Усиление сварного шва наплавкой для стыковых и угловых швов
Нередко в процессе проведения сварочных мероприятий, требуется провести усиление сварного шва, который позволит придать прочности действующему сварному соединению. Сам процесс усиления предусматривает удлинение действующего размера и расширение размеров действующих сварных соединений. В данном случае запрещено производит усиление стыковых швов, так как это вызвано тем, что высота определяется только за счёт стыкуемых элементов, а также за счёт конструкционного строения валика шва, который в свою очередь имеет выступ от поверхности рабочего элемента и соединения. Если мы будем производить технологическую операцию именно стыкового контакта, то возрастает напряжённость в местах соединения, что чревато неминуемому появлению дефектов, представляющие опасность для дальнейшей эксплуатации металлической конструкции.
Особенности усиления швов для различных систем
Для режима усиления сварного шва при рад сварке, необходимо уделить внимание на угловые соединения швов. В данном случае происходит увеличение длины конструкционного соединения, за счёт внедрения дополнительных лобовых швов, допускается проведение высоты усиления сварного шва за счёт приварки дополнительных параметров рёбер, накладок, а также иных конструкционных частей и элементов, в том числе имеющие характеристики катета. В данном случае, для снятия усиления сварного шва для напряжений, рекомендуется брать в качестве расчётных параметров единицы расчёта в пределах 40 мм, но не менее этого значения.
В данном случае происходит увеличение длины конструкционного соединения, за счёт внедрения дополнительных лобовых швов, допускается проведение высоты усиления сварного шва за счёт приварки дополнительных параметров рёбер, накладок, а также иных конструкционных частей и элементов, в том числе имеющие характеристики катета. В данном случае, для снятия усиления сварного шва для напряжений, рекомендуется брать в качестве расчётных параметров единицы расчёта в пределах 40 мм, но не менее этого значения.
Объяснение технической литературы
Если мы обратимся к технической литературе, то там идёт следующая трактовка усиление сварного шва снять что это такое: часть наплавленного металла, который образует условную выпуклость. Рабочая выпуклость имеет только размер по высоте, и при расчёте параметров швов не ведётся учет данного фактора. Обозначение снять на чертеже усиление сварного шва маркируется литерами английского алфавита в малом регистре- a,b,c.
Причём данные значения могут иметь следующее объяснение:
- a – рабочее увеличение длины, за счёт лобового наложения части.

- b – увеличение рабочей длины или высоты катетов расположения угловых швов.
- с – внутреннее угловое наплавление, измерение по высоте, при этом учитывается следующие факторы:

- по существующим технологическим элементам.
- по дополнительным параметрам лобовых частей.
- по имеющейся дополнительной наплавке.
Пример усиления сварного шва
Объяснение единых регламентных стандартов
Общий принцип усиления сварных швов наплавкой производится постепенно, послойно, размером примерно по 2мм. Места обработки начинаются с дефектов, в виде подрезов, кратеров, а также в виде возможного наплыва. Согласно ГОСТ усиление сварного шва допускается при помощи электродов, диаметром в 4 мм. Каждый слой необходимо усиливать после того как произойдёт остывание предыдущего до +100 С. Для рабочей высоты катета наплавления необходимо соблюдать следующие условия, нельзя превышения высоты по толщине рабочей полки со стороны пера, и полуторного размера толщины, со стороны условной территории участка обушки.
Определение высоты усиления шва
Запрещено под нагрузкой проводит усиление поперечных компонентов, так это ведёт к разрушению конструкционного элемента в принципе. Для уголкового профиля процесс необходимо осуществлять только в том направлении, который был предусмотрен изначально, менять направление в другую сторону не рекомендуется, иначе может возникнуть резкое разряжение напряжения в местах соединения. В целом, чтобы понять какое изменение размера усиления сварного шва, достаточно понять одну истину – как на угловых, так и на стыковых участках снятие происходит неравномерно. На стыковым шве снимается только то, что имеет форму выступа, на угловых частях для придания прочности конструкции оставляют только катет.
Усиление для стыковых швов
Если стыковой компонент выполнен на всю длину или высоту соединяемых компонентов металла, технологическое изменение не предусматривается в принципе. Наплавка создаёт излишнюю концентрацию в месте наплавления, а это ведёт в своё очередь к появлению эффекта напряжения и дальнейшего разрушения.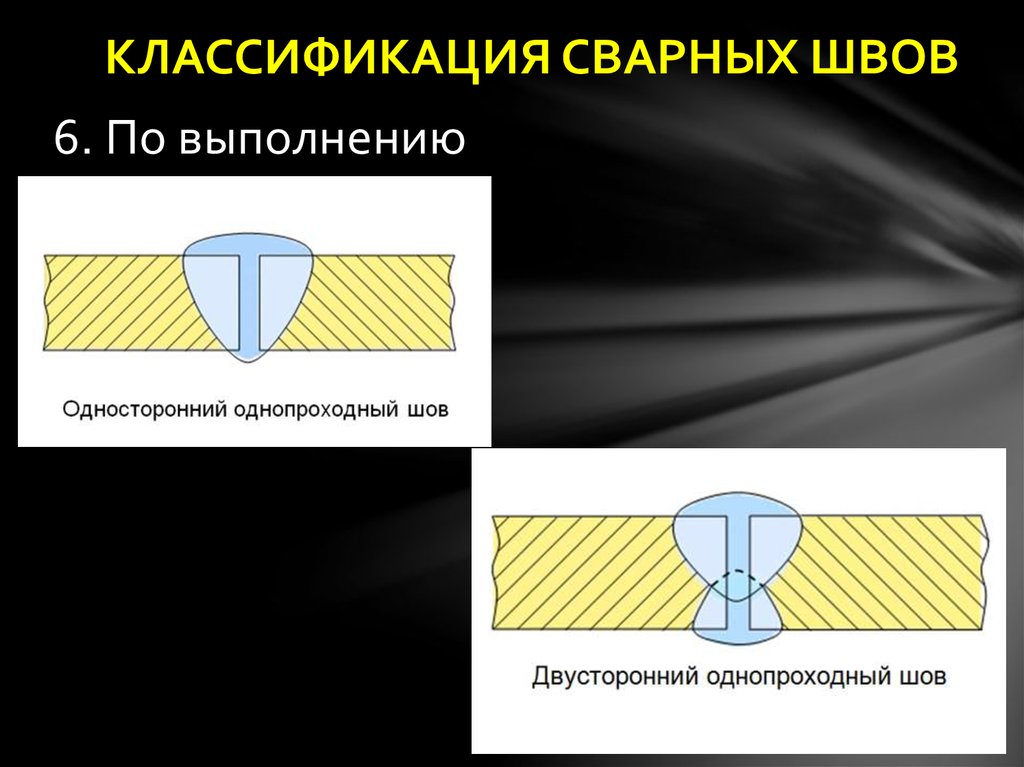 Снятие напряжения при необходимости осуществляют доступным абразивным инструментом, причём заподлицо.
Снятие напряжения при необходимости осуществляют доступным абразивным инструментом, причём заподлицо.
Далее берём для расчёта площадь накладок и известную вам длину параметров угловых сварных узлов по одной стороне расчёта. Определение ведётся по формуле:
При этом значения:
- N- известная величина несущая способность накладки, измерение в МН.
- N = АнRуrс,
- Здесь параметр Ан, это известная расчётная площадь накладки, м2.
- с≤ 1.
- Аw фактическая площадь существующего расчётного параметра нашего стыкового узла, м2, определение производится при помощи регламентного положения 11.1* СНиП II-23.
- Rwy = 0,85Ry0 известное расчётное сопротивление стыкового компонента, МПа, определяется по таблице 3 СНиП II-23.
Усиление для угловых стыковочных швов
Принцип усиления производится за счёт увеличения длины и известной толщины сварных швов. Для увеличения фасонки наплавления, необходимо рассчитать нагрузку на площадь будущего технологического процесса. Предпочтительнее осуществлять увеличение длины узла, так как на малых площадях есть риск возникновения напряжения, а это ведёт в свою очередь к разрушению места соединения.
Предпочтительнее осуществлять увеличение длины узла, так как на малых площадях есть риск возникновения напряжения, а это ведёт в свою очередь к разрушению места соединения.
Длина, а также возможная толщина, должны определиться за счёт возможного расчётного усилия непосредственно в сварном соединении, учитывая при этом расчётную нагрузку. Которая должна действовать после выполнения операции, а также после расчёта необходимых данных расчётной способности существующего соединения. При расчёте потребуется учитывать тот факт, что будет смещён центр тяжести нагрузки.
Допускается усиление питьём введения дополнительных деталей и конструкционных частей, так и при помощи стандартного сварочного оборудования. При выборе сварки, обязательно уделяем внимание диаметру электродов, которые используются в данном процессе.
«Важно!
В качестве рабочего регламента ГОСТ используют версию 2.301.»
Для некоторых соединений используем регламентные положения дополнительного ГОСТ 2. 601-84 Сварка металлов. В любом случае, специалисты предлагают осуществлять усиление соединения путём зачистки заподлицо, но не для всех технологических операций и задач сварочных мероприятий. Основной трудностью проведения сварочных работ, является формирование обратной стороны шва. При недостаточном обеспечении режима подачи тепла формируется непроплавления или непровары, а это в свою очередь приводит к образованию напряжения, которое негативно сказывается на технических характеристиках конструкционной детали.
601-84 Сварка металлов. В любом случае, специалисты предлагают осуществлять усиление соединения путём зачистки заподлицо, но не для всех технологических операций и задач сварочных мероприятий. Основной трудностью проведения сварочных работ, является формирование обратной стороны шва. При недостаточном обеспечении режима подачи тепла формируется непроплавления или непровары, а это в свою очередь приводит к образованию напряжения, которое негативно сказывается на технических характеристиках конструкционной детали.
Идеального качества сварного соединения добиться практически невозможно. Опытному мастеру необходимо время и даже немалое время, чтобы добиться желаемого эффекта качественного образования усиление сварного компонента. В некоторых случаях потребуется хорошая практика для того, чтобы можно было получить идеальные параметры соединения. В конечном итоге, усиление позволит улучшить технические и физические параметры металлоконструкций, обеспечивая высокий ресурс технологической эксплуатации в будущем. Рекомендуется в качестве нормативных положений использовать действующие ГОСТ и СНИП, где указаны основные моменты проведения сварочных работ, для усиления швов на стыках и соединений.
Рекомендуется в качестве нормативных положений использовать действующие ГОСТ и СНИП, где указаны основные моменты проведения сварочных работ, для усиления швов на стыках и соединений.
Что значит снять усиление шва. Сварка и сварные соединения. Законченные сваркой швы.
ГлавнаяРазноеЧто значит снять усиление шва
Усиление сварного шва наплавкой для стыковых и угловых швов
Нередко в процессе проведения сварочных мероприятий, требуется провести усиление сварного шва, который позволит придать прочности действующему сварному соединению. Сам процесс усиления предусматривает удлинение действующего размера и расширение размеров действующих сварных соединений. В данном случае запрещено производит усиление стыковых швов, так как это вызвано тем, что высота определяется только за счёт стыкуемых элементов, а также за счёт конструкционного строения валика шва, который в свою очередь имеет выступ от поверхности рабочего элемента и соединения. Если мы будем производить технологическую операцию именно стыкового контакта, то возрастает напряжённость в местах соединения, что чревато неминуемому появлению дефектов, представляющие опасность для дальнейшей эксплуатации металлической конструкции.
Особенности усиления швов для различных систем
Для режима усиления сварного шва при рад сварке, необходимо уделить внимание на угловые соединения швов. В данном случае происходит увеличение длины конструкционного соединения, за счёт внедрения дополнительных лобовых швов, допускается проведение высоты усиления сварного шва за счёт приварки дополнительных параметров рёбер, накладок, а также иных конструкционных частей и элементов, в том числе имеющие характеристики катета. В данном случае, для снятия усиления сварного шва для напряжений, рекомендуется брать в качестве расчётных параметров единицы расчёта в пределах 40 мм, но не менее этого значения.
Объяснение технической литературы
Если мы обратимся к технической литературе, то там идёт следующая трактовка усиление сварного шва снять что это такое: часть наплавленного металла, который образует условную выпуклость. Рабочая выпуклость имеет только размер по высоте, и при расчёте параметров швов не ведётся учет данного фактора.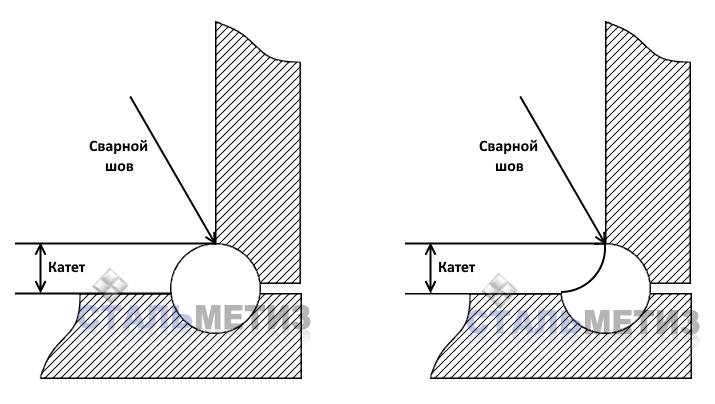 Обозначение снять на чертеже усиление сварного шва маркируется литерами английского алфавита в малом регистре- a,b,c.
Обозначение снять на чертеже усиление сварного шва маркируется литерами английского алфавита в малом регистре- a,b,c.
Причём данные значения могут иметь следующее объяснение:
- a — рабочее увеличение длины, за счёт лобового наложения части.
- b — увеличение рабочей длины или высоты катетов расположения угловых швов.
- с — внутреннее угловое наплавление, измерение по высоте, при этом учитывается следующие факторы:
- по существующим технологическим элементам.
- по дополнительным параметрам лобовых частей.
- по имеющейся дополнительной наплавке.
Пример усиления сварного шва
Объяснение единых регламентных стандартов
Общий принцип усиления сварных швов наплавкой производится постепенно, послойно, размером примерно по 2мм. Места обработки начинаются с дефектов, в виде подрезов, кратеров, а также в виде возможного наплыва. Согласно ГОСТ усиление сварного шва допускается при помощи электродов, диаметром в 4 мм.
Определение высоты усиления шва
Запрещено под нагрузкой проводит усиление поперечных компонентов, так это ведёт к разрушению конструкционного элемента в принципе. Для уголкового профиля процесс необходимо осуществлять только в том направлении, который был предусмотрен изначально, менять направление в другую сторону не рекомендуется, иначе может возникнуть резкое разряжение напряжения в местах соединения. В целом, чтобы понять какое изменение размера усиления сварного шва, достаточно понять одну истину — как на угловых, так и на стыковых участках снятие происходит неравномерно. На стыковым шве снимается только то, что имеет форму выступа, на угловых частях для придания прочности конструкции оставляют только катет.
Усиление для стыковых швов
Если стыковой компонент выполнен на всю длину или высоту соединяемых компонентов металла, технологическое изменение не предусматривается в принципе. Наплавка создаёт излишнюю концентрацию в месте наплавления, а это ведёт в своё очередь к появлению эффекта напряжения и дальнейшего разрушения. Снятие напряжения при необходимости осуществляют доступным абразивным инструментом, причём заподлицо.
Далее берём для расчёта площадь накладок и известную вам длину параметров угловых сварных узлов по одной стороне расчёта. Определение ведётся по формуле:
При этом значения:
- N- известная величина несущая способность накладки, измерение в МН.
- N = АнRуrс,
- Здесь параметр Ан, это известная расчётная площадь накладки, м2.
- с≤ 1.
- Аw фактическая площадь существующего расчётного параметра нашего стыкового узла, м2, определение производится при помощи регламентного положения 11.1* СНиП II-23.
- Rwy = 0,85Ry0 известное расчётное сопротивление стыкового компонента, МПа, определяется по таблице 3 СНиП II-23.

Усиление для угловых стыковочных швов
Принцип усиления производится за счёт увеличения длины и известной толщины сварных швов. Для увеличения фасонки наплавления, необходимо рассчитать нагрузку на площадь будущего технологического процесса. Предпочтительнее осуществлять увеличение длины узла, так как на малых площадях есть риск возникновения напряжения, а это ведёт в свою очередь к разрушению места соединения.
Длина, а также возможная толщина, должны определиться за счёт возможного расчётного усилия непосредственно в сварном соединении, учитывая при этом расчётную нагрузку. Которая должна действовать после выполнения операции, а также после расчёта необходимых данных расчётной способности существующего соединения. При расчёте потребуется учитывать тот факт, что будет смещён центр тяжести нагрузки.
Допускается усиление питьём введения дополнительных деталей и конструкционных частей, так и при помощи стандартного сварочного оборудования. При выборе сварки, обязательно уделяем внимание диаметру электродов, которые используются в данном процессе.
При выборе сварки, обязательно уделяем внимание диаметру электродов, которые используются в данном процессе.
«Важно!
В качестве рабочего регламента ГОСТ используют версию 2.301.»
Для некоторых соединений используем регламентные положения дополнительного ГОСТ 2.601-84 Сварка металлов. В любом случае, специалисты предлагают осуществлять усиление соединения путём зачистки заподлицо, но не для всех технологических операций и задач сварочных мероприятий. Основной трудностью проведения сварочных работ, является формирование обратной стороны шва. При недостаточном обеспечении режима подачи тепла формируется непроплавления или непровары, а это в свою очередь приводит к образованию напряжения, которое негативно сказывается на технических характеристиках конструкционной детали.
Идеального качества сварного соединения добиться практически невозможно. Опытному мастеру необходимо время и даже немалое время, чтобы добиться желаемого эффекта качественного образования усиление сварного компонента.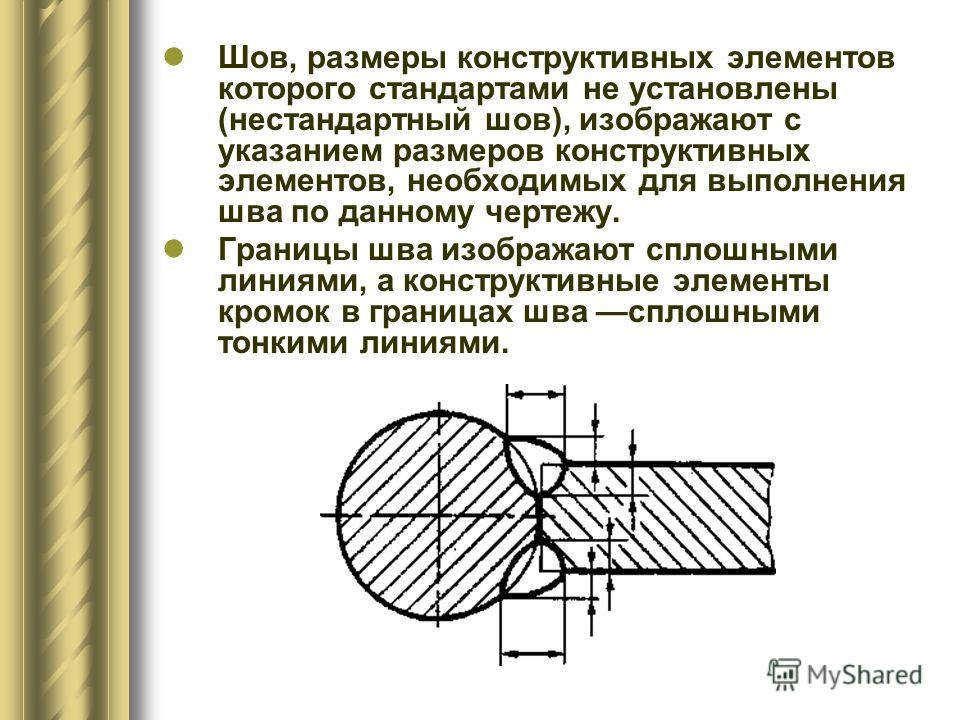 В некоторых случаях потребуется хорошая практика для того, чтобы можно было получить идеальные параметры соединения. В конечном итоге, усиление позволит улучшить технические и физические параметры металлоконструкций, обеспечивая высокий ресурс технологической эксплуатации в будущем. Рекомендуется в качестве нормативных положений использовать действующие ГОСТ и СНИП, где указаны основные моменты проведения сварочных работ, для усиления швов на стыках и соединений.
В некоторых случаях потребуется хорошая практика для того, чтобы можно было получить идеальные параметры соединения. В конечном итоге, усиление позволит улучшить технические и физические параметры металлоконструкций, обеспечивая высокий ресурс технологической эксплуатации в будущем. Рекомендуется в качестве нормативных положений использовать действующие ГОСТ и СНИП, где указаны основные моменты проведения сварочных работ, для усиления швов на стыках и соединений.
svarkaipayka.ru
Page 2 | Разработка конструкции и технологии производства сварного изделия
Страница 2 из 10
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Сварка как технологический процесс получения неразъемных соединений находит широкое применение в машиностроении. Наибольшее распространение получила электродуговая сварка: ручная — металлическими электродами с обмазкой; автоматическая под слоем флюса; автоматическая, полу автоматическая ручная в среде защитных газов.
Перед сваркой соединяемые детали взаимно ориентируют в соответствии с чертежом сварного изделия, фиксируют при необходимости в приспособлениях и зону стыка деталей заполняют расплавленным металлом (электрода с частичным расплавлением кромок деталей). Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом.
Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом.
На виды сварки, конструктивные элементы сварных швов и подготовки кромок для них действуют государственные стандарты:
- ГОСТ 5264—80. Ручная дуговая сварка. Соединения сварные.
- ГОСТ 8713—79. Сварка под флюсом. Соединения сварные.
- ГОСТ 14771—76. Дуговая сварка в защитном газе. Сварные соединения.
- ГОСТ 16037—80. Соединения сварных стальных трубопроводов.
- ГОСТ 14806—80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Кроме стандартов на соединения стыковые и под прямыми углами, имеются стандарты на сварные соединения под острыми и тупыми углами (ГОСТ 11534—75, ГОСТ 11533—75, ГОСТ 23518—79).
По взаимному расположению деталей соединения бывают стыковые (С1…С26), угловые, (У1…У10), тавровые (Т1…Т5) и внахлестку (Н1, Н2).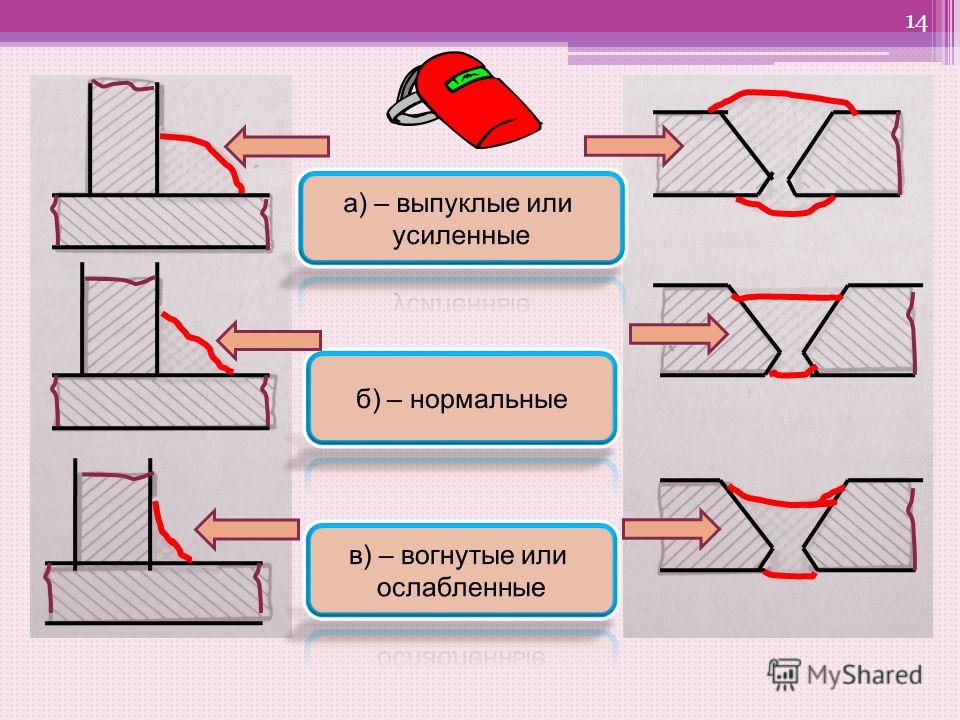 По форме подготовленных кромок соединения могут быть без скоса кромок (C2, C7, У4, Т1, Н1, Н2 и др.), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8…С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
По форме подготовленных кромок соединения могут быть без скоса кромок (C2, C7, У4, Т1, Н1, Н2 и др.), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8…С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
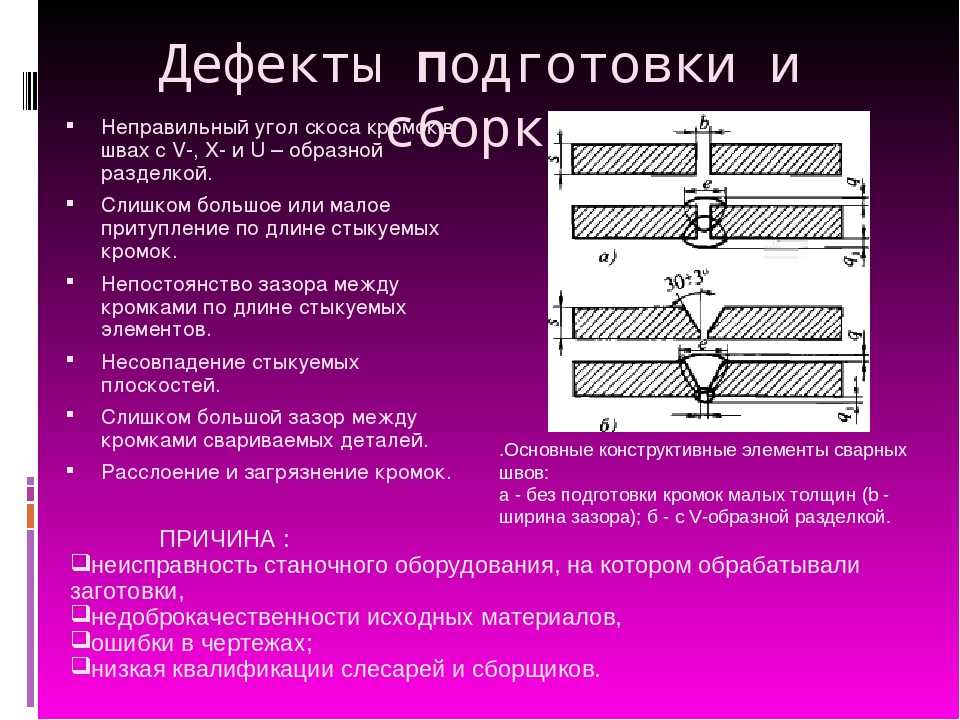
Для обеспечения сквозного проплавления и получения сварного шва по всей толщине соединяемых деталей, их кромки должны быть подготовлены под сварку. Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 1.
Отбортовку кромок (рис. 1,а) применяют для деталей малой толщины s и обычно для сварки неплавящимся электродом без присадочного материала. Формирование шва происходит за счет оплавления кромок.
При толщине деталей более 3 мм применяют прямолинейные односторонние скосы одной в или двух г кромок, двухсторонние — одной или двух д кромок, а также криволинейные скосы е.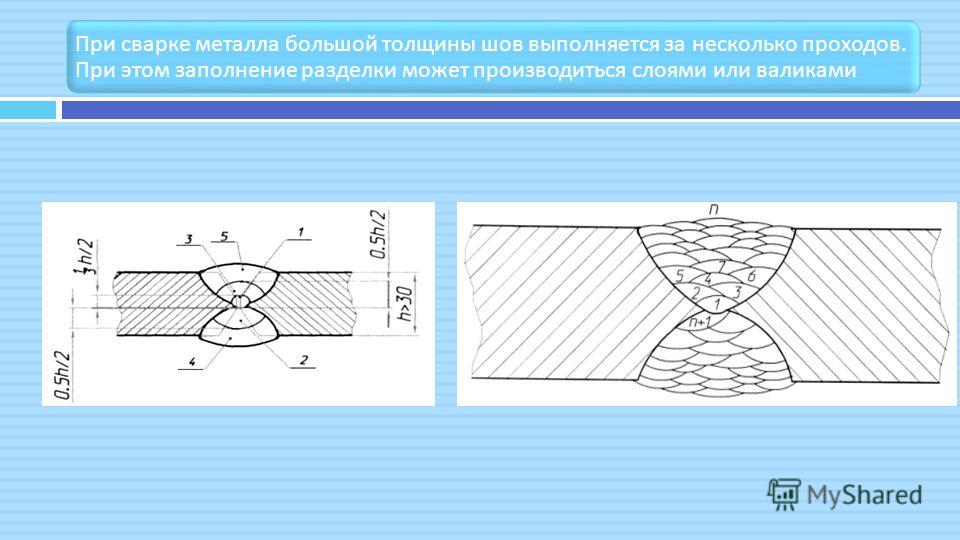
При малой толщине деталей (до 4…12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок б.
Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры b между деталями, величину притупления и угол скоса a. Зазор b составляет 0 + 0,5, 0 ± 1 и мм при толщине деталей s соответственно до 2; 4 и более мм.
Притупление t кромок назначают от 1 ± 1 до мм (большее притупление соответствует большей толщине s ).
Угол α скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения:
- для ручной электродуговой сварки при прямолинейном скосе одной кромки,α = = 45° ± 2°, двух — 25° ± 2°, а при криволинейном скосе — 20° ± 2° и 12° ± 2°;
- для автоматической сварки под флюсом, α = 30° ± 5° и 10° ± 2° при прямолинейном и криволинейном скосах кромок в случае стыковых и угловых соединений, тавровые соединения требуют большего угла, который равен соответственно 50° ± 5° и 20° ± 2°;
- для сварки в среде защитных газов α == 40° ± 2° и 20° ± 2° при прямолинейном скосе одной и двух» кромок» — в случае криволинейного скоса α = 12° ± 2°.
Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке
Рис. 1. Виды подготовки кромок под сварку: а — с отбортовкой кромок; б, и, к — без скоса кромок; в—со скосом одной кромки; г — со скосом двух кромок; д — с двухсторонним скосом двух кромок; е — с криволинейным скосом кромок; ж —с использованием остающейся или съемной подкладки; з — с замковым расположением деталей; л — дополнительным скосом для устранения влияния разной толщины
составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 1, л).
При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину h (рис. 1, и, к). Смещение может быть менее 0,5 s или более 0,5 s при толщине деталей до 6 и 30 мм соответственно.
Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки. Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приемы.
Замок, т. е. перекрытие одной детали другой (рис. 1, з). Перекрытие деталей b2 составляет 8 … 20 мм, а зазор в замке z = 0 +0,5 мм. Способ эффективен, но дорогой.
Остающаяся стальная подкладка (рис. 1, ж), толщина которой t1> достигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10… 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5… 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18).
Предварительная ручная подварка корня шва (С12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
Заделка зазора асбестовой набивкой или флюсовой подушкой.
Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Автоматическая и полуавтоматическая сварка обладает большой производительностью, обеспечивает высокое качество и надежность соединения, не требует высокой квалификации сварщика, дает наибольший эффект в серийном и массовом производстве, а также при соединении толстостенных деталей. Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Форма сварных швов после сварки видна в табл. 1. Так, ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
Конструктор при проектировании сварных изделий на чертеже указывает способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок, марку электрода или проволоки, способ контроля, допустимые дефекты.
Чертежи сварных изделий оформляют как чертежи сборочных единиц, т.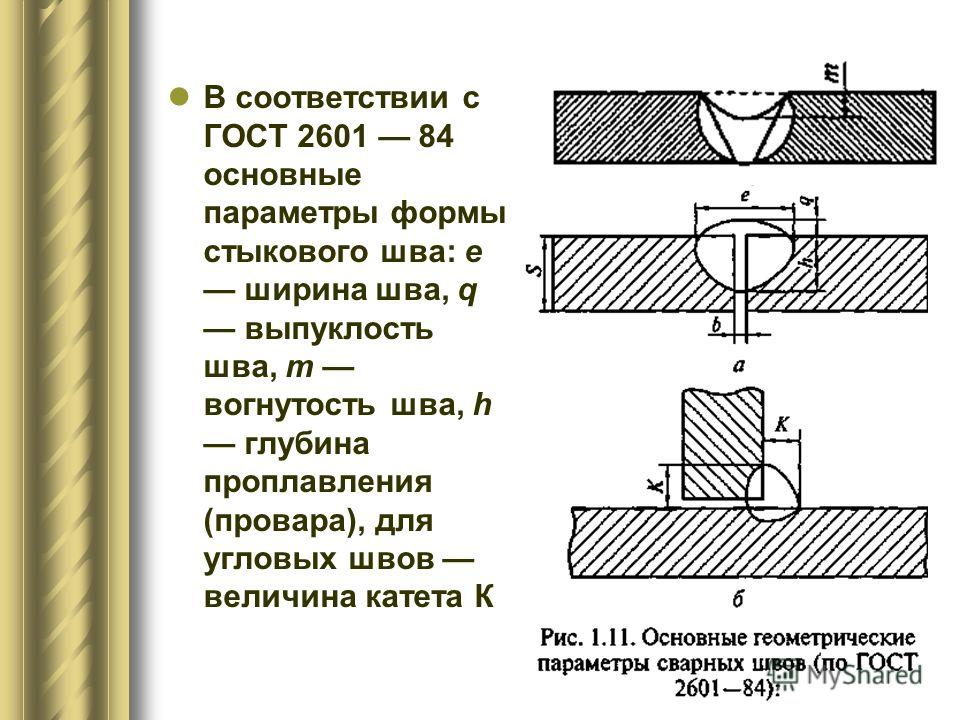 е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
Условное обозначение шва производят на полке линии-выноски или под полкой, если линия-выноска проведена от оборотной стороны основного шва. Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 2).
1. Сварной шов, выполняемый при монтаже, обозначают знаком в точке пересечения линии-выноски и полки (рис. 2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2. Номер ГОСТа на способ сварки и вид сварного соединения.
3. Условное буквенно-цифровое обозначение сварного соединения по стандарту.
4. Условное буквенное обозначение способа сварки по соответствующему стандарту (на чертежах допускается не указывать). Приняты следующие обозначения способов сварки: Р — ручная, АФ — автоматическая под флюсом на весу, АФф — автоматическая под флюсом на флюсовой подушке, АФо —автоматическая под флюсом на остающейся подкладке. АФм — автоматическая под флюсам на медной подкладке,
Рис. 2. Пример обозначения сварных швов: a — сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771 — 76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Ra не более 12,5 мкм. Обозначение указано от лицевой стороны; б — сварной шов, выполняемый при монтаже.
Соединение тавровое Т1 без скоса кромок по ГОСТ 5264 — 80. Сварка ручная дуговая. Высота катета шва 5 мм. Шов прерывистый с шагом 100 мм, при длине проваренного участка 50 мм. Обозначение указано от оборотной стороны шва; в — сварное соединение С9 по ГОСТ 5264—80, выполняемое ручной электродуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к основному металлу.
АФк — автоматическая под флюсом с (предварительной подваркой корня шва, АФш — автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФо, ПФш — то же, что и выше, но полуавтоматическая сварка; ИН — электродуговая сварка в инертных газах без присадочного металла, ИНп— в инертных газах с присадочным металлом, ИП — в инертных газах и их смесях с углекислым газом плавящимся электродом, УП — в углекислом газе плавящимся электродом; ШЭ — электрошлаковая проволочным электродом и т. д.
5. Знак в виде прямоугольного треугольника и размер катета шва для угловых, тавровых и соединений внахлестку (см. рис. 2,6).
6. Для прерывистого шва указывают в мм длину провариваемого участка и шаг. Их значения разделяют наклонной линией под углом 60° в случае цепного расположения швов или специальным знаком для шахматного расположения (см. рис. 2, б).
7. Вспомогательные знаки, которые могут означать: усиление шва снять (см. рис. 2, а), наплывы и неровности шва обработать с плавным переходом к основному металлу (см. рис. 2, в). Здесь же указывают требуемую шероховатость. (Более подробно см. ГОСТ 2.312—72).
При наличии одинаковых швов им присваивают один порядковый номер, условное обозначение выполняют только для одного шва, с указанием порядкового номера на линии-вынооке. Для остальных швов на полке вместо обозначения указывают только порядковый номер данной группы одинаковых швов.
Если на чертеже все швы одинаковы, допускается их обозначать только линиями-выносками, а в технические требования чертежа записывать все сведения о способе сварки и элементах сварных соединений.
Марку электрода или присадочного материала с указанием стандарта указывают в технических требованиях чертежа.
texttotext.ru
Усиление — сварной шов — Большая Энциклопедия Нефти и Газа, статья, страница 1
Усиление — сварной шов
Cтраница 1
Усиление сварного шва оказывает наиболее сильное влияние на выявляемость дефектов сварного соединения. Причем уменьшить размагничивающий фактор усиления шва в процессе магнитной записи поля дефекта пока не представляется возможным. Кроме того, аналитические методы подхода к решению данной проблемы путем расчета поправок, которые бы учитывали влияние усиления сварного шва на результат контроля, также не являются выходом из этого положения, так как требуют привлечения сложного математического аппарата, что не всегда представляется возможным. [1]
Усиление сварного шва зашлифовывают заподлицо с поверхностью трубы. [2]
Усиление сварного шва зачищается заподлицо с поверхностью крышки, кромки патрубка под гуммировку скруглены по радиусу 8 мм. [3]
[3]
Усиление сварного шва снимается; грани образца на его среднем участке I, равном / з длины, спиливаются но радиусу г 0 2s, но не больше 3 мм. [4]
Усиление сварного шва снимается; грани образца на его среднем участке /, равном / з длины, спиливаются по радиусу r 0 2s, но не больше 3 мм. [5]
Усиление сварного шва снимается, грани образца на его среднем участке длиною не менее одной трети от длины образца спиливаются по радиусу. Диаметр оправки обычно принимают равным двум толщинам образца. [7]
Усиление сварного шва при пределении коэффициента прочности не учитывается. [8]
Если усиление сварного шва составляет 20 % от толщины металла, то индукция в металле должна быть равна 2 16 Т, а это достигается при напряженности магнитного поля 500 А / см. При такой напряженности поля магнитные ленты насыщаются и не записывают поля дефектов. [9]
Превышение усиления сварного шва приводит к ухудшению работы сварного изделия на динамическую нагрузку, а поэтому оно является недопустимым дефектом. При автоматической сварке причиной дефекта может быть неправильная наладка оборудования на заданный режим сварки, при ручной сварке-низкая квалификация сварщика. [10]
При автоматической сварке причиной дефекта может быть неправильная наладка оборудования на заданный режим сварки, при ручной сварке-низкая квалификация сварщика. [10]
Зачистка усиления сварного шва заподлицо с облицовкой не изменяет предела выносливости образцов. [11]
Над усилением сварного шва минимальная толщина слоя полиэтиленового покрытия для труб с внутренним диаметром до 1020мм должна быть 2 мм; для труб диаметром 1020 мм и более — 2 5 мм. [12]
Если форма усиления сварного шва не обладает эллипсоидаль-ностью, распределение поля вблизи поверхности шва имеет более сложный характер. На рис. 2.16 ( кривая 1), показана топография подмагничивающего поля в зоне усиления сварного шва, имеющего небольшой подъем в средине. Характеристика подмагничивающего поля отражает это искривление явно выраженным минимумом индукции в данном сечении шва. Важно отметить, что при воспроизведении магнитной записи полей, изображенных на рис. 2.16, индукционные магнитные головки, применяющиеся в промышленных магнитографических дефектоскопах, показывают ложный дефект, обусловленный ослаблением подмагничивающего поля в области наплыва или подреза на усилении сварного шва. [14]
[14]
Для снятия усиления сварного шва на плоскости успешно применяется фрезерный трактор, где для механической обработки применяется фреза. Но из-за большого веса и габаритных размеров применение фрезерного трактора для снятия усиления шва на криволинейных поверхностях, например внутри корпусов тепло-обменных аппаратов диаметром 500 — 800 мм, практически невозможно. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Усиление — сварной шов — Большая Энциклопедия Нефти и Газа, статья, страница 3
Усиление — сварной шов
Cтраница 3
Приведенные выше результаты экспериментов показывают, что усиление сварного шва, выступающее над поверхностью основного металла, ведет к уменьшению магнитной индукции в сечении шва и напряженности магнитного поля на его поверхности. При этом поле Яп, подмагничивающее ленту, имеет минимальное значение в средине усиления шва и растет при приближении к его краям, достигая максимальной величины на поверхности основного металла. [31]
[31]
Образующийся в процессе оплавления и осадки грат и усиление сварного шва удаляют с помощью специальных гратоснимаю-щих устройств. Необходимость удаления внутреннего грата диктуется тем, что он снижает пропускную способность трубопровода, а наружного — тем, что он не позволяет качественно осуществить наружную изоляцию труб, а также может быть причиной наличия концентратора напряжений в стыке при его эксплуатации. Грат удаляют в горячем и в холодном состоянии. На трубах малого диаметра ( 57 — 325 мм) внутренний и наружный грат удаляют в горячем состоянии, а наружный — в холодном. [32]
Образующийся в процессе оплавления и осадки грат и усиление сварного шва удаляют с помощью специальных гратоснимающих устройств. Необходимость удаления внутреннего грата диктуется тем, что он снижает пропускную способность трубопровода, а наружного тем, что он не позволяет качественно осуществить наружную изоляцию труб, а также может быть причиной наличия концентратора напряжений в стыке при его эксплуатации. Грат удаляют в горячем и в холодном состоянии. На трубах малого диаметра ( 57 — 325 мм) внутренний и наружный грат удаляют в горячем состоянии, а наружный — в холодном. [34]
Грат удаляют в горячем и в холодном состоянии. На трубах малого диаметра ( 57 — 325 мм) внутренний и наружный грат удаляют в горячем состоянии, а наружный — в холодном. [34]
В рассматриваемом случае / не меняется при переходе через усиление сварного шва. [36]
Перед экспандированием у трубы на внутренних ее концах снимается усиление сварного шва на длину 300 — 400 мм. [37]
Испытания показали, что накладные планки, назначение которых усиление сварного шва металла стенки резервуара, свою функцию не выполняют. Испытания сварного соединения показывают, что дальнейшая эксплуатация резервуара возможна только при условии ремонта сварных швов с обеспечением их прочности на уровне прочности бывшего в эксплуатации металла. [38]
Образцы для испытания на растяжение делают как со снятием усиления сварного шва, так и без снятия. Образец со снятием усиления имеет то преимущество, что позволяет наиболее точно определить размеры, а следовательно и более точно установить прочность наплавленного металла.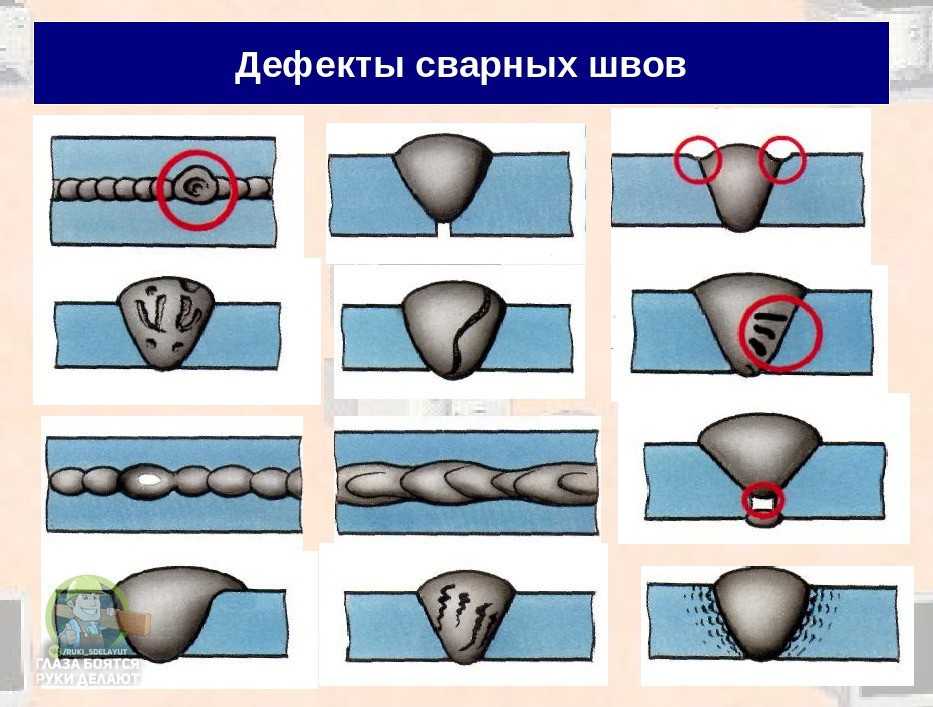 Недостаток такого образца заключается в том, что вместе со снятием усиления могут быть сняты и дефекты, имеющиеся в верхней части ( галтели) шва. [40]
Недостаток такого образца заключается в том, что вместе со снятием усиления могут быть сняты и дефекты, имеющиеся в верхней части ( галтели) шва. [40]
Фокусное расстояние определяется с учетом толщины стенки трубы и величины усиления сварного шва. Если фокусное расстояние принято равным 200 мм, толщина стенки трубы равна 12 мм и усиление шва составляет 2 мм, то ампула помещается на расстоянии 186 мм от стенки трубы со стороны противоположной той, да которой укреплена кассета. [41]
Выбор способа прозвучивания определяется толщиной контролируемого соединения, размерами валиков усиления сварного шва и углом ввода ультразвуковых колебаний. При прочих равных условиях необходимо стремиться к тому, чтобы расстояние от искателя до шва было минимальным. [42]
Перед экспандированием торцы труб обтачивают и на внутренних их концах снимают усиление сварного шва на длину 150 — 200 мм, так как в трубу с обоих концов вставляют заглушки-конусы силовых головок с приспособлениями. При этом через одну головку подают воду под давлением для расширения трубы, а через другую выпускают воздух из трубы. Когда стенки трубы в процессе экспандирования прижмутся к внутренней поверхности обоймы, труба достигает максимального диаметра. Это является пределом экспандирования и дает возможность получить трубу заданного диаметра и точной формы, а также исключить неравномерную деформацию металла трубы в процессе ее расширения под давлением воды. [43]
При этом через одну головку подают воду под давлением для расширения трубы, а через другую выпускают воздух из трубы. Когда стенки трубы в процессе экспандирования прижмутся к внутренней поверхности обоймы, труба достигает максимального диаметра. Это является пределом экспандирования и дает возможность получить трубу заданного диаметра и точной формы, а также исключить неравномерную деформацию металла трубы в процессе ее расширения под давлением воды. [43]
Подготовка сварных швов под эмалирование связана с трудоемким процессом — снятием усиления сварного шва при помощи пневмозу-била — и последующей зачисткой наждачным кругом. В последнее время разработаны специальные установки, позволяющие сваривать металл без усиления сварного шва со стороны, требующей эмалирования. Так, например, для сварки продольного стыка без усиления сварного шва со стороны эмалирования на отечественных заводах используется трактор ТС-17М с применением флюсовой подушки. Для сварки внутренних кольцевых швов без усиления используют установку консольного типа, в передней части которой прикреплен трактор типа АДС-1000-2. Контроль качества сварочных работ при изготовлении аппаратов под эмалирование осуществляется в течение всего производственного цикла. Наличие внутренних дефектов сварных швов проверяют просвечиванием рентгеновскими лучами на установке типа РУП-200 или ультразвуком на установке типа УДМ-1М. Механические свойства швов должны быть не ниже, чем у основного металла. [44]
Контроль качества сварочных работ при изготовлении аппаратов под эмалирование осуществляется в течение всего производственного цикла. Наличие внутренних дефектов сварных швов проверяют просвечиванием рентгеновскими лучами на установке типа РУП-200 или ультразвуком на установке типа УДМ-1М. Механические свойства швов должны быть не ниже, чем у основного металла. [44]
Благоприятные условия для развития магнитных методов анализа качества сварных соединений, имеющих усиление сварного шва, появились после того, как в СССР был предложен магнитографический способ дефектоскопии ( X. Таким образом, основное преимущество магнитографического способа — возможность длительно хранить информацию и количественно оценить поля дефектов, регистрируемых вблизи изделия, имеющего сложную форму поверхности. [45]
Страницы: 1 2 3 4 5
www.ngpedia.ru
усиление шва — с русского
усиление шва — высота усиления шва — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы высота усиления шва EN reinforcement … Справочник технического переводчика
усиление (шва) (св. ) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN convexity … Справочник технического переводчика
) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN convexity … Справочник технического переводчика
усиление шва (св.) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN reinforcement of weld … Справочник технического переводчика
металл, образующий усиление шва (св.) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN reinforcing metal … Справочник технического переводчика
усиление с обратной стороны шва (при полном проплавлении) (св.) — контрольный валик (св.) замыкающий валик (св.) — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы контрольный валик (св.)замыкающий валик (св.) EN bead … Справочник технического переводчика
Усиление стыкового шва — По ГОСТ 2601 74 Источник: ГОСТ 25225 82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод … Словарь-справочник терминов нормативно-технической документации
Швы сварных соединений трубопроводов. Магнитографический метод … Словарь-справочник терминов нормативно-технической документации
усиление — 3.18 усиление: Комплекс мероприятий, обеспечивающий повышение несущей способности и эксплуатационных свойств строительной конструкции или здания и сооружения в целом, включая грунты основания, по сравнению с фактическим состоянием или проектными… … Словарь-справочник терминов нормативно-технической документации
усиление сварного шва — 3.1.23 усиление сварного шва: Выпуклость шва, определяемая расстоянием между основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости. 3.2 В настоящем стандарте применены следующие сокращения: ЗРА запорная и… … Словарь-справочник терминов нормативно-технической документации
Поверхностное усиление — Face reinforcement Поверхностное усиление. Усиление сварного шва на стороне, с которой была произведена сварка. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
поверхностное усиление — Усиление сварного шва на стороне, с которой была произведена сварка. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN face reinforcement … Справочник технического переводчика
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
translate.academic.ru
Выносливость сварных соединений со снятым усилением шва
Установлено, что пределы выносливости сварных соединений (на гладких, т.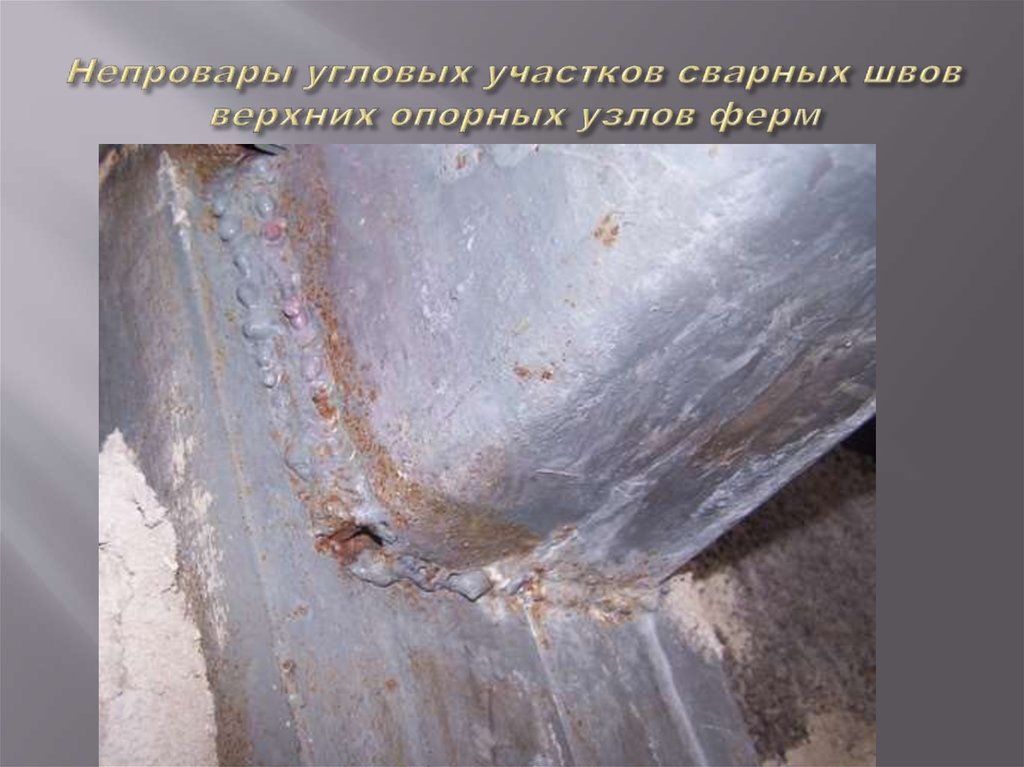 е. со снятым усилением шва, образцах крупных сечений) не ниже, чем у основного металла (табл. 4).
[c.40]
е. со снятым усилением шва, образцах крупных сечений) не ниже, чем у основного металла (табл. 4).
[c.40]
Было показано, что почти трехкратного увеличения малоцикловой выносливости сварных соединений л высокопрочной стали можно достигнуть путем зачистки усиления сварного шва — необходимо снять концентрацию напряжений, образующуюся при переходе от шва к основному металлу. [c.40]
Сопоставление различных методов повышения усталостной прочности сварных соединений за счет снятия растягивающих и создания сжимающих остаточных напряжений показывает, что сварные соединения с растягивающими остаточными напряжениями имеют низкие пределы усталости. Снятие остаточных напряжений растяжения отпуском или создание в местах концентрации (усиление шва) сжимающих остаточных напряжений точечным нагревом, местным пластическим обжатием и т. п. повышает предел выносливости на 40—110% [47]. [c.19]
Прочность при переменных нагрузках.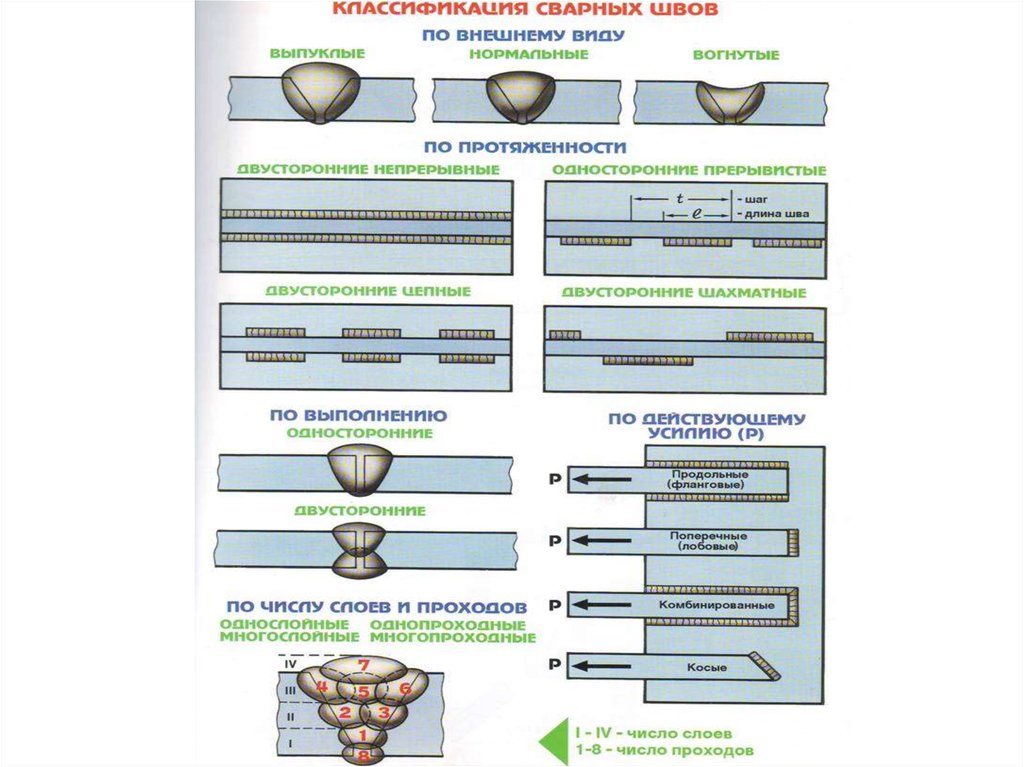 Исходным критерием при оценке сопротивляемости сварных соединений действию переменных нагрузок служит предел выносливости основного металла и соединения. При переменных нагрузках сварные соединения обладают различной чувствительностью к непровару в зависимости от свойств основного и присадочного металла и технологии сварки. Это положение подтверждается рис. 21—24 и приведенными в табл. 4 эффективными коэффициентами концентрации сварных стыковых соединений со снятым усилением и с непроваром в корне шва 15% (база испытания N = 2-10 циклов, характеристика цикла г = 0,1- -0,3, растяжение).
[c.45]
Исходным критерием при оценке сопротивляемости сварных соединений действию переменных нагрузок служит предел выносливости основного металла и соединения. При переменных нагрузках сварные соединения обладают различной чувствительностью к непровару в зависимости от свойств основного и присадочного металла и технологии сварки. Это положение подтверждается рис. 21—24 и приведенными в табл. 4 эффективными коэффициентами концентрации сварных стыковых соединений со снятым усилением и с непроваром в корне шва 15% (база испытания N = 2-10 циклов, характеристика цикла г = 0,1- -0,3, растяжение).
[c.45]
Образцы из низкоуглеродистой стали, вырезанные поперек У-образного стыкового сварного соединения толщиной 8 мм с усилением и без усиления, подвергали вибрационным испытаниям на растяжение-сжатие. Разрушения в образцах с усилением происходили почти всегда по зоне термического влияния, а в образцах со снятым усилением — как по зоне термического влияния, так и по шву или основному металлу. Наблюдалось также влияние на величину предела выносливости отклонений формы и размеров испытуемого образца, а также формы усиления и угла перехода от усиления к основному металлу.
[c.68]
Наблюдалось также влияние на величину предела выносливости отклонений формы и размеров испытуемого образца, а также формы усиления и угла перехода от усиления к основному металлу.
[c.68]
В сварных конструкциях предел выносливости зависит от материала, технологического процесса сварки, формы конструкции, а также от рода усилия и характеристики цикла нагружения. Влияние технологического процесса сварки на прочность при переменных нагрузках обычно изучают на образцах стандартного типа, имеющих стыковые швы. В образцах со снятым усилением концентрация напряжений практически отсутствует. Как показали результаты многочисленных опытов, в таких обработанных сварных образцах из низкоуглеродистых и ряда низколегированных конструкционных сталей отношение 011/0-1 0,9, где 0 1 — предел выносливости образца из основного металла при симметричном цикле 0 — предел выносливости стыкового сварного соединения. Значения предела выносливости при автоматической сварке более стабильны, чем при ручной. Это объясняется лучшим качеством сварных швов.
[c.138]
Это объясняется лучшим качеством сварных швов.
[c.138]
После сварки соединение подверглось нормализации при 950° С, затем отпуску при 620° С и охлаждению со скоростью V = 50° С/ч (рис. 16, б). Предел выносливости равен 12,5 кгс/мм . Образцы испытывались со снятым усилением шва. Усталостные изломы, так же как и в сварном соединении стали 0Х12НДЛ со сталью 15Г2ВЛ, происходили по зоне сплавления металла электрода со сталью 0Х12НДЛ. [c.35]
У сварного соединения стали 0Х12НДЛ со сталью 15Г2ВЛ, выполненного при облицовке электродом ЦУ-ЗБ, на образцах со снятым усилением шва предел выносливости имеет такие же значения (рис. 17). [c.38]
mash-xxl.info
Сварка и сварные соединения. Законченные сваркой швы. |
Персонал, участвующий в сварочных работах и техническом контроле, должен знать понятия, связанные с известными условиями или характерными особенностями законченных сваркой швов. Знание этих понятий полезно в процессе обмена информацией и способствует повышению умения правильно толковать смысл условных обозначений и определять зоны сварочных швов, которые могут потребовать дополнительной зачистки или доводки после сварки.
К числу понятий относящихся к швам с разделкой кромок (см.рис.1), принадлежат: лицевая сторона шва, кромка лицевой поверхности шва, корень шва, поверхность корня, выпуклость на лицевой стороне шва, выпуклость на обратной стороне шва.
Лицевая сторона шва – это «открытая поверхность сварного шва на той стороне, с которой выполнялась сварка». Кромка лицевой поверхности шва – это «линия контакта лицевой поверхности шва и основного металла». Корень шва – это, «точки, которые показаны на поперечном сечении (рис.1, 2) и в которых поверхность корня пересекается с поверхностями основного металла».
С понятием лицевой поверхности шва сходно понятие «поверхности корня», которое определяется как «открытая поверхность сварного шва на стороне, которая противоположна стороне, где была выполнена сварка».
Дополнительная терминология, относящаяся к швам с разделкой кромок, связана с выпуклостью сварного шва: выпуклость (усиление) сварного шва – это «металл, наплавленный сверх того количества, которое требуется для заполнения стыка». Выпуклость на лицевой стороне шва (обычно называется усилением) определяется как «утолщение сварного шва на той стороне соединения, с которой была выполнена сварка». С другой стороны, понятием выпуклость на обратной стороне шва обозначается утолщение шва на стороне, которая противоположна стороне, где была выполнена сварка». Понятие выпуклости на обратной стороне шва применяется только в случае сварных соединений с наложением шва на одной стороне, другими словами, при выполнении сварки с одной стороны, рис. 1С.
Выпуклость на лицевой стороне шва (обычно называется усилением) определяется как «утолщение сварного шва на той стороне соединения, с которой была выполнена сварка». С другой стороны, понятием выпуклость на обратной стороне шва обозначается утолщение шва на стороне, которая противоположна стороне, где была выполнена сварка». Понятие выпуклости на обратной стороне шва применяется только в случае сварных соединений с наложением шва на одной стороне, другими словами, при выполнении сварки с одной стороны, рис. 1С.
Когда сварка выполняется на двух сторонах, понятие выпуклости на лицевой стороне шва применяется как выпуклость (усиление) на обеих сторонах, рис.1А.
Стандартный набор понятий предусмотрен также для составных частей угловых швов. Как и в случае швов с разделкой кромок, поверхность углового шва называется «лицевой стороной шва». Линия контакта лицевой поверхности шва с основным металлом называется кромкой лицевой поверхности шва. Дальнейшее проникновение металла сварного шва в стык образует корень шва. «Расстояние от начала зазора между свариваемыми кромками до кромки лицевой поверхности углового шва называется катетом шва. Части углового шва показаны на рис.2.
«Расстояние от начала зазора между свариваемыми кромками до кромки лицевой поверхности углового шва называется катетом шва. Части углового шва показаны на рис.2.
Для описания размерных характеристик угловых швов имеются еще три параметра, а именно: вогнутость, выпуклость и толщина шва. Вогнутость и выпуклость характеризуют кривизну лицевой поверхности шва, а толщина шва равна длине, измеренной в его поперечном сечении. Способ измерения этих параметров показан на рис.3.
ndt-welding.com
Усиление сварного шва
Главная » Разное » Усиление сварного шва
Усиление шва, влияние на прочност
Ударная вязкость, сопротивление сварных соединений с дефектами ударным нагрузкам 51, 53, 54, 63 Усиление шва, влияние на прочность
[c. 332]
332]
Следовательно, в стыковых соединениях низкоуглеродистой стали все дискретные шлаковые включения (см. табл. 2) при наличии усиления шва и проплава влияния на прочность не оказывают. Шлаковые включения, так же как и поры, начинают снижать выносливость при коэффициенте концентрации формы шва /Сф == 1, т. е. в стыковых швах, у которых полностью снято усиление шва [c.169]
Расчет сварных швов при статическом нагружении. Материал сварного шва работает на растяжение (сжатие) в стыковых швах, либо на срез в угловых, тавровых и швах внахлестку. На прочность сварных швов оказывает влияние концентрация напряжений в местах усиления швов, нарушающая плавность силового потока, что учитывается при выборе допускаемых напряжений. Расчет на прочность стыкового шва (см. рис. 4.2, а) производится по формуле [c.403]
Рассмотренный расчет на прочность по методу предельного состояния [88, 89] не учитывает возможной неравномерности в распределении напряжений и концентрации напряжений в сварной трубе вследствие отклонения сечения от правильной геометрической формы [60] из-за наличия усиления сварного шва, смещения кромок в нем, овальности и т. п. Предполагается, что если указанные зоны концентрации напряжений возникают в стенках трубы, то они сглаживаются за счет местной пластической деформации, и это не отражается на общей несущей способности трубы, которая определяется ее прочностью на разрыв от воздействия внутреннего статического давления. Указанное положение об отсутствии влияния концентрации напряжений на несущую способность труб при статическом нагружении было проверено рядо.м экспериментальных исследований.
[c.140]
п. Предполагается, что если указанные зоны концентрации напряжений возникают в стенках трубы, то они сглаживаются за счет местной пластической деформации, и это не отражается на общей несущей способности трубы, которая определяется ее прочностью на разрыв от воздействия внутреннего статического давления. Указанное положение об отсутствии влияния концентрации напряжений на несущую способность труб при статическом нагружении было проверено рядо.м экспериментальных исследований.
[c.140]
Поверхность сварного шва основной группы образцов снималась резцом заподлицо с основным металлом. У части образцов усиление шва не снималось для выявления влияния этого усиления и концентрации остаточных напряжений на усталостную прочность. [c.31]
Результаты исследования (см. табл. 3) свидетельствуют также о том, что остаточными напряжениями, не оказывающими заветного влияния на сопротивление усталости сварных соединений, в нашем случае являются напряжения 3—4 кгс/мм . Остаточные напряжения, достигающие 10—12 кгс/мм, могут снижать предел выносливости на 10—15%, а напряжения 20—30 кгс/мм на 20— 40%. Снижение усталостной прочности возрастает при наличии концентраторов напряжений (усиление шва, структурная неоднородность и т. п.).
[c.39]
Остаточные напряжения, достигающие 10—12 кгс/мм, могут снижать предел выносливости на 10—15%, а напряжения 20—30 кгс/мм на 20— 40%. Снижение усталостной прочности возрастает при наличии концентраторов напряжений (усиление шва, структурная неоднородность и т. п.).
[c.39]
Испытания на длительную прочность при изгибе могут проводиться не только на трубчатых, но и на образцах другой формы сплошных цилиндрических (рис. 79, б) или плоских (рис. 79, в). В последнем случае толщина образца может быть принята равной толщине стенки, а усиление шва оставлено, что позволяет оценить влияние концентратора в вершине шва. Испытания проводятся либо на специальных установках, либо на обычных машинах на растяжение с использованием приспособления типа, показанного на рис. 81 [27]. Для цилиндрических образцов [c.136]
Под влиянием дефектов сварки произошло снижение усталостной прочности на 25—60%. Масштабный эффект для сварных деталей с концентрацией напряжений (усиление шва, подрез, резкий обрыв шва и др. ) проявляется в большей степени, чем для деталей с устраненными концентраторами напряжений.
[c.55]
) проявляется в большей степени, чем для деталей с устраненными концентраторами напряжений.
[c.55]
| Рис. 37. Влияние угла 0 усиления шва на прочность стыковых соединений с прокатной окалиной ( ) и без нее (2) |
Однако не во всех случаях термическая обработка приносит пользу. Например, термическая обработка (650° С) для снятия напряжений в сварных стыковых соединениях (рис. 34, е) из мягкой стали не оказала влияния на усталостную прочность независимо от того, снималось ли усиление шва или нет. Неправильное проведение термической обработки может вызвать снижение прочности, если поверхность металла обезуглероживается. При [c.78]
Однако наружные дефекты также оказывают серьезное влияние на работоспособность сварных конструкций. Опасным наружным дефектом является подрез. Он не допускается в конструкциях, работающих на выносливость. Подрезы небольшой протяженности, ослабляющие сечение не более чем на 5 % в конструкциях, работающих под действием статических нагрузок, на прочность конструкций не оказывают заметного влияния.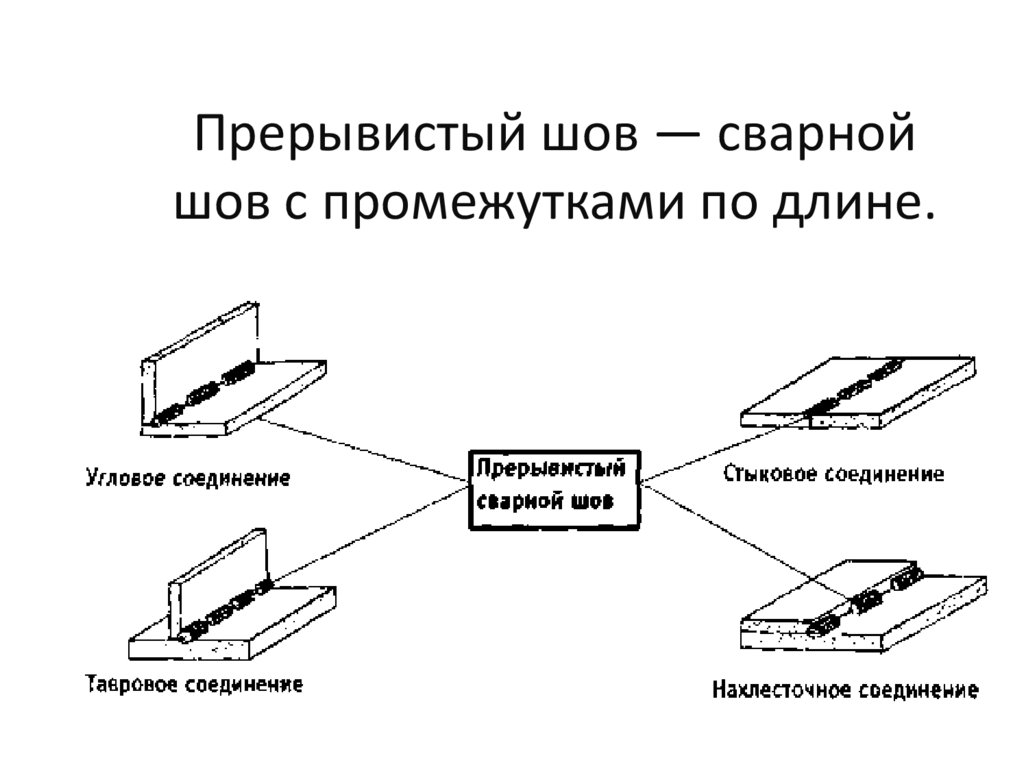 Однако суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое. Усиление шва не снижает статическую прочность, но сильно влияет на вибрационную прочность сварного соединения. Чем больше усиление шва, а следовательно, меньше угол перехода от основного металла к наплавленному, тем сильнее снижается предел выносливости. Поэтому чрезмерное усиление сварного шва может привести к ликвидации тех преимуществ, которые получены от оптимизации технологического процесса по улучшению качества наплавляемого металла в сварных соединениях, работающих ири динамических, вибрационных нагрузках. Наплывы также снижают выносливость конструкций, являясь концентраторами напряжений. Наплавы большой протяженности нередко сопровождаются непроварами.
[c.242]
Однако суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое. Усиление шва не снижает статическую прочность, но сильно влияет на вибрационную прочность сварного соединения. Чем больше усиление шва, а следовательно, меньше угол перехода от основного металла к наплавленному, тем сильнее снижается предел выносливости. Поэтому чрезмерное усиление сварного шва может привести к ликвидации тех преимуществ, которые получены от оптимизации технологического процесса по улучшению качества наплавляемого металла в сварных соединениях, работающих ири динамических, вибрационных нагрузках. Наплывы также снижают выносливость конструкций, являясь концентраторами напряжений. Наплавы большой протяженности нередко сопровождаются непроварами.
[c.242]
Усиление сварного шва и качество обработки поверхности шва. Изучение усталостных разрушений поперечных стыковых соединений показывает, что геометрическая форма усиления сварного шва оказывает существенное влияние на сопротивление усталости. Если в стыковом соединении углеродистой стали не имеется значительных дефектов, то при удалении усиления сварного шва можно ожидать повышения предела выносливости соединения, что подтверждается большинством испытаний. Однако количественное значение повышения прочности при удалении усиления зависит от качества сварки.
[c.143]
Если в стыковом соединении углеродистой стали не имеется значительных дефектов, то при удалении усиления сварного шва можно ожидать повышения предела выносливости соединения, что подтверждается большинством испытаний. Однако количественное значение повышения прочности при удалении усиления зависит от качества сварки.
[c.143]
Усиление шва оказывает одинаковое влияние на вибрационную прочность при растяжении стыковых соединений без дефектов из низкоуглеродистой стали и стали ЗОХГСНА (без термической обработки после сварки), р=1,6-1-1,7. При симметричном изгибе чувствительность несколько выше (р = 2). С уменьшением толщины соединяемых листов влияние усиления шва проявляется в меньшей степени ( 3= 1,4 1,5). [c.59]
Исследованиями подтверждено также, что пористость в стыковых соединениях с неснятым усилением, характер которой изменяется в достаточно широких пределах (от единичных и групповых пор и до их расположения в виде цепочки внутри шва и на поверхности), не оказывает резкого влияния на снижение вибрационной прочности. [c.11]
[c.11]
С непроваром снижается не пропорционально изменению глубины непровара (рис. 2, кривая 2). В этом случае непровар необходимо рассматривать не только как фактор, уменьшающий сечение шва, но и как концентратор напряжений, влияние которого на прочность соединений, как будет показано ниже, не может быть скомпенсировано полностью увеличением усиления шва и проплава. Чувствительность или отсутствие чувствительности сварных соединений к дефектам по предлагаемой методике будет зависеть также от соотношения между прочностью металла шва ((т , а ) и основного металла. [c.155]
Влияние вольфрамовых включений на выносливость исследовали на сварных образцах из алюминиевых сплавов А1—Mg—Мп (МР5/60) сечением 6,3 х 32 мм с усилением и 6,3 X 22 мм без усиления шва. Испытания проводили при аксиальном пульсирующем растяжении на базе 5 10 циклов (г = 0) с частотой 1000 цикл/мин. При оценке влияния внутренних вольфрамовых включений на усталостную прочность учитывали суммарную вели- чину площади включений, определяемую по рентгеновским снимкам. [c.64]
[c.64]
Усиление шва заметно не влияет на статическую прочность. Усиление шва любых размеров, как правило, не снижает статической прочности, однако сильно влияет на предел выносливости сварных соединений. Чем больше усиление шва и, следовательно, чем меньше угол перехода от основного металла к наплавленному, тем больше его влияние на предел выносливости. [c.69]
Большое влияние на предел выносливости оказывает очертание поверхности швов. У выпуклых стыковых швов он более низкий, чем у гладких весьма хорошие результаты получаются при снятии усилений стыковых швов или при их обработке, обеспечивающей плавный переход от шва к основному металлу. Получить соединения с хорошей прочностью можно не только при сварке прокатных элементов, но и при сварке литых деталей или прокатных с литыми. [c.139]
Непровар в середине стыкового шва (рис. 4) оказывает меньшее влияние на прочность соединения, чем непровар корня. Это можно установить при сопоставлении результатов испытания образцов с непроваром корня шва (рис. 3) с результатами, полученными Е. К. Орленковым (МВТУ) при испытании плоских стыковых образцов без усиления с непроваром в середине шва на низкоуглеродистой стали, сваренной под флюсом ОСЦ-45 проволокой Св. 08А. Сварка по указанной технологии позволила получить наплавленный металл с rj =50 кГ/мм и 0 =30 кГ/мм при механических характеристиках основного металла Од =40 кГ1мм и аг=19 кГ1мм . При непроваре до 50
[c.50]
Это можно установить при сопоставлении результатов испытания образцов с непроваром корня шва (рис. 3) с результатами, полученными Е. К. Орленковым (МВТУ) при испытании плоских стыковых образцов без усиления с непроваром в середине шва на низкоуглеродистой стали, сваренной под флюсом ОСЦ-45 проволокой Св. 08А. Сварка по указанной технологии позволила получить наплавленный металл с rj =50 кГ/мм и 0 =30 кГ/мм при механических характеристиках основного металла Од =40 кГ1мм и аг=19 кГ1мм . При непроваре до 50
[c.50]
Усталостная прочность сварных соединений. Усталостная прочность сварных соединений опреде 1яется глaвньJM образом тремя факторами конструктивным оформлением сварного соединения, качеством металла шва и околошовной зоны и наличием сварочных напряжений. Фактор конструктивного оформления—общий для сплавов различной основы, поэтому его влияние подобно влиянию на а сварных соединений стальных или алюминиевых конструкций. Исследованием усталостной прочности металла шва и околошовной-зоны установлена большая ее зависимость от качества присадочного материала, тщательности защиты от поглощения газов из воздуха расплавленным и нагретым металлом во время процесса сварки, наличия в сварном шве различного рода дефектов (непроваров, пористости и пр.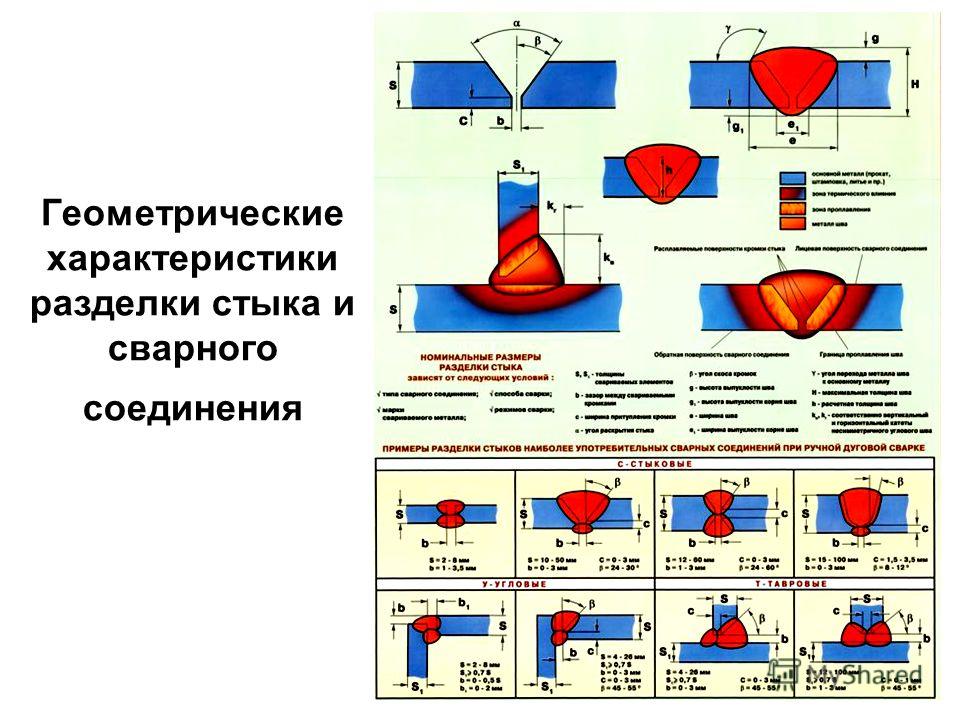 ) [ 148]. При определении пределов выносливости сварного соединения усиление шва механически удаляли, чтобы.в чистом виде вьшвить усталостную прочность сварного соединения по сравнению с таковой основного металла.
[c.156]
) [ 148]. При определении пределов выносливости сварного соединения усиление шва механически удаляли, чтобы.в чистом виде вьшвить усталостную прочность сварного соединения по сравнению с таковой основного металла.
[c.156]
Поэтому в соединениях большой толщины (втавр, а такн[c.226]
По экспериментальным данным сопоставлена чувствительность сварных стыковых соединений из низкоуглеродистой стали, сталей Х18Н9Т, ЗО.ХГСНА и сплава Д16Т к технологическим концентраторам (непровару, усилению шва) при стат (ческих и вибрационных нагрузках. Показано влияние вида нагружения (растяжение, изгиб) и расположения концентратора (непровара) в сварном шве на прочность и пластичность стыковых соединений. Таблиц 4, иллюстраций 15, библиографий 6. [c.262]
Аналогичные данные о преобладающей роли формы сварного стыкового шва при оценке влияния пористости на прочность сварных соедипспий прь псроленных нагрузках получали при испытании плоских стыковых образцов с порами в середине шва и без пор из низкоуглеродистой стали (см. рис. 38). Разрушение соединений во всех случаях происходило по границе перехода от усиления шва к основному металлу.
[c.63]
рис. 38). Разрушение соединений во всех случаях происходило по границе перехода от усиления шва к основному металлу.
[c.63]
На сварных образцах из стали Х15Н9Ю в зоне термического влияния обнаружено интенсивное межкристаллитное разрушение. У сварных образцов из листов толщиной 10 мм наблюдалось усиленное разрушение основного материала на расстоянии 3— 5 мм от металла шва. На сварных образцах, подвергнутых термической обработке (нормализации при 950—975° С, обработке холодом и старению при 350—400° С), не обнаружено преимущественного разъедания в какой-либо зоне сварного соединения. Этот режим термической обработки обеспечивает также высокую коррозионную стойкость основного материала и совпадает с режимом, рекомендованным для получения высокой прочности стали марки Х15Н9Ю. [c.568]
А. А. Россошинский и Б. С. Касаткин исследовали влияние никеля, хрома, марганца и кремния на механические свойства сварных швов при автоматической сварке и установили, что введение от 1 до 2% никеля повышает прочность при сохранении пластичности и снижает температурный порог хладноломкости металла швов. Введение никеля свыше 2% сопровождается резким усилением дендритной неоднородности, снижением пластичности и ударной вязкости. Хром снижает пластичность и ударную вязкость металла шва.
[c.493]
Введение никеля свыше 2% сопровождается резким усилением дендритной неоднородности, снижением пластичности и ударной вязкости. Хром снижает пластичность и ударную вязкость металла шва.
[c.493]
Исследовано влияние непровара на предел выносливости сварных образцов с усилением из стали СтЗ при пульсирующем цикле растяжение-сжатие. Непровары в центре Х-образного шва создавали ручной сваркой пластин без зазора с большим притуплением стыкуемых кромок. Непровары в корне У-образ-ного шва имитировали прорезами различной глубины. Непровары сильно снижают предел выносливости сварных швов У-образной формы. Непровары в центре Х-образного шва глубиной 20 —50% снижают предел выносливости на величину, составляющую до 20% прочности бездефектного шва. [c.48]
Усиление сварочного шва! — Страница 2 — Технологии и документации
caro,для себя то можно,но не нужно.
Глобул,ума прибавляется только когда что то где то случится,не все работают там,где все подконтрольно,многие решения приходится принимать здесь и сейчас,и не всегда верные,поэтому хамить не стоит,все под богом ходим,но не всегда получается как нужно.
 Могу вам фото выложить нашей продукции и швы которые варим.Можно без перегрева и красиво,можно газу до отказу,но с проваром,потому как нет разделки,а металл 10 мм.И был случай,что при опрессовке котел разорвало в клочья,теперь тока значительно увеличили при сварке,варим в два прохода,швы относительно красивые,но гарантированно провар хороший,хотя и перегрев.Как найти золотую середину без разделки?
Могу вам фото выложить нашей продукции и швы которые варим.Можно без перегрева и красиво,можно газу до отказу,но с проваром,потому как нет разделки,а металл 10 мм.И был случай,что при опрессовке котел разорвало в клочья,теперь тока значительно увеличили при сварке,варим в два прохода,швы относительно красивые,но гарантированно провар хороший,хотя и перегрев.Как найти золотую середину без разделки?а я разве сужу кого? проблема в реальности а не в…т.е. заготовку нарезали криво, сборщики накосячили, фаску не нарезали… ОТКашник к заготовителям и сборщикам подходить боится- пошлют далеко и надолго. могут и по рогам настучать. вот он(ОТК) на сварщиках и отыгрывается по полной. и косяки исправляем за всех. и я так же косяки чужие в меру сил исправляю. таки где здесь хамство? скорее- горечь.
и я так же косяки чужие в меру сил исправляю. таки где здесь хамство? скорее- горечь.
если 5 лет назад при проверке меня спрашивали, соблюдаю ли я режимы сварки, то сегодня только: за сколько времени ты заваришь эту деталь? два дня? а можешь за один? могу. ну и далее…
Титаник не из=за айсберга утонул- вы в курсе? металл был хороший- ну,помяли бы, скинули скорость на пять узлов и дошли бы спокойно до места.
при сборке корпуса людей не хватало-сразу два парохода собирали. успешные менеджеры( не путать с производственниками) раскидали людей на два обьекта и удвоили нормы выработки для оставшихся(знакомо?)
и если раньше разогретую заклепку рабочий через пуансон формировал правильно(думаю, все понимают, о чем речь)
то в наступившей реальности пришлось клепать так:один вставляет заклепку, второй одним(!!!) ударом сворачивает ее под 90 градусов. погнали дальше! и года айсберг слегка прошелся вдоль борта, эти заклепки посыпались, как сухие хвостики от яблок. и таки что мы имеем? уложились в сроки, да.
успешные менеджеры получили премии. судовладельцы- страховку. над инженерами поглумились все, кто хотел.
я не сочиняю. МИРЫ несколько заклепок подобрали(они не маленькие) проведена экспертиза.УРА!( но таки где здесь хамство? я рядовой сварщик. встречал и получше. реальность отвратительна. но все же…)
Абразивная обработка сварных швов — Абразивная обработка
Доброго времени суток. Существует необходимость в зачистке сварных швов (материал сталь и алюминий). На чертежах обработку сварных швов принято обозначать с помощью двух вспомогательных знаков, это «Усиление шва снять» и «Наплывы и неровности сварного шва обработать с плавным переходом к основному металлу» эти значки и то, что должно получиться (как должен выглядеть шов после обработки) с каждым из значков на изобразил на картинках ниже на Рис. 3 (на примере таврового соединения — углового шва). Красным цветом на Рис. 3 выделен тот металл шва который необходимо удалить. Вопрос заключается в том, чем наиболее быстро и просто это сделать? Каким оборудованием или инструментом или еще чем. ..? Желательно чтобы это оборудование (инструмент) было небольших габаритов и мобильным типа дрели. Очень бы хотелось услышать все возможные варианты. Если говорить о болгарке то ей далеко не всегда можно подлезть (например когда сваривается три пластины и во внутреннем углу шов болгаркой будет не достать), да и требования знака «Наплывы и неровности сварного шва обработать с плавным переходом к основному металлу» например в тавровом соединении ей не обеспечишь… Слышал про какие то бор-фрезы, бор-напильники но насколько они эффективны и действительно помогут в этом деле я не знаю, т.к. в абразивной обработке металлов, обработке резанием я не силен. Собственно поэтому и задаю этот вопрос вам, назовите марки оборудования, покажите фото, спасибо.
..? Желательно чтобы это оборудование (инструмент) было небольших габаритов и мобильным типа дрели. Очень бы хотелось услышать все возможные варианты. Если говорить о болгарке то ей далеко не всегда можно подлезть (например когда сваривается три пластины и во внутреннем углу шов болгаркой будет не достать), да и требования знака «Наплывы и неровности сварного шва обработать с плавным переходом к основному металлу» например в тавровом соединении ей не обеспечишь… Слышал про какие то бор-фрезы, бор-напильники но насколько они эффективны и действительно помогут в этом деле я не знаю, т.к. в абразивной обработке металлов, обработке резанием я не силен. Собственно поэтому и задаю этот вопрос вам, назовите марки оборудования, покажите фото, спасибо.
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings. COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}
COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}
{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}
Швы сварных соединений — Сварка металлов
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.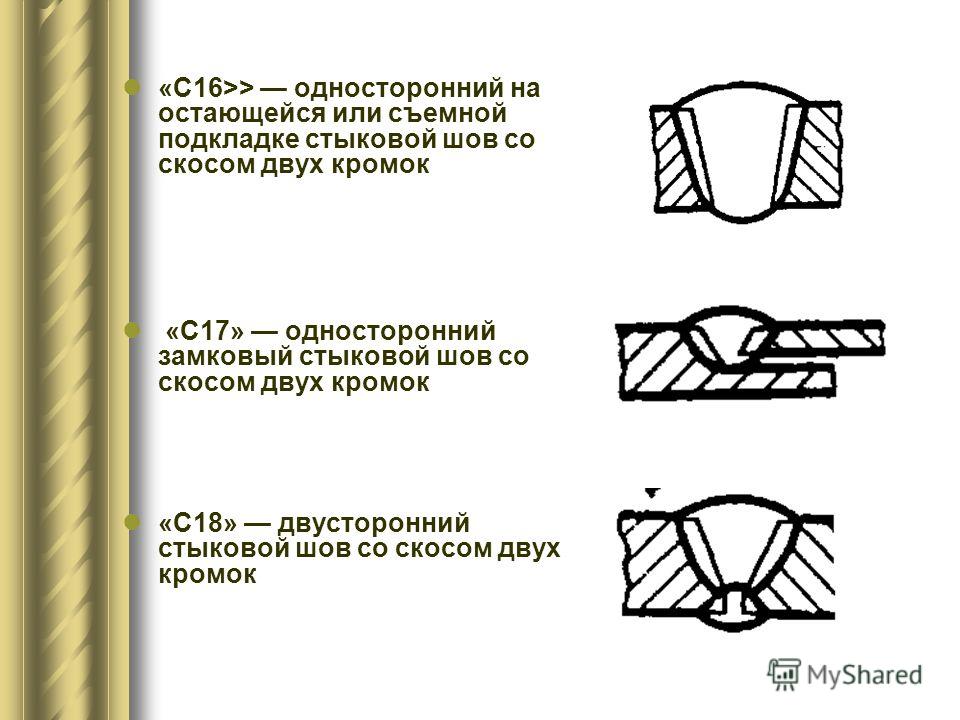
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой:
е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам:
Но швы с чрезмерным усилением нежелательны по двум причинам:
а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве:
а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы:
а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва:
а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.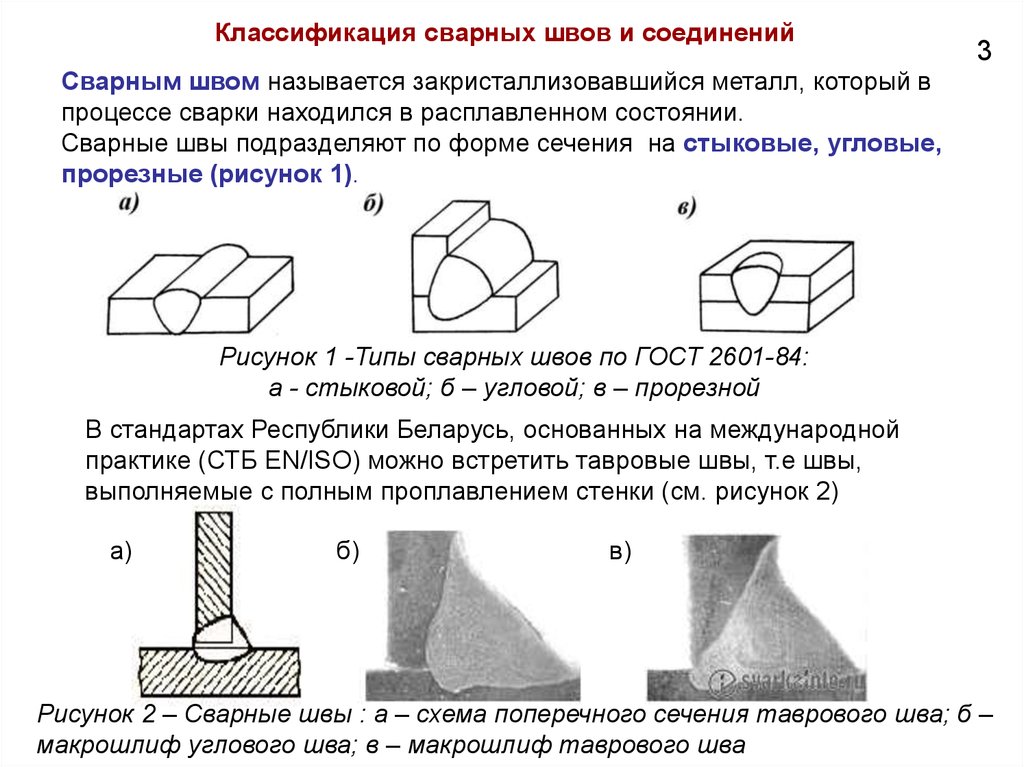
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Реклама:
Читать далее:
Типы сварных соединений
Статьи по теме:
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
| ||||||||
|
|




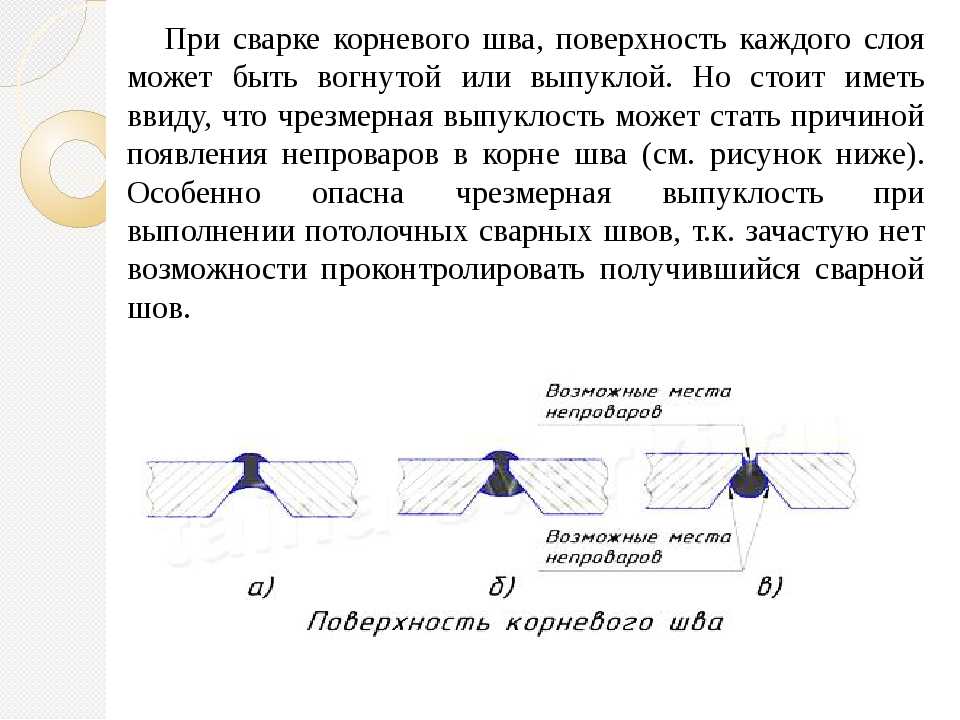
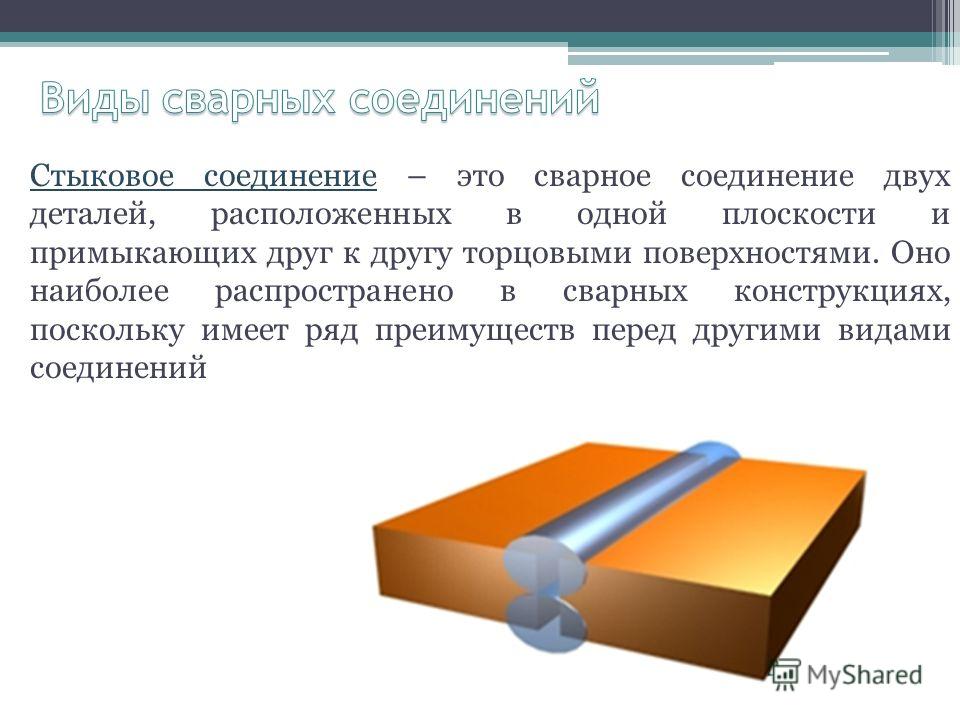

Обзор дефектов и контроль качества сварных соединений
Дефекты и контроль качества сварных соединений
Общие сведения и организация контроля
По ГОСТ 15467-79 качество продукции есть совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования и оснастки, правильности и уровня отработки технологической документации, соблюдения технологической дисциплины, а также квалификации работающих. Обеспечить высокие технические и эксплуатационные свойства изделий можно только при условии точного выполнения технологических процессов и их стабильности. Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
Особую роль здесь играют различные способы объективного контроля как производственных процессов, так и готовых изделий. При правильной организации технологического процесса контроль должен быть его неотъемлемой частью. Обнаружение дефектов служит сигналом не только к отбраковке продукции, но и оперативной корректировке технологии.
Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям.
После заготовительных работ детали подвергают чаще всего наружному осмотру, т.е. проверяют внешний вид детали, качество поверхности, наличие заусенцев, трещин, забоин и т.п., а также измеряют универсальными и специальными инструментами, шаблонами, с помощью контрольных приспособлений. Особенно тщательно контролируют участки, подвергающиеся сварке.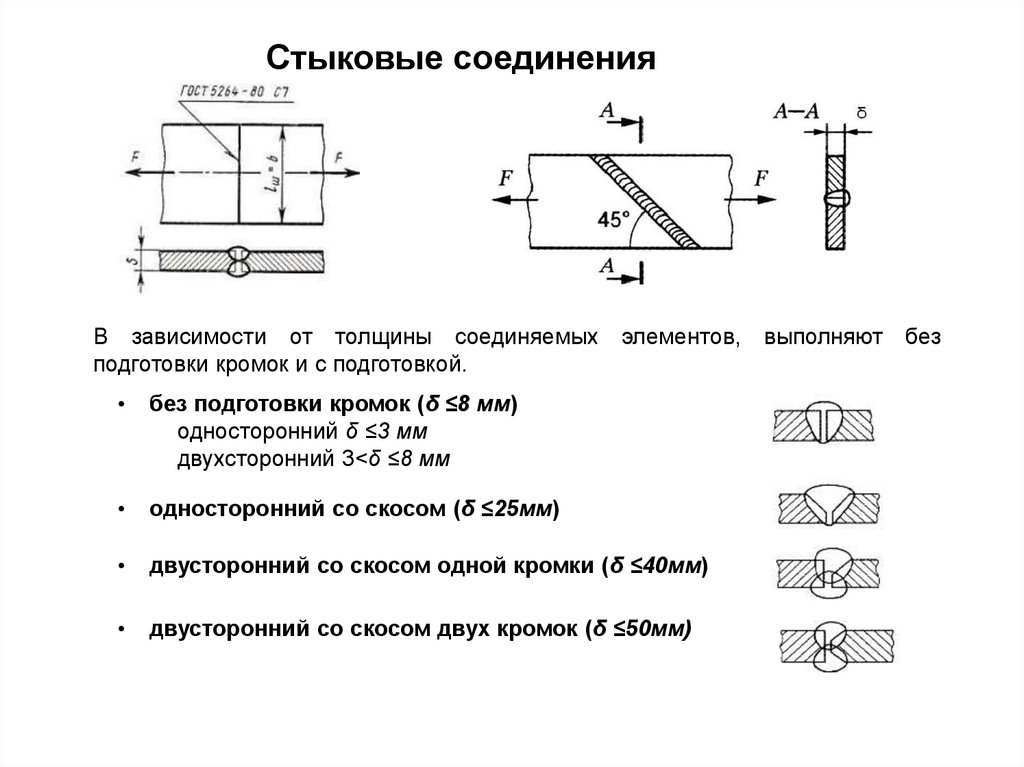 Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности — с помощью оптических приборов или специальными микрометрами.
Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности — с помощью оптических приборов или специальными микрометрами.
Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер прихваток, отсутствие трещин, прожогов и других дефектов в местах прихваток и т.д. Качество сборки и прихватки определяют главным образом наружным осмотром и обмером.
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия.
Контроль процессов позволяет предотвратить появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая, электрошлаковая и др.). Существуют следующие способы контроля сварочных процессов.
Контроль по образцам технологических проб. В этом случае периодически изготовляют образцы соединений из материала той же марки и толщины, что и свариваемое изделие, и подвергают их всесторонней проверке: внешнему осмотру, испытаниям на прочность соединений, просвечиванию рентгеновскими лучами, металлографическому исследованию и т.д. К недостаткам такого способа контроля следует отнести некоторое различие между образцом и изделием, а также возможность изменения сварочных условий с момента изготовления одного образца до момента изготовления следующего.
Контроль с использованием обобщающих параметров, имеющих прямую связь с качеством сварки, например использование дилатометрического эффекта в условиях точечной контактной сварки. Однако в большинстве случаев сварки плавлением трудно или не всегда удается выявить наличие обобщающего параметра, позволяющего достаточно надежно контролировать качество соединений.
Контроль параметров режима сварки. Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др. Недостаток такого подхода заключается в необходимости контролирования многих параметров, каждый из которых в отдельности не может характеризовать непосредственно уровень качества получаемых соединений.
Так как в большинстве случаев определенных обобщающих параметров для процессов сварки плавлением нет, то на практике контролируют параметры, непосредственно определяющие режим сварки. При дуговой сварке такими параметрами в первую очередь являются сила тока, дуговое напряжение, скорость сварки, скорость подачи проволоки и др. Недостаток такого подхода заключается в необходимости контролирования многих параметров, каждый из которых в отдельности не может характеризовать непосредственно уровень качества получаемых соединений.
Контроль изделий производят пооперационно или после окончания изготовления. Последним способом обычно контролируют несложные изделия. Качество выполнения сварки на изделии оценивают по наличию наружных или внутренних дефектов. Развитие физики открыло большие возможности для создания высокоэффективных методов дефектоскопии с высокой разрешающей способностью, позволяющих проверять без разрушения качество сварных соединений в ответственных конструкциях.
В зависимости от того, нарушается или не нарушается целостность сварного соединения при контроле, различают неразрушающие и разрушающие методы контроля.
Дефекты сварных соединений и причины их возникновения
В процессе образования сварных соединений в металле шва и зоне термического влияния могут возникать различные отклонения от установленных норм и технических требований, приводящие к ухудшению работоспособности сварных конструкций, снижению их эксплуатационной надежности, ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние). В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения (горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния).
Ко второй группе дефектов, которые называют дефектами формирования швов, относят дефекты, происхождение которых связано в основном с нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, недостаточной квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся несоответствия швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др. Виды дефектов приведены на рис. 1. Дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки и т.п.
Рисунок 1 — Виды дефектов сварных швов:
а — ослабление шва. б — неравномерность ширины, в — наплыв, г — подрез, с — непровар, с — трещины и поры, ж — внутренние трещины и поры, з — внутренний непровар, и — шлаковые включения
Эти дефекты снижают прочность и ухудшают внешний вид шва.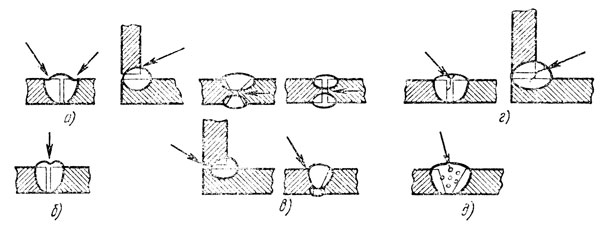 Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Наплывы образуются в результате натекания жидкого металла на поверхность холодного основного металла без сплавления с ним. Они могут быть местными — в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Чаще всего наплывы образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита.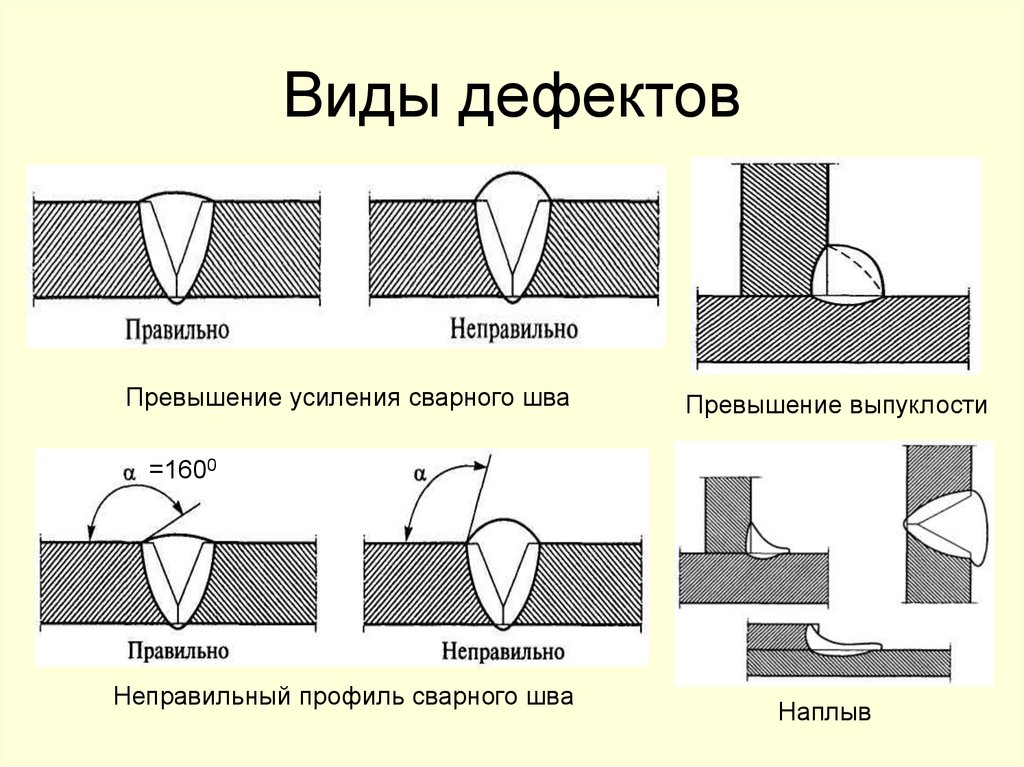 В местах наплывов часто могут выявляться непровары, трещины и др.
В местах наплывов часто могут выявляться непровары, трещины и др.
Подрезы представляют собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги. Основной причиной подрезов при выполнении угловых швов является смещение электрода в сторону вертикальной стенки. Это вызывает значительный разогрев металла вертикальной стенки и его стекание при оплавлении на горизонтальную стенку. Подрезы приводят к ослаблению сечения сварного соединения и концентрации в нем напряжений, что может явиться причиной разрушения.
Прожоги — это сквозные отверстия в шве, образованные в результате вытекания части металла ванны. Причинами их образования могут быть большой зазор между свариваемыми кромками, недостаточное притупление кромок, чрезмерный сварочный ток, недостаточная скорость сварки. Наиболее часто прожоги образуются при сварке тонкого металла и выполнении первого прохода многослойного шва. Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки.
Прожоги могут также образовываться в результате недостаточно плотного поджатая сварочной подкладки или флюсовой подушки.
Непроваром называют местное несплавление кромок основного металла или несплавление между собой отдельных валиков при многослойной сварке. Непровары уменьшают сечение шва и вызывают концентрацию напряжений в соединении, что может резко снизить прочность конструкции. Причины образования непроваров — плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка. Непровары выше допустимой величины подлежат удалению и последующей заварке.
Трещины, также как и непровары, являются наиболее опасными дефектами сварных швов. Они могут возникать как в самом шве, так и в околошовной зоне и располагаться вдоль или поперек шва. По своим размерам трещины могут быть макро- и микроскопическими.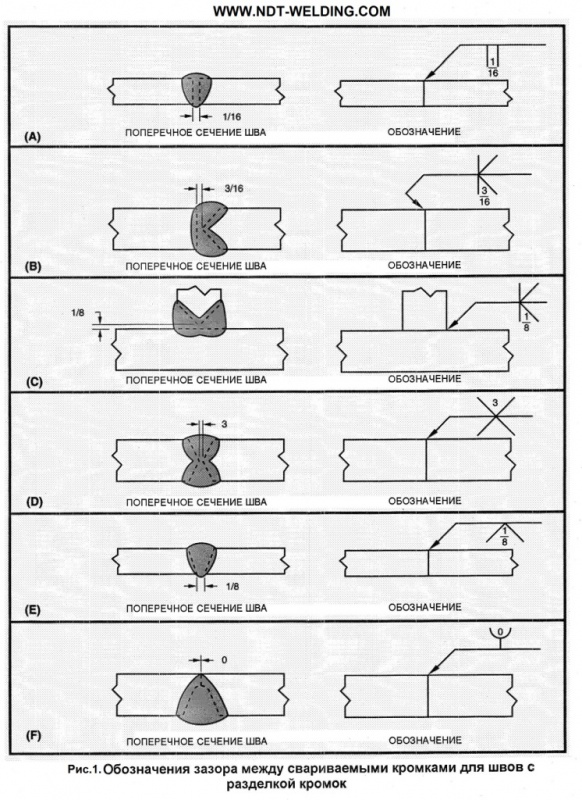 На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора.
На образование трещин влияет повышенное содержание углерода, а также примеси серы и фосфора.
Шлаковые включения, представляющие собой вкрапления шлака в шве, образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от оксидов и загрязнений. Они возникают при сварке длинной дугой, недостаточном сварочном токе и чрезмерно большой скорости сварки, а при многослойной сварке — недостаточной зачистке шлаков с предыдущих слоев. Шлаковые включения ослабляют сечение шва и его прочность.
Газовые поры появляются в сварных швах при недостаточной полноте удаления газов при кристаллизации металла шва. Причины пор — повышенное содержание углерода при сварке сталей, загрязнения на кромках, использование влажных флюсов, защитных газов, высокая скорость сварки, неправильный выбор присадочной проволоки. Поры могут располагаться в шве отдельными группами, в виде цепочек или единичных пустот. Иногда они выходят на поверхность шва в виде воронкообразных углублений, образуя так называемые свищи. Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Поры также ослабляют сечение шва и его прочность, сквозные поры приводят к нарушению герметичности соединений.
Микроструктура шва и зоны термического влияния в значительной степени определяет свойства сварных соединений и характеризует их качество.
К дефектам микроструктуры относят следующие: повышенное содержание оксидов и различных неметаллических включений, микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев характеризуется чрезмерным укрупнением зерна и огрублением структуры металла. Более опасен пережог — наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддаетсяисправлению. Причиной пережога является плохая защита сварочной ванны при сварке, а также сварка на чрезмерно большой силе тока.
Методы неразрушающего контроля сварных соединений
К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов.
Внешний осмотр и обмеры сварных швов — наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем.
Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом — измеряют катет.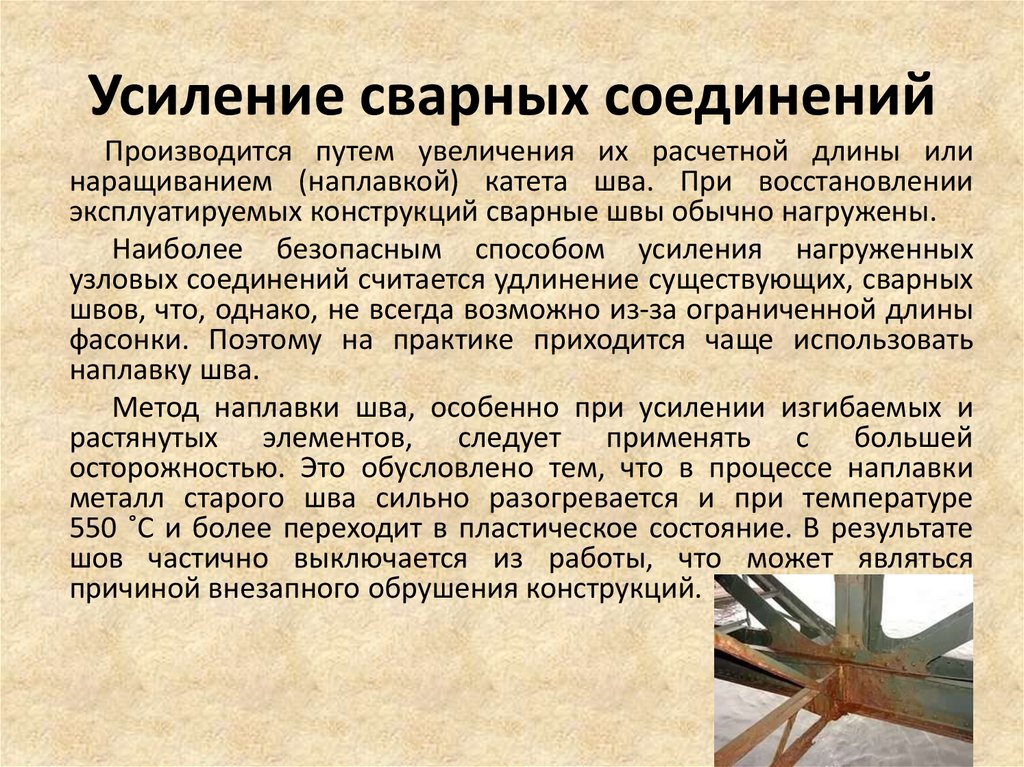 Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры сварных швов контролируют обычно измерительными инструментами или специальными шаблонами.
Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры сварных швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более точными способами.
Контроль непроницаемости сварных швов и соединений. Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и» т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам — сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов. После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве. Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак. При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом. Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п. Это испытание проводят с целью проверки общей герметичности сварного изделия. Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее. Крупногабаритные конструкции после подачи внутреннего давления по сварным швам покрывают пенным индикатором (обычно раствор мыла). О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением. Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 — 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 — 2 раза превышающим рабочее, и выдерживают в течение заданного времени. Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны. Его широко применяют при проверке сварных швов днищ резервуаров, газгольдеров и других листовых конструкций. Сущность метода заключается в создании вакуума на одной стороне контролируемого участка сварного шва и регистрации на этой же стороне шва проникновения воздуха через имеющиеся неплотности. Контроль ведется с помощью переносной вакуум-камеры, которую устанавливают на наиболее доступную сторону сварного соединения , предварительно смоченную мыльным раствором (рис. 2).
2).
Рисунок 2 — Вакуумный контроль шва: 1 – вакуумметр, 2 — резиновое уплотнение, 3 — мыльный раствор, 4 — камера.
В зависимости от формы контролируемого изделия и типа соединения могут применяться плоские, угловые и сферические вакуум-камеры. Для создания вакуума в них применяют специальные вакуум-насосы.
Люминесцентный контроль и контроль методом красок, называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты — трещины, поры, непровары. Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением — в местах дефектов следы жидкости обнаруживаются по свечению.
Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением — в местах дефектов следы жидкости обнаруживаются по свечению.
Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости обозначают места расположения дефектов.
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны и дорогостоящи. В качестве газа-индикатора в них используется гелий. Обладая высокой проникающей способностью, он способен проходить через мельчайшие несплошности в металле и регистрируется течеискателем. В процессе контроля сварной шов обдувают или внутренний объем изделия заполняют смесью газа-индикатора с воздухом. Проникающий через неплотности газ улавливается щупом и анализируется в течеискателе.
Для обнаружения скрытых внутренних дефектов применяют следующие методы контроля.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. Изделие намагничивают, замыкая им сердечник электромагнита или помещая внутрь соленоида. Требуемый магнитный поток можно создать и пропусканием тока по виткам (3 — 6 витков) сварочного провода, наматываемого на контролируемую деталь. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (керосин, мыльный раствор, вода — мокрый способ). Над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра.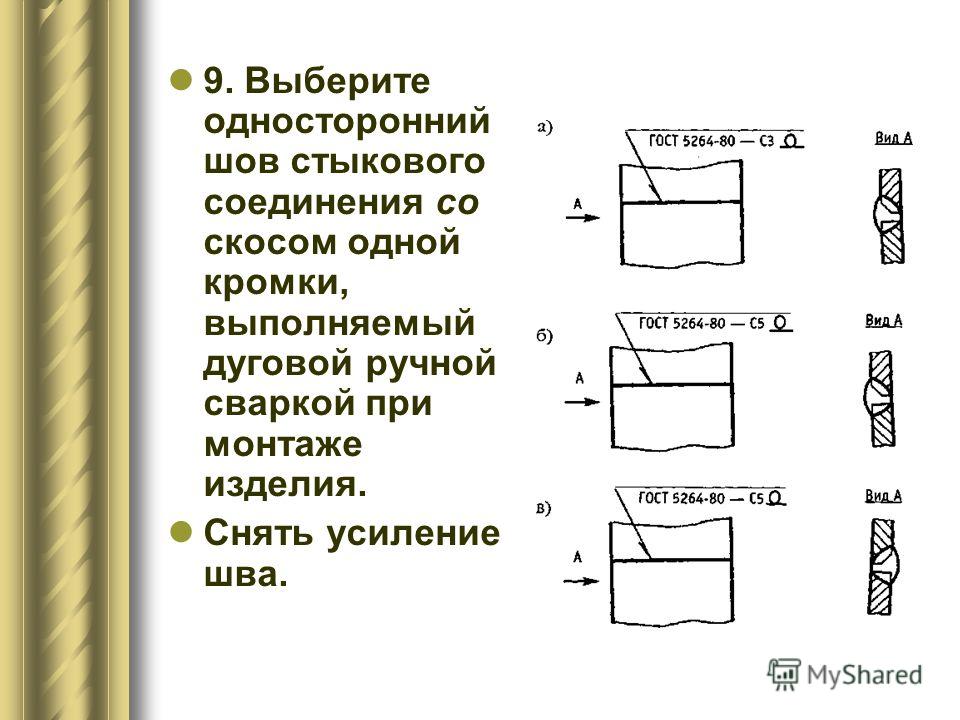 Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 — 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3 — 5 мм. При индукционном методе магнитный поток в изделии наводят электромагнитом переменного тока. Дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется ЭДС, вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе (рис. 3) поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Рисунок 3 — Магнитная запись дефектов на ленту: 1 — подвижный электромагнит, 2 — дефект шва, 3 — магнитная лента.
Радиационные методы контроля являются надежным и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл. Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 4). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Вид и размеры дефектов определяют сравнением пленки с эталонными снимками. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.).
Рисунок 4 — Схема радиационного просвечивания швов: а — рентгеновское, б — гамма-излучением: 1 — источник излучения, 2 — изделие, 3 — чувствительная пленка
Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию, т.е. получение сигнала о дефектах при просвечивании металла на экран с флуоресцирующим покрытием. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию, т.е. получение сигнала о дефектах при просвечивании металла на экран с флуоресцирующим покрытием. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии.
При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал (рис. 5).
Рисунок 5 — Ультразвуковой контроль швов: 1 — генератор УЗК, 2 — щуп, 3 — усилитель, 4 — экран.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 — 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 — 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Методы контроля с разрушением сварных соединений
К этим методам контроля качества сварных соединений относятся механические испытания, металлографические исследования, специальные испытания с целью получения характеристик сварных соединений. Эти испытания проводят на сварных образцах, вырезаемых из изделия или из специально сваренных контрольных соединений — технологических проб, выполненных в соответствии с требованиями и технологией на сварку изделия в условиях, соответствующих сварке изделия.
Целью испытаний является: оценка прочности и надежности сварных соединений и конструкций; оценка качества основного и присадочного металла; оценка правильности выбранной технологии; оценка квалификации сварщиков.
Свойства сварного соединения сопоставляют со свойствами основного металла. Результаты считаются неудовлетворительными, если они не соответствуют заданному уровню.
Механические испытания проводятся по ГОСТ 6996-66, предусматривающему следующие виды испытаний сварных соединений и металла шва: испытание сварного соединения в целом и металла разных его участков (наплавленного металла, зоны термического влияния, основного металла) на статическое растяжение, статистический изгиб, ударный изгиб, стойкость против старения, измерение твердости.
Контрольные образцы для механических испытаний выполняют определенных размеров и формы.
Испытаниями на статическое .растяжение определяют прочность сварных соединений. Испытаниями на статический изгиб определяют пластичность соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом. Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
Испытаниями на статический изгиб определяют пластичность соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом. Испытаниями на ударный изгиб, а также разрыв определяют ударную вязкость сварного соединения. По результатам определения твердости судят о структурных изменениях и степени подкалки металла при охлаждении после сварки.
Основной задачей металлографических исследований являются установление структуры металла и качества сварного соединения, выявление наличия и характера дефектов. Металлографические исследования включают в себя макро- и микроструктурный методы анализа металлов.
При макроструктурном методе изучают макрошлифы и изломы металла невооруженным глазом или с помощью лупы. Макроисследование позволяет определить характер и расположение видимых дефектов в разных зонах сварных соединений.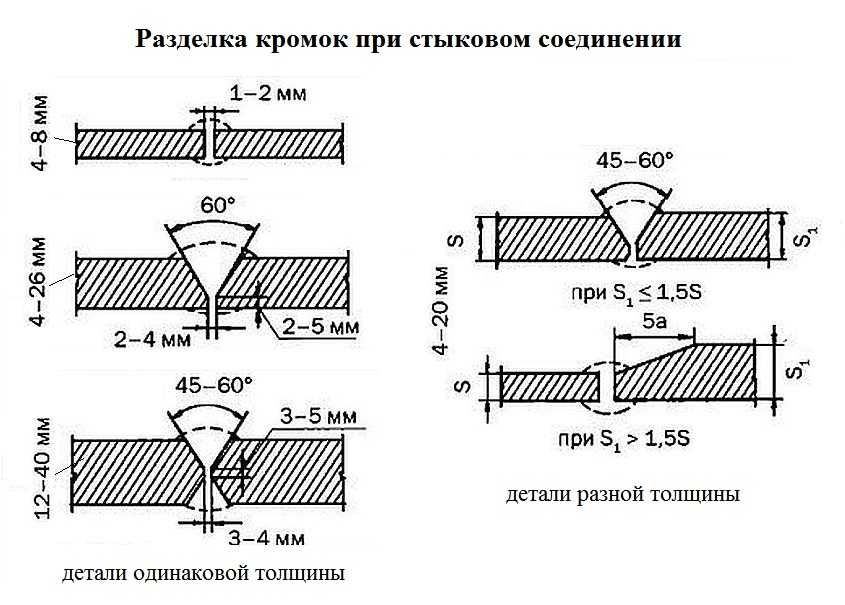
При микроструктурном анализе исследуется структура металла при увеличении в 50 — 2000 раз с помощью оптических микроскопов. Микроисследование позволяет установить качество металла, в том числе обнаружить пережог металла, наличие оксидов, засоренность металла шва неметаллическими включениями, величину зерен металла, изменение состава его, микроскопические трещины, поры и некоторые другие дефекты структуры. Методикаизготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями. Металлографические исследования дополняются измерением твердости и при необходимости химическим анализом металла сварных соединений. Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварных конструкций: определение коррозионной стойкости для конструкций, работающих в различных агрессивных средах; усталостной прочности при циклических нагружениях; ползучести при эксплуатации в условиях повышенных температур и др.
Применяют также и методы контроля с разрушением изделия. В ходе таких испытаний устанавливают способность конструкций выдерживать заданные расчетные нагрузки и определяют разрушающие нагружения, т.е. фактический запас прочности. При испытаниях изделий с разрушением схема нагружения их должна соответствовать условиям работы изделия при эксплуатации. Число изделий, подвергающихся испытаниям с разрушением, устанавливается техническими условиями и зависит от степени их ответственности, системы организации производства и технологической отработанности конструкции.
Другие статьи:
Обратите внимание на усиление сварного шва
Стены обычно сжимаются. Однако в стене есть зоны, где возникают растягивающие напряжения – и здесь необходимо усиление несущих швов. В противном случае стены будут трескаться, из каких бы материалов они ни были сделаны.
Кирпичная кладка, нагружаемая в осевом направлении или с небольшим эксцентриситетом и не подвергающаяся боковому давлению, в основном воспринимает равномерно распределенные сжимающие нагрузки. И он прекрасно с этим справляется.Проблема возникает, когда в определенных зонах происходит неблагоприятное для стены растяжение. Это может быть вызвано оконным проемом, нарушающим сплошность стены, опорой стены на деформируемое основание (например, на чрезмерно провисший потолок) — и, как следствие, может привести к появлению царапин или трещин. Одним из способов борьбы с этим риском является усиление опорных соединений.
И он прекрасно с этим справляется.Проблема возникает, когда в определенных зонах происходит неблагоприятное для стены растяжение. Это может быть вызвано оконным проемом, нарушающим сплошность стены, опорой стены на деформируемое основание (например, на чрезмерно провисший потолок) — и, как следствие, может привести к появлению царапин или трещин. Одним из способов борьбы с этим риском является усиление опорных соединений.
Усиление швов под проемами
В кирпичной кладке при сжатии, если нагрузка распределена равномерно, траектории напряжений регулярны.Нарушение возникает, когда в стене имеется оконный проем. Тогда в месте опирания перемычки и по краям проема происходит концентрация сжимающих напряжений, а в районе подоконника возникают растягивающие напряжения. Это может привести к появлению трещин в углах под окном. Раньше в стенах устанавливались полные подоконные элементы, что предотвращало образование таких царапин, в настоящее время этого не делается и необходимо усилить подоконные зоны, заложив в них горизонтальную арматуру.
Арматура не должна вступать в непосредственный контакт с поверхностью газобетона, должна быть прижата и полностью погружена в раствор (фотоСОЛБЕТ)
Арматура должна находиться в самом высоком стыке стены под проемом. Чтобы обеспечить правильную длину анкеровки, она должна быть не менее чем на 1 м длиннее ширины оконного проема, чтобы с каждой стороны оставалось не менее 50 см над краем. Очень важно обеспечить правильное покрытие арматуры раствором. Арматура должна быть полностью заделана в него, и притом не слишком близко к краю стены — не менее 2 см от внешнего и внутреннего краев.
Примечание — армирование должно производиться независимо от используемого материала и типа используемого раствора (тонкослойный или традиционный)!
Усиление швов в перегородках
Перегородки не являются несущими и воспринимают только нагрузки, возникающие в результате собственного веса или динамических нагрузок (например, в виде подвесного шкафа или прислонения к стене).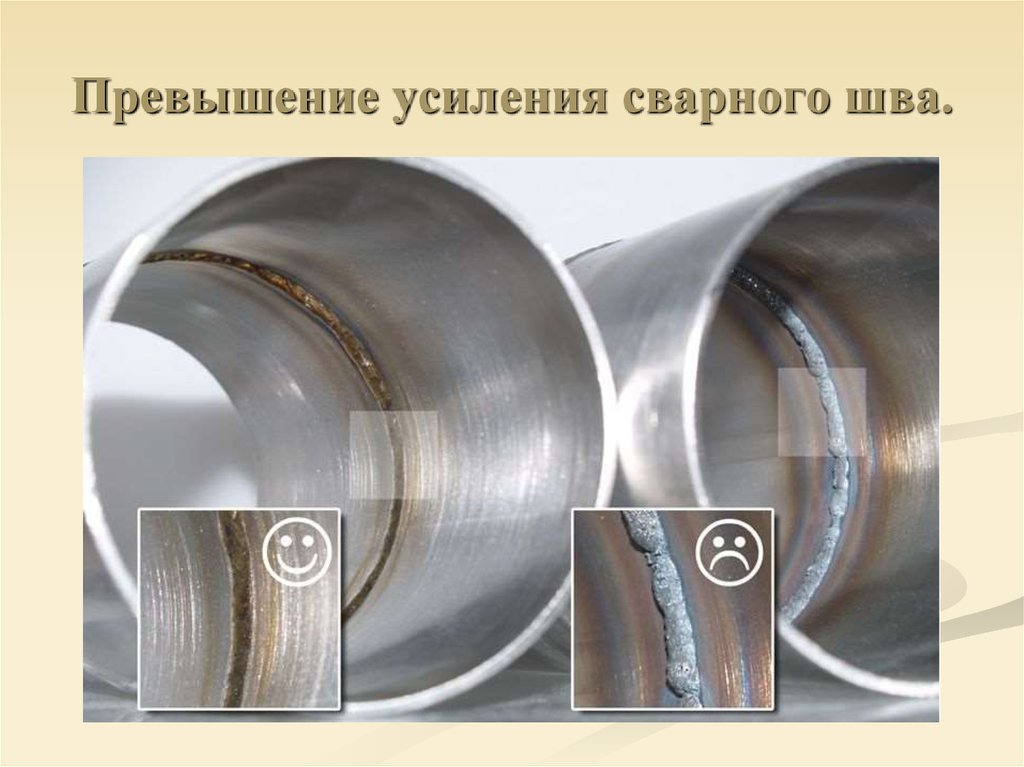 Однако может случиться так, что в перегородках возникнут неблагоприятные напряжения из-за неравномерной осадки растяжки или чрезмерного прогиба потолка в перегородках.Параметр, который определяет, нужно ли армировать стену или нет, — это ее гибкость. Он определяется соотношением так называемого эффективной высоты стены (т.е. измеренной между опорами) к ее толщине. При заполнении, т.е. перегородках, рекомендуется, чтобы гибкость не превышала значения 30. Если есть указание на то, что прогиб потолка будет достаточно большим, строитель должен предусмотреть соответствующее усиление стен. Их обычно располагают в первых трех слоях швов, а затем в каждом третьем на высоте всей стены.
Однако может случиться так, что в перегородках возникнут неблагоприятные напряжения из-за неравномерной осадки растяжки или чрезмерного прогиба потолка в перегородках.Параметр, который определяет, нужно ли армировать стену или нет, — это ее гибкость. Он определяется соотношением так называемого эффективной высоты стены (т.е. измеренной между опорами) к ее толщине. При заполнении, т.е. перегородках, рекомендуется, чтобы гибкость не превышала значения 30. Если есть указание на то, что прогиб потолка будет достаточно большим, строитель должен предусмотреть соответствующее усиление стен. Их обычно располагают в первых трех слоях швов, а затем в каждом третьем на высоте всей стены.
Чем исправить суставы?
В стенах из газобетона, которые рекомендуется возводить с тонкими швами, арматурой системы, предназначенной для надлежащего усиления опорных швов, является готовая ферма Мурфор (EFS/Z) из плоских стальных оцинкованных стержней (продольных стержней представляют собой плоские стержни 8 х 1,5 мм, а крестовины имеют круглое сечение диаметром 1,5 мм). Арматура имеет ширину от 4 до 19 см, поэтому ее легко можно подогнать под необходимую толщину стены. Такой элемент легко заделывается в тонкослойный стык, а стропильная система позволяет равномерно распределить напряжения по всей поверхности стыка, укрепляя его как сетку.Томаш Рыбарчик, эксперт Solbet, говорит: «В принципе, нет лучшего решения, чем армирование Murfor. Иногда подрядчики используют армирование обычной арматурой. Однако это не эффективное решение. Стержни не подходят по толщине шва, и даже при расположении в пазах — если материал вообще подходит для пазов — они не справляются со своей задачей так же хорошо, как арматура Мурфор. Фермы Murfor также подходят для стен из традиционного раствора — тогда арматура немного толще.
Арматура имеет ширину от 4 до 19 см, поэтому ее легко можно подогнать под необходимую толщину стены. Такой элемент легко заделывается в тонкослойный стык, а стропильная система позволяет равномерно распределить напряжения по всей поверхности стыка, укрепляя его как сетку.Томаш Рыбарчик, эксперт Solbet, говорит: «В принципе, нет лучшего решения, чем армирование Murfor. Иногда подрядчики используют армирование обычной арматурой. Однако это не эффективное решение. Стержни не подходят по толщине шва, и даже при расположении в пазах — если материал вообще подходит для пазов — они не справляются со своей задачей так же хорошо, как арматура Мурфор. Фермы Murfor также подходят для стен из традиционного раствора — тогда арматура немного толще.
Ферма MURFOR длиной 305 см — на более длинных участках арматура соединяется с нахлестом 20-25 см (фото SOLBET)
Стоит помнить, что усиление швов необходимо в любой стеновой системе, не только в газобетонных стенах.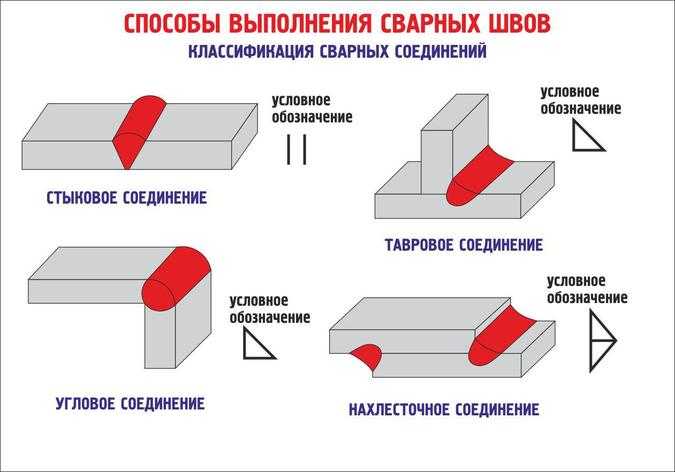 Более того, в стенах из газобетонных блоков, скрепленных раствором для тонких швов, арматура хорошо работает со стеной и ее не требуется слишком много — в случае других стеновых материалов из-за менее благоприятного распределения напряжений могут возникнуть побольше таких чувствительных опорных суставов.
Более того, в стенах из газобетонных блоков, скрепленных раствором для тонких швов, арматура хорошо работает со стеной и ее не требуется слишком много — в случае других стеновых материалов из-за менее благоприятного распределения напряжений могут возникнуть побольше таких чувствительных опорных суставов.
Статья создана совместно с компанией СОЛБЕТ
в составе фирменной серии « Академия Сознательного Строительства »
>>> ПОСМОТРЕТЬ ВСЕ ЭПИЗОДЫ
СКАЧАТЬ БЕСПЛАТНО РУКОВОДСТВО
Дата публикации: 12.08.2019
.
Честер CH-10
CH-10
Цианоакрилатный клей, устойчивый к высоким температурам, вибрациям и высокой влажности воздуха, содержит каучук, укрепляющий соединение.
Обозначение клея | Ч-10 | |
| Характеристика | устойчив к высоким температурам, вибрациям и высокой влажности воздуха, содержит каучук, укрепляющий сварной шов | |
| Вязкость [мПа с] | 2700-3900 | |
| Скорость отверждения [с] | сталь | 50-120 |
| ПВХ | 35-100 | |
| поликарбонат | 20-90 | |
| Напряжение сдвига [МПа] | сталь | 18-22 |
| ПВХ | 5-10 | |
| поликарбонат | 5-10 | |
| Максимальный размер зазора [мм] | 0,3 | |
СН-10 в упаковке 20 г устойчив к высоким температурам, вибрациям и повышенной влажности воздуха (до 95%).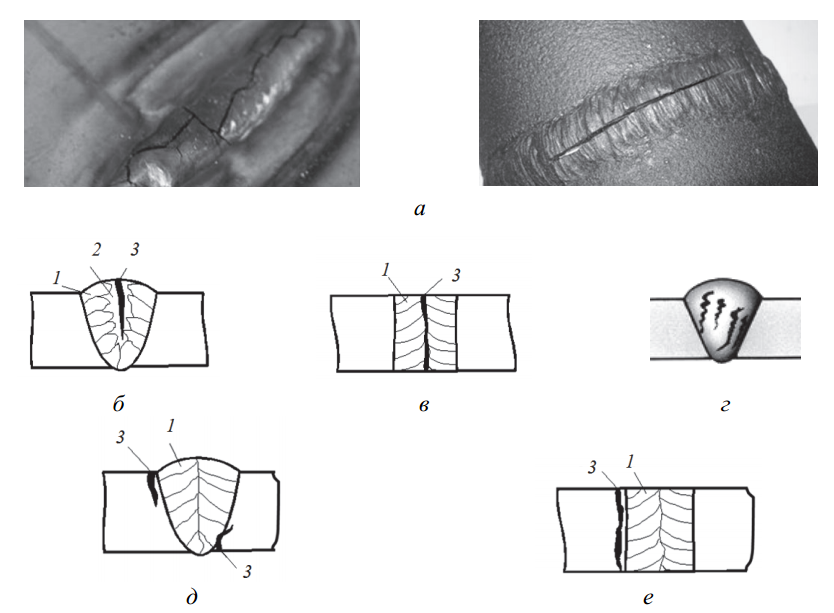 При тепловом старении его прочность увеличивается до 150% от первоначальной прочности.
При тепловом старении его прочность увеличивается до 150% от первоначальной прочности.
Цианакрилатный клей СН-10 склеивает металлы, пластмассы, резину и эластомеры. Характеризуется высокой вязкостью. Состоит из резины, укрепляющей соединение
.
Кладочные работы без ошибок — Инженер-строитель
Вновь построенные жилые или общественные здания, помимо выполнения своей основной функции, также должны соответствовать ряду правил, установленных для них соответствующими законами и стандартами. Это должно обеспечить пользователям максимально возможный уровень безопасности и комфорта использования, минимизируя при этом негативное воздействие зданий на природную среду.
Основные требования к строительным работам сформулированы в Приложении I Регламента Европейского парламента и Совета (ЕС) № 305/2011 от 9 марта 2011 года и заключаются в следующем:
- Несущая способность и устойчивость.
- Пожарная безопасность.
- Гигиена, здоровье и окружающая среда.
- Безопасность использования и доступность объектов.
- Защита от шума.
- Энергосбережение и изоляция
- Рациональное использование ресурсов

Выполнение этих требований является обязательным, и дополнительно их важность подчеркивается ссылкой в наиболее важных польских законодательных актах в области строительства.Они включены в начальные статьи Закона о строительстве (ст. 5), а также подробно отражены в приказе министра инфраструктуры о технических условиях, которым должны соответствовать здания и их расположение. Чтобы все требования были соблюдены, предприятие должно работать как хорошо смазанная машина. Такого эффекта можно добиться, если правильно спроектировать, изготовить и затем использовать по назначению. Как пройти этап оформления объекта в плане возведения стеновых перегородок, минуя ловушки?
Рис.сток.adobe/ronstik
Кладочные работы. Создание или исключение вертикального шва не зависит от выбора подрядчика
Создание или исключение вертикального шва не зависит от выбора подрядчика
Существует несколько факторов, определяющих необходимость заполнения вертикального шва. Первым, самым важным и решающим всегда является вхождение в объектный дизайн. Если проектировщиком была предоставлена информация о том, что вертикальный шов подлежит заполнению, то выполнение кладочных работ должно производиться таким образом, независимо от того, выбраны ли для перегородки профилированные элементы, которые можно соединить пазом и шпунтом, или элементы с гладкой лицевой поверхностью.Вышеупомянутый тип поверхности (блочная геометрия) также может решить вопрос о необходимости заполнения вертикального шва – при выборе элементов с гладкой поверхностью для выполнения кладочных работ вертикальные швы следует каждый раз заполнять. Это требование применимо также в случае соединения элементов в углах или ниже уровня земли, а также соединения двух элементов, один из которых имеет гладкую поверхность (например, элемент после резки — при резке элементов кладки до нужного размера , необходимо учитывать оставление места, необходимого для выполнения вертикального стыка). Заполнение вертикального шва также рекомендуется для перегородок, где необходимо обеспечить большую жесткость стены (например, некоторые виды заполнения стен). Невыполнение вертикального шва в местах, где это необходимо, может привести к появлению на стене значительных повреждений в виде царапин и трещин, поэтому данное руководство по выполнению считается одним из важнейших в процессе возведения каменных перегородок. .
Кладочные работы.См. также:
Автоклавный пенобетон – влагостойкость
Кладка из пенобетона и силикатного кирпича
Деформационные швы в стенах из силикатного и газобетона
Перегородки из газобетона
Правильная установка обеспечивает защиту от шума
Наиболее выгодным является размещение электроустановок в штукатурном слое.Если это невозможно по каким-либо причинам, допускается проводить их по неглубоким бороздам. Борозды в элементах силикатной кладки следует нарезать, например, штроборезом (избегать ковки, особенно в стенах шириной менее 180 мм). В стенах из газобетонных элементов можно без особых усилий (благодаря структуре материала) делать пазы ручным стилусом. Отверстия для розеток и соединителей всегда должны быть просверлены специальными сверлами.Способ проведения электромонтажа следует тщательно проанализировать, чтобы ни в одной точке существенно не ослабить поперечное сечение стены, например, розетки электроустановки не должны размещаться в одном и том же месте с обеих сторон стены. При ведении установки не должно быть никаких пустот – при попадании раструба в выемку в блоке она должна быть заполнена раствором. Также не рекомендуется прокладывать кабели в каналах, образованных соединением сквозных отверстий силикатных блоков, уложенных в последовательные слои, так как это создает трудности при строительстве и ухудшает звукоизоляцию стены.
Системы водоснабжения и канализации в связи с защитой от шума должны быть проложены таким образом, чтобы свести к минимуму передачу вибраций от установки на конструкцию здания. Их рекомендуется проводить в специально предназначенных каналах. Очень важно использовать соответствующий метод крепления и следить за тем, чтобы пространство вокруг труб было заполнено материалом, поглощающим вибрации, например, минеральной ватой. Пустоты, оставленные в стенах, могут снизить звукоизоляцию данной перегородки.
Стандарт PN-EN 1996-1-1 определяет размеры вертикальных, горизонтальных и косых канавок и выемок, которыми при расчетах можно пренебречь. Предполагается, что соблюдение предельных размеров, установленных стандартом, не вызывает значительного ослабления стенки, а значит, в проекте не должно быть дополнительных расчетов, т. е. расчетов ослабленного сечения не требуется. При необходимости есть способы усилить ослабленный участок, например, за счет железобетонной арматуры.
Кладочные работы. Также проверьте:
Как избежать разрезов при возведении силикатных стен?
Энергоэффективный дом: кирпичная кладка стен без ошибок
Из чего можно быстро сделать перегородки?
Кладочные работы. Армирование кладки — способы армирования каменных конструкций
9000 4
Учет заложенной в проекте схемы армирования стены на стадии выполнения – еще один из ключевых факторов, который может повлиять на несущую способность и устойчивость перегородки.Схема армирования должна быть четко определена в проекте, а затем соблюдаться на строительной площадке. Стандарт PN-EN 845-3 (Спецификация дополнительных изделий для каменной кладки. Часть 3. Стальная арматура для опорных швов) допускает применение арматуры в виде сварных, плетеных и просечно-вытяжных металлических сеток в опорных швах стены. Использование несвязанных арматурных стержней крест-накрест не допускается.
В настоящее время одним из самых популярных методов армирования стен является использование специально разработанных стальных ферм заводского изготовления.Новым решением является армирование в виде плоской сетки (свернутой) из стальных волокон с высокой растяжимостью. Тип армирования следует выбирать с учетом планируемой ширины кладочных материалов, а также вида раствора, выбранного для соединения элементов (в случае традиционного шва следует выбирать другой тип, а в случае тонкослойного соединения). Особое внимание следует уделить правильному расположению арматуры, т.е. правильному покрытию (оно не должно соприкасаться непосредственно с элементами кладки — это может повредить стену).Кроме того, чтобы стеновая арматура выполняла свою роль, ее необходимо правильно расположить с соответствующей длиной анкеров и правильными соединениями ее отдельных элементов, что особенно важно, например, в углах стен.
Применение армирования имеет ключевое значение на участках стен, где ожидаются повышенные напряжения растяжения или сдвига (предотвращает появление трещин, а в случае трещины уменьшает ширину трещин, а также их количество) .Правильное использование арматуры позволяет увеличить расстояние между деформационными швами, усилить участки стен, нагруженные сосредоточенными силами (преимущественно горизонтальными), давлением грунта, неравномерной осадкой и т. д. рекомендуется укладывать арматуру ниже оконного проема не менее чем в один из самых высоких суставов. Его устройство также рекомендуется в заполнении стен, в опорных швах над перемычками. В этом случае возможность появления царапин может быть результатом различных деформаций материала перемычки и материала кладки. Весьма практичным применением элементов армирования является также их размещение в фрагментах стен, где невозможно обеспечить кладку кладки соответствующей длины – роль кладки берет на себя арматура.
Пример усиления зоны створки и зоны над перемычкой
Джоанна Новачик , инженер по продукции, H + H Polska Sp.о.о.
.
Армирование под окном: Для чего нужна арматура в стыке под последним слоем блоков под оконным проемом?
Здравствуйте.
В каменной кладке есть определенные участки, где существует концентрация напряжений, которые могут привести к повреждению стены. Независимо от используемого материала этому необходимо противодействовать. Это касается зон внутри проемов (1-я подоконная зона и в месте перемычки).
Такие царапины часто можно увидеть на зданиях.
Усиление под окном для предотвращения появления царапин под окном.
Это армирование доступно независимо от используемого кладочного материала. Этот вид армирования также следует выполнять в стенах из керамики, силикатов и других материалов.
С уважением
Tomasz Rybarczyk
Ниже я представляю принцип образования царапин, фото повреждения и способ противодействия образованию царапин
Рис.1: Причина появления царапин внутри окна
Рис. 2: Механизм царапин
Фото: Типичные царапины под окном
Рис.3: Как противодействовать царапинам под окнами.
Ремонт и усиление каменных конструкций
Каменные конструкции, также известные как стены, являются одним из наиболее важных конструктивных элементов во всех типах сооружений. Долговечность остальных элементов во многом зависит от их технического состояния. Вот почему диагностика стен, раннее выявление неисправностей и их мониторинг так важны, чтобы иметь возможность провести ремонт в нужное время.
Типы стен
Стены — в зависимости от характера статической работы и назначения — делятся на несущие и ненесущие.
Несущие стены, также известные как несущие стены, передают нагрузки от собственного веса и от перекрытий, крыш, балконов, лестниц, давления грунта и т. д. Минимальная толщина несущих стен из каменной кладки с нормативной прочностью f k ≥ 5 Н/мм 2 должно быть 100 мм, а для прочности f к 2 — 150 мм. Минимальная толщина стен жесткости должна быть 180 мм.
Ненесущие стены, включающие в себя перегородки и навесные стены, рассматриваются в расчетах как не воспринимающие нагрузки от других элементов здания, поэтому их можно демонтировать без ущерба для несущей способности всей конструкции здания, т.е.в случае необходимости изменить дизайн интерьера или функциональное назначение помещений.
Навесные стены – внешнее заполнение несущей конструкции здания. Они передают нагрузки от собственного веса и ветра в пределах одного поля заполнения конструкции, например, между колоннами и горизонтальными ригелями каркаса здания. Перегородки – это внутренние перегородки, разделяющие помещения здания.
Рис. 1. Виды стен: а) однослойные, б) однослойные с утеплением, в) двухслойные, г) щелевые:
1 — несущий слой, 2 — штукатурка, 3 — теплоизоляция , 4 — сетка, 5 — воздушный зазор, 6 — 9000 3 анкера
Согласно стандарту PN-EN 1996-1-1:2009 различают следующие типы стен (рис.1):
■ однослойная (рис.1а, б) — стена без сплошного вертикального шва (продольного) или шва по всей высоте стены
■ двухслойная (рис.1в) — стена, состоящая из из двух параллельных стен с продольным швом, полностью заполненным растворной кладкой, соединенных анкерами таким образом, чтобы обеспечить передачу совместной нагрузки
■ щель с щелью, заполненной ненесущим материалом (рис.1г) — стена, состоящая из двух — вертикальные слои кладки, неразъемно соединенные между собой анкерами или арматурой в опорных швах, один или оба из которых несут вертикальную нагрузку; пространство между двумя слоями представляет собой зазор, который не заполнен, заполнен или частично заполнен ненесущим теплоизоляционным материалом
для совместной передачи нагрузки.
Диагностика каменных конструкций
Техническая диагностика – это определение технического состояния конструкции на основе собранных о ней знаний, в том числе результатов проведенных испытаний. В случае каменных конструкций основные диагностические мероприятия можно представить схематично, как показано на рисунке 2.
Анализ архивной документации позволяет распознать конструктивные и технологические решения реконструируемого объекта, в том числе внесенные в конструкцию изменения.
Осмотр участка, т. е. визуальный осмотр оцениваемой конструкции, позволяет:
■ определить объект, цель и объем оценки
■ определить тип и функцию, которую элемент выполняет в системе
■ определить условия работы стены элемент, в частности, условия влажности или возможный источник загрязнения
■ предварительная оценка состояния кирпича, раствора и штукатурки, определение наличия царапин и их характера.
Рис. 2. Схема диагностических мероприятий
Визуальные наблюдения должны давать возможность определить возможные места повреждений, определить их распространение, предварительную оценку причин повреждений, ненадлежащее исполнение или неправильную эксплуатацию элементов конструкции, а также правильную эксплуатацию. Результаты локального осмотра являются основанием для выбора мест отбора проб для возможных лабораторных исследований с целью определения изменений физических свойств и возможных механических повреждений в результате использования материалов и определения степени их загрязнения в результате воздействия окружающей среды. с повышенной агрессивностью.
После предварительной оценки начинается детальная оценка, включающая: материал стеновой конструкции (испытания физико-механических и химических свойств), анализ предельного состояния, оценку безопасности строительства, а также выводы и окончательные рекомендации.
Испытания на месте проводятся на месте на месте. Это могут быть неразрушающие испытания (например, геодезические измерения прогиба конструктивных элементов, проверка влажности стен с помощью электронного оборудования) или открытые разработки (например, фундаменты для проверки строительного материала или глубины фундамента здания, стены для проверки планировки и качества отдельных элементов). слои, влажность, соленость).
Лабораторные испытания, требующие использования специального оборудования, проводятся на специально отобранных образцах (например,скважины). Объем исследования включает в себя, в том числе определение прочности собранного материала, а также влажности или солености.
Анализ границ конструкции выполняется после сбора материалов по всем факторам, которые имеют или могут оказать влияние на состояние конструкции. Если есть подозрения, что конструкция может оказаться в опасности в результате достижения предельного состояния, необходимы расчеты для проверки, подтверждения или исключения возможности достижения такого состояния. Расчеты должны также касаться состояния каменной конструкции во время или после ремонта (усиления).
Оценка технического состояния должна в первую очередь включать заключение с указанием степени риска отказа или повреждения конструкции. Кроме того, в оценке должны быть указаны причины возникновения повреждений и способы их устранения или защиты сооружения от их дальнейшего воздействия. Только после этого делаются выводы относительно возможности и способа ремонта, усиления и закрепления конструкции на период дальнейшей эксплуатации.
Морфология трещин в стенах
Морфология трещин обычно используется для оценки напряженного состояния в конструкции и для определения причин появления трещин в конструкции.
Причины появления трещин в каменных конструкциях можно разделить на две группы:
■ материальные и физические, в том числе усадочные, температурные колебания, набухание, ошибки строительства и изготовления
■ прочностные, в том числе перегрузки (чрезмерная деформация), неравномерная осадка структура и недра, а также динамические и уникальные воздействия.
Трещины, вызванные неравномерной просадкой конструкции
Трещины в стенах, являющиеся признаком значительной деформации конструкции, появляются в результате неравномерной просадки грунта, вызывающей прогиб фундамента и стены.
Причиной просадки грунта также является изменение его сцепления, вызванное частыми изменениями уровня грунтовых вод. Грунт, разрыхленный под фундаментом здания, неравномерно сжимается зданием из-за подъема и опускания уровня грунтовых вод. Неравномерная прочность на сжатие, в свою очередь, приводит к оседанию здания и его растрескиванию.
Подрыв фундамента может быть вызван движением грунтовых вод или выходом из строя водопроводных труб или центрального отопления. Также при прокладывании глубокой траншеи рядом с существующим зданием может произойти перерезка водовода и вымывание грунта под фундаментом.
Трещины, вызванные перегрузкой конструктивных элементов
Под перегрузкой следует понимать такую нагрузку конструктивного элемента здания, которая больше нагрузки, допускаемой и допускаемой при правильно выполненных статических расчетах проекта. Перегрузка элемента может быть вызвана превышением осевых растягивающих или сжимающих напряжений, напряжений изгиба или внецентренного сжатия или растяжения, сдвига и кручения.
В случае каменных конструкций перегрузка может быть вызвана:в. от неправильного проектирования, изменения статической схемы в результате неправильной конструкции, надстройки, модификации конструкции или изменения функции объекта.
Трещины, вызванные колебаниями температуры
Под колебаниями температуры следует понимать изменения температуры воздуха, изменения температуры, вызванные различными технологическими процессами в производственных зданиях, температуры пожара и т.п. Повышение температуры вызывает расширение стены. Охлаждение, с другой стороны, похоже на усадку, образуя трещины того же типа.
Коэффициент линейной термической деформации αт в зависимости от вида элементов кладки колеблется от 4–8·10 -6 К -1 (керамические элементы) до 6-12 · 10 -6 К — 1 (бетон на легких заполнителях). В условиях свободной деформации удлинение или укорочение стенки безвредны и в лучшем случае могут вызвать микротрещины в вертикальных швах. При ограничении свободы термических и усадочных деформаций, например, если керамическая стена взаимодействует со сплошным железобетонным валиком, разрушение валика часто приводит к образованию трещины в стене в том же поперечном сечении.
Анализируя примеры температурных царапин, следует отметить, что наиболее частые случаи их возникновения связаны с неправильным конструктивным решением в месте соединения двух (или более) материалов с разным коэффициентом теплового расширения.
Царапины, вызванные усадкой и набуханием
В процессе усадки различают необратимые явления, обычно называемые первичной усадкой, и обратимые явления, называемые вторичной усадкой.Процесс первичной усадки связан с химическими факторами и возникает в основном в результате карбонизации кальциевых соединений, содержащихся в стенке.
В каменных конструкциях основное значение имеет вторичная усадка, связанная с изменением влажности стены. Величина его усадки зависит в основном от начальной влажности стены, влажности окружающей среды и размера элемента конструкции. Вторичная усадка стены, не подверженной дальнейшему увлажнению, стабилизируется через 3-5 лет.
Введение в производство и применение в строительстве кладочных элементов объемом, во много раз превышающим объем одного кирпича, и применение крепких цементных растворов приводит к тому, что явления набухания и усадки также могут быть частыми причинами появления царапин и трещин в кирпичных зданиях.
Горизонтальные царапины на стене могут появиться при использовании шлакобетона в качестве утеплителя кровли без отделения его от кладки стены. Затем вздутие этого бетона вызывает появление царапин чуть выше потолка над самым высоким этажом здания — царапание часто сопровождается отклонением (выталкиванием) фронтонной стены от вертикали.
Трещины, вызванные динамическими воздействиями
Динамическое действие нагрузок вызывает вибрации зданий и усталость строительного материала, что приводит к снижению надежности элементов и конструкций.
Динамические воздействия в зависимости от способа передачи нагрузок на конструкцию можно разделить на: передаваемые через грунт, передаваемые непосредственно на конструкцию и по воздуху (ударная волна).
В стране наибольшее количество случаев динамических воздействий на здания зарегистрировано в горнодобывающих районах, вблизи предприятий с технологическим оборудованием, а также автомобильных и железных дорог с интенсивным движением. Они носят прежде всего паразитный характер, т.е. удары или вибрации передаются от источников к соседним постройкам через землю.
Ремонт и укрепление стен
Инъекция трещин и щелей
Инъекция заключается во введении подходящего вяжущего материала под действием силы тяжести или под давлением в щели и щели в стене, выполненной из сплошных элементов. Его нельзя использовать на пустотелых стенах (пустотелый кирпич, пустотелый кирпич и т.д.). Внедрению должно предшествовать техническое исследование с указанием вида инъекционной смеси (инъекции) и способа ее введения, а также ширины раскрытия и характера трещины.Инжект должен обеспечить, прежде всего, уплотнение и соединение разрозненных частей стены, поэтому инъекцию обычно рассматривают как способ, предшествующий и дополняющий другой вид армирования каменных конструкций.
Инъекционная смесь, независимо от вида, должна характеризоваться достаточной пластичностью (текучестью), малой усадкой, схватываемостью при температуре окружающей среды, высокой адгезией к соединяемым элементам и предполагаемой прочностью.
Инъекционные вкладки можно разделить на минеральные (цементные, микроцементные, полимерцементные, гипсовые и гипсоизвестковые) и пластмассовые (эпоксидные и полиуретановые) вкладки.
Ударные пакеры и цементный раствор наиболее часто используются для нагнетания трещин и щелей в стене, а также для армирования рыхлых каменных конструкций. Низкая вязкость суспензии с мелкой зернистостью до 60 мкм обеспечивает глубокое проникновение в трещины шириной > 0,6 мм, трещины и щели.
Пакеры ударные, ограничивающие рабочее давление нагнетания до 6 Н/мм 2 , устанавливаются в шахматном порядке в отверстия диаметром 18 мм. Отверстия просверливают вдоль трещины под углом 45 o с обеих сторон трещины так, чтобы инъекционное отверстие вырезало трещину внутри конструкции.№
После тщательной очистки и обезжиривания поверхности царапины вдоль ее пути, примерно по 5 см с обеих сторон, трещина герметизируется композитом на основе полиуретановой смолы. На предварительно подготовленную поверхность по всей длине трещины наносится герметизирующий материал толщиной около 10 мм. Перемешанная однородная нагнетательная суспензия начинает продавливаться через стартовый пакер — первый на чертеже. Нагнетание осуществляется до тех пор, пока материал не вытечет из соседнего отверстия или пока давление в насосе не достигнет максимального, предусмотренного конструкцией.Затем конец выходного шланга насоса следует перенести на пакер, из которого вышла закачка. Операцию повторяют, продолжая инъекцию, двигаясь таким образом снизу вверх. Инъекцию следует вводить при минимально возможном рабочем давлении.
Температура (субстрата и воздуха) во время инъекции должна быть не ниже +5 o С. Время обработки суспензии 30 минут (при температуре +20 o С и относительной влажности 50%). После инжекции удалите пакеры, заполните отверстия быстросхватывающимся раствором и удалите оставшиеся прокладки с помощью молотка и зубила.
Рис. 3.а) усиление стены частичной кладкой, б) односторонней кладкой: 1 — новая стена, 2 — старая стена, 3 — перемычки, 4 — каменная стена
Повторная кладка и кладка стен
Повторная кладка применяется при наличии сильно растрескавшихся фрагментов стен с шириной трещины более 5 мм. Цель повторной кладки — воссоздать первоначальную связь кирпичей, обеспечив соединение частей стены, разделенных царапинами.
Вскрышные породы (рис.3а) изготавливается секционно, обычно с обеих сторон, с поперечным изнашиванием, позволяющим вводить кирпичи новой секции глубже в стену, чем остальных. При демонтаже фрагментов стены, ремонтируемый участок которой непосредственно нагружается значительными усилиями от вяжущих, балок и т. п., необходимо разгрузить стену подпиранием. По тем же причинам должно быть соответствующее расстояние между участками ремонтируемой стены, не менее высоты этажа.
При нарушении структуры материала стены в ее наружных слоях или снижении ее несущей способности в результате разрушения материала, связывающего малогабаритные элементы стены, ее усиление производится односторонним или двухсторонняя кладка на цементном растворе.
При, например, армировании каменной стены односторонним кирпичным слоем (рис. 3б) с армируемой поверхности снимается штукатурка, а из швов раствор на глубину 2-3 см. После тщательной очистки поверхности стены и швов от остатков штукатурки и раствора их тщательно промывают водой и сбрызгивают цементным молочком. Для обеспечения связи между новой стеной и старой следует использовать стальные шатуны.
Армирование стен
Введение арматуры в каменные конструкции с трещинами, преимущественно вертикальными или диагональными, чаще всего обусловлено необходимостью передачи через них растягивающих напряжений и обеспечения большей жесткости ремонтируемой стены.Продольная арматура повышает прочность стены на растяжение и сдвиг, а поперечная арматура — прочность на сжатие. В зависимости от распространения щелей и трещин армирование может применяться на отдельных участках или по всей длине армируемой стены, как в железобетонных кольцах. Арматурные стержни (медь или нержавеющая сталь, реже обычная оцинкованная сталь) небольшого диаметра (обычно 6 мм) укладываются в несвязанные опорные стыки. Прочность раствора на сдвиг определяет длину анкерного крепления.
Кирпичные стены с трещинами могут быть усилены с обеих сторон стальными плоскими стержнями, соединенными предварительно напряженными стальными болтами A-I или A-II с четким пределом текучести (рис. 4). После вставки болтов отверстие заливается цементным раствором 1:2 с в/ц соотношением 0,7. Ленты, расположенные вертикально через каждые 2-3 м, должны иметь сечение не менее 80х6 мм. При наличии вертикальных трещин в углах стен армирование в виде внутренних штифтов (деталь 2 на рис.6), с интервалом по вертикали через 1,0 м.
После нагнетания трещин стена, армированная плоскими стержнями (рис. 4), работает на изгиб как армированная стена в плоскости горизонтальных швов. Опорами для армированной стены служат поперечные стены или железобетонные колонны. В зоне сжатия трещины, заделанные инъекционным раствором, частично закрываются, а в зоне растяжения напряжения передаются стальными полосами. Поперечные усилия, возникающие между полосами и стеной, воспринимаются болтами.
Рис. 4. Усиление стен стальными полосовыми стержнями и предварительно напряженными анкерами: 1 — натяжной стержень, 2 — внутренний болт, 3 — стальной стержень,
4 — болтовые шайбы, 5 — трещина в стене, заполненная инъекционным раствором, 6 — отверстие под болт
Армированные штукатурки
Армирование стен слоями армированной штукатурки заключается в создании каменно-железобетонной конструкции, в которой на ремонтируемую часть добавляется новый слой бетона или раствора толщиной несколько сантиметров, армированный сталью или армированный дисперсными синтетическими волокнами со стены.Этот метод в основном используется для укрепления стен с рассеянными, неровными элементами (рис. 5).
Усиление стены армирующими слоями может выполняться с одной или обеих сторон, по всей поверхности или ее частям. Для армирования применяют известково-цементные, цементные или полимербетонные растворы, наносимые вручную, насосами или торкретированием. В последнее время применяют также безусадочные растворы на расширяющихся цементах.
Рис. 5.Усиление стен с трещинами армированной штукатуркой: 1 — сетка, 2 — штукатурный слой, 3 — анкера
Усиление стен предварительно напряженными связями
Стены с трещинами могут быть усилены горизонтальными стальными связями, ограничивающими дальнейшее развитие трещин, соединяющими поврежденные фрагменты стен и передающими дополнительные растягивающие усилия, которые могут возникнуть при повреждении стен. Предварительно напряженные связи приводят стены в исходное состояние, избавляя от необходимости перестенивания больших участков перегородок.Стяжки в некоторой степени также стабилизируют неравномерно оседающие здания, что позволяет избежать сложного укрепления фундаментов и основания. Ремонтные работы проводятся без вывода здания из эксплуатации, только сборка предварительно подготовленных стяжек и соединений на месте проведения работ.
Стяжки вводят на высоте перекрытий по внешнему контуру стен, устанавливая их в углах стен к вертикальным уголкам и стягивая болтами. Напряжения крепятся к углам стены к вертикальным уголкам и стягиваются болтами.Детали опор рулевых тяг показаны на рис. 6.
Рис. 6. Детали опор для стяжек: а) конструкция упорного узла в месте натяжения сухожилий, б) упорная часть для натянутых стяжек: 1 — стяжки, 2 — упоры секция,
3 — шайба, 4 — стенка, 5 — гайка, 6 — болт, 7 — втулка, 8 — цементный раствор
Литература
1. Общее строительство. Элементы зданий. Основы проектирования , том 3, коллективная работа под руководством Л.Лихолай, Аркадий, Варшава, 2008.
2. Малышко Л., Орлович Р., Стеновые конструкции. Царапины и ремонт , Изд-во Варминско-Мазурского университета, Ольштын, 2000.
3. Масловски Е., Спижевска Д., Усиление строительных конструкций , изд. 3, Arkady, Warszawa, 2000.
4. Pluta J., Pluta K., Pluta A., Исследование царапин методом структурных характерных точек , Materialy Budowlane, № 9/2005.
5. Ремонт и модернизация зданий , коллективная работа под руководством М. Abramowicza, Verlag Dashöfer Publishing House, Варшава, 2004.
6. Rudziński L., Стеновые конструкции — ремонт и укрепление , Wydawnictwo Politechniki Świętokrzyskiej, Kielce, 2010.
7. Zaleski S., Ремонт жилых зданий, справочник , изд. 2, Аркадий, Варшава, 1995.
др хаб. англ. Лех Рудзинский
доктор инж. Анджей Кронер
Кельцский технологический университет
.
Укрепление стен спиральными анкерами — Izoservice Injection Techniques
Оценка инъекционных работ
18 июля 2018 г.
Грибы и водоросли на фасаде
20 июля 2018 г.
Ремонт и укрепление стен требует не только всесторонних знаний в области строительства, но и большого количества информации о состоянии конкретного здания.
Один из фундаментальных вопросов, стоящих перед строительной бригадой, — как укрепить стену.Ответ формулируется на основе анализа напряжений и перенесенных инженерных нагрузок. При наличии трещин в стене и необходимости ее укрепления идеальным решением является использование спиральной анкерной системы Desoi.
В прошлом в подобных ситуациях использовались арматурные стержни
.
Преимущество пружинной анкерной системы лучше всего иллюстрирует рисунок ниже:
Преимущества системы:
— низкий уровень вмешательства в стену
— может использоваться во всех типах стен
— поглощает напряжение и растяжение сил хорошо
— стабилизирует и усиливает несущую способность стены
Наиболее распространенные области применения:
— трещины в фасадах
— трещины в районе проемов
— трещины в районе перемычек
— трещины в районе арочных перемычек
— соединение настенные покрытия
Общие рекомендации по применению системы спиральных зажимных анкеров:
— сделать в стене горизонтальный шов глубиной ок. 4-6 см, например, с помощью штробореза; соединение должно быть достаточно широким, чтобы анкер полностью погрузился (не менее 1 см со всех сторон) в специальный раствор для анкеров
— с помощью инъекционного пистолета заполнить отверстие примерно на 2 см слоем
— поместить анкер в растворе
— заполните зазор раствором, оставив примерно 2 см пространства перед краем стены, при этом спираль можно полностью закрыть
— оставшиеся 2 см пространства заполните связующим раствором в цвет в тон остальной части стены
— если стена была сделана из раствора для спиральных анкеров, им можно заполнить все оставшееся пространство пространство
— длина анкера должна быть не менее 45 см
— в случае вертикального трещины, анкеры должны располагаться с небольшим сдвигом (не менее чем на 1 см)45 см против 55 см попеременно с обеих сторон трещины. Никогда не устанавливайте спиральные анкеры один над другим на одной линии.
— спиральные анкеры в отверстиях должны быть окружены слоем раствора
толщиной не менее 1 см.
При проблемах с двухслойной кладкой рекомендуется использовать специальную версию спиральной анкерной системы, т.н. Якорь Плюс. Эта система объединяет и усиливает силы, соединяющие отдельные слои стены.
Способ крепления спиральных анкеров в системе Anchor Plus:
— просверлить отверстие
— вкрутить анкер в отверстие с помощью специального ключа
— затянуть анкер до конца просверленного отверстия
— заполнить отверстие с раствором
Доступны анкеры четырех размеров: 4,5 мм, 6 мм, 8 мм и 10 мм.
Полную информацию о самой системе, а также технические консультации по правильному размещению спиральных анкеров можно получить в компании Izoservice в Варшаве, которая является дистрибьютором спиральной анкерной системы Desoi.
.
Арматура Murfor EFS/Z/190×3050 мм — для тонких швов Realbud.com
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Усиление сварочного шва! — Технологии и документации
#1 angelhranytel
Отправлено 01 March 2017 15:26
День добрый всем специалистам в сварочном производстве!
Такой вопрос ! Многим покажется смешным!
Как влияет усиление сварочного шва на прочностные характеристики шва ?Для примера имеется ввиду стыковое соединение листовой стали !Если зачистить шов заподлицо прочность шва изменится ? Или другие какие характеристики ? Желательно услышать ответы не фантазеров и теоретиков а людей которые проводили подобные физико механические испытания в лаборатории ! Разрыв там кручение сжатие и тп!Если есть документально подтвержденные аргументы прошу скинуть !Спасибо всем за понимание!
Прикрепленные изображения
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 01 March 2017 15:43
angelhranytel,так в лабораториях снимают усиление при испытаниях.
- Наверх
- Вставить ник
#3 psi
Отправлено 01 March 2017 16:56
angelhranytel, вы здесь маловероятно найдете специалиста данного типа. вам на форум дефектоскопистов.
а вот теперь теоретически, если есть усиление то в по краям шва будут точки экстремума. если брать даже однородный материал по физико механическим свойствам (вырезан из цельной болванки) , но с изменением геометрии (утолщение стыкового соединения типа «усиления шва»). и это самое простое, а так там неоднородность зерна из за разности температур в зоне термической обработки и т.д..
при аттестации грузоподъемных механизмов швы заподлицо, даже можно мех обработку (даже риски от ушм должны быть под 45 градусов относительно оси)
- Наверх
- Вставить ник
#4 copich
Отправлено 01 March 2017 17:24
angelhranytel, начать вопрос надо с названия стали. Разные стали ведут себя по разному.
Так же есть требование ко шву в зависимости от условий эксплуатации. Следовательно и от сюда требования к типу стали вылазят.
Поэтому если правильно, то вам в лабораторию надо со всеми описаниями. + еще от партии к партии меняются параметры по ГОСТ . Но укладываясь в ГОСТ по минимуму или по максимуму, вы можете не пролезть по прочностным характеристикам. Т.е. содержание одного может как навредить или наоборот не хватить для конечного прочностного значения.
- Наверх
- Вставить ник
#5 saper24
Отправлено 01 March 2017 18:16
На правах фантазера поинтересуюсь. А вам зачем? Про тока какая сталь имеется в виду, тип сварки и пр. скромно опущенные мелочи помолчу.
Когда нас в техникуме вели к испытательному стенду с железкой, мы всегда знали что это за железка, для чего её щас будут раздирать и что делать с циферкой на против которой замрет стрелочка то же знали.
- Наверх
- Вставить ник
#6 Георгий 11
Отправлено 01 March 2017 18:48
saper24,да похоже образец не прошел испытаний,а человек же старался,кувалдой хреначил и не смог разорвать,а там смогли,начал выяснять,а там усиление сняли,обидно).
- Наверх
- Вставить ник
#7 saper24
Отправлено 01 March 2017 18:49
- Наверх
- Вставить ник
#8 ЛехаКолыма
Отправлено 01 March 2017 19:53
Посмотрите книгу Николаев Г. А. Сварные конструкции.расчет и проектирование.Параграф 4.3 Распределение напряжений в стыковых швах стр 109
- Наверх
- Вставить ник
#9 keria
Отправлено 05 March 2017 00:51
Желательно услышать ответы не фантазеров и теоретиков
Посмотреть бы на того практика, который купит разрывнувную машину и будет проводить сотни тысяч нагружений образца, что бы не прослыть теоретиком в то время как эти исследования проведены в дедами и прадедами и описаны в любом учебнике.
- Наверх
- Вставить ник
#10 Фунтик
Отправлено 05 March 2017 13:07
Как влияет усиление сварочного шва на прочностные характеристики шва ?
. .. они ( швы с большим усилением ) быстрей настораживают , т.е. к ним меньше доверия. На практике\в теории не всегда полезные ( а то и вредные ). Если капнуть глубже- читать учебники.
- Наверх
- Вставить ник
#11 angelhranytel
Отправлено 06 March 2017 00:04
На правах фантазера поинтересуюсь. А вам зачем? Про тока какая сталь имеется в виду, тип сварки и пр. скромно опущенные мелочи помолчу.
Когда нас в техникуме вели к испытательному стенду с железкой, мы всегда знали что это за железка, для чего её щас будут раздирать и что делать с циферкой на против которой замрет стрелочка то же знали.
Просто тут меня некоторые люди пытаются убедить что при сварке например алюминия (варим с разделкой и полным проваром в несколько проходов толщиной например 7 мм )типо усиление нельзя снимать так мол ослабишь стык . А снимаю я усиление для того чтобы визуально видеть однородность шва,внутренние дефекты если они есть типо микро поры или непровар !Так вот просто интересно какое у кого мнение
saper24,да похоже образец не прошел испытаний,а человек же старался,кувалдой хреначил и не смог разорвать,а там смогли,начал выяснять,а там усиление сняли,обидно).
Шутник)
- Наверх
- Вставить ник
#12 Георгий 11
Отправлено 06 March 2017 07:02
angelhranytel,»снять усиление»-с чем у вас ассоциируется?
- Наверх
- Вставить ник
#13 angelhranytel
Отправлено 06 March 2017 13:01
angelhranytel,»снять усиление»-с чем у вас ассоциируется?
убрать валик заподлицо с основным металлом
- Наверх
- Вставить ник
#14 Георгий 11
Отправлено 06 March 2017 13:12
angelhranytel,»усиление»-чего усиливается то?Если снимается усиление сварного шва,то он наверное ослабляется,не?
- Наверх
- Вставить ник
#15 saper24
Отправлено 06 March 2017 19:37
Просто тут меня некоторые люди пытаются убедить что при сварке например алюминия (варим с разделкой и полным проваром в несколько проходов толщиной например 7 мм )типо усиление нельзя снимать так мол ослабишь стык .
Все зависит от того где находится этот шов.
Если счищать облицовку заподлицо с плоскостью свариваемых деталей( при условии что материал шва по прочностным характеристикам равен либо превосходит характеристики свариваемых деталей) никакого ослабления не произойдет. Потому что при равных прочностных характеристиках шва и деталей,( при наличии облицовки и качественно выполненном шве) несущая способность стыка будет равна несущей способности наименее тонкого сечения. По простому где тонко, там и рвется. При равном сечении детали и шва, место разрушения зависит от прочностных характеристик применяемых материалов, а так же от типа прилагаемых нагрузок. Потому не факт что без валика порвется именно по шву.
Так что если вы варите стык согласно нормативной документации и формируете шов заданных параметров, ничего зачищать нельзя если это не указано в нормативных документах. Поскольку параметры шва будут соответствовать расчетным нагрузкам и выдерживать эти нагрузки шов гарантированно будет только в пределах своих габаритов, при качественном его исполнении. А если вы к алюминиевой кастрюле дно привариваете, то зачищайте как нравится.
- Наверх
- Вставить ник
#16 BelaZZ
Отправлено 06 March 2017 19:46
http://svarnoy.info/…-na-chertezhax/
Вспомогательные знаки для обозначения сварных швов п.1
Сообщение отредактировал BelaZZ: 06 March 2017 20:22
- Наверх
- Вставить ник
#17 PecToPaH
Отправлено 06 March 2017 19:56
angelhranytel,»усиление»-чего усиливается то?Если снимается усиление сварного шва,то он наверное ослабляется,не?
Нет.
- Наверх
- Вставить ник
#18 Георгий 11
Отправлено 06 March 2017 20:07
PecToPaH,а мне думается,что да,усиление гарантированно дает большую прочность,нежели основной металл.
- Наверх
- Вставить ник
#19 Фунтик
Отправлено 06 March 2017 21:41
усиление гарантированно дает большую прочность
, шов должен быть равнопрочен с основным , в некоторых случаях рекомендуется даже усиление снимать в минус. П.С. может ныне все по новом- нанотехнологии .
- Наверх
- Вставить ник
#20 Георгий 11
Отправлено 06 March 2017 21:54
Фунтик,да это понятно,поэтому при испытаниях и снимают его,что бы обеспечить равные условия с основным металлом.А у меня были соединения,где на трубке диам 6 мм.давалось усиление не менее 2 мм.
- Наверх
- Вставить ник
Общие особенности полировки металла и сварных швов
Зачистка сварных швов – важная задача любого производства, особенно судостроительного, где сварка – основной вид соединения различных элементов конструкции.
В первую очередь хотелось бы затронуть вопрос обработки или удаления сварных швов на изделиях из «черной» стали. Если после сварки требуется зачистка от окалин и окислов сварного шва без снятия усиления, то чаще всего обходятся специальными проволочными щётками, которые позволяют быстро и качественно выполнить данную работу. Ассортимент щеток на рынке разнообразен и представлен моделями от ручных щеток, до кругов, которые устанавливаются на станки.
Одним из мировых лидеров по изготовлению проволочных щеток является компания Lessmann (Германия). Проволочная щетка устанавливается на угловую шлифовальную машину (болгарку) и производится зачистка сварного шва. В данный момент это один из самых эффективных и доступных способов обработки сварных швов.
В случае, когда требуется не просто зачистить шов, а снять усиление – необходимо подходить к вопросу уже комплексно: правильно подобрать оборудование и расходные материалы. В зависимости от размеров сварного шва может применяться мобильный шлифовальный станок или угловая шлифовальная машина с абразивными кругами.
Мобильный шлифовальный станок – одно из самых эффективных и выгодных решений для зачистки сварных швов в судостроении. При его использовании нет необходимости перемещать большие и тяжелые заготовки по цехам. Станок легкий и управляется одним оператором. Перемещение станка по цеху также может быть выполнено одним оператором благодаря транспортировочным колесам. В данный момент у компании GRIT by FEIN (Германия) есть две модели данных станков: с шириной ленты GIMS75 и GIMS150 мм. Каждая из данных моделей способна быстро снять сварной шов любого размера и длинны. Как показывает наш опыт, это самое эффективное и доступное решение для удаления сварных швов в судостроении и судоремонте.
Важно понимать, что правильный подбор абразивных материалов для данного вида обработки напрямую влияет на производительность и качество поверхности. Когда требуется снять шов, то нужно подбирать самые агрессивные абразивы крупной зернистости. Лидеров в этом сегменте несколько: 3M, VSM, DEERFOS. В ассортименте этих компаний можно найти шлифовальные ленты из керамического абразива. Но хорошо с данной задачей справляются и фирменные абразивы от компании GRIT с маркировкой R24 или К36.
Второй вариант – использование шлифовальных (зачистных) кругов совместно с угловыми шлифовальными машинами («болгарками»). Этот метод широко распространен и используется практически на всех предприятиях судостроения. Но эффективность данного метода часто ограничена качеством «болгарок» и шлифовальных кругов. Большая часть компаний использует недорогой инструмент и дешевые абразивы, ориентируясь исключительно на стоимость при покупке. Мы твердо убеждены, что это сразу ставит покупателя таких материалов в заведомо невыгодные положение. Более того опыт наших клиентов напрямую подтверждает тот факт, что использование дешевых материалов – стратегически невыгодное решения для промышленных предприятий.
Но давайте вернемся к самим абразивам и инструменту. Для потребителя важно, чтобы зачистка и обработка сварных швов производилась быстро и с соответствующим качеством. Значит нужно понимать, что влияет на скорость и производительность. При выборе шлифовальной машины нужно ориентироваться не на потребляемую, а на отдаваемую мощность. Все производители в характеристиках пишут мощность, которую инструмент потребляет из сети и она выше, чем мощность на выходе. А это напрямую влияет на скорость работы, на съем материала.
|
«Угловые шлифовальные машины FEIN WSG 12-125Р применяются на нашем предприятии для зачистки и шлифовки деталей из нержавеющей стали 12Х18Н10Т и стали 08пс. Данные машины более удобны в работе по сравнению с ранее применявшимися, надёжны и позволили увеличить производительность труда на 15%». |
При выборе абразивов нужно ориентироваться на скорость и производительность, получаемую при работе, и только после всего этого нужно рассматривать цену. Ориентируясь на качество и надежность при эксплуатации, можно выделить лидеров мирового рынка: FEIN, Metabo, Bosch; в абразивах – это 3M, VSM, DEERFOS.
Использование даже одного элемента – производительный инструмент или абразив – приводит к заметному повышению производительности. Но мы в своей работе всегда рекомендуем использовать совместно – инструмент и абразив, так как только в такой связке можно получить максимальную производительность, эффективность и, в конечном итоге, экономическую выгоду.
Абразивные круги, используемые при обработке сварных швов на черном металле бывают нескольких видов: жесткие и гибкие. К жестким относятся самые обычные шлифовальные круги диаметром от 115 до 230 мм. К гибким относятся фибровые круги и круги лепестковые торцевые (КЛТ).
Выбрать какой вид абразивных кругов приведет к лучшим результатам можно только по результату испытаний на производстве. Основные преимущества гибких абразивов – меньшие вибрации и большее пятно контакта с поверхностью.
Но во всех случаях, где требуется убирать сварной шов, а следовательно требуется большой съем металла самыми эффективными будут именно современные абразивы из цирконата алюминия или из керамики. Ресурс таких кругов до 25 раз выше, чем традиционные абразивные круги.
Сварные швы в труднодоступных местах, которых также в изобилии в судостроении, мы рекомендуем обрабатывать твердосплавными борфрезами GTOOL совместно с прямыми шлифовальными машинами, как электрическими, так и пневматическими. Этот подход обеспечивает максимальный съем материала в самые краткие сроки. Большой выбор форм и размеров позволяет решить практически любую задачу по обработке сварных швов в труднодоступных местах. Самое важно для эффективной работы твердосплавных борфрез – правильно подобранные обороты.
|
«Круги лепестковые торцевые CIBO 125х22 ZK P40 применяются для зачистных работ по деталям из нержавеющей стали 12х18Н10Т и стали 09Г2С. По сравнению с ранее применявшимися данные круги позволили увеличить производительность труда по зачистке в 1,5 раза. Кроме того, по сравнению с кругами с зерном из окиси алюминия стойкость кругов выше от 20 до 70% в зависимости от качества зачищаемой поверхности». |
Подытожим все вышеизложенное: современные абразивные материалы в комплексе с производительным инструментом однозначно выгодны для любого промышленного предприятия, так как их сверхпроизводительность подтверждена многими испытаниями и отзывами клиентов. Правильно подобранные технологии для решения задачи по зачистке сварных швов позволяют получить выгоду сразу же с самого начала применения.
|
«В феврале 2012 года приобрели на пробу в компании «Шлифовальные технологии (GTOOL GROUP) борфрезы GTOOL по 10 шт. каждой формы (G, H и F). Изначально заинтересовала привлекательная цена на изделия. На производстве борфрезы GTOOL очень понравились: при высокой производительности показали хорошую стойкость и скорость работы. В марте 2012 года взяли уже в два раза больше и добавили в заказ формы C и D». |
Мы в свою очередь помогаем потребителям узнать о новых технологиях и материалах, которые к тому же являются недорогими, чтобы они не боялись внедрять, пробовать, испытывать их на своих производствах. В металлообработке, как и в любом другом производстве, наука и техника ежедневно движутся вперед. И многое и того, что изобретается и производится способно вывести любое производство на новый качественный уровень.
Евгений Береснев,
генеральный директор ООО «Шлифовальные технологии»
Зачистка сварных швов | Cпособы зачистки швов после сварки
Статья обновлена и дополнена: 11 Августа, 2021
В основе сварочного процесса лежит формирование неразъёмного соединения между деталями путём их нагрева. После образования расплавленной сварочной ванны происходят структурные изменения в материале. За счёт внешней энергии атомы занимают новое устойчивое положение в кристаллической решетке.
Проведение процедуры сварки сопровождается формированием сварного шва. Если технология была выдержана неверно, то данное место будет прослаблено в конструкции. Качественная зачистка швов после сварки позволяет устранить возможные негативные последствия.
Цели зачистки сварных швов
Зачистка швов относится к обязательной процедуре после окончания сварки. Цели процедуры таковы:
- Из расплавленного металла в шов попадают кусочки шлака, которые ослабляют его. Зачистка сварных участков даёт возможность избавиться от их присутствия.
- Не всегда при сварке поверхность заготовок нагревается равномерно. В результате после окончания процесса в структуре металла появляются остаточные напряжения. Под действием нагрузок это может дать толчок к разрушению конструкции. Специальная обработка швов после сварки позволяет нормализовать внутреннюю структуру металла.
Зачистка сварных швов даёт возможность усилить ослабленные места в изделии, а также повысить сопротивляемость металла к агрессивному влиянию внешней среды.
Способы зачистки сварных швов
Чтобы понять, нужно ли защищать сварные швы, следует обратить внимание на коррозию соединений, которая покрывает металл за короткий период времени. Для правильного выполнения работы специально разработаны нормативные стандарты. Зачистка любых сварных соединений регламентируется ГОСТом.
Иногда возникает вопрос, чем обработать нержавейку после сварки. Данный материал по своей структуре обладает повышенной твёрдостью. Провести зачистку швов после окончания сварочного процесса можно следующими способами:
- механический;
- химический;
- термический;
- электрохимический;
Механический способ зачистки сварных швов
Зачистка сварочных соединений механическим путём после окончания процедуры может проводиться с помощью жёсткой металлической щётки или шлифовальной машинки. Делается это с целью устранения ряда возникающих дефектов.
Работа механическим способом проводится в 3 этапа:
- Очищается территория вокруг проложенного шва;
- Идёт предварительная зачистка шва абразивом с крупными зернами;
- Проводится окончательная шлифовка сварного шва с установкой мелкозернистой насадки.
Оптимальным вариантом является применение инструмента для зачистки сварных швов. К такому оборудованию относится болгарка. Используя этот прибор, появляется возможность качественно зачистить сварной шов заподлицо. Для совершения работы нужно подобрать требуемые шлифовальные круги. Они должны отвечать следующим характеристикам:
- Материалом изготовления должен быть цирконат алюминия. Подобная насадка отличается повышенной прочностью. Зачищенные швы будут смотреться намного аккуратнее.
- С учётом типа работы подбирается определённая зернистость абразива. Тонкая обработка сварных швов осуществляется насадками исключительно с мелкими зёрнами. Чтобы снять окалину, требуются крупнозернистые круги.
Зачистка сварных швов болгаркой может осуществляться лепестковыми насадками. Они выпускаются на бумажной, а также тканевой основе. Последний вариант является более надёжным. Он может выдержать большие нагрузки и прослужить продолжительное время.
Полировка шва нержавейки после механической зачистки
Обработка швов после сварки носит особенный характер. Учитывая декоративность материала, сварочный участок доводится до блеска. Поверхность должна получиться цельной и ровной, чтобы лучше противостоять влиянию внешней среды. После предварительной грубой обработки процесс шлифовки нержавейки имеет следующие этапы:
- Обработка сварочного шва нержавейки ведётся машинкой, на которую установлен диск с вулканитом. Такой материал позволяет придать шву вогнутую форму, мягко воздействия на сталь.
- На полученный профиль шва наносится раствор с алмазными составляющими. Здесь может быть использована паста ГОИ.
- Теперь полировка шва нержавейки ведётся с установленным на аппарат войлочным кругом. Поверхность получается зеркальная без матовых пятен.
Некоторую сложность вызывает обработка металла в угловых стыках и разных труднодоступных местах. Данная проблема касается в первую очередь нержавеющих сталей, где особое внимание обращается на внешний вид изделий.
Обработка углового шва в нержавеющей стали проводится с помощью болгарки. При этом основное внимание уделяется видам существующих насадок. Здесь лучше использовать круги, которые имеют диаметр 150 мм.
Для шлифования нержавейки болгаркой приобретаются насадки 2 видов:
- Круг для грубой очистки EA7 d150;
- Доводочный круг EA5 d150.
В конечном итоге место сварочного шва должно быть доведено до осветления.
Для зачистки сварочных швов в угловых и труднодоступных соединениях можно также использовать круги ЕА5 и ЕА7. Отличительной их особенностью является то, что они обладают мягкостью и эластичностью. Во время обработки сварочных швов нержавеющей стали данные насадки могут прогибаться, что исключает возможность их разрушения.
Химический способ зачистки сварных швов
Для получения сварочного шва высокого качества перед его механической очисткой лучше провести химическую обработку соединения. Это может осуществляться двумя способами, суть которых состоит в следующем:
- Травление.
Обработка сварного стыка ведётся с помощью нанесения на его поверхность химических соединений, основным компонентом которых являются серная и соляная кислоты. Они выглядят как паста или гель. Таким образом, после окончания сварки удаляются все оксидные наросты и цвета побежалости. Из-за большого количества скопления окислов сталь может начать ржаветь. Если деталь имеет сложную фигурную конфигурацию, то для её травления подготавливается специальная ёмкость с кислотой для обработки швов нержавейки. Опущенная туда сваренная заготовка выдерживается определённое количество времени. Период нахождения детали в растворе рассчитывается в зависимости от его концентрации и параметров шва.
Примеры средств для травления:
Травильный гель/спрей SteelGuard InoxClean Spray
Средство для травления методом погружения SteelGuard InoxClean - Пассивация.
Данная операция происходит вслед за окончанием травления. Её целью является восстановление легирующего слоя, который был утрачен после сварки. Чаще всего такой обработке подвергается нержавейка. С этой целью на участок металла наносится защитное покрытие. Им может выступать ASTM B117. Данный раствор препятствует формированию коррозии. Причина состоит в оксидантах. Они при взаимодействии с металлом образуют на его поверхности защитную плёнку. После окончания процесса все реагенты удаляются с помощью воды. Утилизируется отработка щелочью, которая нейтрализует кислоту.
Примеры средств для пассивации:
Пассиватор для нержавеющей стали SteelGuard InoxPass Spray
Средство для восстановления пассивного слоя нержавеющей стали SteelGuard InoxPass
Химический способ очень удобен при зачистке угловых сварных швов.
Термический способ зачистки сварных швов
При сварке изделий из тонкого металла зачистка сварочных швов ведётся с применением термообработки. Связано это с тем, что тонкие детали чаще деформируются под воздействием внутренних напряжений.
Из-за их малой толщины происходит быстрый нагрев металла, расположенного вблизи источника тепла. При этом отдалённые участки материала остаются холодными. Такой перепад температур приводит к видоизменениям в кристаллической решётке. Термообработка сварочных швов восстанавливает внутреннюю структуру металла и возвращает ему прежние свойства.
Используемое оборудование для работы методом температурного нагрева бывает следующих видов:
- Индукционное. Это генератор большой частоты и мощности, работающий на переменном токе. В качестве нагревательного элемента используется катушка индуктивности.
- Радиационное. Нагрев ведётся инфракрасным излучением. Образуется оно после нагревания нихромовой проволоки в результате подачи на неё большой силы электрического тока.
- Газовое. Прогрев сварочного шва ведётся в пламени газовой горелки.
Принцип термической обработки сварных соединений заключается в высоком нагреве шва. Диапазон температур может составлять 600-1000 °С. В результате происходит выравнивание структуры шва и прилежащего к нему металла.
Процедура состоит из следующих этапов:
- Сначала нагревается участок детали рядом со швом.
- В течение определённого периода времени изделие выдерживается в нагретом состоянии.
- Конструкция охлаждается.
Данная процедура позволяет восстановить в материале прежнюю прочность и пластичность, сняв внутренние напряжения.
Рассмотрим виды термической обработки сварных швов:
Каждый из этих способов выбирается на основе физико-химических характеристик стали.
Электрохимический способ зачистки сварных швов
Данный метод чаще всего используется для обработки швов нержавейки после сварки. Работа осуществляется с использованием специально подготовленного оборудования. Внимания заслуживает аппарат для зачистки сварных швов SteelGuard 425.
Электрохимическая зачистка сварных швов происходит следующим образом: в небольшой ёмкости подготавливается электролит, и после подачи на оборудование напряжения щётка полностью окунается в электролит и растирает его по сварочному шву.
Во время проведения процедуры электролит воздействует на шов и рядом расположенную поверхность. Кроме удаления цветов побежалости на шве формируется слой, который обеспечивает материалу антикоррозионные свойства – происходит процесс пассивации. При этом поверхность нержавеющей стали сохраняет свой прежний цвет. Обработка проводится с большой скоростью.
После окончания сварочных работ необходимо получить шов, отвечающий структуре основного материала и требованиям ГОСТа. Сделать это можно только на основании его правильной зачистки. В этом случае конструкция будет полноценно работать в предназначенной ей сфере.
Усиление сварных швов в квалификации сварщика
Итан Бэйл
В этой статье рассматривается несколько вопросов, связанных с усилением сварного шва при квалификации сварщика. Я попытался изучить намерение Раздела IX по этому поводу. Следует ли удалять усиление сварного шва после завершения сварки купона для аттестации сварочных работ? Должен ли он быть удален? Разрешено ли его удалять?
Читайте дальше, чтобы узнать ответы на эти вопросы, и поделитесь своими мыслями в разделе комментариев ниже.
Толщина сварного шва
Удаление усиления сварного шва перед испытанием
Разные наблюдения
Квалификационный купон на повышение квалификации
Можно ли учитывать усиление сварного шва при определении толщины наплавленного сварного шва, требуемой QW 452?
Нет. Это категорически запрещено. Усиливающий валик, как в испытательных образцах, испытанных механическими испытаниями, так и в образцах, испытанных объемными испытаниями, не разрешается разделом IX учитывать для целей определения толщины наплавленного металла шва.
Это четко указано в QW 351. Кроме того, в Общем примечании к таблице QW 452.1 (a) отмечается, что толщина наплавленного металла равна общей толщине сварного шва без учета усиления сварного шва. Это полностью проясняет дело.
Интерпретации IX-83-77 и IX-83-143 дополнительно подтверждают это.
Следует ли снимать армирование борта перед испытанием образца на квалификацию?
Следует ли удалять армирующий валик при подготовке образцов для испытаний? Это желательно/обязательно/запрещено/разрешено?
QW 351 говорит, что пределы толщины, указанные в QW 452, следует рассматривать без учета любого армирования. Тем не менее, следует удалить? Или, нужно удалить?
Посмотрим, что говорится в Разделе IX по этому поводу. Мы увидим различные испытания, такие как RT, испытание на растяжение, испытание на боковой изгиб, одно за другим. Обратите внимание, что следующее обсуждение может быть использовано и для квалификации процедур.
Для RT, QW 191.1.2.2, «Усиление сварного шва может быть удалено или оставлено на месте, но не должно учитываться при определении толщины, на которую аттестован сварщик». Это означает, что удаление армирования — это выбор .
QW 462.1(a), (b), (c) для испытания на растяжение указывает, что усиление сварного шва должно быть зачищено заподлицо с основным металлом, что означает, что валик усиления должен быть удален. Возможно, это связано с тем, что усиливающий валик будет сопротивляться равномерному растяжению образца и может вызвать разрушение основного металла (вместо возможного разрушения металла сварного шва), что может ввести в заблуждение.
QW 462.3(b) для образцов продольных торцевых изгибов и корневых изгибов также указывает, что усиление сварного шва должен быть отшлифован заподлицо с основным металлом, что означает, что усиливающий валик должен быть удален. Возможно, это связано с тем, что наличие арматуры в образце с продольным изгибом поверхности/корня означает, что только арматура подвергается наибольшему растяжению во время испытания на изгиб.
Это нежелательно; фактически растяжению должна подвергаться верхняя поверхность сварного шва вместе с основным металлом.
QW 462.2 для образцов с боковым изгибом и QW 462.3(a) для образцов с поперечным торцевым изгибом и корневым изгибом указывают, что усиление сварного шва может быть удален во время подготовки образца, что означает, что это выбор.
Как правило, чтобы получить наилучшие шансы пройти испытание на изгиб в поперечном направлении, армирование снимается с испытательного образца. Хотя это и не является обязательным, рекомендуется удалить усиление сварного шва с испытательного образца, если оно должно обеспечивать изгиб образцов в поперечном направлении.
Интерпретация IX-78-39 дает интересные аналогичные идеи по этому вопросу.
Разное Наблюдения
Хотя эта статья посвящена квалификации сварщиков, далее следует немного о повышении квалификации в процедуре.
Квалификационный купон на процедуру
В Разделе IX четко указано, что толщина армирования не должна учитываться при аттестации сварочных работ. Однако то же самое не было сказано в отношении квалификации технологии сварки. Каковы намерения Раздела IX по этому поводу?
Это стало ясно в 2019 годуиздание раздела IX. В QW 202.2 была введена строка, гласящая: «Толщина t наплавленного металла в QW-451 не должна включать усиление сварного шва». Это решает поставленный выше вопрос.
Перед испытанием контрольного образца лучше всего снять усиление и сделать сварной шов заподлицо с примыкающим основным металлом.
Итак, это были некоторые наблюдения относительно усиления сварного шва на образце сварного шва. Я надеюсь, что это внесло некоторую ясность в ваше понимание предмета. Сообщите свои мысли по этому поводу в разделе комментариев ниже.
См. также:
Повторные испытания при квалификации сварочных работ
Влияние армирования сварного шва на растяжение и усталостные свойства сварного соединения 5083 алюминия и металла в среде инертного газа (MIG): эксперименты и численное моделирование
ScienceDirectКорпоративный входВойти / зарегистрироваться
Том 144, март 2021 г., 106046
https://doi.org/10.1016/j.ijfatigue.2020.106046Получить права и контент
Усиление сварного шва оказывает сильное влияние на механические свойства сварных соединений MIG. В данной статье исследуется влияние армирования сварного шва на свойства растяжения, многоцикловой усталости и распространения усталостной трещины сварного соединения 5083 MIG с помощью экспериментов и численного моделирования. Результаты показывают, что наличие армирования значительно увеличивает предел прочности сварного соединения даже по сравнению с основным материалом. Но усиление сварного шва отрицательно сказывается на усталостных свойствах. Другое важное открытие состоит в том, что усиление сварного шва изменяет механизм зарождения усталостной трещины и разрыва по сравнению с гладкими образцами.
В качестве альтернативных стальным конструкционным материалам в железнодорожном транспорте и судостроении алюминий 5083 (Al) привлек большое внимание из-за его хорошей механической прочности, отличной коррозионной стойкости и превосходной свариваемости среди алюминиевых сплавов [1], [2], [3]. ], [4]. В процессе изготовления кузовов высокоскоростных железных дорог различные детали обычно соединяют методами сварки [5]. Хотя в настоящее время разрабатываются более совершенные технологии сварки, такие как сварка трением с перемешиванием [6], [7], сварка MIG по-прежнему является наиболее распространенной технологией для некоторых сложных структурных деталей из-за ее преимущества в отработанной технологии и высокой эффективности [8], [8]. 9], [10].
При эксплуатации высокоскоростной железной дороги на нее будут воздействовать динамические циклические нагрузки [11]. В то же время в сварных деталях имеется много дефектов, таких как пористость, горячее растрескивание и т. д. Эти дефекты делают прочность на растяжение и усталостную долговечность сварных деталей ниже, чем у основного металла, что может привести к серьезным нарушениям безопасности, как указано в обзоре. Канг и др. [12], [13]. Было проведено множество исследований с целью лучшего понимания усталостных характеристик (включая многоцикловую усталость (HCF) и распространение усталостной трещины (FCP)) сварного соединения 5083 MIG. М. Н. Джеймс и соавт. В работе [14] установлено, что остаточное напряжение после сварки МИГ сплава 5083-х421 сильно рассеяно и недостоверно. Кроме того, усталостные нагрузки изменят распределение остаточных напряжений в сварном соединении, что, в свою очередь, повлияет на усталостную долговечность. Видит Гаур и др. [15] сообщили, что доля усталостных разрушений, вызванных дефектами, значительно увеличивается в сварном соединении Al-Mg MIG по мере увеличения коэффициента напряжения нагруженной нагрузки. Кроме того, Видит Гаур и соавт. [16] также исследовали физическое поведение распространения коротких и длинных трещин в сварном соединении Al-Mg MIG при различных соотношениях напряжений и модифицировали эмпирическую модель, чтобы зафиксировать поведение роста коротких трещин. Ильман и др. [17] проверили поведение FCG сварного соединения MIG 5083 в 3,5% растворе NaCl, сопровождающееся снятием напряжения, которое показало, что синергетический эффект сжимающих остаточных напряжений и повторной пассивации сварного шва, по-видимому, препятствует распространению усталостной трещины. Кроме того, Ильман и соавт. [18] рекомендовали, чтобы применение обработки статическим термическим растяжением во время процесса MIG могло задержать распространение усталостной трещины и улучшить устойчивость к повреждениям сварной пластины 5083 MIG.
Неизбежной проблемой является усиление сварного шва после сварки MIG. Кроме того, в относительно гладких образцах наличие усиления шва интенсивно влияет на его механические и усталостные свойства. С одной стороны, для свойств сварки MIG при растяжении Wang et al. [19] выявили, что наличие армирования сварного шва увеличивает предел прочности при растяжении и относительное удлинение образцов. Аналогичные результаты были получены и НАСА [20]. С другой стороны, для усталостных свойств сварного соединения MIG Irving et al. [21] заметили, что место усталостного разрушения сварного соединения 6083-T6 MIG всегда находилось на кромке сварного шва кронштейна. Брандт и др. [22] показали, что усиление сварного шва увеличило усталостную долговечность сварных соединений AA5083 с частичным проплавлением.
Доля применения сварных листов 5083 Al MIG в железнодорожной транспортной промышленности постепенно увеличивается. Сварной шов сварного соединения 5083 MIG часто не очень плоский, и при практическом применении будет существовать усиление сварного шва, которое оказывает значительное влияние на усталостные свойства сварного соединения. Однако в недостаточной литературе систематически сообщается о влиянии усиления сварного шва на механические свойства соединения 5083 MIG. Таким образом, в этой работе влияние усиления сварного шва на механические свойства сварного соединения 5083 MIG (включая свойства при растяжении, HCF и FCG) было исследовано с помощью экспериментов и численного моделирования. Это не только компенсирует недостаток данных в инициативе по геному материалов, но и обеспечит эталонное значение для практического применения сварочных пластин 5083 MIG.
Фрагменты сечения
В этом исследовании использовалась коммерчески доступная алюминиевая пластина 5083-O толщиной 4 мм от Henan Mingtai Aluminium Co. Ltd. Соответствующая сварочная проволока из сплава ER 5356 диаметром 1,2 мм. Химический состав основного металла и сварочной проволоки приведен в табл. 1 с указанием номинального состава (мас. %). В качестве защитного газа использовался аргон высокой чистоты с чистотой 99,999%. Параметры сварки MIG перечислены в таблице 2.
В этом исследовании используется машина MTS Landmark для изучения свойств сварного шва 5083 MIG 9 на растяжение.0007
На рис. 6 показан оптический вид пластины 5083 Al после сварки MIG. Верхняя поверхность представляет собой оплавленную сторону проволоки, а рисунок рыбьей чешуи появлялся по мере того, как проволока продвигалась вперед. Выступ на нижней поверхности вызван поверхностным натяжением расплавленной проволоки при ее затвердевании. Следует отметить наличие пор в зоне сварного шва (WZ) и кромке шва, как показано на рис. 6 (c), что является относительно распространенным и неизбежным дефектом сварки MIG [32], [33]. для облегчения
Свойства при растяжении (включая предел прочности при растяжении и относительное удлинение) образца ST очень близки к образцам сварного шва, а положение излома образца ST находится на WZ, как показано на рис. 13 (a). Однако предел прочности при растяжении и удлинение образца RF значительно выше, чем у основного материала и образца ST, а положение излома образца RF находится у основного материала, как показано на рис. 13 (b). Для образца ST упрочнение WZ 9 отсутствует.0007
В этом исследовании изучалось влияние усиления сварного шва на свойства при растяжении и усталостные свойства сварного соединения MIG из алюминия 5083, что привело к следующим выводам.
- (1)
Усиление сварного шва может значительно улучшить свойства при растяжении сварного листа 5083 MIG, поскольку наличие усиления сварного шва может перераспределить напряжение.
- (2)
Предел выносливости гладких образцов и образцов арматуры составляет 117,2 МПа и 77,2 МПа соответственно. Предел выносливости арматуры
Авторы заявляют, что у них нет известных конкурирующих финансовых интересов или личных отношений, которые могли бы повлиять на работу, о которой сообщается в этой статье.
Авторы благодарят Henan Mingtai Aluminium Co., Ltd. за предоставление необходимых экспериментальных материалов и Центральный южный университет за поддержку этого исследования (номер проекта: 2019zzts853). Авторы также выражают благодарность Shichen Li и за помощь в написании статьи.
Каталожные номера: (57)
- J.D.M. Коста и др.
Увеличение усталостной долговечности алюминиевых Т-образных соединений, сваренных методом MIG, путем обработки трением с перемешиванием
Int J Fatigue
(2014)
- I. Barsoum et al.
Механизмы разрыва при комбинированном растяжении и сдвиге — эксперименты
Int J Solids Struct
(2007)
- N. Sridharan et al.
Рационализация анизотропных механических свойств Al-6061, изготовленного с использованием ультразвуковой аддитивной технологии
Acta Mater
(2016)
- А. Шьям и др.
Модель образования усталостных бороздок и их связь с ростом малых усталостных трещин в алюминиевом сплаве
Характеристика материалов Оценка стабильности микроструктуры на границе раздела сварных швов Al-6061, изготовленных с использованием ультразвуковой аддитивной технологии
Mater Charact
(2018)
- Y. Han et al.
Влияние содержания водорода в сварочной проволоке ER5183 на предел прочности и морфологию излома сварного шва Al–Mg MIG
Вакуум
(2019)
- С.Л. душ Сантос и Лукато и др.
Возникновение трещин на кромках электродов в пьезокерамике из-за ограничений
Acta Mater
(2001)
- Т. Ялчинская и др.
Межкристаллитное растрескивание с помощью подходов к моделированию пластичности кристаллов с градиентом деформации и зоны когезии
Количественная оценка поведения сверхпластической деформации в коммерческом сплаве 5083
Mater Sci Eng A
(1998)
- L. Wu et al.
Релаксация внутренних напряжений и перераспределение нагрузки при циклической деформации с преобладанием двойникования-раздвоения деформируемого магниевого сплава ZK60A
Acta Mater
(2008)
Композиты: часть B Исследование использования податливых стенок в устойчивой к повреждениям конструкции выступов ребер жесткости Ли
и др.Прочность трубчатых Т-образных соединений с кольцевой жесткостью в морских сооружениях: численное параметрическое исследование
J Constr Steel Res
(1999)
Улучшенная обработка на твердый раствор сплава Al-Zn-Mg-Cu после прокатки. Часть II. Микроструктура и механические свойства
Mater Sci Eng A
(2012)
Исследование ранее существовавших частиц в сплавах Al 5083
J Alloys Compd
(2018)
R. Osório et al. Моделирование дендритной структуры и механических свойств сплавов Zn-Al в зависимости от условий затвердевания
Mater Sci Eng A
(2002)
Микроструктура и механические свойства оплавленных композитных припоев Sn58Bi
J Mater Process Tech
(2016)
Характеристики микроструктуры и пористости соединений из алюминиевого сплава 5А06 с использованием гибридной лазерно-МИГ сварки
J Manuf Process
(2018)
Взаимосвязь между характеристикой ванны и пористостью шва при лазерно-дуговой гибридной сварке алюминиевого сплава AA6082
J Mater Process Technol
(2017)
Возникновение и распространение усталостных трещин в повторно входящих ауксетичных ячеистых структурах
Int J Fatigue
(2019)
Calderon-Uriszar-Aldaca et al. Простое линейное правило для анализа усталости при естественном нагружении с учетом совместного воздействия усталости и коррозии
Многоцикловая усталостная характеристика и численная оценка трубы парогенератора из сплава 690ТТ
Сравнительная оценка усталости сварных алюминиевых конструкций с мягким носком и гнездовым кронштейном
Eng Fail Anal
(2005)
Влияние усиления сварного шва на поведение при растяжении и механические свойства сварных соединений ВИГ из алюминиевого сплава 2219–Т87 Ильман
и др.Уменьшение деформации и остаточного напряжения за счет статического термического натяжения для улучшения характеристик роста усталостных трещин сварных швов MIG AA5083
Mater Des
(2016)
Усталостное поведение металла со снятым напряжением в среде инертного газа (MIG) под воздействием окружающей среды AA5083 сварные швы в 3,5% растворе NaCl
Int J Fatigue
(2017)
Gaur et al. Физические характеристики роста коротких и длинных трещин сплава Al-5,8%Mg, сваренного методом MIG0099 В. Гаур
и др.Исследование усталостных характеристик сплава Al-Mg, сваренного методом MIG, с различными материалами присадочной проволоки при среднем напряжении
Int J Fatigue
(2018)
Остаточное напряжение и деформация в стыковых сварных швах MIG алюминия 5083–h421: после сварки и после усталостного цикла
Int J Fatigue
(2009)
- Влияние 2 Cr inf>O
3 на микроструктуру и свойства сваренных лазером алюминиевых сплавов 50832022, Оптика и лазерная техника
Замочная скважина была очень нестабильной при лазерной сварке алюминиевых сплавов, что могло вызвать дефекты сварки. Для решения этой проблемы были исследованы активная лазерная сварка (ALW) и активная лазерная сварка с заполнением проволоки (ALWFW) алюминиевых сплавов 5083 с малой мощностью лазера.
Проанализировано влияние активирующего флюса Cr 2 O 3 и параметров процесса на морфологию сварного шва, микроструктуру, потерю Mg, фазовое распределение и свойства при растяжении. Результаты показали, что алюминиевые сплавы 5083 толщиной 2 мм были полностью пронизаны ALW при мощности лазера 1,5 кВт. Хотя в процессе сварки не было брызг, провисание шва и снижение концентрации Mg были серьезными. С присадочными проволоками морфология соединения изменилась с вогнутой на плоскую. Кроме того, была увеличена концентрация Mg и увеличена β-фаза. Аль 8 Cr 5 фаза, образующаяся в зоне сплавления, предположительно является основной причиной повышения прочности соединения. Максимальная прочность соединения достигла 275 МПа в ALWFW из алюминиевых сплавов 5083. Последовательное комбинированное термомеханическое и механическое моделирование двухимпульсной сварки МИГ листов из алюминиевого сплава 6061-Т6
2022, Журнал производственных процессов технология соединения, позволяющая формировать разнородные сварные листы из алюминиевого сплава с различной микроструктурой и механическими свойствами.
Для точного анализа и прогнозирования механических свойств сварных конструкций при численном моделировании следует синтетически учитывать геометрические особенности, локальные свойства материала и остаточные напряжения различных зон сварки. В этой работе предлагается последовательное комбинированное термомеханическое и механическое моделирование для точной характеристики механических свойств сварного соединения с помощью метода анализа конечных элементов (МКЭ). Термомеханическое моделирование было проведено для анализа поля переходной температуры и распределения остаточного напряжения, которые позволяют построить механическую имитационную модель с подробными геометрическими характеристиками, соответствующими локальными свойствами материала, а также присоединенным остаточным напряжением. Затем было выполнено механическое моделирование для исследования распределения напряжений в сварном соединении. Деформационное поведение и несущая способность сварного соединения по данным численного моделирования хорошо согласуются с соответствующими экспериментальными исследованиями, что указывает на реализуемость и превосходство разработанного последовательно комбинированного метода тепломеханического и механического моделирования. Кроме того, распределение напряжений в сварных соединениях, проанализированное с помощью численного моделирования, показывает, что механизм развития разрушения зависит от того, была ли удалена арматура из сварного образца. Наличие усиления сварного шва приводит к увеличению напряжения сдвига в условиях растяжения; следовательно, морфология трещины включает равноосные ямки и удлиненные ямки. При удалении арматуры в зоне сварки реализуется механизм транскристаллитного и межкристаллитного смешанного разрушения; в противном случае в зоне термического влияния возникает трансзернистый перелом.Определение характеристик дуги и качества формирования сварного шва алюминиевого сплава Сварка DP-MIG с использованием сигнала АЭ посредством резонансной демодуляции
2022, Измерение: Журнал Международной конфедерации измерений двухимпульсная сварка в среде инертного газа (DP-MIG), которая содержит физическую информацию, связанную со стабильностью дуги и качеством формирования сварного шва.
В этой статье построена платформа для тестирования сигналов АЭ сварки DP-MIG из алюминиевого сплава. Предложен метод адаптивной резонансной демодуляции сигналов АЭ в неизвестных полосах частот, который применяется для сигналов АЭ шести групп различных параметров сварочного процесса. Форма сигнала во временной области и частотный спектр полученных сигналов огибающей АЭ соответствуют таковым для тока дуги. Преобразование Гильберта-Хуанга (HHT) выполняется над сигналом огибающей для получения частотно-временной диаграммы. Энергия сигнала периодически изменяется по шкале времени, а частотное распределение колеблется от 0 до 2000 Гц. Сегментная энтропия сигнала АЭ рассчитывается для оценки качества формирования сварочного шва. Расчетные значения энтропии 0,6, 0,9и 1 означают, что сварной шов сформирован хорошо, значения 1,6 и 1,9 означают, что сварной шов выполнен плохо. Исследование обеспечивает новый и эффективный метод для реализации контроля качества процесса сварки DP-MIG алюминиевого сплава.Об усталостных свойствах стыкового сварного шва алюминий-сталь третьего поколения, выполненного компанией Hybrid Metal Extrusion & Bonding (HYB)
2022, International Journal of Fatigue
Настоящее исследование посвящено многоцикловой осевой усталости стыкового сварного шва из алюминиевой стали третьего поколения, выполненного с помощью гибридной экструзии и склеивания металлов (HYB). В этом конкретном сварном шве металлургическое соединение достигается комбинацией микромасштабного механического сцепления и образования интерметаллического соединения (IMC), где слой IMC находится в субмикрометровом диапазоне (<1 мкм). Во время многоцикловых испытаний на осевую усталость эта микроструктура обеспечивает высокую внутреннюю стойкость к межфазному растрескиванию. В состоянии после сварки усталостное разрушение обычно начинается на кромке сварного шва на алюминиевой стороне соединения из-за неблагоприятного эффекта наличия геометрического концентратора напряжения, локализованного внутри зоны мягкого термического влияния.
Поскольку прочность межфазной связи не является ограничивающим фактором, видно, что усталостные свойства стыкового сварного шва Al-steel HYB полностью соответствуют свойствам соответствующих сварных швов Al-Al, полученных дуговой сваркой металлическим электродом в среде защитного газа, лазерной сваркой и сваркой трением с перемешиванием.Вариант сварки MIG однородных и разнородных металлов: обзор
2022, Materials Today: Proceedings
Большинство сплавов на основе стали и алюминия можно сваривать методом сварки MIG, так как он обеспечивает лучшие механические свойства и микроструктуру при оптимизированные входные параметры. Различные исследователи экспериментально проанализировали пригодность сварки MIG для соединения широкого спектра сплавов, используемых в различных областях. Параметры процесса сварки MIG являются важными факторами, влияющими на качество сварного шва. Целью данного обзора является обобщение опубликованной литературы по различным вариантам сварки МИГ и изучение влияния различных входных параметров процесса сварки МИГ на микроструктуру, твердость, предел прочности при растяжении и ударную вязкость сварного соединения.
Результаты показали, что изменение значения любого из параметров может существенно повлиять на свойства сварного шва. Сварочный ток и скорость сварки являются наиболее важными из основных входных параметров сварки. Более низкое сварочное напряжение и расход газа, а также более высокая скорость сварки и скорость подачи проволоки обеспечивают максимальную предельную прочность сварного соединения на растяжение. Лучшие механические свойства и сниженные остаточные напряжения, полученные при импульсной сварке MIG, по сравнению с обычной сваркой MIG или MAG. Существует больший объем исследований механизма остаточных напряжений и их взаимосвязи с микроструктурой и механическими свойствами для улучшения качества сварного шва.Реакция метадинамической рекристаллизации алюминиевого сплава 5083 при двухпроходных испытаниях на сжатие и релаксацию напряжения
2021, Материаловедение и инженерия испытание на сжатие и испытание на релаксацию напряжения. Метадинамическая рекристаллизация и последующая традиционная статическая рекристаллизация не могут обеспечить полной рекристаллизации, что означает, что в испытании на релаксацию напряжения традиционный метод, используемый для определения рекристаллизованной доли, больше не применим.
Поэтому предлагается новый метод, основанный на сигмоидальной зависимости между релаксационным напряжением и рекристаллизованной долей. Порядок влияния параметров формообразования на метадинамическую рекристаллизацию от сильного к слабому следующий: скорость деформации, температура и деформация первого прохода. Внешнее напряжение играет существенную роль в замедлении метадинамической рекристаллизации, тем самым усиливая влияние параметров формования на метадинамическую рекристаллизацию. Интересно, что метадинамическая рекристаллизация, которая, как считается, происходит немедленно, в исследуемом алюминиевом сплаве имеет инкубационный период около 1 с. Эволюция микротвердости и микроструктуры, изученная с помощью тестов микротвердости и дифракции обратного рассеяния электронов, подтвердила эти выводы. Кроме того, явления упрочнения и снижения предела текучести, вызванные деформационным старением, наблюдались только в особых экспериментальных условиях.
Исследовательская статья
Механическое и микроструктурное поведение при сварке двух низколегированных сталей методом MIG
Materials Today: Proceedings, Volume 45, Part 6, 2021, pp.
5303-5007В промышленности используются различные типы материалов, и прочность сварного соединения двух сплавов вызывает большой интерес у инженерного сообщества. В этом исследовании стали Р11 и Р22 были сварены с использованием проволочного электрода ER-70 — S6 с процессом сварки в среде инертного газа (MIG) с использованием CO 2 в качестве защитного газа. Прочность сварного соединения проверяли ударным испытанием, твердость по микротвердости по Виккеру и микроструктуру сварного соединения до и после разрушения исследовали с помощью металлургического микроскопа. Результаты испытаний образца на ударной машине показали, что энергия удара сварного образца составила 49 Дж при испытании на удар по Шарпи, тогда как основного металла Р11 – 48 Дж, а Р22 – 64 Дж. Результат Испытание на удар показывает, что энергия удара сварных соединений Р11 и Р22 находится между энергиями удара основных сплавов. Микротвердость в зоне термического влияния (ЗТВ) была самой высокой, а у основного металла — самой низкой, тогда как у сварного шва значение микротвердости находится между значениями микротвердости основного металла и ЗТВ.
Образцы подвергали термообработке в печи в воздушной среде при 700, 800 и 9°С.00 °C в течение 2 ч, а затем охлаждали в печи. Результаты ударных испытаний показывают увеличение прочности сварного соединения после послесварочной термической обработки (PWHT) при всех температурах, однако было обнаружено, что прочность снижается с повышением температуры PWHT.Научная статья
Влияние гармонических колебаний при дуговой сварке алюминиевого сплава АА-5083 на образование и распределение интерметаллических соединений
Journal of Manufacturing Processes, Volume 49, 2020, с. 413-422
Охарактеризовано распределение, размер и количество интерметаллических соединений (ИМС) вследствие воздействия приложенной гармонической вибрации при газовой дуговой сварке (ГДС) соединений алюминиевого сплава АА-5083-х421. в этом исследовании. Для этого было сварено три группы образцов, причем девять образцов сварили с применением вибрации, а другую — без вибрации. Экспериментальные процедуры, проводимые для исследования микроструктуры образцов сварного шва, включая оптическую микроскопию (ОМ), сканирующую электронную микроскопию (СЭМ) с использованием волновой дисперсионной рентгеновской спектроскопии (ВДС), рентгеновскую дифракцию (РД), синхронный термический анализ (STA) и статистический метод, основанный на методе оценки включения Мураками.
Результаты показывают, что средний размер зерна не подвергавшегося вибрации сварного образца составлял около 200 мкм. В то время как она значительно уменьшилась из-за приложения вибрации во время сварки, даже примерно до 50 мкм. Также было замечено, что из-за обычного GMAW, IMC, такие как Al 6 Mn и Al 3 Fe стали мелкими и были распределены в виде полунепрерывной сети в матрице. При этом под действием вибрации значительно увеличивались доли площади ИМК. Более того, с увеличением силы вибрации ИМК увеличивались как в количестве, так и в размерах. С другой стороны, образцы были сварены с вибрационной силой 400 Н, 2200 Н и 3150 Н, размер ИМК увеличился примерно на 7 %, 13 % и 26 % соответственно по сравнению с образцом, сваренным без вибрация.Научная статья
Экспериментальное и имитационное исследование развития множественных трещин на стыке сварного шва
Международный журнал усталости, том 144, 2021 г., статья 106037
Экспериментально и имитационно исследовано крестообразное сварное соединение.
Были измерены и проанализированы параметры геометрии носка сварного шва. Определены места зарождения множественных трещин и время их возникновения. Было проведено испытание на усталость, и был получен усталостный излом с явными следами от пляжа. Зарождение, слияние и распространение множественных трещин были исследованы с помощью технологии реконструкции. Был проанализирован механизм возникновения множественных трещин и его асинхронная характеристика, а также обсуждено влияние геометрии шва на поведение множественных трещин. Были проведены два вида моделирования для одновременного и асинхронного введения нескольких трещин соответственно.Исследовательская статья
Усталостная прочность сварных соединений алюминия нелокальным подходом
International Journal of Fatigue, Volume 143, 2021, Article 106000
соединения также используются для алюминиевых соединений. Обсуждены некоторые особенности соединений алюминия и предложена общая полоса рассеяния усталости для соединений дуговой сваркой.
Проанализированные экспериментальные данные, взятые из литературы, варьируются от простых стыковых сварных соединений толщиной 2 мм до экструдированного двутавра длиной около 2 м. Полученное поведение SN имеет обратный наклон 3,7, и при многоцикловой усталости прочность составляет примерно половину прочности стальных соединений.Исследовательская статья
Влияние сварочного тока на морфологию и микроструктуру таврового соединения алюминиевого сплава при двухимпульсной сварке MIG
Труды Общества цветных металлов Китая, том 25, выпуск 10, 2015 г., стр. 3204- 3211
Влияние тока на морфологию Т-образного соединения из алюминиевого сплава в процессе двухимпульсной сварки металлов в среде инертного газа (DP-MIG) было исследовано путем моделирования и эксперимента. Для моделирования температурных полей и полей напряжений при различных режимах сварки были разработаны трехмерная конечно-элементная модель и двухэллипсоидальная объемная модель источника тепла DP-MIG.
В эксперименте наблюдали макроморфологию и микроструктуру сварных соединений при соответствующих токах. Результаты показывают, что наилучшее состояние при среднем токе 90 А и разность токов 40 А, когда максимальная температура на 200 °С выше точек плавления, при разнице температур около 100 °С и изменении напряжения 10 МПа между тепловым импульсом и термической базой. В этих условиях Т-образное соединение из алюминиевого сплава с надлежащими условиями плавления имеет гладкий вид сварки рыбьей чешуи и более тонкую микроструктуру. Кроме того, термические кривые и распределение напряжений в эксперименте согласуются с таковыми при моделировании, что подтверждает точность моделирования сварки.Научная статья
Модификация микроструктуры и механических свойств лазерно-дуговых сварных соединений разнородных усовершенствованных алюминиевых сплавов
Характеристика материалов, том 164, 2020 г., статья 110331 AA5083 и AA6082 были соединены методом сварки волоконным лазером и MIG с использованием двух разных сварочных проволок (ER4043 и ER5356).
Погонная энергия для изготовления соединений с ER5356 и ER4043 составляет соответственно 2890,36 Дж/мм и 293,38 Дж/мм. Микроструктуры охарактеризованы по результатам испытаний SEM, EDS и EBSD. Результаты показывают, что соединения с использованием проволоки ER4043 (называемые соединениями ER4) имеют более мелкую микроструктуру с точки зрения меньшего размера зерна (49 ± 63 мкм) и более высокой плотности дислокаций (1,25 × 10 13 м -2 ). Средняя микротвердость в зоне сплавления (FZ) соединений ER4 составляет 82 HV, что больше, чем у соединений с использованием проволоки ER5356 (называемых соединениями ER5). Однако предел прочности при растяжении (UTS) соединений ER4 ниже, чем у соединений ER5, при этом предел прочности на растяжение соединений ER4 и ER5 составляет 220 МПа и 232 МПа соответственно. Механизмы усиления в этих двух типах соединений количественно представлены с помощью модели прочности, которая может хорошо воспроизводить предел текучести этих двух типов соединений. При молекулярно-динамическом моделировании выявлено, что потеря механических свойств соединений ER4 обусловлена высокой плотностью пор в его ЗП, поскольку эти поры приводят к серьезной концентрации напряжений при внешнем одноосном нагружении.
© 2020 Elsevier Ltd. Все права защищены.
46 CFR § 56.70-15 — Процедура. | CFR | Закон США
§ 56.70-15 Процедура.
(а) Общие.
(1) Требуется квалификация используемых сварочных процедур, а также работы сварщиков и операторов, и они должны соответствовать требованиям части 57 настоящего подраздела.
(2) Сварка не должна выполняться, если дождь, снег, мокрый снег или сильный ветер воздействуют на сварные соединения компонентов трубопровода.
(3) Отрезки труб должны быть сварены, насколько это возможно, в цехе изготовления. Перед сваркой трубопровода класса I или низкотемпературного трубопровода изготовитель должен попросить морского инспектора посетить его предприятие для осмотра производственного оборудования и участия в квалификационных испытаниях, требуемых частью 57 настоящего подраздела. Для каждого процесса и положения сварки, которые будут использоваться при изготовлении, должен быть подготовлен один испытательный образец.
(b) Стыковые кольцевые швы.
(1) Стыковые кольцевые сварные швы должны быть сварными швами с полным проплавлением и могут быть выполнены с одинарной V-образной, двойной V-образной разделкой или другим подходящим типом разделки, с подкладочными кольцами или расходуемыми вставками или без них.
(2) Стыковые кольцевые сварные швы в трубопроводных системах классов I, I-L и II-L должны быть двойными сварными стыковыми соединениями или эквивалентными одиночными сварными стыковыми соединениями для труб, диаметр которых превышает номинальный размер трубы три четверти дюйма. Использование одинарного сварного стыкового соединения с использованием подкладного кольца (обратите внимание на ограничения в параграфе (b)(3)(iv) данного раздела) на внутренней стороне трубы является приемлемым эквивалентом для применений Класса I и Класса II-L, но не допускается для приложений класса I-L. Одиночные сварные стыковые соединения, в которых используется либо инертный газ для поддержки первого прохода, либо расходуемое вставное кольцо, могут считаться эквивалентом двойного сварного стыкового соединения для всех классов трубопроводов и предпочтительнее для систем классов I-L и II-L, где двойные стыковые сварные швы не могут использоваться. Должны быть проведены соответствующие квалификационные испытания технологии сварки, как указано в части 57 настоящего подраздела. Резервирование инертным газом первого прохода означает, что внутренняя часть трубы продувается инертным газом и что корень сваривается дуговой сваркой в среде инертного газа (MIG) или дуговой сваркой вольфрамовым электродом в среде инертного газа (TIG). Для трубопроводов классов I, I-L и II-L требуется, чтобы внутренняя часть трубы была обработана для обеспечения хорошей посадки, если смещение превышает указанное в § 56.70-10(a)(3). В случае трубопроводов класса II механическую обработку внутренней поверхности трубы можно не выполнять. Для одиночных сварных соединений, по возможности, следует визуально осмотреть внутреннюю часть соединения, чтобы убедиться в полном проваре. Для всех систем класса I и класса I-L независимо от размера в соответствии с требованиями § 56.9 требуется рентгенографический контроль не менее 20 процентов одиночных сварных соединений для проверки на проплавление.5-10. Ультразвуковое исследование может быть использовано вместо рентгенографического исследования, если процедуры одобрены.
(3) Для трубопроводов класса II тип соединений должен быть таким же, как и для трубопроводов класса I, со следующими исключениями:
(i) Односварные стыковые соединения могут использоваться без использования подкладных колец всех размеров при условии, что сварной шов зачищен или отшлифован заподлицо с корневой стороны сварного шва.
(ii) Для таких устройств, как вентиляционные отверстия, переливы и гравитационные дренажи, подкладочное кольцо может быть исключено, и корень сварного шва не нужно шлифовать.
(iii) Сварные швы с квадратной разделкой без подготовки кромок могут использоваться для стыковых соединений вентиляционных отверстий, переливов и самотечных дренажей, где толщина стенки трубы не превышает трех шестнадцатых дюймов.
(iv) Гофрированное или кованое опорное кольцо с непрерывным выступом вокруг внешней стороны кольца допускается только для трубопроводов класса II. Выступ должен полностью слиться.
(4) Прихваточные швы, которые становятся частью готового сварного шва, должны выполняться квалифицированным сварщиком. Прихваточные швы, выполненные неквалифицированным сварщиком, должны быть удалены. Прихваточные швы, которые не удаляются, должны выполняться электродом, таким же или эквивалентным электроду, используемому для первого прохода. Их конечные и исходные концы должны быть должным образом подготовлены шлифованием или другими подходящими способами, чтобы они могли быть удовлетворительно включены в окончательный сварной шов. Прихваточные швы с трещинами должны быть удалены.
(5) При сварке компонентов с разными внешними диаметрами сварной шов должен быть заполнен до наружной поверхности компонента большего диаметра. Должен быть постепенный переход, не превышающий наклон 1:3, в сварном шве между двумя поверхностями. Во избежание ненужных наплавок наружная поверхность детали большего диаметра должна быть скошена под углом не более 30 градусов к оси трубы. (См. рис. 127.4.2 ASME B31.1 (включен посредством ссылки; см. 46 CFR 56.01-2).)
(6) Допускаются поверхности после сварки; тем не менее, поверхность сварных швов должна быть в достаточной степени свободной от грубой ряби, канавок, нахлестов, резких гребней и впадин, чтобы соответствовать следующим требованиям:
(i) Состояние поверхности готовых сварных швов должно быть пригодным для правильной интерпретации рентгенографических и других неразрушающих методов контроля, когда неразрушающий контроль требуется в соответствии с § 56.95-10. В тех случаях, когда возникает вопрос относительно состояния поверхности при интерпретации радиографической пленки, пленку необходимо сравнить с фактической поверхностью сварного шва для интерпретации и определения приемлемости.
(ii) Усиления разрешены в соответствии с таблицей 56.70-15.
(iii) Поднутрения не должны превышать 1/32 дюйма и не должны посягать на минимальную требуемую толщину сечения.
(iv) Если поверхность сварного шва требует шлифовки для соответствия вышеуказанным критериям, необходимо соблюдать осторожность, чтобы избежать уменьшения толщины сварного шва или основного материала ниже минимально требуемой толщины.
(7) Тип и объем контроля, необходимого для кольцевых стыковых сварных швов, указаны в § 56.9.5-10.
(8) Участки сварных швов, на которых радиографическим или иным обследованием выявляются дефекты любого из следующих типов, признаются неприемлемыми и должны быть отремонтированы в соответствии с пунктом (f) настоящего раздела:
(i) Любой тип трещины или зоны неполного сплавления или проплавления.
(ii) Любое шлаковое включение или пористость, размер которых превышает указанные в качестве допустимых в PW-51 раздела I Кодекса ASME по котлам и сосудам под давлением (включено посредством ссылки; см. 46 CFR 56.01-2).
(iii) Подрезы на наружных поверхностях стыковых сварных швов, превышающие глубиной 1/32 дюйма.
(iv) Вогнутость на корневой стороне кольцевых стыковых швов с полным проплавлением, если результирующая толщина сварного шва меньше минимальной толщины стенки трубы, требуемой данным подразделом. Усиление сварного шва до макс. Толщина 1/32 дюйма может рассматриваться как толщина стенки трубы в таких случаях.
(c) Продольные стыковые сварные швы. Продольные стыковые сварные швы в компонентах трубопровода, выполненные не в соответствии со стандартами и спецификациями, перечисленными в 56.60-1 (a) и (b), должны соответствовать требованиям параграфа 104.7 ASME B31.1 (включено посредством ссылки; см. 46 CFR 56.01-2). ) и могут быть проверены неразрушающим образом приемлемым методом. Дефекты не должны превышать пределов, установленных для кольцевых стыковых швов, за исключением того, что в продольных стыковых швах не допускается подрезка. См. также § 56. 60-2(b).
(d) Угловые сварные швы.
(1) Угловые сварные швы могут варьироваться от выпуклых до вогнутых. Размер углового шва определяется, как показано на рисунке 127.4.4A в ASME B31.1. Детали углового сварного шва для компонентов с раструбной сваркой должны соответствовать § 56.30-5(c) этой части. Детали углового сварного шва для фланцев должны соответствовать § 56.30-10(c) этой части. Детали углового сварного шва для фланцев должны соответствовать § 56.30-10 этой части.
(2) Ограничения на трещины и подрезы, изложенные в параграфе (b)(8) настоящего раздела для кольцевых швов, также применимы к угловым швам.
(3) Трубопроводы класса I, номинальный размер трубы которых не превышает 3 дюймов и которые не подлежат полному рентгенографированию в соответствии с § 56.95-10 настоящей части, могут быть соединены муфтами, надетыми на концы труб, или муфтовыми соединениями. Там, где требуется полная рентгенография, можно использовать только соединения стыкового типа. Внутренний диаметр втулки не должен превышать наружный диаметр трубы более чем на 0,080 дюйма. Посадка между раструбом и трубой должна соответствовать применимым стандартам для фитингов под сварку враструб. Глубина вставки трубы или трубки в раструб или муфту не должна быть менее трех восьмых дюйма. Угловой сварной шов должен быть наплавлен как минимум за два прохода, если иное специально не одобрено специальной квалификацией процедуры. Требования к соединениям с использованием сварки враструб и накладных фланцев приведены в § 56.30-10 настоящей части.
(4) Соединения муфтового и раструбного типа могут использоваться в трубопроводных системах класса II без ограничений по размеру соединяемых труб или трубок. При подгонке необходимо соблюдать применимые стандарты. Угловые сварные швы должны наплавляться как минимум за два прохода, если иное специально не утверждено в квалификации специальной процедуры. Требования к соединениям с использованием сварки враструб и накладных фланцев приведены в § 56. 30-10 настоящей части.
(e) Сварные швы (воспроизводит 127.4.5).
(1) Если выполняется герметичная сварка резьбовых соединений, резьба должна быть полностью покрыта герметизирующим сварным швом. Сварка уплотнений должна выполняться квалифицированными сварщиками.
(2) Ограничения на трещины и подрезы, установленные в § 56.70-15(b)(8) для кольцевых сварных швов, также применимы к сварным швам с уплотнением.
f) Ремонт дефектов сварных швов.
(1) Все дефекты сварных швов, требующие ремонта, должны быть удалены пламенной или дуговой строжкой, шлифовкой, скалыванием или механической обработкой. Ремонтные сварные швы должны выполняться в соответствии с теми же процедурами, что и для исходных сварных швов, или с использованием другого процесса сварки, если он является частью аттестованной процедуры, с учетом того, что ремонтируемая полость может отличаться по контуру и размерам от исходного соединения. Виды, протяженность, метод контроля и пределы дефектов ремонтных швов должны быть такими же, как и для исходного шва.
(2) Предварительный нагрев может потребоваться для строжки пламенем или дуговой строжки некоторых материалов из сплавов с закалкой на воздухе, чтобы предотвратить разрушение или растрескивание поверхности рядом с поверхностью, подвергнутой строжке пламенем или дугой.
(ж) Сварные патрубки.
(1) На рис. 127.4.8A, рис. 127.4.8B и рис. 127.4.8C ASME B31.1 показаны типичные детали ответвлений с дополнительным усилением и без него. Однако не было предпринято никаких попыток показать все допустимые типы конструкции, и тот факт, что проиллюстрирован определенный тип конструкции, не означает, что он рекомендуется по сравнению с другими типами, которые не показаны. См. также Рисунок 56.70-15(g) для дополнительных трубных соединений.
(2) На рисунке 127.4.8D стандарта ASME B31.1 показаны основные типы приварных соединений, используемых при изготовлении ответвлений. Расположение и минимальный размер этих приварных швов должны соответствовать требованиям настоящего параграфа. Размеры сварных швов должны быть рассчитаны в соответствии с 104.3.1 ASME B31.1, но не должны быть меньше размеров, показанных на рисунке 127.4.8D и F ASME B31.1.
(3) Обозначения и символы, используемые в этом параграфе и на рисунках 127.4.8D и F ASME B31.1, следующие:
Рисунок 56.70-15(g) – Допустимые типы сварных соединений труб
(4) Соединения ответвлений (включая специально изготовленные, цельноармированные соединительные фитинги), которые упираются в наружную поверхность стены прогона или вставляются через прорезь в стене прохода, должна иметь контур отверстия и разветвления для обеспечения хорошей посадки и должна быть прикреплена с помощью сварных швов с разделкой кромок с полным проплавлением, если иное не разрешено в параграфе (g)(7) настоящего раздела. Сварные швы с разделкой кромок с полным проплавлением должны заканчиваться защитными угловыми швами с минимальным размером шва не менее 2tc. Ограничение дефектов этих сварных швов с разделкой кромок должно соответствовать пункту 127. 4.2(C) ASME B31.1 для кольцевых сварных швов.
(5) В ответвлениях, имеющих усиливающие прокладки или седла, арматура должна прикрепляться сваркой по внешнему краю и по периферии ответвления следующим образом:
(i) Если сварной шов, соединяющий добавленную арматуру с ответвлением, представляет собой сварной шов с разделкой кромок с полным проплавлением, он должен заканчиваться защитным угловым швом с минимальным размером шва не менее tc сварного шва на внешней кромке, соединяющего добавленную арматуру. арматура к прогону должна быть угловым швом с минимальным размером шва 0,5 те.
(ii) Если сварной шов, соединяющий добавленную арматуру с ответвлением, представляет собой угловой шов, размер шва должен быть не менее 0,7 tmin. Сварной шов на внешней кромке, соединяющей наружную арматуру с прогоном, также должен быть угловым с минимальным размером шва 0,5 te.
(6) При использовании колец или седел вентиляционное отверстие должно быть предусмотрено (сбоку, а не в промежности) в кольце или седелке для обнаружения утечки в сварном шве между отводом и основной ветвью и для обеспечения вентиляции во время сварки и термические операции. Кольца или седла могут быть изготовлены более чем из одной детали, если соединения между частями имеют прочность, эквивалентную прочности основного металла кольца или седла, и если каждая деталь снабжена вентиляционным отверстием. Должна быть обеспечена хорошая посадка между усиливающими кольцами или седлами и деталями, к которым они прикреплены.
(7) Соединения ответвлений размером 2 дюйма NPS и меньше, не требующие усиления, могут быть выполнены, как показано на рис. 127.4.8F стандарта ASME B31.1. Эта конструкция ограничена использованием в трубопроводных системах классов I и II при максимальной расчетной температуре 750 °F. или максимальное давление 1025 psi.
(з) Термическая обработка. Термическая обработка сварных швов должна проводиться в соответствии с подразделом 56.85.
Таблица 56.70-15 — Усиление кольцевых и продольных стыковых сварных швов
| Толщина (в дюймах) основного металла | Максимальная толщина (в дюймах) арматуры для расчетной температуры | ||
|---|---|---|---|
| Ниже 0 °F или выше 750 °F | от 350° до 750°F | 0 °F и выше, но менее 350 °F | |
| До 1/8 включительно | 1/16 | 3/32 | 3/16 |
| Больше от 1/8 до 3/16 включительно | 1/16 | 1/8 | 3/16 |
| Больше 3/16 по 1/2 включительно | 1/16 | 5/32 | 3/16 |
| Больше от 1/2 до 1 включительно | 3/32 | 3/16 | 3/16 |
| От 1 до 2 включительно | 1/8 | 1/4 | 1/4 |
| Более 2 | 5/32 | ( 1 ) | ( 1 ) |
1 Большее из
1/4 дюйма или
1/8 ширины сварного шва в дюймах.
Примечания: 1. Для двойных сварных стыковых соединений указанное выше ограничение по армированию применяется отдельно как к внутренней, так и к внешней поверхности соединения.
2. Для одиночных сварных стыковых соединений приведенные выше пределы усиления относятся только к наружной поверхности соединения.
3. Толщина усиления сварного шва зависит от толщины более тонкого из соединяемых материалов.
4. Толщина усиления сварного шва должна определяться для большей из задействованных прилегающих поверхностей.
5. Для внешнего трубопровода котла используйте колонку «Ниже 0 °F. или выше 750 °F». по толщине армирования шва.
[CGFR 68-82, 33 FR 18843, 18 декабря 1968 г., с изменениями, внесенными CGFR 69-127, 35 FR 9978, 17 июня 1970 г.; CGD 73-254, 40 FR 40165, 2 сентября 1975 г.; CGD 77-140, 54 FR 40614, 2 октября 1989 г.; 55 FR 39969, 1 октября 1990 г.; CGD 95-012, 60 FR 48050, 18 сентября 1995 г.; USCG-2003-16630, 73 FR 65184, 31 октября 2008 г. ]
10 Объяснение типов несплошностей сварки
Не все несплошности сварного шва являются дефектами сварки, но все дефекты сварки являются несплошностями. Понимание разницы позволит вам понять, нужно ли вам утилизировать деталь, отремонтировать ее или просто добавить больше сварного шва. Существует много кодов в зависимости от того, какой тип продукта вы свариваете. Коды используются производителями в качестве руководства для написания собственных спецификаций. Только потому, что определенный Кодекс допускает определенную степень пористости, производитель может не разрешить ее поставщикам.
Рентгеновский снимок алюминиевого сварного шва с разделкой кромок. Поверхность не показала пористости. Темные пятна представляют собой пустоты (пористость) и выглядят темными из-за того, что являются областями с более низкой плотностью. Пористость не всегда есть на поверхности сварного шва. Адекватная газовая защита, чистый основной металл и правильная процедура сварки необходимы, чтобы избежать пористости.
Большинство неоднородностей в списке ниже можно обнаружить визуально. Визуальный контроль является самым простым и наименее затратным из всех методов неразрушающего контроля. Инструментов, необходимых для проведения визуального осмотра, немного, и они недорогие. Инструменты, такие как линейки, сварочные калибры и увеличительное стекло, — это почти все, что вам нужно. Крайне важно, чтобы проверка сварного шва проводилась до, во время и после сварки.
Неровность сварного шва — это дефект сварного шва. Неоднородности, как указано выше, не обязательно являются дефектами сварки. Они становятся дефектами сварки, когда превышают указанные максимумы правил или спецификаций заказчика. Это означает, что вы можете иметь неоднородности сварного шва, но при этом иметь приемлемый сварной шов. Тем не менее, мы всегда хотим, чтобы сварные швы были свободными от несплошностей, когда это возможно.
Ниже приведены 10 наиболее распространенных типов несплошностей сварного шва. Это не полный список всех возможных разрывов.
1. Пористость – Полости в сварном шве, вызванные захваченным газом во время затвердевания металла шва. Распространенными причинами являются отсутствие защитного газа, чрезмерная длина дуги или грязный основной материал. Другой не столь распространенной причиной может быть дуговой разряд, когда магнитные поля вызывают неустойчивую дугу. Согласно кодам или спецификациям производителя пористость может присутствовать, но каждое отдельное отверстие не должно превышать определенной длины, а общая длина всех отверстий не может превышать определенного значения на дюйм сварного шва.
Пористость может быть вызвана многими причинами, начиная от отсутствия защитного газа и заканчивая загрязнениями неблагородными металлами.
2. Отсутствие сплавления – Также называется отсутствием проникновения или холодным притиранием. Отсутствие сплавления относится к тому, что основной материал не сплавляется должным образом с другой деталью или самим металлом сварного шва. Это вызвано слишком низкими параметрами сварки. Хотя это невозможно обнаружить, по крайней мере, нелегко, после сварки, сам сварщик может видеть это во время сварки. Обученный сварщик может определить, правильно ли дуга впивается в основной материал.
Непровар не определяется визуально. На изображении выше показано макротравление углового шва, показывающее отсутствие сплавления корня.
3. Подрез – Это канавка, которая появляется на одном из обоих концов сварного шва. Это происходит из-за отсутствия наполнения. Отсутствие заполнения может быть связано с чрезмерным напряжением или слишком низкой скоростью подачи проволоки. Также может быть вызвано неправильной техникой сварки. Как и в случае с пористостью, некоторые поднутрения могут быть допустимы.
Подрез создает механический вырез, который действует как концентратор напряжения. Это также уменьшает эффективную площадь основного металла. На изображении выше также показано перекрытие (нижний сварной шов).
4. Неправильное размещение валика – Как следует из названия, этот разрыв возникает, когда валик сварного шва находится не в правильном месте. Это может означать полное отсутствие соединения или отсутствие равных сторон в угловом сварном шве. Неправильное размещение валика может быть дефектом сварного шва, если отсутствует корень или если наименьший размер ответвления не соответствует минимуму спецификации.
5. Брызги – Это небольшие капли металла сварного шва, которые вылетают из дуги и падают на соседний основной материал, сплавляясь с ним. Брызги не являются дефектом сварки, но, опять же, максимально допустимое значение определяется спецификацией заказчика. Брызги вызваны неправильными процедурами сварки, в том числе силой тока, напряжением, скоростью сварки, рабочими и рабочими углами и даже защитным газом.
Подробнее о брызгах см.: 7 причин сварочных брызг и способы их устранения
В большинстве случаев брызги не влияют на структурную целостность сварного шва, но их почти всегда приходится удалять, что увеличивает общую стоимость.
6. Неправильный размер сварного шва – Это может быть либо слишком большой, либо слишком маленький сварной шов. Несмотря на то, что большие сварные швы предпочтительнее маленьких, иногда иметь большой сварной шов вредно из-за чрезмерного подвода тепла, напряжений сварки и деформации. Размер сварного шва зависит от скорости перемещения и процедур сварки, особенно от скорости подачи проволоки. Его можно легко измерить с помощью сварочных калибров.
7. Шлаковые включения – Состоит из шлака, захваченного между проходами. Это невозможно обнаружить с помощью контроля сварных швов после завершения сварки и очень трудно обнаружить во время сварки. Причины – недостаточная очистка поверхности сварного шва между проходами. Это также может произойти при однопроходных сварных швах, когда шлак попадает в корень и носки шва.
Сварочные процессы, такие как SMAW и FCAW, подвержены шлаковым включениям. Включения шлака препятствуют правильному сплавлению и могут иметь острые концы, что создает трещиноподобное поведение.
8. Чрезмерное армирование – Это слишком большой или слишком выпуклый сварной шов (слишком много наростов). Обычно вызвано низкой скоростью движения или неправильными процедурами.
Чрезмерное армирование создает высокие уровни концентрации напряжений на концах сварного шва.
9. Проплавление насквозь – Это происходит, когда процедуры и/или технология сварки обеспечивают слишком большое проплавление и металл выходит из задней части соединения.
Проплавление прихваточного шва тонколистового материала. Это не просто термическая метка, это металл, выступающий над поверхностью основного металла.
10. Трещины – Трещины являются наиболее опасным нарушением целостности сварного соединения. Трещины в любом количестве являются дефектом, за очень немногими исключениями. Трещины из-за снятия напряжения в сварных швах с наплавкой являются одним из этих исключений. Трещины имеют острые концы, что позволяет им расти, в некоторых случаях очень быстро. Для дальнейшего объяснения вы можете прочитать Понимание того, почему сварные швы трескаются.
Трещины могут привести к катастрофическому отказу за относительно короткое время.
Нормы, стандарты и спецификации по сварке определяют количество допустимых, если таковые имеются, вышеописанных дефектов. Нормы касаются структурной целостности сварных швов, а не эстетики. Таким образом, некоторые производители будут иметь внутренние стандарты качества, которые не допускают разбрызгивания или снижают допустимое количество других неоднородностей. Критерии приемки норм сварки следует использовать как минимум.
Ссылки:
Руководство для производителей и монтажников по стальным сварным конструкциям
Металлургия сварки и свариваемость Джона К. Липпольда
Опубликовано
Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Определения сварочных терминов
Абразив
Шлак, используемый для очистки или придания шероховатости поверхности.
Активный флюс
Флюс для дуговой сварки под флюсом, количество элементов, осажденных в металле шва, зависит от условий сварки, в первую очередь от напряжения дуги.
Адгезионное соединение
Поверхности, затвердевает для создания адгезионного соединения.
Воздушно-дуговая резка
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги, а расплавленный металл удаляется потоком воздуха.
Образец для испытаний цельнометаллического сварного шва
Образец для испытаний с редукционным участком, полностью состоящим из металла сварного шва.
Легирование
Добавление металла или сплава к другому металлу или сплаву.
Переменный ток (AC)
Электрический ток, который периодически меняет направление, обычно много раз в секунду.
Отожженное состояние
Металл или сплав, который был нагрет, а затем охлажден для снятия внутренних напряжений и уменьшения хрупкости материала.
Удар дуги
Отклонение электрической дуги от ее нормального пути под действием магнитных сил.
Дуговая резка
Группа процессов термической резки, при которых металл разрезается или удаляется путем плавления теплом дуги между электродом и заготовкой.
Сила дуги
Осевая сила, развиваемая дуговой плазмой.
Дуговая строжка
Процедура дуговой резки, используемая для формирования фаски или канавки.
Длина дуги
Расстояние от кончика электрода или проволоки до заготовки.
Время дуги
Время, в течение которого поддерживается дуга.
Напряжение дуги
Напряжение сварочной дуги.
Дуговая сварка
Группа сварочных процессов, при которых происходит коалесценция металлов путем нагревания их дугой, с приложением давления или без него, с использованием или без использования присадочного металла.
Эффективность напыления при дуговой сварке (%)
Отношение веса наплавленного присадочного металла к весу расплавленного присадочного металла.
Электрод для дуговой сварки
Часть сварочной системы, через которую проходит ток, заканчивающийся дугой.
После сварки
Состояние металла шва после завершения сварки и до любой последующей термической или механической обработки.
Атомно-водородная сварка
Процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагревания электрической дугой между двумя металлическими электродами в атмосфере водорода.
Аустенитный
Состоит в основном из гамма-железа с углеродом в растворе.
Автогенная сварка
Сварка плавлением без добавления присадочного металла.
Автоматический
Управление процессом с помощью оборудования, которое требует незначительного наблюдения за сваркой или вообще не требует его, а также ручной регулировки органов управления оборудованием.
Обратная строжка
Удаление металла шва и основного металла с другой стороны частично сварного соединения для обеспечения полного провара при последующей сварке с этой стороны.
Обратный огонь
Мгновенное опускание пламени в сварочный или режущий наконечник с последующим появлением или полным исчезновением пламени.
Сварка наотмашь
Метод сварки, при котором сварочная горелка или пистолет направляются в направлении, противоположном направлению сварки.
Основа
Материал (основной металл, металл сварного шва или гранулированный материал), помещаемый в основание сварного шва с целью поддержки расплавленного металла сварного шва.
Защитный газ
Защитный газ, используемый на нижней стороне сварного шва для его защиты от атмосферных загрязнений.
Опорное кольцо
Опорное кольцо, обычно используемое при сварке труб.
Последовательность обратного шага
Продольная последовательность, в которой приращения валика наплавляются в направлении, противоположном ходу сварки соединения.
Основной металл (материал)
Металл (материал), подлежащий сварке, пайке, пайке или резке. См. также субстрат.
Радиус изгиба
Радиус кривизны на образце изгиба или изогнутом участке формованной детали. Измеряется по внутренней стороне изгиба.
Фаска
Подготовка края под углом.
Вырубка
Процесс резки материала по размеру для более удобной обработки.
Сварка пайкой
Метод сварки с использованием присадочного металла, имеющего температуру ликвидуса выше 840 °F (450 °C) и ниже солидуса основных металлов.
Пайка
Группа сварочных процессов, при которых происходит коалесценция материалов путем нагревания их до подходящей температуры и с использованием присадочного металла, имеющих ликвидус выше 840 °F (450 °C) и ниже солидуса основных материалов . Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения.
Заусенец
Неровный выступ, кромка, выпуклость или область, оставшаяся на металле после резки, сверления, штамповки или штамповки.
Наплавка
Форма наплавки, при которой наплавляется один или несколько слоев металла сварного шва (например, высоколегированный наплавленный металл на стальной основной металл, который должен быть приварен к разнородному основному металлу). Нанесение масла обеспечивает подходящее наплавление переходного шва для последующего завершения стыкового сварного шва на поверхности паза одного элемента.
Стыковое соединение
Соединение между двумя элементами, лежащими в одной плоскости.
Кромка
Отклонение от прямолинейности кромки, обычно наибольшее отклонение боковой кромки от прямой линии.
Заглушка
Заключительный проход сварного соединения.
Газ-носитель
При термическом напылении газ, используемый для переноса порошкообразных материалов от устройства подачи порошка или бункера к пистолету.
Капиллярное действие
Действие, при котором поверхность жидкости приподнимается или опускается в месте контакта с твердым телом, поскольку молекулы жидкости притягиваются друг к другу и к молекулам твердого тела.
Плакировка
Тонкий (> 0,04 дюйма) слой материала, нанесенный на основной материал для повышения коррозионной стойкости или износостойкости детали. Сварка может быть выполнена роликовой сваркой, дуговой сваркой, литьем, тяжелым химическим осаждением или тяжелым гальванопокрытием.0007
Коалесценция
Объединение многих материалов в одно тело.
Последовательный
Двигаясь в унисон.
Холодный нахлест
Неполное слияние или перекрытие.
Коллимация
Для визуализации параллелей определенной линии или направлению.
Полное сплавление
Плавление, произошедшее по всей поверхности основного материала, предназначенной для сварки, а также между всеми слоями и проходами.
Полное проплавление
Соединение, при котором металл шва полностью заполняет разделку и сплавляется с основным металлом по всей его толщине.
Источник питания постоянного тока
Источник питания для дуговой сварки с выходной вольт-амперной характеристикой, который вызывает небольшое изменение сварочного тока при большом изменении напряжения дуги.
Источник питания постоянного напряжения
Источник питания для дуговой сварки с вольт-амперной выходной характеристикой, который вызывает большое изменение сварочного тока при небольшом изменении напряжения дуги.
Контактная трубка
Системный компонент, передающий ток от горелки на непрерывный электрод.
Контактное сопротивление
Сопротивление в омах между контактами реле, переключателя или другого устройства, когда контакты соприкасаются друг с другом.
Контактная трубка
Устройство, передающее ток на постоянный электрод.
Электрод с покрытием
Электрод с присадочным металлом, используемый для дуговой сварки в защитных газах, состоящий из сердечника из металлической проволоки с флюсовым покрытием.
Кратер
При дуговой сварке углубление на поверхности сварного шва.
Кратерная трещина
Трещина в кратере сварного шва.
Криогенный
Относится к низким температурам, обычно -200 o (-130 o) или ниже.
Приспособление для резки
Устройство для преобразования горелки для газокислородной сварки в горелку для кислородно-топливной резки.
Баллон
Переносной контейнер, используемый для транспортировки и хранения сжатого газа.
Дефект
Неоднородность или неоднородности, которые по своей природе или совокупному эффекту (например, общая длина трещины) делают деталь или изделие неспособными соответствовать минимальным применимым стандартам приемки или спецификациям.
Плотность
Отношение массы вещества к единице объема; например масса твердого тела, жидкости или газа на единицу объема при определенной температуре.
Наплавленный металл
Присадочный металл, добавляемый во время сварки, пайки или пайки.
Эффективность наплавки
При дуговой сварке отношение массы наплавленного металла к массе нетто израсходованного присадочного металла, исключая заглушки.
Скорость осаждения
Вес материала, осажденного в единицу времени. Обычно он выражается в фунтах в час (lb/h) или килограммах в час (kg/h).
Глубина проплавления
Расстояние, на которое проплавление распространяется в основной металл или предыдущий проход от поверхности, расплавленной во время сварки.
Точка росы
Температура и давление, при которых начинается сжижение пара. Обычно применяется для конденсации влаги из водяного пара в атмосфере.
Разбавление
Изменение химического состава сварочного присадочного материала, вызванное примесью основного материала или ранее наплавленного материала в наплавленном валике. Обычно измеряется процентным содержанием основного материала или ранее наплавленного материала в валике сварного шва.
Постоянный ток
Электрический ток, протекающий в одном направлении.
Отрицательный электрод постоянного тока (DCEN)
Расположение проводов дуговой сварки постоянным током, при котором электрод является отрицательным полюсом, а заготовка — положительным полюсом сварочной дуги.
Положительный электрод постоянного тока (DCEP)
Расположение проводов дуговой сварки постоянным током, при котором электрод является положительным полюсом, а заготовка — отрицательным полюсом сварочной дуги.
Рабочий цикл
Процент времени в течение периода времени, в течение которого источник питания может работать с номинальной мощностью без перегрева.
Динамическая нагрузка
Сила, приложенная движущимся телом к элементу сопротивления, обычно в течение относительно короткого промежутка времени.
Удлинитель электрода
Длина электрода, выступающего за конец контактной трубки.
Держатель электрода
Процесс сварки, при котором происходит коалесценция металлов с помощью тепла, полученного от концентрированного пучка, состоящего в основном из высокоскоростных электронов.
Электронно-лучевая сварка
Процесс сварки, приводящий к слиянию металлов с расплавленным шлаком, который расплавляет присадочный металл и поверхности свариваемых изделий. Расплавленная сварочная ванна защищена шлаком, который перемещается по всему поперечному сечению соединения в процессе сварки.
Электрошлаковая сварка
Процесс сварки, приводящий к слиянию металлов с расплавленным шлаком, который расплавляет присадочный металл и поверхности свариваемых изделий. Расплавленная сварочная ванна защищена шлаком, который перемещается по всему поперечному сечению соединения в процессе сварки.
Эвтектоидный состав
Смесь фаз, состав которых определяется эвтектоидной точкой в твердой области диаграммы равновесия и чьи составляющие образуются в результате эвтектоидной реакции.
Облицовочная поверхность
Поверхности материалов, соприкасающихся друг с другом и соединяющихся или собирающихся соединиться.
Присадочный материал
Материал, добавляемый при выполнении сварных, паяных или паяных соединений.
Угловой сварной шов
Сварной шов примерно треугольного поперечного сечения, который соединяет две поверхности приблизительно под прямым углом друг к другу в виде соединения внахлестку, таврового соединения или углового соединения.
Фильтрующая пластина
Прозрачная пластина, окрашенная в разную степень затемнения, для использования в защитных очках, касках и ручных щитках для защиты рабочих от вредного ультрафиолетового, инфракрасного и видимого излучения.
Пламенное напыление
Процесс термического напыления с использованием кислородно-топливного пламени в качестве источника тепла для плавления материала покрытия.
Диапазон воспламеняемости
Диапазон, в котором газ при нормальной температуре (NTP) образует горючую смесь с воздухом.
Плоское положение сварки
Положение сварки, при котором ось сварного шва приблизительно горизонтальна, а поверхность сварного шва находится примерно в горизонтальной плоскости.
Воспоминание
Отступление пламени в смесительную камеру горелки или обратно.
Пламегаситель
Устройство для ограничения ущерба от обратного пламени путем предотвращения распространения фронта пламени за пределы точки, в которой установлен пламегаситель.
Оплавление
Сильное выбрасывание мелких металлических частиц из-за дугового разряда во время стыковой сварки оплавлением.
Флюс
Материал, используемый для предотвращения, растворения или облегчения удаления оксидов и других нежелательных поверхностных веществ.
Дуговая сварка порошковой проволокой (FCAW)
Процесс дуговой сварки, при котором происходит коалесценция металлов с помощью трубчатого электрода. Защитный газ может использоваться или не использоваться.
Сварка трением
Процесс сварки твердых материалов, при котором происходит коалесценция материала за счет тепла, полученного в результате механического скользящего движения между трущимися поверхностями. Рабочие части удерживаются вместе под давлением.
Сварка трением с перемешиванием
Процесс сварки в твердом состоянии, при котором происходит коалесценция материала за счет тепла, полученного в результате механического вращательного движения между плотно состыкованными поверхностями. Рабочие части удерживаются вместе под давлением.
Forehand Welding
Метод сварки, при котором сварочная горелка или пистолет направляются в направлении сварки.
Плавление
Сплавление присадочного металла и основного металла (подложки) или только основного металла, приводящее к коалесценции.
Дуговая сварка металлическим газом (GMAW)
Процесс дуговой сварки, при котором дуга находится между непрерывным электродом из присадочного металла и сварочной ванной. Требуется экранирование от внешнего источника газа.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Процесс дуговой сварки, при котором дуга находится между вольфрамовым электродом (неплавящимся) и сварочной ванной. Процесс используется с подачей защитного газа извне.
Газовая сварка
Сварка теплом кислородно-топливного пламени с добавлением или без добавления присадочного металла или давления.
Переходный ток шаровидного распыления
В GMAW/распылительном переносе значение, при котором перенос металла электрода изменяется с шаровидного на аэрозольный при увеличении сварочного тока для электрода любого заданного диаметра.
Шаровидный перенос
В дуговой сварке тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
Сварной шов с канавкой
Сварной шов, выполненный в канавке между двумя элементами. Примеры: одинарная V, одинарная U, одинарная J, двойная фаска и т. д.
Наплавка твердым сплавом
Наплавка на рабочем месте для уменьшения износа.
Зона термического влияния
Участок основного металла, обычно примыкающий к зоне сварки, механические свойства или микроструктура которого были изменены теплом сварки.
Герметичный
Воздухонепроницаемый. Гетерогенный
Смесь фаз, таких как: жидкость-пар или твердое-жидкость-пар.
Горячая трещина
Трещина, образовавшаяся при температурах, близких к завершению затвердевания сварного шва.
Горячий проход
При сварке труб второй проход проходит над корневым проходом.
Наклонное положение
При сварке труб ось трубы поворачивается под углом 45 градусов к горизонтальному положению и остается неподвижной.
Неполное сплавление
Неоднородность сварного шва, при которой не произошло сплавления между металлом шва и соединением или прилегающими валиками сварного шва.
Неполное проплавление шва
Состояние сварного шва с разделкой кромок, при котором металл шва не проходит через толщину шва.
Инертный газ
Газ, который обычно не соединяется химически с основным металлом или присадочным металлом.
Межкристаллитное проникновение
Проникновение присадочного металла вдоль границ зерен основного металла.
Межпроходная температура
При многопроходной сварке температура зоны сварки между проходами.
Потенциал ионизации
Напряжение, необходимое для ионизации (добавления или удаления электрона) материала.
Соединение
Соединение элементов или края элементов, которые должны быть соединены или были соединены.
Прорезь
Ширина разреза, полученного в процессе резки.
Замочная скважина
Метод сварки, при котором концентрированный источник тепла полностью проникает через заготовку, образуя отверстие на передней кромке расплавленного металла сварного шва. По мере продвижения источника тепла расплавленный металл заполняет отверстие, образуя сварной шов.
Соединение внахлестку
Соединение между двумя перекрывающимися элементами в параллельных плоскостях.
Лазер
Устройство, создающее концентрированный когерентный световой пучок. Лазер — это аббревиатура от «Усиление света за счет стимулированного излучения».
Лазерная резка
Процесс, при котором материал разрезается с помощью тепла концентрированного когерентного луча, падающего на заготовку.
Сварка лазерным лучом
Процесс, при котором материал сплавляется с помощью тепла концентрированного когерентного луча, падающего на соединяемые элементы.
Ножка углового сварного шва
Расстояние от корня стыка до края углового сварного шва.
Ликвидус
Самая низкая температура, при которой металл или сплав полностью жидкие.
Оправка
Металлический стержень, служащий стержнем, вокруг которого отливаются, выковываются или выдавливаются другие металлы, образуя истинное центральное отверстие.
Коллектор
Коллектор для соединения источников газа или жидкости с точками распределения.
Мартенситный
Пересыщенный твердый раствор внедрения углерода в железе с объемно-центрированной тетрагональной решеткой.
Ручная сварка
Процесс сварки, при котором горелка или электрододержатель управляются вручную. МИГ
См. Дуговая сварка металлическим газом (GMAW).
Механическое соединение
Прилипание термического напыления к шероховатой поверхности за счет сцепления частиц.
Механизированная сварка
Сварка с использованием оборудования, при котором требуется ручная регулировка органов управления в ответ на изменения в процессе сварки. Горелка или электрододержатель удерживается механическим устройством.
Диапазон плавления
Диапазон температур между солидусом и ликвидусом.
Проплавление
Видимое усиление, производимое на противоположной стороне сварного соединения с одной стороны.
Дуговая сварка металлическим сердечником
Процесс трубчатого электрода, в котором полая конфигурация содержит легирующие материалы.
Электрод с металлическим сердечником
Композитный трубчатый электрод, состоящий из металлической оболочки и сердечника из различных порошкообразных материалов, образующий не более чем островки шлака на поверхности наплавленного валика. Требуется внешнее экранирование.
Молекулярная масса
Сумма атомных масс всех составляющих атомов в молекуле элемента или соединения.
Монохроматический
Цвет поверхности, излучающей свет, содержащий чрезвычайно малый диапазон длин волн.
Нейтральное пламя
Пламя газокислородного топлива, которое не является ни окислительным, ни восстановительным.
Напряжение холостого хода
Напряжение между выходными клеммами сварочного аппарата при отсутствии тока в сварочной цепи.
Сопло Газ
При плазменной дуговой сварке и резке газ, который направляется в горелку, чтобы окружить электрод. Он ионизируется в дуге, образуя плазму, и выходит из отверстия в сопле горелки в виде плазменной струи.
Окислительное пламя
Кислородное пламя с окислительным эффектом (избыток кислорода).
Проклевка
Механическая обработка металлов ударными ударами.
Пилотная дуга
Слаботочная непрерывная дуга между электродом и сужающим соплом плазменной горелки, которая ионизирует газ и облегчает запуск сварочной дуги.
Плазма
Газ, нагретый хотя бы до частично ионизированного состояния, позволяющего проводить электрический ток.
Плазменно-дуговая резка (PAC)
Процесс дуговой резки с использованием суженной дуги для удаления расплавленного металла высокоскоростной струей ионизированного газа из сужающего отверстия.
Плазменно-дуговая сварка (PAW)
Процесс дуговой сварки, в котором используется суженная дуга между неплавящимся электродом и сварочной ванной (дуга с переносом) или между электродом и сужающим соплом (дуга без переноса). Экранирование обеспечивается ионизированным газом, выходящим из горелки.
Плазменное напыление (PSP)
Процесс термического напыления, в котором дуга без переноса используется для создания дуговой плазмы для плавления и продвижения материала покрытия к подложке.
Сварка пробкой
Круговой сварной шов, выполненный через отверстие в одном элементе нахлестного или Т-образного соединения.
Пористость
Дырчатая несплошность, образованная захватом газа во время затвердевания.
Последующий нагрев
Нагрев сборки после сварки, пайки, термического напыления или резки.
Термическая обработка после сварки
Любая термическая обработка после сварки.
Преформа
Начальное прессование порошкового металла, образующее компакт.
Предварительный нагрев
Применение тепла к основному металлу непосредственно перед сваркой, пайкой твердым припоем, термическим напылением или резкой.
Температура предварительного нагрева
Температура основного металла непосредственно перед началом сварки.
Квалификация процедуры
Демонстрация того, что производственный процесс, такой как сварка, выполненный по определенной процедуре, может соответствовать заданным стандартам.
Техника вытяжного пистолета
То же, что и сварка наотмашь.
Сварка с импульсной мощностью
Любой метод дуговой сварки, при котором мощность циклически запрограммирована на импульс, чтобы можно было использовать эффективные, но кратковременные значения параметра. Такие кратковременные значения существенно отличаются от среднего значения параметра. Эквивалентными терминами являются сварка импульсным напряжением или импульсным током.
Импульсная сварка распылением
Разновидность процесса дуговой сварки, при которой ток подается импульсно для достижения переноса металла распылением при средних токах, равных или меньших, чем ток перехода от шарового к распыленному.
Угол толкания
Угол перемещения, при котором электрод указывает в направлении движения.
Передний угол
Наклон ножа от конца до конца.
Редукционное пламя
Газовое пламя с редукционным эффектом благодаря наличию избыточного топлива.
Усиление
Металл сварного шва на лицевой или корневой поверхностях, превышающий количество металла, необходимого для заполнения шва.
Остаточное напряжение
Напряжение, остающееся в конструкции или элементе в результате термической и/или механической обработки. Напряжение возникает при сварке плавлением прежде всего потому, что расплавленный материал сжимается при охлаждении от солидуса до комнатной температуры.
Обратная полярность
Расположение выводов дуговой сварки постоянного тока с работой в качестве отрицательного полюса и электрода в качестве положительного полюса сварочной дуги.
Корневое отверстие
Разделение в корне сустава между заготовками.
Корневая трещина
Трещина в корне сварного шва.
Дуговая сварка порошковой проволокой с самозащитой (FCAW-S)
Вариант процесса дуговой сварки порошковой проволокой, при котором защитный газ получается исключительно из флюса внутри электрода.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Процесс сварки под действием тепла электрической дуги между покрытым флюсом металлическим электродом и изделием. Экранирование происходит от разложения покрытия электрода.
Защитный газ
Защитный газ, используемый для предотвращения загрязнения атмосферы.
Пайка
Процесс соединения с использованием присадочного металла с температурой ликвидуса менее 840 °F и ниже солидуса основного металла.
Сварка в твердом теле
Группа сварочных процессов, при которых происходит коалесценция при температурах существенно ниже точки плавления соединяемых основных материалов, без добавления твердого припоя. Давление может или не может быть использовано.
Solidus
Самая высокая температура, при которой металл или сплав полностью затвердевают.
Брызги
Металлические частицы, выбрасываемые во время сварки, которые не являются частью сварного шва.
Распылительный перенос
При дуговой сварке тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении поперек дуги небольшими каплями.
Стандартная температура и давление (STP)
Международно признанная эталонная база, где стандартная температура составляет 0 °C (32 °f), а стандартное давление составляет одну атмосферу или 14,6960 фунтов на квадратный дюйм.
Вылет
Длина нерасплавленного электрода, выступающего за конец контактной трубки в непрерывных процессах сварки.
Прямая полярность
Дуговая сварка постоянным током, где работа является положительным полюсом.
Термическая обработка для снятия напряжения
Равномерный нагрев сварного компонента до температуры, достаточной для снятия большей части остаточных напряжений.
Крекинг для снятия стресса
Трещины в металле шва или в зоне термического влияния во время послесварочной термической обработки или высокотемпературной эксплуатации.
Стрингерный валик
Наплавленный валик, выполненный без поперечного перемещения сварочной дуги.
Дуговая сварка под флюсом
Процесс сварки с использованием тепла, выделяемого электрической дугой, между незащищенным металлическим электродом и изделием. Покрытие из гранулированного плавкого флюса защищает дугу.
Подложка
Любой материал, на который наносится термическое напыление.
Синергетический
Действие, при котором суммарный эффект двух активных компонентов в смеси превышает сумму их индивидуальных эффектов.
Прихваточный шов
Сварной шов, предназначенный для удержания частей сварного соединения в надлежащем положении до тех пор, пока не будут выполнены окончательные сварные швы.
Прочный
Прочный, прочный.
Прочность на растяжение
Максимальное напряжение, которое материал при растяжении может выдержать без разрыва.
Теплопроводность
Количество тепла, проходящего через материал.
Термическое напыление
Группа процессов, в которых тонкоизмельченные металлические или неметаллические материалы осаждаются в расплавленном или полурасплавленном состоянии для образования покрытия.
Термические напряжения
Напряжения в металле, возникающие в результате неравномерного распределения температуры.
Термоэмиссионный
Испускание электронов в результате нагревания.
Горловина
При сварке область между руками сварщика сопротивлением. В прессе — расстояние от центральной линии слайда до рамы пресса с зазором.
Сварка ВИГ
См. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
Расстояние отступа резака
Размер от внешней поверхности сопла резака до заготовки.
Перенесенная дуга
При плазменной дуговой сварке плазменная дуга возникает между электродом и заготовкой.
Трещина под бортом
Трещина в зоне термического влияния, обычно не доходящая до поверхности основного металла.
Подрез
Канавка, проплавленная в опорной плите рядом с носком или корнем сварного шва и оставшаяся незаполненной металлом сварного шва.
Давление пара
Давление пара, когда достигается состояние равновесия между жидкостью, твердым телом или раствором и их паром. Когда давление паров жидкости превышает давление в замкнутой атмосфере, обычно говорят, что жидкость кипит.
Вязкость
Сопротивление, оказываемое жидкостью (жидкостью или газом) течению.
Свариваемость
Способность материала быть свариваемым в условиях изготовления, приложенных к конкретной, соответствующим образом спроектированной конструкции, и удовлетворительно работать в предполагаемых условиях.
Сварной шов
Металл, наплавленный в стыке в результате процесса и используемой присадочной проволоки.
Сварочные провода
Наконечник заготовки и электрод дуговой сварки.
Сварочная проволока
Форма сварочного присадочного металла, обычно упакованная в виде бухт или катушек, которая может проводить или не проводить электрический ток в зависимости от используемого процесса сварки.
Металл сварного шва
Часть сварного шва плавлением, которая полностью расплавилась во время сварки.
Сварочный проход
Один проход сварки вдоль стыка. Результатом прохода является сварной шов или слой.
Сварочная ванна
Локализованный объем расплавленного металла в сварном шве до его затвердевания в виде металла сварного шва.
Сварочная ванна
Нестандартный термин для обозначения сварочной ванны.
Усиление сварного шва
Сварной металл сверх количества, необходимого для заполнения шва.
Последовательность сварки
Порядок, в котором наплавляются валики сварного шва.
Смачивание
Явление, при котором жидкий присадочный металл или флюс растекается и прилипает тонким непрерывным слоем к твердому основному металлу.
Скорость подачи проволоки
Скорость расхода проволоки при сварке.
Рабочий провод
Электрический проводник между источником тока дуговой сварки и изделием.
A-Z терминов по сварке — Глоссарий по сварке
Огромный список терминов по сварке! A Активные флюсы – Активные флюсы вызывают изменения в химическом составе металла шва при изменении режима сварки. Активные флюсы ограничены однократной или минимальной многопроходной сваркой.
Приемлемый сварной шов — Сварной шов, отвечающий применимым требованиям.
Фактический шов — Кратчайшее расстояние между корнем сварного шва и лицевой стороной углового шва.
Старение – Процесс выдержки металлов или сплавов при комнатной температуре после их формообразования или термической обработки с целью увеличения стабильности размеров или улучшения их твердости и прочности путем структурных изменений, таких как осаждение.
Воздушно-угольная дуговая резка Резка — Разновидность процесса угольно-дуговой резки, при которой расплавленный металл удаляется струей воздуха.
Закалка на воздухе – Характеристика стали, заключающаяся в том, что она становится частично или полностью закаленной (мартенситной) при охлаждении на воздухе выше ее критической точки. Не обязательно применимо, когда объект, который необходимо упрочнить, имеет значительную толщину.
Аллотропный – Материал, атомы которого способны трансформироваться в две или более кристаллические структуры при разных температурах.
Аллотропное изменение — Изменение одной кристаллической структуры металла на другую, имеющую другие физические свойства.
Переменный — Электрический ток, который попеременно течет в любом направлении в проводнике тока. При частоте переменного тока 60 циклов в секунду (60 Гц), используемой в США, направление тока меняется на противоположное 120 раз каждую секунду.
Ампер – Единица электрического расхода. Сила тока обычно упоминается как “ ток ” в электрической цепи.
Отжиг – Процесс нагревания металла до температуры ниже критического диапазона с последующим относительно медленным циклом охлаждения для придания ему мягкости и снятия напряжений.
Отжиг – Подвергнут термической обработке. Обычно это включает нагрев с последующим относительно медленным охлаждением металлов или сплавов с целью уменьшения твердости и увеличения простоты обработки или характеристик холодной обработки. Отжиг может быть использован для (а) устранения эффектов деформационного упрочнения в результате холодной обработки, (б) устранения напряжений, возникающих в отливках, поковках, сварных изделиях и холоднодеформированных металлах, (в) улучшения обрабатываемости и характеристик холодной обработки, (г) улучшить механические и физические свойства за счет изменения внутренней структуры, например, за счет измельчения зерна, а также повысить однородность структуры и исправить сегрегацию, полосчатость и другие структурные характеристики. Ознакомьтесь с нашим ассортиментом бывших в употреблении систем предварительного и последующего нагрева для продажи здесь.
Арбид – Химическое соединение углерода с каким-либо другим элементом. Металлический карбид принимает форму очень твердых кристаллов.
Дуговая продувка — сварка постоянным током может создать магнитное поле в свариваемом стальном листе. Это магнитное поле заставляет дугу трепетать и перегорать, что затрудняет управление дугой.
Энергия дуги – Ссылки на характеристики выгорания. Умеренная энергия дуги типична для атомной дуги. Электрод 316L имеет меньшую энергию дуги, чем электрод 7018, тогда как у электрода 6010 она больше.
Длина дуги — Расстояние от электрода до точки крепления на заготовке.
Время дуги – Время, в течение которого дуга поддерживается при выполнении дуговой сварки.
Напряжение дуги — Напряжение на сварочной дуге
Эффективность дугового наплавления — Отношение массы присадочного металла, нанесенного в сварной шов, к массе расплавленного присадочного металла, выраженное в процентах.
Дуговая сварка – Группа сварочных процессов, при которых происходит сращивание заготовок путем их нагрева дугой. Процессы используются с приложением давления или без него, а также с присадочным металлом или без него.
Электрод для дуговой сварки — Компонент сварочной цепи, через который проходит ток и который заканчивается дугой.
Пистолет для дуговой сварки — Устройство, используемое для передачи тока на постоянно подаваемый расходуемый электрод, направления электрода и направления защитного газа.
Горелка для дуговой сварки — Устройство, используемое для подачи тока на неподвижный сварочный электрод, позиционирования электрода и направления потока защитного газа.
Литые конструкции – Кристаллическая структура перед снятием напряжений путем прокатки или ковки в молотке.
После сварки – Относится к состоянию металла шва, сварных соединений и сварных соединений после сварки, но до любой последующей термической, механической или химической обработки.
Аустенит – высокотемпературная кристаллическая структура углеродистой стали или структура
хромоникелевой стали при комнатной температуре.
Обратная выемка – Удаление металла шва и основного металла со стороны корня шва сварного соединения для облегчения полного сплавления и полного проплавления стыка при последующей сварке с этой стороны.
Сварка наотмашь – Метод сварки, при котором пламя сварочной горелки или пистолета направляется на готовый сварной шов.
Опорное кольцо — Опорное кольцо, обычно используемое при сварке труб.
Основной металл – Металл или сплав, который подвергается сварке, пайке или резке.
Фаска – Угловая форма кромки.
Угол скоса — Угол, образованный между поверхностью среза и теоретической плоскостью, перпендикулярной поверхности пластины. Плазменно-дуговая резка имеет тенденцию удалять больше металла сверху, чем снизу, создавая угол среза. (Также называется углом среза).
Резка со скосом — Метод плазменной дуговой резки, в котором используется наклонная горелка для создания угла на кромке разрезаемых деталей.
Сварной шов с разделкой кромок – Тип сварки с разделкой кромок.
Бинарный сплав – Сплав, состоящий из двух элементов.
Дыхание — Дефект металла, вызванный слишком быстрым охлаждением горячего металла при избыточном содержании газа. В частности, при сварке газовый карман в металле сварного шва возникает в результате затвердевания горячего металла без выхода всех газов на поверхность.
Флюсы на связке — Флюсы на связке изготавливаются путем связывания различных порошков вместе с последующим обжигом при низкой температуре. Основное преимущество заключается в том, что в смесь можно добавлять дополнительные легирующие ингредиенты.
Пайка – Сварной шов, полученный путем нагрева сборки до температуры пайки с использованием присадочного металла, имеющего ликвидус выше 450 градусов C (840 градусов F) и ниже солидуса основного металла. Присадочный металл распределяется между плотно прилегающими друг к другу поверхностями соединения за счет капиллярного действия.
Хрупкость – Склонность материала к внезапному разрушению в результате разрушения без какой-либо остаточной деформации материала до разрушения.
Наплавка — Вариант наплавки, при котором наплавляемый материал наносится для достижения требуемых размеров. См. также нанесение масла, плакирование и наплавку.
CКарбид – Химическое соединение углерода с каким-либо другим элементом. Металлический карбид принимает форму очень твердых кристаллов.
Осаждение карбида — В результате длительного нагрева или медленного охлаждения после частичного или полного превращения атомы углерода и металлического элемента мигрируют к границам зерен. Атомы здесь собираются и объединяются в виде карбидов. В высокохромистых сплавах сродство (притяжение) хрома и углерода друг к другу приводит к образованию тонкого межкристаллитного слоя карбидов хрома.
Осаждение карбида – образование карбида хрома в аустенитной нержавеющей стали, которое способствует межкристаллитной коррозии в коррозионной среде.
Углеродистая сталь – Сталь, физические свойства которой в основном зависят от содержащегося в ней углерода; и сплав железа с углеродом, в котором углерод является наиболее важным компонентом, в диапазоне от 0,04% до 1,40%. Ее также называют простой углеродистой сталью или прямой углеродистой сталью. В углеродистой стали также присутствуют второстепенные элементы, включая марганец, фосфор, серу и обычно кремний.
Цементная закалка – Процесс термической обработки, применяемый к стали или железоуглеродистым сплавам, с помощью которого получается более твердая внешняя поверхность по сравнению с более мягкой внутренней частью; глубина или повышенная твердость зависят от продолжительности лечения.
Отливка электродов для непрерывной сварки — Диаметр окружности, которую принимает длина электрода, лежащего свободно на гладкой поверхности.
Литая сталь – Расплавленная сталь, охлажденная и затвердевшая в форме.
Целлюлоза – химическое соединение углерода, водорода и кислорода. Используемый в покрытиях электродов из мягкой стали, он состоит из древесной массы или муки.
Цементит – Химическое соединение железа и углерода, содержащее 93,33% железа в сочетании с 6,67% углерода по весу; также называется карбидом железа. Химическая формула цементита: Fe3C.
Тест на стружку – Тест, используемый для идентификации металла. Металл откалывается с помощью холодного зубила и молотка. Полученный в результате основной рисунок в металле уникален для нескольких классов черных металлов.
Прерыватель – Высокопроизводительный источник питания плазменной дуги с использованием полупроводниковой технологии переключения.
Плакирование – Разновидность покрытия, при котором наносится или наносится покрытие, обычно для улучшения коррозионной или термостойкости. Ознакомьтесь с нашим ассортиментом бывших в употреблении систем Weld Cladding для продажи здесь
Чистая лужа – Лужа, не заполненная шлаком или неустойчивой дугой.
Концентричность покрытия – Относится к равной толщине покрытия на сердечнике проволоки/прутка.
Коэффициент трения — Величина, используемая в инженерных расчетах, которая указывает способность одного материала скользить по другому. Низкий коэффициент трения указывает на низкую скорость износа между поверхностями скольжения.
Холодное волочение — Уменьшение поперечного сечения металла путем протягивания его через матрицу, когда его температура ниже температуры рекристаллизации.
Холодная прокатка — Уменьшение поперечного сечения металла с помощью прокатного стана, когда металл холодный или ниже его температуры рекристаллизации.
Холодная обработка – Остаточная деформация или кристаллическая деформация металла ниже его самой низкой температуры рекристаллизации, приводящая к деформационному упрочнению.
Полная сварка — Сварка по всем поверхностям сварки и между всеми примыкающими сварными швами.
Полное проникновение в шов – Состояние корня соединения в сварном шве с разделкой кромок, при котором металл шва проходит через толщину соединения.
Полный шов с проплавлением — Сварной шов с разделкой кромок, в котором металл шва проходит через толщину шва.
Композитный электрод – Электрод из присадочного металла, используемый в дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, которые защищают расплавленный металл от атмосферы, улучшают свойства металла сварного шва или стабилизируют дугу.
Прочность на сжатие — Сопротивление материала силе, стремящейся деформировать или разрушить его путем раздавливания. электрическое давление). Металлы являются хорошими проводниками.
Постоянный ток — (Применительно к сварочным аппаратам.) Источник сварочного тока, который обеспечивает относительно небольшое изменение силы тока, несмотря на изменения напряжения, вызванные переменной длиной дуги. Используется в основном для сварки электродами с покрытием.
Источник питания постоянного тока — Источник питания для дуговой сварки с зависимостью вольт-ампер, обеспечивающей небольшое изменение сварочного тока при большом изменении напряжения дуги.
Постоянное напряжение — (применительно к сварочным аппаратам) Источник сварочного тока, который производит относительно небольшое изменение напряжения при существенном изменении силы тока. Используется в основном для сварки твердыми или порошковыми электродами.
Источник постоянного напряжения – Источник питания для дуговой сварки с зависимостью вольтампер, обеспечивающий большое изменение сварочного тока при небольшом изменении напряжения дуги.
Сжатая дуга — Столб плазменной дуги, сформированный сужающим отверстием в сопле плазменной дуговой горелки или плазменного пистолета-распылителя.
Расходные материалы – Детали резака, подвергшиеся эрозии или иному износу во время обычных операций резки или строжки, такие как электроды, сопла, экраны, колпачки и вихревые кольца.
Контактный наконечник — часть горелки для дуговой сварки металлическим газом или горелки для дуговой сварки с флюсовой проволокой, которая передает сварочный ток на сварочную проволоку непосредственно перед тем, как проволока входит в дугу.
Контактная трубка – Устройство, передающее ток на непрерывный электрод.
Отступ контактной трубки — Расстояние от контактной трубки до конца газового сопла.
Выпуклый угловой шов – Угловой шов с выпуклой поверхностью.
Выпуклость — Максимальное расстояние от поверхности выпуклого углового шва перпендикулярно линии, соединяющей выступы сварного шва.
Электрод с покрытием – Электрод из композитного присадочного металла, состоящий из сердечника электрода без покрытия или электрода с металлическим сердечником, на который нанесено покрытие, достаточное для образования слоя шлака на металле сварного шва. Покрытие может содержать материалы, обеспечивающие такие функции, как экранирование от атмосферы, раскисление и стабилизация дуги, а также может служить источником металлических добавок к сварному шву.
Трещина – Неоднородность типа трещины, характеризующаяся острой вершиной и высоким отношением длины и ширины к смещению раскрытия.
Кратер – Впадина на поверхности сварного шва на конце сварного валика.
Ползучесть – Медленная деформация (например, удлинение) металла под длительным напряжением. Не путать с деформацией, которая возникает сразу после приложения напряжения.
Критическая скорость охлаждения – Скорость охлаждения, достаточная для превращения аустенита в 100% мартенсит.
Криогенные температуры – Чрезвычайно низкие температуры, обычно связанные со сжиженными газами, в диапазоне от -100°F до -400°F.
Ток (сварка) — Количество электрического заряда, протекающего через указанную точку цепи в единицу времени Ток является основным параметром для сварки и должен быть выбран в зависимости от толщины листа и скорости сварки с учетом качества сварки. Сварочный ток влияет на скорость проплавления и наплавки. Высокий ток приводит к более высокому и узкому сварному шву с большей глубиной проплавления. Слишком большой сварочный ток может привести к подрезам, неравномерной выпуклости шва, прожогам, термическим трещинам, несоответствующему углу сращивания с материалом корпуса и подрезам.
Плотность тока — мера степени сжатия дуги, достигаемая с помощью плазменной горелки. Ампер на квадратный дюйм площади поперечного сечения электрода. Высокая плотность тока приводит к высокой скорости плавления электрода и концентрированной глубоко проникающей дуге.
Угол среза — Угол, образованный между поверхностью среза и теоретической плоскостью, перпендикулярной поверхности листа. Плазменно-дуговая резка имеет тенденцию удалять больше металла сверху, чем снизу, создавая угол среза. (Также называется углом скоса).
Режущий газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется плазменным газом или дроссельным газом).
Цилиндрическая конструкция сопла – Простое цилиндрическое дозирующее отверстие. Они работают при давлении 25–60 фунтов на кв. дюйм в зависимости от производителя.
DDCEN – Расположение проводов для дуговой сварки постоянным током, в котором электрод является отрицательным полюсом, а заготовка – положительным полюсом сварочной дуги.
DCEP – Расположение выводов для дуговой сварки постоянным током, в котором электрод является положительным полюсом, а заготовка – отрицательным полюсом сварочной дуги.
Дефект – Неоднородность или неоднородности, которые по своей природе или по совокупности причин (например, общая длина трещины) делают деталь или изделие несоответствующими минимальным применимым стандартам приемки или спецификациям. Этот термин означает неприемлемость.
Раскислители – Элементы, такие как марганец, кремний, алюминий, титан и цирконий, используемые в сварочных электродах и проволоках для предотвращения образования кислородом вредных оксидов и пористости в металле сварного шва.
Наплавленный металл — Присадочный металл, добавленный во время сварки, пайки или пайки.
Эффективность наплавки – Отношение используемого электрода к количеству наплавленного металла, выраженное в процентах, т.е.; DE = вес наплавленного металла ÷ вес используемого электрода
Скорость наплавки — Вес наплавленного металла по сравнению со временем сварки. Обычно выражается в фунтах в час.
Глубина скоса — Расстояние по перпендикуляру от поверхности основного металла до кромки корня или начала поверхности основания.
Глубина плавления — Расстояние, на которое плавление проникает в основной металл или предыдущий валик от поверхности, расплавленной во время сварки.
Копание — Относится к характеристикам дуги, которые вы обычно видите с электродом 6010 . Дуга «копания» — это дуга, в которой вы можете видеть, как основной металл проникает в дугу.
Разбавление – Изменение химического состава сварочного присадочного металла, вызванное примесью основного металла или металла предыдущего сварного шва в валике сварного шва. Измеряется процентным содержанием основного металла или металла предыдущего сварного шва в валике сварного шва.
Постоянный ток — Электрический ток, который течет только в одном направлении в проводнике. Направление тока зависит от электрических подключений к аккумулятору или другому источнику питания постоянного тока. Клеммы на всех устройствах постоянного тока обычно помечены (+) или (-). Изменение направления отведений изменит направление тока.
Прерывистость – Нарушение типичной структуры материала, например отсутствие однородности его механических, металлургических или физических характеристик. Разрыв не обязательно является дефектом.
Деформация – Все методы сварки плавлением производят сварку путем перемещения расплавленной ванны вдоль сварного соединения. Когда нагретый металл остывает, усадка приводит к искажению (или изменению формы) сварной конструкции.
Дивергенция – Коническая часть кислородного отверстия непосредственно за горловиной в конструкциях сопла высокого давления (высокой скорости). Дивергенция позволяет высокому давлению стать близким к атмосферному, прежде чем оно покинет сопло. Это увеличивает скорость потока и улучшает качество резки за счет сохранения однородности потока. Увеличение скорости приводит к повышению скорости резания на 10–15 %.
Двойная дуга — Состояние, при котором сварочная или режущая дуга плазменной дуговой горелки не проходит через сужающее отверстие, а переходит на внутреннюю поверхность сопла. Одновременно возникает вторичная дуга между внешней поверхностью сопла и заготовкой.
Спуск – Сварка с поступательным движением вниз.
Сопротивление – Расстояние смещения между точками входа и выхода газового потока на разрезаемой пластине, измеренное на кромке реза. Сопротивление будет увеличиваться и уменьшаться в зависимости от различных условий, таких как скорость, давление кислорода, толщина пластины, чистота кислорода и т. д.
Угол сопротивления — Угол между осевой линией набегающего струйного потока и направлением, перпендикулярным поверхности пластины.
Окалина – Повторно затвердевший расплавленный металл и оксиды, прилипшие к верхней или нижней кромке во время термической резки.
Пластичность — Способность материала постоянно деформироваться без разрушения.
Рабочий цикл — Спецификация источника питания, описывающая процент времени, в течение которого система может работать при заданном уровне тока. На основе десятиминутного цикла.
EПодготовка кромок — Подготовка кромок соединительных элементов путем резки, очистки, покрытия или другими способами. Ознакомьтесь с нашим ассортиментом оборудования для подготовки кромок для продажи здесь
Эффективный зазор — Минимальное расстояние за вычетом любой выпуклости между корнем сварного шва и лицевой стороной углового шва.
Предел упругости — Максимальное напряжение, которому может быть подвергнут материал без остаточной деформации или разрушения в результате разрушения.
Эластичность – Способность материала возвращаться к исходной форме и размерам после снятия деформирующей нагрузки.
Электрический вылет — В любом процессе сварки с использованием сплошной или порошковой проволоки электрический вылет — это расстояние от контактного наконечника до нерасплавленного конца электрода. Иногда называется «количество проводов в сопротивлении». Это расстояние влияет на скорость плавления, проплавление и форму наплавленного валика.
Электрод – Деталь плазменной дуговой горелки, из которой испускается ток дуги.
Покрытие электрода – смесь химических веществ, минералов и металлических сплавов , нанесенная на сердечник проволоки. Покрытие регулирует сварочный ток, положение сварки и обеспечивает защитную атмосферу, раскислители для очистки металла шва и сварочный шлак, который поглощает примеси из металла шва. Он также помогает придать форму сварному шву и становится изолирующим покрытием поверх сварного шва.
Проволока с сердечником электрода – Стальная проволока, на которую наносится покрытие. Размер электрода определяется диаметром жилы проволоки.
Удлинитель электрода — Длина электрода, выступающего за конец контактной трубки.
Держатель электрода – Устройство, используемое для механического удерживания и подачи тока на электрод во время сварки или резки.
Электрон – Отрицательно заряженные частицы, которые вращаются вокруг положительно заряженного ядра в атоме.
Элемент – Вещество, которое нельзя разделить на два других вещества. Все на Земле представляет собой совокупность таких элементов, которых всего 103.
Удлинение – Постоянное упругое растяжение, которому подвергается металл при испытании на растяжение; степень удлинения обычно указывается в процентах от исходной расчетной длины.
Предел выносливости — Максимальное напряжение, которое материал будет выдерживать бесконечно в условиях переменной и повторяющейся нагрузки.
Неустойчивый – Когда характеристики дуги или прогорания не ровные и с ними трудно справиться. Не могу контролировать, куда пойдет лужа.
Эвтектический сплав – Сплав состава, который затвердевает при более низкой температуре, чем отдельные элементы сплава, и замерзает или затвердевает при постоянной температуре с образованием мелкозернистой смеси кристаллов, состоящей из двух или более фаз.
Экструзия – Продавливание пластикового металла через головку для получения новой формы.
FЛицо – Часть сварного шва между «носками».
Испытание на изгиб торца — Испытание, при котором поверхность сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Усиление лицевой стороны — Усиление сварного шва со стороны соединения, с которого производилась сварка.
Усталостное разрушение — Растрескивание, разрушение или другое разрушение материала в результате повторного или переменного напряжения ниже предела прочности при растяжении материала.
Предел усталости — Максимальное напряжение, которое материал будет выдерживать бесконечно в условиях переменной и повторяющейся нагрузки.
Усталостная прочность — Сопротивление материала повторяющимся или переменным нагрузкам без разрушения.
Феррит – нормальная кристаллическая структура низкоуглеродистой стали при комнатной температуре.
Феррит в аустенитной нержавеющей стали — магнитная мелкодисперсная кристаллическая структура в аустенитных сталях, которая приводит к уменьшению размера аустенитных зерен и повышению устойчивости к растрескиванию.
Ферритный номер . Ферритные числа (FN) – это принятые в настоящее время в отрасли значения для определения содержания феррита в металле сварного шва из аустенитной нержавеющей стали, утвержденные Советом по исследованиям в области сварки (WRC), Американским обществом сварщиков (AWS) и другими организациями. Принятый в 1970-х годах, «число феррита» не следует путать с «процент феррита» , который до сих пор используется в некоторых случаях.
Черные – Содержащие железо. Пример: углеродистая сталь, низколегированная сталь, нержавеющая сталь.
Присадочный металл — Металл или сплав, добавляемый при выполнении сварного, паяного или паяного соединения.
Присадочная проволока – Присадочный металл, поставляемый в виде проволоки на катушках или катушках. Материал и диаметр проволоки зависят от области применения сварки.
Угловой сварной шов — Сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу в соединении внахлестку, Т-образном соединении или угловом соединении.
Угловой сварной шов – 9 шт.0022 Расстояние от корня шва до края углового шва.
Размер углового сварного шва — Для равнобедренных угловых швов длина катетов наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва. Для неравнополочных угловых сварных швов длина катетов наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
Пламенное напыление (FLSP) — Процесс термического напыления, при котором пламя кислородного/топливного газа является источником тепла для плавления материала покрытия. Сжатый газ может использоваться или не использоваться для распыления и продвижения материала покрытия к основе.
Обратное воспламенение — При обратном воспроизведении газов пламя регрессирует снаружи (от) используемого наконечника в сам корпус горелки. Это пламя направится к точке, где газы смешаются. Пламя будет продолжать гореть в этой точке смешивания, пока топливо и кислород присутствуют и могут течь. Практически все факелы в режиме воспоминаний будут «свистеть, выть, визжать» и т. д. Если оператор НИЧЕГО не сделает, факел начнет самоуничтожаться за считанные секунды, а пламя прожжет факел в каком-то слабом месте. Кроме того, если его не остановить, пламя может продолжать двигаться вверх по течению в поисках топлива/кислорода для продолжения горения. В конечном счете, этот «фронт пламени» может оказаться у самого источника газа, по пути разрушая отдельные части. Даже если подача горючего газа отключена, а кислород все еще течет, «внутренности» горелки могут продолжать гореть.
Плоское положение сварки — Положение сварки, используемое для сварки с верхней стороны соединения в точке, где ось сварного шва приблизительно горизонтальна, а поверхность сварного шва находится примерно в горизонтальной плоскости.
Флюс . При дуговой сварке флюсы представляют собой составы, которые при воздействии дуги действуют как очищающее средство, растворяя оксиды, высвобождая захваченные газы и шлак и в целом очищая металл сварного шва, перемещая примеси на поверхность, где они затвердевают в шлаковом покрытии. Флюс также служит для уменьшения разбрызгивания и способствует формированию сварочного валика. Флюс может представлять собой покрытие на электроде, внутри электрода, как при сварке с флюсовой сердцевиной, или в гранулированной форме, как при дуговой сварке под флюсом.
Порошковые электроды – Композитный трубчатый электрод с присадочным металлом, состоящий из металлической оболочки и сердечника из различных порошкообразных материалов, образующий обширный шлаковый покров на поверхности сварного шва. Может потребоваться внешнее экранирование.
Флюсовые пустоты – Участок порошкового электрода, не содержащий флюса. Пустоты могут вызвать серьезные проблемы, особенно в низколегированных сплавах.
Ковка – Деформация в новую форму под действием силы сжатия.
Передняя сварка — Метод сварки, при котором пламя сварочной горелки или пистолета направлено в сторону от готового сварного шва
Сварка трением с перемешиванием — Процесс, при котором металлы свариваются вместе за счет трения, создаваемого вращающимся инструментом, который размягчается но не плавит металл. На самом деле металл не режется.
Топливная эффективность – Коэффициент, относящийся к объему топлива в куб. футов, необходимых для дублирования эффективности ацетилена, которая обозначена как 1,0 куб. футов
Полный отжиг — Нагрев сталей или железных сплавов до температуры, превышающей их критический диапазон, выдержка при температуре отжига до преобразования их в однородную аустенитную структуру с последующим охлаждением с заданной скоростью, в зависимости от типа сплава и необходимая структура; в целом скорость охлаждения относительно низкая.
Дым – Твердые частицы в воздухе, образующиеся в процессе сварки или резки. Частицы дыма обычно имеют субмикронный размер и, таким образом, имеют тенденцию оставаться в воздухе и дрейфовать с воздушными потоками. Обеспечьте безопасность сварщиков и персонала цеха с помощью систем удаления сварочного дыма. Ознакомьтесь с нашим ассортиментом новых и бывших в употреблении вытяжных устройств для продажи здесь
Плавленые флюсы — Плавленые флюсы представляют собой расплавленные ингредиенты, которые были охлаждены и измельчены до частиц определенного размера. Преимуществом флюса этого типа является низкое поглощение влаги и улучшенные возможности повторного использования.
Плавление — Сплавление присадочного металла и основного металла или только основного металла для получения сварного шва.
Зона сплавления — Площадь расплавленного основного металла, определяемая по поперечному сечению сварного шва.
GИстирание – Состояние между трющимися поверхностями, при котором выступы или выступы на поверхности привариваются трением к сопрягаемой поверхности, что приводит к растрескиванию и дальнейшему износу.
Ионы газа – Атомы защитного газа, которые в присутствии электрического тока теряют один или несколько электронов и, следовательно, несут положительный электрический заряд. Они обеспечивают более электропроводящий путь для дуги между электродом и заготовкой.
Газовое сопло — Устройство на выходе из горелки или пистолета, направляющее защитный газ.
Дуговая сварка металлическим газом (GMAW) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между непрерывным (расходуемым) электродом из присадочного металла и изделием. Экранирование полностью обеспечивается за счет подаваемого извне газа или газовой смеси. Некоторые методы этого процесса называются сваркой MIG (металл в инертном газе) или сваркой CO2. Сварка MIG требует использования инертного защитного газа. Ознакомьтесь с нашим ассортиментом сварочных систем MIG для продажи здесь
Регулятор газа – Устройство для управления подачей газа при практически постоянном давлении.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Экранирование получают из газа или газовой смеси. Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (Этот процесс часто называют сваркой ВИГ.) См. наш ассортимент подержанных сварочных аппаратов ВИГ для продажи здесь
Шаровидный — Относится к переносу дуги, когда вы видите, как глобулы сгорают и падают в лужу, в отличие от «плавной дуги».
Шаровидный перенос — режим переноса металла через дугу, при котором на кончике электрода образуется шарик расплава, размер которого превышает диаметр электрода. При отрыве он принимает неправильную форму и падает в сторону сварочной ванны, иногда образуя короткое замыкание между электродом и работой через неравные промежутки времени. Возникает при использовании защитных газов, отличных от тех, которые содержат не менее 80% аргона, и при средних настройках тока
Серый чугун — Чугун с содержанием углерода от 2% до 4%, в котором углерод находится в основном в форме графита. Угол канавки — общий угол канавки между заготовками.
H Сталь Хэдфилда – Название, иногда используемое для аустенитной марганцовистой стали, произошло от ее изобретателя.
Гафний – Металл, наиболее часто используемый для эмиттера электродов для воздуха или газов кислородной плазмы.
Закаливаемая сталь — сплав железа, который подвергается закалке при быстром охлаждении.
Закалка – Операция закалки сталей из аустенитного диапазона температур с целью получения мартенсита или твердой структуры.
Жесткий – Считает сварочную дугу шумной, разбрызгиваемой или неустойчивой.
Зона термического влияния — область основного металла, которая не расплавилась в процессе сварки, но претерпела микроструктурное изменение в результате нагрева, подведенного к этой области. Если ЗТВ в закаливаемых сталях быстро охлаждается, эта область становится чрезмерно хрупкой.
Теплозащитный экран – Устройство, расположенное в передней части механизированного резака. Его назначение — обеспечить электрическую изоляцию от сопла во время операций прокалывания и резки. Кроме того, он обеспечивает путь, по которому защитный газ сталкивается с дугой на выходном отверстии теплозащитного экрана.
Термическая обработка – Любая операция, связанная с нагревом и охлаждением металлов или сплавов.
Зона термического влияния — Часть основного металла, примыкающая к сварному шву, структура или свойства которой были изменены теплом сварки.
Спираль электродов для непрерывной сварки – Тенденция длины электрода образовывать спираль, когда она свободно лежит на гладкой поверхности.
Герц — Герц (Гц) — это символ, который заменил термин «циклы в секунду». Сегодня вместо того, чтобы говорить 60 циклов в секунду или просто 60 циклов, мы говорим 60 Гц или 60 Гц.
Высоколегированные стали – Стали, содержащие более 10% легирующих элементов. Нержавеющая сталь считается высоколегированной, поскольку содержит более 10 % хрома.
Высокоуглеродистая сталь – Сталь с содержанием углерода обычно ниже 1,3%, но может варьироваться от 1,0 до 2,0%.
Высокочастотный – (применительно к дуговой сварке вольфрамовым электродом) Переменный ток, состоящий из более 50 000 циклов в секунду при высоком напряжении и малой силе тока, который накладывается на сварочную цепь в источниках питания GTAW. Он ионизирует путь для бесконтактного зажигания дуги и стабилизирует дугу при сварке переменным током.
Высокочастотный разряд — Питание высокого напряжения, подаваемое на плазменную горелку, разрывает воздушный зазор между соплом и электродом, чтобы инициировать поток плазмы.
Конструкция высокоскоростного сопла — Работает под давлением 60–110 фунтов на кв. дюйм в зависимости от марки. Использует высокое давление и расхождение для повышения скорости резания на 10–15 %.
Сталь с высоким содержанием серы – Сталь с содержанием серы в диапазоне от 0,12 до 0,33%, обладающая свойствами свободной резки. Сделано для винтовых станков
Быстрорежущая сталь – Специальная легированная сталь, используемая для высокоскоростных режущих и токарных инструментов, в качестве токарных резцов; назван так потому, что любые инструменты из него способны удалять металл намного быстрее, чем инструменты из обычной стали.
Высокопрочный чугун – Серый чугун с пределом прочности на растяжение более 30 000 фунтов на кв. дюйм (206 900 кН/м²).
Горизонтальное положение сварки — Положение сварки, при котором поверхность сварного шва находится приблизительно в вертикальной плоскости, а ось сварного шва в точке сварки расположена приблизительно горизонтально.
Горячая трещина — Также известная как «автотрещина», возникающая в результате концентрации напряжения в относительно тонком металле сварного шва, который замерзает последним. И корневые трещины, и кратерные трещины являются формами горячего растрескивания.
Горячая закалка – Охлаждение нагретых металлов или сплавов в ванне с расплавленным металлом или солью вместо использования воды или масляной охлаждающей среды.
Hot Short – Хрупкий металл, непригодный для обработки при температуре выше комнатной. Сера в стали вызывает горячее короткое замыкание.
Включение – Захваченный посторонний твердый материал, такой как шлак, флюс, вольфрам или оксид.
Испытание на удар — Измерение количества энергии, необходимой для разрушения металлов при внезапных или ударных нагрузках.
Неполное сплавление — Неоднородность сварного шва, при котором не произошло сплавление между металлом сварного шва и поверхностями сплавления или прилегающими валиками сварного шва.
Неполное проплавление стыка — Состояние корня шва в разделочном сварном шве, при котором металл шва не проходит через толщину стыка.
Наведенный ток или индукция — Явление, вызывающее протекание электрического тока через проводник, когда этот проводник подвергается воздействию переменного магнитного поля.
Индуктивность — (применительно к дуговой сварке с коротким замыканием) Функция источников сварочного тока, предназначенная для дуговой сварки с коротким замыканием, которая замедляет скорость нарастания тока каждый раз, когда электрод касается сварочной ванны.
Инертный газ – Газ, такой как гелий или аргон, который химически не соединяется с другими элементами. Такой газ служит эффективной защитой сварочной дуги и защищает расплавленный металл шва от загрязнения из атмосферы до его замерзания.
Слиток – Отливка стали (массой до 200 тонн), полученная на мельнице из расплава руды, лома известняка, кокса и др.
Изолятор – несколько электронов, которые будут двигаться при приложении напряжения (электрического давления). Дерево, стекло, керамика и большинство пластиков являются хорошими изоляторами.
Межпроходная температура — При выполнении многопроходных сварных швов самая низкая температура наплавленного металла шва в момент начала следующего прохода.
Инверторный источник питания — Высокоэффективная конструкция плазменного источника питания, в которой используются передовые силовые полупроводниковые схемы для уменьшения размера и веса трансформатора и, следовательно, общего размера источника питания.
Геометрия/конструкция соединения – Форма и размеры соединения в поперечном сечении перед сваркой.
Проникновение в шов — Расстояние, на которое металл сварного шва выступает от поверхности сварного шва в стык, за исключением усиления сварного шва.
Корень стыка — Та часть стыка, которая должна быть сварена, где элементы приближаются близко друг к другу. В поперечном сечении корень сустава может быть точкой, линией или площадью.
Тип соединения — Классификация сварных соединений на основе пяти основных конфигураций соединений, таких как стыковое соединение, угловое соединение, краевое соединение, соединение внахлест и Т-образное соединение
KПрорез — пластина, с которой материал удаляется во время любой операции резки.
Спокойная сталь — Сталь, которая была достаточно раскислена во время цикла плавки, чтобы предотвратить выделение газов во время периода затвердевания.
Киловатт – 1000 Вт
LНедостаток плавления – Нестандартный термин для неполного синтеза.
Непровар – Нестандартный термин для обозначения неполного провара.
Соединение внахлест — Соединение между двумя перекрывающимися элементами в параллельных плоскостях.
Плоская намотка — Намотанный или свернутый в рулон присадочный металл, намотанный отдельными слоями таким образом, что соседние витки соприкасаются.
Линейный разрыв — Разрыв, длина которого значительно превышает ширину.
Линейная индикация — Результат теста, в котором разрыв в испытуемом материале отображается в виде линейного или выровненного массива.
Местный предварительный нагрев – Определенная часть конструкции
Испытание на продольный изгиб — Испытание, при котором образец изгибается до заданного радиуса изгиба. содержащие небольшое количество легирующих элементов (обычно от 1½% до 5% от общего содержания сплава), что значительно улучшает их свойства.
Низкоуглеродистые электроды — Металлический электрод без наполнителя, используемый для дуговой сварки и резки, состоящий из углеродного или графитового стержня, который может быть покрыт медью или другими материалами.
Электроды с низким содержанием водорода — стержневые электроды с компонентами покрытия, содержащими очень низкое содержание водорода. Низкий уровень водорода достигается в первую очередь за счет поддержания содержания влаги в покрытии на минимальном уровне.
MМакротравление — Испытание, при котором образец подготавливается с чистовой обработкой, травится и исследуется при малом увеличении.
Ковкование – Операция отжига, используемая в связи с заменой белого чугуна на ковкий чугун.
Ручная дуговая сварка – сварка электродом с покрытием, при котором рука оператора контролирует скорость перемещения и скорость подачи электрода в дугу.
Мартенсит – Структура, возникающая в результате превращения аустенита при температуре значительно ниже обычного диапазона, достигаемая путем быстрого охлаждения. Он состоит из сверхтвердых игольчатых кристаллов, которые представляют собой пересыщенный твердый раствор углерода в железе.
Матрица – Основная, физически непрерывная металлическая составляющая, в которую встроены кристаллы или свободные атомы других составных частей. Он служит связующим, скрепляющим всю массу.
Механизированная сварка — Относится к управлению технологическим процессом с оборудованием, которое требует ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за операцией, с горелкой, пистолетом, узлом направляющей проволоки или держателем электрода, удерживаемым механическим устройство.
Проплавление – Видимая корневая арматура, выполненная в стыке, сваренном с одной стороны.
Сварка металлов в среде активного газа (MAG) – аналогично сварке металлов в среде инертного газа (MIG).
Металлургически схожие стали — несколько составов стали, которые имеют практически одинаковую кристаллическую структуру, например, аустенит или феррит.
Металлургия — Наука и технология извлечения металлов из руд, их очистки и подготовки к использованию.
Микроструктура – Структура, которая видна только при большом увеличении с помощью микроскопа после подготовки, такой как полировка или травление.
Сварка металлов в среде инертного газа (MIG) — Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между непрерывным присадочным металлическим (расходуемым) электродом и изделием. Экранирование полностью обеспечивается за счет подаваемого извне газа или газовой смеси. Сварка MIG требует использования инертного защитного газа.
Мягкая сталь — сплав, состоящий в основном из железа с низким содержанием легирующих элементов, таких как углерод и марганец.
Прокатная окалина – Покрытие из оксида железа (FeO), обычно присутствующее на поверхности горячекатаной стали.
Сварка ММА (ручная дуговая сварка металлом) — Процесс дуговой сварки, при котором коалесценция достигается за счет нагревания дугой между покрытым металлическим (палочным) электродом и изделием. Экранирование получается за счет разложения покрытия электрода. Давление не используется, и присадочный металл получают из электрода.
Пятнистый чугун – Чугун со структурой, состоящей из смеси свободного цементита, свободного графита и перлита.
ННейтральное пламя — Пламя кислородно-топливного газа, не обладающее характеристиками ни окисляющего , ни восстановительного.
Нейтральные флюсы — Нейтральные флюсы мало изменяют механические свойства при регулировке напряжения. Лучше всего использовать при сварке листов толщиной один дюйм и более.
Неразрушающий контроль (NDE) — Действие по определению пригодности некоторого материала или компонента для его предполагаемой цели с использованием методов, которые не влияют на его пригодность к эксплуатации
Цветные – Не содержащие железа. Пример: алюминий, медь, медные сплавы.
Дуга без переноса – Дуга, возникающая между электродом и сужающим соплом плазменной дуговой горелки. Заготовка не находится в электрической цепи.
Сопло – «Расходуемая» часть горелки, содержащая отверстие или отверстие, через которое проходит дуга.
Диаметр сопла — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром отверстия).
O Смещенный от центра — Относится к эксцентричному покрытию, которое толще на одной стороне электрода, чем на противоположной. Также называется «запиливанием гвоздями», что не всегда связано с эксцентриситетом покрытия. Может быть, результат формулировки, а также.
Ом – Единица электрического сопротивления протеканию тока.
Напряжение разомкнутой цепи — Напряжение, присутствующее на электроде в короткий промежуток времени перед зажиганием горелки и всякий раз, когда дуга гаснет при активном источнике питания.
Диаметр отверстия — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром сопла).
Сопловый газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется плазменным газом или режущим газом).
Сварные швы вне положения – Сварные швы, выполненные в положениях, отличных от плоских или горизонтальных угловых.
Нахлест – Выступ металла сварного шва за носок или корень шва.
Соотношение кислород/топливо – Отношение куб. футов кислорода в куб. футов топливной газовой смеси, необходимой для достижения максимальной температуры пламени. Это соотношение зависит от характеристик топлива.
Отверстие для подачи кислорода — Отверстие в режущем сопле, через которое кислород направляется на пластину для резки. Он контролирует количество кислорода, потребляемого во время резки.
Кислородный фактор — Топливная эффективность, умноженная на соотношение кислород/топливо для данного топлива, чтобы определить количество кислорода, необходимое для дублирования производительности ацетилена. Ацетиленовый кислородный фактор равен 1,5.
PПерлит – Эвтектоидный сплав железа и 85% углерода, состоящий из слоев или пластин феррита и цементита.
Проклевка – Механическая обработка металла ударами молота для снятия напряжений и уменьшения деформации. Упрочнение рекомендуется для более толстых участков (более 1 дюйма или 2 дюймов) из некоторых сплавов при каждом последующем проходе. Опыт показал, что упрочнение помогает уменьшить растрескивание. Упрочнение может снизить пластичность и ударные свойства; однако следующий проход аннулирует это условие. По этой причине последние поверхностные слои не следует зачищать.
Пенетрация — (1) Глубина под поверхностью основного металла, на которую достаточно теплоты сварки, чтобы металл расплавился и стал жидким или полужидким. Также называется глубиной плавления. (2) Способность дуги или электрода проникать в корень канавки между двумя свариваемыми элементами.
Фазовые превращения – Изменения кристаллической структуры металлов, вызванные температурой и временем.
Прожиг – Метод запуска плазменной дуговой резки, при котором дуга погружается в заготовку и проходит через нее до начала резки.
Чугун – Продукт доменной печи, отлитый в блоки, удобные для обращения или хранения; железный сплав, извлеченный из руды. Хрупкий материал с высоким содержанием углерода (5%).
Пилотная дуга — Слаботочная дуга между электродом и сужающим соплом плазменной дуговой горелки для ионизации газа и облегчения запуска сварочной/режущей дуги.
Пилотное отверстие — Пробитое отверстие на (около) края пластины, из которого начинается рез плазменной дугой.
Плазма — Газ, нагретый дугой хотя бы до частично ионизированного состояния, позволяющего проводить электрический ток.
Плазменно-дуговая резка (PAC) — Процесс дуговой резки, в котором используется суженная дуга и удаление расплавленного металла высокоскоростной струей ионизированного газа, выходящей из сужающего отверстия. Плазменная дуговая резка – это процесс с отрицательным электродом постоянного тока (DCEN).
Плазменный газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется дроссельным газом или режущим газом).
Плазменная строжка – Строжка с использованием плазменной дуги для удаления металла. Электрическая дуга, содержащаяся внутри газового экрана, проходит через сужающее отверстие, чтобы создать чрезвычайно высокие температуры и высокоскоростной поток ионизированного газа. Этот поток быстро плавит металл, на котором он сфокусирован, а затем сдувает расплавленный материал.
Пластичность – Способность металлического состояния подвергаться постоянной деформации без разрыва.
Плунжер – Устанавливается за съемным седлом в головке плазменной горелки для включения защитной блокировки.
Пористость — Рассеянное присутствие газовых карманов или включений в металлическом твердом теле.
Термическая обработка после сварки — Повторный нагрев сварного шва до 1100–1350 °F после сварки и выдержка при этой температуре в течение определенного периода времени. Термическая обработка позволяет удалить дополнительный водород, снижает остаточные напряжения, связанные со сваркой, и восстанавливает ударную вязкость в зоне термического влияния.
Последующий нагрев — Тепло, применяемое к основному металлу после сварки или резки с целью отпуска, снятия напряжений или отжига.
Источник питания — Аппарат для подачи тока и напряжения, пригодный для сварки, резки и т. д.
Предварительный нагрев — Нагрев свариваемых частей конструкции перед началом сварки для минимизации теплового удара и замедления скорость охлаждения.
Температура предварительного нагрева – Температура, до которой многие низколегированные стали должны быть нагреты перед сваркой. Предварительный нагрев замедляет скорость охлаждения, предоставляя больше времени для выхода водорода, что сводит к минимуму растрескивание под бортом. Температура предварительного нагрева может варьироваться от 10 ° F до 500 ° F для профилей ½ дюйма до 300 ° F до 600 ° F для тяжелых профилей, в зависимости от сплава.
Предварительный нагрев – Нагрев основного металла перед сваркой или резкой с целью минимизации теплового удара и замедления скорости охлаждения.
Процедура — Подробные элементы процесса или метода, используемые для получения определенного результата.
Протон – Положительно заряженные частицы, входящие в состав ядер атомов.
Импульсная сварка MIG – Процесс используется в основном для сварки алюминия и нержавеющей стали. Способ управления переносом капель импульсами тока от источника питания позволяет уменьшить дальность распыления. Этот процесс обеспечивает стабильную дугу без брызг.
Сварка с импульсной мощностью — Вариант процесса дуговой сварки, при котором мощность циклически запрограммирована на импульс, чтобы можно было использовать эффективные, но кратковременные значения мощности. Такие кратковременные значения значительно отличаются от среднего значения мощности. Эквивалентными терминами являются импульсное напряжение или сварка импульсным током.
Импульсный перенос – Режим переноса металла между распылением и коротким замыканием. Конкретный источник питания имеет два выходных уровня: устойчивый фоновый уровень и высокий выходной (пиковый) уровень. Последнее позволяет передавать металл через дугу. Этот пиковый выход регулируется между высокими и низкими значениями до нескольких сотен циклов в секунду. В результате такой пиковой мощности возникает струйная дуга ниже типичного переходного тока.
Угол подачи — Угол перемещения, когда электрод направлен в направлении продвижения сварки. Этот угол также можно использовать для частичного определения положения пушек, факелов, стержней и балок.
Q Закалка / Закалка – Процесс быстрого охлаждения металлов или сплавов, таких как сталь в процессе закалки, как закалка на воздухе, закалка в масле, закалка в воде и т. д.
1 R
2 Радиальная трещина – Трещина, возникающая в зоне сплавления и распространяющаяся в основной металл, обычно под прямым углом к линии сплавления. Этот тип трещин возникает из-за высоких напряжений, связанных с охлаждением жесткой конструкции.
Рентгенографическое качество – Прочность сварного шва, при котором отсутствуют внутренние или подваликовые трещины, пустоты или включения при контроле с помощью рентгеновских или гамма-лучевых методов.
Выпрямитель — Электрическое устройство, используемое для преобразования переменного тока в постоянный.
Испытание на растяжение с уменьшенным сечением — Испытание, при котором поперечное сечение сварного шва расположено в центре уменьшенного сечения образца.
Остаточные напряжения — Внутренние напряжения, которые существуют в металле при комнатной температуре в результате (1) предшествующего неравномерного нагрева и расширения или (2) композитной структуры, состоящей из пластичной и хрупкой составляющих.
Обратная полярность — Состояние сварки, когда электрод подключен к положительной клемме, а изделие подключено к отрицательной клемме источника сварочного тока.
Корень – Самая узкая точка в зазоре между двумя свариваемыми элементами или точка в зазоре, наиболее удаленная от электрода. Обычно эти точки совпадают.
Испытание на изгиб корня — Испытание, при котором корень шва находится на выпуклой поверхности с заданным радиусом изгиба.
Корневая трещина — Трещина сварки, возникающая в корневом валике, которая обычно меньше и содержит больше углерода, чем последующие валики. Трещина вызвана усадкой горячего металла сварного шва по мере его охлаждения, в результате чего корневой валик находится под напряжением.
Корневое отверстие — преднамеренный зазор между соединяемыми элементами для обеспечения 100% проплавления сварных швов типа разделки.
Корневой шов — начальный валик сварного шва, наплавленный при многопроходной сварке, требующей высокой целостности сварного шва.
Проникновение в корень – Расстояние, на которое металл шва заходит в корень шва.
Радиус основания – Нестандартный термин для обозначения радиуса канавки.
Усиление корня – Усиление сварного шва, противоположное стороне, с которой выполнялась сварка .
Рутил – природная форма минерального диоксида титана (TiO2).
SИсточник питания SCR — Тип источника питания, в котором используется полупроводниковое устройство, известное как кремниевый управляемый выпрямитель в основной силовой цепи.
Вторичный газ — В отличие от плазмообразующего газа, вторичный газ (также называемый защитным газом) не проходит через отверстие сопла. Он проходит вокруг сопла и образует экран вокруг дуги.
Самозатвердевающие стали – Стали, которые становятся мартенситными или полностью твердыми при охлаждении на воздухе при температуре выше критической или при температуре аустенизации.
Дуговая сварка порошковой проволокой с самозащитой (FCAW-S) — Вариант процесса дуговой сварки порошковой проволокой, при котором защитный газ получается исключительно из флюса внутри электрода
Полуавтоматическая сварка — Сварка сплошным твердым телом проволока или электрод с флюсовым сердечником, при котором скорость подачи проволоки, расход защитного газа и напряжение предварительно заданы на оборудовании, а оператор направляет ручной сварочный пистолет вдоль свариваемого соединения.
Сдвиг — Сила, которая вызывает деформацию или разрушение элемента путем скольжения одной секции по другой в плоскости или плоскостях, которые по существу параллельны направлению силы.
Дуговая сварка защищенным металлом (SMAW) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между покрытым металлическим электродом и изделием. Экранирование получается за счет разложения покрытия электрода. Давление не используется, и присадочный металл получают из электрода.
Защитный / защитный газ — В отличие от плазмообразующего газа, вторичный газ (также называемый вторичным газом) не проходит через отверстие сопла. Он проходит вокруг сопла и образует экран вокруг дуги.
Дуговая сварка металлическим электродом с коротким замыканием (GMAW-S) — Вариант процесса дуговой сварки металлическим электродом, при котором расходуемый электрод осаждается во время повторяющихся коротких замыканий.
Перенос с коротким замыканием – Способ переноса металла при дуговой сварке в среде защитного газа при низком напряжении и силе тока. Передача происходит каждый раз, когда электрод касается или замыкает сварочную ванну, что приводит к гашению дуги. Ток короткого замыкания заставляет электрод сужаться, плавиться, а затем цикл повторяется.
Шлак – Хрупкая масса, образующаяся над сварным швом на сварных швах, выполненных покрытыми электродами, электродами с флюсовой сердцевиной, дуговой сваркой под флюсом и другими сварочными процессами, образующими шлак. Сварные швы, выполненные с использованием процессов дуговой сварки металлическим электродом и газовой вольфрамовой дугой, не содержат шлака. Меньшее окисление обычно затрудняет удаление шлака. Обычно помогает снижение скорости.
След за шлаком – Относится к тому, как шлак следует за лужей. Если шлак близко, он «забивает» ванну, что затрудняет наблюдение за дугой для сварщика. Если шлак следует быстро, это позволяет увеличить скорость перемещения. «Хорошее» вытекание шлака — это когда лужа очищается при скорости движения, при которой лужа остается продолговатой.
Шлаковые включения – дефект сварки, при котором шлак захватывается металлом сварного шва, прежде чем он может всплыть на поверхность.
Регулятор наклона или наклона — необходимая функция в источниках сварочного тока, используемых для дуговой сварки с коротким замыканием. Функция Slope Control снижает ток короткого замыкания каждый раз, когда электрод касается сварочной ванны.
Гладкая – Перенос дуги очень стабильный.
Выкрашивание – Потеря частиц или кусков с поверхности из-за растрескивания.
Искровой тест — Тест, используемый для идентификации металла. Металл контактирует с высокоскоростным шлифовальным кругом с механическим приводом, который создает искровые узоры. Эти узоры уникальны для нескольких классов черных металлов.
Брызги – Усиление сварного шва с противоположной стороны, с которой производилась сварка.
Спирально-дуговая сварка (SAW) – процесс/процедура дуговой сварки, используемая в трубной промышленности.
Точечная сварка – Метод контактной сварки, обычно используемый для соединения тонких листовых материалов внахлестку. Ознакомьтесь с нашим ассортиментом бывшего в употреблении и нового оборудования для точечной сварки для продажи здесь
Перенос струйной дуги — режим переноса металла через дугу, при котором капли расплавленного металла меньше диаметра электрода и направлены в осевом направлении к сварочной ванне. Требуются высокие настройки напряжения и силы тока, а также защитный газ с содержанием аргона не менее 80 %.
Дуговая сварка струйным распылением — Процесс сварки, при котором расплавленный материал переносится в виде множества мелких капель, диаметр которых меньше диаметра присадочной проволоки.
Стабилизированная нержавеющая сталь — Сталь с высоким содержанием хрома, которая не теряет хром из твердого раствора в результате осаждения из-за добавления элементов, которые имеют большее притяжение к углероду, чем хром.
Расстояние отступа — Расстояние между самой внешней частью резака и рабочей поверхностью.
Направляющая упора – Используется с плазменными резаками для резки с перетаскиванием. Он поддерживает фиксированное расстояние от наконечника резака до заготовки.
Сталь – Сплав железа с содержанием углерода до 1,4%, обычно меньше.
Прямая полярность — Состояние сварки, когда электрод подключен к отрицательной клемме, а изделие подключено к положительной клемме источника сварочного тока.
Деформация – Физический эффект нагрузки, обычно проявляющийся растяжением или другой деформацией материала.
Напряжение — Нагрузка или величина силы, приложенной к материалу, стремящаяся деформировать или сломать его.
Трещина под напряжением – См. «радиальная трещина».
Снятие напряжения — Повторный нагрев сварного соединения до температуры ниже температуры превращения и выдержка в течение определенного периода времени. Часто используемые температура и время – 1150 °F. на 1 час. на дюйм толщины. Этот повторный нагрев снимает большую часть остаточных напряжений, возникающих в сварном соединении в результате нагрева и охлаждения во время сварки.
Вылет – Длина нерасплавленного электрода, выходящая за конец газового сопла.
Стрингерный валик – Прямой сварной валик, противоположный ткацкому валику. При наплавке ткацкий валик вызывает меньшее разбавление, поскольку сварочная ванна всегда контактирует с частью валика, образовавшейся при предыдущем колебании, а не с основным металлом.
Заглушка — Короткий отрезок присадочного металлического электрода, сварочного прутка или прутка для пайки, который остается после его использования для сварки или пайки.
Дуговая сварка под флюсом — Процесс дуговой сварки, в котором используется дуга или дуги между электродом или электродами из оголенного металла и сварочной ванной. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Этот процесс используется без давления и с присадочным металлом из электрода и иногда из дополнительного источника (сварочная проволока, флюс или металлические гранулы).
Вихревая перегородка – Служит монтажной площадкой для сопла, задает направление закрутки газа через небольшие отверстия в завихрительной перегородке и проводит электрический ток к заготовке.
T Прихваточный шов — Сварной шов, предназначенный для удержания частей сварного соединения в правильном положении до выполнения окончательных сварных швов.
Отпуск – (1) Количество углерода, присутствующего в стали: отпуск 10 составляет 1,00% углерода. (2) Степень твердости сплава после термообработки или холодной обработки алюминиевыми сплавами. Это обычно снижает твердость и прочность и увеличивает ударную вязкость стали.
Состояние электродов для непрерывной сварки — Жесткость или прочность электрода.
Прочность на растяжение — Сопротивление материала силе, которая действует, чтобы разорвать его на части.
Испытание на растяжение — Испытание, при котором образец подвергается растяжению до тех пор, пока не произойдет его разрушение.
Торированный вольфрам – Металл, используемый в качестве эмиттера электрода плазменной резки для неокисляющего плазменного газа, такого как азот.
Горло — Цилиндрическая часть отверстия, регулирующая количество потребляемого кислорода.
Плотный – Относится к удалению шлака, плотный означает, что он не отделяется быстро, и для его удаления потребуется умеренное выкрашивание.
Сварка ВИГ (вольфрам в инертном газе) – Процесс дуговой сварки, при котором коалесценция производится путем нагревания дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Защиту получают с помощью газа или газовой смеси. Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (также называемая дуговой сваркой вольфрамовым электродом в среде защитного газа — GTAW)
Расстояние от наконечника до рабочего места — Расстояние между самой внешней частью контактной трубки или наконечника и рабочей поверхностью.
Titania – Синтетическая форма диоксида титана (TiO2). В этом тексте термины рутил и диоксид титана имеют одинаковое значение.
Т-образное соединение — Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу, в форме Т.
Носок — Точка на сварном шве, которая соприкасается с основным металлом. У каждого сварного шва есть два «пальца».
Трещина под носком — Трещина, возникающая на стыке между поверхностью сварного шва и основным металлом. Она может быть любого из трех типов: (1) радиальная трещина или трещина под напряжением; (2) подваликовая трещина, проходящая через зону закалки ниже линии сплавления; или (3) результат плохого сплавления между осажденным присадочным металлом и основным металлом.
Расстояние от резака до рабочей поверхности — Расстояние между внешней частью резака и рабочей поверхностью.
Перенесенная дуга – Между электродом дуговой плазменной горелки и заготовкой возникла плазменная дуга.
Превращение – Изменения в кристаллической структуре металлов, вызванные температурой и временем.
Температура превращения – температура, при которой изменяется кристаллическая структура стали, обычно около 1600°F.
Трансформатор – Электрическое устройство, используемое для повышения или понижения напряжения и обратного изменения силы тока.
Температура перехода — температура, при которой изменяется кристаллическая структура стали, обычно в диапазоне 1500–1600°F.
Поперечная трещина — Трещина, главная ось которой ориентирована приблизительно перпендикулярно оси сварного шва.
Образец для испытания поперечного сварного шва — Образец для испытания сварного шва, большая ось которого перпендикулярна оси сварного шва.
Угол перемещения — Угол менее 90 градусов между осью электрода и линией, перпендикулярной оси сварного шва, в плоскости, определяемой осью электрода и осью сварного шва. Этот угол также можно использовать для частичного определения положения пушек, факелов, стержней и балок.
Trimix или Triple Mix — защитный газ, состоящий примерно из 90% гелия, 7-1/2% аргона и 2-1/2% диоксида углерода, используемый в основном для дуговой сварки нержавеющих сталей коротким замыканием. Поддерживает коррозионную стойкость нержавеющей стали и обеспечивает хорошее смачивание и отличную форму сварного шва.
Вольфрамовый электрод – Металлический электрод без наполнителя, используемый для дуговой сварки, дуговой резки и плазменного напыления, изготовленный в основном из вольфрама.
UПредел прочности при растяжении – Максимальное усилие растяжения, которому может подвергаться материал без разрушения.
Ультрафиолетовый свет — Коротковолновый свет, излучаемый во время дуговой резки и сварки , который вреден для глаз и кожи.
Трещина под валиком / растрескивание – дефект сварного шва, который начинается в зоне термического влияния и возникает из-за чрезмерного количества молекулярного водорода, захваченного в этой области. Иногда его называют холодным растрескиванием, так как оно возникает после охлаждения металла шва.
Подрез — Канавка, вплавленная в основной металл рядом с носком или корнем сварного шва и оставшаяся незаполненной металлом сварного шва.
В гору – Сварка в восходящем направлении.
VВертикальный сварной шов – Положение сварки, при котором ось сварного шва в точке сварки приблизительно вертикальна, а поверхность сварного шва лежит примерно в вертикальной плоскости.
V-образный сварной шов – Тип сварного шва с разделкой кромок.
Вольт — Единица электродвижущей силы или электрического давления, которое вызывает протекание тока в электрической цепи.
Вихрь – Интенсивный вихревой газ, похожий на торнадо. В большинстве систем плазменной дуговой резки во время резки в сопле образуется вихрь.
ВтВатт – Единица электрической мощности. Ватты = Вольты x Амперы
Атмосферостойкая сталь – Низколегированная сталь, специально разработанная для образования тонкого плотно прилегающего слоя ржавчины. Этот начальный слой предотвращает дальнейшее ржавление и, таким образом, отпадает необходимость окрашивания стали. Основными сплавами в этой стали являются медь и хром.
Свариваемость – Способность материала быть сваренным в заданных условиях изготовления в конкретную, соответствующим образом спроектированную конструкцию и удовлетворительно выполнять предназначенные функции.
Сварка / Сварка – Локальное слияние металлов или неметаллов, полученное либо путем нагревания материалов до температуры сварки, с приложением давления или без него, либо только приложением давления и с использованием или без использования присадочного материала .
Рабочий зажим — Узел, используемый для удержания заготовки, обычно с использованием гидравлического давления для силы зажима.
Трещина сварного шва – Трещина, расположенная в металле сварного шва или в зоне термического влияния.
Сертификация сварщика — Письменное подтверждение того, что сварщик выполнил сварные швы, отвечающие установленным стандартам качества сварщика.
Поверхность сварного шва — Открытая поверхность сварного шва на той стороне, с которой производилась сварка.
Сварочная дуга — Управляемый электрический разряд между электродом и заготовкой, который формируется и поддерживается за счет образования газопроводной среды, называемой дуговой плазмой.
Сварочный присадочный металл — Металл или сплав, добавляемый при выполнении сварного соединения, который сплавляется с основным металлом с образованием металла сварного шва в сварном соединении плавлением.
Оператор сварки — Тот, кто работает с адаптивным управлением, автоматическим, механизированным или роботизированным сварочным оборудованием.
Источник сварочного тока – Устройство для подачи тока и напряжения, подходящее для сварки. См. полный ассортимент бывших в употреблении источников сварочного тока для продажи здесь
Процедура сварки — Подробные методы и приемы, связанные с производством сварного соединения
Сварочный стержень — Форма сварочного присадочного металла, обычно упаковываемая в прямые отрезки , который не проводит сварочный ток.
Символ сварки – Графическое изображение сварного шва
Техника сварки — Детали процедуры сварки, контролируемые сварщиком или оператором сварки.
Сварочная проволока — Форма сварочного присадочного металла, обычно упакованная в виде бухт или катушек, которая может проводить или не проводить электрический ток в зависимости от процесса сварки, в котором она используется.
Сварка – Сборка, составные части которой соединены сваркой.
Металл сварного шва — Часть сварного шва плавлением, полностью расплавившаяся во время сварки.
Сварочный проход — Один проход сварки вдоль стыка. Результатом прохода является сварной шов или слой.
Сварочная ванна — Локализованный объем расплавленного металла в сварном шве до его затвердевания в виде металла сварного шва.
Сварочная ванна – Нестандартный термин для обозначения сварочной ванны.
Усиление сварного шва — Сварной металл сверх количества, необходимого для заполнения шва.
Смачивание – Явление, при котором жидкий присадочный металл или флюс растекается и прилипает тонким непрерывным слоем к твердому основному металлу.
Скорость подачи проволоки — Скорость, с которой расходуется проволока при дуговой резке, термическом напылении или сварке.
Рабочий угол – Угол менее 90 градусов. между линией, которая перпендикулярна цилиндрической поверхности трубы в точке пересечения оси сварного шва и продолжения оси электрода, и плоскостью, определяемой осью электрода, и линией, касательной к трубе в той же точке. В Т-образном соединении линия перпендикулярна нестыкующемуся элементу. Этот угол также можно использовать для частичного определения положения орудий, факелов, стержней и балок.
Деформационное упрочнение — Способность материала упрочняться в результате холодной прокатки или другой холодной обработки, связанной с деформацией металла, такой как формование, гибка или волочение.