Архив новостей
Архив новостей[На главную] [2019] [2018] [2017] [2016] [2015] [2014] [2013] [2012] [2011] [2010 ] [2009] [2008] [2007] [2006] [2005] [2004]
Поддержать сайт
30 Декабря 2010 года.
С Новым 2011 годом, Коллеги!
Пусть Зайца год несет удачу,
Доходов рост большой в придачу,
Проектов всех осуществление,
Полезных связей укрепление!
Пусть жизнь становится красивой
И вдохновляют перспективы,
Все исполняются желания!
Успехов, счастья, процветания!
4 Декабря 2010 года. В разделе Схемы и описания выложены:
- Архив с видами платы управления и платы антизалипания сварочного инвертора
Кратон WT-180S. В архиве также содержится схема субмодуля блока управления и схема устройства антизалипания. Родная
схема антизалипания предназначена видимо только для защиты от КЗ и вырубает аппарат без возможности автозапуска.
Чтобы он снова стартанул, приходится выключать, и снова включать питание.

Прислал фотографии и схемы участник нашего форума под ником dersp. - Подробное описание, а также руководство по ремонту сварочного инвертора TELWIN TECNICA 114, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Прислал инструкцию участник нашего форума под ником Начинающий. - Инструкция по обслуживанию сварочного аппарата Invertec STT, производства известной фирмы LINCOLN ELECTRIC. Инструкция содержит принципиальные и монтажные схемы, руководство по проверке и ремонту, а также описание сварочной технологии STT.
Прислал инструкцию Алексей.

- Кодовые цветовые маркировки радиокомпонентов — конденсаторов, диодов, стабилитронов и транзисторов, взятые из книги А.И.Кизлюка Справочник по устройству и ремонту телефонных аппаратов зарубежного и отечественного производства.
Отсканировал и прислал странички Трибун.

23 Ноября 2010 года. В разделе Схемы и описания выложены:
- Печатная плата блока управления-защиты инверторного сварочного аппарата КРАТОН WT-130S. Архив содержит вид печатной платы в формате программы Sprint-Layout5, а также фотографии платы в высоком разрешении.
Прислал виды Алексей Бутяновский. - Техническое описание и инструкция по эксплуатации на Электропривод унифицированный реверсивный однофазный серии ЭПУ2-2.
Электропривод унифицированный реверсивный однофазный серии ЭПУ2-2 предназначен для создания регулируемых приводов мощностью до 4 кВт, различных производственных механизмов, в том числе промышленных манипуляторов, роботов, механизмов подачи металлорежущих станков. - Руководства по ремонту сварочных аппаратов GYSPOT, производства французской компании GYS. Руководство на английском языке.
Прислал руководства aleha. - Принципиальные электрические схемы инверторного сварочного источника Gysmi 165/145, производства французской компании GYS.
Прислал схемы aleha. - Принципиальные электрические схемы инверторного сварочного источника Idealarc DC400, производства известной фирмы LINCOLN ELECTRIC.
Прислал схемы aleha. - Принципиальная электрическая схема и перечень элементов инверторного сварочного источника Форсаж-250, производства Государственного Рязанского приборного завода.
Прислал схему mersedes. - Полная принципиальная электрическая схема инверторного сварочного источника Фора-160, производства Государственного Рязанского приборного завода.
Прислал схему mersedes.

10 Ноября 2010 года. В разделе Статьи выложена Схема и описание очередного сварочного источника от RW4HDL. Источник построен по принципу резонансного инвертора. Конструктивно собран в корпусе UPS и имеет следующие технические характеристики:
- Выходной ток от 10 до 200А
- Напряжение холостого хода 95 В
- Продолжительность работы эл. 4мм (к.п.р.)100%
- Потребляемый ток 16A max. 12A nom.
- Вес 4 кг (Практически умещается в корзине).
. 2 Ноября 2010 года. В разделе Статьи выложена схема, описание и печатная плата сварочного источника, построенного на основе моста с фазовым управлением на микросхеме UC3875.Общие характеристики: вес без вых.проводов — 3,9 кг, ток 60-160А. Частота в мосте 60 кГц, схема казирезонансная. Транзисторы моста G4PC50UD, вых.диоды 150EBU04. выходная часть сделана по схеме с удвоением тока- два дросселя на Ш16х20, силовой транс на Е65/32/27….
Автор приветствует обсуждение своей конструкции на Форуме.
30 Октября 2010 года.
В разделе Схемы и описания выложена полная принципиальная электрическая схема платы инверторного сварочного источника Русич Red Welder i2100. На таких же платах собираются китайские сварочники SONSCN ARC100P/160P/180P/200P. Также очень похожую схемотехнику имеют сварочные источники Telwin TECNICA-161/141, BlueWeld PRESTIGE-161/141, РЕСАНТА САИ-160.
Прислал схему Шишулин Денис.
В раздел Схемы и описания выложено техническое описание тиристорного преобразователя КЕМРОС, предназначенного для реверсивного управления двигателями постоянного тока.
Отсканировал и прислал документацию Евгений Печёный.
2 Октября 2010 года.
В разделе Схемы и описания выложена принципиальная электрическая схема и список комплектующих инверторного сварочного источника МК-300А, производства ЗАО ППК «РЕАЛ».
Отсканировал и прислал документацию mersedes.
В раздел Статьи выложены схемы и печатные платы сварочника на ток 250 ампер.
После сборки аппарат заработал сразу даже не чего не надо было настраивать. Повозится пришлось только с блоком питания добавив
несколько компонентов понижающие пульсацию выходного напряжения БП и другие функции БП. Надежность аппарата зависит от того на сколько короткие проводники применялись для соединения в мосту.
26 Сентября 2010 года.
В разделе Схемы и описания выложено техническое описание и инструкция по эксплуатации блочного сварочного полуавтомата типа ПДГ-101 У3.1, производства КПО им.Артёма.
Отсканировал и прислал документацию Юрий Подлесный.
19 Сентября 2010 года. В разделе Программы обновил свою библиотеку моделей для симулятора LTspice IV. Название библиотеки сменилось и тепер она называется не Mylib, а ValVol. В новой библиотеке доработана модель ШИМ-контроллера TL494. Теперь общий вывод этой модели может иметь плавающий потенциал. В новую библиотеку также добавлены модели, основанные на моделях производителей. В данный момент там уже есть динисторы, тиристоры и симисторы от ST. В дальнейшем это направление библиотеки будет расширяться.
В разделе Статьи добавлены материалы по осциллятору RE-165D. Теперь там есть принципиальная электрическая схема.

9 Сентября 2010 года.
В раздел Схемы и описания выложена документация принципиальная электрическая схема и, нарисованная от руки, монтажная схема полуавтомата Гранит-3У3.
Отсканировал и прислал схему Кальченко Е.В..
29 Августа 2010 года. В раздел Схемы и описания выложена документация:
- техническое описание и принципиальные электрические схемы на регулятор контактной сварки РКС-601 УХЛ4. Регулятор предназначен для управления последовательностью действий однофазных сварочных машин, имеющих тиристорный контактор и не более двух клапанов постоянного тока, для точечной контактной сварки с cos fi от 0,2 до 0,7.
Прислал документацию Serg_SSV. - Принципиальные электрические схемы регулятора контактной сварки РКС-502 УХЛ4. Схема идентична РКС-801.
- Принципиальная электрическая схема, а также инструкция по ремонту инверторных сварочных источников TECHNOLOGY 175-210-188CE/GE производства фирмы Telwin. Документация на итальянском языке.
Прислал документацию Евгений Родиков. - Принципиальная электрическая схема и техническое описание сварочного источника Transtig AC/DC 200, производства компании Murex Welding Products Ltd. Документация на английском языке.
 Документация на итальянском языке.
Документация на итальянском языке.3 Августа 2010 года. Невиданная летняя жара в этом году спровоцировала лесные и торфяные пожары в 17 регионах центральной части России. Пожары охватили площадь примерно в 130 тысяч гектаров. Уже более двух тысяч человек остались без крыши над головой. Сгорели десятки деревень. Кроме этого в пожарах гибнут люди. На данный момент жертвами лесных пожаров в России стали уже 40 человек. Такие данные приводит Минздравсоцразвития. Погибшие есть в Воронежской, Липецкой, Московской и Рязанской областях, а также в Мордовии. А больше всего жертв в Нижегородской области. Здесь из-за пожаров погибли 19 местных жителей. В интернете в данный момент создано много ресурсов, координирующих помощь погорельцам.
 Вот некоторые ссылки.
Вот некоторые ссылки.На форуме нашего сайта также создана тема, где можно обсудить варианты и оказать помощь пострадавшим коллегам.
30 Июля 2010 года.
В раздел Схемы и описания выложен паспорт, инструкция по эксплуатации и принципиальная электрическая схема универсального сварочного источника ВДУ-506С, производства фирмы СЭЛМА.
Прислал документацию Белополый Александр.
25 Июля 2010 года.
В раздел Схемы и описания выложены схемы намотки электрогенераторов Honda ext 150 и MG 5/4 I-H.
В раздел Схемы и описания выложены принципиальные электрические схемы установки для аргонно-дуговой сварки УДГУ-2510, производства Завод Электрик СПб.
Прислал инструкцию Александр.
В раздел Ссылки добавлена ссылка на форум сайта Elektroda.pl, посвященный сварочной тематике. Основной язык форума польский, возможен английский.
Поделился ссылкой DERSP.
2 Июля 2010 года.
В раздел Программы выложена обновленная версия Моей библиотеки.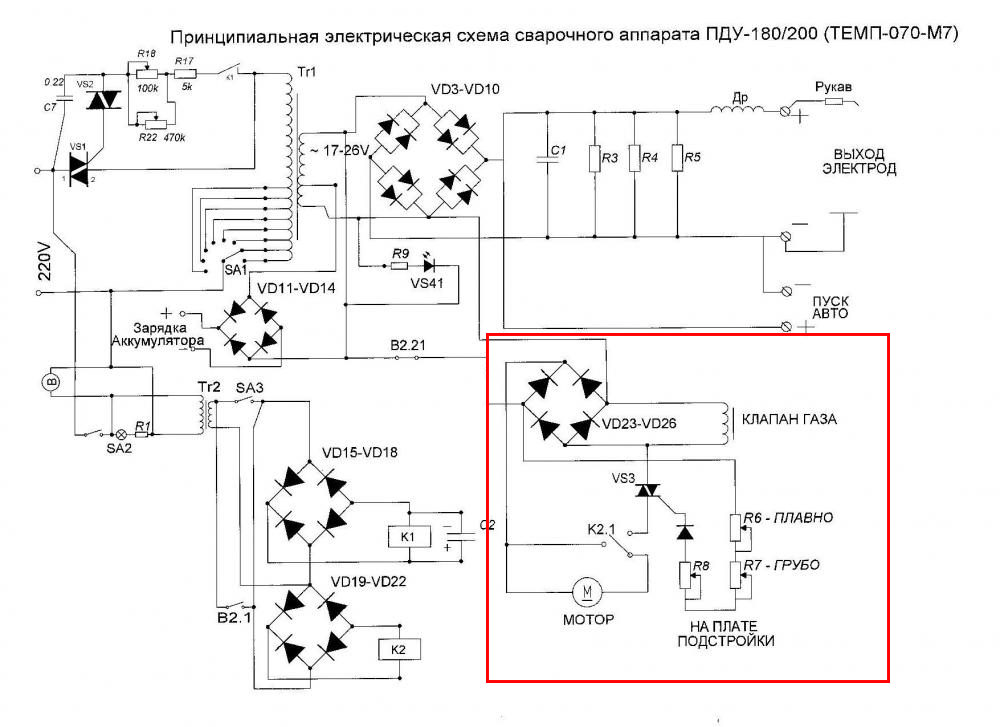 На этот раз библиотека пополнилась моделью оптронного драйвера HCPL316, а также моделями оптронных симисторных драйверов MOC3052 и MOC3082.
На этот раз библиотека пополнилась моделью оптронного драйвера HCPL316, а также моделями оптронных симисторных драйверов MOC3052 и MOC3082.
22 Июня 2010 года.
В раздел Статьи выложена готовая конструкция сварочника с резонансным конденсатором на сердечнике ПЛ 32х70х100, который взят от судового герметичного трансформатора ОСВМ-7-74 мощностью 1кВА, 380/220В. Нагрузочная характеристика источника укладывается в рекомендуемые рамки (ток КЗ в 1,5…2 раза больше тока сварки). Максимальный ток 120А. При максимальном токе из сети потребляет 17,6А. ПН=20%, COS fi=1.
Модель сварочника в формате LTspice. В модели используется принцип моделирования сложного сердечника. При этом сварочный ток регулируется параметром W2, который определяет распределение вторичной обмотки на стержнях трансформатора. 120А получается при W2=46 и 75А при W2=60.
2 Июня 2010 года.
В раздел Статьи выложен архив с видами внутренностей, а также принципиальными схемами самодельного сварочного источника, собранного по заводской схеме источника УДГУ-501 АС/DС, производства компании СЭЛМА. По этой же схеме уже собрали несколько человек, работают нормально.
Также приводятся виды блока охлаждения горелки ТIG, с бензо электро насосом от автомобиля,осциллятор собран по схеме Зюлковского Руслана, в заводском сварочнике стоит осциллятор RE-165D.
По этой же схеме уже собрали несколько человек, работают нормально.
Также приводятся виды блока охлаждения горелки ТIG, с бензо электро насосом от автомобиля,осциллятор собран по схеме Зюлковского Руслана, в заводском сварочнике стоит осциллятор RE-165D.
В архиве с видами внутренностей осциллятора RE-165D, заменен рисунок печатной платы с компонентами. В предыдущей версии была небольшая ошибка, обведённая зелёным кружком.
Прислал материалы Дмитрий Удалеев.
В раздел Схемы и описания выложен архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM. Инструкция на чистом русском языке.
Прислал инструкцию Mikalai I. Strylets.
В раздел Схемы и описания выложена принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Выложил схему на форуме Power Electronics mikhalych.
22 Мая 2010 года. В раздел Статьи выложен архив с видами внутренностей осциллятора RE-165D, очещенными от эпоксидки. К сожалению нет схемы, но зато есть рисунок печатной платы с компонентами, а также моточные данные трансформаторов.
В раздел Статьи выложен архив с видами внутренностей осциллятора RE-165D, очещенными от эпоксидки. К сожалению нет схемы, но зато есть рисунок печатной платы с компонентами, а также моточные данные трансформаторов.
Прислал материалы Дмитрий Удалеев.
В раздел Книги и журналы выложена книга —
М.И.Закс. Сварочные выпрямители. Ленинград: Энергоатомиздат, 1983 год.
В книге рассмотрены электрические схемы, конструкции, статические и динамические характеристики сварочных выпрямителей (для ручной сварки, механизированной сварки под флюсом и в газах, многопостовой, импульсно-дуговой и т п.), серийно выпускаемых отечественной промышленностью и намеченных к выпуску. Приводятся описания специализированных сварочных установок, разработанных на основе сварочных выпрямителей.
15 Мая 2010 года. В раздел Схемы и описания выложена документация:
- Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
- Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
- Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
- Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
- Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
- Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
 Инструкция на английском языке.
Инструкция на английском языке. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
9 Мая 2010 года.
С Праздником 9 Мая, Коллеги!
Тому, кто скажет так, не верьте:
«Шли, потому что был приказ» —
Стояли в двух шагах от смерти
По воле сердца, и – не раз!
Не ждали Бога иль мессию,
А взяли ружья и штыки
И защитили вы Россию –
Родные наши старики!
В день радостный, светлый –
В День вашей Победы –
Уйдут пусть из жизни
Болезни и беды!
В раздел Схемы и описания выложено:
- Техническое описание, инструкция по эксплуатации (Часть 1 и Часть 2), а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
В раздел Статьи выложен:
- Архив с принципиальной электрической схемой и внешними видами самодельного инверторного сварочного источника с рекуперативным снаббером.
1 Мая 2010 года.
С Праздником 1 Мая, Коллеги!
Пускай всегда счастливым будет тот,
Кто труд — своею жизнею зовёт!
Кто, не жалея времени и сил,
Преображает этот сложный мир,
Кому упорство, труд и вдохновенье
Извечный спутник и единственный кумир!
В раздел Схемы и описания выложена документация:
- Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
- Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4.
- Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig», производства компании Плазма.
- Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы. - Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М.
- Катц Н.В.,Антошин Е.В.,Вадивасов Д.Г.,Вольперт Г.Д.,Камионский Л.М. Металлизация распылением. Москва: Машиностроение, 1965 год.
В книге описывается оборудование и технология металлизации любых материалов, даже гипса и картона.

В раздел Схемы и описания выложена:
- Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200.
19 Апреля 2010 года.
В раздел Книги и журналы выложена книга — Г.П.Задерей, П.Н.Заика. Многофункциональные трансформаторы в средствах вторичного электропитания. Москва: Радио и Связь, 1989 год.
В книге изложены физические основы, конструктивно-технологические особенности проектирования и изготовления многофункциональных трансформаторов и различных устройств вторичного электропитания на их основе. Показана эффективность построения вторичных источников электропитания с учетом использования их в ЭВМ, лазерных системах, средствах автоматизации технологических процессов. Приведены схемы и характеристики.
В раздел Статьи выложен патент Инешина А.П. Устройство для регулирования переменного напряжения.
Книгу и патент прислал stas yasko.
В раздел Статьи выложена схема инверторного сварочного аппарата с синхронным выпрямителем и выходным током 5-120А. По заявлению автора конструкции аппарат работает просто великолепно.
Прислал схему автор RW4HDL.
В раздел Схемы и описания выложена электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160.
Выложил информацию на форуме Power Electronics kotenok.
В раздел Схемы и описания выложены паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 «MASTER», производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытал в работе Цуканов Роман. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником.
т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником.
23 Марта 2010 года.
В раздел Разное выложены korpus.zip чертежи корпуса сварочного аппарата в формате программы Solid Works v8. Формат годится под лазерную резку при раскрое.
Чертежи прислал KAMEHEB.
В раздел Схемы и описания выложен паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501.
Выложил информацию на форуме Power Electronics slonik.
В раздел Схемы и описания выложено руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Документация собрана совместными усилиями Дмитрия Удалеева и Виктора Василевского.
В раздел Схемы и описания выложено техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Прислал документацию Drdywer.
В разделе Статьи обновилось описание сварочного аппарата на ток 240А, который сконструировал и собрал Евгений Родиков.
14 Марта 2010 года. В раздел Статьи добавлено описание сварочного аппарата на ток 240А, который сконструировал и собрал Евгений Родиков.
В разделе Статьи добавлены рисунки печатных плат для сварочного инверторного источника с выходным током 5-120А от Валерия Александровича.
В разделе Схемы и описания выложено описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Информацию на форуме Power Electronics выложил Valdemar_Br.
9 Марта 2010 года.
В раздел Статьи добавлена статья — Dave Barrett, TIG Welder 180 Amp (Home Built). Как следует из названия, в статье описывается TIG сварочник на 180А домашней постройки. В данной конструкции решены все основные проблемы преобразования постоянного тока в переменный при помощи моста на IGBT.
Материал позаимствован на сайте David’s Yjvt build Projects Webpage.
Обнаружил и прислал материал g00dman.
27 Февраля 2010 года.
В раздел Статьи добавлена подборка материалов из темы Ксенон своими руками форума Дистиллятор истины на Allent.ru. В подборке приводится информация для самостоятельного изготовления блока питания ксеноновой лампы.
В раздел Книги и журналы добавлены книги:
1. Д.И.Богданов и Г.К.Евдокимов. Феррорезонансные стабилизаторы. Библиотка по автоматике, выпуск 2. Москва-Ленинград:ГосЭнергоИздат, 1958 год.
В книге рассматриваются вопросы теории и расчёта феррорезонансных стабилизаторов напряжения и тока. Приводятся принципиальные схемы стабилизаторов и примеры их конструктивного выполнения.
2. А.А.Крупский. Измерение времени перемагничивания сердечников. Библиотка по автоматике, выпуск 427. Москва: Издательство «Энергия», 1971 год.
Исследование методов измерения времени конкретизировано для случая перемагничивания сердечников с ППГ. Рассмотрено измерение основных временных параметров: времени необратимого перемагничивания, времени достижения максимума выходного сигнала, времени обратимого перемагничивания. Проведено сравнение различных методов измерения и сформулированы рекомендации по их использованию. Результаты расчёта в числовых примерах хорошо согласуются с экспериментом.
3. Б. Н.Иванчук и Б.Я.Рувинов. Параметрические стабилизаторы напряжения на полупроводниковых приборах и магнитных усилителях. Библиотка по автоматике, выпуск 440. Москва: Издательство «Энергия», 1971 год.
Н.Иванчук и Б.Я.Рувинов. Параметрические стабилизаторы напряжения на полупроводниковых приборах и магнитных усилителях. Библиотка по автоматике, выпуск 440. Москва: Издательство «Энергия», 1971 год.
В книге дан обзор схем параметрических стабилизаторов напряжения на кремниевых стабилитронах и дросселях насыщения. Приводится анализ работы различных схем параметрических стабилизаторов с учётом нелинейности вольт-амперной характеристики кремниевых стабилитронов и даётся методика их расчёта. Описан принцип действия новых схем параметрических стабилизаторов на магнитных усилителях с дросселями насыщения в качестве опорных элементов. Даны рекомендации по проектированию параметрических стабилизаторов.
4. Д.И.Богданов. Феррорезонансные стабилизаторы напряжения. Библиотка по автоматике, выпуск 465. Москва: Издательство «Энергия», 1972 год.
Книга посвящена вопросам теории и расчёта феррорезонансных стабилизаторов напряжения наиболее распространённых и перспективных типов, схем и конструкций. Рассмотрены схемы магнито-электронных регуляторов — аналогов феррорезонансных стабилизаторов и некоторые особые случаи применения феррорезонансных контуров. Значительное внимание уделено объяснению физического смысла явлений в стабилизаторах при различных режимах работы. Излагаются методы анализа работы и расчёта основных параметров электрических схем стабилизаторов с феррорезонансом токов и напряжений и приводятся конкретные примеры их расчёта.
Рассмотрены схемы магнито-электронных регуляторов — аналогов феррорезонансных стабилизаторов и некоторые особые случаи применения феррорезонансных контуров. Значительное внимание уделено объяснению физического смысла явлений в стабилизаторах при различных режимах работы. Излагаются методы анализа работы и расчёта основных параметров электрических схем стабилизаторов с феррорезонансом токов и напряжений и приводятся конкретные примеры их расчёта.
В раздел Схемы и описания выложено описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120.
Все материалы прислал stas yasko.
18 Февраля 2010 года. В раздел Статьи добавлена статья Настройка гистерезисной модели LTspice. В статье приводится практическая методика подбора параметров гистерезисной модели, обеспечивающих максимальное соответствие модели и оригинала.
В раздел Книги и журналы добавлена книга В.В.Губанова Стабилизированные полупроводниковые преобразователи в системе с нелинейными резонансными устройствами.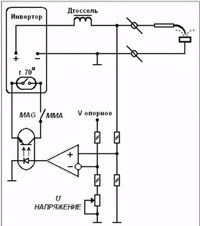 Ленинград:ЭНЕРГОАТОМИЗДАТ, 1985 год.
Ленинград:ЭНЕРГОАТОМИЗДАТ, 1985 год.
В книге приведены методы расчёта и характеристики полупроводниковых преобразователей с нелинейными резонансными устройствами, в которых получение на выходе синусоидального стабилизированного напряжения достигается без применения сложных схем широтно-импульсного регулирования и формирования синусоиды. Даны новые технические решения и способы совершенствования таких преобразователей, рассмотрены их возможности, сферы применения, а также приведено конструктивное и схемное исполнение.
Прислал книгу stas yasko.
27 Января 2010 года.
В раздел Статьи добавлена статья Сварочный инвертор с микроконтроллерным блоком управления у которого блок управления построен на контроллере PIC16F628-20I/P. Источник выполнен по мотивам инвертора Вадима Негуляева и в его основе лежит резонансный мост с частотным регулированием. К сожалению, в статье отсутствует прошивка контроллера.
Прислал статью Липин Руслан Владимирович.
В разделе Схемы и описания дополнена принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Продолжил исследование схемы Wentmiller.
Оформил и выложил схему на форуме stas yasko.
17 Января 2010 года.
В раздел Статьи добавлено Описание, принципиальная электрическая схема, а также внешние виды компактного сварочного инверторного источника с выходным током 5-120А. Источник размещён в блоке питания от компьютера и выполнен на основе мостового резонансного инвертора. Управление сделано на микросхеме SG3524 которая обычно применяется в различных UPS. Трансформатор набран из сердечников от мониторов.
Сконструировал источник и прислал его описание Валерий Александрович.
В раздел Схемы и описания добавлена принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Привёл схему в удобочитаемый вид stas yasko.
[На главную] [2019] [2018] [2017] [2016] [2015] [2014] [2013] [2012] [2011] [2010 ] [2009] [2008] [2007] [2006] [2005] [2004]
Сварочный полуавтомат сделать самому своими руками: детали и схема сборки
Сварочный полуавтомат в руках человека, который умеет пользоваться техникой, является многофункциональным и полезным устройством. Благодаря ему рачительный хозяин загородного участка всегда может изготавливать различные металлические конструкции, а также заниматься мелким ремонтом автомобилей, не прибегая к посторонней помощи.
Благодаря ему рачительный хозяин загородного участка всегда может изготавливать различные металлические конструкции, а также заниматься мелким ремонтом автомобилей, не прибегая к посторонней помощи.
Конечно, можно приобрести агрегат для сварки в торговой сети, благо в настоящее время промышленность предлагает огромное количество моделей, но это может серьезно ударить по семейному бюджету. Поэтому народные умельцы, отыскав необходимые детали и схему сборки, сварочный полуавтомат стараются сделать своими руками.
В принципе, сама схема такого устройства особой сложностью не отличается. Обладая небольшими знаниями по электротехнике и умением проводить слесарные работы, можно смело приступать к изготовлению сварочного полуавтомата самостоятельно.
Особенности сварки
Традиционный сварочный аппарат представляет собой трансформатор, который имеет вторичную обмотку высокой мощности. Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
А объясняется это очень просто: детали из цветных металлов и сплавов на открытом воздухе очень быстро окисляются, поэтому соединения их не происходит. Для защиты шва приходится в зону сварки подавать элементы, способные ограничить доступ кислорода.
Наиболее качественно такую работу можно произвести самодельными сварочными полуавтоматами, которые по типу защиты делятся на такие виды:
- Сварка происходит под защитой флюсом.
- Соединение образуется в атмосфере инертного газа.
- Процесс стыковки происходит с использованием электродной порошковой проволоки.
Главным условием прочного и качественного соединения является стабильное горение дуги, которое достигается применением постоянного тока.
Устройство самодельного аппарата
Принцип действия полуавтомата для сварки основан на преобразовании электрического тока переменной частоты в постоянный ток. Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Эти операции осуществляются следующими основными узлами, изготовленного своими руками сварочного полуавтомата:
- Инверторного устройства.
- Блока подачи сварочной проволоки.
- Комплекта аппаратуры защитного газа.
Несмотря на кажущуюся сложность принципиальной схемы сварочного полуавтомата, изготовить его не сложно человеку, который знаком с принципами электротехники.
Изготовление самодельного приспособления
Начинать работу по устройству сварочного полуавтомата своими руками рекомендуется с планирования расположения основных узлов агрегата. В первую очередь необходимо тщательно продумать, из чего сделать внешний корпус агрегата. Он должен быть вместительным, легко открываться и закрываться для очистки, а также, что немаловажно, иметь небольшой вес.
Наиболее оптимальным вариантом считается применение для этих целей корпуса от старого системного блока персонального компьютера. Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Также в таком самодельном сварочном полуавтомате из компьютера уже существует встроенный блок питания с напряжением 12 В, которое необходимо для питания системы подачи проволоки. Если все же не удалось найти системный блок, то для внешнего корпуса вполне подойдет металлический короб соответствующего размера.
Проволоку для сварки лучше применять в стандартных бобинах весом 5 кг, так как их внутренний диаметр хорошо согласуется с полиэтиленовой трубой, используемой для оси вращения.
Проанализировав и скомпоновав элементы для изготовления сварочного полуавтомата своими руками, приступаем к переделке необходимых узлов.
Основные узлы, необходимые для аппарата
Конечно, перед тем как сделать сварочный полуавтомат, нужно заранее подготовить необходимые составляющие части этого устройства. Для этих целей нужно подготовить:
- Устройство, которое будет формировать рабочий ток 150 А – инвертор. Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
- Электротехнический узел, который необходим для управления агрегатом.
- Горелки специального назначения.
- Рукав для сварочного полуавтомата необходимый для подачи защитного газа к месту сварки.
- Узел для подачи сварочной проволоки.
- Бобину с проволокой.
Учитывая, что все оборудование имеет большой вес, многие сварщики рекомендуют смастерить своими руками тележку для сварочного полуавтомата.
Изготовление трансформатора
Для сварочного полуавтомата по многим техническим параметрам подходит трансформатор от микроволновой печи. Это изделие представляет собой две катушки с медным проводом. Первичная обмотка трансформатора остается неизменной.
Все операции по переоборудованию сварочного трансформатора для полуавтомата будут производиться на вторичной обмотке. Для уменьшения рабочего напряжения и увеличения выходной силы тока необходимо перемотать вторичную обмотку. При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
Работы по перемотке необходимо выполнять с особой осторожностью, чтобы не повредить изоляцию проводников.
Для получения стабильного напряжения на выходе электрическая схема питающего блока также включает в себя выпрямительный мост, конденсатор и дроссель. Применение конденсатора необходимо для сглаживания пульсации напряжения на выходе выпрямителя. Дроссель служит для стабильного поддержания заданного уровня рабочего напряжения.
Газовая горелка
Применение этого устройства обусловлено необходимостью подачи защитного газа к месту образования сварного шва. Чаще всего это приспособление приобретается в торговой сети, так как самостоятельно изготовить его очень сложно, тем более что для сделанного сварочного полуавтомата своими руками применение дорогостоящих моделей не обязательно.
Слишком жесткий шланг значительно затрудняет работу с оборудованием, в то время как мягкий способен к перегибам Поэтому особое внимание следует уделить качеству рукава для сварочного полуавтомата. Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Механизм подачи проволоки
Основным условием создания качественного сварного шва является равномерная и непрерывная подача проволоки к месту сварки. Для этих целей самодельный сварочный полуавтомат оборудуется системой подачи проволоки.
Для изготовления подающего узла понадобятся:
- Два подшипника, один из которых делается прижимным (регулируемым).
- Прижимная пружина.
- Направляющий ролик.
- Электродвигатель для вращения вала.
- Система крепления механизма.
Питание электродвигателя осуществляется от встроенного источника питания, который расположен в системном блоке. Если корпус собран из отдельного устройства, необходимо собрать автономную схему питания.
Этапы сборки механизма:
- На специальной металлической пластине сверлим отверстия для установки подшипников, а также вала электродвигателя.
- Прикрепляется электрический мотор на обратной стороне пластины.
- На ведущий вал устанавливается направляющий ролик.
- Закрепляются подшипники в верхней и нижней частях.
Устройство системы охлаждения
При эксплуатации сварочного полуавтомата происходит нагрев вторичной обмотки трансформатора. Поэтому возникает необходимость охлаждения агрегата. Для этих целей нужно установить на боковые стороны корпуса вентиляторы. Они устанавливаются напротив трансформатора, при этом должны быть настроены на вытяжку нагретого воздуха.
Для улучшения циркуляции воздуха необходимо просверлить в кожухе 20–50 отверстий диаметром около 5 мм.
Помните, что качественное и эффективное охлаждение электрической части сварочного оборудования положительно влияет на его производительность.
Дополнительное оборудование
Баллон для защитного газа принято приобретать стандартного типа, ведь при работе с газовыми смесями зачастую на первое место выходят показатели мер безопасности оборудования.
Использование углекислоты для защиты места сварки позволяет применять в качестве баллонов емкости огнетушителей. При этом все же придется установить специальный переходник для подключения редуктора.
При этом все же придется установить специальный переходник для подключения редуктора.
Для повышения мобильности работы сварочные полуавтоматы для дачи и загородных участков оборудуются специальными тележками. Можно приобрести готовые заводские изделия, но опытные мастера предпочитают делать тележки самостоятельно.
Конструкцию этого приспособления каждый специалист может разработать своими руками. Материалы также могут быть различного типа (швеллер, труба круглая или профильная).
Некоторые особенности эксплуатации
Сварочное полуавтоматическое оборудование, изготовленное своими руками, требует определенного отношения к его эффективной эксплуатации. Помните, что самодельный аппарат не подходит для профессиональной деятельности.
Обязательно необходимо производить минимум один раз в 3–6 месяцев полную очистку оборудования от грязи и пыли. При повышенной эксплуатации эту операцию можно осуществлять чаще. Опытные сварщики рекомендуют очищать оборудование после каждого его применения.
Конечно, современная промышленность выпускает широкий ряд моделей сварочных полуавтоматов, но каждый рачительный хозяин предпочитает изготовить это приспособление самостоятельно. Это не только экономия средств, но и возможность сделать агрегат, отвечающий требованиям мастера.
Популярные схемы и инструкции по сборке сварочных аппаратов
Сооружение вольеров для домашних животных, обустройство систем водопровода и канализации, создание красивых подставок для растений и множества других полезных вещей – все это позволяет сделать сварочный аппарат. При желании простой агрегат для домашней работы можно собрать своими руками. Схема сварочного аппарата будет различаться в зависимости от того, какую именно модель вы решите собрать. Далее представлены руководства по изготовлению самых распространенных вариантов. Изучите предложенные инструкции и приступайте к сборке наиболее подходящего под ваши требования агрегата.
Схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла.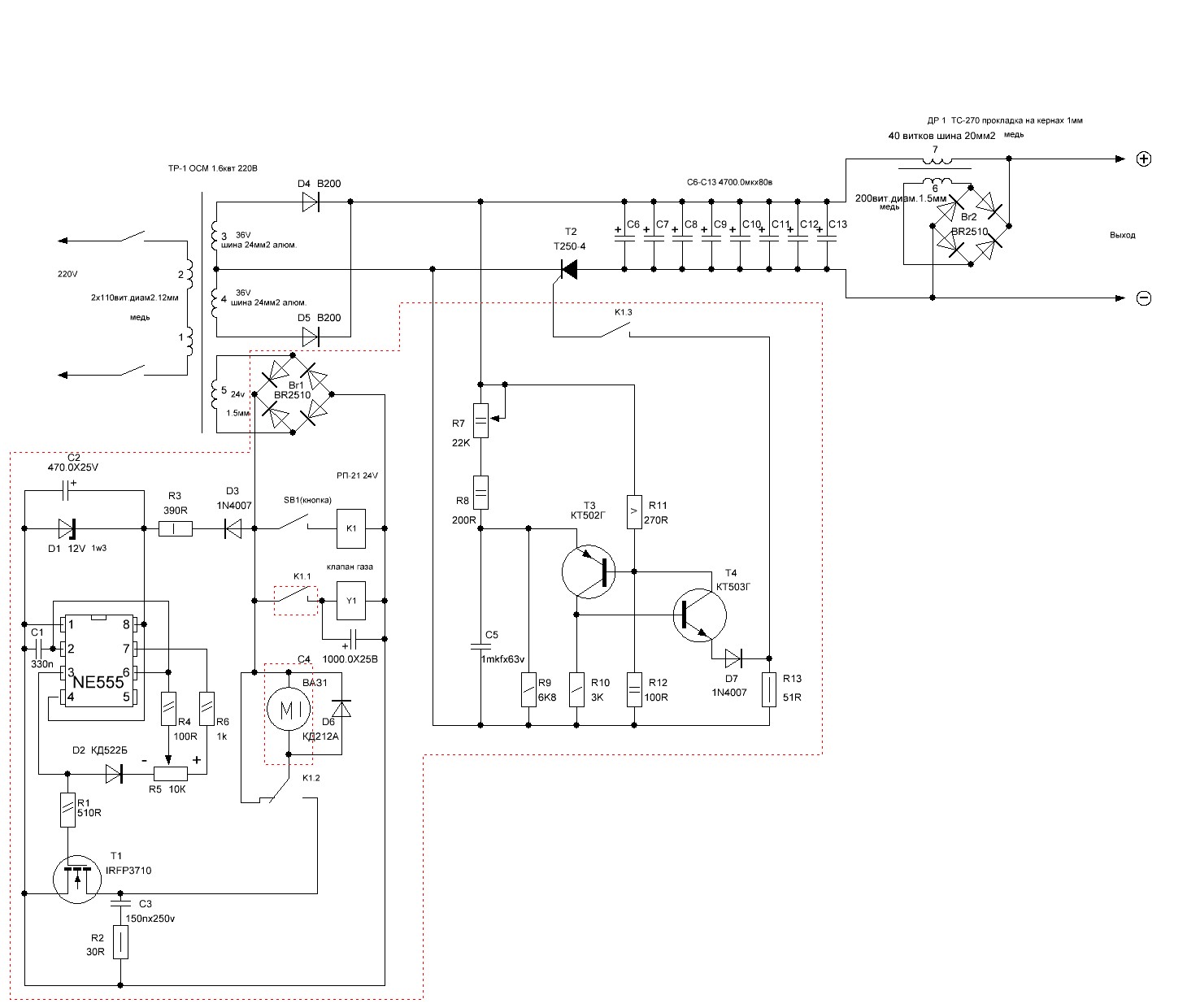
Пошаговая инструкция по сборке простейшего сварочного аппарата
Перечень материалов и инструментов, необходимых для сборки сварочного аппарата, будет меняться в зависимости от того, какой именно агрегат вы решите собрать. Следующие элементы являются основными. Обязательно подготовьте их, а все остальное добавляйте уже по мере необходимости. Вам понадобится:
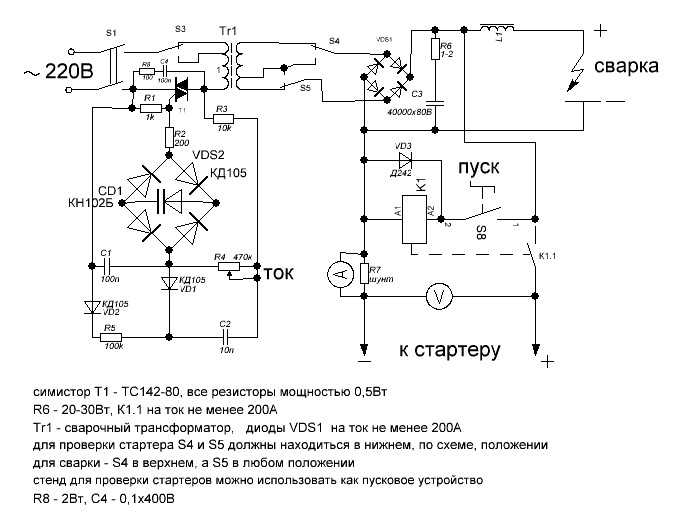
Принципиальная схема сварочного аппарата работающего с электродами диаметром до 4 мм.
- Хлопчатобумажный материал.
- Текстолит.
- Электротехническая сталь.
- Стеклоткань.
- Медные провода.
- Несколько отверток.
- Молоток.
- Ножовка.
Рассматриваемый в данной инструкции сварочный аппарат будет работать с электродами диаметром до 4 мм. Он позволит варить металлические изделия толщиной до 2 см. Принципиальная схема такой установки показана на следующем изображении: Рис. 1. Сварочный аппарат питается от сети переменного тока. Подходят сети и на 220 В, и на 380 В.
В основе схемы этого сварочного аппарата лежит трехфазный понижающий трансформатор. Подойдет агрегат с характеристиками 380/36 В. Мощность устройства должна составлять 1-2 кВт. Особых требований к основе нет. Можно использовать даже экземпляр с одной сгоревшей обмоткой.
Сначала вам нужно взять трансформатор и снять вторичные обмотки с каждой катушки, не разбирая при этом сердечник. Далее, вы перекусываете медную шину в нескольких разных местах. Трогать первичные обмотки крайних катушек не надо. Среднюю следует перемотать тем же проводом. Через каждые 30 витков создавайте отводы. В сумме их получается в среднем 8-10 штук. Чтобы не запутаться, на каждый отвод рекомендуется надеть бирку с личным номером.
Далее, вам необходимо намотать вторичную обмотку на две крайние катушки до полного их заполнения. Для этого используйте силовой трехфазный многожильный кабель. Такое изделие должно содержать 3 провода диаметром порядка 7-8 мм и один немного меньшего диаметра. Подобный провод способен выдерживать высокое напряжение. Он характеризуется надежной изоляцией, а благодаря довольно большой гибкости у мастера появляется возможность сделать плотную намотку без необходимости предварительной разборки аппарата. Всего вы затратите примерно 25 м подобного кабеля. Вместо него можно использовать провод меньшего сечения, но в данном случае жилы необходимо будет сложить в 2 раза. Удобнее, если у вас будет помощник. Один сможет укладывать витки, а второй будет заниматься протягиванием провода.
Он характеризуется надежной изоляцией, а благодаря довольно большой гибкости у мастера появляется возможность сделать плотную намотку без необходимости предварительной разборки аппарата. Всего вы затратите примерно 25 м подобного кабеля. Вместо него можно использовать провод меньшего сечения, но в данном случае жилы необходимо будет сложить в 2 раза. Удобнее, если у вас будет помощник. Один сможет укладывать витки, а второй будет заниматься протягиванием провода.
Способы намотки обмоток на сердечнике стержневого типа.
Для изготовления клемм на выводы вторичной обмотки используйте медную трубку. Будет достаточно изделия длиной 3-4 см и диаметром 1-1,2 см. С одной стороны трубку нужно расклепать. В полученной пластине подготавливается отверстие 1 см в диаметре. С другой стороны нужно вставить предварительно зачищенные провода. Их следует обжать незначительными ударами молотка. На поверхности трубки делаются насечки керном. Это будет способствовать улучшению контакта.
Панель, которая находится наверху трансформатора, необходимо освободить от штатных винтов с гайками М6. Вместо них установите 2 новых винта М10. Лучше, если они будут медными. К этим винтам вы в дальнейшем подключите клеммы вторичной обмотки.
Вместо них установите 2 новых винта М10. Лучше, если они будут медными. К этим винтам вы в дальнейшем подключите клеммы вторичной обмотки.
Под выводы первичной обмотки следует сделать дополнительную плату. Для ее создания используйте текстолит 3 мм в толщину. Плата прикрепляется к трансформатору. Перед креплением в ней необходимо просверлить 10 отверстий по 6 мм в диаметре каждое. В отверстия вставляются винты М6 с шайбами и гайками. В случае если вы будете подключать такой самодельный агрегат к 220 В, 2 крайние обмотки нужно соединять параллельно. Средняя последовательно подсоединяется к ним.
Оптимальной является схема, при которой сварочный аппарат питается от сети на 380 В. В данном случае вы сможете соединить все первичные обмотки последовательно. В соответствии с условиями схемы сначала надо соединить 2 крайние, а уже потом среднюю обмотку. Выводы крайних обмоток нужно подключить к общей клемме. Остальные подсоединяются на клемму «Резка».
Способы намотки обмоток для сварочного аппарата на тороидальном сердечнике.
Средняя обмотка нужна для уменьшения напряжения и тока во вторичной обмотке. Электродержатель изготавливается из трубы ¾ дюйма. Подойдет изделие длиной 25 см. На расстоянии в 3 и 4 см от краев трубы с ее обеих сторон нужно при помощи ножовки выпилить выемки. Глубина этих выемок должна составлять приблизительно половину диаметра трубы.
С целью обеспечения возможности прижатия электрода к держателю возьмите отрезок стальной проволоки и приварите его к трубе над выемкой большего размера. Проволока должна быть 6 мм в диаметре. С противоположной стороны вам нужно подготовить отверстие 8,2 мм в диаметре, взять винт М8 с гайкой и медную клемму, после чего подключить к держателю отрезок кабеля.
Кабель должен быть таким же, из которого была намотана вторичная обмотка. В завершение возьмите шланг из капрона или резины и наденьте его сверху на трубу. На этом сборка такого сварочного аппарата практически завершена. Нужно лишь разобраться, какие требования по условиям схемы предъявляются к подключению и работе с таким аппаратом.
Вернуться к оглавлению
Подключение и использование самодельного аппарата
Схемы подключения сварочных аппаратов.
Для подключения такого сварочного аппарата понадобятся провода сечением от 1,5 мм2. Подключается агрегат через рубильник. Один провод пойдет на вывод «1» – «8» (конкретный выбирайте в соответствии с величиной сварочного тока), а второй вы пустите на клемму «Общ.».
Наиболее мощный ток вы сможете получить на клемме «Резка». На первичной обмотке ток будет не больше 25 А. По вторичной обмотке идет ток 60-120 А. Помните о том, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов на 3 мм в диаметре, обязательно дайте агрегату остыть. Если же вы работаете с электродами на 4 мм, давать аппарату отдыхать нужно будет еще чаще. Работа с электродами на 2 мм таких вынужденных перерывов не потребует.
Быстрее всего сварочный аппарат нагревается при работе в режиме «Резка». В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента.
В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента.
Вернуться к оглавлению
Схема аппарата из автомобильных аккумуляторов
Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.
Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.
На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
Вернуться к оглавлению
Схема и сборка автомата для мягкой сварки
Существуют проверенные схемы аппаратов с выпрямителями. Такие модели работают на постоянном токе. Они характеризуются более высокими эксплуатационными качествами, чем «переменники». Но и их также необходимо настраивать и доводить. Схема агрегата была несколько усовершенствована. Внесенные в состав схемы изменения позволили сделать сварочный процесс более мягким. Непосредственно принципиальная схема такого агрегата показана на следующем изображении: Рис. 3.
Внесенные в состав схемы изменения позволили сделать сварочный процесс более мягким. Непосредственно принципиальная схема такого агрегата показана на следующем изображении: Рис. 3.
В состав аппарата включен конденсатор С1. Он размещается между отрицательным и положительным проводом выпрямленного тока. Применяется электролитический конденсатор на 15000 мкФ. Используйте устройство, рассчитанное на работу при напряжении в 100 В.
Сварочный аппарат для мягкой сварки.
Благодаря такому конденсатору будет обеспечиваться надежный и одновременно плавный поджог дуги. В случае если вы ограничены в финансах или не можете найти подобный конденсатор, замените его на С1 = 50 мк х 160 В. Только в данном случае нужно устанавливать конденсатор уже в цепь положительного полупериода тока.
В первичную цепь рекомендуется установить бумажный конденсатор емкостью в 160 мкФ и рабочим напряжением 500 В. Подойдут конденсаторы МБГИ, МБГО и т.п. Благодаря этому элементу будут сглаживаться скачки напряжения электросети.
Вернуться к оглавлению
Сборка полуавтомата своими руками
Сварочный полуавтомат с электроникой пригодится в любом хозяйстве. Работает он в защитной среде углекислого газа. Такой агрегат является незаменимым при сварке тонколистового металла, ремонте кузовов автотранспортных средств и прочих подобных работах.
Собирается из доступных материалов, узлов и деталей. Нужно иметь минимальные навыки слесарных и токарных работ.
При возникновении каких-либо сложностей с радио- и электротехникой лучше сразу обратиться к опытному радиолюбителю, чтобы сэкономить время и избежать трудностей.
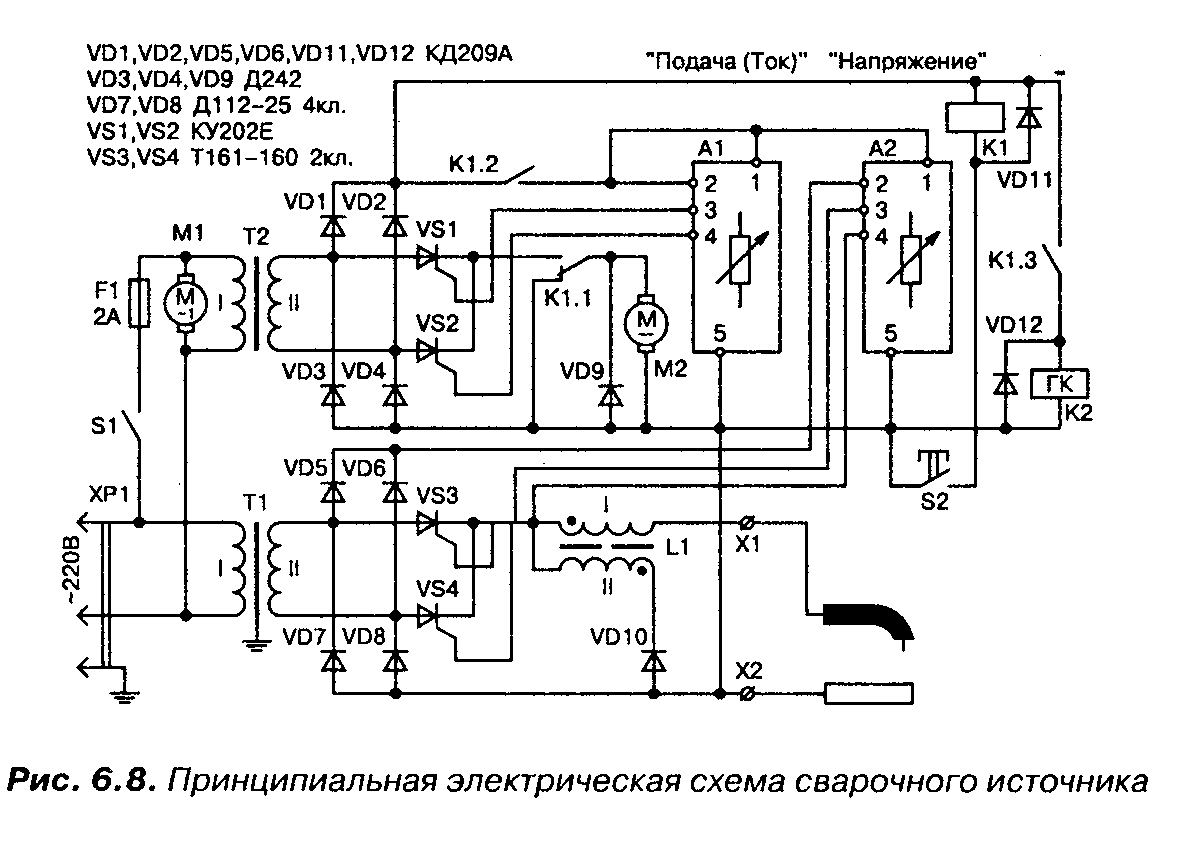
Рисунок 4. Схема сварочного полуавтомата с электроникой.
Принципиальная схема такого агрегата показана на следующем изображении: Рис. 4.
На этой схеме присутствуют следующие обозначения:
- Позиция а – дроссель.
- Позиция б – сварочный трансформатор.
- Позиция в – выпрямитель.
- Под номером 1 указаны магнитопроводы.
- Позиция 2 – текстолит. В случае с трансформатором это изоляционная лента.
- Номер 3 – шина либо провод.
- Позиция 4 – диод ВЛ200. Понадобится 2 штуки.
- Номер 5 – диод В200. Тоже нужно 2 штуки.
- Под 6 номером указана секция из сдвоенных радиаторов в количестве 2 штук.
- Позиция номер 7 отведена шпилькам с шайбами и гайками. В общей сложности 4 комплекта.

Вернуться к оглавлению
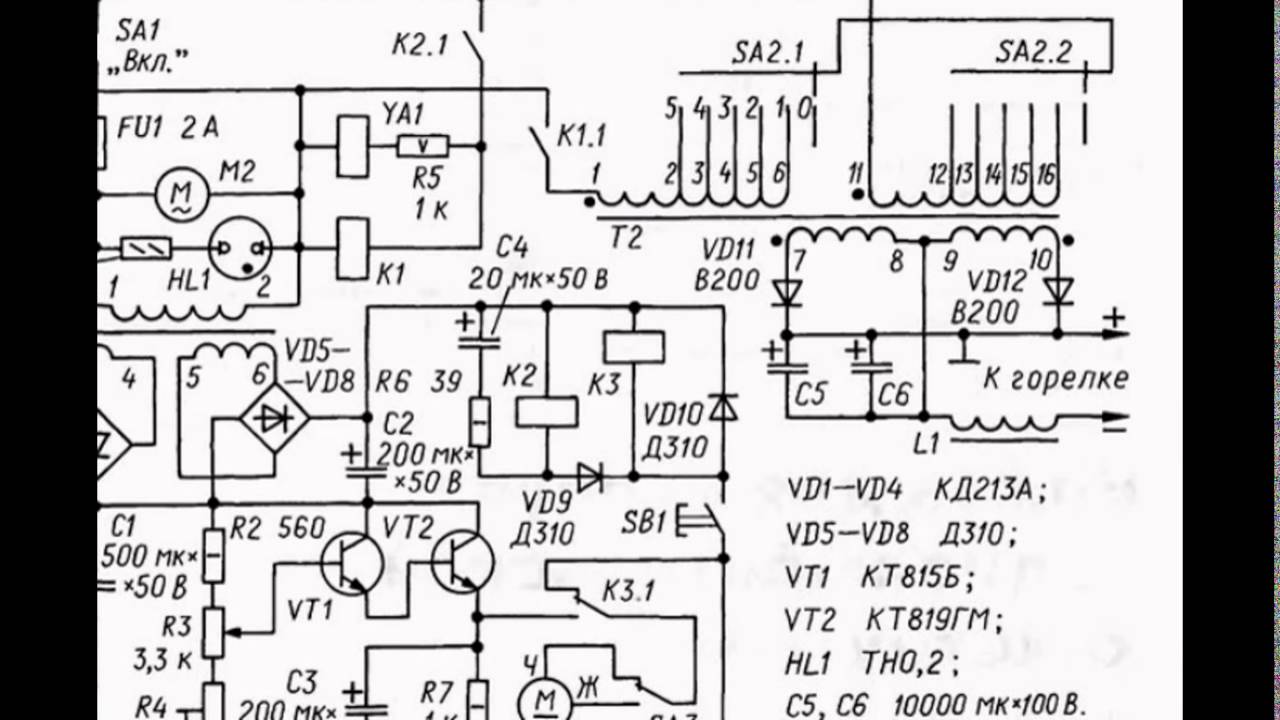
Особенности работы самодельного полуавтомата
Принципиальная схема полуавтомата.
Каждый тиристор такого аппарата будет работать только при условии наличия соответствующего полупериода сетевого напряжения анода. Сварочный трансформатор в такой схеме не имеет особых отличий от других подобных устройств. Первичную обмотку делайте из 220 витков медного провода. Лучше всего подходит провод диаметром 1,9 мм. Желательно, чтобы он был в стеклотканевой изоляции. На вторичную обмотку хватит 56 витков шины либо многожильного кабеля сечением 60 мм2.
Каждый диод выпрямительного моста рекомендуется оснастить радиатором с площадью теплоотдачи 200 см2. Это улучшит охлаждение. Прежде чем приступать к работе с таким сварочным аппаратом, подведите направляющие на максимально возможное расстояние к роликам и затяните их гайками. Затем пропустите через направляющие, механизм, горелку и наконечник сварочную проволоку. Вверните наконечник в канал горелки, после чего наденьте защитный кожух. Последний нужно поджать винтом. Подключите шланг от баллона с углекислым газом с редуктором к пневмоклапану. При помощи редуктора выставьте давление газа на 1,5 атм. Включите питание, отрегулируйте скорость подачи проволоки при помощи резистора R7 и приступайте к работе. При работе с таким самодельным полуавтоматом следует использовать проволоку диаметром 0,8-1,2 мм.
После нескольких небольших тренировок вы сможете получать сварные швы качеством не хуже, чем получали бы при работе с оборудованием заводской сборки. Зато самодельные агрегаты по стоимости получаются гораздо выгоднее готовых решений. Удачной работы!
Зато самодельные агрегаты по стоимости получаются гораздо выгоднее готовых решений. Удачной работы!
«Производство полуавтоматической машины для дуговой сварки» — IJERT
Производство полуавтоматической машины для дуговой сварки »
Акшай М P1 Анилкумар N2 Ануп Потдар3 Даршан С B4 1,2,3,4 U.G. Студенты,
Кафедра машиностроения, инженерный колледж Саптагири, Бангалор, Технологический университет Висвесварая, Белагави, Карнатака.
Рамкумар M5
5 доцент кафедры машиностроения,
Инженерный колледж Саптагири, Бангалор, Технологический университет Висвесварая, Белагави, Карнатака.
Abstract — Системы автоматизации стремительно вытесняют человеческую рабочую силу. Одно из преимуществ заключается в том, что это изменение дает человеческому персоналу возможность тратить время на более творческие задачи. Повышенные требования к качеству продукции и тенденция к автоматизации производственных процессов наряду с увеличением прибыльности приводят к использованию автоматизации в современном производстве. Благодаря быстрому развитию экономики Индия постепенно превратилась в производственного гиганта в мире. Сварка — одна из важнейших технологий формовки и обработки материалов в современной обрабатывающей промышленности.Сварка — это основной процесс соединения в различных конструкциях. Автоматизированные системы играют важную роль в достижении более высокого качества и производительности при минимальных затратах. Целью этого проекта является сокращение времени и затрат, необходимых для установки полуавтоматической машины для дуговой сварки (SAWM).
Благодаря быстрому развитию экономики Индия постепенно превратилась в производственного гиганта в мире. Сварка — одна из важнейших технологий формовки и обработки материалов в современной обрабатывающей промышленности.Сварка — это основной процесс соединения в различных конструкциях. Автоматизированные системы играют важную роль в достижении более высокого качества и производительности при минимальных затратах. Целью этого проекта является сокращение времени и затрат, необходимых для установки полуавтоматической машины для дуговой сварки (SAWM).
ВВЕДЕНИЕ
С постоянно растущим спросом как на высокую производительность, так и на высокую точность, полностью механизированный или автоматизированный процесс сварки занял видное место в области сварки.Скорость, с которой автоматизация внедряется в сварочный процесс, поразительна, и можно ожидать, что к концу этого столетия будет найдено больше автоматизированных машин, чем людей в сварочных производственных подразделениях.
Кроме того, компьютеры играют решающую роль в запуске автоматизированных процессов сварки, и команды, подаваемые компьютером, будут взяты из программ, которые, в свою очередь, требуют алгоритмов переменных сварки в форме математических уравнений. Для эффективного использования автоматизированных систем важно, чтобы была достигнута высокая степень уверенности в прогнозировании параметров сварного шва для достижения желаемой механической прочности сварных соединений.Определение сварки:
Сварка — это процесс изготовления высокопрочного соединения между двумя или более деталями путем нагрева до их температуры плавления, с приложением давления или без него, а также с использованием присадочного металла или без него. Наплавочный металл имеет температуру плавления примерно такую же, как и основной металл.
Классификация процесса сварки:
Сварка пластмасс или сварка давлением.
Сварка плавлением или сварка без давления.
Сварка пластмасс или сварка давлением:
Когда металлическая деталь приобретает пластическое состояние при нагревании, прикладывается внешнее давление. В этом процессе внешние силы играют важную роль в операции склеивания. Группа процессов сварки, при которых происходит коалесценция при температурах, существенно ниже точки плавления основных материалов, соединяемых без добавления присадочного металла, называется процессом сварки под давлением. Без плавления основного металла за счет температуры, времени и давления происходит коалесценция.Некоторые из самых старых процессов включены в процесс сварки в твердом состоянии. Преимущество этого процесса заключается в том, что основной металл не плавится, и, следовательно, исходные свойства сохраняются при соединении металлов.
Сварка плавлением или сварка без давления:
Материал стыка нагревают до расплавленного состояния и дают ему затвердеть. В этом процессе операция соединения включает плавление и затвердевание, и любые внешние силы, приложенные к системе, не играют активной роли в создании коалесценции.
Обычно при сварке плавлением используется присадочный материал, чтобы обеспечить герметичность стыка. Ко всем процессам сварки плавлением предъявляются три требования: тепло, экранирование и присадочный материал.
Виды сварки:
Сварочный процесс можно также классифицировать следующим образом:
Газовая сварка
Дуговая сварка
Сварка сопротивлением
Сварка твердого тела
Термохимическая сварка
Сварка лучистым излучением
Самым распространенным типом дуговой сварки является дуговая сварка в среде защитного металла (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW) или сварка стержнем.Электрический ток используется для зажигания дуги между основным материалом и стержнем или стержнем расходуемого электрода.
Стержень электрода изготовлен из материала, совместимого с основным свариваемым материалом, и покрыт флюсом, который выделяет пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферных воздействий.
загрязнение. Сам сердечник электрода действует как присадочный материал, что делает ненужным отдельный наполнитель. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования.Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки.ИЗГОТОВЛЕНИЕ
Шестерни:
Рисунок 1.1: Настольные тиски
Необходимые компоненты:
Основные части ПОЛУАВТОМАТИЧЕСКОЙ МАШИНЫ ДЛЯ ДУГОВОЙ СВАРКИ описаны ниже:
Микроконтроллер PIC (контроллер периферийного интерфейса)
Реле
Стержни винтовые
Сварочный аппарат
Понижающий трансформатор
Мостовой выпрямитель
Магнитные переключатели считывания
Двигатель
Шестерни (прямозубые, конические)
Изготовление различных компонентов:
Базовая рама: Базовая рама, длина: 530 мм
Ширина: 280 мм Высота: 480 мм
Конические шестерни (2 шт.
): 20 зубьев на каждом. Используется угловая коническая шестерня.Шестерни прямозубые (2 шт.): По 30 зубьев
Держатель сварочной горелки: Держатель сварочной горелки состоит из двух железных фланцев, приваренных перпендикулярно друг другу, и с помощью зажима сварочная горелка крепится к перпендикулярному фланцу. Другой фланец приваривается гайкой к вертикальной резьбовой шпильке.
Рисунок 1.2: сварочный держатель
Двигатель стеклоочистителя постоянного тока: Двигатель со скоростью 60 об / мин и крутящим моментом 50 Нм жестко прикреплен к цилиндрической шестерне, которая, в свою очередь, вращает винтовой стержень с помощью другой цилиндрической шестерни.Мотор жестко закреплен на машине путем приваривания мотора. Двигатель работает от напряжения 12 В и требует тока 4 А.
Винтовые шпильки:
Рисунок 1.0: Базовая рама
Длина: 360 мм Диаметр: 20 мм Диаметр шага: 18 мм
Настольные тиски: Длина: 210 мм Ширина: 85 мм
Заготовка, которую можно удерживать: 50 мм
Рисунок 1.
3: Электродвигатель стеклоочистителя постоянного тока- Печатная плата
: здесь компоненты, которые мы использовали, такие как реле, понижающий трансформатор, мостовой выпрямитель, стабилизатор напряжения, микроконтроллер, герконовый переключатель и
других простых компонентов, необходимых для сборки печатной платы, таких как диоды, транзисторы, резисторы и т. Д.спаяны вместе в соответствии с требованиями нашего проекта, в микроконтроллер вводится подходящий программатор. Таким образом, монтажная плата укомплектована, чтобы работать должным образом.
Рисунок 1.4: Печатная плата с различными компонентами
Сварочный аппарат:
Электрод помещается в сварочный держатель после зажигания электрода, этот процесс искрообразования необходим при дуговой сварке.
Рисунок 1.5: 2-D вид экспериментальной установки
МОДЕЛЬ
ARC / ZX7-200
НОМИНАЛЬНЫЙ ВХОД
220 переменного тока + 15%
НОМИНАЛЬНАЯ МОЩНОСТЬ
170 А / 26,8 В
ТОК СВАРКИ
10170A
ЭФФЕКТИВНОСТЬ (%)
85
КОЭФФИЦИЕНТ МОЩНОСТИ
0.
93РАЗМЕР (мм)
273 * 120 * 188
ВЕС (кг)
5
МЕТОДИКА ЭКСПЛУАТАЦИИ
В рабочем состоянии:
Таблица 1.0: Технические характеристики переносного сварочного аппарата
Сборка:
Блока в сборе состоит из двух винтовых стержней, опорная рамы, тисков, сварочных держатель горелки, двигатель, конические шестерни, зубчатые колеса, гайки, пластину основания, магнитный геркон и монтажная плата
Первые две винтовые шпильки расположены перпендикулярно друг другу i.е. один винтовой стержень параллелен земле, а другой перпендикулярен земле, с помощью двух конических шестерен.
Теперь настольные тиски привариваются к гайке, которая ввинчивается в горизонтальный резьбовой стержень, а держатель сварочной горелки приваривается к гайке, которая навинчивается на вертикальную резьбовую шпильку.
Этой компоновка помещаются в основной раме (L) форме, свободный конец одной винтового стержня соединен с двигателем с помощью цилиндрических зубчатых колес и свободного конца стержня другого винта фиксируется с помощью роликовых подшипников.
После этого, путем расчета необходимой длины сварки, герконовый магнитный переключатель помещается на вертикальную секцию рамы, которая определяет наличие магнитов на держателе сварочной горелки.
Теперь заготовка плотно помещается на тисков, в которых заместитель, как движения на опорной плите. Тиски перемещаются вперед и назад с помощью винтовой штанги. Движение винтовой штанги инициируется двигателем.
Подходящий электрод выбирается для выполняемого процесса, и электрод фиксируется на держателе под некоторым определенным углом, чтобы продолжить процесс сварки.
Движение электрододержателя контролируется герконовыми переключателями, расположенными на верхнем и нижнем конце вертикальной рамы.
Теперь вся настройка запускается нажатием кнопки переключателя. Магнитный геркон в верхней части вертикальной рамы воспринимает магнит, который помещен или закреплен на держателе электрода, так что этот магнитный геркон подает сигнал на микроконтроллер, который, в свою очередь, передает сигнал на реле, так что двигатель вращается по часовой стрелке.
Это движение винтовой штанги по часовой стрелке помогает тискам или заданию двигаться вперед, что, в свою очередь, перемещает свариваемую деталь или задание, а сварочный аппарат подсоединяется к держателю электрода, и обрабатываемая деталь должна быть заземлена должным образом. или работа. Электрододержатель вместе с электродом перемещается вниз для завершения процесса сварки.
После завершения сварки герконовый магнитный переключатель в нижней части вертикальной пластины определяет магнит, закрепленный на держателе электрода, и передает сигнал микроконтроллеру, который, в свою очередь, передает сигнал другому реле, которое вращает двигатель против часовой стрелки, таким образом тиски по заготовке перемещаются в исходное положение.
Таким образом, с помощью правильного соединения на плате и правильной сборки всех деталей мы можем добиться процесса сварки.
Расчеты цилиндрической зубчатой передачи:
Внешний диаметр = 44 мм
Внутренний диаметр = 40 мм
Число зубцов pf = 30
Диаметр шага
=
= 41,25 мм
Рисунок 1.6: Принципиальная блок-схема
Вычисления:
Расчет винтовых стержней:
Диаметр диаметра (P) =
=
= 0.727 зубьев / мм
Шаг =
= = 0,0714 = 1,813 мм
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
 Кроме того, компьютеры играют решающую роль в запуске автоматизированных процессов сварки, и команды, подаваемые компьютером, будут взяты из программ, которые, в свою очередь, требуют алгоритмов переменных сварки в форме математических уравнений. Для эффективного использования автоматизированных систем важно, чтобы была достигнута высокая степень уверенности в прогнозировании параметров сварного шва для достижения желаемой механической прочности сварных соединений.
Кроме того, компьютеры играют решающую роль в запуске автоматизированных процессов сварки, и команды, подаваемые компьютером, будут взяты из программ, которые, в свою очередь, требуют алгоритмов переменных сварки в форме математических уравнений. Для эффективного использования автоматизированных систем важно, чтобы была достигнута высокая степень уверенности в прогнозировании параметров сварного шва для достижения желаемой механической прочности сварных соединений.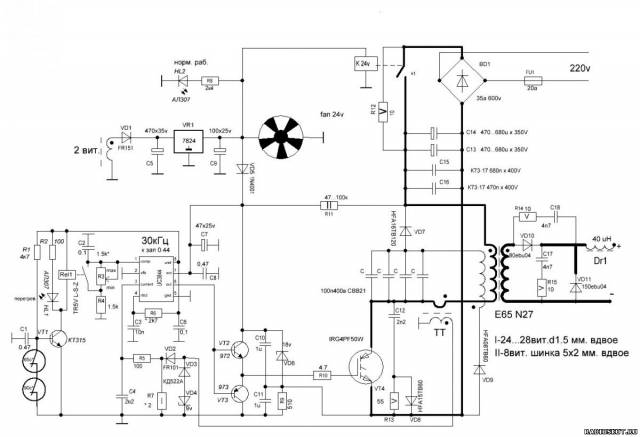
 Обычно при сварке плавлением используется присадочный материал, чтобы обеспечить герметичность стыка. Ко всем процессам сварки плавлением предъявляются три требования: тепло, экранирование и присадочный материал.
Обычно при сварке плавлением используется присадочный материал, чтобы обеспечить герметичность стыка. Ко всем процессам сварки плавлением предъявляются три требования: тепло, экранирование и присадочный материал. загрязнение. Сам сердечник электрода действует как присадочный материал, что делает ненужным отдельный наполнитель. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования.Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки.
загрязнение. Сам сердечник электрода действует как присадочный материал, что делает ненужным отдельный наполнитель. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования.Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. ): 20 зубьев на каждом. Используется угловая коническая шестерня.
): 20 зубьев на каждом. Используется угловая коническая шестерня. 3: Электродвигатель стеклоочистителя постоянного тока
3: Электродвигатель стеклоочистителя постоянного тока 93
93

 Таким образом, с помощью правильного соединения на плате и правильной сборки всех деталей мы можем добиться процесса сварки.
Таким образом, с помощью правильного соединения на плате и правильной сборки всех деталей мы можем добиться процесса сварки.Высота одной резьбы = 0,75 * шаг * cos (30)
= 0,75 * 1,813 * cos30
= 1,1779 мм
Диаметр шага
d = Высота одиночной резьбы большого диаметра
= 20–1,779
= 18 мм
Площадь резьбовой шпильки (A)
А = 3. 14 * длина винтовой шпильки * d * 1,65
14 * длина винтовой шпильки * d * 1,65
= 3,14 * 360 * 18 * 1,65
= 33572,8 мм2
Где F = усилие, которое необходимо поднять = 7,35 Н dm = средний диаметр = 18 мм = 0,018 м 2 = 300 = 150
F = коэффициент трения = 0,15
L = расстояние загрузки = 350 мм = 0,35 м
TR =
TR = 10,8 Нм
SL. НЕТ | Расстояние при сварке в см | Время, затраченное квалифицированным работником, в секундах | Время, затраченное неквалифицированным рабочим в сек | Время, затраченное полуавтоматической машиной в сек |
1 | 0 | 0 | 0 | 0 |
2 | 5 | 8 | 12 | 10 |
3 | 10 | 12 | 20 | 17 |
4 | 15 | 18 | 27 | 21 |
Таблица 1. 1: сравнение времени, затрачиваемого на сварку разными рабочими и машиной.
1: сравнение времени, затрачиваемого на сварку разными рабочими и машиной.
квалифицированный рабочий
разнорабочий
полу-
автомат
время, затраченное на сварку, в секундах
30
25
20
15
10
5
0
0 10 20
расстояние между сваркой в см
Рис. 1.7: график показывает различное время, затрачиваемое рабочими и машиной на сварку.
Рисунок 1.8: Окончательная экспериментальная установка, готовая к соединению с монтажной платой.
Вывод:
Следующие пункты являются выводами, сделанными при изготовлении полуавтоматического сварочного аппарата.
С помощью описанного выше процесса и экспериментов мы разработали ПОЛУАВТОМАТИЧЕСКУЮ ДУГОВУЮ СВАРОЧНУЮ МАШИНУ, которая очень полезна в небольших отраслях и обеспечивает безопасность рабочего.
Максимальная толщина заготовки (низкоуглеродистой стали), которую может сваривать станок, составляет менее 6 мм.
Максимальная длина, до которой машина может сваривать, составляет 150 мм, а максимальная ширина свариваемой металлической детали — до 50 мм.
Это было бы очень полезно в отраслях массового производства, связанных с конвейерами, сваркой MIG и TIG и другими приложениями.
Коммерческое производство этого проекта экономически целесообразно.
Полуавтоматический сварочный аппарат требует меньше времени для сварки по сравнению с неквалифицированным персоналом.
Рисунок 1.9: Полоса на пластине, выполненная полуавтоматическим сварочным аппаратом.
Лучше использовать полуавтоматический сварочный аппарат, чем выбирать неквалифицированную рабочую силу для сварки.
Портативность — поскольку общий вес машины составляет менее 20 кг, эти материалы очень легко транспортировать.
ССЫЛКИ
Андерс А. (2003). «Отслеживание происхождения науки о дуговой плазме —
.II. ранние непрерывные разряды ».IEEE Transactions по науке о плазме. 31 (5): 10609. DOI: 10.1109 / TPS.2003.815477.
Оберг, Эрик; Джонс, Франклин Д .; Horton, Holbrook L .; Райффель, Генри
H. (1996), Green, Robert E .; Макколи, Кристофер Дж., Ред., Machinery’s
Справочник(25-е изд.), Нью-Йорк, Нью-Йорк, США: Industrial Press, ISBN 978-0-8311-2575-2, OCLC 4736.
«Техническое описание микроконтроллера PIC17C4x» (PDF). Технология микрочипов. 1996. DS30412C. Проверено 16 августа 2016.
Уильям Х. Йидон, Алан У. Йидон. Справочник малой электрики
мотора. McGraw-Hill Professional, 2001. Стр. 4-134.
Патент США 4 038 620: Магнитный геркон, авторство Б. Эдварда Шлезингра-младшего и Чарли Дуэйна Маринера, 26 июля 1977 г. Переключатель с одним магнитным язычком и одним немагнитным.
ANSI / IEEE C57.13, Требования ANS для измерительных трансформаторов.
Нью-Йорк, Нью-Йорк: IEEE. 1978. стр. 4 (§3.26). ISBN 0-7381-4299-
(заменен в 1993 г.).


 Нью-Йорк, Нью-Йорк: IEEE. 1978. стр. 4 (§3.26). ISBN 0-7381-4299-
Нью-Йорк, Нью-Йорк: IEEE. 1978. стр. 4 (§3.26). ISBN 0-7381-4299-Bickford, John H .; Нассар, Сайед (1998), Справочник по болтам и болтовым соединениям, CRC Press, ISBN 978-0-8247-9977-9.
Miller Electric Mfg Co (2013). Руководство по дуговой сварке газом вольфрамовым электродом (GTAW) (PDF). Эпплтон, Висконсин: Miller Electric Mfg Co.
Георгий Далаков. «Электромеханическое реле Джозефа Генри».
Пистолет MIG с воздушным охлаждением и водяным охлаждением: что подойдет именно вам
Для некоторых компаний выбор между системой сварки MIG с воздушным или водяным охлаждением довольно прост.Мобильные производственные и ремонтные компании, которые сваривают листовой металл в течение всего нескольких минут каждый час, будут мало нуждаться в преимуществах, предоставляемых системой с водяным охлаждением. Точно так же магазины со стационарным оборудованием, которое многократно сваривает при 800 А, вероятно, не смогут найти систему с воздушным охлаждением, которая могла бы справиться с высокой температурой.
Но для многих компаний это непростое решение. У каждого типа системы охлаждения есть свои преимущества и недостатки, и выбор подходящей для вашей компании системы требует тщательного анализа следующих факторов:
- Требования к силе тока
- Рабочий цикл
- Вес резака и комфорт оператора
- Местоположение рабочего места
- Стоимость
Первые дела в первую очередь
Охлаждение сварочного оборудования MIG необходимо для защиты силового кабеля, пистолета и расходных материалов от повреждений из-за теплового излучения дуги и резистивного тепла от электрических компонентов в сварочной цепи.Он также защищает оператора от тепловых травм и обеспечивает более комфортные условия работы.
Сварочная система MIG с водяным охлаждением перекачивает охлаждающий раствор из блока радиатора, обычно встроенного в источник питания или рядом с ним, через охлаждающие шланги внутри кабеля питания и в рукоятку пистолета, шейку и расходные детали. Охлаждающая жидкость возвращается в радиатор, где перегородка радиатора отводит тепло, поглощаемое охлаждающей жидкостью. Окружающий воздух и защитный газ дополнительно рассеивают тепло сварочной дуги.
Охлаждающая жидкость возвращается в радиатор, где перегородка радиатора отводит тепло, поглощаемое охлаждающей жидкостью. Окружающий воздух и защитный газ дополнительно рассеивают тепло сварочной дуги.
Сварочная система MIG с воздушным охлаждением полагается исключительно на окружающий воздух и защитный газ для рассеивания тепла, которое накапливается по длине сварочного контура. В системах с воздушным охлаждением используются более толстые медные кабели, чем в системах с водяным охлаждением, что позволяет кабелю передавать электричество на пистолет без чрезмерного нагрева от электрического сопротивления. В отличие от этого, системы с водяным охлаждением используют относительно мало меди в силовых кабелях, поскольку охлаждающий раствор уносит резистивное тепло, прежде чем оно накапливается и повреждает оборудование.
Требования к силе тока
Подобные приложения, которые включают длинные участки сварки с высоким током в стационарных сварочных камерах, являются хорошими кандидатами для систем с водяным охлаждением.
Сила тока сварки будет важным фактором при выборе системы с воздушным или водяным охлаждением. В общем, системы с воздушным охлаждением лучше подходят для работы с малой силой тока, а системы с водяным охлаждением лучше подходят для приложений с высокой силой тока.
Пистолеты с воздушным охлаждением доступны с номинальным током от 150 до 600 ампер, а пистолеты с водяным охлаждением — от 300 до 600 ампер.Эти номинальные значения представляют текущие нагрузки, при которых пистолеты становятся настолько теплыми, что обычному оператору их неудобно держать. Поскольку пистолеты редко используются на пределе своего рабочего цикла, часто бывает хорошей идеей приобрести оружие, рассчитанное на меньшую силу тока, чем максимальная, которой оно будет подвергаться. Например, пистолет на 300 ампер может выдерживать более 400 ампер, он значительно легче и маневреннее, чем пистолет на 400 ампер.
Рабочий цикл
Тесно связан с допустимой силой тока пистолета-распылителя его рабочий цикл — количество времени в течение 10-минутного цикла, в течение которого пистолет может работать с номинальной мощностью без чрезмерного нагрева. Превышение рабочего цикла пистолета может причинить боль оператору, а также снизить качество сварки и сократить срок службы пистолета и расходных материалов.
Превышение рабочего цикла пистолета может причинить боль оператору, а также снизить качество сварки и сократить срок службы пистолета и расходных материалов.
Не существует отраслевого стандарта для определения номинальной силы тока на основе рабочего цикла, поэтому два пистолета, рассчитанные на 400 ампер, могут иметь существенно разные рабочие циклы. Это делает важным для клиента учитывать номинальную силу тока пистолета и рабочий цикл вместе, чтобы сформировать точную оценку возможностей пистолета MIG.
Вес пистолета и комфорт оператора
Сварка в течение всего дня в промышленных или строительных условиях может нанести значительный ущерб рукам, рукам, плечам и спине (не говоря уже о большинстве других частей тела) сварщика. Тяжелое, громоздкое и сложное в маневрировании ружье только усугубляет эти боли и ускоряет их установку.
Одним из преимуществ пистолетов с водяным охлаждением является их размер и вес. Поскольку вода более эффективно, чем воздух, отводит тепло, которое накапливается из-за тепла дуги и электрического сопротивления, в горелках с водяным охлаждением используется меньше проволоки для кабелей и меньшие компоненты пистолетов, что снижает утомляемость оператора.
Хотя пистолеты с воздушным охлаждением обычно тяжелее и сложнее в маневрировании, чем пистолеты с водяным охлаждением, существенные различия в конструкции пистолетов между производителями также могут иметь большое влияние на то, насколько быстро оружие способствует утомляемости. Перед покупкой рекомендуется физически подержать ружье, чтобы определить уровень его комфорта.
Расположение рабочего места
Поскольку для пистолетов с водяным охлаждением требуется больше оборудования, чем для систем с воздушным охлаждением, они могут быть непрактичными для приложений, требующих портативности.Транспортировка системы охлаждения и шлангов охлаждающей жидкости горелки MIG с водяным охлаждением может снизить производительность и вызвать ненужные простои. Системы с водяным охлаждением наиболее практичны в приложениях, где они будут стационарными или очень мало перемещаемыми. Напротив, пистолеты MIG с воздушным охлаждением легко переносятся и перемещаются с места на место в магазине или в полевых условиях.
Стоимость
Наконец, компании должны оценить стоимость двух систем, прежде чем принимать решение о покупке. Однако сделать это не так просто, как посмотреть на их соответствующие ценники.Помимо фиксированной цены на системы, компаниям необходимо учитывать затраты на техническое обслуживание, а также затраты на производительность и время простоя, связанные с утомляемостью оператора и долговечностью оборудования.
Для этой операции по производству трейлеров требуются длинные кабели для пушек и они не подходят для системы с водяным охлаждением. Система с водяным охлаждением требует покупки системы подачи охлаждающей жидкости (включая радиатор, насос, шланги и т. Д.), Что приводит к более высоким первоначальным затратам, чем система с воздушным охлаждением.Поскольку для систем с водяным охлаждением требуется специальный раствор охлаждающей жидкости, чтобы избежать накопления минералов или водорослей в линиях охлаждающей жидкости и радиаторе, они требуют более обширного обслуживания и более высоких эксплуатационных расходов, чем системы с воздушным охлаждением. Кроме того, утечки охлаждающей жидкости могут привести к повреждению оборудования и нарушению целостности сварных швов, что увеличивает стоимость владения системой с водяным охлаждением.
Кроме того, утечки охлаждающей жидкости могут привести к повреждению оборудования и нарушению целостности сварных швов, что увеличивает стоимость владения системой с водяным охлаждением.
Долгосрочные затраты
Система с воздушным охлаждением не только дешевле на начальном этапе, но и предлагает преимущество, заключающееся в том, что она лучше подходит для применений с низкой силой тока.Таким образом, например, компания, которой необходимо сваривать при токе 150 и 600 ампер в одной сварочной ячейке, может снизить свои затраты, купив одну систему с воздушным охлаждением, а не систему с водяным охлаждением для приложений с большим током и Система с воздушным охлаждением для приложений с низким током.
Однако это не означает, что система с водяным охлаждением дороже, чем система с воздушным охлаждением. Как упоминалось ранее, пистолет MIG с водяным охлаждением намного меньше и легче, чем пистолет MIG с воздушным охлаждением, что может помочь снизить утомляемость оператора и повысить производительность в течение дня.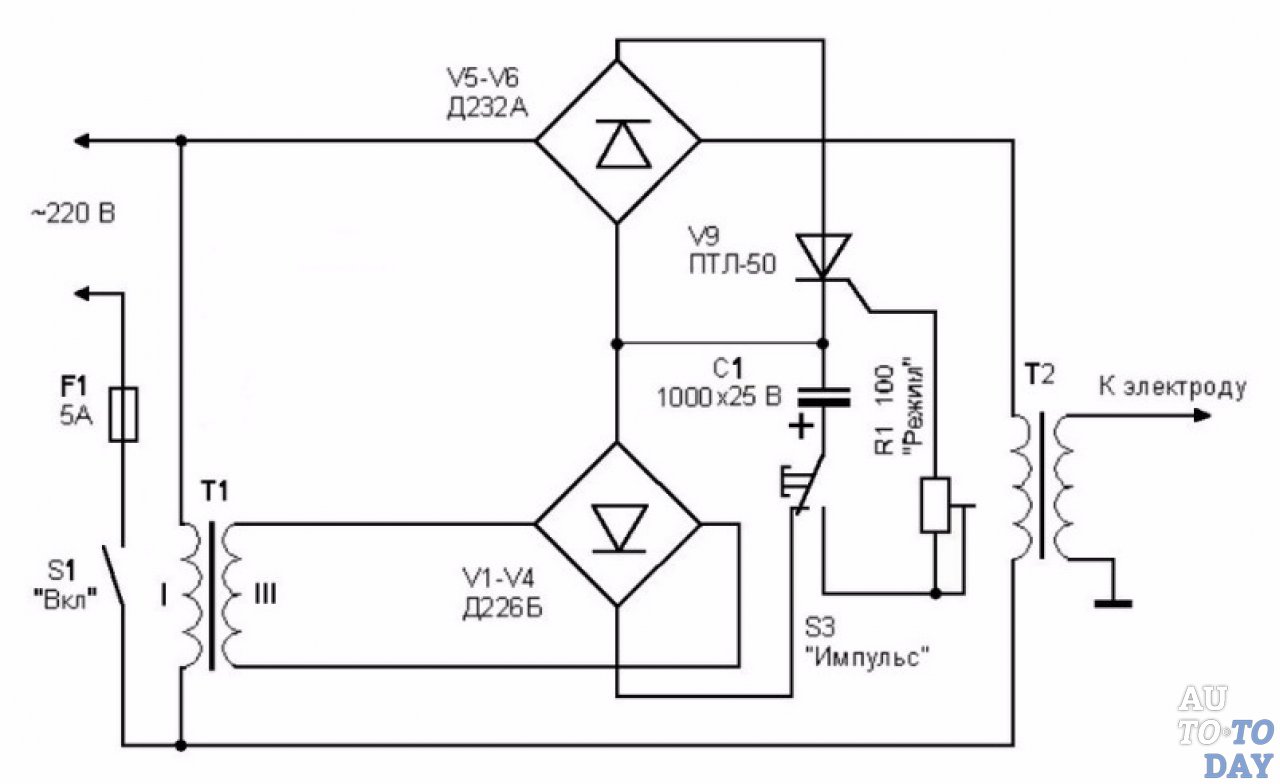
При правильной настройке пистолет MIG с водяным охлаждением может обеспечить значительную долгосрочную экономию затрат по сравнению с пистолетом с воздушным охлаждением. Охлаждающая жидкость в системе с водяным охлаждением также продлевает срок службы расходных материалов, отводя тепло, поглощаемое от дуги. Более длительный срок службы расходных материалов означает меньшее время простоя для переналадки и меньший запас расходных материалов.
Заключение
К сожалению, не существует универсальной формулы для выбора между системой сварки MIG с воздушным и водяным охлаждением.Каждая компания должна проанализировать свои сварочные операции и определить, какой тип системы дает им наиболее важные преимущества. Учет этих факторов — стоимости, местоположения на рабочем месте, веса пистолета и комфорта оператора, рабочего цикла и требований к силе тока — обеспечит хорошее начало для принятия мудрого решения.
Найдите пистолет MIG с воздушным или водяным охлаждением для своего применения
% PDF-1.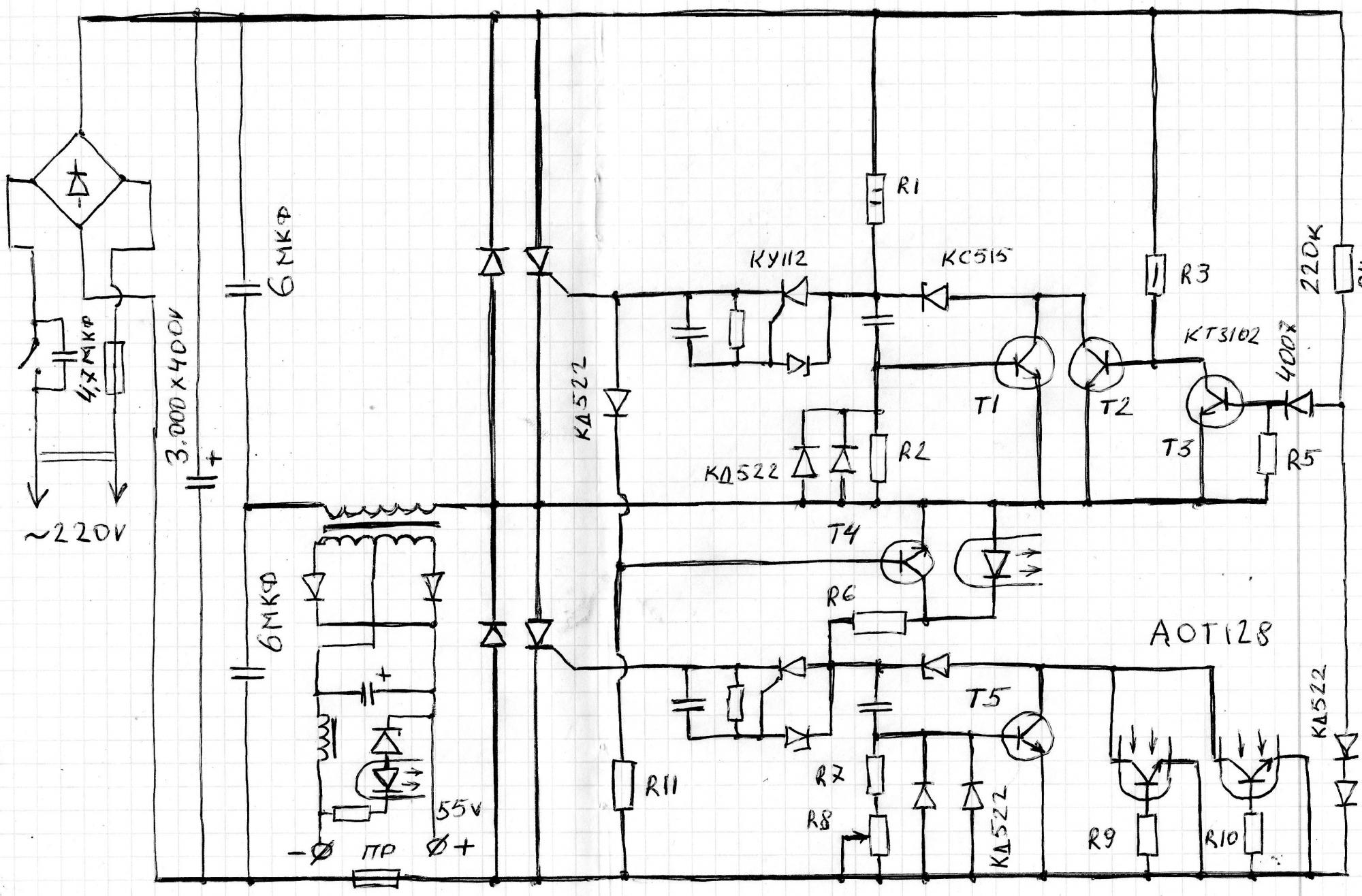 4
%
340 0 объект>
endobj
xref
340 90
0000000016 00000 н.
0000002826 00000 н.
0000002096 00000 н.
0000002914 00000 н.
0000003252 00000 н.
0000003569 00000 н.
0000003602 00000 н.
0000004125 00000 н.
0000004653 00000 п.
0000005228 00000 п.
0000005289 00000 н.
0000005359 00000 п.
0000005435 00000 н.
0000005490 00000 н.
0000005993 00000 н.
0000006062 00000 н.
0000009766 00000 н.
0000010136 00000 п.
0000012945 00000 п.
0000013242 00000 п.
0000020063 00000 н.
0000020675 00000 п.
0000021367 00000 п.
0000021880 00000 п.
0000021950 00000 п.
0000022591 00000 п.
0000029405 00000 п.
0000029830 00000 н.
0000030406 00000 п.
0000031060 00000 п.
0000031113 00000 п.
0000031291 00000 п.
0000031675 00000 п.
0000031719 00000 п.
0000032348 00000 п.
0000032791 00000 п.
0000032866 00000 п.
0000033261 00000 п.
0000033648 00000 п.
0000033793 00000 п.
0000033923 00000 п.
0000034029 00000 п.
0000042784 00000 п.
0000042965 00000 п.
0000043354 00000 п.
0000043534 00000 п.
4
%
340 0 объект>
endobj
xref
340 90
0000000016 00000 н.
0000002826 00000 н.
0000002096 00000 н.
0000002914 00000 н.
0000003252 00000 н.
0000003569 00000 н.
0000003602 00000 н.
0000004125 00000 н.
0000004653 00000 п.
0000005228 00000 п.
0000005289 00000 н.
0000005359 00000 п.
0000005435 00000 н.
0000005490 00000 н.
0000005993 00000 н.
0000006062 00000 н.
0000009766 00000 н.
0000010136 00000 п.
0000012945 00000 п.
0000013242 00000 п.
0000020063 00000 н.
0000020675 00000 п.
0000021367 00000 п.
0000021880 00000 п.
0000021950 00000 п.
0000022591 00000 п.
0000029405 00000 п.
0000029830 00000 н.
0000030406 00000 п.
0000031060 00000 п.
0000031113 00000 п.
0000031291 00000 п.
0000031675 00000 п.
0000031719 00000 п.
0000032348 00000 п.
0000032791 00000 п.
0000032866 00000 п.
0000033261 00000 п.
0000033648 00000 п.
0000033793 00000 п.
0000033923 00000 п.
0000034029 00000 п.
0000042784 00000 п.
0000042965 00000 п.
0000043354 00000 п.
0000043534 00000 п. 0000043941 00000 п.
0000044207 00000 п.
0000044598 00000 п.
0000044724 00000 п.
0000045087 00000 п.
0000046973 00000 п.
0000047217 00000 п.
0000047444 00000 п.
0000047841 00000 п.
0000096187 00000 п.
0000096272 00000 н.
0000096334 00000 п.
0000096413 00000 п.
0000096458 00000 п.
0000097066 00000 п.
0000097085 00000 п.
0000097108 00000 п.
0000097131 00000 п.
0000097153 00000 п.
0000097176 00000 п.
0000097199 00000 п.
0000097237 00000 п.
0000097260 00000 п.
0000097335 00000 п.
0000097410 00000 п.
0000097485 00000 п.
0000097559 00000 п.
0000097593 00000 п.
0000097616 00000 п.
0000097650 00000 п.
0000097673 00000 п.
0000097707 00000 п.
0000097730 00000 п.
0000097764 00000 п.
0000097787 00000 п.
0000097813 00000 п.
0000097839 00000 п.
0000097865 00000 п.
0000097946 00000 п.
0000098050 00000 п.
0000098099 00000 п.
0000098131 00000 п.
0000098157 00000 п.
0000002655 00000 н.
трейлер
] >>
startxref
0
%% EOF
342 0 obj> поток
xb«g`4f`c`h Ȁ
0000043941 00000 п.
0000044207 00000 п.
0000044598 00000 п.
0000044724 00000 п.
0000045087 00000 п.
0000046973 00000 п.
0000047217 00000 п.
0000047444 00000 п.
0000047841 00000 п.
0000096187 00000 п.
0000096272 00000 н.
0000096334 00000 п.
0000096413 00000 п.
0000096458 00000 п.
0000097066 00000 п.
0000097085 00000 п.
0000097108 00000 п.
0000097131 00000 п.
0000097153 00000 п.
0000097176 00000 п.
0000097199 00000 п.
0000097237 00000 п.
0000097260 00000 п.
0000097335 00000 п.
0000097410 00000 п.
0000097485 00000 п.
0000097559 00000 п.
0000097593 00000 п.
0000097616 00000 п.
0000097650 00000 п.
0000097673 00000 п.
0000097707 00000 п.
0000097730 00000 п.
0000097764 00000 п.
0000097787 00000 п.
0000097813 00000 п.
0000097839 00000 п.
0000097865 00000 п.
0000097946 00000 п.
0000098050 00000 п.
0000098099 00000 п.
0000098131 00000 п.
0000098157 00000 п.
0000002655 00000 н.
трейлер
] >>
startxref
0
%% EOF
342 0 obj> поток
xb«g`4f`c`h Ȁ
ЭЛЕКТРИЧЕСКАЯ СВАРКА | MUNDOLATAS
Индекс:
— Хронология
— Основы электросварки
1º. — ХРОНОЛОГИЯ
— ХРОНОЛОГИЯ
- а) ВВЕДЕНИЕ.
В начале 60-х годов прошлого века два разных процесса сварки без легирования в коммерческих целях были разработаны более или менее одновременно для соединения боковых кромок корпусов банок «по три штуки».
Этот процесс сварки основан на подаче на зоны определенного количества энергии за определенное время. Эта энергия преобразуется в тепло, способное расплавить свариваемые металлические детали.Вклад энергии вносится посредством электрического тока, и свободный от цепей процесс очень хорошо изучен законами физики.
Continental Can представил Conoweld. Первоначально этот метод использовался для производства стальных банок для напитков с хромовым электролитическим покрытием (TFS). Для выполнения удовлетворительных сварных швов на первых машинах требовалось, чтобы поверхность стали имела хромовое покрытие шириной около 2 мм на каждой. сторона кромок, образовавших шов.
Примерно в то же время компания Soudronic AG из Швейцарии представила полуавтоматы для шитья белой жести с помощью электросварки.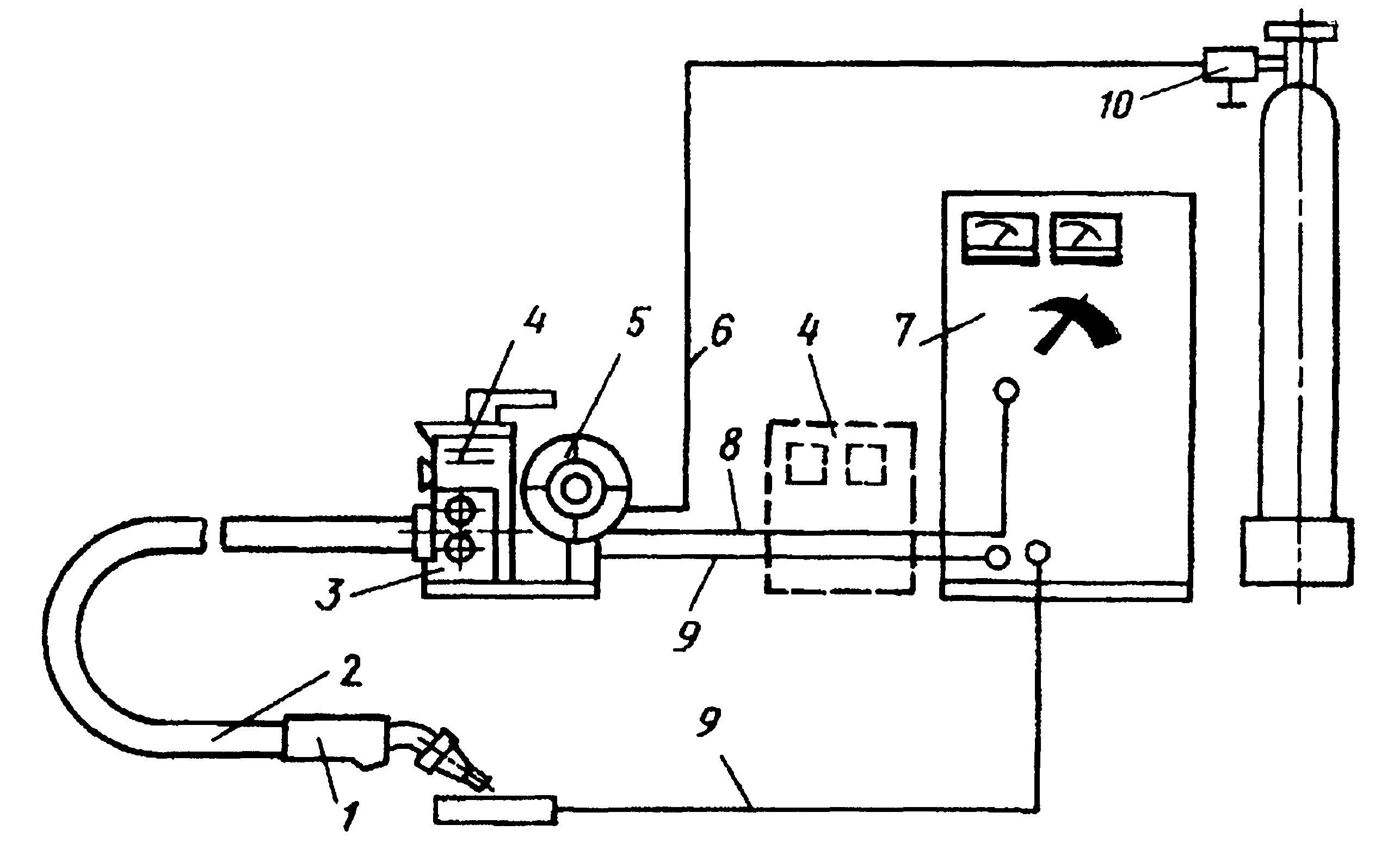 Эти первые сварочные аппараты Soudronic использовались при производстве больших металлических контейнеров для продуктов в целом. Боковые швы перекрывались до 4,5 мм, давая так называемую сварку «бабочка» (см. Рисунок ниже). Эта сварка «Баттерфлай» не годилась в пищевой упаковке, так как выяснилось, что лакировать ярко выраженные края шва очень сложно.Толщина сварочного шва была настолько велика, что покрыть его слоем лака не удавалось, какой бы высокой ни была нагрузка.
Эти первые сварочные аппараты Soudronic использовались при производстве больших металлических контейнеров для продуктов в целом. Боковые швы перекрывались до 4,5 мм, давая так называемую сварку «бабочка» (см. Рисунок ниже). Эта сварка «Баттерфлай» не годилась в пищевой упаковке, так как выяснилось, что лакировать ярко выраженные края шва очень сложно.Толщина сварочного шва была настолько велика, что покрыть его слоем лака не удавалось, какой бы высокой ни была нагрузка.
- b) РАЗРАБОТКИ ЗВУКОВОЙ СВАРКИ
К середине 1960-х компания Soudronic представила полностью автоматические машины для производства средних и крупных тазов. В 1969 году компания представила больше скоростных машин для производства аэрозольных баллончиков, производящих 200 единиц в минуту. Однако, пожалуй, наиболее важный вклад был внесен в 1975 году, когда была создана система проволочной сварки «система сварки проволочным пюре» (WIMA).Этот метод предполагает использование растянутой и измельченной медной проволоки, так что поверхность контакта в зоне сварки увеличивается, обеспечивая более прочную и адекватную сварку с заслонкой шириной всего 1 мм (см. Рисунок 1). ). Компания Soudronic разработала использование медной проволоки в качестве промежуточного электрода между швом банки и медными сварочными шкивами, чтобы решить проблему загрязнения поверхности электрода и его влияния на качество сварки. Поскольку проволока не используется повторно, загрязнение электрода больше не является проблемой.С другой стороны, утилизация проволоки имеет большое экономическое значение. Ролики были установлены с наклоном 2 °, чтобы немного скруглить кромку шва и, таким образом, уменьшить шаг и облегчить арматуру того же самого.
Рисунок 1). ). Компания Soudronic разработала использование медной проволоки в качестве промежуточного электрода между швом банки и медными сварочными шкивами, чтобы решить проблему загрязнения поверхности электрода и его влияния на качество сварки. Поскольку проволока не используется повторно, загрязнение электрода больше не является проблемой.С другой стороны, утилизация проволоки имеет большое экономическое значение. Ролики были установлены с наклоном 2 °, чтобы немного скруглить кромку шва и, таким образом, уменьшить шаг и облегчить арматуру того же самого.
Эти усовершенствования позволили производителям консервных банок изготавливать банки с боковым соединением сваркой нелегированных сплавов для использования впервые в пищевой промышленности и других ответственных областях применения.
Рисунок 1: Различные типы электросварки бокового шва
В 1978 году была представлена сварочная система SUPEWIMA.Такое развитие процесса сварки требует нахлеста всего 0,15-0,3 мм в боковом шве.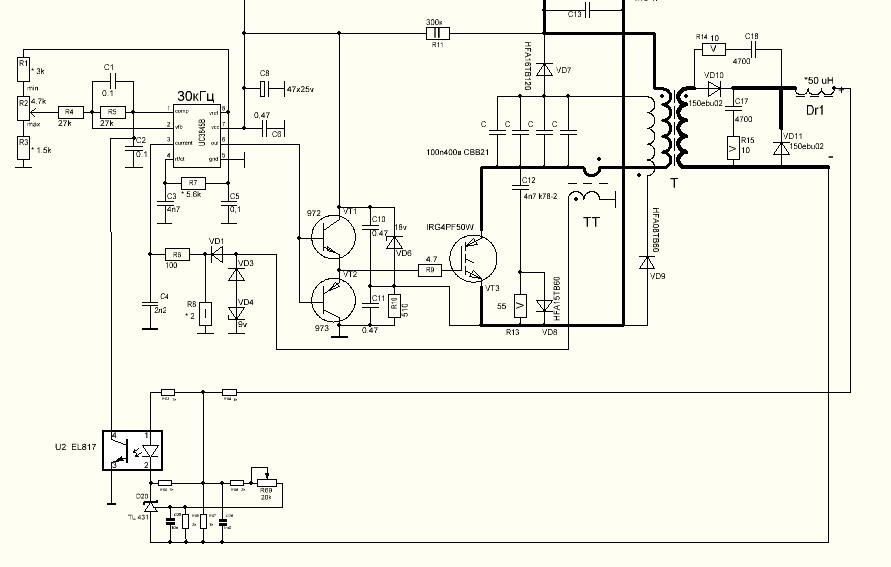 К этому следует добавить другие преимущества: уменьшение зоны сварки, подверженной тепловому воздействию; меньшее упрочнение и уменьшение толщины шва (примерно в 1,2 раза больше толщины пластины). Наряду с повышением эффективности процесса сварки, были улучшены скорости, с которыми могли работать машины, что позволило производить более 500 контейнеров в минуту.
К этому следует добавить другие преимущества: уменьшение зоны сварки, подверженной тепловому воздействию; меньшее упрочнение и уменьшение толщины шва (примерно в 1,2 раза больше толщины пластины). Наряду с повышением эффективности процесса сварки, были улучшены скорости, с которыми могли работать машины, что позволило производить более 500 контейнеров в минуту.
Базовая система станков по производству корпусов Soudronic включает в себя систему подачи плоских корпусов к станку, систему дефибрадии того же, узел закатки и станцию сварки.В последнем — руки, которые поддерживают рольдады. В нижний рычаг встроена вся система воздуховодов для различных функций (медная проволока, охлаждение, азот, лак…). См. Рис. 2. Станок, который производит корпус банки, может также иметь режущий блок для корпусов двойной или тройной высоты, встроенную систему для сварки в инертной атмосфере, чтобы предотвратить образование ржавчины, и устройство для нанесения покрытия на швы, расположенное сбоку на обеих сторонах. внутри и снаружи кузова
внутри и снаружи кузова
Рисунок 2: Детали концов рычагов
После формирования корпус контейнера механически вводится в сварочную станцию, где перекрытие остается постоянным.Технология, используемая при сварке Soudronic, представляет собой простую процедуру сварки непрерывным разрядом.
В процессах WIMA и SUPERWIMA температура тела превышает 900 ° C, чтобы гарантировать эффективное преодоление твердой фазы металла вдоль шва. Однако это намного меньше, чем у предыдущих моделей.
В системе Soudronic используется вход синусоидального переменного тока. Машина с частотой 50 Гц производит 100 разрядов (точек сварки) в секунду, а машина с частотой 500 Гц производит 1000 разрядов за то же время.
Как мы уже указывали, установка режущего устройства в сварочный аппарат также позволяет сваривать корпуса двойной высоты. Кроме того, это включение может увеличить производство с более низкой частотой сварки или сделать возможным изготовление более коротких корпусов, с которыми в противном случае машина не смогла бы справиться. Если контейнер должен иметь шнур или надрез, сварка выполняется в атмосфере инертного газа, так как на нем не должно быть ржавчины. Образование оксидной пленки было бы очень негативным, поскольку ее можно было бы отделить в более позднем процессе.Последующая арматура области сварки выполняется потому, что этот процесс не позволяет наносить лак на плоский лист в области сварки, так как это будет препятствовать прохождению тока. Впоследствии этот лак отверждается на производственной линии.
Если контейнер должен иметь шнур или надрез, сварка выполняется в атмосфере инертного газа, так как на нем не должно быть ржавчины. Образование оксидной пленки было бы очень негативным, поскольку ее можно было бы отделить в более позднем процессе.Последующая арматура области сварки выполняется потому, что этот процесс не позволяет наносить лак на плоский лист в области сварки, так как это будет препятствовать прохождению тока. Впоследствии этот лак отверждается на производственной линии.
Soudronic занимает лидирующие позиции в мире в области обработки боковых швов электросваркой. По всему миру работают тысячи различных устройств.
2º.-ОСНОВЫ ЭЛЕКТРИЧЕСКОЙ СВАРКИ
1º.- БАЗОВАЯ СХЕМА ТОЧКИ
Точка сварки образуется, когда металл плавится под действием тепла, выделяемого при пропускании тока высокой интенсивности при небольшой разнице мощности.
Хотя есть два типа тока, постоянный и переменный, мы знаем, что нормальное использование — это второй. Он называется переменным током (сокращенно CA на испанском языке и AC на английском языке) для электрического тока, величина и направление которого изменяются циклически. Форма волны наиболее часто используемого переменного тока представляет собой синусоидальную волну, поскольку достигается более эффективная передача энергии.Для достижения большого количества точек сварки в единицу времени частота используемого переменного тока увеличивается. Давайте объясним процесс еще немного.
Он называется переменным током (сокращенно CA на испанском языке и AC на английском языке) для электрического тока, величина и направление которого изменяются циклически. Форма волны наиболее часто используемого переменного тока представляет собой синусоидальную волну, поскольку достигается более эффективная передача энергии.Для достижения большого количества точек сварки в единицу времени частота используемого переменного тока увеличивается. Давайте объясним процесс еще немного.
Переменный ток при нормальной частоте питания промышленной сети достигает сварочного аппарата, который вводит его в преобразователь частоты, тем самым увеличивая его на значительное число герц. Например, в конкретном случае оно изменяется от 50 герц / сек — частота питания — до 500 герц / сек — выход преобразователя.
Сила тока во время сварки колеблется между значениями от 1500 до 2000 ампер и напряжением или разностью потенциалов около 4,5–6,5 вольт. Следовательно, электрический ток, удобно преобразованный в эти условия частоты, интенсивности и напряжения, пропускается через сварочную станцию с помощью профилированной медной проволоки и направляется шкивами, воздействуя на перекрытие белой жести, создавая точку сварки .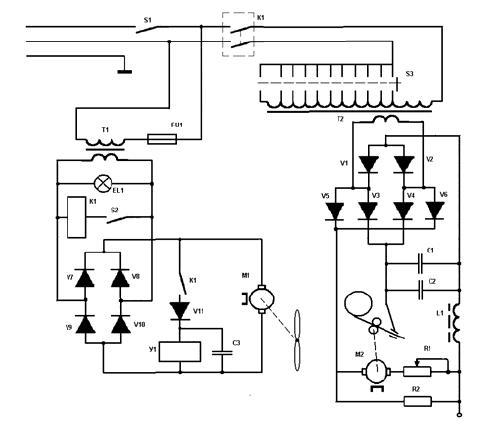 См. Рисунок 3:
См. Рисунок 3:
Рисунок 3: Принципиальная схема точки сварки
2º.- БАЗОВАЯ СХЕМА НЕПРЕРЫВНОЙ ЛИНИИ СВАРНЫХ ТОЧЕК
Каждый герц дает полную синусоиду на частотном графике, то есть два обратных конца и, следовательно, две точки сварки. Следовательно, при выходной частоте 500 Гц создается 1000 точек сварки в секунду. Такая последовательность точек приводит к непрерывному сварному шву вдоль бокового шва банки. См. Рисунок 4:
Рисунок 4: Принципиальная схема непрерывной линии точек сварки
Союз производит следующие основные законы:
— Закон Ома. I = V / R
I = сила тока, проходящего по цепи
В = разность потенциалов
R = сопротивление системы
Закон Джоуля
Q = теплотворная способность, производимая током и измеряемая в калориях
I = сила протекающего тока, измеряется в амперах
R = электрическое сопротивление проводника, измеряется в Ом
t = время в секундах
Для постоянного значения Q, правильного для формирования точки, требуется более высокая интенсивность, тем меньше времени. То есть время обратно пропорционально квадрату силы тока.
То есть время обратно пропорционально квадрату силы тока.
Поскольку тепловая энергия, используемая для сварки, является функцией квадрата интенсивности, очевидно, что удобно делать значения последней высокими. Важно всегда поддерживать постоянное эффективное значение тока, чтобы не было изменений в энергии, которая в настоящее время используется для сварки. В машинах есть компенсатор напряжения, который автоматически изменяет угол открытия переменного тока, чтобы поддерживать постоянное эффективное значение.
В отличие от интенсивности, важно, чтобы время сварки было как можно короче, поскольку большое время вызывает:
— Повышение температуры шва без достижения точки плавления.
— Увеличение убытков.
— Износ электродов.
Время сварочных работ меньше полуволны синусоиды частотного цикла. См. Рисунок 5. Выражается в процентах от общей площади полуволны.Практическая ценность машин Soudronic составляет от 85 до 95%. Оставшийся процент — это время отдыха
.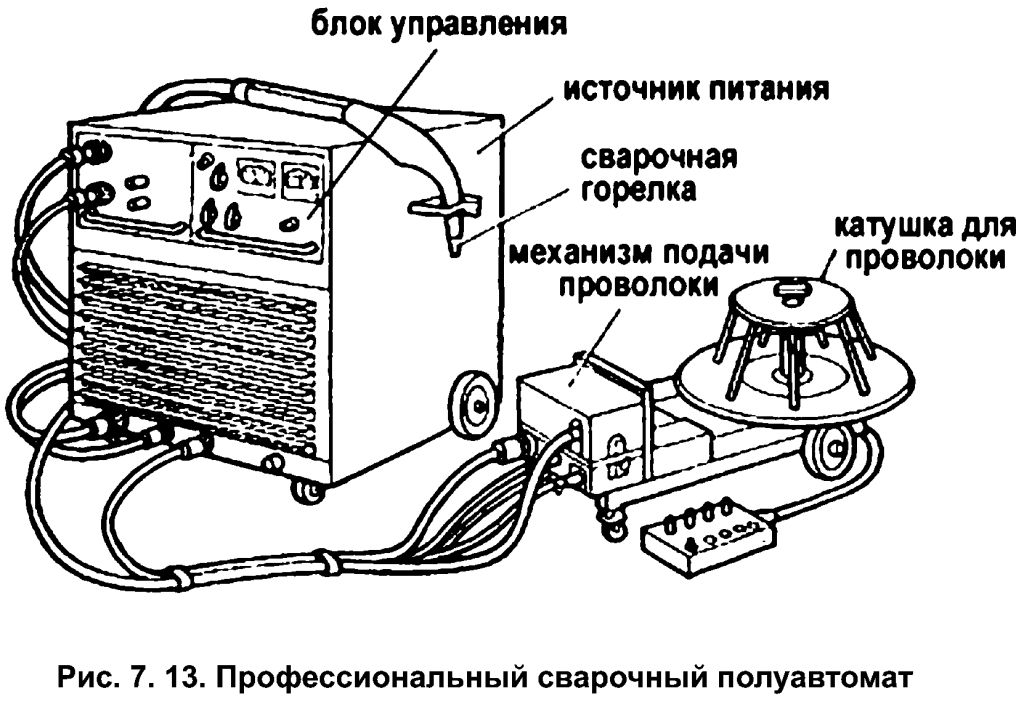
Рисунок 5: Временные диаграммы
Если для одного и того же типа материала, реальные значения интенсивности представлены на нескольких осях координат для разного времени сварки в трех различных предположениях:
1-й. — без сварки
2º.- При сварке
3-й. — Когда точка горит
, мы получим график, показанный на рисунке 6, на котором выделены три дифференцированные зоны.
Рисунок 6: Схема зон сварки по «I» и «t»
A.- Зона несварного контакта
Б.- Зона сварки
C.- Зона выступа под сварку литья
3º.- СОПРОТИВЛЕНИЕ В ТОЧКЕ СВАРКИ
В сварочной цепи появляется серия сопротивлений, которые мы перечислим, для этого мы поможем с рисунком 7:
Рисунок 7: Сопротивления в точке сварки
— Сопротивление «г»: Группы всех внутренние сопротивления проводников цепи, сварки валков, опорный рычаг, медная проволока, который действует в качестве электрода, и т. д.Это сопротивление будет зависеть от электрических характеристик каждого из этих компонентов. Поскольку сопротивление никак не влияет на сварку острия, оно должно быть как можно меньше, чтобы не потреблять энергию бесплодным образом. Следовательно, например, сварочный рычаг изготовлен из меди, хотя и с небольшим процентным содержанием хрома, чтобы придать ему большую твердость и стабильность, чтобы удовлетворить его механические требования.
д.Это сопротивление будет зависеть от электрических характеристик каждого из этих компонентов. Поскольку сопротивление никак не влияет на сварку острия, оно должно быть как можно меньше, чтобы не потреблять энергию бесплодным образом. Следовательно, например, сварочный рычаг изготовлен из меди, хотя и с небольшим процентным содержанием хрома, чтобы придать ему большую твердость и стабильность, чтобы удовлетворить его механические требования.
— R1: Сопротивление контакта между верхним шкивом и медным профилированным проводом.
— R2: Сопротивление контакта между нижним шкивом и медным профилированным проводом.
— Re и R’e: Контактные резисторы между медной проволокой и свариваемой белой жестью.
— Ri и R’i: внутренние резисторы двух концов белой жести, подлежащих сварке.
— Rc: Сопротивление контакта между двумя концами свариваемой белой жести.
На значения этих сопротивлений влияет ряд факторов.
На Rc, Re и R’e влияют:
— Регулировка станка
— Давление, оказываемое сварочными шкивами. Повышение давления снижает его значения
Повышение давления снижает его значения
— Свариваемый материал: характер, состояние его поверхности и твердость
— Электропроводность материала. Повышение температуры увеличивает сопротивление.
— Размеры и вид профилирования медной проволоки.
— Материал и качество медной проволоки.
Перечисленные сопротивления делятся на две группы:
- A) Полезные или эффективные: те, которые необходимы и активно участвуют в слиянии материала.Это: Ri, R’i и Rc.
Они производят эффективную энергию Мы.
Ср = Wi + W’i + Wc
- B) Паразитно и нежелательно. Это те, которые ничего не вносят в это слияние, но заложены в системе и не могут быть устранены, просто постарайтесь минимизировать это. Это: R1, R2, Re и R’e .
Они генерируют потери энергии Wp.
Wp = W1 + W2 + We + W’e
Потери W1 и W2 могут увеличиваться в зависимости от накопления оловянной окалины в горловине шкивов, а также от износа указанных канавок.
Общая энергия, необходимая для сварки:
Вт = Ср + Вт
4-я — ОКИСЛЕНИЕ
В процессе сварки олово, сохраняющее белую пластину в этой зоне, плавится и осаждается на медной проволоке. Таким образом, сталь не имеет защиты и имеет высокую температуру. Это вызывает быстрое окисление в присутствии кислорода из воздуха.
Энергетические приказы We и W’e нагревают контактные поверхности между медной проволокой и внешними поверхностями олова, способствуя окислению сварного шва.
Количество образовавшегося оксида зависит от достигнутой температуры и времени пребывания при ней.
Q оксид = Функция (температура x время)
См. Рисунок 8:
Рисунок 8: Температурный график точки сварки
Если падение температуры медленнее, время снижения до предела окисления будет больше, и, следовательно, степень окисления будет больше.
Наличие оксида отрицательно сказывается на сварке по нескольким причинам:
— При повторной зашивке шва прилипание лака к оксиду плохое, и он может отслоиться. Особенно, если впоследствии на банке есть надрез или оцепление
Особенно, если впоследствии на банке есть надрез или оцепление
— Появляется ржавая полоса, создающая плохой эстетический вид.
Чтобы избежать окисления при сварке, в момент сварки на точку сварки направляется струя нейтрального газа (азота). Этот газ вытесняет присутствие воздуха, тем самым удаляя кислород из области.
5-е — НЕОБХОДИМА ЭНЕРГИЯ ДЛЯ СВАРКИ
Мы видели выше, что общая энергия, необходимая для сварки, будет:
Вт = Ср + Вт
Значение этой энергии дано как функция объема расплавленного металла.Объем плавления в секунду (Vm) зависит от толщины белой жести (e), площади перекрытия (c) и скорости сварки (Vs). См. Рисунок 9:
Рисунок 9: Перекрытие или перекрытие материала
Vm = 2e x c x Vs
Другими факторами, которые также влияют на необходимую энергию, являются удельная теплоемкость металла и тепловые потери в системе.
Эти тепловые потери важны и связаны с несколькими причинами:
— А. ) Потеряно через медный провод:
) Потеряно через медный провод:
— Повышение температуры то же самое.
— Проводимость резьбы
— Время контакта проволоки с материалом
— Б) Потеря проводимости внутри свариваемого металла
— C) Утерян радиацией
— D) Потеряно из-за водяного контура охлаждения системы.
Их трудно уменьшить, и производитель машины присутствует в ее конструкции, так что ее стоимость является минимально возможной, поскольку она влияет на изоляцию системы, качество материалов и т. Д.
6º.- ДАВЛЕНИЕ ПАЙКИ
Внешний шкив передает к месту сварки определенное давление, которое создает упругую систему, действующую на рычаг. У этого давления несколько функций:
1º.- Держите две части материала внахлест в контакте
2º.- Обеспечивает равномерное сопротивление по всему шву, исключая возможные неровности и шероховатость материала.
3º.- Пропустите ток через точку сварки.
4º.- Удалите воздушные камеры между свариваемыми деталями.
5º.- Раздавите расплавленный материал, уменьшив толщину сварного шва.
6º.- Избегайте образования «запятых» и пор.
7º.- Облегчить охлаждение за счет перекристаллизации материала.
8º.- Избегайте вытекания расплавленного металла за пределы сварки.
9º.- Обеспечьте линейное смещение трубки.
Заключение:
Идеальная сварочная цепь — это та, которая удовлетворяет следующим условиям:
- а) Минимальные потери.
- б) Минимальное количество оксида.
- c) Максимальная эффективная энергия
- г) Однородность оптимальной сварки.
7º.- ХАРАКТЕРИСТИКИ МЕТАЛЛА ПОД СВАРКУ
Аппарат для сварки боковых швов трехсоставных банок предназначен для использования в качестве соединяемого материала белой жести. Среди различных типов MR более обычен благодаря своим хорошим антикоррозионным свойствам.
оловянная защита, покрывающая сталь, улучшает соприкасающиеся поверхности, поскольку мягкий металл заполняет шероховатость при воздействии давления. Следовательно, сопротивление в зоне перекрытия снижается.
Следовательно, сопротивление в зоне перекрытия снижается.
Это олово, подвергшееся воздействию тепла, плавится намного раньше, чем сталь. В этом состоянии он должен быть удален из зоны сварки, чтобы две свариваемые стальные части находились в тесном контакте и, таким образом, достигали хорошего смешивания кристаллов в точке соединения. Изгнание достигается действием сварочного давления.
Следовательно, листы с высоким содержанием белой жести испытывают трудности с правильным удалением олова, а при низком покрытии они затрудняют получение хорошей начальной контактной поверхности.Промежуточное лужение идеально.
С другой стороны, лужение загрязняет горловины сварочных валков, которые забирают его с протянутой медной проволоки.
Хром и оксид хрома препятствуют прохождению тока. Следовательно, сложность использования материала TFS.
8º.- РАЗМЕРЫ ТОЧКИ СВАРКИ
Точка сварки определяется ее тремя размерами.
— Длина: зависит от скорости сварки
— Ширина: привязана к перекрытию.
— Толщина: это функция толщины металла.
Длина (L):
Это функция скорости сварки, то есть скорости медной проволоки и смещения свариваемого тела. Ваш расчет будет лучше определен на практическом примере:
У нас есть сварочный аппарат, который работает с частотой 500 Гц и скоростью 60 м / мин.
Кол-во точек / сек. = 500 герц x 2 = 1000
Длина сварки / сек = 60 м.х 1000/60 сек = 1000 мм.
Длина острия = длина сварного шва / номер точки. = 1000 мм / 1000 точек = 1 мм
Ширина (A):
Это функция теоретического перекрытия и немного больше его. В следующем разделе (Перекрытие) мы изучим эту взаимосвязь.
Толщина (E):
Это всегда меньше суммы двух толщин белой жести.
Он получил название «коэффициент раздавливания» сварки, так как константа (K), умноженная на толщину белой жести (e), дает нам значение толщины (E) того же самого.Значение этой константы (K) должно быть от 1,40 до 1,60.
1,40 <К <1,60
1,40 e
Следовательно, толщина сварного шва всегда меньше двойной толщины металла, поскольку раздавливание происходит из-за действия давления внешнего рычага.
9º.- TRASLAPE
Это наложение материала, необходимого для сварки. В тренажерах с определенной частотой вращения педалей ее теоретическое значение колеблется между 0.От 2 до 0,4 мм. Важно, чтобы количество оставалось равномерным по всему шву, чтобы они также были точками сварки. Вариант того же самого предполагал бы изменение количества свариваемого материала и, работая с теми же параметрами, результаты не были бы одинаковыми для всей сварки.
Кусок, определяющий степень перекрытия, называется «Z-образный стержень». Он состоит из полосы с Z-образным сечением, размещенной в сварочном рычаге, которая принимает края корпуса в своих двух пазах, которые перекрывают теоретическое значение нахлеста.См. Рисунок 10:
.
Рисунок 10: Z-образный стержень
При Z данного теоретического перекрытия мы получим фактическое перекрытие от 0,1 до 0,2 мм. больше примерно. Z-образный стержень должен быть очень хорошо изолирован, чтобы избежать его износа от электроэрозии, а также во избежание потерь энергии.
Se puede calcular el traslape teórico del siguiente modo:
Предполагается, что сечение S перекрываемого металла остается постоянным до и после сварки.См. Рисунок 11:
Рисунок 11: Перекрытие
В нем должно быть выполнено, что:
S = C x 2 e (до сварки) и S = A x E (после сварки)
где: C x 2e = A x E и C (теоретическое перекрытие) = A x E / 2e
Зная толщину металла, достаточно измерить на уже сделанном сварном шве его толщину (E) и ширину (A), чтобы узнать теоретическое перекрытие.
Чтобы измерить E и A, вы можете действовать следующим образом:
Отрежьте две части шва на расстоянии 10 мм от концов.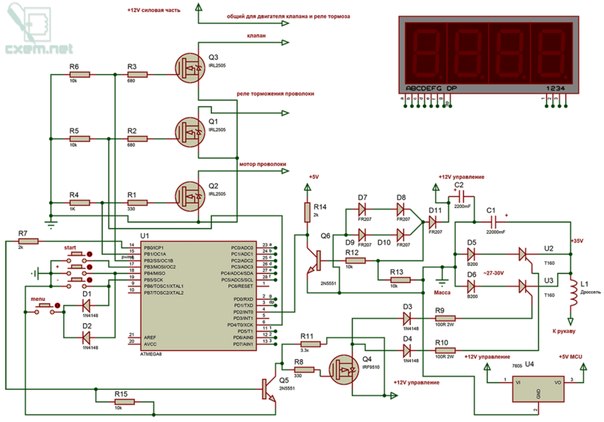 См. Рисунок 12.
См. Рисунок 12.
Рисунок 12: Разрезы для расчета перекрытия
Приготовьте с ними образец двухкомпонентной смолы, отполируйте его и измерьте с помощью микроскопа размеры сварного участка (E и A) на обоих участках. Примените формулу ниже. Посредством этого двойного определения проверяется, остается ли перекрытие постоянным.В противном случае, помимо возможных проблем при сварке, мы получили бы тело конической формы.
10.- МЕТАЛЛУРГИЯ СВАРКИ
Период нагрева:
Прохождение тока вызывает локальный нагрев, который вызывает сплавление металла в обеих соединяемых частях, что приводит к образованию точки сварки. Ядро этой точки называется контактной линзой, потому что имеет схожую с ней форму. При нагревании эта металлическая зона расширяется. Давление верхнего ролика должно быть таким, чтобы нейтрализовать растягивающее напряжение расплавленного металла.Если это давление слабое, расплавленный металл улетучивается в виде выступов. Выступы сами по себе являются серьезным дефектом, но также вызывают другие внутренние проблемы сварки, такие как пористость.
Выступы сами по себе являются серьезным дефектом, но также вызывают другие внутренние проблемы сварки, такие как пористость.
Тепловое состояние точки при резке сварочного тока:
Когда ток прерывается, в этой точке выделяются следующие зоны: См. Рисунок 13.
Рисунок 13: Сечение точки сварки
Зона A: В ней плавится металл (примерно при 1500º C)
Зона B: пастообразный металл при температуре около 1000 ° C
Зона C: при критической температуре
Зона D: температура окружающей среды
Температурный градиент увеличивается от комнатной до 1500 ° C на расстоянии около 3 мм.
Прерывание сварочного тока знаменует начало охлаждения при резком падении температуры.
Фаза охлаждения:
Линза расплавленного металла находится внутри важной охлаждающей массы, состоящей из:
— Кузов сварной
— Электроды охлаждаемые
Следовательно, термические изменения происходят быстро, уступая место кристаллизации, которая происходит с приближением к центру острия.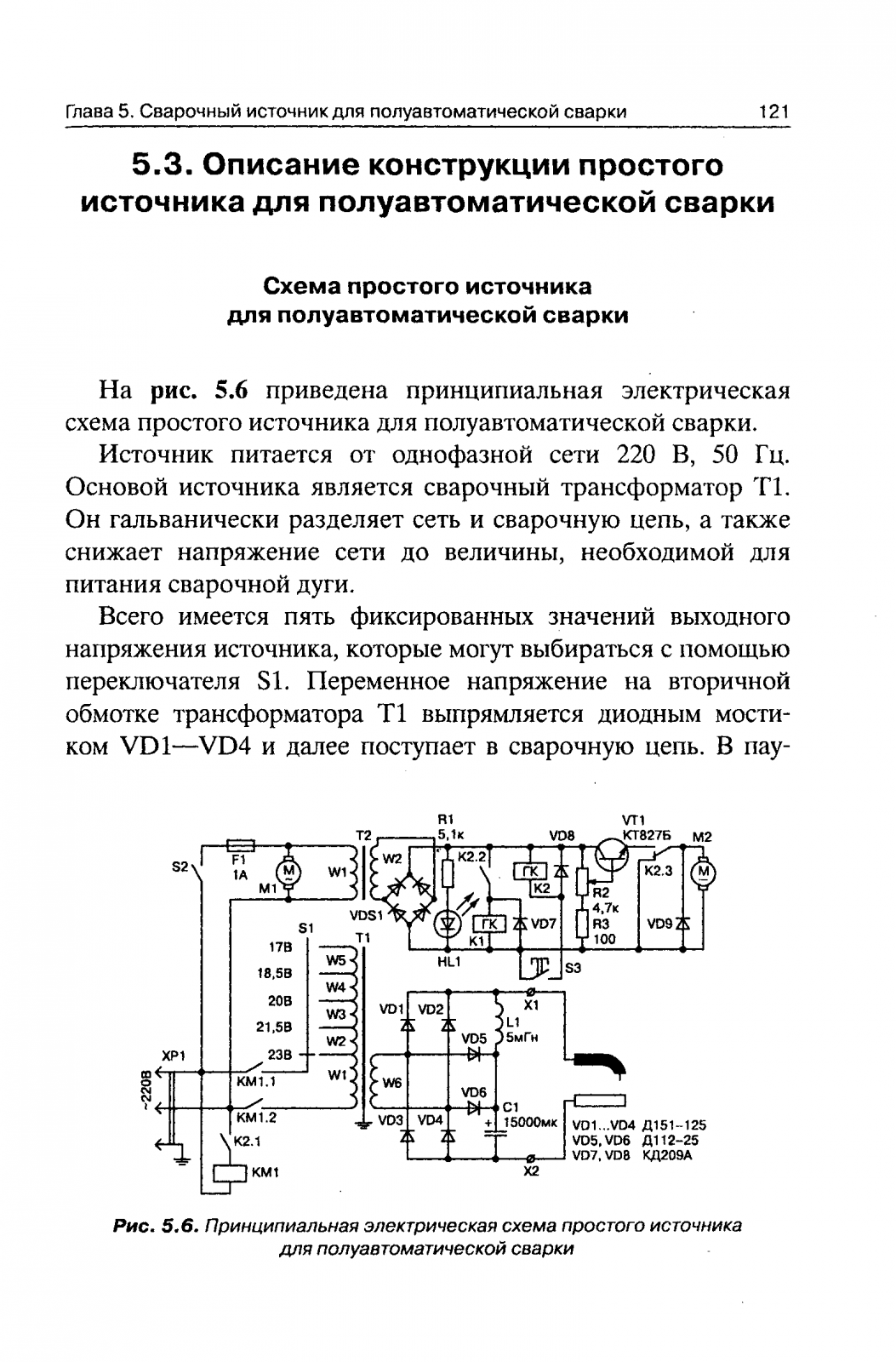 В зоне D нет изменений в структуре, в остальных.В C размер зерна уменьшается, а в B и A это уменьшение усиливается.
В зоне D нет изменений в структуре, в остальных.В C размер зерна уменьшается, а в B и A это уменьшение усиливается.
Тепловое сжатие может вызвать появление внутренних напряжений в остриях. В случае, если охлаждение под давлением осуществляется некорректно, при сварке может произойти образование ударов («запятых»).
По последней теме можно увидеть работу «КОМА В СВАРКЕ И ЕЕ МИКРОГРАФИЧЕСКИЙ КОНТРОЛЬ», опубликованную в этом Интернете.
Как выглядит машина для изготовления масок бестселлеров?
С продолжением эпидемии в будущем производство масок станет более рутинным, учитывая наличие на рынке различных машин для изготовления масок, какое из них наиболее практично? Сегодня я собираюсь взглянуть на 4 вещи, которые необходимы для самой продаваемой машины для изготовления масок.
Вообще говоря, в производстве маски есть два основных этапа: нарезка маски и сварка ушных петель. На первом этапе изготовьте корпуса маски из нетканого материала PP и зажимы для носа, чтобы они соответствовали стандартным спецификациям, а затем сварите ушные петли, чтобы сделать законченную маску. Во время всего процесса изготовления маски наиболее важным является то, что тела маски, изготовленные резаком для масок, могут сохранять стабильную форму и размер, чтобы гарантировать стабильность приварки ушных петель.
Во время всего процесса изготовления маски наиболее важным является то, что тела маски, изготовленные резаком для масок, могут сохранять стабильную форму и размер, чтобы гарантировать стабильность приварки ушных петель.
Четыре условия самой продаваемой машины для изготовления масок
1 Говорят, что полностью автоматическая машина для изготовления масок — это хорошо, так на что следует обратить внимание, прежде чем покупать полностью автоматическую машину для изготовления масок?
Полуавтоматическая и полностью автоматическая машина для нарезки масок — это одна и та же машина, разница между ними — этап сварки ушных петель, полуавтоматическая требует ручной сварки, отладка очень проста, а полностью автоматическая — это автоматическая сварка после нарезки, но машина отладка затруднена.Перед тем, как маскировочная машина покинет завод, проводится отладка и тестовый запуск. Очевидно, что чем больше проблем будет найдено и решено в этом процессе, тем меньше вероятность проблем с маской машины после того, как она покинет завод.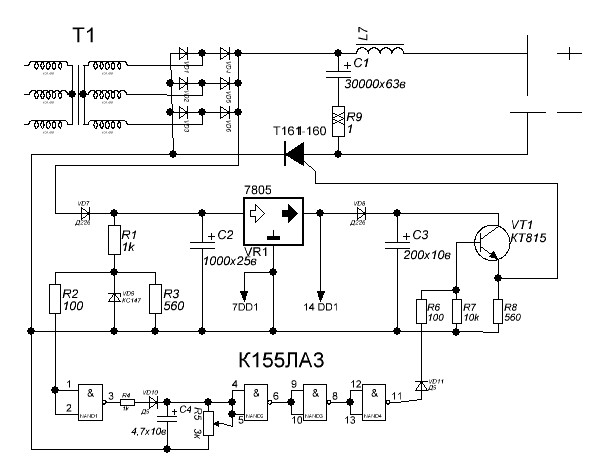
Таким образом, полностью автоматический режим намного лучше, чем полуавтоматический, при условии, что машина для изготовления масок была настроена производителем. В дополнение к стабильности и высокой скорости, что более важно, при той же производительности, полностью автоматическая машина для изготовления масок экономит как минимум 10 трудозатрат по сравнению с полуавтоматической машиной для изготовления масок.
2 Как спроектировать полностью автоматическую машину для изготовления масок, чтобы обеспечить оптимальный производственный процесс?
Автоматические машины для масок на рынке обычно делятся на автоматические машины для масок с одним трактором и машины с двумя масками с одним трактором. Согласно опыту производства машин для изготовления масок и исследованиям рынка, установка масок с одним трактором более практична и эффективнее, чем машина с двумя тракторами.
Почему полностью автоматическая машина с одним трактором и двумя масками нестабильна? Поскольку в конструкции машины с одним трактором и двумя масками трудно совместить пленочную машину с двумя сварочными аппаратами и средней системой разделения плюс четыре конвейерных ленты. Кроме того, поскольку машин слишком много, чтобы их можно было уместить вместе, и есть четыре или пять частей, в случае выхода из строя какой-либо части вся линия должна будет остановиться, поэтому машину можно будет открывать только очень медленно, как правило, не более 60 штук. / мин.
Кроме того, поскольку машин слишком много, чтобы их можно было уместить вместе, и есть четыре или пять частей, в случае выхода из строя какой-либо части вся линия должна будет остановиться, поэтому машину можно будет открывать только очень медленно, как правило, не более 60 штук. / мин.
Маска с одним трактором, машина для нарезки масок и сварочная машина, только конвейерная лента, система экономии частей, четыре конвейерных ленты и сварочный аппарат, что сокращает совместимость компонентов, вероятность уменьшается полная остановка линии из-за частичного отказа. Кроме того, из-за меньшего количества компонентов, которые можно соединять вместе, полностью автоматическая машина для изготовления масок с одним трактором может работать на высокой скорости, в отличие от двух тракторов, которые могут работать только на низкой скорости, чтобы компоненты могли совместиться .
Кроме того, из-за меньшего количества компонентов, которые можно соединять вместе, полностью автоматическая машина для изготовления масок с одним трактором может работать на высокой скорости, в отличие от двух тракторов, которые могут работать только на низкой скорости, чтобы компоненты могли совместиться .
3 Как сбалансировать скорость и стабильность машины для изготовления масок?
Теоретически, когда скорость находится в определенном диапазоне, машина будет работать стабильно, но как только скорость превысит определенный порог, машина склонна выйти из строя и вызвать всевозможные проблемы.(Скорость мундштука соответствует ** шт. / Мин.)
Если скорость слишком низкая, производительность не может поддерживаться, а если скорость слишком высокая, машина нестабильна и качество не гарантируется. Следовательно, нам необходимо найти диапазон скоростей, который может гарантировать производительность и качество, и, основываясь на опыте и отзывах клиентов, мы обычно обнаруживаем, что скорость и стабильность машины идеальны, когда скорость находится в диапазоне 80 шт / мин ~ 100 шт / мин.
4 Когда заказчик получит машину, сможет ли он быстро ее установить и начать производство, и как долго машина прослужит?
После получения машины, сможет ли оператор быстро начать умело управлять машиной, и как быстро машина может произвести стабильную партию и т. Д.Важность этого очевидна, что не только серьезно повлияет на график производства, но и снизит устойчивость компании к ошибкам и значительно увеличит риск потерь. Таким образом, перед покупкой машины вы должны выяснить, как долго производитель ее отлаживает, какие проблемы были решены, как часто машина выходит из строя при нормальных обстоятельствах и т. Д.
На данный момент эта эпидемия является однократной. -вековой кризис в истории человечества, и никто не знает, когда он закончится и чем закончится.Поэтому также важно знать, как долго прослужит машина для масок, а основные компоненты (ультразвуковые и серводвигатели) машины для масок должны быть высокого качества, чтобы обеспечить непрерывность производства масок.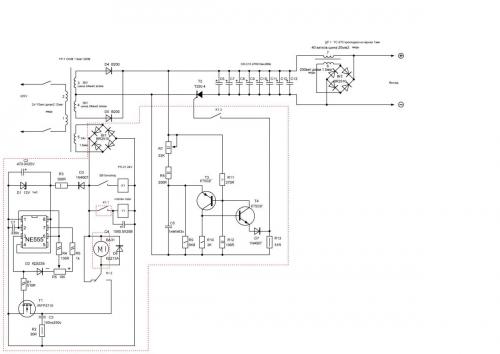
В любом случае, пока вакцина не будет фактически разработана, столкнувшись с дилеммой экономического восстановления и эпидемического кризиса, единственное, что мы можем сделать, — это надеть маску и возобновить производство в установленном порядке.
A – Z терминов по сварке — Глоссарий по сварке
Огромный перечень терминов сварки!Активные флюсы — Активные флюсы вызывают изменения в химическом составе металла шва при изменении режима сварки.Активные флюсы ограничиваются одно- или минимальной многопроходной сваркой.
Допустимый сварной шов — Сварной шов, соответствующий применимым требованиям
Actual Throat — Кратчайшее расстояние между корнем сварного шва и лицевой стороной углового шва.
Старение — Процесс выдержки металлов или сплавов при комнатной температуре после их формования или термообработки с целью повышения стабильности размеров или повышения их твердости и прочности за счет структурных изменений, например, путем осаждения.
Воздух Углеродная дуга
Резка — Вариант процесса резки угольной дугой, при котором расплавленный металл удаляется струей воздуха.
Закалка на воздухе — Характеристика стали, заключающаяся в том, что она становится частично или полностью закаленной (мартенситной) при охлаждении на воздухе свыше своей критической точки. Не обязательно применимо, если объект, подлежащий закалке, имеет значительную толщину.
AISI — Американский институт черной металлургии
Аллотроп — Материал, в котором атомы способны превращаться в две или более кристаллические структуры при разных температурах.
Аллотропическое изменение — Изменение одной кристаллической структуры металла на другую с различными физическими свойствами.
Переменный — Электрический ток, который попеременно течет в любом направлении по проводнику тока. При 60 циклах в секунду (60 Гц) переменного тока, частота, используемая в США, направление тока меняется 120 раз в секунду.
Ампер — Единица электрического расхода. Сила тока в электрической цепи обычно обозначается как «, ток ».
Отжиг — Процесс нагрева металла до температуры ниже критического диапазона с последующим относительно медленным циклом охлаждения для придания мягкости и снятия напряжений.
Отжиг — Подвергается термообработке. Обычно это включает нагрев, за которым следует относительно медленное охлаждение металлов или сплавов с целью снижения твердости и повышения легкости обработки или характеристик холодной обработки. Отжиг может использоваться для (а) устранения эффектов деформационного упрочнения, возникающих в результате холодной обработки, (б) снятия напряжений, обнаруженных в отливках, поковках, сварных деталях и металлах, подвергнутых холодной обработке, (в) улучшении обрабатываемости и характеристик холодной обработки, (г) улучшить механические и физические свойства, изменив внутреннюю структуру, например, за счет измельчения зерна, а также для повышения однородности структуры и исправления сегрегации, полос и других структурных характеристик.
Арбид — Химическое соединение углерода с некоторыми другими элементами. Карбид металла представляет собой очень твердые кристаллы.
Arc Blow — Сварка постоянным током может создавать магнитное поле в свариваемой стальной пластине. Это магнитное поле заставляет дугу дрожать и дуть, создавая трудности в управлении дугой.
Arc Energy — Справочные характеристики сгорания. Для Atom Arc характерна умеренная энергия дуги.Электрод 316L имеет меньшую энергию дуги, чем электрод 7018, а электрод 6010 — больше.
Длина дуги — Расстояние от электрода до точки крепления на заготовке.
Время дуги — Время, в течение которого поддерживается дуга при выполнении дуговой сварки.
Напряжение дуги — Напряжение на сварочной дуге
Эффективность наплавки дуговой сваркой — Отношение веса наплавленного присадочного металла к весу расплавленного присадочного металла, выраженное в процентах.
Дуговая сварка — Группа сварочных процессов, при которых происходит слияние деталей за счет их нагрева дугой. Эти процессы используются с приложением давления или без него, а также с присадочным металлом или без него.
Электрод для дуговой сварки — Компонент сварочной цепи, по которому проходит ток и который заканчивается у дуги.
Пистолет для дуговой сварки — Устройство, используемое для передачи тока на постоянно подаваемый расходный электрод, направления электрода и направления защитного газа.
Горелка для дуговой сварки — Устройство, используемое для передачи тока на неподвижный сварочный электрод, позиционирования электрода и направления потока защитного газа.
Как литые конструкции — Кристаллическая структура до снятия напряжения посредством прокатки или ковки с молотком.
Как сварено — Относится к состоянию сварочного металла, сварных соединений и сварных деталей после сварки, но до любых последующих термических, механических или химических обработок.
ASME — Американское общество инженеров-механиков
ASTM — Американское общество испытаний и материалов
Атом — Самая маленькая частица элемента, обладающая всеми характеристиками этого элемента. Он состоит из протонов, нейтронов и электронов.
Аустенит — высокотемпературная кристаллическая структура углеродистой стали или структура
хромоникелевой стали при комнатной температуре.
Задняя строжка — Удаление металла шва и основного металла со стороны корня шва сварного соединения для облегчения полного сплавления и полного проплавления соединения при последующей сварке с этой стороны.
Сварка с обратной стороны — Метод сварки, при котором сварочная горелка или пламя пистолета направляют на готовый сварной шов.
Опорное кольцо — Подложка в виде кольца, как правило, используется при сварке труб.
Основной металл — Металл или сплав, который сваривается, паяется, паяется или режется.
Bevel — Угловая форма кромки.
Угол скоса — Угол, образованный между поверхностью среза и теоретической плоскостью, перпендикулярной поверхности пластины.Плазменная резка, как правило, удаляет больше металла сверху, чем снизу, создавая угол среза. (Также называется углом среза).
Резка под углом — Техника плазменной резки, при которой используется наклонный резак для создания угла кромки разрезаемых деталей.
Сварной шов с разделкой кромкой — Тип сварного шва с разделкой кромкой.
Бинарный сплав — Сплав, состоящий из двух элементов.
Blowhole — Дефект металла, вызванный слишком быстрым охлаждением горячего металла при чрезмерном содержании газов.В частности, при сварке газовый карман в металле сварного шва, возникающий в результате затвердевания горячего металла без выхода всех газов на поверхность.
Связанные флюсы — Связанные флюсы производятся путем связывания набора порошков вместе и последующего обжига при низкой температуре. Основное преимущество состоит в том, что в смесь можно добавлять дополнительные легирующие ингредиенты.
Пайка — Сварной шов, полученный путем нагрева сборки до температуры пайки с использованием присадочного металла, имеющего ликвидус выше 450 ° C (840 ° F) и ниже солидуса основного металла.Наполнитель распределяется между плотно прилегающими стыковочными поверхностями стыка за счет капиллярного действия.
Хрупкость — Склонность материала к внезапному разрушению в результате разрушения без какой-либо остаточной деформации материала перед разрушением.
Buildup — Вариант наплавки, при котором наплавочный материал наносится для достижения требуемых размеров. См. Также намазывание маслом, облицовка и наплавка.
Карбид — Химическое соединение углерода с некоторыми другими элементами.Карбид металла представляет собой очень твердые кристаллы.
Осаждение карбида — В результате длительного нагрева или медленного охлаждения после частичного или полного превращения атомы углерода и металлического элемента мигрируют к границам зерен. Атомы здесь собираются и соединяются как карбиды. В сплавах с высоким содержанием хрома сродство (притяжение) хрома и углерода друг к другу приводит к образованию тонкого межзеренного слоя карбидов хрома.
Осаждение карбида — Образование карбида хрома в аустенитной нержавеющей стали, которое допускает межкристаллитную коррозию в коррозионных средах.
Углеродистая сталь — Сталь, физические свойства которой в основном являются результатом процентного содержания в ней углерода; и сплав железа с углеродом, в котором углерод является наиболее важным компонентом в диапазоне 0,04–1,40%. Ее также называют простой углеродистой сталью или прямой углеродистой сталью. Незначительные элементы, также присутствующие в углеродистой стали, включают марганец, фосфор, серу и обычно кремний.
Поверхностная закалка — Процесс термообработки, применяемый к стали или железоуглеродистым сплавам, при котором более твердый внешний вид получается по сравнению с более мягким внутренним слоем; глубина или повышенная твердость зависит от продолжительности лечения.
Отливка электродов для непрерывной сварки — Диаметр окружности, равной длине электрода, когда он лежит свободно на гладкой поверхности.
Стальное литье — Расплавленная сталь охлаждается и затвердевает в форме.
Целлюлоза — химическое соединение углерода, водорода и кислорода. Используемый в покрытиях электродов из мягкой стали, он состоит из древесной массы или муки.
Цементит — Химическое соединение железа и углерода, содержащее 93.33% железа в сочетании с 6,67% углерода по весу; также называется карбидом железа. Химическая формула цементита — Fe3C.
Chip Test — Тест, используемый для идентификации металла. Металл скалывается холодным зубилом и молотком. Полученный в результате основной узор в металле уникален для нескольких классов черных металлов.
Прерыватель — Высокопроизводительный источник питания плазменной дуги, использующий методы полупроводниковой коммутации.
Покрытие — Вариант наплавки, при котором наносится наплавочный материал или наносится поверхностный материал, как правило, для улучшения коррозионной или термостойкости.
Чистая лужа — Лужа не заполнена шлаком или неустойчивой дугой.
Концентричность покрытия — Относится к одинаковой толщине покрытия на сердечнике / стержне.
Коэффициент трения — Значение, используемое в инженерных расчетах, которое является показателем способности одного материала скользить по другому. Низкий коэффициент трения указывает на низкий уровень износа между поверхностями скольжения.
Холодное волочение — Уменьшение поперечного сечения металла путем протягивания его через матрицу при температуре ниже температуры перекристаллизации.
Холодная прокатка — Уменьшение поперечного сечения металла с помощью прокатного стана, когда металл холодный или ниже его температуры перекристаллизации.
Холодная обработка — Неустранимая деформация или кристаллическое искажение металла при температуре ниже самой низкой температуры перекристаллизации, приводящая к деформационному упрочнению.
Полная сварка — Плавка по всем поверхностям сварки и между всеми прилегающими сварными швами.
Полное проникновение в стык — Состояние корня стыка в сварном шве с разделкой кромок, в котором металл сварного шва выходит на всю толщину стыка.
Полный шов с проникновением в стык — Сварной шов с разделкой кромок, при котором металл шва выходит на всю толщину стыка.
Композитный электрод — Электрод из присадочного металла, используемый при дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, которые защищают расплавленный металл от атмосферы, улучшают свойства металла сварного шва или стабилизируют дугу.
Прочность на сжатие — Сопротивление материала силе, которая имеет тенденцию деформировать или разрушать его в результате раздавливания
Проводник — Материал, который имеет относительно большое количество слабо связанных электронов, которые могут свободно перемещаться при приложении напряжения (электрического давления).Металлы — хорошие проводники.
Постоянный ток — (Применимо к сварочным машинам.) Источник сварочного тока, который вызывает относительно небольшое изменение силы тока, несмотря на изменения напряжения, вызванные изменяющейся длиной дуги. Используется в основном для сварки покрытыми электродами.
Источник постоянного тока — Источник питания для дуговой сварки с вольт-амперным соотношением, обеспечивающий небольшое изменение сварочного тока при большом изменении напряжения дуги.
Постоянное напряжение — (Применимо к сварочным аппаратам) Источник сварочного тока, который вызывает относительно небольшое изменение напряжения при значительном изменении силы тока.Используется в основном для сварки сплошными электродами или электродами с флюсовой сердцевиной.
Источник питания постоянного напряжения — Источник питания для дуговой сварки с вольт-амперной зависимостью, обеспечивающий большое изменение сварочного тока при небольшом изменении напряжения дуги.
Суженная дуга — Столб плазменной дуги, формируемый суживающим отверстием в сопле плазменной дуги или пистолета для плазменного напыления.
Расходные материалы — Детали резака, подвергшиеся эрозии или иным образом изношенные во время обычных операций резки или строжки, например электроды, сопла, экраны, крышки и завихрители.
Контактный наконечник — Деталь сварочного пистолета для газовой сварки металлическим электродом или сварочного пистолета с флюсовой сердцевиной, который передает сварочный ток на сварочную проволоку непосредственно перед тем, как проволока входит в дугу.
Контактная трубка — Устройство, передающее ток на непрерывный электрод.
Смещение контактной трубки — Расстояние от контактной трубки до конца газового сопла.
Выпуклый угловой сварной шов — Угловой сварной шов с выпуклой поверхностью.
Выпуклость — Максимальное расстояние от поверхности выпуклого углового шва перпендикулярно линии, соединяющей пальцы шва.
Покрытый электрод — Электрод из композитного присадочного металла, состоящий из сердечника неизолированного электрода или электрода с металлическим сердечником, на который нанесено покрытие, достаточное для образования слоя шлака на металле шва. Покрытие может содержать материалы, обеспечивающие такие функции, как защита от атмосферы, деокисление и стабилизация дуги, и может служить источником металлических добавок к сварному шву.
Трещина — Разрыв типа трещины, характеризующийся острой вершиной и большим отношением длины и ширины к открытому смещению.
Кратер — Углубление на поверхности сварного шва в конце валика сварного шва.
Ползучесть — Медленная деформация (например, удлинение) металла при длительном напряжении. Не следует путать с деформацией, которая возникает сразу после приложения напряжения.
Критическая скорость охлаждения — Скорость охлаждения, достаточная для превращения аустенита в 100% мартенсит.
Криогенные температуры — Чрезвычайно низкие температуры, обычно связанные со сжиженными газами, в диапазоне от -100 ° F до -400 ° F.
Ток (сварка) — Количество электрического заряда, протекающего через заданную точку цепи в единицу времени. Ток является основным параметром для сварки и должен выбираться в соответствии с толщиной листа и скоростью сварки с учетом качества сварки. Сварочный ток влияет на скорость проплавления и наплавки. Высокий ток приводит к более высокому и узкому сварному шву с большей глубиной проплавления.Слишком высокий сварочный ток может привести к поднутрениям, неравномерной выпуклости сварного шва, прожогу, термическому растрескиванию, несоответствующему углу слияния с материалом корпуса и подрезанию.
Плотность тока — мера степени сжатия дуги, достигаемой с помощью плазменной горелки. Амперы на квадратный дюйм площади поперечного сечения электрода. Высокая плотность тока приводит к высокой скорости оплавления электрода и образованию концентрированной дуги с глубоким проникновением.
Угол среза — Угол, образованный между поверхностью среза и теоретической плоскостью, перпендикулярной поверхности листа.Плазменная резка, как правило, удаляет больше металла сверху, чем снизу, создавая угол среза. (Также называется углом скоса).
Режущий газ — Газ, направляемый в резак для окружения электрода, который ионизируется дугой с образованием плазмы и выходит из сопла резака в виде плазменной струи. (Также называется плазменным газом или газом с отверстиями).
Конструкция цилиндрической форсунки — Простая цилиндрическая измерительная диафрагма. Они работают под давлением 25-60 фунтов на кв. Дюйм в зависимости от производителя.
DCEN — Расположение выводов для дуговой сварки на постоянном токе, в которых электрод является отрицательным полюсом, а деталь — положительным полюсом сварочной дуги.
DCEP — Расположение выводов для дуговой сварки на постоянном токе, в которых электрод является положительным полюсом, а деталь — отрицательным полюсом сварочной дуги.
Дефект — Непрерывность или неоднородности, которые по своей природе или накопленные (например, общая длина трещины) приводят к тому, что деталь или продукт не могут соответствовать минимальным применимым стандартам приемки или спецификациям.Термин обозначает отклоняемость.
Раскислители — Элементы, такие как марганец, кремний, алюминий, титан и цирконий, используемые в сварочных электродах и проволоке для предотвращения образования кислородом вредных оксидов и пористости в металле сварного шва.
Наплавленный металл — Присадочный металл, добавленный во время сварки, пайки или пайки.
Эффективность наплавки — Отношение используемого электрода к количеству наплавленного металла шва, выраженное в процентах, т.е.е .; DE = Вес сварочного металла ÷ Вес используемого электрода
Скорость наплавки — Вес наплавленного металла шва по сравнению со временем сварки. Обычно выражается в фунтах в час.
Глубина скоса — Расстояние по перпендикуляру от поверхности основного металла до кромки корня или начала поверхности корня.
Глубина плавления — Расстояние, на которое сплав распространяется в основной металл или предыдущий валик от поверхности, расплавленной во время сварки.
Копание — Относится к характеристикам дуги, которые обычно наблюдаются у электрода 6010. Дуга «копания» — это дуга, при которой вы можете увидеть проникновение основного металла в дугу.
Разбавление — Изменение химического состава сварочного присадочного металла, вызванное примесью основного металла или металла предыдущего шва в сварном шве. Он измеряется процентным содержанием основного металла или металла предыдущего шва в сварном шве.
Постоянный ток — Электрический ток, протекающий в проводнике только в одном направлении.Направление тока зависит от электрических подключений к батарее или другому источнику постоянного тока. Клеммы на всех устройствах постоянного тока обычно отмечены (+) или (-). Переключение проводов изменит направление тока на противоположное.
Discontinuity — Нарушение типичной структуры материала, например отсутствие однородности его механических, металлургических или физических характеристик. Нарушение непрерывности не обязательно является дефектом.
Деформация — При всех методах сварки плавлением сварной шов создается путем перемещения ванны расплава вдоль сварного шва.Когда нагретый металл охлаждается, усадка вызывает искажение (или изменение формы) сварной конструкции.
Divergency — Коническая часть кислородного канала непосредственно за горловиной в конструкциях сопел высокого давления (высокой скорости). Дивергенция позволяет высокому давлению стать близким к атмосферному до того, как оно покинет сопло. Это увеличивает скорость потока и улучшает качество резки за счет сохранения однородности потока. Повышенная скорость приводит к увеличению скорости резания на 10–15%.
Двойная дуга — Состояние, при котором сварочная или режущая дуга плазменной горелки не проходит через сужающее отверстие, а переносится на внутреннюю поверхность сопла. Между внешней поверхностью сопла и заготовкой одновременно возникает вторичная дуга.
Скоростной спуск — Сварка с опусканием вниз.
Drag — Расстояние смещения между точками входа и выхода газового потока на разрезаемой пластине, измеренное на кромке разреза.Сопротивление будет увеличиваться и уменьшаться в зависимости от различных условий, таких как скорость, давление кислорода, толщина пластины, чистота кислорода и т. Д.
Drag Angle — Угол между осевой линией падающей струи и направлением, перпендикулярным поверхности пластины.
Окалина — Повторно затвердевший расплавленный металл и оксиды, приставшие к верхней или нижней кромке во время термической резки.
Пластичность — Способность материала постоянно деформироваться без разрушения.
Рабочий цикл — Спецификация источника питания, описывающая процент времени, в течение которого система может работать при заданном уровне тока. Основан на 10-минутном цикле.
Подготовка кромок — Подготовка кромок соединительных элементов путем резки, очистки, нанесения покрытия или других средств.
Эффективное горло — Минимальное расстояние за вычетом любой выпуклости между корнем сварного шва и лицевой стороной углового шва.
Предел упругости — Максимальное напряжение, которому может быть подвергнут материал без остаточной деформации или разрушения в результате разрушения.
Эластичность — Способность материала возвращаться к исходной форме и размерам после снятия деформирующей нагрузки.
Электрический вылет — В любом процессе сварки с использованием сплошной проволоки или порошковой проволоки электрический вылет — это расстояние от контактного наконечника до нерасплавленного конца электрода. Иногда это называется «количество провода в сопротивлении». Это расстояние влияет на скорость плавления, проплавление и форму сварного шва.
Электрод — Деталь плазменной горелки, из которой излучается ток дуги.
Электродное покрытие — Смесь химикатов, минералов и металлических сплавов, нанесенная на сердечник проволоки. Покрытие регулирует сварочный ток, положение сварки и обеспечивает защитную атмосферу, раскислители для очистки металла шва и сварочный шлак, который поглощает примеси из металла шва. Он также помогает формировать сварной шов и становится изолирующим слоем поверх сварного шва.
Проволока с сердечником электрода — Стальная проволока, на которую наносится покрытие.Размер электрода определяется диаметром сердечника проволоки.
Удлинитель электрода — Длина электрода, выходящая за конец контактной трубки.
Держатель электрода — Устройство, используемое для механического удержания и подачи тока на электрод во время сварки или резки.
Электрон — Отрицательно заряженные частицы, вращающиеся вокруг положительно заряженного ядра атома.
Элемент — Вещество, которое не может быть разделено на два других вещества.Все на Земле представляет собой комбинацию таких элементов, которых всего 103.
Удлинение — Постоянное упругое удлинение, которому металл подвергается при испытании на растяжение; величина удлинения обычно указывается в процентах от исходной расчетной длины.
Предел выносливости — Максимальное напряжение, которое материал будет выдерживать неопределенно долго в условиях переменных и повторяющихся нагрузок.
Erratic — Когда характеристики дуги или перегорания не ровные и с ними трудно справиться.Не могу контролировать, куда идет лужа.
Эвтектический сплав — Сплав состава, который затвердевает при более низкой температуре, чем отдельные элементы сплава, и замерзает или затвердевает при постоянной температуре с образованием тонкой смеси кристаллов, состоящих из двух или более фаз.
Экструзия — Пропускание пластикового металла через матрицу для получения новой формы.
Лицевая — Часть сварного шва между «пальцами».
Face Bend Test — Тест, в котором поверхность сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Лицевая арматура — Усиление сварного шва на стороне стыка, с которой производилась сварка.
Усталостное разрушение — Растрескивание, разрыв или другое разрушение материала в результате повторяющихся или переменных нагрузок ниже предела прочности материала на растяжение.
Предел усталости — Максимальное напряжение, которое материал будет выдерживать неопределенно долго в условиях переменных и повторяющихся нагрузок
Усталостная прочность — Устойчивость материала к повторяющимся или переменным нагрузкам без разрушения.
Феррит — Нормальная кристаллическая структура низкоуглеродистой стали при комнатной температуре.
Феррит в аустенитной нержавеющей стали — Магнитная мелкодисперсная кристаллическая структура в аустенитных сталях, из-за которой зерна аустенита уменьшаются в размерах и становятся устойчивыми к растрескиванию.
Число феррита — Число феррита (FN) — это текущие принятые в отрасли цифры для определения содержания феррита в металле сварного шва из аустенитной нержавеющей стали, утвержденные Советом по исследованиям в области сварки (WRC), Американским обществом сварки (AWS) и другими организациями.Принятый в 1970-х годах, «ферритовое число» не следует путать с «процентным ферритовым числом» , которое все еще используется в некоторых случаях.
Железо — Содержит железо. Пример: углеродистая сталь, низколегированные стали, нержавеющая сталь.
Присадочный металл — Металл или сплав, добавляемый при сварке, пайке или пайке.
Присадочная проволока — Присадочный металл поставляется в виде проволоки на катушках или катушках. Материал и диаметр проволоки зависят от области применения сварки.
Угловой шов — Сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу внахлест, Т-образное соединение или угловое соединение.
Опора углового сварного шва — Расстояние от основания стыка до носка углового сварного шва.
Размер углового сварного шва — Для угловых сварных швов с равными участками — длины участков наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в поперечное сечение углового сварного шва. Для угловых сварных швов с неравными полками — длины плеч наибольшего прямоугольного треугольника, которые могут быть вписаны в поперечное сечение углового шва.
Пламенное напыление (FLSP) — Процесс термического напыления, при котором пламя кислородно-топливного газа является источником тепла для плавления материала покрытия. Сжатый газ можно использовать или не использовать для распыления и продвижения материала покрытия к подложке.
Flashback — Когда газы «вспыхивают», пламя возвращается извне (от) используемого наконечника в корпус горелки. Это пламя достигнет точки смешивания газов. Пламя будет продолжать гореть в этой точке смешения, пока топливо и кислород присутствуют и могут течь.Практически все факелы в режиме ретроспективного кадра будут «свистеть, выть, визжать» и т. Д. Если оператор НИЧЕГО не сделает, факел начнет разрушаться в считанные секунды, и пламя прожигает факел в каком-то слабом месте. Кроме того, если этот параметр не установлен, пламя может продолжать мигрировать вверх по потоку в поисках топлива / кислорода для продолжения горения. В конечном итоге этот «фронт пламени» может закончиться у самого источника газа, уничтожая части и детали по пути. Даже если топливный газ отключен, а кислород все еще течет, «внутренности» горелки могут продолжать гореть.
Плоское положение сварки — Положение сварки, используемое для сварки с верхней стороны соединения в точке, где ось сварного шва приблизительно горизонтальна, а поверхность сварного шва лежит приблизительно в горизонтальной плоскости.
Флюс — При дуговой сварке флюсы представляют собой составы, которые под воздействием дуги действуют как чистящее средство, растворяя оксиды, выделяя захваченные газы и шлак и обычно очищая металл шва, всплывая примеси на поверхность, где они затвердевают. в шлаковой оболочке.Флюс также уменьшает разбрызгивание и способствует формированию сварного шва. Флюс может быть покрытием на электроде, внутри электрода, как при сварке с флюсовой сердцевиной, или в гранулированной форме, как используется при дуговой сварке под флюсом.
Порошковые электроды — Композитный трубчатый электрод с присадочным металлом, состоящий из металлической оболочки и сердечника из различных порошкообразных материалов, образующих обширное покрытие шлака на поверхности сварного шва. Может потребоваться внешнее экранирование.
Пустоты флюса — Сечение порошкового электрода, не содержащего флюса.Пустоты могут вызвать серьезные проблемы, особенно в низколегированных типах.
Поковка — Деформация в новую форму под действием силы сжатия.
Прямая сварка — Метод сварки, при котором сварочная горелка или пламя пистолета направляются в сторону от готового сварного шва
Сварка трением с перемешиванием — Процесс, в котором металлы свариваются друг с другом за счет трения, создаваемого вращающимся инструментом, который размягчается, но не плавит металл. На самом деле никакой металл не режется.
Топливная эффективность — Коэффициент, относящийся к объему топлива в куб. футов, необходимых для эффективного дублирования ацетилена, который обозначен как 1,0 куб. футов
Полный отжиг — Нагрев сталей или сплавов железа до температуры выше их критического диапазона, выдержка при температуре отжига до тех пор, пока они не превратятся в однородную аустенитную структуру, с последующим охлаждением с заданной скоростью, в зависимости от типа сплава и структуры требуется; в целом скорость охлаждения относительно низкая.
Дым — Переносимые по воздуху твердые частицы, образующиеся в процессе сварки или резки. Частицы дыма обычно имеют субмикронный размер и поэтому имеют тенденцию оставаться в воздухе и уноситься с воздушными потоками.
Плавленые флюсы — Плавленые флюсы — это расплавленные ингредиенты, которые были охлаждены и измельчены до определенного размера частиц. Преимущество флюса этого типа заключается в низком поглощении влаги и улучшенных возможностях вторичной переработки.
Fusion — Сплавление присадочного металла и основного металла или только основного металла для получения сварного шва.
Зона плавления —
Площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
Задиры — Состояние между трущимися поверхностями, когда высокие точки или выступы на поверхности привариваются к сопрягаемой поверхности при сварке трением, что приводит к растрескиванию и дальнейшему износу.
Ионы газа — Атомы защитного газа, которые в присутствии электрического тока теряют один или несколько электронов и, следовательно, несут положительный электрический заряд.Они обеспечивают более токопроводящий путь для дуги между электродом и заготовкой.
Газовое сопло — Устройство на выходном конце горелки или пистолета, которое направляет защитный газ.
Газовая дуговая сварка металла (GMAW) — Процесс дуговой сварки, при котором коалесценция достигается путем нагрева дугой между сплошным присадочным металлом (плавящимся электродом) и изделием. Защита полностью обеспечивается за счет поступающего извне газа или газовой смеси.Некоторые методы этого процесса называются сваркой MIG (металл в инертном газе) или CO2. Сварка MIG требует использования инертного защитного газа.
Регулятор газа — Устройство для управления подачей газа при некотором, по существу, постоянном давлении.
Газовая дуговая сварка вольфрамовым электродом (GTAW) — Процесс дуговой сварки, при котором коалесценция достигается за счет нагрева дугой между одиночным вольфрамовым (неплавящимся) электродом и изделием. Защита достигается от газа или газовой смеси.Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (Этот процесс часто называют сваркой TIG.)
Globular — Относится к переносу дуги, когда вы видите, как глобулы сгорают и падают в лужу, а не «гладкая дуга».
Globular Transfer — Режим переноса металла по дуге, при котором на кончике электрода образуется расплавленный шар, размер которого превышает диаметр электрода. При отсоединении он принимает неправильную форму и падает в сторону сварочной ванны, иногда замыкаясь между электродами, и работает с неравномерными интервалами.Возникает при использовании защитных газов, не содержащих не менее 80% аргона, и при средних значениях силы тока
Серый чугун — Чугун с 2-4% углерода, в котором углерод в основном находится в форме графита. Угол канавки — общий угол наклона канавки между деталями.
Hadfield Steel — Название, которое иногда используется для аустенитной марганцевой стали, по имени ее изобретателя.
Гафний — Металл, наиболее часто используемый в качестве электродного эмиттера для воздуха или кислородно-плазменных газов.
Закаливаемая сталь — Сплав железа, который при быстром охлаждении подвержен закалке.
Закалка — Операция закалки сталей из аустенитного температурного диапазона с образованием мартенсита или твердой структуры.
Harsh — Обозначает сварочную дугу шумной, неравномерной или неравномерной.
Зона теплового воздействия — Область основного металла, которая не расплавилась в процессе сварки, но претерпела изменение микроструктуры в результате нагрева, наведенного в эту область.Если быстро охладить ЗТВ в закаливаемых сталях, зона становится чрезмерно хрупкой.
Теплозащитный экран — Устройство, которое находится на самой передней части механизированной горелки. Его цель — обеспечить электрическую изоляцию от сопла во время операций прошивки и резки. Кроме того, он обеспечивает путь, по которому защитный газ сталкивается с дугой на выходном отверстии теплозащитного экрана.
Термическая обработка — Любая операция, связанная с нагревом и охлаждением металлов или сплавов.
Зона теплового воздействия — Часть основного металла, прилегающая к сварному шву, структура или свойства которой были изменены теплом сварки.
Спираль электродов для непрерывной сварки — Тенденция длины электрода к образованию спирали при свободном лежании на гладкой поверхности.
Гц — Гц (Гц) — это символ, который заменил термин «циклы в секунду». Сегодня, вместо того, чтобы говорить 60 циклов в секунду или просто 60 циклов, мы говорим 60 Гц или 60 Гц.
Высоколегированные стали — Стали с содержанием сплава более 10%. Нержавеющая сталь считается высоколегированной, поскольку она содержит более 10% хрома.
Высокоуглеродистая сталь — Сталь с содержанием углерода обычно ниже 1,3%, но может находиться в диапазоне 1,0–2,0%.
High Frequency — (применительно к газо-вольфрамовой дуговой сварке) Переменный ток, состоящий из более чем 50 000 циклов в секунду при высоком напряжении и малом токе, который накладывается на сварочную цепь в источниках питания GTAW.Он ионизирует путь для запуска дуги без прикосновения и стабилизирует дугу при сварке на переменном токе.
Высокочастотный разряд — На плазменную горелку подается энергия высокого напряжения, которая разрушает воздушный зазор между соплом и электродом, чтобы инициировать поток плазмы.
Конструкция высокоскоростной форсунки — Работает в диапазоне 60–110 фунтов на кв. Дюйм в зависимости от марки. Использует высокое давление и диверсификацию для увеличения скорости резания на 10-15%.
Сталь с высоким содержанием серы — Сталь с содержанием серы от 0.12-0,33%, а затем проявляет способность свободно резать. Сделано для винтовых станков
Быстрорежущая сталь — Специальная легированная сталь, используемая для высокоскоростных режущих и токарных инструментов, в качестве бит токарных станков; Назван так потому, что любые инструменты, сделанные из него, способны удалять металл намного быстрее, чем инструменты из обычной стали.
Высокопрочный чугун — Серый чугун с пределом прочности на разрыв более 30 000 фунтов на квадратный дюйм (206 900 кН / м²).
Горизонтальное положение сварки — Положение сварки, при котором поверхность шва находится примерно в вертикальной плоскости, а ось шва в точке сварки примерно горизонтальна.
Горячая трещина — Также известна как «автоматическая трещина», возникающая в результате концентрации напряжений в относительно тонком металле шва, который замерзает в последнюю очередь. И корневые, и кратерные трещины являются формами горячего растрескивания.
Горячая закалка — Охлаждение нагретых металлов или сплавов в ванне с расплавленным металлом или солью вместо использования охлаждающей жидкости в воде или масле.
Hot Short — Металл, который является хрупким и непригодным для обработки при температуре выше комнатной. Сера в стали вызывает состояние горячего короткого замыкания.
Включение — Захваченный посторонний твердый материал, такой как шлак, флюс, вольфрам или оксид.
Испытание на удар — Измерение количества энергии, необходимой для разрушения металлов при внезапных или ударных нагрузках.
Неполное сплавление — Нарушение сплошности сварного шва, при котором не происходило плавление металла сварного шва и поверхностей сплавления или прилегающих сварных швов.
Неполное проникновение в стык — Состояние корня стыка в сварном шве с разделкой кромок, при котором металл сварного шва не выходит на толщину стыка.
Индуцированный ток или индукция — Явление протекания электрического тока через проводник, когда этот проводник подвергается воздействию переменного магнитного поля.
Индуктивность — (применительно к дуговой сварке с коротким замыканием) Функция в источниках сварочного тока, предназначенная для сварки с коротким замыканием, для замедления скорости нарастания тока каждый раз, когда электрод касается сварочной ванны.
Инертный газ — Газ, например гелий или аргон, который химически не соединяется с другими элементами.Такой газ служит эффективной защитой сварочной дуги и защищает расплавленный металл шва от загрязнения из атмосферы до тех пор, пока он не замерзнет.
Слиток — Разливка стали (массой до 200 тонн), сформированной на мельнице из расплава руды, лома известняка, кокса и др.
Изолятор — Материал с прочной электронной связью, то есть относительно небольшим количеством электронов, которые будут двигаться при приложении напряжения (электрического давления). Дерево, стекло, керамика и большинство пластиков — хорошие изоляторы.
Температура между проходами — При выполнении многопроходных сварных швов самая низкая температура наплавленного металла шва в момент начала следующего прохода.
Инверторный источник питания — Высокопроизводительный плазменный источник питания, в котором используются преимущества передовой силовой полупроводниковой схемы для уменьшения размера и веса трансформатора и, следовательно, общего размера источника питания.
Геометрия / конструкция стыка — Форма и размеры стыка в поперечном сечении до сварки.
Проникновение в стык — Расстояние, на которое металл шва простирается от поверхности сварного шва до стыка, без учета усиления сварного шва.
Корень шва — Та часть свариваемого шва, где элементы подходят друг к другу, закрывается. В поперечном сечении корень сустава может быть точкой, линией или областью.
Тип соединения — Классификация сварного соединения на основе пяти основных конфигураций соединения, таких как стыковое соединение, угловое соединение, краевое соединение, соединение внахлест и тройник
Пропил — Отверстие в пластине, через которое материал удаляется во время любого вида резки.
Убитая сталь — Сталь, которая была достаточно раскислена во время цикла плавления, чтобы предотвратить выделение газов во время периода затвердевания.
Киловатт — 1000 Вт
Отсутствие слияния — Нестандартный термин для обозначения неполного слияния.
Отсутствие проплавления — Нестандартный термин для неполного проплавления.
Соединение внахлест — Соединение между двумя перекрывающимися элементами в параллельных плоскостях.
Плоская намотка — Намотанный или свернутый в спираль наполнитель, намотанный отдельными слоями таким образом, что соседние витки соприкасаются.
Линейный разрыв — Разрыв, длина которого существенно превышает его ширину.
Linear Indication — Результат теста, в котором неоднородность в тестируемом материале отображается в виде линейного или выровненного массива.
Местный предварительный нагрев — Определенная часть конструкции
Испытание на продольный изгиб — Испытание, при котором образец изгибается до заданного радиуса изгиба
Продольная трещина — Трещина, большая ось которой ориентирована приблизительно параллельно оси сварного шва
Низколегированные стали — Стали, содержащие небольшое количество легирующих элементов (обычно от 1½% до 5% общего содержания сплава), что значительно улучшает их свойства.
Низкоуглеродистые электроды — Металлический электрод без присадки, используемый при дуговой сварке и резке, состоящий из углеродного или графитового стержня, который может быть покрыт медью или другими материалами.
Электроды с низким содержанием водорода — Электроды-палочки с очень низким содержанием водорода в покрывающих компонентах. Низкий уровень водорода достигается в первую очередь за счет минимального содержания влаги в покрытии.
Тест на макроизведение — Тест, в котором образец готовится с чистовой отделкой, протравливается и исследуется при малом увеличении.
Ковкость — Операция отжига, используемая в связи с заменой белого чугуна на ковкий чугун.
Ручная дуговая сварка — Сварка покрытым электродом, при котором рука оператора регулирует скорость движения и скорость подачи электрода в дугу.
Мартенсит — Структура, возникающая в результате превращения аустенита при температуре значительно ниже обычного диапазона, достигаемой быстрым охлаждением. Он состоит из сверхтвердых игольчатых кристаллов, которые представляют собой пересыщенный твердый раствор углерода в железе.
Матрица — Основной, физически непрерывный металлический компонент, в который встроены кристаллы или свободные атомы других компонентов. Он служит связующим, скрепляя всю массу.
Механизированная сварка — Относится к управлению процессом с помощью оборудования, которое требует ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за процессом, с горелкой, горелкой, узлом направляющей для проволоки или держателем электродов, удерживаемыми механическим устройством .
Сквозной расплав — Видимое усиление корня, полученное в стыке, приваренном с одной стороны.
Сварка металлов в активном газе (MAG) — Аналогично сварке в среде инертного газа (MIG).
Металлургически подобные стали — Несколько стальных составов, которые имеют по существу одинаковую кристаллическую структуру, например аустенит или феррит.
Металлургия — Наука и технология извлечения металлов из руд, их очистки и подготовки к использованию.
Микроструктура — Структура, видимая только при большом увеличении с помощью микроскопа после подготовки, такой как полировка или травление.
Сварка в среде инертного газа (MIG) — Процесс дуговой сварки, в котором слияние происходит путем нагревания дугой между сплошным присадочным металлическим (расходуемым) электродом и изделием. Защита полностью обеспечивается за счет поступающего извне газа или газовой смеси. Сварка MIG требует использования инертного защитного газа.
Мягкая сталь — Сплав, состоящий в основном из железа с низким содержанием легирующих элементов, таких как углерод и марганец.
Прокатная окалина — Покрытие из оксида железа (FeO), обычно встречающееся на поверхности горячекатаной стали.
MMA (ручная металлическая дуговая сварка) — Процесс дуговой сварки, при котором коалесценция достигается путем нагрева дугой между покрытым металлическим (стержневым) электродом и изделием. Экранирование достигается разложением электродного покрытия.Давление не используется, и присадочный металл получают из электрода.
Пятнистый чугун — Чугун со структурой, состоящей из смеси свободного цементита, свободного графита и перлита.
Neutral Flame — Пламя кислородно-топливного газа, не обладающее ни окислительными, ни восстанавливающими характеристиками.
Нейтральные потоки — Нейтральные потоки мало изменяют механические свойства при регулировке напряжения. Лучше всего использовать при сварке листов толщиной один дюйм и более.
Неразрушающий контроль (NDE) — Действие по определению пригодности какого-либо материала или компонента для использования по назначению с использованием методов, не влияющих на его эксплуатационную пригодность
Цветные металлы — Не содержит железа. Пример: алюминий, медь, медные сплавы.
Дуга без переноса — Дуга, возникающая между электродом и сужающим соплом плазменной дуги. Заготовка отсутствует в электрической цепи.
Сопло — «Расходуемая» часть резака, содержащая отверстие или диафрагму, через которую проходит дуга.
Диаметр сопла — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром отверстия).
Смещение центра — Относится к тому, что покрытие является эксцентричным и более толстым на одной стороне электрода, чем на противоположной стороне. Также называется «гвоздем», что не всегда происходит из-за эксцентриситета покрытия.Также может быть результатом формулировки.
Ом — Единица электрического сопротивления току.
Напряжение разомкнутой цепи — Напряжение на электроде за короткий промежуток времени до зажигания резака и всякий раз, когда дуга гаснет при активном источнике питания.
Диаметр отверстия — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром сопла).
Диафрагменный газ — Газ, направляемый в горелку для окружения электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи.(Также называется плазменным газом или режущим газом).
Сварные швы вне положения — Сварные швы, выполненные в положениях, отличных от плоских или горизонтальных угловых швов.
Перекрытие — Выступ металла сварного шва за выступ или основание сварного шва.
Соотношение кислород / топливо — Отношение куб. футов кислорода в куб. футов топливной газовой смеси, необходимой для достижения максимальной температуры пламени. Это соотношение зависит от характеристик топлива.
Oxygen Bore — Отверстие в режущем сопле, через которое кислород направляется на пластину для резки.Он контролирует количество кислорода, потребляемого во время резки.
Кислородный фактор — Топливная эффективность, умноженная на соотношение кислород / топливо для данного топлива, чтобы определить количество кислорода, необходимое для дублирования производительности ацетилена. Кислородный фактор ацетилена — 1,5.
Перлит — Эвтектоидный сплав железа и 85% углерода, состоящий из слоев или пластин феррита и цементита.
Peening — Механическая обработка металла ударами молотка для снятия напряжений и уменьшения деформации.Упрочнение рекомендуется для более толстых сечений (более 1 или 2 дюймов) некоторых сплавов на каждом последующем проходе. Опыт показал, что упрочнение помогает уменьшить растрескивание. Упрочнение может снизить пластичность и ударные свойства; однако следующий проход аннулирует это условие. По этой причине не следует гладить последние поверхностные слои.
Пенетрация — (1) Глубина под поверхностью основного металла, до которой тепла при сварке достаточно, чтобы металл расплавился и стал жидким или полужидким.Также называется глубиной плавления. (2) Способность дуги или электрода проникать в основание канавки между двумя свариваемыми элементами.
Phase Transformation — Изменения кристаллической структуры металлов, вызванные температурой и временем.
Пробивка — Метод запуска плазменной резки, при котором дуга проникает в заготовку и проходит сквозь нее перед началом резки.
Чугун — Изделие доменной печи отлито в блоки, удобные для обращения или хранения; железный сплав, извлеченный из руды.Хрупкий материал с высоким содержанием углерода (5%).
Pilot Arc — Слаботочная дуга между электродом и сужающим соплом плазменной дуги для ионизации газа и облегчения зажигания дуги сварки / резки.
Pilot Hole — Пробивное отверстие, на (около) краю пластины, от которого начинается плазменная резка.
Плазма — Газ, нагретый дугой до по крайней мере частично ионизированного состояния, что позволяет ему проводить электрический ток.
Плазменно-дуговая резка (PAC) — Процесс дуговой резки, в котором используется суженная дуга и удаляется расплавленный металл в высокоскоростной струе ионизированного газа, выходящей из сужающего отверстия. Плазменная дуговая резка — это процесс с использованием отрицательного электрода постоянного тока (DCEN).
Плазменный газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется газом для сопла или режущим газом).
Плазменно-дуговая строжка — Строжка с использованием плазменной дуги для удаления металла. Электрическая дуга, содержащаяся внутри газовой защиты, проходит через сужающееся отверстие для создания чрезвычайно высоких температур и высокоскоростного потока ионизированного газа. Этот поток быстро расплавляет металл, на котором он сосредоточен, а затем выдувает расплавленный материал.
Пластичность — Способность металлического состояния претерпевать остаточную деформацию без разрушения.
Плунжер — Устанавливается за съемным сиденьем в головке плазменной горелки для включения предохранительной блокировки.
Пористость — Разрозненное присутствие газовых карманов или включений в металлическом твердом теле.
Термическая обработка шва после сварки — Повторный нагрев сварного изделия до 1100–1350 ° F после сварки и выдержка при этой температуре в течение определенного времени. Термическая обработка позволяет уйти дополнительному водороду, снижает остаточные напряжения, возникающие при сварке, и восстанавливает ударную вязкость в зоне термического влияния.
Последующий нагрев — Тепло, прикладываемое к основному металлу после сварки или резки с целью отпуска, снятия напряжений или отжига.
Источник питания — Устройство для подачи тока и напряжения, подходящее для сварки, резки и т. Д.
Preheat — Нагрев свариваемых частей конструкции перед началом сварки для минимизации теплового удара и снижения скорости охлаждения.
Температура предварительного нагрева — Температура, до которой многие низколегированные стали должны быть нагреты перед сваркой. Предварительный нагрев замедляет скорость охлаждения, давая водороду больше времени для выхода, что сводит к минимуму растрескивание под валиком.Температура предварительного нагрева может варьироваться от 10 ° F до 500 ° F для ½-дюймовых секций до 300 ° F до 600 ° F для тяжелых секций, в зависимости от сплава.
Предварительный нагрев — Нагрев основного металла перед сваркой или резкой с целью минимизации теплового удара и снижения скорости охлаждения.
Процедура — Подробные элементы процесса или метода, используемые для получения определенного результата.
Протон — Положительно заряженные частицы, входящие в состав ядер атомов.
Импульсная сварка MIG — Процесс используется в основном для сварки алюминия и нержавеющей стали. Метод управления переносом капель импульсами тока от источника питания позволяет расширить диапазон распыления вниз. Этот процесс обеспечивает стабильную дугу без брызг.
Импульсная силовая сварка — Вариант процесса дуговой сварки, при котором мощность циклически программируется на импульс, чтобы можно было использовать эффективные, но кратковременные значения мощности.Такие кратковременные значения существенно отличаются от среднего значения мощности. Эквивалентные термины — сварка импульсным напряжением или импульсным током.
Pulse Transfer — Режим переноса металла между распылением и коротким замыканием. В конкретный источник питания встроены два выходных уровня: устойчивый фоновый уровень и высокий выходной (пиковый) уровень. Последний позволяет перенос металла по дуге. Этот пиковый выход регулируется между высокими и низкими значениями до нескольких сотен циклов в секунду.В результате такой пиковой мощности возникает струйная дуга ниже типичного переходного тока.
Push Angle — Угол перемещения, когда электрод направлен в направлении движения сварного шва. Этот угол также можно использовать для частичного определения положения пистолетов, горелок, стержней и лучей.
Закалка / закалка — Процесс закалки быстро остывающих металлов или сплавов, таких как сталь, в процессе закалки, например закалка на воздухе, закалка в масле, закалка в воде и т. Д.
Радиальная трещина — Трещина, возникающая в зоне плавления и распространяющаяся в основной металл, обычно под прямым углом к линии плавления. Этот тип трещины возникает из-за высоких напряжений, возникающих при охлаждении жесткой конструкции.
Радиографическое качество — Прочность сварного шва без внутренних или внутренних трещин, пустот или включений при проверке рентгеновскими или гамма-методами.
Выпрямитель — Электрическое устройство, используемое для преобразования переменного тока в постоянный.
Испытание на растяжение уменьшенного сечения — Испытание, в котором поперечный срез сварного шва располагается в центре уменьшенного сечения образца.
Остаточные напряжения — Внутренние напряжения, которые существуют в металле при комнатной температуре в результате (1) предшествующего неравномерного нагрева и расширения или (2) композитной структуры, состоящей из пластичных и хрупких компонентов.
Обратная полярность — Условия сварки, когда электрод подключен к положительной клемме, а изделие подключено к отрицательной клемме источника сварочного тока.
Корень — Самая узкая точка зазора между двумя свариваемыми элементами или точка зазора, наиболее удаленная от электрода. Обычно это одни и те же точки.
Испытание на изгиб корня шва — Испытание, при котором корень сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Корневая трещина — Трещина сварного шва, возникающая в корневом валике, который обычно меньше и с большим содержанием углерода, чем последующие валики. Трещина возникает из-за усадки металла горячего шва при его охлаждении, в результате чего корневой валик подвергается растяжению.
Корневое отверстие — Преднамеренный зазор между соединяемыми элементами для обеспечения 100% проплавления в сварных швах с канавкой.
Root Pass — Начальный валик сварного шва, нанесенный при многопроходном сварном шве, требующем высокой целостности сварного шва.
Проникновение корня — Расстояние, на которое металл сварного шва доходит до корня соединения.
Радиус паза — Нестандартный термин для обозначения радиуса канавки.
Усиление корня — Усиление сварного шва, противоположное стороне, с которой производилась сварка.
Рутил — природная форма минерального диоксида титана (TiO2).
SAE — Общество автомобильных инженеров
Источник питания SCR — Тип источника питания, который использует полупроводниковое устройство, известное как кремниевый управляемый выпрямитель в основной цепи питания.
Вторичный газ — В отличие от плазменного газа вторичный газ (также называемый защитным газом) не проходит через отверстие сопла.Он проходит вокруг сопла и образует щит вокруг дуги.
Самозатвердевающая сталь — Стали, которые становятся мартенситными или полностью твердыми в результате охлаждения на воздухе выше их критической температуры или температуры аустенитизации.
Самозащитная порошковая сварка (FCAW-S) — Вариант процесса дуговой сварки порошковой проволокой, при котором защитный газ получают исключительно из флюса внутри электрода
Полуавтоматическая сварка — Сварка непрерывной сплошной проволокой или порошковым электродом, при котором скорость подачи проволоки, расход защитного газа и напряжение задаются на оборудовании, а оператор направляет ручной сварочный пистолет вдоль стыка, чтобы быть сваренным.
Сдвиг — Сила, которая вызывает деформацию или разрушение элемента за счет скольжения одной секции по другой в плоскости или плоскостях, которые по существу параллельны направлению силы.
Дуговая сварка экранированного металла (SMAW) — Процесс дуговой сварки, при котором слияние происходит путем нагревания дугой между покрытым металлическим электродом и изделием. Экранирование достигается разложением электродного покрытия. Давление не используется, и присадочный металл получают из электрода.
Защитный газ — В отличие от плазменного газа вторичный газ (также называемый вторичным газом) не проходит через отверстие сопла. Он проходит вокруг сопла и образует щит вокруг дуги.
Газовая дуговая сварка металлическим электродом с коротким замыканием (GMAW-S) — Вариант процесса газовой дуговой сварки металлическим электродом, при котором плавящийся электрод осаждается во время повторяющихся коротких замыканий.
Short Circuiting Transfer — Режим переноса металла при газовой дуговой сварке при низком напряжении и силе тока.Перенос происходит каждый раз, когда электрод касается сварочной ванны или замыкает ее накоротко, гаснув дугу. Ток короткого замыкания заставляет электрод сужаться, плавиться, а затем цикл повторяется.
Шлак — Хрупкая масса, которая образуется над сварным швом на сварных швах, выполненных электродами с покрытием, электродами с флюсовой сердцевиной, дуговой сваркой под флюсом и другими сварочными процессами с образованием шлака. Сварные швы, выполненные с использованием газовой дуги и сварки вольфрамовым электродом, не содержат шлаков.Меньшее окисление обычно затрудняет удаление шлака. Обычно помогает снижение скорости.
Отслеживание шлака — Относится к тому, как шлак следует за лужей. Если шлак находится близко, он «забивает» лужу, затрудняя сварщику наблюдение за дугой. Если шлак следует за ним быстро, это позволяет увеличить скорость движения. «Хорошее» следование шлака — это когда лужа очищается со скоростью движения и скоростью, при которой лужа остается продолговатой.
Включения шлака — Дефект сварного шва, при котором шлак захватывается металлом шва, прежде чем он сможет всплыть на поверхность.
Контроль наклона или наклона — необходимая функция в источниках сварочного тока, используемых для дуговой сварки с коротким замыканием. Функция Slope Control снижает ток короткого замыкания каждый раз, когда электрод касается сварочной ванны.
Smooth — Перенос дуги очень стабильный.
Отслаивание — Потеря частиц или кусков с поверхности из-за растрескивания.
Spark Test — Тест, используемый для идентификации металла. Металл контактирует с высокоскоростным шлифовальным кругом с механическим приводом, который образует искры.Эти узоры уникальны для нескольких классов черных металлов.
Брызги — Усиление сварного шва на противоположной стороне, с которой выполнялась сварка.
Спирально-дуговая сварка (SAW) — процесс / процедура дуговой сварки, применяемая в трубной промышленности.
Точечная сварка — Метод контактной сварки, обычно используемый для соединения тонких листовых материалов внахлест.
Распылительная дуга — Режим переноса металла по дуге, при котором капли расплавленного металла меньше диаметра электрода и направлены в осевом направлении к сварочной ванне.Требуется установка высокого напряжения и силы тока, а также защитный газ, содержащий не менее 80% аргона.
Дуговая сварка распылением — Процесс сварки, при котором расплавленный материал переносится в виде множества мелких капель, диаметр которых меньше диаметра присадочной проволоки.
Стабилизированная нержавеющая сталь — Высокохромистая сталь, которая не теряет хром из твердого раствора в результате осаждения из-за добавления элементов, которые имеют большее притяжение к углероду, чем хром.
Расстояние зазора — Расстояние между самой внешней частью резака и рабочей поверхностью.
Направляющая зазора — Используется с плазменными резаками для волочильной резки. Он поддерживает фиксированное расстояние от наконечника резака до заготовки.
Сталь — Сплав железа с содержанием углерода до 1,4%, обычно меньше.
Прямая полярность — Условия сварки, когда электрод подключен к отрицательному выводу, а изделие подключено к положительному выводу источника сварочного тока.
Деформация — Физическое воздействие напряжения, обычно проявляющееся в результате растяжения или другой деформации материала.
Напряжение — Нагрузка или величина силы, приложенной к материалу, которая имеет тенденцию деформировать или разрушать его.
Трещина напряжения — См. «Радиальная трещина».
Снятие напряжения — Повторный нагрев сварного изделия до температуры ниже температуры превращения и выдержка в течение определенного периода времени. Часто используемые температура и время — 1150 ° F.за 1 час. на дюйм толщины. Такой повторный нагрев снимает большую часть остаточных напряжений, возникающих в сварном изделии из-за нагрева и охлаждения во время сварки.
Вылет — Длина нерасплавленного электрода, выступающего за конец газового сопла.
Стрингер-валик — Прямой сварной валик в отличие от плетеного валика. При наплавке плетеный валик дает меньшее разбавление, поскольку сварочная ванна всегда контактирует с частью валика, образовавшейся в результате предыдущего колебания, а не с основным металлом.
Заглушка — Короткая длина присадочного металлического электрода, сварочного стержня или припоя, остающаяся после его использования для сварки или пайки.
Дуговая сварка под флюсом — Процесс дуговой сварки, в котором используется дуга или дуги между неизолированным металлическим электродом или электродами и сварочной ванной. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Процесс используется без давления и с присадочным металлом из электрода, а иногда и с дополнительным источником (сварочный стержень, флюс или металлические гранулы).
Вихревой отражатель — Он служит монтажной площадкой для сопла, задает направление вихря газа через небольшие отверстия в вихревом отражателе и проводит электрический ток к заготовке.
Прихваточный шов — Сварной шов, предназначенный для удержания частей сварной конструкции в надлежащем выравнивании до тех пор, пока не будут выполнены окончательные сварные швы.
Состояние — (1) Количество углерода, присутствующего в стали: Состояние 10 составляет 1,00% углерода. (2) Степень твердости сплава после термообработки или холодной обработки через алюминиевые сплавы.Обычно это снижает твердость и прочность и увеличивает ударную вязкость стали.
Состояние электродов для непрерывной сварки — Жесткость или прочность электрода.
Предел прочности при растяжении — Сопротивление материала силе, которая действует на его разрыв.
Испытание на растяжение — Испытание, при котором образец нагружают с растяжением до тех пор, пока не произойдет разрушение.
Торированный вольфрам — Металл, используемый в качестве эмиттера электрода плазменной резки для неокисляющего плазменного газа, такого как азот.
Горло — Цилиндрическая часть отверстия, контролирующая количество потребляемого кислорода.
Плотно — Относится к удалению шлака, герметичность означает, что он не отделяется легко, и для его удаления потребуется умеренное скалывание.
Сварка TIG (вольфрамовым инертным газом) — Процесс дуговой сварки, при котором коалесценция достигается за счет нагрева дугой между одиночным вольфрамовым (неплавящимся) электродом и рабочей частью. Экранирование обеспечивается газом или газовой смесью.Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (Также называется дуговой сваркой вольфрамовым электродом — GTAW)
Расстояние от наконечника до рабочей поверхности — Расстояние между самой внешней частью контактной трубки или наконечника и рабочей поверхностью.
Титан — синтетическая форма диоксида титана (TiO2). В этом тексте термины рутил и диоксид титана имеют одинаковое значение.
Тройник — Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме T.
Носок — Точка на сварном шве, которая соприкасается с основным металлом. У каждого сварного шва есть два «пальца».
Toe Crack — Трещина, возникающая на стыке между лицевой стороной сварного шва и основным металлом. Она может быть любого из трех типов: (1) радиальная трещина или трещина под напряжением; (2) трещина под валиком, проходящая через зону закалки ниже линии сплавления; или (3) результат плохого сплавления между наплавленным присадочным металлом и основным металлом.
Расстояние от резака до рабочей поверхности — Расстояние между самой внешней частью резака и рабочей поверхностью.
Дуга с переносом — Плазменная дуга, возникающая между электродом плазменной горелки и заготовкой.
Transformation — Изменения кристаллической структуры металлов, вызванные температурой и временем.
Температура превращения — Температура, при которой кристаллическая структура стали изменяется, обычно около 1600 ° F.
Трансформатор — Электрическое устройство, используемое для повышения или понижения напряжения и обратного изменения силы тока.
Температура перехода — Температура, при которой кристаллическая структура стали изменяется, обычно в диапазоне 1500-1600 ° F.
Поперечная трещина — Трещина, большая ось которой ориентирована приблизительно перпендикулярно оси сварного шва.
Образец для испытаний поперечного шва — Образец для испытаний сварного шва, большая ось которого перпендикулярна оси сварного шва.
Угол перемещения — Угол менее 90 градусов между осью электрода и линией, перпендикулярной оси сварного шва, в плоскости, определяемой осью электрода и осью сварного шва.Этот угол также можно использовать для частичного определения положения пистолетов, горелок, стержней и лучей.
Trimix или Triple Mix — Защитный газ, состоящий примерно из 90% гелия, 7-1 / 2% аргона и 2-1 / 2% углекислого газа, используемый в основном для дуговой сварки коротким замыканием нержавеющих сталей. Поддерживает коррозионную стойкость нержавеющей стали, обеспечивает хорошее смачивание и отличную форму сварного шва.
Вольфрамовый электрод — Металлический электрод без присадки, используемый при дуговой сварке, дуговой резке и плазменном напылении, в основном из вольфрама.
Предел прочности на разрыв — Максимальное тяговое усилие, которому может быть подвергнут материал без разрушения.
Ультрафиолетовый свет — Коротковолновый свет, излучаемый во время дуговой резки и сварки, вреден для глаз и кожи.
Трещина / трещина под валиком — Дефект сварного шва, который начинается в зоне термического влияния и вызван чрезмерным молекулярным водородом, захваченным в этой области. Иногда это называют холодным растрескиванием, поскольку оно возникает после охлаждения металла шва.
Выточка — Канавка, проплавленная в основном металле рядом с носком или корнем сварного шва, оставшаяся незаполненной металлом сварного шва.
Uphill — Сварка в восходящем направлении.
Вертикальный сварной шов — Положение сварки, при котором ось сварного шва в точке сварки приблизительно вертикальна, а поверхность сварного шва расположена приблизительно в вертикальной плоскости.
Сварной шов с V-образной канавкой — Тип сварного шва с разделкой кромкой.
Volt — Единица электродвижущей силы или электрического давления, которое вызывает протекание тока в электрической цепи.
Вихрь — Сильный вихревой газ, похожий на торнадо. В большинстве систем плазменной резки во время резки в сопле образуется завихрение некоторой степени.
Ватт — Единица электрической мощности. Ватт = Вольт x Ампер
Атмосферостойкая сталь — Низколегированная сталь, специально разработанная для образования тонкого плотно прилегающего слоя ржавчины. Этот первоначальный слой предотвращает дальнейшее ржавление и, таким образом, отпадает необходимость окрашивания стали. Основные сплавы в этой стали — медь и хром.
Свариваемость — Способность материала свариваться в заданных условиях производства в конкретную, соответствующим образом спроектированную структуру и удовлетворительно работать в предполагаемых условиях эксплуатации.
Сварка / Сварка — Локализованная коалесценция металлов или неметаллов, возникающая при нагревании материалов до температуры сварки, с приложением давления или без него, либо путем приложения давления только с использованием присадочного материала или без него.
Рабочий зажим — Узел, используемый для удержания заготовки, обычно с использованием гидравлического давления для усилия зажима.
Трещина сварного шва — Трещина, расположенная в металле шва или в зоне термического влияния.
Сертификат сварщика — Письменное подтверждение того, что сварщик произвел сварные швы, соответствующие установленным стандартам работы сварщика.
Поверхность сварного шва — Открытая поверхность сварного шва на стороне, с которой выполнялась сварка.
Сварочная дуга — Управляемый электрический разряд между электродом и заготовкой, который образуется и поддерживается за счет создания газообразной проводящей среды, называемой дуговой плазмой.
Сварочный присадочный металл — Металл или сплав, добавляемый при сварном шве, который сплавлен с основным металлом для образования сварочного металла в сварном шве плавлением.
Сварщик — Оператор с адаптивным управлением, автоматическим, механизированным или роботизированным сварочным оборудованием.
Источник сварочного тока — Аппарат для подачи тока и напряжения, пригодный для сварки
Процедура сварки — Подробные методы и приемы, используемые при производстве сварного изделия
Сварочный стержень — Сварочный присадочный металл, обычно упакованный прямыми отрезками, не пропускающий сварочный ток.
Символ сварки — Графическое представление сварного шва
Техника сварки — Подробная информация о процедуре сварки, которая контролируется сварщиком или оператором сварки.
Сварочная проволока — Форма сварочного присадочного металла, обычно упакованная в виде катушек или катушек, которые могут проводить или не проводить электрический ток в зависимости от процесса сварки, в котором он используется.
Сварка — Узел, составные части которого соединены сваркой.
Металл сварного шва — Часть сварного шва плавлением, полностью расплавленная во время сварки.
Weld Pass — Однократная сварка вдоль стыка.Результатом прохода является сварной валик или слой.
Сварочная ванна — Локализованный объем расплавленного металла в сварном шве до его затвердевания в виде металла шва.
Сварочная ванна — Нестандартный термин для сварочной ванны.
Усиление сварного шва — Наплавленный металл сверх количества, необходимого для заполнения стыка.
Смачивание — Явление, при котором жидкий присадочный металл или флюс растекается и прилипает тонким непрерывным слоем к твердому основному металлу.
Скорость подачи проволоки — Скорость, с которой расходуется проволока при дуговой резке, термическом напылении или сварке.
Рабочий угол — Угол менее 90 градусов. между линией, перпендикулярной цилиндрической поверхности трубы в точке пересечения оси сварного шва и продолжением оси электрода, и плоскостью, определяемой осью электрода, и линией, касательной к трубе в той же точке. В тройнике линия перпендикулярна не стыкующемуся элементу.Этот угол также можно использовать для частичного определения положения пистолетов, горелок, стержней и лучей.
Деформационное упрочнение — Способность материала к затвердеванию в результате холодной прокатки или другой холодной обработки, связанной с деформацией металла, такой как формовка, гибка или волочение.
Заготовка — Кусок материала, который нужно разрезать или выдолбить
Кованое железо — Техническая форма железа, которая является прочной, податливой и относительно мягкой; меньше 0.3% углерода.
Предел текучести — Точка напряжения, при которой возникает остаточная деформация.
Цирконий — Элемент, используемый в некоторых электродах в качестве эмиттера электрода плазменной резки. Цирконий, хотя и похож на гафний, обеспечивает более короткий срок службы.
Полуавтоматическая машина для изготовления масокkn95
Полуавтоматическая машина для изготовления масок Машина для изготовления нетканых масок для лица Производитель / поставщик масок в Китае, предлагающая полуавтоматическую высокоскоростную машину для изготовления масок из нетканых материалов Устройство внутренней очистки Волоконный лазерный маркировщик / гравировальный станок 2D 3D-фото Внутренняя маркировка Стеклянный кристалл Лазерный гравировальный станок и т. Д. Аппарат для точечной сварки ушных петель Портативные аппараты для ультразвуковой сварки Переносные сварочные аппараты Производитель / поставщик в Китае, предлагающий хорошее качество Одноразовая медицинская маска общего типа N95 Сварщик лицевых масок Полуавтоматический портативный ультразвуковой аппарат для точечной сварки ушных петель Компьютерная машина с прямым приводом Компьютер с прямым приводом Аппарат для процедурной аппликации Сварщик носового моста KN95 Face
Китайская автоматическая машина для изготовления хирургических масок KN95 или N95
Автоматическая машина для изготовления хирургических масок KN95 или N95 Скорость: 1800-2400 масок в час Описание Полностью автоматическая машина для изготовления хирургических масок KN95 или N95 с системой управления ПЛК и сервомотором автоматически ультра- звуковая резка и формовка шитье приспособление для носа и эластичные ушные петли, а также края маски
Сварочный аппарат для маски для лица Машина для сварки масок Производитель / поставщик аппарата для сварки ушных петель в Китае, предлагающий полуавтоматический аппарат для ультразвуковой сварки ушной петли для маски KN95 Автоматическая наружная поверхность ушной петли Оборудование для изготовления масок Ультразвуковой сварочный аппарат для ушных петель Ультразвуковой аппарат для точечной сварки масок KN95 Сварочный аппарат для ушных петель для KN95 на складе и т. Д.
Оборудование для производства хирургических масок Устройство для изготовления складных масок для лица Машина для изготовления сложенных масок полностью автоматическая машина для производства сложенной маски для лица использование ультразвуковой технологии для склеивания 3-5-слойного полипропиленового нетканого активированного угля и фильтрующих материалов, разрезание сложенного тела маски для обработки 3M 9001 9002 маска
Машина для лицевой маски завершит всю обработку от подачи до фиксирующего края носового зажима запечатывание и резка готовой продукции автоматическая полная линия включает 1 комплект машины для изготовления масок и 2 комплекта автоматической машины для сварки ушных петель Производительность до 100-120 шт / мин
Машина для производства масок Машина для изготовления масок Машина для изготовления масок производитель / поставщик в Китае предложение Сделано в Китае Цена Автоматическая N95 KN95 Одноразовая хирургическая 3-слойная 3-слойная нетканая медицинская маска для лица Машина для изготовления этикеток для пленки Автоматическая высекальная машина с высококачественным рулонным оборудованием Dbfqs-320 Автоматическая машина для резки пленки / этикеток / бумаги с перемоткой револьверной головки и т. Д.
Китай Производитель машины для производства масок Маска для лица
Машина для производства масок Машина для производства масок N95 Производитель / поставщик машины для изготовления масок в Китае, предлагающая машину для производства выдувной ткани из расплава Машина для производства нетканых материалов Полуавтоматическая линия по производству одноразовых масок с 3 слоями и так далее
Полуавтоматический дизайн машины для изготовления масок N95 / KN95 Технология ультразвуковой герметизации Долговечность и надежность Каждая деталь имеет детали 2D + 3D-чертеж Также доступна поставка запасных частей Требования: Требуется Solid -works 2018 или выше Включенный файл: SW 2D + 3D + STEPS + BOM + PDF + CAD + Электрическая схема (все в одном пакете) Электронная почта: mostakahmedqq
полуавтоматическая машина для изготовления масок из нетканого материала Описание: Полуавтоматическая машина для изготовления масок CType Эта полуавтоматическая ультразвуковая машина для изготовления масок CType в основном используется для изготовление масок для чашек CType из 5 слоев нетканого материала. Головку можно менять для производства различных типов чашек / твердых материалов. спрашивает Мощность может регулироваться в зависимости от материала.
Ультразвуковой сварочный аппарат для маски N95 Kn95 Сварочный аппарат с ушным крючком Сварочный аппарат для ушной маски Производитель / поставщик в Китае, предлагающий полуавтоматическую маску для лица Ушной браслет Сварочный аппарат с ушным крючком Маска для лица Машина для прижима зажима для носа Маска Носовой зажим Мостовой алюминиевый сварочный аппарат KN95 Оборудование для склеивания носовых зажимов Станок для лицевых масок KN95 Резак для тиснения N95 Изготовление роликовых масок
Машина для лицевых масок может реализовать ряд процессов, включая подачу материала, сварку носового зажима, сварку пустой маски / складывание / разрезание ушной петли сварка / связывание до тех пор, пока полностью не будет закончена маска. Для получения более подробной информации свяжитесь с +86 18952652345 или запроситеfocusun
Полностью автоматическая машина для производства нетканых масок N95 KN95 FFP2 для лица Описание: Это полностью автоматическая машина для производства масок для кормления, которая может автоматически завершать несколько процессов, таких как подача, резка и возврат материалов По сравнению с традиционными ручными операциями, это может сэкономить от 3 до 5 ручных операций.
Машина для изготовления масок Kn95 Машина для изготовления масок Производитель / поставщик одноразовых масок в Китае, предлагающая высокопроизводительную машину для производства медицинских хирургических масок Kn95 N95 Ffp2 1600 мм Машина для производства выдувной фильтровальной ткани для маски для лица Машина для изготовления хирургической маски для лица шириной 1600 мм и т. Д.
Ультразвуковой аппарат для точечной сварки ушных петель Портативные ультразвуковые сварочные аппараты Портативные сварочные аппараты производитель / поставщик в Китае, предлагающий одноразовые медицинские маски общего типа N95 для лица хорошего качества Сварщик масок Полуавтоматический портативный ультразвуковой аппарат для точечной сварки ушных петель Машина для компьютерной сварки с прямым приводом Компьютер с прямым приводом Аппарат для процедурной выкройки Носовой мостик Сварщик KN95 Face
Машина для производства масок
Мы предлагаем полностью автоматические машины для изготовления масок с производительностью 120 000–140000 в день. Машина для изготовления масок целиком оснащена программным управлением ПЛК и сервоприводом, что обеспечивает высокую степень автоматизации. Машина изготовлена из алюминия европейского стандарта и лист из нержавеющей стали, который прочен и имеет лучший внешний вид.
Китай Sinoped KN95 Машина для изготовления масок для лица, полностью автоматическая Подробнее о Китайская машина для производства респираторных масок. Машина для изготовления масок N95 от Sinoped KN95. LIAOYANG) CO LTD
Импортер из Бельгии ищет поставщиков лицевых масок. Привет, Полностью автоматическая / полуавтоматическая маска N95 / KN95 требуется, нам нужна вся сертификация машины, и только производитель, пожалуйста, обращайтесь. Скорость: — 20 000-40 000 масок / день Требуется 1 набор
Китай Полуавтоматический Kn95 5-слойный нетканый ультразвуковой Машина для изготовления медицинских хирургических масок для лица Найти подробную информацию о Китае и машине для изготовления медицинских масок Машина для производства нетканых масок от Полуавтоматическая 5-слойная ультразвуковая машина для производства медицинских хирургических масок из нетканого материала Kn95 — Zhejiang Cidihuakai Import and Export Trade Co Ltd
Китай Изготовление масок Каталог оборудования для высококачественной оптовой продажи дешевой 3-слойной нетканой складной пылезащитной маски для лица с системой упаковки Kn 95 Быстрая доставка Одноразовая хирургическая маска для производства складного сварочного оборудования, готового к продаже, предоставленного китайским производителем — Zhangjiagang Newlink Machinery Co Ltd страница 1
Face Машина для изготовления масок Машина для производства масок Производитель / поставщик в Китае, предлагающая машина для изготовления масок Полуавтоматическая машина для производства одноразовых масок Машина для изготовления плоских масок Полуавтоматическая машина для изготовления масок из нетканых материалов с ультразвуковой сварочной машиной на складе Автоматическая машина для изготовления масок Полностью автоматическая машина для масок N95 KN95 FFP2 Машина для производства масок KN95 Машина для изготовления масок в наличии Полностью автоматическая одноразовая маска для лица
Kn95 / N95 Машина для производства масок Линия по производству масок для продажи Populart Face Mask Packing Machine производитель / поставщик в Китае, предлагающий популярное оборудование для производства масок Kn95 Упаковочная машина для измельченных томатных банок / машина для асептического розлива / линия по производству кетчупа Полностью автоматическая линия по производству томатного пюре / томатного пюре / томатной пасты / кетчупа под ключ и так далее
.