Как настроить сварочный ток начинающему сварщику
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 ммСварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.
Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
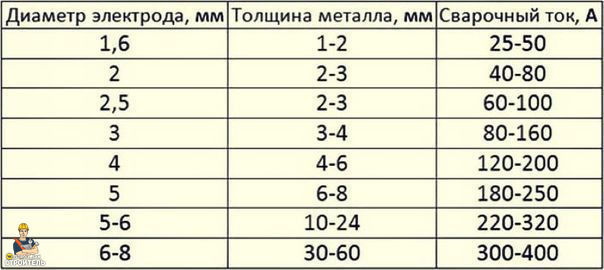
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.


Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.
Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.
В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки.
Поделиться в соцсетях
Выбор и расчет оптимального режима сварки для разных металлов
Почти каждое строительство зданий, возведение и монтаж конструкций требуют сварочных работ. В зависимости от типа соединяемых заготовок, их толщины и других параметров необходимо применять различные методы.
Под режимами сварки подразумевают настраиваемые параметры, основываясь на которых протекает сварочный процесс. Чем точнее мастер придерживается выбранного режима, тем прочнее будет соединение. Рассмотрим базовые режимы сварки и уточним, как рассчитать их для отдельных видов работ.
Блок: 1/3 | Кол-во символов: 490
Источник: https://electrod.biz/tehnologii/izuchaem-rezhimyi-svarki.html
Параметры сварки
Перед тем как выбрать нужный режим сварки, необходимо точно определить состав металлов, толщину и тип конструкции. После получения данных устанавливают подходящий режим. Всего факторов, от которых зависит качество сварки, много, поэтому их разбили на две группы: основные и второстепенные.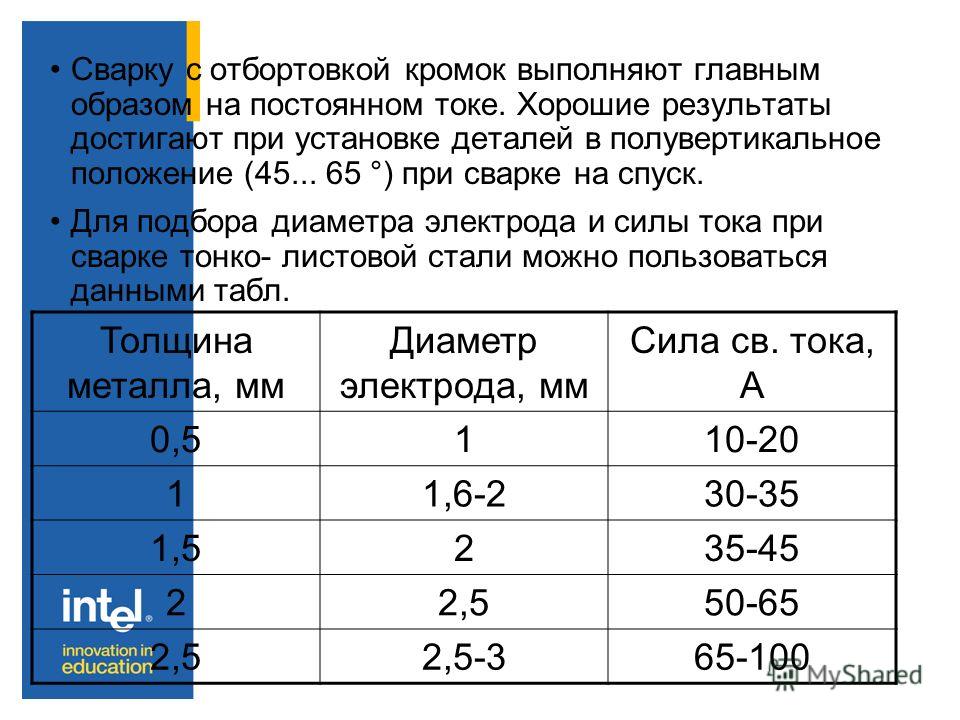
Основные
От этих параметров зависит количество энергии, а также способ ее передачи на поверхность металла. К основным параметрам режима сварки относятся:
- величина тока, полярность и род;
- диаметр электрода;
- длина дуги сварки и напряжение;
- скорость движения вдоль шва;
- количество проходов.
От каждого из параметров зависит формирование шва. Изменяя тот или иной показатель, можно получить более надежное соединение. Вкратце рассмотрим некоторые пункты.
- От силы тока зависит, насколько интенсивно расплавляется материал. Чем выше показатель, тем производительнее сварка.
- Под полярностью тока подразумевают направление движения энергии — от катода к аноду или обратно. Вместе с направлением выбирают тип тока – либо постоянный, либо переменный. Так, при сварке деталей постоянным током с обратной полярностью шов будет получаться глубже на 40 %.
- Важно, чтобы расплавляемый материал успевал заполнить шов и делал это равномерно. В противном случае прочность снизится.
 Вместе с направлением выбирают тип тока – либо постоянный, либо переменный. Так, при сварке деталей постоянным током с обратной полярностью шов будет получаться глубже на 40 %.
Вместе с направлением выбирают тип тока – либо постоянный, либо переменный. Так, при сварке деталей постоянным током с обратной полярностью шов будет получаться глубже на 40 %.Дополнительные
К второстепенным параметрам относятся:
- вылет электрода;
- материал и толщина покрытия электрода;
- температура свариваемых деталей;
- положение заготовок;
- форма кромок;
- качество подготовки поверхности.
Блок: 2/3 | Кол-во символов: 1698
Источник: https://electrod.biz/tehnologii/izuchaem-rezhimyi-svarki.html
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны
 Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны
Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны- Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
- Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
- Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
- Выбор диаметра электрода
- Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:
 Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:
Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
- Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
- Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т. д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
- Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
- Iсв = (20 + 6dэ )dэ
- где Iсв — сила тока в А, dэ — диаметр электрода в мм
- Для электродов диаметром менее 3 мм ток подбирают по формуле:
- Icв = 30dэ
- Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
- Кроме того, на силу тока оказывает влияние полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
 д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
Выбор режима дуговой сварки
- При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Ток, А | Толшина металла, мм | Зазор, мм | |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Блок: 2/3 | Кол-во символов: 5682
Источник: https://dpva.ru/Guide/GuideTechnologyDrawings/WeldingMetals/ChoosingSvarka/
Основные подсчеты
Как разный режим влияет на результат
Для качественного результата, необходимо обучиться правильному, точному расчету организации этого процесса.
Сделать это достаточно легко, если проявить внимательность, терпение, желание выполнить качественную работу.
Нужно учесть, что индивидуальный расчет для разного вида сваривания будет отличаться друг от друга. Далее пойдет речь о исключительно режиме дуговой сварки.
Сварочный ток
Одним из главных параметров, о котором нельзя забывать, является сила сварочного тока. От показателя силы тока напрямую зависит скорость нагревания и плавления металла.
Нередко неопытный мастер может остановиться на минимальной отметке напряжения, чем только усложнит дальнейшую работу.
Неравномерное горение дуги и плохо сваренные швы –это только незначительные последствия таких действий.
Чтобы избежать неприятностей, можно воспользоваться вспомогательной таблицей о настройках режима сварочного тока.
Нужными будут знания о применении особой формулы для расчета, найти которую можно в интернете.
Об правильной установке рода, полярности этого параметра тоже забывать не нужно.
Прямая полярность способна уменьшить глубину сварки на 30-40%, а обратная полярность –наоборот.

Постоянное напряжение увеличит глубину сварки на 10 или даже 15%, переменный –уменьшит.
Чтобы правильно установить полярность, нужно наблюдать за показателями стабильности, не забыть о процессе горения дуги.
Скорость сваривания
Показатели скорости сварки будут зависеть от типа метала. Если шов без прожогов, наплывов и проваренных мест, он правильный.
Согласно прописанным пунктам в нормативных документах, ширина хорошего шва составляет двойную ширину электрода, который использовался в работе.
Слишком повышая или понижая скорость сварки мастер может достаточно негативно влиять на металл.
Слишком быстрой скорости будет недостаточно для качественного прогрева материала, этого приведет к тому, что соединения просто не успеют провариться.
Маленькая скорость приведет к очень интенсивному плавлению, вследствие — образованию нежелательных наплывов.
Толщина материала равна окружности электрода
Следует сказать несколько слов об электродах. Диаметр электрода необходимо выбирать, учитывая используемый вид материала.
Толщина метала должна соответствовать диаметру электрода. Чтобы увидеть соотношение показателей, можно изучить таблицу со значениями.
В заключение стоит сказать следующее: перед работой, достаточно изучить нужную информацию о режиме сварки, о тонкостях правильной настройки.
Соблюдая рекомендованную технологию, получить можно получить хороший шов. Настройка режима требует усидчивости, внимательности во избежание неприятных последствий.
Не имея достаточно опыта в этом деле, можно сначала пользоваться составленными таблицами, а далее ориентироваться на собственный опыт, приобретенные со временем навыки.
Блок: 3/3 | Кол-во символов: 2849
Источник: https://prosvarku.info/tehnika-svarki/vybor-i-raschet-optimalnogo-rezhima-svarki-dlya-raznyh-metallov
Количество использованных доноров: 3
Информация по каждому донору:
- https://electrod. biz/tehnologii/izuchaem-rezhimyi-svarki.html: использовано 2 блоков из 3, кол-во символов 2188 (20%)
- https://dpva.ru/Guide/GuideTechnologyDrawings/WeldingMetals/ChoosingSvarka/: использовано 1 блоков из 3, кол-во символов 5682 (53%)
- https://prosvarku.info/tehnika-svarki/vybor-i-raschet-optimalnogo-rezhima-svarki-dlya-raznyh-metallov: использовано 1 блоков из 3, кол-во символов 2849 (27%)
 biz/tehnologii/izuchaem-rezhimyi-svarki.html: использовано 2 блоков из 3, кол-во символов 2188 (20%)
biz/tehnologii/izuchaem-rezhimyi-svarki.html: использовано 2 блоков из 3, кол-во символов 2188 (20%)Каким должен быть сварочный ток на самом деле
Сварочный ток — это один из самых важных параметров сварки. В предыдущей статье я рассказывал о том, что в большинстве случаев, реальный ток сварки не соответствует значениям указанным на сварочном аппарате. Если вы её не читали, то прочитайте — для этого перейдите по этой ссылке. А сейчас я расскажу, как быть в такой ситуации. Собственно, эту проблему можно решить с помощью «железа», а можно — за счёт собственной квалификации.
Чтобы решить эту проблему с помощью «железа», нужно в цепь сварочного тока врезать амперметр. Собственно, в комментариях к предыдущей статье мой читатель Владимир оставил полезный комментарий, и я с незначительной своей коррекцией его процитирую:
Собственно, в комментариях к предыдущей статье мой читатель Владимир оставил полезный комментарий, и я с незначительной своей коррекцией его процитирую:
«По этой теме могу предложить включить в цепь: вывод «+» инвертора — электрододержатель — свариваемая деталь — масса, дополнительный амперметр цифровой или аналоговый с шунтом 200-300 А. Желательно конечно, чтобы шунт и прибор уместились в корпус сварочника. Однако, некоторые мастера делают измеритель отдельным блоком и используют по мере необходимости. Преимущества очевидны! Вы будете видеть реальный ток в цепи: держатель-деталь-масса, любой не надежный контакт в этой цепи сделает этот ток заметно меньше… Недостаток напряжения сети тоже покажет уменьшение сварочного тока у любых аппаратов, кроме профессиональных некоторых дорогих и надежных фирм. Подбор тока сварки и в этом случае придется осуществлять опытным путем, но зато не «вслепую», а глядя на амперметр реального тока.»
Вот такое было сообщение, а я могу только добавить, что единственная в этом случае проблема, что во время сварки вам нужно будет следить за ходом сварки, а чтобы узнать значения амперметра нужно будет что-то придумывать — например, обратиться к помощнику.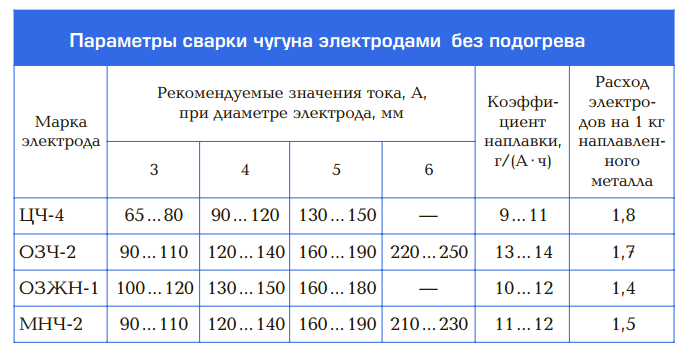 В остальном же этот способ действительно позволяет узнать реальный ток сварки.
В остальном же этот способ действительно позволяет узнать реальный ток сварки.
Как сварочный ток подбирает опытный сварщик
Как я сказал ранее, проблему ложных сведений о сварочном токе можно также решить за счёт своей квалификации в области электросварки. Это означает, что можно и нужно научиться определять и подбирать оптимальный сварочный ток на основе сенсорно-очевидных явлений, происходящих в процессе сварки. Как это?
Дело в том, что физические и химические процессы, протекающие во время сварки, выглядят определённым образом и порождают определённые звуки. Вы можете наблюдать и анализировать интенсивность горения дуги, область расплавления, текучесть и скорость застывания жидкого металла, процесс плавления электродного покрытия, величину выпуклости получающегося сварного шва, лёгкость возбуждения и стабильность горения сварочной дуги и другие явления. К звуковому сопровождению сварки, в первую очередь, относятся шипение и потрескивание.
Так вот, правильный и оптимальный процесс сварки определённым образом выглядит и звучит.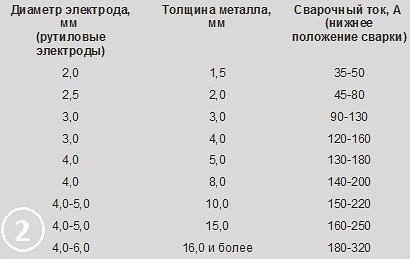 И зная эти вид и звук, вы можете без всяких индикаторов подобрать правильный сварочный ток экспериментально.
И зная эти вид и звук, вы можете без всяких индикаторов подобрать правильный сварочный ток экспериментально.
О заниженном сварочном токе говорят:
- затруднённое возбуждение сварочной дуги,
- нестабильное горение дуги,
- быстрое застывание металла,
- малая сварочная ванна,
- чрезмерная выпуклость сварного шва,
- другие признаки.
Признаками завышенного сварочного тока являются:
- сильное разбрызгивание жидкого металла,
- малая выпуклость сварного шва или её полное отсутствие (вплоть до впадины),
- быстрое сгорание электрода,
- сильное шипение,
- другие признаки.
ОЧЕНЬ ВАЖНО понимать, что каждое из этих явлений может происходить и по другим причинам. Например, нестабильно горение дуги может быть в результате сырого или дефектного электродного покрытия, а чрезмерная выпуклость сварного шва — в результате неправильного (слишком большого) наклона электрода. И только совокупность многих факторов может указывать на завышенное или заниженное значение сварочного тока.
Таким образом, для того, чтобы научиться экспериментально подбирать сварочный ток, нужно практиковаться, внимательно следить за внешним видом и звучанием процесса сварки, анализировать их и сравнивать полученные результаты. Через некоторое время у вас появится определённый опыт, и индикация сварочного тока на аппарате вам будет нужна лишь в качестве некой отправной точки для подбора оптимального режима сварки. Именно так и поступают опытные профессиональные сварщики — пробная сварка на токе, установленном по индикатору, а затем подбор тока на основе собственного опыта и полученных при пробной сварке результатов.
В качестве примера вы можете посмотреть на процесс сварки с различными сварочными токами в диапазоне от 90 до 110 Ампер.
Если у вас остались какие-то вопросы по данной теме, обязательно напишите их в комментариях. Так же мне будет интересно узнать ваши наблюдения в данной области, а ещё для меня важно знать, насколько эта статья оказалась для вас полезной. Поэтому, пожалуйста, делитесь своими соображениями ниже!
Понравилась статья? Тогда нажмите социальные кнопки:
Ещё по теме:
Полярность сварочного тока — прямая и обратная
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Сила тока при сварке
Надеюсь, вы потренировались уже наплавлять сварочный металл, и сегодня мы перейдем к небольшим экспериментам.
Сегодня я покажу, к чему приведет, если мы увеличим, либо уменьшим силу сварочного тока. Также я покажу, как варить на стабильном, оптимальном режиме тока.
И не забывайте проинформировать окружающих командой — «глаза».
Обратили внимание, что вначале зажжения дуги была такая, небольшая заминка. Как раз тот козырек, о котором я говорил. Его нужно было немного счесать, потом уже дуга зажглась без всяких проблем.
Сейчас я уменьшу силу сварочного тока и покажу, как будет влиять на качество сварного шва.
Так как у меня маска «хамелеон», я могу ее тоже закрыть и отбить шлак. Потому что мне видно все.
Я уменьшил силу сварочного тока. Сейчас попробуем зажечь дугу. «Глаза»!
Видите? Происходит прилипание.
Даже когда зажег дугу, металл еле плавится. И с трудом наносится на поверхность. То есть, удерживать дугу очень тяжело в стабильном горении.
И теперь мы увеличиваем силу сварочного тока. И посмотрим, к чему это приведет.
Внимание, «глаза»!
Металл прям распрямляется. Будет широкое растекание металла. Но из-за того, что я передвигал электрод быстро по пластине, только из-за этого не получился прожег.
Если бы я на пару секунд, буквально, задержался бы на одном месте, то это был бы сквозной прожег.
Давайте все-таки попробуем немножко удержать его на одном месте. Вы увидите, как металл просто проплавится.
Установлю пластину таким образом, чтобы металлу было куда стекать.
Внимание, «глаза»!
Не пропалило. Еще увеличиваем силу сварочного тока, и вы увидите, к чему это приведет. Ставим на максимум. Для электрода тройки, максимальный ток.
Обратите внимание. При увеличении силы тока, практически насквозь мы прожгли металл. А во время того, когда сила тока была немного завышена, он просто растекался.
Если бы мы соединяли два металла вместе, то он прожег бы уже 100%.
Первый случай, который мы варили, это была уменьшенная сила сварочного тока.
Прям на поверхность металл просто с трудом наплавлялся. Потом мы увеличили больше нормы и металл начал растекаться. То есть, валик получился намного шире.
И в третьем варианте, когда мы уже увеличили силу сварочного тока до предела, металл просто растекался по поверхности. И даже пытались прожечь металл насквозь.
Если бы мы в этом случае сваривали две пластины между собой, то прожег был бы 100%
Как правильно подобрать сварочный ток на инверторе?
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки — рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
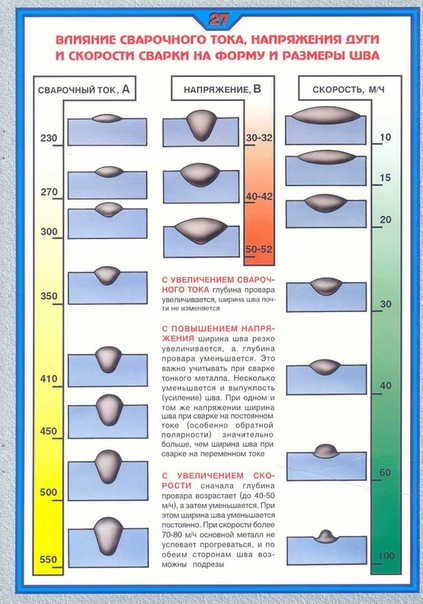
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться «с прямой
полярностью». Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет их хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере чем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Читайте также: Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Выбираем сварочный ток в зависимости от конкретного диаметра электродов
Сварка металлических изделий используется в том случае, когда необходимо получить качественное неразъемное соединение, отличающееся повышенной прочностью. В данном случае металлы соединяются друг с другом на молекулярном уровне, для выполнения такой сварки используются электроды, которые непосредственно оказывают влияние на качество выполненного соединение. Выполняя сварочные работы, следует правильно выбирать показатели сварочного тока в зависимости от используемого электрода и его диаметра. Именно от этого во многом и зависит качество выполненной работы, поэтому сварщику необходимо правильно рассчитывать соотношение мощности и диаметра электрода.
Режимы сварки
Современные сварочные аппараты инверторы позволяют изменять силу тока, что в свою очередь дает возможность работать с различными по своим показателям плавкости металлами. Выбирая конкретный режим сварки, следует учитывать следующие факторы:
- Марка электрода.
- Его диаметр.
- Положение электрода при сварке.
- Разновидность и сила тока.
- Количество слоев в шве.
- Полярность тока.
Упрощенно говоря, показатели силы тока выбираются исходя из диаметра электрода. Такой стержень в свою очередь следует выбирать под конкретную марку металлических элементов, которые используются в работе. Также необходимо учитывать положение при проведении сварки. Так, например если работы выполняются в вертикальном положении необходимо на 20% уменьшить количество Ампер от номинального. Подобное позволит избежать стекания расплавленного металла со шва. Помните, что максимальный диаметр стержня при потолочной сварке составляет 4 миллиметра.
Правильно подбираем силу тока для сварки
Диаметр стержней для работы с инвертором или классическими сварочными аппаратами выбирается в зависимости от толщины свариваемых деталей. Если вам нужно заварить поверхность в 3-5 миллиметров, то следует выбирать диаметр стержней не более 4 миллиметров. Для 8 миллиметров рабочего шва будет достаточно электрода с толщиной 5 миллиметров. При этом для каждого из таких стержней необходимо выбирать правильную силу тока.
При работе с 3 миллиметровым электродом показатели силы тока находятся в пределах 65-100 Ампер. Выбор конкретного показателя силы тока в данном случае зависит от положения при сварке и разновидности металла. Опытные сварщики советуют использовать среднее значение в 80 Ампер.
Работая с 4 миллиметровыми электродами необходимо устанавливать силу тока в 120-200 Ампер. Следует сказать, что 4 миллиметровые стержни получили сегодня максимально широкое распространение, так как они подходят для работы с небольшими и средними по размеру швами.
Разновидности электродов с толщиной 5 миллиметров потребуют использования тока в 160-250 Ампер. Следует сказать, что инверторы, способные работать с таким напряжением, относятся к разряду профессиональных. Они гарантируют глубокую проварку и отличное качество соединения.
Электроды толщиной в 6-8 миллиметров требуют использования силы тока в 250 Ампер. В отдельных случаях при работе с тугоплавкими металлическими сплавами необходимо использовать значение силы тока 350 Ампер.
Необходимо сказать, что использование инверторов позволило выполнять качественную сварку даже с применением тонких электродов. Именно поэтому сегодня все чаще используются стержни с толщиной от 1 до 2 миллиметров. Для работы с ними будет достаточно силы тока в 45 Ампер. Отметим, что для качественного выполнения такой сварки инвертор должен иметь функцию плавной регулировки тока, так как резкие скачки и минимальные погрешности могут оказать существенное влияние на качество шва.
Рекомендации
Современные сварочные инверторы позволяют напряжение выставлять полностью в автоматическом режиме. Вам лишь необходимо будет указать толщину используемого электрода, а автоматика инвертора установит показатели силы тока автоматически. Все это позволяет существенно упростить сварку, одновременно повышая качество выполнения таких работ.
Дуговая сварка 101: CV или CC
В: В чем разница между постоянным током и постоянным напряжением?
A: Меня часто просят объяснить эту тему, когда я преподаю. Электродуговая сварка имеет две основные переменные: ток и напряжение. Сварочные аппараты будут обеспечивать оба, но они способны постоянно поддерживать только одну из этих переменных, в то время как другая поддерживается другими средствами.
Источники питания постоянного тока (DC) могут быть постоянного напряжения (CV) или постоянного тока (CC).Оборудование CV, обычно используемое для полуавтоматических процессов и процессов с подачей проволоки, таких как газовая дуговая сварка (GMAW) или дуговая сварка порошковой проволокой (FCAW), обеспечивает постоянное заданное напряжение. Предварительная установка сварочного напряжения на источнике питания постоянного тока будет поддерживать постоянную длину дуги, поскольку длина дуги напрямую зависит от сварочного напряжения.
Так что же определяет текущий розыгрыш? На оборудовании CV скорость подачи проволоки, диаметр проволоки и вылет электрода потребляют ток от станка. При установке на 28 В ваше оборудование GMAW или FCAW установит длину дуги, которая останется постоянной.Увеличивая скорость подачи проволоки или диаметр проволоки, вы увеличиваете сварочный ток. Увеличивая ток, вы увеличиваете проникновение. С другой стороны, поддержание такой скорости подачи проволоки и увеличение электрического вылета вызывает сопротивление в электроде и снижает ток, тем самым уменьшая проникновение.
Чтобы избежать прожога, вы увеличите вылет, что снизит ток и проникновение. Вы можете легко уменьшить сварочный ток с 25 до 50 ампер, просто увеличив вылет.
ОборудованиеCC, обычно используемое для процессов ручной сварки, таких как дуговая сварка в экранированном металле (SMAW), обеспечивает постоянный заданный ток. Источник питания CC с предварительно установленным током будет поддерживать эту настройку силы тока.
Так что определяет напряжение? Помните, что я говорил ранее о прямой зависимости напряжения от длины дуги? Вы регулируете напряжение вручную во время SMAW или GTAW. Перемещая стержень или вольфрамовый электрод ближе или дальше от работы (вообще говоря, лучше меньше).
Сварочный ток по оптимальной цене — Лучшие предложения на сварочный ток от мировых продавцов сварочного тока
Отличные новости !!! Вы попали в нужное место для сварочного тока. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший сварочный ток в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочный ток на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварочном токе и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный ток по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Лучшая сварка током — Отличные предложения на сварку током от мировых продавцов сварочного оборудования
Отличные новости !!! Вы попали в нужное место для текущей сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот сварочный аппарат с максимальным током в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что получили текущую сварку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в том, что такое сварка, и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный электрический ток по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Сварочный ток— перевод на немецкий — примеры английский
Эти примеры могут содержать грубые слова на основании вашего поиска.
Эти примеры могут содержать разговорные слова, основанные на вашем поиске.
В зависимости от параметра процесса или определенных параметров сварочный ток и / или расстояние (а) можно регулировать во время нагрева.
В Abhängigkeit des oder der erfassten Prozessparameter können beim Erwärmen der Schweißstrom und / oder der Abstand (s) geregelt werden.Способ по одному из предшествующих пунктов, отличающийся тем, что сварочный ток снижают на основе кривой характеристической кривой.
Verfahren nach einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Schweißstrom entsprechend einer rampenförmigen Kennlinie abgesenkt wird.Еще до того, как он дойдет до этой стадии, , сварочный ток увеличивается на долю секунды и вырывает электрод.
Noch bevor es soweit kommt, erhöht sich der Schweißstrom für den Bruchteil einer Sekunde und brennt die Elektrode frei.Сварочная система по п. 10, в которой сварочный ток делится на стадии от начала до конца и постепенно увеличивается по мере генерации основной дуги.
Schweißsystem nach Anspruch 10, wobei während der Erzeugung des Hauptlichtbogens der Schweißstrom von Anfang bis Ende in Stufen unterteilt und schrittweise erhöht wird.Способ по п.3, отличающийся тем, что сварочный ток сначала увеличивается по существу линейно, затем уменьшается по существу линейно, а затем увеличивается, а затем снова уменьшается по существу линейно.
Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass der Schweissstrom zunächst im wesentlichen linear ansteigt, danach im wesentlichen linear abfällt und nachfolgend ansteigt, und danach erneut im wesentlichen linear abfällt.Устройство для точечной сварки по п.1, в котором схема (42) синхронизации предусмотрена на пути тока, ведущем к упомянутому наконечнику (33) второго сварочного электрода, так что можно регулировать сварочный ток .
Die Punktschweißvorrichtung nach Anspruch 1, worin eine Zeitsteuerungsschaltung (42) in dem zu besagter zweiten Schweißelektrodenspitze (33) führenden Stromweg zur Verfügung gestellt ist, so daß der Schdeningsschaltung.Способ по любому из пп.1-3, отличающийся тем, что магнитное поле является постоянным, а сварочный ток представляет собой переменный ток.
Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß das magnetische Feld constant magnetisch erzeugt wird und daß der Schweißstrom ein Wechselstrom ist.Способ по любому из пп.1-3, отличающийся тем, что сварочный ток является постоянным током, а направление магнитного поля периодически меняют на обратное.
Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Schweißstrom ein Gleichstrom ist und daß die Richtung des magnetischen Feldes periodisch umgepolt wird.Способ по п. 5, отличающийся тем, что сварочный ток (I 1; I 2) в верхней области сварного шва (N 1; N 2) соответственно меньше, чем в соответствующей нижней области.
Verfahren nach Anspruch 5, dadurch gekennzeichnet, daß der Schweißstrom (I 1; I 2) jeweils im oberen Bereich der Steignaht (N 1; N 2) kleiner als im jeweiligen unteren Bereich ist.Способ управления контактной сваркой по п. 4, в котором стандартная точка задается на окружности самородка, а сварочный ток регулируется таким образом, чтобы окружность сварного шва формировалась в заданное время.
Verfahren zum Steuern des Widerstandsschweißens nach Anspruch 4, wobei der Normalpunkt auf einen Umfang des Klumpens gelegt wird, und der Schweißstrom so gesteuert wird, dass der Umfang eines Klumpens gelegt wird.Способ по любому из пп.1-14, отличающийся тем, что выбранный сигнал процесса сварки представляет собой сварочное напряжение , сварочный ток или любую произвольную переменную процесса, измеряемую датчиком.
Verfahren nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass als solches Schweißprozesssignal die Schweißspannung, der Schweißstrom или jede trustbige durch einen Sensor messbare Prozessgröße gewählt wird.Контроллер робота для операции дуговой сварки по п.1, в котором указанная переменная движения представляет собой скорость контрольной точки робота относительно объекта, указанное средство питания является источником питания для подачи сварочного тока, а указанным параметром является сварочный ток .
Robotersteuerung für einen Lichtbogenschweißvorgang nach Anspruch 1, wobei die Bewegungsvariable die Geschwindigkeit eines Kontrollpunktes des Roboters in Bezug auf den Gegenstand ist, die Versorgungsvoruftungsvoruftung eine des Stromquelles.Устройство по п.4, в котором средство (5) вычисления скорости изменения мгновенного значения динамического сопротивления вычисляет скорость изменения мгновенного значения динамического сопротивления в момент времени, когда сварочный ток становится максимальным значением.
Vorrichtung nach Anspruch 4, bei der das Berechnungsmittel (5) für die Änderungsrate des Dynamischen Widerstandsmomentanwertes, die Änderungsrate des Dynamischen Widerstandsmomentanwertes zu einem Zeitpunkt Schinßechnet, bei dem der.Способ по п.1, отличающийся тем, что сварочный ток прикладывают к электродным роликам при следующем прохождении через ноль упомянутого тока после заранее определенного регулируемого отклонения электродных роликов.
Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Schweissstrom beim nächsten Nulldurchgang desselben nach einer vorbestimmten, einstellbaren Auslenkung der Schweissrollenelektroden an diese angelegt wird.Сварочный ток подается на электрод незадолго до дуги.
ВТОРИЧНЫЕ РЕГУЛИРОВКИ — Функция «SR»: Сварочный ток I (A) остается стабильным, когда мы меняем высоту электрода во время сварки.
Sekundärregelung -Funktion «SR»: der Schweißstrom I (A) Behält Stabil, wenn wir different die Höhe der Elektrode, während die Schweißnaht.Сварочный ток можно изменять путем сравнения с определенным коэффициентом, в зависимости от заданного значения (QS) коэффициента, чтобы адаптировать температуру сварки к желаемому значению.
В Abhängigkeit von einem Sollwert (QS) des Quotienten lässt sich durch einen Vergleich mit dem ermittelten Quotienten der Schweißstrom varieren, um somit die Spleißtemperatur an einen gewünschten Wert anzupasten.Сварочный ток течет в зависимости от напряжения дуги, в то время как сварочная проволока подается к заготовке из держателя, причем сварочная проволока подвергается серии сварочных циклов.
Der Schweißstrom fließt in Abhängigkeit von der Lichtbogenspannung, während der Schweißdraht vom Halter в Richtung auf das Werkstück vorgeschoben wird, wobei der Schweißdraht einer Folgeflen von Schweiz.Когда начинается осадка или непосредственно перед , сварочный ток на короткое время увеличивается по сравнению с базовым током, предпочтительно до двух или трехкратной интенсивности основного тока.
Kurz vor oder bei Stauchbeginn wird der Schweißstrom kurzzeitig über den Grundstrom erhöht, wobei die Amplitude der Erhöhung vorzugsweise das zwei- bis dreifache des Grundstroms Beträgt.Способ сварки по п. 1, включающий разделение основного сварочного тока, по меньшей мере, на три стадии и постепенное увеличение сварочного тока от начальной стадии до конечной стадии.
Schweißverfahren nach Anspruch 1, wobei ein Hauptschweißstrom в wenigstens drei Stufen unterteilt und der Schweißstrom von der Anfangs- bis zur Endstufe schrittweise erhöht wird.Основы газовой дуговой сварки металлов: сварочный ток и сварочное напряжение
Введение
Дуговая сварка металлическим электродом в газовой среде (GMAW) — это сварочный процесс, коммерчески доступный уже около 60 лет. Основная операция процесса GMAW происходит, когда между основным материалом и проволочным электродом с непрерывной подачей возникает и поддерживается электрическая дуга. Расплавленная сварочная ванна защищена от атмосферных условий оболочкой из защитного газа, который непрерывно обтекает как присадочный металл, подаваемый в сварочную ванну, так и саму сварочную ванну.
Тепло электрической дуги служит для локального плавления основного металла, а также для плавления присадочного металла проволоки, который подается в сварной шов. В процессе GMAW участвуют две стороны:
1. Скорость горения: Относится к скорости в дюймах в минуту (дюйм / мин) или метрах в минуту (м / мин), при которой присадочный металл проволоки расплавляется или потребляется тепловой энергией сварочной дуги. Основными переменными, контролирующими тепловую энергию дуги, являются сварочный ток, сварочное напряжение и состав защитного газа.
2. Скорость подачи: это просто скорость, опять же в дюймах / мин или м / мин, с которой присадочный металл проволоки подается в сварной шов.
Для стабильной сварочной дуги скорость горения и скорость подачи должны быть равны друг другу. Например, если скорость горения выше скорости подачи, присадочный металл проволоки расплавится до контактного наконечника и вызовет проблемы. За исключением переноса металла короткого замыкания, если скорость подачи выше скорости горения, присадочный металл проволоки будет попадать в расплавленную сварочную ванну, что опять же вызывает проблемы.
Существует четыре основных параметра процесса GMAW, которые влияют как на профиль проникновения в основной материал, так и на профиль сварного шва над основным материалом для данного сварного шва:
1. Сварочный ток
2. Сварочное напряжение
3. Расстояние от контакта до рабочего места
4. Скорость перемещения
Приведенная ниже информация описывает самые основные эффекты, которые переменные сварочного тока и сварочного напряжения оказывают на профиль проплавления в основном материале и профиль сварного шва, который находится над основным материалом.В качестве основного материала для следующих сварных швов используется холоднокатаный пруток 1018 бар, а в качестве защитного газа используется 90% аргона — 10% CO2.
GMAW с источником питания постоянного напряжения
В процессе GMAW обычно используется источник питания постоянного напряжения (GMAW-CV), который обеспечивает относительно постоянное выходное сварочное напряжение в диапазоне сварочных токов. Для GMAW-CV сварщик выбирает скорость подачи проволоки (WFS) на механизме подачи проволоки и соответствующее напряжение на источнике сварочного тока.Затем внутренняя схема источника питания подает сварочный ток, необходимый для поддержания стабильной дуги. Параметры процесса GMAW, такие как ток и скорость подачи проволоки, взаимосвязаны, поэтому одна из них не может быть отрегулирована независимо, не влияя на другую, путем изменения настройки переключателя WFS на самом источнике питания.
Сварочный ток
Переменная сварочного тока в первую очередь регулирует количество наплавленного металла шва во время сварки.Как обсуждалось ранее, переменные процесса WFS и ток напрямую связаны, так что одно увеличение связано с другим, и наоборот. Сварные швы 1–5 демонстрируют эту взаимосвязь, рис. 1 и 2. При сохранении всех остальных переменных постоянными WFS постепенно увеличивался от сварного шва 1 до сварного шва 5, что, следовательно, увеличивало сварочный ток. Помните, что сварщик устанавливает WFS, а не текущий уровень источника питания GMAW-CV, поэтому основной способ регулировки тока — это регулировка WFS. В таблице 1 показаны данные сварки этих швов.
Сварочный ток также влияет на профиль проплавления. Удерживая все остальные переменные постоянными, по мере увеличения сварочного тока шов будет проникать в основной материал. Это увеличение проплавления видно на сварных швах 1-5, рис. 1. Движущая сила, лежащая в основе пальцеобразного проплавления сварных швов 3-5, заключается в том, что режим переноса металла в сварочной дуге был режимом переноса металла распылением. Этот режим переноса металла обычно переходит от шарового режима к режиму распыления при сварочном токе свыше примерно 190 ампер для определенных комбинаций металла и защитного газа.
Рис. 1: Поперечное сечение сварных швов 1-5. Красный контур лучше отображает профиль проникновения.
Рисунок 2: Вид сварных швов 1-5 сверху
Таблица 1: Данные сварочного тока
Сварочное напряжение
Сварочное напряжение в первую очередь регулирует длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления внутри дуги.По мере увеличения напряжения сварной шов будет больше расплющиваться и иметь увеличивающееся отношение ширины к глубине. Сварные швы 7-11 на Рисунке 4 показывают это расширение сварных швов при увеличении напряжения. В таблице 2 приведены данные для этих сварных швов.
Обратите внимание, что проплавление сварных швов 7-9 оставалось относительно постоянным. Несмотря на изменение напряжения, сварочный ток не изменился, поэтому проплавление шва существенно не изменилось. Сварные швы 10 и 11 показали увеличение проплавления в виде пальцев, а также увеличение сварочного тока.По мере того как длина дуги увеличивается пропорционально увеличению напряжения, удлинение электрода, расстояние от контактного наконечника до точки, где сварочная проволока плавится в дуге, соответственно уменьшается, рис. 3.
Рисунок 3: Диаграмма удлинения электродов и длины дуги
По мере уменьшения удлинения электрода уменьшается и сопротивление сварочному току, протекающему через эту часть проволоки. При использовании закона Ома и поддержании постоянного напряжения сварочный ток, следовательно, увеличился бы.Сила тока действительно была увеличена, и этого достаточно, чтобы изменить термины и определения сварки tra
Этот глоссарий терминов по металлообработке и сварке предоставляется исключительно нами на сайте WcWelding.com.
Я знаю, что вы найдете его полезным, потому что он предоставит вам определения большинства терминов в области сварки и металлообработки, используемых в отрасли, а также различных сварочных приложений, процессов, технологий и методов.
Я считаю, что этот список определений сварки является важным глоссарием, и вам следует регулярно его изучать, чтобы расширять свои знания.
Для облегчения понимания я расположил их в алфавитном порядке.
Условия сварки A
АЦЕТОН: Легковоспламеняющаяся, летучая жидкость, используемая в ацетиленовых баллонах для растворения и стабилизации ацетилена под высоким давлением.
АЦЕТИЛЕН: легковоспламеняющийся газ, состоящий из углерода и водорода. Используется в качестве топливного газа в процессе кислородно-ацетиленовой сварки,
ФАКТИЧЕСКОЕ ГОРЛО: см. ГОРЛО ФИЛЕЙНОЙ СВАРКИ.
ВОЗДУХ-АЦЕТИЛЕН: низкотемпературное пламя, возникающее при сжигании ацетилена с воздухом вместо кислорода.
ДУГОВАЯ РЕЗКА: процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ: Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
ПЕРЕМЕННЫЙ ТОК: Электрический ток, меняющий направление на противоположное с регулярными интервалами.
АММЕТР: прибор для измерения электрического тока в амперах с помощью индикатора, активируемого движением катушки в магнитном поле или продольным расширением провода, по которому проходит ток.
ОТЖИГ: Общий термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно быстрое охлаждение. При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и создать определенную микроструктуру.
ARC BLOW: Отклонение электрической дуги от нормального пути из-за магнитных сил.
ARC BRAZING: процесс пайки, при котором тепло получается от электрической дуги, образованной между основным металлом и электродом или между двумя электродами.
ДУГОВАЯ РЕЗКА: Группа процессов резки, при которых резка металлов осуществляется плавлением с теплотой дуги между электродом и основным металлом. См. УГЛЕРОДНАЯ РЕЗКА, ДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДЛИНА ДУГИ: расстояние между концом электрода и сварочной ванной.
ДУГОВАЯ КИСЛОРОДНАЯ РЕЗКА: Процесс кислородной резки, используемый для резки металлов путем химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ: Напряжение на сварочной дуге.
ДУГОВАЯ СВАРКА: Группа сварочных процессов, в которых плавление достигается путем нагрева электрической дугой или дугой с использованием или без использования присадочного металла.
ПРИ СВАРОКЕ: Состояние сварного металла, сварных соединений и сварных соединений после сварки и до любых последующих термических, механических или химических обработок.
СВАРКА АТОМНЫМ ВОДОРОДОМ: процесс дуговой сварки, при котором плавление достигается путем нагрева дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Можно использовать или не использовать напорный металл и / или присадочный металл.
АУСТЕНИТ: немагнитная форма железа, характеризующаяся кристаллической структурой гранецентрированной кубической решетки. Он производится путем нагрева стали выше верхней критической температуры и имеет высокую растворимость в твердых веществах для углерода и легирующих элементов.
Ось сварного шва: линия, проходящая по длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
Условия сварки B:
ПОЖАР НАЗАД: Кратковременное поджигание кончика пламени, за которым следует щелчок или хлопок, а затем немедленное повторное появление или выгорание пламени.
BACK PASS: проход для нанесения обратного шва.
BACK UP: При сварке оплавлением и осадкой локатор, используемый для передачи всей или части силы осадки на заготовки.
ЗАДНЯЯ СВАРКА: Сварка, нанесенная на обратную сторону сварного шва с одной кромкой.
ЗАДНЯЯ СВАРКА: Метод сварки, при котором пламя направлено на готовый шов.
СПИРАЛЬНАЯ ПОЛОСА: кусок материала, используемый для удержания расплавленного металла в основании сварного шва и / или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
BACKING WELD: сварной валик, наносимый на основание соединения с одной канавкой для обеспечения полного проплавления корня.
BACKSTEP: Последовательность, в которой приращения сварного шва наносятся в направлении, противоположном направлению продвижения.
ГОЛЫЙ ЭЛЕКТРОД: Электрод для дуговой сварки, не имеющий другого покрытия, кроме покрытия, нанесенного при волочении проволоки.
ДУГОВАЯ СВАРКА ГОЛЫМ МЕТАЛЛОМ: процесс дуговой сварки, при котором плавление достигается путем нагрева неэкранированной дугой между неизолированным или слегка покрытым электродом и изделием. Давление не используется, а присадочный металл получается из электрода.
ОСНОВНОЙ МЕТАЛЛ: металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей степени.
СВАРНЫЙ ШВ: Тип сварного шва, состоящий из одной или нескольких ниток или переплетений, нанесенных на непрерывную поверхность.
ШИРОК: См. СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСИНОМ.
УГОЛ СКУСА: Угол, образованный между подготовленной кромкой элемента и плоскостью, перпендикулярной поверхности элемента.
КУЗНИЦА СВАРКА: См. Кузнечная сварка.
BLOCK BRAZING: Процесс пайки, в котором соединение осуществляется за счет тепла, полученного от нагретых блоков, приложенных к соединяемым деталям, и цветного присадочного металла, температура плавления которого выше 800 ° (427 ° C), но ниже температуры плавления основной металл. Наполнитель распределяется в стыке за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА: Построение последовательности непрерывных многопроходных сварных швов, в которых отдельные отрезки сварного шва полностью или частично нарастают перед нанесением промежуточных отрезков. См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
ПРОДУВНАЯ ОТВЕРСТИЯ: см. ГАЗОВЫЙ КАРМАН.
СВЯЗЬ: соединение сварочного металла и основного металла.
БОКС: Операция продолжения углового сварного шва вокруг угла элемента в качестве продолжения основного сварного шва,
ТОПКА: Группа сварочных процессов, при которых соединение паза, углового соединения, нахлеста или фланца склеивается с использованием цветной присадочный металл, имеющий температуру плавления выше 800 ° (427 ° C), но ниже, чем у основных металлов.Наполнитель распределяется в шве за счет капиллярного притяжения.
BRAZE WELDING: Метод сварки с использованием присадочного металла, который разжижается при температуре выше 450 ° C (842 ° F) и ниже твердого состояния основных металлов. В отличие от пайки, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
МОСТ: Дефект сварки, вызванный плохим проваром. Пустота в основании сварного шва перекрывается металлом сварного шва.
ИЗГИБ: Деформация, вызванная нагревом во время сварочного процесса.
НАСТРОЙКА ПОСЛЕДОВАТЕЛЬНОСТИ: порядок, в котором наплавленные валики многопроходного сварного шва накладываются по отношению к поперечному сечению стыка. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
СОЕДИНИТЕЛЬНОЕ СОЕДИНЕНИЕ: Соединение между двумя деталями таким образом, что сварной шов, соединяющий детали, находится между плоскостями поверхности обеих соединяемых деталей.
BUTT WELD: Сварка стыкового соединения.
BUTTER WELD: Сварной шов, состоящий из одной или нескольких ниток или валиков, уложенных на непрерывную поверхность для получения желаемых свойств или размеров.
Условия сварки C:
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ: Явление, при котором адгезия между расплавленным присадочным металлом и основными металлами, вместе с поверхностным натяжением расплавленного присадочного металла, вызывает распределение присадочного металла между правильно подогнанными поверхностями соединения, подлежащего пайке.
ОСАЖДЕНИЕ КАРБИДА: Состояние, возникающее в аустенитной нержавеющей стали, содержащей углерод в перенасыщенном твердом растворе. Это состояние нестабильно.Перемешивание стали во время сварки вызывает выпадение в осадок избыточного раствора углерода. Этот эффект также называется распадом сварного шва.
УГЛЕРОДНО-ДУГОВАЯ РЕЗКА: процесс резки металлов теплом дуги между углеродным электродом и изделием.
УГЛЕРОДНАЯ СВАРКА: Процесс сварки, при котором плавление осуществляется дугой между углеродным электродом и изделием. Можно использовать или не использовать напорный и / или присадочный металл и / или экранирование.
НАГРЕВАТЕЛЬНОЕ ПЛАМЯ: кислородно-ацетиленовое пламя с избытком ацетилена.Также называется избытком ацетилена или уменьшением пламени.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие шарики останавливаются на коротком расстоянии от предыдущей, создавая каскадный эффект.
УПЛОТНЕНИЕ КОРПУСА: процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа за счет диффузии внутрь из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, нитроцементация и азотирование.
ЦЕПНЫЕ ПРЕРЫВНЫЕ СОЕДИНЕНИЯ ШВА: Две линии прерывистых угловых сварных швов в Т-образном соединении или внахлестку, в которых сварные швы в одной линии примерно противоположны швам в другой линии.
ФАСКА: Подготовка сварного контура, кроме сварного шва с квадратной канавкой, на краю соединительного элемента.
COALESCENCE: Соединение или плавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ: Электрод, на который снаружи нанесен флюс путем погружения, распыления, окраски или других подобных методов. При горении покрытие выделяет газ, окружающий дугу.
CQM СВАРКА С МУТАЦИОННЫМ УПРАВЛЕНИЕМ: выполнение ряда точечных или выступающих сварных швов, при которых несколько электродов, одновременно контактирующих с изделием, постепенно работают под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД: присадочный металлический электрод, используемый при дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ: соединение, в котором термический и механический процесс используются для соединения основных металлических частей.
Вогнутость: Максимальное перпендикулярное расстояние от поверхности вогнутого углового сварного шва до линии, соединяющей пальцы.
НЕПРЕРЫВНЫЙ КОНТРОЛЬ: Дополнительное тепло, прикладываемое к конструкции во время сварки.
КОНУС: Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДНЫЙ ВСТАВКА: Предварительно нанесенный присадочный металл, который полностью вплавлен в основание соединения и становится частью сварного шва.
ВЫПУСКНОСТЬ: Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей пальцы.
УГЛОВОЕ СОЕДИНЕНИЕ: Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме L.
КРЫШКА СТЕКЛА: прозрачное стекло, используемое в защитных очках, щитках для рук и шлемах для защиты стекла фильтра от разбрызгивания материала. .
ЭЛЕКТРОД С ПОКРЫТИЕМ: Металлический электрод с покрывающим материалом, стабилизирующим дугу и улучшающим свойства сварочного металла. Материал может быть внешней оберткой из бумаги, асбеста и других материалов или покрытием из флюса.
ТРЕЩИНА: Разрыв типа трещины, характеризующийся острым концом и большим отношением длины и ширины к открытию.
КРАТЕР: углубление в конце дугового шва.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА: Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА: Амперы на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ: Наконечник газовой горелки, специально приспособленный для резки.
РЕЗАК: Устройство, используемое при газовой резке для управления газами, используемыми для предварительного нагрева, и кислородом, используемым для резки металла.
ЦИЛИНДР: переносной цилиндрический контейнер, используемый для транспортировки и хранения сжатого газа.
Условия сварки D:
ДЕФЕКТ: нарушение сплошности или неоднородности, которые по своей природе или накопленному эффекту (например, общая длина трещины) делают деталь или продукт неспособными соответствовать минимальным применимым стандартам или спецификациям приемки.Этот термин обозначает отклоняемость.
НАЛОЖЕННЫЙ МЕТАЛЛ: присадочный металл, добавленный во время сварки.
ЭФФЕКТИВНОСТЬ НАПЛАВЛЕНИЯ: отношение веса наплавленного металла к весу нетто израсходованных электродов, без учета шлейфов.
ГЛУБИНА СПЛАВЛЕНИЯ: Расстояние от исходной поверхности основного металла до точки, в которой плавление прекращается во время операции сварки.
УМЕР:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
г. Кузнечная сварка. Устройство, используемое при кузнечной сварке в первую очередь для формирования изделия в горячем состоянии и приложения необходимого давления.
ПЛАСТИНЧАТАЯ СВАРКА: Процесс кузнечной сварки, при котором плавление производится путем нагрева в печи и приложения давления с помощью штампов.
DIP BRAZING: процесс пайки, в котором соединение осуществляется путем нагревания в ванне расплавленного химического вещества или металла и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ° F (427 ° C), но ниже, чем у основных металлов. .Наполнитель распределяется в стыке за счет капиллярного притяжения. Когда используется металлическая ванна, она обеспечивает присадочный металл.
ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEN): расположение проводов для дуговой сварки на постоянном токе, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEN): Расположение выводов для дуговой сварки на постоянном токе, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
НЕПРЕРЫВНОСТЬ: нарушение типичной структуры сварного изделия, например, отсутствие однородности механических, металлургических или физических характеристик материала или сварного изделия. Разрыв не обязательно является дефектом.
DRAG: горизонтальное расстояние между точкой входа и точкой выхода режущего потока кислорода.
ЭЛЕКТРОПРОВОДИМОСТЬ: Свойство металла, которое позволяет ему постоянно деформироваться, усиливаясь, до окончательного разрыва. Пластичность обычно оценивается испытанием на растяжение, при котором измеряется и рассчитывается величина удлинения и уменьшение площади разрушенного образца по сравнению с исходным испытательным образцом.
РАБОЧИЙ ЦИКЛ: Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать с номинальной мощностью без перегрузки.
Условия сварки E:
КРАЙНОЕ СОЕДИНЕНИЕ: Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРАЯ: Контур, подготовленный на краю соединительного элемента для сварки.
ЭФФЕКТИВНАЯ ДЛИНА ШВА: Длина сварного шва, на которой выходит правильно подобранное поперечное сечение.
ЭЛЕКТРОД:
а. Металл-дуга. Присадочный металл в виде проволоки или прутка, голый или покрытый, через который проходит ток между электрододержателем и дугой.
г. Карбон-Дуга. Угольный или графитовый стержень, по которому ток проходит между электрододержателем и дугой.
г. Атомарный водород. Один из двух вольфрамовых стержней, между точками которого поддерживается дуга.
г. Электролитическое производство кислорода и водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
эл. Сварка сопротивлением. Деталь или части аппарата для контактной сварки, через которые сварочный ток и давление воздействуют непосредственно на изделие.
ЭЛЕКТРОДНАЯ СИЛА:
a. Динамический. При точечной, шовной и выступающей сварке — сила (фунты) между электродами во время фактического сварочного цикла.
г. Теоретический. При точечной, шовной и выступающей сварке сила, не считая трения и инерции, прилагаемая к электродам машины для контактной сварки в силу первоначального приложения силы и теоретического механического преимущества системы.
г. Статический. При точечной, шовной и выступающей сварке — сила между электродами в условиях сварки, но при отсутствии тока и движения сварочного аппарата.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА: Устройство, используемое для механического удерживания электрода и подачи к нему тока.
БЛОК ЭЛЕКТРОДА: Скольжение электрода по поверхности изделия во время точечной, шовной или выступающей сварки.
ВЫТИСНЕНИЕ: выступ или выступ из поверхности металла.
ТРАВЛЕНИЕ: Процесс подготовки металлических образцов и сварных швов для макрографических или микрографических исследований.
‘F’ Условия сварки:
ЛИЦЕВОЕ УКРЕПЛЕНИЕ: Усиление сварного шва со стороны стыка, с которого производилась сварка.
ЛИЦЕВАЯ СВАРКА: Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой производилась сварка.
FAYING SURFACE: Та поверхность элемента, которая находится в контакте с другим элементом, к которому он присоединен.
ФЕРРИТ: Практически чистая форма железа, существующая ниже более низкой критической температуры и характеризующаяся кристаллической структурой объемно-центрированной кубической решетки. Он магнитный и имеет очень небольшую твердую растворимость углерода.
НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ: металл, добавляемый при сварке.
ФИЛЕЙНЫЙ ШОВ: Сварной шов приблизительно треугольного поперечного сечения, используемый при соединении внахлест, соединяющий две поверхности примерно под прямым углом друг к другу.
ФИЛЬТР СТЕКЛО: Цветное стекло, используемое в защитных очках, шлемах и щитках для защиты от вредных световых лучей.
ПЛАМЕННАЯ РЕЗКА: см. КИСЛОРОДНАЯ РЕЗКА.
ЗАЖАЖКА ПЛАМЕНЕМ: см. ЗАЖАЖКА КИСЛОРОДОМ.
ПЛАМЕННАЯ ЗАКАЛКА: Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
МЯГЧЕНИЕ ПЛАМЯ: Метод размягчения стали путем нагрева газовым пламенем с последующим медленным охлаждением.
FLASH: Металл и оксид вытеснены из соединения, выполненного методом контактной сварки.
ВСПЫШНАЯ СВАРКА: Процесс контактной сварки, в котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного в результате сопротивления току между двумя поверхностями и приложения давления после нагрева, по существу завершен.Мигание сопровождается вытеснением металла из стыка.
ВОПРОСЫ: Горение газов внутри резака или за пределами резака в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ: Положение, в котором сварка выполняется с верхней стороны соединения и лицевой стороны сварного шва, приблизительно горизонтально.
Пайка в потоке: процесс, в котором соединение осуществляется путем нагревания расплавленным цветным присадочным металлом, наливаемым на соединение, до тех пор, пока не будет достигнута температура пайки.Наполнитель распределяется в стыке за счет капиллярного притяжения. Смотрите BRAZING.
СВАРКА ПОТОКОМ: Процесс, в котором плавление осуществляется путем нагрева расплавленным присадочным металлом, наливаемым на свариваемые поверхности, до тех пор, пока не будет достигнута температура сварки и не будет добавлен требуемый присадочный металл. Присадочный металл не распределяется в шве за счет капиллярного притяжения.
FLUX: Чистящее средство, используемое для растворения оксидов, выделения захваченных газов и шлака, а также для очистки металлов при сварке, пайке и пайке.
ПЕРЕДНЯЯ СВАРКА: Метод газовой сварки, при котором пламя направляется на основной металл перед завершенным сварным швом.
КУЗОВАЯ СВАРКА: Группа сварочных процессов, при которых плавление осуществляется путем нагрева в кузнице или печи и приложения давления или ударов.
ИСПЫТАНИЕ НА БЕСПЛАТНЫЙ изгиб: Метод испытания образцов сварных швов без использования направляющей.
ПОЛНЫЙ ФИЛЕЙНЫЙ ШОВ: Угловой шов, размер которого равен толщине более тонкого соединяемого элемента.
ТОПКА ПЕЧИ: Процесс, в котором соединение осуществляется нагревом печи и цветным присадочным металлом, имеющим точку плавления выше 800 ° F (427 ° C), но ниже, чем у основных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
FUSION: Тщательное и полное смешивание двух кромок основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавленным во время сварки.
ЗОНА ПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ): Площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
Условия сварки G:
ГАЗОВАЯ УГЛЕРОДНАЯ СВАРКА: Процесс дуговой сварки, при котором плавление осуществляется путем нагрева с помощью электрической дуги между угольным электродом и изделием.Защита обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВАЯ СВАРКА МЕТАЛЛА (МИГ) (GMAW): процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между металлическим электродом и изделием. Защита обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВЫЙ КАРМАН: Сварочная полость, образовавшаяся в результате улавливания газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ СВАРКА Вольфрамовым электродом вольфрамовым электродом (TIG) (GTAW): процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между вольфрамовым электродом и изделием, в то время как инертный газ обтекает зону сварки для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА: Процесс, при котором сварочное тепло получается из газового пламени.
ГЛОБУЛЯРНЫЙ ПЕРЕНОС (ДУГОВАЯ СВАРКА): Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
ОЧКИ: Устройство с цветными линзами, которые защищают глаза от вредного излучения во время сварки и резки.
ПАЗ: отверстие между двумя элементами, которое должно быть соединено сваркой с разделкой кромок.
УГОЛ КАНАВКИ: Общий угол наклона канавки между деталями, соединяемыми сваркой с канавкой.
ЛИЦЕВАЯ ПАНЕЛЬ: Поверхность элемента, входящая в паз.
РАДИУС КАНАВКИ: Радиус J- или U-образной канавки.
Сварка с канавкой: сварной шов, выполненный путем нанесения присадочного металла в канавку между двумя соединяемыми элементами.
ПОДКЛЮЧЕНИЕ ЗАЗЕМЛЕНИЯ: Подключение рабочего кабеля к работе.
ЗАЗЕМЛЕНИЕ: см. РАБОЧИЙ ПРОВОД.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ: Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью приспособления.
Условия сварки H:
HAMMER WELDING: процесс кузнечной сварки.
РУЧНОЙ ЩИТ: Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен линзой со стеклянным фильтром и предназначен для использования в руке.
ЖЕСТКАЯ ОБЛИЦОВКА: Особая форма наплавки, при которой покрытие или оболочка наносится на поверхность с основной целью уменьшения износа или потерь материала в результате истирания, ударов, эрозии, истирания и кавитации.
ЖЕСТКАЯ ПОВЕРХНОСТЬ: Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛКА: Нагрев и закалка некоторых сплавов на основе железа от температуры выше критического диапазона температур с целью получения твердости, превышающей ту, которая достигается, когда сплав не закаливается.Этот термин обычно ограничивается образованием мартенсита.
Любой процесс увеличения твердости металла подходящей обработкой, обычно включающий нагрев и охлаждение.
ЗОНА ВЛИЯНИЯ НА ТЕПЛО: Та часть основного металла, структура или свойства которой были изменены теплом сварки или резки.
ВРЕМЯ НАГРЕВА: Продолжительность каждого импульса тока при импульсной сварке.
ТЕПЛОВАЯ ОБРАБОТКА: операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств.Отопление и охлаждение с единственной целью механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНЫЕ ВОРОТА: Отверстие в термитной форме, через которое свариваемые детали предварительно нагреваются.
ШЛЕМ: Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ: время, в течение которого давление поддерживается на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНАЯ СВАРКА: Процесс сварки валиком или встык, при котором его линейное направление горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые детали расположены вертикально или приблизительно вертикально.
HORN: Держатель электрода аппарата для точечной сварки сопротивлением.
РАССТОЯНИЕ РОГОВ: В аппарате контактной сварки свободный рабочий зазор между выступами или плитами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
HOT SHORT: Состояние, которое возникает, когда металл нагревается до этой точки перед плавлением, когда вся прочность теряется, но форма все еще сохраняется.
Пайка в водороде: метод пайки в печи в атмосфере водорода.
ГИДОРСМАТИЧЕСКАЯ СВАРКА: См. СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ.
ГИГРОСКОПИЧЕСКИЙ: Легко впитывает и удерживает влагу.
Условия сварки I:
ИСПЫТАНИЕ НА УДАР: Испытание, при котором по образцу внезапно наносят один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛА С ПРОПИТАННОЙ ЛЕНТОЙ: Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием.Экранирование обеспечивается разложением пропитанной ленты, намотанной вокруг электрода, когда она подается на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПРЕССА: Процесс, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла, температура плавления которого превышает 800 ° F (427 ° C), но ниже, чем у неблагородных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА: Процесс, в котором плавление производится за счет тепла, полученного в результате сопротивления работы потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ: Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА: В многопроходном сварном шве самая низкая температура наплавленного металла шва перед началом следующего прохода.
‘J’ Условия сварки:
СОЕДИНЕНИЕ: Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ: Максимальная глубина, на которую сварной шов с канавкой распространяется от его поверхности в стык, без учета армирования.
‘K’ Условия сварки:
KERF: Пространство, из которого металл был удален в процессе резки.
L Условия сварки:
LAP JOINT: соединение между двумя перекрывающимися элементами.
СЛОЙ: слой металла сварного шва, состоящий из одного или нескольких валиков сварного шва.
НОЖКА ФИЛЕЙНОГО ШВА: Расстояние от основания шва до носка углового шва.
LIQUIDUS: Самая низкая температура, при которой металл или сплав становятся полностью жидкими.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ: Предварительный нагрев определенной части конструкции.
МЕСТНОЕ СНИЖЕНИЕ НАПРЯЖЕНИЙ: термическая обработка для снятия напряжений определенной части конструкции.
‘M’ Условия сварки:
КОЛЛЕКТОР: многоканальный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ: Мартенсит — это микрокомпонент или структура в закаленной стали, характеризующаяся игольчатым или игольчатым рисунком на поверхности полировки.. Он имеет максимальную твердость по сравнению с любой структурой, образованной продуктами разложения аустенита.
ЗАМЯСНАЯ СВАРКА: Шовный сварной шов, выполненный внахлестку, при которой толщина внахлестку уменьшается приблизительно до толщины одного из нахлестанных соединений путем приложения давления, когда металл находится в пластичном состоянии.
ТОЧКА ПЛАВЛЕНИЯ: Температура, при которой металл начинает разжижаться.
ДИАПАЗОН ПЛАВЛЕНИЯ: Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ: Вес или длина электрода, плавящегося за единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА: Процесс резки металлов плавлением с использованием тепла металлической дуги.
СВАРКА METAL-APC: процесс дуговой сварки, при котором металлический электрод удерживается таким образом, чтобы тепло дуги плавило электрод и изделие с образованием сварного шва.
МЕТАЛЛИЗАЦИЯ: Метод наплавки или склеивания металла для ремонта изношенных деталей.
СМЕСИТЕЛЬНАЯ КАМЕРА: Та часть сварочной горелки или резака, в которой газы смешиваются для сгорания.
МУЛЬТИИМПУЛЬСНАЯ СВАРКА: Выполнение точечной, выпуклой и высаженной сварки более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоять из части цикла или числа циклов.
Условия сварки N:
НЕЙТРАЛЬНОЕ ПЛАМЯ: Газовое пламя, в котором уравновешиваются объемы кислорода и ацетилена и оба газа полностью сгорают.
NICK BREAK TEST: Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва, а затем резкого удара молотка по образцу для разрыва сварного шва от зарубки до зазубрины. Визуальный осмотр покажет любые дефекты сварного шва.
ЦВЕТНЫЕ: Металлы, не содержащие железа. Алюминий, латунь, бронза, медь, свинец, никель и титан — цветные металлы.
НОРМАЛИЗАЦИЯ: Нагревание сплавов на основе железа примерно до 100 ° F (38 ° C) выше критического диапазона температур с последующим охлаждением ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET: Зона плавленого металла контактной сварки.
Условия сварки O:
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ: Напряжение между клеммами сварочного источника, когда в сварочной цепи нет тока.
ПОЛОЖЕНИЕ НАЗАД: Положение, в котором сварка выполняется с нижней стороны стыка и лицевой стороны сварного шва, приблизительно горизонтально.
НАКЛАДКА: выступ металла сварного шва за пределы соединения на носке сварного шва.
ОКИСЛЯЮЩЕЕ ПЛАМЯ: кислородно-ацетиленовое пламя с избытком кислорода. Несгоревший излишек имеет тенденцию окислять металл шва.
ОКСИАЦЕТИЛЕНОВАЯ РЕЗКА: Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
СВАРКА ОКСИАЦЕТИЛЕНА: Процесс сварки, в котором требуемая температура достигается за счет пламени, полученного при сгорании ацетилена с кислородом.
КИСЛОРОДНАЯ РЕЗКА: Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
КИСЛОРОДНАЯ ГАЗОВАЯ РЕЗКА: Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА: процесс резки черных металлов путем химического воздействия кислорода на элементы в основном металле при повышенных температурах.
КИСЛОРОДНАЯ СТРОЖКА: Применение кислородной резки, при котором образуется фаска или канавка.
КИСЛОРОДНО-ВОДОРОДНАЯ РЕЗКА: Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сжигании водорода с кислородом.
КИСЛОРОДНО-ВОДОРОДНАЯ СВАРКА: Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, образующегося при сгорании водорода с кислородом.
КИСЛОРОДНАЯ ГАЗОВАЯ РЕЗКА: Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании природного газа с кислородом.
КИСЛОРОПРОПАНОВАЯ РЕЗКА: Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
‘P’ Условия сварки:
PASS: металл шва, наплавленный за одну общую последовательность вдоль оси сварного шва.
ОБРАБОТКА:
Механическая обработка металлов ударами молотка. Упрочнение
имеет тенденцию растягивать поверхность холодного металла, тем самым облегчая
напряжения сжатия.
ПРОВЕРКА ПЕРЕДАЧИ:
a. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие отверстия на поверхности за счет капиллярного действия. Под воздействием черного света краситель флуоресцирует.
г. Краситель. Процесс, включающий использование трех некоррозионных жидкостей.Сначала используется раствор для очистки поверхностей. Затем наносится пенетрант и выдерживается не менее 5 минут. После отстаивания пенетрант удаляют более бедным раствором и наносят проявитель. Пенетрант красителя, который остался в неоднородности поверхности, будет вытягиваться проявителем на поверхность, что приведет к появлению ярко-красных индикаторов.
УПОРНАЯ СВАРКА: Процесс контактной сварки, при котором разряд электрической энергии и приложение высокого давления происходят одновременно или с электрическим разрядом, возникающим незадолго до приложения давления.
ПЕРЛИТ: Перлит представляет собой пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ: Расстояние между центрами сварных швов.
ЗАЖИМНАЯ СВАРКА: Сварной шов выполняется в отверстии в одном элементе соединения внахлест, соединяя этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Стенки отверстия могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
ТОЧЕЧНАЯ СВАРКА: процесс точечной сварки, при котором давление прикладывается вручную к одному электроду. Другой электрод прижимается к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ: Наличие газовых карманов или включений при сварке.
ПОЛОЖЕНИЯ СВАРКИ: Вся сварка выполняется в одном из четырех положений: плоском, горизонтальном, потолочном и вертикальном. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или канавочным.
ПОМЕЩЕНИЕ: Нагревание сборки после сварки, пайки, пайки, термического напыления или резки.
ИНТЕРВАЛ ПОСЛЕ СВАРКИ: При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки. В течение этого интервала сварной шов подвергают механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ: Нагревание основного металла перед операцией сварки или резки.
СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ: Выполнение ряда точечных или выступающих сварных швов, в которых несколько электродов работают постепенно под контролем устройства контроля давления.
ПРОФИЛЬ ДАВЛЕНИЕМ: Любой сварочный процесс или метод, в котором давление используется для завершения сварки.
ИНТЕРВАЛ ПРЕДВАРИТЕЛЬНОЙ СВАРКИ: При точечной, выступающей и осаждающей сварке время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ: демонстрация того, что сварные швы, выполненные с помощью определенной процедуры, могут соответствовать установленным стандартам.
ПРОЕКЦИОННАЯ СВАРКА: Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого. Сварные швы локализуются в заранее определенных точках или выступах.
ИМПУЛЬСНАЯ СВАРКА: процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛКОВАЯ СВАРКА: Выполнение точечной или выступающей сварки, в которой сила равна силе тока, прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛКОВАЯ СВАРКА: Выполнение точечной или выступающей сварки, при которой усилие прикладывается вручную к одному электроду, а заготовка или опорный стержень заменяет другой электрод *
Условия сварки Q:
ЗАКАЛКА: внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
Условия сварки R:
РЕАКЦИОННОЕ НАПРЯЖЕНИЕ: Остаточное напряжение, которое в противном случае не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без соединения с другими частями конструкции.
ПОНИЖЕНИЕ ПЛАМЕНИ: см. ПЛАМЯ КАРБЮРИРОВАНИЯ.
РЕГУЛЯТОР: Устройство, используемое для снижения давления в цилиндре до подходящего рабочего давления горелки.
УСИЛЕННЫЙ ШВА: металл сварного шва, образовавшийся над поверхностью двух примыкающих друг к другу листов или пластин, превышающий требуемый для указанного размера сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ: Напряжение, остающееся в конструкции или элементе в результате термической и / или механической обработки.
СОПРОТИВЛЕНИЕ Пайка: процесс пайки, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и с использованием цветного присадочного металла с температурой плавления выше 800 °. F (427 ° C), но ниже, чем у неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
СОПРОТИВЛЕНИЕ СТЫКНОЙ СВАРКИ: Группа процессов контактной сварки, при которой сварка выполняется одновременно по всей площади контакта соединяемых деталей.
СОПРОТИВЛЕНИЕ СВАРКИ: Группа сварочных процессов, в которых плавление осуществляется за счет тепла, полученного в результате сопротивления потоку электрического тока в цепи, частью которой является обрабатываемая деталь, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ: Расположение выводов для дуговой сварки постоянным током, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО РОКВЕЛЛУ: В этом испытании прибор измеряет твердость, определяя глубину проникновения пенетратора в образец при определенных произвольно фиксированных условиях испытания. Пенетратором может быть стальной шарик или алмазный сферокон.
КОРЕНЬ: см. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРЯ.
КОРЕНЕВАЯ ТРЕЩИНА: Трещина в сварном шве или основном металле, возникающая в основании сварного шва.
КОРНЕВАЯ КРАЯ: Кромка свариваемой детали, примыкающая к корню.
КОРНЕВАЯ ЛИЦО: Часть подготовленной кромки элемента, которая должна быть соединена сварным швом с разделкой кромок, но без фаски или бороздки.
КОРЕНЬ СОЕДИНЕНИЯ: Та часть стыка, которая должна быть свариваема, где элементы подходят ближе всего друг к другу. В поперечном сечении основание соединения может быть точкой, линией или областью.
КОРЕНЬ ШВА: точки, как показано на поперечном сечении, в которых основание сварного шва пересекает поверхности основного металла.
КОРНЕВОЕ ОТКРЫТИЕ: Разделение между соединяемыми элементами в основании соединения.
КОРНЕВОЕ ПРОНИКНОВЕНИЕ: Глубина, на которую сварной шов с канавкой доходит до основания стыка, измеряется по средней линии поперечного сечения корня.
Условия сварки S:
ШАРФ: Скошенная поверхность стыка.
ШАРФИКАЦИЯ: Процесс удаления дефектов и проверок, которые возникают при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для снятия шва.
SEAL WELD: Сварной шов, используемый в основном для обеспечения герметичности и предотвращения утечки.
ШВОВАЯ СВАРКА: Сварка продольного шва листового металла путем стыковки или перекрытия стыков.
ВЫБОРНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ: Последовательность блоков, в которой последовательные блоки завершаются в определенном порядке, выбранном для создания заданного образца напряжения.
СВАРКА СЕРИИ: Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно с помощью одного сварочного трансформатора, при этом полный ток проходит через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТА: При точечной, шовной и выступающей сварке зазор вокруг сварного шва между стыковочными поверхностями после того, как соединение было сварено.
ЗАЩИТНАЯ СВАРКА: Процесс дуговой сварки, при котором защита от атмосферы обеспечивается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО: см. КОРЕННЕЕ ЛИЦО.
НАПРЯЖЕНИЕ НА УСАДКУ: см. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
ОДНОИМПУЛЬСНАЯ СВАРКА: Выполнение точечной, выпуклой и высаженной сварки одним импульсом тока. Когда используется переменный ток, импульс может состоять из части цикла или числа циклов.
РАЗМЕР ШВА:
а.Пазовый сварной шов. Проникновение в стык (глубина снятия фаски плюс врезание корня, если указано).
г. Угловые швы равнополочные. Длина участка наибольшего равнобедренного прямоугольного треугольника, который можно вписать в поперечное сечение углового шва.
г. Угловые швы с неравными опорами. Длина участка наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
г. Приварной фланец. Толщина металла шва, измеренная в основании сварного шва.
ПРОПУСКАТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ: см. ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕХОДА
ВКЛЮЧЕНИЕ ШЛАКА: Неметаллический твердый материал, захваченный в металле сварного шва или между металлом шва и основным металлом.
ПРИВАРИТЕЛЬНАЯ СВАРКА: Сварка, выполненная в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющая этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва. (Паз, сваренный угловым сварным швом, не следует рассматривать как соответствующий этому определению.)
ЗАГЛУШКА: Добавление отдельного куска или кусков материала в соединение до или во время сварки с полученным сварным соединением, которое не соответствует проектным чертежам или требованиям спецификации.
ПАЙКА: Группа сварочных процессов, при которых происходит слияние материалов путем их нагрева до подходящей температуры и использования присадочного металла, температура ликвидуса которого не превышает 450 ° C (842 ° F) и ниже солидуса основных материалов. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного действия.
SOLIDUS: Самая высокая температура, при которой металл или сплав полностью тверд.
РАСПОРНАЯ ПОЛОСА: Металлическая полоса или стержень, вставленный в основание стыка, подготовленный для сварного шва с разделкой кромок, чтобы служить в качестве основы и поддерживать отверстие в корне во время сварки.
SPALL: Небольшие сколы или фрагменты, которые иногда выделяются электродами во время сварочных работ. Эта проблема особенно актуальна для пушек с толстыми покрытыми электродами.
БРЫЗГИ: частицы металла, выбрасываемые во время дуговой и газовой сварки, которые не являются частью сварного шва.
ТОЧЕЧНАЯ СВАРКА: Процесс контактной сварки, при котором плавление осуществляется за счет тепла, полученного за счет сопротивления прохождению электрического тока через детали, удерживаемые вместе под давлением электродов. Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
ПЕРЕНОС РАСПЫЛЕНИЯ: Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу маленькими каплями.
ШАГОВАЯ ПЕРЕДАЧА ФИЛЕЙНОЙ СВАРКИ: две линии прерывистой сварки на стыке, таком как тройник, при этом приращения углового шва в одной линии смещены относительно таковых на другой линии.
СВАРКА НА СОХРАНЕНИИ ЭНЕРГИИ: Сварка с использованием электрической энергии, аккумулируемой электростатически, электромагнитно или электрохимически, с относительно низкой скоростью и доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ: Расположение выводов для дуговой сварки постоянным током, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
СНИЖЕНИЕ НАПРЯЖЕНИЙ: процесс снижения внутренних остаточных напряжений в металлическом объекте путем нагрева до подходящей температуры и выдержки в течение определенного времени при этой температуре.Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРУКТУРНАЯ СВАРКА: Метод дуговой сварки металла деталей толщиной 3/4 дюйма (19 мм) или более, при котором наплавленный металл наплавляется слоями, состоящими из цепочек валиков, наносимых непосредственно на поверхность скоса.
СТАНДАРТНАЯ СВАРКА: Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой, протягиваемой между металлической шпилькой или аналогичной деталью и другой заготовкой, до тех пор, пока соединяемые поверхности не нагреются должным образом.Их объединяют под давлением.
Дуговая сварка под флюсом: процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Сварка защищена слоем гранулированного легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ: Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
‘T’ Условия сварки:
ПРИЕМНИК: Сварка, предназначенная для удержания частей сварной конструкции в надлежащем выравнивании до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНИК: Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу, в форме T.
ТЕМПЕРНЫЕ КОЛПАЧКИ: Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ТЕМПЕРАТУРЫ: При контактной сварке это часть периода после сварки, в течение которой протекает ток, подходящий для отпуска или термообработки.Ток может быть одно- или многоимпульсным, с различными интервалами нагрева и охлаждения.
ЗАПУСК: Повторный нагрев закаленной стали до некоторой температуры ниже нижней критической температуры с последующим охлаждением с желаемой скоростью. Целью отпуска стали, закаленной закалкой, является снятие возникающих напряжений, восстановление части ее пластичности и повышение вязкости путем регулирования или корректировки охрупченных структурных компонентов металла. Временные температурные условия отпуска могут быть выбраны для данного состава стали для получения практически любой желаемой комбинации свойств.
ПРОЧНОСТЬ НА РАЗРЫВ: максимальная нагрузка на единицу исходной площади поперечного сечения, которую выдерживает материал во время испытания на растяжение.
ИСПЫТАНИЕ НА НАПРЯЖЕНИЕ: Испытание, при котором образец разрушается путем приложения возрастающей нагрузки к двум концам. В ходе испытания определяются упругие свойства и предел прочности материала. После разрыва сломанный образец можно измерить на удлинение и уменьшение площади.
THERMIT CRUCIBLE: Сосуд, в котором происходит реакция термита.
THERMIT MIXTURE: Смесь оксида металла и мелкодисперсного алюминия с добавлением легирующих металлов по мере необходимости.
ТЕРМИТНАЯ ФОРМА: Форма, формируемая вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИЧЕСКАЯ РЕАКЦИЯ: Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИЧЕСКАЯ СВАРКА: Группа сварочных процессов, в которых плавление осуществляется путем нагрева перегретым жидким металлом и шлаком в результате химической реакции между оксидом металла и алюминием с приложением давления или без него.Присадочный металл, если его используют, получают из жидкого металла.
ГЛУБИНА: В аппарате для контактной сварки — расстояние от центральной линии электродов или валиков до ближайшей точки столкновения для плоских поверхностей или листов. В машине для шовной сварки с универсальной головкой глубина горловины измеряется на машине, предназначенной для поперечной сварки.
ГОРЛО ФИЛЕЙНОЙ СВАРКИ:
Теоретическая. Расстояние от начала корня шва, перпендикулярного гипотенузе наибольшего прямоугольного треугольника, которое может быть вписано в поперечное сечение углового шва.
Актуально. Расстояние от корня углового шва до центра его грани.
ТРЕЩИНА НОСКА: Трещина в основном металле, возникающая на носке сварного шва.
НОС ШВА: Место соединения лицевой поверхности сварного шва и основного металла.
ФАКЕЛ: см. РЕЗАК или СВАРОЧНЫЙ ФАКЕЛ.
РЕЗЕРВНАЯ Пайка: процесс пайки, в котором соединение осуществляется путем нагрева газовым пламенем и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ° F (427 ° C), но ниже, чем у основного металла.Присадочный металл распределяется в стыке капиллярного притяжения.
ПОПЕРЕЧНАЯ СВАРКА: Выполнение шва в направлении, по существу, перпендикулярном глубине горловины машины для сварки швов.
ЭЛЕКТРОД Вольфрама: Металлический электрод без присадочного материала, используемый при дуговой сварке или резке, в основном из вольфрама.
Условия сварки U-образной формы:
ПОДЗЕМНАЯ ТРЕЩИНА: Трещина в зоне термического влияния, не доходящая до поверхности основного металла.
ПОДКЛЮЧЕНИЕ: Канавка, вплавленная в основной металл, прилегающая к носку или основанию сварного шва и оставленная незаполненной металлом сварного шва.
ОБРАБОТКА: нежелательная кратер на краю сварного шва, вызванная плохой техникой плетения или чрезмерной скоростью сварки. *
UPSET: Локализованное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА В ПРЕКРАЩЕНИИ: Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного в результате сопротивления прохождению электрического тока через площадь контакта этих поверхностей.Давление прикладывается до начала нагрева и поддерживается в течение всего периода нагрева.
УСИЛИЕ РАЗГОНА: Сила, действующая на свариваемые поверхности при оплавлении или сварке с осаждением.
Условия сварки V:
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ: Положение сварки, при котором ось шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
‘W’ Условия сварки:
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА ПЕРЕДАЧИ: Последовательность сварки блоков, в которой последовательные блоки сварки завершаются случайным образом после завершения нескольких блоков запуска.
ПОСЛЕДОВАТЕЛЬНОСТЬ ДВИЖЕНИЯ: Продольная последовательность, в которой приращения сварного шва наносятся случайным образом.
ВОСКОВОЕ ИЗОБРАЖЕНИЕ: Восковое формование вокруг свариваемых деталей методом термитной сварки до формы, необходимой для готового шва.
WEAVE BEAD: Тип сварного шва с поперечным колебанием.
ПЛЕТЕНИЕ: Метод наплавки металла шва, при котором электрод колеблется. Обычно это достигается полукруглым движением дуги вправо и влево от направления сварки.Плетение служит для увеличения ширины отложения, уменьшения перекрытия и способствует образованию шлака.
СВАРКА: Локальное сплавление металлов путем нагрева до подходящей температуры. Можно использовать или не использовать напорный металл и / или присадочный металл. Наплавочный металл имеет температуру плавления примерно такую же или ниже, чем у основных металлов, но всегда выше 800 ° F (427 ° C).
СВАРНЫЙ ШЛАН: Наплавленный шов в результате прохода.
СВАРОЧНЫЙ МАНОМЕТР: Устройство, предназначенное для проверки формы и размера сварных швов.
СВАРОЧНЫЙ МЕТАЛЛ: Часть сварного шва, расплавленная во время сварки.
СИМВОЛ СВАРКИ: Изображение, используемое для обозначения желаемого типа сварного шва.
СВАРОЧНОСТЬ: способность материала образовывать прочную связь под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРОЧНИКА: письменное подтверждение того, что сварщик произвел сварные швы, соответствующие установленным стандартам.
КВАЛИФИКАЦИЯ СВАРОЧНЫХ РАБОТ: Демонстрация способности сварщика выполнять сварные швы, соответствующие установленным стандартам.
СВАРКИ:
Электродный вывод : Электрический проводник между источником тока дуговой сварки и держателем электрода,
Рабочий провод : Электрический проводник между источником тока дуговой сварки и заготовкой.
ДАВЛЕНИЕ СВАРКИ: Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ: Подробные методы и практические приемы, включая все процедуры сварки, используемые при производстве сварного изделия.
СВАРОЧНЫЙ ПРУТ: Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ: Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: контрольная линия, стрелка, основные символы сварного шва, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть, спецификация, процесс или другие ссылки.
ТЕХНИКА СВАРКИ: Подробности ручной, машинной или полуавтоматической сварки, которые в рамках ограничений предписанной процедуры сварки стыков контролируются сварщиком или оператором сварки.
НАКОНЕЧНИК ПО СВАРКЕ: Наконечник газовой горелки специально приспособлен для сварки.
СВАРОЧНЫЙ ГОРЕЛ: Устройство, используемое при газовой сварке и пайке горелкой, для смешивания и управления потоком газов.
ТРАНСФОРМАТОР СВАРОЧНЫЙ: Устройство для подачи тока желаемого напряжения.
СВАРКА: Узел, составные части которого сформированы сваркой.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ: Скорость в мм / сек или дюйм / мин, при которой присадочный металл расходуется при дуговой сварке или термическом напылении.
РАБОЧИЙ ПРОВОД: Электрический провод (кабель) между источником тока дуговой сварки и заготовкой.
Условия сварки X:
РЕНТГЕНОВСКОЕ ИЗЛУЧЕНИЕ: метод радиографического контроля, используемый для обнаружения внутренних дефектов сварного шва.
‘Y’ Условия сварки:
Предел текучести: предел текучести — это нагрузка на единицу площади, при которой происходит заметное увеличение деформации образца с небольшим увеличением нагрузки или без нее; другими словами, предел текучести — это напряжение, при котором происходит заметное увеличение деформации с незначительным увеличением напряжения или без него.
Copyright WcWelding.com Все права защищены.