Свойства меток сварных швов, добавленных на чертежах
Перейти к основному содержанию
- Главная
- Tekla Structures
- Reference
- Settings reference
- Drawing settings reference
- Mark properties
- Свойства меток сварных швов, добавленных на чертежах
Tekla Structures
2021
Tekla Structures
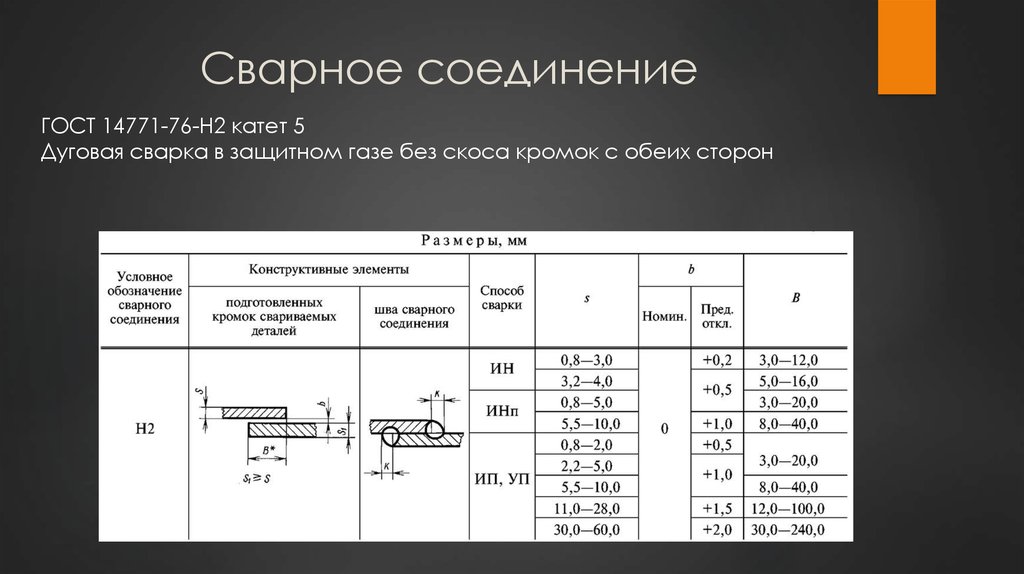
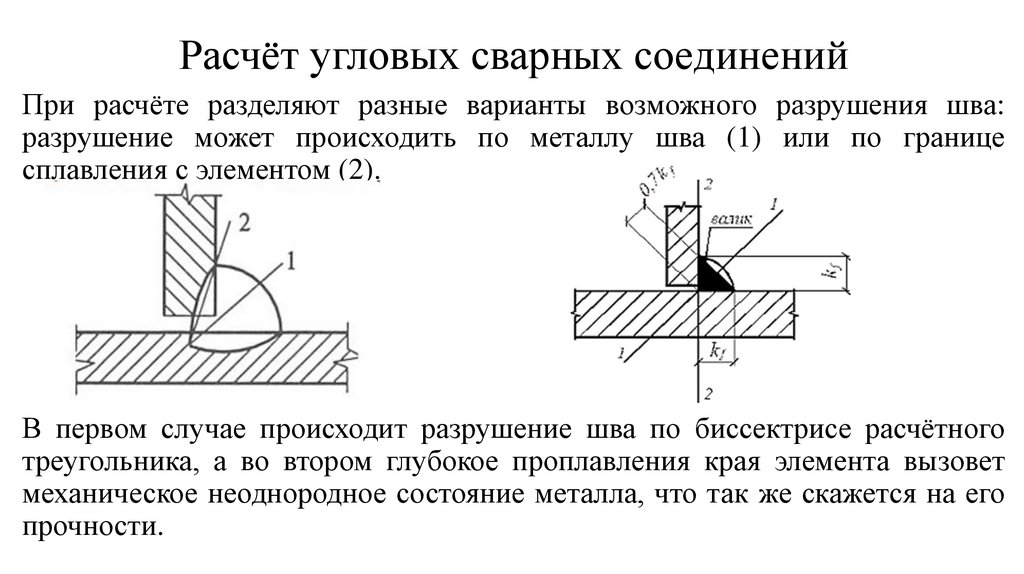
Диалоговое окно Свойства метки сварного шва сварки служит для просмотра и изменения свойств метки сварного шва, вручную добавленной на чертеж.
Чтобы открыть свойства метки сварного шва, выполните одно из следующих действий на открытом чертеже:
- Дважды щелкните созданный вручную сварной шов.
- Удерживая клавишу SHIFT, нажмите Метка сварного шва на вкладке Аннотации.

- На вкладке Чертеж выберите Свойства > Метка сварного шва.
Параметр | Описание |
|---|---|
Префикс | a= расчетная толщина углового сварного шва, s= толщина проникания сварного шва или z= величина катета |
Размер | Размер сварного шва. |
Тип | Тип сварного шва. Список доступных типов сварки и их описание см. в разделе Список типов сварных швов. Некоторые символы типа сварки можно настраивать, см. раздел Пользовательская настройка символов типа сварки. |
Угол | Угол подготовки под сварку, фаски или проточки. Tekla Structures отображает угол между символом типа сварки и символом контура типа заполнения. |
Контур | Контур типа заполнения сварного шва может иметь следующие значения:
|
Обработка поверхности | Tekla Structures выводит значок отделки на чертеже перед значком типа сварного шва.
|
Длина | Длина обычного шва зависит от длины соединения между свариваемыми деталями. Можно указать точную длину многоугольного шва, определив, например, начальную и конечную точки шва. |
Шаг | Расстояние между центрами швов в случае прерывистых швов. Для создания прерывистых сварных швов задайте расстояние между центрами сегментов и шаг шва. Tekla Structures вычисляет расстояние между швами, вычитая длину шва из шага. По умолчанию для разделения длины сварного шва и шага в Tekla Structures используется символ –, например: 50–100. Чтобы изменить разделитель на @, например, установите расширенный параметр XS_WELD_LENGTH_CC_SEPARATOR_CHAR в значение «@». |
Эффективная толщина | Размер сварного шва, используемый при расчете прочности шва. |
Зазор между кромками | Расстояние между свариваемыми деталями. |
Примечание | Дополнительная информация, включаемая в символ сварки. Например, спецификация сварного шва или сведения о процессе сварки. |
Кромка/по периметру | Показывает, вести шов по одной кромке или по всему периметру поверхности. Дуга на значке сварки на чертеже указывает, что был выбран параметр Кругом. |
Заводской/монтажный | Показывает, где должна производиться сварка. |
Прерывистый шов | Если этот параметр установлен в значение Да, создается шахматный прерывистый шов. Сваренные участки прерывистого шва располагаются в шахматном порядке с обеих сторон свариваемой детали. Tekla Structures отображает символы типа сварки в символах сварки как шахматные. Если этот параметр установлен в значение Нет, создается нешахматный прерывистый шов. Чтобы включить в метку сварного шва шаг сварки, установите параметр Шаг равным значению больше 0.0. |
Размещение | Поле поиска — это пустое пространство, которое требуется оставлять вокруг метки. Минимальное расстояние — это минимальное расстояние между меткой и деталью. Флажки в разделе Четверть определяют области, в которых Tekla Structures ищет место для меток сварных швов. Размещение — это режим размещения меток сварных швов: |
 При выборе в качестве типа сварки сварного шва с частичным проплавлением можно ввести два размера.
При выборе в качестве типа сварки сварного шва с частичным проплавлением можно ввести два размера.
 Возможные варианты:
Возможные варианты:
Сварные швы на чертежах
Was this helpful?What is missing?
Назад ДалееВыбор процесса сварки
Мы научим Вас выбирать процесс сварки за четыре простых шага:
1. Анализ требований к сварному соединению
2. Сопоставление требований с возможностями различных процессов. Выбор одного или нескольких процессов для дальнейшего рассмотрения.
3. Проверка пригодности выбранного процесса(-ов) соответствующей задаче по контрольному списку.
4. Обсуждение выбранного процесса или процессов с квалифицированным представителем производителя оборудования на предмет пригодности и других особенностей.
Шаг 1 – Анализ требований к соединению
Первым делом нужно определить, насколько крупный Вам понадобится сварной шов, будет ли вестись сварка в сложных пространственных положениях и насколько вязким будет основной металл.
Основные требования к сварному соединению описываются четырьмя терминами:
Производительность наплавки
Скорость затвердевания (при сварке в потолочном или вертикальном пространственном положении)
Скорость следования (высокая скорость сварки и швы очень маленькой ширины)
Глубина проплавления (в основном металле)
Производительность наплавки
Важна, когда для заполнения зазора необходимо большое количество металла. Швы большого сечения возможны только при большой производительности и скорости сварки. Однако в случае небольших швов этим параметром можно пренебречь.
Скорость затвердевания
Актуальна при сварке в сложных пространственных положениях, требующих быстрого застывания металла. Для подобных задач подходят не все процессы полуавтоматической сварки.
Для подобных задач подходят не все процессы полуавтоматической сварки.
Скорость следования
Означает, что расплавленный металл быстро следует за дугой и образует непрерывные, хорошо сформированные швы без прерывистости и включений. Эта особенность важна для относительно небольших однопроходных соединений, например, для соединения листов металла.
Глубина проплавления
Зависит от типа соединения. Для некоторых соединений глубина проплавления должна быть достаточно большой, чтобы обеспечить адекватное смешивание основного металла и сварочного материала, а для других ее нужно ограничить, чтобы предотвратить прожигание или растрескивание.
Каждое сварное соединение нужно классифицировать по этим четырем факторам. Чтобы определить, какой процесс Вам нужен, проведите тщательный анализ требований к соединению. Соединения, которые требуют или пригодны только для однодуговой сварки, встречаются редко. К большинству швов обычно предъявляется целая комбинация различных требований.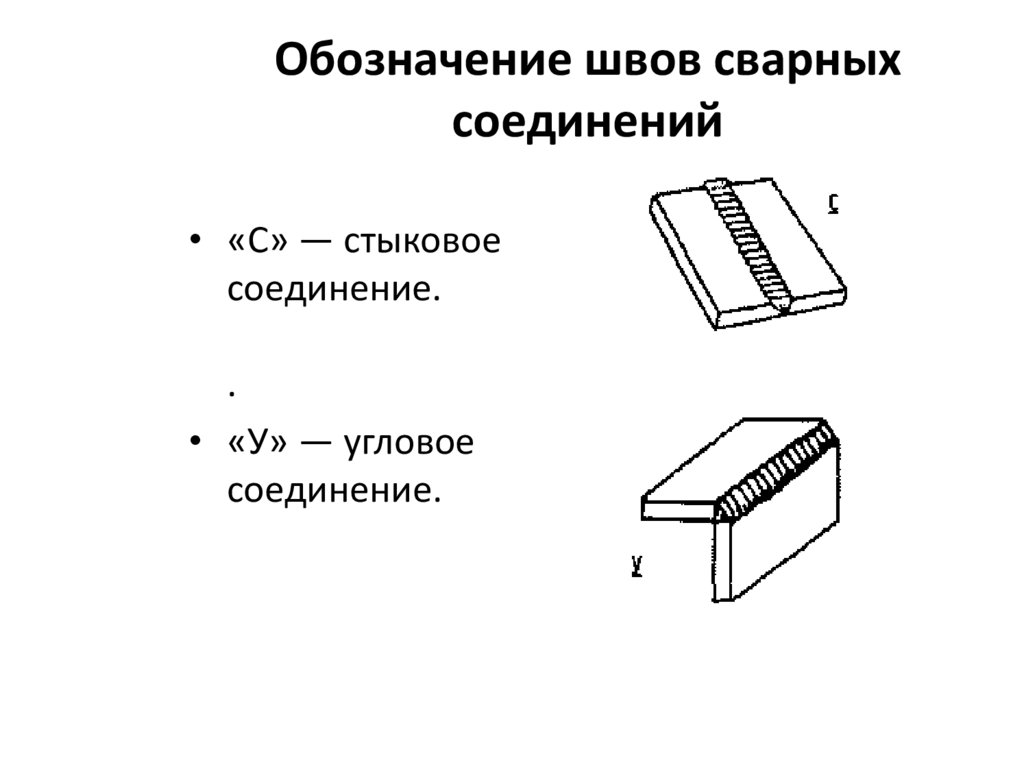 После того, как Вы составили список требований и их приоритет, их нужно обсудить с опытным инженером или сварщиком. Их опыт и знания помогут Вам быстро и точно разработать техническое задание.
После того, как Вы составили список требований и их приоритет, их нужно обсудить с опытным инженером или сварщиком. Их опыт и знания помогут Вам быстро и точно разработать техническое задание.
Шаг 2 – соотнесение требований с процессами сварки
В литературе от производителя оборудования обычно приведена вся информация о пригодности различных процессов для тех или иных задач (в противном случае такую информацию можно запросить по телефону или электронной почте). На этом этапе очень трудно ошибиться, потому что производительности наплавки и скорости сварки каждого процесса легко дать количественную оценку. Так как Вы уже классифицировали нужное соединение, остается только подобрать подходящий процесс для данного класса. Нажмите здесь, чтобы просмотреть аппараты и материалы Lincoln Electric с различными характеристиками.
Но что делать, если Вы нашли два или больше подходящих процессов? Нужно составить контрольный список!
Шаг 3 – контрольный список
На процесс выбора также влияют и некоторые другие аспекты, помимо сварного соединения. Многие из них специфичны для каждой конкретной задачи или фирмы, но они могут оказаться очень важными – что что позволит Вам сделать лучший выбор. Составьте из этих аспектов контрольный список и тщательно их проанализируйте один за другим:
Многие из них специфичны для каждой конкретной задачи или фирмы, но они могут оказаться очень важными – что что позволит Вам сделать лучший выбор. Составьте из этих аспектов контрольный список и тщательно их проанализируйте один за другим:
Объем производства
Стоимость сварочного оборудования должна быть оправдана требуемым объемом работ или производительности. Если объем производства для одной задачи недостаточен, затраты могут быть обоснованы другим способом применения.
Сварочные спецификации
Исключите те процессы, которые не обеспечивают свойства сварки, требуемые применимым кодексом.
Навыки сварщиков
Сварщики могут освоить один вид сварки быстрее, чем другим. Придется ли Вам обучать свой персонал новому процессу? Это приведет к увеличению расходов
Вспомогательное оборудование
Для каждого процесса предлагаются рекомендуемые источники питания и сопутствующее оборудование. Если для того или иного процесса подхода уже имеющееся оборудование, начальные затраты окажутся значительно сокращены.
Аксессуары
Учтите доступность и стоимость необходимых аксессуаров – молотков и других инструментов для удаления флюса, оборудования для распределения и сбора флюса, систем вытяжки и т. д.
Основной металл
Также учтите наличие ржавчины и масел, необходимость подгонки соединений, свариваемость стали и другие особенности основного металла. Такие факторы могут значительно осложнить тот или иной процесс сварки.
Видимость дуги
Существуют ли сложности со следованием трудным швам? Если да, то более эффективными могут оказаться процессы с открытой дугой. С другой стороны, если с правильным расположением сварного шва нет никаких проблем, для сварщика часто более комфортны процессы с закрытой дугой – для них не нужен сварочный щиток и не настолько силен жар от дуги.
Системы позиционирования
Переход на высокоэффективные полуавтоматические процессы сварки потребует использования определенного позиционирующего оборудования. Проверьте свое оборудование и его пригодность для нового процесса.
Проверьте свое оборудование и его пригодность для нового процесса.
«Узкие места» производства
Если какой-либо процесс снижает стоимость производства изделия, но создает узкое место производства, эта экономия теряется. Например, чрезмерно сложное оборудование, которое требует частого обслуживания квалифицированными техниками, фактически может замедлить производство и не оправдать вложения.
Законченный контрольный список должен оговаривать каждый фактор, который может влиять на экономику производства. Некоторые из них могут относиться к определенной задаче или процессу производства. Также в них могут входить:
требования к защите;
диапазон размеров сварных швов;
универсальность;
длина сварного шва;
продолжительность подготовительных работ;
начальные затраты на оборудование;
требования к чистоте поверхности.
Объективно рассмотрите все эти аспекты и выявите все характерные особенности оборудования и нового процесса.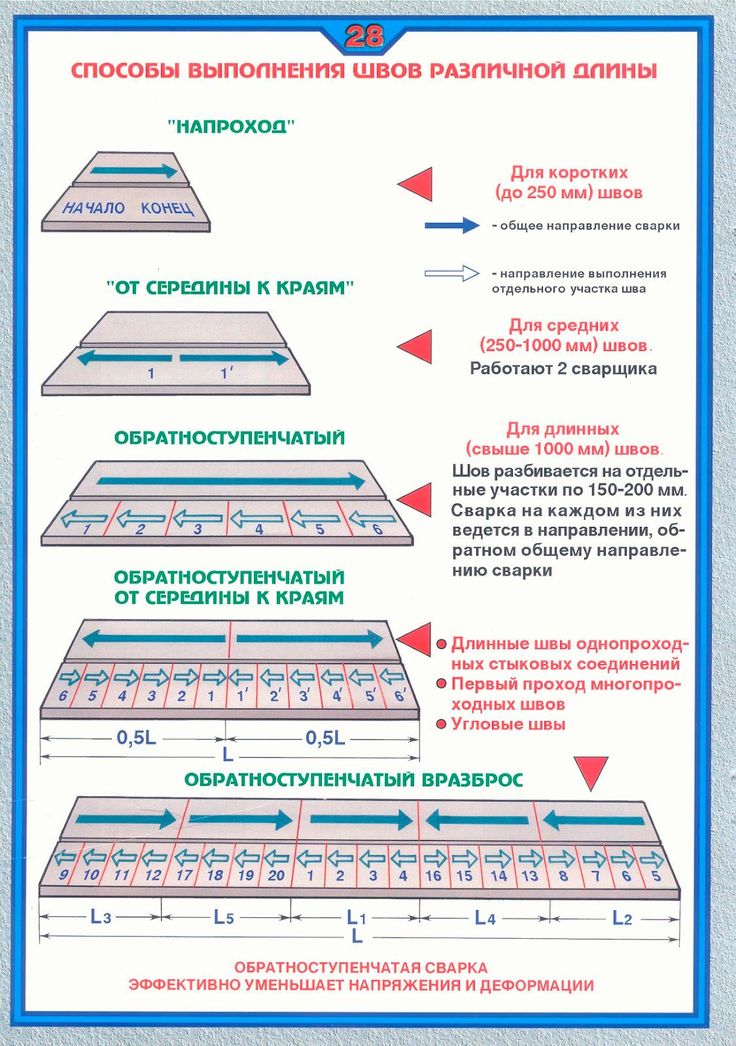
Не позволяйте укоренившимся предубеждениям оказывать влияние на процесс выбора – иначе Вы не сможете принять объективное решение. При прочих равных главным критерием должна быть общая стоимость.
Шаг 4 – проверка предполагаемого применения представителем поставщика
Это может показаться лишним, но после этого нужно прибегнуть к помощи экспертов. Поэтому контрольный список приспосабливается к каждой индивидуальной ситуации. Вы лучше всего знаете, что Вам требуется, а поставщик лучше всего знает свое оборудование. Вместе Вы сможете утвердить или доработать контрольный список. Вы можете связаться со специалистом Lincoln Electric, перейдя по этой ссылке.
Систематизация системного подхода
Новая система не будет представлять из себя никакой ценности, если ей не будут пользоваться. Составьте схему и отследите все этапы производства. Если на этом этапе Вы потратите некоторое время на анализ каждого нового типа соединений, Ваше производство станет эффективнее, а сварка станет приносить удовольствие.
Классификация сварных соединений: прерывистые, нахлесточные и другие
Позиции, по которым осуществляется классификация
Согласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме.
Положение в пространстве
Классификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
- внизу;
- сверху;
- горизонтально;
- вертикально.
При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема — сила тяжести, под действием которой металл начинает стекать вниз.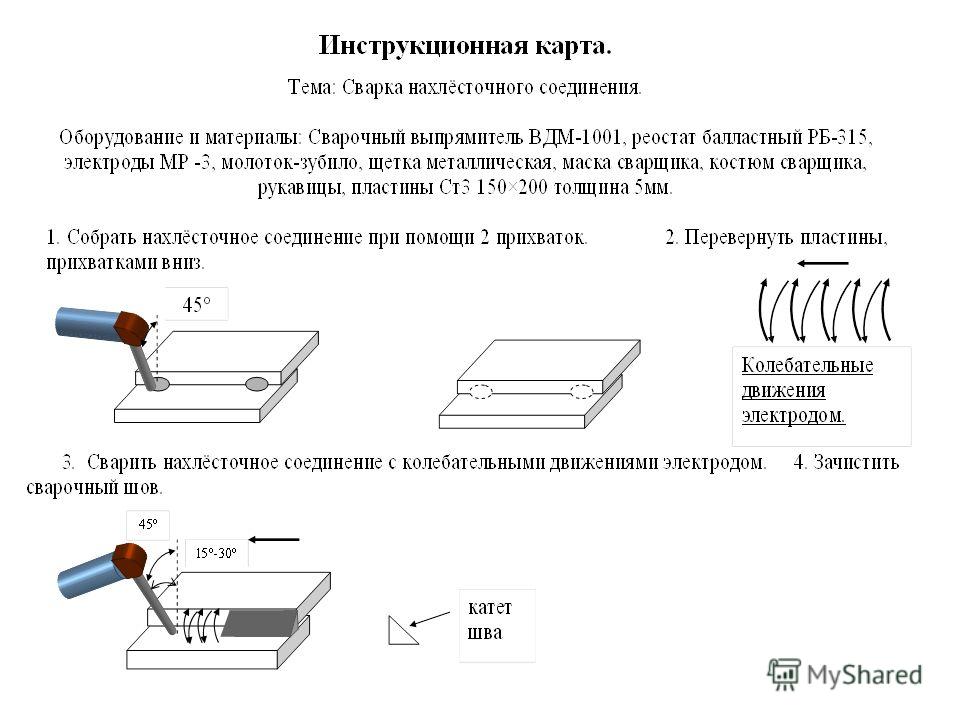
Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит — здесь потребуется настоящее мастерство. Электрод может быть только в одном положении — вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным.
При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант — периодически отрывать дугу, давая время на остывание металла.
В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла. Шов сваривается в любых направлениях, а дуга делается короткой.
Шов сваривается в любых направлениях, а дуга делается короткой.
Протяженность
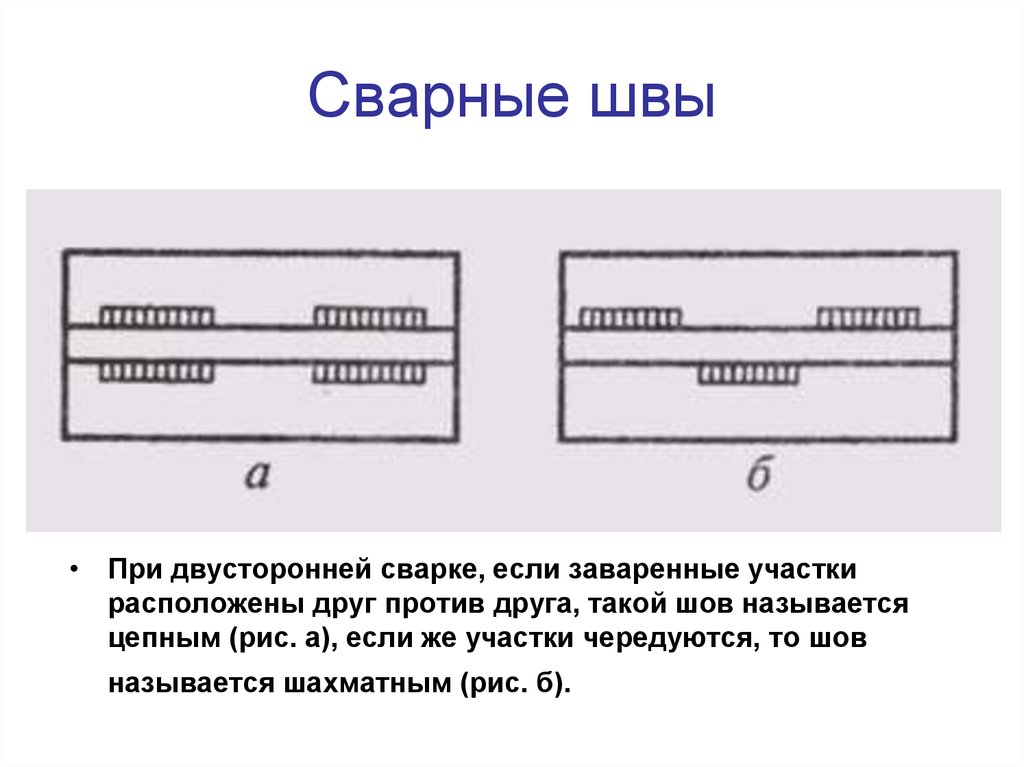
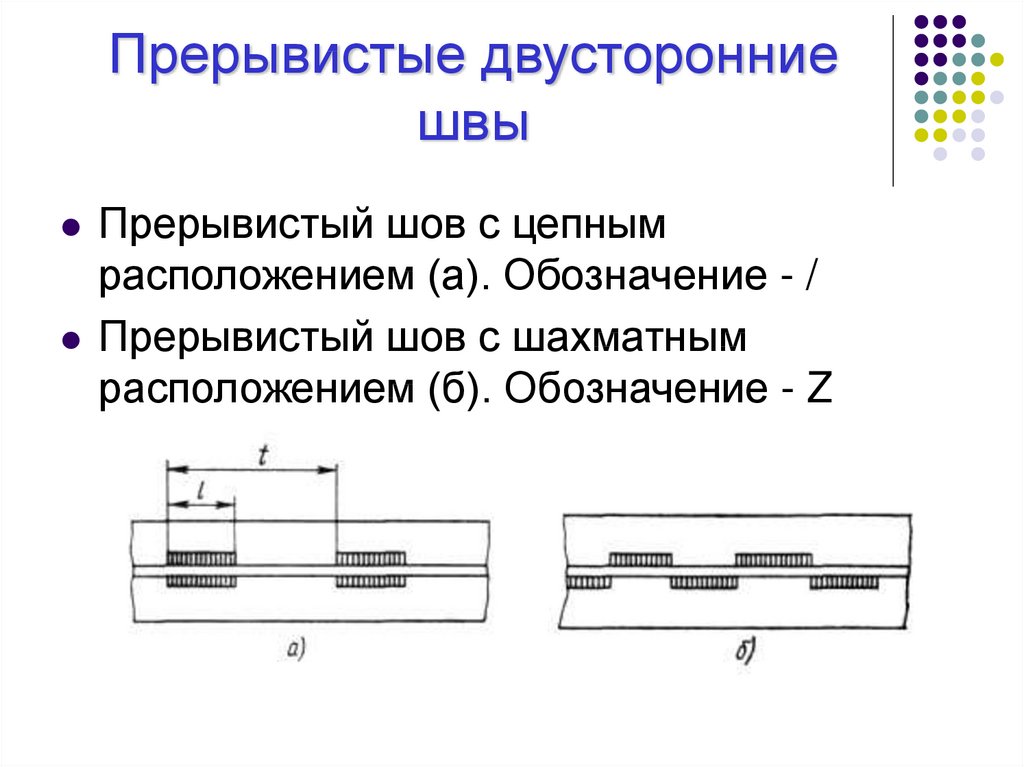
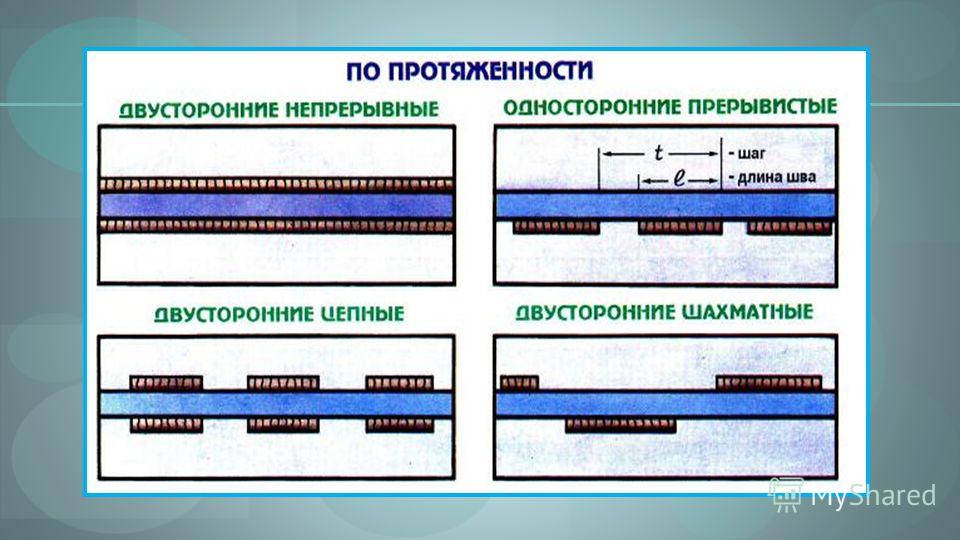
Основная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный.
Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке.
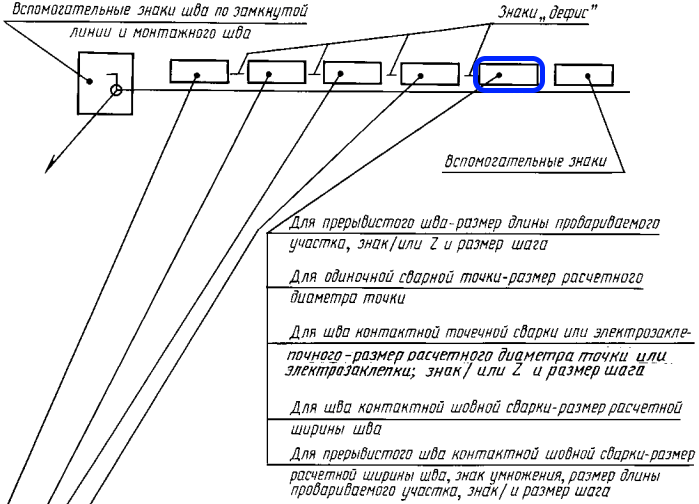
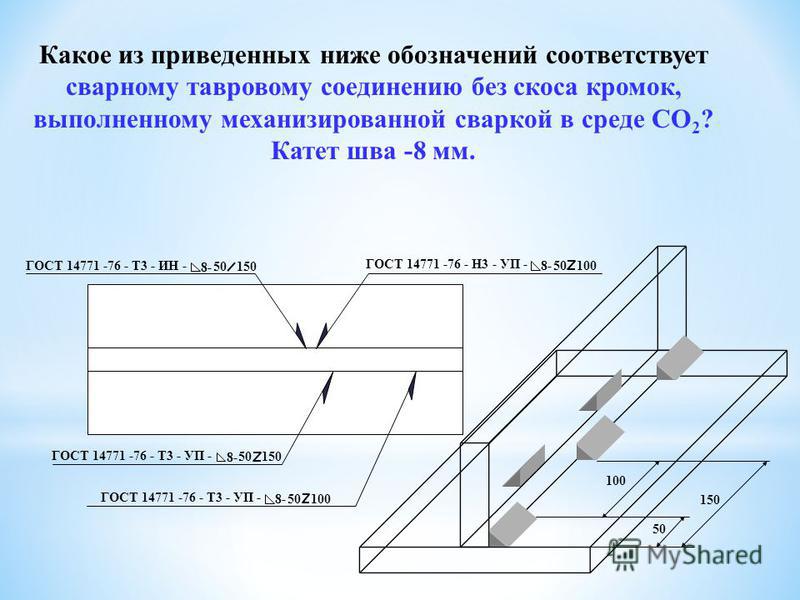
ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг — 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг — 120 будет обозначаться 40/120.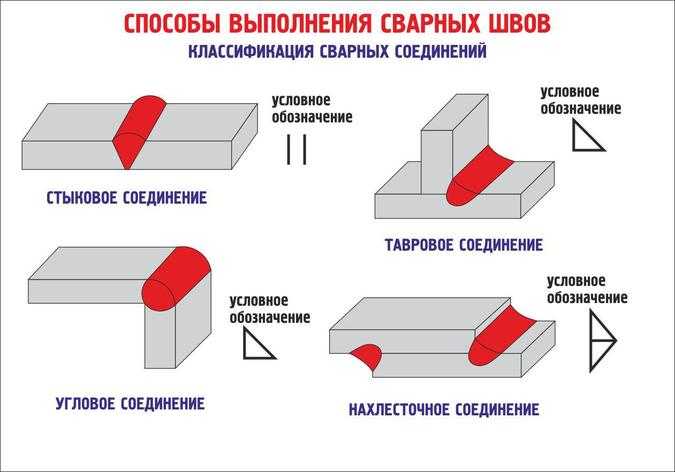
Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение.
Направление усилий
Еще одной группой квалификации является разделение по направлению прилагаемых усилий.
Дифференциации подвергаются сварные швы вдоль сечения:
- При фланговом или продольном способе усилие направлено параллельно оси шва.
- При лобовом или поперечном варианте усилия составляют с осью прямой угол.
- Комбинированный метод сочетает первые два способа.
- При косом варианте действие усилия находится под углом к оси шва.
Форма поверхности
Классификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
- Нормальные. Название говорит само за себя.
- Выпуклые. Иначе — усиленные.
- Вогнутые. По другому — ослабленные.
 Название говорит само за себя.
Название говорит само за себя.Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками.
Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом.
Условия, в которых предстоит работать узлу, имеющему сваренные поверхности
Разделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими.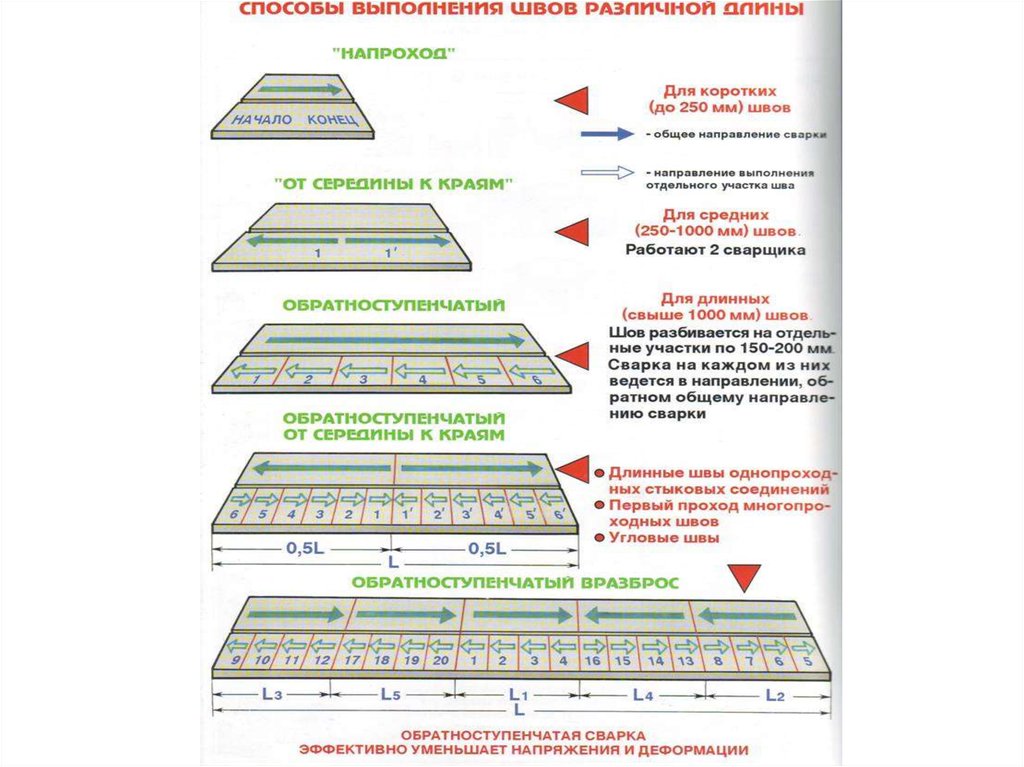 Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин.
По ширине
Согласно этому критерию сварочные швы бывают двух видов:
- уширенные;
- ниточные.
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы.
Число слоев
Слои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
- однослойные или однопроходные;
- многослойные или многопроходные.
Многослойный сварочный шов имеет свою особенность — это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов — стыковое сварное соединение. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва.
Характер выполнения
По характеру выполнения сварные швы делятся на односторонние и двусторонние.
Односторонний шов располагается с одной стороны, а двусторонний — по обе стороны.
Расчет катета
Чтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва.
От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
- нельзя увеличивать наплавление, поскольку от этого существенно изменяются в худшую сторону прочностные характеристики;
- если повысить ширину охвата, то сразу же расширяется площадь нагревания и соответственно расплавляется большее количество металла. В результате это становится причиной деформации всей конструкции;
- слишком большие ширина и высота сварных швов существенно повышают количество расходуемых материалов, а если речь идет о массовом производстве, то такие затраты попросту недопустимы;
- при сваривании заготовок разной толщины очень важно определить значение катета, и рассчитывать его нужно с учетом геометрических параметров детали, которая тоньше;
- слишком узкие шовные соединения не обладают должной прочностью и понижают качество всей конструкции. Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
 В результате это становится причиной деформации всей конструкции;
В результате это становится причиной деформации всей конструкции;Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих.
Дополнительные технологии
Соединение сваркой может производиться с применением различных дополнительных технологий. К основным видам относятся следующие:
К основным видам относятся следующие:
- Подварочный. Предварительный шов. Предотвращает прожоги при осуществлении основного процесса.
- Прихватка. Фиксирует детали, приготовленные для процесса сваривания.
- Временный. Скрепляет заготовки на необходимое время, а затем удаляется.
- Монтажный сварной шов. Применяется при монтаже всевозможных конструкций.
Дополнительные технологии облегчают проведение основного процесса и увеличивают положительные характеристики сварных швов.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
 Дефекты такого характера возникают из-за смещения дуги вправо или влево;
Дефекты такого характера возникают из-за смещения дуги вправо или влево;Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Виды сварок
Качество сварных швов во многом зависит от применяемого оборудования. Основные сварочные виды:
- Ручная дуговая. Этим способом можно скрепить детали из металлов любой толщины.
- Автоматическая. Из оборудования требуются трансформатор, выпрямитель или инвертор.
- В инертном газе. Соединение получается очень прочным. Инертные газы предохраняют металлические детали от окисления. К плюсам относятся отсутствие шлаков и отходов, а также аккуратный внешний вид.
- Газовая. Шов осуществляется под действием температуры горения газа из горелки.
- С помощью паяльника.
 Шов осуществляется под действием температуры горения газа из горелки.
Шов осуществляется под действием температуры горения газа из горелки.Вид сварки выбирают, исходя из требованиям к сварному шву.
Выполнение
После того как вся конструкция соединена, узлы и детали соединяются прихватками.
Расположение зависит от того:
- где планируется делать сварочный шов;
- в какой части конструкции ожидается максимальное внутреннее напряжение;
- где возможна деформация.
Техника наложения зависит от желаемой глубины провара, но, в общем, не отличается от техники наложения сварочного шва. По сути, прихватка – это короткий сварочный шов, выполненный в один проход.
В случае, когда предполагается автоматическая сварка, прихватка накладывается с противоположной от первого прохода стороны, если не предъявлены обратные требования.
Вид сварных соединений
К основным типам соединений, произведенных с помощью сварки, относятся:
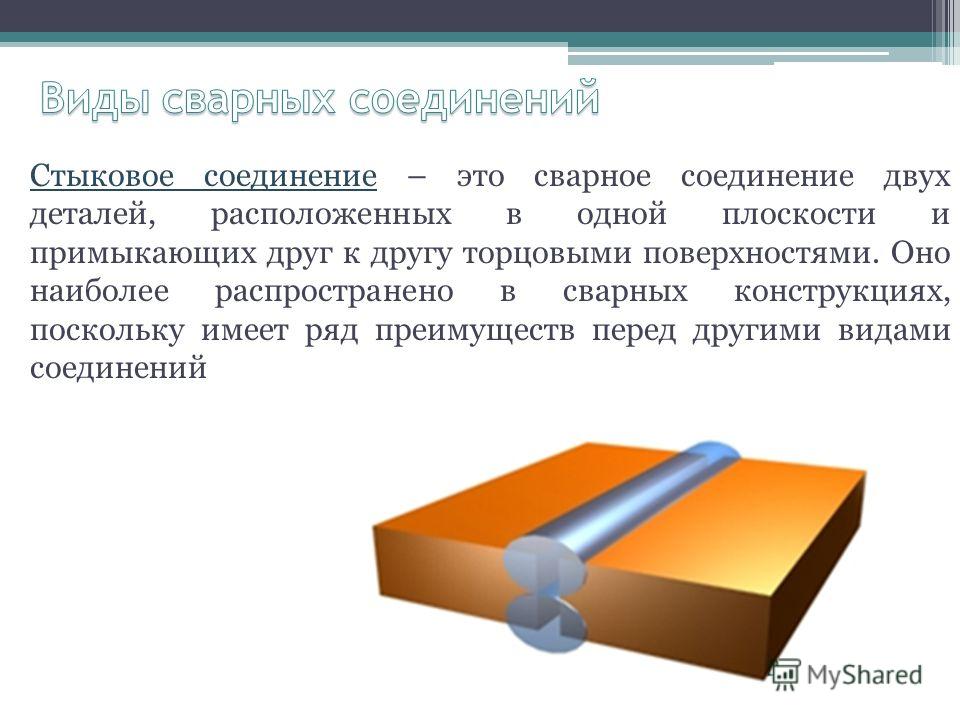
- Стыковые. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
- Угловые. Соединяемые элементы могут располагаться друг относительно друга под любым углом.
- Нахлесточное. Детали располагаются параллельно друг другу.
- Тавровые. Под углом располагаются торец одной детали и поверхность другой.
- Торцовые. Свариваемые детали совмещены своими поверхностями.
 Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.Сварка стыковых соединений находит широкое применение для соединения деталей в конструкциях из листового металла, труб и резервуаров. Технология сварки стыковых соединений состоит в том, что две свариваемые детали соединяют между собой торцовыми поверхностями. Детали при этом должны располагаться на одной плоскости.
Сварка встык, как иначе называют стыковой вид сварки, является соединением простым и надежным. Рекомендуется применять ее в конструкциях, подвергающихся действию переменного напряжения. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Имеются различные способы сварки стыковых швов:
- на весу;
- на подкладке из меди;
- на стальной подкладке;
- при выполнении предварительного подварочного шва.
Сваркой на весу получить хороший провар основания шва достаточно трудно. Более предпочтительными являются методы с использованием медной или стальной подкладки. Они должны быть сильно прижаты к сварным кромкам. Это уменьшит вероятность вытекание из ванны жидкого металла. Подварочный шов выполняется с другой стороны, если имеется такая возможность.
Небольшие детали свариваются без разделки кромок. В зависимости от толщины деталей сварка может быть с одной стороны или с двух. Электродом совершают колебательные движения. Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.
Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.
Преимуществами сварки встык перед другими способами являются уменьшение расхода электродов и электрических ресурсов, простота контроля процесса сварки. Толщина свариваемых деталей не обязательно должна быть одинаковой. Усилить шов в этом случае поможет замковое соединение.
Угловые сварные швы могут применяться для сварки емкостей и различных резервуаров. Они имеют ограничение — толщина металла должна быть не более 3 мм. Не используются в конструкциях, которые испытывают внутреннее давление большой величины. Угловые соединения кажутся простыми, но и в этом виде имеются сложности. Металл может стекать вниз на горизонтальную плоскость. Чтобы этого избежать, необходим постоянный контроль за движениями электрода и выдержка правильного угла его наклона.
Качественную угловую сварку получают в случае применения «лодочки». Если свариваются металлические листы неодинаковой толщины, то электрод следует располагать к утолщенной детали, чтобы обеспечить ей более сильный нагрев.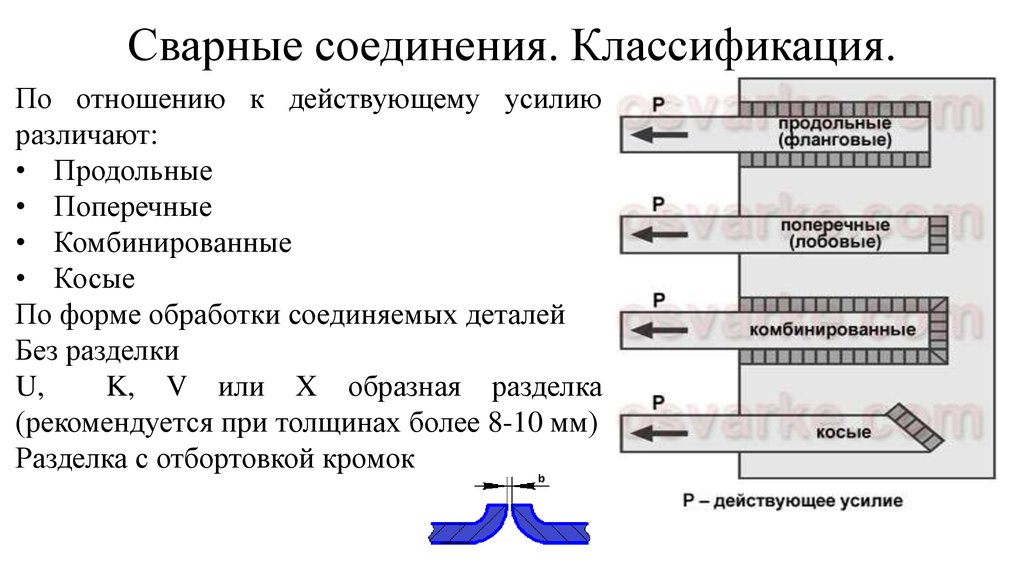 Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Нахлесточное соединение применяется для сварки конструкций из металлических листов толщиной до 12 мм. Нахлесточный сварной шов является распространенным видом соединения сваркой. Его использование возможно, когда поверхности соединяемых деталей прилегают друг к другу плотно и без зазоров. Это обеспечивает перекрытие частей соединяемых элементов. Нахлесточное сварное соединение является достаточно простым и подойдет для начинающих без большого опыта в сварном деле. Его применение оправдано в местах, где необходимо достичь большого значения прочности на растяжения.
Швы при этом методе расположены на некотором расстоянии, что обеспечивает дополнительную прочность. Нежелательно применение, если существует нагрузка на излом. Расчет нагрузки соединения внахлест учитывает все виды существующих нагрузок для обеспечения необходимой прочности.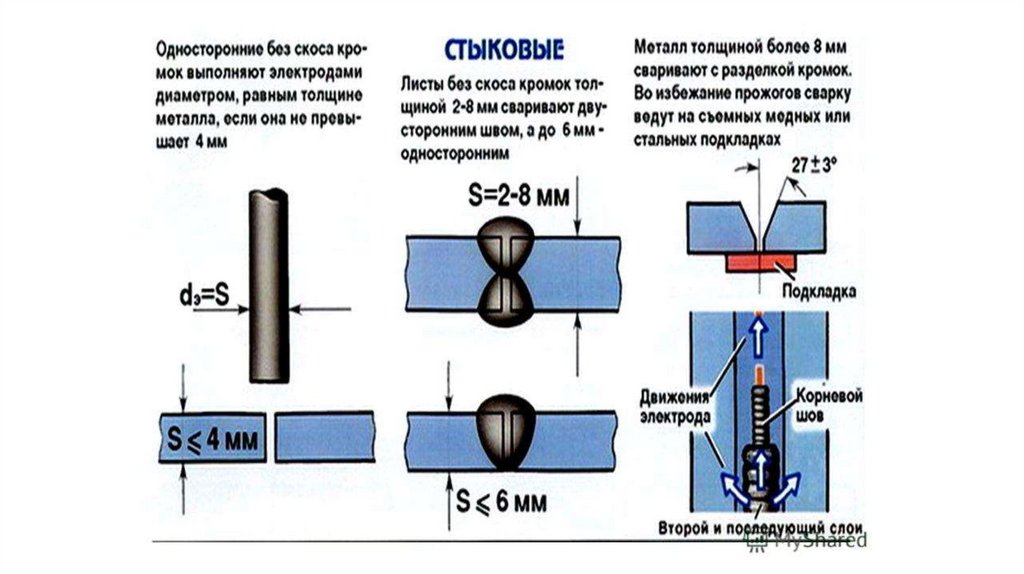 К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
Тавровое соединение напоминает перевернутую букву «Т». Свариваются торец одной детали и поверхность второй под углом, который является прямым. Отклонения от значения угла должны быть минимальными. Применяется в сварке несущих конструкций. Необходима тщательная обработка поверхностей. Тавровые соединения удобно осуществлять в вертикальных и горизонтальных положениях.
Наиболее удобно сварку осуществлять в наклонном положении, используя принцип «лодочки». При этом процесс можно проводить в нижнем положении, что является неоценимым преимуществом. Скорость сварки увеличивается, уменьшается вероятность подрезов. Такой вид сварки является одним из наиболее прочных.
Расположение элементов обеспечивает дополнительную жесткость. Соединения тавровым способом позволяют осуществлять сварку в труднодоступных местах.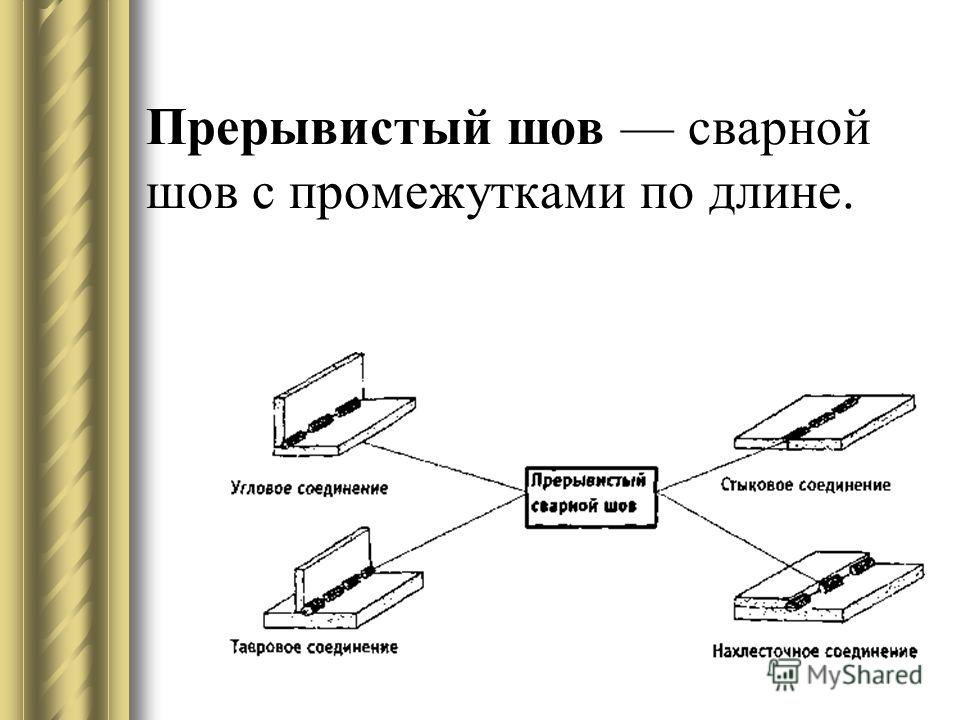 Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
При торцовом виде соединения свариваются торцы двух деталей, а боковые стороны плотно друг к другу прилегают. Могут применяться как для тонких, так и для толстых материалов и деталей. Вероятность появления прожогов невелика, деформации и напряжения небольшие. К достоинствам относится высокая теплопроводность. Особые требования к поверхности торцов не предъявляются. Исполнение является несложным.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;
- материал, из которого выполнены заготовки;
- тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели.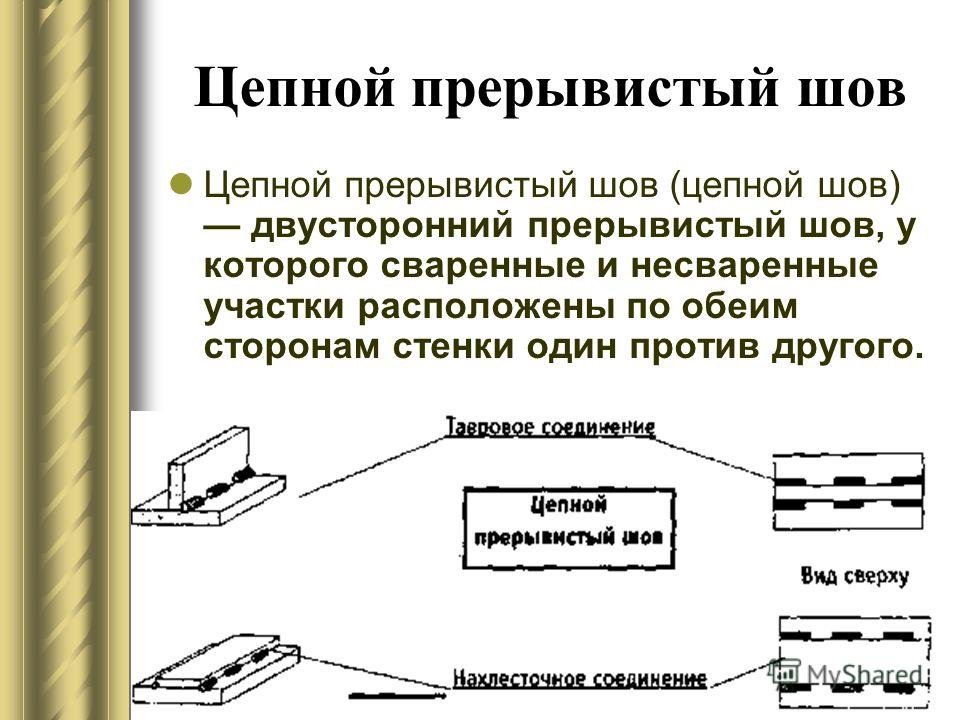 В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
⇐ ПредыдущаяСтр 4 из 9Следующая ⇒ Сварка — это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании. Для сварки используются сварочные полуавтоматы, автоматы, сварочные трансформаторы. Выполняется ручным или автоматическим способом. Сварка труб выполняется стыковым, нахлесточным, угловым и тавровым сварными соединениями. В вентиляционных работах применяют различные сварные соединения и швы. Сварным соединением называется элемент сварной конструкции, состоящий из двух или нескольких деталей конструкции и сварного шва, соединяющего эти детали. Соединения на сварке, применяемые при изготовлении воздуховодов, фасонных частей и других деталей вентиляционных систем, бывают стыковые, стыковые с отбортовкой, нахлесточные,угловые (ГОСТ 5264-80). Стыковые соединения(рис.5,а), обозначение по ГОСТ5264-80 – С2 осуществляют для сварки воздуховодов и их деталей из листовой стали толщиной 1,5—3мм. Для выполнения такого соединения необходима подготовка кромок листов и точная подгонка зазоров величиной до 0,5мм. Стыковые соединения с отбортовкой применяют при изготовлений вентиляционных коробов. Для выполнения такого соединения у листов металла делают вначале отбортовку, а затем листы сваривают по гребешку. Нахлесточное соединение Это соединение осуществляется путем наложения одного элемента соединения на другой. Величина перекрытия должна быть не менее удвоенной суммы толщин кромок свариваемых изделий, Свариваемые поверхности не обрабатывают (не считая зачистку кромок). Листы при таком соединении обычно заваривают с обеих сторон, чтобы не допустить проникания влаги в зазоp между ними. При изготовлении круглых и прямоугольных воздуховодов нет возможности проварить шов изнутри, поэтому ограничиваются сваркой только наружных кромок. Угловые соединения(з) произ-т без и со скосом кромок. Тавровые соединения выполняют приваркой 1го эл-та изделия к др. (и). Без скоса кромок саривают конструкции с малой нагрузкой. Порядок наложения швов при сварке зав-т от диаметра трубы , марки стали , положение стыка.
Сварные соединения всех типов делают сварным швом, который представляет собой затвердевший наплавленный металл, образовавшийся в процессе сварки. Сварные швы подразделяются по следующим признакам: — по положению в пространстве (рис.6,а)- на нижние, горизонтальные, вертикальные и потолочные; — по положению относительно действующего усилия (рис.6, б) — на фланговые, торцовые или лобовые и косые; — по протяженности (рис.6, в) — на непрерывные или сплошные и прерывистые; — по внешней форме (рис,6, г) на нормальные, выпуклые и вогнутые.
Рис.Виды стыковых и нахлесточных сварных соединений 1) стыковое (а-е), 2) нахлесточное (ж), 3) угловое (з), 4) тавровое (и).
Рис.Виды сварных швов. 1— нижний; 2— горизонтальный; 3- вертикальный; 4— потолочный; 5— фланговый; 6— торцовый или лобовой; 7— косой; 8— непрерывный; 9— прерывистый;10— нормальный; 11— выпуклый; 12— вогнутый. Многослойная сварка (рисунок в виде круга).Применяется для больших толщин металла (>20 мм) При многослойной сварке каждый слой необходимо выполнять в 2 прохода, начиная “в разбежку”. Причём каждый ход должен быть разнонаправленным. Сварка–проц. получения неразъемных соед-ний посредством установления межатомных связей м/ду свариваемыми частями при их нагреве или пластическом деформировании. Сварные соединения всех типов делают сварным швом, который представляет собой затвердевший наплавленный металл, образовавшийся в процессе сварки. Длину провариваемых участков прерывистого шва принимают равной 50 – 100мм, а промежутки между ними делают примерно вдвое больше. Расстояние от начала предыдущего шва до начала последующего называют шагом шва. Скос комки — прямолинейный наклонный срез кромки, подлежащей сварке. Корень шва – часть сварного шва, наиболее удалённая от его лицевой поверхности. ⇐ Предыдущая123456789Следующая ⇒ Читайте также: Организация работы процедурного кабинета Статус республик в составе РФ Понятие финансов, их функции и особенности Сущность демографической политии |
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 944; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления

 Нахлесточные швы с отбортовкой применяют также при изготовлении отводов круглого сечения.
Нахлесточные швы с отбортовкой применяют также при изготовлении отводов круглого сечения.
 Сварка труб большого диаметра и прихватки. Отчёт сварщика о выполненном сварном шве.
Сварка труб большого диаметра и прихватки. Отчёт сварщика о выполненном сварном шве. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.006 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.006 с.)Руководство по сварке нержавеющей стали и никелевых сплавов
Шаг 1: Выбор сварочного материала для выбранного процесса сваркиВ случаях, когда обе свариваемые детали выполнены из одинакового металла, ориентируйтесь на тип основного металла. Например, при сварке 316L стали со сталью 316L, используйте сварочный материал, предназначенный для сварки 316L стали. Однако, имеющийся опыт свидетельствует о том, что сварной шов более подвержен коррозии, чем основной металл, поэтому сварочные материалы должны содержать несколько большее количество легирующих элементов. Тем не менее, необходимо тщательно оценивать объемы этого повышения, чтобы избежать избыточного легирования, которое в свою очередь может спровоцировать гальваническую (электрохимическую) коррозию.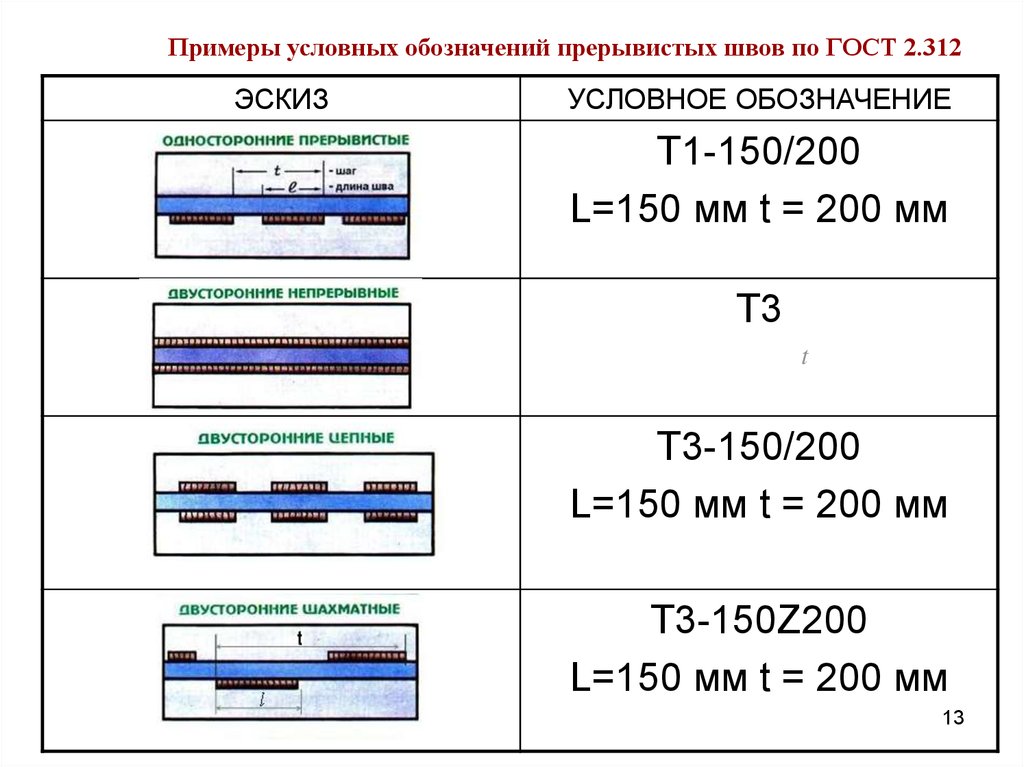
При сварке разнородных металлов (например, нержавеющей стали с конструкционной углеродистой)
Предупреждение: Неправильный выбор сварочного материала или слишком высокая доля участия основного металла могут привести к образованию дефектов. Наиболее распространенным типом дефекта в этом случае является образование трещин, но возможно также и просто охрупчивание шва.
Поэтому выбор правильного сварочного материала и способа сварки играет важнейшую роль в получении положительного результата при их сварке:
- НЕ используйте низколегированные электроды для сварки низколегированной стали с нержавеющей. Это приведет к получению хрупких сварных шов из-за образования в них мартенситной структуры.
- НЕ используйте сварочную проволоку из нержавеющей стали с недостаточным содержанием легирующих элементов для сварки низколегированной стали с нержавеющей. Результатом такой сварки могут стать хрупкие сварные швы из-за образования в них мартенсита.
- ИСПОЛЬЗУЙТЕ высоколегированные сварочные материалы с повышенным содержанием легирующих элементов, например, 309 или 312 типов, специально предназначенных для сварки низколегированной стали с нержавеющей.
Для выбора присадочных материалов для сварки разнородных нержавеющих сталей или разнородных никелевых сплавов, пользуйтесь Руководством по сварке разнородных металлов. Как правило, в таких случаях рекомендуется использование сварочного материала, предназначенного для сварки более легированного из двух сплавов. Например, при сварке стали марки 304L с 316L, используйте сварочные материалы для 316L стали.
При сварке нержавеющей стали с никелевыми сплавами всегда используйте сварочные материалы для никелевых сплавов.
- НЕ используйте сварочные материалы из высоколегированных нержавеющих сталей для сварки из нержавеющих сталей с никелевыми сплавами, так как существует очень высокий риск образования трещины по оси шва. Это связано с разбавлением металла шва материалом детали из никелевого сплава. Повышенное содержание никеля в металле шва, наплавленного нержавеющей присадкой, создает дисбаланс в его составе, что повышает чувствительность к образованию кристаллизационных трещин.
Шаг 2: Настройка параметров сварочного процесса
Параметры сварки необходимо настроить таким образом, чтобы добиться как можно меньшего удельного тепловложения, чтобы свести к минимуму термические деформации. Возникающие при этом напряжения могут быть достаточно высокими, что в сочетании с рабочими нагрузками на сварное изделие может привести к коррозионному растрескиванию конструкции.
Удельное тепловложение = (Ампер х Вольт х 60) / Скорость перемещения. Снижение тока сварки или напряжения на дуге снижают величину удельного тепловложения. Более высокая скорость перемещения, например, при сварке продольными валиками, по сравнению со сваркой с поперечными колебаниями, также способствует снижению уровня тепловложения.
Отрегулируйте силу тока или напряжение таким образом, чтобы оптимизировать:
- Стабильность дуги
- Проплавление (более низкое напряжение может привести к меньшему проплавлению)
- Брызги (либо понизьте скорость подачи проволоки, либо повысьте напряжение)
- Подрезы (более высокое напряжение может привести к увеличению количества подрезов). Или понизьте скорость перемещения, чтобы позволить расплавленной сварочной ванне заполнить подрезы
- Разбавление металла шва (меньшее проплавление приводит к меньшей доле участия основного металла в шве)
 Или понизьте скорость перемещения, чтобы позволить расплавленной сварочной ванне заполнить подрезы
Или понизьте скорость перемещения, чтобы позволить расплавленной сварочной ванне заполнить подрезыСтарайтесь выполнять сварку короткой дугой, чтобы минимизировать выгорание легирующих элементов.
Шаг 3: Правильная подготовка соединения под сварку
ИСТОЧНИКИ ЗАГРЯЗНЕНИЯ
Устраните или избавьтесь от всех возможных источников загрязнения, включая коррозию из-за воздействия: грязи, масла, жира, окалины, краски и маркировочных чернил, которые могут содержать хлориды.
При использовании средств против налипания брызг, используйте только те, которые предназначены специально для нержавеющих сталей. Остерегайтесь присутствия масла в сжатом воздухе, если он используется для охлаждения или сушки сварных соединений.
Обратите внимание, что некоторые обезжиривающие вещества могут сами загрязнять свариваемые кромки, а также образовать под воздействием дуги опасные для человека ядовитые газы.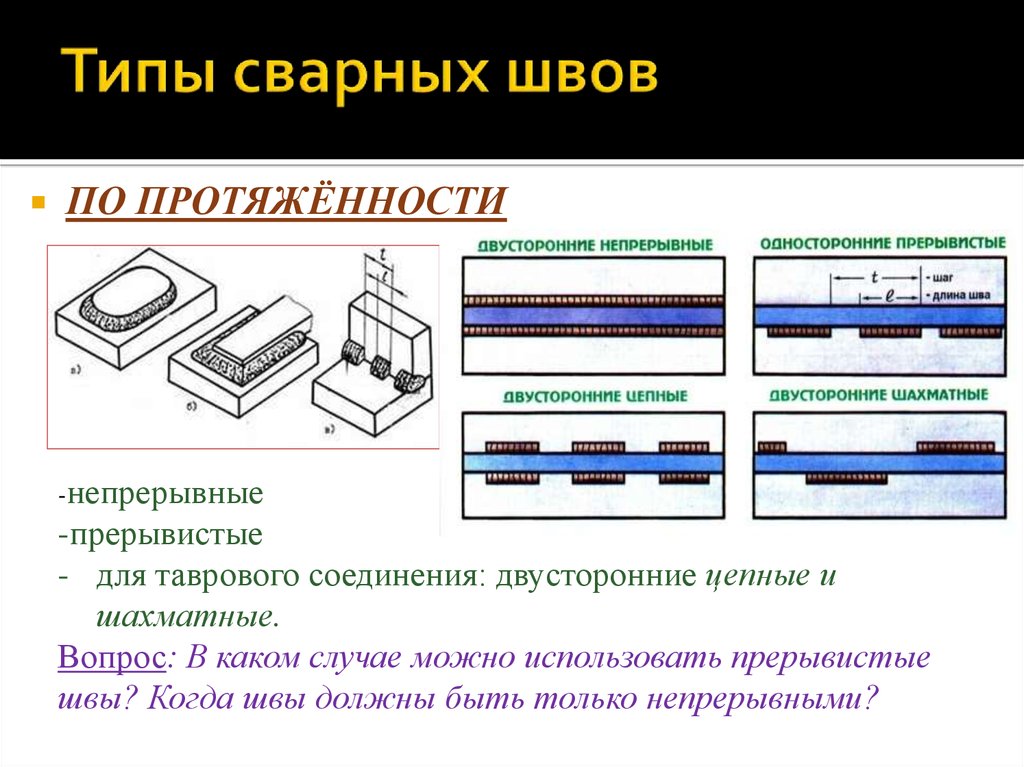
Чтобы избежать загрязнения изделия из нержавеющих сталей и никелевых сплавов железом, разделяйте рабочие зоны для изделий из этих материалов и углеродистых сталей. Частицы железа на их поверхности способствуют образованию локальных точек коррозии.
СЫРОСТЬ И ТЕМПЕРАТУРА ОСНОВНОГО МЕТАЛЛА
Удалите перед сваркой конденсат с поверхностей изделий. Дайте свариваемым деталям, хранящимся вне помещения, нагреться до комнатной температуры, чтобы избежать образования на них конденсата. Проверьте наличие влаги в защитных газах.
ПЛАЗМЕННАЯ РЕЗКА
Зачистите до металлического блеска кромки соединения, подготовленные с помощью плазменной резки, где в качестве плазмообразующего или защитного газа использовались азот или воздух. Некачественная зачистка может привести к азотированию сварного соединения, что в свою очередь может вызвать образование ржавчины по зоне термического влияния готового сварного соединения.
Используйте чистые абразивные материалы, специально предназначенные для работ с нержавеющими сталями.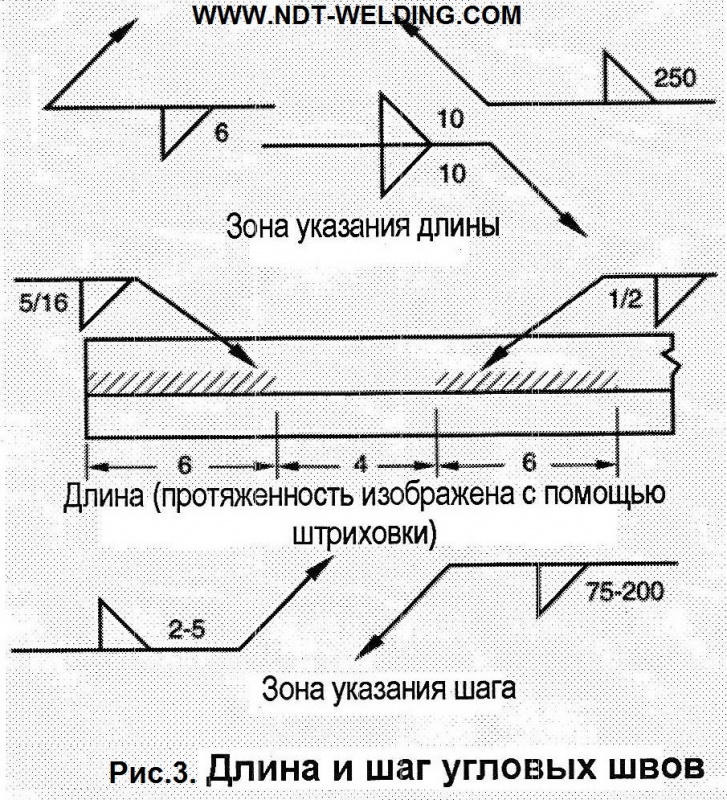
УЧИТЫВАЙТЕ ДЕФОРМАЦИЮ
У аустенитных нержавеющих сталей коэффициент теплового расширения на 50% выше, по сравнению с углеродистыми сталями. Никелевые сплавы расширяются в несколько меньшей степени. Чтобы снизить остаточные напряжения, чаще ставьте прихватки, а также выполняйте сварку отдельными участками. Сведите к минимуму поперечные колебания дуги, которые снижают скорость сварки, тем самым увеличивая удельное тепловложение. При сварке нержавеющих сталей или никелевых сплавов предпочтительнее сварку выполнять узкими продольными валиками.
УЗКИЕ ЗАЗОРЫ
Избегайте сварку в узкие зазоры. Зазор в корне должен быть равен как минимум диаметру электрода. Это особенно важно при сварке дуплексных нержавеющих сталей и никелевых сплавов, жидкая ванна которых, как правило, обладают плохой текучестью, что приводит к образованию непроваров или подрезов.
Шаг 4: Очистка сварного шва
Это очень важный шаг. Целью очистки сварного шва является правильное формирование на поверхности пленки из оксида хрома для получения максимальной коррозийной стойкости: чем более гладкая поверхность, тем выше коррозийная стойкость.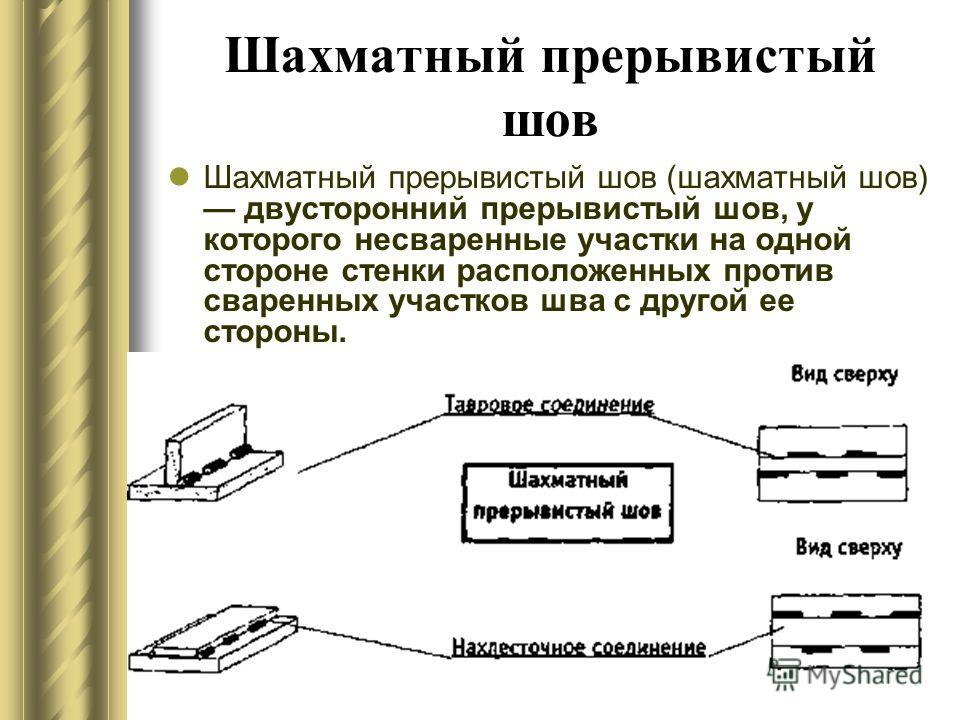 Под воздействием тепла от сварки хром на поверхности шва может выгорать, что может привести к потере им коррозионной стойкости. Чтобы избежать образования ржавчины, очень важно удалить после сварки истощенную хромом зону химическим или механическим способом.
Под воздействием тепла от сварки хром на поверхности шва может выгорать, что может привести к потере им коррозионной стойкости. Чтобы избежать образования ржавчины, очень важно удалить после сварки истощенную хромом зону химическим или механическим способом.
Настоятельно рекомендуется использовать щетки и другие инструменты из нержавеющей стали, чтобы избежать попадания на поверхность частиц железа, которые могут вызвать образование ржавчины.
СПОСОБЫ ОЧИСТКИ
ЭЛЕКТРОХИМИЧЕСКАЯ ПОЛИРОВКА
Это самый лучший способ, однако он медленный и дорогой.
ТРАВЛЕНИЕ
Основными ингредиентами для травления являются азотная и плавиковая кислоты. Помимо гладкой поверхности, данный способ обеспечивает оптимальную коррозийную стойкость, а также удаляет поверхностные дефекты. Избегайте чрезмерного травления, которое образует грубую поверхность. Обратите внимание, что остатки продуктов травления необходимо надлежащим образом нейтрализовывать и утилизировать в соответствии с местными экологическими нормами. Одновременно с травлением сварное соединение пассивируется. Пассивирующие растворы не так эффективны в удалении загрязнений, как травильные пасты и растворы.
Одновременно с травлением сварное соединение пассивируется. Пассивирующие растворы не так эффективны в удалении загрязнений, как травильные пасты и растворы.
ШЛИФОВАНИЕ
Коррозийная стойкость зависит от размера зерна абразивного материала.
МЕХАНИЧЕСКАЯ ПОЛИРОВКА
Почти столь же эффективна, как и электрохимическая полировка, и зависит от используемого инструмента: чем мягче рабочая поверхность инструмента, тем лучше коррозийная стойкость
ОЧИСТКА ЩЕТКОЙ
Допустимый способ, при условии, что используются чистые щетки из нержавеющей стали.
ПЕСКОСТРУЙНАЯ ОЧИСТКА
Используйте чистый абразивный материал. Избегайте чрезмерной пескоструйной обработки, которая может создать грубую поверхность.
Стандартные сварочные материалы на основе высоколегированных сталей 300 серии образуют в наплавленном металле некоторое количество ферритной фазы, которая способствует подавлению процесса образования микротрещин. Микротрещины могут развиваться в полноценные трещины, которые обычно наблюдаются по центру сварного шва. Микротрещины, как правило, возникают из-за образования легкоплавких пленок по границам зерна в момент окончания кристаллизации сварного шва в сочетании с перемещением кромок из-за высокого коэффициента теплового расширения. Ферритная фаза способствует формированию зерен с большей площадью границ, тем самым снижая толщину жидких прослоек из легкоплавких интерметаллидов.
Микротрещины могут развиваться в полноценные трещины, которые обычно наблюдаются по центру сварного шва. Микротрещины, как правило, возникают из-за образования легкоплавких пленок по границам зерна в момент окончания кристаллизации сварного шва в сочетании с перемещением кромок из-за высокого коэффициента теплового расширения. Ферритная фаза способствует формированию зерен с большей площадью границ, тем самым снижая толщину жидких прослоек из легкоплавких интерметаллидов.
Поскольку никелевые сплавы и супераустенитные стали не содержат феррита, они более подвержены кристаллизационному растрескиванию. Для того, чтобы снизить риск образования горячих трещин, можно порекомендовать следующие мероприятия:
ТИП РАЗДЕЛКИ ШВА
Из-за более высокого содержания никеля, сварочная ванна, как правило, обладает меньшей текучестью. Чтобы избежать образования непровара, рекомендуется использовать более широкий угол раскрытия кромок разделки, и делать больший зазор между кромками, по сравнению с теми, что обычно используются в сварке нержавеющих сталей.
ТЕПЛОВЛОЖЕНИЕ
Чем ниже уровень удельного тепловложения, тем меньше подверженность сварного шва к растрескиванию. Положительный эффект дает использование сварочных материалов меньшего диаметра, они позволяют выполнять сварку на более низких токах. Рекомендуемый максимальный уровень удельного тепловложения, как правило, составляет 1 кДж/мм.
ФОРМА ВАЛИКА
Следует избегать валиков вогнутой формы. Предпочтительными являются плоские или слегка выпуклые валики.
ТЕМПЕРАТУРА МЕЖДУ ПРОХОДАМИ
При сварке сплавов, не содержащих феррит, предпочтительнее более низкая температура между проходами, которая снижает тепловое напряжение. Максимальная рекомендуемая температура между проходами составляет 150°C.
Особые рекомендации по сварке дуплексных нержавеющих сталей
Дуплексные стали сильно отличаются от стандартных нержавеющих. Их микроструктура содержит примерно по 50% феррита и аустенита. Неправильная сварка сталей этого класса может привести к образованию в сварном соединении фаз или выпадению структур, подверженных питтинговой коррозии.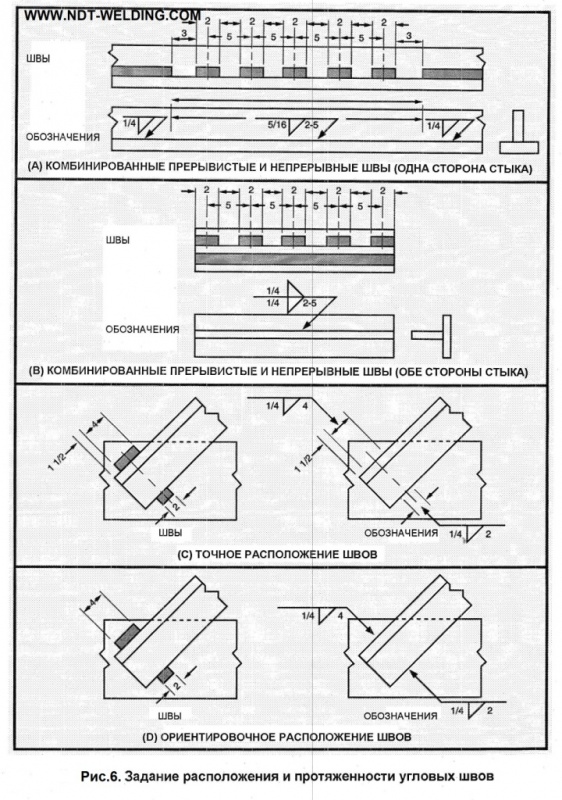 Понимая это, а также тщательно следуя рекомендуемым процедурам сварки, можно легко получить механически надежные и устойчивые к коррозии сварные изделия.
Понимая это, а также тщательно следуя рекомендуемым процедурам сварки, можно легко получить механически надежные и устойчивые к коррозии сварные изделия.
Для успешной сварки материалов на основе дуплексных сталей даются рекомендации ниже. Для получения дополнительной информации обратитесь к специалистам ЭСАБ.
В целом, необходимо соблюдать следующие параметры:
ТИП РАЗДЕЛКИ ШВА
Из-за высокой вязкости жидкого металла этих материалов, текучесть сварочной ванны, как правило, не очень хорошая. Чтобы избежать образования несплавлений, рекомендуется использовать более широкий угол раскрытия разделки и больший зазор между кромками, по сравнению с теми, что обычно используются в сварке нержавеющих сталей.
ВЫБОР ЗАЩИТНОГО ГАЗА И ГАЗА ДЛЯ ЗАЩИТЫ КОРНЯ ШВА
Как было сказано выше, в силу особенностей этих материалов текучесть сварочной ванны, как правило, более низкая. Это можно частично компенсировать правильным выбором защитного газа, который также может способствовать правильному балансу в микроструктуре аустенита и феррита. Правильно подобранный газа для защиты корня шва также может положительно сказаться на коррозийной стойкости.
Правильно подобранный газа для защиты корня шва также может положительно сказаться на коррозийной стойкости.
ТЕПЛОВЛОЖЕНИЕ
Для того, чтобы достичь оптимального соотношения феррита к аустениту, необходимо надлежащим образом контролировать уровень удельного тепловложения. Рекомендуемый диапазон тепловложения зависит от класса дуплексной нержавеющей стали сварного изделия.
ТЕМПЕРАТУРА МЕЖДУ ПРОХОДАМИ
Чтобы предотвратить образование хрупких структур, для дуплексных сплавов рекомендуется выдерживать определенную температуру между проходами. Правильная температура между проходами зависит от качества класса дуплексной стали и толщины свариваемого металла.
Сварка ферритных сталей
Сплавы на основе ферритных нержавеющих сталей по своей природе имеют тенденцию к возникновению затруднений при их сварке из-за плохой текучести сварочной ванны.
Чтобы упростить процесс их сварки, для нескольких марок ферритных нержавеющих сталей Exaton разработал сплавы со специальным химическим составом. Обратитесь к специалистам ЭСАБ для получения дополнительной информации.
Обратитесь к специалистам ЭСАБ для получения дополнительной информации.
Наплавка
На практике часто приходится сталкиваться с ситуациями, когда необходимо сваривать оборудование, эксплуатирующиеся при относительно высоких давлениях, при этом должны быть соблюдены требования различных стандартов, регламентирующих изготовление таких сосудов. В то же время, для увеличения срока службы сосудов требуется их защита от коррозии.
Распространенным решением является изготовление сосуда из высокопрочной низколегированной стали и плакирование его поверхностей, контактирующих с различными агрессивными средами высоколегированными материалами с использованием различных процессов. Наиболее часто это MIG, TIG, SMAW и SAW сварка с использованием проволок сплошного сечения или комбинации проволока/флюс. В последние несколько десятилетий становятся все более распространенным процессы дуговой или электрошлаковой наплавки ленточными электродами.
ESAB разработал широкий ассортимент сварочных материалов в виде проволок, лент и флюсов, которые позволяют получить плакирующий слой с требуемым содержанием легирующих элементов при однослойной наплавке с производительностью, превышающей 40 кг/час.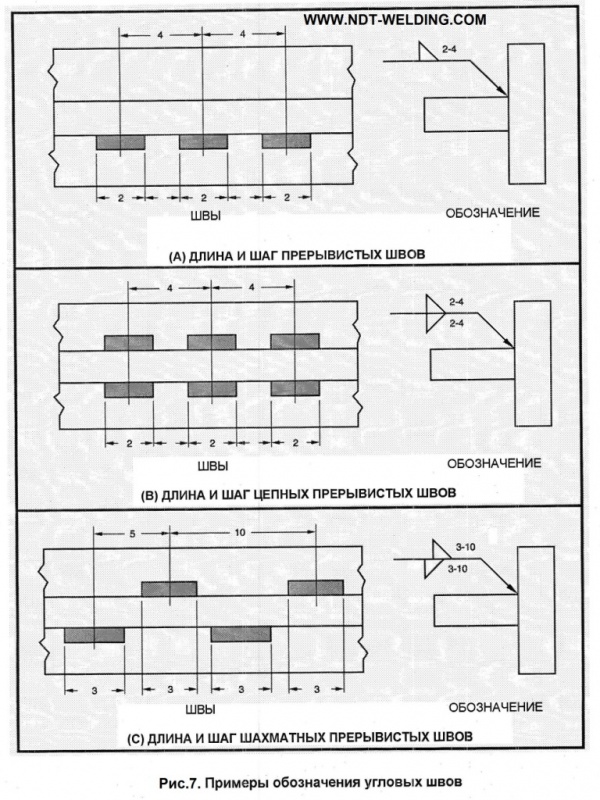
Как правило, при изготовлении таких конструкций, для достижения требуемых пластических характеристик наплавленного металла, на низколегированную сталь необходимо нанести первый переходный слой сварочным материалом повышенного легирования. Последующие слои могут быть получены с использованием сварочного материала с требуемым химическим составом.
Свяжитесь со специалистами ЭСАБ, чтобы узнать больше о материалах и комплексных решениях для сварочного производства.
Размещено в Все , Теги Дуговая сварка, Alloys
Обозначения угловых сварных швов: основное руководство
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Размеры угловых швов должны быть указаны с той же стороны от контрольной линии, что и символ сварного шва (A, рис. 3-27).
3-27).
Когда угловые сварные швы указаны с обеих сторон соединения и на чертеже нет общих примечаний, регулирующих размеры сварных швов, размеры указываются следующим образом:
- Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь размеры (B или C, рис. 3-27).
- Если размеры сварных швов различаются, размеры должны быть указаны для обоих (D, рис. 3-27).
Если угловые сварные швы указаны с обеих сторон соединения, а на чертеже есть общее примечание, определяющее размеры сварных швов, размеры сварных швов указывать не нужно. Однако, если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры должны быть указаны для обоих сварных швов (C или D, рис. 3-27).
Размеры угловых швов — рис. 3-27Обозначения размеров угловых швов
Размер углового шва должен быть указан слева от символа сварного шва (A, рис. 3-27).
Размер углового шва с неравными катетами должен быть указан в скобках слева от условного обозначения сварного шва. Ориентация сварного шва не указывается символом и при необходимости должна быть указана на чертеже (Е, рис. 3-27).
Ориентация сварного шва не указывается символом и при необходимости должна быть указана на чертеже (Е, рис. 3-27).
Если не указано иное, размер наплавленного углового шва не должен быть меньше размера, указанного на чертеже.
Если указывается проникновение для данного корневого отверстия, метод контроля для определения глубины проникновения должен быть включен в применимую спецификацию.
Длина угловых швов
Длина углового шва, если она указана на символе сварки, должна быть указана справа от символа сварки (от A до D, рис. 3-27).
Когда угловая сварка распространяется на полное расстояние между резкими изменениями направления сварки, на символе сварки не нужно указывать размер длины.
Конкретные длины углового сварного шва могут быть обозначены символами вместе с размерными линиями (рис. 3-28).
Комбинированные прерывистые и непрерывные сварные швы — Рисунок 3-28Степень угловой сварки
Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень угловой сварки.
Угловая сварка, выходящая за пределы резкого изменения направления сварки, должна быть обозначена дополнительными стрелками, указывающими на каждый участок свариваемого соединения (рис. 3-29).), за исключением случаев, когда используются символы углового сварного шва по всему периметру.
Угловой шов с 3 сторон, без сварки в углах — Рисунок 3-29Размеры прерывистой угловой сварки сторона сустава.
Шаг прерывистой угловой сварки должен быть показан справа от размера длины (А, рис. 3-27).
Размеры цепной прерывистой угловой сварки должны быть указаны с обеих сторон от контрольной линии. Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
Обозначения для размеров цепных прерывистых угловых сварных швовРазмеры ступенчатой прерывистой угловой сварки должны быть указаны с обеих сторон от контрольной линии, как показано на символах угловых сварных швов, изображенных на рис. 3-31.
Размеры ступенчатых прерывистых угловых сварных швов Если не указано иное, ступенчатые прерывистые угловые сварные швы с обеих сторон должны располагаться симметрично, как указано в обозначениях угловых сварных швов на рис. 3-32.
Если этого требует фактическая длина соединения, длина приращений сварных швов в конце соединения должна быть увеличена, чтобы закончить сварной шов в конце соединения.
Окончание прерывистой угловой сварки
При использовании прерывистой угловой сварки символ указывает на то, что приращения расположены на концах размерной длины.
При использовании прерывистой угловой сварки между непрерывными угловыми сварками символ указывает, что на концах расчетной длины должны быть оставлены промежутки, равные шагу за вычетом длины одного приращения.
Отдельные символы должны использоваться для прерывистой и непрерывной угловой сварки, когда они комбинируются вдоль одной стороны соединения (рис. 3-28).
Контур поверхности угловых сварных швов
Угловые сварные швы, которые должны быть сварены приблизительно с плоской, выпуклой или вогнутой поверхностью без использования какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо, выпуклости или вогнутости к символу сварного шва, в соответствии со спецификациями местоположения, приведенными здесь (A, рис. 3-33).
Угловые швы, которые должны быть выполнены механическими средствами с плоской поверхностью, должны быть показаны путем добавления к символу сварного шва как символа контура заподлицо, так и пользовательского стандартного символа отделки в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (B, рис. 3-33).
Угловые сварные швы, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и пользовательского стандартного символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (C, рис. 3-33).
Угловые сварные швы, которые должны быть механически обработаны до вогнутого контура, должны быть показаны путем добавления как символа вогнутого контура, так и пользовательского стандартного символа отделки к символу сварного шва в соответствии со спецификацией местоположения, приведенной здесь.
В случаях, когда угол между поверхностями сплавления таков, что идентификация типа сварного шва и соответствующего символа сварного шва вызывает сомнения, детали желаемого соединения и конфигурации сварного шва должны быть показаны на символах углового шва на чертеже.
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Лосиная кузница
Сварочные символы
Введение
Символы сварки используются на чертежах и чертежах, чтобы показать, где должен располагаться сварной шов, а также могут указывать размер, тип сварного шва, количество сварных швов, сведения о сварном шве и даже сведения о стыке.
Сварщики, изготавливающие или работающие с чертежами, должны уметь интерпретировать символ сварки, чтобы подготовить соединение и выполнить сварку, имеющую требуемую прочность и надежность.
|
|
ОПОРНАЯ ЛИНИЯ И СТРЕЛКА
Примеры
Контрольная линия является одним из наиболее важных элементов символа сварки. Все остальные элементы, описывающие сварной шов, находятся на этой линии или вокруг нее. Эталонная линия имеет выноску и стрелку, указывающую, где применяется информация. Он также может иметь хвостовую часть с информацией о процессе, спецификации или других примечаниях, которые обычно не содержат элемента, описывающего их. Если элементы опорной строки описывают необходимые детали (как это и происходит в большинстве случаев), хвост не используется.
В примерах одна из опорных линий имеет несколько стрелок, которые используются для обозначения одного и того же сварного шва в трех относительно близких друг к другу местах. Существует также опорная линия с разрывом стрелки. Разрыв в стрелке используется для обозначения соединительного элемента, который должен получить подготовку кромки.
КЛЮЧЕВОЙ МОМЕНТ: стрелка указывает на скос, где необходимо подготовить скос.
СТОРОНА СТРЕЛКИ
Примеры
Одной из самых важных вещей в контрольной линии и символе сварки является верхняя и нижняя части горизонтальной линии. Фактический символ, показывающий тип сварного шва, и окружающие его элементы, детализирующие сварной шов, могут быть размещены в верхней или нижней части строки.
КЛЮЧЕВЫЕ МОМЕНТЫ: Символы в нижней части контрольной линии означают сварку стороны соединения, которой касается или на которую указывает стрелка. Символы в верхней части контрольной линии означают, что сварку следует выполнять с другой стороны стыка или со стороны, противоположной той, на которую указывает стрелка. Этот метод используется, потому что иногда символ сварки должен быть нанесен на чертеже с другой стороны соединения. Когда символы появляются с обеих сторон контрольной линии, это означает, что обе стороны соединения свариваются. Если контрольная линия имеет символ сварного шва с обеих сторон контрольной линии, они могут быть или не быть одним и тем же сварным швом с обеих сторон соединения. Помните правило наносить правильный сварной шов на правую сторону.
ДРУГИЕ ЭЛЕМЕНТЫ НА ОПОРНОЙ ЛИНИИ
На опорной линии можно увидеть два других элемента, которые предоставляют информацию о сварном шве. Один представляет собой кружок вокруг места, где линия выноски соединяется с опорной линией и указывает на то, что сварной шов является «ВОКРУГ». Это означает, что сварной шов проходит по всему стыку, на который указывает стрелка.
КЛЮЧЕВОЙ МОМЕНТ: Элемент со всех сторон используется только в том случае, если есть возможность сварки по всей длине одного поверхность. В противном случае используется более одного символа.
Другой элемент, видимый на опорной линии, напоминает флаг и расположен там, где линия выноски соединяется с опорной линией. Этот элемент называется монтажной сваркой и означает, что сварка будет выполняться в другом месте. Например, этот сварной шов может применяться на рабочем месте, а не в цехе. Иногда разъяснение будет дано в хвосте символа сварки или в виде спецификации на печати.
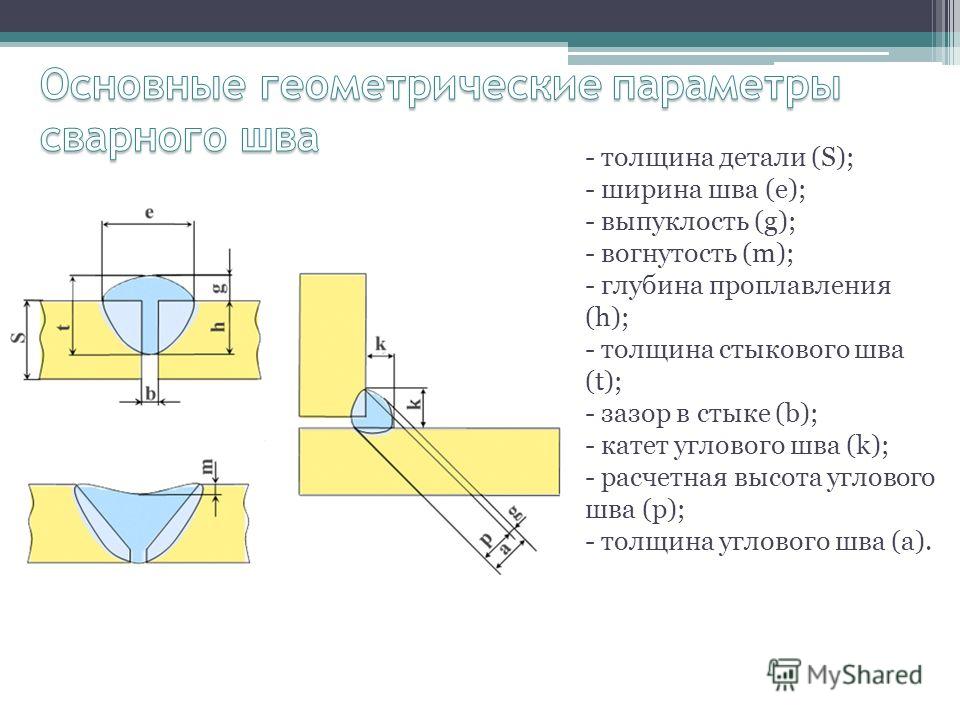
Наименования частей углового шва
УГЛОВОЙ СВАР
Символ углового сварного шва является одним из наиболее широко используемых символов, а фигура, расположенная на опорной линии для обозначения углового сварного шва, представляет собой треугольник, напоминающий боковой профиль углового шва.
В приведенных выше примерах сварки по периметру и монтажной сварки используется символ углового сварного шва, поэтому сварной шов, применяемый в обоих случаях, представляет собой угловой шов.
КЛЮЧЕВОЙ МОМЕНТ: Fillet звучит как fill it (произносится буква T), а не fillay, как в слове fillet a fish.
К символу простого углового сварного шва добавляются следующие важные элементы:
- Размер сварного шва.
- Длина сварного шва.
- Длина и шаг прерывистых швов.
- Требования к контуру.
РАЗМЕР ШВА
Размер углового шва определяется сторонами треугольной формы, которые представляют стороны углового шва. Сварная деталь может иметь разный размер сварного шва с каждой стороны или они могут быть одного размера. Иногда (не часто) может потребоваться сварка неравнополочных катетов. Например: если один член сустава тоньше другого. Если размер углового сварного шва не указан, размеры всех угловых швов будут указаны на чертеже в качестве примечания или спецификации.
КЛЮЧЕВОЙ МОМЕНТ: Неправильный размер угловых швов может привести к дорогостоящей доработке, если вы не уверены, спросите разъяснений.
ДЛИНА УГЛОВОГО СВАРНОГО СОЕДИНЕНИЯ
Длина сварного шва, если он не является непрерывным, указывается числом справа от треугольника углового сварного шва. Если это не очевидно, то место указано на чертеже.
ДЛИНА И ШАГ ПЕРИОДИЧЕСКИХ СВАРНЫХ СОЕДИНЕНИЙ
Прерывистый сварной шов не является непрерывным поперек соединения, а представляет собой сварной шов определенной длины, разделенный заданным
пространство между ними. Этот метод сварки можно использовать для контроля тепловой деформации или там, где это позволяют требования к прочности соединения. Прерывистая сварка может сэкономить время и деньги, если нет необходимости в длительном сварном шве. Длина и шаг, используемые чаще, чем просто длина, представляют собой два числа, расположенные справа от символа углового сварного шва. Сначала, как и раньше, отображается длина, за которой следует дефис, после чего отображается высота тона. Шаг относится к размеру от центра одного сварного шва до центра следующего сварного шва.
КЛЮЧЕВОЙ ЗАМЕЧАНИЕ: Шаг — это не расстояние между сварными швами, а расстояние от центра до центра сварных швов. Чтобы получить расстояние для компоновки, вычтите длину одного сварного шва из шага.
Прерывистые сварные швы могут быть цепными прерывистыми или в шахматном порядке прерывистыми. Цепные прерывистые сварные швы с обеих сторон стыка расположены друг напротив друга и напоминают цепь. В шахматном порядке прерывистые швы на противоположной стороне обычно начинают в зазоре между швами на первой стороне. Сварные швы тогда кажутся расположенными в шахматном порядке.
КЛЮЧЕВОЙ МОМЕНТ: Если сварные швы расположены в шахматном порядке, символ углового шва будет располагаться в шахматном порядке на контрольной линии.
ТРЕБОВАНИЯ К КОНТУРУ
На некоторых символах сварки может быть показана обработка контура, указывающая, как форма углового шва должна быть обработана после сварки. Контур может быть плоским или выпуклым, и элемент, описывающий это, помещается над наклоном на символе углового сварного шва. Над элементом отделки может быть указана буква, обозначающая способ отделки. Буква U может использоваться для обозначения неуказанной отделки, если дан выбор отделки.
ОБЗОР
- При чтении символа углового сварного шва всегда убедитесь, что вы знаете, к какой стороне соединения прикладывается сварной шов. Символы углового сварного шва в нижней части контрольной линии означают, что сварной шов выполняется со стороны соединения, на которую указывает стрелка. Символы углового сварного шва в верхней части контрольной линии означают, что сварной шов применяется к противоположной стороне соединения. Символы углового сварного шва по обеим сторонам контрольной линии означают, что сварной шов применяется к обеим сторонам соединения. Это остается в силе независимо от того, как нарисован разрыв в стрелке.
- Размер углового шва определяется длиной стороны углового шва и отображается на символе слева.
- Если в скобках указаны два числа, это означает, что стороны не равны, проверьте рисунок для уточнения.
- Если на символе углового сварного шва указана длина сварного шва, размер размещается с правой стороны.
- Когда появляются два числа, разделенные дефисом, сначала указывается длина, а затем шаг. Шаг — расстояние от центра одного отрезка сварного шва до центра следующего отрезка сварного шва.
- Когда отображаются направления чистовой обработки, они появляются над наклоном символа углового сварного шва.
ОБОЗНАЧЕНИЯ СТРУКТУРНОЙ СВАРКИ
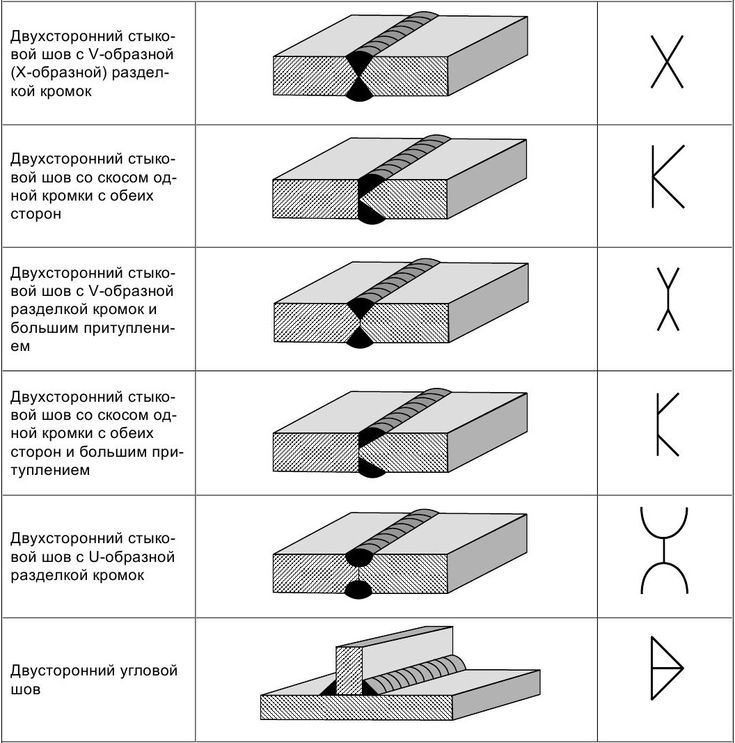
Символы разделочной сварки используются для того, чтобы показать, как готовятся стыковые соединения к сварке, и для подробного описания того, как должен выполняться сварной шов. Когда два куска металла, кроме листового металла или тонких профилей, соединяются вместе для сварки, они обычно имеют некоторую форму канавки, позволяющей сварному шву проникать в соединение или сквозь него.
Канавка формируется путем подготовки кромок под сварку со скошенной кромкой, кромкой с фаской, кромкой с двойной фаской, кромкой J-образной канавки или кромкой с двойной J-образной канавкой.
Если стыковое соединение не имеет разделки кромок, оно называется квадратным пазом.
Здесь показана типичная подготовка кромок. Подготовка кромок может быть собрана либо как открытый корень, с подкладочным стержнем, либо с использованием тыльного шва или подварочного шва. Сборка с открытым корнем позволяет проникать через шов, а опорный стержень используется для облегчения сварки. Опорный стержень может быть удален или может быть частью соединения. Подварочный шов применяется перед сваркой и действует как подкладочный стержень, в то время как подварочный шов наносится после сварки, чтобы обработать обратную сторону соединения. Перед наложением заднего сварного шва можно использовать шлифовальную машину или другой метод для подготовки V.
Кромочные заготовки могут быть собраны в любой конфигурации для формирования паза для сварки с одной или обеих сторон. Наиболее распространенные конфигурации и их основные символы показаны ниже.
КЛЮЧЕВОЙ МОМЕНТ: Если две воображаемые линии провести параллельно горизонтальной линии в приведенных выше символах, они показывают форму сустава, это верно для большинства символов. Это может быть полезно запомнить, поскольку символы на чертеже не показывают реальную форму соединения или подготовку кромки.
КЛЮЧЕВОЙ МОМЕНТ: Символы разделочной сварки имеют такое же значение размещения на опорной линии, как и угловой сварной шов. Символы в нижней части контрольной линии означают сварку стороны соединения, которой касается или на которую указывает стрелка, в то время как символы в верхней части контрольной линии означают сварку стороны, противоположной той, на которую указывает стрелка.
Если что-то непонятно, всегда спрашивайте кого-нибудь; восстановление сварных швов требует больших затрат времени и средств.
ЭЛЕМЕНТЫ ДЛЯ ПРИВАРКИ В ПАЗ
РАЗМЕР СТУПЕНЧАТОГО ШВА
Размер разделительного шва указывается в двух измерениях и, как и для углового шва, располагается слева от символа сварного шва.
Первый указанный размер — это ГЛУБИНА КАНАВКИ и размер, используемый для подготовки кромки подготовка.
Глубина борозды измеряется от поверхности шва до дна препарирования.
КЛЮЧЕВОЙ МОМЕНТ: Глубина разделки не включает усиление сварного шва или проникновение корня.
ФАКТИЧЕСКИЙ РАЗМЕР СВАРКИ
Второй указанный размер является РЕАЛЬНЫМ РАЗМЕРОМ СВАРКИ и заключен в круглые скобки, чтобы отличить его от размера канавки или глубины канавки. Фактический размер сварного шва снова измеряется от поверхности канавки до дна канавки, но теперь он включает ожидаемое проплавление сварного шва. Для квадратной разделки указан только размер сварного шва. Размер сварного шва не включает лицевую арматуру или корневую арматуру.
КЛЮЧЕВОЙ МОМЕНТ: Проникновение в шов, показанное на размере сварного шва, не может быть измерено невооруженным глазом, но дается для предоставления информации об ожидаемом результате.
ОТВЕРСТИЕ ПРИЧИНЫ И УГОЛ ПАЗОВКИ
Двумя другими важными элементами для подготовки и сварки канавки являются раскрытие кромки и угол канавки. Корневое отверстие, если оно используется, определяет пространство между свариваемым соединением и помещается внутри символа сварки. Угол разделки также указывается внутри символа сварного шва и указывается в градусах.
КЛЮЧЕВОЙ МОМЕНТ: Угол канавки для V-образной канавки указан как ВКЛЮЧЕННЫЙ угол, что означает, что скос кромки или фаска для каждой детали составляет 1/2 указанного градуса. Например; Прилежащий угол 45 градусов означает скос каждого элемента под углом 22 1/2 градуса. Углы J-образных канавок могут быть указаны в другом месте на чертеже. Корневое отверстие и угол паза являются отдельными элементами и могут отображаться или не отображаться вместе в зависимости от требований к соединению.
На некоторых чертежах отверстие корня или угол канавки будут указаны в примечании или спецификации на рисунок для всех подобных символов и не отображается на символе.
Сварщик должен всегда читать всю информацию, указанную на чертеже.
КОНТУР И ОТДЕЛКА
Те же символы контура, что и для угловых швов, могут использоваться при разделочной сварке и размещаются над символом сварного шва.
ОПОРНЫЕ ПРОКЛАДКИ ЗАДНЯЯ СВАРКА И ПРОКЛАДКИ
Как упоминалось ранее в этом разделе, некоторые конфигурации соединений могут иметь подкладочный стержень или прокладку для облегчения сварки или могут использовать технику обратной или подкладочной сварки. Элементы для них размещаются в нижней части контрольной линии напротив символа сварного шва или, в случае распорки, на контрольной линии.
КЛЮЧЕВОЙ МОМЕНТ: Если опорный стержень необходимо снять, символ будет содержать R для удаления после сварки. Так как символы заднего и заднего сварного шва выглядят одинаково, вам необходимо искать детали, чтобы увидеть, какой сварной шов применяется. Распорки могут быть удалены до того, как будет сварена вторая сторона, или они могут стать частью соединения.
РЕЗЮМЕ
Символы сварки разделки используются для предоставления информации о подготовке и сварке разделки; однако они не всегда могут показать все предполагаемые операции, и часто на чертеже используются примечания или спецификации. Сварщик должен прочитать весь чертеж перед сваркой, чтобы избежать дорогостоящих переделок. Всякий раз, когда вы видите что-то, что вам незнакомо, обратитесь к инженерам или надзору за разъяснениями.
Крайне важно изготовить угловой шов и шов с разделкой кромок подходящего размера для конкретного применения, поэтому проверяйте размеры с помощью калибров для сварки.
Мама, смотри, что я еще нашла!
- Символы сварки: полезная система или неразборчивые иероглифы?
- Печать Чтение
- СИМВОЛЫ СВАРКИ — Интегрированная публикация
| Мудрость моего отца: «Мужчине нужно больше, чтобы уйти от боя, чем остаться и сражаться». | |
Как читать сварочные чертежи как профессионал
Для сварщиков очень важно уметь точно интерпретировать сварочные символы.
Это позволяет им выполнять работу более высокого качества в более короткие сроки.
Правильное прочтение чертежей также снижает расходы, поскольку проекты выполняются правильно с первой попытки.
К сожалению, многим сварщикам трудно правильно читать чертежи.
Многие сварщики на рынке не проходят профессиональную подготовку. Те, кто ходит на занятия, либо не обучаются чертежам, либо решают не обращать внимания на письменный материал.
В результате лишь немногие сварщики умеют правильно читать чертежи или использовать их в своей работе.
В этой части мы рассмотрим, как читать чертежи сварки как профессионал и какие преимущества они могут иметь для качества вашего проекта и снижения затрат.
Роль сварочных компаний
Надо сказать, что сварочные компании играют большую роль в принятии сварочных чертежей.
Только небольшое количество компаний требует от своих кандидатов в сварщики уметь читать символы.
Поскольку на современном рынке не хватает хороших сварщиков, компании не желают устанавливать строгие требования к найму, поскольку это просто невозможно.
Однако то, что вы наняли сварщика, который не умеет читать чертежи, не означает, что вы не можете обучить его, чтобы он стал лучше.
Сварочные компании могут проводить тренинги для своих сварщиков, чтобы помочь им улучшить свои технические навыки.
Тренерские занятия могут проводиться на территории компании, а также могут быть прикреплены плакаты в мастерской с символами сварки.
Одна из проблем, с которой сталкиваются многие производители сварки, заключается в том, что у них нет в штате человека, который мог бы обучить других чтению чертежей.
Это часто случается с малыми и средними компаниями. Если вашей организации требуется такое обучение, вы всегда можете нанять помощь со стороны через профессиональных инструкторов по сварке.
Продавцы сварочных материалов, особенно промышленные оптовые дистрибьюторы и торговые представители производителей сварочного оборудования, обладают этими знаниями.
Вы всегда можете попросить их предложить это обучение вашим сотрудникам. В большинстве случаев они будут рады сделать это, и это даже ничего не будет стоить вашему бизнесу.
Основы сварочных чертежей
Если вы посмотрите на свои обычные сварочные чертежи, вы увидите три основных типа представления.
Это виды спереди, сверху и справа.
Вы также заметите множество символов сварки в определенных областях эскиза.
Эти символы обозначают тип работ, которые необходимо выполнить для завершения сварочного проекта.
Рассмотрим символы и каждый вид представления более подробно.
Основы символов сварки
Символы сварки нарисованы с определенной структурой, описывающей направление и тип сварного шва.
Каждый символ сварки, который вы видите, будет иметь стрелку, указывающую на место, где вам нужно выполнить сварку.
Стрелка связана с тем, что мы называем линией выноски.
Эта линия пересекается с дополнительными опорными линиями, которые проходят горизонтально.
Стрелка может указывать вверх или вниз, показывая, где делать сварку.
Наконец, на противоположном конце опорной линии есть хвост.
Хвост может иметь несколько разветвлений, направленных в разные стороны.
Этот конец предлагает специальные инструкции для сварки.
Если вы посмотрите в центр опорной линии, вы увидите либо параллельные линии, либо геометрическую фигуру.
Эти линии указывают тип сварного шва, который необходимо выполнить на металлических рамах.
Существует более десятка типов сварных швов, которые можно выполнить. Для точного выполнения работы важно не перепутать обозначения сварных швов.
Символы на контрольных линиях указывают тип сварного шва, который необходимо выполнить, а общий символ сварки дает вам полные инструкции для сварочного проекта.
Когда вы читаете схему сварки, обратите особое внимание на размещение символа на опорной линии.
Если символ сварки находится ниже контрольной линии, сварку следует выполнять на стороне соединения, указанной стрелкой.
С другой стороны, если символ сварного шва присутствует в верхней части контрольной линии на диаграмме, сварной шов должен быть выполнен на противоположной стороне соединения от того места, куда указывает стрелка.
Если обозначение сварного шва нанесено с обеих сторон от контрольной линии, то необходимо выполнить несколько сварных швов с обеих сторон соединения.
Для различения типов сварных швов, которые вы можете использовать в своем проекте, были разработаны различные символы сварки.
Например, «||» символ формы указывает на квадратный сварной шов, а буква «V» указывает на то, что следует использовать V-образный сварной шов.
Поскольку символов очень много, сварщикам требуется некоторое время, чтобы запомнить различия.
Вы можете распечатать основные символы и приложить их к сварочному аппарату, чтобы вам было легче их распознавать.
После того, как вы запомните наиболее распространенные символы, вы можете перейти к дополнительным символам, которые не очень распространены.
Буквы на символах сварки
Когда вы начнете читать чертежи сварки, вы также найдете несколько букв на схемах.
В этих буквах указана важная информация, которую следует учитывать при выполнении сварных швов, например, длина и зазоры корней. Вот ссылка на использование для писем.
- A: Угол зенковки
- C: Чистовая отделка
- Ф: Символ окончания
- G: Шлифовка
- L: Длина сварного шва
- M: Чистовая обработка
- N: Количество точечных или выступающих сварных швов
- P: Шаг сварных швов (межцентровое расстояние)
- R: Корневое отверстие; Глубина заполнения
- S: Глубина подготовки; Размер Силы
- T: Процесс спецификации
Вы увидите эти буквы вместе с символами сварки, если для завершения проекта необходимо выполнить определенный сварной шов.
Букву также можно найти на некоторых сварочных чертежах отдельно.
Размеры и углы
Очень важно отметить углы и размеры символа сварки, поскольку они облегчают понимание схемы сварки.
Чертежи наполнены информацией и содержат много информации всего в нескольких строках для опытного пользователя. Их можно использовать для передачи информации о длине, ширине, глубине и раскрытии сварного шва.
Диаметр или ширина сварного шва обычно указывается слева от символа сварного шва и записывается в виде доли в дюймах.
Длина, также выраженная в дюймах, указана справа от символа сварки.
Символы сварки также указывают, должны ли сварные швы быть смещены с обеих сторон или зеркально отражать друг друга.
Сварные швы являются зеркальными, если они выполнены в точном месте листа на противоположных сторонах.
Считается, что они смещены друг к другу, если они не расположены в точно противоположном месте рамы.
Обозначение сварки также включает угол сварного шва, его зазор в корне или размеры притупления.
Числа являются важной частью определения спецификации глубины и угла сварки. Они помогают уточнить, какая фаска требуется на основном металле, прежде чем можно будет успешно выполнить сварку выше или ниже опорной линии.
Размеры, указанные под контрольной линией, используются для соединения со стороны стрелки, а размеры, указанные над линией, относятся к соединению на противоположной стороне.
Если мы посмотрим на изображение выше, сварные швы идентифицируются для обеих сторон соединения.
В некоторых случаях для проекта может быть указан ряд отдельных сварных швов, которые следует использовать вместо одного длинного шва.
При работе с термочувствительными или тонкими металлами, которые могут быть повреждены при длительном и последовательном сварном шве, это обычная практика.
Если вы прочитаете приведенную ниже схему сварки, то увидите, что для проекта рекомендуется ряд 3-дюймовых прерывистых угловых швов:
Если вы когда-нибудь увидите флажок на пересечении контрольной линии, не выполняйте сварку в мастерской.
Флаг используется для обозначения того, что сварка должна выполняться в полевых условиях.
Общие символы и их значения
В сварочных чертежах используются десятки загадочных символов для идентификации сварного шва.
Эти символы помогают сварщику понять размер и другую информацию об отделке и обработке для проекта.
В этом разделе мы рассмотрим некоторые распространенные символы и их значение.
Полный набор символов для сварки можно найти в Американском национальном институте стандартов (ANSI).
Угловые сварные швы
Угловой сварной шов (произносится как «fill-it») обычно используется для выполнения соединений внахлестку под углом 90 градусов, тавровых и угловых соединений.
Как видно из символа, сварной шов имеет почти треугольную форму в поперечном сечении.
Форма не всегда 9Однако прямоугольный треугольник с углом 0 градусов, и сварной шов может иметь некоторые вариации.
Небольшое количество сварочного металла осаждается в углу соединения, образованного двумя элементами.
Проникает в материал каркаса и сплавляется с ним, образуя шов.
Перпендикуляр треугольника всегда рисуется слева от символа, независимо от ориентации сварного шва.
Размер полки указан слева от символа сварки.
Если предполагается, что две стороны сварного шва имеют одинаковый размер, символ будет показывать только один размер.
Если сварной шов должен иметь стороны разного размера, то будут указаны оба размера.
На чертеже также показано, какая нога должна быть длиннее.
Сварные швы с разделкой кромок
Сварка с разделкой кромок обычно используется для создания соединений, которые соединяются между краями двух разных металлических рам или листов.
Как видно на изображении выше, сварной шов с разделкой кромок может быть выполнен различными способами.
Этот тип сварки также используется в тавровых соединениях, угловых соединениях или соединениях между изогнутыми и плоскими металлическими деталями.
Различие в сварке в основном зависит от геометрической формы деталей, которые должны быть соединены вместе, и от того, как они подготовлены по краям.
В процессе сварки соединяемый металл осаждается в канавке по мере того, как он проникает и сплавляется с основным металлом на различных листах, образуя соединение.
Сварной шов с разделкой кромок можно разделить на следующие категории.
Сварные швы с квадратной канавкой
Этот тип канавки формируется путем небольшого разделения металлических краев или плотного прилегания двух металлических рамок.
Диаметр пространства, созданного этим методом, если таковой имеется, показан на символе сварки.
Сварные швы с V-образной канавкой
Похожи на квадратную сварку с той разницей, что края обеих металлических частей скошены с одной или обеих сторон для создания канавки.
Градус угла V присутствует на символе сварного шва, а также разделение в корне, где это необходимо.
Если канавка создается путем разделения металла, толщина канавки может не полностью проникать в металлический лист.
Сварные швы со скошенными канавками
В этом типе сварного шва кромка на одной стороне соединения скошена, а другая кромка остается квадратной для создания канавки со скошенной кромкой.
Перпендикулярная линия символа фаски всегда рисуется с левой стороны, независимо от того, в каком направлении ориентирован сварной шов.
Стрелка указывает на металлическое соединение, с которого необходимо снять фаску. Значение направления подчеркивается разрывом линии стрелки.
Сварные швы с U-образными канавками
Этот сварной шов формируется путем вогнутой обработки краев обеих металлических частей. Соединяясь вместе, они образуют U-образную канавку.
Глубина обработки этой кромки, разделение в основании и эффективная горловина показаны с использованием того же метода, что и для V-образной канавки.
Сварные швы с J-образной канавкой
J-образная канавка образуется путем вогнутой обработки одного куска металла и оставления другого в виде квадрата.
Это делается в процессе, аналогичном формированию соединения с канавкой под углом.
Слева проведена перпендикулярная линия, а стрелка указывает на металл, обработанный вогнутой кромкой.
Глубина обработки краев, разделение корней и эффективная щель описаны ниже.
Сварка с развальцовкой
Этот тип сварки используется для соединения двух или более закругленных деталей. Идеальная глубина сварного шва указана слева от символа, а глубина сварного шва указана в скобках.
Сварные швы с прорезями
Сварные швы с прорезями и сварные швы используются для соединения рам и металлических листов, которые перекрывают друг друга. Обычно обе части имеют отверстия для их соединения.
Металлические листы с заглушками имеют круглые отверстия, а продолговатые отверстия встроены в листы с прорезями.
Металл сварного шва осаждается внутри отверстий по мере того, как он проникает и сплавляется с основным металлом двух листов, образуя соединение.
Для сварки электрозаклепками диаметр каждой пробки указан слева от символа. Шаг штекеров указан справа.
В сварных швах с прорезями ширина используется для каждой прорези, которая указана слева от символа, а длина и шаг показаны справа от символа. Подробный чертеж указан рядом с хвостом.
Общее количество заглушек или пазов для сварки указано под символом сварки в скобках. Сторона со стрелкой и другая сторона обозначают, какая часть содержит отверстие (я).
В случае, когда нет необходимости полностью заполнять отверстие сварочным металлом, глубина его заполнения указывается внутри символа сварного шва.
Собираем все вместе
На некоторых схемах сварки, показанных выше, металлы представлены в виде двух соединяющихся блоков.
Это сделано для того, чтобы было легче понять, как должен выполняться сварной шов. Обычно это не относится к фактическому чертежу сварки.
Реальная схема сварки выглядит примерно так.
В некоторых чертежах сварки вы также увидите обрыв опорных линий.
Указывает на необходимость подготовки соединения перед сваркой деталей.
Конструкция разрыва также представляет собой вид подготовки, которую необходимо выполнить для сварки.
Если вы только начинаете работать со схемами сварки, вам может быть трудно читать и понимать, как работают схемы.
Иногда рисунки слишком сложны и запутаны даже для специалистов. Требуется время и терпение, чтобы научиться их читать.
Как только вы овладеете искусством чтения чертежей, вам станет легче, и вы сможете без проблем создавать красивые и сложные проекты.
СИМВОЛЫ СВАРКИ Карточки | Chegg.com
Назначение сварочных обозначений
стр.2
— сокращенный способ передачи полной информации о сварке от проектировщика сварщику.
— являются схематическим или символическим изображением подготовки сварного соединения или сварного соединения с установленным сварным швом.
— цифры, буквы, символы и примечания добавляются по мере необходимости.
— они предоставляют достаточную информацию для правильного завершения сварки в соответствии со стандартами проектирования.
Обозначения сварки и символы сварки:
стр.3
-AWS проводит различие между СИМВОЛАМИ СВАРКИ и СИМВОЛАМИ СВАРКИ.
Основные символы сварки:
стр.3
-указывает желаемый тип сварки.
— представляет собой форму сварного шва, как вы видите его в поперечном сечении.
Основные обозначения сварки (канавка):
Дополнительные обозначения сварки:
стр.3
— никогда не используется без основных обозначений сварки.
-используются только тогда, когда необходима дополнительная информация для надлежащего завершения сварки.
Символы сварки:
стр.4
— сборный символ, объединяющий несколько символов сварки в один.
— предоставляет всю информацию, необходимую для подготовки и/или сварки соединения.
1. опорная линия
2. стрелка
3. основные обозначения сварки
4. размеры и другие данные
5. дополнительные обозначения
6. обозначения отделки
7. хвост
8. спецификация, технологический процесс или другие ссылки
— символы сварки должны
состоять из первых двух перечисленных элементов (базовая линия и линия стрелки).
Конструкция символов:
стр.5
— конструкция символов сварки должна соответствовать набору основных правил для поддержки стандартизированной схемы предоставления информации.
— правила для обозначения строительных сварных швов и обозначений сварки в этом разделе в отношении:
• опорной линии.
•линия стрелки.
•ориентация символов сварных швов.
• ломаная стрелка.
•обозначение наплавки.
•обозначение углового сварного шва.
•обозначение штекерной или щелевой сварки.
• основные обозначения сварки разделкой кромок.
• символы заднего шва или подварочного шва.
•дополнительные символы сварки.
•Общие обозначения процессов сварки и резки.
•обозначения комбинированных сварных швов.
• символы сварки, содержащие несколько опорных линий и их применение.
Контрольная линия:
стр.5
— контрольная линия образует основу для символов сварки.
— всегда рисуется горизонтально.
Линия-стрелка:
стр.5
-линия-стрелка может проходить от любого конца базовой линии под любым углом, кроме горизонтального.
— можно использовать более одной линии при условии, что:
• все соединения, на которые указывают стрелки, имеют одинаковые сварные швы.
•Все линии стрелок исходят из одной опорной линии.
Ориентация символов:
стр.6
— символы сварных швов исходят из базовой линии и наносятся ниже, выше или по обе стороны от базовой линии в зависимости от расположения сварных швов.
3 точки отсчета Линия:
1. сторона стрелки
2. другая сторона
3. обе стороны
Сторона со стрелкой:
стр.6
— сварные швы, которые должны быть размещены на той стороне соединения, куда указывает линия стрелки, должны иметь соответствующий символ сварного шва внизу контрольной линии.
Другая сторона:
стр.6
— сварные швы размещаются на стороне стыка, противоположной точкам, обозначенным стрелками, и символом сварных швов над контрольной линией.
Обе стороны:
стр.7
— при выполнении сварных швов с обеих сторон стыка символ сварного шва размещается с обеих сторон от базовой линии.
Broken Arrow longw
стр.7
-используется для подготовки J-образных канавок и конических канавок, когда необходимо указать, какой элемент соединения должен быть подготовлен
-если требуется подготовка только одного элемента соединения, на него указывает пунктирная линия со стрелкой.
— когда очевидно, какой элемент должен быть подготовлен, пунктирная линия необязательна (но предпочтительна).
Наплавка Обозначение:
стр.7
-наплавка не указывает на сварку соединения и имеет значение только стороны стрелки.
— символ наносится только со стороны стрелки от контрольной линии, при этом стрелка четко указывает на поверхность, на которую должен быть нанесен сварной шов.
Угловой сварной шов Обозначение:
стр.8
— Угловой сварной шов представляет собой равнобедренный треугольник, левая сторона которого перпендикулярна опорной линии.
— вертикальная сторона символа углового сварного шва всегда находится на левой стороне треугольника, а гипотенуза проведена под углом 45° к правой стороне базовой линии.
Обозначение сварного шва с заклепкой и прорезью:
стр. 8
-обозначение сварки с заклепкой и сварки с прорезью представляет собой прямоугольник, начерченный на опорной линии.
— линия стрелки должна касаться центра сварного шва (центра отверстия).
5 Обозначение сварного шва с разделкой кромок:
стр.8
1. Обозначение сварного шва с квадратной разделкой
2. Обозначение сварного шва с V-образной разделкой
3. Обозначение сварного шва с наклонной кромкой
Символ сварного шва с квадратной канавкой:
стр. 8
— этот символ используется для стыковых соединений, когда не требуется подготовка кромок листа, хотя размер может использоваться для указания степени проникновения, когда подготовка не указана.
V-образный сварной шов Обозначение:
стр.9
— нарисован так, что вершина V-образного сечения касается базовой линии.
— символы V-образной канавки инвертируются, когда они находятся со стороны стрелки от опорной линии.
— подготовка с двойным V-образным вырезом имеет вершины V-образного сечения, соприкасающиеся в одной и той же точке на опорной линии.
Обозначения сварных швов со скошенными канавками:
стр.9
— этот символ сварного шва используется, когда требуется подготовка только одной стороны соединения.
— обычно используется для тройников и угловых соединений и часто используется с символом углового сварного шва, когда требуется полное проплавление.
— при необходимости пунктирная стрелка указывает на сторону соединения, требующего препарирования.
— как и символ углового сварного шва, вертикаль всегда находится слева от контрольной линии.
U-образный сварной шов Обозначение:
стр. 9
— U символ сварки разделкой наносится на короткие вертикальные линии, которые касаются опорной линии.
— эта конфигурация соединения является обычной, когда необходимо сваривать тяжелые материалы или когда соединение выдалбливается для сварки второй стороны. Стандарты
-CSA используют пунктирную цифру
U или J для обозначения подготовки канавки с помощью CAC-A.
— эта подготовка может быть выполнена либо после установки соединения, либо на второй стороне после сварки первой стороны.
Обозначение сварного шва с J-образной канавкой:
стр.10
— J-образная канавка изображает половину U-образного соединения с вертикальным ответвлением на левой стороне, независимо от того, где находится линия стрелки.
— как коническая канавка, требуется подготовка соединения только с одной стороны.
Символы подварки или подварки:
стр.10
-сварные швы, которые используются в качестве подварки или подварки на соединениях с одинарной разделкой, обозначаются символом подварки или подварки.
— символ представляет собой полукруг, расположенный на опорной линии.
— тыльный или подкладочный шов приваривается с противоположной стороны разделочного шва.
— когда используется одна контрольная линия, в хвостовой части символа сварки требуется примечание, чтобы указать, является ли сварной шов тыльным или подварочным:
• Подварочный шов выполняется первым, перед сваркой разделки.
•задний сварной шов выполняется в последнюю очередь, после сварки разделки.
Дополнительное обозначение сварного шва:
стр.10
-сварка по всему периметру
-монтажная сварка
-соединения с подложкой или прокладкой
— проплавление насквозь
— контур и отделка
— хвост
Сварка по всему периметру:
— соединение, которое требует сварки по всему периметру с одной стороны (или с обеих сторон, если показано), обозначено незакрашенным кругом, где стрелка присоединяется к опорной линии.
— этот символ сварки чаще всего встречается, когда сварка включает изменение направления.
Сварка в полевых условиях:
стр.11
— крупные проекты часто требуют, чтобы узлы изготавливались в цеху, а затем соединялись на стройплощадке.
— символ монтажной сварки указывает на соединения, которые должны быть выполнены на рабочей площадке.
— обозначение монтажной сварки представляет собой сплошной флажок, расположенный на пересечении линии стрелки и базовой линии, он должен располагаться под прямым углом к базовой линии.
Соединения с подложкой:
стр.11
— соединение с подкладкой показано с символом сварки с разделкой кромок на одной стороне контрольной линии и прямоугольником с противоположной стороны, который включает обозначение AWS:
•R означает подкладку удалить после сварки.
•M означает, что спецификация материала должна быть расположена в конце.
• MR для идентификации материала, но удаляется после сварки.
•S для стали или другого материала, как указано.
•SR для того же, что и S, но удаляется после сварки.
•T для ленты
•F для флюса
Соединения с прокладками:
стр.12
— соединение с прокладкой обозначено символом сварки с разделкой кромок.
— он изменен, чтобы отображать прямоугольник внутри символа.
— применяются те же буквенные обозначения AWS и CSA, что и обозначения поддержки.
Проплавление Обозначение:
стр.13
-используется, когда разделочные швы выполняются только с одной стороны и требуется полное проплавление.
Символы контура и отделки:
стр.13
— когда задан контур поверхности сварного шва, к символу сварного шва добавляется символ контура.
3 Символы контура:
1. плоский
2. выпуклый
3. вогнутый
Символы метода отделки:
стр.13 в других случаях рядом с символом контура добавляется буква:
•M для машины.
•C для чипа.
•G для шлифовки.
•H для ковки
•R для прокатки
•U для неуказанного
с.14
-хвост добавляется в конец опорной линии напротив линии стрелки, когда опорная линия делается на:
•данные спецификации.
• процесс резки или сварки.
•другой справочный материал о сварном шве, который не может быть помещен в форму символа.
•информация, относящаяся к сварному шву, которая находится в другом месте на чертеже, что позволяет избежать повторения информации в символе сварки.
— некоторые компании разработали свои собственные коды для информации, содержащейся в конце символа сварки, например, Typ (типовой) или CO STD (стандарт компании).
— Стандарт CSA, а некоторые компании используют аббревиатуру GTSM (выдалбливание до звука металла).
Обозначения для общих процессов:
стр.15
— Буквенное обозначение AWS представляет собой стандартизированный метод указания процесса сварки и резки в конце символа сварки.
Обозначения комбинированных сварных швов:
стр.16
-обозначения сварных швов используются в комбинации, чтобы показать проплавление или эффективную щель типов соединений, требующих угловых швов с проплавлением или без проплавления.
— символ углового сварного шва накладывается поверх символа сварного шва с квадратной канавкой, символы сварного шва должны располагаться в логическом порядке, начиная с опорной линии.
Несколько контрольных линий:
стр.17
— несколько контрольных линий дают дополнительные возможности символов сварки, они предоставляют информацию относительно:
•последовательность сварочных операций.
• дополнительные данные, относящиеся к символу сварных швов.
• контрольные символы, касающиеся проверки сварного соединения после компиляции сварки.
— можно использовать две или более опорных линий, операция, которую вы выполняете первой, отображается на опорной линии, ближайшей к стрелке.
Обозначение комбинации:
стр.17
— если указана последовательность или соединение, как описано символом сварки, показанным на рис. 32, можно рассмотреть две альтернативы последовательности.
Несколько опорных линий Символ:
стр.18
— на рис. 33 показана возможная последовательность, чтобы определить правильную последовательность сварки, вам нужно знать, является ли полукруглый сварной шов подкладочным (выполняется первым) или обратным швом (выполняется первым). последний).
— эта информация указана в конце символа сварки.
Дополнительный символ, используемый с несколькими контрольными линиями:
стр. 18
— когда к основному символу сварного шва применяется несколько контрольных линий, к одной или ко всем контрольным линиям может быть добавлен символ сварного шва по периметру и полевой сварки. , хвост также может быть добавлен.
Правила определения размеров сварочных символов:
стр.19
— размер сварного шва помещается слева от символа сварного шва, это может включать глубину подготовки и проплавления, эффективную щель и/или фактический размер сварного шва , единицы измерения в символе сварки такие же, как на чертеже.
— длина сварного шва размещается справа, если символ сварного шва, общий для угловых швов (прерывистый/стежковый шов).
— размеры расстояния между швами и подготовки кромок под сварку с разделкой кромок указаны внутри символа сварки с разделкой кромок.
Размер поверхностного сварного шва:
стр. 19
— если указано количество нароста, это отображается как размер слева от символа сварного шва.
— можно использовать символ контура, символ отделки и символ метода отделки, они размещаются на одной линии с символом поверхностного сварного шва и под ним.
Сварка методом пробки и шва Размеры:
стр. 20
— включены несколько размеров:
• расположение
• размер
• подготовка
• количество
•количество заполнения сварного шва.
Электрошовные сварные швы:
стр.20
— Размер сварочного шва относится к диаметру его отверстия в основании сварного шва, он показан слева от символа сварного шва.
— внутри символа отображается глубина заполнения.
— межцентровое расстояние (шаг) показано справа от символа.
— степень зенкерования (если используется) отображается в строке с символом.
Сварные швы:
стр. 21
— используйте те же символы, что и для сварных швов, размер швов можно указать на чертеже или указать в символе сварки.
Размер углового сварного шва:
стр. 21
— размер угловых швов с равными участками показан слева от символа сварного шва.
— это относится к длине обеих сторон треугольника, образованного скруглением.
Неравнополочные угловые швы Размеры:
стр.22
— размер угловых швов с неравнополочными швами указан слева от символов сварных швов.
— если ориентация ветвей не очевидна, ориентация ветвей скругления должна отображаться на чертеже.
Длина углового сварного шва:
стр.22
-длина углового шва указана справа от символа сварного шва:
•когда угловой шов должен проходить на всю длину соединения, измерение длины не проводят.
• Когда угловой сварной шов расширяет соединение на определенную длину, это может быть обозначено символами и размерными линиями на чертеже.
— Угловые швы не всегда должны быть сварены непрерывно, для экономии денег и времени они могут быть сварены прерывисто с одной или с обеих сторон.
Прерывистые сварные швы:
стр.22
-прерывистые угловые швы.
-цепные прерывистые швы.
— прерывистые швы в шахматном порядке.
Прерывистый угловой шов:
стр.23
— размещаются прерывисто с одной стороны стыка.
— размеры указаны справа от символа углового сварного шва, которые показывают длину каждого сварного шва и шаг.
Цепные прерывистые сварные швы:
с.23
— расположены по обеим сторонам стыка со сварными швами, расположенными прямо напротив друг друга.
— размеры должны быть указаны с обеих сторон от контрольной линии.
— если символ галтели не показывает длину и шаг с одной стороны, то сварной шов с этой стороны является непрерывным.
— символы сварки расположены прямо напротив друг друга на опорной линии.
Ступенчатые прерывистые сварные швы:
стр.24
— располагаются в шахматном порядке со смещением с одной стороны на другую по длине соединения.
— размер символа углового сварного шва расположен в шахматном порядке на противоположной стороне базовой линии.
Сварка поперек твердых элементов:
стр. 24
-сторона, указанная стрелкой, и другая сторона не могут пересекать твердый элемент в соединении.
— для соединений A и B требуются отдельные обозначения сварки.
Размеры сварного шва:
стр. 24
— они точно указывают:
• эффективный размер горловины и сварного шва.
• отверстие корня и угол скоса.
•размеры паза.
• размеры сварных швов с двойной разделкой (где применимо).
• размеры символов комбинированной сварки (где применимо).
Эффективный размер шва и сварного шва:
стр. 25
— Эффективный размер шва разделки представляет собой общую толщину материала, расплавленного в сварном шве.
— включает глубину подготовки плюс дополнительное проплавление сварного шва.
— если действующее сечение не указано, то для толщины сварного шва можно использовать либо эффективное сечение, либо размер сварного шва.
— рисунок 45, эффективная спецификация проходного сечения (E) должна отображаться справа от глубины проплавления (S), они имеют общее расположение в символе сварки.
— количество (Е) измеряется от верха пластины до самой глубокой точки, где сварной шов проникает в соединение.
— усиление сварного шва не учитывается при измерении эффективного прохода.
Отверстие корня и угол скоса:
стр. 25
— размеры отверстия основания и угла скоса указаны внутри символа канавки с размером отверстия основания ближе к опорной линии.
Размеры сварного шва (полностью проплавленный):
стр. 26
— для сварного шва с разделкой кромок, полностью проплавленного, размеры опущены, за исключением тех случаев, когда они отличаются от указанных в общем примечании.
Размеры сварного шва (частично проплавленный):
стр. 26
— для частично проплавленного, размер указан слева от символа сварного шва.
Размеры сварного шва с разделкой кромок (заданное проплавление корня):
стр. 27
— указанное проплавление корня обозначается указанием глубины подготовки и эффективного сечения в скобках слева от символа сварного шва.
Сварной шов с двойной разделкой Размеры:
стр. 27
— каждый символ сварки должен сопровождаться в символе сварки всеми данными, необходимыми для подготовки, подгонки и выполнения сварки.
— применяется ко всем сварным швам с двойной разделкой.
— размер корневого отверстия должен быть указан только один раз.
— если сложить показанную глубину подготовки и корневого провара, сварной шов не проходит через всю толщину соединительных элементов.
Символы неразрушающего контроля:
стр. 29
— Символы NDE указывают тип испытания, которому будет подвергнут сварной шов после завершения.
Элементы и расположение:
стр. 29
— контрольная линия
— стрелка
— буквенное обозначение метода исследования
— размеры, области и номер исследования
— дополнительные символы
— хвост и/или
— коды, спецификация и другие ссылки
— стандартные дополнительные символы для все вокруг и поле операций остаются такими же, как и для сварных швов.
Символы исследования NDE Обозначения:
стр. 29
— символы места проведения испытаний.
— обозначение направления излучения.
— комбинированные символы сварки и неразрушающего контроля.
-размер символов NDE.
Символы места проведения испытаний:
стр. 30
-значение стороны стрелки, другой стороны и обеих сторон для основных символов сварки применимо к символам тестирования.
— тестовые символы могут быть нанесены в трех местах относительно опорной линии:
1. линия стрелки.
2. другая сторона.
3. по центру контрольной линии
Символы для контроля неразрушающего контроля на обеих сторонах:
стр.31
— когда контроль должен выполняться с обеих сторон детали, соответствующее буквенное обозначение должно быть указано с обеих сторон от ссылки линии, даже если метод исследования идентичен.
Символ неразрушающего контроля без стрелки или другой стороны:
стр.31
-если символ неразрушающего контроля не имеет значения стрелки или другой стороны, он должен располагаться по центру опорной линии.
Символ направления излучения:
стр.31
-дополнительный символ для направление символа указывает, где должен быть расположен источник радиоактивного излучения относительно точки сварки.
Символ направления излучения:
стр.31
— можно использовать этот символ для указания направления и положения источника излучения, указав угол источника излучения.
Комбинированные символы сварки и неразрушающего контроля:
стр.32
— сочетание символов сварки и неразрушающего контроля имеет практическое преимущество.
— обеспечивает получение персоналом цеха полной информации по сварке и указывает на требуемое качество работы.
— проверка окончательных сварных швов может проводиться только после завершения сварки.
— необходимо использовать несколько опорных строк для указания последовательности операций.
Комбинированные символы сварки и неразрушающего контроля:
стр. 32
— в символах может быть указано более одного метода контроля.
Комбинированные символы сварки и неразрушающего контроля:
стр. 32
— методы контроля со значением стрелки и без него можно комбинировать, но символ должен отражать значение.
— конец символа может использоваться для описания процедуры или другой ссылки, необходимой для применения методов исследования.
Обозначения размеров NDE:
стр. 33
— размеры, применяемые к контрольным символам, могут указывать длину или процентную долю тестируемого участка, который показывает, что тестируется только частичный участок.
— указанная длина, подлежащая исследованию, должна быть указана справа от буквенного обозначения выбранного метода исследования.
Обозначение размеров NDE:
стр. 33
— если необходимо проверить всю длину соединения, эту длину необходимо указать в символе.
— процент не следует интерпретировать как показатель процента испытаний для всех сварных швов.
Обозначение символов NDE:
стр. 33
— для указания заданного количества обследований в случайных местах количество требуемых испытаний помещается в скобки и располагается как на (рисунок 64).
— также может быть указана требуемая длина для проверки.
Определение размеров символов неразрушающего контроля:
стр. 33
— круговой и полевой тест указывает на символы неразрушающего контроля.
Перевод в англо-⇔ немецком словаре LEO
Реклама
Похоже, вы используете блокировщик рекламы.
Хотите поддержать LEO?
Отключите блокировщик рекламы для LEO или сделайте пожертвование.
LEO Pur
Уважаемый пользователь,
Мы вложили много любви и сил в наш проект. Ваш вклад поддерживает нас в поддержании и развитии наших услуг.
Спасибо, что поддержали LEO, сделав пожертвование.
Пожертвовать банковским переводом
LEO GmbH
Mühlweg 2b
82054 Sauerlach
IBAN: DE41 7019 0000 0000 2930 32
БИК: GENODEF1M01
Пожертвовать через PayPal
Обратите внимание: взносы в LEO GmbH не облагаются налогом.
9152
9152
92333333333333333333333333333333333333333. s.sears.
Форумы Тренер Грамматика
Введите текст перевода в текстовом поле и выделите одно или несколько слов с помощью мыши.
Поиск в текстеПоиск отдельного слова
Форумы
Нужна языковая консультация? Получите помощь от других пользователей на наших форумах.
©
Тренажер словарного запаса
Расширьте свой словарный запас с помощью нашего бесплатного тренажера словарного запаса.
©
Языковые курсы
Изучайте новый язык с LEO.
©
Грамматика
Используйте справочники LEO, чтобы расширить свои знания английской и немецкой грамматики с тысячами полезных примеров.
Verbs::Nouns::Adjectives::Definitions::Discussions::Adjectives / Adverbs | |||||||
|---|---|---|---|---|---|---|---|
| tack weld [TECH. ] | geheftet | ||||||
| точечная сварка -фиксированная прил. [TECH.] | schweißpunktgesichert | ||||||
| by failure of a weld or braze [ТЕХ. ] | durch Versagen einer Schweiß- oder Lötverbindung | ||||||
Definitions | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| квадратный встык сварной шов сварной с одной стороны [ТЕХ. ] | einseitige I-Naht [Welding] | ||||||||||
| double-bevel weld with root face welded with double fillet weld .9 | double-V butt weld with broad root face [TECH. ] | die DY-Naht [Welding] | |||||||||
| interface of the weld nugget [TECH.] | die Schweißfläche pl. : die Schweißflächen — als Querschnitt der Schweißlinse | ||||||||||
| single bevel butt weld с притуплением приварки к наклонному Т-образному соединению с двумя галтелями [TECH.] | HY-Naht mit Kehlnähten am Schrägstoß [Welding] | ||||||||||
Forum discussions containing the search term | ||
|---|---|---|
| weld expulsion / weld slag | Last post 06 янв 05, 15:20 | |
| По двум словам (от американца) получил следующую информацию: «Сварка изгнания»… | 3 Ответа | |
| Weld On / Weld-On | Последний пост 26 января 16, 12:30 | |
| zweier zweier grahen skize zeoges zweier zweier zeogen zeoges zweier. | ||
| журнал сварки | Последнее сообщение 07 ноя 02, 21:02 | |
| Этот номер в основном записан в третьей таблице журнала сварки.1607 | ||
| weld upstream | Last post 23 May 07, 16:20 | |
| bauausführungsvertrag: Visually inspect the first weld upstream and first weld downstream … | 3 Replies | |
| Weave Weave | Последнее сообщение 02 May 08, 17:42 | |
| Schweißtechnik Weld Weave Ограничения: Ограничения Weld Weave Ограничения для всех других электродов SMAW … | 0 Replies | |
| weld splatter | Last post 26 Jun 09, 11:35 | |
| Look for gouges, nicks, weld splatter, corrosion, and distorted links and replace if any are … | 2 Ответы | |
| WHOLW WELD | Последний пост 20 ноября 07, 16:03 | |
| DE-ONERGIST. | 1 Ответы | |
| Сварная карта | Последний пост 07 февраля 14, 10:39 | |
| Derlile, Friate For Bearin. а. Die Vorlage des P… | 6 ответов | |
| Weld | Последний пост 10 мая 12, 13:34 | |
| . небо, капуста может выглядеть как п… | 7 Replies | |
| weld caps | Last post 02 Mar 11, 16:41 | |
| aus : Instructions for welders Weld caps will be multi-run unless otherwise specified, of go | 2 ответа | |
Другие действия
Переключение на мобильный вид
английский ⇔ nember -leo.org: начало
.0005
LEO.org: Ваш онлайн словарь англо-немецкого перевода. Предлагая форумы, словарный тренер и языковые курсы. Также доступно как приложение!
Выучите перевод слова SUCHWORT в англо-немецком словаре LEO. С таблицами существительных/глаголов для различных падежей и времен ✓ Ссылки на аудио произношение и соответствующие обсуждения на форуме ✓ Бесплатный словарный тренажер ✓
Реклама
5 Общие символы сварки, которые нужно выучить
Какие общие символы сварки нужно выучить?
- Сварка со всех сторон
- Полевая сварка
- Прерывистая сварка
- Угловые сварные швы
- Сварные швы
Чтобы убедиться, что сварка в проекте выполнена правильно, дизайнеры используют символы для общения с рабочими. Эти символы будут видны на любом чертеже, требующем сварки. Сварщики изучают эти символы, чтобы понять, какой тип сварки необходимо выполнить для каждого соединения.
Изучение сварочных символов необходимо для любой сварочной работы. Здесь мы поговорим об общих символах сварки, с которыми вы, вероятно, столкнетесь в большинстве проектов, над которыми будете работать. Вы также должны знать разницу между символом сварки и символом сварки:
Символ сварки : указывает тип необходимого сварного шва
Символ сварки : комбинация всех деталей
Лучшее понимание этих символов поможет вам стать лучшим сварщиком и рабочим в целом.
Части символа сварки
Символ сварки состоит из нескольких элементов, сообщающих о том, как должна выполняться работа. Этим инструкциям должен следовать любой сварщик, поэтому важно понимать, что это за детали. Символ сварки имеет:
- Горизонтальная опорная линия
- Линия выноски
- Стрела
- Символ сварки A
- Хвост
- Дополнительные символы
- Символы отделки
- Спецификации, процесс или другие ссылки
Все эти элементы работают вместе, чтобы сообщить сварщику, как правильно выполнять сварку. Благодаря этой системе в чертежах со сварочными работами уже есть все необходимые детали. Окончательный символ сварки предоставит достаточно информации, чтобы рабочему и проектировщику не нужно было напрямую взаимодействовать.
Общие обозначения сварки
Будь то строительство, ремонт или какой-либо другой проект, скорее всего, потребуются различные виды сварных швов. Сварщики будут иметь дело с различными материалами, углами, измерениями и методами, чтобы получить правильный результат. Профессионалы уже должны быть знакомы с этими символами, но чтобы помочь вам, вот несколько сварочных символов, которые вы должны выучить:
Weld All Around
Символ сварки по всему периметру представляет собой окружность на пересечении опорной линии и направляющей линии стрелки. Это означает, что сварной шов должен охватывать весь стык. Если вы уже работаете с круговым соединением, этот символ можно не использовать, потому что он больше не нужен.
Монтажная сварка
Если вы видите флажок на пересечении опорной линии и линии выноски, это символ монтажной сварки. Это означает, что сварка должна производиться в полевых условиях или на строительной площадке. Без флажка сварку делали бы в цеху. На старых чертежах заштрихованная окружность на пересечении обозначает монтажную сварку.
Прерывистый сварной шов
Прерывистый или скачкообразный шов — это тип сварного шва, между которыми имеются несваренные части. Сварщик сделает серию сварных швов на стыке на определенных расстояниях. Вы поймете, что это прерывистый шов, если размеры будут помещены рядом с символом углового шва.
Размеры определяются длиной и шагом. Длина — это расстояние до каждого сегмента сварного шва, а шаг — это расстояние между центрами каждого сегмента. Эти два числа показаны справа от символа сварки, разделенные тире.
Прерывистая сварка может выполняться с обеих сторон соединения. Если они расположены прямо напротив друг друга, это называется цепным прерывистым швом. Его символ представляет собой угловой шов с обеих сторон от контрольной линии. Ступенчатый прерывистый шов — это когда сварные швы смещены, что обозначено символами угловых сварных швов по обе стороны от контрольной линии, которые не выровнены друг с другом.
Угловые сварные швы
Угловые сварные швы в основном предназначены для перпендикулярных соединений, поэтому их символ сварного шва выглядит как прямоугольный треугольник. Для угловых сварных швов символ сварки включает в себя символ углового шва, размер, длину, шаг и другие дополнительные символы по мере необходимости. Размер сварного шва должен быть указан слева от символа сварки, а длина и шаг — справа.
Сварка с разделкой кромок
Обозначение сварки с разделкой кромок в основном состоит из обозначения сварки, размера, глубины подготовки, угла разделки, контура корневого отверстия и других дополнительных символов и спецификаций. В случаях, когда геометрия соединения не нужна, символ сварки можно не указывать. Скорее всего, вы увидите ссылку на хвосте с надписью «CJP», что означает, что это полное совместное проникновение.