечение сердечника должно быть не менее 50 см 2 . Несмотря на то, что масса заполнителя увеличится, он станет надежнее.
Для сборки сердечника лучше использовать М-образные пластины И размещать их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Пластины в конце сборки нужно омеднить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что на той стороне, где размещается первичка, должно быть меньшее количество повторений. В связи с этим при сварочной сварке обмотка, имеющая большее количество витков, будет частично отключаться из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. Эта электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам х5 и х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера нельзя. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так вот, если делать инвертор своими руками, то его можно легко разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей предпочтительно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже представлена принципиальная электрическая схема Сварочный инвертор (в большом разрешении) в котором может быть выполнено устройство размещенное в корпусе БП.
На следующих фото показано из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварщик из электродвигателя
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо выбрать сам двигатель, отвечающий определенным требованиям, а именно чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, так как он будет иметь большое магнитное окно трубопровода.
Достать нужный статор можно в местах приема металлолома. Как правило, он зачищается от проводов и после пары ударов кувалдой раскалывается. Но если корпус из алюминия, то для снятия магнитопровода необходимо будет присоединить статор .
Подготовка к работе
Поставить статор отверстием вверх-вниз под деталь из кирпичей. Далее складываем внутрь дрова и сжигаем их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их также можно удалить из паза после термической обработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дать ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжки не произошло упаковки.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку , наложенную на нее.Если не снимать стяжки, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его с нагревом.
После очистки магнитопровода от ненужных деталей необходимо будет изготовить двухторцевую накладку (см. рис. ниже).
Материалом для их изготовления может служить либо картон, либо прессованная плита. Из этих материалов также нужно сделать два рукава. Одна будет внутренней, а вторая наружной.Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- вся эта конструкция обтянута проходной или стеклянной скамьей;
- Полученную деталь обмазать лаком и просушить.
Изготовление трансформатора
После описанных выше действий из магнитопровода можно изготовить сварочный трансформатор. Для этих целей необходим провод, покрытый тканевой или стеклоэмальовой изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2.5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак расчеты производятся следующим образом.
- На сердечнике провести 20 витков провода диаметром не менее 1,5 мм, после чего подать на него напряжение 12 В.
- Измерить ток, протекающий в этой обмотке . Значение должно быть около 2 А. Если получилось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо для 1 вольтажа.
Для первичной обмотки Подходит проводник диаметром 2,36 мм, который необходимо загнуть. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но прежде нужно рассчитать сечение проводников в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем — вторичную.Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на месте получения 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы проложили обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 медные шины (40 х 5 мм).В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного корпуса Использование металла не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу должны быть проложены резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку».Работает он очень просто, и сделать его своими руками не составит особого труда.
Для самостоятельного изготовления аппарата точечной сварки потребуется один трансформатор СВЧ мощностью 700-800 Вт. С него необходимо снять вторичную обмотку способом, описанным выше в разделе, где производится изготовление рассматривался сварочный аппарат от микроволновки.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделать 2-3 витка внутри манитопроводного кабеля с диаметром жилы не менее 1 см.Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с током около 800 А. этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Далее по делаем корпус для аппарата .Для этого подойдет деревянная дощечка, из которой следует сделать несколько предметов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно удалить с помощью ручной фрезеровки с установленной на ней кромкообрезной фрезой.
- На одной части приварных клещей нужно вырезать небольшой клин .Благодаря ему клещи смогут подняться выше.
- Вырежьте на задней стенке корпуса отверстие для выключателя и сетевого провода.
- Когда все детали готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отключить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет лапки и медного стержня, а так же медных хомутов, то детали надо покупать.
- Медной проволокой отрежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора.Второй сетевой провод подключается к первому выводу коммутатора. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. А вот по этому проводу надо взять и установить в него микроволновку . Она будет выполнять роль кнопки сварки. Эти провода должны быть достаточной длины, чтобы хватило разместить прерыватель на конце клещей.
- Закрепите крышку устройства на стойках и задней стенке с помощью установленной ручки.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах по отверстию, в которое будут вкручиваться шурупы.
- Затем закрепите переключатель на конце.
- Вставьте плоскогубцы в корпус, предварительно положив между ними для совмещения квадратную планку. Просверлите клещи через боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить осями.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней находились напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, вверните 2 винта и закрепите на них резинки, как показано на следующих фото.
- Включите установку, подключите электроды и нажмите кнопку «Старт». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки узла можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата для точечной сварки можно считать законченным.
.