Стыковые сварные швы и их расчет
Стыковыми называют швы, которые соединяют стыки деталей. При этом металл шва заполняет зазор между стыками соединяемых деталей (рис.1). Общепринято называть свариваемые детали основным металлом в отличие от металла сварного шва. При статическом нагружении стыкового соединения деталей из низкоуглеродистых и многих легированных сталей сварной шов обеспечивает равную прочность с основным металлом, в отличие от угловых сварных швов.
Все стыковые швы рассчитывают на прочность по тем же зависимостям, что и свариваемые детали. Расчет выполняют по номинальному сечению соединяемых деталей, т.е. без учета усиления швов. Катет сварного шва принимают равным толщине основного металла: k = δ (рис. 2).
Рисунок 2 – К расчету стыкового сварного шва
Например, при действии на сварное стыковое соединение растягивающей силы
 2) в
материале шва так же, как и в металле
соединяемых деталей, возникают
нормальные напряжения растяжения.
2) в
материале шва так же, как и в металле
соединяемых деталей, возникают
нормальные напряжения растяжения.Условие прочности шва на растяжение:
или (1)
где – фактическое и допускаемое напряжение растяжения в металле сварного шва, МПа;
F – внешняя сила, нагружающая сварное соединение, Н;
к, l – катет и длина сварного шва, соответственно, мм.
Угловые сварные швы и их расчет
По форме поперечного сечения угловые (валиковые) сварные швы делят на нормальные (прямые), выпуклые, вогнутые и улучшенные. Наиболее распространенным является нормальный (или прямой) валиковый шов с сечением в виде равнобедренного треугольника (рис. 3). Все угловые сварные швы рассчитывают на срез
потому, что расчетное сечение расположено под углом 45о к линии действия внешней нагрузки (рис. 3).
3).Наименьшее по площади сечение – это сечение по биссектрисе прямого угла, имеет площадь S = m.l , где l. – длина сварного шва. Величина медианы в функции катета сварного шва равна: m = k . sin 45o = k .0,7. | |
Рисунок 3 – Сечение нормального углового шва |
В зависимости от
положения сварного шва относительно
линии действия внешней силы F,
приложенной к соединению, все угловые
швы делят на лобовые, фланговые, косые
и комбинированные (рис. 4).
4).
Рисунок 4 – Виды угловых сварных швов в нахлесточных соединениях:
а – лобовой; б – фланговый; в – косой; г – комбинированный
Так, например: при нагружении нахлесточного соединения силой F (рис. 4, а) в швах возникают напряжения среза. Условие прочности швов:
(2)
где F – внешняя сила, нагружающая сварное соединение, Н; 0,7. k. l – площадь опасного (расчетного) сечения одного шва, мм 2; – фактическое и допускаемое напряжения среза в металле сварного углового шва, МПа.
Выбор допускаемых напряжений
При
статическом нагружении сварного соединения допускаемые
напряжения для сварных швов задают в
долях допускаемого напряжения на
растяжение для основного металла,
т. е. металла свариваемых деталей [1, с,
41]: [Р]
= =[СЖ]=
[Р],
а
[СР]
= 0,8.[Р].
Допускаемые
напряжения растяжения основного металла
[р]
назначают в зависимости от его марки
[1, с. 41]: для углеродистых сталей
[р]=T/(1,35…1,60)
и для
легированных сталей [р]=
T /(1,5…1,7).
е. металла свариваемых деталей [1, с,
41]: [Р]
= =[СЖ]=
[Р],
а
[СР]
= 0,8.[Р].
Допускаемые
напряжения растяжения основного металла
[р]
назначают в зависимости от его марки
[1, с. 41]: для углеродистых сталей
[р]=T/(1,35…1,60)
и для
легированных сталей [р]=
T /(1,5…1,7).
Обозначение сварных соединений вертикальных резервуаров
|
Тип соединения |
Форма кромок |
Характер шва |
Условное обозначение шва |
Обозначение шва по ГОСТ |
|---|---|---|---|---|
|
Cтыковое |
Без скоса кромок |
Односторонний |
С2 |
|
|
Односторонний на подкладке |
С5 |
|||
|
Двусторонний |
С7 |
|||
|
Со скосом одной кромки |
Односторонний |
С8 |
||
|
Односторонний на подкладке |
С10 |
|||
|
Односторонний замковый |
С11 |
|||
|
Двусторонний |
С12 |
|||
|
Со скосом двух кромок |
Односторонний |
С17 |
||
|
Односторонний на подкладке |
С19 |
|||
|
Односторонний замковый |
С20 |
|||
|
Двусторонний |
|
С21 |
||
|
С двумя скосами одной кромки |
Двусторонний |
С15 |
||
|
С двумя скосами двух кромок |
|
С25 |
||
|
Угловое |
Без скоса кромок |
Односторонний |
|
У4 |
|
Двусторонний |
|
У5 | ||
|
Со скосом одной кромки |
Односторонний |
|
У6 |
|
|
|
Т6 |
|||
|
Двусторонний |
|
У7 |
||
|
|
— |
|||
|
С двумя скосами одной кромки |
Двусторонний |
|
У8 |
|
|
Со скосом двух кромок |
Односторонний |
|
У9 |
|
|
Двусторонний |
|
У10 |
||
|
Тавровое |
Без скоса кромки |
Односторонний |
|
Т1 |
|
Двусторонний |
|
Т3 |
||
|
С одним скосом кромки |
Односторонний |
|
Т6 |
|
|
Двусторонний |
|
Т7 |
||
|
С двумя скосами кромки |
Двусторонний |
|
Т8; Т9 |
|
|
Нахлесточное |
Без скоса кромок |
Односторонний |
|
Н1 |
|
Двусторонний |
|
Н2 |
1.![]() В обозначении швов буква «m» обозначает размер катета шва со стороны стрелки. А буква «n» обозначает размер катета шва с обратной стороны.
В обозначении швов буква «m» обозначает размер катета шва со стороны стрелки. А буква «n» обозначает размер катета шва с обратной стороны.
Что такое сварка встык?
Если вы начинающий сварщик, который хочет как можно лучше изучить правила профессии, вы должны знать о сварке встык. Сварка стыков – неотъемлемая часть работы слесаря по металлу. Стыковые сварные швы являются одним из пяти основных типов сварки соединений (включая угловые, кромочные, тройниковые и внахлестку), обычно используемых сварщиками. Стыковой шов считается одним из самых универсальных и одновременно наиболее простых видов сварных швов, которыми должен овладеть сварщик.
Мы считаем, что достаточно подчеркнули его важность, а остальное, что мы можем сделать, это рассказать вам все об этих типах сварных швов. Чтобы понять, как они работают, продолжайте читать дальше.
Что такое стыковые сварные соединения?
Сварка встык – это соединение двух металлических частей встык с утолщением, укорачиванием и сплавлением соприкасающихся концов. Это кольцевой тип сварки, при котором расплавленный металл наносится вокруг соединения. Он представляет собой наиболее распространенный тип сварки соединений, используемый при сварке трубопроводов и производстве.
Это кольцевой тип сварки, при котором расплавленный металл наносится вокруг соединения. Он представляет собой наиболее распространенный тип сварки соединений, используемый при сварке трубопроводов и производстве.
Этот процесс включает в себя соединение двух кусков металла встык и их соединение по стыку. Два свариваемых куска металла должны находиться в одной плоскости, а сварной шов остается на поверхности. Это приводит к тому, что два соединенных куска металла сплавляются параллельно друг другу без перекрытия.
Сварка встык — это один из двух типов непрерывных швов, используемых сегодня производителями, вторым является угловой шов. Проникновение тепла имеет решающее значение для создания идеального стыкового шва, особенно при соединении тонких деталей. Но проблемы могут возникнуть, когда сварщики работают с более толстыми кусками металла. В этом случае важна подготовка поверхности. Он включает в себя изготовление клиньев между материалом, который вы планируете сплавлять. Клинья V, J и U являются наиболее распространенными типами клиньев.
Клинья V, J и U являются наиболее распространенными типами клиньев.
Уровень проникновения определяется толщиной обрабатываемого материала. Сварщики также должны уделять первоочередное внимание минимизации объема требуемого сварного шва при создании соединения. Минимизация объема сварного шва также означает минимизацию возможности создания дефектов, что делает сварной шов прочнее. Наиболее распространенными типами сварочных процессов, используемых при создании стыковых сварных швов, являются сварка TIG и MIG, которые могут выполняться вручную и автоматически.
Преимущества сварки встык
Сварка встык является наиболее распространенным способом сварки соединения по уважительной причине. Они имеют многочисленные преимущества по сравнению с другими типами сварки швов. Поэтому при сварке швов вам необходимо учитывать тот факт, что они:
- Гораздо более экономичны по сравнению с другими типами сварки.

- Это можно сделать как вручную, так и автоматически.
- Вам не нужно тратить столько времени на подготовку, которую относительно легко освоить.
- Создает структурно прочную связь.
- Очень прост в освоении даже для начинающих сварщиков.
- Позволяет легко применять послесварочные операции, например, шлифовку.
- Можно легко проверять цели качества.

Недостатки стыковых сварных швов
Несмотря на то, что стыковые сварные швы являются самым популярным методом создания швов, они все же имеют несколько недостатков. Но это очень мало по сравнению с другими методами соединения.
- Склонен к пористости и образованию избыточных полостей.
- Растрескивание и шлакоулавливание происходит достаточно часто
- Геометрия скоса может ограничивать ее применение.
- Чувствителен к некоторым типам поверхности.
Связанная статья: Символы сварки | Руководство по чтению символов сварки
Типы стыковых сварных швов
Существуют различные типы стыковых сварных швов, используемые производителями, и каждый из них имеет свои особенности. Их обычно называют в честь формы клина, который они образовали при проникновении через поверхность. Наиболее распространенными из них являются Square, Bevel, V Butt Weld и Groove.
Их обычно называют в честь формы клина, который они образовали при проникновении через поверхность. Наиболее распространенными из них являются Square, Bevel, V Butt Weld и Groove.
Квадратный стыковой сварной шов
Использование квадратного стыкового сварного шва обычно выполняется для проектов толщиной 3/16 дюйма или меньше. Хотя квадратный сварной шов встык очень прочный, его не следует использовать на чем-то, что будет подвергаться большим нагрузкам или постоянным ударам в течение длительного времени.
Подготовить его легко, так как нужно только соединить два края металлических деталей вместе. Но при этом нужно быть очень аккуратным и как можно точнее соединять металлические детали по всей длине. Сварщик также должен оставить достаточно широкое корневое отверстие, чтобы присадочный металл мог проникнуть достаточно глубоко.
Скос встык
Скос используется, когда изготовителю необходимо сделать глубокий провар для сварки разделки.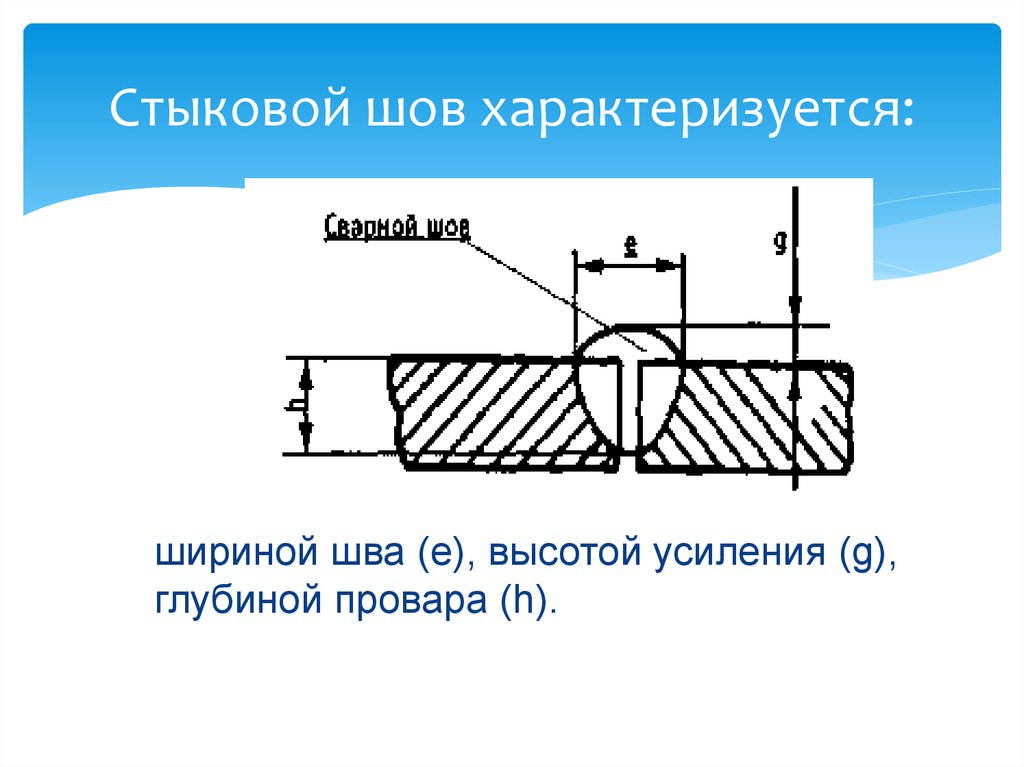 Скос относится к наклонной кромке конструкции. Скошив края, вы утончаете металл, с которым работаете, но при этом сохраняете прочное соединение.
Скос относится к наклонной кромке конструкции. Скошив края, вы утончаете металл, с которым работаете, но при этом сохраняете прочное соединение.
Однако прочность соединения может быть обеспечена только за счет правильной глубины и угла скоса. Угол должен быть установлен примерно на 45 градусов, но он должен быть достаточно широким, чтобы производитель мог легко разместить первый валик. Вы не можете работать в 9Угол 0 градусов вообще. Сварщик также должен убедиться, что они вошли достаточно глубоко для достижения полного провара. Однако нужно быть осторожным, чтобы не зайти слишком глубоко и не рисковать прорывом.
V-образный сварной шов встык
V-образный сварной шов обычно используется на рамах толщиной от 1/4 до 3/4 дюйма. Также угол скоса при работе на этих типах соединений должен быть в пределах от 60 градусов при работе на плитах до 75 градусов для труб. К сожалению, V-образный сварной шов труднее подготовить и стоит дороже. Он также требует большего количества присадочного материала, в отличие, например, от квадратного сварного шва.
Он также требует большего количества присадочного материала, в отличие, например, от квадратного сварного шва.
Однако прочность V-образного стыкового шва намного выше, чем у квадратного, но не рекомендуется, если вы работаете с чем-то, изогнутым в самом основании сварного шва.
Стыковой шов с разделкой
Сварка с разделкой в основном используется для обработки материалов толщиной 3/16 дюйма. Нарезание канавок на металлической пластине придаст соединению необходимую прочность. Более толстые металлы имеют больше места для нанесения присадочного материала. Таким образом, канавка создаст гораздо более прочную связь.
При нарезании канавок производители должны отрегулировать угол, чтобы электроды входили в соединение в достаточной степени. Если вы сделаете слишком узкую канавку, вы рискуете не дать наполнителю проникнуть достаточно глубоко. Он может даже треснуть через определенный промежуток времени.
Стыковое соединение с разделкой кромок может быть одноканавочным или двухканавочным.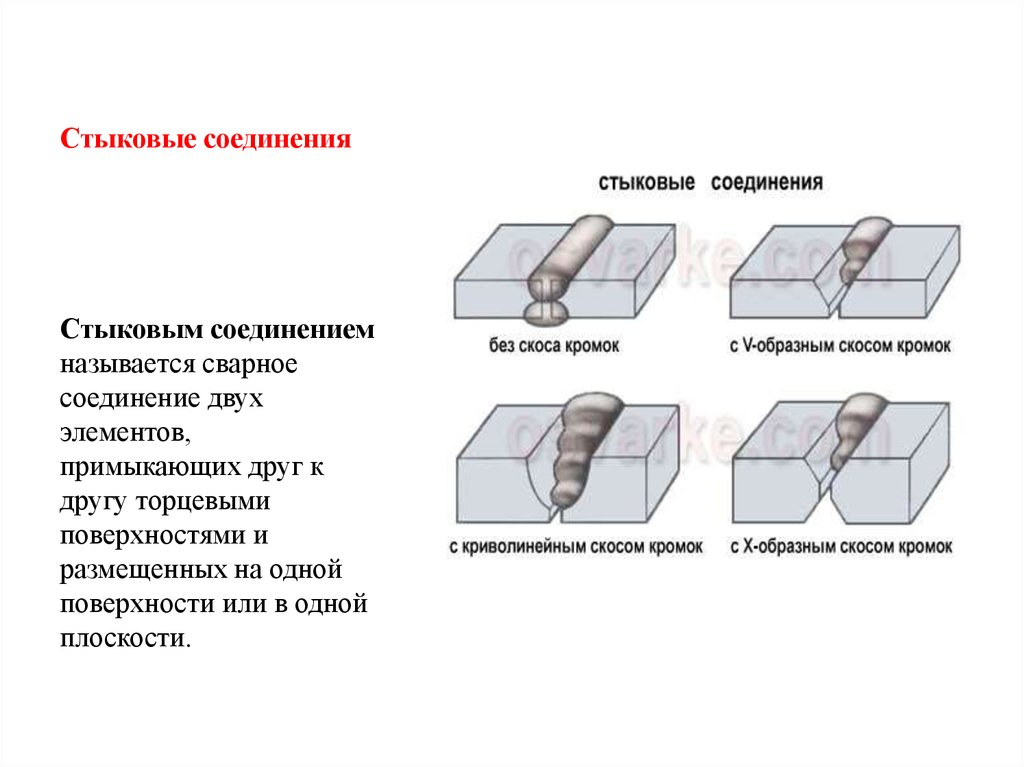 Эта часть будет в значительной степени зависеть от толщины металла, с которым вы работаете, и типа необходимых сварных швов. Что касается более толстых металлов, то они могут иметь канавки с обеих сторон. Напротив, более тонкие материалы могут иметь канавки только с одной стороны.
Эта часть будет в значительной степени зависеть от толщины металла, с которым вы работаете, и типа необходимых сварных швов. Что касается более толстых металлов, то они могут иметь канавки с обеих сторон. Напротив, более тонкие материалы могут иметь канавки только с одной стороны.
В зависимости от глубины провара шва с разделкой кромок они могут быть полным проваром шва (CJP) или частичным проплавлением шва (PJP).
Типы процессов стыковой сварки
Несмотря на то, что сварка MIG и TIG является предпочтительным методом стыковой сварки, некоторые альтернативы работают более чем хорошо. Сварка оплавлением и сварка сопротивлением очень подходят для создания хороших стыковых сварных швов.
Сварка оплавлением
Сварка оплавлением — это процесс сварки, который считается ответвлением контактной сварки. Он не требует никакого наполнителя. При сварке оплавлением два соединенных вместе материала будут разнесены на расстояние, определенное до начала процесса соединения.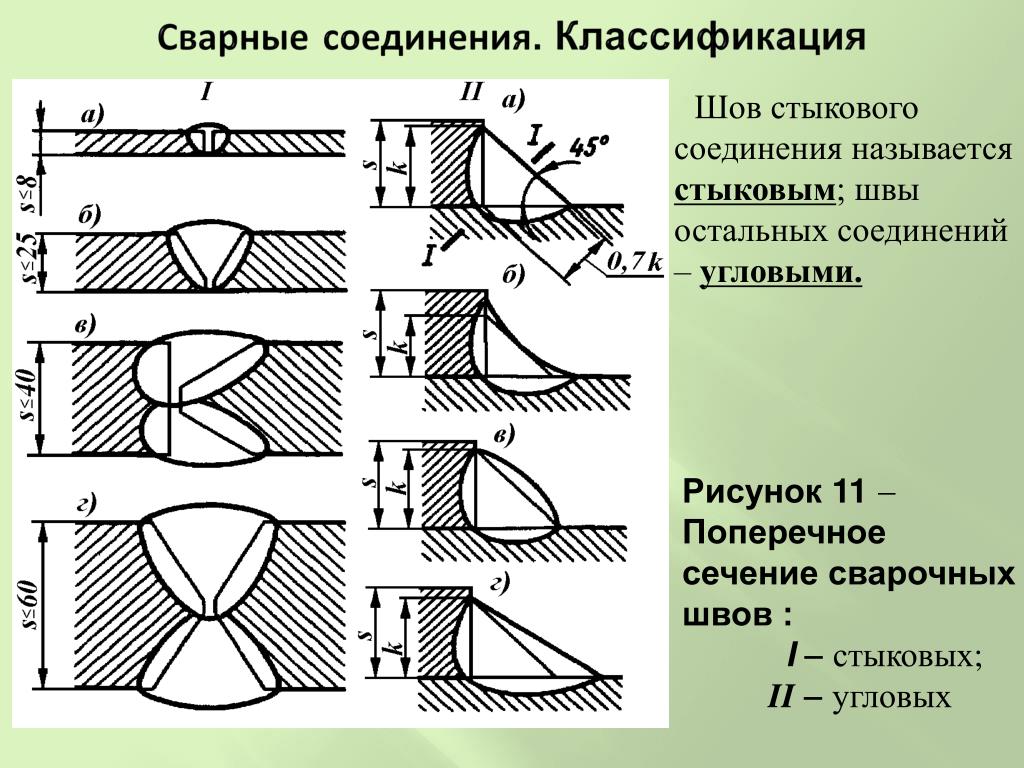 Подготовка будет в значительной степени зависеть от толщины материала, желаемого результата и состава материала.
Подготовка будет в значительной степени зависеть от толщины материала, желаемого результата и состава материала.
Когда все настроено, ток создаст сопротивление между двумя материалами. Сопротивление помогает создать дугу, которая плавит два металла и, таким образом, соединяет их вместе. Как только желаемая температура будет достигнута, оператор прижимает две детали друг к другу, укрепляя сварной шов.
Сварка сопротивлением
Сварка сопротивлением также включает установку двух частей, которые должны быть соединены, на заданном расстоянии. Наконечники для сварки предназначены для фиксации свариваемых деталей на месте. Затем ток будет проходить через наконечники, заставляя их соединяться вместе.
Из-за высокого сопротивления выделяется тепло, что приводит к расплавлению заготовок и образованию сварного шва. Наконечники оснащены встроенным механизмом охлаждения, который помогает предотвратить выделение слишком большого количества тепла на самой поверхности. Он также сохраняет тепло локализованным.
Он также сохраняет тепло локализованным.
Окончательный вердикт
Создание идеального стыкового сварного шва необходимо для того, чтобы стать универсальным сварщиком. Это также один из основных методов сварки стыков, и многим производителям, вероятно, иногда в жизни потребуется создавать стыковой сварной шов.
Следовательно, нельзя начать карьеру, не узнав о них кое-чего. К счастью, это совсем не сложная задача, и даже новички могут быстро с ней справиться.
Ссылки:
- Глобальный веб-сайт TWI.
Что такое стыковая сварка? — Arc Welding Services
Что такое стыковая сварка?
Опубликовано 04.04.2020
Что такое сварка встык?
Сварка встык — это широко используемый метод сварки, который может быть автоматизирован или выполняться сварщиком вручную на стальных деталях. Этот метод также может быть выполнен с помощью пайки медных деталей. Теперь вы можете подумать, для чего используется стыковая сварка? Ну, он используется для соединения двух металлических частей, таких как трубы, каркасы на заводах, а также фланцы.
Теперь вы можете подумать, для чего используется стыковая сварка? Ну, он используется для соединения двух металлических частей, таких как трубы, каркасы на заводах, а также фланцы.
Фланец помещается внутри или снаружи куска материала для его усиления.
На фабрикахСварка встык часто используется на фабриках, когда они строят изделия из металла. Когда хотят сделать что-то из металла без сварки, то накладнее все гнуть и армировать конструкцию. Гораздо выгоднее сварить две детали вместе.
Как выполняется стыковая сварка?
Сварка встык достигается путем нагревания двух кусков металла, приложения давления или выполнения обоих действий. Этот тип сварки лучше всего подходит для сварки MIG и TIG из-за их естественной способности соединять два куска металла вместе. Часто стыковые сварные швы используются в коммерческой сварке. Когда это делается, это также снижает стоимость. Однако для сохранения прочности двойного сварного шва необходимо будет использовать стыковые сварные швы.
При сварке встык существует два типа сварки, которые используются для получения конкретных сварных швов, а также необходимо учитывать различные виды стыковых соединений.
Какие существуют типы сварки встык?
Стыковая сварка оплавлениемЕсли вы хотите соединить в машине несколько металлических деталей, особенно несоответствующих по форме и размеру, вы можете использовать стыковую сварку оплавлением. Часто свариваемые металлы разного размера могут вызвать сбои в процессе сварки. Для борьбы с этим применяется ток высокого напряжения, который помогает соединять металлические детали. Это применяет части к компонентам, и соединение вместе известно как «мигание».
Стыковая сварка сопротивлением
Сварка сопротивлением соединяет два куска металла вместе под воздействием тепла. Тепло исходит от давления, оказываемого на металлы, удерживаемые вместе с заданной силой.