▶▷▶▷ эл и принципиальная схема сварочного полуавтомата
▶▷▶▷ эл и принципиальная схема сварочного полуавтомата| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 30-04-2019 |
эл и принципиальная схема сварочного полуавтомата — Сварочный полуавтомат 30А — 160А своими руками Журнал datagorru Секреты самодельщика Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и mig-180, принципиальная схема отличается от монтажной платы, т к схема вырисовывалась на лету в Схемы сварочных аппаратов и инверторов — Схемы — Каталог elektromehanikaorgpublskhemyskhemy_svarochnykh Cached Паспорт и схема блока управления контактной сваркой РКС-14 Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта Паспорт на машину контактной сварки типа МТР-1201 УХЛ Эл И Принципиальная Схема Сварочного Полуавтомата — Image Results More Эл И Принципиальная Схема Сварочного Полуавтомата images Схема сварочного полуавтомата Руки-крюки rukikrykiruelecto190-sxema-svarochnogo Cached Эти элементы закреплены на корпусе сварочного полуавтомата Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки Вд 306 Эл Схема Скачать — clearheaded clearheadedweeblycomblogvd-306-el-shema-skachatj Cached Инструкция по эксплуатации, схема и паспорт полуавтомата для электрическая схема универсального сварочного источника ВД — 306Д серия 4 Схемы сварочных полуавтоматов — КАТАЛОГ СХЕМ СВАРОЧНОГО svarka-barnaul3dnruloadskhemy_svarochnykh_poluav Cached В данном разделе вы можете бесплатно скачать схемы плазмотронов — портативных плазменных аппаратов для сварки, пайки и резки металлов и неметаллов Радиосхемы — Сварочный полуавтомат MIG200 radio-uchebnikrushem50-invertory-svarochnye1769 Cached Схема электрическая принципиальная главная страница категории Схемы сварочных инверторов Схема электрическая принципиальная сварочного полуавтомата mig200 Производитель неизвестен Схема инверторного сварочного аппарата: электрическая moyasvarkaru Инструменты Схема сварочного выпрямителя Прибор используется при напряжении сети в 220 В, а сила тока составляет 30 А Сварка должна производиться в специальной маске сварщика для защиты лица Электрическая схема сварочного полуавтомата а 825м docplayerru79877525-Elektricheskaya-shema Cached Электрическая схема сварочного полуавтомата а 825м Электрическая схема сварочного полуавтомата а 825м Электрическая схема сварочного полуавтомата а 825м А что будет через год, два? СХЕМА СВАРОЧНОГО ИНВЕРТОРА — elworu elworupublskhemy_preobrazovatelejskhema Cached СХЕМА СВАРОЧНОГО ИНВЕРТОРА Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу Полуавтомат ПДГ 200-1 — Ремонт и модернизация — Форум websvarkarutalktopic3146-poluavtomat-pdg-200-1 Cached Нужная информация по электронике, в том числе и сварочного оборудования: сайт Рaдиолоцман Вчера залез в аппарат Намерял- назвонил Диоды и сопротивления с реле в цепи управляющего в норме Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox — the faster, smarter, easier way to browse the web and all of 1 2 3 4 5 Next 2,220
- Контролировать работу сварочного оборудования.
 Читать функциональные и принципиальные схемы электроо
Читать функциональные и принципиальные схемы электроо - борудования; Обслуживать сварочные автоматы и полуавтоматы, источники питания в соответствии с установленными правилами их обслуживания; Параметры сварочного выпрямителя для технологий ремонта сельск
- овленными правилами их обслуживания;
Параметры сварочного выпрямителя для технологий ремонта сельскохозяйственной техники. Внедрение пятнадцати полуавтоматов в ОАО quot;Сельхозтехникаquot; (г.Павлово, Нижегородская область) показало высокую эффективность их работы.
СВАРКА сварочный агрегат ПВГ трансформатор ТДФЖ выпрямитель полуавтомат ПДГО Сварочный трактор Машины контактной сварки аргонодуговой плазменной установки марки УДГУ Горелки кабель электроды аксессуары многое другое Поставки Казахстан.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Проведены комплексные модельные испытания судов перспективных компоновок с различными схемами органов управления и стабилизации.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.
 Читать функциональные и принципиальные схемы электроо
Читать функциональные и принципиальные схемы электроо Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.
производство
продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями
- за счёт высокой частоты преобразования тока и системы электронной стабилизации
- нарисованная от руки во время ремонта Паспорт на машину контактной сварки типа МТР-1201 УХЛ Эл И Принципиальная Схема Сварочного Полуавтомата — Image Results More Эл И Принципиальная Схема Сварочного Полуавтомата images Схема сварочного полуавтомата Руки-крюки rukikrykiruelecto190-sxema-svarochnogo Cached Эти элементы закреплены на корпусе сварочного полуавтомата Схема не содержит элементов индикации
- smarter
эл и принципиальная схема сварочного полуавтомата Картинки по запросу эл и принципиальная схема сварочного полуавтомата Другие картинки по запросу эл и принципиальная схема сварочного полуавтомата Жалоба отправлена Пожаловаться на картинки Благодарим за замечания Пожаловаться на другую картинку Пожаловаться на содержание картинки Отмена Пожаловаться Все результаты Сварочный полуавтомат своими руками описание, чертежи, схемы stankiexpertruspravochniksvarkasvarochnyjpoluavtomatsvoimirukamihtml Рейтинг , голосов Покупка нового заводского полуавтомата может дорого обойтись, поэтому часто возникает потребность сделать сварочный полуавтомат своими Схема сварочного полуавтомата Рукикрюки RukiKrykiru Рейтинг , голоса февр г Регулятор скорости подачи проволоки сварочного полуавтомата Схема электрическая принципиальная устройства приведена на рис Принципиальная схема сварочного полуавтомата своими руками Инструменты мая г Принципиальная схема сварочного полуавтомата своими руками Дата Электрическая схема блока управления процессом Сварочный полуавтомат своими руками как сделать, схема и все generatorexpertsruelektrogeneratorysvarochnyjpoluavtomatsvoimirukamihtml Похожие Схема сварки при помощи полуавтомата в среде защитного газа Схема Электрическая схема устройства предусматривает факт, что тип сваривания Что потребуется? Принцип работы Созданный план Ремонтдоработка Схема самодельного сварочного полуавтомата Самодельные svapkarusampoluavtomsxemasamodelnogosvarochnogopolapparatahtm Похожие дек г Представляем вам схему самодельного сварочного аппарата, Блок управления сварочным полуавтоматом Схема сварочного Теперь о тиристоре КУА в цепи питания эл двигателя подачи проволоки Схемы полуавтоматов Схемы сварочных полуавтоматов svarkabarnauldnru Каталог Похожие Схемы сварочных полуавтоматов В данном разделе вы можете бесплатно скачать схемы сварочных полуавтоматов российского и импортного Простой и надежный сварочный полуавтомат Меандр meandrorgarchives Похожие июл г Сварочный полуавтомат своими руками Вот и схема , максимально упрощеная, без лишних наворотов, проверена годами Схема простого сварочного полуавтомата radiostoragenetskhemaprostogosvarochnogopoluavtomatahtml Рейтинг голоса В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата , а также основные принципы работы и требования, Сварочный полуавтомат А А своими руками Журнал Практика Секреты самодельщика Внешний вид сварочного полуавтомата ; Схема и детали сварочника ПДГ и MIG, принципиальная схема отличается от монтажной платы, Схема сварочного Принципиальная схема сварочного Квант Что представляет собой схема полуавтомата сварочного ? Схема сварочного Схема электрическая принципиальная устройства приведена на рис Видео Сварочный полуавтомат своими руками схема Своими руками YouTube июл г Подробная схема сварочного аппарата Иван Васильков YouTube февр г ремонт сварочного полуавтомататочнее изготовление почти с нуля дроныч петрович YouTube апр г Все результаты Принципиальные схемы промышленных сварочных инверторов Принципиальная схема простого сварочного инвертора Принципиальная электрическая схема однофазного полуавтомата типа Kb kamadjvu Схема сварочного полуавтомата expertsvarkiru Технологии Многие сварщики, работающие на производстве, даже не представляют, как выглядит электрическая схема сварочного полуавтомата Они никогда не Не найдено принципиальная Полуавтомат из инвертора своими руками схема, видео, фото metallorg Оборудование для обработки металла Сварочные аппараты Похожие Рейтинг голосов Полуавтомат из сварочного инвертора своими руками схема , фото, видео Электрическая схема самодельного полуавтомата В этом случае а также при поломке или замыкании термодатчика электронная схема устройства Самодельный сварочный полуавтомат Электрическая часть Похожие Блог пользователя RuBIOS на DRIVE Нашел немного времени пофоткать аппарат изнутри Выкладываю потроха Вот и схема , максимально Не найдено принципиальная Сварочный полуавтомат своими руками схема, принцип работы Принципиальная схема сварочного полуавтомата инверторного типа Если электрическая сварка , выдающая ток в Ампер, может весить до кг, Схема сварочного аппарата рабочие и защитные элементы tutmetrusxemasvarochnogoinvertorahtml Рейтинг , голоса Принципиальная схема сварочного аппарата определяет его И вы поймете, почему схема сварочного полуавтомата в наши дни Электрическая схема инвертора включает в себя следующие обязательные компоненты Как сделать сварочный полуавтомат своими руками? AvtoKrasimru wwwavtokrasimru Инструменты и оборудование Схема сварочного полуавтомата не отличается особой сложностью как выглядит принципиальная схема , изучив соответствующие видео и фотоматериалы, Электрическая схема управления сварочным полуавтоматом Электрическая схема сварочный аппарат Схема сварочного Перейти к разделу Сборка полуавтомата своими руками Схема сварочного полуавтомата с электроникой Принципиальная схема такого агрегата schems Сайт Валентина Володина valvolodinnarodruschemshtml Похожие Принципиальная электрическая схема полуавтомата ПДГ в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный Схемы сварочных полуавтоматов промпорталsu Сварочное производство Сварочные полуавтоматы Характер схемы сварочных полуавтоматов определяется способом поддержания Рис Принципиальные электрические схемы полуавтоматов с Не найдено эл Электическая схема сварочного полуавтомата ХоббиСварка hobbysvarkarutopichtml Похожие сообщений автора Представляю простую схему сварочного полуавтомата Blu Weld мною Электрическая схема моего сварочного полуавтомата образца г Принцип работы сварочного инвертора схема и устройство Оборудование Похожие Рейтинг , голоса Принципиальные схемы аппаратов были разработаны в х годах прошлого Устройство сварочного инвертора; Принципиальная электрическая Радиосхемы Схема сварочного полуавтомата ПДГУХЛ radiouchebnikrushemskhemasvarochnogopoluavtomatapdgukhl Похожие Сварочный полуавтомат ПДГУХЛ производства ООО ЛИНКОР, г Ставрополь Схема электрическая принципиальная Для увеличения кликните Полуавтомат сварочный своими руками схема Токарь Мастер tokarmasterru Основы варки окт г Схема сварочного полуавтомата запитывается от двух Схема электрическая принципиальная устройства приведена на рис Сварочный полуавтомат принципиальная электрическая схема pdgpdf, Принципиальная электрическая схема , а также виды внутренностей и платы управления сварочного полуавтомата ПДГ УЗ ПДГ Схема электрическая принципиальная Сварка Резка Схемы, чертежи, фотографии Схемы, чертежи Схема электрическая принципиальная полуавтомата ПДГ Просмотров Размеры xpxKb Дата Просмотреть Электрическая схема сварочных полуавтоматов ioopgusaru?hnnelektricheskayashemasvarochnihpoluavtomatov Схема однофазного счетчика, Принципиальная схема сварочного полуавтомата своими руками, Принципиальная электрическая схема телевизора, ОтветыMailRu Где скачать эл принципиальную схему сварочного Товары и Услуги Сервис, уход и ремонт ответ схемы нет, но микросхема LMN транзисторы КТА и КТА стоят на радиаторе с верху КТГ в середине платы Простой сварочный полуавтомат Схема, описание Diagramcomua wwwdiagramcomualistpowerpowershtml Сварочный полуавтомат СПА, рассмотренный в , имеет следующие Принципиальная схема СПА показана на рис К из эл стали, количество витков ? ПЭВ,, если будет нагреваться, увеличить количество витков Схемы сварочных аппаратов и инверторов Схемы Каталог elektromehanikaorgpublskhemyskhemy_svarochnykh_apparatov_i Похожие Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР Нарисованные от руки Электрическая схема полуавтомата ПДГ Selma Сварка Мануалы и литература Сварка, пайка, резка Очень нужен паспорт на сварочный апппарат ПДГ Selma, помогите, если сможете ссылками, или файлами, особенно Электрическая схема полуавтомата ПДГ Selma berber, ещё бы принципиальную схему платы А Telwin Bimax ,, и тп Ремонт схемы Websvarkaru websvarkaru Сварочное оборудование Ремонт и модернизация Похожие янв г Купил сварочный полуавтомат TELWIN BIMAX Необходима принципиальная электрическая схема блока управления, СВАРОЧНЫЙ ПОЛУАВТОМАТ themostlyrumiscwelding_semiautomathtml Похожие Принципиальная электрическая схема полуавтомата для сварки в среде углекислого газа и конструктивные особенности его самодельных силовых Электрические схемы сварочных аппаратов linkorsemalicomelektricheskiesxemysvarochnyxapparatov Электрические схемы сварочных аппаратов Электрические схемы сварочных аппаратов Схема на ВД И, И, И Схема на ВД И, И Схема сварочного инвертора Принципиальная электрическая fbru Домашний уют Инструменты и оборудование сент г В статье будет рассмотрена классическая схема сварочного инвертора На сегодняшний день они очень популярны, цена их Принципиальная электрическая схема сварочного инвертора Сварочные аппараты Прежде, чем делать покупку, нужно ознакомиться с элементной базой аппарата на основе принципиальной схемы инвертора для сварки Это поможет Схемы и описания Сайт силовой электроники valvolqrzruschemshtml Принципиальная электрическая схема и перечень элементов Принципиальная электрическая схема сварочного полуавтомата Migatronic Дания Дуговая электрическая сварка Виды, устройство, схема дуговой wwwetisuarticleselektricheskiemashinielektricheskiemashini_html нояб г ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА Теоретические основы дуговой невольфрамовым плавящимся электродом на автоматах и полуавтоматах Принципиальная схема сварочного выпрямителя Рис принципиальная схема сварочный полуавтомат nimdriingddnarodruprincipialnaja_shema_svarochnyi_poluavtohtml принципиальная схема сварочный полуавтомат tig sound t полуавтомат пдг с вдг полуавтомат сварочный схема электрическая Сварочный аппарат Спутник характеристики, схема управления Оборудование Сварочные аппараты нояб г Электрическая схема сварочного полуавтомата Спутник является Принципиальные характеристики работы полуавтомата Спутник схема сварочного полуавтомата Монитор схемы, справочники monitornetru Список форумов Файлообменник Схемы прочее мар г сварочный полуавтомат Сервис мануал; Трансформатор сварочный тиристорный ТТ Принципиальная электрическая схема Форумы сайта ЭЛЕКТРИК Промышленные сварочные устройства wwwelectrikorg Сварка, самодельные устройства для сварки Похожие ответов; УДГУХЛ ищу схему электрическую принципиальную мощность способен выдержать счетчик учета эл энергиии ответов; Калибр АСП, сварочный полуавтомат регулятора подачи проволки ответов PDF Сварочный полуавтомат КЕДР MIG F УСТАНОВКА И ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ПОЛУАВТОМАТА линия КЕДР Принципиальная электрическая схема СХЕМЫ СхемыИнструкции Svarcom Технологии сварки Принципиальная электрическая схема инверторного сварочного схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГМ Самодельный полуавтомат из инвертора своими руками Ремонт Самодельный сварочный полуавтомат из инвертора своими руками с рабочей схемой При подключении устройства к эл сети происходит преобразование переменного тока в постоянный Проще всего воспользоваться принципиальной схемой от Саныча, Схема сварочного полуавтомата от Саныча Сварочный полуавтомат своими руками схема самодельного Оборудование Рейтинг голос Схема электрическая и устройство полуавтомата Такая схема сварочного полуавтомата является принципиальной , так как в ней присутствуют все Принципиальная схема aurora overman Сварочное Статьи авг г принципиальная схема аврора про tig acdc pulse Принципиальная схема инверторного сварочного полуавтомата Полуавтомат инверторный для дуговой сварки НормаМП Приложение Схема электрическая принципиальная , Перечень элементов Полуавтомат для дуговой сварки именуемый в дальнейшем Пояснения к фильтрации результатов В ответ на жалобу, поданную в соответствии с Законом США Об авторском праве в цифровую эпоху, мы удалили некоторые результаты с этой страницы Вы можете ознакомиться с жалобой на сайте LumenDatabaseorg Вместе с эл и принципиальная схема сварочного полуавтомата часто ищут как сделать сварочный полуавтомат в домашних условиях сварочный полуавтомат своими руками из инвертора схема сварочного полуавтомата на микроконтроллере схема трансформатора полуавтомата сварочный полуавтомат с тиристорным управлением трансформатор для сварочного полуавтомата переделка сварочного инвертора ресанта в полуавтомат полуавтомат из микроволновки Документы Blogger Hangouts Keep Jamboard Подборки Другие сервисы
Контролировать работу сварочного оборудования. Читать функциональные и принципиальные схемы электрооборудования; Обслуживать сварочные автоматы и полуавтоматы, источники питания в соответствии с установленными правилами их обслуживания;
Параметры сварочного выпрямителя для технологий ремонта сельскохозяйственной техники. Внедрение пятнадцати полуавтоматов в ОАО quot;Сельхозтехникаquot; (г.Павлово, Нижегородская область) показало высокую эффективность их работы.
СВАРКА сварочный агрегат ПВГ трансформатор ТДФЖ выпрямитель полуавтомат ПДГО Сварочный трактор Машины контактной сварки аргонодуговой плазменной установки марки УДГУ Горелки кабель электроды аксессуары многое другое Поставки Казахстан.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Проведены комплексные модельные испытания судов перспективных компоновок с различными схемами органов управления и стабилизации.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента.
Читать функциональные и принципиальные схемы электрооборудования; Обслуживать сварочные автоматы и полуавтоматы, источники питания в соответствии с установленными правилами их обслуживания;
Параметры сварочного выпрямителя для технологий ремонта сельскохозяйственной техники. Внедрение пятнадцати полуавтоматов в ОАО quot;Сельхозтехникаquot; (г.Павлово, Нижегородская область) показало высокую эффективность их работы.
СВАРКА сварочный агрегат ПВГ трансформатор ТДФЖ выпрямитель полуавтомат ПДГО Сварочный трактор Машины контактной сварки аргонодуговой плазменной установки марки УДГУ Горелки кабель электроды аксессуары многое другое Поставки Казахстан.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Проведены комплексные модельные испытания судов перспективных компоновок с различными схемами органов управления и стабилизации.
Принципиальная эл схема ушм 230ма. Разработка, производство, продажа и сервисное обслуживание профессионального электроинструмента. Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.ru, 01.08.2010)
Контроль режимов выполняемых работ на электронно-лучевых сварочных установках с применением автоматических систем слежения.
Каталог продукции с описаниями, фотографиями и возможностью сравнения. Информация для дилеров.
… Технология изготовления нового вида сварочной проволоки. Применяется для сварки при силе тока до 500А в среде защитных газов (аргона или углекислого газа ) на специальных сварочных полуавтоматах в различных отраслях: судостроении, машиностроении…
Грузы и все что с ними связано. Новостной портал грузоперевозок Transler является зарегистрированным средством массовой информации свидетельство о регистрации СМИ Эл ФС 77-35828 от 31 марта 2009 года. Большая часть сварочных работ выполняется автоматами и полуавтоматами в аргоновой среде.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
161 Снова горит лес по Кокшайскому тракту в Марий Эл, срочно эвакуированы дети из лагерей (vMariEl.ru, 01.08.2010)
Контроль режимов выполняемых работ на электронно-лучевых сварочных установках с применением автоматических систем слежения.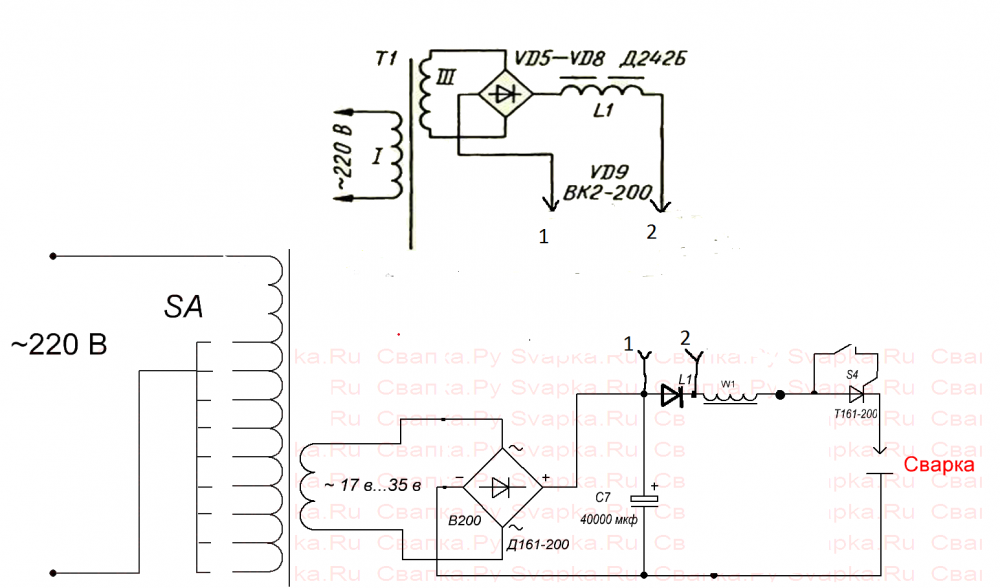 Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами.
Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами.
Схема сварочных полуавтоматов
Автор admin На чтение 2 мин. Просмотров 501 Опубликовано
Сварочное оборудование применяется практически во всех производствах. Технология сваривания различных материалов постоянно совершенствуется, соответственно появляются новые современные сварочные машины и аппараты.
Механическая сварка принципиально отличается от сварки в защитной газовой среде. Характерные отличия, прежде всего, касаются схемы сварочного полуавтомата. Попробуем более подробно рассказать о принципе действия и схеме сварочного полуавтомата.
Устройство сварочного полуавтомата
Итак, что включает комплект сварочного оборудования для полуавтомата, остановимся на основных компонентах:
- Горелка с держателем.
- Эластичный шланг, подающий инертный газ или газовую смесь, для создания защитной газовой среды.
- Механизм подачи проволоки – один из самых важных узлов в системе, поскольку контролирует толщину и скорость подачи проволоки.
- Катушка с проволокой.
- Блок управления.

Сварочные полуавтоматы условно подразделяются на несколько видов, относительно условий сваривания – сварка в защитной газовой среде, под флюсом, сварка с помощью порошковой проволоки, или это может быть универсальный аппарат.
Обратим внимание на механизм подачи проволоки, который играет очень важную роль в конструкции сварочного полуавтомата, и также имеет свою классификацию. Механизмы классифицируют по нескольким параметрам – согласно конструкции, в зависимости от установки горелки и от регулирования скорости и способа подачи проволоки. В этом вопросе достаточно просто разобраться.
Тип конструкции сварочного полуавтомата:
- Стационарные.
- Переносные.
- Передвижные.
Тип установки горелки:
- Толкающие.
- Тянущие.
- Тянуще-толкающие.
Тип сварочной горелки обычно выбирают в зависимости от материала.
Регулировка подачи проволоки:
- Ступенчатая регулировка, используется для проволоки большого диаметра, комплектуется трехфазным двигателем.
- Плавная регулировка рассчитана для проволоки более тонкого диаметра, для такого механизма достаточно двигателя с постоянной подачей тока.
Сама конструкция сварочного полуавтомата довольно проста, поэтому собрать такой аппарат самостоятельно не представляет особой сложности. Электросхемы сварочных полуавтоматов можно легко найти в интернете. Собирается устройство из электрооборудования, которое уже отработало определенный срок, но еще пригодно к использованию.
Если учесть все вышеприведенные характеристики, правильно рассчитать работу каждого отдельного механизма, то своими руками можно собрать сварочный полуавтомат, который не уступает фабричным аналогам.
Схема подключения сварочного аппарата
Электрика своими руками
Не торопясь, собираем сварочный полуавтомат своими руками. Часть 2 – основная схема аппарата
В основу силовой части нашего самодельного сварочного полуавтомата инверторного типа взята схема асимметричного моста, или как его еще называют, “косой мост”. Это однотактный прямоходовый преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”. Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Блок-схема прямоходового преобразователя “косой мост”
Блок схема такого аппарата показана на рисунке:
Транзисторы силовые VT1 и VT2 работают в одной фазе, т. е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току.
е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току.
Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Описание схемы инвертора
Полуавтомат сварочный инверторный, работающий в режимах ММА (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
Схема сварочного полуавтомата запитывается от двух источников – силового +300V и маломощного +16V.
Плата управления
На плате управления установлены следующие узлы инвертора: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, узел управления реле, блок термозащиты, блок “антистик”.
Задающий генератор
Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800/(R*C))/2, где R и С в килоомах и нанофарадах, частота в килогерцах. В данной схеме частота составляет 49КГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = t/T. Он не может быть более 50%, и на практике составляет 44-48%. Зависит он от соотношения номиналов С10 и R19. Если конденсатор брать как можно меньше, а резистор – как можно больше, то Кзап будет близок к 50%.
Сформированные ЗГ импульсы подаются на ключ VT5, работающий на трансформатор гальванической развязки T1 (ТГР), намотанный на сердечник EE25, применяемый в электронных блоках запуска люминесцентных ламп (электронных балластах). Все обмотки удаляются и наматываются новые согласно схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Обратная связь по току
Как упоминалось ранее, для дуговой сварки важно стабильный ток на выходе, для полуавтоматической – неизменное напряжение. На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует ОС по напряжению, для этого в режиме MAG переключателем S1.1 напряжение с выхода устройства подается на узел регулировки выходного напряжения, собранного на элементах R55, D18, U2. Мощный резистор К50 задает начальный ток. А контактами S1.2 ключ на транзисторе VT1 закорачивает на максимум тока регулятор R2, и ключ VT3 отключает режим “антистик” (отключение ЗГ при залипании электрода).
Документация на управляемый стабилитрон KA431
Документация на оптрон EL817
Блок термозащиты
Самодельный сварочный полуавтомат имеет в составе схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7. Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Узел управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561ЛН2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии на кнопку сразу включается реле клапана газа, примерно через секунду транзистор VT17 позволяет запуститься генератору и одновременно включается реле протяжного механизма.
Непосредственно реле, управляющие “протяжкой” и клапаном газа, а также вентиляторы питаются от стабилизатора на МС7812, смонтированном на плате управления.
Силовой блок на транзисторах HGTG30N60A4
C выхода ТГР импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, подаются на силовые ключи VT11, МЕ12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены “снабберы” – цепочки из элементов С24, D47, R57 и C26, D44, R59, служащие для удержания мощных транзисторов в области допустимых значений. В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором.
В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором.
Документация на транзисторы HGTG30N60A4
Печатная плата силового блока в формате .lay
Силовой трансформатор и выпрямительные диоды
Основной элемент схемы сварочного полуавтомата – мощный выходной трансформатор T2. Он собран на двух сердечниках E70, материал N87 фирмы EPCOS.
Расчет сварочного трансформатора
Витки первичной обмотки рассчитаны по формуле: N = (Uпит * tимп)/(Bдоп * Sсеч),
где Uпит = 320B – максимальное напряжение питания,
tимп = ((1000/f)/2)*К – длительность импульса, К = (Кзап*2)/100 = (0,45*2)/100 = 0,9 tимп = ((1000/49)/2)*0,9 = 9,2,
Вдоп = 0,25 – допустимая индукция для материала сердечника,
Sсеч = 1400 – сечение сердечника.
N = (320 * 9.![]() 2)/(0,25 * 1400) = 8.4, округляем до 9 витков.
2)/(0,25 * 1400) = 8.4, округляем до 9 витков.
Отношение витков вторички к первичке должно быть примерно 1/3, т.е. мотаем 3 витка вторичной обмотки.
Силовой трансформатор можно мотать и на другом типоразмере, расчет витков осуществляется по приведенной выше формуле. Например, для сердечника 2 х Е80 при f = 49Khz витков в первичке: 16, вторичке: 5.
Выбор сечения проводов первичной и вторичной обмоток, намотка трансформатора
Сечение проводов выбираем из расчета 1мм.кв = 10А выходного тока. Данный аппарат должен выдавать в нагрузке примерно 190А, поэтому берем сечение вторички 19мм.кв (жгут из 61 провода диаметром 0,63мм). Сечение первички выбирается в 3 раза меньше, т.е. 6мм.кв. (жгут из 20 проводов диаметром 0,63мм). Сечение провода в зависимости от его диаметра рассчитывается как: S = D²/1,27 где D – диаметр провода.
Намотка производится на каркас из текстолита 1мм, без боковых щечек. Каркас одет на деревянную оправку по размерам сердечника. Мотается первичная обмотка (все витки в один слой). Затем 5 слоев плотной трансформаторной бумаги, наверх – вторичная обмотка. Витки сжаты пластмассовыми стяжками. Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере. Камера была сделан из литровой банки с плотной крышкой и выведенным шлангом, одетым на всасывающую трубку компрессора от холодильника (можно просто опустить транс в лак на сутки, думаю, тоже пропитается).
Затем 5 слоев плотной трансформаторной бумаги, наверх – вторичная обмотка. Витки сжаты пластмассовыми стяжками. Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере. Камера была сделан из литровой банки с плотной крышкой и выведенным шлангом, одетым на всасывающую трубку компрессора от холодильника (можно просто опустить транс в лак на сутки, думаю, тоже пропитается).
Один вывод “первички” продет через кольцо трансформатора тока ТТ.
Схема сварочного полуавтомата – выпрямительные диоды
Выпрямительный блок нашего самодельного устройства собран на трех мощных диодах 150EBU04, установленных на общий радиатор с вентилятором. Дроссель для сварочного полуавтомата намотан на железе от трансформатора ТС-180, содержит 12 витков провода сечением 20мм.кв. Зазор между половинами сердечника 1,5мм.
Схему регулятор скорости подачи проволоки. Делаем сварочный полуавтомат своими руками
часть также нередко дают сбои .
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправности вызваны часто и самой механической частью регулятора подачи проволоки. Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды.
Сам регулятор подачи очень массивный и часто просто закреплен на передней панели полуавтомата на 3-4 болтиках, по сути вися в воздухе. Это приводит к перекосам всей конструкции и частым сбоям в работе. Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении.
Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении.
На полуавтоматах заводского изготовления в большинстве случаев (не зависимо от производителя) углекислый газ подается к соленоиду по сомнительному тонкому шлангу в виде кембрика, который от холодного газа просто «дубеет» и затем трескается. Это также вызывает остановку работы и требует ремонта. Мастера исходя из своего опыта советуют заменять этот шланг подачи, автомобильным шлангом, применяемым для подачи тормозной жидкости от бачка к главному цилиндру тормозов. Шланг прекрасно выдерживает давление и будет служить неограниченное время.
Промышленность выпускает полуавтоматы со сварочным током порядка 160 А. Этого бывает достаточно при работе с автомобильным железом, которое достаточно тонкое – 0,8-1.0мм. Если же приходится сваривать, например элементы из 4 мм стали, то этого тока недостаточно и провар деталей не полный. Многие мастера для этих целей приобретают инвертор, который вкупе с полуавтоматом может выдавать до 180А, чего вполне достаточно для гарантированного сварного шва деталей.
Многие мастера для этих целей приобретают инвертор, который вкупе с полуавтоматом может выдавать до 180А, чего вполне достаточно для гарантированного сварного шва деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено достаточно много схем и возможных доработок механической части.
Одно из таких предложений. Это, доработанный и проверенный в работе регулятор скорости подачи проволоки сварочного полуавтомата схема предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки выполняет задержку подачи на 1-2 секунды после срабатывания клапана газа и максимально возможное по быстроте срабатывания ее торможение в момент отпускания кнопки включения.
Минусом схемы является приличная мощность отдаваемая транзистором, разогревая радиатор охлаждения в работе до 70 градусов. Но все это плюсуется надежной работой как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.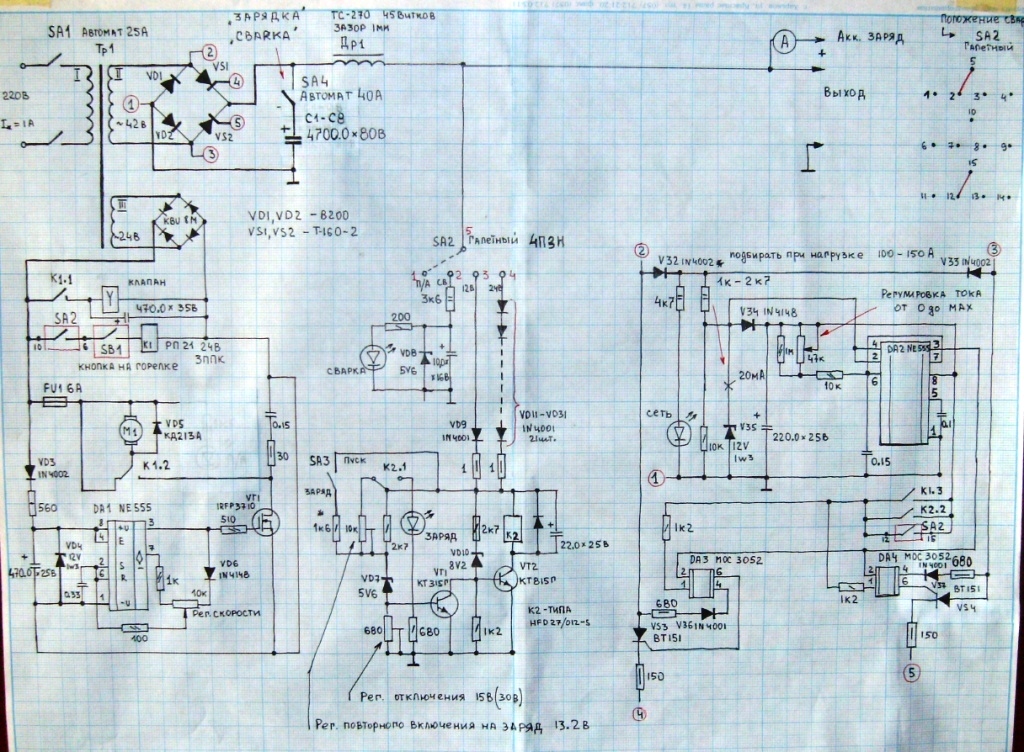
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т.
 п.
п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.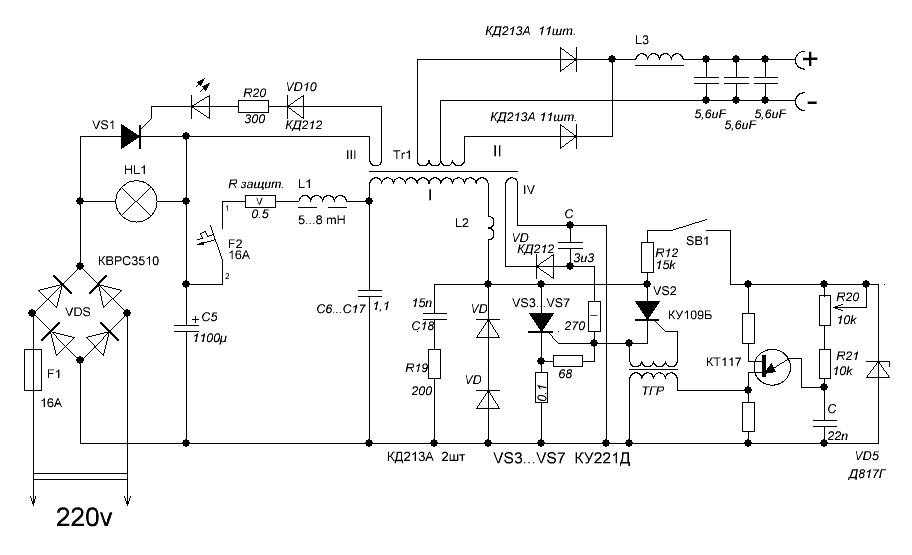
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.

У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
visibility 891 просмотр
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
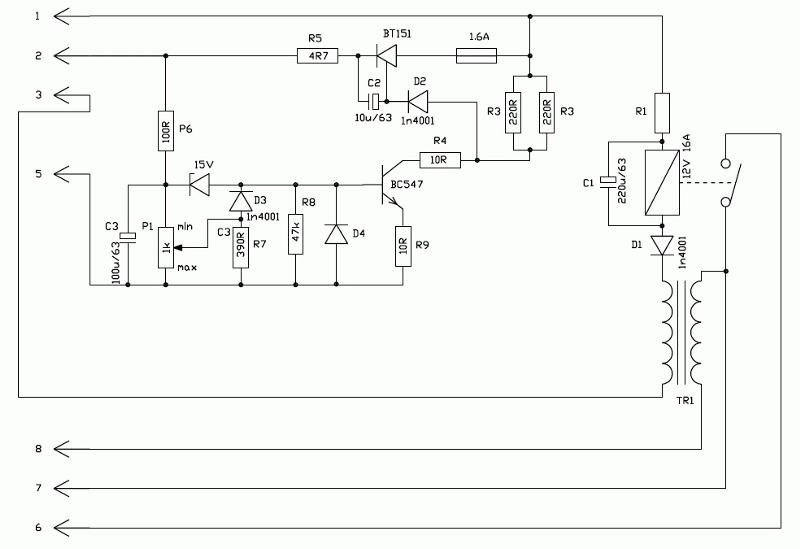
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.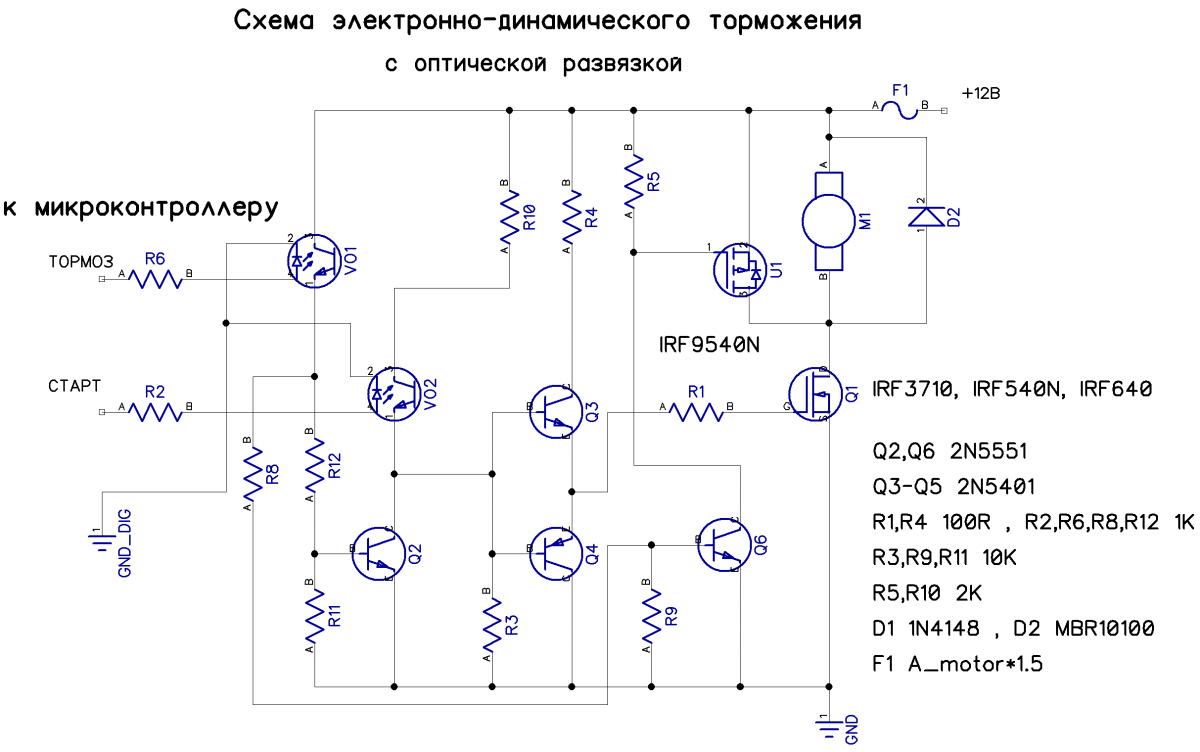
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя.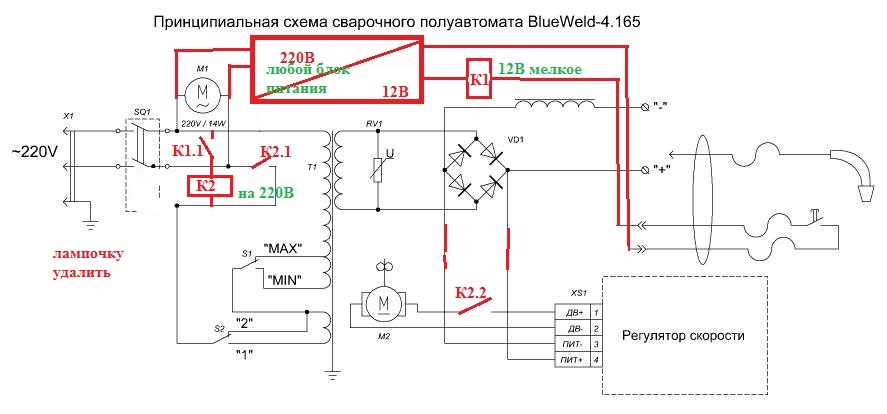 При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.
При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.

Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата . В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Трансформатор полусварочного автомата
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате будут использоваться нити с диаметром в 0,8 мм, то ток, протекающий в них, может быть на уровне 160 ампер. Сделав некоторые подсчеты, принимаем решение сделать трансформатор с мощностью 3000 Ватт. После того как мощность для трансформатора будет подобрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут наматываться обмотки.
Если применять наиболее популярный Ш-образный сердечник, то полуавтомат станет значительно тяжелее, что будет являться минусом для сварочного аппарата в целом, который понадобится постоянно переносить на разные объекты. Для того чтобы сделать трансформатор с мощностью 3 киловатта, вам потребуется намотать обмотку на кольцевом магнитопроводе. Первоначально следует намотать первичную обмотку, которая начинается с напряжения в 160 B с шагом в 10 В и заканчивается на 240 В. При этом провод должен быть сечением не меньше 5 кв. мм.
Для того чтобы сделать трансформатор с мощностью 3 киловатта, вам потребуется намотать обмотку на кольцевом магнитопроводе. Первоначально следует намотать первичную обмотку, которая начинается с напряжения в 160 B с шагом в 10 В и заканчивается на 240 В. При этом провод должен быть сечением не меньше 5 кв. мм.
После того как завершено наматывание первичной обмотки, следует поверх нее намотать и вторую, но на этот раз надо использовать проволоку с сечением 20 кв.мм. Значение напряжения на данной обмотке будет на показании в 20 В. Путем такого создания можно обеспечить 6 ступеней регулировки тока, один режим стандартной работы трансформатора и два типа пассивной работы трансформатора.
Регулировка полусварочного автомата
На сегодняшний день существует 2 вида регулировки тока по трансформатору: на первичной и вторичной обмотке. Первая — это регулировка тока на первичной обмотке, осуществляется при помощи тиристорной схемы, которая зачастую имеет множество недостатков. Одним из таких является периодическое повышение пульсации сварочного аппарата и переход фаз у такой схемы из тиристора в первичную обмотку. Регулировка тока по вторичной обмотке также имеет ряд недостатков при применении тиристорной схемы.
Одним из таких является периодическое повышение пульсации сварочного аппарата и переход фаз у такой схемы из тиристора в первичную обмотку. Регулировка тока по вторичной обмотке также имеет ряд недостатков при применении тиристорной схемы.
Для того чтобы их устранить, придется применять компенсирующие материалы, которые сделают сборку значительно дороже, да и к тому же аппарат станет значительно тяжелее. Проанализировав все эти факторы, можно прийти к выводу, что регулировку тока следует производить по первичной обмотке, а выбор схемы, которую следует применить, остается за создателем. Для обеспечения нужной регулировки по вторичной обмотке нужно установить сглаживающий дроссель, который будет сочетаться с конденсатором емкостью в 50 мФ. Эту установку следует делать вне зависимости от применяемой вами схемы, что обеспечит эффективную и бесперебойную работу сварочного автомата.
Регулировка подачи сварочной проволоки
Как и во многих других сварочных аппаратах, здесь лучше всего применять широтно-импульсную модуляцию с регуляцией обратной связи. Что дает ШИМ? Данный тип модуляции позволит нормализовать скорость проволоки, которая будет настраиваться и устанавливаться в зависимости от трения, которое создается проволокой и посадкой аппарата. При этом стоит выбор между подпиткой ШИМ-регулятора, которая может осуществляться путем отдельной намотки или же питать его от отдельного трансформатора.
При последнем варианте получится более дорогая схема, но эта разница в стоимости будет незначительной, но в то же время аппарат немного прибавит в весе, что является значительным минусом. Поэтому лучше всего применить первый вариант. Но если необходимо сваривать крайне аккуратно, на маленьком токе, то, следовательно, напряжение и ток, проходящие в проволоке, будут такие же маленькие. В случае с большим значением тока обмотка должна создавать соответствующее значение напряжения и передавать его вашему регулятору.
Тем самым дополнительная обмотка может в полной мере удовлетворить потребности потенциального пользователя в максимальном значении тока.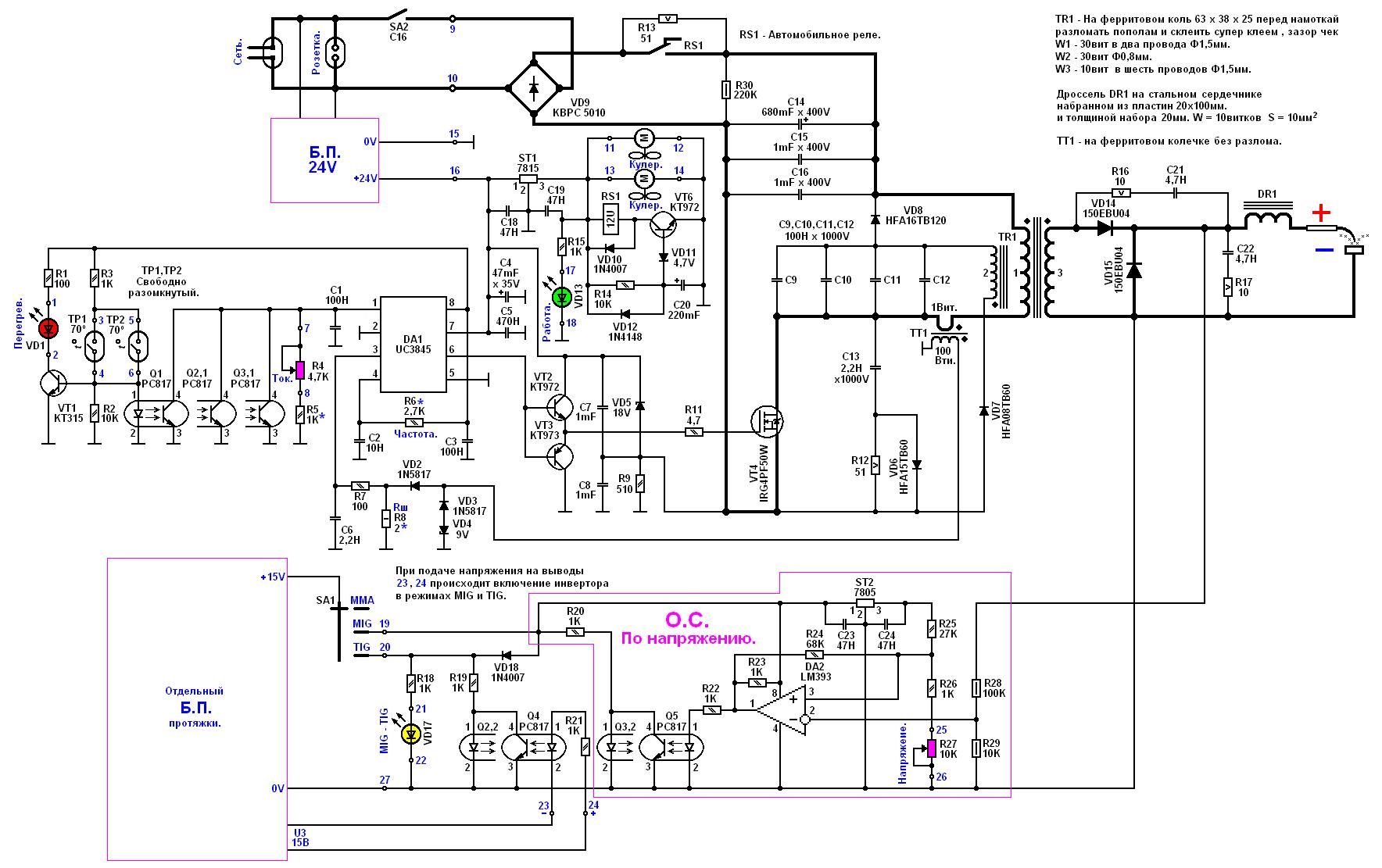 Ознакомившись с данной теорией, можно сделать вывод, что установка дополнительного трансформатора является лишней затратой денег, а нужный режим можно всегда поддерживать дополнительной обмоткой.
Ознакомившись с данной теорией, можно сделать вывод, что установка дополнительного трансформатора является лишней затратой денег, а нужный режим можно всегда поддерживать дополнительной обмоткой.
Подсчеты диаметра ведущего колеса для механизма подачи сварочной проволоки
Путем практики было определено, что скорость размотки сварочной проволоки может достигать значения от 70 сантиметров до 11 метров в минуту, при диаметре самой проволоки в 0,8 мм. Придаточное значение и скорость вращения деталей нам неизвестна, поэтому следует вести подсчеты по имеющимся данным по скорости разматывания. Для этого лучше всего сделать небольшой эксперимент, после выполнения которого есть возможность определить нужное количество оборотов. Включите аппаратуру на полную мощность и подсчитайте, какое количество оборотов она делает за минуту.
Чтобы точно уловить оборот, закрепите спичку или ленту на якорь, чтобы знать, где закончился и начался круг. После того как ваши расчеты сделаны, вы можете узнать радиус по знакомой со школы формуле: 2пиR=L, где L-длина круга, то есть, если аппарат сделает 10 оборотов, необходимо поделить 11 метров на 10, и получится размотка в 1. 1 метр. Это и будет длиной размотки. R — радиус якоря, его и надо подсчитать. Число «пи» должно быть известно со школы, его значение равно 3,14. Приведем пример. Если насчитали 200 оборотов, то путем расчета определяем число L=5.5 cм. Далее делаем подсчет R=5.5/3.14*2= 0.87 см. Итак, необходимый радиус будет составлять 0,87 см.
1 метр. Это и будет длиной размотки. R — радиус якоря, его и надо подсчитать. Число «пи» должно быть известно со школы, его значение равно 3,14. Приведем пример. Если насчитали 200 оборотов, то путем расчета определяем число L=5.5 cм. Далее делаем подсчет R=5.5/3.14*2= 0.87 см. Итак, необходимый радиус будет составлять 0,87 см.
Функциональность полусварочного автомата
Лучше всего делать его с минимальным набором функций, такими как:
- Первоначальная подача углекислого газа в трубку, что позволит сначала наполнить трубку газом и лишь потом подводить искру.
- После того как нажали кнопку, следует подождать около 2 секунд, после чего автоматически включается подача проволоки.
- Одновременное отключение тока с подачей проволоки, когда отпускаете кнопку управления.
- После всего проделанного выше необходимо с задержкой в 2 секунды прекратить подачу газа. Это делается для того, чтобы не позволить окислиться металлу после остывания.
Для того чтобы собрать двигатель подачи сварочной проволоки, можно применить редуктор стеклоочистителя от многих отечественных автомобилей. При этом не забывайте о том, что минимальное количество проволоки, которое должно выматываться за минуту, составляет 70 сантиметров, а максимальное — 11 метров. Этими значениями необходимо руководствоваться при выборе якоря для выматывания проволоки.
При этом не забывайте о том, что минимальное количество проволоки, которое должно выматываться за минуту, составляет 70 сантиметров, а максимальное — 11 метров. Этими значениями необходимо руководствоваться при выборе якоря для выматывания проволоки.
Клапан для подачи газа лучше всего выбрать среди механизмов подачи воды все из тех же отечественных автомобилей. Но очень важно следить за тем, чтобы данный клапан по истечении некоторого времени не начал пускать утечку, что очень опасно. Если выберете все верно и правильно, аппарат при нормальном режиме работы сможет прослужить около 3 лет, при этом не надо будет много раз ремонтировать его, так как он достаточно надежен.
Сварочный полуавтомат: схема
Схема сварочного полуавтомата обеспечивает все пункты функциональности и сделает сварочный полуавтомат очень удобным в работе. Для того чтобы установить ручной режим, реле переключателя SB1 должно быть замкнутым. После того как нажали на кнопку управления SA1, задействуете переключатель К2, который при помощи своих связей К2. 1 и К2.3 включит первый и третий ключ.
1 и К2.3 включит первый и третий ключ.
Далее первый ключ задействует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания сварочного полуавтомата, а К1.3 — полностью выключает тормоз двигателя. При этом во время этого процесса реле К3 начинает проводить процесс взаимодействия со своими контактами К3.1, который своим действием отключает цепь питания двигателя, а К3.2 разгибает К5. К5 в разомкнутом состоянии обеспечивает задержку включения аппарата на две секунды, которые нужно подобрать при помощи резистора R2. Все данные действия происходят с выключенным двигателем, и лишь газ подается в трубку. После всего этого второй конденсатор своим импульсом отключает второй ключ, который служит для задержки подачи тока сварки. После чего и начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка в 2 секунды на отключение подачи газа сварочного полуавтомата.
Обеспечение автоматического режима сварочного полуавтомата
Для начала следует ознакомиться, для чего же нужен автоматический режим. Например, необходимо приварить прямоугольный пласт металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если будете использовать ручной режим, то пластина по краям будет иметь шов с различной толщиной. Это вызовет дополнительные сложности, так как будет необходимо выравнивать его до нужного размера.
Например, необходимо приварить прямоугольный пласт металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если будете использовать ручной режим, то пластина по краям будет иметь шов с различной толщиной. Это вызовет дополнительные сложности, так как будет необходимо выравнивать его до нужного размера.
Если использовать автоматический режим, то тут возможности немного возрастают. Для этого необходимо настроить время сварки и силу тока, после чего попробуйте свою сварку на каком-либо ненужном объекте. После проверки можно удостовериться, что шов подходит для сварки конструкции. После снова включаем нужный режим и начинаем сварку вашего металлического листа.
При включении автоматического режима задействуете все ту же кнопку SA1, которая будет проводить все процессы подобно ручной сварке, с одним только несоответствием, что для ввода в работу потребуется не удерживать данную кнопку, а все включение будет обеспечиваться цепочкой С1R1. На полную работоспособность такого режима потребуется от 1 до 10 секунд. Работа данного режима очень проста, для этого необходимо нажимать кнопку управления, после чего включается сварка.
Работа данного режима очень проста, для этого необходимо нажимать кнопку управления, после чего включается сварка.
После того как время, заданное резистором R1, будет пройдено, сварочный аппарат сам выключит пламя.
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм. кв.
кв.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот |
|---|---|---|---|---|---|---|
| DA1 | Линейный регулятор | MC78L06A | 1 | В блокнот | ||
| DA2 | Микросхема | КР142ЕН19 | 1 | В блокнот | ||
| VT1 | MOSFET-транзистор | IRFP260 | 1 | В блокнот | ||
| VD1 | Диод | КД512Б | 1 | В блокнот | ||
| VD2 | Выпрямительный диод | 1N4003 | 1 | В блокнот | ||
| VD3 | Диодный мост | KVJ25M | 1 | В блокнот | ||
| С1, С2 | 100мкФ 16В | 2 | В блокнот | |||
| С3, С4 | Конденсатор | 0. 1 мкФ 1 мкФ | 2 | на 63В | В блокнот | |
| С5 | Электролитический конденсатор | 10 мкФ | 1 | на 25В | В блокнот | |
| С6 | Электролитический конденсатор | 470мкФ | 1 | на 25В | В блокнот | |
| R1, R2, R4, R6, R10 | Резистор | 1.2 кОм | 4 | 0,25Вт | В блокнот | |
| R3 | Переменный резистор | 3.3 кОм | 1 | В блокнот | ||
| R5 | Подстроечный резистор | 2.2 кОм | 1 | В блокнот | ||
| R7 | Резистор | 470 Ом | 1 | 0,25Вт | В блокнот | |
| R8 | Подстроечный резистор | 6. 8кОм 8кОм | 1 | В блокнот | ||
| R9 | Резистор прецизионный |
Как настройка сварочного пистолета MIG может помочь при сварке
Настройка сварочного пистолета MIG для нужд вашего конкретного применения может окупиться большей производительностью, повышенным комфортом сварщика и улучшенным качеством готовых сварных швов.При выборе подходящей горелки MIG для полуавтоматической сварки необходимо учитывать множество факторов — от свариваемого материала и типа присадочного металла до компоновки сварочной ячейки и ожидаемого времени горения дуги.
Настройка сварочного пистолета MIG под конкретные нужды применения, помимо выбора подходящих расходных материалов, может окупиться большей производительностью, повышенным комфортом и улучшенным качеством готовых сварных швов.
Существуют простые в использовании инструменты, такие как онлайн-конфигураторы, которые помогут пользователям настроить пистолет MIG.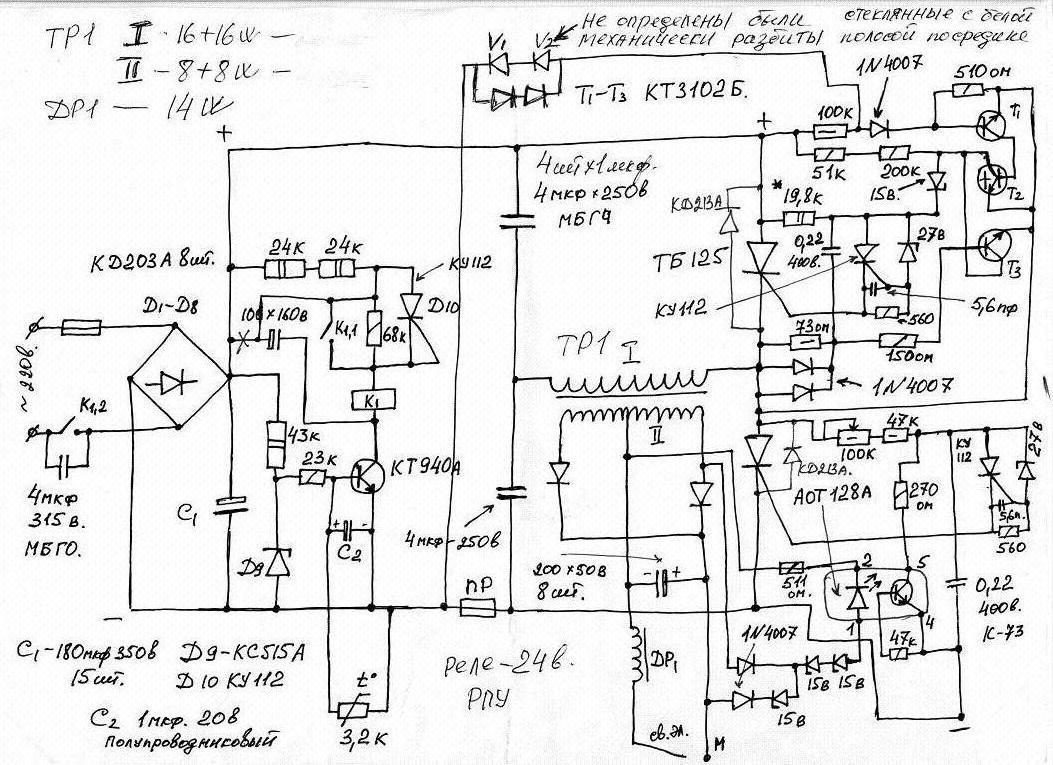 Кроме того, помните о некоторых ключевых факторах, чтобы настроить пистолет, который наилучшим образом соответствует потребностям приложения.
Кроме того, помните о некоторых ключевых факторах, чтобы настроить пистолет, который наилучшим образом соответствует потребностям приложения.
Зачем настраивать?
Настройка пистолета MIG дает множество преимуществ по сравнению со стандартным пистолетом из коробки. Индивидуальная настройка может повысить эффективность и производительность сварочных операций и обеспечить больший комфорт. Это может повысить безопасность и увеличить время горения дуги.По сути, индивидуальная настройка гарантирует, что у сварщика будет именно такая горелка для сварки MIG для конкретного применения.
Кроме того, для сборки некоторых стандартных пистолетов MIG может потребоваться дополнительное время прямо из коробки. Некоторые пистолеты могут также потребовать добавления дополнительных компонентов перед началом сварки. Иначе обстоит дело с индивидуализированными горелками MIG, которые сразу же готовы к сварке.
Настройка сварочного пистолета MIG похожа на упреждающий удар по проблемам или проблемам, которые в противном случае добавили бы время и деньги к сварочной операции.
Начало работы
Чтобы выбрать или настроить подходящий пистолет MIG, рассмотрите несколько аспектов сварочной операции. Как дерево решений, один ответ влияет на следующий выбор.
Во-первых, рассмотрите тип и толщину основного материала, так как оба влияют на выбор присадочного металла. После того как материал и присадочный металл известны, они определяют параметры сварки для конкретного применения.
Понимание параметров сварки важно, поскольку выбранный пистолет должен соответствовать требованиям по силе тока и напряжению.Хотя важно выбрать пистолет с достаточной силой тока для работы, чем больше пистолет, тем он тяжелее, что влияет на комфорт оператора.
Затем подумайте об ожидаемом времени горения дуги и длине сварных швов. Эти факторы влияют не только на необходимую силу тока для оружия, но и на эргономику. Например, какая длина пистолета лучше всего подходит для физического пространства и длины сварных швов, и какой стиль ручки предпочитает оператор?
Эти факторы объединяются при создании правильного пистолета для работы.
Рассмотрим сварочную ячейку
Понимание параметров сварки для приложенияважно, потому что выбранная горелка MIG должна соответствовать требованиям
по силе тока и напряжению.
Физическое пространство сварочной камеры также является важным фактором. Если есть приспособления или приспособления, которые нужно обойти, учтите их при настройке пистолета и выборе расходных материалов.
Например, ограниченное пространство в сварочной ячейке может повлиять на длину кабеля — цель всегда состоит в том, чтобы иметь как можно более короткий кабель, который по-прежнему соответствует требованиям приложения, чтобы избежать ненужной наматывания.Длина и угол изгиба шейки пистолета также зависят от доступного рабочего пространства и доступа к суставам. Помните, что легче сделать подобный выбор дизайна спереди, чем вносить изменения в оружие после его покупки.
Также подумайте, требуется ли в данном случае сварка стола или сварка в нестабильном положении.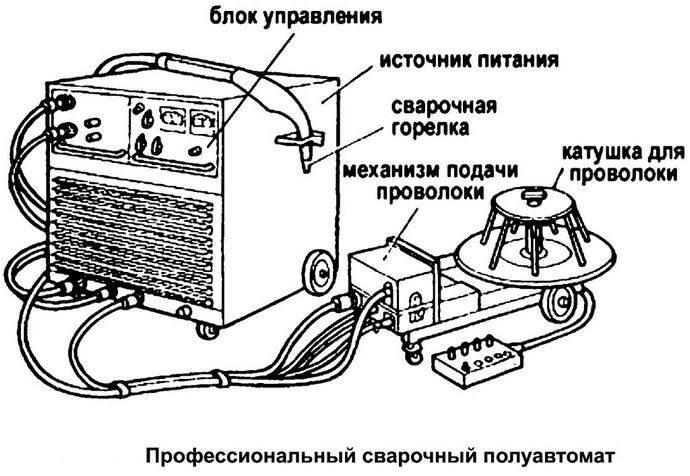 Для плоских сварных швов у стола оператор может повторять одно и то же движение снова и снова. В этом случае удобство и повторяемость являются ключевыми моментами, и, вероятно, можно использовать пистолет с более коротким кабелем, что помогает снизить общий вес.
Для плоских сварных швов у стола оператор может повторять одно и то же движение снова и снова. В этом случае удобство и повторяемость являются ключевыми моментами, и, вероятно, можно использовать пистолет с более коротким кабелем, что помогает снизить общий вес.
При сварке в смещенном положении оператору может потребоваться много перемещаться, чтобы завершить сварку. Полезно выбрать более длинный кабель. Однако имейте в виду, что слишком длинный кабель может стать причиной спотыкания оператора, или он может скручиваться и запутываться, вызывая проблемы с подачей проволоки.
Выбор кабеля
Существует два основных варианта выбора кабеля горелки для сварки MIG: стальная моно катушка или промышленные кабели. Чаще используются кабели промышленного класса.
Стальные кабели с моно катушкой хорошо подходят для тяжелых условий эксплуатации в суровых условиях.Эти кабели предлагают большую жесткость и поддержку, чтобы минимизировать проблемы с подачей в приложениях, где проволока должна проходить через более длинный кабель.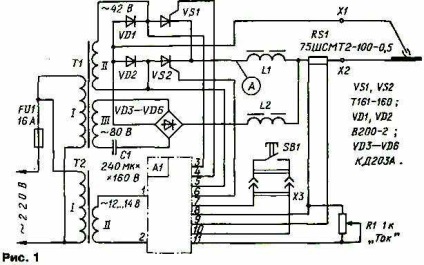 Стальные одножильные кабели также используются в приложениях, где существует риск наезда на них оборудованием, например вилочным погрузчиком.
Стальные одножильные кабели также используются в приложениях, где существует риск наезда на них оборудованием, например вилочным погрузчиком.
Длина кабеля может сильно различаться — от 10 футов до 25 футов и более. Хотя в приложениях, требующих передвижения оператора, может потребоваться более длинный кабель, попробуйте использовать как можно более короткий кабель, который позволит выполнить работу.
Для проволоки с присадочным металлом меньшего диаметра обычно требуется более короткий кабель, так как меньший провод протолкнуть на большую длину сложнее. По мере увеличения размера провода длина кабеля также может увеличиваться.
Варианты шейки и ручки
При выборе правильного сварочного пистолета MIG учитывайте проблемы или потребности конкретного сварочного применения — а также предпочтения сварщика. Выбор наилучшего выбора шейки и рукоятки пистолета для конкретного применения зависит от нескольких факторов.К ним относятся предпочтения и комфорт оператора, а также ограничения пространства сварочной камеры или приспособлений. Тип используемого присадочного металла также играет роль. Например, шеи с меньшим изгибом уменьшают вероятность гнездования птиц или других проблем с кормлением из-за более толстой и мягкой проволоки.
Тип используемого присадочного металла также играет роль. Например, шеи с меньшим изгибом уменьшают вероятность гнездования птиц или других проблем с кормлением из-за более толстой и мягкой проволоки.
с изгибом от 30 до 80 градусов для применений, где требуется большой угол для достижения сварного соединения. Выбор угла наклона шеи часто зависит от стиля используемой рукоятки пистолета.
Рукоятки пистолетадоступны в прямых или изогнутых вариантах, и решение обычно зависит от предпочтений оператора. Для пистолета с прямой рукоятью часто выбирают шейку с изгибом под 60 градусов. Еще одна популярная комбинация — сочетание пистолета с изогнутой рукояткой и грифа под углом 45 градусов.
Грифы пистолета также доступны в фиксированных или поворотных вариантах. Поворотная шейка облегчает оператору изменение угла для доступа к сварному шву без необходимости замены пистолета.Прямые ручки часто сочетаются с фиксированными шейками, в то время как изогнутые ручки часто сочетаются с поворотными шейками. При выборе шейки и рукоятки пистолета также можно добавить другие функции, такие как блокировка спускового крючка на рукоятке, которая устраняет необходимость удерживать спусковой крючок во время сварки и повышает комфорт.
При выборе шейки и рукоятки пистолета также можно добавить другие функции, такие как блокировка спускового крючка на рукоятке, которая устраняет необходимость удерживать спусковой крючок во время сварки и повышает комфорт.
Итог: выберите вариант, при котором оператору будет проще и удобнее дотянуться до сварного шва.
Подбор снаряжения к пистолету
Некоторые инструменты настройки пистолета MIG также позволяют пользователям выбирать определенные стили или типы расходных материалов.Расходные материалы должны выдерживать силу тока приложения; для некоторых приложений с более высоким током могут потребоваться расходные материалы для тяжелых условий эксплуатации. Еще одним фактором может быть управление запасами — выбор одних и тех же расходных материалов для нескольких сварочных ячеек, когда это возможно, обычно более удобен и экономичен. Следует учитывать три основных расходных материала: контактные наконечники, сопла и вкладыши.
- Контактные наконечники : Знайте размер и тип провода, выбирая правильный размер и тип контактного наконечника. Некоторые насадки имеют более тонкую резьбу, а другие рассчитаны на быструю установку на четверть или пол-оборота. Контактные наконечники, которые «падают» в сопло, хороши для плоской и горизонтальной сварки, но они могут не обеспечивать таких хороших характеристик в исходном положении. Некоторые стили предлагают более продолжительный срок службы, чем другие, так что имейте это в виду, делая выбор. Например, импульсная сварка MIG — это более агрессивный режим переноса металла, более жесткий для расходных материалов. Поэтому выберите более прочный контактный наконечник из хром-циркония, чтобы продлить срок службы контактного наконечника в этих областях применения.
- Сопла : доступ к стыкам, рабочие температуры и время горения дуги являются важными факторами при выборе правильного сопла. Латунные сопла хороши для уменьшения адгезии брызг при более низких значениях силы тока, но не работают при более высоких температурах. Следовательно, медные сопла являются лучшим выбором для приложений с более высокой силой тока из-за пластичности материала.
- Вкладыши : Когда сварочная ячейка оснащена механизмом подачи проволоки, установленным на стреле, вкладыши с фронтальной загрузкой помогают сделать замену вкладышей быстрее, проще и безопаснее.Также существуют специальные футеровки, которые могут улучшить подачу проволоки, особенно в применениях с металлической или флюсовой сердцевиной.
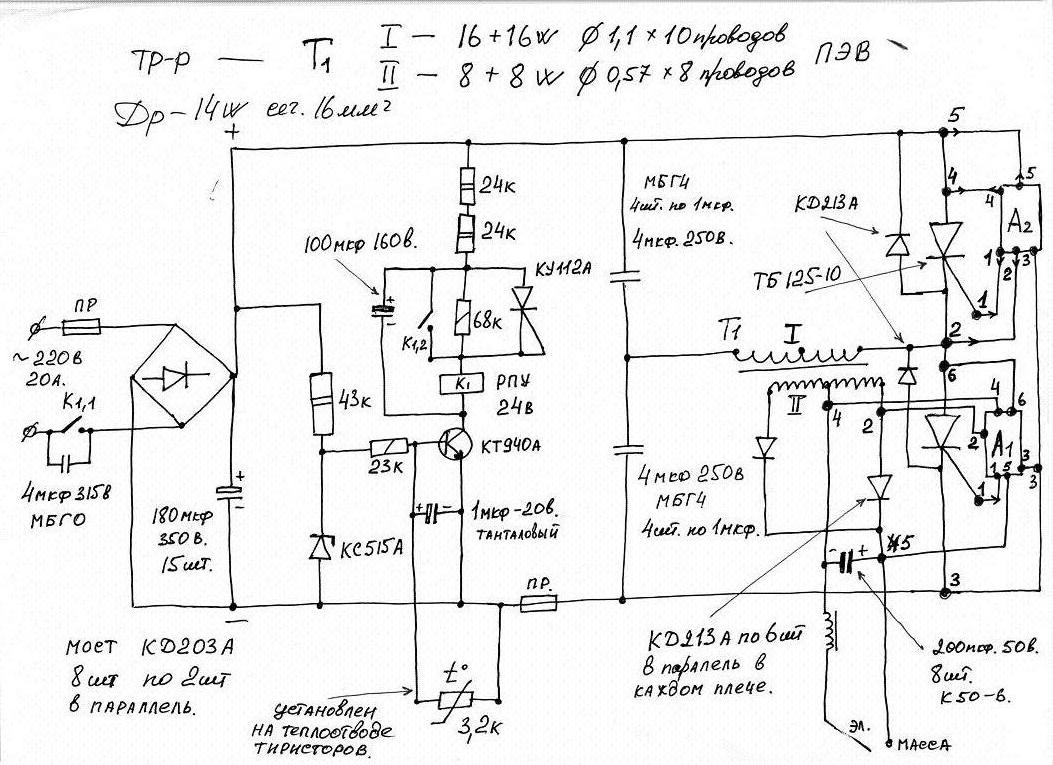 Некоторые насадки имеют более тонкую резьбу, а другие рассчитаны на быструю установку на четверть или пол-оборота. Контактные наконечники, которые «падают» в сопло, хороши для плоской и горизонтальной сварки, но они могут не обеспечивать таких хороших характеристик в исходном положении. Некоторые стили предлагают более продолжительный срок службы, чем другие, так что имейте это в виду, делая выбор. Например, импульсная сварка MIG — это более агрессивный режим переноса металла, более жесткий для расходных материалов. Поэтому выберите более прочный контактный наконечник из хром-циркония, чтобы продлить срок службы контактного наконечника в этих областях применения.
Некоторые насадки имеют более тонкую резьбу, а другие рассчитаны на быструю установку на четверть или пол-оборота. Контактные наконечники, которые «падают» в сопло, хороши для плоской и горизонтальной сварки, но они могут не обеспечивать таких хороших характеристик в исходном положении. Некоторые стили предлагают более продолжительный срок службы, чем другие, так что имейте это в виду, делая выбор. Например, импульсная сварка MIG — это более агрессивный режим переноса металла, более жесткий для расходных материалов. Поэтому выберите более прочный контактный наконечник из хром-циркония, чтобы продлить срок службы контактного наконечника в этих областях применения.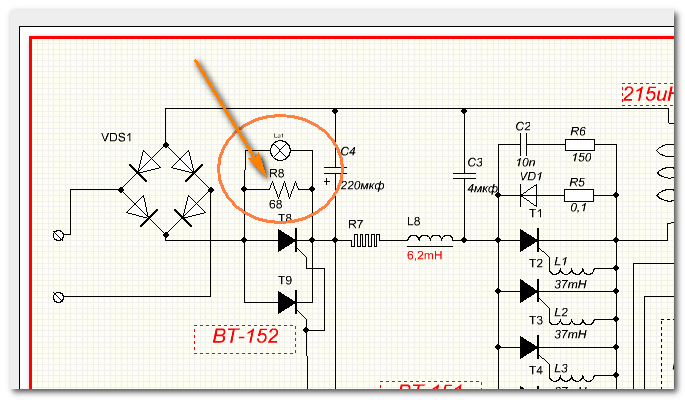
Выбор подходящего пистолета MIG
При выборе подходящей горелки для сварки MIG учитывайте проблемы или потребности конкретного сварочного применения — а также предпочтения сварщика. Индивидуализированный пистолет MIG может повысить комфорт оператора, продлить срок службы расходных материалов и повысить производительность и эффективность работы.
| Срок действия | Определение |
|---|---|
| Защитный колпачок | Колпачок из кованой стали, который следует навинтить на вентиль баллона, чтобы защитить его при хранении или перемещении баллона. |
| Диск предохранительный | Механическое предохранительное устройство для сосудов под давлением, предназначенное для сброса давления до заданного значения. Также называется предохранительным клапаном. |
| Провисание | Проседание или искривление металла вниз (как в сварочной ванне) под действием силы тяжести. |
| Вторичный контур | В трансформаторе сварочного аппарата электрическая цепь и обмотка соединены с электродами. |
| Самозащитный электрод | Электрод, который производит собственный защитный газ и не требует дополнительного защитного газа. |
| Сварочный полуавтомат | В этом процессе сварки оборудование контролирует подачу электродной проволоки, а движение горелки контролируется вручную. |
| Последовательность | Порядок, в котором происходят операции или события. |
| Серводвигатель | Небольшой электродвигатель, способный точно контролировать движение. |
| Шлифовальный станок для вольфрама Sharpie | Компания O.G. ручной шлифовальный станок для вольфрамовых электродов, который обеспечивает четкое зажигание дуги и позволяет сварщикам TIG лучше контролировать сварочную ванну. Вольфрамовая шлифовальная машина Sharpie — самый простой способ значительно улучшить сварку TIG. |
| Защитный газ | Газ, используемый для предотвращения загрязнения сварочной ванны. |
| Измеритель расхода защитного газа | Устройство, используемое для проверки фактического расхода газа на сварочной горелке. Точная скорость потока защитного газа улучшает качество и стабильность сварного шва, а также снижает затраты на сварку. |
| Короткое замыкание | В процессе переноса с коротким замыканием состояние, которое возникает, когда электрод касается основного металла, в результате чего металл от электрода попадает в сварной шов. |
| Короткое замыкание передачи | Процесс газовой металлической дуги, использующий относительно низкое напряжение. Дуга постоянно прерывается и возобновляется, поскольку расплавленный электрод замыкается на основной металл. Дуга постоянно прерывается и возобновляется, поскольку расплавленный электрод замыкается на основной металл. |
| Плечевой шарнир | Одна из нескольких осей (прямые линии, вокруг которых может происходить вращение) типичного робота. |
| SI Метрическая система | Systeme Internationale — измерительная система, используемая в большинстве стран.Он использует такие единицы измерения, как миллиметры, килограммы, литры, ньютоны и паскали. |
| Боковой отвод | Испытание, выполняемое путем изгиба сварного образца в сторону по направлению к толщине металла. Боковой изгиб используется для толстого материала. |
| Одноступенчатый регулятор | Регулятор, понижающий давление в баллоне до рабочего за одну ступень (ступень). |
| Однофазная цепь | Электрическая цепь, которая производит только один чередующийся цикл в течение 360 градусов времени. |
| Эскизы | Простые чертежи деталей, выполненные без чертежных инструментов. |
| Череп | Нерасплавленный остаток жидкого присадочного металла. |
| Шлак | Твердый, хрупкий металл, который покрывает готовую дугу с защитной оболочкой, порошковую проволоку и валики для сварки под флюсом; оксиды металлов и другие материалы, образующиеся на обратной стороне дуговой резки. |
| Включения шлака | Неплавленые неметаллические вещества в металле шва. |
| Наклон | Нисходящая кривая вольт-амперной диаграммы для аппарата дуговой сварки. |
| Регулировка наклона | Изменение наклона вольт-амперной кривой за счет уменьшения максимального тока короткого замыкания. Это уменьшает разбрызгивание во время передачи короткого замыкания. |
| Солидус | Самая высокая температура, при которой металл или сплав полностью тверд. |
| Брызги | Частицы, выдуваемые сварочной дугой, которые не становятся частью готового сварного шва. |
| Щелевой шов | Сварной шов, аналогичный электрозаклепке, но выполненный через удлиненное (а не круглое) отверстие. |
| Розетка | Предварительно сформованный фитинг, припаянный для соединения отрезков тонкостенных трубок. |
| Твердотельная сварка | Группа сварочных процессов, при которых свариваются металлы при температурах ниже точки плавления основного металла без добавления присадочного металла.Примеры: сварка трением, взрывом и ультразвуковая сварка. |
| Затвердеть | Стать твердым или твердым. |
| Солидус | Температура, при которой металл или сплав начинает плавиться. ликвидус — это температура, при которой металл становится полностью жидким. |
| Искровогенератор | Устройство, создающее искру для зажигания пламени газокислородной горелки. |
| Брызги | Рассеяние капель расплавленного металла по поверхности вблизи дуговой сварки. |
| Наконечник для быстрой сварки | Наконечник для сварочной горелки, позволяющий сваривать пластмассы одной рукой. |
| Золотник | Барабан, установленный на приводном механизме проволоки, в котором находится электродная проволока для сварки MIG (GMAW). |
| Точечная сварка | Может относиться к точечной сварке MIG или TIG, этот процесс обычно используется для материалов, которые имеют конструкцию соединения внахлест. Сварные швы выполняются электродами с обеих сторон стыка, в отличие от точечной сварки MIG и TIG, которые выполняются с одной стороны. |
| Распылительный перенос | Процесс MIG (GMAW), при котором напряжение дуги достаточно высокое для непрерывного переноса металла электрода через дугу небольшими шариками. |
| Время сжатия | При контактной сварке — время, измеряемое в циклах, в течение которого электроды находятся под действием силы, чтобы зажать детали и обеспечить хороший электрический ток.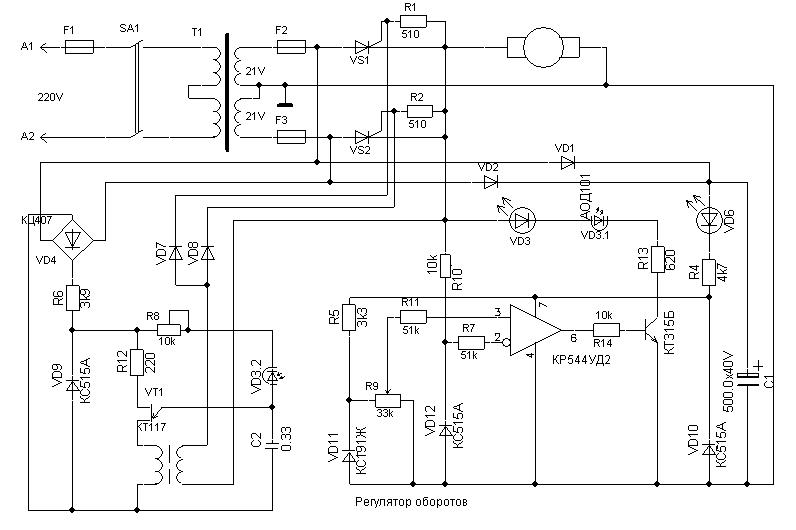 |
| Ступенчатые прерывистые швы | Прерывистые сварные швы на обеих сторонах стыка со смещением друг относительно друга. |
| Нержавеющая сталь | Стальной сплав, содержащий хром, устойчивый к коррозии и окислению. |
| Понижающий трансформатор | В электрическом устройстве используются сварочные аппараты, которые снижают напряжение и увеличивают силу тока во вторичной цепи. |
| Ручная сварка (SMAW или дуга в экранированном металле) | Процесс плавления и соединения металла путем нагревания дугой между покрытым электродом и заготовкой.Защитный газ поступает из внешнего покрытия электрода, также известного как флюс. |
| Прямая полярность | Отрицательный катод электрода, соединяющий постоянный ток, заставляющий электроны течь от электрода к основному металлу. |
| Штамм | Реакция объекта на стресс. |
| Прочность | Способность материала без разрушения выдерживать прилагаемые нагрузки. |
| Напряжение | Нагрузка или сила, приложенная к объекту. |
| Снятие напряжения | Равномерный нагрев конструкции до температуры ниже критической с последующим медленным, равномерным охлаждением для уменьшения напряжений в материале. |
| Нажать дугу | Прикосновение электрода к заготовке с последующим отведением ее на расстояние, достаточное для поддержания электрического потока через дугу. |
| Бусина стрингера | Полоса, полученная путем перемещения горелки или электрододержателя вдоль сварного шва без каких-либо поперечных движений. |
| Дуговая сварка шпильки | (SW) Процесс дуговой сварки, при котором шпильки, гвозди или другие крепежные детали используются в качестве электрода, пока они привариваются к поверхности. После плавления основного металла специальная дуговая горелка для стержней прижимает крепеж к поверхности. |
| Дуговая сварка под флюсом (SAW) | Процесс, при котором металлы соединяются дугой между неизолированным металлическим электродом и изделием. Экранирование происходит из гранулированного легкоплавкого материала. Экранирование происходит из гранулированного легкоплавкого материала. |
| Наплавка | Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров. |
Сварочные инструменты и материалы: 12 шагов
Основные типы сварки, используемые в промышленности и домашними инженерами, обычно называют сваркой MIG, сваркой TIG, дуговой сваркой, газовой сваркой. Несомненно, сварка MIG — это наиболее распространенный вид сварки, но есть и другие варианты сплавления металла.
_________
GMAW или G as M и др. A rc W elding (чаще называемый MIG сварка ) является наиболее широко используемым и, возможно, наиболее легко осваиваемым видом сварки в промышленности и домашнего использования. Процесс GMAW подходит для плавления низкоуглеродистой, нержавеющей стали, а также алюминия. Несколько лет назад полное название — сварка в среде инертного газа (MIG) было изменено на сварку в газовой среде и дуговой сварке (GMAW), но если вы назовете это так, что большинство людей не поймет, о чем вы, черт возьми, говорите — название сварка MIG конечно застрял.
MIG ( M и др. I Nert G как сварка) — это полуавтоматический процесс дуговой сварки, в котором плавящийся проволочный электрод и защитный газ подают через сварочный пистолет, также известный как резак . Машина вырабатывает мощный электрический ток, который проходит по расходуемой проволоке к вашим деталям, сплавляя и плавя проволоку и основной металл вместе.
Сварка МИГ была разработана в 1940-х годах как способ ускорить процесс плавления материалов сварочными аппаратами на заводах во время и после Второй мировой войны.Семьдесят лет спустя общий принцип остается тем же самым, но большая часть сварочного оборудования MIG была модернизирована с использованием более качественных деталей, а некоторые даже имеют бортовые компьютеры.
Сварка МИГ использует электрическую дугу для создания короткого замыкания между положительным анодом с непрерывным питанием (сварочная горелка с подачей проволоки) и отрицательным катодом (свариваемый основной металл). Если вы хотите лучше понять основные принципы электричества, ознакомьтесь с классом электроники.
Если вы хотите лучше понять основные принципы электричества, ознакомьтесь с классом электроники.
Тепло, выделяемое при коротком замыкании, вместе с инертным газом, не вступающим в реакцию, плавит металлы под сварочной горелкой и позволяет им смешиваться.Как только тепло снимается, металл начинает остывать и затвердевать, образуя новый кусок расплавленного металла.
Сварка MIG полезна, поскольку ее можно использовать для сварки многих различных типов металлов: углеродистой стали, нержавеющей стали, алюминия, магния, меди, никеля, кремнистой бронзы и других сплавов. В этом уроке рассказывается только о том, как плавить низкоуглеродистую сталь, но в руководстве вашего сварщика есть расширенные инструкции о том, как сваривать другие материалы.
Кислородная сварка части ящиков с боеприпасами, 1943 год — из библиотеки изображений Flickr Creative Commons Public Domain Image Library, предоставленной Государственной библиотекой Южной Австралии.
Сварка кислородно-ацетиленовой горелкой , чаще всего Газовая сварка и резка , , а не , широко используются для обычной сварки мягкой стали, но отлично подходят для очень тонкой сборки небольших декоративных деталей.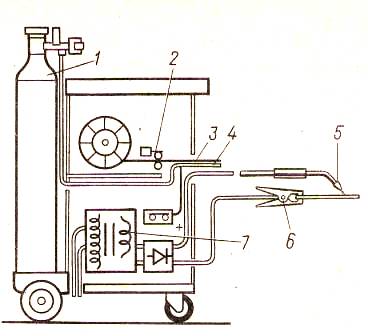 Этот вид сварки является одним из первых промышленных видов сварки. Газовая сварка заключается в смешивании кислорода и ацетилена с образованием пламени, способного плавить сталь. Газовая горелка обычно используется для пайки более мягких металлов, таких как медь и бронза, но также может использоваться для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Этот вид сварки является одним из первых промышленных видов сварки. Газовая сварка заключается в смешивании кислорода и ацетилена с образованием пламени, способного плавить сталь. Газовая горелка обычно используется для пайки более мягких металлов, таких как медь и бронза, но также может использоваться для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Фотография горелки для сварки TIG от компании ElektraSteel, представляющей удивительную стальную чашу для сварки TIG с инструкциями.
GTAW ( G как T без сварки A RC W с полым корпусом) или чаще T без металла I Nert G as ( TIG) сварка сопоставима с кислородно-ацетиленовая газовая сварка и требует от оператора некоторой координации рук, глаз и ног. Сварные швы TIG лучше всего подходят для любых работ, требующих особого внимания, например для создания скульптур и архитектурных элементов. Сварные швы TIG обеспечивают превосходную отделку, требующую минимальной очистки шлифованием или шлифованием.
Сварные швы TIG обеспечивают превосходную отделку, требующую минимальной очистки шлифованием или шлифованием.
Сварка TIG обеспечивает очень чистый способ сварки. В одной руке вы держите электрод горелки и подключаете заземление к основному материалу. Вы активируете поток тока с помощью ножной педали и контролируете количество тока на сварочном аппарате. Вместо того, чтобы сжигать подачу расходной проволоки от горелки, сварщик осторожно подает присадочный материал из прутка в сварочную ванну. Поскольку вы контролируете подачу материала, разбрызгивание шлака минимально.Если вы хотите узнать больше о сварке TIG, ознакомьтесь с этим руководством.
Сварщик, производящий котлы для корабля, Combustion Engineering Co., Чаттануга, Теннесси, июнь 1942 г. Фотография Альфреда Т. Палмера. Из Flickr Creative Commons — предоставлено Библиотекой Конгресса.
Дуговая сварка или S hielded M etal A rc W elding ( SMAW ) чаще называют дуговой сваркой. Дуговая сварка заключается в зажатии электрода, вырабатывающего ток, на покрытой расходной части материала. Электрическая дуга проходит от кончика расходуемого электрода к основному материалу под ним. Расстояние между наконечником электрода и основным материалом контролирует количество тепла, выделяемого сверхгорячей электрической дугой. Дуговая сварка лучше всего подходит для изготовления конструкций, строительства и крупномасштабного ремонта. Дуговая сварка очень сильно нагревается и может легко выгореть тонкий материал, более тонкие материалы больше подходят для процессов сварки MIG.
Дуговая сварка заключается в зажатии электрода, вырабатывающего ток, на покрытой расходной части материала. Электрическая дуга проходит от кончика расходуемого электрода к основному материалу под ним. Расстояние между наконечником электрода и основным материалом контролирует количество тепла, выделяемого сверхгорячей электрической дугой. Дуговая сварка лучше всего подходит для изготовления конструкций, строительства и крупномасштабного ремонта. Дуговая сварка очень сильно нагревается и может легко выгореть тонкий материал, более тонкие материалы больше подходят для процессов сварки MIG.
Сварщик: Профессии в Альберте — alis
Аппарат для сварки давлением
Сварщики под давлением сваривают детали вместе для создания сосудов под давлением, котлов, систем напорных трубопроводов и соответствующей арматуры.
Законодательство
В соответствии с Законом о правилах безопасности Альберты [pdf] и Положением о сварочных аппаратах под давлением [pdf] вы должны иметь соответствующий сертификат Ассоциации безопасности котлов Альберты (ABSA) и квалификационную карту для сварки сосудов под давлением, котлов, систем напорных трубопроводов или фитингов.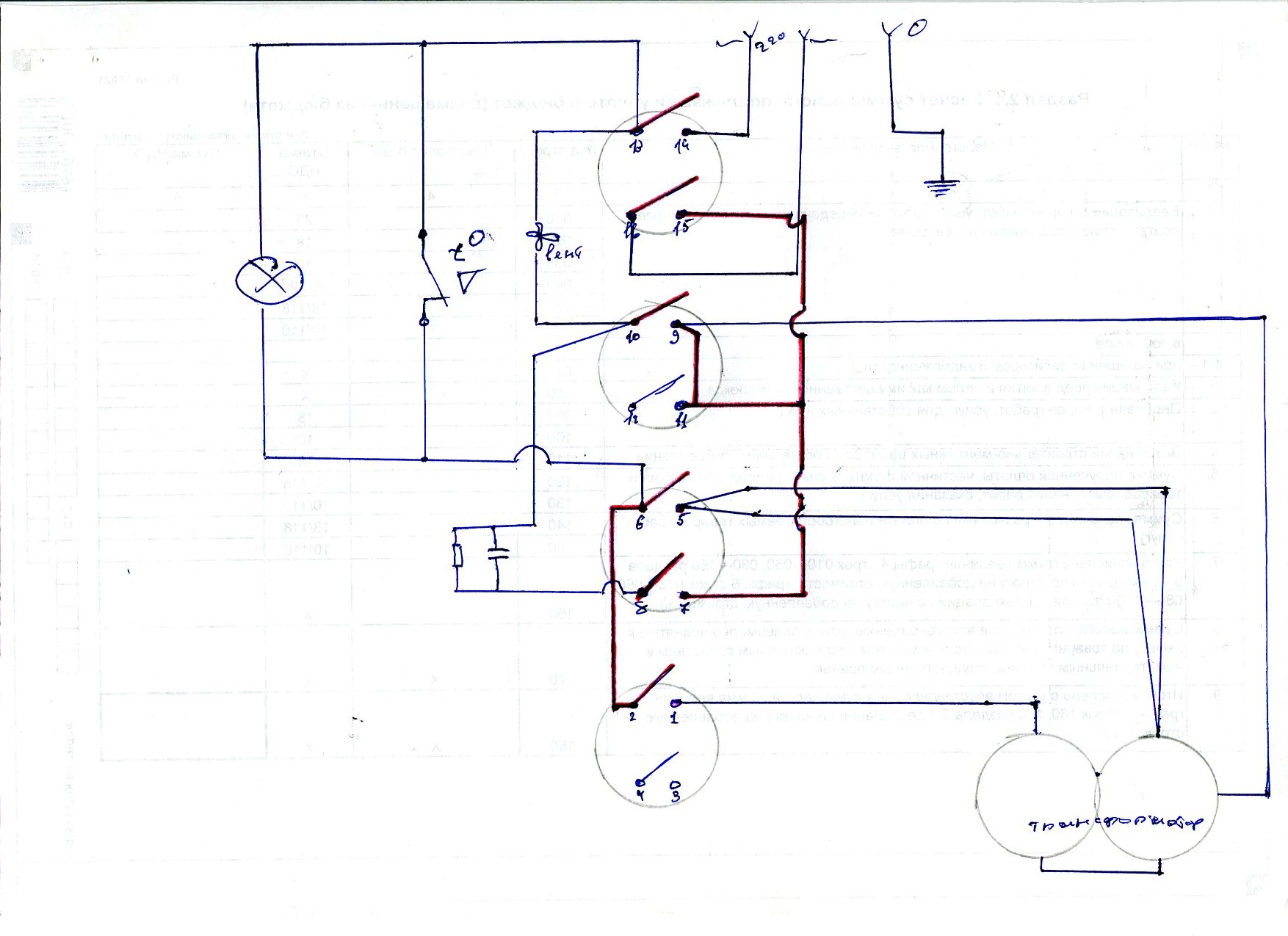 .Есть три типа сертификатов:
.Есть три типа сертификатов:
- Аппарат для сварки давлением класса B
- Аппарат для сварки давлением класса C
- Оператор сварочного аппарата
В аттестационной карточке должны быть указаны процесс сварки, группа основного материала, группа присадочного металла, толщина наплавленного металла шва, положения, подложка и минимальный диаметр трубы.
Что вам понадобится
Каждый тип сертификата имеет свои квалификационные требования.Квалификационные карточки производительности могут быть выданы уполномоченными сотрудниками по правилам безопасности или уполномоченными испытательными организациями. Официальную подробную информацию о требованиях к сертификации см. На веб-сайте ABSA.
Работа в Альберте
Сварщики под давлением, сертифицированные регулирующей организацией в Канаде и имеющие хорошую репутацию в ней, могут иметь право на сертификацию в Альберте, если сертифицированные сварщики под давлением в двух юрисдикциях обладают аналогичной компетенцией. Для получения дополнительной информации см. Что делать, если я уже сертифицирован в другой провинции или территории Канады? и веб-сайт ABSA.
Для получения дополнительной информации см. Что делать, если я уже сертифицирован в другой провинции или территории Канады? и веб-сайт ABSA.
Контактная информация
Alberta Boilers Safety Association
9410 20th Avenue
Эдмонтон, Альберта T6N 0A4
Канада
Телефон: 780-437-9100
Веб-сайт: www.absa.ca
Схема электрических соединений аппарата дуговой сварки Lincoln 225
Стоимость этого чуть больше.Схема подключения аппарата дуговой сварки Lincoln 225 . Модель на 225 ампер одного размера стала стандартом в отрасли. С другой стороны, диаграмма представляет собой упрощенную версию этого устройства. Станок ac dc 225 125 позволяет сваривать более тяжелые листы и выполнять сварку вне положения для наплавки. Сварка палкой для начинающих со сварщиком Lincoln AC 225.
Ручная тележка-органайзер для дуговой сварки Lincoln ac 225. Проводка штепсельной вилки провода Lincoln ac225.
При полуавтоматической или автоматической сварке проволокой электродом-электродом приварная головка насадка или полуавтомат.
Как подключать проволоку для электросварщика Электродуговые сварочные аппараты — обычные инструменты домашнего магазина.
Проводка штепсельной вилки провода Lincoln ac225.
При полуавтоматической или автоматической сварке проволокой электродом-электродом приварная головка насадка или полуавтомат.
Как подключать проволоку для электросварщика Электродуговые сварочные аппараты — обычные инструменты домашнего магазина.
Схема дает визуальное представление об электрической структуре.Он показывает элементы схемы в виде обтекаемых форм, а также мощность и сигнальные линии между гаджетами. Электросхема аппарата для дуговой сварки Lincoln 225 Wellborn. Продолжительность работы дуговой сварки Lincoln.
Инструкции по эксплуатации lincoln electric мы используем файлы cookie, чтобы помочь нашему веб-сайту работать более эффективно и результативно, а также чтобы наши услуги и рекламные объявления соответствовали вашим потребностям.Электросхема — это упрощенное обычное графическое изображение электрической цепи.
Сварочный аппарат ac 225 идеально подходит для сварки общего назначения, включая низколегированные и нержавеющие стали из низкоуглеродистой стали, а также чугун для обычных ремонтных и любительских работ.