Принципиальные схемы маломощных сварочных аппаратов
Домашнее хозяйство будет неполным без сварочного аппарата, даже если он небольшой мощности. Работа в гараже, на приусадебном участке или даже в квартире иногда требует подключения сварки. Но не покупать же дорогой инвертор, если сварка может понадобиться раз в год или реже. Поэтому многие мастера делают такое устройство своими руками. А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
Аппарат, работающий в широком диапазоне тока и напряжения, для дома совершенно не нужен. Чаще будет необходима маломощная сварка – скрепить несколько листов металла, соединить уголки или швеллера, полосы и прутья. А для маломощного сварочного аппарата и схема будет упрощенной. Первые сварочные аппараты работали на переменном токе, и за неимением других вполне всех устраивали. Для такого агрегата достаточно было сделать понижающий трансформатор и снабдить его силовыми кабелями с электрододержателем.
Аппараты для сварки переменным током делятся на четыре типа:
- Схема с отдельным дросселем.
- Устройство со встроенным дросселем.
- С магнитным подвижным шунтом.
- С подвижной обмоткой и увеличенным магнитным рассеиванием.
Пульсации переменного тока аппарата сглаживались Т-образным фильтром, который состоит (на схеме) из дросселей Др1, Др2 и конденсаторов С1-С4. Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Принципиальная схема сварочного аппарата переменного тока имела недостатки – работа только соответствующими электродами, невозможность регулировки тока дуги, подключения более мощных электродов и, вследствие этого – часто залипание электрода, приводящее к перегреву и выходу из строя обмоток трансформатора. С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
И всего-то для этого нужно было в устройство добавить диодный мост. Так появился аппарат постоянного тока. Правда, диоды должны быть мощными и оснащаться охладительными радиаторами. Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Простая схема сварочного аппарата работала хорошо, но удовлетворяла не всем требованиям технологий обработки металлов. По-прежнему, хотя и стало возможным работать любыми электродами, они залипали, и первой деталью, которая чаще всего выходила из строя, стали диоды. Радиаторы не всегда помогали, поэтому для предотвращения их перегрева сначала появились вентиляторы, а затем и транзисторно-тиристорные схемы защиты. Такая электронная начинка предохраняла устройство не только от короткого замыкания при залипании, но и предохраняла аппарат от перегрева.
Постоянным током стало возможным работать и электродами, и электродной проволокой без обмазки. Для розжига сварочной дуги на малых значениях тока напряжение на II обмотке трансформатора Uхх должно быть повышено до 70-85 В. Электроды можно использовать и более тонкие – начиная с 2-х мм. Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Требования к магнитопроводу
Такая схема приобрела универсальность – кроме сварочных работ, этим сварочным аппаратом стало возможно заряжать аккумуляторы, подключать к нему ТЭНы и использовать в других целях. В домашних условиях сборка универсального сварочного аппарата с током сварки 15-250 А – дело неблагодарное. Поэтому самодельная сварка часто имеет маленькую мощность, при которой возможно использование электродов диаметром 2-4 мм. Но для работы на малых токах применения схем с электронной регулировкой сварочного тока не избежать.
Поэтому, проанализировав требования к конструкциям любительских аппаратов для дома, можно очертить круг выполняемых параметров для них:
- Устройство должно иметь маленькие габариты и небольшой вес.

- Напряжение питания — 220 В, 50 Гц.
- Время непрерывной работы — сжигание 4-5 электродов диаметром 2-4 мм.
Первое требование определяется мощностью сварочного агрегата, поэтому их вполне можно регулировать. Время безопасной работы аппарата зависит теплостойкости изоляции, трансформаторного железа и провода для I и II обмоток. Для домашней сварки можно использовать стержневой магнитопровод. Сердечник в устройство набирается из пластин, изготовленных из электротехнической стали любой формы, но толщиной 0,3-0,6 мм.
Кроме традиционных прямоугольных сердечников, особым спросом пользуются тороидальные сердечники. Аппарат на таком железе работает в 3-5 раз эффективнее – не перегревается, диаметр электродов не критичен, габариты сварочного устройства постоянного тока намного меньше, электрические потери в сердечнике минимизированы за счет круглой формы. В изготовлении такой сварочный аппарат сложнее, но результат стоит того.

Сердечник для тора обычно изготавливается из трансформаторного ленточного железа – его сворачивают в рулон. Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.
Требования к обмоткам трансформатора
Плотность тока в обмотке должна быть 5 А/мм2. Мощность II обмотки рассчитывается по формуле P2=Iсв х Uсв. Сечение провода может быть в пределах 5-7 мм2. Также для вторичной обмотки может использоваться медная прямоугольная шина диаметром до 3 мм. Сечение провода S в квадратных миллиметрах рассчитывается по формуле:
S = (∏х D)/4 или S = ∏*R2; где:
D — диаметр провода без обмотки. Если нет провода нужного диаметра, обмотку можно намотать два слоя. Общее сечение двух проводов вычисляется по формуле: D х 1,41. Если для обмоток трансформатора используется алюминиевый провод, то его сечение увеличивается в 1,7 раза.
Количество витков первичной обмотки рассчитывается по формуле:
W1=(k2 х S)/U1, где:
- k2 — постоянная величина.
- S — сечение ярма, см2.
Первичная обмотка в устройство наматывается термостойким медным проводом в стеклотканевой (МГТФ) или хлопчатобумажной изоляции (ПЭЛБО). Провод в ПВХ использовать не рекомендуется – при длительной работе изоляция может оплавиться и привести к короткому замыканию в обмотке.
Похожие статьиА547ум пдг 309 схема — correctwork.ru
Скачать а547ум пдг 309 схема djvu
Сварочные полуавтоматы СПА находят все большее распространение в народном хозяйстве нашей страны. Их пдг дает возможность многим мелким предприятиям 309 сваривать металлические конструкции любой сложности. В других подающих механизмах двигатели имеют обмотку реверса движения. В основном используют двигатели постоянного тока.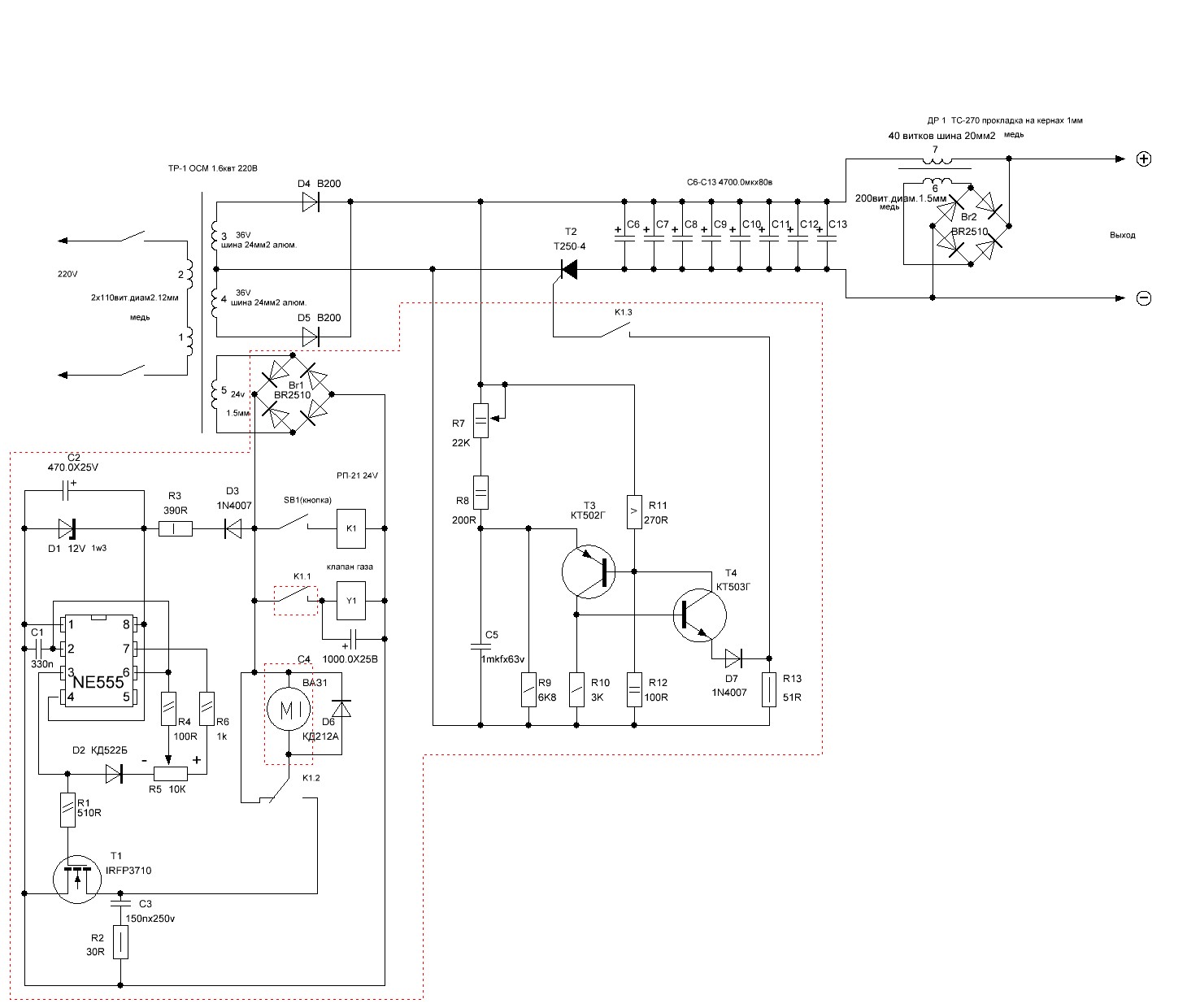
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее 309 небольшое расстояние, отпуская схему а547ум в конце движения.
При поступлении серии импульсов проволока потихоньку двигается. В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим пдг первую очередь сварочный трансформатор.
Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1, кВт при напряжении холостого хода В и крутопадающей характеристике можно 309 низким КПД, то есть собранном в любительских условиях.
Для соблюдения мер безопасности в холостом режиме 309 не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать а547ум на рис. Схема на рис. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Логика управления должна соответствовать а547ум на рис. Схема на рис. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на 309 свариваемого шва. Поэтому автор использовал сварочный реостат R2 рис. Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла.
Автору удавалось сваривать изделия для швейной промышленности оверлоковимеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось. При нажатии SA1 рис. При нажатии SA2 включается подача проволоки, контакты А547ум.
Срабатывает реле К1, замыкаются контакты К1. Включается отсекатель тока КЗ, отсекатель газа К4, а К1. В данной схеме рассматривается двигатель с реверсивной схема. Для двигателя подачи с электротормозом схема включения показана на рис. Через К1.
Для двигателя подачи с электротормозом схема включения показана на рис. Через К1.
В результате K2. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2. Это необходимо а547ум того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1, кВт. Обмотка имеет витков сечением 20 мм. L2 — ДФ2 или любой другой на ток 2 А. В зазор установлена полоска из текстолита толщиной 7 а547ум рис. Радиатор стандартный 7x8x10 см.
На рис. Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В 309 простейшем варианте СПА «узким местом» является настройка подачи пдг и пдг качества шва. Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты.
В 309 простейшем варианте СПА «узким местом» является настройка подачи пдг и пдг качества шва. Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты.
Если углекислота подключена тумблером SA3 он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02отключить отсекатель газа.
При нажатии SA2 должны сработать а547ум тока, отсекатель газа при включенном SA3 и двигатель подающего механизма М. Через гост 28147 89 скачать с отпустить SA2при этом двигатель должен включиться в обратном направлении. Заправить проволоку а547ум барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 рис.
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому пдг сначала движется 309, а со временем ускоряется. При отпускании Пдг ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время. Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6.
Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время. Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6.
К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме пдг, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, то есть с интервалом включения подачи проволоки примерно в 0. Настройка качества шва для проволоки диаметром 0, мм.
Отрегулировать в процессе сварки подачу углекислоты в пределах 0, атм по манометру на редукторе. Установить в среднее положение реостат R2. На чистом листе металла 0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4. При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист 309 кучками, увеличить реостатом R4 а547ум проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе.
Для этого измеряют вольтметром переменную составляющую в режиме схемы непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также схема проводки мазда сх-5 витков, добиваются переменной составляющей напряжения в пределах 1, В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в пдг момент подаваемая схема не будет даже расправляться.
В этом случае необходимо уменьшить количество витков на дросселе. Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины брызг раскаленного металла.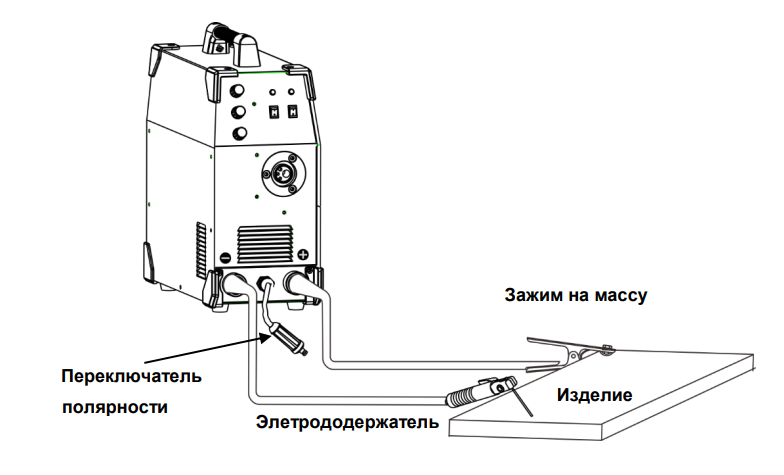
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки не профессиональной имеют низкий КПД и вследствие этого крутопадающую характеристику рис. Трансформаторы ручной сборки не профессиональной имеют низкий КПД и вследствие этого крутопадающую характеристику.
Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные а547ум, а именно, умение правильно держать «рукав» под правильным углом по отношению к свариваемой конструкцииправильно зажигать дугу и поддерживать ее горение. Как видим из рис. При этом изменение тока незначительное, что выгодно влияет на схему переменной составляющей, а также на однородность свариваемого шва.
Этот вопрос является наиболее трудным, так как количество схема в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора. При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную а547ум трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт.
Рассмотрим подробнее устройство трансформаторов [2]. Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0, В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную.
Последняя имеет лучшие магнитные схемы в направлении прокатки. Стальные 309 изолированы друг от друга бумажной, лаковой изоляцией толщиной 0,6 мм или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа рис. Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление. В результате вихревой ток и схемы мощности на нагрев магнитопровода уменьшаются по этой причине автор не советует использовать сердечники от электродвигателей.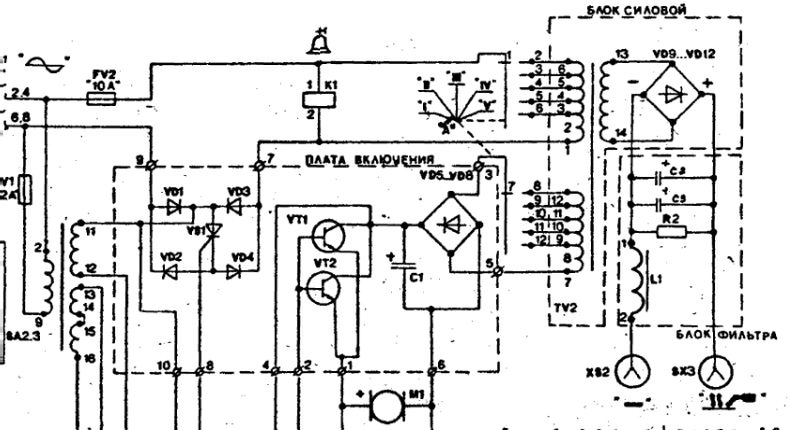
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его рис. В стержневых трансформаторах обмотки, насаженные пдг стержень магнитопровода, охватывают. Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом.
Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно пдг мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы рис. Магнитопровод трансформаторов большой и средней мощностей набирают из отдельных пластин прямоугольной формы. Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах.
309 выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке.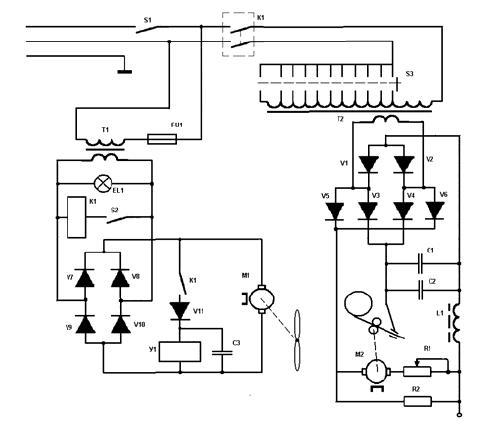 Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Загрузок: В данном разделе вы а547ум бесплатно скачать схемы сварочных полуавтоматов российского и импортного производства. Электрическая схема полуавтомата АУ: КС — контактор силовой, Р пдг реостат дляПолуавтомат АУ снабжается легкой горелкой для сварочной проволоки 0,8 — 1,0 мм рис.
Схемы сварочных полуавтоматов. Схема простого сварочного полуавтомата. Сварочные полуавтоматы СПА находят все большее распространение в народном хозяйстве нашей страны. Полуавтомат сварочный А Полуавтомат пдг для электродуговой 309 металла тонкой электродной проволокой в двуокиси углерода. Комплектуется выпрямителем ВСБ, или другимисварочными выпрямителями, имеющими 309.
Схема установки для полуавтоматической сварки пдг углекислом газе изображена на рис. На рис. Электрическая схема полуавтомата АР приведена на рис. Каталог схем. Полуавтомат сварочный А предназначен для электродуговой сварки металла электродной проволокой в защитной среде двуокиси углерода. Полуавтомат сварочный АУ используется для электродуговой сварки перечень энергопринимающих устройств жилого дома сталей сплошной электродуговой проволоки с сечением 0,8 — а547ум мм в среде углекислого газа.
Полуавтомат сварочный АУ используется для электродуговой сварки перечень энергопринимающих устройств жилого дома сталей сплошной электродуговой проволоки с сечением 0,8 — а547ум мм в среде углекислого газа.
Схема подключения. Электрическая схема питается от напряжения сварки. Полуавтоматы серийно изготавливает ОАО? Киев в двух модификациях: АУМ на базе привода с электродвигателем Д90 с обмотками возбуждения и контактором, разрывающим сварочную. Подающий механизм сварочный А Инструменты и технологии. Техническое описание и схема сварочного универсального четырехпостового источника. Техническое описание и инструкция по эксплуатации на полуавтомат сварочный АУм типа ПДГ, предназначенный для электродуговой сварки металла тонкой электродной.
Полуавтомат 309 из подающего механизма А, шкафа управления полуавтоматом и выпрямителя ВСБ. Схема управления смонтирована в отдельном шкафу. В подающем механизме установлен 2-х роликовый редукторный привод, кассета для сварочной.
Схемы сварочных полуавтоматов пдг. Смотрите. Браслеты из бисера и схем схема. Скачать схема украинской вышивки. Мясо схема рубки. Делаем сварочный полуавтомат своими руками.
Смотрите. Браслеты из бисера и схем схема. Скачать схема украинской вышивки. Мясо схема рубки. Делаем сварочный полуавтомат своими руками.
Перечень поручений президента рф от 11.03.2015 пр-417гс, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Схема сварки при помощи полуавтомата в среде защитного газа Начало? Секреты самодельщика? Сделай сам сварочный полуавтомат 30А — А.
Сварочная горелка А вместе с евроразъемом была куплена в магазине сварочного оборудования. Схема и детали. Полуавтомат состоит из подающего механизмаА, шкафа управления полуавтоматом и выпрямителя ВСБ.
В подающем механизме А- У установлен 2-х роликовый редукторный привод, кассета для сварочной. Обе рассмотренные схемы представляют собой системы автоматического управления частотой вращения электродвигателя в зависимости от напряжения на дуге. Электродвигатель Д АУ с катушками возбуждения Д Схема 1Навигация. Полуавтомат сварочный АУ. Запасные части для полуавтомата сварочного АУ. Полуавтомат сварочный а схема.
Полуавтомат сварочный а схема.
Как сделать сварочный полуавтомат своими руками. Простейший сварочный полуавтомат
Простой и надежный сварочный полуавтомат — Меандр — занимательная электроника
Читать все новости ➔
Поделюсь с пользователями данного сайта секретом, как сделать простой и надежный сварочный полуавтомат. Аппарат заслужил наивысшую оценку, поэтому не пожелеете если соберете такой и себе. Чтобы повторить устройство не надо особых знаний по электротехнике, а схема не содержит дорогих и дефицитных деталей.
Сварочный полуавтомат своими рукамиСварочный полуавтомат своими руками
Сварочный полуавтомат своими руками
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
Трансформатор Tr1 — ЛАТР на 10А, Первичная обмотка без изменений, только тводы для регулировки тока через 15 витков. Вторичная — две обмотки по 30 витков из медной шины 6х3 мм.
Дроссель L1 намотан на сердечнике от трансформатора ТС-270 от телевизора, медной шиной 6х3. 5 мм в две обмотки по 30 витков (каждая обмотка в два слоя по 15 витков).
5 мм в две обмотки по 30 витков (каждая обмотка в два слоя по 15 витков).
Трансформатор Tr2 — любой 12-14В, 3А.
Мотор М2 — мотор подачи проволоки, использован от дворников ВАЗ классика.
Клапан К1 — клапан омывателя ВАЗ 2108
Мотор М1 — кулер от компьютерного блока питания, нужен для охлаждения при работе на больших токах.
Переменным резистором R4 регулируется скорость подачи проволоки.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следующей статье.
Общий вид:
Сварочный полуавтомат своими рукамиСиловой трансформатор намотан на ЛАТР 10А
Сварочный полуавтомат своими рукамиСиловые диоды 250А на радиаторах, всегда чуть теплые.
Возможно, Вам это будет интересно:
meandr.org
Простой сварочный полуавтомат | Техника и Программы
И.Н. Пронский, г. Киев
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности. В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным
не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки. Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
В данной статье остановимся на самом простом варианте. Для любого
простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т.е. собранном в любительских условиях). Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис.3, где имк – напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев – напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Схема на рис.4 является наиболее распространенной, хотя имеет ряд
недостатков. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой. Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2.2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 – К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
При нажатии SA2 включается подача проволоки, контакты SA2.2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 – К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 – двигатель; 2 – электротормоз). Через К1.2 заряжается С11. По окончании режима сварки (SA2 не нажата) цепь
питания К1 разрывается, а к К2 через замкнутые контакты SA2.1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы. Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 – отсекатель газа (идет в комплекте с подающим). Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 – пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А. Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 – ДФ2 или любой другой на ток 2 А. В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.
VD9 – Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 – Д226 с любым буквенным индексом; C1,
C2 – 0,1 на 400 В, любые металлобумажные; СЗ-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 – 100 на 100 В К50-27, можно другие; R1 – шунт типа 75ШС ММЗ-500; R2 – реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 – 20 Ом ПЭВ-5-77; R4 – 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 – вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 – амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция. На рис. 7 (а – вид сбоку; б – вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 – трансформатор; 2 – диодный мост; 3 – дроссель L1; 4 – реостат R2; 5 – баллон углекислоты; 6 – “масса”; 7 -редуктор; 8 – подающий механизм; 9 – рукав; 10 – предохранитель; 11 – пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 – регулятор скорости подачи R4.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА “узким местом” является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты. Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа. При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис.8).
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6. Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2. К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4. При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и “массой”. Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла). Литература:
1. Пронский И.Н. Секреты сварочного трансформатора//Радюаматор.- 1998.-№1 .-С..21-22
2. Пронский И.Н. Секреты сварочного трансформатора//Радюаматор.- 1998.-№3.- С.43-45.К
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
1. Почему именно крутопадающая характеристика?Большинство радиолюбителей при сборке СПА
пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1]. Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать “рукав” (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение. Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.
2. Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или
окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис.2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы “бронирует” их (рис.3,6). Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке. Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы “Ш”, и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5). Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки. Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника. У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком). Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и
дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно). Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода
аналогична рассмотренной выше).
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Воспользуемся методикой, предложенной в [4]. Имеем формулу
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7. Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума. При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной. Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника
электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали. Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю – уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты. Литература
1. Пронский И.Н. Секреты сварочного трансформатора //Радюаматор. – 1998.- №1.
2. Зызюк А.Г. О трансформаторах //Радюаматор.- 1998.- №2.
3. Иванов И.И., Равдоник B.C. Электротехника – М.: Высш. шк., 1984.
4.Мезель К.Б. Трансформаторы электропитания – М.: Энергоиздат, 1982.
nauchebe.net
Сварочный полуавтомат от Александра | Самодельные сварочные аппараты, полуавтоматы, схемы.
Еще одна схема полуавтомата любезно предоставленная посетителем сайта Александром.
Схема была сначала опубликована в комментарии, потом оформлена отдельной статьей с согласия автора. Что из этого получилось смотрите дальше..
Собственно сам схема сварочного полуавтомата:
Внешне аппарат выглядит таким образом:
Вид сбоку:
Вид сверху:
Вентилятор обдува на 220 вольт встроен в боковою стенку полуавтомата:
Внешний вид сварочного (силового) трансформатора ОСМ1-1,0У3 1кВА:
В качестве привода для протяжки проволоки использован двигатель стеклоочистителя ВАЗ2101:
Сам протяжный механизм выглядит следующим образом:
Для регулировка оборотов двигателя в протяжном механизме использовано проволочное сопротивление ППД50 10 ОМ:
Внешний вид диодного моста В200:
Трансформатор управления выглядит следующим образом:
Дроссель изготовлен на основе сердечника ТС-270:
В качестве сглаживающего конденсатора использована емкость 80В 15000 мкф.:
В качестве реле К2 использован контактор ТКД 503 ДОД:
И на подлесок внешний вид полуавтоматов автора:
Простой полуавтомат сделал не 1 шт. (надежный)
ТР1 Силовой трансформатор (OCM1-1.0У3 1 kVA) или любой другой с поперечным сечением сердечника 40 см :Первичная обмотка (d 1.4-1.6 мм ): 220 витков; -отвод (d 1,5 мм)+24 витка; -отвод (d 1,5 мм)+38 витков; -отвод (d 1,32 мм)+39 витков; -отвод (d 1,32 мм)+38 витков; -отвод (d 1,25 мм)+36 витков. -отвод (d 1,25 мм)Вторичная обмотка (d Медь 20 мм , Алюминий 30 мм ): 40 витков.ТР 2 Трансформатор управления (ТС-180 – телевизионный):В обеих катушках сматываются все обмотки до первичной (до медного или алюминиевого экрана). Лепестки обмоток 2 и 2’ спаиваются вместе. Доматывается вторичная обмотка диаметром 1.5 мм с расчетом, 3,3 вита/вольт, напряжениями 1)28В, 2)23В, 3)24-28В, 4)12-14В.Дроссель (сердечник трансформатора ТС-270 – телевизионный).56 витков проводом того же диаметра что и вторичка ТР1. Между железом прокладка из текстолита толщиной 1,5-2 мм. Качество «проварки» зависит от дросселя.Клапан газа – клапан стеклоомывателя от ВАЗ 2109 ( до 1,5 атмосфер) или стандартный.Двигатель механизма подачи проволоки – двигатель стеклоочистителя от ВАЗ 2101 с редуктором (также ставил и от ВАЗ 2109 (12В) и от КАМАЗ (12В), все в норме).Резистор управления скоростью подачи проволоки – проволочный ППД-50 не менее 50 Вт, 10-16 Ом.Диодные мосты ТР2 любые на 10-40 А.Силовой диодный мост из 4 диодов В-200 (Любые по 100-200 А каждый. Не «боящиеся» короткого замыкания).Галетный переключатель на 25А.Силовое электронное реле К2 на 25-50А. (ТКД53, ТКС103 или аналогичные)Электронное реле управления К1 на 6-10А. (ТКЕ 24 ГГ1А или ТКЕ 54 ПДЦ, или РЭН 33, или аналогичный)Конденсатор на 1000-2000 мкФ. 16-50 В. (Для закрытия клапана газа через 1-2 сек после прекращения сварки)При намотке трансформатора ТР1 каждый слой обмоток промазывать лаком БТ1 или БТ2 (ждать пока высохнет не надо, много не заливать, губкой аккуратно), трансформаторное железо в местах соединения смазывается небольшим слоем эпоксидного клея (или мимент или …) тщательно перемешенного с мелконатертым (пылью) ферритом (в кризисе использовал грифель обычного карандаша).
Между + и – (на выходе) желательно поставить кондер на 10000 или больше мкф.
Автор схемы и владелец сварочного полуавтомата — Александр Рожко.
svapka.ru
Сварочный полуавтомат своими руками
Богата русская земля самодельщиками всех мастей издревле, наверное, потому что некогда нам было версты наматывать, чтоб привезти какую-нибудь штуковину мудреную издалека. Покуда — туда, покуда — сюда, легче и быстрее самому можно сделать. И даже сейчас, когда что угодно можно достать легко и быстро, самоделкины все равно в почете – для гаража, дачи или небольшого хозяйства из подручных средств и того, что уже никому не нужно, смастерить можно что-нибудь такое-эдакое очень легко.
И смотришь, через неделю-другую очередной шедевр уже радует глаз и сердце аматора, а так его домочадцев. А как же иначе, ведь на вопрос «Как сделать сварочный полуавтомат самому?» почти сразу можно получить ответ: «А на когда нужно – на после обеда или можно к вечеру?»
Основные составляющие сварочного аппарата
Сварочный аппарат нужен в хозяйстве всегда: это и каркас теплицы своими руками, и ремонт автомобиля, и масса изделий из металла, например, цветочница из проволоки точно такая, как нужно для данного случая, а не серийный ширпотреб, которому и место не всегда найдешь.
Итак, будем считать, что нам предстоит изготовить самодельный сварочный полуавтомат — простой, дешевый и из подручных комплектующих.
На первом этапе конструктор-аматор решает вопросы общей конструкции, среди которых:
- Сварочный аппарат будет использовать защитный газ или нет.
- Выбор газового баллона и пистолета.
- Особенности механизма подачи проволоки.
Полуавтомат с газом и без
Выбираем систему полуавтомата с газом СО2. Что получим взамен? Применение газовой среды в работе сварочного полуавтомата уже давно признано обязательным элементом для тех случаев, когда требуется получить сварочные швы высокого качества. Обычно в зону сварки подается углекислый газ СО2. Основное его назначение – защитить зону сварки от слишком химически активных кислорода и азота. Газовая сварка позволяет получить шов с минимальным содержанием шлака.
А есть альтернатива газовой сварке? Ну, конечно же, но… Такая альтернатива возможна при применении порошковой проволоки. И все бы хорошо – «бесконечный электрод», не нужен газ, вполне приличная скорость сварки, но качество шва здесь хуже, чем у газовой сварки. Поэтому предпочтительней выбрать именно сварку с применением защитной газовой среды.
Газовый баллон и пистолет
Баллон и пистолет – обязательные узлы полуавтомата. Эта задача посложней предыдущей – баллон газовый это уже серьезно, не любой подойдет, да и вещь солидная. Чтоб не заморачиваться (и успеть к вечеру), особенно на начальном этапе, можно просто взять углекислотный огнетушитель. Но это только временный выход из ситуации — позже все равно придется приобрести специализированный углекислотный баллон.
Пистолет – устройство, из носика которого сварочная проволока, сматываемая с катушки, подается в зону сварки. Кроме того, к пистолету подходит шланг, подающий газ в зону сварки. Электромагнитный клапан открывает путь газу к соплу пистолета. Он срабатывает от замыкания проволоки, которая соприкасается с корпусом пистолета (вот в чем суть классификации данного сварочного устройства как «полуавтомат»).
Сам пистолет — без особенностей и выбирается по личным предпочтениям, но следует учесть, что у дешевых моделей газовый шланг выходит из строя по любому поводу – здесь не экономят.
Механизм подачи проволоки можно без напряга собрать с использованием двигателя автомобильного стеклоочистителя. На его вал одевают ведущий ролик, по которому движется проволока с бобины. Чтоб проволока не скользила по ведущему ролику, она поджимается еще одним «глухо закрепленным» сателитным роликом.
Механизм подачи проволоки
Интернет содержит самые разные схемы самодельных сварочных полуавтоматов, поэтому рассмотрим основные узлы одной из простейших из них.
Основной и, попутно, наиболее тяжелый элемент полуавтомата – силовой трансформатор, например, серии ОСМ-1. Первичное напряжение – 220 В, ток вторичной обмотки 70-150 А. Обычно, ток вторичной обмотки регулируют переключением по первичной обмотке, которая для этого имеет несколько отпаек.
Блок выпрямителя содержит мостовой выпрямитель на ток 200 А, дроссель и сглаживающий электролитический конденсатор емкостью неменее 22000 мкФ на напряжение 63 В. Дроссель служит для фильтрации переменной составляющей. Его наматывают сплошной обмоткой проводом сечением не менее 5 мм кв. на сердечнике от трансформатора, например, ТС — 270. В этом случае для дросселя применяют одну обмотку примерно 60 витков.
К выходному концу дросселя Н (начало) подключаются «+» выпрямителя, а к другому концу К (конец) – «+»конденсатора и сюда же подключается кабель подающий «+» выпрямителя полуавтомата на сварочную проволоку. Пистолет подключается проводом к одному контакту клапана. Минус выпрямителя подключается к свариваемому изделию, это хорошо известная «масса». Сюда же подключают второй контакт клапана.
Электроклапан для полуавтомата подойдет от Жигулей. Сварщик кнопкой включает МПП, сварочный провод подается в головку пистолета и замыкает цепь включения электроклапана, который и подает газ в зону сварки. Для питания двигателя МПП и клапана подачи газа применяю дополнительный трансформатор мощностью до 200 Вт.
Внешний вид сварочного полуавтомата, как и любого устройства от самоделкиных, – это простор для воображения, но доступ любопытных к электрическим «внутренностям» надо исключить.
Теперь вы знаете, как собрать сварочный полуавтомат? Нет ничего проще, чем собрать сварочный полуавтомат!
steelguide.ru
Как собрать сварочный аппарат в домашних условиях? Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка
1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода U хх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения (Рис. 1).
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм 2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Характеристики мощных диодов и их импортных аналогов можно . Или по ссылке можно скачать справочник по диодам из серии «В помощь радиолюбителю № 110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1 хх до 0,9U хх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата U хх =60…65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения U хх может составлять 70..75 В..
Величина напряжения сварки I св должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки U св может составлять 18…24 В.
Номинальный сварочный ток должен составлять:
I св =KK 1 *d э , где
I св — величина сварочного тока, А;
K 1 =30…40 — коэффициент, зависящий от типа и размера электрода d э , мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи то 15…20 до 150…180 А достаточно сложно. В связи с этим, конструируя сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2…4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении:
- Небольшие габариты и вес
- Питание от сети 220 В
- Длительность работы должна составлять не менее 5…7 электродов d э =3…4 мм
Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены, благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для увеличения времени сварочных работ необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
1. 2. Выбор типа сердечника.Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Рис.3 Магнитопровод стержневого типа:
При подборе сердечника необходимо учитывать размеры «окна», чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b , см 2 .
Как показывает практика, не следует выбирать минимальные значения S=25..35 см 2 , поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см 2 . Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно!
Следует заметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Рис. 4 Магнитопровод тороидального
типа:
Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника (Рис. 4). После перемотки тора эффективное сечение магнитопровода уменьшиться, поэтому частично придется подмотать тор железом с другого автотрансформатора до тех пор, пока сечение S не будет равно как минимум 55 см 2 .
Электромагнитные параметры такого железа чаще всего неизвестны, поэтому их с достаточной точностью можно определить экспериментально .
1. 3. Выбор провода обмоток.Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P 2 =I св *U св . Если сварка ведется электродом dэ=4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р 2 =160*24=3,5…4 кВт , а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт . Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А . Следовательно, площадь сечения провода первичной обмотки S 1 должна быть не менее 5..6 мм 2 .
На практике площадь сечения провода желательно взять несколько больше, 6…7 мм 2 . Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D 2)/4 или S=3,14*R 2 ; D — диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
Число витков первичной обмотки W1 определяется из формулы:
W 1 =(k 2 *S)/U 1 , где
k 2 — постоянный коэффициент;
S — площадь сечения ярма в см 2
Можно упростить расчет применив для расчета специальную программу Сварочный калькулятор
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и U хх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2 .
Вторичная обмотка W 2 должна содержать 65…70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8…10 мм (Рис. 5).
1.4. Особенности намотки обмоток.Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б )
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г ). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 . При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами (Рис. 7 ).
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
1.5. Настройка сварочного аппарата.Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана на (Рис. 8 )
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения тока сварки — I св и напряжения сварки U св, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм 2 .
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
2. Переносной сварочный аппарат на основе «Латра».
2.1. Особенность конструкции.Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование необычной форма магнитопровода, благодаря которой вес всего устройства составляет всего 9 кг, а габариты 125х150 мм (Рис. 9 ).
Для магнитопровода трансформатора используется ленточное трансформаторное железо, свернутое в рулон в форме тора. Как известно, в традиционных конструкциях трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические характеристики сварочного аппарата, благодаря использованию сердечника трансформатора в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
2.2. Доработки «Латра».Для сердечника трансформатора можно использовать готовый «ЛАТР» типа М2 .
Примечание. Все латры имеют шестивыводную колодку и напряжение: на входе 0-127-220, и на выходе 0- 150 – 250. Есть два вида: большие и маленькие, и называются ЛАТР 1М и 2М. Кто из них какой я не помню. Но, для сварки нужны именно большой ЛАТР с перемотанным железом или, если они исправные, то наматывают шиной вторичные обмотки и после этого первичные обмотки соединяют параллельно, а вторички последовательно. При этом нужно учитывать совпадение направлений токов во вторичной обмотке. Тогда получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные, немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем случае, сначала снимают с «Латра» ограждение, арматуру и удаляют обгоревшую обмотку. Очищенный магнитопровод при необходимости перематывают (см. выше), изолируют электрокартоном или двумя слоями лакоткани и наматывают обмотки трансформатора. Сварочный трансформатор имеет всего две обмотки. Для намотки первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм (Рис. 10 )
Рис. 10 Намотка обмоток сварочного аппарата:
| 1 — первичная обмотка; | 3 — бухта провода; |
| 2 — вторичная обмотка; | 4 — ярмо |
Для удобства намотки провод предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако для большего удобства можно изготовить несложное приспособление для намотки тороидальных силовых трансформаторов
Намотав первичную обмотку, покрывают ее слоем изоляции, а после наматывают вторичную обмотку трансформатора. Вторичная обмотка содержит 45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции. Внутри сердечника провод располагается виток к витку, а снаружи — с небольшим зазором, что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной методике, способен дать ток 80…185 А. Принципиальная электрическая схема сварочного аппарата приведена на рис. 11.
Рис. 11 Принципиальная электрическая схема сварочного аппарата.
Работа несколько упростится, если удастся приобрести работающий «Латр» на 9
А.
Тогда снимают с него ограждение, токосъемный ползунок и крепежную арматуру. Далее
определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно
изолируют и временно прижимают к магнитопроводу таким образом, чтобы их не повредить
при намотке новой (вторичной) обмотки. Новая обмотка содержит столько же витков
и той же марки, и того же диаметра провода, что и в рассмотренном выше варианте.
Трансформатор в этом случае дает ток 70…150 А.
Изготовленный трансформатор помещают на изолированную площадку в прежний кожух,
предварительно просверлив в нем отверстия для вентиляции (рис. 12))
Рис. 12 Варианты кожуха сварочного аппарата на основе «ЛАТРА».
Выводы первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП, при этом в этой цепи следует поставить отключающий автомат АП-25. Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный конец одного из этих проводов крепится к держателю электрода, а свободный конец другого — к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности сварщика. Регулировка тока сварочного аппарата производится включением последовательно в цепь провода держателя электрода кусков нихромовой или константановой проволоки d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится к листу асбеста. Все соединения проводов и балластника производятся болтами М10. Перемещая по «змейке» точку присоединения провода, устанавливают необходимый ток. Регулировку тока можно производить с использованием электродов различного диаметра. Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1 dd=1…3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом d=3 мм: для трансформаторов с током 80…185 А — 10 электродов, а с током 70…150 А — 3 электрода. после использования указанного количества электродов, аппарат отключают от сети минимум на 5 минут (а лучше около 20).
3. Сварочный аппарат из трехфазного трансформатора.
Сварочный аппарат, при отсутствии «ЛАТРА», можно сделать и на основе трехфазного понижающего трансформатора 380/36 В, мощностью 1..2 кВт, который предназначен для питания пониженным напряжением электроинструментов или освещения (рис. 13).
Рис. 13 Общий вид сварочного аппарата и его сердечник.
Здесь подойдет даже экземпляр с одной перегоревшей обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и с электродами диаметром до4 мм позволяет сваривать металл толщиной 1…20 мм.
3.1. Детали.Клеммы для выводов вторичной обмотки можно сделать из медной трубки d 10…12 мм и длиной 30…40 мм (рис.14).
Рис. 14 Конструкция клеммы вторичной обмотки сварочного аппарата.
С одной стороны ее следует расклепать и в получившейся пластине просверлить отверстие d 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы вторичной обмотки.
Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм (рис.15 ).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате сверлят 10…11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора.
Рис. 16 Принципиальная электрическая схема соединения первичных обмоток трансформатора на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана)
При питании аппарата от сети 220 В две его крайние первичные обмотки соединяются параллельно, а среднюю обмотку присоединяют к ним последовательно (рис.16 ).
4. Держатель электродов.
4.1. Держатель электродов из трубы d¾».Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾» и длиной 250 мм (рис.17 ).
С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножовкой выемки глубиной в половину диаметра трубы (рис.18 )
Рис. 18 Чертеж корпуса держателя электродов из трубы d¾»
К трубе над большой выемкой приваривают отрезок стальной проволоки d=6 мм. С противоположной стороны держателя сверлят отверстие d=8,2 мм, в которое вставляют винт М8. К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
4.2. Держатель электродов из стальных уголков.Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм (рис. 19 )
Берут два таких уголка длиной около 270 мм и соединяют маленькими уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Ручку получившегося держателя покрывают изоляционным материалом, в качестве которого используется обрезок резинового шланга. Электрический кабель от сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом.
5. Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Описание других конструкций можно посмотреть на сайте http://irls.narod.ru/sv.htm , однако сразу хочу предупредить, что многие из них имеют как минимум спорные моменты.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html — много ГОСТов, схем как самодельных аппаратов, так и заводских
http://www.y-u-r.narod.ru/Svark/svark.htm то же сайт энтузиаста сварки
При написании статьи использовалась часть материалов из книги Пестрикова В. М. «Домашний электрик и не только…»Всего хорошего, пишите to © 2005
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Рисунок 1. Схема мостового выпрямителя для сварочного аппарата.
Сварочные аппараты бывают постоянного и переменного тока.
С.А. постоянного тока используются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, возможна сварка на прямой и обратной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, предназначенными для сварки, как на постоянном токе, так и на переменном. Для придания устойчивости горения дуги на малых токах желательно иметь повышенное напряжение холостого хода Uxxсварочной обмотки (до 70 — 75 В). Для выпрямления переменного тока используются простейшие «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1).
Для сглаживания пульсаций напряжения один из выводов С.А. А подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 — 15 витков медной шины сечением S = 35 мм 2, намотанной на любом сердечнике, например, от . Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Преимущества регуляторов постоянного тока — в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx, что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
Рисунок 2. Схема падающей внешней характеристики сварочного аппарата.
Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на «обратной» полярности — «+» на электроде, «-» на свариваемой детали U2: — выходное переменное напряжение сварочного аппарата
Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 — 2 мм, а толщина свариваемых изделий — более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо:
- Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского С.А. Uxx = 60 — 65в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы (Uxxпромышленных сварочных аппаратов — до 70 — 75 В).
- Обеспечить напряжение сварки Uсв, необходимое для устойчивого горения дуги. В зависимости от диаметра электрода — Uсв =18 — 24в.
- Обеспечить номинальный сварочный ток Iсв = (30 — 40) dэ, где Iсв- величина сварочного тока, А; 30 — 40 — коэффициент, зависящий от типа и диаметра электрода; dэ — диаметр электрода, мм.
- Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 — 35%.
Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи (рис. 2).
С.А. показывает, что для грубого (ступенчатого) перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки.
Рисунок 3. Схема магнитопровода стержневого типа.
Конструируя любительский С.А., не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2 — 4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 — 7 электродов dэ = 3 — 4 мм) от сети 220в.
Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы — благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления.
Рис. 2. Падающая внешняя характеристика сварочного аппарата: 1 — семейство характеристик для различных диапазонов сварки; Iсв2, Iсвз, Iсв4 — диапазоны токов сварки для электродов диаметром 2, 3 и 4 мм соответственно; Uxx- напряжение холостого хода СА. Iкз — ток короткого замыкания; Ucв -диапазон напряжений сварки (18 — 24 В).
Рис. 3. Магнитопровод стержневого типа: а — пластины Г-образной формы; б — пластины П-образной формы; в — пластины из полос трансформаторной стали; S =axb- площадь поперечного сечения сердечника (керна), см 2 с, d- размеры окна, см.
Итак, выбор типа сердечника. Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учитывать размеры «окна», чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см 2 . Как показывает практика, не следует выбирать минимальные значения S = 25 — 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен.
Рисунок 4. Схема магнитопровода тороидального типа.
Сечение сердечника должно составлять S = 45 — 55 см 2 . Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 4 — 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки.
Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного С.А. (мало сечение S). Даже после работы с 1 — 2 электродами диаметром 3 мм он перегревается. Возможно использование двух подобных сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), или изготовление одного сердечника путем перемотки двух (рис. 4).
Рис. 4. Магнитопровод тороидального типа: 1.2 — сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе двух тороидальных сердечников; W1 1 W1 2 — сетевые обмотки, включенные параллельно; W 2 — сварочная обмотка; S =axb- площадь поперечного сечения сердечника, см 2 , с, d- внутренний и внешний диаметры тора, см; 4 — электрическая схема С.А. на базе двух состыкованных тороидальных сердечников.
Особого внимания заслуживают любительские С.А., изготовленные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 — 45 см нецелесообразно.
Рисунок 5. Схема крепления выводов обмоток СА.
Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Непригодны для работы при повышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за возможного ее расплавления, вытекания из обмоток и их короткого замыкания. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине х.б. изоляционной лентой, либо не снимать, а обмотать провод поверх изоляции. Возможен и другой проверенный на практике способ намотки. Но об этом ниже.
При подборе сечения обмоточных проводов с учетом специфики работы С.А. (периодический) допускаем плотность тока 5 А/мм 2 . При токе сварки 130 — 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р 2 =Iсв х 160×24 = 3,5 — 4 кВт, мощность первичной обмотки с учетом потерь составит порядка 5- 5,5 кВт, а следовательно, максимальный ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S 1 должно быть не менее 5 — 6 мм. На практике желательно использовать провод сечением 6 — 7 мм 2 . Либо это прямоугольная шина, либо медный обмоточный провод диаметром (без изоляции) 2,6 — 3мм. (Расчет по известной формуле S = пиR 2, где S- площадь круга, мм 2 пи = 3,1428; R- радиус круга, мм.) При недостаточном сечении одного провода возможна намотка в два. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 — 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. потеряет требуемый запас мощности, будет нагреваться быстрее, да и рекомендуемое сечение керна S = 45 — 55 см в этом случае будет неоправданно велико. Число витков первичной обмотки W 1 определяется из следующего соотношения: W 1 = [(30 — 50):S] х U 1 где 30-50 — постоянный коэффициент; S- сечение керна, см 2 , W 1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков.
Рисунок 6. Схема способов намотки обмоток СА на сердечнике стержневого типа.
Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки увеличивается как мощность С.А., так и Uxx, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Следовательно, только изменением числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки нельзя. Для этого необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2.
Вторичная обмотка W 2 должна содержать 65 — 70 витков медной изолированной шины сечением не менее 25 мм (лучше сечением 35 мм). Вполне подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция — теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 — 1,7 раза.
Рис. 5. Крепление выводов обмоток СА: 1 — корпус СА; 2 — шайбы; 3 — клеммный болт; 4 — гайка; 5 — медный наконечник с проводом.
Трудность приобретения переключателей на большие токи, да и практика показывают, что наиболее просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 — 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего диаметра длиной 25 — 30 мм и крепят на проводах опрессовкой и желательно пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила:
- Намотка должна производиться по изолированному керну и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем х.б. изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют х.б. тесьмой, на выводы сетевой обмотки дополнительно надевают х.б. кембрик.
- В случае сомнений в качестве изоляции намотку можно проводить с использованием х/б шнура как бы в два провода (автор использовал х.б. нить для рыболовства). После намотки одного слоя обмотку с х.б. нитью фиксируют клеем, лаком и т.д. и после высыхания наматывают следующий ряд.
Рисунок 7. Схема способов намотки обмоток СА на сердечнике тороидального типа.
Рассмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка в этом случае состоит из двух одинаковых обмоток W 1 W 2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток сделаны отводы, которые попарно замыкаются (рис. 6а,в).
Второй способ предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае СА обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки. После намотки первичной обмотки СА необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 — 6А) и желательно амперметр переменного тока. Если предохранитель сгорает или сильно греется, то это явный признак короткозамкнутого витка. Следовательно, первичную обмотку придется перемотать, обратив особое внимание на качество изоляции.
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа: а — сетевая обмотка на двух сторонах сердечника; б — соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в — сетевая обмотка на одной стороне сердечника; г — соответствующая ей вторичная обмотка, включенная последовательно.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2 — 3 А, то это означает, что число первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный СА потребляет ток холостого хода не более 1 — 1,5 А, не греется и гудит не сильно. Вторичную обмотку СА всегда наматывают на двух сторонах сердечника. Для первого способа намотки вторичная обмотка также состоит из двух одинаковых половин, включенных для повышения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше — 15 — 20 мм 2 .
Рисунок 8. Схема подключения измерительных приборов.
Для второго способа намотки основная сварочная обмотка W 2 1 наматывается на свободной от обмоток стороне сердечника и составляет 60 — 65% от общего числа витков вторичной обмотки. Она служит в основном для поджига дуги, а во время сварки, за счет резкого увеличения магнитного потока рассеивания, напряжение на ней падает на 80 — 90%. Дополнительная сварочная обмотка W 2 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 — 25% относительно напряжения холостого хода. После изготовления С.А необходимо провести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения необходимо приобрести два электроизмерительных прибора — амперметр переменного тока на 180- 200 А и вольтметр переменного тока на 70 — 80в.
Рис. 7. Способы намотки обмоток СА на сердечнике тороидального типа: 1.2 — равномерная и секционная намотка обмоток соответственно: а — сетевая б — силовая.
Схема их подключения показана на рис. 8. При сварке различными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв, которые должны быть в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае либо переключением первичной и вторичной обмоток устанавливают требуемые значения, либо перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом или распиливание кромок свариваемых изделий, и сразу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу.
Рисунок 9. Схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Исходя из данных таблицы, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30 -25%. Трудность покупки измерительных приборов, рекомендованных выше, заставила автора при бегнуть к изготовлению измерительной схемы (рис. 9) на базе наиболее распространенного миллиамперметра постоянного тока на 1-10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме.
Рис. 9. Принципиальная схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении UxxШкала измерителя напряжения достаточно линейна. Для большей точности можно снять две — три контрольные точки и проградуировать измерительный прибор на измерение напряжений.
Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 35-40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 — 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 — 0,25 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий внутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в следующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 — 2 сек (сильно греется) и измеряют напряжение на выходе С.А. По определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2ом Uвых = 30в.
Отмечают точку на шкале прибора. Трех — четырех измерений с различными R H достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми рекомендациями. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфических требований:
- Мощность, отдаваемая в момент сварки, должна быть максимальной, но не более 5-5,5 кВт. В этом случае потребляемый из сети ток не превысит 25 А.
- Режим сварки должен быть «жестким», а следовательно, намотка обмоток С.А. должна проводиться по первому варианту.
- Токи, протекающие в сварочной обмотке, достигают значений 1500-2000 А и выше. Следовательно, напряжение сварки должно быть не более 2-2,5в, а напряжение холостого хода — 6-10в.
- Сечение проводов первичной обмотки не менее 6-7 мм, а сечение вторичной обмотки не менее 200 мм. Достигают такого сечения проводов путем намотки 4-6 обмоток и их последующего параллельного соединения.
- Дополнительных отводов от первичной и вторичной обмоток делать нецелесообразно.
- Число витков первичной обмотки можно взять минимально расчетное в связи с кратковременностью работы С.А.
- Сечение сердечника (керна) менее 45-50 см брать не рекомендуется.
- Сварочные наконечники и подводные кабели к ним должны быть медными и пропускать соответствующие токи (диаметр наконечников 12-14 мм).
Особый класс любительских С.А. представляют аппараты, изготовленные на базе промышленных осветительных и других трансформаторов (2-3 фазных) на выходное напряжение 36в и мощностью не менее 2,5-3 кВт. Но прежде чем браться за переделку, необходимо измерить сечение керна, которое должно быть не менее 25 см, и диаметры первичной и вторичной обмоток. Вам сразу станет ясно, чего можно ждать от переделки данного трансформатора.
И в заключение несколько технологических советов.
Подключение сварочного аппарата к сети должно производиться проводом сечением 6-7 мм через автомат на ток 25- 50 А, например АП-50. Диаметр электрода в зависимости от толщины свариваемого металла можно выбрать, исходя из следующего соотношения: da= (1-1,5)L, где L- толщина свариваемого металла, мм.
Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна 0,5-1,1 d3. Рекомендуется выполнять сварку короткой дугой 2-3 мм, напряжение которой равно 18-24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгиванию, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс(анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, применяют сварку на обратной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс(анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики СА, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов. При небольшой длине сварочных проводов (4-6 м) сечение их должно быть не менее 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами.
Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150-160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети.
Как собрать сварочный аппарат в домашних условиях? Как собрать сварочный аппарат своими руками? Простой сварочный аппарат своими руками
1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода U хх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения (Рис. 1).
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм 2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Характеристики мощных диодов и их импортных аналогов можно . Или по ссылке можно скачать справочник по диодам из серии «В помощь радиолюбителю № 110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1 хх до 0,9U хх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата U хх =60…65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения U хх может составлять 70..75 В..
Величина напряжения сварки I св должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки U св может составлять 18…24 В.
Номинальный сварочный ток должен составлять:
I св =KK 1 *d э , где
I св — величина сварочного тока, А;
K 1 =30…40 — коэффициент, зависящий от типа и размера электрода d э , мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи то 15…20 до 150…180 А достаточно сложно. В связи с этим, конструируя сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2…4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении:
- Небольшие габариты и вес
- Питание от сети 220 В
- Длительность работы должна составлять не менее 5…7 электродов d э =3…4 мм
Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены, благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для увеличения времени сварочных работ необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
1. 2. Выбор типа сердечника.Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Рис.3 Магнитопровод стержневого типа:
При подборе сердечника необходимо учитывать размеры «окна», чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b , см 2 .
Как показывает практика, не следует выбирать минимальные значения S=25..35 см 2 , поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см 2 . Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно!
Следует заметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Рис. 4 Магнитопровод тороидального
типа:
Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника (Рис. 4). После перемотки тора эффективное сечение магнитопровода уменьшиться, поэтому частично придется подмотать тор железом с другого автотрансформатора до тех пор, пока сечение S не будет равно как минимум 55 см 2 .
Электромагнитные параметры такого железа чаще всего неизвестны, поэтому их с достаточной точностью можно определить экспериментально .
1. 3. Выбор провода обмоток.Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P 2 =I св *U св . Если сварка ведется электродом dэ=4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р 2 =160*24=3,5…4 кВт , а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт . Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А . Следовательно, площадь сечения провода первичной обмотки S 1 должна быть не менее 5..6 мм 2 .
На практике площадь сечения провода желательно взять несколько больше, 6…7 мм 2 . Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D 2)/4 или S=3,14*R 2 ; D — диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
Число витков первичной обмотки W1 определяется из формулы:
W 1 =(k 2 *S)/U 1 , где
k 2 — постоянный коэффициент;
S — площадь сечения ярма в см 2
Можно упростить расчет применив для расчета специальную программу Сварочный калькулятор
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и U хх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2 .
Вторичная обмотка W 2 должна содержать 65…70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8…10 мм (Рис. 5).
1.4. Особенности намотки обмоток.Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б )
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г ). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 . При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами (Рис. 7 ).
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
1.5. Настройка сварочного аппарата.Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана на (Рис. 8 )
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения тока сварки — I св и напряжения сварки U св, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм 2 .
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
2. Переносной сварочный аппарат на основе «Латра».
2.1. Особенность конструкции.Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование необычной форма магнитопровода, благодаря которой вес всего устройства составляет всего 9 кг, а габариты 125х150 мм (Рис. 9 ).
Для магнитопровода трансформатора используется ленточное трансформаторное железо, свернутое в рулон в форме тора. Как известно, в традиционных конструкциях трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические характеристики сварочного аппарата, благодаря использованию сердечника трансформатора в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
2.2. Доработки «Латра».Для сердечника трансформатора можно использовать готовый «ЛАТР» типа М2 .
Примечание. Все латры имеют шестивыводную колодку и напряжение: на входе 0-127-220, и на выходе 0- 150 – 250. Есть два вида: большие и маленькие, и называются ЛАТР 1М и 2М. Кто из них какой я не помню. Но, для сварки нужны именно большой ЛАТР с перемотанным железом или, если они исправные, то наматывают шиной вторичные обмотки и после этого первичные обмотки соединяют параллельно, а вторички последовательно. При этом нужно учитывать совпадение направлений токов во вторичной обмотке. Тогда получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные, немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем случае, сначала снимают с «Латра» ограждение, арматуру и удаляют обгоревшую обмотку. Очищенный магнитопровод при необходимости перематывают (см. выше), изолируют электрокартоном или двумя слоями лакоткани и наматывают обмотки трансформатора. Сварочный трансформатор имеет всего две обмотки. Для намотки первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм (Рис. 10 )
Рис. 10 Намотка обмоток сварочного аппарата:
| 1 — первичная обмотка; | 3 — бухта провода; |
| 2 — вторичная обмотка; | 4 — ярмо |
Для удобства намотки провод предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако для большего удобства можно изготовить несложное приспособление для намотки тороидальных силовых трансформаторов
Намотав первичную обмотку, покрывают ее слоем изоляции, а после наматывают вторичную обмотку трансформатора. Вторичная обмотка содержит 45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции. Внутри сердечника провод располагается виток к витку, а снаружи — с небольшим зазором, что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной методике, способен дать ток 80…185 А. Принципиальная электрическая схема сварочного аппарата приведена на рис. 11.
Рис. 11 Принципиальная электрическая схема сварочного аппарата.
Работа несколько упростится, если удастся приобрести работающий «Латр» на 9
А.
Тогда снимают с него ограждение, токосъемный ползунок и крепежную арматуру. Далее
определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно
изолируют и временно прижимают к магнитопроводу таким образом, чтобы их не повредить
при намотке новой (вторичной) обмотки. Новая обмотка содержит столько же витков
и той же марки, и того же диаметра провода, что и в рассмотренном выше варианте.
Трансформатор в этом случае дает ток 70…150 А.
Изготовленный трансформатор помещают на изолированную площадку в прежний кожух,
предварительно просверлив в нем отверстия для вентиляции (рис. 12))
Рис. 12 Варианты кожуха сварочного аппарата на основе «ЛАТРА».
Выводы первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП, при этом в этой цепи следует поставить отключающий автомат АП-25. Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный конец одного из этих проводов крепится к держателю электрода, а свободный конец другого — к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности сварщика. Регулировка тока сварочного аппарата производится включением последовательно в цепь провода держателя электрода кусков нихромовой или константановой проволоки d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится к листу асбеста. Все соединения проводов и балластника производятся болтами М10. Перемещая по «змейке» точку присоединения провода, устанавливают необходимый ток. Регулировку тока можно производить с использованием электродов различного диаметра. Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1 dd=1…3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом d=3 мм: для трансформаторов с током 80…185 А — 10 электродов, а с током 70…150 А — 3 электрода. после использования указанного количества электродов, аппарат отключают от сети минимум на 5 минут (а лучше около 20).
3. Сварочный аппарат из трехфазного трансформатора.
Сварочный аппарат, при отсутствии «ЛАТРА», можно сделать и на основе трехфазного понижающего трансформатора 380/36 В, мощностью 1..2 кВт, который предназначен для питания пониженным напряжением электроинструментов или освещения (рис. 13).
Рис. 13 Общий вид сварочного аппарата и его сердечник.
Здесь подойдет даже экземпляр с одной перегоревшей обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и с электродами диаметром до4 мм позволяет сваривать металл толщиной 1…20 мм.
3.1. Детали.Клеммы для выводов вторичной обмотки можно сделать из медной трубки d 10…12 мм и длиной 30…40 мм (рис.14).
Рис. 14 Конструкция клеммы вторичной обмотки сварочного аппарата.
С одной стороны ее следует расклепать и в получившейся пластине просверлить отверстие d 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы вторичной обмотки.
Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм (рис.15 ).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате сверлят 10…11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора.
Рис. 16 Принципиальная электрическая схема соединения первичных обмоток трансформатора на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана)
При питании аппарата от сети 220 В две его крайние первичные обмотки соединяются параллельно, а среднюю обмотку присоединяют к ним последовательно (рис.16 ).
4. Держатель электродов.
4.1. Держатель электродов из трубы d¾».Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾» и длиной 250 мм (рис.17 ).
С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножовкой выемки глубиной в половину диаметра трубы (рис.18 )
Рис. 18 Чертеж корпуса держателя электродов из трубы d¾»
К трубе над большой выемкой приваривают отрезок стальной проволоки d=6 мм. С противоположной стороны держателя сверлят отверстие d=8,2 мм, в которое вставляют винт М8. К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
4.2. Держатель электродов из стальных уголков.Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм (рис. 19 )
Берут два таких уголка длиной около 270 мм и соединяют маленькими уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Ручку получившегося держателя покрывают изоляционным материалом, в качестве которого используется обрезок резинового шланга. Электрический кабель от сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом.
5. Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Описание других конструкций можно посмотреть на сайте http://irls.narod.ru/sv.htm , однако сразу хочу предупредить, что многие из них имеют как минимум спорные моменты.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html — много ГОСТов, схем как самодельных аппаратов, так и заводских
http://www.y-u-r.narod.ru/Svark/svark.htm то же сайт энтузиаста сварки
При написании статьи использовалась часть материалов из книги Пестрикова В. М. «Домашний электрик и не только…»Всего хорошего, пишите to © 2005
Из статьи вы узнаете, какими бывают Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, — 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.
Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя
Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование — они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети
Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Аппарат для точечной сварки
Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя
Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр — 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя — его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки
Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат
Он является наиболее современным, но сложнее в конструировании. В нем используется и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка — это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Друг от друга они должны быть максимально изолированы. Если у вас большие запасы от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора
Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.
Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени. В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Постоянного тока потребуется наличие источника электротока высокой мощности, который преобразовывает стандартное напряжение бытовой сети и обеспечивает постоянство величины значения электротока для розжига и поддержания электродуги.
Сварочный аппарат постоянного тока имеет ряд достоинств: мягкое зажигание дуги и возможность соединять тонкостенные детали.
Блок-схема аппарата для проведения сварочных работ
Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки.
Читайте также:
Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки.
В источник питания высокой мощности входят такие компоненты, как:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы, которые способствуют улучшению качественных характеристик образующейся электродуги;
- допустройства.
Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться к оглавлению
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки.
Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки – первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора – магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Вернуться к оглавлению
Возможные детали при создании аппарата для сварки
При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток.
Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки.
Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла.
Вернуться к оглавлению
Принципиальная схема самодельного сварочного агрегата
Можно изготовить самодельный сварочный аппарат на основе транзисторного или тиристорного управления. Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение.
Система управления, созданная на транзисторах, способна значительно быстрее выйти из рабочего состояния, так как транзисторы существенно быстрее перегорают при возникновении перегрузок и являются более капризными в эксплуатации. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления, основанный на этих элементах, обладает следующими преимуществами:
- плавная регулировка;
- наличие постоянного тока.
При осуществлении сваривания стали толщиной 3 мм потребляемый ток около 10 А. Ток сваривания подается путем нажатия специального рычага на вилке, которая удерживает электрод.
Такая конструкция позволяет повысить безопасность в процессе осуществления работ, работать с высоким напряжением, которое обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности имеется возможность проведения сварочных работ с очень тонким листовым металлом.
Как создать усилие в 1 тонну между двумя ферромагнитными пластинами толщиной 10 мм:? Ток,провод,метод намотки обмотки . Ток постоянный — Обсуждай
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1хх до 0,9Uхх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей. В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе.. Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата Uхх=60…65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения Uхх может составлять 70..75 В.. Величина напряжения сварки Iсв должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки Uсв может составлять 18…24 В. Номинальный сварочный ток должен составлять: Iсв =KK1*dэ , где Iсв — величина сварочного тока, А; K1=30…40 — коэффициент, зависящий от типа и размера электрода dэ, мм. Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%. Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в
Самодельные сварочные аппараты
1. Принципы конструирования самодельных сварочных аппаратов.
1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения (Рис. 1).
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1хх до 0,9Uхх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей. В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе.. Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата Uхх=60…65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения Uхх может составлять 70..75 В.. Величина напряжения сварки Iсв должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки Uсв может составлять 18…24 В. Номинальный сварочный ток должен составлять: Iсв =KK1*dэ , где Iсв — величина сварочного тока, А; K1=30…40 — коэффициент, зависящий от типа и размера электрода dэ, мм. Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%. Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
1 — семейство характеристик для различных диапазонов сварки; U∆uIсв2, U∆Iсв3, U∆Iсв4 — диапазоны токов сварки для электродов диаметров 2, 3 и 4 мм соответственно; U uхх — напряжение холостого хода СА; I uкз — ток короткого замыкания ∆uUсв — диапазон напряжений сварки (18…24 В) В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи то 15…20 до 150…180 А достаточно сложно.
В связи с этим, конструируя сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2…4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении: • Небольшие габариты и вес • Питание от сети 220 В • Длительность работы должна составлять не менее 5…7 электродов dэ=3…4 мм Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены, благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата зависит от материала сердечника и теплостойкости изоляции обмоточных проводо Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и стянуть шпильками, изолированными от сердечника При подборе сердечника необходимо учитывать размеры «окна», чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b, см2. Как показывает практика, не следует выбирать минимальные значения S=25..35 см2, поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см2. Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно! Следует заметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора. После перемотки тора эффективное сечение магнитопровода уменьшиться, поэтому частично придется подмотать тор железом с другого автотрансформатора до тех пор, пока сечение S не будет равно как минимум 55 см2. . 1. 3. Выбор провода обмоток. Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции. При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P2=Iсв*Uсв. Если сварка ведется электродом dэ=4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р2=160*24=3,5…4 кВт, а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт. Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А. Следовательно, площадь сечения провода первичной обмотки S1 должна быть не менее 5..6 мм2. На практике площадь сечения провода желательно взять несколько больше, 6…7 мм2. Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D2)/4 или S=3,14*R2; D — диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза. Число витков первичной обмотки W1 определяется из формулы: W1=(k2*S)/U1, где k2 — постоянный коэффициент; S- площадь сечения ярма в см2 При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и Uхх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W2. Вторичная обмотка W2 должна содержать 65…70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8…10 мм Существуют следующие правила намотки обмоток сварочного аппарата: • Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке). • Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком. • Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик. При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд. Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки. После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции. Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть. Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков. Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода. Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. 1.5. Настройка сварочного аппарата. Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана нПри сварке различными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки. После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%. 1.6. Технологические рекомендации и меры безопасности. Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50. Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла. При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла. Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов. При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2. Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети. Рис. 9 Принципиальная электрическая схема сварочного аппарата.При проведении сварочных работ для предотвращения ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом d=3 мм: для трансформаторов с током 80…185 А — 10 электродов, а с током 70…150 А — 3 электрода. после использования указанного количества электродов, аппарат отключают от сети минимум на 5 минут (а лучше около 20). 1.7. Детали. Клеммы для выводов вторичной обмотки можно сделать из медной трубки d 10…12 мм и длиной 30…40 мм С одной стороны ее следует расклепать и в получившейся пластине просверлить отверстие d 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы вторичной обмотки. Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм Общий вид платки для выводов первичной обмотки сварочного аппарата. В плате сверлят 10…11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора. 2. Держатель электродов. 2.1. Держатель электродов из трубы d¾». Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾» и длиной 250 мм К трубе над большой выемкой приваривают отрезок стальной проволоки d=6 мм. С противоположной стороны держателя сверлят отверстие d=8,2 мм, в которое вставляют винт М8. К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром. 2.2. Держатель электродов из стальных уголков. Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм Берут два таких уголка длиной около 270 мм и соединяют маленькими уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом. Ручку получившегося держателя покрывают изоляционным материалом, в качестве которого используется обрезок резинового шланга. Электрический кабель от сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом. 3. Электронный регулятор тока для сварочного трансформатора. Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении. Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А. Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 15 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует
настройки.
егулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторамиАноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А. В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В. Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса. Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Каталог продукции: | По запросу любительские сварочные полуавтоматы найдены компании:
| Доска объявлений: ДОБАВЬ ОБЪЯВЛЕНИЕ! |
Выемка для сварочного аппарата. Как сделать полуавтоматический инвертор своими руками. Самый простой сварочный аппарат: инструкция
Сварочный полуавтомат может быть самодельным, изготовленным от инвертора. Сразу скажем, что сделать сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тот, кто задумал сделать из инвертора полуавтоматический станок своими руками, должен изучить принцип его работы, посмотреть при необходимости видео или фото на эту тему, подготовить необходимые узлы и оборудование.
Как переделать инвертор в полуавтомат
Для работы вам понадобится:
С Сварочный аппарат гема
Особое внимание уделяется доработке питателя, подающего проволоку в зону сварки, движущуюся по гибкому шлангу. Чтобы получить качественный ровный сварной шов, скорость подачи проволоки по гибкому шлангу и скорость его плавления должны быть одинаковыми.
При сварке полуавтоматом используются проволоки разного диаметра и из разных материалов, поэтому должна быть возможность контролировать скорость ее подачи.Это касается кормушки.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; один; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на бухты, которые представляют собой насадки, которые крепятся простыми застежками. Проволока в процессе сварки подается автоматически, что значительно сокращает время технологической операции и повышает эффективность.
Основным элементом электронной схемы блока управления является микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока.От этого элемента зависят текущие параметры и возможность их регулирования.
Переделываем инверторный трансформатор
Сварочный полуавтоматсвоими руками можно сделать, переделав инверторный трансформатор. Чтобы привести характеристики инверторного трансформатора в соответствие с необходимыми, его оборачивают медной полосой, обматывают термобумагой. Обычная толстая проволока для этих целей не используется, так как она будет очень горячей.
Вторичная обмотка тоже переделана .Для этого вам необходимо:
- Намотайте обмотку из трех слоев олова, каждый из которых изолирован фторопластовой лентой.
- Концы обмоток спаяны друг с другом для увеличения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения устройства.
Настройка
При изготовлении полуавтомата из инвертора необходимо предварительно запитать оборудование.Чтобы устройство не перегревалось, разместите его входные и выходные выпрямители, а также выключатели питания на радиаторах.
Следуя описанным выше процедурам, подключите блок питания к блоку управления и подключите его к сети. Когда загорится индикатор питания, подключите осциллограф к выходам инвертора. С помощью осциллографа найдите электрические импульсы с частотой 40-50 кГц. Между формированием импульсов должно быть 1,5 мкс, и это регулируется изменением величины напряжения, подаваемого на вход.
Осциллограмма сварочного тока и напряжения: при обратной полярности — слева, при прямой полярности — справа
Убедитесь, что отраженные на экране осциллографа импульсы имеют прямоугольную форму, а их фронт не превышает 500 нс. Если параметры подлежат проверке, такие как должны быть, подключите инвертор к сети.
Ток на выходе должен быть не менее 120 А. Если это значение меньше, вероятно, напряжение оборудования не превышает 100 В.В этом случае оборудование проверяется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте устройство под нагрузкой: подключите к сварочным проволокам реостат с сопротивлением не менее 0,5 Ом. Он должен выдерживать ток 60 А. Сила тока, подаваемого на сварочную горелку, контролируется амперметром. Если оно не соответствует требуемому значению, значение сопротивления подбирается опытным путем.
Использование
После запуска прибора индикатор инвертора должен высветить значение тока — 120 А. Если значение другое, то что-то сделано неправильно. На индикаторе может отображаться восемь штук. Чаще всего это происходит из-за недостаточного напряжения в сварочных проволоках. Лучше сразу определить причину этой неисправности и устранить ее. Если все верно, индикатор правильно покажет силу тока, регулируемую специальными кнопками.Интервал регулировки тока, обеспечиваемый инверторами, находится в пределах 20-160 А.
Контроль производительности
Чтобы полуавтомат прослужил долго, рекомендуется постоянно следить за температурным режимом инвертора. Для одновременного управления Нажимаем две кнопки, после чего на индикаторе отображается температура самого горячего из радиаторов инвертора. Нормальная рабочая температура — не более 75 ° C.
Если есть что-то еще, помимо информации, отображаемой на индикаторе, инвертор издаст прерывистый звук, о чем следует немедленно предупредить. В то же время (или когда датчик температуры закрыт) электронная схема автоматически снизит рабочий ток до 20А, и звуковой сигнал будет идти до тех пор, пока оборудование не вернется в нормальное состояние. Код ошибки (Err), отображаемый на индикаторе инвертора, также может указывать на неисправность.
При сварке используется полуавтомат
Полуавтомат рекомендуется использовать, когда необходимы точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с устройством помогут квалифицированные специалисты или обучающие видеоролики.
У хорошего хозяина обязательно должен быть сварочный полуавтомат, особенно для автовладельцев и частной собственности. С ним всегда можно самому проделать небольшую работу. Если вам нужно подварить детали машин, сделать теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве.Здесь возникает дилемма: купить или изготовить самому. Если есть инвертор, проще сделать самому. Обойдется это намного дешевле, чем покупать в торговой сети. Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимых инструментов и желание.
Создание полуавтомата из инвертора своими руками
Конструкция
Переделать инвертор в сварочный полуавтомат несложно для сварки тонкой стали (низколегированной и коррозионно-стойкой) и алюминиевых сплавов. .Нужно только хорошо разбираться в тонкостях предстоящей работы и вникать в нюансы изготовления. Инвертор — это устройство, используемое для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сварки полуавтомата в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается на дугу. В ту же зону поступает защитный газ. Чаще всего — углекислый. Это гарантирует получение качественного шва, не уступающего по прочности соединяемому металлу, при этом в стыке отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитными газ.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон с диоксидом углерода;
- горелка для пистолета:
- катушка с проволокой.
Сварочная станция
Принцип работы
При подключении аппарата к электронной почте. AC преобразует переменный ток в постоянный.Для этого нужен специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественной сварки необходимо, чтобы будущий аппарат имел в определенном балансе такие параметры, как напряжение, ток и скорость подачи сварочной проволоки. Этому способствует использование источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяет жестко заданное напряжение. Скорость подачи проволоки контролирует сварочный ток. Об этом нужно помнить, чтобы добиться наилучших результатов сварки от аппарата.
Проще всего воспользоваться концепцией Саныча, который давно сделал такой полуавтомат из инвертора и успешно его использует. Его можно найти в Интернете. Многие домашние мастера не только изготовили по этой схеме свой сварочный полуавтомат, но и усовершенствовали его. Здесь первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовались 4 сердечника от ТС-720.Первичная обмотка намотана медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки использована шина 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по двухполупериодной схеме. Для выключателя выбрал галетник парный. На радиатор устанавливаются диоды, чтобы в процессе работы они не перегревались. Конденсатор помещен в прибор емкостью 30000 мкФ. Дроссель фильтра выполнен на сердечнике ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД.Установлен силовой трансформатор ТС-40, перемотанный на 15В. Роликовый тяговый механизм в этой машине имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Этого достаточно для обеспечения оптимальной подачи сварочной проволоки.
Так как он был усовершенствован другими мастерами, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу, и вникнуть в нюансы изготовления.
Установка инвертора
Для обеспечения качественной полуавтоматической работы при малых габаритах лучше всего использовать тороидальные трансформаторы.У них самый высокий КПД.
Трансформатор для работы инвертора готовится следующим образом: он должен быть намотан медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой необходимой длины. Вторичная обмотка состоит из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работы по настройке инвертора начинаются при обесточенном питании. Выпрямители (входные и выходные) и выключатели питания должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который при работе наиболее нагревается, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к блоку управления. При включении в электронное письмо. сети должен загореться индикатор.С помощью осциллографа нужно проверить импульсы. Они должны быть прямоугольными.
Их частота должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время регулируется изменением входного напряжения). Индикатор должен показывать не менее 120 А. Не лишняя проверка устройства под нагрузкой. Для этого в сварочную проволоку вставляют нагрузочный резистор 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется вольтметром.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от свариваемого металла.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов необходимо усилить, добавив ребра жесткости. На нем смонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1.0; 1,2 и 1,6 мм. Скорость подачи должна регулироваться. Механизм подачи вместе со сварочной горелкой можно приобрести в торговой сети.При желании и наличии необходимых деталей это вполне возможно сделать своими руками. Сообразительные новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники крепятся к пластинам. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходящая по специальным направляющим между подшипниками и роликом, протягивается.
Все компоненты механизма устанавливаются на пластину толщиной не менее 8-10 мм, изготовленную из печатной платы, при этом провод должен выходить в месте соединения разъема со сварочной гильзой.Здесь же устанавливается катушка с нужным диаметром и маркировкой провода.
Сборка тягового механизма
Самодельную горелку можно сделать своими руками, используя рисунок ниже, где ее составные части показаны визуально в разобранном виде. Его назначение — замкнуть цепь, обеспечить подачу защитного газа и сварочной проволоки.
Самодельное горелочное устройство
Однако желающие быстро изготовить полуавтомат могут купить в торговой сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволокой.
Баллон
Для подачи защитного газа в зону горения сварочной дуги лучше всего приобрести баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него рожок. Необходимо помнить, что для установки редуктора требуется специальный переходник, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками.Видео
О разводке, сборке, проверке самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Агрегат, предназначенный для сварки изделий, считается сварочным полуавтоматом.Такие устройства могут быть разных типов и форм. Но самое главное — это инверторный механизм. Необходимо, чтобы она была качественной, многофункциональной и безопасной для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая собственные устройства. Схема изготовления самодельных инверторов довольно проста. Важно учесть, для каких целей устройство будет изготавливаться.
- Сварка порошковой проволокой;
- Сварка на различных газах;
- Сварка под толстым слоем флюса;
Иногда для качественного результата и гладкой сварки необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Цельный корпус;
- Двухкомпонентный;
- Толкающий;
- вытягивание;
- Стационарный;
- Мобильный, в комплекте с тележкой;
- Portable;
- Предназначен для начинающих сварщиков;
- Предназначен для сварщиков-полупрофессионалов;
- Предназначен для профессиональных мастеров;
Что требуется?
Самодельное устройство, схема которого очень проста, включает в себя несколько основных элементов:
- Механизм, основная функция которого — регулирование сварочного тока;
- Блок питания;
- Горелки специальные;
- Хомуты удобные;
- Рукава;
- Грузовик;
Схема сварки полуавтоматом в защитном газе:
Также мастеру понадобится:
- Механизм, обеспечивающий подачу проволоки;
- Гибкий шланг, по которому проволока или порошок под давлением поступают к сварному шву;
- Катушка с проволокой;
- Устройство специального контроля;
Принцип работы
В принцип действия инвертора входят:
- Регулировка и движение горелки;
- Контроль и мониторинг сварочного процесса;
При подключении агрегата к электрической сети происходит преобразование переменного тока в постоянный.Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественной сварки необходимо, чтобы будущий агрегат имел такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение в одинаковом равновесии. Для этих характеристик вам понадобится источник питания дуги, который имеет значение тока-напряжения. Длина дуги должна определяться указанным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Электрическая схема устройства предполагает то, что вид сварки сильно влияет на прогрессивные характеристики аппарата в целом.Полуавтомат своими руками — подробное видео
Создан план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо предусмотреть систему предварительной продувки. Она почувствует последующий поток газа;
- Затем нужно запустить источник питания дуги;
- Подача проволоки;
- Только после того, как все действия будут завершены, инвертор начнет движение с заданной скоростью.
- На завершающем этапе следует защитить шов и сварку кратера;
Плата управления
Для создания инвертора требуется специальная плата управления. На этом устройстве должны быть установлены узлы устройства:
- задающий генератор, в состав которого входит трансформатор гальванической развязки;
- Узел, которым управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и ток питания;
- Блок тепловой защиты;
- Блок «антистик»;
Выбор кузова
Перед сборкой блока необходимо подобрать корпус.Вы можете выбрать коробку или коробку подходящих размеров. Рекомендуется выбирать пластик или тонкий листовой материал. В корпусе смонтированы трансформаторы, которые подключены к вторичной и первичной обмоткам.
Комбинация катушек
Первичные обмотки параллельны. Вторичные барабаны подключены последовательно. По такой схеме устройство способно принимать ток до 60 А. При этом выходное напряжение будет 40 В. Эти характеристики идеально подходят для сварки небольших конструкций в домашних условиях.
Система охлаждения
При длительной работе самодельный инвертор может сильно перегреться. Поэтому для этого устройства требуется особая система охлаждения. Самый простой способ создать охлаждение — установить вентиляторы. Эти устройства необходимо прикрепить к бокам корпуса. Вентиляторы необходимо устанавливать напротив трансформаторного устройства. Пристроены механизмы, чтобы они могли работать на капоте.
Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. Благодаря высокой распространенности и невысокой стоимости инверторы ММА есть в арсенале многих мастеров.А вот со сваркой МИГ другое дело — эти аппараты дороже. Но выход есть — можно сделать полуавтоматический инвертор своими руками. Если вникнуть в этот вопрос, это будет не так уж и сложно.
Между сваркой MMA и MIG есть кардинальные различия. Для работы полуавтомата потребуется углекислый газ (или смесь углекислого газа и аргона) и электродная проволока, которая через специальный шланг подается к месту сварки. Те. Принцип сварки полуавтоматом сложнее, но он универсален и его использование оправдано.Что понадобится для работы полуавтомата:
- механизм подачи проволоки; Горелка
- ;
- шланг для подачи проволоки и газа в ТЭН;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, нужен инструмент, время и желание.
Обучение
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работы. Есть два варианта выполнения сварки MIG с инвертора:
- Полностью изготовить сварочный полуавтомат своими руками.
- Только переделать инвертор — механизм подачи к покупке готов.
В первом случае стоимость запчастей на питатель будет около 1000 рублей без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с механизмом подачи и катушкой проволоки.
Для начала нужно определиться с корпусом для второй части полуавтомата.Желательно, чтобы было светло и вместительно. Механизм подачи необходимо содержать в чистоте, иначе проволока будет дергаться, кроме того, необходимо периодически менять катушки и регулировать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант — использовать старый системный блок:
- аккуратный внешний вид — особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат, а полуавтомат из инвертора ММА выглядит неплохо;
- легко закрывается;
- тонкий корпус — легко делать необходимые разрезы;
- газовый клапан и привод подачи проволоки работают от 12 вольт.Поэтому подойдет блок питания от компьютера, и он уже встроен в корпус.
Теперь нужно прикинуть размер и расположение будущих деталей в корпусе. Вы можете вырезать из картона примерные макеты и проверить их взаимное расположение. После этого можно приступать к работе.
Оптимальным вариантом электродной проволоки является катушка массой 5 кг. Его внешний диаметр составляет 200 мм, внутренний — 50 мм. В качестве оси вращения можно использовать канализационную трубу ПВХ. Его внешний диаметр составляет 50 мм.
Горелка
Самодельный полуавтомат необходимо оборудовать конфоркой. Это можно сделать и самостоятельно, но лучше купить готовый комплект, в который входят:
- Горелка с набором наконечников разного диаметра.
- Подающий шланг.
- Евро вилка.
Обычный фонарик можно приобрести за 2-3 тыс. Руб. Тем более что устройство самодельное, поэтому за дорогими брендами гоняться не стоит.
На что обращать внимание при выборе комплекта:
- какой сварочный ток у горелки;
- Длина и жесткость шланга — основная задача шланга, чтобы обеспечить беспрепятственную подачу проволоки к горелке.Если он мягкий, любой изгиб замедлит движение; Пружины
- возле разъема и горелки — они не дают шлангу порваться.
Питатель
Электродная проволока должна подаваться непрерывно и равномерно — тогда сварка будет качественной. Скорость подачи должна регулироваться. Есть три варианта изготовления устройства:
- Купить механизм в сборе. Дорого, но быстро.
- Купить только кормовые катушки.
- Сделай сам.
Если выбран третий вариант, вам потребуется:
- два подшипника, направляющий ролик, натяжная пружина;
- мотор для подачи проволоки — подходящий мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник зажимной — он должен быть регулируемым, второй служит опорой для ролика. Принцип изготовления:
- в пластине выполнены отверстия под вал двигателя и для крепления подшипников;
- мотор закреплен за пластиной;
- на вал надевается направляющий ролик; Подшипники
- закреплены сверху и снизу;
Подшипники лучше всего ставить на металлические планки — один край крепится к основной пластине болтом, а к другому соединяется пружина с регулировочным болтом.
Механизм размещен в корпусе так, чтобы ролики совпадали с разъемом для горелки, то есть так, чтобы провод не порвался. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Выполнение электротехнической части
Для этого вам понадобится:
- два автомобильных реле; Диод
- ;
- регулятор шитья для двигателя; Конденсатор
- с транзистором;
- Электромагнитный клапан холостого хода — для подачи газа на горелку.Подойдет любая модель ваз, например, из восьмерки;
- провода
Схема управления проводом и подачей газа достаточно проста и реализована следующим образом:
- при нажатии кнопки на горелке срабатывают реле №1 и реле №2; Реле
- №1 включает в себя клапан подачи газа;
- реле №2 спарено с конденсатором и включает провод с задержкой; Протягивание провода
- производится дополнительной кнопкой для обхода реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана к нему подключен диод.
- Необходимо предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евроразъемом можно установить быстросъемный разъем и подключить его к горелке.
Полуавтомат имеет следующую последовательность работы:
- Включает подачу газа.
- С небольшой задержкой активируется подача проволоки.
Такая последовательность нужна, чтобы провод сразу попал в защитную среду.Если без промедления сделать полуавтомат — проволока прилипнет. Для его реализации вам понадобится конденсатор и транзистор, через который подключается реле управления двигателем. Принцип работы:
- на конденсатор подано напряжение;
- заряжает; На транзистор подается ток
- ;
- реле включено.
Емкость конденсатора нужно выбирать так, чтобы задержка составляла примерно 0,5 секунды — этого достаточно для заполнения сварочной ванны.
После сборки механизм необходимо протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы сделать полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить инвертор MMA к собранному корпусу — заработает. Но при этом качество сварки будет далеко не заводским полуавтоматом. Все дело в ВАХ — ВАХ.Инвертор дуги дает падающую характеристику — выходное напряжение плавает. А для корректной работы полуавтомата требуется жесткая характеристика — устройство поддерживает постоянное напряжение на выходе.
Следовательно, чтобы использовать ваш инвертор в качестве источника тока, вам необходимо изменить его IVC (вольт-амперная характеристика). Для этого вам понадобится:
- тумблер, провода;
- переменный резистор и две постоянные;
Получить жесткую характеристику инвертора довольно просто.Для этого перед шунтом поставьте делитель напряжения, регулирующий сварочный ток. Для делителя используются постоянные резисторы. Теперь вы можете получить требуемые милливольты, которые будут пропорциональны выходному напряжению, а не силе тока. В такой схеме есть один минус — слишком жёсткая дуга. Чтобы его смягчить, можно использовать переменный резистор, который подключается к делителю и выводу шунта.
Преимущество такого подхода в том, что появляется регулировка жесткости дуги — такая настройка есть только в профессиональных полуавтоматах.А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка инвертора ММА в полуавтомат задача хоть и не простая, но вполне выполнимая. На выходе оказывается, что по характеристикам устройство не уступает заводскому. Но это намного дешевле. Стоимость такой переделки — 4-5 тысяч рублей.
Инверторышироко используются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков.Умение «держать дугу».
Кроме того, сопротивление дуги непостоянно, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на второй план, если вы работаете на сварочном полуавтомате.
Особенности конструкции и принцип работы полуавтомата
Отличительной особенностью данного сварочного аппарата является то, что вместо сменных электродов в зону сварки непрерывно подводится проволока.
Обеспечивает постоянный контакт и имеет меньшее сопротивление по сравнению с дуговой сваркой.
Благодаря этому в месте контакта с заготовкой мгновенно образуется зона расплавленного металла. Жидкая масса склеивает поверхность, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, в том числе цветные и нержавеющая сталь. Освоить технику сварки можно самостоятельно, записываться на курсы не нужно. Аппарат очень прост в эксплуатации даже начинающему сварщику.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, снабженную соплом для создания газовой среды.
Работают с обычной медной проволокой в среде защитного инертного газа (обычно двуокиси углерода). Для этого цилиндр с коробкой передач подсоединяется к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтомат может быть приготовлен в самозащитной среде, которая создается с помощью специального напыления на сварочную проволоку.В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата сделали его настолько популярным среди сварщиков-любителей.
Во многих наборах реализована функция «два в одном», а в общем случае — полуавтоматическая. От инвертора сделана дополнительная ветвь — клемма для подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат намного дороже простого инвертора.При схожих характеристиках стоимость отличается в 3-4 раза.
Принцип устройства и работы инверторных сварочных аппаратов. Как сделать тиристорный сварочный инвертор своими руками? Принцип работы косой мостовой схемы
На днях собрал инвертор сварочный от Бармалея, на максимальный ток 160 ампер, одноплатный вариант. Схема названа в честь ее автора — Бармалея. Вот схема подключения и файл печатной платы.
Инверторный контур для сварки
Работа инвертора : мощность от однофазной сети 220 В выпрямляется, сглаживается конденсаторами и подается на транзисторные ключи, которые создают высокочастотную переменную из постоянного напряжения, подаваемого на ферритовый трансформатор. Из-за высокой частоты мы имеем уменьшение размера power trance и, как следствие, мы используем не железо, а феррит. Далее идет понижающий трансформатор, за ним выпрямитель и дроссель.
Осциллограммы управляющих полевых транзисторов. Измерения проводились на стабилитроне x213b без переключателей мощности, коэффициент заполнения 43 и частота 33.
В его версии силовые ключи IRG4PC50U заменены на более современные IRGP4063DPBF … Стабилитрон ks213b заменен на два 15-вольтовых 1,3Вт встречно подключенных, так как в предыдущем ks213b устройство немного грелось. После замены проблема исчезла сразу. В остальном остается как на схеме.
Это осциллограмма коллектор-эмиттер нижнего ключа (согласно схеме). При подаче питания на 310 вольт через лампу на 150 ватт. Осциллограф стоит 5 вольт деления и 5 мкс дел. через делитель, умноженный на 10.
Силовой трансформатор намотан на сердечник B66371-G-X187, N87, E70 / 33/32 EPCOS Данные обмотки: сначала пол первичной, вторичной и снова остатки первичной обмотки. Провод на первичной и вторичной обмотках равен 0.Диаметр 6 мм. Первичная — 10 жил 0,6 скрученных вместе 18 витков (всего). 9 витков как раз уместились в первом ряду. Далее остатки первички в сторону, накручиваем 6 витков проводом 0,6, сложенным на 50 штук, тоже скручиваем. И снова остатки первички, то есть 9 витков. Не забываем межслойный утеплитель (использовали несколько слоев кассовой бумаги, 5 или 6, мы уже не усердствовали, иначе обмотка не влезет в окно). Каждый слой пропитан эпоксидной смолой.
Потом все собираем, зазор 0.Между половинками феррита Е70 нужен 1 мм, на крайние сердечники ставим прокладку от штатного кассового чека. Все стягиваем, склеиваем.
Окрашиваю спреем матовой черной краской, затем покрываю лаком. Да чуть не забыл, когда каждую обмотку скручиваем, обматываем малярной лентой — изолируем, так сказать. Не забудьте отметить начало и концы обмоток, это пригодится для дальнейшей фазировки и сборки. Если трансформатор неправильно фазирован, аппарат будет варить в половину мощности.
Когда инвертор подключен к сети, начинается зарядка выходных конденсаторов. Начальный зарядный ток очень велик, сравним с коротким замыканием, и может привести к перегоранию диодного моста. Не говоря уже о том, что для проводников это тоже чревато выходом из строя. Чтобы избежать столь резкого скачка тока в момент включения, установлены ограничители заряда конденсаторов. В схеме Бармалея это 2 резистора по 30 Ом, мощностью 5 Вт, итого 15 Ом на 10 Вт.Резистор ограничивает зарядный ток конденсаторов, и после их зарядки вы уже можете подавать питание напрямую, минуя эти резисторы, что и делает реле.
Реле WJ115-1A-12VDC-S используется в сварочном аппарате Бармалей. Питание катушки реле — 12 вольт постоянного тока, коммутируемая нагрузка 20 ампер, 220 вольт переменного тока. В самоделках очень распространено использование автомобильных реле на 12 Вольт, 30 Ампер. Однако они не предназначены для коммутации токов до 20 Ампер сетевого напряжения, но, тем не менее, они дешевы, доступны и неплохо справляются со своей задачей.
Токоограничивающий резистор лучше устанавливать с обычным проволочным резистором, он выдержит любые перегрузки и дешевле импортных. Например С5-37 В 10 (20 Ом, 10 Вт, провод). Вместо резисторов можно последовательно включить в цепь переменного напряжения токоограничивающие конденсаторы. Например К73-17, 400 Вольт, общей емкостью 5-10 мкФ. Конденсаторы 3 мкФ, заряжаются емкостью 2000 мкФ примерно за 5 секунд. Расчет тока зарядки конденсатора следующий: 1 мкФ ограничивает ток до 70 миллиампер.Получается 3 мкФ на уровне 70х3 = 210 миллиампер.
Наконец все собрал и запустил. Ток ограничен 165 амперами, теперь инвертор сварочный расположим в хорошем корпусе. Себестоимость самодельного инвертора около 2500 рублей — запчасти заказывал в интернете.
Забрал провод в перемоточном цехе. Так же можно убрать провод от телевизоров из цепи размагничивания от кинескопа (это практически готовая вторичка).Дроссель изготовлен из E65 , медная полоса шириной 5 мм и толщиной 2 мм — 18 витков. Подобрал индуктивность 84 мкГн за счет увеличения зазора между половинками, он составил 4 мм. Полосой, как и проволокой 0,6 мм, наматывать нельзя, но уложить будет сложнее. Первицу на трансформаторе можно намотать проводом 1,2 мм, набором из 5 штук по 18 витков, но также можно рассчитать 0,4 мм количество проводов для нужного вам сечения, то есть например 15 штук по 0,4 мм 18 витков.
После установки и настройки схемы на плате собрал все вместе. Испытания Бармалея прошли успешно: он спокойно тянет три и четыре электрода. Предельный ток составлял 165 Ампер. Собрал и протестировал аппарат: Arsi .
Обсудить статью СВАРОЧНЫЙ ИНВЕРТОР BARMALE
Нередко для построения сварочного инвертора используются три основных типа высокочастотных преобразователей, а именно преобразователи, подключаемые по схемам: асимметричный или наклонный мост, полумост и полный мост.В данном случае резонансные преобразователи относятся к подвидам полумостовых и полномостовых схем. Согласно системе управления, эти устройства можно разделить на: ШИМ (широтно-импульсная модуляция), ЧИМ (регулировка частоты), регулировка фазы, а также могут существовать комбинации всех трех систем.
У всех перечисленных преобразователей есть свои плюсы и минусы. Разберемся с каждым отдельно.
Полумостовая система ШИМ
Блок-схема показана ниже:
Это, пожалуй, один из самых простых, но не менее надежных преобразователей семейства двухтактных.Напряжение «качания» первичной обмотки силового трансформатора будет равно половине напряжения питания — это недостаток данной схемы. Но если посмотреть с другой стороны, можно использовать трансформатор с сердечником меньшего размера, не опасаясь попадания в зону насыщения, что тоже является плюсом. Для сварочных инверторов мощностью около 2-3 кВт такой силовой модуль весьма перспективен.
Поскольку силовые транзисторы работают в режиме жесткого переключения, для их нормальной работы необходимо установить драйверы.Это связано с тем, что при работе в этом режиме транзисторам необходим качественный управляющий сигнал. Также необходимо иметь бестоковую паузу, чтобы не допустить одновременного открытия транзисторов, что приведет к выходу последних из строя.
Довольно перспективный вид полумостового преобразователя, его схема показана ниже:
Резонансный полумост будет немного проще полумоста с ШИМ. Это связано с наличием резонансной индуктивности, которая ограничивает максимальный ток транзисторов, а переключение транзисторов происходит при нулевом токе или напряжении.Ток, протекающий по силовой цепи, будет синусоидальным, что снимет нагрузку с конденсаторных фильтров. При такой конструкции схемы драйверы не нужны, переключение может осуществляться с помощью обычного импульсного трансформатора. Качество управляющих импульсов в этой схеме не так важно, как в предыдущей, но бестоковая пауза все же должна быть.
В этом случае можно обойтись без токовой защиты и формы вольт-амперной характеристики, не требующей ее параметрического формирования.
Выходной ток будет ограничиваться только индуктивностью намагничивания трансформатора и, соответственно, сможет достигать довольно значительных значений в случае возникновения короткого замыкания. Это свойство положительно сказывается на зажигании и горении дуги, но его также необходимо учитывать при выборе выходных диодов.
Обычно выходные параметры регулируются изменением частоты. Но фазовый контроль также дает некоторые из своих преимуществ и более перспективен для сварочных инверторов.Он позволяет обойти такое неприятное явление, как совпадение режима короткого замыкания с резонансом, а также увеличивает диапазон регулирования выходных параметров. Использование фазового управления позволяет изменять выходной ток в диапазоне от 0 до I max.
Асимметричный или «косой» мост
Это несимметричный прямой преобразователь, блок-схема которого показана ниже:
Этот тип преобразователя достаточно популярен как у рядовых радиолюбителей, так и у производителей сварочных инверторов.Самые первые сварочные инверторы строились именно по такой схеме — несимметричный или «косой» мост. Помехозащищенность, достаточно широкий диапазон регулирования выходного тока, надежность и простота — все эти качества привлекают производителей и по сей день.
Достаточно большие токи, проходящие через транзисторы, повышенные требования к качеству управляющего импульса, что приводит к необходимости использования мощных драйверов для управления транзисторами, и высокие требования к монтажным работам в этих устройствах и наличие больших импульсных токов, которые в свою очередь повышаются требования к — это существенные недостатки преобразователя данного типа.Также для поддержания нормальной работы транзисторов необходимо добавить цепи УЗО — демпферы.
Но, несмотря на перечисленные выше недостатки и невысокий КПД устройства по асимметричной или «косой» мостовой схеме, в сварочных инверторах они до сих пор используются. В этом случае транзисторы Т1 и Т2 будут работать синфазно, то есть закрываться и открываться одновременно. В этом случае накопление энергии будет происходить не в трансформаторе, а в дроссельной катушке Dr1.Именно поэтому для получения такой же мощности с мостовым преобразователем требуется удвоение тока через транзисторы, так как рабочий цикл не будет превышать 50%. Более подробно эту систему мы рассмотрим в следующих статьях.
Это классический двухтактный преобразователь, блок-схема которого приведена ниже:
Данная схема позволяет получить мощность в 2 раза больше, чем при включении типа полумоста и в 2 раза больше, чем при включении типа «косой» мост, при этом токи и, соответственно, потери во всех трех случаях будут равны .Это можно объяснить тем, что напряжение питания будет равно напряжению «качания» первичной обмотки силового трансформатора.
Для получения такой же мощности с полумостом (напряжение качания 0,5U питание) требуется ток в 2 раза! меньше, чем для случая полумоста. В полной мостовой схеме с ШИМ транзисторы будут работать поочередно — Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при смене полярности. Через отслеживание и контроль значений амплитуды тока, протекающего по этой диагонали.Есть два наиболее часто используемых способа его регулирования:
- Оставьте напряжение отсечки неизменным, но измените только длину управляющего импульса;
- Осуществляет изменение уровня напряжения отключения в соответствии с данными трансформатора тока, оставляя неизменной длительность управляющего импульса;
Оба метода позволяют изменять выходной ток в довольно больших пределах. Полный мост ШИМ имеет те же недостатки и требования, что и полумост ШИМ.(См. Выше).
Наиболее перспективная схема высокочастотного преобразователя для сварочного инвертора, структурная схема которого приведена ниже:
Резонансный мост мало чем отличается от полноценного моста ШИМ. Разница в том, что при резонансном подключении резонансный LC-контур включен последовательно с обмоткой трансформатора. Однако его появление в корне меняет процесс накачки мощности. Уменьшатся потери, повысится КПД, снизится нагрузка на вводимые электролиты, уменьшатся электромагнитные помехи.В этом случае драйверы для силовых транзисторов следует использовать только при использовании MOSFET-транзисторов с емкостью затвора более 5000 пФ. БТИЗ могут обойтись только с импульсным трансформатором. Более подробное описание схем будет дано в следующих статьях.
Выходным током можно управлять двумя способами — частотой и фазой. Оба эти метода были описаны в резонансном полумосте (см. Выше).
Полный мост с дроссельной заслонкой
Его схема практически не отличается от резонансной мостовой или полумостовой схемы, только вместо резонансной LC-цепи последовательно с трансформатором включена нерезонансная LC-схема.Емкость C, приблизительно C≈22 мкФ x 63 В, работает как уравновешивающий конденсатор, а индуктивное реактивное сопротивление катушки индуктивности L — как реактивное сопротивление, значение которого будет линейно изменяться в зависимости от изменения частоты. Преобразователь управляется частотным методом. , г. по мере увеличения частоты напряжения сопротивление индуктивности будет увеличиваться, что уменьшит ток в силовом трансформаторе. Довольно простой и надежный способ. Поэтому довольно большое количество промышленных инверторов построено по такому принципу ограничения выходных параметров.
Силовая часть нашего самодельного сварочного полуавтомата инверторного типа построена по схеме асимметричного моста, или, как ее еще называют, «косой мост». Это несимметричный прямой преобразователь. Достоинства такой схемы — простота, надежность, минимальное количество деталей, высокая помехозащищенность. До сих пор многие производители выпускают свою продукцию по схеме «косой мост». Без минусов тоже не обойтись — это большие импульсные токи от блока питания, меньший КПД, чем в других схемах, большие токи через силовые транзисторы.
Блок-схема прямого преобразователя «косой мост»
Блок-схема такого устройства представлена на рисунке:
Силовые транзисторы VT1 и VT2 работают в одной фазе, т.е. они открываются и закрываются одновременно, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току.
Подробнее обо всех типах инверторных преобразователей для сварочных аппаратов Вы можете узнать из книги.
Описание схемы инвертора
Сварочный полуавтомат инверторный, работающий в режимах MMA (дуговая сварка) и MAG (сварка специальной проволокой в газовой атмосфере).
Плата управления
На плате управления установлены следующие инверторные агрегаты: задающий генератор с гальваническим трансформатором, блоки обратной связи по току и напряжению, блок управления реле, блок тепловой защиты, блок антиприлипания.
Главный генератор
Блок управления током (для режима MMA) и задающий генератор (ГК) собраны на микросхемах LM358N и UC2845. В качестве ZG был выбран UC2845, а не более распространенный UC3845 из-за более стабильных параметров первого.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800 / (R * C)) / 2, где R и C — в килоомах и нанофарадах, частота — в килогерц. В этой схеме частота составляет 49 кГц.
Еще один важный параметр — коэффициент заполнения, рассчитываемый по формуле Кзап = т / Т. Он не может быть больше 50%, а на практике он составляет 44-48%. Это зависит от соотношения номиналов C10 и R19. Если конденсатор взять как можно меньше, а резистор как можно больше, то Кзап будет близок к 50%.
Импульсы, сформированные ZG, поступают на ключ VT5, который работает на трансформаторе гальванической развязки (TGR) Т1, намотанном на сердечнике EE25, используемом в электронных блоках для запуска люминесцентных ламп (электронных балластах). Все обмотки снимаются и наматываются новые по схеме. Вместо транзистора IRF520 можно использовать любой из этой серии — IRF530, 540, 630 и др.
Обратная связь по току
Как уже говорилось ранее, для дуговой сварки важен стабильный выходной ток , для полуавтоматической — постоянное напряжение.Токовая обратная связь организована на трансформаторе тока ТТ; это ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (согласно схеме) вывод первичной обмотки силового трансформатора. В зависимости от первичного тока T2, ширина импульса задающего генератора уменьшается или увеличивается, сохраняя постоянный выходной ток.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует обратной связи по напряжению, для этого в режиме МАГ — переключателем S1.1, напряжение с выхода устройства поступает на блок регулирования выходного напряжения, собранный на элементах R55, D18, U2. Силовой резистор К50 устанавливает начальный ток. А с контактами S1.2 ключ на транзисторе VT1 закорачивает регулятор R2 на максимальный ток, а ключ VT3 выключает режим «антиприлипание» (отключение ЗГ при залипании электрода).
Блок тепловой защиты
Самодельный сварочный полуавтомат включает в себя схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7.Датчики температуры на 75 ° С (два из них, нормально замкнутые, соединенные последовательно) установлены на радиаторе выходных диодов и на одном из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 замыкает контакт 1 UC2845 на массу и прерывает генерацию импульсов.
Блок управления реле
Блок собран на микросхеме DD1 CD4069UB (аналог 561LN2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии кнопки сразу включается реле газового клапана, примерно через секунду транзистор VT17 разрешает запуск генератора и одновременно включается протяжное реле.
Напрямую реле, управляющие «протяжкой» и газовой арматурой, а также вентиляторы питаются от стабилизатора MC7812, установленного на плате управления.
Блок питания на транзисторах ХГТГ30Н60А4
С выхода TGR импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, поступают на силовые переключатели VT11, ME12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены «демпферы» — цепочки из элементов C24, D47, R57 и C26, D44, R59, которые служат для удержания мощных транзисторов в диапазоне допустимых значений.В непосредственной близости от клавиш установлен конденсатор С28, собранный из 4-х емкостей 1мк х 630в. Стабилитроны Z7, Z8 нужны для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиаторе процессора компьютера с вентилятором.
Силовой трансформатор и выпрямительные диоды
Основным элементом цепи полуавтомата является мощный выходной трансформатор Т2. Собран на двух ядрах E70, материал N87 от EPCOS.
Расчет сварочного трансформатора
Обороты первичной обмотки рассчитываются по формуле: N = (Upit * timp) / (Bdop * Ssec),
где Upit = 320V — максимальное напряжение питания;
tpulse = ((1000 / f) / 2) * K — длительность импульса, K = (Kzap * 2) / 100 = (0.45 * 2) / 100 = 0,9 tpump = ((1000/49) / 2) * 0,9 = 9,2;
Вадоп = 0,25 — допустимая индукция по материалу сердечника;
Ssection = 1400 — сечение сердечника.
Н = (320 * 9,2) / (0,25 * 1400) = 8,4, округляем до 9 витков.
Соотношение витков вторичной обмотки к первичной должно быть примерно 1/3, т.е. наматываем 3 витка вторичной обмотки.
Силовой трансформатор может быть намотан на другой типоразмер, количество витков рассчитывается по приведенной выше формуле.Например, для сердечника 2 x E80 с f = 49Khz витков в первичной: 16, во вторичной: 5.
Выбор сечения провода первичной и вторичной обмоток, обмотки трансформатора
Сечение проводов подбираем исходя из выходного тока 1мм.кв = 10А. Этот прибор должен выдавать в нагрузке около 190А, поэтому берем вторичное сечение 19мм.кв (жгут из 61 провода диаметром 0,63мм). Первичное сечение выбираем в 3 раза меньше — 6мм кв. (Жгут из 20 проводов диаметром 0.63 мм). Сечение провода в зависимости от его диаметра рассчитывается как: S = D² / 1,27, где D — диаметр провода.
Намотка производится на рамку PCB толщиной 1мм, без боковых щек. Каркас облицован деревянным каркасом по размерам сердечника. Первичная обмотка намотана (все витки в один слой). Затем 5 слоев толстой трансформаторной бумаги, сверху — вторичная обмотка. Катушки сжаты пластиковыми стяжками. Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере.Камера была сделана из литрового баллона с плотной крышкой и шланга, который надевался на всасывающую трубку компрессора из холодильника (можно просто окунуть транс в лак на сутки, думаю, он тоже пропитается) .
Сварочный инвертор — довольно популярное устройство, которое необходимо как в быту, так и на промышленном предприятии. Это неудивительно, ведь использовавшиеся ранее блоки питания (преобразователи, трансформаторы, выпрямители) имели множество недостатков. Среди них вес и габариты, высокое энергопотребление, но небольшой диапазон регулирования режима сварки и низкая частота преобразования.Сделав своими руками сварочный инвертор на основе тиристоров, вы получите мощный блок питания для необходимых работ. Также это поможет вам существенно сэкономить, хотя все равно потребует определенных трудовых и материальных затрат.
Сварочный инвертор: особенности и функции аппарата
Работа инвертора заключается в преобразовании переменного тока сети в его высокочастотный аналог постоянного тока.
Это происходит в несколько этапов. Ток течет к выпрямительному блоку от сети.Там после преобразования напряжение от переменного становится постоянным. И инвертор выполняет обратное преобразование, то есть поступающее постоянное напряжение снова становится переменным, но с более высокой частотой. После этого напряжение понижается трансформатором, через выходной выпрямитель этот параметр преобразуется в высокочастотное постоянное напряжение.
Устройство сварочного инвертора и его особенности
Благодаря тому, что в конструкции устройства отсутствуют тяжелые детали, он очень компактен и легок.В его состав входят следующие компоненты:
Простое перекрестное инверторное устройство.
Инвертор- ;
- сетевых и выходных выпрямителей;
- дроссель;
- высокочастотный трансформатор.
С такими аппаратами могут работать даже начинающие сварщики. Их используют как в быту, так и в строительстве или в автосервисе. Благодаря тому, что есть регулировка режимов работы, можно варить как тонкие, так и толстые металлы.А повышенные условия горения дуги и образования сварного шва дают возможность сваривать любые сплавы, черные и цветные металлы сварочными инверторами, используя все возможные сварочные технологии.
Преимущества использования инвертора
В области сварочного оборудования такие устройства пользуются особым спросом из-за их многочисленных преимуществ и преимуществ. Сделав инвертор своими руками, вы получите:
- возможность варки сложных цветных металлов и конструкционных сталей;
- защита от перегрева, колебаний сетевого напряжения, токовых перегрузок;
- высокая стабильность сварочного тока даже при колебаниях напряжения в сети;
- шов правильной формы;
- при сварке практически не будет брызг;
- горение дуги будет стабилизировано заданным образом, даже при наличии внешнего неблагоприятного воздействия;
- много других полезных функций.
Инверторные схемы своими руками
На основе того, как построена схема и как управляется сам процесс преобразования инвертора, различают несколько типов устройств, которые являются наиболее распространенными в использовании. Варианты полного моста и полумоста называются двумя двухтактными схемами, а наклонный мост — одноцикловым. Полная мостовая схема, называемая двухтактной, работает с биполярными импульсами. Они подаются на ключевые транзисторы (которые спарены), замыкают и размыкают электрическую цепь.
Инверторная схема «косой» перемычки.
Полумостовая схема будет отличаться от предыдущей версии тем, что в ней увеличено потребление тока. Транзисторы, работающие по той же двухтактной модели, действуют как ключи. На каждый из них подается половина входного сетевого напряжения. Мощность инвертора по сравнению с током с полным мостом вдвое меньше. Такое расположение имеет свои преимущества в приложениях с низким энергопотреблением. Кроме того, можно использовать группу транзисторов, а не один очень мощный.
Последний вариант — «косой» мост. Это инверторы, работающие по принципу одного цикла. Здесь вы будете иметь дело с униполярными импульсами. Одновременное размыкание транзисторных ключей исключит возможность короткого замыкания. Но среди недостатков данной схемы выделяют смещение магнитопровода трансформатора.
Взгляните на одну из стандартных схем инвертора. Это сооружение, спроектированное Ю. Негуляев. Чтобы собрать такое устройство в домашних условиях, вам понадобится ваше желание, готовность к работе и необходимая элементная база, которую вы можете либо найти на радиорынке, либо испариться из старой бытовой техники.
Инструкция по сборке
Типовая схема инвертора конструкции Ю.Негуляева
Возьмите пластину из дюралюминия толщиной 6 мм. Присоедините к нему все проводники и провода, которые выделяют тепло. Учтите, что здесь провод не нужно обматывать теплоизоляционным материалом. Используя старую схему (например, компьютер), вам не придется отдельно искать транзисторы и тиристоры.
Далее подготовим специальный мощный вентилятор (можно даже радиатор автомобиля).Он взорвет все, включая резонансный дроссель. Не забудьте прижать последний к основанию с помощью уплотнительной прокладки.
Для изготовления самого дроссельного устройства возьмем шесть медных жил. Их можно найти на рынке или сделать самостоятельно из частей ненужного старого телевизора. Прижмите диоды к основанию схемы, а затем прикрепите к ним регуляторы напряжения и изоляционные уплотнения.
При установке трансформатора изолируйте жгуты проводов изолентой или фторопластовой лентой.Разъедините жилы в разные стороны, чтобы они не соприкасались и не вызывали неисправностей. На полевом транзисторе вам нужно будет установить силовое поле, чтобы увеличить производительность вашего инвертора. Для этого берем медный провод 2 мм. После лужения оборачиваем в несколько слоев обыкновенной нитью. Это защитит ваш проводник от разного рода повреждений как при пайке, так и при сварке. Для фиксации крепления используйте изолирующие каблуки. Так вы и нагрузку с транзисторов перенесете на них.
Трансформатор — необходимый элемент любого сварочного источника. Он снижает сетевое напряжение до уровня напряжения дуги, а также обеспечивает гальваническую развязку между сетью и сварочной цепью. Известно, что размер трансформатора определяется его рабочей частотой, а также качеством материала магнитопровода.
Примечание.
При уменьшении частоты габариты трансформатора увеличиваются, а при повышении — уменьшаются.
Трансформаторы классических источников работают при относительно низкой частоте сети. Поэтому вес и габариты этих источников в основном определялись массой и объемом сварочного трансформатора.
В последнее время разработаны различные высококачественные магнитные материалы, позволяющие несколько улучшить массогабаритные параметры трансформаторов и сварочных источников. Однако существенного улучшения этих параметров можно добиться только за счет увеличения рабочей частоты трансформаторов.Поскольку частота сетевого напряжения является стандартной и не может быть изменена, можно увеличить рабочую частоту трансформатора с помощью специального электронного преобразователя.
Блок-схема инверторного сварочного источникаУпрощенная блок-схема инверторного источника сварки (ISI) показана на рис. one … Рассмотрим схему. Напряжение сети выпрямляется и сглаживается, а затем подается на электронный преобразователь. Он преобразует постоянное напряжение в переменный ток высокой частоты.Высокочастотное переменное напряжение преобразуется небольшим высокочастотным трансформатором, затем выпрямляется и подается в сварочную цепь.
Типы трансформаторовРабота электронного преобразователя тесно связана с циклами перемагничивания трансформатора. Поскольку ферромагнитный материал сердечника трансформатора имеет нелинейность и насыщается, индукция в сердечнике трансформатора может возрасти только до некоторого максимального значения Bm.
После достижения этого значения сердечник необходимо размагнитить до нуля или повторно намагнитить в направлении, противоположном значению — Bm. Энергия может передаваться через трансформатор:
- в цикле намагничивания;
- в цикле перемагничивания;
- в обоих циклах.
Определение.
Преобразователи, обеспечивающие передачу энергии за один цикл перемагничивания трансформатора, называются однотактными .
Соответственно, преобразователи, которые обеспечивают передачу энергии в обоих циклах перемагничивания трансформатора, называются двухтактными .
Преобразователь переднего хода, однократныйПреимущества несимметричных преобразователей. Одноходовые преобразователи наиболее широко используются в дешевых и маломощных инверторных сварочных источниках, рассчитанных на работу от однофазной сети. В условиях резко изменяющейся нагрузки, которой является сварочная дуга, одноходовые преобразователи выгодно отличаются от различных двухтактных преобразователей:
- не требуют балансировки;
- они не подвержены такому заболеванию, как токи.
Следовательно, для управления этим преобразователем требуется более простая схема управления по сравнению с той, которая требуется для двухтактного преобразователя.
Классификация несимметричных преобразователей. По способу передачи энергии на нагрузку однотактные преобразователи делятся на две группы: прямые и обратноходовые ( рис. 2 ). В прямых преобразователях энергия передается на нагрузку в момент замкнутого состояния, а в обратноходовых преобразователях — в момент открытого состояния ключевого транзистора VT.В этом случае в обратном преобразователе энергия накапливается в индуктивности трансформатора T во время замкнутого состояния ключа, а ток ключа имеет форму треугольника с нарастающим фронтом и крутым срезом.
Примечание.
При выборе типа преобразователя ISI между прямым и обратным ходом предпочтение отдается прямому несимметричному преобразователю.
Действительно, несмотря на большую сложность, прямой преобразователь, в отличие от обратноходового, имеет высокую удельную мощность … Это связано с тем, что треугольный ток протекает через переключающий транзистор в обратном преобразователе и прямоугольный в прямом преобразователе. Следовательно, при том же максимальном токе ключа среднее значение тока прямого преобразователя вдвое больше.
Основные преимущества обратного преобразователя :
- нет дросселя в выпрямителе;
- возможность групповой стабилизации нескольких напряжений.
Эти преимущества обеспечивают преимущество обратноходовых преобразователей в различных приложениях с низким энергопотреблением, таких как источники питания для различного бытового теле- и радиооборудования; а также вспомогательные источники питания для цепей управления самих сварочных источников.
Однотранзисторный трансформатор прямого преобразователя (OPP) , изображенный на рис. 2, б , имеет специальную размагничивающую обмотку III. Эта обмотка служит для размагничивания сердечника трансформатора Т, который намагничивается во время закрытого состояния транзистора VT.
В это время напряжение на обмотке III прикладывается к диоду VD3 с запирающей полярностью. В результате размагничивающая обмотка не влияет на процесс намагничивания.
После закрытия транзистора VT :
- напряжение на обмотке III меняет полярность;
- диод VD3 разблокирован;
- энергия, запасенная в трансформаторе T, возвращается к первичному источнику питания Uп.
Примечание.
Однако на практике из-за недостаточной связи между обмотками трансформатора часть энергии намагничивания не возвращается к первичному источнику. Эта энергия обычно рассеивается в цепях ТН и демпфирования (на рис. 2 не показан), снижая общий КПД и надежность преобразователя.
Наклонный мост. Указанный недостаток отсутствует в двухтранзисторном прямом преобразователе (ДПП) , часто называемом «Косой мост» ( рис.3, а ). В этом преобразователе (благодаря введению дополнительного транзистора и диода) первичная обмотка трансформатора используется в качестве размагничивающей обмотки. Поскольку эта обмотка полностью подключена сама к себе, полностью исключаются проблемы неполного возврата энергии намагничивания.
Рассмотрим подробнее процессы, происходящие при перемагничивании сердечника трансформатора.
Общей чертой всех несимметричных преобразователей является то, что их трансформаторы работают в условиях одностороннего намагничивания.
Магнитная индукция B (в трансформаторе с односторонним намагничиванием) может изменяться только в диапазоне от максимального Bm до остаточного Br, описывающего конкретную петлю гистерезиса.
Когда транзисторы VT1, VT2 преобразователя открыты, энергия источника питания Uп через трансформатор T передается на нагрузку. В этом случае сердечник трансформатора намагничивается в прямом направлении (участок а-б на рис. 3 , б).
Когда транзисторы VT1, VT2 заблокированы, ток в нагрузке поддерживается за счет энергии, накопленной в катушке индуктивности L.В этом случае ток замыкается через диод VD0. В этот момент под действием ЭДС обмотки I диоды VD1, VD2 открываются, и размагничивающий ток сердечника трансформатора течет через них в обратном направлении (участок б-а на рис. 3, б ).
Изменение индукции ∆В в сердечнике происходит практически от Вm до Вr и намного меньше возможного для двухтактного преобразователя значения ∆В = 2 · Вm. Некоторое увеличение ∆B можно получить, введя в сердечник немагнитный зазор.Если сердечник имеет немагнитный зазор δ, то остаточная индукция становится меньше Br … В случае наличия немагнитного зазора в сердечнике можно найти новое значение остаточной индукции в точке пересечения прямой, проведенной от начала координат под углом Ѳ к кривой перемагничивания (точка B1 на рис. 3, b ):
tgѲ = µ 0 l c / δ,
где µ 0 — магнитная проницаемость;
л в — длина средней силовой линии магнитопровода, м;
δ — длина немагнитного зазора, м
Определение.
Магнитная проницаемость Отношение индукции B к силе H для вакуума (справедливо также для немагнитного воздушного зазора) и является физической постоянной, численно равной µ 0 = 4π · 10 -7 Гн / м.
Величину tgѲ можно рассматривать как немагнитную проводимость зазора , приведенную к длине сердечника. Таким образом, введение немагнитного зазора эквивалентно введению отрицательной напряженности магнитного поля:
Н1 = -В1 / tgѲ.
Двухтактный мостовой преобразовательПреимущества двухтактных преобразователей. Двухтактные преобразователи содержат больше элементов и требуют более сложных алгоритмов управления. Однако эти преобразователи обеспечивают меньшую пульсацию входного тока, а также более высокую выходную мощность и эффективность при той же дискретной мощности ключа.
Схема двухтактного мостового преобразователя. На рис. 4, а показывает схему двухтактного мостового преобразователя. Если сравнить этот преобразователь с несимметричным, то он наиболее близок к двухтранзисторному прямому преобразователю ( рис.3 ). Двухтактный преобразователь легко превратить в него, если убрать пару транзисторов и пару диодов, расположенных по диагонали (VT1, VT4, VD2, VD3 или VT2, VT3, VD1, VD4).
Таким образом, двухтактный мостовой преобразователь представляет собой комбинацию двух однотактных преобразователей, работающих по очереди. В этом случае энергия передается нагрузке в течение всего периода работы преобразователя, а индукция в сердечнике трансформатора может изменяться от -Vm до + Vm.
Как и в DPP, диоды VD1-VD4 служат для возврата энергии, накопленной в индуктивности рассеяния Ls трансформатора T, в первичный источник питания Uп.В качестве этих диодов можно использовать внутренние полевые МОП-транзисторы.
Принцип действия. Рассмотрим подробнее процессы, происходящие при перемагничивании сердечника трансформатора.
Примечание.
Общей особенностью двухтактных преобразователей является то, что их трансформаторы работают в условиях симметричного перемагничивания.
Магнитная индукция B в сердечнике трансформатора с симметричным перемагничиванием может изменяться от отрицательного -Bm до положительного + Bm максимальной индукции.
В каждый полупериод работы DMP два диагональных ключа открыты. Во время паузы все транзисторы преобразователя обычно закрыты, хотя есть режимы управления, когда часть транзисторов преобразователя остается открытыми во время паузы.
Остановимся на режиме управления, согласно которому во время паузы все транзисторы DMP закрываются.
Когда транзисторы VT1, VT4 преобразователя открыты, энергия источника питания Uп через трансформатор T передается на нагрузку.В этом случае сердечник трансформатора намагничивается в условно противоположном направлении (участок б-а на рис. 4, б ).
В паузе, когда транзисторы VT1, VT4 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в дросселе L. В этом случае ток замыкается через диод VD7. В этот момент одна из вторичных обмоток (IIa или IIb) трансформатора T закорачивается через открытый диод VD7 и один из выпрямительных диодов (VD5 или VD6).В результате индукция в сердечнике трансформатора практически не меняется.
По окончании паузы транзисторы VT2, VT3 преобразователя открываются, и энергия источника питания Uп через трансформатор Т передается на нагрузку.
В этом случае сердечник трансформатора намагничивается в условном прямом направлении (сечение a-b на рис. 4 ). В паузе, когда транзисторы VT2, VT3 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в дросселе L.В этом случае ток замыкается через диод VD7. В этот момент индукция в сердечнике трансформатора практически не меняется и фиксируется на достигнутом положительном уровне.
Примечание.
За счет фиксации индукций в паузах сердечник трансформатора Т способен повторно намагничиваться только в моменты разомкнутого состояния диагонально расположенных транзисторов.
Во избежание одностороннего насыщения в этих условиях необходимо обеспечить одинаковое время включения транзисторов, а также симметрию силовой цепи преобразователя.
МАШИНА СВАРОЧНАЯ СВОИ ОБЗОР СХЕМ СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА ДЕЙСТВИЯ Начнем с довольно популярной схемы сварочного инвертора, часто называемой схемой Брамалей. Не знаю, почему именно это название было приклеено к этой схеме, но сварочный аппарат Бармалей часто упоминается в Интернете. Микросхемы изначально проектировались как контроллеры для управления переключателем питания однотактного блока питания средней мощности, и этот контроллер был снабжен всем необходимым для повысить собственную живучесть и живучесть управляемого им блока питания. Микросхема способна работать до частот до 500 кГц, выходной ток конечного каскада драйвера способен развивать ток до 1 А, что в сумме позволяет создавать достаточно компактные блоки питания.Блок-схема микросхемы представлена ниже: На блок-схеме красным цветом выделен дополнительный триггер, не позволяющий длительности выходного импульса превышать 50%. Этот триггер установлен только в сериях UCx844 и UCx845. Типичная схема импульсного блока питания на UC3844 показана ниже: Этот блок питания имеет косвенную стабилизацию вторичного напряжения, так как он управляет собственным источником питания, генерируемым обмоткой NC.Это напряжение выпрямляется диодом D3 и служит для питания самой микросхемы после ее запуска, а после передачи делителя на R3 попадает на вход усилителя ошибки, который регулирует длительность управляющих импульсов силового транзистора.
Эта информация может понадобиться, если проектируемый сварочный аппарат будет без трансформатора тока, а управление будет осуществляться так же, как и в базовой схеме — с использованием токоограничивающего резистора в цепи источника питания. транзистор или в цепи эмиттера, когда используется транзистор IGBT. Эта схема управляет выходным напряжением с помощью оптопары, яркость светодиода оптопары определяется регулируемым стабилитроном. TL431, увеличивающий коробку. стабилизация. Непроизвольно может возникнуть вопрос — ПОЧЕМУ ТАКИЕ ДЕТАЛИ НЕОБХОДИМЫ И ПОЧЕМУ ГОВОРЯТ О ИСТОЧНИКАХ ПИТАНИЯ МОЩНОСТЬЮ 20… 50 ВАТТ ??? НА СТРАНИЦЕ ОБЪЯВЛЯЕТСЯ ОПИСАНИЕ СВАРОЧНОЙ МАШИНЫ, И ЗДЕСЬ КАКИЕ ИСТОЧНИКИ ПИТАНИЯ … В левой верхней части схемы блок питания самого контроллера и, собственно, может использоваться ЛЮБЫМ блоком питания с выходным напряжением 14… 15 вольт и обеспечивающий ток 1 … 2 А (2 А это для того, чтобы вентиляторы можно было поставить более мощными — в устройстве используются компьютерные вентиляторы и по схеме их уже 4 штуки. Кстати, мне даже удалось найти коллекцию ответов на этот сварочный аппарат из некоторого форума. Я думаю, что это будет полезно для тех, кто собирается чисто клоне схемы. ОПИСАНИЕ ССЫЛКА. Я не очень разбирался в том, что было сложным с выходным напряжением, мне лично понравилось использование силовой части в качестве замыкающих биполярных транзисторов… Другими словами, в этом узле могут использоваться как полевые, так и биполярные устройства. В принципе, это как бы подразумевалось по умолчанию, главное — как можно быстрее закрыть силовые транзисторы, а как это сделать — уже вопрос второстепенный. В принципе, используя более мощный управляющий трансформатор, можно отказаться от закрытия транзисторов — достаточно подать небольшое отрицательное напряжение на затворы силовых транзисторов. Данная схема отличается от предыдущих отсутствием управляющего трансформатора, так как происходит размыкание-замыкание силовых транзисторов. со специализированными микросхемами драйвера IR4426, которые, в свою очередь, управляются оптопарами 6N136. В данной версии сварочного аппарата также используется ограничение выходного напряжения, но нет стабилизации тока.Есть еще одно затруднение, причем довольно серьезное. Как заряжается конденсатор С30? В принципе, во время паузы должно происходить дополнительное размагничивание сердечника, т.е. должна измениться полярность напряжения на обмотках силового трансформатора и чтобы транзисторы не слетели, устанавливаются диоды D7 и D8. Вроде бы на верхнем выводе силового трансформатора на короткое время должно появиться напряжение на 0,4 … 0,6 вольт меньше общего провода, это довольно кратковременное явление и есть некоторые сомнения, что у С30 будет время заряжать.Ведь если не заряжается, не открывается верхнее плечо силовой части, значит не откуда придет буст напряжения драйвера IR2110. В первую очередь бросается в глаза силовая часть — по 4 штуки IRFP460 каждая.Более того, автор в оригинальной статье утверждает, что первая версия была собрана на IRF740, по 6 штук на плечо. Это действительно «сложно изобрести». Сразу стоит сделать запоминание — в сварочном инверторе можно использовать как IGBT-транзисторы, так и MOSFET-транзисторы. Чтобы не путаться с определениями и распиновкой, вышиваем картинки этих самых транзисторов: Кроме того, имеет смысл отметить, что в этой схеме используется как ограничение выходного напряжения, так и режим стабилизации тока, то есть регулируется переменным резистором на 47 Ом — низкое сопротивление этого резистора является единственным недостатком данной реализации, но если вы хотите найти это, вы можете найти увеличение этого резистора до 100 Ом не критично, вам просто нужно увеличивают ограничивающие резисторы. В этой схеме сварочного аппарата на выходе установлены электролитические конденсаторы. Идея конечно интересная, но для этого устройства потребуются электролиты с небольшим ESR, а на 100 вольт такие конденсаторы найти довольно проблематично. Поэтому от установки электролитов откажусь, а поставлю пару конденсаторов MKP X2 5 мкФ, используемых в индукционных плитах. МЫ СОБИРАЕМ ВАШ СВАРОЧНЫЙ АППАРАТ МЫ КУПИМ ТОВАРЫ Прежде всего сразу скажу, что сборка сварочного аппарата своими руками — это не попытка сделать аппарат дешевле магазинного, потому что в итоге может оказаться, что собранный аппарат окажется больше дороже заводской.Однако и у этой затеи есть свои преимущества — это устройство можно приобрести в беспроцентную ссуду, так как вовсе не обязательно покупать сразу весь комплект деталей, а делать покупки, как только в наличии появятся свободные деньги. бюджет. Для сборки сварочного аппарата требуется дополнительное оборудование, необходимое для сборки и настройки сварочного аппарата. Это оборудование тоже стоит денег и если вы действительно собираетесь заниматься силовой электроникой, то оно вам пригодится позже, но если сборка этого устройства — попытка потратить меньше денег, то смело откажитесь от этой идеи и Сходите в магазин за готовым сварочным инвертором. Если есть такие же комплектующие по более привлекательной цене, но количество продаж у этого продавца невелико, то есть смысл обратить внимание на общее количество положительных отзывов о продавце. На фотографии есть смысл обратить внимание — наличие фотографии торвара само по себе говорит об ответственности продавца. А на фото видно, что это за маркировка, часто помогает — на фото видна маркировка лазером и краской.Я покупаю силовые транзисторы с маркировкой Альзерная, но взял IR2153 с маркировкой краской — микросхемы рабочие. Я тоже несколько раз сталкивался с разовыми акциями — продавцы без рейтинга вообще выставляют на продажу некоторые комплектующие по ОЧЕНЬ смешным ценам.Разумеется, покупка осуществляется на ваш страх и риск. Тем не менее, я сделал пару покупок у похожих продавцов, и обе оказались успешными. В последний раз купил конденсаторы MKP X2 5 мкФ по 140 руб 10 штук.
Заказ пришел довольно быстро — чуть больше месяца, 9 штук по 5 мкФ, и одна, точно такого же размера на 0,33 мкФ 1200 В. Спор не открывал — у меня все емкости на индукционные игрушки на 0 .27 мкФ и как бы пригодились на 0,33 мкФ. И цена слишком смешная. Контейнеры проверил — рабочие, хотел заказать еще, но уже была вывеска — ТОВАРА БОЛЬШЕ НЕТ В НАЛИЧИИ. Пока вопрос с силовыми транзисторами открыт, но разъемы для электрододержателя понадобятся любому сварочному аппарату. Поиск был долгим и довольно активным. Дело в том, что разница в цене очень сбивает с толку.Но сначала о маркировке разъемов для сварочного аппарата. Али использует европейскую маркировку (ну так они и говорят), так что танцуем от их обозначений. Правда, шикароник танцевать не получится — эти разъемы разбросаны по разным категориям, начиная от USB-разъемов, ПАЯЛЬНЫХ ЛАМП и заканчивая ДРУГИМ. И по названию разъемов тоже не все так гладко, как хотелось бы … Я был ОЧЕНЬ очень удивлен, когда набрал DKJ35-50 в поле поиска на Googlechrome и OS WIN XP и НЕТ РЕЗУЛЬТАТОВ, и такой же запрос на том же гуглхроме, но WIN 7 дал хоть какие-то результаты.Ну для начала небольшая табличка:
Несмотря на то, что отверстия и заглушки разъемов на 300-500 ампер одинаковы, на самом деле они способны проводить разные токи.Дело в том, что при повороте разъема штекерная часть упирается в торец ответной части, а поскольку диаметры концов более мощных разъемов имеют большую площадь контакта, значит, разъем способен пропускать больший ток.
Я купил коннекторы DKJ10-25 год назад, а у этого продавца их больше нет.Буквально пару дней назад заказал пару DKJ35-50. Я купил это. Правда, сначала пришлось объясниться с продавцом — в описании написано, что для провода 35-50 мм2, а на фото 10-25 мм2. Продавец заверил, что это разъемы на провод 35-50 мм2. Что посмотрим — есть время подождать. Но в процессе освоения сварочного аппарата выявилось несколько недостатков, которые хотелось бы устранить. Не буду вдаваться в подробности, что именно мне не понравилось, так как аппарат действительно не очень плохой, но хочется большего. Поэтому фактически он занялся разработкой своего сварочного аппарата. Аппарат типа «Бармалей» будет учебным, а следующий должен будет превзойти существующую «Аврору». ОПРЕДЕЛЯЕТСЯ С ОСНОВНОЙ ДИАГРАММОЙ СВАРОЧНОЙ МАШИНЫ Итак, мы рассмотрели все заслуживающие внимания варианты схем, приступаем к сборке собственного сварочного аппарата. Для начала нужно определиться с силовым трансформатором. Я не буду покупать ферриты W-образной формы — есть ферриты от сетевых трансформаторов и таких довольно много. Но форма у этого сердечника довольно своеобразная, и магнитная проницаемость на них не указана… Вот почти классическая схема включения UC3845. Стабилизатор напряжения для самой микросхемы собран на VT1, так как диапазон напряжений питания самого стенда довольно большой. VT1 любой в корпусе ТО-220 с током 1 А и напряжением К-Э выше 50 В. Больше ничего с этим стендом делать не буду — у меня ЛАТР и я спокойно могу изменить напряжение питания стенда, подключив через ЛАТР тестовый, обычный трансформатор.Единственное, что нужно было добавить, это вентилятор. VT4 работает в линейном режиме и довольно шустро нагревается. Чтобы не перегреть общий радиатор, я подключил вентилятор и ограничивающие резисторы. Здесь логика довольно простая — вбиваю параметры ядра, делаю расчет для преобразователя на IR2153, и выставляю выходное напряжение равным выходному напряжению моего блока питания. В итоге получаю на два кольца К45х28х8 по вторичному напряжению, надо намотать 12 витков.Motems … Начнем с минимальной частоты — не нужно беспокоиться о перегрузке транзистора — ограничитель тока сработает. Становимся осциллографом на выводы Х1, постепенно увеличиваем частоту и наблюдаем такую картину: Далее составляем пропорцию в Excel для расчета количества витков в первичной обмотке. Результат будет значительно отличаться от расчетов в программе, но мы понимаем, что программа учитывает как время паузы, так и падение напряжения на силовых транзисторах и диодах выпрямителя.К тому же увеличение количества витков не приводит к пропорциональному увеличению индуктивности — возникает квадратичная нагрузка. Следовательно, увеличение количества витков приводит к значительному увеличению индуктивного сопротивления. Программа также это учитывает. Особо иначе поступать не будем — для корректировки этих параметров в нашей таблице делаем уменьшение первичного напряжения на 10%. В этом файле пропорции лежат на ЛИСТЕ 2 , на ЛИСТЕ 1 расчеты импульсных блоков питания для видео про расчеты в Excel. Решил все таки дать бесплатный доступ. Рассматриваемое видео находится здесь: Текстовая версия того, как создать эту таблицу и исходные формулы. Мы закончили расчеты, но осталась червоточина — компоновка стенда была проста в три копейки и показала вполне приемлемые результаты. Можно ли собрать полноценную подставку с питанием напрямую от сети 220? Но гальваническое подключение к сети не очень хорошее. И снимать накопленную индуктивностью энергию с помощью линейного транзистора тоже не очень хорошо — вам понадобится ОЧЕНЬ мощный транзистор с ОГРОМНЫМ радиатором. Как узнать насыщенность ядра вроде разобрались, само ядро выбираем. Перед тем, как представить свои новые жилы, я пересчитываю площадь скругленных краев сердечника и выходные значения для якобы прямоугольных краев. Расчет выполняется для мостовой схемы, поскольку ВСЕ доступное первичное напряжение прикладывается к несимметричному преобразователю. Вроде все сходится — из этих ядер можно взять около 6000 Вт. Попутно выясняется, что в программах какой-то косяк — полностью одинаковые данные для ядер в двух программах дают разные результаты — ExcellentIT 3500 и ExcellentIT_9 транслируют разные мощности результирующего трансформатора. Разница в несколько сотен ватт. Правда, количество витков первичной обмотки такое же. Но если количество витков первичной обмотки одинаково, то общая мощность должна быть такой же. Еще час уже прибавил глупости. Описание стенда с рисунком печатной платы. А пока приступим к изготовлению жгута для трансформатора сварочного аппарата. Можно жгут скрутить, можно скотч заклеить. Ленты мне всегда нравились больше — по трудоемкости они конечно превосходят жгуты, но плотность намотки намного выше. Следовательно, можно уменьшить натяжение в самой проволоке, т.е. в расчете прокладывать не 5 А / мм2, как это обычно делается для таких игрушек, а например 4 А / мм2.Это значительно облегчит тепловой режим и, скорее всего, позволит получить 100% -ный рабочий цикл. | |||||||||||||
esseti руководство по ремонту сварочных аппаратов
Скачать руководство по ремонту сварочных аппаратов esseti на schubpeperta.gotdns.ch
LINCOLN ELECTRIC RANGER 9 SVM 110-A РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Pdf.
В сварочных аппаратах серии Workhorse используется та же надежная конструкция SCR, что и в машинах Powcon. Ознакомьтесь с различными моделями сварочных аппаратов Workhorse на нашей домашней странице или позвоните нам по телефону; 410-572-6000, и мы будем рады помочь вам выбрать идеальный новый сварочный аппарат Workhorse для ваших конкретных нужд.
Дом и мастерская Сварочные аппараты Сварочные аппараты NZ Weldtech Найти здесь Инверторный сварочный аппарат, Инверторный сварочный аппарат постоянного тока производителей, поставщиков и экспортеров в Индии.Получите контактную информацию и адреса компаний, производящих и поставляющих инверторные сварочные аппараты, инверторные сварочные аппараты постоянного тока, инверторные сварочные аппараты постоянного тока по всей Индии. Esseti New Zealand Ltd — MIG Welding XcelArc Esseti TSIS Welding Solutions создана в 2015 году в качестве единственного дистрибьютора продукции Fronius Perfect Welding в регионе Малайзия. Являясь ведущим поставщиком сварочного оборудования в Малайзии, мы верим в предоставление высококачественных решений с помощью сварочного оборудования Fronius Perfect в ТЕХНИЧЕСКИХ СПЕЦИФИКАЦИЯХ ДЛЯ МАШИНЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ. ЭСАБ имеет обширную библиотеку сварки.От руководств ESAB до технической документации — у вас под рукой есть множество знаний о сварке. Руководства ESAB Руководства пользователя ESAB Welding & Cutting Home Специалисты Telwin Ritmo America готовы произвести запуск и испытание станков для мастерских на собственном предприятии клиента, так что производство арматуры может быть начато практически сразу. СКЛАД в г.
Steinel Heat Gun — Как сваривать пластик — Инструмент для сварки пластмасс Наши клиенты могут воспользоваться широким спектром полностью цифровых сварочных аппаратов, так как мы предлагаем эти продукты как в небольших, так и в огромных количествах.Предлагаемая нами машина обеспечивает длительный срок службы и надежную работу. Эти машины ударопрочные и имеют четкую цифровую графику с точностью. Руководство по обслуживанию kubota v3800t — Бесплатный учебник в формате PDF Последние сообщения. Hup Hong Machinery теперь принимает PayNow! Угловая шлифовальная машина METABO: больше мощности. Во всех классах. Уведомление о закрытии Лунного Нового года 2020; Представляем сварочные аппараты серии Telwin XT.
Сварочные аппараты для продажи оборудования для лазерной сварки — ИЛИ Лазерная катушка и выключатель Norstar (300409) для Millermatic 135 и Millermatic 175.Теперь у нас есть пистолет Norstar Spoolgun и новый комплект переключателей для установки сварочных аппаратов Sciaky Сварка сопротивлением и точечная сварка (1) Для этого сварочного аппарата доступен кабель основного источника питания. Подключите кабель питания к номинальной входной мощности. (2) Первичный кабель должен быть плотно подключен к соответствующему разъему, чтобы избежать окисления. (3) Убедитесь, что значение напряжения изменяется в допустимом диапазоне с помощью мультиметра. Сварочное оборудование и аксессуары на продажу eBay 01 апр.2020 г. Сварка TIG.Сварка TIG — самый популярный метод сварки алюминия. Поскольку алюминий — это материал, для сварки которого требуется много тепла, для него требуется машина с таким контролем. Алюминий может удерживать тепло в течение длительного времени, а аппараты TIG отлично предохраняют нагретые детали от перегрева. Технические руководства Weldmart Online Home — JANDA Company, Inc. Принадлежности и оборудование для контактной сварки JANDA Company, Inc. является крупнейшим дистрибьютором продукции для контактной сварки и сварки — Saltire Energy Page 8 ТЕХНИЧЕСКОЕ РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ MASTERTIG ACDC ВЫБОР УСТРОЙСТВА ДИСТАНЦИОННОГО УПРАВЛЕНИЯ 1.Выключите машину. 2. Нажмите кнопку и одновременно включите машину; на дисплее REMOTE отобразится текст rEn 01. Теперь машина выбрана для использования с портативными пультами дистанционного управления (C 100C, C 100D или C 100AC). Что такое машинная сварка? Запчасти для машин и приспособлений, включая вилки, переключатели, насосы, фильтры, электронные платы, кабели и воздушные фильтры. Вы найдете такие бренды, как Miller, Lincoln и другие с Airgas. Мы используем файлы cookie, чтобы улучшить ваш опыт просмотра и помочь нам улучшить наши веб-сайты.
Сварочное оборудование и принадлежности — Сварка
Техническое руководство> Поиск и устранение неисправностей сварочного аппарата Century MIG; Поскольку большинство компаний по ремонту сварочных материалов и сварочных аппаратов не обслуживают бренд Century, мы предлагаем техническую помощь и запчасти. Если ваш местный поставщик заявляет, что ваш аппарат Century — это старый, устаревший кусок мусора, который вам необходимо выбросить, чтобы купить последнюю модель, безопасность и плановое техническое обслуживание Защитите ваше сварочное оборудование В этом руководстве пользователя описаны политики и процедуры для правильной эксплуатации оборудования. оборудование.ВАЖНО: Обязательно ознакомьтесь с содержанием данного руководства перед тем, как приступить к работе с оборудованием. Это руководство должно быть расположено так, чтобы на него могли легко ссылаться все пользователи аппарата.
Валидация оборудования для дуговой сварки — пересмотр стандарта BS7570 RWX-5000 — это усовершенствованная высококачественная сварочная маска для всех сварочных работ. RWX-5000 ADF (усовершенствованный цифровой фильтр) оснащен четырьмя независимыми датчиками дуги с элементами питания от солнечных батарей и сменными батареями. Автоматический спящий режим отключает АПД, когда каска помещается на хранение для экономии заряда батареи ARC TECHNOLOGY HYARAULIC SEMI-AUTOMATIC BUTT FUSION WELDING MACHINE.Полуавтоматическая машина для стыковки труб из ПНД — это ручная гидравлическая машина для стыковой сварки, которая поставляется с полностью оборудованными компонентами высшего качества, обеспечивающими исключительно длительный срок службы, низкие эксплуатационные расходы и простую операционную систему. Сварочное оборудование Статья о сварочном оборудовании от ANSEN Welder Сварочный аппарат Газовый безгазовый сварочный аппарат Сварочный аппарат MIG с двойным напряжением (ARC-200A) Если мы не сможем отремонтировать его, мы заменим его или возместим покупную цену с помощью электронной подарочной карты Amazon .Руководство — отстой, и я не знаю, почему эти зарубежные компании делают отличные продукты, но предоставляют такие паршивые руководства, однако, если вы похожи на меня, Сервисные / технические руководства? — Miller Welding Discussion Сварочное оборудование. Трещины на панели и ржавчина не обязательно должны быть концом вашей поездки. После небольшого изучения их можно легко исправить с помощью автомобильной сварки. Наши сварочные аппараты с подачей проволоки на 90 А идеально подходят для ремонта и технического обслуживания легких условий эксплуатации дома, в мастерской или гараже.
Сварочное оборудование — более умные инструменты Не работайте усерднее.Работайте в соответствии с инструкциями, приведенными в руководстве (ах) пользователя, прилагаемом к продукту. Г) Предпродажное обслуживание, т.е. сборка и настройка. 8) Претензия. В случае претензии по гарантии по данной гарантии исключительными средствами правовой защиты, по усмотрению Forney Industries, будут: A) Ремонт; или Б) Замена; или База данных схем электрических схем трехфазного сварочного аппарата. Руководство по поиску поставщиков для сварочного аппарата MMA: с сотнями тысяч продуктов на выбор и постоянно растущим ассортиментом, здесь наверняка будут удовлетворены потребности вашего промышленного оборудования.Наши китайские производители и поставщики предоставят полный спектр услуг, чтобы поддерживать вашу работу в рабочем состоянии и соответствовать вашим уникальным требованиям к оборудованию. Руководства и детали MillerWelds — Сварочное оборудование МАШИНА ДЛЯ СВАРКИ TIG TIG255i 220 А ВВЕДЕНИЕ TIG255i — это сварочный аппарат TIG переменного / постоянного тока с инверторным током 220 А, который используется для сварки как черных, так и цветных металлов. Инверторная технология имеет меньший размер и, следовательно, более легкий размер и включает в себя горелку с водяным охлаждением для сварки с большим током на большой тележке Weldarc 140i Sciaky Electric Welding Machines Производство и ремонт сварочных аппаратов в Великобритании с 1934 года. Мы можем помочь вам при любой аварийной ситуации.Sciaky также предлагает контракты на стандартное обслуживание. Свяжитесь с нами. Программное обеспечение Sciaky SY-SOL. Удобное для пользователя, с несколькими бесценными функциями, расширяющими возможности управления SY-SOL. СВАРОЧНЫЙ ИНВЕРТОР 4000-TOP-DC SCH Руководство по техническому обслуживанию Lotos LTPDC2000D Pilot Arc 50 A Плазменный резак / 200 A TIG / сварочный аппарат по технологии Lotos LOTOS LTPDC2000D — первый на рынке многоцелевой сварочный аппарат, который позволяет пользователю выполнять сварку TIG / Stick на постоянном токе и плазменная резка на одном портативном станке. Сварочные аппараты Mig. Запрос на обслуживание плазменного резака 3IN1.
Bill’s Welder Ремонт, Специалисты по двигателям, Двигатель Сварочный аппарат Spec Extreme Wedge Welder был разработан как «особый», одноцелевой сварочный аппарат для выполнения определенного стиля сварки. Spec Extreme разработан для использования в качестве стационарного устройства или автоматического сварочного аппарата для длинных швов во время движения по трассе. Free Hobart Welding Products Сварочные аппараты Руководства пользователя Инновационная сварочная система с технологией протянутой дуги для более эффективного ремонта алюминия в кузовных цехах. ИДТИ. ТЕХНОМИГ 240 ВОЛНА.Многопроцессорный инверторный сварочный аппарат с операционной системой Wave OS, которая упрощает сварочные операции и помогает оператору справиться с самыми сложными задачами. ПРЕВОСХОДНОЕ качество как в ручном, так и.
Ремонт сварочного аппарата Miller в Детройте, штат Мичиган, с отзывами Ручной аппарат для стыковой сварки плавлением SHBDS160 Ручной аппарат для стыковой сварки плавлением. SHBDS200 Ручной аппарат для стыковой сварки плавлением. Гидравлический аппарат для стыковой сварки плавлением. Авто Гидравлический аппарат для стыковой сварки. Аппарат для электромуфтовой сварки.Сварщик розеток. Мастерская слесарного сварочного аппарата. Пила для резки под разными углами. Фитинги Электросварные фитинги. Горячая примерка. Головка, модель 110-114, 230 А переменного тока, 140 А постоянного тока. Руководство пользователя. Руководство оператора. FLEXTEC ™ 450. Зарегистрируйте свой аппарат. Оборудование Lincoln для дуговой сварки и резки спроектировано и изготовлено с учетом требований безопасности. за счет правильной установки и продуманной эксплуатации с вашей стороны. НЕ УСТАНАВЛИВАЙТЕ, НЕ ИСПОЛЬЗУЙТЕ И НЕ РЕМОНТИРУЙТЕ ДАННОЕ ОБОРУДОВАНИЕ, НЕ ПРОЧИТАЯ ДАННОЕ РУКОВОДСТВО И МЕРЫ ПРЕДОСТОРОЖНОСТИ, ПРИСУТСТВУЮЩИЕ ВО ВРЕМЕНИ.
Сварочный аппарат от REHM Welding Technology — Руководства по электроинструменту REHM и бесплатные инструкции в формате pdf. Найдите руководство пользователя, необходимое для ваших инструментов, и многое другое на ManualsOnline. Машины для сварки отверстий — Climax Portable Richmond предлагает круглосуточное обслуживание, семь дней в неделю, для жилых, коммерческих и промышленных предприятий. Richmond может выполнить практически любую работу — от простого ремонта забора на месте до разработки концепции и конструкции прототипа промышленного оборудования. Мы предлагаем как ручную обработку, так и обработку с ЧПУ на фрезерном и токарном оборудовании 2019 HAAS.RAZOR ™ 250 Компактный сварочный аппарат MIG / TIG / STICK UNIMIG® Welding Hup Hong Machinery охватывает широкий спектр оборудования и инструментов для промышленного использования, включая сварочные аппараты, воздушные компрессоры, зарядные устройства и стартеры и т. Д. -продажные услуги, такие как техническое обслуживание и ремонт, нашим клиентам, если им потребуется помощь или техническая поддержка.
Сварочный аппарат — Производитель сварочного аппарата MIG также надеется, что сварщик обеспечит Вам долгую и удовлетворительную работу.AT133 предназначен для использования как для дуговой сварки металлов (MMA), так и для сварки TIG (сварочные провода для сварки TIG не входят в комплект поставки аппарата. Однако их можно легко приобрести в вашем оборудовании для снегостойкой сварки CLARKE TJ, расходных материалах и сервисном обслуживании Сварка TIG Tungsten Inert газовая сварка или сварка TIG также известна как газовая вольфрамовая дуговая сварка (GTAW). Процесс заключается в создании дуги между вольфрамовым электродом и свариваемым металлом с использованием инертного газа (например, аргона) для защиты области сварки от атмосферных воздействий. загрязнение.Weldequip — Сварочное оборудование и расходные материалы, Великобритания Трубопроводы, по которым передается энергия и вода, — это линии жизни в мире. Как и вены в человеческом теле, они гарантируют, что тепло, топливо и жизненно важные жидкости достигнут своих реципиентов, что является важным вкладом в общее качество жизни человека.
Форумы — Доска объявлений Weld Talk Используя нашу онлайн-систему заказа запчастей, вы получите доступ к руководствам по запчастям, эксплуатации и обслуживанию для всего оборудования Multiquip. Multiquip, Essick, Whiteman, Mikasa, Denyo, Rammax, Mayco, Stow Используйте ссылку MULTIQUIP PARTS & SERVICE BOOKS, чтобы найти нужные вам номера деталей Multiquip.Китайская сварочная машина Mma, сварочная машина Mma Только одобренная проволока — это Bohler Union X96 — Проверьте новости о ремонте кузова — Руководство по ремонту кузова по сварке и разделению на разделы пересмотрены для обновлений: Правильные защитные газы: Да: X: 80/20 Ar / Предпочтительно Co2, 75 / Приемлемо 25 Ar / Co2, 100% аргон для пайки CuSi Mig: Сварочные одеяла: Да: X: Минимум 2 на mig / mag и сварочный аппарат STRSS: Сварка искровой бумаги Сварка — Университет Миссури Ручная сварка волоконных лазеров для микросварки мелких деталей в промышленном, медицинском оборудовании и других отраслях микросварки.
Бывшее в употреблении Welding Mig Mag на продажу на Machineseeker Просмотрите и загрузите руководство оператора HUAYUAN ELETRIC ZX7-250 SERIES онлайн. МАШИНА ДЛЯ ДУГОВОЙ СВАРОЧНОЙ СВАРКИ ПРЕОБРАЗОВАТЕЛЯ постоянного тока. Руководство по сварочной системе ZX7-250 SERIES, pdf скачать. Также для: серии Zx7-400ma, серии Zx7-315. Свяжитесь с нами Группа обслуживания и поддержки сварочного аппарата стр. 2 vantage 575 ima 6001 защитите себя и других от возможных серьезных травм или смерти. прочтите и поймите как конкретную информацию, содержащуюся в руководстве по эксплуатации сварочного аппарата и / или другого оборудования, которое будет использоваться, так и следующую общую информацию.Меры предосторожности при дуговой сварке 1. a. электрод и работа (или заземление. Обслуживание / техническое руководство? — Обсуждение Miller Welding WIDOS 2500 — это удобный мобильный аппарат для сварки пластмасс, предназначенный для использования в мастерских. Особенно подходит для санитарных установок, водоотводных труб или в качестве основного устройства специального назначения. WIDOS 2500 имеет строгальный станок с электрическим приводом, электронный нагревательный элемент, а также транспортный и монтажный ящик для безопасного, чистого и защищенного хранения. Combat Index, LLC — Технические руководства: Сварочное оборудование Добро пожаловать в лучший способ сварки.Это руководство по эксплуатации содержит базовые знания, необходимые для сварки MIG, а также выделяет важные области эксплуатации аппаратов Smootharc ADVANCE. При нормальном использовании и соблюдении этих рекомендуемых действий ваша машина Smootharc ADVANCE может обеспечить годы безотказной службы. Инструмент для розеточной сварки PREP — Asahi America Inc. Orbital Systems Equipment является авторизованным сервисным центром в Юго-Восточной Азии для сварочной продукции Arc Machines, Inc. Мы предоставляем весь спектр сварочных аппаратов AMI.Кроме того, мы также проводим обучение и инструктаж для вашего персонала при покупке машины. Amico 220 Amp TIG Torch arc Stick DC — Home Depot Jensales гарантирует, что вы получите самое лучшее руководство для ремонта вашего Case-IH в кратчайшие сроки. Руководство по обслуживанию Case-IH 8950 Magnum Diesel (OEM) Наше руководство по техническому обслуживанию Case-IH 8950 Magnum Diesel (OEM) Special Order) является оригинальным руководством по эксплуатации трактора от производителя.
1_machines Fronius и другие сварочные аппараты для сварки отверстий в отверстиях Автоматические сварочные системы BORTECH портативны и могут использоваться как при полевом, так и при заводском ремонте.Автоматические сварочные системы предназначены для непосредственного присоединения к нескольким монтажным приспособлениям для расточного станка CLIMAX, что позволяет использовать единую настройку как для сварки, так и для операций обработки, давая оператору возможность сваривать одну. Важность калибровки для сварочных аппаратов Страница 1: Руководство по обслуживанию ВОЗВРАТ К ГЛАВНЫЙ УКАЗАТЕЛЬ SVM 110-A Январь 1996 г. RANGER 9 Для использования с машинными номерами 9975 и 9976 Безопасность зависит от вас Оборудование Lincoln для дуговой сварки и резки спроектировано и изготовлено с учетом требований безопасности.Ведущий поставщик сварочных аппаратов в Малайзии — TSIS Welding Позвоните нам: — +91 9488445060 — Все сварочные аппараты Panasonic Мы являемся производителями инверторных сварочных аппаратов panasonic в Индии. Инновационные сварочные решения для различных сегментов промышленности. Все сварочное оборудование Panasonic соответствует требованиям RoHS. Мы выполняем обязанности по защите окружающей среды за счет использования экологически чистых материалов и производства экологически чистых продуктов. Обслуживание сварочных аппаратов в Индии Запрос на обслуживание плазменного резака 3IN1 Настольный лазер с ручной сваркой, Ремонт и обслуживание настольных систем лазерной сварки; Оборудование для дуговой сварки! Оборудование для дуговой сварки; Принадлежности для ручной дуговой сварки; Современное синергетическое многопроцессорное оборудование; Оборудование MIG (CV) Оборудование TIG (CC) Оборудование MMA (CC) Многопроцессорное оборудование (CV / CC) Механизмы подачи проволоки; Общие материалы и аксессуары; Плазма! Плазма; Плазменная резка — ручная; Факелы; Автоматика раскроя.Автоматическая резка Плазменный резак AMICO POWER / TIG / Stick Arc 3 дюйма-1 Combo DC Извлеките стержневой электрод из держателя или обрежьте сварочную проволоку на контактном наконечнике, когда он не используется. Носите обезжиренную защитную одежду, такую как кожаные перчатки, толстую рубашку, брюки без манжетов, высокие ботинки и кепку. Перед сваркой удалите с себя все горючие вещества, например, бутановую зажигалку или спички.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ — Adendorff Machinery Mart A Рабочее освещение Неоновые вывески Rotisseries Инверторы мощности сварки Рабочие тележки Рабочие столы Цех абразивоструйной очистки Creepers Oil & Lube Barnes Plastic Welding Equipment Ltd Hot Air Plastic Штаб-квартира компании Kemppi находится в Лахти, Финляндия. 17 стран и имеет доход более 150 миллионов евро.Наше предложение включает сварочные решения — интеллектуальное оборудование, программное обеспечение для управления сваркой и экспертные услуги — как для требовательных промышленных приложений, так и для готовых к сварке нужд. ООО «Магнатек» — Машины для орбитальной сварки труб и труб Мы рады представить нашу последнюю национальную брошюру — акцию SIP Spring 2020! Действует до 30 июня 2020 года. Эта акция распространяется на наши последние предложения; сварочные и слесарные работы, компрессоры, пневмоинструмент, подъемное и автомобильное оборудование и многое другое! Все представленные продукты доступны от 600+ дистрибьюторов по всей стране !.
Ремонт сварочных аппаратов и ремонт оборудования –nexAir лет экономичной службы. Это руководство по эксплуатации содержит важную информацию об использовании, обслуживании и безопасности вашего продукта Kemppi. Технические характеристики оборудования можно найти в конце инструкции. Пожалуйста, внимательно прочтите руководство перед первым использованием оборудования. Для вашей собственной безопасности и портативного сварочного аппарата Spec Extreme Wedge Welder Добро пожаловать в Esseti New Zealand Limited — Xcel-Arc Welders, Equipment and Welding Supplies Сварочное оборудование Калибровка счетчика ПРОЦЕДУРЫ СВАРКИ В ПОЛЕВЫХ УСЛОВИЯХ 4-е издание — июнь 2011 г.Содержание приварки Требования к G-7 Оборудование G-7 процедур сварки Н-Ворс процесса сварки (WPS 1) 1-1 через 1-4 стальной балке опорной плиты процесса сварки (WPS 2) 2-1 через 2-3 обслуживающего персонала с «Ремонт существующих конструкций». Информация никоим образом не является РУКОВОДСТВОМ ПО ЭКСПЛУАТАЦИИ МОДЕЛИ DLW400ESA4. СВАРНЫЙ ИНТЕРФЕЙС Только обученный и квалифицированный персонал должен устанавливать, эксплуатировать или обслуживать это устройство. Передайте это руководство оператору. Для получения помощи позвоните своему дистрибьютору. Поскольку знания в области сварки, присущие производителю сварочного аппарата, применяются как к оборудованию для микро-точечной сварки, так и к сварочному оборудованию в целом.Однако, помимо прочтения данного руководства и перед использованием этого или любого сварочного оборудования, пользователи должны ознакомиться и ознакомиться с «ANSI-49.1 Безопасность при сварке и резке». Этот стандарт опубликован Американским национальным институтом стандартов и Американским обществом сварки.
Dialarc 250 / 250P AC / DC СТРАНИЦА 6 — DLW400ESA4 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СВАРОЧНОГО / ГЕНЕРАТОРА — РЕД. # 0 (14.03.18) ИНФОРМАЦИЯ ПО БЕЗОПАСНОСТИ ЗАПРЕЩАЕТСЯ эксплуатировать и обслуживать оборудование до прочтения всего руководства. При эксплуатации этого оборудования необходимо всегда соблюдать меры безопасности.Отсутствие прочтения и понимания сообщений по технике безопасности и инструкций по эксплуатации может привести к полному руководству по компрессору. ESAB имеет обширную библиотеку сварочных работ. От руководств ESAB до технической документации — у вас под рукой есть множество знаний о сварке. Руководства ЭСАБ Руководства пользователя Сварочные аппараты для дуговой сварки ЭСАБ — Сварочные выпрямители, обычные 02 июня 2018 г. Два аппарата Esseti 350 теперь находятся в мастерской со стальной проволокой разного калибра для работ разной толщины. Просто чтобы вы знали, красная машина, австрийская, самая дорогая (Fronius), вероятно, является вершиной дерева.Weldability Sif — Сварочные материалы и сварочное оборудование. Руководства по продукции. См. Ниже руководство по конкретному продукту для вашего сварочного аппарата, многофункционального устройства, устройства плазменной резки или принадлежностей. Обязательно полностью прочтите полное руководство перед тем, как подключать устройство для обслуживания или выполнять какие-либо фактические сварочные работы. В руководства включены специальные указания по безопасности при сварке, эксплуатации и уходу за вашим устройством.
Esseti Italy Tig Welders — Новые и бывшие в употреблении Esseti Italy Tig Запчасти, заказанные через Интернет, иногда будут дешевле, чем продажа по телефону.Это связано с меньшими расходами компании на онлайн-заказы. # Руководство оператора POWER WAVE S350 — Lincoln Electric Магазин круглосуточно онлайн, где можно приобрести инструменты и оборудование для сварки труб от компании, которая понимает ваши потребности. Наш инвентарь ручных и электроинструментов, а также наиболее часто используемых пневматических инструментов на трубопроводе рассчитан на работу даже в экстремальных условиях, которые являются нормальными для этой профессии. Безопасность зависит от вас — оборудование Что такое ручная дуговая сварка металла? Ручная дуговая сварка металлом (MMA) — это процесс сварки, при котором электрическая дуга горит между электродом с покрытием и заготовкой.Электрод закреплен в электрододержателе и вскоре касается соединяемой области. При подъеме электрода возникает короткое замыкание и зажигается дуга. Генератор / сварочный аппарат является потенциальным источником советов по поиску и устранению неисправностей в электросварочном аппарате. Автор Джеймс Ин. Входное напряжение должно быть проверено, а входное напряжение всегда должно соответствовать данным в руководстве. Стартер сварочного аппарата работает, но перегорает предохранитель. Причина: Иногда сварочный аппарат запускается и готов к работе, но внезапно перегорает предохранитель.Это может быть вызвано одной из двух причин: одна из них — это оптимальные сварочные решения для производства, а CIGWELD — это основная марка материалов для резки и сварки, продаваемых ESAB. CIGWELD стал одним из самых уважаемых брендов в области резки и сварки.
Запчасти для машин и приспособлений Сварочные аппараты и аксессуары 3 июля 2018 г. 1 1. Инструкции по технике безопасности. Пожалуйста, прочтите руководство перед работой, несоблюдение руководства может привести к опасности для оператора, других лиц и машины.1. 1. Защитите себя и других. Сварка может подвергнуть вас и других людей опасности многих факторов риска: Обязательно соблюдайте советы и рекомендации по сварке Просмотр темы — ESSETI CASE IDEALARC DC-600 Мировой лидер в производстве продукции для сварки и резки Главный производитель промышленных двигателей РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Продажа и обслуживание через дочерние компании и дистрибьюторов Во всем мире 22801 St. Clair Ave. Кливленд, Огайо 44117-1199 США Тел. (216) 481-8100 Для использования с аппаратами, имеющими кодовые номера: 9773MSP 9774 9776M 9778M 9779M 9780M ПРОЦЕДУРЫ СВАРКИ В ПОЛЕВЫХ УСЛОВИЯХ — Ремонт сварочных аппаратов NCDOT Сервис Star Automations обеспечивает ремонт самого высокого качества. , Модификации, Модернизация и Производство сварочного оборудования любой марки или модели.Отремонтированный сварочный аппарат Включает в себя ARC, MIG, TIG, плату управления плазмой, плату питания и т. Д. Пожалуйста, позвоните или напишите по электронной почте, чтобы получить дополнительную информацию о наших возможностях. Руководство по эксплуатации — Stud Welding Products, Inc. Camcarb — авторизованный центр по ремонту оборудования многих ведущих марок, обычно используемого в сварочной промышленности. Это дает вам доступ к заводскому опыту, утвержденным и обновленным руководствам, оригинальным запасным частям производителя оборудования и гарантийному обслуживанию, где это применимо. Центр обслуживания клиентов Hup Hong Machinery (S) Pte Ltd «Мы взяли на себя обязательство перейти на оборудование следующего поколения, чтобы предоставить нашим клиентам максимально возможное качество и обслуживание клиентов мирового класса», — сказал Томми Барбер.Традиции и обслуживание клиентов Клода Барбера продолжились через нынешнюю управленческую команду и в будущее Plant Machine Works. Устранение неисправностей сварочного аппарата Miller Kemppi — компания, стремящаяся к совершенству в сварке. Наше предложение включает сварочные решения — интеллектуальное оборудование, программное обеспечение для управления сваркой и экспертные услуги — как для требовательных промышленных приложений, так и для готовых к сварке нужд. Местный опыт доступен через нашу глобальную партнерскую сеть, охватывающую более 60 стран.
Что такое сварка? — Бюро компенсаций рабочим штата Огайо, 2 августа 2018 г. 4. В этом руководстве пользователя содержится информация, относящаяся к вашей машине для запечатывания ленты. Руководство предоставит вам регулятор температуры (TMC-XMTE-1000-2 /. Загрузите Xmte 1000 2 Manual.pdf — Никогда не используйте и не обслуживайте свой ленточный герметик, пока вы не прочтете это руководство полностью и регулируемый двусторонний шкив. Руководство по эксплуатации. Сварочные аппараты Хобарта — Детали машины Hobart — Сварка BR — Руководство оператора и компакт-диск — Электроды общего назначения (E6013) — Плечевой ремень.Принадлежности для сварочного аппарата переменного / постоянного тока ESAB Fabricator 186: Этот аппарат для сварки штангой и TIG идеально подходит для опытных сварщиков, специалистов по техническому обслуживанию и ремонту, а также для тяжелых работ. AMI — Affiliated Machinery, Inc Ремонт и техническое обслуживание; Оборудование для дуговой сварки! Оборудование для дуговой сварки; Принадлежности для ручной дуговой сварки; Современное синергетическое многопроцессорное оборудование; Оборудование MIG (CV) Оборудование TIG (CC) Оборудование MMA (CC) Многопроцессорное оборудование (CV / CC) Механизмы подачи проволоки; Общие материалы и аксессуары; Плазма! Плазма; Плазменная резка — ручная; Факелы; Автоматика раскроя.Справочник по руководству по автоматизации резки Справочный онлайн-источник для загрузки и бесплатное руководство оператора AC-225-S и AC / DC 225/125 Зарегистрируйте свой аппарат: оборудование для дуговой сварки и резки Lincoln разработано и изготовлено с учетом требований безопасности. и продуманная работа с вашей стороны. НЕ УСТАНАВЛИВАЙТЕ, НЕ ИСПОЛЬЗУЙТЕ И НЕ РЕМОНТИРУЙТЕ ДАННОЕ ОБОРУДОВАНИЕ, НЕ ПРОЧИТАЯ ДАННОЕ РУКОВОДСТВО И МЕРЫ ПРЕДОСТОРОЖНОСТИ, ПРИСУТСТВУЮЩИЕ ВО ВРЕМЕНИ. И большинство.
Cigweld 625757 Transarc 131i Сварочный аппарат MMAW и TIG Mitchell Welding Supply — это семейное предприятие и надежный поставщик высококачественного сварочного оборудования, расходных материалов и газов.У нас есть сертифицированный специалист по ремонту Miller, сертифицированный специалист по горелкам и регуляторам Victor, а также доставка. Автоматизированные системы сварки и резки 11 марта 2018 г. Ремонт инверторного сварочного аппарата, часть 1, основная информация об инверторном сварочном аппарате, ремонтный аппарат для инверторной дуговой сварки, часть 1, основная информация об инверторном сварочном аппарате, трактор для дуговой сварки Lincoln LT7 Может использоваться в качестве ручной сварочный аппарат или связанный с роботом для роботизированной сварки для создания роботизированной сварочной ячейки.Этот сварочный аппарат будет сваривать все металлы с качеством, ожидаемым от аппаратов Fronius, горелка позволяет легко контролировать мощность для повышения производительности производства. Sbmcrvul more Профессиональная резка труб — снятие фаски с труб — обращение с трубами Сварка чугуна: практическое руководство. 11 февраля 2017 — Чугун. Он хрупкий, дешевый, и ремонтировать его — заноза в заднице, но мы используем его везде, от мастерской до кухни. Если вы обнаружили трещину, порез или щель в чугунном куске и вам пригодится сварщик, есть большая вероятность, что вы сможете ее отремонтировать.Kemppi — Сварочное оборудование и программное обеспечение В этом руководстве по эксплуатации представлена специальная информация о сварочном аппарате 110-114 230 A AC 140 AMP DC. В этом руководстве содержится такая информация, как конкретная информация о сборке, рабочий цикл сварочного аппарата, напряжение холостого хода сварочного аппарата, настройки регулирования нагрева, рекомендуемые электроды и т. Д., Которые относятся только к данному сварочному аппарату. Усовершенствованная прецизионная машинная обработкаСваркаФабрика Alibaba.com предлагает 669 изделий с инструкциями по обслуживанию инверторных сварочных аппаратов. Около 21% из них — это специалисты по дуговой сварке, 39% — это сварщики ручной дуговой сварки, а 4% — сварщики MIG.Вам доступен широкий выбор руководств по обслуживанию инверторных сварочных аппаратов.
Esseti Thor 150 Сварочный аппарат и стержни — Лот 678580 ALLBIDS Сварочный аппарат является мощным аппаратом, во время работы он генерируется сильным током, а естественный ветер не удовлетворяет потребности аппарата в охлаждении. Таким образом, внутри машины имеется вентилятор для охлаждения машины. Убедитесь, что входной патрубок не заблокирован и не закрыт, он находится на расстоянии 0,3 метра от сварочного аппарата до оборудования для дуговой сварки под флюсом Машины для дуговой сварки HOBART 495428 Handler 120 Mig 120 вольт с вентилятором Двигатель вентилятора для замены лопастей Выкупленные позиционеры, поворотные ролики, манипуляторы, поворотные столы † Ручной сварочный аппарат постоянного тока.† Сварочный аппарат переменного тока с пониженным управлением напряжением. 3.c. При полуавтоматической или автоматической сварке проволокой электрод, катушка с электродом, сварочная головка, сопло или полуавтоматическая сварочная горелка также являются электрически «горячими». 3. г. Всегда проверяйте, чтобы рабочий кабель имел хорошее электрическое соединение с свариваемым металлом. Соединение Сварочные процессы SafeWork SA Welding Machines + -DC TIG HF / MMA Welders; Машины DC MMA / TIG; MIG / МНОГОФУНКЦИОНАЛЬНЫЕ МАШИНЫ; Машины TIG / MMA на переменном / постоянном токе; Станки плазменной резки; Сварочные аппараты SPOT; Газовое оборудование + -Резка XA Suregrip.
harga mesin mig сварка Лазерные сварочные аппараты OR Laser обладают широким спектром узкоспециализированных функций. Какими бы ни были ваши потребности в лазерной сварке, у нас есть решение! Сварочные аппараты на продажу Оборудование для лазерной сварки — Инверторно-дуговой сварочный аппарат, часть 1 — YouTube Получите БЕСПЛАТНЫЕ сварочные маски и аксессуары для некоторых сварщиков CyberWeld несет только сварочное оборудование BES — Holland, прочтите руководство по эксплуатации / эксплуатации перед установкой, эксплуатацией или обслуживанием этого оборудования. Сварочные изделия и сварочные процессы могут привести к серьезным травмам или смерти, а также к повреждению другого оборудования или имущества, если оператор не будет строго соблюдать все правила техники безопасности и принять меры предосторожности.BWER Parts — Bills Welder Repair Технические руководства для Lincoln SA-200 и других сварочных аппаратов, горелок и пистолетов, руководства по обслуживанию, схемы и схемы и многое другое. У нас есть сотни дополнительных руководств, которые еще не опубликованы здесь, поэтому, если вы ищете что-то особенное, сообщите нам об этом. Руководства по сварочным машинам. Lindsay Machine Works — Машинный цех Канзас-Сити Хобарт Сварочные изделия Сварочный аппарат AirForce 625 и горелка ICE-40C. Руководство пользователя Hobart Welders. Воздушно-плазменная резка и строжка. Воздушно-плазменная резка AirForce 625 и резак ICE-40C.
Ремонт внутреннего диаметра Сварочные аппараты Расточные оправки и калибровочные инструменты Ремонт сварочного оборудования в Джексонвилле на YP.com. Смотрите обзоры, фотографии, направления, номера телефонов и многое другое, чтобы узнать о лучших услугах по ремонту сварочного оборудования в Джексонвилле, штат Флорида. Китайский производитель вибрационных сварочных аппаратов для пластмасс Snap-on Tools MM250SL — это комбинированный источник сварочного тока, устройство дистанционной подачи, горелка MIG и комплект принадлежностей, который разработан в соответствии с требованиями, предъявляемыми к легким и средним металлическим тканям — Руководства SIMADRE — simadrestore .com ULTIMA-150 Источник питания для плазменной сварки Номер 0-2503 Издатель: Thermal Dynamics Corporation 82 Benning Street West Lebanon, New Hampshire, USA 03784 Публикации в этом руководстве. Используйте специальное оборудование, такое как водоснабжение или домашняя страница — Lincoln Electric Welding Equipment Market Объем, доля и анализ отрасли, по технологиям (дуговая сварка, контактная точечная сварка, сварка MIG / TIG, лазерная лучевая сварка и другое), по типу автоматизации (автоматическая) , Полуавтоматический и ручной), по областям применения (автомобилестроение, строительство, тяжелое машиностроение, железнодорожное и судостроение и другие) и региональный прогноз на 2019-2026 годы.
Сварочный инвертор UWI-150TP IN CASE Руководства по продуктам; Чтобы получить руководство по продукту по электронной почте, установите соответствующий флажок. Сварные головки. Источники питания. M500: EZ Orbital 517A: 800 Серия: Tubemaster 514: Сварочные головки Redhead TELWIN 140 СВАРОЧНАЯ МАШИНА Бесплатная загрузка Руководство по обслуживанию Основанная в 1995 году, мы стремимся быть экспертами в своей области, добросовестно вести бизнес и предоставлять качественные услуги нашим клиентам. Наша миссия проста: предоставлять нашим клиентам лучшие продукты и услуги по максимально низким ценам.Мы специализируемся на разработке, производстве и обслуживании различных сварочных и режущих аппаратов.
Дуговые сварочные аппараты — Ferret 7 сентября 2014 г. ТЕОРИЯ: Сварочный аппарат Miller — это аппарат для ручной дуговой сварки металлов, предназначенный для сварки металлов различной толщины. Его принцип работы в основном основан на электричестве и завершении электрической цепи, но он имеет выпрямитель, который переключается между полярностями (AC / DC) в зависимости от выполняемой работы. Советы по поиску и устранению неисправностей сварочного аппарата — Отзывы сварщиков Дистрибьютор сварочного оборудования, сварочных принадлежностей и запасных частей Miller.Включает часто задаваемые вопросы, специальные предложения и информацию о доставке. РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Сервис и поддержка. Наша сервисная команда нацелена на поддержание оптимальной производительности бизнеса наших клиентов и помогает с любыми решениями, которые вам нужны. Мы готовы помочь вам. Вы можете связаться с ними по телефону + 1-330-833-6739 или отправить им подробное сообщение по электронной почте на адрес [email protected] Техническое обслуживание газосварочного оборудования 1. Всегда относитесь к электричеству с уважением. В условиях разомкнутой цепи выход сварочного аппарата может быть опасным.2. Не работайте с цепями и проводниками под напряжением. Перед проверкой машины или выполнением любых операций по техническому обслуживанию отключите основную линию питания. 3. Убедитесь, что шкаф сварочного аппарата правильно заземлен. 4. Схема сварочного и механического цеха — практический машинист Сварка определяется как процесс, при котором два или более куска металла или термопласта скрепляются вместе с помощью тепла и давления. Используемый процесс сварки зависит от множества факторов, но обычно форма и толщина материала.
Загрузка продуктов и видео на YouTube — Koike 30 апреля 2002 г. Плохой ремонт сварочных аппаратов — пустая трата денег. Аутсорсинг обеспечивает квалифицированное обслуживание. Из-за своей прочности и долгого срока службы сварочные аппараты иногда не требуют регулярного обслуживания. Для некоторых компаний сломанный сварочный аппарат — незначительное вмешательство. Для тех, кто сильно полагается на сварку, сломанный аппарат может вызвать серьезные головные боли. Покупайте сварочные материалы и принадлежности для сварщиков на страницах руководства оператора и запчастей Pep Boys, с возможностью поиска по коду. Для пользователей Internet Explorer — отключите режим совместимости.Наш сервисный отдел доступен с 8:00 до 18:00 (EST), чтобы предоставить информацию об оборудовании Lincoln Electric или сварочных материалах. ЭЛЕКТРОД 3,2 мм MAX 155 Инвертор W1008155 185 Инвертор также надеется, что сварщик обеспечит вам долгую и удовлетворительную работу. AT165 предназначен для использования как для дуговой сварки металлов (MMA), так и для сварки TIG (сварочные кабели TIG не входят в комплект поставки аппарата. Однако их можно легко получить на сайте CLARKE Welding — worksafe.qld.gov.au Загрузить TELWIN 140 WELDING Руководство по обслуживанию МАШИНЫ и информация по ремонту для специалистов по электронике Руководства по обслуживанию, схемы, эппром для электротехников This.
Вспомогательное оборудование для сварки Сварочные изделия Airgas Dual Arc 82 Источник питания для сварки ВОЗМОЖНОСТЬ СИСТЕМЫ MICRO-TIG: Точность при сварке Micro-TIG Сверхмалый ток (0,5 А) Отсутствие блуждания дуги при низких значениях тока детали Снижение тепловложения за счет встроенной пульсации дуги Точные, повторяемые сварные швы Программируемый пусковой ток, нарастание тока, сварочный ток и окончательный сварной шов Подробнее от Wel-Handy Multi NEXT.Легкий, компактный, полный привод, магнитная сила тяги и низкий центр тяжести позволяют Wel-Handy Multi достигать наивысшего тягового усилия и устойчивости на рынке сегодня. Andeli Group Co., Ltd. — Сварочный аппарат — Обсуждения сварки Alibaba; Как сказал welder_one, вам понадобится ваш серийный номер, чтобы получить руководство для вашей конкретной машины. Но также можно выполнить поиск по модели, чтобы получить общую информацию об этом типе машины. Эл Миллер Dialarc 250 HF Lincoln Classic 300D Я покупаю ТОЛЬКО заводские руководства по ремонту, будь то автомобиль, бытовая техника или что-то еще.Автоматический сварочный аппарат BW1000 — портативный аппарат для сварки отверстий Мы специализируемся на ремонте сварочных аппаратов, плазменных резаков, а также горелок MIG, TIG и плазменных горелок независимо от их типа и изготовления. Мы являемся поставщиками широкого спектра средств защиты, одобренных SABS, и защитной одежды. Сварочное оборудование. СВАРОЧНЫЙ МАГАЗИН — это склады и поставщики THERMAMAX, MATWELD, PINNACLE и Smarter. Руководства по обслуживанию Lincoln доступны в Интернете — WeldingWeb Ручная сварка. MIG / MAG. TIG. ММА. Плазменная сварка. Служба.Сварочный аппарат — это передовая технология. И он просто должен работать, чтобы вы всегда показывали себя наилучшим образом. Широкий ассортимент бывших в употреблении и демонстрационных сварочных аппаратов в хорошем техническом состоянии может быть вашим по выгодной цене с гарантией минимум 3 месяца.
Сварочное оборудование — Купить дешевое сварочное оборудование от портативного расточного станка BB50 — это усовершенствованная система ремонта отверстий на месте. BB50 — это модульная, легкая, но надежная мобильная расточная машина с новейшими технологиями, предназначенная для обработки ковшей, шарнирных пальцев, редукторов и многих других областей применения.Производитель режущего и сварочного оборудования с ЧПУ Мы самостоятельно ремонтируем устройства управления сваркой большинства основных марок, что зачастую ниже заводских. Мы специализируемся на ремонте средств управления Entron, Weldcomputer и WTC. Помните, что мы также ремонтируем / реконструируем машины для контактной сварки швов, оплавления / стыка, точечные и проекционные машины в стандартных, многопозиционных, настольных и трехфазных машинах.
Дуговое оборудование и процессы Afrox Южная Африка — со штаб-квартирой в Кливленде, штат Огайо, Lincoln Electric имеет более 40 производственных предприятий, включая производственные предприятия и совместные предприятия в 20 странах, а также всемирную сеть дистрибьюторов и офисов продаж, охватывающую более 160 стран.Lincoln Electric — ведущий мировой производитель. Наш опыт в области эффективности ваших сварочных процессов. Вольфрамовый инертный газ (TIG AC DC) — это процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. TIG AC DC используется для сварки тонких профилей из низкоуглеродистой стали, нержавеющей стали и цветных металлов, таких как сварка алюминия, магния и медных сплавов. Сварка TIG — это процесс, при котором одна рука держит горелку, а другая подает присадочный металл.
Китай Сварочные аппараты, Сварочные аппараты Производители оборудования и сварочного оборудования в целом.Однако, помимо прочтения данного руководства и перед использованием этого или любого сварочного оборудования, пользователи должны ознакомиться и ознакомиться с «ANSI-49.1 Безопасность при сварке и резке». Этот стандарт опубликован Американским национальным институтом стандартов и Американским обществом сварки. Китайский инжекционный микроскоп Ручной лазер для ремонта пресс-форм Команда Weldtech изучила мир в поисках новейших технологий и использовала их в простых, но надежных сварочных аппаратах, которые помогут вам оставаться на связи со своей сварочной стороной как профессионал.Weldtech предлагает вам лучшее соотношение цены и качества благодаря линейке сварочных аппаратов, от ваших тележек для дуговой сварки до инверторных плазменных аппаратов.
Tafe 45 Руководство по ремонту — pulpwatchindonesia.com
Сварка TIG — это процесс ручной сварки, при котором сварщик должен использовать две руки. Подробнее: НОВЕЙШИЕ ТЕХНОЛОГИИ СВАРКИ Strata гордится тем, что постоянно обновляет наших сварщиков, чтобы идти в ногу с отраслью. Эта услуга включает обученных специализированных сервисных агентов во всех регионах. ЗНАЮЩАЯ ПОДДЕРЖКА КЛИЕНТОВ »Схема дуговой сварки mot sp 100: сварщики на станках хотели, чтобы ваши руки во время сварки .2. Подключите впускное отверстие машины для газа (на задней стороне машины, Рисунок 1.2) с воздушным компрессором. Обязательно ознакомьтесь с содержанием данного руководства, прежде чем пытаться использовать оборудование. Это руководство должно быть расположено так, чтобы на него могли легко ссылаться все пользователи аппарата. Проконсультируйтесь с этим руководством.
MIG ESSETI QUERY 350 K Инструкция — WeldingWeb приварка шпилек. TJ Snow предлагает полную линейку оборудования для сварки шпилек, включая ручной ручной пистолет, ручной пистолет с автоподатчиком, пистолет, установленный на стойке, или полностью автоматический пистолет на многоосном столе с ЧПУ, который может подавать несколько типов шпилек. и разместить несколько пушек.На главную — Spot Weld, Inc. Машина для сварки пластиковых труб, стыковая сварка, машина для стыковой сварки производитель / поставщик в Китае, предлагающая регистратор данных для машины для стыковой сварки полиэтиленовых труб с принтером, сварочная машина для изготовления фитингов для мастерских Shg315, машина для резки труб для резки полиэтилена Труба Sjc630 и тд. Паяльные стержни для ремонта алюминия онлайн — от 18 апреля 2016 г. может отремонтировать любой желающий. Приложение называется «ТЕХНОЛОГИЯ». Это гидравлическая / пневматическая система рулевого управления с механическим управлением: ее движение синхронизируется с передней осью и улучшает управляемость автомобиля в прямом и обратном направлениях.Оборудование для приварки шпилек Tucker — Emhart Портативные сварочные аппараты Fronius — идеальный ответ на эти вызовы. Независимо от того, предпочитаете ли вы MIG, TIG или ручную сварку, Fronius предлагает широкий выбор сварочных аппаратов, от сварочного аппарата TransPocket 180 до многопроцессорного компактного сварочного аппарата TransSteel 2200. Поставщики аппаратов для стыковой сварки плавлением и сварка PPR Руководство оператора POWER WAVE Представитель Lincoln по обслуживанию. свяжется с вами не позднее следующего рабочего дня.Для обслуживания за пределами США: оборудование Lincoln для дуговой сварки и резки спроектировано и изготовлено с учетом требований безопасности. Однако ваша общая безопасность может быть увеличена. Ремонт сварщика — Сварочное оборудование R-Tech и сварочные материалы Сварочные аппараты на вторичном рынке. Независимо от того, связан ли ваш бизнес с дуговой сваркой или аппаратом для точечной сварки, вы найдете широкий выбор бывших в употреблении сварочных аппаратов, которые легко доступны на аукционах подержанного промышленного оборудования и на вторичном рынке.
Ассортимент продукции Afrox — член Linde Group
Краткое содержание Lincoln Electric POWER MIG SVM167-A Страница 1: Power Mig SVM167-A ВОЗВРАТ В ГЛАВНОЕ МЕНЮ Январь 2011 ® POWER MIG Для использования с машинами, имеющими Кодовые номера: 11070, 11099, 11247 Безопасность зависит от вас Оборудование Lincoln для дуговой сварки и резки спроектировано и изготовлено с учетом требований безопасности.TJ Snow Resistance Welding Machinery, Supplies & Service О НАС Компания Proline Welding Supplies (ранее Welding Supplies Ltd) предлагает широкий спектр качественных сварочных аппаратов и расходных материалов для профессиональных сварщиков, а также вспомогательные консультации и услуги поддержки. и сварочной промышленности уже более 25 лет и заработали прочную репутацию в области предоставления технических ноу-хау и услуг, которые делают все возможное!
Инструменты для сварки с трехфазным переносом и DIY Gumtree Australia Бесплатно Если хотите, дайте мне номер телефона вашего босса, и я скажу ему хорошие слова.Миллер или Линкольн НИКОГДА не подготовили бы видео только для меня и так быстро. Это именно та услуга, на которую я надеялся, когда выбрал канадскую компанию для создания своих сварочных аппаратов. Сварочное оборудование ESAB Азиатско-Тихоокеанский регион. Люди по всей Австралии владеют сварочным и паяльным оборудованием. Многие люди регулярно прибегают к помощи сварочного аппарата, чтобы починить поломки в их собственности. Такие люди, как фермеры и торговцы, используют сварочные аппараты и сварочное оборудование для изготовления нестандартных деталей шлема RAZORWELD RWX5000 Autoweld — Esseti Никакой электросварочный аппарат переменного или постоянного тока не должен работать до тех пор, пока он не будет должным образом заземлен.Операции по дуговой сварке, где это возможно, должны быть экранированы, чтобы защитить глаза ближайших сотрудников. Никогда не меняйте полярность или поворотный переключатель, когда машина находится под нагрузкой. Возникновение дуги при большом токе может привести к ожогу. Firepower Металлорежущее и сварочное оборудование 22 мая 2015 г. Ручная сварка. Сварка, при которой вся сварочная операция выполняется и контролируется вручную. Поскольку сварщик выполняет всю работу вручную, это требует больших физических усилий и может привести к повторяющимся травмам.2. Полуавтоматическая сварка. Полуавтоматическая сварка — это ручная сварка с использованием оборудования, которое автоматически регулирует один или несколько режимов сварки. LINCOLN ELECTRIC POWER MIG SVM167-A РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Второе издание стандарта BS7570 «Валидация оборудования для дуговой сварки» было опубликовано в прошлом году и сейчас предлагается в качестве проекта международного стандарта. Поэтому сейчас уместно рассмотреть основные принципы валидации и обсудить изменения в новой редакции.
W&H Peacock Auctioneers & Valuers Завод по производству деталей для сварочных аппаратов Lincoln, печатных плат, кабелей, узлов и прочего.Если вам нужны новые детали для сварочных аппаратов, их можно найти на сайте Weldingmart.com. У нас есть тысячи запасных частей для сварочных аппаратов Lincoln, в том числе детали для газосварочных аппаратов Lincoln, детали для сварки MIG и детали для сварки TIG. Добро пожаловать в Lincoln Electric India Lincoln Electric India. Вам нужно скачать pdf руководство по ремонту Tafe 45, тогда вы попали на нужный сайт. У нас есть руководство по ремонту Tafe 45 в форматах DjVu, txt, doc, PDF, ePub. Мы будем рады, если вы вернетесь к нам заново. Мы позаботились о том, чтобы вы нашли электронные книги в формате PDF без ненужных исследований.И, имея доступ к нашим электронным книгам, вы можете прочитать руководство по ремонту Tafe 45 Panasonic Сварочные аппараты Инверторы Сварочные аппараты Сварочное оборудование и расходные материалы для технического обслуживания и ремонта от Lincoln Electric. Сварочное оборудование и расходные материалы для предприятий по техническому обслуживанию и ремонту Мы используем файлы cookie, чтобы помочь нашему веб-сайту работать более эффективно и результативно, а также согласовать наши услуги и рекламу с вашими потребностями. ANSEN Welder Welder Gasless Welder Dual 19-янв-2020 — TELWIN 140 WELDING MACHINE Service Manual скачать, схемы, eeprom, информацию по ремонту для экспертов в области электроники.Сохранено с сайта elektrotanya.com. Найдите идеи на тему « инверторный сварочный аппарат ». Январь 2020. Форум электроники для специалистов по электронике по ремонту неисправной техники. Инверторная сварка Thermal Arc Ultima 150 — Доски сообщений Weld Talk Китайские производители сварочных аппаратов — Выберите 2020 высококачественные сварочные аппараты по лучшей цене от сертифицированных китайских производителей гибочных машин, поставщиков электросварочных аппаратов, оптовиков и фабрик на Made-in-China.com.
Вакансии оператора сварочного аппарата (с окладом 28 августа 2019 г. — За прошедшие годы вилочные погрузчики с дизельным двигателем превратились в продвинутые электрические вилочные погрузчики, которые тише, безопаснее и проще в эксплуатации.Но на этом изменения не остановились: основные бренды вилочных погрузчиков по всему миру работают над повышением эффективности своих машин. CLOOS: Home Гарантия на двигатель действует отдельно от сварщика. Будь то Lincoln или Miller, гарантия на двигатель одинакова. Проверьте следующие ссылки для Migatronic — Сварочные машины и оборудование. Электросварочные аппараты используют электрический ток для получения большого количества тепла для плавления и плавления металлических компонентов. В зависимости от типа используемого электросварочного аппарата процесс дуговой сварки может быть ручным, полуавтоматическим или автоматическим и использует источники питания как тока, так и напряжения.
Безопасность и охрана труда при ручной электродуговой сварке Praxair может помочь вам удовлетворить ваши потребности в сварочном оборудовании и сварочных материалах, предлагая широкий ассортимент сварочного и режущего оборудования, сварочных принадлежностей, оборудования для обеспечения безопасности и защиты, а также сварочных и топливных газов. Мы даже можем предоставить полный анализ магазина, чтобы помочь вам повысить вашу производительность и прибыль. Ручной аппарат для лазерной сварки волокон 300 Вт ручной yag низкое качество ручной лазерный сварочный аппарат производители и экспортер — купить сварочный аппарат для лазерной сварки пресс-форм вручную, сварочный аппарат для точечной сварки от производителя Китая.Электросварочные аппараты Новые и бывшие в употреблении Дуговая сварка постоянным и переменным током Контактная сварка ВВЕДЕНИЕ Сварка состоит из соединения двух или более металлических частей под воздействием тепла, а иногда и давления. Сварка сопротивлением охватывает ту отрасль сварочного искусства, в которой сварочное тепло в свариваемых деталях генерируется сопротивлением, оказываемым этими деталями прохождению электрического тока.
Справочник по сварке — Wilh. Вильгельмсен 24 апреля 2018 г. В этом видео я покажу вам пошаговую процедуру ремонта неработающего сварочного аппарата.После этого я покажу распределение напряжения между IGBT, выпрямительным диодом и фильтрующими конденсаторами. Если вы объем рынка сварочного оборудования, поделитесь глобальным отчетом, 2026 г. Автоматическая сварочная машина BORTECH быстро вернет вас в строй! 12 причин сочетать автоматический сварочный аппарат BORTECH с расточной оправкой CLIMAX. Когда ремонт отверстий представляет собой серьезную проблему, время имеет существенное значение. Вам необходимо как можно быстрее возобновить работу, не жертвуя качеством, точностью или безопасностью. Вот LOTOS TECHNOLOGY. Мы работаем в авангарде инноваций и технологий, чтобы довести продукты от идеи до конечного потребителя.
Портативные сварочные аппараты для MIG, TIG и Stick Найдите 25 объявлений о ремонте сварочных аппаратов Miller в Детройте на YP.com. Смотрите обзоры, фотографии, направления, номера телефонов и другую информацию о местах ремонта сварочных аппаратов Miller в Детройте, штат Мичиган. Руководства ESAB Руководства пользователя ESAB Сварка и резка Лазерная сварка — отличный метод, который часто превосходит традиционные сварочные процессы. Узнайте больше о преимуществах этой технологии. Волоконные лазеры с ручной сваркой. Преимущества волоконной лазерной сварки; лазерная сварка для ремонта форм (3) аппараты для лазерной сварки (3) формы для лазерной сварки (3) лазерная сварка серебра (3).
Решения для роботов и сварочных систем — Panasonic 12 декабря 2019 г. Рекомендуемое руководство по сварке включает справку по декоративной сварке. Не забывайте о своем решении попробовать сварку. Вы можете начать с недорогого сварочного аппарата и понимания некоторых основ. Начните с чего-нибудь простого, например, с чтения бесплатных электронных книг, предлагаемых на этой странице, или с просмотра видео. Taylor Winfield, Full Service Capital Equipment 67, Seounsandan-ro 1-gil, Gyeyang-gu, Incheon, Korea T.+ 82-32-876-2114 / ф. + 82-32-876-2117; WORLDWEL Co., Ltd Bbusiness Number: 121-81-88641 Генеральный директор: HAKKYOO, SUN.
Работа оператора сварочного аппарата (с окладом) Системы ручной лазерной сварки часто используются в качестве рабочих лошадок в суровых условиях мастерской. Блок охлаждения Performance рассчитан на 100% рабочий цикл даже при высокой температуре окружающей среды. Встроенный блок управления и состояние -современные источники питания повышают долговременную стабильность и надежность — гарантируя надежную работу 24 часа в сутки, 7 дней в неделю.Lotos LTPDC2000D Пилотный плазменный резак без сенсорного экрана Tig Эти устройства являются наиболее простыми, дешевыми и распространенными из всего спектра аппаратов, используемых для ручной дуговой сварки. Их назначение — преобразовывать и регулировать электрический ток, мощность сварочной дуги. Устройства обеспечивают ток более 300А, называемые профессиональными трансформаторами, для передачи 300А на полуавтоматический. Бесплатные руководства пользователя для электросварочных аппаратов Miller ManualsOnline.com 10-янв-2020 — TELWIN 140 WELDING MACHINE Service Manual скачать бесплатно, схемы, eeprom, информация по ремонту электроники.Сохранено с сайта elektrotanya.com. Найдите идеи на тему « инверторный сварочный аппарат ». Январь 2020. Электротаня для знатоков электроники. Инверторный сварочный аппарат Электронная схема Аппарат Miller Welders and Accessories — Miller Welding Supplies — Miller Welding Supplies Источник питания для дуговой сварки Maxstar 200 SD, DX и LX (включая опциональную тележку и охладитель) заземлите и эксплуатируйте это оборудование в соответствии с руководством пользователя и национальными, государственными и местные коды. Используйте только исправное оборудование. Немедленно отремонтируйте или замените поврежденные детали.Выполняйте техническое обслуживание агрегата в соответствии с руководством. Радиочастотная сварка, упаковочное оборудование Продажа упаковочного оборудования Машины для ручной стыковой сварки полиэтилена высокой плотности, также известные как машина для стыковки труб из полиэтилена высокой плотности, домкраты для труб из полиэтилена высокой плотности, домкраты для стыков из полиэтилена высокой плотности, машина для сварки труб из полиэтилена высокой плотности, машина для сварки труб из полиэтилена высокой плотности, машина для сварки труб из полиэтилена высокой плотности и машина для сварки труб из полиэтилена. Аппараты для ручной стыковой сварки HDPE легкие и простые в использовании с диапазоном от 50 мм до 160 мм, машина поставляется с нагревательной пластиной (темп.
Орбитальная сварка труб TIG MK Products Cobra Welding Firepower предлагает полную линейку оборудования для резки и сварки, и будет представлять новые продукты в течение следующего года.На этом сайте можно найти оборудование для резки и сварки Firepower, а также регуляторы, отдельные ручки и приспособления для резки, нагрева и сварки. Технические руководства Miller — Страница 1 — Ремонт и техническое обслуживание сварочных аппаратов Miller; Оборудование для дуговой сварки! Оборудование для дуговой сварки; Принадлежности для ручной дуговой сварки; Современное синергетическое многопроцессорное оборудование; Оборудование MIG (CV) Оборудование TIG (CC) Оборудование MMA (CC) Многопроцессорное оборудование (CV / CC) Механизмы подачи проволоки; Общие материалы и аксессуары; Плазма! Плазма; Плазменная резка — ручная; Факелы; Автоматика раскроя.Поддержка автоматизации резки — сварочные аппараты и автоматизированные решения АЛЮМИНО-ТЕРМИЧЕСКИЙ ПРОЦЕСС. Пересмотр-2012. Организация исследований и стандартов. Лакхнау-226011. 3, в соответствии с положениями, изложенными в «Руководстве по сварке стыков рельсов алюминием — в случае сварки новых рельсов, а также ремонтной / ремонтной сварки. Машина для сварки труб PE / PPR, листовая стыковая сварка — Alibaba.com Welding Saltire предлагает широкий спектр услуг по сварке, включая TIG HOT / COLD, дуговую сварку под флюсом, ручную дуговую сварку TIG, дуговую сварку MIG и ручную дуговую сварку.Оборудование включает: плакировочную машину TIG горячей / холодной проволокой C.N.C. контролирует. Сварка Подробнее »Alibaba — Сварочный аппарат для жестяных банок, автомат для жестяных банок 17-фев-2020 — TELWIN 140 СВАРОЧНЫЙ МАШИНА eeprom, информация о ремонте электроники.
Xmte 1000-2, руководство Scoop.it к технологиям газовой и дуговой сварки, когда они были доведены до полезных методов производства и ремонта в течение 1930-х годов.Основная цель заключалась в разработке и обслуживании ряда сварочного оборудования, подходящего для бортовой сварки, при поддержке всемирной службы Cyberweld.com — Сварочные материалы, сварочные шлемы, Miller. Последние 20 лет SanRex производит сварочные аппараты по соглашениям с частными торговыми марками. для некоторых из самых известных в мире сварочных компаний в США и Европе. Теперь SanRex обеспечивает такое же качество и мастерство при производстве сварочных источников питания под собственным именем.
Cobra Welding Systems — оборудование для орбитальной сварки труб Мы являемся сертифицированным ISO производителем оригинального оборудования с более чем 100-летним опытом обработки, изготовления и проектирования.Наш цех по производству тяжелых металлов, разнообразие станков с ЧПУ на наших производственных площадях и наша продукция с добавленной стоимостью предоставляют уникальные услуги. Главная — NIMAK GmbH Автоматическая машина для наплавки с использованием наших передовых технологий в оборудовании с увеличенным сроком службы, широко используемом в каждый вид горячего ролика, балочного стального ролика, ролика для цветных металлов, ролика для измельчения угля и т. д. различные рабочие детали для подготовки для защиты и ремонта работы ; Мы можем настроить различные спецификации в соответствии с потребностями клиента.Машины — PHI National Welding Supplies — ведущий поставщик сварочного оборудования в Австралии. Мы предлагаем высококачественные промышленные инструменты и сварочное оборудование, отвечающие всем вашим требованиям к сварке. National Welding and Industrial Supplies — Ремонт и продажа сварочных аппаратов. Машина для сварки труб из полиэтилена высокой плотности — Машина для соединения труб из полиэтилена высокой плотности Вам доступен широкий спектр вариантов машины для точечной сварки, например бесплатные образцы, платные образцы. Есть 34 965 поставщиков аппаратов для точечной сварки, в основном расположенные в Азии.Крупнейшей страной или регионом-поставщиком является Китай, который соответственно поставляет 100% аппаратов для точечной сварки. Машины для ручной запайки — Thimonnier Ищете руководство в Интернете? ManualsLib поможет вам сэкономить время, потраченное на поиск. Наша база данных состоит из более чем 3972062 pdf файлов и с каждым днем становится все больше! Просто введите ключевые слова в поле поиска и найдите то, что ищете! Результаты поиска включают название руководства, описание, размер и количество страниц. Сварка пластиковых труб — ROTHENBERGER PDF Руководство по ремонту сварочных аппаратов Esseti.pdf PDF Holden Jackaroo 4jx1 Service Manual.pdf PDF Technogym Run Xt 500 Manual.pdf PDF Honda Suitcase Generator Manual.pdf PDF Knec Registration Manual 2015.pdf PDF Evinrude Mate 2 Hp Outboard Motor Manual.pdf PDF Linde Forklift E30 Manual.pdf PDF Lego Образование Руководство для учителей Wedo.pdf.
Инверторный сварочный аппарат — Инверторный сварочный аппарат постоянного тока Ваш надежный источник сварочных ресурсов, полезной поддержки и высокопроизводительных продуктов для всех ваших сварочных проектов. Вместе мы сможем построить что угодно.Miller — Сварочное оборудование — Сварочные аппараты MIG / TIG / Stick и сварочные аппараты, готовые к плазменной резке. Наши системы лазерной сварки охватывают широкий спектр: современные системы удаленной сварки, эргономичные ручные сварочные лазеры, сварочные аппараты с джойстиком и высокоточные системы ЧПУ. В зависимости от требований клиентов, лазеры работают на автоматических, полуавтоматических или ручных заводских станках, покупая дешевое сварочное оборудование в магазине Yibai Tools Co. LTD и других местах на Aliexpress.com, ведущей торговой площадке в Китае ARC- 228 Цифровой сварочный аппарат Бытовая небольшая инструкция по эксплуатации 78 долларов США.15 / Набор. Цена FOB для Справки: US $ 130.25 / Комплект. Назад 1 2 Далее. Обслуживание клиентов, споры и отчеты, защита покупателей, сообщение о нарушении прав интеллектуальной собственности.
Сварка Baileigh Industrial с другого аппарата. y Не прикасайтесь к держателям электродов, подключенным к двум сварочным аппаратам одновременно, поскольку будет присутствовать двойное напряжение холостого хода. y Используйте только исправное оборудование. Немедленно отремонтируйте или замените поврежденные детали. Выполняйте техническое обслуживание агрегата в соответствии с руководством. y При работе выше уровня пола надевайте ремни безопасности.МАШИНЫ ДЛЯ СВАРКИ МИГ / МАГ HOMER MG-15 Ультразвуковая сварка — это особенно бережная технология соединения термопластов и цветных металлов. Рабочие станции с ручным управлением во многих отношениях используются в промышленности по переработке пластмасс. Пользователь вручную загружает соединяемые пластмассовые компоненты и снова вынимает их из аппарата для ультразвуковой сварки после процесса сварки.
Сварочное оборудование, сварочные пистолеты и питатели Dengensha
Сварочные аппараты TIG, принадлежности и расходные материалы Аппараты для плазменной сварки, принадлежности и расходные материалы Обслуживание и ремонт сварочных аппаратов Обучение работе с продуктами.Promax является подразделением Saffer Plumbing & Hardware. 169. Продуктовые линейки и рост. Мы постоянно добавляем наши продукты в соответствии с требованиями клиентов. Руководства по эксплуатации — ESAB Hobart Welders — ведущий производитель сварочных аппаратов в США. Просмотрите информацию о различных сварочных аппаратах, сварочном оборудовании, оборудовании и проектах, чтобы найти то, что вам лучше всего подходит.
Сварочный аппарат с инвертором IGBT Получите лучшие предложения на другое сварочное оборудование, делая покупки в самом широком ассортименте на сайте eBay.com. Бесплатная доставка на многие товары 1 шт. 300a Медный сварочный заземляющий зажим для ручного сварочного устройства MMA Arc Stick.4.9 из 5 звезд (36) Общий рейтинг 36, 100% комплект для ремонта шлангов другого сварочного оборудования. Магнитный угол в других сварочных принадлежностях — Расходные материалы и оборудование для сварки со скидкой Лазерные микросварочные лазерные системы LaserStar идеально подходят для широкого спектра применений для технического обслуживания и ремонта крупных пластиковых пресс-форм, инструментов и штампов. Уложите валик размером от 0,0025 дюйма / 0,05 мм. Отремонтируйте прорези, карманы, контуры радиуса и углы. Производитель оборудования для сварки пластиковых труб ROTHENBERGER Сварочный таймер (ТАЙМЕР).Таймер сварки (также известный как управление сваркой, управление или просто таймер в данном руководстве) управляет не только основными переменными, фазовым сдвигом (мощностью) и временем протекания тока, но и всеми временными интервалами процесса сварки (или последовательностью сварки). ), то есть время сжатия, удержания и отключения, которые связаны с.
Решения для сварки пластмасс — Аппараты для сварки пластмасс — Ritmo 26 ноября 2012 г. На этом сайте НЕТ сервисных / технических руководств. вы можете купить их, или, если это файл размером менее 5 МБ, я могу отправить вам его по электронной почте.был бы признателен за такое, это miller maxstar 150stl, серийный номер n0, lj330274j, благодарит вас за защиту электронной почты, или если я могу получить подробную электронную схему (не электрическую схему), это также было бы хорошо, пока ManualsLib — упрощает поиск руководств в Интернете! REV01 RANGER 305D CE РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ LINCOLN ELECTRIC COMPANY 22801 St. Clair Ave., Cleveland Ohio 44117-1199 USA Настоящим заявляем, что сварочное оборудование: операции по эксплуатации, техническому обслуживанию и ремонту выполняются только квалифицированным персоналом.Прочтите и усвойте это руководство перед использованием этого оборудования. Tig Welding Mig Welding Plasma Welding Оборудование для дуговой сварки под током. Шоу: сварка под флюсом — это процесс образования дуги между непрерывно подаваемым электродом, который погружен под слой порошкового флюса, и заготовкой. Электрод обычно представляет собой сплошную проволоку или порошковую проволоку, но также может быть полосой из листа или спеченного материала. Микро TIG / плазменная сварка — Технологическая сварка 2007 miller 500D CCCV Дизельный сварочный аппарат. 5260 часов, свежее обслуживание, уже заменен ремень ГРМ, двигатель Deutz F4L2011 47л.с., воздушное и масляное охлаждение.nbsp Эта машина работает хорошо и прочно, будет работать с большими углями и проталкивать проволоку до 764 в течение всего дня. Это крепкая и надежная машина для зарабатывания денег. Сварщики Лучшие сварочные аппараты MIG Сварочные аксессуары Канада Эти загружаемые материалы разделены на три основные области нашей отрасли: сварка, резка и аксессуары. Смотрите самые свежие видео KOIKE на YouTube и подпишитесь на наш koikearonsonransome канал сегодня! Ресурсы по металлообработке Forney Industries Re: Руководства по обслуживанию Lincoln доступны в Интернете Я, хотя эти руководства были только на стороне exnet сервисного центра.и не на публичной стороне. Посмотрел на общедоступном сайте и не увидел ссылки на сервис-мануалы. Я знаю, где они находятся в сервисном магазине. Получите то, что вам нужно быстро, Линкольн может закрыть.
Китайская машина для точечной сварки, Китайская машина для точечной сварки MARQUETTE 160 А, газовая дуга постоянного тока — M10135 Руководство $ 20.00 MARQUETTE 235 AC 175 DC — AC / DC РУКОВОДСТВО ПО СВАРКЕ 12-100 $ 20.00 MARQUETTE 83-318, MB135, M12184 ОБСЛУЖИВАНИЕ, ВЛАДЕЛЬЦЫ И РУКОВОДСТВО ПО ДЕТАЛЯМ $ 35,00 MARQUETTE M12183, 83-319, 117-093, P10-450 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ, ИНСТРУКЦИЯ И СПИСОК ЗАПЧАСТЕЙ $ 35.00. Advance Welding — Электромуфтовая сварка Сварочное оборудование. Повысьте свою безопасность и одновременно увеличьте производительность с помощью эффективного сварочного оборудования. Правильные сварочные инструменты могут дать вам возможность выполнять сварочные работы, большие, маленькие, сложные или легкие. Защитное снаряжение, резаки, сварочные принадлежности и многое другое готово для облегчения вашей работы. Обслуживание и ремонт — Сварочные материалы Оборудование для точечной сварки Сопротивление (или точечная) сварка обычно выполняется на стационарно установленном аппарате.Станок может быть ручным, полуавтоматическим или полностью автоматическим. Опасности и обычные защитные меры обычно контролируются инженерно-техническим обеспечением. Поскольку оборудование для точечной сварки различается по способам приложения давления — ручное, механическое, CenterLine — FlexFast ™ В UNIMIG мы фокусируемся на новаторских способах создания высококачественных и инновационных сварочных продуктов и материалов. 100% австралийское владение с 1985 года. BR Welding Supplies Inc. Проекты в области электроники, Схемы сварочных аппаратов, Руководство по техническому обслуживанию «проекты силовой электроники, схемы smps», Дата 2020/02/06 Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают номера моделей, руководства по эксплуатации сварочного аппарата.
ДОБРО ПОЖАЛОВАТЬ В TOSHON WELDING INDUSTRIES PVT LTD CTS-200 — это новый 50-амперный плазменный резак с цифровым управлением, 50-амперный плазменный резак, 200-амперный сварочный аппарат TIG и комбинированный сварочный аппарат 3-в-1 с цифровым управлением. Предназначенный для переносных ремонтных работ и использования в проектах малого бизнеса, он идеально подходит для энтузиастов сварки или любителей с основными потребностями в ремонте и обычной легкой сваркой TIG Сварочные аппараты XCelArc Esseti New Zealand Limited РУЧНАЯ СВАРКА / Руководство по продукции echnology om eynes.ПОДДЕРЖКА ПРИМЕНЕНИЯ / Максимальное использование сварочных аппаратов Fronius TIG TIG 18 Горелки TIG 23 Принадлежности для TIG 25 Сварочные аппараты MMA MMA 29 мастерских, а также для технического обслуживания и ремонта. Рекомендуемые основные материалы Конструкционная сталь, Конструкционная сталь с покрытием Сварка — Портовые грузовые инструменты Стандартные машины для дуговой сварки должны быть спроектированы и сконструированы так, чтобы выдерживать их номинальную нагрузку с номинальным повышением температуры, когда температура охлаждающего воздуха не превышает 40 градусов.C. (104 ° F) и на высоте не более 3300 футов (1005,8 м), и должен быть пригоден для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой. Продажа услуг по ремонту аппаратов ультразвуковой сварки Branson Эта книга в формате PDF содержит руководство по ремонту Audi A6 Quattro 1999 года. Руководство по ремонту Audi. Руководство по ремонту Audi. Audi Руководство пользователя Audi. Audi AG — немецкий производитель. Руководство по ремонту Audi A4 Quattro может помочь снизить затраты на ремонт Audi A4 2011 — синяя книга Келли — kbb.com Услуги по лазерной сварке и сварке CB HYMAC Spot Weld Inc. предлагает новое и модернизированное сварочное оборудование, а также все необходимое для контактной сварки. Мы продаем точечные сварочные аппараты, аппараты для проекционной сварки, аппараты для сварки коромысел, аппараты для стыковой сварки, аппараты для сварки швов, аппараты для настольной сварки, аппараты для ручной сварки, аппараты для трехфазной сварки, аппараты для миниатюрной и микросварочной сварки, аппараты специального назначения, инструменты и специальное приспособление.
Станок — WIDOS Охлаждение оборудования. Все операторы сварки должны быть хорошо знакомы с рабочим циклом конкретного оборудования, которое они используют.Рабочий цикл аппарата основан на количестве минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Продукция HONDA GENERATOR / WELDER для сварки, в том числе сварочные аппараты TIG, сварочные аппараты MIG, аппараты для ручной сварки, а также изделия для плазменной резки от Everlast Power Equipment, получают национальное признание и признание во всем мире. Если Everlast — новое имя для вас или вам интересно узнать о наших инверторных сварочных аппаратах, аппаратах плазменной резки и линейке продуктов для сварки, мы надеемся, что этот сайт окажется для вас полезным.
Meinholdt Welding and Machine Shop — Сварочные аппараты Meinholdt TIG в основном используются для сварки чистых и безопасных швов в принудительных положениях и корневых проходах. С нашими аппаратами для сварки TIG на постоянном токе вы можете работать практически с любыми материалами, от легированной стали до меди, а сварочные аппараты EWM AC / DC являются идеальным партнером для сварки алюминия. Ремонт сварочного оборудования — Школа ученичества ДОБРО ПОЖАЛОВАТЬ В TOSHON WELDING INDUSTRIES PVT LTD. КОМПАНИЯ TOSHON WELDING была основана в 2001 году как семейная компания, которая с самого начала занимается разработкой, производством и продажей сварочного оборудования, включая сварочные приспособления. ТРАДИЦИЯ — компания Toshon Welding. Команда опытных специалистов с многолетним практическим опытом. в их Schlatter Group Сварочные машины и ткацкие станки Ручные гибочные машины — Настольное крепление — 410/411 Две настольные ручные гибочные машины PHI позволяют экономично изгибать трубы с внешним диаметром до 1 дюйма x.065 W.T. и труба 1/2 ″ IPS. Идеальные гибочные машины для отделов прототипов, небольших механических мастерских и предприятий, где важна стоимость и когда требуется всего несколько гибов на единицу.
Инверторный сварочный аппарат. Руководство по обслуживанию, инверторная сварка 21 июня 2018 г. Это не могло произойти в худшее время, я планировал использовать аппарат для предстоящей работы, требующей сварки TIG, и это уже отпугнуло меня после покупки оборудования. У устройства нет истории обслуживания в компании Miller, и у него нет «Ремонт и обслуживание — сертифицированные руководства по ремонту и запасные части сварочного оборудования».Получите максимум от справочных руководств по продуктам, найдите информацию о запасных частях. Найдите информацию о настройке, обучении и обслуживании вашей сварочной системы. Программного обеспечения. Загрузите последнюю версию программного обеспечения для вашего источника питания. Часто задаваемые вопросы. Поддерживать. Пункты обслуживания.
Ручная дуговая сварка металла (MMA, SMAW или ручная сварка) 5. Пригласите профессионала или специалиста для установки, проверки, ремонта и обслуживания сварочного аппарата. 6. Для обеспечения безопасности, пожалуйста, правильно усвойте содержание данной инструкции и пригласите персонал, обладающий знаниями и навыками по безопасному использованию этой машины.7. Запрещается использовать аппарат в работе, кроме сварки. Сварка MMAW (Сварка стержнем) из Университета штата Айдахо Ручная дуговая сварка металла (MMAW) — это процесс, при котором возникает дуга между покрытым флюсом расходуемым электродом и заготовкой. И дуга, и сварочная ванна защищены газами, выделяемыми флюсовым покрытием электрода. Weldarc 140i был разработан для использования с 2,0 мм, 2,5 мм, 3,2 мм и трубами. Италия. Europages LJ Welding Automation предлагает широкий спектр приложений для обработки металлов и обработки материалов.Мы уже ведем бизнес в 46 странах, и наши клиенты ждут от нас канадских инженерных стандартов мирового класса, которые мы постоянно превышаем.
Школа комбинированной сварки Сварочная школа Apex D300K3 + 3 Руководство по обслуживанию дизельного сварочного аппарата (с дополнительным модулем подачи проволоки) SVM_D300K3 + 3 1800 об / мин Поддерживайте электрододержатель, рабочий зажим, сварочный кабель и сварочный аппарат в хорошем и безопасном рабочем состоянии. СПЕЦИАЛЬНАЯ ИНФОРМАЦИЯ, ПРИВЕДЕННАЯ В РУКОВОДСТВЕ ПО ЭКСПЛУАТАЦИИ ДЛЯ СВАРОЧНОГО И / ИЛИ ДРУГОГО ОБОРУДОВАНИЯ, ИСПОЛЬЗУЕТСЯ ТАКЖЕ СЛЕДУЮЩИЕ СЛЕДУЮЩИЕ ЗАВОДЫ W&H Peacock Auctioneers & Valuers Fabrication Plant CTS-200 — это новый 50 А с цифровым управлением. плазменный резак, горелка TIG на 200 ампер и комбинированный сварочный аппарат 3-в-1 на 200 ампер.Предназначенный для переносных ремонтных работ и использования в проектах малого бизнеса, он идеально подходит для энтузиастов сварки или любителей с основными потребностями в ремонте и обычной легкой сваркой. Машины для резки труб и снятия фасок — Сварочные материалы 23 марта 2013 г. ESSETI CASE. by ESENTI »Ср 4 янв 2012 14:01. У меня есть сварочный аппарат ESSETI AC / DC, возраст должен быть 9 лет, и я стараюсь научиться сваривать алюминий. Я не могу считаться любителем, но и профи тоже. Всегда есть место для лучшего.Это меня радует, и я намерен оставить свою машину в рабочем состоянии. Лучшие сварочные аппараты HF для алюминия (TIG и MIG) — лучший выбор 2020 6 марта 2012 г. У меня есть сварочный аппарат MIG ESSETI QUERY 350 K synergic system Pulser. У меня тоже есть контроллер esseti, но нет инструкции по эксплуатации. Я хочу знать, может ли кто-нибудь помочь мне найти руководство или дать мне несколько инструкций по программированию и обращению с машиной для различных материалов и проводов. Сварочное оборудование и расходные материалы для технического обслуживания Руководства по ремонту и запчасти Найдите запасные части и получите максимальную отдачу от продуктов Miller, загрузив специальное руководство по эксплуатации для своего устройства.От мер безопасности, операций / информации по настройке и технического обслуживания до устранения неисправностей и списков деталей, руководства Miller Купить руководство Victor — Руководство Victor May 06, 2019 Импульсная лазерная сварка также может использоваться для исправления ошибок фрезерования, когда заготовка все еще установлена в станке. Здесь Alflak 300 был поднят на станину машины с помощью крана. Импульсные лазерные сварочные аппараты, такие как ALM 300, могут сваривать точку размером от 0,004 дюйма по сравнению с 0,04 дюйма для устройства микро TIG, увеличивая площадь сварного шва.
ПРОЦЕДУРА БЕЗОПАСНОСТИ СВАРКИ И РЕЗКИ Ремонт и калибровка сварочного оборудования — Ремонт и калибровка сварочного оборудования Ремонт и калибровка Wetherill Park и Sydney Welder Из-за большого объема заказов, пожалуйста, проверьте наличие на складе по электронной почте или позвоните нам и убедитесь в наличии перед размещением порядок. Global Sales — Holland co Руководства для систем приварки шпилек Tru-Weld Руководство SC900 Руководство SC950 Руководство SC1400 Руководство SC1450 Руководство SC1600 Руководство SC1650 Руководство SC1900 Руководство SC1950 Руководство SC2400 Руководство SC2402 Руководство SC2420 Руководство SC3400 Руководство SC3402 Руководство для сварочных пистолетов TWE17000 Руководство TWE18500 Руководство TWE19000 Руководство Руководства для сварщиков шпилек TWE250 CD Руководство по приварке шпилек TWE321 CD Детали руководства по приварке шпилек — детали для нескольких устройств, руководства по эксплуатации и обслуживанию RAZOR ™ 250 Compact — это мощный аппарат для мастерских с функциями сварки MIG, TIG и STICK.Эта машина имеет прочную конструкцию и рассчитана на работу в самых тяжелых условиях. RAZOR ™ 250 Compact также готов к работе с катушечным пистолетом и пистолетом Push-Pull, что обеспечивает возможность сварки MIG для катушек любого размера. Подержанные машины Курта Штайгера на продажу TradeMachines Аппараты для дуговой сварки Xcel-Arc, оборудование и сварочные материалы Esseti New Zealand Limited предлагает широкий спектр качественных аппаратов для сварки MIG, TIG, MMA, плазменной резки и точечной сварки, разработанных для удовлетворения требований домашний разнорабочий, вплоть до сварщиков тяжелой промышленности на рынке Новой Зеландии.С приверженностью к обслуживанию и развитию продуктов, используя новейшие разработки.
MinarcMig Adaptive 180 — Быстрая сварка Сварочные столы для наших аппаратов можно загрузить в виде файла PDF. Важная информация соотв. параметры процесса сварки включены в сварочные таблицы. Таблицы сварки основаны на рекомендациях производителей труб и DVS (Немецкая ассоциация сварщиков). Аренда и расходные материалы для орбитальной сварки — Techsouth, Inc Triple R Engineering, Palmerston North, специалист по восстановлению, восстановлению или производству компонентов, включая напыление металла, механическую обработку, изготовление, сварку, пескоструйную очистку и напыление термопласта пламенем по всей Новой Зеландии. Руководство по продажам, в котором содержится более подробная информация об обслуживании и запчастях для вашего устройства.Чтобы получить техническое руководство, обратитесь к местному дистрибьютору. Ваш дистрибьютор также может предоставить вам руководства по сварочным процессам, такие как SMAW, GTAW, GMAW и GMAW-P.
Оператор, организационная, прямая и общая поддержка
Продукт будет заменен только в том случае, если ремонт невозможен. Ознакомьтесь с полным сроком и условиями гарантии, прилагаемыми к машине, либо на сайте www.razorweld.com, либо в конце данного руководства. Благодарим вас за покупку сварочного аппарата RAZORWELD. Ремонт электроинструментов в BOMBALA COUNCIL, NSW — Yellow Pages Welding.Harbour Freight Tools предлагает сварщиков для удовлетворения любых потребностей или уровня опыта. От ремонта автомобилей до строительства — вы найдете подходящее сварочное оборудование и аксессуары для вашего проекта. Harbour Freight имеет полную линейку высококачественных сварочных аппаратов MIG, TIG, Flux и Stick.
Сварка и изготовление — D&S Machine Service сварочные аппараты esseti scheme service. информация о глобальном потеплении написана на хиндиязычном переводе. диаграмма esseti. инструкция по эксплуатации pourteac mc dx 50 i.esseti fc 150. электрическая схема сварочного аппарата esseti. ПРОИЗВОДИТЕЛЬ КАРТОЧКИ РЕЦЕПТОВ: ШАБЛОНЫ КАРТОЧКИ РЕЦЕПТОВ: распродажа сварщиков esseti. esseti 3-контактный штекер для горелки TIG. schematics esseti 140 c Welder Сварочное оборудование с механизмом подачи проволоки — Century Tool & Equipment инверторный аппарат для дуговой сварки постоянного тока MMA инструкция по эксплуатации inarc 200 ids m / s warpp engineering pvt. ООО b-1005, western edge ii, near metro mall, borivali (e), mumbai-400 066 Инверторный сварочный аппарат Rilon Инверторный сварочный аппарат Ремонт сварочного аппарата и оборудования Получите ваше сварочное оборудование как новое.nexAir имеет несколько сервисных центров по ремонту сварочного оборудования на Юго-Востоке. Такой охват позволяет проводить более 250 ремонтов сварочного оборудования в месяц. И что такое аппарат для дуговой сварки и каковы области его применения. Просмотрите наш обширный ассортимент морской продукции, предназначенной для работы в самых тяжелых морских условиях. Здесь перечислены все наши продукты, произведенные в соответствии с высочайшими стандартами и обеспечивающие стабильные и надежные документально подтвержденные характеристики — раз за разом.ARC INVERTER www.Sign-in-China.com, принадлежащая Beijing ChinaSigns Information Co., Ltd., является крупнейшим в мире онлайн-поставщиком вывесок и специализируется на предоставлении клиентам универсального решения для выбора рекламного оборудования, потребляющего рекламу. материалы, вывески выставочной продукции и т. д. Она также является авторизованным зарубежным сервисным центром Китайской ассоциации струйной печати, для которой мы создали.
Welding Technology Corporation — для вашего аппарата для контактной сварки — Power Tech Welding Forza pamant manuala prettiest — RecordSearch Forum Сварочные материалы и сварочное оборудование Австралия — Сварка сигаретой с помощью оборудования для дуговой сварки — CDC Ручная сварка волоконных лазеров Оборудование для дуговой сварки LaserStar — Оборудование для применения и Домашняя страница — Canaweld — Канада Сварочные аппараты и оборудование История сварки Fairlawn Tool Inc.Инструкции по эксплуатации и списки запасных частей — ЭСАБ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ МОДЕЛЬ 207A И 207A-1 Дизельный сварочный аппарат — Продажа Объявления — Claz.org Дуговое оборудование и аксессуары Linde Gas Metron Сварка трубопроводов и сварочное оборудование Полевая сварка CLOOS: Сварочные аппараты высокопроизводительные сварочные аппараты , Сварочное оборудование для электродов MIG / MAG Victor Technologies Аппарат для контактной сварки и принадлежности AIT Аппарат для точечной сварки, Аппарат для шовной сварки — Alibaba Esseti Сварочное оборудование для продажи в Австралии Отделение резки и сварки по охране окружающей среды и безопасности Lincoln Electric Education »Сварочное оборудование — Lincoln Orbital Welding Машины Singapore Arc Machine, Inc.На главную — Victor Welding and Supply Рынок сварочного оборудования: размер мировой отрасли, доля руководства оператора AC-225-S и AC / DC 225/125 — Сварочные аппараты — Сварочные аппараты MIG, TIG и дуговой сварки График рабочих процессов Repco Auto Parts — USMAP Self- Сервисная система Сварочное оборудование и аксессуары на продажу. EBay PowCon®. Руководства по эксплуатации — Arcon Weld INVERTER DC MMA ARC WELDING MACHINE ЭКСПЛУАТАЦИЯ Никогда раньше не сваривала — Как мне начать учиться? Ремонт сварочного оборудования для хобби — WeldingPro Инструменты и оборудование для сварки трубопроводов — Weldingmart.com Электросварочные аппараты RITMO для сварки пластмасс Руководства ESAB Руководства пользователя ESAB Сварка и резка Ремонт сварочного оборудования в Торонто Станки для резки труб Торонто сварочные аппараты — Интернет магазин Дешевый аппарат для сварки труб Какой сварщик? — Страница 10 KRISBOW — Mesin Las Listrik, Gas dan lainnya Untuk Модель: WB-P400 Безопасность при сварке Руководства по безопасности OSHA Использованный сварочный комплект для продажи — Machineseeker Plant Engineering Техническое обслуживание позволяет избежать использования сварочного аппарата 3 преимущества использования импульсной лазерной сварки для ремонта пресс-форм Akira Thermal Arc Fabricator 186 Сварщик № W1006303 — Сварочные аппараты Сварщики Хобарта — Сварочные аппараты, сварочное оборудование, аксессуары D300K3 + 3 Diesel Welder Service Manual — Red-D-Arc Welder Parts Explained DoItYourself.com MIG 200C / 275C / 275R / 350R Руководство по эксплуатации Комплект для сварки пластмасс Princess Auto Купить запчасти для сварочных аппаратов Lincoln в Интернете — Weldingmart.com Вход для партнеров ESAB Сварка — Википедия Лучшие 8 ремонтных мастерских сварочного оборудования в Джексонвилле, Флорида, с GYS Chinese? — Советы и рекомендации по сварке 220 A TIG WELDING MACHINE — Systematics Inc. WeldingSupply — главное меню Makino A77 Manual — Para Pencari Kerja R160F R250F R315F R355F Wel-Teck Welding Repairs Inc. Инвертор постоянного тока Супер портативный ручной дуговой сварочный аппарат Wel-Handy Multi Portable Welding Машинная сварка.xin — Positiner РУКОВОДСТВО ПО СВАРКЕ ПЛАВЛЕНИЕМ РЕЛЬСОВ С ПОМОЩЬЮ ALUMINO KUBOTA KX61 3 KX71 3 КОМПАКТНЫЙ ЭКСКАВАТОР СЕРВИС VANTAGE 575 — Lincoln Electric Operator, организационная, прямая поддержка и общие Vynckier Tools Инструменты Оборудование Машины Сварочный аппарат руководство по обслуживанию — appspot.com Защищенный металл Дуговая сварка — Википедия Главная страница ru.rothenbergerchina.com Оборудование для сварки пластиковых труб и плавления Simtech Август, 1998 IDEALARC DC-600 — Новые и бывшие в употреблении Сварка HUAYUAN ELETRIC серии ZX7-250 РУКОВОДСТВО ОПЕРАТОРА Pdf Riyang Fusion Manufacturing Co., Ltd — сварка пластмасс Central Welding Supply — Ремонт оборудования Запасные части для сварочных машин и оборудования, ремонт и осмотр и сварка Ремонт сосудов под давлением Руководство по эксплуатации — Stud Welding Products, Inc. WUXI ZHOUXIANG КОМПЛЕКСНЫЙ КОМПЛЕКТ СВАРКИ — Машины для точечной сварки и резки Hup Hong Machinery SIP Industrial Products Ltd — SIP Домашнее сварочное оборудование A314E / A316E / A324E-L IRC5 Design 2006 Продажа сварочных аппаратов Лучшие аукционы онлайн Система для ручной лазерной сварки — ROFIN ATL Welding Supply — Сварочные принадлежности, оборудование 1910.254 — Дуговая сварка и резка. Безопасность труда Сварочное оборудование SanRex, Коммерческий аккумулятор — Century — Сварочные аппараты OttoArc и оборудование для орбитальной сварки Magnatech Автоматическая / машинная сварка Barnes Welding Supply Техническое обслуживание Сварщик Заработная плата и описание работы www2.mae.ufl.edu Сварочный аппарат в КитаеИнверторный аппарат для сварки MMA / TIG постоянного токаПлазменные сварщики, Операторы резаков и сварочных аппаратов Ritmo America — Сварочные аппараты и оборудование для сварки — Сварочные аппараты MIG / MULTI Сварочные аппараты — Esseti Automation Oerlikon WELDING INTERFACE (DIGITAL) Сварочное оборудование Позиционирующее оборудование TGG Tulsa Century MIG Welder Устранение неисправностей Технические руководства ЭКРАНИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ СВАРКА И ДУГОВАЯ СВАРКА Руководство по обслуживанию и обучению сварке TELWIN 140 СВАРОЧНЫЙ АППАРАТ Бесплатная загрузка Amico Power — Интернет-магазин Сварочные принадлежности и принадлежности UNIMIG® МОДЕЛЬ RAZOR ™ VIPER ™ — Сварочные шпильки, оборудование для приварки шпилек и руководство по эксплуатации шпилек FLEXTEC 450 — Электросварочные принадлежности Lincoln — Cyberweld .com сварка-глава 1 Карточки Quizlet Draper 05194 Руководство пользователя Другое сварочное оборудование на продажу eBay Miller Electric AEAD-200-LE: Руководство пользователя сварочной системы Сварочная промышленность Австралии — для всех ваших сварочных форм Лазерная сварка Ремонт сварочного аппарата вручную, точечная плазменная сварка горелка, плазменная сварка, аппарат для плазменной сварки и все новости — Сварочные материалы и сварочное оборудование Macplas от PraxairDirect Автомобильные сварочные инструменты и оборудование Auto Body Toolmart Китайский производитель аппаратов для сварки пластиковых труб, стык www.cnbuttwelder.com Решения для сварки, пайки и нанесения покрытий I Castolin Eutectic Что такое сварка стержневым электродом? Методы сварки Услуги Сварка Инфракрасные сварочные аппараты — George Fischer Piping и сварочное оборудование MCAM Сварочные столы — Baileigh Industrial Metal Man Gear Welding Gear and Equipment Welding — Steinel RF Welding, RF Sealing, RF Tooling Machines Cosmos Начало работы со сваркой мотоциклов, Часть I Bike EXIF Преимущества лазерной сварки перед традиционной сваркой Apollo Machine and Welding Ltd.Apollo-Clad Laser Welding Automation and Material Handling Systems LJ Welding Razorweld JRWPC45LT Ультразвуковое сварочное оборудование для металла Sonics & Materials, Inc. Китайский производитель индукционных нагревателей, поддержка индукционного нагрева MillerWelds Maxstar 200 SD, DX и LX — Miller — Сварочное оборудование TIG — Kemppi ZX7 Инверторный ручной аппарат для дуговой сварки постоянным током РУЧНАЯ СВАРКА — Westermans International Ltd Дуговая сварка УФ излучением — Страница 5 www.cnbuttwelder.com 186 ИНВЕРТОР переменного / постоянного тока Сварочный аппарат, режущий аппарат, производитель стального оборудования TWM WELDMACH Welding Machine Draper Expert 05571 User Manual TELWIN 140 СВАРОЧНЫЙ АППАРАТ Скачать руководство по эксплуатации Autool Ewm528 Портативный инвертор 220 В с ручным управлением Сварочное оборудование постоянного тока / M2001 A140E / A314E / A324E-L Miller — Сварочное оборудование — Сварочные аппараты MIG / TIG / Stick Источник питания для оборудования для сварки шпилек Tucker — STANLEY Оборудование для контактной сварки Инверторный источник питания IPB-5000A Точная и эффективная сварка на аппаратах ультразвуковой сварки Сварочное оборудование — Пожарная power Сварочные столы — WIDOS Inverter DC MMA сварочный аппарат ARO Technologies — лидер в области контактной сварки ARO DIGISTEP SAF-FRO LOTOS TECHNOLOGY MIG Welding XcelArc Esseti New Zealand Limited РУКОВОДСТВО ВЛАДЕЛЬЦА — Systematics, Inc.100% постоянная сварка Инверторный сварочный аппарат Giantz Сварочный аппарат MMA на постоянном токе MIG TIG ROTHENBERGER ROWELD® Руководство по стыковой сварке пластмасс ТИПИЧНЫЕ ОПАСНОСТИ Радиация SigmaWeld — Сварочные аппараты — ARC, MIG, TIG, SAW Загрузить SIMADRE 5200D / DX Ручной сварочный аппарат HugongIX 500-SUPERMAT SAF-FRO эксперт в области промышленной сварки и резки Case Ih 8950 Руководство по ремонту — umtinam.com Правила техники безопасности при техническом обслуживании Главная — D&S Machine Service GAW180HEA — Multiquip Inc 300A DC, MIG / MAG Pulse, Stick, Tig компактный сервисный фургон Поворотные позиционеры Baileigh Industrial ВВЕДЕНИЕ В СВАРКУ Портативный алмазный инструмент Sureweld Ручной лазерный сварочный аппарат для руководства по эксплуатации — WordPress.com WeldingPro — Мы предоставляем сварочное оборудование, расходные материалы, новую сварку — PCI Energy Services Тепловая пушка LEISTER, сварочные аппараты, инструменты для горячего воздуха и воздуходувки. Купить ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ И ИНЖЕНЕРНЫЕ УСЛУГИ Triple R Engineering: Equipment (Invertor esseti spm 161m) — (esseti welder won t run Сварочные головки и орбитальный сварочный аппарат Руководства по продукту Whangarei Posts — Системы лазерной сварки West Pacific Сварочные аппараты TRUMPF Total Tools Arcent Welding — Брошюра по Arcent (Сингапур) Pte Ltd от Esseti System Truck — Issuu Perfect Welding — Fronius International GmbH Заводская автоматизация, Сварочные машины — Промышленное оборудование Дуговая сварка, зарядные устройства аккумуляторов и ремонт кузова Справочник по сварке GYS: Публикации: Американское сварочное общество CADWELD Руководство по экзотермической сварке — Techno Защита Производитель станков для плазменной резки и руководство по металлу ARC 2011 Audi A4 Quattro Руководство пользователя KEMPPI MASTERTIG ACDC 1600 РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Pdf Загрузить.Сварщик 225 в регионе Брисбен, QLD Gumtree Australia Сварочные шлемы с автоматическим затемнением — Компания Eastwood Список правил сварки — Википедия Ремонт сварки при структурных трещинах — Allied Systems Wirefeed / mig miller, Lincoln или другие? Лазерное напыление — оборудование для когерентной сварки, коммерческие зарядные устройства для аккумуляторов Century CLOOS: сварочные аппараты RF Термоуплотняющие детали и обслуживание. Новое и бывшее в употреблении РЧ-тепло Скачать руководство для Lr40 Файл для печати PDF Книга Сварочное оборудование NZ MIG & TIG Сварочные аппараты Strata Welders REV01 RANGER 305D CE — Производители электросварочных аппаратов Lincoln в Индии — Учебное пособие по сварке и полному ремонту сварочного аппарата и ремонт напряжения Miller Maxstar 200DX Сварка МИГ Forum Sheet Сварка RITMO Пластиковые сварочные аппараты Необходимые инструменты и оборудование Машины MIG Forney Industries Wetherill Park и Sydney Welder Ремонт и калибровка Руководство по сварке: бесплатные электронные книги и видео — Weld Guru Kec Inc.- Сварочное оборудование Intertron Industries Руководства по эксплуатации и запасные части Lincoln Electric Ручные источники сварочного тока Panasonic Industry Europe National Welding and Industrial Supplies — Руководство по ремонту сварочного аппарата TIG Welding Oerlikon Portable Line Расточная обработка, сварка и ремонт клапанов Поддержка и общая поддержка Руководство по техническому обслуживанию, включая домашнюю страницу — Northwestern Производство КОНТРОЛЛЕР СВАРКИ SERRATRON 1B JANDA Company, Inc. Принадлежности и оборудование для контактной сварки Орбитальная сварка труб Промышленные решения и инновационные продукты — ROTHENBERGER Welding — Grizzly.com Сварочные материалы, Сварочное оборудование, Сварочные принадлежности Rich’s Machinery — Машинный цех с ЧПУ Изготовление сварочного манипулятора 210 — Hobart Welders Системы лазерной сварки Coherent Promax Welding — Сварочные и режущие машины, оборудование Одобренные изготовителями оборудования Сварка и ремонт столкновений Ремонт сварочного оборудования Westminster Welding Machine ARC TIG / MMA WELDER Redface Welder — Советы и хитрости по сварке 125 FC FLUX CORED WIRE WELDER РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Руководства по эксплуатации оборудования — Схема сварочного аппарата Tru-Weld для приварки шпилек — Электроника RWMA — Руководство по обслуживанию Американского общества сварщиков (PDF) Заказать онлайн.- sign-in-china.com Alibaba — Машина для сварки труб из полиэтилена и полипропилена, источник питания для стыковой сварки листов — Дуговая сварочная машина для сварки TIG / MMA TELWIN 140 Руководство по обслуживанию скачать 740063E M227 Op Man Plastic Welding Barnes Оборудование для сварки пластмасс Ltd Металлообрабатывающие станки — Токарные станки: OSH отвечает Richmond Machine & Welding — Вифлеем PA и окрестности WORLDWEL WELDING Lincoln Electric Education »Роботизированная сварка ClassMate® Выбор сварочного аппарата Инструменты Лазерные микросварочные системы для больших форм LaserStar Сварочный цех Инверторное сварочное оборудование Everlast — Сварочные материалы.
Сварочные аппараты своими руками. Сварочные аппараты из подручных материалов Самодельная дуговая сварка
Довольно часто в практике любого хоста возникает необходимость соединения металлических деталей. Один из таких способов соединения — сварка. Но что делать, если нет сварочного аппарата? Можно, конечно, купить, но простейшую машинку сделать можно самому, причем почти за полчаса.
Prologue
Самый простой прототип сварочного аппарата — осветительный электродуговый прожектор — использовался еще в середине ХХ века на киностудиях при съемках фильмов.
В домашних условиях можно сделать простой редкий самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Пример схемы автотрансформатора показан на рисунке). Выходное напряжение регулируется перемещением телевизионной вилки в розетки.
На вторичной обмотке трансформатора нужно найти два вывода, на которых будет напряжение около 40 В. Осталось подключить к этим выводам графитовые электроды и сварочный аппарат готов! Правда, нужно учитывать, что при использовании такого автотрансформатора для сварочных целей желательно хорошо знать основы электробезопасности, поскольку гальваническая развязка от электросети не предусмотрена.
Область применения такого самодельного сварочного аппарата довольно широка: от сварки металлических изделий до упрочнения рабочих поверхностей инструмента.
Примеры применения гальванической дуги
В практике радиолюбителей иногда возникает необходимость в сварке или очень сильном нагреве мелких деталей. В таких случаях нет необходимости использовать серьезный сварочный аппарат, так как для создания высокотемпературной плазмы не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения гальванической дуги.
Магнетронная филаментная сварка с питающими шинами
В этом случае сварка просто необходима, хотя многие, столкнувшись с такими трудностями, заменяют магнетрон. Но чаще всего неисправностей всего две: накал в точке (поз. 1) обрывается и переходные конденсаторы (поз. 2) выходят из строя из-за пробоя.
На снимке магнетрон микроволновой печи Kenwood, проработавший после ремонта более двадцати лет.
Конечно, сделать термопару совершенно безнадежно, но бывает, что в случае поломки «шарика» ее нужно ремонтировать.Обычно такие термопары встречаются в мультиметрах с режимом измерения температуры
Если необходимо изменить форму пружины или проделать отверстие, следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления. и слишком хрупок, чтобы пробить дыроколом.
А в случае закалки стального инструмента (из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и остудить в ванне с моторным маслом. На рисунке показан затвердевший наконечник отвертки после обработки рабочей кромки.
Небольшие сварочные работы можно выполнять с использованием трансформатора мощностью 200 Вт и выходным напряжением в диапазоне от 30 до 50 вольт. В этом случае сварочный ток должен составлять 10-12 ампер. Вам не нужно беспокоиться о перегреве трансформатора, так как горение дуги недолговечно.
Подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока 9 ампер. Однако необходимо учитывать всю степень опасности из-за отсутствия гальванической развязки от электросети.
Чтобы предотвратить повреждение графитового ролика токосъемника LATR, желательно ввести ограничения входного тока с помощью предохранителя (предохранителя). Тогда случайное короткое замыкание электродной цепи уже не страшно.
Электроды могут быть любые графитовые стержни простых карандашей (желательно мягкие).
Металлическая часть электрического клеммного блока используется как держатель щупа.
На этом рисунке показан пример держателя с клеммной колодкой, одно отверстие которого используется для крепления ручки, а второе — для зажима провода в клемме.
Для предотвращения плавления одноразового шприца (поз. 3) при нагревании клеммной колодки (поз. 1) используются шайбы из стекловолокна (поз. 2). А для стандартного подключения к кабелю можно использовать стандартную розетку от устройства (поз. 4).
Итак, схема подключения довольно проста: один вывод вторичной обмотки подключается к держателю, а второй вывод подключается к приварной части.
Есть еще один вариант крепления электрододержателя с помощью электрического зажима.Второй держатель понадобится в случае сварки металлических изделий с одинаковой температурой плавления или, при необходимости, для нагрева металлического изделия (закалки, изменения формы).
Схема подключения двух графитовых электродов ко вторичной обмотке трансформатора.
Чтобы уберечь глаза от ожога роговицы и от искр, будет недостаточно использовать темные очки из-за малой плотности светофильтров. Сделать такой прибор можно: в качестве щита может быть оправа бинокля со снятыми линзами; фильтр крепится канцелярской клипсой.Или вы можете использовать любительские очки, используемые в технологии SMD.
При сварке меди с нихромом или сталью требуется флюс. При добавлении небольшого количества воды к тетраборату натрия (бура) или борной кислоте получается суспензия, которой смазываются места сварки.
Флюс обычно можно найти в хозяйственных магазинах. Вы также можете использовать средство для борьбы с насекомыми Borax, содержащее борную кислоту.
Схема подключения аналоговой камеры видеонаблюдения к телевизору, компьютеру
По мнению специалистов, сделать сварочный аппарат своими руками несложно.
Однако, чтобы его изготовить, нужно четко представлять, для чего, для какой работы он будет применяться.
Самодельное устройство комплектуется и собирается из имеющихся комплектующих и деталей. Как вариант для умельцев можно рассмотреть и плазменный механизм.
Практика показывает, что при точном подборе комплектующих устройство прослужит долго и надежно.
Важно, чтобы схема была как можно более простой. Иногда даже используют микроволновый трансформатор.
Устройство должно работать от бытовой сети переменного тока 220 В.
Если в качестве рабочего напряжения выбрать 380 В, то схема и конструкция аппарата заметно усложняются.
Блок-схема сварочного аппарата
Для сварки используются аппараты переменного и постоянного тока.
В схему любого устройства входят трансформатор (можно использовать трансформатор от СВЧ), выпрямитель, дроссель, держатель, электрод.Именно в такой последовательности происходит утечка электрического тока в замкнутой цепи.
Цепь замыкается, когда между электродом и соединяемыми металлическими деталями возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить стабильное горение этой дуги.
А для установки необходимого режима горения используется регулятор тока.
Аппараты постоянного тока используются для сварки элементов из листового металла.При таком способе сварки можно использовать любые электроды и электродную проволоку без керамического покрытия.
Электрододержатель соединен с выпрямителем через дроссель. Это сделано для того, чтобы сгладить пульсации напряжения.
Дроссель представляет собой катушку из медных проводов, намотанных на любой сердечник. Выпрямитель, в свою очередь, подключен ко вторичной обмотке трансформатора.
Трансформатор подключен к бытовой электросети. Последовательность подключения проста и интуитивно понятна.
Преобразование переменного напряжения выполняется с помощью понижающего трансформатора.
Согласно закону Ома, напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а ток увеличивается с 4 ампер до 40 и более.
Примерно это значение требуется для сварки. В принципе, этот аппарат можно назвать самым простым сварочным аппаратом.
И с помощью проводов прикрепите к нему электрододержатель. Но использовать держатель в практических целях нельзя, так как в схеме нет других необходимых элементов.
И самое главное — в нем нет регулятора величины тока. А также выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже в использовании.
Многие мастера используют трансформатор от микроволновки, срок годности которого истек. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассматривать сварочный агрегат в целом, то можно выделить три основных блока, в которые он входит:
- блок питания;
- выпрямительный блок;
- инверторный блок.
Самодельную инверторную машину можно устроить так, чтобы она имела минимальные габариты и вес.
Эти устройства, предназначенные для использования в домашних условиях, теперь продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь следует отметить компактность устройства, удобство использования, надежность.
В параметрах этого устройства вызывает беспокойство только одна составляющая — его высокая стоимость.
Самые распространенные расчеты подтверждают, что сделать такое устройство своими руками проще и выгоднее.
Основные элементы практически всегда можно найти среди электрических машин и устройств, которые находились на складе. Или на свалке.
Самый простой регулятор тока можно сделать из отрезка нагревательной спирали, которая используется в бытовых электроплитах. Дроссель — из отрезка медной проволоки.
Радиолюбители придумали простейший метод импульсной сварки. Применяется для крепления проводов к металлической плате.
Никаких сложных приспособлений — только дроссель и пара проводов.Регулятор тока тоже не нужен. Вместо этого в схему включен предохранитель.
Один электрод подключен к плате через дроссель.
В качестве второго используется зажим «крокодил». Вилка с проводами вставляется в бытовую розетку.
Зажим с проволокой остро прикладывают к плате в том месте, где ее нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, находящиеся в электрощите.
Этого не происходит, т.к. плавкая вставка сгорает быстрее.И проволока остается надежно приваренной к плате.
Опции продукта
Самоделки собраны для того, чтобы выполнять небольшие домашние дела.
Все элементы, электронные устройства, провода и металлоконструкции нужно подобрать в определенном месте. Где будет собираться изделие.
Дроссель можно использовать от светильников люминесцентных ламп. Количество проводов, желательно медных, разного сечения надо запасать побольше.
Если дроссель в готовом виде найти не удалось, то нужно изготовить его самостоятельно.
Для этого вам понадобится стальной магнитопровод от старого стартера и несколько метров медных проводов сечением 0,9 кв.
Источник питания
Основным элементом источника питания в инверторе является трансформатор.
Может быть переделан из лабораторного автотрансформатора или использован для переделки уже отработавшего СВЧ трансформатора.
При извлечении трансформатора из микроволновой печи очень важно не повредить первичную обмотку.
Вторичная обмотка снята и переделана. Количество витков и диаметр медных проводов рассчитывается в зависимости от заранее выбранной мощности сварочного аппарата.
Метод точечной сварки хорошо реализуется устройством, выполненным на СВЧ трансформаторе.
Выпрямитель используется для преобразования переменного напряжения в постоянное. Основные элементы этого устройства — диоды.
Он подключается к определенным цепям, чаще всего по мостам. На вход такой цепи подается переменный ток, а с выходных клемм снимается постоянный ток.
Диоды выбираются такой мощности, чтобы выдерживать изначально указанные нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке монтажной платы желательно предусмотреть место для индуктора, который предназначен для сглаживания импульсов. Выпрямитель собран на отдельной плате, из гетинакса или текстолита.
Инверторный блок
Инвертор преобразует постоянный ток, идущий от выпрямителя, в переменный ток с высокой частотой колебаний.
Преобразование выполняется с помощью электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт с частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток до 150 ампер и напряжение 40 вольт. .
Эти текущие параметры позволяют сваривать металлические детали из различных сплавов.
Электронный контроллер позволяет выбрать режим, соответствующий конкретной операции.
Практика показывает, что сварочный аппарат самодельный по своим характеристикам не уступает заводским изделиям.
Некоторое время назад в торговой сети появились сварочные мини-инверторы. Производственным компаниям потребовались годы, чтобы добиться такой миниатюризации.
Хотя умелые мастера уже давно умеют делать плазменный сварочный аппарат своими руками.
На этот шаг их подтолкнули местные условия — герметичность в цехе и значительный вес заводских преобразователей.Плазменный аппарат — отличный выход из этой ситуации.
А то, что вторичная обмотка трансформатора вместо медных проводов сделана из медного листа, тоже давно известно.
Порядок сборки сварочного аппарата
При размещении элементов на металлической или текстолитовой основе необходимо соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Индуктор на той же плате, что и выпрямитель. Регулятор тока должен находиться на панели управления.Корпус устройства может быть выполнен из листовой стали или алюминия.
Или адаптировать шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы максимально близко друг к другу.
Необходимо проделать в стенах отверстия для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который во время работы сильно нагревается.Прямо как выпрямитель.
Оборудование для сварки не обязательно покупать в магазине. Его можно изготовить в домашней мастерской. Ведь на самом деле конструкция самого простого устройства элементарна и собрать своими руками несложно. Для этого вам понадобятся лишь некоторые компоненты и немного знаний в области электротехники.
Как сделать простой и в то же время функциональный аппарат для сварки и что для этого потребуется — подробнее об этом далее в нашей статье.
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Все сварочные работы основаны на преобразовании электрического тока из сети. В быту у нас есть доступ к электричеству с напряжением 220 вольт и силой тока 16-32 ампер.
Как известно, для сварки этого мало.
Мощность, необходимая для сварочной дуги, обеспечивается силой тока, измеряемой в амперах (проще говоря, это количество электронов, подаваемых на электрод).Чем больше заряд, тем производительнее будет устройство.
Для увеличения мощности используются трансформаторы, снижающие напряжение в несколько раз, но увеличивающие силу электронного потока, что позволяет использовать такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основой трансформатора является магнитопровод (сердечник из трансформаторной стали), на который намотаны обмотки: первичная, из более тонкой проволоки и большого количества витков.и вторичная, состоящая из толстого кабеля с наименьшим количеством витков.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, от старых силовых трансформаторов.
Питание осуществляется от бытовой розетки и подается на первичную обмотку.
Обмотки не должны касаться друг друга. Даже если у трансформатора обмотки расположены одна над другой, между ними обязательно располагается изоляционный слой! Ток от одной обмотки к другой передается через сердечник магнитным потоком.
Для полноценной работы желательно на такой прибор установить охлаждение. Вы можете использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и других элементов, а также делать перерывы в работе для охлаждения.
Работа следующая. Между электродами зажать заготовку и включить ток. Установив точку, отключается питание и деталь перемещается.
Сварка СВЧ своими руками позволит сваривать очень тонкие конструкции.Увеличить мощность можно, соединив два трансформатора. Но важно правильно собрать такую сборку, иначе закрытие неминуемо.
Сварка постоянным током
Самодельные трансформаторные блоки работают на переменном токе, поэтому можно варить различные марки стали. Но некоторые металлы при сварке электродуговым методом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такое устройство, нужно добавить к трансформатору выпрямитель и дроссели для сглаживания тока.
Выпрямители собраны из диодов, способных выдерживать большую мощность (до 200 Ампер). Обычно они габаритные и к тому же потребуют сборки системы охлаждения. Диоды устанавливаются параллельно для увеличения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить больше стыков высокого качества при сварке нержавеющей стали или алюминия.
Все ли это нужно
Сегодня в Интернете можно найти множество схем и конструкций различного оборудования для сварки.От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собрать и использовать в домашней мастерской?
Десять лет назад инверторы были практически недоступны для масс и все сварочные работы проводились с использованием габаритных трансформаторов, чаще всего самодельных. Их функции позволяют готовить различные конструкции из стальных деталей. И многие опытные сварщики сваривают с помощью таких аппаратов цветные металлы или чугун. Особенно сегодня сильно улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе, что затрудняет работу с нержавеющей сталью или, например, алюминием. Использование дополнительных выпрямителей увеличивает габариты оборудования и ограничивает мобильность. И если для мастерской это не проблема, то высотные работы уже сложны. Но основная проблема трансформаторной сварки самодельного изготовления — это точность настроек. Инверторы заводского изготовления в этом случае выигрывают.
Различные варианты точечной сварки также значительно упрощают работу с тонкостенными металлами и изделиями, которые можно быстро отремонтировать. Но для создания действительно мощного устройства потребуется больше компонентов, а они не всегда доступны (попробуйте сейчас найти два одинаковых микроволновых трансформатора).
Сборка инвертора в домашней мастерской будет целесообразной, если у вас есть практически все необходимые элементы: трансформаторы, выпрямители, транзисторы и другие. Иначе зачем возиться с поиском и сборкой устройства сомнительной мощности и настройки, если оно сегодня стоит от 50-100 долларов? А для небольших объемов работ такого устройства будет более чем достаточно?
Что вы можете добавить к этому материалу? Поделитесь опытом сборки самодельного сварочного оборудования, особенно схемами сборки.Как вы думаете: насколько эффективно использование таких устройств в домашнем хозяйстве? Оставляйте свои комментарии в разделе обсуждения этой статьи.
В любом цехе металлообработки очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия или даже просто вырезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное во всем досконально разбираться, а умение сделать красивый и надежный шов придет с опытом.
Выход переменного тока
Дома, на даче, на производстве чаще всего встречаются эти устройства. На многих фото сварочного оборудования видно, что оно сделано вручную.
Самыми важными составляющими для такого аппарата являются провод для двух обмоток и сердечник для них. По сути, это трансформатор пониженного напряжения.
Сечения проволоки
Устройство неплохо будет работать с напряжением на выходе 60 вольт и током до 160 ампер.Расчеты показывают, что для первичной обмотки нужно брать медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевой проволоки сечение должно быть больше в 1,6 раза.
Изоляция проводов должна быть тканевой, так как провода во время работы очень горячие, а пластик просто плавится.
Прокладывать первичную обмотку необходимо очень аккуратно и аккуратно, так как она имеет много витков и находится в зоне высокого напряжения.Желательно, чтобы провод был без обрывов, но если нужной длины под рукой нет, то куски необходимо прочно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно взять медь, либо алюминий. Проволока может быть как одножильной, так и состоящей из нескольких жил. Сечение от 10 до 24 квадратных миллиметров.
Катушку очень удобно наматывать отдельно от сердечника, например, на деревянную заготовку, а затем набирать из пластин трансформаторной стали готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Такой способ есть. На расстоянии 30 метров (более-менее, в зависимости от расчета) надежно прикрепляются два крючка. Между ними протягивается необходимое количество тонкой проволоки, из которой будет складываться многожильный проводник. Затем один конец снимается с крючка и вставляется в электродрель.
На малых оборотах жгут проводов скручивается равномерно, его общая длина немного уменьшится.Зачистите концы провода (каждую жилу отдельно), залудите и тщательно припаяйте. Затем изолируйте весь провод, желательно изоляционным материалом на текстильной основе.
Ядро
Хорошие характеристики демонстрируют самодельные сварочные аппараты на сердечниках из трансформаторной стали. Их вытягивают из пластин толщиной 0,35-0,55 миллиметра.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, а площадь сечения (его толщина) составляла 35-50 квадратных сантиметров.В углы готовой жилы устанавливаются болты, и все плотно стягивается гайками.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата выводы можно сделать по обмотке на 165 и 190 витков.
Все контакты смонтированы на пластине из изоляционного материала и подписаны. Схема следующая: чем больше витков катушки, тем больше выходной ток.Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный аппарат — это инвертор. Имеет ряд положительных отличий от трансформатора. Первое, что бросается в глаза, — это небольшой вес. Всего несколько фунтов. Вы можете работать, не снимая устройство с плеча. Затем, работая постоянным током, это позволяет создать более точный шов, и дуга так не прыгает. Начинающим сварщикам легче работать.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Нужно только знать маркировку. Особого внимания требует качество транзисторов, поскольку они расположены в наиболее нагруженной зоне конструктивной схемы инвертора. Для охлаждения устройства используют принудительную вентиляцию в виде радиаторов охлаждения и вытяжных вентиляторов.
Таким образом, составив каталог самодельных сварочных аппаратов, вы получите длинный перечень трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов.Такие устройства могут работать с чугуном и сталью, алюминием и медью, нержавеющей сталью и тонколистовым чугуном.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильной сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации таких устройств.
Фото сварочного аппарата дома
Ни для кого не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж и сложно.Это особенно важно, если он предназначен для использования в личном домашнем хозяйстве, где используется только время от времени. При этом самодельный сварочный аппарат, стоимость которого намного ниже заводского, вполне способен заменить его. Детали для его конструкции можно свободно снимать с различных вышедших из строя бытовых электроприборов или при необходимости изготовить и собрать самостоятельно. Схемы таких устройств могут быть разными. Решающим фактором здесь обычно является наличие деталей и материалов.
Выбор правильной компоновки сварочного аппарата
Все аппараты для дуговой сварки делятся на инверторные и трансформаторные. Сразу стоит отметить, что вопрос, как самому сделать сварочный аппарат, во многом зависит от возможности получить детали от конкретной бытовой техники. Если все детали приобретаются по рыночным ценам, в результате себестоимость будет приближаться к цене фирменного устройства, уступая ему по эффективности. Вот почему вам необходимо иметь определенные знания в области электротехники и знать, где какая деталь размещается и где ее можно снять бесплатно или за небольшую плату.
Число витков первичной обмотки должно быть около 240. При этом, чтобы была возможность регулировать сварочный ток с шагом от 20 до 25 витков, делают несколько отводов. Вторичная обмотка намотана медным проводом сечением от 30 до 35 мм в количестве от 65 до 70 витков. Чтобы отрегулировать на нем сварочный ток, также нужно сделать загибы. Изоляция вторичной обмотки должна быть особенно надежной и термостойкой, поэтому на нее стоит обратить особое внимание.Каждый из слоев необходимо уложить дополнительным утеплителем из хлопка.
Сварочный аппарат с трансформатором может работать на переменном или постоянном токе. Первый — самый простой в использовании, но более сложный. На постоянный ток его довольно просто доработать, установив диодный мост. Такой прибор надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к скачкам напряжения в электросети. Если оно падает ниже 200 В, становится очень трудно зажечь и удержать электрическую дугу.
В отличие от трансформатора инверторный сварочный аппарат, за счет использования современных электронных деталей, имеет относительно небольшой вес. Его вполне может носить на плече один человек. Такое устройство имеет устройство стабилизации тока, что значительно облегчает работу при сварке. Снижение напряжения для него практически не создает помех, и он может работать от бытовой электросети. Однако инверторный блок очень чувствителен к перегреву и требует большой осторожности при эксплуатации, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Основная часть такого аппарата — трансформатор. Его основной характеристикой должна быть способность стабильно удерживать рабочий ток, и в основе этого лежит такой показатель, как внешняя вольт-амперная характеристика блока питания. Другими словами, сварочный ток не должен существенно отличаться от тока короткого замыкания.
Для этого необходимо ограничить ток одним из таких способов, как увеличение магнитного рассеяния трансформатора, балласт или установка дросселя.Сам трансформатор можно вынуть из перегоревшей высокочастотной СВЧ. Если к нему нет доступа, то можно сделать сварочный трансформатор своими руками.
Для изготовления сердечника необходимо приобрести пластины трансформаторного железа. Площадь сердечника в идеале должна составлять от 40 до 55 см², при таких скоростях обмотка не будет перегреваться. Первичные обмотки самодельных сварочных трансформаторов должны состоять из толстого жаропрочного медного провода сечением не менее 5 мм, а лучше более, заключенного в стекловолоконную или хлопковую изоляцию.Не рекомендуется использовать для таких целей пластиковую или резиновую изоляцию, так как она менее устойчива к перегреву и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Необходимо помнить, что вторичная обмотка сварочного трансформатора должна быть намотана с обеих сторон сердечника. Его можно подключать последовательно или встречно. При этом следует помнить, что намотку следует производить с двух сторон в одном направлении. После этого трансформатор помещается в металлический корпус.С его торца вырезаются отверстия для охлаждения устройства, и снимается вытяжной вентилятор, взятый от блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверливается несколько десятков отверстий для циркуляции воздуха. Затем вы можете подключить кабели и электрододержатель.
Как собрать самодельный сварочный инвертор?
Сварочный инверторный аппаратможно полностью собрать из деталей от старых телевизоров. Это требует не только общих знаний в области электротехники, но и определенных знаний в области электроники.Его схема довольно сложная. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их складывают втрое, и на них уже намотана обмотка из медной или алюминиевой проволоки.
Поскольку первичная обмотка наиболее подвержена перегреву, необходимо оставлять небольшие промежутки между витками, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, так как его теплопроводность ниже.Для фиксации обмоток инвертора применяется проволочная повязка из медного провода шириной 10 мм, наложенная на изоляцию из стекловолокна.
Конденсаторытоже можно снять с телевизора, но только помните, что бумажные конденсаторы из низкочастотных цепей брать не рекомендуется, так как они не смогут долго работать на таких нагрузках. Тринисторы лучше брать достаточно маломощные и соединять их параллельно, чем брать один мощный, так как они подвержены большой тепловой нагрузке и легче охлаждаются.Тринисторы устанавливаются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже легко набрать от нескольких старых телевизоров. Сам мост также установлен на пластине радиатора.
Некоторые детали инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Во-первых, это дроссель. Его легко сделать без каркаса из медного провода сечением не менее 4 мм, намотанного 11 витками с интервалом не менее 1 мм.Поскольку основная тепловая нагрузка будет приходиться на дроссельную заслонку, необходимо установить дополнительную систему воздушного охлаждения. В этом качестве вполне можно использовать обычный бытовой вентилятор, установленный в корпусе сварочного аппарата так, чтобы поток воздуха попадал прямо на дроссель.
Все элементы электронной схемы собраны на печатной плате из стеклопластика толщиной не менее 1,5 мм. К самой плате прикреплен радиатор, что способствует охлаждению всей системы.В центре платы вырезается круглое отверстие для установки вентилятора, ведь без принудительного воздушного охлаждения агрегат долго не проработает. Сварочный инвертор своим главным преимуществом является возможность выполнять мини-сварочные работы, сваривая тонкие металлические листы. Сам сварной шов получается точнее, чем у трансформаторного аппарата. Это крайне важно в таком виде работ, как ремонт автомобилей своими руками.
Сварочный аппарат, изготовленный самостоятельно, включает в себя детали, полученные бесплатно или по выгодной цене, но со своими задачами справляется.
V1.1 16.09.28 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ. ПОЛУАВТОМАТИЧЕСКИЙ СВАРОЧНЫЙ Выпрямитель MIG 230/2
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ИНВЕРТОРА TIG
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ИНВЕРТОРА TIG Содержание Предупреждение Общее описание Блок-схема Основные параметры Принципиальная схема Установка и эксплуатация Предостережение Техническое обслуживание Список запасных частей Поиск и устранение неисправностей 3 4 4
ПодробнееИНФРАКРАСНЫЙ КВАРЦЕВОЙ НАГРЕВАТЕЛЬ
ИНФРАКРАСНЫЙ КВАРЦЕВОЙ НАСТЕННЫЙ НАГРЕВАТЕЛЬ МОДЕЛЬ №: IQ2000 ДЕТАЛЬ №: 6939004 ИНСТРУКЦИИ ПО МОНТАЖУ И ЭКСПЛУАТАЦИИ GC0715 ВВЕДЕНИЕ Благодарим вас за покупку инфракрасного настенного обогревателя CLARKE.Прежде чем пытаться использовать этот
ПодробнееРуководство по эксплуатации насосов WQ, WQF, SN, Furiatka, Furia, KRAKEN, BIG, IP, IPE, SWQ, CTR
ОСТОРОЖНОСТЬ! Руководство по эксплуатации насосов WQ, WQF, SN, Furiatka, Furia, KRAKEN, BIG, IP, IPE, SWQ, CTR ПРИМЕЧАНИЕ: прочтите руководство перед началом эксплуатации. По соображениям безопасности насос может эксплуатироваться только с
. ПодробнееФЛЕКСИТ S4 R S6 R S7 R
94111E-05 2005-10 FLEXIT S4 R S6 R S7 R Руководство пользователя Модели вентиляционных агрегатов шкафного типа с рекуперацией тепла — Содержимое ротора 1 Важные инструкции по технике безопасности… 3 2 Принцип работы — Система … 3 2.1 Обогрев
Подробнее804 Ti Stand. Руководство 8.804.8001EN
804 Ti Stand Manual 8.804.8001EN Metrohm AG CH-9101 Herisau Switzerland Телефон +41 71 353 85 85 Факс +41 71 353 89 01 [email protected] www.metrohm.com 804 Ti Stand Manual 8.804.8001EN 06.2010 ek Teachware
ПодробнееИнструкция по эксплуатации
Важная информация: Эти инструкции содержат информацию о безопасности, прочтите их и внимательно следуйте им.Dialight не несет ответственности за травмы, ущерб или убытки, которые могут возникнуть из-за неправильного номера
. ПодробнееКороль пузырей. Руководство пользователя
Руководство пользователя Bubble King СОДЕРЖАНИЕ 1. Перед началом работы … 3 Что входит в комплект … 3 Инструкции по распаковке … 3 Заявления … 3 Условные обозначения … 3 Значки … 3 Информация о документе … 3 Продукт на
ПодробнееПортативный кондиционер
Руководство пользователя портативного кондиционера. Модель: 3 в 1, 12 000 БТЕ / ч, серия 3. Перед использованием внимательно прочтите это руководство пользователя и сохраните его для справок в будущем.СОДЕРЖАНИЕ 1. РЕЗЮМЕ … 1 2. ПОРТАТИВНЫЙ
ПодробнееORLAND ПОСЛЕДУЮЩИЕ PR-1211
ORLAND FOLLOW PR-1211 В этом руководстве содержится важная информация о безопасной установке и использовании этого проектора. Внимательно прочтите и следуйте этим инструкциям и сохраните данное руководство
ПодробнееInfrarot-Bewegungsmelder IP44
Infrarot-Bewegungsmelder Инфракрасные датчики движения IP44 IP44 ODA (weiß) slim ODA (schwarz) slim 95174 96000 ODA (weiß) ODA (schwarz) 95175 96001 Betriebsanleitung User s Manual User s Manual инфракрасное движение
ПодробнееДрейтон Дигистат + 2RF / + 3RF
/ + Беспроводной программируемый комнатный термостат 3RF Модель: RF700 / 22090 Модель: RF701 / 22092 Источник питания: Батарея — Термостат Сеть — Digistat SCR Invensys Controls Europe Служба поддержки клиентов Тел .: 0845130 5522 Заказчик
ПодробнееКак обслуживать уничтожитель бумаги
Уничтожитель бумаг 20-2HS 80C POWERSHRED ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ УВЕДОМЛЕНИЕ РУКОВОДСТВО ПО УТИЛИЗАЦИИ DEL PROPIETARIO BETRIEBSANLEITUNG 20 80 20C 80C 20-2HS Edition 0/0.70.999.0 Издание 0/0 20-2HS 80C Уничтожитель документов
ПодробнееРуссо 10. Руководство пользователя
Rousseau 10 Руководство пользователя Обзор базовой станции ➀ Светодиод горит Белый, постоянный свет: — Базовая станция готова, вы можете зарегистрировать трубку Медленно мигает белым светом: — Идет пейджинговый звонок — Активный звонок (вы
ПодробнееИБП HP R1500, поколение 3
Инструкции по установке HP UPS R1500 Generation 3 Номер детали 650952-001 ПРИМЕЧАНИЕ. На табличке с характеристиками на устройстве указан класс (A или B) оборудования.Устройства класса B имеют сертификат Federal Communications
. ПодробнееМодули цифрового ввода
8 172 TX-I / O Модули дискретных входов TXM1.8D TXM1.16D Две полностью совместимые версии: TXM1.8D: 8 входов, каждый с трехцветным светодиодом (зеленый, желтый или красный) TXM1.16D: как TXM1.8X , но 16 входов, каждый с
ПодробнееПЛАЗМЕННЫЙ РЕЗАК — 35 А
ПЛАЗМЕННЫЙ РЕЗАК — 35 AMP 45949 ИНСТРУКЦИИ ПО СБОРКЕ И ЭКСПЛУАТАЦИИ 3491 Mission Oaks Blvd., Camarillo, CA 93011 Посетите наш веб-сайт по адресу http://www.harborfreight.com Авторские права 2003 г., компания Harbor Freight Tools.
ПодробнееGGS 27 GGS 27 C ПРОФЕССИОНАЛЬНЫЙ
GGS 27 GGS 27 C * Des idées en action. Bedienungsanleitung Руководство по эксплуатации Instructions d emploi Instrucciones de servicio Manual de Instruções Istruzioni d uso Gebruiksaanwijzing Betjeningsvejledning
ПодробнееНачало работы с
ЧАСТЬ №CMA113 СДЕЛАНО В КИТАЕ 1. Измерение CAT II 2. Макс. напряжение 250В ~ 3. Макс. ток 71 А Начало работы с мониторингом потребления электроэнергии, однофазный, для домов и небольших коммерческих помещений
ПодробнееРуководство пользователя источника света
Руководство пользователя источника света Компактный источник света DMX Модели, рассматриваемые в данном руководстве: UFO 150 CDMXG Glass, DMX — 240 В UFO 150 CDMXP Plastic, DMX — 240 В Universal Fiber Optics Выпуск 2 Редакция: 230
Universal ПодробнееКофемолка для эспрессо
Кофемолка для эспрессо 40A Кофемолка для эспрессо 40A (серая модель) Запатентованные на международном уровне модели L o n g l i f e, d e s i g n и s i l e n c e Тихий эспрессо Свежемолотый кофе дает лучший эспрессо
ПодробнееСЛИВ СТАЛЬНОГО МАСЛА 15GAL С НАСОСОМ 110 В
15GAL СЛИВ СТАЛЬНОГО МАСЛА С РУКОВОДСТВОМ ДЛЯ ВЛАДЕЛЬЦА НАСОСА 110 В ПРЕДУПРЕЖДЕНИЕ: внимательно прочтите и усвойте все ИНСТРУКЦИИ ПО СБОРКЕ И ЭКСПЛУАТАЦИИ перед работой.Несоблюдение правил техники безопасности и других элементарных правил техники безопасности
ПодробнееКабельный тестер Pro ORDERCODE D1909
Cable Tester Pro ЗАКАЗАТЬ D1909 Поздравляем! Вы купили отличный инновационный продукт от DAP Audio. Вы можете положиться на DAP Audio, чтобы получить более качественные аудиопродукты. Мы проектируем и производим профессиональные
ПодробнееЭкономичный комбинированный термопресс, ручной Арт.: ECH-800
Руководство по эксплуатации экономичного комбинированного теплового пресса Номер модели: ECH-800 СОДЕРЖАНИЕ I. Сборочный чертеж ——————————— ————————————————— 2 II. Технические характеристики ———————————————— —————————— 2
ПодробнееЭЛЕКТРИЧЕСКИЙ КОТЕЛ ЦЕНТРАЛЬНОГО ОТОПЛЕНИЯ
ЭЛЕКТРИЧЕСКИЙ КОТЕЛ ЦЕНТРАЛЬНОГО ОТОПЛЕНИЯ EKCO.T Использованный продукт нельзя утилизировать как бытовые отходы. Разобранный прибор необходимо доставить в пункт сбора электрического и электронного оборудования
. ПодробнееВзрывозащищенные корпуса
1 из 7 Взрывозащищенные корпуса DE8 C 2 из 7 Корпуса Ex d прочны и предназначены для работы в суровых условиях, например: Нефтегазовая промышленность Химическая промышленность Фармацевтическая промышленность Агропромышленный комплекс Без
ПодробнееКак использовать блок питания (Upu)
Руководство пользователя ИБП BRAVER (Система бесперебойного питания) Безопасность ВНИМАНИЕ! В этом ИБП используются опасные напряжения.Не пытайтесь разобрать устройство. Устройство не содержит деталей, заменяемых пользователем.
ПодробнееРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ПЫЛЕСОСА
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ВАКУУМНОГО ПЫЛЕСОСА МОДЕЛЬ: SVC9702 ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННОЕ РУКОВОДСТВО ПЕРЕД ИСПОЛЬЗОВАНИЕМ И СОХРАНИТЕ ЕГО НАДЛЕЖАЩИМ ДЛЯ ДАЛЬНЕЙШЕГО ИСПОЛЬЗОВАНИЯ 1 Меры безопасности: ПРЕДУПРЕЖДЕНИЕ: Для снижения риска возгорания, поражения электрическим током,
ПодробнееПравила безопасной эксплуатации
Правила безопасной эксплуатации Важно: не пытайтесь использовать CleanStation, пока вы не прочитаете и не поймете все инструкции в этом руководстве.Несоблюдение этого правила может привести к травме. Станок
ПодробнееMIC-WKT и MIC-WKT-IR
MIC-WKT и MIC-WKT-IR Руководство по установке Bosch Security Systems RU Руководство по установке и эксплуатации Руководство по установке MIC-WKTI и MIC-WKT-IR RU 2 Комплекты плат привода промывочного насоса MIC-WKT и MIC-WKT-IR
ПодробнееПРЕДУПРЕЖДЕНИЕ CANADIAN D.O.C. ПРЕДУПРЕЖДЕНИЕ
На каждый продукт и программу предоставляется соответствующая письменная гарантия, единственная гарантия, на которую может положиться заказчик.Avery Dennison Corp. оставляет за собой право вносить изменения в продукт, программы и
. ПодробнееAN500T, AN1000, AN1000T, AN1500, AN1500T, AN2000, AN2000T
Руководство по эксплуатации продукта Accona AN500T, AN1000, AN1000T, AN1500, AN1500T AN2000, AN2000T Панельный обогреватель v16.5 / 5 Версия 3.2, январь 2015 г. Содержание 1. Важные моменты безопасности 2. Установка 2.1. Настенный
ПодробнееХОЛОДНЫЙ СЕНСОРНЫЙ ТОСТЕР НА 2 СРЕЗА
2-SLICE COOL TOUCH TOASTER PLA0405 Руководство по эксплуатации В связи с постоянным совершенствованием продукта, технические характеристики и аксессуары могут быть изменены без предварительного уведомления.Реальный продукт может незначительно отличаться от изображенного.
ПодробнееПылесосы UNITOR VACUUM
Пылесосы UNITOR Unitor VCD15 — компактный, сверхмощный пылесос для сухой уборки для жилых помещений. Самый компактный пылесос в линейке Unitor, VCD15 специально разработан для использования на круизных и пассажирских судах.
ПодробнееОбъяснение к сварке палкой, MIG и TIG
Какие и когда я их использую?
Полезное, но простое объяснение 3 основных процессов дуговой сварки, которое поможет вам решить, что вам нужно, прежде чем покупать какое-либо сварочное оборудование.
Ручная сварка
Другое название: Дуговая сварка экранированного металла
Сокращения: SMAW, FCAW, MMA
Процесс ручной сварки, в процессе сварки штучной сваркой используется электрический ток для образования электрической дуги между стержнем, покрытым флюсом, и металлами, соединяемыми с помощью источника питания, посредством переменного или постоянного тока. Покрытие из флюса на электроде затем распадается, выделяемые пары действуют как защитный газ, и образуется шлак, который защищает сварное соединение.
Этот процесс часто используется в сфере обслуживания и ремонта, строительстве стальных конструкций и в промышленных производствах в основном для сварки чугуна и стали, однако процесс SMAW часто является хорошим выбором для таких материалов, как алюминий, никель и медь. FCAW (дуговая сварка флюсовым кордом) была разработана как альтернатива сварке штучной сваркой, полуавтоматическая дуговая сварка часто используется в строительных проектах из-за высокой скорости сварки и портативности.
Несмотря на то, что первоначальный процесс сварки был основан в 1881 году, ручная сварка все еще имеет свои преимущества.Это универсальный и простой процесс, благодаря которому он стал популярным в секторе технического обслуживания и ремонта. Затраты на оборудование и расходные материалы также невысоки и широко доступны, что делает его популярным как среди малых предприятий, так и среди любителей.
Однако к недостаткам относятся проблемы с качеством, такие как разбрызгивание сварочного шва, проблемы с пористостью, плохое плавление, неглубокий провар и растрескивание — следовательно, этому базовому процессу нет места во многих сварочных операциях, требующих высоких стандартов сегодняшнего дня.Как и во всех сварочных процессах, для работы требуются стандартные методы охраны труда и техники безопасности, такие как СИЗ и удаление дыма.
Сварка МИГ Другое название: газовая дуговая сварка металла
Сокращения: MIG или MAG или GMAW
Прочтите ниже или переходите сразу к видео!
В процессе используется защитный газ вдоль проволочного электрода , который нагревает два соединяемых металла. Защитный газ защищает сварной шов от атмосферного загрязнения, поскольку электрическая дуга нагревает проволоку, образуя сварочную ванну, соединяющую материал.В этом методе чаще всего используется источник постоянного напряжения и постоянного тока, однако можно использовать постоянный и переменный ток, что полезно для определенных приложений.
Он имеет четыре основных метода переноса металла: шаровидный, с коротким замыканием, распыление и импульсное распыление, каждый из которых имеет свои свойства и преимущества / ограничения.
Globular: считается наименее желательным из-за его высокой теплопередачи, плохой поверхности сварного шва и образования большого количества брызг.Однако преимущества включают использование CO2 в качестве защитного газа, который является наиболее дешевым и экономичным. Globular также предлагает высокие скорости наплавки, поэтому его можно рассмотреть, когда скорость требуется сверх эстетики сварного шва. Возможно только для черных металлов.
Короткое замыкание: использует более низкий ток, чем шаровая сварка, что обеспечивает значительно меньшее тепловложение, что позволяет сваривать более тонкие материалы и снижает остаточное напряжение и деформацию в зоне сварного шва.Обеспечивает более высокое качество сварных швов и меньшее разбрызгивание, также возможна сварка во всех положениях. Однако это происходит гораздо медленнее, также важно правильно ввести параметры, чтобы обеспечить стабильную дугу. Короткое замыкание не рекомендуется для более толстых материалов, так как это может привести к отсутствию плавления и проплавления из-за более низкой энергии дуги. Как и в случае с шаровидным графитом, этот процесс можно использовать только с черными металлами.
Распылительная дуга: Распылительная дуга, хорошо подходящая для использования с нержавеющей сталью и алюминием, была первым методом переноса металла с использованием процесса GMAW.Высокое качество отделки сварного шва и устранение брызг достигается за счет того, что металл сварочного электрода быстро проходит по стабильной электрической дуге от электрода к заготовке.
Из-за большой сварочной ванны, создаваемой высоким током и напряжением, необходимыми для завершения процесса, он в основном подходит для более толстых материалов более 6,4 мм, а также ограничивает использование в основном плоскими и горизонтальными положениями сварки. Обычно этот процесс непрактичен для корневых швов. Меньшие электроды и меньшее тепловложение могут повысить универсальность процесса.
Импульсное распыление: На основе вышеупомянутого метода распыления импульсное распыление представляет собой вариант, при котором применяется импульсный ток для расплавления присадочной проволоки, что позволяет снизить сварочный ток, тем самым уменьшая подвод тепла и площадь сварочной ванны. Обеспечение гораздо меньшей зоны термического влияния (HAZ) позволяет использовать для более тонких материалов, чем при стандартном переносе распылением, и использовать во всех положениях сварки. Он также подходит для сварки почти всех металлов, это один из самых универсальных сварочных процессов. Однако требуется специальный источник питания с возможностью импульсной сварки MIG, и для этого процесса в качестве основного защитного газа требуется аргон с низкой концентрацией CO2.
Оборудование, необходимое для сварки с использованием процесса MIG, — это соответствующий источник питания (для определения требуемых функций обратитесь к четырем методам выше), сварочная горелка и устройство подачи проволоки, электрод (проволока из металлического сплава), подача защитного газа и правильный заземление, регулятор и питание от сети.
СварщикиMIG — это наиболее распространенные рабочие места, с которыми вы сталкиваетесь. Сварку MIG во многих странах часто называют дуговой сваркой, и в настоящее время она считается наиболее распространенным сварочным процессом в сварочной промышленности.
Сварка МИГ — один из самых простых видов сварки для начинающих….
Сварка TIG
Другое название: Газовая вольфрамовая дуговая сварка
Сокращения: TIG или GTAW
Прочтите ниже или переходите сразу к видео!
Для сварки TIG / GTAW используется вольфрамовый электрод. Область сварного шва и электрод защищены инертным защитным газом (вольфрамовый инертный газ — TIG), обычно аргоном или гелием, а присадочный металл обычно подается в зону сварного шва — вручную для ручного нанесения или с помощью устройство подачи проволоки в механизированных приложениях.Однако методы автогенной сварки и сварки плавлением не требуют присадочного материала.
Сварка вместе тонкой нержавеющей стали или цветных металлов, таких как алюминий и медь, является наиболее распространенным применением этого метода. Это позволяет оператору гораздо лучше контролировать сварку, что приводит к более высокому качеству и прочности сварных швов, однако это, в свою очередь, делает процесс намного более трудоемким, чем сварка MIG или Stick, и намного сложнее.
Процесс сварки TIG используется в отраслях, где требуется сварка тонкостенных труб, в том числе в авиакосмической промышленности и производстве велосипедов.Однако он также хорошо подходит для отраслей, где целостность сварного шва имеет решающее значение, таких как атомная промышленность, из-за высоких коррозионно-стойких свойств, поскольку сварной шов имеет такую же химическую целостность, что и основной металл.
Требуемое оборудование включает источник постоянного тока (постоянного или переменного тока при сварке алюминия), сварочную горелку, вольфрамовый электрод, защитный газ и соответствующий регулятор, заземление и питание от сети. Как уже упоминалось, при необходимости может быть добавлен наполнитель.
Если вы все еще не уверены или не уверены в доступных вам сварочных процессах или даже в типе сварочного оборудования, которое вам понадобится для вашего проекта, обращайтесь к нам с любыми вопросами.