Как научиться работать электросваркой — первые шаги
Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Виды
Электродуга может поддерживаться как постоянным, так и переменным током. Источником переменного тока служит сварочный трансформатор, понижающий сетевое напряжение 220 или 380 вольт и соответственно повышающий силу тока. Трансформаторы — морально устаревший вид сварочного оборудования, они громоздки, весят несколько десятков и даже сотни килограммов.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы
В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
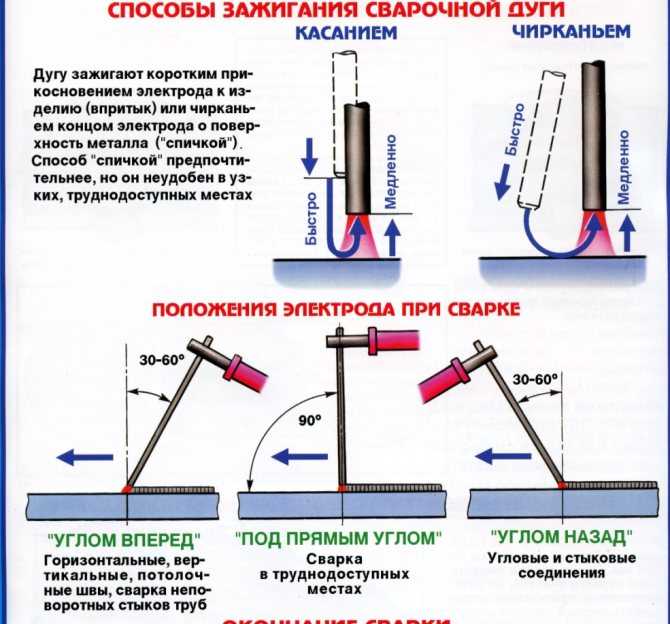
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Способы соединения и ориентирования деталей
При всем многообразии сварных конструкций, собираемых с применением ручной ЭС, конструктивные элементы изделий свариваются между собой всего лишь четырьмя способами соединения, установленными ГОСТ 5264-80 для этого типа сварки:
Ручная ЭС допускает любые пространственные положения накладываемых сварных швов. В зависимости от ориентирования деталей, типа шва и его пространственного расположения зависит техника выполнения сварки, которой необходимо пользоваться сварщику. Выделяют следующие пространственные положения швов при ориентировании заготовок:
В зависимости от ориентирования деталей, типа шва и его пространственного расположения зависит техника выполнения сварки, которой необходимо пользоваться сварщику. Выделяют следующие пространственные положения швов при ориентировании заготовок:
поз. а — нижнее положение, когда сварочный шов расположен на горизонтальной поверхности. Такое положение является наиболее удобным для заполнения сварочной ванны и контроля ее состояния, качество швов в нижнем положении самое высокое.
Важно! При стыковой сварке трубопроводов используют поворотный способ, в процессе которого окружность стыка разделяют на четыре равных сектора (по 90 ) и проваривают по два сектора, поворачивая трубу таким образом, чтобы обеспечить наибольшее количество швов нижнего положения.
- поз. б – горизонтальный шов на вертикальной плоскости, для выполнения которого размер сварочной ванны стараются выполнять минимальной, а дугу поддерживают максимально короткой;
- поз. в – вертикальный шов, который варят движением снизу вверх, хотя на тонком металле предпочтительнее движение сверху вниз, чтобы он меньше прогревался во избежание прожига;
- поз.
 г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.
г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.
 г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.
г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Что нужно для того, чтобы научиться варить
Если вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.
Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов.
Первые шаги будущего хорошего сварщика ↑
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.
Поверхность нужно очистить от ржавчины и загрязнений.
Все сварщики начинали обучение с валиков
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать поставку тока в зону плавления можно, чиркая по металлу концом стержня, словно спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод нужно направить на заготовку. Зазор между электродугой и металлом должен быть постоянным, не меньше 3х, но не больше 5-ти мм.
Электрод в держателе крепят под углом 70 градусов
На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.
Второй шаг обучения: выполнение имитации сварного шва на заготовке
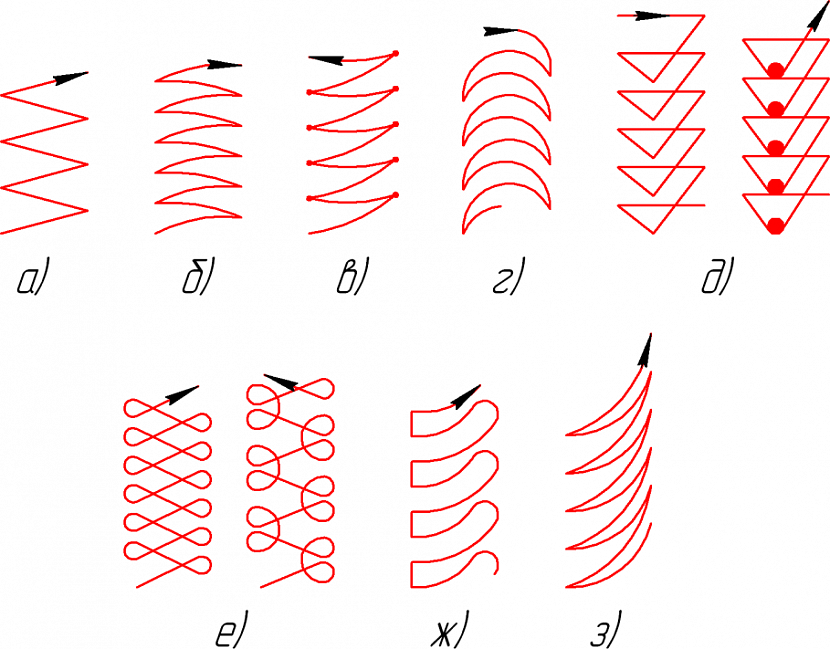
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.
Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.
Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.
Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.
Типы сварных соединений и их внешний вид
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором для начинающих, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретный состав металла.
Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и варить их электродами, к примеру ОК-46 или УОНИИ 13/55, диаметром 3 –4 мм.
Электроды УОНИИ
Схема подключения инвертора, полярность
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения: прямая полярность (масса +, рукоять -) и обратная полярность (масса -, рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
Также стоит отметить, что ни о каком ровном срезе речи не идет.
Выбор силы тока при сварке электродом
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
 » src=»https://www.youtube.com/embed/sASGJzabVTw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/sASGJzabVTw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Классификация способов выполнения
Способы ЭС классифицируются по следующим основным техническим признакам:
- По уровню механизации ЭС подразделяют на три основных вида:
- ручную ЭС, в которой операции по зажиганию дуги, поддержанию ее в устойчивом состоянии и перемещению электрода выполняются сварщиком вручную без использования каких-либо механизмов,
- полуавтоматическую ЭС, характеризующуюся автоматизированной подачей сварочной проволоки в зону сварки (сварочный полуавтомат). Остальные операции выполняются вручную,
- автоматическую ЭС, в которой все операции выполняются в полном автоматическом режиме.
На рис. ниже показан сварочный полуавтомат инверторного типа, предназначенный для бытового применения. Аппарат обладает высокими функциональными возможностями и простым обслуживанием, допускающим сварку металла для начинающих даже при сложных сварочных работах, например, сварку тонкого листа нержавейки.
- По типу используемого электрода:
- при ЭС плавящимся электродом сварочная ванна создается за счет плавления стержня электрода и кромок основного металла,
- при ЭС неплавящимся электродом ванну заполняет расплавленный металл свариваемых частей.
- По варианту защиты сварочной ванны, обеспечивающей оттеснение атмосферного воздуха от зоны горения ЭД (кислород, азот и водород, содержащиеся в воздухе, существенно ухудшают качество металла шва в случае проникновения в расплав сварочной ванны):
- ЭС под флюсом,
- ЭС в газовой среде,
- ЭС на открытом воздухе.
- По составу защитной газовой среды. Для газовой защиты применяют углекислый газ, иногда азот (при ЭС меди), аргон и гелий (для сварки легированной стали, алюминия, титана) и смеси газов.
- По роду применяемого электротока – ЭС переменным или постоянным током.
ЭС на постоянном токе позволяет получить более качественный шов практически без разбрызгивания металла, поскольку отсутствует смена полярности электротока и, соответственно, переход через ноль.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.
В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Как научиться сварке за 4 простых шага (плюс преимущества) • BUOM
Автор: редакционная команда Indeed
28 декабря 2021 г.
Если вы хотите научиться сварке, надлежащее обучение поможет вам оставаться в безопасности и повысить свои навыки. Сварка включает в себя множество методов, и вы можете освоить различные виды сварки. Понимание того, что такое сварка и как ей научиться, может помочь потенциальным сварщикам спланировать свою карьеру. В этой статье мы определяем, что такое сварка, исследуем некоторые ключевые преимущества обучения сварке и даем советы о том, как научиться сварке.
Что такое сварка?
Сварка — это строительный процесс, при котором металлические детали сплавляются вместе с использованием тепла, давления или того и другого. Существуют различные виды сварочных технологий, оборудования и процессов в зависимости от желаемого результата сварки. Вот некоторые распространенные инструменты, которые используют сварщики:
Существуют различные виды сварочных технологий, оборудования и процессов в зависимости от желаемого результата сварки. Вот некоторые распространенные инструменты, которые используют сварщики:
Ручные сварщики: Ручной сварочный аппарат представляет собой проволочный электрод с покрытием, похожий на палку из дерева.
Сварочный аппарат с подачей проволоки: Сварочный аппарат с подачей проволоки использует катушку непрерывного электрода для непрерывной подачи сварочного материала.
Кислородно-ацетиленовые сварочные аппараты: Ацетиленокислородный сварочный аппарат — это аппарат, который использует как кислород, так и ацетилен для создания высокой температуры и давления с помощью открытого пламени.
Сварочные аппараты TIG: Сварочные аппараты TIG представляют собой системы, использующие электрическую дугу на прочном заостренном вольфрамовом наконечнике для создания ванны расплавленного металла, которую может использовать сварщик.
Сварочные аппараты с флюсовым сердечником: Сварочный аппарат с гибким сердечником — это система, в которой используется тонкий проволочный электрод с химическим порошком в центре, который создает тонкий слой поверх свежих сварных швов.
Этот слой защищает сварной шов от кислорода и помогает ему правильно осесть.Сварочный шлем: Сварочный шлем — это специальный головной убор, который защищает глаза сварщика от свечения свежих сварных швов.
Сварочные перчатки: Сварочные перчатки, как правило, представляют собой перчатки из толстой кожи или искусственного материала, которые защищают руки сварщика от сильного нагрева и расплавленного металла.
 Этот слой защищает сварной шов от кислорода и помогает ему правильно осесть.
Этот слой защищает сварной шов от кислорода и помогает ему правильно осесть.Принятие мер предосторожности с правильными СИЗ или средствами индивидуальной защиты помогает сварщикам снизить распространенные опасности во время сварки. Перчатки, головной убор, правильная одежда и хорошая вентиляция — вот некоторые из обычных вещей, которые сварщики носят во время работы.
Преимущества обучения сварке
Обучение сварке дает много преимуществ, в том числе:
Работа своими руками
Одним из основных преимуществ обучения сварке является то, что вы можете работать руками. Многие люди предпочитают работать непосредственно в сфере строительства, чтобы испытать уникальную рабочую среду за пределами офиса или канцелярской должности. Работа руками может развить силу, координацию и выносливость. Это также позволяет сварщику создавать уникальные детализированные сварные швы для работы или личных проектов. Люди, которые работают руками, также могут повысить свою креативность, изучая новые техники и вырабатывая собственный стиль.
Работа руками может развить силу, координацию и выносливость. Это также позволяет сварщику создавать уникальные детализированные сварные швы для работы или личных проектов. Люди, которые работают руками, также могут повысить свою креативность, изучая новые техники и вырабатывая собственный стиль.
Работаем самостоятельно
Некоторые сварщики предпочитают стать подрядчиками или начать свой собственный сварочный бизнес. Даже если вы работаете в известном бизнесе, вы можете тратить много времени на сварку самостоятельно. Стать сварщиком — это прекрасная возможность работать самостоятельно и взять на себя полную ответственность за свои достижения в отрасли. Независимые сварщики могут сами определять часы, стиль и цены, что обеспечивает большую гибкость. Сварщики могут наслаждаться уединением, которое может сопровождать карьеру сварщика, и возможностью создать свой собственный узнаваемый стиль сварки.
Использование навыков сварки для различных проектов
Сварщики могут применять свои навыки в различных проектах и отраслях. Сварщик может работать в автомобильной промышленности или других транспортных секторах, сваривая компоненты транспортных средств, детали самолетов или вагоны поездов. Они также могут сделать карьеру в области строительного сварочного оборудования, инструментов или стальных конструкций. Обучение сварке может предложить множество карьерных возможностей и возможность работать над уникальными личными проектами. Имея больше возможностей, сварщики могут иметь большую гибкость карьеры и выбирать варианты карьеры с более высокой заработной платой или лучшими льготами.
Сварщик может работать в автомобильной промышленности или других транспортных секторах, сваривая компоненты транспортных средств, детали самолетов или вагоны поездов. Они также могут сделать карьеру в области строительного сварочного оборудования, инструментов или стальных конструкций. Обучение сварке может предложить множество карьерных возможностей и возможность работать над уникальными личными проектами. Имея больше возможностей, сварщики могут иметь большую гибкость карьеры и выбирать варианты карьеры с более высокой заработной платой или лучшими льготами.
Получение конкурентоспособной заработной платы
Сварщики могут получать среднюю зарплату около 39 843 доллара в год. Как правило, сварщики начинают со средней зарплаты и могут получать более высокую заработную плату по мере приобретения опыта или работы в разных отраслях. Например, сварщик самолетов может получать более высокую зарплату, чем сварщик автомобилей, из-за разницы в навыках сварки автомобилей и самолетов. Получение конкурентоспособной заработной платы позволяет сварщикам более эффективно планировать свои личные финансы, откладывать деньги на пенсию и может помочь им чувствовать себя более ценными для своего работодателя.
Получение конкурентоспособной заработной платы позволяет сварщикам более эффективно планировать свои личные финансы, откладывать деньги на пенсию и может помочь им чувствовать себя более ценными для своего работодателя.
Сварка как хобби
Сварщики также могут применять свои навыки сварки в личных проектах, превращая свою профессию в хобби. Это может обеспечить дополнительный доход, развлечения и возможность изучить новые техники вне работы. Некоторые сварщики продают сварные изделия или сваривают личные автомобили в качестве побочного бизнеса. Таким образом, сварщики могут дополнить свой основной источник дохода и повысить свою репутацию.
Как научиться сваривать
Обучение сварке требует определенных шагов, чтобы убедиться, что вы изучаете правильные методы и меры предосторожности. Вот несколько общих шагов, чтобы научиться сваривать:
1. Определите металл, который вы хотите использовать
Есть много видов металлов, которые вы можете научиться сваривать. Решите, на каком виде вы хотите специализироваться, прежде чем сделать следующий шаг в своей карьере, поскольку разные металлы требуют разных методов и обучения. Например, сварка стали и алюминия отличается тем, что сталь плавится при гораздо более высокой температуре, чем алюминий. Работа с более высокими температурами и более летучими материалами может потребовать более специализированных методов и мер предосторожности. Прежде чем приступить к обучению, изучите требования к каждому виду металла и методам.
Решите, на каком виде вы хотите специализироваться, прежде чем сделать следующий шаг в своей карьере, поскольку разные металлы требуют разных методов и обучения. Например, сварка стали и алюминия отличается тем, что сталь плавится при гораздо более высокой температуре, чем алюминий. Работа с более высокими температурами и более летучими материалами может потребовать более специализированных методов и мер предосторожности. Прежде чем приступить к обучению, изучите требования к каждому виду металла и методам.
2. Пройдите обучение или техническую сертификацию
Стажировка может предложить потенциальному сварщику уникальную возможность работать с экспертом и напрямую изучать методы. Ученичество обычно распространено в профсоюзах сварщиков, которые представляют собой организации, включающие начинающих и опытных сварщиков. Подумайте о том, чтобы пройти стажировку для получения прямого образования. Кроме того, вы можете получить техническую сертификацию по сварке в рамках программы высшего образования. Эти программы позволяют вам научиться сварке и технике безопасности в классе под наблюдением сертифицированных инструкторов, но могут включать плату за обучение.
Эти программы позволяют вам научиться сварке и технике безопасности в классе под наблюдением сертифицированных инструкторов, но могут включать плату за обучение.
3. Получите опыт сварки
Получив сертификат или стажировку, вы можете занимать должности сварщика начального уровня. Рассмотрите возможность работы в местных автомобильных магазинах или на предприятиях по производству металла. Ученичество или сертификация обычно являются минимальным требованием для трудоустройства на начальном уровне. Получение должности начального уровня позволяет вам каждый день получать непосредственный опыт и работать над совершенствованием своей техники сварки. Вы также можете начать налаживать связи в отрасли, чтобы создать профессиональную сеть и изучить больше возможностей для трудоустройства.
4. Практикуйте свою технику и продолжайте учиться
Сварка может быть процессом обучения на протяжении всей жизни. Практикуйте свою технику всякий раз, когда у вас есть возможность, и рассматривайте новые возможности обучения, когда они появляются. Если ваш работодатель предлагает какое-либо обучение по повышению квалификации, вы можете освоить новые навыки и процессы, которые могут позволить вам получать более высокую заработную плату, расширять свой набор навыков или работать в другой отрасли.
Если ваш работодатель предлагает какое-либо обучение по повышению квалификации, вы можете освоить новые навыки и процессы, которые могут позволить вам получать более высокую заработную плату, расширять свой набор навыков или работать в другой отрасли.
Данные о заработной плате отражают данные, указанные на сайте Indeed Salaries на момент написания статьи.
Сварочные работы и сварка для начинающий
Без сварочных работ не обходится практически ни одна отрасль промышленности, и услуги сварщика актуальны в любое время. Получив профессию электросварщика, можно быть уверенным в том, что трудоустройство не составит особых проблем. Тонкости владения сварочным оборудованием определяют профессионализм мастера. Но для начала следует разобраться с азами сварки и рассмотреть основные приемы.
Что должен знать любой сварщик
Любой сварщик должен досконально знать, как управляться со сварочным оборудованием, знать принципы его функционирования, умело и быстро подготавливать его к работе и устранять возможные поломки. Для этого нужно быть знакомым с устройством механизма и понимать механику воздействия на металлы.
Для этого нужно быть знакомым с устройством механизма и понимать механику воздействия на металлы.
Также сварщик должен знать свойства используемых в промышленности металлов и, руководствуясь своими знаниями, выбирать оптимальный вариант сварки. Сложность деятельности электрогазосварщиков заключается в том, что даже незначительное изменение режима работы аппарата может пагубно отразиться на качестве и долговечности всей конструкции.
Начальное обучение электросварке можно разделить на несколько этапов:
- изучение принципов действия оборудования
- техника безопасности
- азы электросварки
- изучение швов сварки
Каждый этап сопряжен с практическими уроками по ходу обучения. В идеале рядом с учеником должен постоянно находиться опытный сварщик. Если же вы намерены научиться сварке самостоятельно, стоит обеспечить максимальную безопасность и четко придерживаться инструкций.
Для того, чтобы устроиться на официальную должность сварщика, необходимо получить соответствующий диплом об окончании учебного заведения. Если же вы хотите просто понять принципы и технологию работы и пользоваться сваркой для личных нужд, можно изучить материал самостоятельно.
Азы сварки
Прежде чем приступать к обучению, необходимо купить или взять в аренду сварочный аппарат. Также не помешает большое количество электродов, потому что в ходе учебы большая их часть будет испорчена – от этого никуда не денешься. Прежде чем вы достигнете более ли менее достойного результата, уйдет не один десяток электродов. Чтобы проводить сварочные работы своими руками в домашних условиях, лучше покупать электроды 3 мм в диаметре. Это оптимальный вариант для новичков, потому что если купить более тонкие, она попросту перегорят, поскольку предназначены для более «ювелирных» работ, а толстые электроды спровоцирую перегрузку электросети.
Ручная луговая сварка потребует от ученика много терпения и еще больше усидчивости.
Ход работы:
- Для практики варки металла подойдет кусок ненужного металла. Подготовьте рабочее место, поставьте возле него ведро холодной воды. Не работайте на деревянном верстаке – помните о правилах пожарной безопасности, поскольку даже самые маленькие частички электродов могут стать причиной возгорания.
- Крепко зафиксируйте «заземление» на детали. «Земля» должна быть хорошо изолирована.
- Выставите необходимую мощность тока в соответствии с диаметром электрода.
- Зажгите дугу, поставив электрод под углом в 60 градусов к металлической поверхности и медленно проведя им по заготовке. Когда появятся искры, дотроньтесь электродом до металла, приподняв его так, чтобы пространство не превышало 5 мм. При правильно выполненных действиях должна зажечься дуга. Поддерживать расстояние в 5 мм необходимо на протяжение всего рабочего процесса. Это приходит с практикой, надо лишь «набить руку». Помните, что электрод со временем выгорит, тогда его надо немедленно переместить. Залипание электрода легко устранить, если легонько качнуть его в сторону. Если не удается зажечь дугу длиной до 3 мм, увеличьте силу тока. В идеале надо стараться удерживать дугу до 5 мм между электродом и деталью.
- Когда у вас получилась устойчивая дуга, потренируйтесь в наплавке валика. Зажгите и медленно двигайте электрод в горизонтальном направлении, производя колебательные движения и как-бы «подгребая» расправленный металл к центру дуги. В результате у вас должен образоваться симпатичный волнистый шов.
 При правильно выполненных действиях должна зажечься дуга. Поддерживать расстояние в 5 мм необходимо на протяжение всего рабочего процесса. Это приходит с практикой, надо лишь «набить руку». Помните, что электрод со временем выгорит, тогда его надо немедленно переместить. Залипание электрода легко устранить, если легонько качнуть его в сторону. Если не удается зажечь дугу длиной до 3 мм, увеличьте силу тока. В идеале надо стараться удерживать дугу до 5 мм между электродом и деталью.
При правильно выполненных действиях должна зажечься дуга. Поддерживать расстояние в 5 мм необходимо на протяжение всего рабочего процесса. Это приходит с практикой, надо лишь «набить руку». Помните, что электрод со временем выгорит, тогда его надо немедленно переместить. Залипание электрода легко устранить, если легонько качнуть его в сторону. Если не удается зажечь дугу длиной до 3 мм, увеличьте силу тока. В идеале надо стараться удерживать дугу до 5 мм между электродом и деталью.Технология сварки
Когда к изделию подсоединяется положительный полюс анода, осуществляется прямополярная ручная сварка. Если же подключить отрицательный полюс, мы получим обратнополярную сварку. Расплавление металлического «тела» электрода, его покрытия и самого изделия происходит под воздействием дуги. Расплавляясь, электродный металл превращается в капли, которые покрыты шлаком. Эти капли идут в сварочный резервуар, где происходит смешивание с главным металлом и выведение шлака наружу.
Расплавление металлического «тела» электрода, его покрытия и самого изделия происходит под воздействием дуги. Расплавляясь, электродный металл превращается в капли, которые покрыты шлаком. Эти капли идут в сварочный резервуар, где происходит смешивание с главным металлом и выведение шлака наружу.
Габариты сварочного резервуара зависят от положения аппарата в пространстве и режима работы. Также на это влияет конструкция, форма и размер обрабатываемых кромок, скорость хода дуги и т.д. Обычно габариты варьируются в определенных пределах: ширина составляет от 8 до 15 мм, глубина не превышает 6 мм, в длина от 10 до 30 мм.
Длина дуги – это пространство между двумя активными пятнами, причем одно находится на поверхности резервуара сварки, а другое расположено на раскаленной поверхности электрода. Когда электрод плавится над сварочным резервуаром или рядом с дугой, выделяется газ, который выталкивает воздух из сварочного пространства и предотвращает его попадание на жидкий металл.
Шлак, который покрывает всю поверхность сварочного резервуара и капли раскаленного электрода, не позволяет металлу взаимодействовать с кислородом, тем самым очищая их от примесей.
Постепенное удаление дуги кристаллизует металл в сварочном резервуаре. Таким образом образуется шов, который соединяет металлические детали, а на его поверхности можно наблюдать слой затвердевшего шлака.
Чтобы всегда проводить качественную сварку, необходимо научиться правильно поддерживать и перемещать электрическую дугу. Слишком большая дуга спровоцирует окисление и насыщение азотом расплавленного металла, он будет разбрызгиваться, а структура шва станет пористой и не достаточно прочной.
Секреты профессиональных сварщиков
Залогом хорошей работы является стабильное поддержание и передвижение электрической дуги. Чересчур большая дуга окисляет и азотирует жидкий металл, его капли разбрызгиваются, а шов становится пористым и не достаточно прочным.
Устойчивый ход дуги и фиксированные размеры могут осуществляться тремя способами:
- Поступательный – движение вдоль электродной оси. Это движение позволит поддержать нужную длину, которая напрямую зависит от быстроты плавления электрода. В процессе длина будет сокращаться в то время, как расстояние между ним и резервуаром для сварки будет расти. Чтобы избежать этого, перемещайте электрод вдоль оси, удерживая стабильную длину дуги. Не забудьте синхронизировать укорочение электрода с его движением к сварочному резервуару.
-
Продольный – электрод перемешается по оси обрабатываемого шва продольно, тем самым формируя ниточный сварочный валик. Толщина этого валика напрямую зависит от диаметра используемого электрода, а также скорости, с которой он передвигается. Обычно его ширина составляет около 2-3 мм. Он представляет собой уже готовый, но довольной узкий шов. Для создания прочного и долговечного сварочного соединения одного только ниточного валика будет не вполне достаточно. Для усиления шва во время хода электрода по оси шва выполните еще одно движение, направив его поперек.
- Поперечный – использование этого движение дает возможность сделать шов необходимой ширины. Выполнять его следует, делая колебательные возвратно-поступательные движения. Их ширину следует определять «на месте», исходя из индивидуальных особенностей и назначения конструкции. На параметры колебания также влияет расположение шва, характеристики свариваемых металлов и т.д. Обычно ширина такого шва составляет 1,5-5 диаметров используемого электрода.
 Для усиления шва во время хода электрода по оси шва выполните еще одно движение, направив его поперек.
Для усиления шва во время хода электрода по оси шва выполните еще одно движение, направив его поперек.
Со временем вы выработаете собственные навыки выбора траектории для перемещения электрода, но в любом случае движения должны обеспечивать расплавление кромок соединяемых деталей и образование нужную массу наплавляемого металла и необходимую форму шва. А качественное сварочное оборудование сварочные аппараты серии MASTER производства завода РУСЭЛКОМ, вы сможете найти в магазине «Мастер-сварщик» в г.
Сварщик-любитель — начните свое сварочное путешествие
УЗНАТЬ О СЕМИНАРАХ
О HOBBY WELDER
Hobby Welder предлагает веселое практическое обучение всем, кто интересуется сваркой, от любознательного новичка до тех, кто хочет отточить свои художественные навыки. Семинары в настоящее время предлагаются по адресу Irmo, SC , Newport News, VA и Houston, TX 9.0013 .
Наш четырехчасовой курс под руководством лицензированных экспертов охватит основы принципов и методов сварки и научит вас работать со сварочным аппаратом в нашей собственной сварочной лаборатории. Вы даже сможете попробовать свои силы в создании оригинальной сварной детали, которую можно забрать домой или подарить!
опыт
исследовать семинары
ЧТО ВЫ УЗНАЕТЕ
Основы сварки GMAW/MIG
(Дуговая сварка металлическим газом)
Выбор материала
Безопасность в магазине и этикет
Советы и рекомендации по сварке
ОПЫТ
ОПЫТ
Многие люди задаются вопросом, могут ли они исследовать мир сварки без профессиональной подготовки или сертификации. Ответ ДА! Этот курс — отличная возможность для тех, у кого нулевой или ограниченный опыт сварки но хотелось бы изучить основы без полного обучения.
Ответ ДА! Этот курс — отличная возможность для тех, у кого нулевой или ограниченный опыт сварки но хотелось бы изучить основы без полного обучения.
НЕТ ОБОРУДОВАНИЯ? НЕТ ПРОБЛЕМ.
Не беспокойтесь о том, что у вас нет сварочного оборудования или защитного снаряжения. Все необходимые вам расходные материалы будут предоставлены вам в мастерской , но если вас действительно интересует сварка, у нас есть магазин , где вы можете приобрести собственное маленькое сварочное оборудование Стартовый набор идеально подходит для использования дома и в качестве хобби.
ЧТО ВАМ НУЖНО ЗНАТЬ
Некоторые полезные сведения, которые необходимо знать, прежде чем записаться на семинар.
Есть ли требование по возрасту?
Учащиеся в возрасте от 12 до 15 лет должны иметь подписанную форму согласия родителей и находиться в сопровождении законного опекуна.
Учащиеся в возрасте от 16 до 17 лет должны иметь подписанную форму согласия родителей.
Что я ношу?
Для безопасности себя и окружающих вы должны одеваться соответствующим образом. Сюда входят:
- Длинные рукава и длинные брюки из 100% хлопка или полностью из натурального волокна. Никакой синтетической одежды.
- Кожаные туфли/сапоги с закрытым носком и каблуком.
- Длинные волосы должны быть завязаны сзади.
- Защитные очки и перчатки обязательны и будут предоставлены. Если вы носите корректирующие очки для чтения, возьмите их с собой.
- Не допускается свободная одежда или украшения.
Какова ваша политика?
- Все семинары в Hobby Welder проводятся только в ознакомительных целях и в качестве хобби. Студенты не получат сертификат по окончании.
- Безопасные методы работы будут преподаваться и подчеркиваться на всех семинарах.

Для получения дополнительной информации свяжитесь с нами по телефону (888) 333-0805 или по электронной почте [email protected].
Что происходит после сварочного цеха?
Кто знает, то, что может начаться как хобби, может стать началом долгой карьеры сварщика ! Мы гордимся тем, что можем предложить вам дополнительные продвинутые программы по сварке, которые помогут вам развить ваши навыки и подготовят вас к тому, чтобы стать сертифицированным сварщиком.
Узнайте больше на https://www.arcweldtesting.com/ / https://www.arclabs.edu/
заказать семинар
Семинары
Newport News, VA местоположение
Вступление в сварку
Время мастер -класса:
Понедельник — пятница
8:00 — 12:00
1:00 — 5:00.
Суббота
9:00 — 13:00
140 долларов США на человека
Адрес:
7014 Warwick Blvd. ,
Ньюпорт-Ньюс, Вирджиния 23607
,
Ньюпорт-Ньюс, Вирджиния 23607
ЗАРЕГИСТРИРОВАТЬСЯ
Ирмо, Южная Каролина Адрес
введение в сварку
Время семинара:
Понедельник — Пятница
8:00 — 12:00
13:00 — 17:00
17:00 9:00 4
Суббота
8:00 — 12:00
13:00 — 17:00
140 долларов США на человека
Адрес:
7620A Woodrow St.,
Ирмо, ЮЦ 29603
ЗАРЕГИСТРИРОВАТЬСЯ
Irmo, SC Местоположение
1-недельный летний учебный лагерь по сварке
Часы работы:
Июнь и июль
Понедельник — пятница
8:00 — 12:00
13:00 — 17:00
560 $
700 $ Сэкономьте 140 $ (скидка 20%)
Адрес:
7620A Woodrow St.,
Ирмо, ЮЦ 29603
ЗАРЕГИСТРИРОВАТЬСЯ
ПОЧЕМУ СВАРКА?
Несмотря на то, что сварка является необходимым навыком для всех, кто занимается металлообработкой, она также может быть полезным хобби для тех, кто любит создание промышленного искусства и проекты ремонта своими руками вокруг дома. Вы просто удивитесь, насколько это может быть полезно!
Вы просто удивитесь, насколько это может быть полезно!
СОЗДАЙТЕ
ИСКУССТВО
КРУТО
ПРОЕКТЫ
ВЕСЕЛО
ОПЫТ
ЗАБРОНИРОВАТЬ СЕМИНАР
что они говорят
«На днях мы записались на базовый курс сварки в Hobby Welder, и нам очень понравилось. Наш инструктор был очень знающим и терпеливым. Самое главное, он сделал это безопасно, что было важно для моей жены, которая очень нервничала из-за возгорания!
В целом, я думаю, что это отличная идея, и я действительно рекомендую этот курс всем, кто хотел бы научиться сварке по выходным».
Грег Осборн
Время сеанса
Irmo, SC
Понедельник — пятница
8:00 — 12:00
13:00 — 17:00
17:00 — 21:00
Суббота 8:00000 — 12:00
13:00 — 17:00
Воскресенье
Закрыто
Ньюпорт-Ньюс, Вирджиния
Понедельник — пятница
8:10 3 13:00 — 19:00 — 17:00
Суббота
9:00 — 14:00
Воскресенье
Выходной
Хьюстон, Техас
Суббота
8:00 — 12:00
13:00 — 17:00
Места
Ирмо, Южная Каролина
7620A ул. Вудроу,
Irmo, SC 29603
Вудроу,
Irmo, SC 29603
Newport News, VA
7014 Warwick Blvd.,
Newport News, VA 23607
Houston TX
Школа сварки Arclabs
9510 N Houston Rosslyn Rd, Houston, TX 77088
Телефон
(888) 333-0805
Фейсбук Инстаграм
© 2022 САЙТ СОЗДАН COMET AGENCY. Все права защищены.
© 2022 САЙТ СОЗДАН COMET AGENCY. Все права защищены.
Класс сварки | Городская мастерская
Series 100 Classes — MIG Welding
На этом занятии по технике безопасности и основам использования вы узнаете, как использовать базовую установку оборудования для сварки MIG со сплошной проволокой и защитным газом для создания качественного сварного шва на низкоуглеродистой стали. Сварка MIG (металл в среде инертного газа), также называемая GMAW (дуговая сварка металлическим газом) и сварка с подачей проволоки, представляет собой полуавтоматический метод сварки с использованием сплошной проволоки и защитного газа. С некоторыми изменениями в оборудовании сварка MIG может использоваться для небольшого количества различных металлов, таких как нержавеющая сталь и алюминий. Многие сварочные аппараты MIG также могут работать с трубчатой порошковой проволокой, для которой не требуется защитный газ (так называемая дуговая сварка с флюсовой сердцевиной или FCAW).
С некоторыми изменениями в оборудовании сварка MIG может использоваться для небольшого количества различных металлов, таких как нержавеющая сталь и алюминий. Многие сварочные аппараты MIG также могут работать с трубчатой порошковой проволокой, для которой не требуется защитный газ (так называемая дуговая сварка с флюсовой сердцевиной или FCAW).
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $115, Не член: $161
Предварительные требования: Нет
См. при наличии предложения
После изучения основ сварки MIG вы сможете практиковать конкретные соединения и улучшать качество сварного шва под руководством инструктора .
Будут обсуждаться многие различные соединения и сварка в нерабочем положении, и отдельные учащиеся будут выполнять их по своему усмотрению. Акцент будет сделан на визуальном осмотре сварных швов и теории зоны нагрева, чтобы вы лучше поняли, как на самом деле выглядит качественный сварной шов.
Акцент будет сделан на визуальном осмотре сварных швов и теории зоны нагрева, чтобы вы лучше поняли, как на самом деле выглядит качественный сварной шов.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $115, Не член: $161
Предварительные требования: WLD 101 Основы сварки MIG
См. при наличии установка сварочного оборудования с шпульным пистолетом для создания качественного сварного шва на алюминии. Сварка MIG (металл в среде инертного газа), также называемая GMAW (дуговая сварка металлическим газом) и сварка с подачей проволоки, представляет собой полуавтоматический метод сварки с использованием сплошной проволоки и защитного газа. С некоторыми изменениями в оборудовании сварка MIG может использоваться для небольшого количества различных металлов, таких как нержавеющая сталь и алюминий.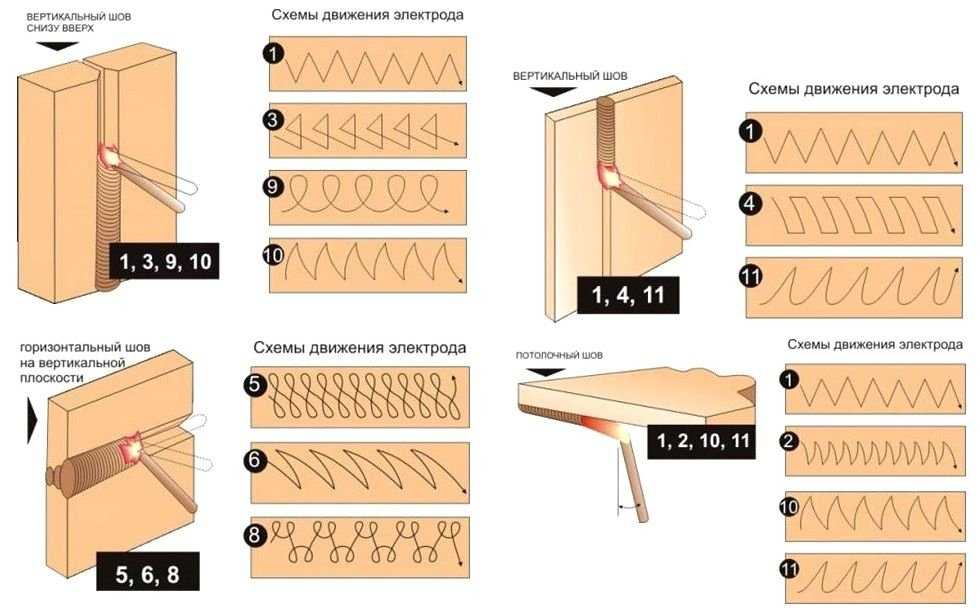 Многие сварочные аппараты MIG также могут работать с трубчатой порошковой проволокой, для которой не требуется защитный газ (так называемая дуговая сварка с флюсовой сердцевиной или FCAW).
Многие сварочные аппараты MIG также могут работать с трубчатой порошковой проволокой, для которой не требуется защитный газ (так называемая дуговая сварка с флюсовой сердцевиной или FCAW).
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Член: $127, Не член: $178
Предпосылки: Нет
См. когда будет предложено . Студенты будут использовать различные материалы, собранные в магазине, и выяснять, что они собираются сделать, вырезая и подготавливая материал для сварки. Много времени будет потрачено на подготовку к сварке, крепление, сварку и очистку после сварки (удаление заусенцев, шлифование, придание формы). Студенты будут MIG и точечной сваркой вместе частей по мере необходимости, чтобы сделать крутую металлическую скульптуру.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $148, Не член: $207
Требования: WLD 101 Основы сварки MIG и MTL101 Основы металлообработки
См. при появлении предложения
Учащиеся научатся делать квадратные стальные соединения . Приспособления будут использоваться для закрепления стыков перед сваркой, в то время как учащийся сначала прихватит их стыки, проверит точность, а затем завершит сварку. Учащиеся будут делать дизайн, похожий на MC Escher, под названием Cube Knot. Это 2-х сессионный класс, который включает в себя методы резки материала, сварки, шлифовки и отделки.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет.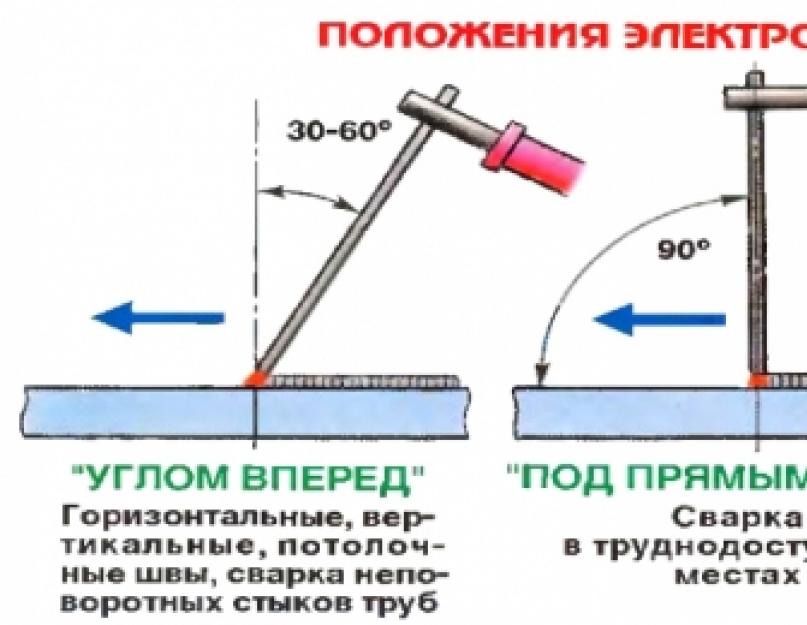 Возраст от 14 до 17 лет с родителями или опекунами.
Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: 217 долл. США, не участник: $ 304
Предварительные условия: WLD101 Основы сварки MIG и MTL101 Основы магазина металлов
См. Когда предлагается
серии 200 классы- TIG Helsd
в этой безопасности. и курс «Основное использование», вы узнаете, как использовать базовую настройку оборудования для сварки TIG для создания качественного сварного шва на низкоуглеродистой стали толщиной менее 1/8 дюйма. Сварка TIG (вольфрам в среде инертного газа), которую также называют дуговой сваркой вольфрамовым электродом (GTAW) и гелиаруговой сваркой, может использоваться для широкого спектра различных металлов и может обеспечить очень чистый, точный и привлекательный сварной шов при обширной практике.
В целях безопасности вы должны носить длинные брюки и рубашку с длинными рукавами из натуральных тканей, а также всегда носить обувь с закрытыми носками в Городской мастерской. После того, как вы пройдете и успешно пройдете этот курс, вы сможете использовать это оборудование для своих проектов всякий раз, когда вы работаете в Urban Workshop в качестве члена!
После того, как вы пройдете и успешно пройдете этот курс, вы сможете использовать это оборудование для своих проектов всякий раз, когда вы работаете в Urban Workshop в качестве члена!
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $130, Не-член: $182
Предварительные условия: Нет
См. когда будет предложено
После прохождения курса TIG Basics вы можете попробовать свои силы в другом материале. Алюминий имеет характеристики, которые требуют специальной настройки оборудования, подготовки металла и работы горелки. На этом занятии вы отработаете определенные соединения и улучшите качество сварного шва под руководством инструктора. Будут обсуждаться сварные швы внахлестку, встык, угол и угловые швы, и отдельные учащиеся будут выполнять свои задания. Акцент будет сделан на визуальном осмотре сварных швов и теории зоны нагрева, чтобы вы лучше поняли, как на самом деле выглядит качественный сварной шов.
Акцент будет сделан на визуальном осмотре сварных швов и теории зоны нагрева, чтобы вы лучше поняли, как на самом деле выглядит качественный сварной шов.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $127, Не член: $178
Предварительные требования: WLD 201 Основы сварки TIG
См. при появлении предложения
под руководством инструктора.
На этом занятии мы обсудим сварку внахлестку, встык, угловые и угловые швы, а отдельные учащиеся будут выполнять их по своему усмотрению. Акцент будет сделан на визуальном осмотре сварных швов и теории зоны нагрева, чтобы вы лучше поняли, как на самом деле выглядит качественный сварной шов.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет.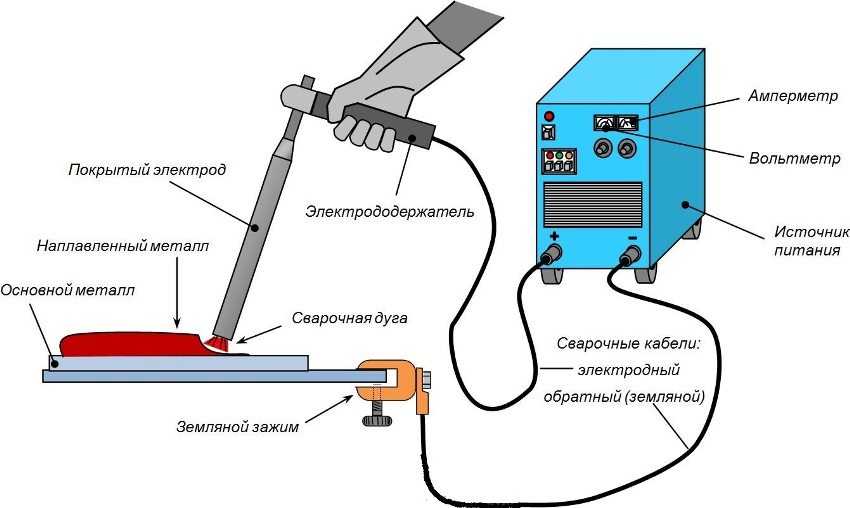 Возраст от 14 до 17 лет с родителями или опекунами.
Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $125, Не член: $175
Необходимые условия: WLD 201 Основы сварки TIG
См. когда предлагается
качество под руководством инструктора. Будут обсуждаться многие различные соединения и сварка в нерабочем положении, и отдельные учащиеся будут работать со своими собственными темпами. Акцент будет сделан на визуальном осмотре сварных швов и теории зоны нагрева, чтобы вы лучше поняли, как на самом деле выглядит качественный сварной шов.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $128; Не член: $179
Предварительные требования: WLD 201 Основы сварки ВИГ
См. при наличии предложения
Занятия серии 300 – Дуговая сварка (дуговая)
Начинающие учащиеся узнают, как сварка стержнем и основные настройки сварки Сварочное оборудование.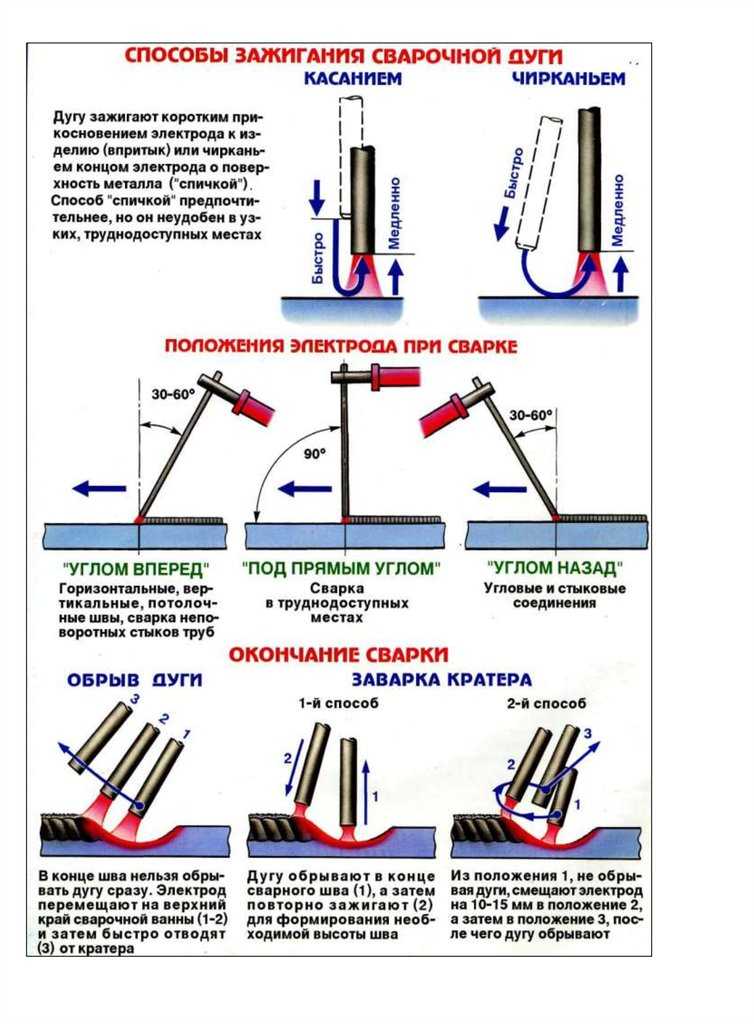 Будут рассмотрены символы сварки, и студенты будут практиковаться в сварке различных тройников и соединений внахлестку.
Будут рассмотрены символы сварки, и студенты будут практиковаться в сварке различных тройников и соединений внахлестку.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $115, Не член: $161
Предпосылки: Нет
См. при появлении предложения
научатся настраивать кислородно-ацетиленовую горелку для резки стали. Вы также научитесь сваривать сталь кислородной горелкой. Представьте себе возможности создания чего угодно из стали и этого удивительного факела! Сварка стержнем (дуговая сварка в среде защитного газа или SMAW) — это процедура электросварки, в которой используются расходуемые стержневые электроды, которые действуют как электрод, присадочная среда и защитный механизм — все в одном.

Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок) s
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Член: $115, Не член: $161
Требования: Нет
См. при появлении предложения сантехника, металлоконструкции, ювелирные изделия. Этот вводный курс по пайке/пайке познакомит вас с соединением материалов в небольших масштабах. Изучите правильную настройку, технику безопасности и работу с горелкой, чтобы успешно паять различные металлы и соединения.
Одежда: Брюки, туфли с закрытыми носками, рубашка с длинными рукавами (100% хлопок)
Возраст: Индивидуальные участники этого класса должны быть старше 18 лет. Возраст от 14 до 17 лет с родителями или опекунами.
Цена: Участник: $121, Не член: $169
Предпосылки: Нет
См.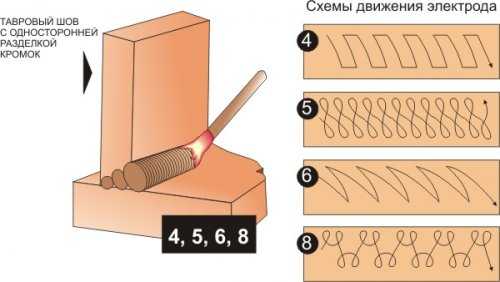 при появлении предложения
при появлении предложения
Сварочное обучение CBE | Колледж Николет
Изучайте сварку в своем собственном темпе, обучаясь на практике, под руководством своего инструктора и тренера по успеху. Программа «Сварка» предназначена для того, чтобы дать учащимся навыки начального уровня, необходимые в производстве, строительстве, техническом обслуживании и других отраслях металлообработки. Вы также познакомитесь с роботизированной сваркой, компьютеризированной резкой, безопасной работой с мостовым краном и научитесь читать чертежи, выполнять компоновку и методы изготовления, а также будете иметь математические и коммуникативные навыки.
Будут объяснены требования для сертификации сварщиков, и будут предложены смоделированные сертификационные тесты. После успешного завершения программы у вас будут навыки, необходимые для прохождения сертификационного теста по сварке или теста для приема на работу.
| Курс № | Название курса | кредитов |
|---|---|---|
| 1044210300 | Print ReadingDescription Учащиеся разовьют навыки интерпретации печати, необходимые в производстве металлов. | 3,00 |
| 1044215700 | Термическая резкаОписание Развивает навыки термической резки и строжки. Учащиеся практикуют ручную и машинную газокислородную резку, плазменную резку и строжку, а также строжку угольной дугой. Требования: 1044217200 Безопасность на производстве (C или выше). | 2,00 |
| 1044215800 | Дуговая сварка углеродистой стали защитным металломОписание Развитие навыков дуговой сварки защитным металлом. | 2,00 |
| 1044215900 | Дуговая сварка углеродистой стали в среде защитного газаОписание Развитие навыков дуговой сварки в среде защитного газа. Учащиеся используют процесс «миг» во всех позициях на углеродистой стали. Требуемые сварные швы включают угловые и разделочные швы с коротким замыканием, напылением и импульсным напылением. Качество сварки оценивается в соответствии с нормами AWS D1. | 3,00 |
| 1044216300 | Контроль и испытания сварных швов Описание Особое внимание уделяется измерению дефектов сварных швов и оценке соответствия качества сварных швов общепринятым нормам сварки. Учащиеся проводят испытания на травление, испытания на изгиб и испытания на разрыв сварных швов. Процесс процедуры и квалификации сварщика изучается посредством групповых занятий. | 1,00 |
| 1044217200 | Безопасность на производствеОписание Готовит учащихся к безопасной эксплуатации оборудования на рабочем месте. | 1,00 |
| 3144210100 | Символы сваркиОписание Учащиеся разовьют навыки интерпретации печати, необходимые при изготовлении металлов. Учащиеся изучают распечатки, содержащие виды в разрезе, виды деталей и обозначения сварных швов. Учащиеся применяют концепции в практических занятиях, приобретают навыки интерпретации распечаток, вычисляют размеры, определяют и интерпретируют символы сварки. | 1,00 |
| 3180410100 | Math SkillsDescription Развивает навыки использования математических принципов, необходимых для технического обслуживания и производства, посредством контекста прикладного обучения. Содержание включает целые числа, дроби, проценты, графики и основы алгебры. Соответствие: 1044210300 Чтение печати. | 1,00 |
| 3180410200 | Навыки геометрии Описание Развивает навыки использования математических принципов, необходимых для технического обслуживания и производства, посредством контекста прикладного обучения. | 1,00 |
 Учащиеся изучают орфографическую проекцию, определение размеров и спецификацию материалов. Учащиеся применяют концепции в практических занятиях, отрабатывая базовые навыки компоновки и безопасного обращения с пилами, ножницами и сверлами. Требования: 3180410100 Математические навыки, 3180410200 Геометрические навыки.
Учащиеся изучают орфографическую проекцию, определение размеров и спецификацию материалов. Учащиеся применяют концепции в практических занятиях, отрабатывая базовые навыки компоновки и безопасного обращения с пилами, ножницами и сверлами. Требования: 3180410100 Математические навыки, 3180410200 Геометрические навыки.| Курс № | Название курса | Кредиты |
|---|---|---|
| 1044212000 | GTAW на углеродистой сталиОписание Развивает навыки дуговой сварки вольфрамовым электродом в среде защитного газа. Учащиеся сваривают лист и пластину из углеродистой стали в плоском, горизонтальном и вертикальном положениях. | 2,00 |
| 1044212300 | GTAW на нержавеющей сталиОписание Развивает навыки дуговой сварки вольфрамовым электродом в среде защитного газа. Учащиеся сваривают лист и пластину из нержавеющей стали в плоском, горизонтальном и вертикальном положениях. Требование: 1044217200 Безопасность в производстве (C или выше) (одновременная регистрация разрешена). | 1,00 |
| 1044212600 | GTAW на алюминииОписание Развить навыки дуговой сварки вольфрамовым электродом в среде защитного газа на алюминии. | 1,00 |
| 1044213000 | Знакомство с машинными операциямиОписание Знакомит учащихся с основными машинными операциями. Студенты также будут работать с основными станками, используемыми в производстве и обслуживании, чтобы развить навыки использования токарного станка, сверлильного станка, ленточной пилы и шлифовальных станков. | 2,00 |
| 1044215000 | Дуговая сварка нержавеющей стали в среде защитного газаОписание Основано на навыках, полученных при дуговой сварке нержавеющей стали в среде защитного газа. Учащиеся используют процесс «миг» в плоском, горизонтальном и вертикальном положениях на стали, нержавеющей стали и алюминии. Требуемые сварные швы включают угловые швы и сварные швы разделки со струйным и импульсным струйным переносом. Требования: 1044217200 Безопасность на производстве (C или выше). | 1,00 |
| 1044215300 | GMAW на алюминииОписание Развить навыки импульсной газовой дуговой сварки алюминия. | 1,00 |
| 1044216700 | Введение в ИзготовлениеОписание Расширяет навыки, развитые в Чтении Сварочных Отпечатков. Учащиеся изучают символы разделочной и выступающей сварки, геометрические допуски и международные печатные издания. Учащиеся применяют концепции через индивидуальные и групповые действия по изготовлению. | 1,00 |
| 1044216900 | Дуговая сварка углеродистой стали с флюсовой проволокойОписание Развивает навыки дуговой сварки с флюсовой проволокой. Учащиеся выполняют угловые и разделочные швы на стали во всех положениях. Качество сварных швов оценивается в соответствии с AWS D1.1 — Кодексом конструкционной стали. Требуемые работы также включают в себя основные сварные швы с использованием процесса SAW и обратную зарезку с использованием процесса воздушной дуги. Требования: 1044217200 Безопасность на производстве (C или выше). | 3,00 |
| 3144215600 | Сварка МеталлургияОписание Предназначен для обучения студентов основам металлургии. | 1,00 |
| 31800 | Профессиональные навыки для достижения успехаОписание Этот курс дает возможность развить знания, навыки и понимание того, что нужно, чтобы стать профессиональным сотрудником. Этот курс будет сосредоточен на развитии межличностных навыков эмоционального интеллекта, общения, работы в команде, ведения переговоров, разрешения конфликтов, решения проблем и принятия решений в профессиональной среде. | 1,00 |
| 31800 | Этика на рабочем местеОписание Этот курс предлагает возможность развить вашу способность распознавать и принимать этические решения на рабочем месте. Основное внимание будет уделяться признанию и развитию ценностей. Расширение этических ценностей будет направлено на демонстрацию уважения через достоинство, разнообразие и равенство, а также на усиление руководящих действий с принципами конфиденциальности, честности и прозрачности в бизнесе и в поведении по отношению к другим. | 1,00 |
Краткий обзор
Как вы будете учиться
Изображение
В кампусе
Изображение
Онлайн-классы
Изображение
Несколько дат начала
Изображение
Гибкий темп
2022 Даты начала
| 5 января | 2 мая | 6 сентября |
| 7 февраля | 6 июня | 3 октября |
| 1 марта | 11 июля | 7 ноября |
2023 Даты начала
| 9 января | 8 мая |
| 6 февраля | 5 июня |
| 6 марта | 3 июля |
Что такое компетентностное образование?
Обучение на основе компетенций (CBE) — это обучение в вашем собственном темпе путем овладения компетенциями посредством демонстрации. После оценки и освоения всех компетенций по программе учащиеся получают сертификат, диплом или степень.
Приблизительная стоимость
5 879 долларов США*
Право на получение финансовой помощи
*На основе 10-уровневый курсы — материалы, книги и оплата могут быть дополнительными
Студенческое оборудование
Студенты должны приобрести сварочные комплекты в книжном магазине колледжа или получить минимальный набор инструментов и оборудования, перечисленных для успешного выполнения курсовой работы и оценки эффективности в сварочной лаборатории.
- Защитные очки
- Перчатки сварщика MIG и TIG
- Отбойный молоток
- Сварочная шапка
- 8-сторонние клещи для сварки
- Держатель из мыльного камня
- Тройная кремневая зажигалка
- Рулетка
- Измеритель угловых швов
- Магнитный инструмент
- Перчатки для работы с материалами
- Подушечка для левой руки
- Сумка для инструментов
- Сварочные карандаши
- Каска с автоматическим затемнением
- Крышка объектива
- Сварочная куртка
Чему вы научитесь
- Демонстрация общепризнанных методов обеспечения безопасности
- Интерпретация сварочных чертежей
- Производство дуговой сварки металлическим газом (GMAW)
- Производство электродуговой сварки в среде защитного металла (SMAW)
- Производство сварных швов с флюсовой проволокой
- Производство дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW)
- Выполнение операций резки
Ваша потенциальная карьера
- Сварщик на производстве
- Ремонтный сварщик
- Job Shop Layout Welder
- Продажа и обслуживание сварочных работ
- Самозанятость
Средняя годовая заработная плата
| 41 739 долл. США | 46 044 $ | 43 508 долл. США |
| Местный | Штат | Национальный |
|---|
ЭМСИ 2022.1
Начало работы
Ваше заявление можно подать онлайн, это займет всего несколько минут.
Gainful Employment Disclosure
Эта программа рассчитана на 1 год.
Эта программа будет стоить 6 913,00 долларов США, если она будет завершена в обычное время. Возможны дополнительные расходы на проживание. Эти расходы были точными на момент публикации, но могли измениться.
Из студентов, завершивших эту программу в обычное время, типичный выпускник уходит с долга в размере 5 444,00 долларов США.
В следующих штатах нет требований к лицензированию для этой профессии: Висконсин
Для получения дополнительной информации о количестве выпускников, коэффициентах погашения кредита и доходах после зачисления в этом учебном заведении и других высших учебных заведениях, пожалуйста, нажмите здесь: https://collegescorecard. ed.gov/search/?name=Nicolet%20Area%20Technical%20College&sort=salary:desc
Как стать сварщиком – Руководство – Seabery
В этом руководстве мы собираемся обсудить, где и как начать свою карьеру сварщика, минимальные требования, необходимые для получения работы сварщиком, различные типы сварочных профессий доступные возможности для получения образования и другую соответствующую информацию, которая может помочь вам начать торговлю.
Сварочная промышленность присутствует в нашей повседневной жизни, ее можно оценить в зданиях, автомобилях, машинах, мостах и многом другом. Традиционно это было связано с проектированием, безопасностью, качеством и даже рисками. Наиболее важными качествами для того, чтобы стать сварщиком, являются самоотверженность, трудовая этика и внимание к деталям, чтобы освоить тонкости профессии.
Сейчас сварочная промышленность вступает в решающий этап. Существующие сварщики уходят на пенсию; средний возраст квалифицированных и опытных сварщиков – 50+. Возможности попасть в эту отрасль изобилуют, в то время как отрасль сталкивается с нехваткой сварщиков, а обучение навыкам обширно. Могут ли новые технологии и образование решить эту проблему?
Что нужно, чтобы стать сварщиком?
Являетесь ли вы молодым и новичком на рынке труда или опытным и ищете перемен, мужчиной или женщиной, и даже если вы математический гений, это не имеет значения; если вы хотите стать сварщиком, это возможно и может быть очень прибыльным . Забудьте о том, что вы, возможно, слышали от других, что вам нужны XYZ-навыки или мышление, сварке нужно учиться, это не то, к чему вы рождены. Чтобы стать сварщиком нужно уметь учиться и отдаваться процессу .
Обучение имеет первостепенное значение для этой карьеры, и есть много разных способов начать работу в этой профессии. В большинстве стран обучение сварке проводится профессиональными школами или аналогичными учебными центрами, которые имеют специальные программы обучения для новичков. В некоторых странах такое обучение может проводиться непосредственно национальной/местной ассоциацией сварщиков, которая также несет ответственность за сертификацию сварщиков.
Сертификаты сварщиков могут различаться в зависимости от страны, но существуют международные ассоциации, которые предоставляют международно признанные сертификаты. Одним из примеров является Международная программа для сварщиков Международного института сварки (IIW).
Если вы только начинаете работать сварщиком, ученичество может стать для вас хорошим способом. Местные профсоюзы могут открыть несколько вакансий для ученичества, которые помогут вам получить базовый опыт работы в отрасли.
Что нужно, чтобы стать профессиональным сварщиком?
Желание и способность учиться важны, но, скорее, важны готовность или стремление к обучению. Сварка не является чем-то простым, чему можно быстро научиться и овладеть. Большинство сварщиков проводят десятилетия, совершенствуя свои навыки , обучаясь и переподготавливая, тестируя различные технологии сварки, приемы и спецификации процедур сварки (WPS) и обеспечивая получение всех необходимых сертификатов сварщика. Для профессиональных сварщиков важно быть в курсе последних тенденций и постоянно совершенствовать свои навыки и умения. Итак, помимо стремления к обучению, что еще вам может понадобиться?
- Практика, практический опыт – Вся теория в мире не поможет, если вы не применяете свои знания на практике. Сертифицированные мастера сварки – это те, кто провел больше всего часов за сварочной горелкой. Сварку можно освоить только на практике. Опыт можно найти как часть вашего образования, будь то в местном колледже, техникуме или профессиональном училище.
- Специальность – Сварщик, как правило, высокооплачиваемая профессия, и профессиональные сварщики всегда востребованы. Как и во многих других отраслях, если вы хотите найти высокооплачиваемую работу, вам действительно стоит быть специалистом. При выборе специализации ориентируйтесь на свои интересы и потребности сварочной отрасли в вашей стране.
- Сертификация . Требования к сертификации различаются в зависимости от страны, о которой идет речь. Некоторые европейские страны имеют свои собственные требования, установленные их собственными сварочными ассоциациями. В Германии, например, Немецкое общество сварщиков (DVS) проводит сертификацию сварщиков в стране. Есть несколько примеров международной сертификации сварщиков, например, международная сертификация сварщика, выданная Международным институтом сварки (IIW).
- Интерес к технологиям – Сварочная промышленность развивается очень быстро, новые технологии и тенденции являются ключевыми для поддержания отрасли в актуальном состоянии, а сварщики должны идти в ногу со временем. Рост Индустрии 4.0 привел к появлению новых технологий в сварочной отрасли, отличным примером является роботизированная сварка. Некоторым профессиональным сварщикам теперь требуется только освоить ручную сварку, но иметь возможность запрограммировать робота для выполнения идеального сварного шва.
- Непрерывное обучение – Переподготовка и повышение квалификации являются ключевыми для профессиональных сварщиков, им необходимо осваивать новые требования и тенденции, чтобы не «устареть». Отличные сварщики — это те, кто продолжает обучение, будучи профессионалами, стремясь к следующему шагу в своей карьере и продолжая развивать свои навыки и знания в области сварки.
Различные виды сварки
Сварка может выполняться с помощью множества различных процессов. Количество процессов может варьироваться в зависимости от того, как мы их квалифицируем или фильтруем, но на данный момент это «четыре лучших» сварочных процесса, используемых во всем мире:
Сварка MIG – MIG расшифровывается как сварка металлическим инертным газом, и это самый распространенный тип сварки, тот, который сразу приходит на ум. Это самая простая в освоении и самая универсальная дисциплина для любого сертифицированного сварщика, идеально подходящая для работы со сталью или алюминием.
Это иногда называют дуговой сваркой металлическим газом (GMAW).
- Сварка TIG – TIG расшифровывается как сварка вольфрамовым электродом в инертном газе и также упоминается некоторыми как GTAW – дуговая сварка вольфрамовым электродом в среде защитного газа. Это одно и то же, и оба используют вольфрамовый газ для создания высококачественного сплава в месте, где шлифование или регулировка соединения могут быть затруднены. Это рассматривается как процесс сварки, который требует настоящих навыков и опыта
- Сварка FCAW – FCAW означает дуговую сварку порошковой проволокой. В сварке FCAW используется непрерывный расходуемый электрод, заполненный флюсом, и он часто используется в строительстве и промышленности, хотя это гибкий процесс, который можно использовать во многих различных проектах. Имейте в виду, что этот процесс создает дым, поэтому его лучше применять на открытом воздухе
- Сварка SMAW – SMAW расшифровывается как дуговая сварка защищенным металлом, в этом процессе дуга образуется между стержнем и свариваемыми материалами. Этот процесс популярен в профессионально-технических училищах из-за его низкой цены (не требует газа). Он часто используется для ремонта и является хорошим выбором для сварки на открытом воздухе.
Как вы, возможно, заметили выше, многие различные процессы сварки имеют разные названия, поэтому полезно знать, какие процессы одинаковы. Эти четыре процесса хорошо известны во всем мире, но профессиональные сварщики должны быть знакомы с другими конкретными процессами, которые используются в их конкретной отрасли, помните о важности непрерывного обучения!
Какие хорошие навыки сварки?
Для тех, кто подает заявку на участие в программах сварки, вот несколько идеальных навыков, которые должен предложить тот, кто работает в сфере сварки:
ЗНАНИЯ ПО СВАРКЕ – Знающий сварщик будет иметь решение для многих различных типов материалов, обширные знания о том, как работает различное оборудование и технологии, а также большой опыт работы в проектах, начиная от судостроения и заканчивая общим техническим обслуживанием. Для новичка это означает, что стремление к широким техническим знаниям и желание адаптироваться являются востребованными качествами. Это делает целесообразным присоединиться к учебным программам или техническим школам, которые предлагают многофункциональный опыт. Смотрите предыдущий раздел о различных видах сварки и приобретайте опыт в каждом из них (и даже больше)
СИЛА И ЛОВКОСТЬ — Плохой сварной шов может травмировать людей или похуже, поэтому важно, чтобы вы были достаточно сильны, чтобы обращаться со сварочным оборудованием, достаточно ловки, чтобы правильно им пользоваться, и достаточно точны, чтобы выполнять работу правильно. первый раз. Другим аспектом этого является ваша физическая подготовка, так как эта работа может быть требовательной к телу и разуму.
ВНИМАНИЕ К ДЕТАЛЯМ – Качество играет ключевую роль в торговле. Все ваши сварочные шарики и упражнения пройдут интенсивные проверки качества, чтобы убедиться, что они выполнены идеально и их можно считать безопасными. Профессиональные сварщики обращают внимание на каждую мелочь, начиная от настроек оборудования и заканчивая тем, чтобы все вокруг было безопасным.
РАБОТАЕТ САМОСТОЯТЕЛЬНО – Способность работать самостоятельно и в команде. Большая часть работы, которую вы будете выполнять как сертифицированный сварщик, будет выполняться вместе с вами, но при выполнении некоторых сварочных работ вам потребуется возможность сотрудничать и эффективно общаться с разными коллегами.
АМБИЦИИ – Поскольку в этой отрасли не место самоуспокоенности (особенно из-за интенсивных процедур безопасности), сварщики-стажеры должны стремиться работать над крупными инфраструктурными проектами, применять свои навыки в автомобильной промышленности, учиться работать со структурными сталь и ацетилен, понимают ключевые элементы производства металлов и пользуются доверием при чтении чертежей. По сути – учиться, карабкаться, учиться, карабкаться и осваивать отрасль
ДОПУСТИМОСТЬ К РИСКУ – Неприятие риска – это хорошее качество, поскольку вы не хотите, чтобы ваша карьера сварщика оборвалась из-за ужасной травмы из-за невнимательности. Оборудование для обеспечения безопасности не просто так
ОСНОВНЫЕ МАТЕМАТИЧЕСКИЕ НАВЫКИ – Числа используются для размеров, расчета материалов и выравнивания, а иногда и в программах САПР и чертежах, определяющих каждый проект. Базовые знания настоятельно рекомендуются для сияния в сварочной отрасли.
Как выглядит карьера сварщика?
- Найдите информацию об основных сварочных учреждениях в вашей стране.
Ассоциации сварщиков являются ключевыми игроками, занимающимися сертификацией сварщиков в стране. Они контактируют с профессиональными учебными заведениями и промышленными компаниями, поэтому у них есть вся информация об обучении, рабочих местах, требованиях к сертификации…
В США лучше всего начать работу с Американским обществом сварщиков или найти тех, кто управляйте местным профсоюзом сварщиков. Если вы не можете найти профсоюз сварщиков, попробуйте профсоюз сантехников или монтажников, так как они часто связаны между собой. Для тех, кто находится за пределами США, найдите профсоюз или общество сварщиков в своей стране. Скорее всего, они посоветуют вам получить какой-то сертификат сварщика (AWS предлагает лучшие программы сертификатов сварщика в США) и пройти обучение, прежде чем пытаться использовать какое-либо оборудование.
В Европе лучше всего начать с Европейской федерации сварщиков или Международного института сварки (IIW). Для австралийцев квалификация Международного инженера по сварке (IWE) от IIW еще не является обязательным требованием, но большинство организаций начинают требовать ее.
- Узнайте о видах, местоположении и стоимости обучения сварке рядом с вами
С информацией от вашей национальной/местной ассоциации сварщиков вы сможете организовать возможные варианты обучения сварке рядом с вами. Вы, вероятно, сможете выбирать между различными вариантами, такими как:
- Программы профессионального обучения (как платные, так и неоплачиваемые)
- Разнообразные учебные программы или учебные курсы по сварке
- Общественные колледжи, предлагающие доступные сертифицированные курсы сварки
- Престижные частные школы сварщиков с дорогими курсами
- Колледжи и университеты, предлагающие полную 4-летнюю степень бакалавра в области сварки
- Сделайте свой выбор обучения
Любой из этих вариантов может подойти вам, ваша карьера сварщика может начаться с любой стартовой линии и пойти разными путями!
Наш единственный совет: убедитесь, что обучение, которое вы проходите, обновлено, безопасно и соответствует официальным сертификатам. Новые тенденции и технологии , такие как дополненная и виртуальная реальность или геймификация, уже повышают эффективность обучения сварщиков во всем мире, и их всегда следует учитывать при принятии решения.
Хотя мы не можем сказать, что будет лучше для вас, мы можем подтвердить, что ученичество является эффективным местом для многих сварщиков из-за низких затрат. Как правило, они бесплатны, или вам могут даже платить за вашу работу. Они идеально подходят для тех, кто только что закончил среднюю школу, кто не хочет получать степень бакалавра, и кто все еще живет дома и получает некоторую финансовую поддержку от своих семей в течение 5 лет.
- Не забывайте тренироваться
После того, как вы закончите обучение, не забывайте продолжать практиковаться и учиться, сварочная отрасль развивается очень быстро, постоянно разрабатываются новые тенденции и методы. Найдите то, что идеально соответствует вашим навыкам (следите за тем, что нужно рынку) и продолжайте работать и специализироваться на различных процессах, соединениях, положениях, материалах… продолжайте практиковаться и практиковаться в различных сварочных работах.
- Получите официальную сертификацию
Несмотря на то, что требуемые сертификаты различаются в зависимости от страны, существуют некоторые международные сертификаты, известные во всем мире, такие как International Welder от IIW.
Эти официальные сертификаты улучшат вашу позицию при поиске сварочных работ и даже могут помочь вам выбрать специализацию в области сварки.
- Найдите идеальную работу
Сварочная отрасль предлагает множество вариантов карьеры. Возможно, вы захотите стать одним из сертифицированных мастеров сварки и взяться за амбициозные зарубежные проекты, подводные задачи и другие более авантюрные опыты в отрасли. Может быть, вы увлечены автомобилями и хотели бы сосредоточиться на автомобильной промышленности, или, может быть, железнодорожная отрасль — ваш выбор.
Вы даже можете стать инспектором по сварке или руководителем участка, помогая новому поколению амбициозных сварщиков пройти через это!
Как Soldamatic меняет подход к обучению сварщиков?
Традиционное образование в области сварки не сильно изменилось за 220 лет, прошедших с момента изобретения паяльной лампы, но новые технологии, такие как дополненная реальность, уже меняют традиционное обучение. Soldamatic Augmented Training позволяет стажерам сваривать в дополненной реальности, сокращая время обучения на 56% и подвергаясь на 84% меньшему количеству несчастных случаев . Образовательные учреждения, инвестирующие в технологии Soldamatic, могут сертифицирует на 34 % больше учащихся (в среднем) и открывает 68-процентное сокращение затрат на лабораторию и оборудование .
Soldamatic выводит образовательные учреждения и программы на новый уровень обучения с помощью своего гибкого программного обеспечения, улучшая результаты с помощью дополненной реальности . С учетом того, что ряд отраслей требует геймификации, виртуальной и дополненной реальности, платформ электронного обучения и цифрового обучения, чтобы помочь революционным изменениям, он идеально подходит для поддержки следующего поколения сварщиков.
Сколько зарабатывают сварщики?
Как мы уже говорили, сварщик предлагает множество различных карьерных путей, и у каждого из них есть свои плюсы и минусы. Заработная плата варьируется в зависимости от спецификации работы и требуемых сертификатов, страны, в которой вы работаете, различных отраслей…
Почти невозможно установить диапазон заработной платы, но в следующем списке вы можете найти некоторую информацию о заработной плате для сварщиков по всему миру.
- Германия: 30 000–40 000 евро в год или 14–21 евро в час
- Австралия : 60 000–95 000 австралийских долларов в год или 30–45 долларов в час
- США: 33 000–55 000 долларов США в год или 17–100 долларов США в час
- Корея: 21-35 миллионов вон в год или 12 000-16 000 вон в час
- Япония: 1,2-4 млн иен в год или 1000-3000 иен в час
- Швеция: 84 000–150 000 шведских крон в год или 40–70 шведских крон в час
- Чехия: 200 000 – 300 000 крон в год или 100-150 крон в час
Вы можете узнать больше о самых высокооплачиваемых сварочных работах в нашем посте здесь
Заключение
Сварочная промышленность предлагает различные решения для людей, ищущих карьеру, есть много возможных путей в вашей карьере сварщика, но если вы действительно интересуется сваркой, шансы найти подходящую работу в настоящее время очень высоки. Нехватка сварщиков является глобальной проблемой, которая продолжает расти во всем мире, и квалифицированные профессиональные сварщики уходят на пенсию, требуется смена поколений.
Несмотря на то, что традиционное обучение сварщикам не считается «привлекательной» карьерой, новые технологии и тенденции уже приближают его на один шаг к Индустрии 4.0. Такие технологии, как дополненная реальность, уже помогают следующему поколению сварщиков таких крупных промышленных игроков, как Siemens или Volkswagen.
Не медлите и начните строить свою собственную карьеру сварщика!
Лучшие онлайн-курсы по сварке 2022 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: istockphoto.com
Как и во многих других профессиях, спрос на сварщиков в самых разных отраслях растет. Хотя для других профессий могут потребоваться годы обучения и обучения, прежде чем можно будет поступить на работу, человек, практически не имеющий опыта сварки, может стать профессиональным сварщиком всего за 6 месяцев. А поскольку для того, чтобы стать сертифицированным сварщиком, не требуется определенное количество учебных часов — студенты должны просто пройти тест, чтобы получить сертификат, — начинающим сварщикам, желающим сменить карьеру, не нужно бросать свою основную работу, чтобы начать обучение.
Несмотря на то, что для обучения необходимо пройти практическое обучение, существует множество онлайн-курсов по сварке, которые могут предоставить дополнительные инструкции и рекомендации для подготовки сварщиков к поступлению на работу или предложить продолжение обучения тем, кто уже работает. Впереди узнайте о некоторых из лучших онлайн-курсов по сварке.
- ЛУЧШИЙ В ОБЩЕМ ОБРАЗЕ: 8-недельный онлайн-семинар по сварке AWS
- ЛУЧШИЙ НЕПРЕРЫВНОЕ ОБРАЗОВАНИЕ: Hobart Institute of Welding Technology
- ЛУЧШИЙ ВЫГОД: Сертификация Udemy по сварочным технологиям
Фото: istockphoto.com
На что обратить внимание при выборе одного из лучших онлайн-курсов по сварке понимают важность аккредитации, а также различные виды сварки, которым обучают на этих курсах. Читайте дальше, чтобы узнать больше об этих и других атрибутах онлайн-курсов по сварке. Преподаваемые методы сварки Существует четыре различных типа сварки, и студенты могут найти курсы по каждому из этих типов в Интернете. Различные типы сварки имеют разные применения, поэтому учащиеся захотят рассмотреть доступные типы сварки и область, на которой они хотели бы сосредоточиться.
- MIG: MIG обозначает металл в среде инертного газа, который также называется дуговой сваркой металлическим электродом в среде защитного газа (GMAW). Сварщики MIG пропускают тонкую проволоку через инструмент для сварки материалов. Считается, что сварке MIG легче научиться, чем другим видам сварки, и это обычная практика в строительстве, автомобилестроении и на заводах. При сварке MIG используется инертный защитный газ для защиты зоны сварки от кислорода и водяного пара.
- TIG: Сварка TIG (вольфрам в среде инертного газа), также известная как GTAW (дуговая сварка вольфрамовым электродом). Это более продвинутая форма сварки, требующая координации недоминирующей руки, доминирующей руки и ноги при использовании неплавящегося вольфрамового электрода. Сваривается крошечный участок, что требует высокого уровня точности. Сварка TIG является стандартной при создании велосипедов и самолетов, а сварные швы очень прочные. Как и сварка MIG, сварка TIG требует использования защитного газа.
- Палка: Название сварка палкой происходит от формы сварочного электрода. Дуговая сварка стержнем или электродуговая сварка в среде защитного газа (SMAW) отличается от других типов сварки тем, что не требуется защитный газ. Это означает, что электродуговую сварку можно выполнять на улице, на ветру или под дождем, а также на грязных или ржавых материалах. Сварка стержнем также более экономична и удобна для самостоятельного изготовления (многие из лучших сварочных аппаратов для любителей — это стержневые модели). Однако дуговая сварка не самая прочная и подвержена трещинам.
- Порошковая сварка: Дуговая сварка с флюсовой проволокой (FCAW) — еще один метод, удобный для начинающих. Как и при сварке MIG, в ней используется электрод с непрерывной подачей. При сварке под флюсом используется защитный газ и элемент, известный как флюс, который действует как очищающий агент и дополнительная защита от кислорода и паров.
При выборе курса сварки абитуриентами крайне важно учитывать структуру, продолжительность и расписание курса. Некоторые курсы по сварке проводятся под руководством инструктора, требуя от студента посещения виртуальных занятий по установленному расписанию. Некоторые курсы для самостоятельного обучения позволяют учащимся выполнять курсовую работу по собственному расписанию. Курсы под руководством инструктора предоставляют учащимся более широкий доступ к взаимодействию между учителем и учеником. Напротив, курс для самостоятельного обучения идеально подходит для тех, у кого плотный или переменный график, и которые могут не иметь возможности посещать живые занятия.
Продолжительность курса сварки зависит от его типа. Курсы профессионального развития, ориентированные на определенный навык, могут потребовать всего 4 или 5 часов занятий, тогда как полноценный курс может длиться до 8 недель.
Курсы начального уровня и курсы повышения квалификацииКурсы сварки предназначены либо для новичков, практически не имеющих опыта сварки, либо для профессионалов, стремящихся усовершенствовать свои существующие навыки. При поиске классов учащиеся захотят убедиться, что они выбирают программу, которая соответствует их потребностям.
Курсы начального уровня предназначены для тех, кто имеет базовый или минимальный опыт сварки, и направлены на то, чтобы помочь учащимся пройти сертификацию, подготовив их к сертификационному экзамену по сварке. Важно отметить, что, хотя курс сварки начального уровня поможет студенту подготовиться к этому экзамену, он не заменяет очное обучение. Студенту потребуется практическое обучение сварке, чтобы получить навыки, необходимые для того, чтобы стать сертифицированным сварщиком. Тем не менее, онлайн-курсы могут быть полезным дополнением к изучению науки о сварке.
Сварщики, желающие продолжить обучение, могут найти онлайн-курсы по сварке, посвященные конкретным навыкам, которые они хотят добавить в свой репертуар, или курсы, которые позволят им сохранить свои сертификаты.
Очное обучение по сравнению с онлайн-обучениемВ то время как очное обучение необходимо для изучения практических навыков, таких как сварка, онлайн-школа сварки позволит учащимся получить большую часть обучения, необходимого для обучения сварке по гибкому графику, не выходя из собственного дома. Помимо большей гибкости, онлайн-курсы по сварке, как правило, более доступны, чем очные курсы, что делает их идеальными для людей с ограниченным бюджетом.
Хороший онлайн-курс даст учащимся доступ к обучающим видео, материалам для чтения и различным другим курсовым работам, а также возможность связаться с преподавателем. В курсе также должно быть четко указано, какое оборудование и расходные материалы необходимо приобрести учащемуся для отработки новых навыков.
Стоимость онлайн-курсов по сварке зависит от продолжительности курса и от того, аккредитован ли курс Американским обществом сварщиков (AWS). Аккредитованные онлайн-курсы, предназначенные для сварщиков начального уровня, которые хотят получить сертификат, обычно стоят от 2000 до 3000 долларов и длятся несколько недель. Это меньше, чем стоимость очных курсов начального уровня, которые варьируются от 5000 до 15 000 долларов.
Занятия без аккредитации, длящиеся всего несколько часов, могут стоить всего 20 долларов. Несмотря на то, что онлайн-курсы по сварке доступны бесплатно, учащимся следует опасаться их, так как они могут научить небезопасным методам работы.
Аккредитация программы При поиске онлайн-курса по сварке будущие студенты должны учитывать, аккредитована ли программа или нет. Аккредитованная программа позволит учащимся выполнить курсовую работу, которая может быть использована для получения или сохранения различных сертификатов, необходимых для работы профессиональным сварщиком. Сертификаты сварщика выдаются AWS, который требует, чтобы студенты сдали письменный тест и квалификационный экзамен для получения сертификата.
AWS предлагает наиболее широко распространенную сертификацию в области сварки. Учащимся не нужно выполнять какую-либо специальную курсовую работу или предварительные условия для получения сертификата AWS. Вместо этого учащиеся должны пройти письменный тест и оценку успеваемости, чтобы получить сертификат. Студенты, заинтересованные в получении сертификата, должны найти онлайн-курс по сварке, предназначенный для подготовки к этому тесту.
Наш выборДалее потенциальные студенты могут изучить лучшие онлайн-курсы, независимо от того, хотят ли они получить онлайн-сертификат по сварке, уже работают в отрасли и хотят продолжить свое образование или хотят научиться сварке в качестве хобби.
Фото: awo.aws.org
Проверить последнюю цену
Почему это удалось: 8-недельный онлайн-семинар AWS по сварке — лучший способ подготовиться к сертификационному тесту AWS для тех, кто имеет опыт сварки.
AWS предлагает наиболее широко распространенную сертификацию для профессиональных сварщиков, поэтому вполне логично, что ее 8-недельный онлайн-семинар является лучшим вариантом дистанционного обучения для начинающих сварщиков. Студенты должны знать, что это не программа для тех, у кого нет опыта сварки; Ожидается, что они будут знакомы с основными сварочными процессами и терминологией до зачисления. Программа состоит из серии двухчасовых онлайн-занятий в прямом эфире, которые идеально подходят для студентов, у которых может не быть времени на очные занятия, но которые хотят воспользоваться преимуществами живого обучения. В дополнение к живым занятиям курс также включает учебные пособия и практические тесты, разработанные специально для того, чтобы помочь студенту подготовиться к экзамену AWS. Он также включает 3-летнее членство в AWS, и AWS предлагает участникам скидки на стоимость обучения.
Спецификации
- Продолжительность курса: 8 недель
- Начальный уровень и повышение квалификации: Начальный уровень
- Стоимость: от 0 до 2,960 долларов США для участников; От 2180 до 2915 долларов США для лиц, не являющихся членами
- Аккредитация программы: Американское общество сварщиков
- Подготовка к сертификации AWS: Да
Pros
CONS
- Технология предлагает индивидуальные занятия по сварке, посвященные конкретным навыкам, которые идеально подходят для тех, кто хочет сохранить свои сертификаты.
Hobart Institute of Welding Technology предлагает ряд курсов для инспекторов или инструкторов по сварке, которым необходимо поддерживать свои сертификаты. Хотя Hobart предлагает множество очных курсов для тех, кто хочет научиться сварке, он не предлагает онлайн-курсов, которые обучают сварке начального уровня. Его онлайн-курсы ограничены классами для инспекторов по сварке и преподавателей. Онлайн-институт сварки Хобарта предлагает семь занятий, специально посвященных оценке сварных швов и выявлению дефектов для поддержания контроля качества. Курсы Хобарта, каждый из которых состоит из пяти 25-минутных видеороликов, также доступны по цене: каждый отдельный курс стоит 89 долларов.. По окончании курсов учащиеся сдают заключительный тест, чтобы получить сертификат об окончании и получить кредиты для продолжения образования. Кредиты курса, полученные на этих занятиях, можно использовать для повторной сертификации AWS.
Спецификации
- Длина курса: 4 часа на тему
- начального уровня против продвинутого карьерного обучения: Advanced Career Training
- Стоимость: $ 89 на т. 0011 Американское общество сварки
- Подготовка к сертификации AWS: Да
Pros
- Специфические темы, разработанные AWS
- Курсы. выбор курса
Фото: udemy.com
Проверить последнюю цену
Почему он стал популярным: Всего за 19,99 долларов США курс Udemy Certification in Welding Technology — это отличное введение в профессию сварщика.
Курсы сварки могут стоить тысячи долларов за обучение, что не имеет смысла для тех, кто хочет научиться сварке, но не заинтересован в получении сертификата. Те, кто хочет начать заниматься сваркой с ограниченным бюджетом, не захотят искать дальше, чем агрегатор онлайн-классов Udemy, который предлагает углубленную сертификацию в классе сварочных технологий по низкой цене 19,99 долларов США. Потенциальные студенты захотят знать, что программа не аккредитована и поэтому не может использоваться для сертификации AWS.
Этот курс дает обзор истории сварки, методов сварки плавящимся и неплавящимся электродами, а также типов сварных соединений.
Никаких предварительных знаний не требуется, и студенты могут пройти курс по своему собственному расписанию. Учащиеся также могут ознакомиться с отзывами и оценками класса непосредственно на веб-странице, чтобы решить, подходит ли им данный класс.Спецификации
- Продолжительность курса: 3,5 часа видео
- Курсы начального и профессионального обучения: Entry level
- Cost: $19.99
- Program accreditation: Not accredited
- AWS certification preparation: No
Pros
- Relatively affordable cost
- Reviews and ratings for each course displayed on страница курса
Минусы
- Нет аккредитации и сертификации для студентов
Учитывая, что Американское общество сварщиков является ведущей сертификационной группой по сварке в стране, организация предлагает лучшие онлайн-курсы по сварке, чтобы помочь студентам подготовиться к сертификационному тесту AWS.
Как мы выбирали лучшие онлайн-курсы по сварке Те, кто хочет окунуться в сварку, но не хочет тратить много денег, могут рассмотреть сертификацию Udemy в области сварочных технологий.При рассмотрении лучших онлайн-курсов по сварке мы учитывали различные факторы. Важно отметить, что онлайн-курсы по сварке не заменяют практических занятий, поэтому мы искали курсы, которые могли бы служить введением или дополнением к реальному обучению или опыту работы. Поскольку большинство студентов, изучающих сварку, делают это с целью стать сварщиком, мы сначала искали онлайн-курсы, которые лучше всего подготовят студентов к сертификационному тесту Американского общества сварщиков. Онлайн-курсы также являются удобным вариантом для тех, кто работает в сварочной отрасли и хочет сохранить существующую сертификацию, поэтому мы также включили учреждения, предлагающие курсы повышения квалификации. Мы также рассмотрели стоимость и включили несколько курсов, которые могут понравиться тем, кто заинтересован в обучении сварке, но не хочет платить более высокую цену за аккредитованную программу.
Прежде чем пройти один из лучших онлайн-курсов по сваркеОнлайн-курсы по сварке не заменят практическое обучение и получение опыта в области сварки. Хотя онлайн-курсы являются отличным дополнением для студентов, которые хотят лучше понять принципы сварки, сварке нельзя обучать теоретически.
Прежде чем записываться на курсы по сварке, важно сначала понять, какие сертификаты и лицензии необходимы для профессиональной работы в этой области. Многие работодатели требуют, чтобы он прошел сертификацию Американского общества сварщиков. Хотя этот процесс не требует специальных курсов, студент должен пройти письменный тест, а также экзамен по успеваемости, чтобы получить сертификат. В некоторых штатах также может потребоваться, чтобы студенты получили лицензию на работу сварщиком.
Стоимость прохождения одного из лучших онлайн-курсов по сваркеСтоимость онлайн-курсов по сварке зависит от продолжительности курса и от того, аккредитован ли курс AWS.
Вообще говоря, аккредитованные курсы сварки стоят от 2000 до 3000 долларов за интенсивный курс продолжительностью от 2 до 8 недель. Аккредитованные онлайн-курсы по сварке более доступны, чем аккредитованные очные занятия, которые могут стоить от 5000 долларов США за курс от 3 до 7 месяцев и до 15000 долларов США за курсы, которые длятся более года. Тем не менее, учащиеся, проходящие онлайн-курс по сварке, скорее всего, все равно будут нуждаться в личном инструктаже и руководстве для получения сертификата.Курсы без аккредитации гораздо более доступны по цене около 20 долларов США за онлайн-видео продолжительностью от 40 минут до 4 часов. Потенциальные студенты захотят помнить, что неаккредитованные курсы нельзя использовать для получения кредитов непрерывного образования и они не подготовят их к сертификационному тесту AWS так же эффективно, как аккредитованный курс.
Преимущества прохождения одного из лучших онлайн-курсов по сваркеОнлайн-курсы по сварке удобны, поскольку они не требуют от студентов добираться до кампуса и вместо этого позволяют им посещать занятия, не выходя из дома дом.
Некоторые из этих курсов также предназначены для самостоятельного изучения, что важно для тех, кому может потребоваться гибкий график.- Не нужно ездить на работу
- Полезно для студентов с плотным или переменным графиком
ответы на эти и другие часто задаваемые вопросы о торговле.
В. Сколько времени нужно для прохождения курса сварки?Обычно новичку с небольшим опытом сварки или без него требуется до 6 месяцев, чтобы завершить программу сварки, которая позволяет ему получить сертификат и быть готовым к работе.
В. Могу ли я получить диплом сварщика онлайн?Несмотря на то, что идеальный способ научиться сварке — это личное обучение, в настоящее время есть несколько сложных курсов по сварке, доступных онлайн. Эти курсы позволяют учащимся приобрести навыки, необходимые для прохождения сертификационного теста AWS.
В. Сколько зарабатывают сварщики? Средняя оплата труда сварщика в США составляет 22,64 доллара в час. Сварщики со стажем более 10 лет получают $25,87 в час. Некоторые компании, такие как автомобилестроительные и машиностроительные компании, могут платить значительно больше квалифицированным сварщикам. Кроме того, сварщики, владеющие передовыми видами сварки, могут получать более высокую заработную плату.
В. Почему сварщики пьют много молока?Некоторые сварщики пьют много молока, потому что считают, что содержащийся в молоке кальций помогает противостоять токсичным канцерогенам, образующимся при сварке определенных типов металлов (включая цинк, свинец и кадмий), вызывая состояние, известное как лихорадка металлического дыма. Металлическая лихорадка вызывает лихорадку, озноб, тошноту, головную боль и головокружение. Некоторые сварщики также держат молоко во рту, чтобы отфильтровать пары. К сожалению, это бабушкины сказки, и питье молока не предотвращает лихорадку металлического дыма.
В. Какой вид сварки самый сложный?Самым сложным процессом сварки, по мнению большинства сварщиков, является сварка ВИГ из-за высокого уровня ловкости и хирургической точности. Сварщики TIG должны использовать ножную педаль для регулировки силы тока, подаваемой на сварочную горелку, при этом вручную подавая вольфрамовый стержень к наконечнику горелки неосновной рукой и управляя горелкой доминирующей рукой. Уровень зрительно-моторной координации, необходимый для их профессионального выполнения, является причиной того, что опытные сварщики TIG зарабатывают значительно больше, чем сварщики среднего уровня.
В. Должен ли я платить за лицензию после прохождения онлайн-курса по сварке?Вам нужно будет заплатить, чтобы пройти тест, чтобы получить сертификат AWS; однако вам нужно будет подать заявку и оплатить лицензию только в тех штатах, где они требуются.
В. Каков срок действия лицензии на сварку?Сварочные сертификаты действительны на срок от 6 месяцев до 3 лет.
Большинство работодателей проверяют своих кандидатов на работу по конкретным сварочным процессам и сертифицируют их по этому процессу в течение 6 месяцев. AWS предоставляет сертификацию сертифицированного сварщика тем, кто прошел письменный тест и оценку производительности. После получения сертификата сварщики должны каждые 6 месяцев подавать форму технического обслуживания, чтобы показать, что они все еще выполняют этот сварочный процесс для поддержания сертификата. Некоторые специализированные сварочные услуги, например, для котловщиков или сварщиков, работающих в нефтяной промышленности, могут получить сертификаты сроком до 3 лет от ассоциаций, специализирующихся конкретно на этих отрасляхИсточники: Water Welders, Технологический институт Новой Англии, Действительно, Tulsa Welding School
Advanced Welding School – Advanced Welding School
ПРОДВИГАЙТЕ СВОЕ БУДУЩЕЕ
Каждый может улучшить свою жизнь, став профессиональным сварщиком.
Это возможность для всех, независимо от вашего происхождения или финансового положения. AWS будет сопровождать вас на каждом этапе процесса!запросить информацию
Применить сейчас
Найти местоположение
найдите наше местоположение на картах Google
Применить сейчас
Заполните все детали в нашей форме, чтобы начать
Позвоните нам
Наша команда экспертов здесь, чтобы ответить на ваши вопросы
Более 25 миллионов долларов США Имеются средства на сварочные работы!
Вам нужны деньги, чтобы начать свое образование? Мы можем помочь! Вы можете зарегистрироваться в AWS, если у вас нет аттестата об окончании средней школы, GED или вам нужно финансирование для вашего образования.
Мы поможем вам получить высокооплачиваемую карьеру сварщика, о которой вы всегда мечтали, и вам не придется платить, пока вы не получите работу . Посмотрите это видео, в котором наш генеральный директор и основатель объясняет, что вы можете получить все свое образование в области сварки, финансируемое с помощью различных видов финансовой помощи, которые могут быть вам доступны.
Здесь, в Advanced Welding School, мы поможем и проведем вас через весь процесс финансовой помощи, чтобы вы могли продвигать свою карьеру в области сварки с помощью нас. Мы предлагаем уникальный формат курса, который дает вам опыт и сертификацию, необходимые для получения работы сварщика с зарплатой выше средней в Луизиане.НАЧАТЬ
Почему стоит выбрать Высшую школу сварки?
Подготовка рабочей силы
Наша уникальная учебная среда будет обучать ценностям на рабочем месте точно так же, как и на всех производственных предприятиях, где работают сварщики. Мы обучаем сертифицированных сварщиков, которые могут сразу приступить к работе и начать зарабатывать деньги.
Лучшее обучение, меньше времени
Уникальный формат курсов нашей школы сосредоточен на конкретных дисциплинах сварки, предлагая портфолио до 16 вариантов курсов на разных уровнях по всем четырем основным дисциплинам. Наш самый длинный курс составляет всего 24 недели.
Опытные инструкторы
Мы единственная школа в нашем районе, которой владеют и управляют сертифицированные инспекторы по сварке и сертифицированные преподаватели сварки Американского общества сварщиков.
У нас работают только сертифицированные преподаватели с многолетним опытом сварки и преподавания.ПОЛОЖЕНИЕ О МИССИИ AWS
Наша миссия в Advanced Welding School, LLC состоит в том, чтобы сделать Луизиану лучшим местом для жизни и работы, по одному сварщику мирового класса за раз, а также обеспечить наилучший возможный опыт для всех наших студентов-сварщиков.
Смотреть видео о миссии AWS
Познакомьтесь с нашей командой
Ричард Хоуп
Генеральный директор/основатель
Американское общество сварщиков – сертифицированный инспектор по сварке, сертифицированный преподаватель по сварке, степень бакалавра финансов ЛГУ. Сварка с 1975 года.
Главный администратор 225.445.6999
Рон Стокман
Вице-президент
Рон провел последние 25 лет, строя прочные отношения в сварочной промышленности Луизианы: его основное внимание будет сосредоточено на трудоустройстве выпускников.
Обучение сварке Miller, уровень I и II. Линкольн Обучение сварке, уровень II. Курс ЭСАБ по технологии сварки. Степень бакалавра наук от ULM
Марк Стивенс
Инструктор по сварке
Марк Стивенс провел 31 год, оттачивая свое мастерство сварщика, прежде чем присоединиться к нам в качестве инструктора в Высшей школе сварки.
Брайан Уивер
Инструктор по сварке
Брайан Уивер занимается сваркой более 30 лет и преподавал сварку в нескольких местах. Он отлично разбирается во всех видах сварки и является важным активом в качестве инструктора AWS. Он рад возможности научить новое поколение навыкам на всю жизнь.
Роберт Смит
Инструктор по сварке
Роберт Смит имеет 23-летний опыт работы в области сварки в различных областях, включая Sunland Fabricators, Строительные ремонтные службы и Boilermakers Local 37.
Преимущество передовой школы сварщиков
Vision For You.
.. Представьте: просыпается каждый день и зарабатывает большие деньги, применяя свои навыки в выбранной вами профессии сварщика. Вы можете стать сварщиком на автомобильном заводе, в аэрокосмической компании, на химическом заводе или даже сварщиком под водой на морском трубопроводе.Если вы когда-нибудь задавались вопросом, сколько зарабатывает сварщик? Вот ваш шанс узнать!
Узнайте больше об AWS
ПОЛУЧИТЕ ФИНАНСИРОВАНИЕ НА ОБРАЗОВАНИЕ
Начните свое путешествие с AWS!
НАЧИНАЙ СЕЙЧАС
Пути обучения и карьеры в AWS
просмотреть все курсы
Последние новости
AWS Recognition & Awards
14 июня 2022 г.
ПОБЕДИТЕЛИ LOUISIANA SMALL BUSINESS AWARDE 2022 НАГРАЖДЕНЫ НА ЦЕРЕМОНИИ CAPITOL PARK LED и…
Предстоящие события
01
Апрель
2022
Национальный месяц сварки
Апрель — национальный месяц сварки! «В этом месяце основное внимание должно быть уделено признанию достижений специалистов нашей отрасли, обучению других важности сварки в нашем обществе и принятию мер по внедрению сварки…
- (30 апреля 2022 г. )
РАСПИСАНИЕ ТУРА
Компания Kings of Welding признала AWS ЛУЧШЕЙ ШКОЛОЙ СВАРКИ в штате Луизиана!
Награды в зависимости от оборудования, опыта преподавания, опыта сварки и содержания курса.
Что говорят наши студенты
Предыдущий
Следующий
ЛИДЕРСТВО В ТЕХНОЛОГИИ
Наш плазменно-дуговой резак Lincoln экономит ваше время, поэтому вы можете приходить и сваривать, а не тратить драгоценное время на резку собственных материалов. Плазменная резка — это процесс, при котором электропроводящие материалы разрезаются с помощью ускоренной струи горячей плазмы. Типичные материалы, которые режут плазменной горелкой, включают сталь, нержавеющую сталь, алюминий, латунь и медь. Хотя можно резать и другие проводящие материалы. С нашим плазменно-дуговым резаком Lincoln и более чем 80 сварочными кабинами у вас не возникнет проблем с работой в своем собственном темпе, чтобы стать сертифицированным сварщиком.
Запрос информации
Пожалуйста, заполните форму ниже, чтобы мы могли отправить вам больше информации о нашей школе.
«Я думал, что это будет намного сложнее, чем было на самом деле. Все преподаватели очень практичны и очень приветливы с вами. что делать Я мог задавать столько вопросов, сколько мне нужно, и я не нервничал по этому поводу».
CassidyAWS Студент
«Я бы порекомендовал эту школу всем, и я рекомендовал ее нескольким людям. Я рассказываю людям, какая замечательная школа, и о преподавателях, и обо всем, чему они меня научили.»
AustinAWS Student
«Я выбрал AWS, потому что они позволили мне настроить мою программу сертификации в соответствии с моим графиком. трюки со сваркой».
AnthonyAWS Student
«В прошлом году меня уволили из-за covid, и единственным человеком, которого я знал, который смог эффективно сохранить свою работу, был мой двоюродный брат сварщик.