зачем нужен и как его собрать своими руками (инструкция и схема)
Последнее время сварка электрическим током стала крайне популярна в профессиональной сфере та и в домашних условиях, но все мы знаем с каким количеством проблем сталкиваются мастера.
Нынешний рыночный сегмент электротехники предлагает массу аппаратов для сварки с помощью электрической дуги, начиная с маленьких и не очень мощных сварочников для дома и выполнения не больших объёмов и задач, и аж до огромных промышленных машин с высокой производительностью, которые с магазинов на прямую направляться на огромные заводы.
Но такая проблема, как резкие, а главное неконтролируемые перепады напряжения, известна профессионалам и домашним мастерам.
На эти проблемы не может повлиять не сверх дорогая комплектация, не тип применения, это типичный бич сварщика, такие мелочи выводят из себя даже опытных мастеров, а новичок просто навсегда отвернет от работы со сваркой, которая не справляется со своими функций.
Такое явление влияет дугу и формирования шва становиться затруднительнее.
Но такая проблема в прошлом, потому что существует такая новация, как дроссель, он на много облегчает процесс варки, и главное, много в чем делает его безопаснее.
Его внедряют в цепь сварочного процесса, и сварка готова для комфортной эксплуатации. Новички конечно не осведомлены о ток, что такое дроссель и чем он полезен, как работает, как сделать его дома. Эта статья пролет свет на все ваши вопросы и даже больше.
Содержание статьиПоказать
- Общие ведомости
- Регулировка тока
- Использование дросселя
- Самодельный дроссель
- Итог
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
Конструкции дросселя-это сердцевина с двумя мотками с сечением, он рассчитанным на использование со значением постоянного тока.
Так что, к сожалению, дроссель, что подошёл бы для разных сварочных аппаратов нам не смастерить, жаль, но это факт. Небольшая деталь, очевидно, не потянет сильный сварочник.
Так что желательно знать наперед количество мотков, что нам пригодиться для работы с разными напряжениями.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
- Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
 То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
Самодельный дроссель
Так приступим же к сооружению дросселя на сварочный аппарат дома для этого нам понадобиться знать как намотать катушку. Что бы все сделать в лучшем виде, быстро и качественно мы должны хорошо ориентироваться в том, как дроссель работает.
Все необходимое про функции, устройство дросселя вы узнали их предыдущих разделов, конечно если вы были внимательны.
Также мы написали для вас небольшую инструкцию, используя которую вам точно удастся соорудить прекрасный аппарат. Начнем же нашу не сложную роботу, над очень полезным устройством:
- В первую очередь подыщем старенький трансформатор, он послужит нам прекрасной базой. Специалисты в этом деле советуют использовать части от телевизоров «ТСА 270-1», он должен стать нашим сердечником. Такие мелочи всегда не сложно найти на стихийных рынках, или вам повезло и у вашей бабушки завалялся телевизор нужной модели, ну а если нет, то интернет уж точно вам не откажет в изобилии барахла.
- Далее мы должны добыть из трансформатора необходимые детали, для этого мы должны избавиться от креплений, зачастую они сверху и конечно достать нашу катушку.
- Далее вы должны сформировать прокладки для индукционного прохода, что приклеить к ранее добытому элементу.
- Теперь нас ждет сложный и кропотливый этап, но большой мерой от него зависит результат всей нашей роботы, мы должны намотать провод. Нам понадобиться провод предпочтительно из алюминия с сечением не меньше 36 миллиметров. Далее накладываем 25-26 витков с каждого бока. Если вы нашли все рекомендуемые нами детали, то все должно выходить очень четко, аккуратно. Также очень важна изоляция между витками, вы можете сделать ее бумагой, и конечно залакировать изолирующими смазками.
- Накручивайте шнур в один бок на обеих катушках, иначе это грозит тем, что в конце шнуры будут смотреть в разные стороны, не появиться перемычек между отводами, что соединяют катушки, а вход и выход будут расположены не правильно.
- Но если уже так случилось, что вы намотали так что провода смотрят в разные стороны не проблема-нам нужно приладить диагональную перемычку между верхними и нижними отводами. В вот вторая пара послужит входом и выходом.
- Советует встроить дроссель в сварку после диодов.

 В вот вторая пара послужит входом и выходом.
В вот вторая пара послужит входом и выходом.Но если даже после всех наших манипуляции напряжение скачет, то нужно просто убрать пару витков с катушки.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Всем мира и новых вершин!
Дроссель для сварки
Главная » Статьи » Дроссель для сварки
Для чего нужен дроссель сварочному аппарату
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
 Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI.
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Поделись с друзьями
3
0
1
1
svarkalegko.com
Изготовление дросселя для сварочного аппарата своими руками
- 14 декабря
- 252 просмотров
- 35 рейтинг
Оглавление: [скрыть]
- Преимущества дросселя для сварочного аппарата
- Материалы для самостоятельной сборки дросселя
- Намотка и установка дросселя
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 — первичная обмотка, 2 — сердечник, 3 — вторичная обмотка, 4 — обмотка дросселя, 5 — неподвижная часть сердечника дросселя, 6 — подвижная часть сердечника дросселя, 7 — винтовая пара, Др — регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Вернуться к оглавлению
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Вернуться к оглавлению
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного — достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.

Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
expertsvarki.ru
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
 Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.


Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Как сделать дроссель для сварочного аппарата своими руками?
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки — это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства
Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока.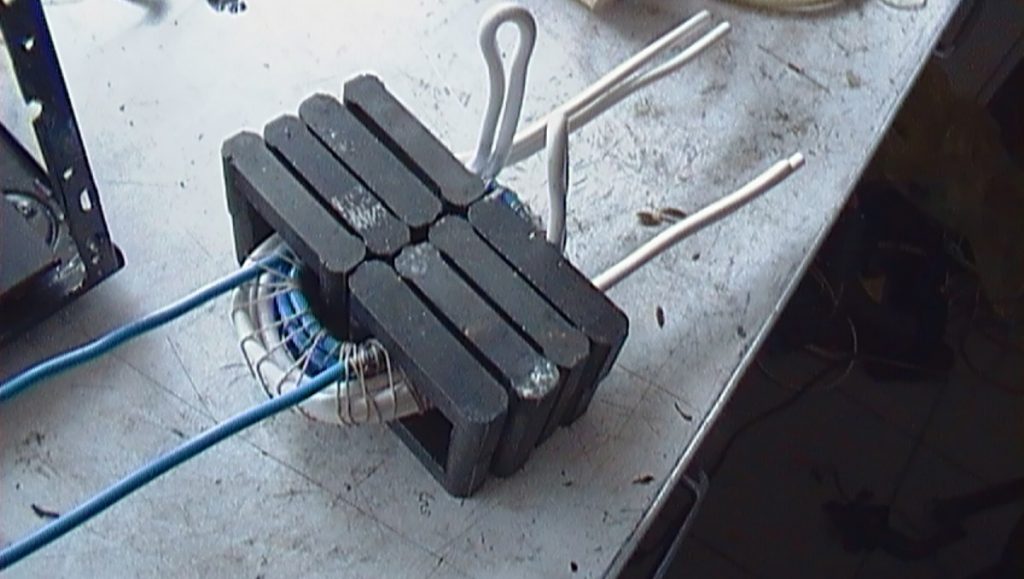 В таком случае будет можно применять практически все возможные электроды.
В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки
Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
 Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно.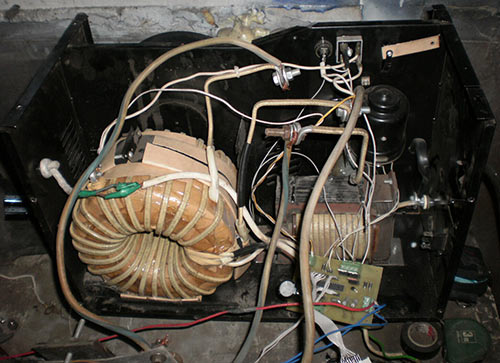 Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
Оцените статью:
3 голосов, в среднем: 4,67 из 5 Загрузка…
masterinstrumenta.ru
Сварочный дроссель для сварки. — alioil.ru
Приобретение сварочного аппарата на базе трансформатора или инверторного сварочного аппарата всегда сопряжено с проблемой выбора, качество или цена.
Качественные сварочные аппараты стоят дорого и предпочтение отдается недорогим сварочникам.
Приобретая недорогой сварочный инвертор, мы получаем некоторое снижение качества сварки, сложность с розжига электрода, жесткость сварочного процесса.
Проведя небольшую доработку можно изменить сварочные характеристики аппарата без его разборки и изменения конструкции установив сварочный дроссель.
Для чего нужен сварочный дроссель.
Основное назначение сварочного дросселя, стабилизация тока.
В сварочном аппарате переменного тока поджиг сварочной дуги происходит при напряжении, которое должно соответствовать синусоиде электрического тока, а сварочный дроссель включенный последовательно в цепь сварки, позволяет сместить фазы между напряжением и током, что влияет на легкость розжига сварочной дуги обеспечивает ее ровное горение. В конечном результате получается более ровный, качественный сварной шов.
Применение дросселя в сварочных аппаратах
Сварочный дроссель подходит для применения в сварочных аппаратах любого типа с использованием переменного тока, трансформаторных, инверторных и полуавтоматических сварочниках.
При использовании сварочного дросселя в полуавтоматах для сварки происходит уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью сварочного дросселяДостоинства сварочного дросселя несомненны и практика его применения это подтверждает полностью. Есть три режима сварки, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход.
Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка.
Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
Короткое замыкание.
КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуцируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя.
Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку.
Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать сварочный дроссель своими руками
Для намотки катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
Варианты изготовления дросселя для сварочного аппарата своими руками
Большинство мастеров, занимающихся частным ремонтом техники, рано или поздно начинают задумываться над тем, как собрать сварочный аппарат своими руками. В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов. Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель.
В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов. Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель.
При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели.
Преимущества, которые дает дроссель для сварочного аппарата
Сварочный дроссель является регулятором силы тока, применяемого для сварки. Непосредственной его задачей является компенсация недостающего сопротивления. Его можно подключить к вторичной обмотке трансформатора. Это позволяет сместить фазы между проходящим током и его напряжением, что облегчает зажигание электрической дуги в начале процесса. Она горит при этом намного более ровно, и это позволяет достичь достаточно высокого качества сварного шва. Без дросселя сила тока всегда будет максимальной, что может создать проблемы в процессе сварки.
Она горит при этом намного более ровно, и это позволяет достичь достаточно высокого качества сварного шва. Без дросселя сила тока всегда будет максимальной, что может создать проблемы в процессе сварки.
Схема сварочного полуавтомата.
Дроссель может входить в конструкцию как сварочного аппарата, который использует в процессе сварки электроды, так и в состав полуавтомата. Сварочный полуавтомат, имеющий его, куда меньше разбрызгивает металл при работе, сам процесс сварки проходит намного мягче, чем при его отсутствии, а сварной шов при этом проваривается на большую глубину. Так что преимущества использования такой детали не вызывают сомнений, и ее можно установить не только на самодельный сварочный аппарат, но и на аналогичный аппарат заводского изготовления. Особенно это касается недорогих моделей, склонных к неполадкам. Это немало облегчит работу на нем и повысит качество сварки.
Вернуться к оглавлению
Варианты использования подручных материалов
Чтобы изготовить сварочный дроссель самостоятельно, прежде всего необходимо найти подходящий материал. Для этого вполне подойдут многие электротехнические устройства, отработавшие свой срок службы и выброшенные за ненадобностью. Поскольку он представляет собой просто сердечник с намотанным на него проводом, выбор здесь довольно широк. Вполне может подойти для этой цели трансформатор, когда-то входивший в конструкцию такого аппарата, как ламповый телевизор. Всю обмотку с него придется снять, а освободившийся сердечник использовать для намотки нового провода, длину и сечение которого необходимо рассчитать заранее.
Для этого вполне подойдут многие электротехнические устройства, отработавшие свой срок службы и выброшенные за ненадобностью. Поскольку он представляет собой просто сердечник с намотанным на него проводом, выбор здесь довольно широк. Вполне может подойти для этой цели трансформатор, когда-то входивший в конструкцию такого аппарата, как ламповый телевизор. Всю обмотку с него придется снять, а освободившийся сердечник использовать для намотки нового провода, длину и сечение которого необходимо рассчитать заранее.
Для создания дросселя применяются уже использованные электротехнические устройства.
Можно также, если представилась возможность, использовать дроссели, которые стояли на перегоревших лампах уличных фонарей. Старые обмотки при этом придется снять, поскольку они пришли в негодность, но оставить картонные прокладки, которые создавали зазор между основной частью сердечника и замыкающей. При намотке нового провода их нужно будет поставить на прежнее место. В целом же надо отметить, что для намотки дросселя можно использовать любой магнитопроводящий сердечник, имеющий сечение от 10 до 15 см. При этом необходимо сделать между его частями немагнитный промежуток, для чего вставить изолирующую прокладку толщиной от 0,5 до 1 мм.
При этом необходимо сделать между его частями немагнитный промежуток, для чего вставить изолирующую прокладку толщиной от 0,5 до 1 мм.
Вернуться к оглавлению
Технология изготовления и установка
Алюминиевый или медный провод участвует в создании дросселя.
Для намотки дросселя используется алюминиевый или медный провод. В первом случае его сечение должно составить 35-40 мм, во втором достаточно будет и 25 мм. Можно в качестве замены провода использовать и шину, в частности медную, 4 на 6 мм, или более толстую алюминиевую. При этом провод наматывается в количестве от 25 до 40 витков, а шину надо будет намотать в 3 слоя. Если в качестве сердечника выступает вышеупомянутая деталь от лампы уличного фонаря, то намотка производится только на одну из боковых сторон по всей длине до полного заполнения окна. При этом направление намотки менять нельзя. Каждый слой нужно изолировать от предыдущего путем прокладки хлопчатобумажной ткани, стеклоткани или специального изолирующего картона, которые еще желательно пропитывать бакелитовым лаком.
Если для аппарата предусматривается не плавная, а ступенчатая регулировка, то в магнитопроводящем сердечнике дросселя никакого воздушного промежутка не делается, а при намотке через равное количество витков нужно делать отводы. Контакты на них нужно ставить при этом достаточно сильные, поскольку на них будет ложиться большая нагрузка. В целом нужно признать, что установление дросселя положительно влияет на работу любого аппарата для сварки, будь то сварочный полуавтомат или примитивная самоделка. Для аппарата, работающего на переменном токе, его оптимально будет использовать вместе с выпрямителем тока, что позволит тому применять практически всю номенклатуру электродов, да и работать он будет куда мягче.
Можно также ставить дроссель на аппарат вместе с понижающим трансформатором. Он подсоединяется на вторичную цепь сварочного трансформатора. Это повторяет конструкцию фирменного японского полуавтомата, стоящего больших денег. В этом случае дроссель нужно очень точно рассчитать по формуле, которая опубликована в специальной литературе, и преимущество это даст немалое. Такой аппарат будет иметь трансформатор с хорошим рассеиванием, а характеристики его будут четкими.
Такой аппарат будет иметь трансформатор с хорошим рассеиванием, а характеристики его будут четкими.
Стоит сразу предупредить, что прежде, чем собрать сварочный аппарат, собранный своими силами, дроссель необходимо правильно настроить. Это можно сделать двумя основными способами: добавляя или отматывая количество витков провода, или меняя размеры воздушного промежутка в сердечнике.
После того как дроселя будут успешно настроены, самодельный аппарат вполне сможет работать не хуже, чем дорогой фирменный полуавтомат.
Он будет соответствовать именно тем требованиям, которые нужны владельцу.
мой опыт. Делаем сварочные аппараты своими руками
Содержание
- Что нужно знать для сборки самодельного сварочника?
- Как сделать своими руками сварочный агрегат?
- Изготовление сварочного аппарата
- Самая элементарная схема агрегата
- Комплектация агрегата для сварки
- Последовательная сборка всех деталей
- Особенности намотки обмоток.
- Настройка сварочного аппарата.
- Технологические рекомендации и меры безопасности.
- Сварочный выпрямитель — особенности работы и сборки
- Конструкция трансформатора и дросселей
- Тороидальный аппарат
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
- Вес и габариты сварочника

Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Самая элементарная схема агрегата
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а — сетевая обмотка; | б — силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А.
При сварке различными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4. .6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Конструкция трансформатора и дросселей
Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Тороидальный аппарат
Он гораздо легче обычного. Это удобно для переноски. Такие аппараты используются там, где важна способность к быстрой транспортировке.
Какой бы аппарат вы не выбрали, в любом случае, сделать его своими руками:
- Интересно;
- Практично;
- Экономично.
И, конечно, сделанный своими руками сварочный аппарат всегда приятно показать друзьям. Он станет предметом гордости и незаменимым помощником в домашнем хозяйстве.
Ремонт сварочного аппарата своими руками также достаточно увлекателен.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Вес и габариты сварочника
Мы выбрали тороидальную конструкцию, как наименее габаритную. Здесь простое стечение обстоятельств: в наличии уже был ленточный трансформатор тока от высоковольтного оборудования с дефектом изоляции. Он был забракован и списан.
Оттуда взяли ленту магнитопровода. Свернули ее плотнее, изолировали, намотали провода обмоток. Все это сделали на основе упрощенного расчета старым дедовским методом. Хотя сейчас есть много онлайн калькуляторов.
Для работы трансформатора важно сечение его сердечника. Мы его обеспечили, создав одновременно компактную конструкцию. Аппарат получился чуть выше табуретки, но вес под сорок килограмм (железо да медь тяжелые). Однако, сварщики люди не хилые…
Приварили снизу к корпусу две оси им же, поставили колесики. Получился мобильный вариант. Перемещается в одиночку без больших усилий.
Кстати, от регулирования тока индуктивным сопротивлением отказались. Она значительно утяжеляет конструкцию, да и хлопот много.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-apparat-svoimi-rukami
- https://rezhemmetall.ru/sborka-svarochnogo-apparata-postoyannogo-toka-svoimi-rukami.html
- https://www.elremont.ru/electrik/svarka.php
- https://OFaze.ru/svoimi-rukami/svarochnyj-apparat
- https://moyakovka.ru/instrumenty/samodelnye-svarochnye-apparaty-postoyannogo-toka.html
- https://svoimirykamiinfo.ru/svarochnyj-apparat-svoimi-rukami/
- http://met-all.org/oborudovanie/svarochnye/svarochnyj-invertor-svoimi-rukami-shema.html
- https://zen.yandex.ru/media/housediz/samodelnyi-svarochnyi-apparat-postoiannogo-toka-moi-opyt-5da1cd9a95aa9f00b1b0e574
[свернуть]
Для чего нужен дроссель в сварочном аппарате
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного – достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Другое преобразование постоянного тока
- Форум
- Сварочные веб-дисциплины
- Электрика
- Другое преобразование постоянного тока
04-04-2020 #1
Еще одно преобразование постоянного тока
Мой Lincoln 225AC, купленный в начале 90-х, наработал на нем около 10 часов, поэтому я считаю, что его модификация — это беспроигрышный вариант.
Я планирую установить выпрямитель на 300 а 1600 В на большой радиатор и убедиться, что воздушный поток достаточен путем модификации или добавления дополнительного вентилятора для начала.
У меня вопрос по дросселю/индуктору. Насколько я понимаю, дроссель имеет магнитный сердечник, а индуктор — это просто проволока вокруг и железный или стальной сердечник. Так ли это и как лучше всего это сделать? Использование старого микроволнового трансформатора кажется популярным методом, разве что из-за магнита, в противном случае я могу сделать немагнитную рамку. Также как насчет добавления конденсатора, какого номинала и т. д.
У меня нет осциллографа или других средств измерения эффектов этих модов, поэтому я исхожу из опыта других.
Я планирую сохранить стандартную функциональность переменного тока с добавлением постоянного тока с реверсивной полярностью. Это будет в основном для начала настройки TIG с нуля, просто для изучения, а пока это будет только для моих собственных проектов.
Спасибо за любой ваш вклад!
Миллерматик 211
Линкольн 225АСОтветить с цитатой
04-04-2020 #2
Re: Еще одно преобразование постоянного тока
следите за некоторыми из старых автономных выпрямителей и дросселей, которые были сделаны для этих преобразований. они то и дело появляются в продаже.
(также отдельные ВЧ блоки).
Я сомневаюсь, что трансформатор для микроволновой печи не выдержит таких усилителей.Ответить с цитатой
04-04-2020 #3
Re: Еще одно преобразование постоянного тока
Первоначально Послано tweake
следите за некоторыми из старых автономных выпрямителей и дросселей, которые были сделаны для этих преобразований.
Трансформатор зачищен и обмотан более толстой проволокой. они то и дело появляются в продаже.
(также отдельные ВЧ блоки).
Я сомневаюсь, что трансформатор для микроволновой печи не выдержит таких усилителей.Миллерматик 211
Линкольн 225ACОтветить с цитатой
04-04-2020 #4
Re: Еще одно преобразование постоянного тока
Возможно, вы захотите подружиться с местной свалкой металлолома и посмотреть, сможете ли вы получить сварочный аппарат, в котором могут быть диоды и индуктор.
Затем смонтируйте их в коробку с радиаторами и вентилятором. Почти любая катушка индуктивности на 200 или 300 ампер должна работать.
Или вы начинаете с намотки сварочного кабеля вокруг 2-дюймового куска круглого материала. Продолжайте добавлять витки, пока дуга сварки не станет такой, как вам нравится. Также проверьте рынок подержанных автомобилей, поищите старую модель переменного/постоянного тока 225. В ней найдутся нужные вам детали. Часто их выбрасывают только потому, что переключатель выходит из строя.Ответить с цитатой
05-04-2020 #5
Re: Еще одно преобразование постоянного тока
Первоначально Послано Donny1
Мой вопрос по дросселю/индуктору.
У меня нет опыта переоборудования сварочных аппаратов переменного тока на постоянный ток, поэтому я позволю другим решить эту проблему. Я могу, однако, помочь вам с вашим основным вопросом. Дроссель — это индуктор. Это катушка провода, соединенная последовательно с некоторой нагрузкой, которая действует как фильтр нижних частот. У него может быть сердечник, а может и не быть, но если он есть, то это будет магнитный материал, такой как железо или феррит. Добавление сердечника увеличивает индуктивность. Насколько я понимаю, дроссель имеет магнитный сердечник, а индуктор — это просто проволока вокруг и железный или стальной сердечник. Так ли это и как лучше всего это сделать?Тим
Ответить с цитатой
05-04-2020 #6
Re: Еще одно преобразование постоянного тока
Первоначально Послано timrb
Дроссель — это индуктор.
В случае сварочного аппарата дроссель/индуктор не используется в качестве фильтра нижних частот. это устройство накопления энергии, очень похожее на конденсатор, за исключением того, что когда катушка индуктивности разряжается, оно поддерживает постоянный ток, а напряжение меняется. Когда конденсатор разряжается, он поддерживает постоянное напряжение при уменьшении тока. Сварочные аппараты постоянного тока имеют большую индуктивность и очень малую емкость. Обратное верно для машины постоянного напряжения. Это катушка провода, соединенная последовательно с некоторой нагрузкой, которая действует как фильтр нижних частот. У него может быть сердечник, а может и не быть, но если он есть, то это будет магнитный материал, такой как железо или феррит. Добавление сердечника увеличивает индуктивность. TimНо я все еще не вижу смысла переводить сварочный аппарат с резьбовым соединением на постоянный ток для сварки TIG. Я действительно думаю, что вам лучше использовать машину с полностью регулируемой силой тока, если вы хотите научиться сварке TIG.
Особенно, когда есть инверторы постоянного тока за гроши. Я имею в виду, что вы можете купить дешевый сварочный аппарат постоянного тока на Amazon менее чем за 100 долларов. Тогда вы бы были выключены и работали с нуля, чтобы начать TIGМультиматик Миллер 255
Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
05-04-2020 #7
Re: Еще одно преобразование постоянного тока
Первоначально Послано Louie1961
В случае сварщика дроссель/индуктор не используется в качестве фильтра нижних частот.
это устройство накопления энергии, очень похожее на конденсатор, за исключением того, что когда катушка индуктивности разряжается, оно поддерживает постоянный ток, а напряжение меняется. Когда конденсатор разряжается, он поддерживает постоянное напряжение при уменьшении тока. Сварочные аппараты постоянного тока имеют большую индуктивность и очень малую емкость. Обратное верно для машины постоянного напряжения.Но я все еще не вижу смысла переводить сварочный аппарат с резьбовым соединением на постоянный ток для сварки TIG. Я действительно думаю, что вам лучше использовать машину с полностью регулируемой силой тока, если вы хотите научиться сварке TIG. Особенно, когда есть инверторы постоянного тока за гроши. Я имею в виду, что вы можете купить дешевый сварочный аппарат постоянного тока на Amazon менее чем за 100 долларов. Тогда вы бы начали работать с нуля TIG
Да, я действительно склоняюсь к чему-то вроде этого:0017 У него даже есть плазменный резак, TIG-горелка и т. д., но я не уверен в качестве, хотя на этот есть 3-летняя гарантия. Просто попал и промахнулся с китайскими вещами. Думаю, может быть, я выставлю свою на продажу, как я уже сказал, я купил ее в начале 90-х, и она выглядит как новая. Сейчас они продаются более чем в два раза дороже, чем я заплатил, и, вероятно, они лучше сделаны, так что это может быть желательно.Миллерматик 211
Линкольн 225АСОтветить с цитатой
05-04-2020 #8
Re: Еще одно преобразование постоянного тока
избегайте комбинации плазменного резака и сварочного аппарата, как чумы.
Они, как известно, выпускают магию дыма рано и часто. Есть что-то в напряжениях, используемых для плазменной резки, которые не согласуются со схемой сварки.Мультиматик Миллер 255
Ответить с цитатой
05-04-2020 #9
Re: Еще одно преобразование постоянного тока
Первоначально Послано Louie1961
В случае сварщика дроссель/индуктор не используется в качестве фильтра нижних частот. это устройство накопления энергии, очень похожее на конденсатор, за исключением того, что когда катушка индуктивности разряжается, оно поддерживает постоянный ток, а напряжение меняется.
Я знаю, это фильтр нижних частот. Он сглаживает пульсации, выходящие из выпрямителя, и помогает поддерживать постоянный ток. Если бы его не было, ток шел бы вверх и вниз вслед за выпрямленным переменным током.Тим
Ответить с цитатой
14-04-2020 #10
Re: Еще одно преобразование постоянного тока
Почему? Много маленьких инверторов постоянного тока за небольшие деньги и было бы лучше.
Ответить с цитатой
15-04-2020 #11
Re: Еще одно преобразование постоянного тока
Эй, Донни,
Это может помочь. Вот мое преобразование переменного тока в постоянный. Включает в себя анализ схемы, конструкцию дросселя и подавителя MOV. Несколькими фотографиями ниже — хлебница. Вы можете легко изготовить свой собственный дроссель.
https://weldingweb.
com/vbb/showthrea…ghlight=BuzzerЯ многому научился, работая над этим проектом. Конечно, твердотельный инвертор был бы хорош, но самодельный, который хорошо работает, очень удовлетворителен. Я укажу, что мое преобразование постоянного тока запускается без проблем. Я обычно запускаю маленький жук на 150 А.
С уважением.
Последний раз редактировалось Continuum; 15.04.2020 в 04:06.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Выпрямление постоянного тока: конденсаторные батареи и катушки индуктивности
Bluewelders — отличная информация. Мне всегда было интересно, как применить эти формулы к реальности!Следуя этому, вот мое мнение…
Все дело в постоянной времени T. T — это время, необходимое для зарядки конденсатора или катушки индуктивности через резистор до 63 процентов от напряжения полного заряда; или разрядить его до 37 процентов от первоначального напряжения.
Теперь поправьте меня, если я ошибаюсь…
Если сварочный аппарат с 60-тактным питанием переменного тока имеет напряжение дуги 25 вольт постоянного тока, выходное напряжение двухполупериодного выпрямителя достигает максимума 35 вольт и падает до 0 вольт 120 раз в секунду. В то время как среднее выходное напряжение составляет 25 вольт, это довольно неравномерное напряжение и ток для сварки!Давайте посмотрим на RC-цепь конденсатора
В емкостно-резистивной цепи (RC), состоящей из одного резистора и конденсатора, постоянная времени T (в секундах) равна T = R x C , где R — сопротивление (в омах), а C — емкость (в фарадах). ).
например При фиксированном сопротивлении время зарядки/разрядки конденсатора пропорционально размеру конденсатора.
Большой конденсатор сглаживает пульсации напряжения — предотвращение падения напряжения до нуля.Аналогия: представьте водяной насос старого типа, оснащенный ведрами для забора воды.
Закон Ома: напряжение В = ток I x сопротивление R
Давайте рассмотрим сварочный аппарат с выходной мощностью, скажем, 130 ампер при 25 дуговых вольтах. например Типичный выход сварочного аппарата DC MIG или DC Stick Welder.
Сопротивление R = V/I = 25 вольт / 130 ампер = 0,1923 Ом
Постоянная времени T = 1/f, когда f — частота; f = 120 Гц для двухполупериодного переменного тока с частотой 60 циклов. T = 1/120 Гц = 0,00833 секунды
Из T = RC мы имеем, C = T/R = 0,00833/0,1923 = 0,0433 фарад или 43 300 микрофарад.Однако в сварочных аппаратах после выпрямления диодами конденсатор один почти никогда не используется. Почему? Первоначальное зажигание дуги стержнем представляет собой кратковременное короткое замыкание. MIG часто выполняется в «режиме короткого замыкания» с повторяющимися короткими замыканиями, за которыми следует дуга. Сопротивление при этих коротких замыканиях очень низкое. Если в цепи имеется полностью заряженный конденсатор, начальный разряд дуги приведет к протеканию огромного тока из конденсатора и отрыву конца от электрода… что сделает запуск дуги настоящим испытанием! Аналогичные проблемы возникают и с MIG… так как вы постоянно гасите дугу в режиме короткого замыкания!
«Моя цель — красивая линия на осциллоскопе.» Может быть, нет…
Я сварил с большими батареями постоянного тока; у них было ровное линейное напряжение на осциллографе — но сварено как хрень. Мне пришлось добавить большую катушку индуктивности последовательно с этими батареями постоянного напряжения, чтобы получить приличную дугу.
ПРИМЕЧАНИЕ. Все сварочные аппараты постоянного тока с трансформатором (стержневые, MIG и TIG) используют индуктор (катушка, дроссель) в качестве стабилизатора дуги.Давайте посмотрим на индуктор RL Цепь
В цепи сопротивление-индуктор (RL), состоящей из одного резистора и катушки индуктивности, постоянная времени T (в секундах) равна T = L/R, где R — сопротивление (в омах), а L — индуктивность (в генри).
например При фиксированном сопротивлении время зарядки/разрядки индуктора пропорционально размеру индуктора.
Большой индуктор сглаживает пульсации тока , предотвращая большие импульсы тока.Аналогия: представьте, что предыдущий «насос» подает воду импульсами. Индуктор действует как воздушный шар, вставленный в трубу непосредственно перед выходом. Воздушный шар, получая импульсы воды, будет расширяться с каждым импульсом и соприкасаться между импульсами. Воздушный шар сглаживает импульсы. Результатом является более постоянный поток воды на выходе из трубы.
Давайте рассмотрим тот же сварочный аппарат, что и раньше, с выходной мощностью, скажем, 130 ампер при 25 дуговых вольтах.
Как и раньше, сопротивление R = 0,1923 Ом и постоянная времени T = 0,00833 секунды
Из T = L/R имеем L = T x R = 0,00833 x 0,1923 = 0,0016 генри или 1,6 миллигенри.В трансформаторных сварочных аппаратах постоянного тока после выпрямления диодами почти всегда используется индуктор. Это обеспечивает постоянный выходной ток. Почему? Индуктор — упрямое животное; он противостоит любому изменению текущего потока. Внезапная потребность в большом токе (например, зажигание дуги короткого замыкания) и дроссель падает на выходном напряжении, пытаясь поддерживать тот же ток, что и раньше. Внезапное падение тока (например, мгновенная длинная дуга) и индуктор повышает выходное напряжение, пытаясь поддерживать тот же ток, что и раньше.
На выходе сварочного аппарата не используется конденсатор.В трансформаторных сварочных аппаратах постоянного тока MIG после выпрямления диодами почти всегда используется индуктор.
Я так понимаю…
Рик В.
1 Airco Heliwelder 3A/DDR
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Oxy-Acet
Сварочный аппарат для перенастройки переменного тока на полноволновой постоянный ток
06-06-2006 #1
Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Преобразование Stick Welder с переменного тока на Full Wave DC
У меня есть дешевый (77 канадских долларов, «специальный» от Princess Auto) 117-вольтовый импортный сварочный аппарат переменного тока.
Все в порядке, я хочу преобразовать его в полноволновой постоянный ток. Почему? Я видел парня за работой, сваривающего массивным сварочным аппаратом Lincoln новой модели, используя DC + на стержне 7018 3/32 дюйма. Чтобы показать мне, где я мог ошибиться в своей технике, он сварил при 85 амперах, а затем снизил до 65 ампер в том же диапазоне силы тока, что и моя машина. По сравнению с моим сварщиком:
а) — Он легко зажег дугу (не то, что у меня были проблемы с запуском нового удилища),
б) — Сварочная дуга была ровной (у меня всегда злобно звучит и мечется то тут, то там),
в) — Сварка легла прекрасно (мои сварные швы любят спускаться комками), а
d) — Тонкий слой шлака просто отслоился, когда он слегка ударил его отбойным молотком (мне нужно отбить куски молотком, а затем хорошо проволочной щеткой.Вау, я сказал, что это замечательно, так что на АС?
Итак, он переключился на переменный ток, и знаете что?
а) — У него были проблемы с зажиганием дуги — липкие проблемы с запуском нового стержня,
б) — Сварочная дуга была шероховатой, сердито звучала и металась,
c) — Сварной шов получился более комковатым, и
г) — этот тонкий слой шлака; ему пришлось отбивать куски молотком, а затем проволочной щеткой сварной шов.Вывод: DC лучше, чем AC!
Извлеченный урок: я хочу преобразовать переменный ток в постоянный.Как сделать это дешево?
Мой маленький сварочный аппарат на 117 вольт работает от входного тока 30-40 ампер (да, это много). Я поворачиваю ручку, чтобы отрегулировать сварочный ток/напряжение; внутри сварочного аппарата это вставляет одну часть трансформатора, состоящего из двух частей, в другую часть или из нее. Я измерил мощность, используя дугу с двойным углеродом, чтобы имитировать сварку стержнем. Сварочный аппарат выдает переменный сварочный ток переменного тока от примерно 40 ампер (примерно при 22 вольтах) до 85 ампер (при 42 вольтах). Напряжение холостого хода 62 вольта.Чтобы преобразовать переменный ток в двухполупериодный постоянный, мне нужно сделать двухполупериодный мостовой выпрямитель — дешево. (Нам всем нравится эта концепция.)
Вариант 1: Используйте 4 диода большой силы тока и соберите выпрямительный мост.
Лучшая покупка, которую я смог найти, была на MOTOROLA MR1265FL RECTIFIER с номиналом 300 PIV 650 amp; он выглядит как двухдюймовая белая керамическая шайба диаметром 2 дюйма на плоской металлической опорной пластине размером 3 x 3 дюйма.
Лучшая цена (новая) составила 17,50 долларов США от Fair Radio из Лимы, штат Огайо, на веб-сайте http://www.fairradio.com/rectif.htm
. Давайте посмотрим: 17,50 x 4 = ~ 72 доллара плюс доставка. Скажем, 100 канадских долларов.
Что я могу получить?
300 PIV (пиковые инверсные вольты) с легкостью справятся с 62 вольтами холостого хода моего слабого сварщика.
Номинал 650 ампер выдержит даже мой выходной ток короткого замыкания, скажем, абсолютный максимум 150 ампер.
Две неприятности:
— Подключение к этим массивным диодным штырям и диодным пластинам будет непростым.
— Сложный монтаж: каждая электропроводящая пластина должна быть на радиаторе, но каждый набор из двух диодов должен быть отдельным радиатором, причем два радиатора должны быть изолированы друг от друга. А еще эти штуки большие, в мой сварочный аппарат не влезут; Мне нужно было бы построить отдельную коробку для размещения диодов. Это означает дополнительные внешние кабели с разъемами (стоимостью $) для перехода от сварочного аппарата к диодной коробке.Вариант 2: Используйте параллельно несколько мостовых выпрямителей меньшей силы тока, чтобы получить необходимый ток.
Лучшие покупки, которые я смог найти, были:
International Rectifier GBPC3510, 35 А при 1000 PIV по 2,62 канадских доллара за штуку или
Другой производитель MB3510, 35 ампер при 1000 PIV по 2,86 канадских доллара каждый. (Цены от e-sonic в Торонто, Канада)
Поднять мощность даже на 5 ампер, например до 40 ампер, слишком дорого. Снижение цены с 35 ампер до 25 составило 10 центов. Снижение PIV с 1000 до 400 сэкономит около 20 центов. Итак, давайте придерживаться мостов, рассчитанных на 35 ампер и 1000 PIV.Я не уверен, что диоды работают параллельно, поэтому я хочу немного больше емкости, чем 150 ампер в варианте 1; давайте около 200 ампер. При 35 амперах на мост это означает 6 параллельных мостов для 6 x 35 = 210 ампер. Это будет стоить мне 6 x 2,62 = 15,72 канадских доллара плюс доставка, скажем, 20 долларов дешево!
Аккуратно с мостами, при повышении температуры; в спецификациях указано, что их текущая пропускная способность снижается.
Таким образом, если один мост нагревается из-за того, что пропускает больший ток, чем его параллельные соседи, более горячий мост автоматически пропускает меньший ток. Прохладный!Подключение будет простым, так как я могу использовать несколько коротких отрезков провода №10 и разъемы типа «мама» — усиленные версии стандартных автомобильных разъемов. Я думаю, что я также могу установить все 6 мостов на медную шину прямо перед задним вентилятором — внутри моего сварочного аппарата. Приходится снимать крышку, чтобы поменять полярность. Если я хочу внешне изменить полярность, мне нужно будет установить соединители сварочного кабеля вне сварочного аппарата — это будет стоить более 20 долларов мостовых выпрямителей.
Итак, вот где я думаю в данный момент.
В этом супе есть мухи?
Комментарии? Предложения?Рик В.
Ответить с цитатой
06-06-2006 #2
Вам понадобится больше, чем просто установка выпрямителя.
Вам понадобится дроссель, чтобы сгладить ток, или он все равно будет падать до нуля при 120 Гц (или вы используете систему 50 Гц? В этом случае он все равно будет падать до нуля при 100 Гц). Вместо этого только с выпрямителями синусоидальной волны, вы получите горбы от нуля до максимума, но всегда положительные. Емкостный/индуктивный дроссель сгладит это и сделает сварку намного приятнее. В интернете есть планы и запчасти для поиска. Другие здесь могут знать больше. У меня всегда была машина постоянного тока. У моего отца была самодельная машина переменного тока с мостовым выпрямлением, когда я был ребенком, но я мало что помню, кроме нее, за исключением того, что это был Хобарт размером с холодильник.Ответить с цитатой
30.08.2006 #3
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Обновленная информация о параллельных диодах.
..Я заглянул внутрь своего сварочного аппарата с подачей проволоки MIG/Flux Core от Canadian Tire — на самом деле это Campbell Hausfeld WG206000AV, вход 115 В, выход 70 А постоянного тока.
Эй, он использует мост из 8 диодов — как обычный мостовой выпрямитель с 4 диодами, но с двумя параллельными диодами вместо каждого диода в обычном мосту.
ВАЖНЫЙ МОМЕНТ: В коммерческом сварочном оборудовании используются диоды, включенные параллельно — в этом случае это выглядит как два параллельных диода на 35 А для достижения выходной мощности 70 А.Некоторые наблюдения:
1 — Все диоды кнопочного типа с цельными металлическими корпусами (баночками), каждый размером с десятицентовую монету. Банка зубчатая и просто вдавливается в отверстие в радиаторе.2 — Есть два типа диодов, 4 с металлическими корпусами +ve (черные эпоксидные центры) и 4 с металлическими корпусами -ve (красные эпоксидные центры).
3 — Имеются два плоских алюминиевых радиатора — один с отверстиями для 4 диодов с банками +ve и другой радиатор с отверстиями для 4 диодов с банками -ve.
4 — Каждый набор из 2 параллельных диодов установлен на расстоянии дюйма друг от друга на одном и том же радиаторе.
5 — К диодным парам не подключены силовые резисторы для выравнивания тока; диоды просто подключены параллельно — точка.
Таким образом, можно использовать параллельные диоды, как это делают поставщики сварки.
Рик В.
Ответить с цитатой
31.08.2006 #4
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Да, но производитель, вероятно, сортирует свои диоды по прямому падению напряжения и собирает их согласованными парами.
Чем больше сварочных аппаратов вы продаете и чем больше диодов вы сортируете, тем ближе вы можете позволить себе соответствие падению прямого напряжения. Поскольку у нас, как у домашних пивоваров, обычно нет доступа ни к большим партиям диодов, ни к оборудованию для согласования прямого падения при высоком токе, я бы не рекомендовал использовать пары диодов для достижения желаемого тока в качестве практического подхода в домашних условиях. В конце концов, сколько усилий по согласованию диодов стоит скромного ценового преимущества? Однако это того стоит, если вы продаете тысячи единиц.Некоторые сильноточные диоды на самом деле имеют две или более согласованных диодных таблетки внутри корпуса, о чем мы не знаем, пока не изучим спецификацию производителя. Но в этом случае производитель очень точно подогнал диодные чипы, вероятно, на высокой скорости, используя автоматизированное оборудование на сборочной линии. Кроме того, несколько диодных гранул по своей природе очень близки по температуре из-за близости внутри упаковки.
Изучили ли вы различные излишки корпусов для сильноточных диодов на шпильках? Опять же, для домашних пивоваров, я думаю, что диоды с креплением на шпильках ГОРАЗДО легче правильно установить, чем диоды с шайбой, если только вы не используете монтажное оборудование производителя для предварительной загрузки гранул внутри шайбы с надлежащей силой зажима. Правильное усилие зажима и монтажные поверхности, отвечающие характеристикам плоскостности и гладкости, указанным производителем диода, жизненно важны для правильной обработки тока диодом. Шарик на самом деле не закреплен внутри хоккейной шайбы, и внешнее прижимное усилие — единственное, что создает надлежащий контакт между шариком и опорными поверхностями шайбы. Недостаточное усилие, и вы рискуете потерять текущую мощность. Слишком большое усилие, и вы рискуете сломать гранулу.
Кажется, я недавно наткнулся на несколько сильноточных диодов, устанавливаемых на шпильки, которые предлагались излишками домов. Меня это не интересовало, потому что за годы я собрал несколько сильноточных диодов на шпильках для своего собственного выпрямителя сварочного тока (как только доберусь до него).
Попробуйте Industrial Liquidators на бульваре Хоторн в районе Лос-Анджелеса или Triangle Machinery в районе Сан-Хосе (извините, у меня нет под рукой их веб-адресов, но их несложно найти). Причина, по которой я предлагаю это, заключается в том, что это единственные места с избыточной электроникой, в которых я недавно был, где я мог видеть сильноточные диоды с шпильками. Преимущество получения диодов с достаточной пропускной способностью по току в одном корпусе заключается в том, что при построении моста не требуется никакого согласования.Я согласен с MAC702 в том, что катушка стабилизатора в сварочном контуре постоянного тока рекомендуется для сглаживания дуги.
Получайте удовольствие и дайте нам знать, как это работает.
хорошо
Последний раз редактировалось awright; 31 августа 2006 г., 02:32.
Ответить с цитатой
31.
08.2006
#5Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Первоначально написал Рик В.
Обновленная информация о диодах, включенных параллельно…
Я не хочу отговаривать вас от вашего проекта выпрямителя, Рик, но этот инвертор Harbour Freight 80ADC продается за 119,99 долларов. В долгосрочной перспективе может быть проще купить полную коробку, но я знаю, каково это, когда я чувствую запах проекта. Тем не мение . . .У меня есть один, и он работает очень хорошо.
Он сделан в Китае, но на других рынках это бренд GYS. Он имеет кабельные разъемы Dinse и рабочий зажим из литой бронзы. Довольно красиво по любым меркам. Он вполне доволен 3/32-дюймовым 7018 DC+. Он использует цепь на 20 А и хорошо работает с 50-футовым удлинителем 12AWG.Вы можете запараллелить несколько устройств и сделать лото-усилители. 160А за 240 долларов. То же самое относится и к продукту HF 130A DC 220VAC TIG/Stick. Просто подключите потенциометры на передней панели, и вы получите 260 А по цене менее 400 долларов по распродаже. Я имею в виду, поскольку вы разбираетесь в электричестве.
— Джим
Ответить с цитатой
09-01-2006 #6
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
хорошо — спасибо за инсайдерскую информацию о диодах — очень хорошо информирован.
MotoFab — легкий (инверторный) аргумент с мощным выходом!
Удивительно… идея параллельного подключения двух недорогих инверторных сварочных аппаратов открывает совершенно новые возможности для создания постоянного тока почти без пульсаций — с очень высокой эффективностью!Пара упомянутых вами 130A DC 220VAC TIG/Stick может служить «ИСТОЧНИКОМ ПИТАНИЯ» — чистый постоянный ток без пульсаций не только для Stick и TIG, но и для горелки MIG. Мы говорим о полностью регулируемом выходном сигнале от 0 до 260 ампер, что стоит более 2000 долларов в любой машине MIG, которую я видел.
При такой цене мы, возможно, слышим первый звон похоронного звона для обычных 60-тактных сварочных аппаратов с трансформатором/выпрямителем/дросселем.
Отличные ребята… спасибо
Рик ВиОтветить с цитатой
09-02-2006 #7
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Первоначально Послано Rick V
awright — спасибо за инсайдерскую информацию о диодах — очень хорошо осведомлены.
MotoFab — вы делаете легкий (инверторный) аргумент с сильным выходом!
Удивительно… идея параллельного подключения двух недорогих инверторных сварочных аппаратов открывает совершенно новые возможности для создания постоянного тока почти без пульсаций — с очень высокой эффективностью!Пара упомянутых вами 130A DC 220VAC TIG/Stick может служить «ИСТОЧНИКОМ ПИТАНИЯ» — чистый постоянный ток без пульсаций не только для Stick и TIG, но и для MIG горелки.
Отличные ребята… спасибо
Еще бы. Вот что-то Рик. Вы можете знать или не знать, но я просто выкладываю это.С определенной точки зрения часть «постоянного напряжения» источника CV типичного источника питания на основе трансформатора MIG на самом деле не существует.
CV — это больше «артефакт», чем какое-либо реальное электронное оборудование. Как это работает, в качестве побочного продукта движения провода приводной двигатель постоянного тока регулирует напряжение. Провода двигателя подключаются между проводами горелки и рабочим зажимом и питаются непосредственно от выхода сварочного аппарата.
Конечно, есть регулятор напряжения, позволяющий добавлять или вычитать «смещение» скорости двигателя. Но двигатель приводится в действие напряжением в дуговом промежутке. И вот еще что, у него «замкнутый» контроль, которого тоже толком нет.
Я имею в виду, что на самом деле нет «замкнутой цепи управления». «Управляющее напряжение и напряжение обратной связи» — это физическое явление дуги.
* * * * *
Источник постоянного напряжения с обратной связью работает следующим образом. . . Если дуга становится длиннее, напряжение увеличивается, двигатель ускоряется и сокращает дугу. Если дуга становится короче, напряжение уменьшается, двигатель замедляется и дуга удлиняется.
Визуализируйте это. Самые опытные сварщики стержневой сварки имеют регулятор постоянного напряжения, встроенный в их кисть и предплечье. Используя свою руку, они контролируют напряжение дуги посредством контроля длины дуги. У самых опытных сварщиков электродов длина дуги строго контролируется, как и при сварке MIG.
* * * * *
Таким образом, трансформатор MIG на самом деле является источником постоянного тока. Ток нерегулируемый, но постоянный ток. Вроде как батарея представляет собой нерегулируемый источник постоянного напряжения.
Все сварочные принадлежности рассчитаны на постоянный ток. Многократные отводы трансформатора MIG, переключаемые на передней панели, функционально идентичны трансформаторному питанию Stick с выбираемой силой тока.
Также функционально идентичны «бесступенчато регулируемые» трансформаторы Stick и трансформаторы MIG с «диммером лампы», установленным на линии ввода к первичной обмотке трансформатора.
* * * * *
Что ж, если источник питания для сварки MIG — постоянный ток, как и для сварки TIG и Stick, что превращает MIG в источник постоянного напряжения? Приводной двигатель работает от напряжения дуги.
Если подумать, то легко представить себе добавление механизма подачи проволоки к трансформаторной или инверторной сварке TIG или Stick.
Вам просто нужно правильно разделить напряжение дуги, чтобы установить желаемую длину дуги.* * * * *
Знаешь что, Рик, раз ты такой трудолюбивый, ты мог бы попробовать сделать аппарат MIG на переменном токе. Дуга будет переменным током. Но маломощный мостовой выпрямитель и конденсатор, подключенные между выходными проводами, обеспечивают достаточное количество ампер постоянного тока для привода двигателя. Или, что еще проще, «универсальный» щеточный двигатель будет работать от переменного или постоянного тока. Может быть, он есть в вашей машине.
— Джим
Ответить с цитатой
03.09.2006 #8
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Ого, Хосс! Помедленнее немного!
Motofab, я думаю, вы запутаете многих ребят своим «разъяснением» источников постоянного напряжения/постоянного тока.
Хотя я могу согласиться с некоторыми вашими анализами механизма обратной связи в расходных материалах для сварки MIG, которые используют напряжение дуги для управления скоростью подачи проволоки, не забывайте, что многие аппараты MIG не используют напряжение дуги для управления скоростью подачи проволоки — они используют постоянная, выбираемая вручную скорость подачи проволоки, а длина дуги настраивается так, чтобы потреблять проволоку с той скоростью, с которой она подается в дугу (в пределах возможностей аппарата).Наверняка существуют совершенно разные типы источников питания для сварки, хотя они, как правило, не являются полностью одним или другим, потому что ток от источников питания CC несколько меняется в зависимости от условий во внешней сварочной цепи, а напряжение от источника CV несколько меняется с режимами сварочной цепи. Отклонения от «идеальных» характеристик CC или CV возникают как из-за преднамеренной конструкции, направленной на создание желаемого ощущения и реакции на манипуляции сварщика с горелкой / электродом, так и из-за стоимости, сложности или невозможности достижения чистой формы любой конструкции.
Трансформаторная версия этих двух типов машин, как правило, сконструирована совершенно по-разному, хотя снаружи это может быть незаметно. Машина CV трансформаторного типа обычно имеет трансформатор обычного типа с магнитным потоком, всегда достаточно сильно связанным с обеими обмотками (первичной и вторичной). Это означает, что вторичное напряжение старается оставаться постоянным, а вторичный ток увеличивается в ответ на снижение импеданса нагрузки. Может быть встроен некоторый наклон или самоограничение выходного тока, чтобы избежать разрушительно высоких вторичных токов в случае короткого замыкания между электродом и изделием. Также обычно имеется индуктор в цепи переменного тока перед любым выпрямителем и/или сглаживающая катушка в контуре горелки после выпрямителя. Они добавляют желаемые характеристики, такие как устойчивость и плавность наклона или дуги.
И наоборот, источник питания CC трансформаторного типа часто имеет трансформатор, обеспечивающий большой регулируемый поток рассеяния.
То есть не весь магнитный поток, индуцируемый в магнитопроводе первичной обмоткой, передается вторичной обмотке, а несвязанная часть регулируется вручную или автоматически для получения желаемого выходного тока. Эта регулировка может быть достигнута путем физического разнесения первичной и вторичной обмоток, что уменьшит магнитную связь между ними, или путем вставки магнитного шунта в сердечник трансформатора между двумя обмотками. Этот шунт действует как переменное магнитное короткое замыкание, в результате чего часть или большая часть магнитного потока отклоняется вокруг вторичной обмотки, тем самым ограничивая выходной ток. Некоторые машины используют насыщаемый магнитный шунт с электронным управлением для автоматического выполнения той же функции.Взгляните на вольт-амперные кривые на стр. 11 руководства по эксплуатации аппарата MIG постоянного напряжения MillerMatic 251 и на стр. 11 руководства по эксплуатации аппарата постоянного тока Miller Econotig (случайные примеры, на которые я недавно ссылался).
Кривые CV для econotig почти вертикальны (почти постоянный ток) в большей части рабочего диапазона, а кривые CV для MillerMatic почти горизонтальны (постоянное напряжение) в большей части рабочего диапазона. Это характеристики, встроенные в машины, которые определяют тип машины. Это соответствует моему определению «… настоящего электронного оборудования…» 9.0018Motofab, я думаю, что смутно понимаю, к чему вы клоните в своих комментариях о машинах постоянного напряжения и постоянного тока, но я боюсь, что то, как вы это излагаете, не поможет понять процесс многим новичкам-сварщикам.
Я нашел обсуждение конструкции источника питания в «Справочнике по мощности сварки» А. Ф. Манца из подразделения Linde компании Union Carbide (1981 г.) и «Сварочные процессы и источники питания» Эдварда У. Пьера (пятое издание, 1981), который очень поможет понять конструкцию сварочного источника питания. Я купил их в местных независимых магазинах подержанных книг.
хорошо
Ответить с цитатой
03.
09.2006
#9Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Эй, это отличная вещь.
MotoFab и Awright, я вижу, вы тоже помогаете CoachGeo (Джорджу)… Боже мой, какие страшные вещи! Тем не менее, если Джордж не поджарит себя на этих проклятых сварочных аппаратах переменного тока (вместо сварочных аппаратов постоянного тока), он может дать ответ — сварку MIG постоянного тока высокой мощности по низкой цене.Motofab — цитата
Знаешь что, Рик, раз уж ты такой трудолюбивый, ты мог бы попробовать сделать аппарат для сварки на переменном токе MIG. Дуга будет переменным током. Но маломощный мостовой выпрямитель и конденсатор, подключенные между выходными проводами, обеспечивают достаточное количество ампер постоянного тока для привода двигателя. Или, что еще проще, «универсальный» щеточный двигатель будет работать от переменного или постоянного тока. Может быть, он есть в вашей машине.
…тогда
Хорошо, вы помните, я сказал, что мой сварочный аппарат с подачей проволоки Canadian Tire (CTC) (Campbell Hausfeld-CH) с выходным током постоянного тока 70 ампер использует мост из 8 диодов (а не 4), используя пары диодов по 35 ампер параллельно? Вы сказали, что производитель может отсортировать множество диодов, чтобы получить совпадающие характеристики, и соединить их в пары.На этой неделе все изменилось. В четверг я получил разрешение от CH на возврат сварочного аппарата в мой магазин CTC, и я это сделал — получил полный возврат средств. Затем я отправился в отдел сварочных аппаратов BOC, чтобы посмотреть на Lincoln SP-175T и аналог Miller. Я копался внутри SP-175T, потому что он был «специальным» за 900 канадских долларов (я думаю, около 800 долларов США). В пятницу вечером листовка CTC прибыла … yikes ..
. MIG-PaK 15 был в продаже со скидкой 200 долларов — цена продажи 550 долларов! Я не мог сопротивляться; Я купил один.
Итак… MotoFab, я не буду строить машину AC MIG.
Итак.. Хорошо, мой MIG-Pak 15 использует мост из 16 диодов! — видимо парами парами! (Думал, вам понравится! Вы знаете дабл-дабл???.)Интересное внутри MigPak 15. По внешнему виду и доступному пользователю пространству (проволочные ролики, основные внешние соединения) MIG-Pak 15 идентичен MIG-Pak 15. СП-175Т видел два дня назад. Готов поспорить, внутри, где живет электрика, она тоже идентична — точно такая же номинальная выходная мощность 130 ампер при 20 вольтах с рабочим циклом 30% …. и почти за 1/2 цены я могу жить с другой пластиковой передней табличкой! (Ой, мне не хватает только газового регулятора и шланга — газовый соленоид и вкладыш установлены.) У меня был регулятор и шланг — так что заработало быстро!
(Ну, после калибровки машины по скорости подачи проволоки и газового регулятора [количество оборотов для получения заданного расхода в кубических футах в минуту] с этой конкретной машиной. )Фильтрация:
Там, где мой Campbell Hausfeld использовал входной фильтр с дросселем — после выпрямительного моста Lincoln использует входной конденсаторный фильтр (параллельно), за которым следует катушка индуктивности (последовательно) с выходом + ve.Рик
Ответить с цитатой
09-04-2006 #10
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Брось! Хе-хе
Неплохая сделка по машине.
Рик, ты экспериментировал со 100% защитным газом CO2?
Вы получали за него хорошую цену в пейнтбольном магазине или что-то в этом роде?
Похоже, чистый CO2 подходит Миллеру.В любом случае, ознакомьтесь со страницами 24 и 25 этого Руководства, на которое указал AW.
http://www.millerwelds.com/om/o1326x_mil.pdfИли страницы 22 и 23 данного Руководства (почти идентичное руководство от января 2004 г.)
http://www.millerwelds.com/om/o1326p_mil.pdf— Джим
Ответить с цитатой
09-04-2006 #11
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Одно уточнение и комментарий:
В своем посте «Вау, там.
..» я небрежно использовал «резюме» двумя разными способами. Хотя этот пост уже давно стал историей, позвольте мне пояснить, что я имел в виду для потомков.Я использовал этот термин в общепринятом смысле при обсуждении машин постоянного тока (CC) и постоянного напряжения (CV) на протяжении большей части поста. Затем, обсуждая вольт-амперные кривые, я небрежно использовал «CV» для обозначения вольт-амперных кривых в руководствах Миллера, в данном случае используя термин «кривые «ток-напряжение». Виноват.
Rick V, было бы интересно узнать, идентичен ли SP-175T внутри корпуса MIG-PAK 15, особенно если они тоже используют 16 диодов в своем выпрямителе. Параллельное соединение четырех диодов в каждом плече выпрямительного моста в качестве метода экономии кажется мне несколько чрезмерным. Они, должно быть, получили реальную скидку на маленькие диоды, чтобы сделать это стоящим. Эти запрессованные диоды были первоначально разработаны для автомобильных генераторов переменного тока и, вероятно, дешевы как грязь в больших количествах из-за массового производства для автомобильной промышленности.
Кроме того, запрессовка их в отверстия в радиаторах, вероятно, является очень дешевой техникой сборки.Надеюсь, вам понравится ваш сварочный аппарат.
хорошо
Ответить с цитатой
09-04-2006 #12
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
MotoFab и Awright — спасибо за отличную справочную информацию и предложения.
RE MotoFab — «Рик, ты экспериментировал со 100% защитным газом CO2?
Вы получали за него хорошую цену в пейнтбольном магазине или что-то в этом роде?
Похоже, чистый CO2 подходит Миллеру. »
Да, у меня два бака по 20 унций. (Поскольку 1 фунт CO2 = 8 кубических футов, 20 унций = 10 кубических футов)
Каждый бак вмещает 10 кубических футов CO2, поэтому при 15 кубических футах в час мне хватает примерно на 40 минут сварки/бак. Заправка бака стоит мне 2,50 доллара по пятницам.
Я не делаю много непрерывной сварки и не оставляю сварочный аппарат настроенным. Таким образом, мобильность, низкая стоимость входа, заполнение в любом месте, низкая стоимость заполнения и отсутствие арендной платы работают для меня. У меня уже есть один, привязанный к задней части моего нового Линкольна — это максимальный вес для портативного автомобиля — думаю, около 60 фунтов.RE Awright — «Рик В., было бы интересно узнать, идентичен ли SP-175T внутри корпуса MIG-PAK 15, особенно если они также используют 16 диодов в своем выпрямителе.
»
Да — расскажи что. Я пойду в БПЦ и попрошу показать внутренности этого СП-175Т. Теперь мне любопытно. Я отчитаюсь!Рик В.
Ответить с цитатой
09-04-2006 №13
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Первоначально Послано Rick V
MotoFab и Awright — спасибо за отличную справочную информацию и предложения.
. . . Заправка бака стоит мне 2,50 доллара по пятницам.
Готов поспорить, И хе-хе, и в заправочной станции дополнительные 20 долларов за подключениеПожалуйста, зовите меня Джим
Последний раз редактировалось MotoFab; 04.09.2006 в 17:38.
Ответить с цитатой
14.09.2006 №14
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Первоначально Послано Риком V
Артикул: MIG Pak 15, MIG-Pak 15, MIG-Pak-15, MIG Pak-15, MIG PAK 15, MIG-PAK 15, MIG-PAK-15
Ладно — «Рик В. , было бы интересно узнать, идентичен ли SP-175T внутри корпуса MIG-PAK 15, особенно если они тоже используют 16 диодов в своем выпрямителе.»
Да — расскажи что. Я пойду в БПЦ и попрошу показать внутренности этого СП-175Т. Теперь мне любопытно. Я отчитаюсь!Привет, только что вернулся от поставщика сварки, посмотрев внимательно осмотрите внутренности Lincoln SP-175T.
Является ли Lincoln SP-175T таким же, как Lincoln MIG-PAK 15?Ответ — Абсолютно идентичны в каждой детали! (Кроме заводской таблички на передней панели.)
Тот же корпус вентилятора, блок выпрямителей (да, те же 16 диодов на радиаторе той же конфигурации), тот же трансформатор, дроссель, силовой конденсатор, печатная плата, автоматический выключатель, газовый соленоид, переключатель выключения/включения, переключатель мощности и провод реостата. регулятор подачи. Они больше не приходят идентичными!Вот он — окончательный ответ? Да, это мой окончательный ответ —
Lincoln SP-175T абсолютно идентичен Lincoln MIG-PAK 15. Rick V
Ответить с цитатой
20.04.2010 №15
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Идите на свалку и найдите старый трехфазный сварочный аппарат постоянного тока и выньте 3/4-дюймовые диоды со шпильками или однофазный диодный мост из старого газогенераторного сварочного аппарата.
Может быть, выньте катушку реактора из какого-нибудь другого старого сварочного аппарата и конденсатор для катушки реактора дроссельного фильтра. Может быть, вам повезет, и вы найдете целый сварочный аппарат, который все еще работает, но имеет ослабленный провод или перегорание соединения, наиболее распространенную проблему со сварочным аппаратом, который выбрасывается. Я нашел там старый сварочный аппарат за 17 долларов. Я также купил сварочный аппарат lincoln 225, которому нужны только кабели и разъем на конце линии 220. Проволока почистила его и покрасила баллончиком. Выглядит как новый. Купил старый ломовый сварочный аппарат триндл 125А за 10 долларов. Нужны кабели. Он рассчитан на 125 вольт, но имеет двойную первичную обмотку, соединенную параллельно на 125 вольт, и может быть подключен на 250 вольт, соединив две первичные обмотки последовательно в правильной фазе друг с другом. Максимальная мощность этого сварочного аппарата составляет 100 ампер при 25 или 30 ампер на 125 вольт и около 15 ампер на 250 вольт. Я хочу построить портативный преобразователь постоянного тока с фильтрацией для использования на любом сварочном аппарате. Я хотел бы сделать их для продажи. Это было бы весело сделать. А при наличии сотен тысяч сварщиков переменного тока для них может существовать рынок. Я думал, что помню много лет назад, что у Sears было что-то подобное.Ответить с цитатой
20.04.2010 №16
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Или просто купите AC/DC у CL за 200 долларов и на этом закончите!
ХОБАРТ IronMan 230 МИГ
Фонарик Smith Lifetime Wh300 HD O/AОтветить с цитатой
20.
04.2010
# 17Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Вероятно, он сделал то, что собирался сделать 4 года назад.
Ответить с цитатой
21.04.2010 # 18
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Первоначально Послано Bluewelders
Вероятно, он сделал то, что собирался сделать 4 года назад.
Я прочитал дату, я комментировал чью-то попытку сделать это..ХОБАРТ IronMan 230 МИГ
Фонарик Smith Lifetime Wh300 HD O/AОтветить с цитатой
21.04.2010 # 19
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Мой, мой, мой — Мой пост 4-летней давности Воскресший из мертвых!
Вероятно, он сделал то, что собирался сделать 4 года назад.
Не совсем так — у меня до сих пор нет машины постоянного тока с питанием от переменного тока на 150 ампер. — Синие сварщики
(Хотя я занимался сваркой постоянным током на 200+ ампер с автомобильными аккумуляторами и самодельным стабилизатором дуги.)Или просто купите AC/DC у CL за 200 долларов и на этом закончите! — даман
Да, хорошая мысль! — это то, чем я занимался последние пару недель.
См. мой недавний (21 апреля 2010 г.) пост «Линкольн — кто-нибудь знает номер модели и характеристики?»На данный момент я взвешиваю две подержанные машины в списке Крейга:
— Подержанный AC/DC 225 Lincoln по цене $265
— Бывшая в употреблении машина Miller Thunderbolt AC/DC за 295 долларов (те же характеристики, что и у Lincoln)Эй, я на 4 года старше, вышел на пенсию и теперь консультируюсь. У меня больше свободных долларов и меньше амбиций = идея строить вместо покупки теперь менее привлекательна.
Спасибо за воскресение!
Рик В.Ответить с цитатой
21.04.2010 #20
Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Первоначально Послано Rick V
Мой, мой, мой — Мой 4-летний пост Воскресший из мертвых!
Не совсем — у меня до сих пор нет машины постоянного тока с питанием от переменного тока на 150 ампер.
(Хотя я занимался сваркой постоянным током на 200+ ампер с автомобильными аккумуляторами и самодельным стабилизатором дуги.)Да, хорошая мысль! — это то, чем я занимался последние пару недель.
См. мой недавний (21 апреля 2010 г.) пост «Линкольн — кто-нибудь знает номер модели и характеристики?»На данный момент я взвешиваю две подержанные машины на Craig List:
— Подержанный AC/DC 225 Lincoln по цене $265
— Бывшая в употреблении машина Miller Thunderbolt AC/DC за 295 долларов (те же характеристики, что и у Lincoln)Эй, я на 4 года старше, вышел на пенсию и теперь консультируюсь. У меня больше свободных долларов и меньше амбиций = идея строить вместо покупки теперь менее привлекательна.
Спасибо за Воскресение!
На днях я нашел подержанный, но похожий на New Hobart AC/DC, но к тому времени, когда я запросил его за 200 долларов, его уже не было, хорошие предложения, но вы должны прыгнуть на них.
Rick V.ХОБАРТ IronMan 230 МИГ
Фонарик Smith Lifetime Wh300 HD O/AОтветить с цитатой
21.
04.2010
# 21Re: Преобразование сварочного аппарата с переменного тока на полноволновой постоянный ток
Снова даман! Вы должны быть БЫСТРЫМИ, но вы также должны быть предусмотрительными.
Все становится сложнее, когда вы ничего не можете найти на месте, но находите предметы в городах в 1-2 часах езды от города.
например Будете ли вы первым, кто придет с наличными в руках?Кроме того, я видел, что хорошие предложения исчезают — печать продана, но затем снова появляется через неделю ???
Что дает при этом? Покупатель не явился? Покупатель предложил слишком мало денег на месте?
Или. .. может покупатель нашел что-то не так со сварщиком… самое страшное.Можно ли доверять этим «Воскресшим старейшинам»?
Рик В.
Ответить с цитатой
Индуктор для сглаживания стержня постоянного тока
- Форум
- WeldingWeb Дисциплины
- Электрика
- Индуктор для сглаживания стержня постоянного тока
15-07-2012 #1
Индуктор для сглаживания стержня постоянного тока
Я добавил DC к своему старому Miller Thunderbolt.
Вот ветка http://weldingweb.com/vbb/showthread.php…01#post1341301Я читал, что конденсатор нельзя использовать для сглаживания формы волны. Я считаю, что я хочу, это индуктор. Кто-нибудь скажет мне, какой размер / тип индуктора мне нужен, и как его подключить? Спасибо.
Перегрин Фишер
Кейв-Джанкшен, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
15-07-2012 #2
Re: Индуктор для сглаживания стержня постоянного тока
Дело в том, что и конденсаторы, и катушки индуктивности используются вместе для «фильтрации» сигналов постоянного тока в цепях выпрямителей.
Прикрепленные изображения Конденсаторы сопротивляются изменению напряжения. Катушки индуктивности сопротивляются изменениям тока.
Катушка индуктивности есть не что иное, как проводник, намотанный на сердечник из железа, чем больше витков, тем больше индуктивность.http://www.electronicsarea.com/power…ier_filter.asp
http://www.electrical-contractor.net…_phase_fu.htmlПоследний раз редактировалось tanglediver; 15.07.2012 в 14:56.
Город Лос-Анджелес Структурный; Ручной и полуавтоматический;
«Наверняка есть рудник серебра, и место, где переплавляют золото. Железо берут из земли, а медь выплавляют из руды.»
Иов 28:1,2Линкольн, Миллер, Виктор и Библия ISV
Дэнни
Ответить с цитатой
15-07-2012 #3
Re: Индуктор для сглаживания стержня постоянного тока
Однако ОП прав в том, что вы не можете использовать конденсатор в качестве фильтра для сварочного аппарата постоянного тока.
Лучший способ получить такую катушку индуктивности — вычистить мертвую палку постоянного тока или сварочный аппарат TIG. Имейте в виду, что провод, которым намотан индуктор, должен быть не менее тяжелым, чем вторичная обмотка трансформатора Thunderbolt. Вы не найдете этого в Radio Shack.
Все же наверное проще продать свой ТБ и купить модель AC/DC.
Джон
Несколько сварщиков
Много молотков
Целая партия С-образных зажимовОтветить с цитатой
15-07-2012 #4
Re: Индуктор для сглаживания стержня постоянного тока
Могу ли я просто намотать толстую проволоку на кусок стали? Я думаю, может быть, я где-то читал, что вы должны соответствовать напряжению холостого хода.
Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
15-07-2012 #5
Re: Индуктор для сглаживания стержня постоянного тока
Вы можете намотать 20 или 30 витков кабеля № 2 на сплошной стержень длиной ~ 8 дюймов и диаметром 2 дюйма.
Это не ты строил.
’85 Миллер AEAD-200LE
Ответить с цитатой
15-07-2012 #6
Re: Индуктор для сглаживания стержня постоянного тока
Привет, индуктор на моей насадке для сварки Champion имеет сердечник из ферритовых стержней в изолирующей пластиковой трубке с толстым сплошным медным стержнем (диаметром 1/2 дюйма), намотанным снаружи.
Прикрепленные изображения …. около 10 витков вокруг 3-дюймового трубка диам.Выложу фото, если найду среди своей коллекции.
Ян.Последний раз редактировалось puddytat; 15.07.2012 в 20:46.
Ответить с цитатой
15-07-2012 #7
Re: Индуктор для сглаживания стержня постоянного тока
Отличная информация.
У меня есть прочный стальной палец обратной лопаты, представляющий собой цилиндр диаметром около 2,5 дюймов и длиной примерно 7 дюймов. Чего у меня нет под рукой, так это пучка очень толстой медной проволоки. Кто-нибудь знает, есть ли способ заменить больше обмоток проводом меньшего размера? У меня есть две 12-футовые нити 6-го калибра и куча ромекса 8-го калибра. Я не понимаю, зачем нужен больший провод? Потому что иначе было бы слишком жарко?Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
15-07-2012 #8
Re: Индуктор для сглаживания стержня постоянного тока
У меня также есть алюминиевый провод, который идет от трансформатора к твоему дому.
Он супер толстый. Наверное, не сработало бы, но я не знаю, почему.Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
15-07-2012 #9
Re: Индуктор для сглаживания стержня постоянного тока
Катушка индуктивности должна выдерживать полный ток машины под нагрузкой, а не плавиться.
Чтобы добиться большей плавности работы моей машины на 250 миллиграммов, я обматывал рабочий провод вокруг чего-то стального. Но так как мой рабочий провод был довольно коротким, я не мог на него надавить.
Проволока малого диаметра должна быть сложена вдвое, затем снова и снова. Теоретически возможно, но я думаю, что было бы проще найти какой-нибудь толстый провод для начала.
Город Лос-Анджелес Структурный; Ручной и полуавтоматический;
«Наверняка есть рудник серебра, и место, где переплавляют золото. Железо берут из земли, а медь выплавляют из руды.»
Иов 28:1,2Линкольн, Миллер, Виктор и Библия ISV
Дэнни
Ответить с цитатой
15-07-2012 #10
Re: Индуктор для сглаживания стержня постоянного тока
вы можете попробовать 1/2 ‘мягкую медную трубку для обмотки.
Миллер Тандерболт 250В
Линкольн квадратная волна Тиг 175 про
Линкольн Idealarc MIG SP250
Эверласт Тиг 210EXT
Эверласт Power Plasma 50
Чикаго Электрик (ВЧ) 130 TIG/90 Arc
флюсовая проволока чикаго электрик 90 ампер 3 комплекта кислород/ацетОтветить с цитатой
15-07-2012 #11
Re: Индуктор для сглаживания стержня постоянного тока
Вот как выглядят интересующие детали в Lincoln 225 AC/DC и IA 250 AC/DC.
Прикрепленные изображения
225 – это тонкие полоски алюминия. Некоторое время назад моя местная свалка выбросила несколько сварочных аппаратов и плазменных резаков. Некоторое время для них было доступно множество хороших запчастей по дешевке. Если бы вы только могли найти что-то подобное в вашем районе. Ремонтировать, восстанавливать и «горячее» сварочное оборудование — это весело.Ответить с цитатой
16.07.2012 #12
Re: Индуктор для сглаживания стержня постоянного тока
Спасибо за фотографии.
Что я понял из этих и более ранних изображений, так это то, что катушка индуктивности должна иметь серьезную массу.У меня есть куча мягких медных трубок. Это 1/4 дюйма, что на самом деле 0,4 или 0,5 в ширину. Будет ли он работать? Кажется, что если этот твердый полдюйма был хорош с 10 витками, может быть, 20 витков сделали это с трубкой.
Перегрин Фишер
Кейв-Джанкшен, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
16.07.2012 №13
Re: Индуктор для сглаживания стержня постоянного тока
Привет, я где-то читал, что вы можете использовать обычный толстый сварочный кабель (с оставленной изоляцией), обернутый вокруг стального стержня .
….. не могу вспомнить, где был столб, вероятно, около 2 лет назад.Я также думаю, что вы можете использовать феррит из задней части старого телевизора вокруг задней части трубки….. феррит ломается, измельчается в гранулы и упаковывается в пластиковую водопроводную трубу диаметром около 3 дюймов. или около того, затем обмотан сварочным кабелем …….. нет информации, где я это читал, может быть, эксперты могут пролить свет.
Ян.Ответить с цитатой
16.07.2012 №14
Re: Индуктор для сглаживания стержня постоянного тока
Изначально я просто хотел плавную дугу постоянного тока.
Но я читал, что гладкость может определить, какие типы электродов постоянного тока можно использовать. Какой тип электрода я должен проверить, чтобы убедиться, что я сгладил форму волны?Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Некоторые сломанные лопаты и граблиОтветить с цитатой
16.07.2012 №15
Re: Индуктор для сглаживания стержня постоянного тока
Привет, вы сразу же заметите разницу между разбрызгиванием и гладкостью при переходе от переменного тока к постоянному.
AC имеет тенденцию давать много брызг, как и сварочный аппарат Mig, а DC работает плавно, с почти непрерывной скоростью горения и очень небольшим количеством брызг, прилипающих к работе, вот что я обнаружил.
Не будучи сварщиком, я не знал, что существуют электроды постоянного или переменного тока.
Я всегда использовал серый флюсовый тип, который поставляется в банке с отслаивающейся крышкой….работает на постоянном и переменном токе.
Если бы у меня был выбор, я бы никогда не стал использовать переменный ток для сварки электродами, если есть возможность постоянного тока…….Может быть, есть смысл использовать переменный ток для электродуговой сварки, но я обнаружил, что ко всему прилипает слишком много брызг.
Все дешевые маломощные сварочные аппараты для хобби работают на переменном токе.
Ян.Последний раз редактировалось puddytat; 16.07.2012 в 10:29.
Ответить с цитатой
16.
07.2012
№16Re: Индуктор для сглаживания стержня постоянного тока
Первоначально Послано puddytat
Не будучи сварщиком, я не знал, что существует такая вещь, как сварочный пруток постоянного или переменного тока.
Я всегда использовал серые флюсовые стержни, которые поставляются в банках с отслаивающейся крышкой….
Как правило, стержни не только для переменного тока, потому что в стержни переменного тока просто добавляются стабилизаторы дуги, такие как калий, для предотвращения дугового разряда. гаснет во время мертвой части синусоидальной волны переменного тока (во многом так же, как HF делает для AC TIG), и стержни переменного тока прекрасно горят на постоянном токе.Но есть много электродов только для DC+, таких как 6010 и 7018.
Кроме того, серый флюсовый тип, который поставляется в банке с отслаивающимся верхом, описывает почти КАЖДЫЙ изготовленный сварочный электрод (за исключением некоторых чудаков, таких как красный 6010 и розовый 6013)
Вы этого не строили.
’85 Миллер AEAD-200LE
Ответить с цитатой
16.07.2012 # 17
Re: Индуктор для сглаживания стержня постоянного тока
Build it информация о сварочном индукторе.
.. (поиск ‘индуктора’ на этом сайте дал бы несколько результатов.)
http://weldingweb.com/vbb/showthread.php?t=8996Рик В.
1 Airco Heliwelder 3A/DDR
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-АцетОтветить с цитатой
16.07.2012 # 18
Re: Индуктор для сглаживания стержня постоянного тока
Закончил читать.
Хорошо сделано.Причина, по которой вы аппроксимировали провод №1, заключается в том, что вы хотели сохранить небольшое падение напряжения? Потому что падение напряжения означает, что провод нагревается?
Я пытаюсь выяснить, что лучше, если у меня нет 30 фунтов медного провода.
Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
16.07.2012 # 19
Re: Индуктор для сглаживания стержня постоянного тока
Привет, вы можете просто связать и скрутить проволоку, чтобы сформировать необходимую толщину.
.. не обязательно, чтобы она была сплошной.Сварочные кабели имеют несколько плетеных жил для обеспечения гибкости и выдерживают ток в норме.
Медная трубка, вероятно, не подойдет, потому что площадь поперечного сечения по сравнению со сплошным стержнем слишком мала, поэтому она будет слишком горячей и, вероятно, перегорит, как слишком тонкий провод, несущий слишком большую силу тока.
Ян.Ответить с цитатой
16.07.2012 #20
Re: Индуктор для сглаживания стержня постоянного тока
№ 1 имеет площадь поперечного сечения 42,4 мм.
У меня около 35 футов ромекса #8 с тремя проводами. Каждый имеет площадь 8,37 мм, всего 25 мм. Это кажется мне на бейсбольном поле. Итак, я думаю, мне нужно получить несколько ферритовых стержней, так как они сильно увеличили индуктивность.А может быть, я ошибаюсь?
Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
17.07.2012 # 21
Re: Индуктор для сглаживания стержня постоянного тока
Да, феррит — лучший, как мне говорили, но вы можете получить феррит из всех тех старых телевизоров, которые они выбрасывают сейчас, когда есть модели с ЖК-дисплеем .
.. просто раздавите материал и плотно упакуйте его в трубку.Во всех этих портативных AM-радиоприемниках были антенны на ферритовых стержнях, но я сомневаюсь, что они были бы достаточно длинными, чтобы сломаться.
Ян.Ответить с цитатой
02.08.2012 # 22
Re: Индуктор для сглаживания стержня постоянного тока
У моего друга есть нерабочий Airco Wasp II, такой же, как Miller Aead 200, я думаю.
Я вынул из него большую медную обмотку, надеясь, что это может быть мой индуктор. Я также купил мультиметр LCR. Обмотка имеет несколько фиксированных выходов, а максимальная индуктивность, которую я измерил, составила 1,3 мГн. Будет ли это работать? Я вытащил обмотки переменного тока из машины, и они могут быть лучшими индукторами постоянного тока. В нем было несколько гигантских медных обмоток (это от 1972). Вот картинка. Помощь всегда приветствуется. Если эта штука заработает хорошо, это будет мой
. лучший проект по электронике.Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
03.
08.2012
# 23Re: Индуктор для сглаживания стержня постоянного тока
Что ж, какую бы медную секцию вы, наконец, ни использовали, если она слишком мала по площади поперечного сечения, она будет нагреваться, поэтому используйте то, что, по вашему мнению, поможет, намотайте проводники вместе, чтобы компенсировать толщину …. лучше иметь больше провод чем меньше.
Ян.Ответить с цитатой
03.
08.2012
# 24Re: Индуктор для сглаживания стержня постоянного тока
Aead 200 был рассчитан на 200 ампер при 100% рабочем цикле… Катушка индуктивности должна быть в состоянии справиться с низким рабочим циклом удара молнии.
Это не ты строил.
’85 Миллер AEAD-200LE
Ответить с цитатой
03.
08.2012
# 25Re: Индуктор для сглаживания стержня постоянного тока
Я предполагаю, что моя проблема сейчас в том, что я не уверен, какая вещь внутри сварочного аппарата является индуктором. Кто-нибудь знает диаграмму, показывающую, какая часть какая /
Перегрин Фишер
Кейв-Джанкшн, Орегон1981 Миллер Тандерболт 225 В
Окси/ацетилен
Несколько сломанных лопат и граблейОтветить с цитатой
« Предыдущая тема | Следующая тема »
Теги для этой резьбы
индуктор, палка
Просмотр облака тегов
Разрешения на публикацию
Преобразование еще одного зуммера в постоянный ток
09-29-2019 #3
Кажется, все начинают преобразование зуммера с компактных мостовых выпрямителей.Вот основная цифра. На нем показана большая медная пластина с установленным MDQ.
Как указано, я сплел провод номер 7 для основного кабеля. Я использовал все три линии, которые дали мне 150 ампер. Сварщик рассчитан на 230 ампер, но у меня ограниченный срок службы, и я не напрягаюсь слишком сильно. Оглядываясь назад, вы могли бы провести 2 провода. Во всяком случае, у меня было три, и их нужно было тащить. Это было сделано с помощью медных наконечников. Я нагрел и связал их на место.
Как видите, у меня есть прототип дросселя. Конструкции дросселя посвящена отдельная страница. На этом этапе игры мне нужно было что-то, чтобы дать некоторое индуктивное сопротивление, поэтому я использовал маленькие чугунные пластины для штанги. Я мог сделать только несколько поворотов, но это, казалось, улучшило процесс. Относительная проницаемость чугуна ниже стали (100 против ~800). Опять же, это всего лишь этап макетирования.
Так что я довольно сильно пробежался, чтобы посмотреть, как выдержит дым. Мои выводы были следующими. В основном выпрямитель работал очень круто. Возможно, это были токи и рабочий цикл, но я едва мог обнаружить какое-либо повышение температуры выпрямителя. Медная пластина большая, и я использовал заполнение, думая, что мне придется увеличить площадь поверхности в зависимости от процесса теплопередачи (позже я покажу некоторые результаты по этому вопросу).
Вот немного DCEP, 3/32 E6013, направляющие кровати, тонкие. Этот материал имеет высокое содержание молибдена и углерода и немного грязен при сварке. Кроме того, его толщина составляет всего около 0,1 дюйма, так что я должен двигаться дальше. Но это определенно улучшило качество сварки. Я использовал 1/8 E6013 и даже получил 1/8 E6013 для работы с отводом низкого напряжения. Это возможно на переменном токе, показывая, что форма волны постоянного тока действительно улучшает процесс. Я запустил DCEP и DCEN, чтобы изучить эффекты. Весь день я сжигал кучу стержней и был убежден, что нужно перейти к следующему этапу процесса.0035
Поскольку идет подготовка макета, мне нужно приступить к упаковке. Этот маленький зуммер — довольно компактное устройство, поэтому у меня не было много места для работы. Я взял медную пластину и MDQ, обрезал ее и закрепил болтами, чтобы создать небольшой зазор в полу. Это показано здесь:
Разъемы на выпрямителе довольно приличные, но могут быть перегружены, поэтому я сделал кабельные разъемы из ЭМП и привязал их к медной пластине.
Затем я прикрепил дроссель к внутренней части рамы. Конструкция дросселя имеет монтажный стержень, и этот жучок тяжелый, поэтому он крепится болтами к стенке корпуса, как показано здесь:
Белые дорожки, которые вы видите выше, — это выводы, ведущие к цепи MOV подавителя. Большинству систем постоянного тока с большой индуктивностью требуется супрессор при отключении дуги. Это отбрасывает большое напряжение обратно к выпрямителю. Этот MDQ может выдерживать обратное напряжение 1600 Вольт. Тем не менее, я купил несколько MOV примерно за 7 долларов. Они теряют 300 вольт и подавляют ~ 30 джоулей.
Я установил его рядом с дросселем следующим образом:
Последний шаг — окончательные соединения кабелей. Как уже говорилось, это зуммер с двойным напряжением, 50 В и 80 В переменного тока. Я хотел иметь возможность запускать постоянный ток на отводе низкого напряжения, чтобы получить более высокие токи. В большинстве больших коробок переменного/постоянного тока постоянный ток подается на отвод высокого напряжения (я полагаю, по разным причинам). Я решил купить еще один набор разъемов Dinse, чтобы можно было переключаться с низкого уровня на высокий. Конечным результатом является то, что я могу «горячую» замену напряжения. Вот окончательная конструкция переднего разъема.
Последний раз редактировалось Continuum; 29.09.2019 в 09:00.
Мостовой выпрямитель с конденсатором и дроссельным фильтром
tfleming
Держатель H-M — золотой элемент
- #1
Это, вероятно (возможно), немного не по теме обработки, однако оно охватывает базовую электронику и может помочь другим, когда им нужно делать подобные вещи. Я хочу заняться сваркой TIG ради смеха (уже сварка палкой, газом и MIG), но я также не хочу терять кучу денег (пока). Итак, я собираю выпрямитель с фильтром, чтобы подключить его к моему старому надежному сварочному аппарату Lincoln Tombstone 225 AC и превратить его в аппарат TIG с нуля. Вот схема для него:
Это базовый мостовой выпрямитель с 2 конденсаторами и дросселем для сглаживания формы волны постоянного тока. Будет использоваться как минимум 1, а возможно и 2 вентилятора для охлаждения формы для кексов, чтобы старушке было удобно. Кроме того, я не буду запускать это на «полном газу». Вероятно, никогда не превысит 150 ампер на входе.
Приветствуются отзывы и комментарии, так как я еще не начал.
Последнее редактирование:
клон
Зарегистрировано
- #2
интересно посмотреть как это работает! …. может поискать…. http://weldingweb.com/forum.php …. и посмотреть, есть ли там полезная информация?
TonyRV2
Зарегистрировано
- #3
Не зная много о требованиях к мощности для сварки TIG, я могу сказать, что схема выпрямителя, которую вы придумали, должна соответствовать перечисленным вами требованиям. Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика. Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет.
Smithdoor
Активный пользователь
- #4
Здесь мало данных
Дэйв
Отправлено с моего SAMSUNG-SM-J320A с помощью Tapatalk
tfleming
Держатель H-M — золотой элемент
- #5
TonyRV2 сказал:
Не зная много о требованиях к мощности для сварки TIG, я могу сказать, что схема выпрямителя, которую вы придумали, должна соответствовать перечисленным вами требованиям. Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика. Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет.
Нажмите, чтобы развернуть…
Тони, дроссель отвалился от 150-сильного привода постоянного тока на 460 вольт. Я не уверен, что такое рейтинг henries, но, поскольку они были излишними и имели размер для этого приложения, я думаю, что он должен работать нормально. Что касается требований к выходу TIG, то они довольно просты. Большинство сварочных работ, которые я буду выполнять, будут в диапазоне 80-150 ампер, поэтому я немного увеличил параметры, чтобы они не «дымили» (перечисленные входные и выходные значения являются спецификациями того, что эта установка должна уметь делать) . Я мог бы даже поставить переключатель, чтобы исключить часть фильтра, поскольку импульсный постоянный ток также применяется в TIG. Опять же, все, что я купил для этого, стоит намного меньше 100 долларов, и это даст мне некоторую гибкость при работе со сварочным аппаратом переменного тока, не теряя несколько примечаний C………
RJSakowski
Подставка H-M — золотой член
- #6
Это навевает воспоминания о старых добрых временах, когда все блоки питания были спроектированы таким образом. О проектировании линейных источников питания написаны целые книги.
Насколько я помню, дроссельные (индукторные) входные фильтры использовались для сильноточных приложений. Дроссельный входной фильтр имеет лучшую стабилизацию напряжения, чем с конденсаторным входом, хотя напряжение будет ниже. Оба моих сварочных аппарата Miller используют входной дроссельный фильтр.
Двухполупериодный мостовой выпрямитель имеет период цикла 8 мс. Когда напряжение от моста падает, хороший фильтр будет подавать ток до тех пор, пока напряжение снова не поднимется. Конденсатор делает это, накапливая заряд и разряжаясь в цепи при падении напряжения. Уравнения, управляющие зарядом/разрядом, таковы: q = CV, где q — заряд в ампер-секундах, C — емкость в фарадах, V — напряжение, i = dq/dt, где i — ток, а dq/dt — время. скорость изменения заряда (здесь немного вычислений LOL).
Вывод: для поддержания высоких токов требуется большой накопленный заряд. Точные расчеты довольно сложны, но расчет задней части конверта показывает, что для поддержания тока 50 ампер в течение 8 мс. времени потребуются емкости порядка половины фарад. Большинство конденсаторов класса Фарада, которые я видел, рассчитаны на более низкое напряжение, чем в сварочном аппарате. Конденсаторы могут быть соединены последовательно, чтобы увеличить рабочее напряжение за счет емкости. Два 1 фарадных 12-вольтовых конденсатора, соединенных последовательно, будут иметь рабочее напряжение 24 вольта и общую емкость 0,5 фарад. Для максимального напряжения 75 вольт вам потребуется шесть последовательно соединенных конденсаторов общей емкостью 0,17 фарад.
Дроссели, с другой стороны, накапливают энергию в виде магнитного потока. Магнитный поток пропорционален току через обмотки, и довольно легко сконструировать дроссель, способный выдерживать большие токи, с которыми сталкиваются сварщики. Когда напряжение падает, магнитное поле начинает разрушаться, создавая противо-ЭДС, которая увеличивает падающее напряжение.
Я использовал старые трансформаторы, заменив оригинальные обмотки одной обмоткой из провода, способного проводить требуемый ток. Старый трансформатор зарядного устройства можно эффективно использовать в качестве дросселя, просто используя вторичную обмотку.
TonyRV2
Зарегистрировано
- #7
Ваша теория верна RJ. Я преподавал на курсах по электронике 32 года, пока не вышел на пенсию год назад в мае. Одним из моих «специальных» курсов были линейные приложения, включая источники питания, транзисторы и т. д. Один из способов запомнить, что делают фильтры, — это вспомнить, что конденсаторы задерживают изменение напряжения, а катушки индуктивности задерживают изменение тока. Что касается величины изменения напряжения на конденсаторах, которое обычно называют переменным током. «пульсирующее напряжение», оно сводится к простому приближению потребления постоянного тока, деленного на (частота X емкость), где частота — это частота выходных импульсов моста, в большинстве случаев 120 Гц (удвоенная частота сети). Для схемы OP, при номинальном потреблении 150 А, это становится 150 А, деленным на (120 Гц X 1F). Обратите внимание, что две параллельные емкости 0,5F в сумме дают общую емкость 1F. Таким образом, размах пульсаций конденсаторной секции составляет около 1,25 В пик. Это относительно небольшое изменение напряжения приводит к относительно небольшому изменению тока, который затем дополнительно фильтруется катушкой индуктивности. С такой емкостью работа с катушками индуктивности становится легкой.
Конечно, все это предполагает постоянное потребление тока 150А. Сам процесс сварки будет вызывать большие колебания тока, поэтому в подобных приложениях целесообразно увеличивать размер индуктора, чтобы учесть системные переменные. Это моя история, и я придерживаюсь ее.
tfleming
Держатель H-M — золотой элемент
- #8
Р.Дж. и Тони, спасибо. Здесь следует иметь в виду одну вещь: я собираюсь выполнить довольно простую работу TIG, чтобы понять, хочу ли я инвестировать $$$ в приличного сварочного аппарата TIG. Это определенно установка «на заднем дворе», но я надеюсь, что она будет производить относительно стабильный постоянный ток. Кроме того, это небольшой забавный проект. Если есть небольшие импульсы, это на самом деле неплохо, так как некоторые из высококачественных сварочных аппаратов TIQ имеют возможности переменной частоты постоянного тока (они также стоят 3000 долларов). Кроме того, опять же, я планирую, что 150А будет верхним пределом того, насколько сильно я буду нажимать на это. Он будет проводить большую часть своего активного времени в районе 80-100 часов. Считайте это «доказательством концепции». У меня нет осциллографа, но я хотел бы посмотреть, как «очистить» от него выход постоянного тока, когда он будет завершен. Конечно, конденсаторы — это дорогая часть, и если мне нужно добавить еще пару, я, безусловно, могу это сделать.
У меня есть вопрос, есть ли какие-либо предложения по поводу этих колпачков, ставить ли их последовательно или параллельно. Они рассчитаны на 75 OCV, которые производит сварщик. При возникновении дуги напряжение падает до 25 В постоянного тока. Наконец, я разработал этот прототип, наблюдая за тем, как некоторые другие подошли к этому, поэтому чок был добавлен в дополнение к CAP. Есть ли какая-то разница, запускать дроссель на плюсовой или минусовой ноге? Я бы предположил, что нет, но должен спросить.
markba633csi
Зарегистрировано
- #9
Привет, Том, удушение может быть в любой ноге. Что касается колпачков, они добавляются параллельно, но делятся последовательно. Два конденсатора по 100 мкФ, соединенные параллельно, составляют 200 мкФ, а последовательно только 50 мкФ. вы можете обойтись только выпрямителем и дросселем, и даже дроссель не является обязательным для стержня постоянного тока, если вы не слишком требовательны к своим сварным швам
Марка
Последнее редактирование:
TonyRV2
Зарегистрировано
- #10
Чем выше эффективная емкость, тем лучше фильтрация, поэтому я бы оставил конденсаторы соединенными параллельно.