Сварка электродом для чайников (Часть 1)
Это статья из серии экспресс-уроков Свар-EXPRESS.Данный урок посвящён тому, что необходимо знать на начальном этапе ручной дуговой сварки штучными электродами
Для демонстрации используется сварочный инвертор AuroraPRO STICKMATE 160 (MMA+TIG lift) и электроды Уони 1350
| Инженер-сварщик Евгений Евсин |
Сегодня я расскажу вам о том, что необходимо знать на начальном этапе ручной дуговой сварки штучными электродами. Для примера я буду использовать аппарат Aurora PRO Stickmate 160.
Первое что мы должны знать – что за аппарат мы используем, для чего он нужен, какие у него технические характеристики. Необходимо правильно настроить его и правильно подобрать сварочные материалы для того, чтобы у нас не возникало каких-то сложностей в процессе работы.
Поговорим о самом источнике. Источник сварочного тока – инверторный, следовательно, это аппарат постоянного тока, с весом всего 5 кг, что делает его очень мобильным. Напряжение холостого хода 64 вольта – оно конкретно влияет на сварочный процесс. Исходя из этого мы будем выбирать сварочный материал и электроды.
Источник сварочного тока – инверторный, следовательно, это аппарат постоянного тока, с весом всего 5 кг, что делает его очень мобильным. Напряжение холостого хода 64 вольта – оно конкретно влияет на сварочный процесс. Исходя из этого мы будем выбирать сварочный материал и электроды.
Для того, чтобы изначально правильно подойти к работе, мы должны приобрести именно те электроды, которые необходимы. У нас в магазинах существуют электроды разного типа – это электроды для переменного тока, для постоянного и универсальные. В основном легко достать универсальные электроды – они предназначены для сварки как на постоянном, так и на переменном токе. Исходя из того, какой у нас материал для сварки – толщина, габариты – мы выбираем диаметр электродов. Самые доступные электроды, которые я вижу в магазинах – это универсальные ОЗС-12 и МР-3. Они имеют свои достоинства и недостатки, но я ими не очень люблю работать – это электроды с рутиловым покрытием и дают очень много шлака в процессе работы. Более редкие электроды – это электроды с основным покрытием Уони 1350. На их примере мы и будем показывать процесс сварки. Возьмем диаметр 3 мм.
Более редкие электроды – это электроды с основным покрытием Уони 1350. На их примере мы и будем показывать процесс сварки. Возьмем диаметр 3 мм.
Самое главное перед началом работы убедиться в том, что мы соблюдаем все правила техники безопасности. На нашем теле не должно быть открытых участков, дабы не получить ожог кожи, сварочная маска должна соответствовать уровню затемнения, чтобы наши глаза не наловили «зайцев». У меня сварочная маска хамелеон с автоматическим затемнением и уровнем затемнения. У простых масок светофильтры используются определенного затемнения, отталкиваясь конкретных требований. Также должны использоваться сварочные краги и обувь, которая не позволит расплавленному металлу упасть на наше тело. В процессе сварки нам придется отбивать шлак, а когда шлак отбивается, он сильно разлетается в разные стороны. В этом случае, а также в процессе зачистки изделия болгарками необходимо использовать защитные очки.
Начнем объяснение самого процесса. Чтобы приступить к работе, нам необходимо подключить к сварочному аппарату обратный кабель, прищепка идет на металл.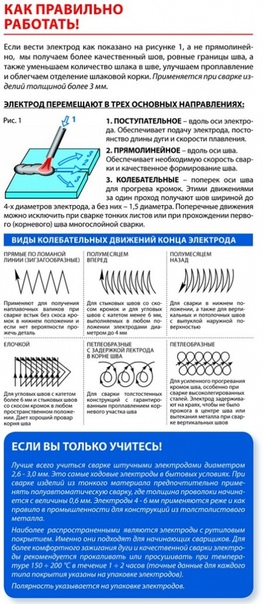 Разъем подключается к минусовому контакту, держатель электродов подключается в разъем +.
Разъем подключается к минусовому контакту, держатель электродов подключается в разъем +.
Следующий вопрос, исходя из того, какие мы выбрали электроды — какой должен быть ток. В теории это 25-30 А на 1 мм диаметра электрода. У нас взят диаметр 3 мм, значит ток должен быть около 90 А, но это значение относительное, т.к. в разных пространственных положениях нам нужно сделать иногда больше или меньше, так что это зависит от вашего опыта и вида работ.
Прежде чем начать сваривать металл, абсолютно любой металл должен быть очищен от загрязнений – краска, ржавчина и т.п.
Начинать обучение сварщика следует со способов поджига дуги. Первый способ — точечно, когда мы просто бьем электродом по металлу и второй способ — чирканье. Свойство электродов при поджоге может быть разное, говорят иногда одним электродом получается, а другим нет. Секрет в том, что электроды с рутиловым покрытием поджигается гораздо проще, с основным покрытием – сложнее, но везде есть свои плюсы и минусы. В электродах с основным покрытием гораздо меньше шлака, у нас сварочная ванна более открытая и сварщику легче определить, как сплавляется кромка, но поджиг сложнее. У электродов с рутиловым покрытием все наоборот.
В электродах с основным покрытием гораздо меньше шлака, у нас сварочная ванна более открытая и сварщику легче определить, как сплавляется кромка, но поджиг сложнее. У электродов с рутиловым покрытием все наоборот.
В способах поджига человек должен потренироваться, как ему проще и удобнее зажигать. Когда электрод новый и его кончик оголен – поджечь гораздо легче, а если электрод уже не первый раз зажигается, на его конце образуется пленка из шлака, тогда поджечь сложнее. Она не сразу разбивается и электрод необходимо раза 2-3 ударить.
Для меня поджиг чирканьем гораздо легче. Однако в момент чирканья происходит контакт по большой поверхности металла и это не желательно. Если поджигать точечно, то наносится меньший вред свариваемому металлу.
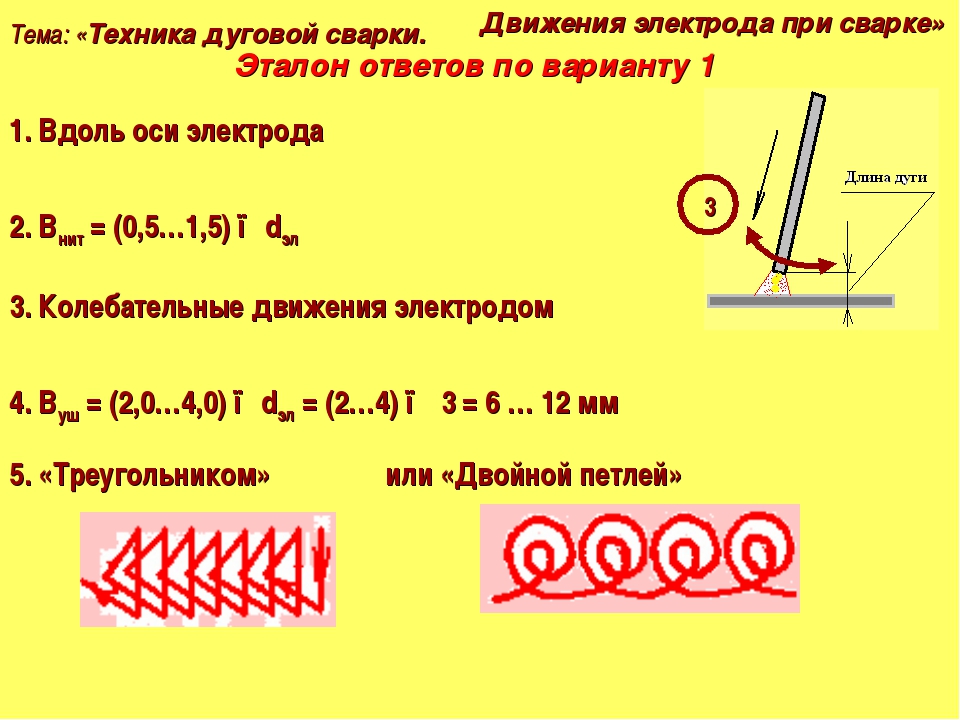
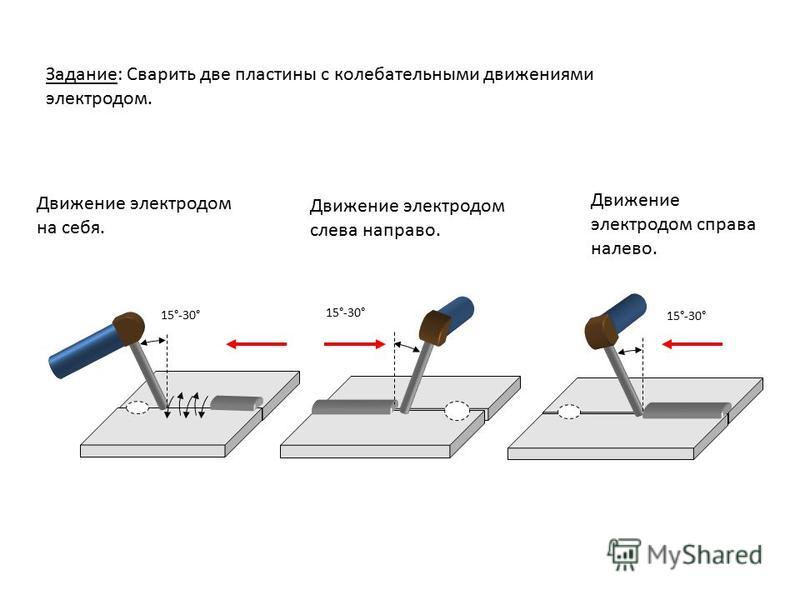
После того как вы потренируетесь и поймете, что поджигаете дугу уверенно – можно переходить на следующую ступень – накладывание валиков на поверхность металла, для того, чтобы вы могли увидеть, как формируется металл. Если узкий валик, мы делаем поступательные движение, если нам необходим валик пошире – тогда зигзагообразные.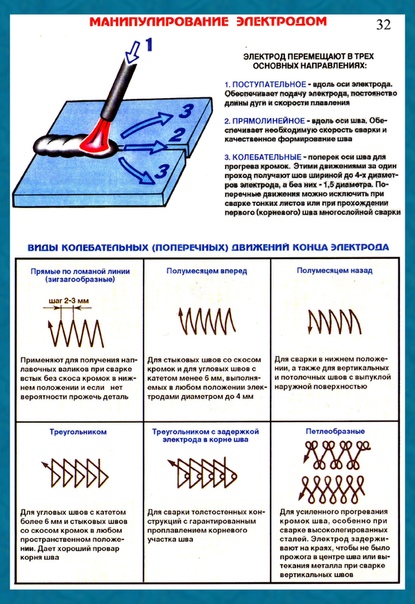 Наклон электрода примерно 45 градусов, расстояние до металла 2-3 мм. Вести можно как углом назад на себя, так и углом вперед, определяется по параметрам. Если идете углом назад, то проплавление будет глубже, если углом вперед, то проплавление будет меньше и шов шире.
Наклон электрода примерно 45 градусов, расстояние до металла 2-3 мм. Вести можно как углом назад на себя, так и углом вперед, определяется по параметрам. Если идете углом назад, то проплавление будет глубже, если углом вперед, то проплавление будет меньше и шов шире.
Далее шлак необходимо сбить – не забудьте перед этим одеть защитные очки.
Примерно такие валики должны получаться. Как только вы добились подобного результата, можно приступать к соединению двух частей металлических изделий.
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
 youtube.com/embed/NnaJTrs2qQA?feature=player_detailpage» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/NnaJTrs2qQA?feature=player_detailpage» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
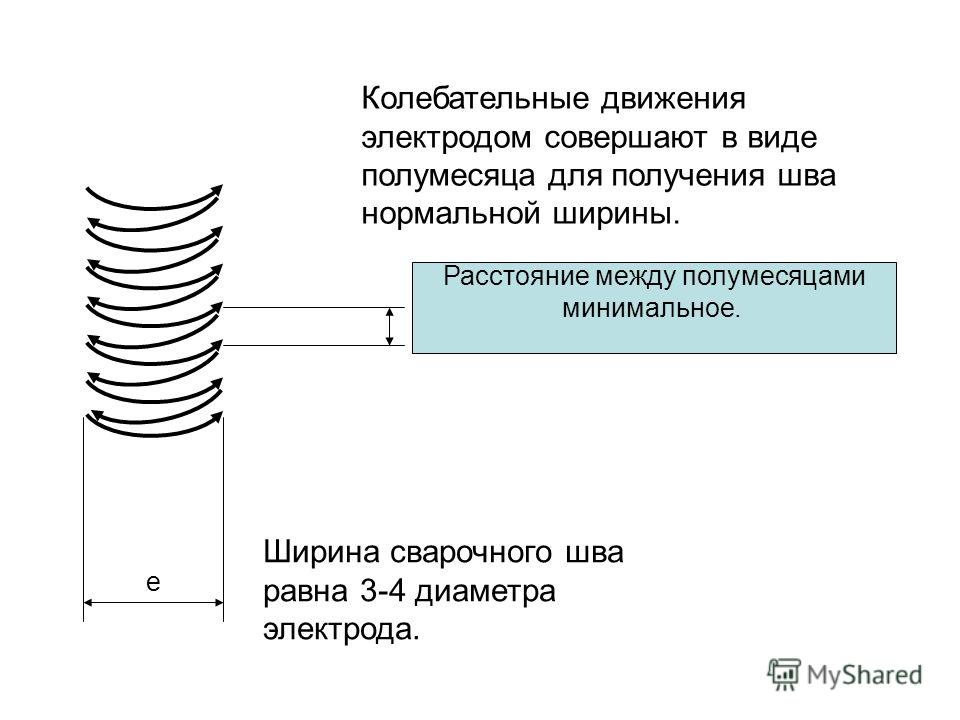
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиБесплатный курс Михаила Щербакова | ||||
http://svarka-elektrodom. | ||||
После просмотра серии видеоуроков вы узнаете, как варить электросваркой:с нуля без специальных знаний совершенно безвозмедно | ||||
Содержание видеоуроков:
| ||||
| ||||
| Понравилось? Расскажите друзьям! | ||||
Обратная связь: http://elektrosvarka. Все права защищены. М.Щербаков 2012-2017 г. Соглашение об обработке персональных данных. Регистируясь на получение видеоуроков по электросварке, вы соглашаетесь передать нам ваши имя и адрес e-mail. Ваше имя будет использоваться для персонифицированного обращения к вам в письмах, а ваш адрес электронной почты требуется для отправки вам обещанных уроков. Указанные данные будут храниться исключительно для отправки вам писем с уроками и ни при каких обстоятельствах не будут переданы третьим лицам. Вы в любой момент можете отказаться от получения писем и потребовать удаления ваших персональных данных. Ваши данные будут храниться до поступления вашего требования их удаления. | ||||

 ru/free/confirm.html
ru/free/confirm.html Данные видео —
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд.
Данные видео —
это полноценный самоучитель, который поможет научиться варить сваркой самостоятельно, и после изучения
этого курса вы сможете изготавливать сварные конструкции для дома и ваших бытовых нужд.
 Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.
Расходные материалы – это электроды. Ещё вам понадобятся приспособления для закрепления деталей перед сваркой. Всё это я подробно обхясняю в своих видео.
Далее нужно разобраться с параметрами и процессом сварки.

Что такое ручная сварка?
Сварка палкой, также известная как дуговая сварка защищенного металла (SMAW) или покрытый электрод, наиболее широко используемый из различных процессов дуговой сварки, использует электрод фиксированной длины и источник электроэнергии для соединения различных металлов. Ядро
Электрод с покрытием состоит из твердого металлического стержня, который окружен покрытием из минеральных соединений и металлических порошков, смешанных со связующим веществом, чтобы помочь им прилипнуть к поверхности электрода.Стержневой сердечник проводит электрический ток к
дугу и обеспечивает присадочный металл для стыка. Размеры и типы электродов для сварки штангой определяют требования к напряжению дуги (в общем диапазоне от 16 до 40 вольт) и требования к силе тока (в общем диапазоне от 20 до 40 вольт).
550 ампер). В зависимости от используемого электрода ток может быть переменным или постоянным, но источник питания должен иметь возможность регулировать уровень тока в разумном диапазоне, чтобы реагировать на сложные переменные самого процесса сварки.
Ядро
Электрод с покрытием состоит из твердого металлического стержня, который окружен покрытием из минеральных соединений и металлических порошков, смешанных со связующим веществом, чтобы помочь им прилипнуть к поверхности электрода.Стержневой сердечник проводит электрический ток к
дугу и обеспечивает присадочный металл для стыка. Размеры и типы электродов для сварки штангой определяют требования к напряжению дуги (в общем диапазоне от 16 до 40 вольт) и требования к силе тока (в общем диапазоне от 20 до 40 вольт).
550 ампер). В зависимости от используемого электрода ток может быть переменным или постоянным, но источник питания должен иметь возможность регулировать уровень тока в разумном диапазоне, чтобы реагировать на сложные переменные самого процесса сварки.
Основными функциями покрытия электрода являются обеспечение стабильности дуги и защита расплавленного металла от атмосферы с помощью газов, образующихся при разложении покрытия под действием тепла дуги. Это экранирование контролирует механические свойства, химические
состав и металлургическая структура металла шва, а также характеристики дуги электрода. Состав электродного покрытия зависит от типа электрода.
Состав электродного покрытия зависит от типа электрода.
Дополнительные вопросы
Зачем нужна сварка палкой?
- Сварка палкой — это чрезвычайно универсальный процесс с точки зрения местоположения и условий эксплуатации.Сварку можно производить внутри, снаружи, на производственной линии, на корабле, мосту, нефтеперерабатывающем заводе, на трубопроводе по пересеченной местности или на подобных объектах. локации. Шланги для газа и воды не требуются, а сварочные кабели значительно выходят за пределы источника питания. В отдаленных районах можно использовать агрегаты с бензиновым или дизельным двигателем.
- Оборудование относительно простое, недорогое и портативное.
- Дополнительная газовая защита или гранулированный флюс не требуются.
- Процесс менее чувствителен к ветру и тяге, чем дуга с защитным газом. Сварочные процессы
- Может использоваться в областях, где доступ ограничен.
- Процесс подходит для большинства широко используемых металлов и сплавов
Каковы ограничения сварки палкой?
- Рабочие циклы оператора низкие по сравнению с полуавтоматическими и автоматическими процессами; это увеличивает стоимость фунта наплавленного металла сварного шва при сварке палкой
- Скорость наплавки обычно ниже, чем при других сварочных процессах
- Процесс считается ручным, поскольку его нелегко механизировать
- Сварка палкой не подходит для реактивной сварки.
 металлы, такие как титан, цирконий, тантал и колумбий, потому что экранирование не предотвращает кислородное загрязнение сварного шва
металлы, такие как титан, цирконий, тантал и колумбий, потому что экранирование не предотвращает кислородное загрязнение сварного шва
 металлы, такие как титан, цирконий, тантал и колумбий, потому что экранирование не предотвращает кислородное загрязнение сварного шва
металлы, такие как титан, цирконий, тантал и колумбий, потому что экранирование не предотвращает кислородное загрязнение сварного шваКак правильно выполнять сварку Основы для начинающих [ПОДРОБНО]
Сварка палкой по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности.Многие люди думают, что оно устарело, но это далеко от истины. Он до сих пор используется для многих целей, так как обеспечивает качественные сварные швы и отличные результаты.
Сварка палкойбыла впервые представлена еще в 1920-х годах с первым электродом, покрытым флюсом. Сегодня он используется для сварки мостов, в строительстве, на трубопроводах, для ремонта и т. Д.
Но давайте разберемся более подробно и определим, как правильно выполнять сварку.
Что такое ручная сварка?
Сварка палкой — это жаргонный термин, принятый в отрасли для обозначения процесса, технически называемого дуговой сваркой защищенного металла. Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
Сварка палкой использует электричество для плавления стержня присадочного металла или электрода, как это правильно называется. Металлическое соединение и электрод одновременно расплавляются и сплавляются. Шов одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса. (1) Флюс плавится под действием тепла и служит защитой сварочной ванны, предотвращая ее загрязнение атмосферой.Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака на поверхности сварного шва. Эту пробку необходимо удалить, и сварщики обычно счищают ее щеткой или скалывают после завершения сварки.
Как работает сварка электродом?
Принцип работы электродной сварки заключается в том, что ток проходит от источника питания через электрододержатель и зажим заземления и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали вместе.
(2) Это приводит к расплавлению электрода и металлической детали вместе.
Как сваривать ручным сварочным аппаратом?
Первое, что нужно сделать сварочному аппарату, это подключить электрододержатель и зажим заземления к источнику питания, соблюдая необходимую полярность. Полярность будет зависеть от используемого электрода. На следующем этапе необходимо прикрепить зажим заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель стержня и зажигание сварочной дуги.
На самом деле запустить штангу для дуговой сварки очень просто. Нужно ударить по нему так же, как по спичке, и слегка приподнять, и стержень загорится сам по себе.
Электроэнергия сварщика проходит через стержень и дугу и создает температуру до 7000 ° F в точке контакта. Покрытие начнет плавиться, и будет создан экран, защищающий рабочую зону от загрязнения кислородом.
Отсюда и произошел технический термин сварка дугой защитным металлическим электродом (SMAW). Когда вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Когда вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Сварка палкой на переменном или постоянном токе?
Электропитание для сварочного аппарата Stick может быть переменным, постоянным или обоими , это фактически зависит от типа используемого вами аппарата. Сварщики постоянного тока — предпочтительный выбор среди современных сварщиков, поскольку они обеспечивают более плавную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN).Выбор между ними поможет вам работать с разными типами металла.
При сварке электродом на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду. Каждый раз, когда он переключается, дуга гаснет и снова запускается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги.
Однако переменный ток — лучший выбор, если расстояние между источником питания и рабочей зоной больше. Это потому, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока.Сопротивление кабеля тем больше, чем длиннее он, даже если они обычно сделаны из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях увеличивает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для ручной сварки DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один отмечен знаком «+», а другой — «-». Вы подключите к нему держатель ручки и зажим заземления.От того, как вы подключаете свое оборудование, также будет зависеть выбор между положительным и отрицательным электродом.
Таким образом, подключение держателя стержня к положительному разъему, а зажим к отрицательному, будет означать, что вы выполняете сварку с помощью положительного электрода (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Глубина проникновения
DCEP
Настройка DCEP означает, что ваш электрод будет заряжаться положительно, а сварочная деталь — отрицательно.Поскольку электричество всегда перемещается от отрицательного к положительному положению, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проплавлению сварной детали.
Глубина проникновения
DCEN
Настройка DCEN означает, что ваш электрод будет заряжен отрицательно, а сварочная деталь будет заряжена положительно. В этом случае ток течет от электрода к сварочной детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. Таким образом, получается меньшее проникновение и меньшее нагревание металла, с которым вы работаете.
Материалы и применение
Экранированная дуговая сварка металлическим электродом широко используется в сфере ремонта и технического обслуживания благодаря своей универсальности и простоте использования.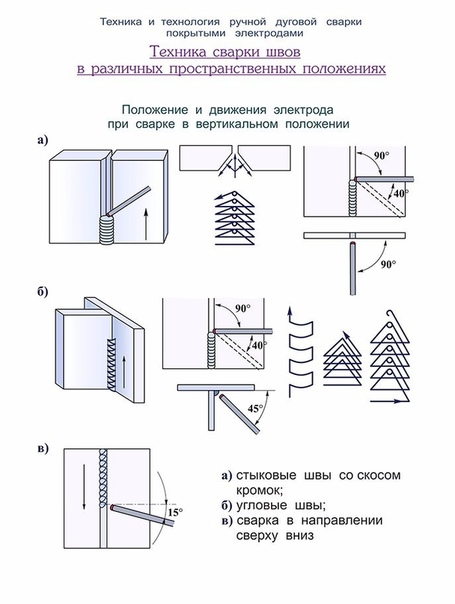 Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Дуговая сварка в среде защитного металла для обработки низко- и высококачественной стали, углеродистой стали, нержавеющей стали, высокопрочного чугуна и чугуна.Но это неприменимо для цветных металлов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки штангой
Согласно основам сварки штучной сваркой, метод имеет множество преимуществ.
В их числе:
Преимущества
- Наружные работы : Сварка палкой идеально подходит для любых работ на открытом воздухе, так как работать с газом в ветреную погоду нецелесообразно.
- Легко освоить : Сварка палкой для начинающих легко освоить, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Простая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : Вы можете сваривать различные материалы с помощью Stick, а оборудование простое в использовании.
- Портативный : Хороший сварочный аппарат легко переносить и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки стержневой сварки
Однако, когда вы научитесь пользоваться сварочным аппаратом, вы заметите, что у него есть определенные недостатки.
Это:
Недостатки
- Образуется намного больше брызг и шлака.
- Нелегко работать с некоторыми тонкими металлами.
- Для этого вам нужно больше навыков, чем для MIG, поскольку вам нужно держать электрод для сварки штангой на определенном расстоянии от металла, чтобы предотвратить его выгорание.
- Сварка палкой не обеспечивает такое же качество, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как это позволяет использовать только короткую длину.
- Сварка палкой занимает больше времени и является гораздо более медленным процессом, чем, например, сварка MIG.
Аппарат и оборудование для стержневой сварки
Сварка палкой широко считается самым простым и легким способом сварки. Оборудование, которое он использует, и его настройку можно выполнить довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), зажима заземления и электродов для стержневой сварки, которые используются для сварки.
Сколько стоит оборудование для сварки стержнем?
Цена на сварочное оборудование, как и на любой другой аппарат, может быть разным. Все зависит от того, для чего вы планируете его использовать, и от вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги.Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги.Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Круговые диаграммы представляют собой общее практическое правило, и более дешевые сварочные аппараты часто могут оказаться лучше, чем более дорогие сварочные аппараты, если вы проведете свое исследование.
Если вы планируете больше сварочных работ, вам следует ориентироваться на хорошо известный бренд. Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB.С другой стороны, для некоторых случайных работ подойдет более дешевый вариант.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Вообще говоря, при достаточном мастерстве человек сможет сварить с Stick на 150 ампер практически все. Кроме того, вы также можете сделать несколько проходов, чтобы сварной шов получился таким, каким вы хотите. Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Нет ничего плохого в использовании нескольких проходов, но для этого требуется определенное умение.Лучшим советом будет изучить таблицу сварки штангой и максимальную толщину материала, для которой она предназначена. Но учтите, что указанное число не окончательное, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов.
Размер сварочного стержня(диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какие усилители указал производитель для использования.
Защитное оборудование
Некоторые очень серьезные насадки для сварки штангой поставляются со средствами защиты, которые необходимо использовать.Защита — один из важнейших аспектов этого вида работ. При несерьезном применении это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающих и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с короткими рукавами предназначена для защиты от УФ-излучения, искр, осколков шлака и брызг металла. Сварочный шлем с защитными очками — для вашей головы и глаз.Слепота сварщика — одна из самых серьезных травм при выполнении этого вида работ. Вы также должны заботиться о своем окружении и работать в хорошо вентилируемом помещении.
Правила техники безопасности при сварке требуют, чтобы при работе в помещении необходимо было обеспечить его проветривание из-за образующихся опасных паров. Но сварка на улице требует только наблюдения за своим окружением.
Инструмент для удаления шлака
При сварке штучной сваркой образуется много шлаков. Важно понимать, что очистка сварного шва после того, как вы закончите, необходима для завершения работы.Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, удалив сварной шов основного металла металлической щеткой. Последние штрихи, выполненные металлической щеткой, сделают сварной шов эстетичным.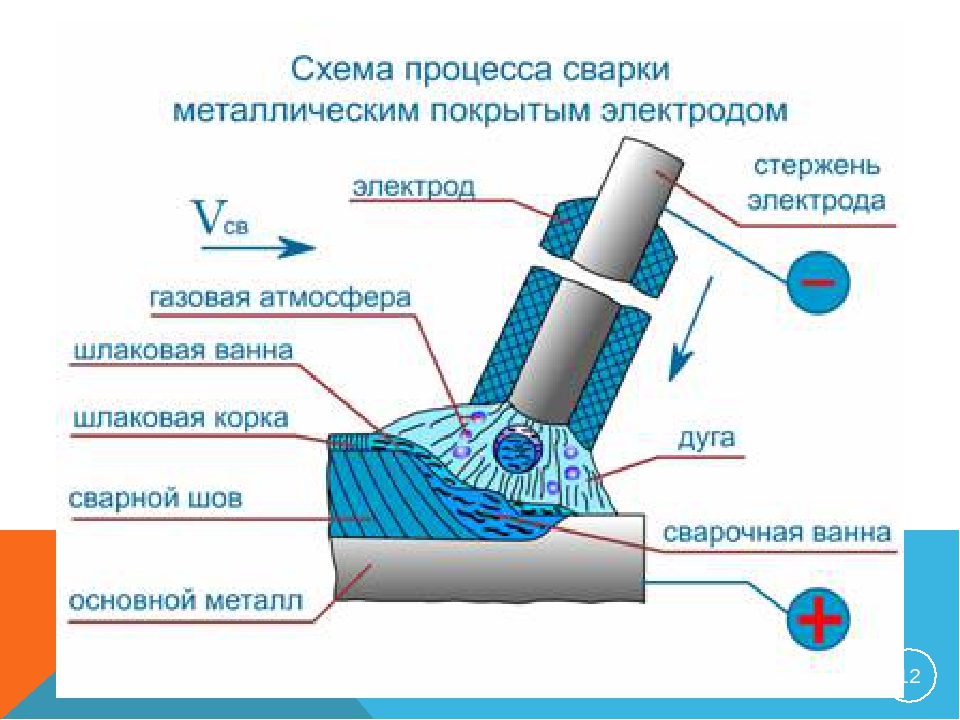
Выбор электрода
Выбор сварочного стержня — важная часть сварки штангой. Существуют тысячи сварочных электродов, из которых можно выбирать, но самыми популярными по-прежнему остаются сварочные стержни из низкоуглеродистой стали.Они подпадают под классификацию A5.1 Американского общества сварки (AWS). (3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно понимать маркировку и ее значение. Объяснение сварочных стержней говорит вам, что раньше для обозначения электродов использовались буквы. Буква «E» просто обозначала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые два числа отражают прочность сварочного присадочного металла.Таким образом, сварка штучной сваркой 7018 означает, что ее предел прочности на разрыв составляет 70 000 фунтов на квадратный дюйм.
- Третье число последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
- Четвертая цифра отражает покрытие флюса на электроде и ток, при котором стержень может использоваться. Покрытия на самом деле могут состоять из ряда различных соединений.Основные из них — рутил, фторид кальция, целлюлоза и железный порошок.
 Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении. Рутиловые электроды просты в использовании и обеспечивают хороший внешний вид сварных швов. Однако создаваемые сварные швы содержат большое количество водорода и подвержены растрескиванию. Электроды из фтористого кальция, также известные как электроды с основным или низким содержанием водорода, могут создавать прочные сварные швы, но могут иметь выпуклые или грубые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварных швов, но требуют специальной обработки из-за высокого содержания влаги во избежание растрескивания. Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол перемещения и время остановки. Однако сварщикам, которые умеют сваривать основным электродом, трудно сваривать целлюлозным электродом.
Вы можете увидеть диаграмму стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Число | Тип покрытия | Тип тока |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока — |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Большинство людей будет использовать один из трех стандартных электродов.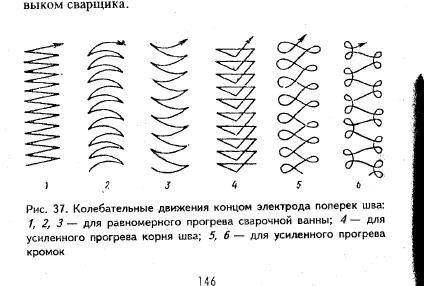 E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и может прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и может прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все настроить правильно, пора уложить первый сварной шов. Самое важное, что нужно проверить перед зажиганием дуги, — это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Так как сварка штучной сваркой требует большого количества навыков, а кривая обучения другая, вам также следует выполнить практический прогон перед тем, как начать. Сделайте сварной шов на куске металлического лома, прежде чем делать настоящий.
Сделайте сварной шов на куске металлического лома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обращать внимание при сварке штучной сваркой, поэтому обязательно следите за длиной дуги, настройками тока, манипуляциями с электродом, углом наклона электрода и скоростью движения.
Подготовьте деталь для сварки
Чтобы обеспечить качественный сварной шов при сварке нержавеющей штангой или для любого другого металла, необходимо иметь чистую деталь.При работе с ржавым или грязным металлом сварка палкой может оказаться наиболее щадящей. Но даже в этом случае качество будет зависеть от чистоты сварной детали.
Чтобы убедиться, что место сварки чистое, используйте проволочную щетку и сначала удалите всю грязь и сажу. Невыполнение этого требования существенно повлияет на получение хорошего первого сварного шва. Это может вызвать пористость, растрескивание сварного шва, отсутствие плавления или даже включения.
Кроме того, необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, а также для типа стержня и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — положительный постоянный ток, отрицательный постоянный ток или переменный ток. Вы установите его в зависимости от того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод добавляет на 10% больше проникающей способности при заданной силе тока переменного тока.Но если вы работаете с более тонкими металлами, такими как алюминий, полученный сваркой методом стыковой сварки, вам следует использовать постоянный ток прямой полярности и отрицательный электрод.
Если вы не уверены, какой сварочный стержень использовать, вам следует посмотреть на рабочий диапазон, указанный производителем для каждого стержня. Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход — 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, так как для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход — 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, так как для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Чтобы получить правильную настройку, отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеперечисленные настройки и также приняли во внимание безопасность сварки, пора запустить аппарат для дуговой сварки.
Держите держатель клюшки обеими руками, чтобы сварочные детали были перед вами. Вы также должны четко видеть область, в которой собираетесь поразить дугу.Приложите кончик электрода к металлу и проведите им поперек, как если бы вы зажигали спичку. Если вы видите, что образовалась дуга, приподнимите ее и слегка отведите.
Если дуга гаснет, это означает, что вы слишком высоко подняли стержневой электрод от поверхности, а это значит, что вам следовало опустить его.
Когда зажигается дуга, она начинает издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким.Дуга начнет гаснуть, сохраняя правильную длину дуги, и гаснет.
Если сила тока установлена слишком высокой, вы заметите обугливание электрода, а сварочная лужа будет слишком жидкой, и ее будет трудно контролировать. Слишком большое количество тепла отрицательно скажется на свойствах флюса электрода.
Вам также необходимо научиться устранять сколы флюса из-за неудачных зажиганий дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не пригорит до неповрежденной части стержня.Затем вы должны очистить стержень и удалить флюс. Это помогает в дальнейшем перезапускать дугу.
Длина дуги
Длина дуги
При дуговой сварке длина дуги будет варьироваться в зависимости от области применения и электрода. Длина дуги не должна превышать диаметр сердечника электрода. Слишком длинные дуги приводят к разбрызгиванию, поднутрениям, низкой производительности наплавки и пористости.
Слишком длинные дуги приводят к разбрызгиванию, поднутрениям, низкой производительности наплавки и пористости.
При первой сварке штучной сваркой большинство людей считает логичным использовать длинную дугу, как правило, для лучшего обзора сварочной ванны.Но избегайте этого, занимая более удобное положение и поворачивая голову в правильное положение. Положение важно, когда вы учитесь использовать аппарат для дуговой сварки, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и минимизирует разбрызгивание.
Угол поворота
Сварщикам также необходимо учитывать угол перемещения при этом типе сварки. Можно использовать два основных положения сварки.
Техника сварки штангой, используемая для плоского, горизонтального или верхнего положения, называется техникой перетягивания или обратной стороны.Это включает в себя удерживание электрода перпендикулярно стыку от начальной точки, а затем наклон верхней части примерно на 5-15 градусов в направлении движения.
Сварка вертикально вверх. Используется метод сварки штангой, называемый «толкающим» или «передним». Здесь угол наклона стержня от 0 до 15 градусов относительно направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте изменить положение тела.
Регулировка угла наклона гарантирует идеальные результаты и хороший сварной шов.
Скорость передвижения
Если вы задаетесь вопросом, как выполнить дуговую сварку и поддерживать скорость движения, вам просто нужно поддерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к получению широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодную притирку.
Слишком быстрое перемещение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему.Новичкам стоит посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Наиболее используемые методы
Три наиболее часто используемых метода сварки или рисунка включают в себя взбивание стержня (перемещение его вперед и назад), круговое движение и плетение из стороны в сторону (создание более широких сварных швов).
Однако сварщики чаще всего используют прямой борт, им этого вполне достаточно. Плетение не следует использовать для материала толщиной более 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приваривать сварной шов?
Сварка палкой — довольно сложный процесс сварки для начинающих. Хотя он существует уже много лет, может потребоваться время, чтобы по-настоящему освоить этот метод. Но это все еще то, что используется сегодня для самых разных целей.Можно ли держать стержень при сварке?
Да, конечно, вы можете держать стержень во время сварки. Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься.Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься.Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный пруток общего назначения?
Пруток для сварки общего назначения — 6011. Он подходит для новичков и любителей, так как может справиться с любой работой, сделанной своими руками. Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Вы толкаете или тянете с помощью сварочного аппарата?
В случае сварочной штанги, как правило, тянуть или тянуть.Опытные сварщики обычно говорят, что если образуется шлак, то его надо тянуть. Толкание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основная причина прилипания сварочной палочки к основному металлу — низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Также важно использовать электрод правильного размера для конкретной задачи.
Также важно использовать электрод правильного размера для конкретной задачи.
Заключение
Сварка палкой может быть не такой современной, как некоторые другие современные методы, которые можно увидеть сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но он точно выполняет свою работу.
Несмотря на то, что многие считают эту технику древней, она до сих пор используется для различных работ и обеспечивает идеальные сварные швы. Так что вы не хотите, чтобы вас поймали на том, что вы не знаете, как использовать его в ужасной ситуации.
Ресурсы:
NASD — Безопасность дуговой сварки
Уметь выполнять сварку, используя безопасные методы, и знать, какие средства индивидуальной защиты следует использовать.
При сварке важно соблюдать меры предосторожности. Есть много связанных опасностей
к сварке. Во время тренировки иметь в наличии средства индивидуальной защиты, чтобы показать и
для примерки сотрудников.
Дуговая сварка включает сварку в среде защитного металла, сварку в среде защитного газа и контактную сварку. Поскольку оборудование для дуговой сварки
различается по размеру и типу, важно прочитать и соблюдать рекомендации производителя.
- Перед началом любой операции дуговой сварки необходимо провести полную проверку сварочного аппарата.
- Прочтите все предупреждающие таблички и инструкции.
- Удалите все потенциальные источники пожара в зоне сварки.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
- Оснастить сварочные аппараты выключателями питания, которые можно быстро отключить.
- Перед ремонтом отключите питание машины.
- Важно правильно заземлить сварочные аппараты.
- Держатели электродов не следует использовать, если они имеют ослабленные кабельные соединения, дефектные губки или
плохая шумоизоляция.
- Не допускается зажигание дуги, если поблизости находится кто-либо без надлежащей защиты глаз.

- Инфракрасное излучение вызывает жжение сетчатки и катаракту.Защитите глаза и лицо правильно подогнанный сварочный шлем с фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды. Например:
- Шерстяная одежда
- Фартук огнестойкий
- Перчатки
- Правильно подогнанная одежда, не потертая и не изношенная.
- Рубашки должны быть с длинными рукавами.
- При дуговой сварке брюки должны быть с прямыми штанинами и закрывать обувь.
- Огнестойкая накидка или плечевые накидки необходимы при работе над головой.
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Не допускайте попадания на одежду смазки и масла.

При сварке в ограниченном пространстве или там, где есть препятствия для движения воздуха, убедитесь в наличии достаточной вентиляции. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
- Помещение или зона сварки содержит не менее 10 000 кубических футов на каждого сварщика.
- Высота потолка не менее 16 футов.
- Поперечная вентиляция не блокируется перегородками, оборудованием или другими конструктивными преградами.
- Сварка не производится в замкнутом пространстве.

Поражение электрическим током может убить. Во избежание поражения электрическим током:
- Используйте хорошо изолированные держатели электродов и кабели.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Носить сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварщика от земли с помощью сухой изоляции, такой как резиновый коврик или сухое дерево.
- Заточные станины сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или мокрыми перчатками.
- Важно использовать надлежащие средства индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, место сварки следует оборудовать механической вентиляцией. оборудование.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
 оборудование.
оборудование.Верно или неверно
| 1. Все потенциальные опасности возгорания должны быть удалены из зоны сварки. | т | Факс |
| 2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на ваше лицо. | т | Факс |
| 3.Защита глаз нужна не всегда. | т | Факс |
| 4. Допускается использование держателей электродов при ослабленных кабельных соединениях. | т | Факс |
5. Электроды нельзя менять голыми руками или влажными перчатками. Электроды нельзя менять голыми руками или влажными перчатками. | т | Факс |
Ключ ответа
1. Т, 2. Т, 3. Ж, 4. Ж, 5. Т
Информация об ограничении ответственности и воспроизведении: Информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя. Более
Welders Universe — Направляющая для стержневого электрода и присадочного стержня
> Сварочные материалы < Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатый газ для сварочных работ При сварке расходные материалы — это те материалы, которые быстро изнашиваются и нуждаются в замене.А поскольку существует множество линий продуктов и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения. Тем не менее, в процессе выбора будут учитываться несколько важных переменных:
Тем не менее, в процессе выбора будут учитываться несколько важных переменных: - • вид свариваемого металла (сталь, алюминий и др.)
- • свариваемые объекты (трубы, плиты и др.)
- • вид и размер сварного шва (паз, угловой и др.)
- • Код и структурные требования
- • сварочное положение (вертикальное, потолочное и т. Д.))
- • окружающая среда (сильный холод, под водой и т. Д.)
- • доступные размеры соответствующего стержня / проволоки / электрода
Американское общество сварщиков (AWS), Американское общество инженеров-механиков (ASME) и другие отраслевые ассоциации попытались упростить работу сварщика по выбору правильных расходных материалов, установив различные классификации продуктов. Следование этим стандартам должно гарантировать выбор правильного продукта, соответствующего требованиям правил сварки. Хотя производители производят свои собственные патентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации. Так что всегда следите за этой информацией, когда делаете покупки.
Хотя производители производят свои собственные патентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации. Так что всегда следите за этой информацией, когда делаете покупки.
Из-за множества вариантов выбора опытный сварщик, техник, покупатель или инженер по сварке ведет подшивку или базу данных, содержащую текущие продуктовые линейки от различных производителей и поставщиков. Эти справочные материалы должны также включать спецификации продукта, в которых подробно описаны свойства каждого элемента и его соответствие кодам AWS и ASME (если таковые имеются).Если вы студент, вы сэкономите время и избавитесь от головной боли, если создадите собственную папку на основе работы, которую вы делаете в школе.
Сварщики начального уровня на рабочем месте должны разбираться в стандартных классификациях присадочных прутков, проволоки и электродов, используемых компаниями, в которых они работают; в противном случае на исследования может быть потрачено много времени. Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы купить расходные материалы для работы, которую необходимо завершить в ближайшее время.Так что освоение лабиринта продуктов просто необходимо.
Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы купить расходные материалы для работы, которую необходимо завершить в ближайшее время.Так что освоение лабиринта продуктов просто необходимо.
Чтобы перейти к определенной теме, рассматриваемой в этом разделе, вы можете обратиться к меню «Расходные материалы» в верхней части этой страницы.
Электроды для стержневой сварки Если вы новичок в этой профессии, возможно, вас немного смущает разница между электродом и присадочным стержнем. При сварке штангой присадочный пруток и электрод — это одно и то же. Электричество, подаваемое сварочным аппаратом, питает стержень, который прикреплен к металлическому зажиму.(См. Фото ниже.) Возникает электрическая дуга, выделяющая сильное тепло. В результате кончик стержня плавится в ванне расплава в соединении на основном металле.
Братья Хобарт
Сварка труб палкой — один из самых сложных процессов для освоения, но как только вы освоите его, вы получите право на тонну высокооплачиваемой работы по всему миру.
( ) Если вы все еще не уверены в сварочных процессах, найдите время и прочтите раздел «Навыки, которые необходимо изучить».)
Классификация стержневого электрода
Штучные электроды продаются для следующих металлов:
- • низкоуглеродистая сталь
- • нержавеющая сталь
- • Сталь низколегированная
- • чугун
- • алюминий
AWS классифицирует стержневые электроды по нескольким кодам в зависимости от типа металла.Одним из наиболее распространенных является AWS A5. 1 / A5.1M: Технические условия на электроды из углеродистой стали для дуговой сварки экранированных металлов . E-7018 и E-6010 — примеры стержней, используемых сварщиками труб. Вот что обозначают цифры:
1 / A5.1M: Технические условия на электроды из углеродистой стали для дуговой сварки экранированных металлов . E-7018 и E-6010 — примеры стержней, используемых сварщиками труб. Вот что обозначают цифры:
E — Электрод
70 — Прочность металла сварного шва на разрыв, измеряется в фунтах на квадратный дюйм (PSI). Примечание: в некоторых странах фунт / кв. Дюйм заменяется метрической единицей.
1 — Это однозначное число указывает на наиболее сложное положение сварки, в котором можно использовать электрод (1 = любое положение, 2 = горизонтальное и плоское; 3 = только плоское; 4 = верхнее, горизонтальное, вертикальное, нижнее и плоское)
8 — Поскольку эта последняя цифра иногда объединяется с третьим числом для получения информации об электроде, это может вызвать некоторую путаницу.Цель здесь — сообщить флюс / раскислители и другие ингредиенты, используемые в покрытии электрода.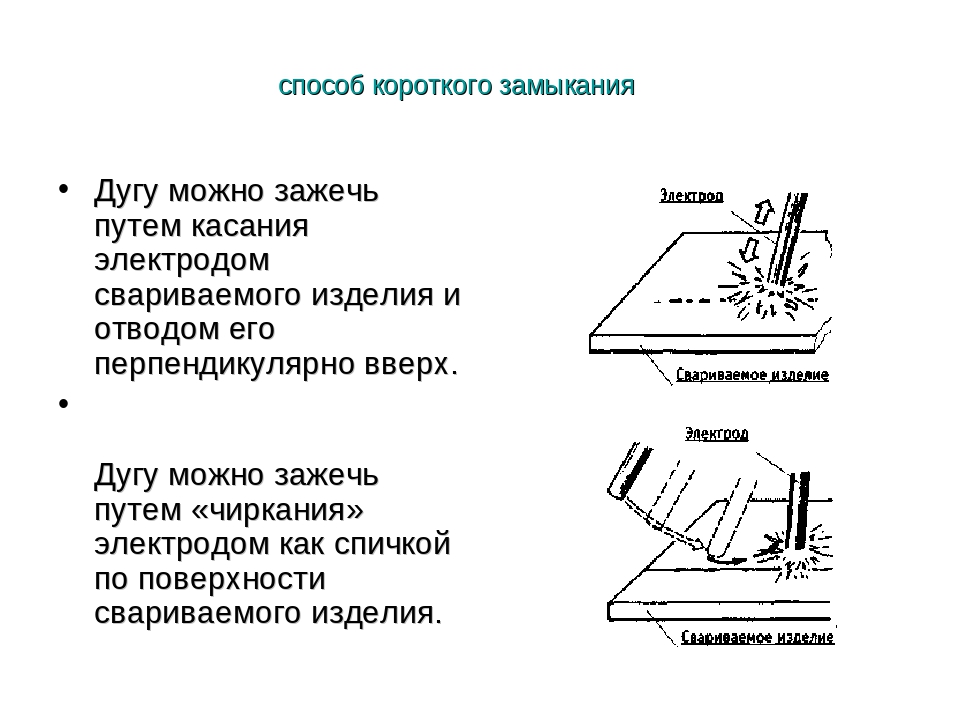 Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты для сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты для сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Иногда вы также можете встретить такие номера, как E-8018- C1 .Суффикс в конце обычно указывает на то, что в электрод были добавлены сплавы. Наиболее распространены молибден, хром и никель. Вот несколько примеров:
A1 — Углерод-молибден
B1 — 1/2 CR, 1/2 MO
B2 — 1-1 / 4 CR, 1/2 MO
B3 — 1-1 / 4 CR, 1 MO
C1 — 2-1 / 2 Никель
C2 — 3-1 / 2 Никель
C3 — 1 Никель
D1 — 1-1 / 2 МН, 1/4 МН
D2 — 1 МН, 1 / 4МО
M — соответствует военным техническим условиям.
Вот таблица с описанием шести стандартных электродов, используемых для сварки низкоуглеродистой стали:
Обратите внимание, как ингредиенты покрытия стержня влияют на то, как присадочный металл осаждается в сварном шве, а также на полярность, необходимую для источника питания. (Кстати, металл шва в центре стержня у всех этих изделий одинаковый.)
Сварочные электроды также делятся на четыре основные группы.Они основаны на химических добавках, предназначенных для защиты сварочной ванны, не только для предотвращения окисления, пористости или некоторых других потенциальных дефектов сварного шва, но и для соответствия требованиям положения сварщика:
Fast Freeze (0,1) — Используется для сварки над головой
Fill Freeze (2,3,4)
Fast Fill (21-27) — Ограничено плоским и горизонтальным положением
с низким содержанием водорода (18, 28) — предельная пористость
Студентам-сварщикам сначала нелегко понять эти четыре категории, возможно, из-за недостатка творчества в правилах присвоения имен. Тем не менее, полезно ознакомиться с терминологией и помнить, что не все удилища подходят для каждой ситуации.
Тем не менее, полезно ознакомиться с терминологией и помнить, что не все удилища подходят для каждой ситуации.
Еще одно сбивающее с толку понятие касается полярности при сварке. Обратите внимание на двух диаграммах, показанных ранее, что есть три варианта выбора в разделе «Текущий». Переменный ток представляет собой знакомый переменный ток, который является приемлемым вариантом для всех перечисленных электродов, кроме E-6010. Два других варианта, относящиеся к DC (постоянному току), требуют небольшого пояснения.
DCEP или DC + «положительный электрод» — это также известно как «обратная полярность» и используется в большинстве случаев сварки штангой. Хотя электроны неизбежно проходят через цепь от отрицательной стороны к положительной, вы можете эффективно изменить направление тока, переключив соединения держателя электрода и рабочего зажима. (В настоящее время на большинстве промышленных аппаратов для сварки наклеиванием DCEP является либо настройкой по умолчанию, либо достигается путем манипулирования элементами управления, чтобы выбрать AC, DCEP или DCEN.
Цель использования DCEP — передать 70% тепла (генерируемого электрической дугой) на кончик электрода, который может расплавить его с удвоенной силой в стык. Остальные 30% в конечном итоге распределяются по заготовке.
DCEN или DC- «Отрицательный электрод» — это «прямая полярность». Теперь 70% тепла фокусируется на рабочих пластинах и только 30% достигает кончика электрода. Такая ситуация желательна при работе с тонкой металлической заготовкой или стыком, не требующим глубокого проплавления.DCEN также является выбором полярности для большинства сварки TIG металлов, кроме алюминия, для которой в качестве полярности тока используется переменный ток.
Осторожно, DCEN и DCEP вызывают большую путаницу. Если у вас возникнут вопросы, обратитесь к авторитетному источнику, например, на веб-сайтах Miller или Lincoln Electric, или прочтите учебник по этой теме. Как правило, TIG любит DCEN, а Stick Welding любит DCEP.
Хотя сварка штангой в основном используется для углеродистой стали, вы можете приобрести стержни для сварки некоторых нержавеющих сталей и алюминия.Наиболее распространенным стержнем для нержавеющей стали является 308 , который подходит для неблагородных металлов, которые классифицируются как 304 или 308 в соответствии со стандартом AISI. Как вы узнаете в другом месте на этом веб-сайте, металлический сплав, известный как нержавеющая сталь, имеет множество классификаций, основанных на смеси используемых металлов. Каждая смесь нержавеющей стали классифицируется трехзначным числом, большинство из которых находится в диапазоне 200, 300 и 400. Таким образом, стержневые электроды из нержавеющей стали частично идентифицируются этими же номерами.
Классификация алюминиевых электродов, с другой стороны, определяется номерами серий AISI 4000, 5000 и 6000. Например, общий стержень — это 4043 .
Чтобы узнать больше об общих системах классификации металлов, щелкните здесь.
Hillcrest Engineering
Сварка алюминия штангой стержнем E4043.
После того, как сварщик выбрал подходящий электрод, остается еще два решения.Какой размер (диаметр) электрода использовать? И какой диапазон тока подходит для этого диаметра?
Компании, продающие расходные материалы, обычно предоставляют таблицу с допустимой силой тока в зависимости от диаметра стержня, чтобы помочь вам сделать выбор. Вот пример:
Вот более общий диапазон настроек тока для различных сварочных стержней. Обратите внимание, что в таблице рекомендуется меньший ток при сварке в вертикальном или потолочном положении.
Что касается выбора правильного диаметра стержня, это зависит от типа создаваемого сварного шва и толщины основного металла. (Покрытие вокруг электрода не учитывается как часть его диаметра, только металл сварного шва внутри.) Поскольку электроды большего диаметра обеспечивают сварные швы большего диаметра, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной. Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой.Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Особенно это касается сварки нержавеющей стали, алюминия и других сплавов.
(Покрытие вокруг электрода не учитывается как часть его диаметра, только металл сварного шва внутри.) Поскольку электроды большего диаметра обеспечивают сварные швы большего диаметра, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной. Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой.Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Особенно это касается сварки нержавеющей стали, алюминия и других сплавов.
Ознакомьтесь с руководством по расходным материалам Lincoln Electric (PDF) , чтобы узнать больше о брендах, спецификациях и других характеристиках.
Уход за электродами и их хранение Штанговые электроды с низким содержанием водорода (например,грамм.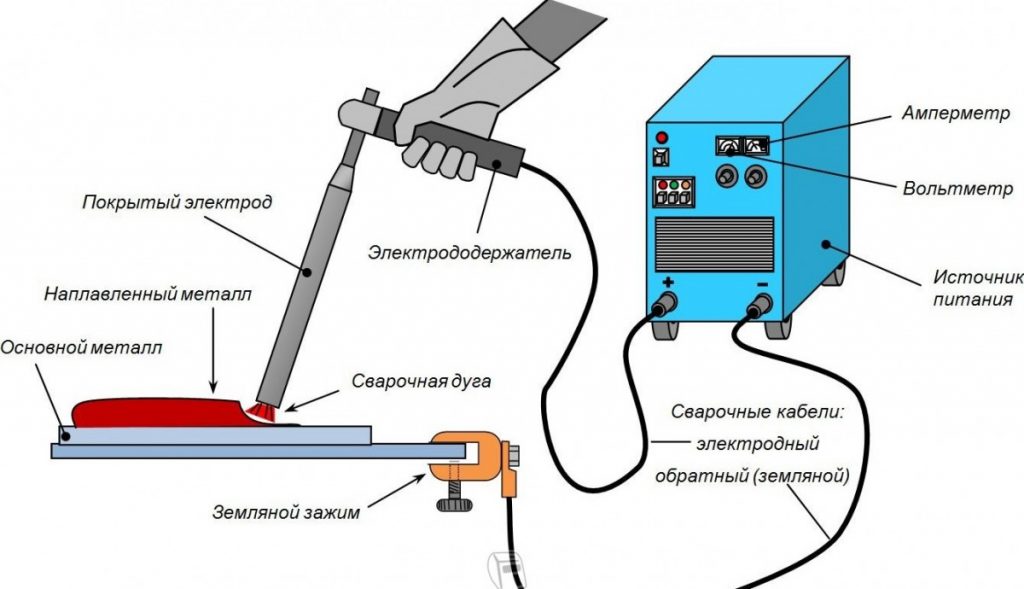 E-7018) требуют специальных условий хранения из-за их покрытия. Сварщики должны держать эти стержни в сухом состоянии, поскольку влага содержит водород.
E-7018) требуют специальных условий хранения из-за их покрытия. Сварщики должны держать эти стержни в сухом состоянии, поскольку влага содержит водород.
До тех пор, пока стержни остаются запечатанными внутри коробки, в которой они были изначально упакованы, никакого специального обращения не требуется. Но как только печать сломана, нужно проявлять особую осторожность. На складе или в полевых условиях обычная практика заключается в нагревании партий в стержневой печи до 250 градусов от 30 минут до часа перед использованием.Кроме того, сварщик должен достать из печи только несколько теплых стержней за один раз и положить их в мешочек для электродов, чтобы они не замерзли, пока не придет время приступить к работе. (Имейте в виду, что эти стержни не следует нагревать в духовке более трех раз, поэтому наполняйте духовку только тем, что, по вашему мнению, необходимо каждый день.)
— — — — — — — — — — — — — — — — — — —
Далее: MIG Wire
——————————————
Если у вас есть предложения или проблемы с веб-сайтом, напишите по электронной почте rregello [at] thecityedition [dot] com.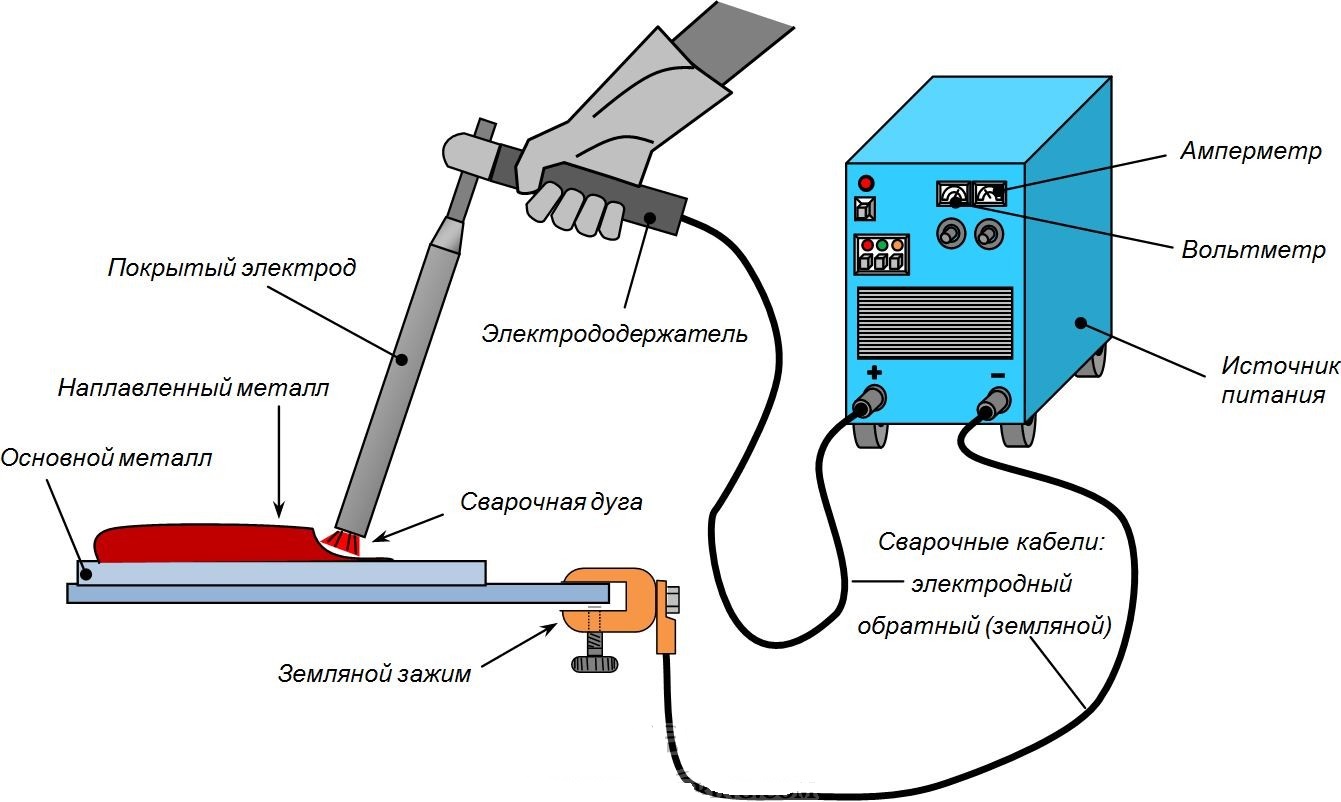
Вернуться в главное меню
——————————————
Авторские права © 2012-2021 TheCityEdition.com
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Teacher of 1: Преимущества и недостатки сварки-самоучки
Вы можете научиться менять тормоза автомобиля, модифицировать компьютерную программу и даже правильно чистить банан.
Все мы живем в информационную эпоху , и независимо от того, какие у нас интересы, мы сталкиваемся с одним и тем же сообщением.
Обладая достаточной информацией, вы можете научиться сварке.
Начинающим подводным сварщикам перед тем, как надеть гидрокостюм, необходимо иметь опыт и знания о сварке верхней поверхности. Возможно ли получить этот опыт и навыки в качестве собственного учителя?
Прежде чем включить сварочный аппарат, вы должны понять свой стиль обучения. У большинства людей есть смесь одного или двух доминирующих стилей.
У большинства людей есть смесь одного или двух доминирующих стилей.
Когда вы лучше поймете свой стиль обучения, вы будете знать, на что сосредоточить свое время и усилия. Также поймите, что стили обучения не являются исключительными, так что вы можете сосредоточиться, но не создавать туннельного видения. Если каждую минуту вашего обучения посвящать онлайн-видео о сварке, вы будете учиться только с определенных углов зрения. Точно так же, если вы работаете только в «одиночном» режиме, вы не поймете техники безопасности и передовых технологий опытных сварщиков.
Процесс самообучения
Изображение предоставлено: Терри Кинг, Flickr
Определив свой стиль обучения, получите базовый обзор всех сварочных процессов. Возможно, вы захотите немного узнать об истории сварки, так как познакомитесь с передовой сварочной технологией , которая у нас есть в настоящее время (и старожилы будут любить вас за нее).
- SMAW
- GTAW
- GMAW
- FCAW
- ПИЛА
- ESW
Затем сосредоточьтесь на процессе сварки, который вы хотите изучить в первую очередь. Подводные сварщики для мокрой сварки в основном используют FCAW из-за ее универсальности, но для сухой подводной сварки можно использовать практически любой тип сварки (хотя SMAW довольно распространено). Самое главное, найдите относительно простой процесс сварки, чтобы вы могли быстро набраться опыта без больших разочарований.
Подводные сварщики для мокрой сварки в основном используют FCAW из-за ее универсальности, но для сухой подводной сварки можно использовать практически любой тип сварки (хотя SMAW довольно распространено). Самое главное, найдите относительно простой процесс сварки, чтобы вы могли быстро набраться опыта без больших разочарований.
Многие сварщики рекомендуют начинать с ручной сварки, такой как MIG, но то, что легко для одного новичка, может оказаться чрезвычайно трудным для другого. Опять же, найдите то, что работает для вас.
Ресурсы и доступность
Есть много мест, где можно научиться сварке, но это отразится на вашем стиле обучения.Если у вас больше визуального, звукового и логического стиля обучения, эти ресурсы идеально подойдут вам. Если нет, то со временем вы захотите пройти практику в сварочной школе или в местном офисе.
- Сайты
- Социальные сети
- Видео
- Форумы
- Подкасты
- Книги
Имея оборудование, вкладывает средства в инструменты, которые подходят для процесса сварки, который вы хотите изучить. Для начала попробуйте сварочный аппарат и шлем с автозатемнением.Исследуйте оборудование, которое даст вам максимальную ценность и свободу в вашей практике.
Для начала попробуйте сварочный аппарат и шлем с автозатемнением.Исследуйте оборудование, которое даст вам максимальную ценность и свободу в вашей практике.
Окрестности, чтобы воспользоваться преимуществами
Посмотрите на свое окружение. Где вы живете? Кто и что вам доступно?
- Сельское хозяйство (старое сельскохозяйственное оборудование, отвалы железа, скотоводы со сварочными принадлежностями)
- Пригород (малые сварочные предприятия)
- Городской (крупные и малые сварочные предприятия, техникумы)
Не сравнивайте себя со своими приятелями-сварщиками, у которых все «лучше», чем у вас, только потому, что их отец владеет сварочным цехом и они уже работают. Лучшие ученики — это те, кому приходится работать над этим , и в вашем окружении всегда есть что-то или кто-то, у кого вы можете почерпнуть знания в области сварки.
Знай свои ограничения
Безопасность в цифрах: Предполагаемые сварщики совершают огромную ошибку, делая лужи, не зная надлежащих правил техники безопасности. Каждый сварочный процесс требует понимания техники безопасности, а здравый смысл не поможет. Вам понадобятся советы сварщиков, которые заботятся о своих пальцах (и глазах, и шее, и предплечьях …)
Каждый сварочный процесс требует понимания техники безопасности, а здравый смысл не поможет. Вам понадобятся советы сварщиков, которые заботятся о своих пальцах (и глазах, и шее, и предплечьях …)
Прекратите быть перфекционистом: Помните, что сварка — это смесь искусства и науки.Следовательно, вы никогда не добьетесь полного совершенства во всех аспектах сварки. Продолжайте практиковаться, но не зацикливайтесь на одной характеристике.
Начните с малого: Самообучение означает, что в конечном итоге вы захотите использовать свои собственные инструменты. У вас, вероятно, не будет денег, чтобы купить полноценный коммерческий сварочный аппарат и стержни. Поскольку в основном вы будете просто практиковаться на нем, не беспокойтесь о материалах премиум-класса. Однако не экономьте на СИЗ (средствах индивидуальной защиты).
Самоучка Оксюморон: Как сказал один сварщик: «Самоучки не существует.«Авторы учат вас через книги, режиссеры учат вас через онлайн-видео, блоггеры учат вас через сообщения… вы поняли суть. Важно понимать, что все ваши сварочные знания исходят от кого-то другого — держите свое эго маленьким, а руки — подвижными.
Важно понимать, что все ваши сварочные знания исходят от кого-то другого — держите свое эго маленьким, а руки — подвижными.
Хобби или профессионал? Оцени свое будущее
Если вы занимаетесь сваркой самостоятельно, убедитесь, что знаете свою конечную цель. Если вы занимаетесь этим только из-за небольших побочных расходов или для того, чтобы закончить этот ряд ограждений на своем пастбище, вы можете продолжать самообучение столько, сколько захотите.
Однако, если вы в конечном итоге захотите стать подводным сварщиком или профессиональным сварщиком верхнего строения, вам потребуется больше, чем навыки владения электродом «выше среднего». После того, как вы познакомитесь с некоторыми стилями сварки и несколько месяцев попрактикуетесь, лучше всего найти местную сварочную школу или предприятие по производству сварных швов, чтобы продолжить свою карьеру.
Быстро научитесь сваривать как профессионал — даже если вы новичок!
Если вам нужен базовый совет по сварке или вам просто интересно, сколько времени нужно, чтобы научиться сварке, сядьте поудобнее, возьмите чашку кофе и продолжайте читать, чтобы получить некоторую информацию, которая откроет вам глаза.
Я хочу поделиться с вами, как ВЫ можете быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке в режиме онлайн, находят очень полезным иметь видео-инструктора, как в реальной жизни в классе.
Итак, сколько времени нужно, чтобы научиться основам сварки?
Вы, вероятно, будете разочарованы моим ответом, потому что, как и все, все зависит от того, сколько времени и усилий вы вкладываете в обучение сварке.
Я знаю, вам нужны точные сроки…
Но, поскольку я мог бы оставить вас в подвешенном состоянии со своим ответом на вопрос «сколько времени нужно, чтобы научиться сварке», я дам вам маленький золотой самородок, который может сэкономить вам массу времени.
Вот БОЛЬШОЙ секрет, который позволит вам превзойти всех остальных новичков, которые изо всех сил пытаются сделать хорошие сварные швы…
Забудьте обо всех различных сварочных процессах, которые, вероятно, сбивают вас с толку, и придерживайтесь единого процесса сварки, который сделает вашу сварку максимально быстрой и простой. MIG Сварка.
MIG Сварка.
Начните базовое обучение сварке со сварочным аппаратом MIG
Этот совет очень важен для вас, когда вы только начинаете.
Я хочу направить вас в правильном направлении, так что забудьте на время о сварке штучной сваркой или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете достать его прямо из коробки и сразу же уложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши базовые методы сварки будут хорошими с первого раза, но, по крайней мере, вы можете сразу начать использовать их.
Позже в этом посте я расскажу об основах сварки с помощью миграции, советах по сварке с помощью миграции и методах сварки с помощью миграции, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от сварки Stick и TIG, если вы полный новичок, который хочет заниматься сваркой по интересам..jpg)
Для самостоятельной сварки у многих людей не установлены электрические розетки, подходящие для работы аппарата для ручной или аргонодуговой сварки, поскольку многие из этих аппаратов работают от розеток 220 В.
Не поймите меня неправильно, сварка TIG и сварка палкой отлично справятся с базовыми сварочными проектами … просто кривая обучения намного выше для начинающих.
Как я уже говорил, обучение сварке может занять много времени или немного. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварщика не поможет. Вы должны посвятить некоторое время, хотя это не так много времени при использовании сварочного аппарата MIG, но необходимо потренироваться.
3 причины, по которым я не рекомендую простую сварку с помощью аппарата для ручной сварки для начинающих
- Зажигание дуги может быть затруднительным: Когда вы запускаете дугу с помощью сварочного аппарата, это похоже на зажигание спички, а сварочный стержень может прыгать повсюду, чего вы не хотите.
- Может быть трудно увидеть сварочную лужу: Когда вы только начинаете, вам понадобится процесс, при котором вы сможете увидеть, что происходит там, где она встречается с металлом. Все дело в контроле тепла.
- Образует шлак: При простой сварке с помощью аппарата для ручной сварки образуется шлаковый слой, который необходимо удалить после укладки сварного шва. Сварка MIG — это гораздо более быстрый процесс, и при этом не образуется шлак.

Я рекомендую вам держаться подальше от сварки штангой только потому, что новичкам ее сложнее освоить.
Сварка TIG не является основным процессом сварки
Не нужно долго думать, почему я не рекомендую сварку TIG для начинающих. Обычно инструкторы по сварке на курсах для начинающих откладывают сварку TIG на последний семестр, потому что это продвинутый уровень.
Сварка TIG намного сложнее и занимает больше времени, чем сварка MIG. Кроме того, это не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG начинающим
- Это медленно: Сварка TIG дает самые красивые сварные швы из всех сварочных процессов, но она медленная и громоздкая.
- Требуются обе руки и 1 нога: При сварке TIG вам нужно держать горелку одной рукой, опускать стержень другой рукой и регулировать напряжение с помощью ножной педали. Не подходит для новичков!
- Они дорогие: Сварщики TIG обходятся дороже всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые из имеющихся на рынке аппаратов для сварки TIG.
Как видите, это определенно не базовый процесс сварки, поэтому я рекомендую не применять TIG, пока вы не освоите MIG.
Один процесс, который я еще не упомянул, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, потому что с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, потому что он учит регулировать нагрев и управлять сварочной лужей. Однако этот процесс происходит очень медленно, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков — это сварочный аппарат MIG.
Научиться переносить сварку — это весело и легко. Вы можете открыть сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что существует множество аппаратов MIG, которые подключаются прямо к вашей розетке на 110 вольт.
Не беспокойтесь о том, что вы будете шокированы, пытаясь поменять свои торговые точки.
Plus, сварочные швы MIG получаются чрезвычайно гладкими, и для получения шва, выглядящего так, как будто это сделал ветеран, не требуется никаких усилий.
Вот 3 причины, по которым я считаю, что сварка MIG — лучший базовый процесс сварки для начинающих
- Вы можете сваривать в течение длительного времени без остановки: В отличие от использования сварочных стержней или присадочных стержней, которые сгорают, с помощью сварочного аппарата mig вы вставляете катушку проволоки в аппарат, и все готово.
- Не создает шлака: Нет шлака — значит не бить молотком и не дымить. Вы можете уложить гладкий сварной шов и покончить с этим.
- Это просто использовать: При сварке с помощью миграции вы просто прикладываете пистолет к металлу и нажимаете на спусковой крючок. Зажигается дуга, и вы начинаете сварку, что упрощает использование ее для любого новичка.
Шунтирование тока при точечной сварке
Процесс контактной точечной сварки сжатием (STRSW) иногда требует первоначальной помощи в виде шунтирования электрического тока.Если вы когда-либо использовали оборудование STRSW для ремонта, вы, вероятно, проделали маневрирование, сознательно или нет. При ремонте звуковой точечной сваркой необходимо знать, когда происходит шунтирование, и как правильно шунтировать.
Процесс STRSW
Чтобы понять, как работает шунтирование и почему оно иногда необходимо, рассмотрим, как выполняется точечная сварка сопротивлением. При нажатии спускового крючка точечной сварки между кончиками электродов протекает короткая вспышка тока. Природа тока — течь по пути наименьшего сопротивления.Если между наконечниками электродов на основе меди есть токопроводящая поверхность, например, неизолированная сталь, это путь наименьшего сопротивления. Но поскольку сталь не так хороша в качестве проводника, как наконечники медных электродов, существует сопротивление току, достаточное для нагрева стали до расплавленного состояния. Давление, приложенное к наконечникам электродов как до, так и после короткого выброса тока, помогает удерживать расплавленную сталь в этом месте.
Маневровая сталь с покрытием
Рис. 2. При шунтировании ток сначала проходит через шунтирующий зажим, но большая часть тока проходит между концами электродов.Проводящие покрытия на стали, такие как цинк или грунтовка для сквозных сварных швов, увеличивают сопротивление, но все же позволяют выполнять точечную сварку. Непроводящие покрытия не позволяют сделать сварной шов. Самым распространенным из них является E-coat, заводская антикоррозийная грунтовка, наносимая на все оригинальные и заменяемые панели кузова.
Большая часть E-покрытия на сопрягаемых поверхностях может быть сохранена при замене детали на STRSW с помощью шунтирующего зажима. E-покрытие необходимо удалить только с внешних поверхностей.Шунтирующий зажим располагается в месте первого сварного шва, а первый шов точечной сварки выполняется в соседнем месте (см. Рисунок 2) .
При нажатии спускового крючка точечной сварки ток течет от одного конца электрода. Когда ток встречается с непроводящим покрытием на сопрягаемой поверхности, он ищет ближайший токопроводящий путь, который проходит через верхнюю заготовку, вокруг шунтирующего зажима и обратно через другой конец электрода. E-покрытие на сопрягаемых поверхностях выгорает. Все это происходит очень быстро.Фактически, большая часть тока во время короткой вспышки проходит между концами электродов. Обход маневрового зажима был лишь кратким, но необходимым отвлечением.
Рис. 3. Любые другие монтажные зажимы следует изолировать лентой, чтобы предотвратить случайное шунтирование.Обратите внимание, что E-слой не нужно удалять между участками точечной сварки на внешней стороне фланца. Ток, проходящий через заготовку с покрытием, подобен току, протекающему по проводу, покрытому изоляцией.
Последовательные сварные швы не требуют шунтирования. Предыдущая точечная сварка служит начальной токопроводящей дорожкой. Фактически, любые другие зажимы, используемые для стыковки, должны иметь зажимы, обмотанные лентой для изоляции (см. Рисунок 3) . Шунт снова требуется, когда начинается еще одна серия точечной сварки.
Маневровая сварка
Рис. 4. Этот специальный шунтирующий зажим имеет толстую многожильную медную проволоку, прикрепленную к медным зажимным площадкам для обеспечения беспрепятственного прохождения тока.Сварка — это точечная сварка сопротивлением, выполненная посредством клея на том же фланце. Процесс требует удаления всех покрытий с ответных фланцев, включая цинковое покрытие, но рекомендуемый ремонтный клей не является проводящим, поэтому требуется шунтирование. Линия скрепления тонкая, но толще, чем E-Coat, поэтому обычно рекомендуется использовать зажим, специально разработанный для шунтирования. Этот специальный зажим имеет толстый многожильный медный провод, соединенный с медными площадками для обеспечения лучшего проводящего пути, чем обычные плоскогубцы (см. Рисунок 4) .Фактически, использование этого специального шунтирующего зажима — хорошая идея при маневрировании. При использовании фиксирующих клещей велика вероятность того, что часть тока будет потеряна на поворотной заклепке.
Маневровая альтернатива
Конечно, шунт не нужен ни для одного из этих условий, если E-покрытие на сопрягаемых поверхностях удалено или если клей остался на той части фланца, где может быть сделана первая точечная сварка. В этом месте важна защита от коррозии, но герметики швов и лакокрасочные покрытия помогут не допустить проникновения влаги.При сварке цинковое покрытие можно оставить на месте без клея. Пятно без покрытия не обязательно должно быть в начале фланца, но вам не нужно, чтобы оно находилось в таком месте, как нижняя часть центральной стойки, где может возникать разбрызгивание дороги.
Использование первой точечной сварки в качестве шунта является предпочтительным методом при сварке трех или более панелей, например, при прикреплении внешней панели к внутренней, состоящей из двух частей. Есть еще одна рекомендация, которая обеспечит проводимость между панелями в этом наихудшем сценарии.Рекомендуется выполнить начальную точечную сварку двух внутренних панелей. Оставьте клей с этого пятна на внешней панели, а когда внешняя панель будет прикреплена, сделайте еще одну точечную сварку поверх первой точечной сварки.
Заключение
При использовании процесса STRSW шунтирование тока требуется для первого сварного шва, если на ответных фланцах имеется непроводящее покрытие или клей. Другие зажимы, используемые для сборки, должны быть изолированы, чтобы предотвратить нежелательное шунтирование тока.