1988 Проект OSHA PEL — Сварочные дымы | NIOSH
Комментарии OSHA к Окончательному правилу проекта по загрязнителям воздуха от 19 января 1989 г., извлеченные из 54FR2332 et. сл. Это правило было возвращено Окружным апелляционным судом США, и ограничения в настоящее время не действуют.
CAS: Нет; Химическая формула: Недоступно
Ранее OSHA не ограничивала воздействие сварочного дыма, который определялся как дым, образующийся при ручной дуговой или кислородно-ацетиленовой сварке железа, низкоуглеродистой стали или алюминия. ACGIH установил 8-часовое средневзвешенное значение 5 мг/м 9 .0013 3 для этих сварочных дымов, измеренных как общее количество твердых частиц в зоне дыхания сварщика. OSHA предложила 8-часовую TWA 5 мг/м 3 для этих паров; этот предел установлен в окончательном правиле. Этот предел применяется к общей концентрации дыма, образующегося при сварке железа, мягкой стали или алюминия; дымы, образующиеся при сварке нержавеющей стали, кадмия или стали со свинцовым покрытием, или других металлов, таких как медь, никель или хром, значительно более токсичны, и их содержание должно поддерживаться на уровне или ниже, требуемом их ПДК. Сварочные дымы состоят из оксидов металлов, образующихся при нагревании свариваемого металла, сварочного электрода или его покрытий.
Сварочные дымы состоят из оксидов металлов, образующихся при нагревании свариваемого металла, сварочного электрода или его покрытий.
Хотя эти типы сварки обычно производят дым, состоящий из оксидов алюминия, железа или цинка, другие токсичные газы также могут образовываться в больших количествах (Ferry and Ginther 1952/Ex. 1-900; Ferry 1954/Ex. 1-782). ; Silverman 1956/Ex.1-1169; Гомер и Мор 1957/Ex.1-787). При сварке железных металлов могут выделяться пары марганца, силиката и различных органических связующих веществ. При сварке алюминия могут образовываться пары, состоящие из фтора, мышьяка, меди, кремния и бериллия (NIOSH 1975h и American Welding Society 19).74, оба цитируются в ACGIH 1986/Ex. 1-3, с. 634). Восемнадцать различных веществ, включая фторид, марганец, кремний, титан, а также силикаты натрия и калия, были измерены в дымах, образующихся при сварке мягкой стали (ACGIH 1986/Ex. 1-3, p. 634).
Чрезмерное воздействие сварочного дыма может вызвать различные расстройства, в первую очередь лихорадку металлического дыма.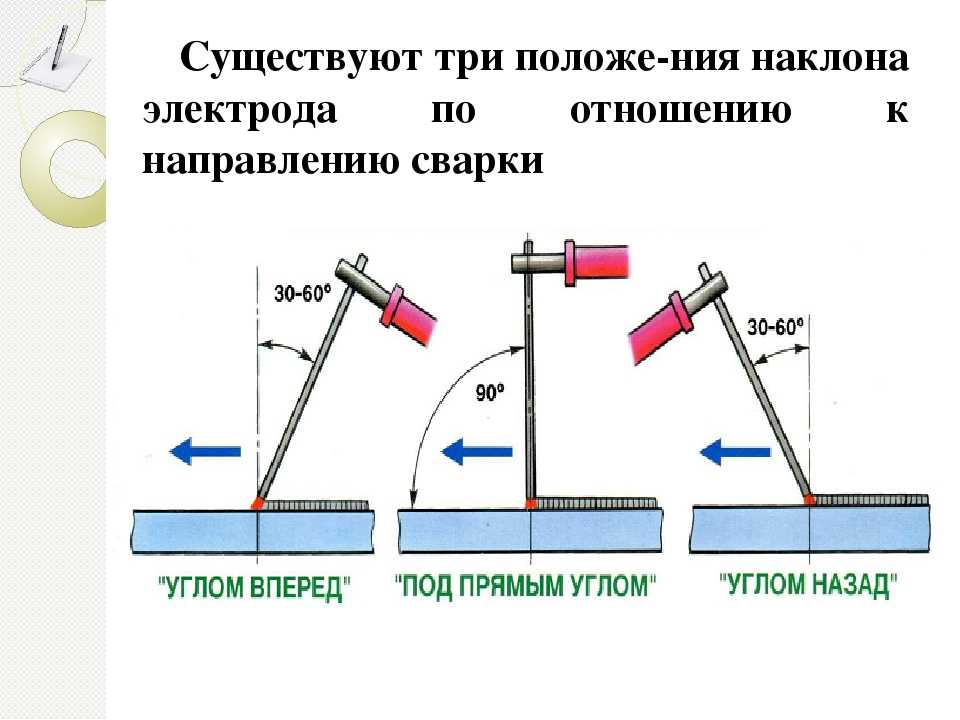 Было подсчитано, что от 30 до 40 процентов всех сварщиков когда-либо сталкивались с лихорадкой металлического дыма (Abraham 1983, in Environmental and Occupational Medicine, W.N. Rom, ed., p. 146). Это расстройство, возникающее в результате воздействия свежеобразованного металлического дыма, приводит к появлению отсроченных гриппоподобных симптомов, включая одышку, кашель, боли в мышцах и суставах, лихорадку и озноб. Для восстановления обычно требуется один или два дня отсутствия на работе. Помимо дымовой лихорадки воздействие сварочного дыма может повредить мелкие дыхательные пути, вызывая интерстициальную пневмонию (Abraham 1983).
Было подсчитано, что от 30 до 40 процентов всех сварщиков когда-либо сталкивались с лихорадкой металлического дыма (Abraham 1983, in Environmental and Occupational Medicine, W.N. Rom, ed., p. 146). Это расстройство, возникающее в результате воздействия свежеобразованного металлического дыма, приводит к появлению отсроченных гриппоподобных симптомов, включая одышку, кашель, боли в мышцах и суставах, лихорадку и озноб. Для восстановления обычно требуется один или два дня отсутствия на работе. Помимо дымовой лихорадки воздействие сварочного дыма может повредить мелкие дыхательные пути, вызывая интерстициальную пневмонию (Abraham 1983).
Несколько комментаторов, Американский институт чугуна и стали (Exs. 129, 188), Abbott Laboratories (Tr. 9-155 — 9-156) и Американское общество сварщиков (Ex. 3-860), были Мнение о том, что обсуждение OSHA сварочного дыма в NPRM не было ясным в отношении того, применяется ли предел к образцам воздействия, взятым внутри или снаружи сварочного шлема. OSHA хочет уточнить, что сварочный дым должен измеряться в зоне дыхания сварщика; конкретные детали соответствующего размещения пробоотборника должны быть определены на основе указаний в Руководстве по полевым операциям (OSHA 19). 84). Это согласуется с прошлым решением Комиссии по контролю за охраной труда Министр труда против Caterpillar Tractor (8 OSHRC 1043 (1979)).
84). Это согласуется с прошлым решением Комиссии по контролю за охраной труда Министр труда против Caterpillar Tractor (8 OSHRC 1043 (1979)).
NIOSH (Пример 8-47) заявил на слушании, что сварочные дымы должны быть определены как канцерогены. Эту точку зрения также поддержал д-р Джеймс Мелиум из Департамента здравоохранения штата Нью-Йорк (Tr. p. 11-104). В ответ на эти комментарии OSHA отмечает, что данных, достаточных для установления зависимости доза-реакция от паров, немного. Соответственно, OSHA считает, что было бы преждевременно идентифицировать эти пары как потенциальные профессиональные канцерогены.
OSHA приходит к выводу, что PEL для сварочного дыма необходим для защиты рабочих, занимающихся сваркой алюминия, железа или низкоуглеродистой стали, от значительного риска лихорадки металлического дыма и раздражения дыхательных путей, связанных с образованием сварочного дыма. В окончательном правиле OSHA устанавливает TWA на уровне 5 мг/м 3 для этих конкретных типов сварочного дыма, измеренного как общее количество твердых частиц в зоне дыхания сварщика. Агентство считает, что этот предел значительно снизит значительный риск ухудшения здоровья материала, которому ранее подвергались ручные дуговые или кислородно-ацетиленовые сварщики железа, мягкой стали или алюминия при отсутствии каких-либо ограничений OSHA.
Агентство считает, что этот предел значительно снизит значительный риск ухудшения здоровья материала, которому ранее подвергались ручные дуговые или кислородно-ацетиленовые сварщики железа, мягкой стали или алюминия при отсутствии каких-либо ограничений OSHA.
Мастера-сварщики обучают роботов своим навыкам | Control Engineering
В 2010 году Американское общество сварщиков (AWS) сообщило о нехватке 200 000 сварщиков. Многие старшие сварщики уходят на пенсию или уходят из отрасли, чтобы заняться другими делами, и они берут с собой этот опыт сварки. Разрыв в навыках будет продолжать увеличиваться, потому что сварщиков становится меньше. Поскольку разрыв увеличивается, AWS оценивает прогнозируемую нехватку 372 000 сварщиков к 2026 году. Неужели нам будет не хватать всех этих сварщиков, тем более, что все больше сварки автоматизировано? Заменят ли сварку другие технологии? Ответы на эти вопросы пока остаются неясными.
Ясно одно: мастерство процесса будет упущено. Как будет жить следующее поколение сварщиков без мастеров-сварщиков и как улучшатся роботы? Эксперты скажут вам, что, к счастью, лучших сварщиков можно научить быть лучшими программистами сварочных роботов. Точность, постоянство и контроль, демонстрируемые мастерами-сварщиками, — это те же качества, которые требуются от сварочных роботов.
Точность, постоянство и контроль, демонстрируемые мастерами-сварщиками, — это те же качества, которые требуются от сварочных роботов.
Зейн Майкл, CWI/CWE, директор по развитию теплового бизнеса производителя роботов Yaskawa Motoman. Майкл имеет почти 40-летний опыт работы в области сварки и является сертифицированным инспектором по сварке AWS (CWI) и сертифицированным преподавателем сварки (CWE). Майкл начал свою карьеру в 1979 лет преподает в Хобартовском институте сварочных технологий в Трое, штат Огайо.
Майкл часто посещает объекты своих клиентов в сфере строительства, сельского хозяйства и производства горнодобывающего оборудования и своими глазами видит проблемы, с которыми ежедневно сталкиваются производители.
«Когда я посещаю клиентов, я спрашиваю их, почему они заинтересованы в роботах. Какую проблему вы пытались решить? В девяти случаях из 10 они говорят мне, что я не могу найти квалифицированных сварщиков или не могу удержать сварщиков», — сказал он.
Лучшие сварщики — лучшие программисты роботов
Использование гибкой автоматизации сварки с помощью роботов похоже на клонирование знаний и опыта ваших лучших сварщиков. Знающие люди скажут, что гораздо проще научить кого-то программировать робота, чем научить кого-то сваривать. Майкл сказал, что требуется девять месяцев очного обучения, чтобы стать сертифицированным, квалифицированным сварщиком в нескольких процессах и на нескольких должностях. Напротив, он сказал, что гораздо проще научить опытного сварщика программировать робота, чем научить программиста нюансам сварки.
«Меньше чем через две недели я могу заставить вас запрограммировать робота. Но когда я дам вам сварку и скажу запрограммировать этого робота на выполнение сварных швов, как показано на распечатке, если вы не понимаете процесс сварки, если если вы не можете сделать это вручную правильно, то у вас нет хороших шансов на успех с роботом.
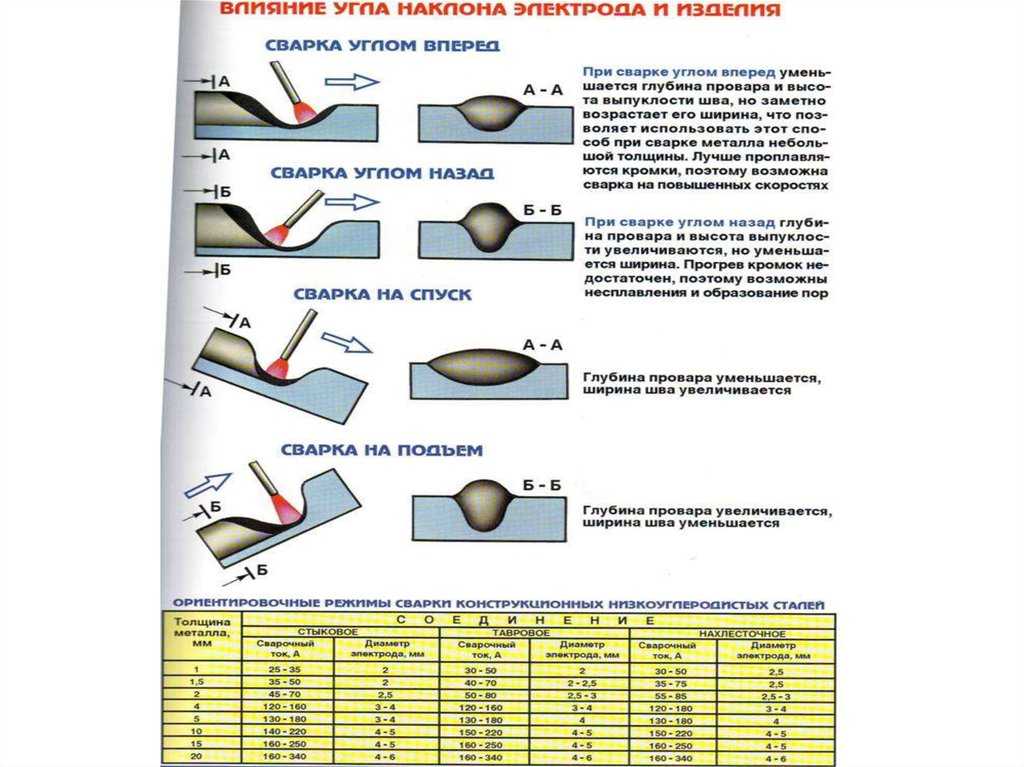
«Я говорю этим студентам, что сварка похожа на приготовление яблочного пирога. У вас есть рецепт, которому вы должны следовать. У вас есть так много яблок, так много сахара, вы печете это при определенной температуре, и вам гарантировано, что яблоко Вкус пирога будет каждый раз одинаковым. Сварка ничем не отличается, за исключением того, что здесь задействовано гораздо больше переменных, таких как углы перемещения, сила тока и вылет. Все эти критические переменные должны выстраиваться в линию, чтобы обеспечить ожидаемый результат качества, называется Спецификация процедуры сварки (WPS)».
Для дуговой сварки металлическим электродом в среде защитного газа (GMAW), или того, что обычно называют сваркой MIG, этими пятью критическими параметрами являются:
- Размер электрода
- Текущий
- Длина дуги или напряжение
- Скорость движения
- Угол электрода.
«Во время сварки ручные сварщики увидят эту лужу», — сказал Майкл. «Они могут изменить свой вылет, например, чтобы увеличить или уменьшить сварочный ток, чтобы помочь контролировать сварочную ванну и производить качественный сварной шов».
Вылет — это правильное расстояние от наконечника до рабочего места для сварки MIG.
«Это все факторы, которые должен знать программист роботов. Я говорю своим клиентам, что это прямой путь к катастрофе, если вы пришлете ко мне одного из ваших инженеров-механиков или электриков и ожидаете, что он будет программистом вашего сварочного робота, когда этот человек никогда не сваривался».
Изучение процесса сварки
Сварка, ручная или автоматизированная, зависит от конкретного процесса. Понимание этого процесса жизненно важно, чтобы клонировать его для робота.
Понимание этого процесса жизненно важно, чтобы клонировать его для робота.
«Роботы — мне все равно, чья это марка — легко программируются. Это процесс, — сказал Майкл. «Даже когда мы автоматизируем операции, не связанные со сваркой, например, когда оператор шлифует отливку или ковку, когда он обрабатывает их на ленточной шлифовальной машине, мы изучаем движения и углы оператора, потому что нам в основном приходится дублировать этот процесс с помощью робота».
То, как выполняется процесс, имеет решающее значение. Знания, которые можно получить только из практического опыта.
«Каждый раз, когда мы начинаем новый процесс или приступаем к новой части, в большинстве случаев мы берем на себя управление ручным процессом», — сказал Брендан Браун, инженер по виртуальным решениям в Genesis Systems Group, LLC. . «Это одни из наших лучших защитников. Ребята, которые годами сваривают эти детали вручную. Как они подходят к последовательности сварки, что они сваривают в первую очередь, и соответствующий угол, и все толчки и усилия. скорость движения. Это информация, которую мы всегда хотим собрать. Кто может знать эту деталь лучше, чем парень, который ее сварил?»
скорость движения. Это информация, которую мы всегда хотим собрать. Кто может знать эту деталь лучше, чем парень, который ее сварил?»
Браун, офлайн-программист с почти 20-летним опытом роботизированной сварки в Genesis, соглашается с Майклом в том, что видит весь процесс.
«Одна вещь, которую мы часто видим у начинающих пользователей роботов, это то, что они автоматизировали этот процесс, но вам нужно смотреть вниз, чтобы увидеть, как вы делаете деталь, как вы соединяете ее вместе. Мы часто есть клиенты, которые создают свои собственные инструменты или отдают приспособление на аутсорсинг. Они не обязательно контролируют соответствующие исходные данные или должным образом закрепляют деталь. Даже лучший сварщик должен смотреть на весь процесс, чтобы получить хороший сварной шов».
Штаб-квартира Genesis в Давенпорте имеет учебную лабораторию и два частных класса, где программисты клиентов и операторы машин могут получить практический опыт и получить инструкции. Браун помогает проводить базовые и продвинутые курсы обучения.
«Большинство наших студентов имеют какой-то опыт сварки, будь то ручная сварка деталей, которые они готовятся автоматизировать, или просто инженер по сварке компании, который будет контролировать машину и должен будет понять, как все исправить. «Когда они приходят в класс, мы говорим: вот робот, ваш новый инструмент», — сказал Браун. «Нам не нужно учить правильному толчку и рабочему углу».
Лучшие сварщики разбираются в тонкостях процесса.
«Вот почему гораздо проще и успешнее взять опытного сварщика и обучить его роботу», — сказал Майкл. «Когда мои клиенты спрашивают: «Кого мы отправляем на обучение?», я говорю: «Мне нужен ваш лучший сварщик».
Эффективность не всегда означает скорость
Распространенный миф о роботизированной сварке заключается в том, что люди думают, что вы будете сваривать намного быстрее. Это не правда.
«Робот даст вам больше деталей в ведре в конце дня, но физически он не будет сваривать быстрее», — сказал Майкл.
Сварочные роботы не обязательно быстрее. Они более эффективны. заключается в том, что из 8 часов, которые вы платите сварщику вручную, дуга горит только около 20% из этих 8 часов. Сварщик поднимает шлем, меняет положение стула или зачищает сварной шов. Проходит много промежуточного времени, прежде чем я сделаю следующую сварку».0005
Однако эффективность робота составляет около 85%.
«Робот будет переходить от одной дуги к следующему сварному шву и следующему сварному шву намного быстрее. Если сварщику требуется 15 минут для изготовления этой детали, робот сделает это примерно менее чем за 4 минуты.
Если сварщику требуется 15 минут для изготовления этой детали, робот сделает это примерно менее чем за 4 минуты.
«Когда я Я прогуливаюсь по заводу и вижу от трех до четырех сварщиков. Думаю, это может быть один робот, — сказал Майкл. — Не в том смысле, что один робот займет их работу, но я могу использовать этих сварщиков для более важных работ робот не может».
Преимущества адаптивного управления
Компания Onken Inc., производитель систем сбора сыпучих жиров и резервуаров для хранения масла из Иллинойса, десятилетиями полагалась на команду опытных сварщиков для изготовления своих герметичных резервуаров. Из-за растущей нехватки сварщиков им стало труднее найти качественных сварщиков. Здесь на помощь пришли роботы.
Благодаря двухзонному рабочему блоку, роботу с увеличенным радиусом действия и некоторому обучению сварщиков компания Onken смогла сократить до 20 часов производственного времени и выполнить тот же объем работы с три сварщика вместо пяти. Два высвобожденных сварщика могли затем работать над другими проектами, что уменьшило потребность в сварщиках по контракту и еще больше увеличило экономию средств.
Два высвобожденных сварщика могли затем работать над другими проектами, что уменьшило потребность в сварщиках по контракту и еще больше увеличило экономию средств.
Сварочный модуль MIG, созданный для производства резервуаров Onken, представлял собой специально спроектированный рабочий модуль с двумя зонами. Это позволяет оператору загружать и разгружать резервуары в одной зоне, в то время как робот сваривает резервуары в другой зоне. Сварочные роботы имеют встроенное адаптивное управление, поэтому они могут регулировать скорость перемещения, расстояние выбега, а также угол наклона горелки и перемещения по мере необходимости. Для точного обнаружения и отслеживания различных типов сварных соединений на этих резервуарах емкостью от 120 до 500 галлонов использовались передовые инструменты для обнаружения и отслеживания сварных швов.
«Роботы очень повторяемы, — сказал Майкл. «Вы программируете путь из точки А в точку Б, и робот будет следовать по этому пути весь день, плюс-минус пять тысячных дюйма в зависимости от спецификации робота. примерно плюс-минус половина диаметра сварочной проволоки. Если я использую проволоку MIG диаметром 0,045, это чуть больше плюс-минус 20 тысячных дюйма для требований к повторяемости сварного соединения». Сварка часто сопровождается деформациями, и роботы могут быть запрограммированы для преодоления этой проблемы.
примерно плюс-минус половина диаметра сварочной проволоки. Если я использую проволоку MIG диаметром 0,045, это чуть больше плюс-минус 20 тысячных дюйма для требований к повторяемости сварного соединения». Сварка часто сопровождается деформациями, и роботы могут быть запрограммированы для преодоления этой проблемы.
«Мы разогреваем металл, поэтому он хочет двигаться на нас. В более крупных сварных соединениях (таких как резервуары Onken) преобладает искривление. Если повторяемость сварного соединения неудовлетворительна, мы должны использовать датчики для робота. , поэтому он может изменить свой программный путь, чтобы он соответствовал расположению сварных швов для этой детали во время сварки».
Датчик касания используется для обнаружения большого круглого фланца и нескольких меньших резьбовых соединений в верхней части резервуара. Как только каждый компонент находится, запрограммированные пути автоматически смещаются, чтобы соответствовать местоположению сварного соединения для этого одного резервуара. Отслеживание шва по дуге позволяет роботу изменять свой путь и удерживать сварочную ванну в шве сварного соединения во время сварки.
Отслеживание шва по дуге позволяет роботу изменять свой путь и удерживать сварочную ванну в шве сварного соединения во время сварки.
Когда робот сваривает стыки, в том числе контурные закругленные углы, лазерный датчик обеспечивает обнаружение и отслеживание шва в режиме реального времени прямо перед сварочной горелкой. Это позволяет роботу изменять свой путь, чтобы компенсировать любые отклонения в подгонке деталей. Точное определение местоположения и отслеживание сварного соединения также устраняет необходимость в дорогостоящих сложных инструментах.
«Недавно мы пригласили клиента посетить нашу фабрику, — сказал операционный менеджер Дж. Р. Онкен. «Он сказал, что у него есть 10 минут на экскурсию. Увидев наш роботизированный сварочный модуль в действии, он изучал его в течение 30 минут. Он вырос сварщиком и не мог поверить в то качество, которое мы получаем от автоматизации. наш сварочный процесс гарантирует, что мы будем существовать как компания еще два или три десятилетия», — сказал Онкен. «Это обеспечило наше будущее».
«Это обеспечило наше будущее».
Использование знаний
Говорят, что искусственный интеллект (ИИ) когда-нибудь позволит нам загружать наш опыт, оцифровывать его для будущих поколений и клонировать наши воспоминания. Или, по крайней мере, наши безграничные умственные способности, несмотря на наши ограниченные тела. Но до этого еще далеко.
Сейчас нам нужно захватить и распространить это знание, иначе мы потеряем его навсегда. Это не теория и не учебники. Это практический опыт, накопленный десятилетиями. Ноу-хау, которое трудно продемонстрировать словами и схемами. Это варьируется от процесса к процессу.
Пока ИИ не достигнет вершины, есть только мы и роботы, мастер и инструмент. Было бы ошибкой не использовать эту возможность с пользой.
Таня М. Анандан — пишущий редактор Ассоциации робототехники (RIA) и Robotics Online. RIA — это некоммерческая торговая ассоциация, деятельность которой направлена на повышение региональной, национальной и глобальной конкурентоспособности североамериканского производственного сектора и сектора услуг с помощью робототехники и связанной с ней автоматизации.