Термитная сварка алюминиевых и сталеалюминиевых проводов
ТЕРМИТНАЯ СВАРКА АЛЮМИНИЕВЫХ И СТАЛЕАЛЮМИНИЕВЫХ ПРОВОДОВ [c.28]Термитные патроны для сварки неизолированных медных, алюминиевых и сталеалюминиевых проводов изготовляются по техническим условиям ТУ-35-ОМ-1-62 (приложение I). [c.13]
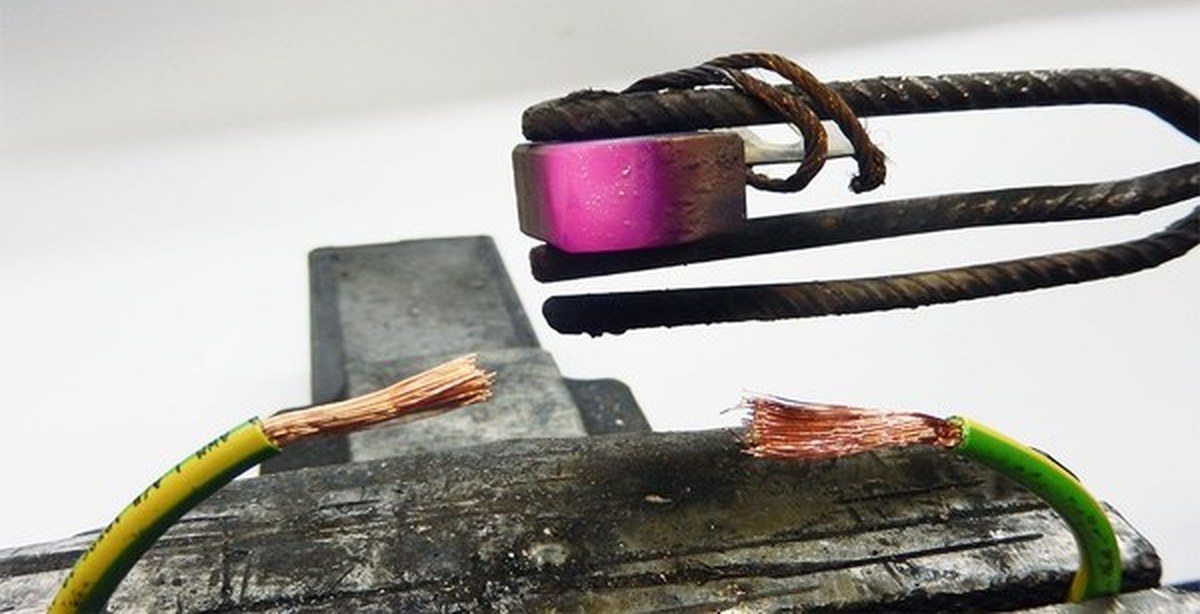
Процесс сварки многопроволочных алюминиевых и сталеалюминиевых проводов при помощи термитных патронов заключается в следующем. [c.23]
ПАТРОНЫ ТЕРМИТНЫЕ ДЛЯ СВАРКИ НЕИЗОЛИРОВАННЫХ МЕДНЫХ, АЛЮМИНИЕВЫХ И СТАЛЕАЛЮМИНИЕВЫХ ПРОВОДОВ [c.71]
Настоящие технические условия распространяются на патроны термитные для сварки неизолированных медных, алюминиевых и сталеалюминиевых проводов линий электропередач. [c.71]
В связи с этим необходимо заметить, что при термитной сварке выход лишнего алюминия не является признаком неудовлетворительного хода процесса сварки и его не следует бояться.
Тип клещей для термитной сварки голых алюминиевых, сталеалюминиевых и медных проводов [c.400]
Опыты по сварке сталеалюминиевых проводов термитными шашками показали, что практически, пока плавится алюминий провода по всему сечению, происходит выгорание алюминиевого повива на всей верхней части провода вплоть до стальных проволок сердечника и образуется раковина глубиной до /2 диаметра провода. Кроме того, место сварки загрязняется продуктами сгорания термитной массы и образующимся термитным железом. В этом случае качественную сварку получить невозможно. [c.12]
При сварке алюминиевых проводов, поскольку для них применяются термитные патроны, разработанные применительно к сварке сталеалюминиевых проводов, и поскольку по своей конструкции алюминиевые провода не имеют стального сердечника, в зоне сварки почти всегда образуется избыток жидкого алюминия, который, как правило, вытекает при подаче сварочного приспо 30
[c. 30]
30]
Термитная сварка сталеалюминиевых проводов (и алюминиевых) производится при осадке и подаче проводов без применения каких-либо флюсов, поскольку в зоне сварки происходит перемешивание расплавленного металла и оксидная пленка разрушается механически. [c.31]
В процессе сварки расплавившаяся фосфористая медь заполняет пустоты между отдельными проволоками, медным кокилем и наружным повивом провода, а также в торцах свариваемых концов, создавая монолитное соединение, показанное на рис. 14. Медный кокиль здесь участвует в образовании монолитного сварного соединения, и в этом коренное отличие термитной сварки медных проводов от сварки сталеалюминиевых или алюминиевых проводов.
Сталеалюминиевые и алюминиевые провода воздушных электросетей соединяют термитной сваркой с осадкой. Применение флюса, в этом случае запрещено. [c.209]
Положительные результаты дает способ борьбы с раковинами при сварке сталеалюминиевых и алюминиевых проводов путем принудительного удаления газов в процессе сварки. Для этого в термитной массе патрона просверливается вертикальное отверстие диаметром
[c.30]
Для этого в термитной массе патрона просверливается вертикальное отверстие диаметром
[c.30]
Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов имеет кокиль в виде трубки с нахлесткой, изготавливаемой из стального листа толщиной 0,7—1,25 мм в зависимости от назначения патрона чем больше сечение свариваемых проводов, тем больше толтщгаа ко кяа-дыш для этих термитных патронов выполняется в виде маленького цилиндра [c.13]
Для увеличения количества расплавленного алюминия в зоне сварки, что повышает качество сварки алюминиевых и сталеалюминиевых проводов, высота алюминиевого вкладыша в термитных патронах, изготовляемых по тех1ническим условиям № ТУ-35-ОМ-1-62 и введенным в действие с 1/У1П 1962 г., увеличена. [c.14]
Соединение голых сталеалюминиевых, алюминиевых и медных проводов. Алюминиевые и сталеалюминиевые провода в петлях воздушных сетей и линий электропередач, площадь сечения которых 16—600 мм , соединяются термитной сваркой с осадкой. При этом применяются патроны марки ПАС (табл. ХХ1П.9) и клещи (табл. XXIII.10). Сварка ведется без флюса и присадки.
[c.609]
При этом применяются патроны марки ПАС (табл. ХХ1П.9) и клещи (табл. XXIII.10). Сварка ведется без флюса и присадки.
[c.609]
Маркировка термитных патронов принята по марке медных и сталеалюминиевых проводов, для сварки которых они лредназначены. Для сварки алюминиевых проводов применяются патроны для сталеалюминиевых проводов согласно табл. 1. Для сварки бронзовых проводов применяются патроны аналогичные для сварки медных
Качественное сварное соединение не имеет пережога алюминиевых проволок наружного повива провода, глубоких раковин и не ломается при опробовании от руки на изгиб. Пережога проволок медного провода при термитной сварке вообще не бывает, так как сварка происходит под медным кокилем и проволоки провода практически непосредственно с термитной маосой при ее горении не соприкасаются. При сварке же алюминиевого или сталеалюминиевого провода термитная масса может иметь непосредственный контакт с наружным повивом провода из-за местного прожога окиля, редко, но все же встречающегося. [c.50]
[c.50]
Термитная сварка сталеалюминиевых проводов отличается от сварки алюминиевых проводов, так как на процесс сварки большое влияние оказывает наличие в проводе стального сердеч1ника. Поскольку стальной сердечник не вырезается, сварка алюминия происходит в среде со сталью. При термитной сварке сталеалюминиевого провода сваривается только алюминиевая часть провода, стальной сердечник провода не сваривается. Стальной сердечник в процессе сварки отбирает часть тепла, противодействуя сварке алюминия. От сгорания смазки, которой обычно обильно смазан стальной сердечник для защиты от коррозии (особенно у нового, не бывшего в эксплуатации провода), образуется газовый пузырь, препятствующий полному заполнению зоны сварки расплавленным алюминием. Чем обильнее смазка, тем больше газовый пузырь, тем труднее проходит процесс сварки и сварное соединение будет хуже. Поэтому так важно обезжирить провод со стальным сердечником перед сваркой. [c.28]
Монтаж сварного соединения в пролете на проводах больших сечений. Монтаж сварных соединений на сталеалюминиевых проводах больших сечений (от 300 мм и более) выполняется в сочетании сварки проводов с опрессованием. Сначала сваривают провода в стык при помощи термитного патрона, а затем на месте сварного соединения опрессовывают алюминиевый корпус стандартного соединителя (ГОСТ 2753-58), соответствующий сечению соединяемых проводов. Стальной сердечник провода при этом не требуется опрессовыаать или сваривать специальными стальными соединителями.
Монтаж сварных соединений на сталеалюминиевых проводах больших сечений (от 300 мм и более) выполняется в сочетании сварки проводов с опрессованием. Сначала сваривают провода в стык при помощи термитного патрона, а затем на месте сварного соединения опрессовывают алюминиевый корпус стандартного соединителя (ГОСТ 2753-58), соответствующий сечению соединяемых проводов. Стальной сердечник провода при этом не требуется опрессовыаать или сваривать специальными стальными соединителями.
При термитной сварке сталеалюминиевого или алюминиевого провода алюминий в зоне сварки загрязняется и превращается из первичного во вторичный алюминий, удельное сопротивление которого само по себе больше удельного сопротивления первичного алюминия. Кроме того, изменяется структура металла провода, и поэтому, несмотря на увеличение сечения алюминия в сварном соединении по сравнению с сечением целого провода, электрическое сопротивление сварного соединения соизмеримо с сопротивлением целого провода на равной длине, благодаря чему я коэффициент дефектности близок к единице (/Сдеф=1).
Механическая прочность сварных соединений алюминиевых проводов (не имеющих по своей конструкции стального сердечника) невелика и составляет 25—50% прочности целого провода. Такие относительно небольшие величины объясняются применением для сварки алюминиевых проводов термитных патронов под сталеалюминиевые провода. Эти патроны на алюминиевых проводах при сгорании термитной маосы создают чрезмерный избыток тепла, увеличивающий пережог провода. При применении для сварки алюминиевых проводов термитных патронов, специально разработанных для алюминиевых проводов, механическая прочиость сварных соединений на них увеличится, [c.48]
5.3.3. Приспособления для термитной сварки и скрутки проводов
Читайте также
Продолжительно допустимые токи для неизолированных проводов и шин
Продолжительно допустимые токи для неизолированных проводов и шин
Вопрос. Исходя из какого условия приняты табулированные в Правилах продолжительно допустимые токи для неизолированных проводов и окрашенных шин?Ответ. Приняты исходя из условия, что допустимая
Исходя из какого условия приняты табулированные в Правилах продолжительно допустимые токи для неизолированных проводов и окрашенных шин?Ответ. Приняты исходя из условия, что допустимая
Расположение проводов на опорах
Расположение проводов на опорах Вопрос. Какое расположение изолированных и неизолированных проводов допускается на опорах?Ответ. Допускается любое расположение проводов независимо от района климатических условий. Нулевой провод ВЛ с неизолированными проводами, как
Расположение проводов и тросов и расстояния между ними
Расположение проводов и тросов и расстояния между ними Вопрос. Какое расположение проводов может применяться на ВЛ?Ответ. Может применяться любое расположение проводов на опоре: горизонтальное, вертикальное, смешанное. На ВЛ напряжением 35 кВ и выше с расположением
Прокладка кабелей и проводов
Прокладка кабелей и проводов
Вопрос. Какие требования предъявляются к кабелям и проводам?Ответ. Должны быть с медными жилами; электропроводки не должны распространять горение:в зрительных залах, в том числе в пространстве над залами и за подвесными потолками;на сцене, в
Какие требования предъявляются к кабелям и проводам?Ответ. Должны быть с медными жилами; электропроводки не должны распространять горение:в зрительных залах, в том числе в пространстве над залами и за подвесными потолками;на сцене, в
1.9.2. Как зажечь лампу без проводов?
1.9.2. Как зажечь лампу без проводов? Ни к чему не подключенную энергосберегающую лампу (даже вышедшую из строя) можно зажечь необычным способом – с помощью радиоволн.Для этого потребуется радиостанция, с возможностью работы на передачу (исправный передающий тракт) на
Расположение проводов на опорах
Расположение проводов на опорах Вопрос 200. Какое расположение изолированных и неизолированных проводов допускается на опорах?Ответ. Допускается любое расположение проводов независимо от района климатических условий. Нулевой провод ВЛ с неизолированными проводами, как
Расположение проводов, тросов и расстояния между ними
Расположение проводов, тросов и расстояния между ними
Вопрос 305. Какое расположение проводов может применяться на ВЛ?Ответ. Может применяться любое расположение проводов на опоре: горизонтальное, вертикальное, смешанное. На ВЛ 35 кВ и выше с расположением проводов в
Какое расположение проводов может применяться на ВЛ?Ответ. Может применяться любое расположение проводов на опоре: горизонтальное, вертикальное, смешанное. На ВЛ 35 кВ и выше с расположением проводов в
3.4. монтаж проводов и грозозащитных тросов
3.4. монтаж проводов и грозозащитных тросов Основным документом, по которому осуществляется монтаж проводов и грозозащитных тросов, является проект производства работ. Для выполнения основной операции при монтаже проводов – навески на опоры проводов – выполняется ряд
3.4.1. Раскатка проводов
3.4.1. Раскатка проводов Раскатка проводов производится после подписания акта, подтверждающего окончание работ по установке и выверке опор и ликвидации недоделок на опорах и оттяжках.Главная задача при раскатке проводов – обеспечить сохранность проводов и оцинковки
3.
 4.2. Соединение проводов и грозозащитных тросов
4.2. Соединение проводов и грозозащитных тросов3.4.2. Соединение проводов и грозозащитных тросов Соединение сталеалюминиевых проводов и грозозащитных тросов производят одновременно с их раскаткой. Способы соединения сталеалюминиевых проводов и грозозащитных тросов ВЛ приведены в табл. 3.21.Таблица 3.21Типы
3.4.3. Натяжение проводов и тросов
3.4.3. Натяжение проводов и тросов После окончания работ по раскатке и соединению проводов производят их подъем на опоры для визирования и окончательного закрепления. Натяжение может осуществляться отдельно каждого провода или одновременно двух или трех проводов через
5.3. ПРИСПОСОБЛЕНИЯ И ОСНАСТКА ДЛЯ МОНТАЖА ПРОВОДОВ И МОЛНИЕЗАЩИТНЫХ ТРОСОВ
5.3. ПРИСПОСОБЛЕНИЯ И ОСНАСТКА ДЛЯ МОНТАЖА ПРОВОДОВ И МОЛНИЕЗАЩИТНЫХ ТРОСОВ 5. 3.1. Прессы и приспособления для разрезки проводов
Электрогидравлический пресс обжимной с набором матриц RGC-200MX может использоваться как многофункциональный электрогидравлический инструмент
3.1. Прессы и приспособления для разрезки проводов
Электрогидравлический пресс обжимной с набором матриц RGC-200MX может использоваться как многофункциональный электрогидравлический инструмент
5.3.1. Прессы и приспособления для разрезки проводов
5.3.1. Прессы и приспособления для разрезки проводов Электрогидравлический пресс обжимной с набором матриц RGC-200MX может использоваться как многофункциональный электрогидравлический инструмент для различных видов работ, таких как опрессовка, резка, перфорирование,
5.3.6. Приборы для контроля монтажа проводов и переносные заземления
5.3.6. Приборы для контроля монтажа проводов и переносные заземления Устройство для контроля усилий в оттяжках проводов. Для контроля и измерения усилий натяжения оттяжек опор при строительстве и эксплуатации воздушных линий электропередачи применяют механические и
Термитная сварка рельсов и проводов
- Термитной называют сварку,
- для осуществления которой применяют порошкообразные смеси (термиты), состоящие из различных элементов, обладающих большим сродством с кислородом, и окислов металлов с небольшой теплотой образования.


Такие смеси быстро сгорают, образуя продукты, нагретые до высокой температуры.
Получение перегретого расплавленного шлака и металла лежит в основе процессов термитной сварки.
Термитная сварка рельсов
Термитную сварку можно осуществлять в двух основных вариантах:
- плавлением (способом промежуточного литья) и
- давлением.
В первом случае процесс выполняется без применения механического усилия за счет теплоты экзотермической реакции термита, достаточной для доведения кромок соединяемых деталей до расплавленного состояния.
Термитная сварка давлением представляет собой химико-механический процесс, при котором соединяемые детали нагреваются в зоне сварки только до пластического состояния с последующим приложением внешнего сжимающего усилия.
В настоящее время находят применение следующие виды термитов:
- алюминиевый,
- магниевый и
- медно-алюминиевый.
Алюминиевый термит состоит из 20—22% алюминия и 80—78% железной окалины, измельченных в порошок с размерами частиц до 1 мм. При нагреве этой смеси, хотя бы в одной точке, до температуры 800° С с помощью специальных запалов или электрической дуги возникает бурное горение, идущее по реакции
3Fe304 + 8Аl = 4Аl203+9Fe.
Температура реакции достигает 3000° С. Таким образом ее продукты: железо (Тпл ~ 1500° С) и глинозем (Тпл ~ 2050° С) — оказываются значительно перегретыми.
Для раскисления и улучшения механических свойств термитной стали практикуется добавка ферромарганца и ферросилиция.
Сварка алюминиевым термитом применяется для стыковых соединений рельсов, труб, массивных отливок и при ремонтных работах.
Техника сварки заключается в том, что концы стыкуемых изделий, помещенные в форму из огнеупорного материала, предварительно нагревают до 700—800° С нефтяными или керосиновыми горелками, а затем заливают формы термитным металлом и шлаком из специального тигля.
При сварке давлением (рис. 1, а) продукты термитной реакции используются только как носители запаса тепла, достаточного для нагрева изделий до пластического состояния, после чего путем сжатия осуществляется их соединение.
При сварке плавлением: (рис. 1, б) детали заформовывают с большим зазором между торцами. Термитный металл оплавляет поверхности изделий, сливается с ними в одно целое, образуя после охлаждения сварное соединение.
При сварке рельсовых стыков применяется разработанный инж. М. А. Карасевым комбинированный способ, схема которого представлена на рис. 1, в.
Рис. 1. Способы термитной сварки: а — давлением; б — плавлением; в — комбинированный способ
Между торцами точно обработанных головок рельсов зажимается пластинка толщиной 3 мм из малоуглеродистой стали.
Затем на стык устанавливают форму и подогревают его. Порция термита подбирается так, чтобы при заливке формы нижняя часть была заполнена жидким металлом почти до нижней кромки головки рельсов. Остальная часть формы заполняется шлаком, после чего рельсы сжимают.
Остальная часть формы заполняется шлаком, после чего рельсы сжимают.
Таким образом, головка рельсов сваривается по способу давления, а остальная часть сечения сваривается по способу плавления.
После снятия формы производятся обработка зубилом выступающих кромок промежуточной пластины и зачистка рабочей поверхности головки рельсов.
Термитно муфельная сварка
Представляют интерес разработанные А. Н. Кукиным и А. А. Талыковым новые способы сварки магниевыми медно-алюминиевым термитами.
Так, на основе реакции
Fe304 + 4Mg = 3Fe +4MgO
осуществляется термитно-муфельная сварка.
Особенностью магниевого термита является выделение окиси магния в твердом состоянии, так как температура реакции (до 2500° С) недостаточна для ее расплавления. Таким образом, продукты реакции представляют собой рыхлую массу окиси магния, пропитанную расплавленным железом.
Термитная сварка проводов
Важнейшей областью применения магниевого термита является муфельная сварка стальных проводов воздушных линий связи.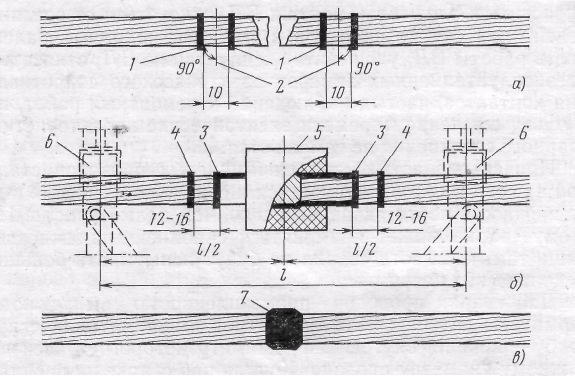
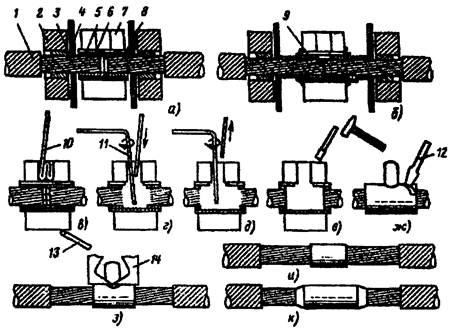
Для этой цели используют прессованные цилиндрические шашки с осевым каналом и выемкой с торца для вкладывания запала (рис. 2).
Рис. 2. Схема сварки проводов магниевым термитом: 1 — корпус шашки; 2 —запал; 3 — свариваемые стержни
Для осуществления сварки стык проводов, закрепленных в специальных клещах, располагают посередине шашки и затем зажигают ее запал пламенем спички или тлеющим фитилем. После сгорания шашки разогретые концы проводов сваривают путем осадки с помощью клещей.
Для приваривания деталей небольшого сечения к массивным изделиям применяют медно-алюминиевый термит.
В частности, он применяется для таких работ, как приварка заземляющих проводников к стальным конструкциям и медных стыковых соединителей к железнодорожным рельсам. В обоих случаях используется термитная смесь, состоящая из 64% окиси меди, 16% ферромарганца и 20% специального медно-алюминиевого сплава, в свою очередь состоящего из 54% меди и 46% алюминия.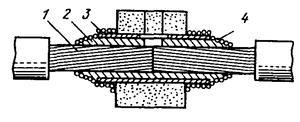
Термитно тигельная сварка
Для осуществления процесса сварки используют специальные разъемные графитовые тигель-формы, плотно прикрепляемые к изделию.
После сгорания термита образовавшийся перегретый металл — марганцовистая бронза — заполняет форму, в которой находится конец проводника, и приваривает его к изделию.
Адепт: Информ
Методические рекомендации по разработке индексов изменения сметной стоимости строительстваПриказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 84/пр от 2017-02-09 , МР (Методические рекомендации) № 84/пр от 2017-02-09 Методические рекомендации по применению федеральных единичных расценок на строительные, специальные строительные, ремонтно-строительные, монтаж оборудования и пусконаладочные работы
Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 81/пр от 2017-02-09 , МР (Методические рекомендации) № 81/пр от 2017-02-09 Методические рекомендации по разработке единичных расценок на строительные, специальные строительные, ремонтно-строительные работы, монтаж оборудования и пусконаладочные работы
Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 75/пр от 2017-02-08 , МР (Методические рекомендации) № 75/пр от 2017-02-08 Методические рекомендации по разработке государственных элементных сметных норм на монтаж оборудования и пусконаладочные работы
Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 78/пр от 2017-02-08 , МР (Методические рекомендации) № 78/пр от 2017-02-08 Методические рекомендации по разработке государственных элементных сметных норм на строительные, специальные строительные и ремонтно-строительные работы
Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 76/пр от 2017-02-08 , МР (Методические рекомендации) № 76/пр от 2017-02-08 Методические рекомендации по применению федеральных единичных расценок на строительные, специальные строительные, ремонтно-строительные, монтаж оборудования и пусконаладочные работы
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 81/пр от 2017-02-09 Методика применения сметных норм
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 1028/пр от 2016-12-29 Справочник базовых цен на проектные работы в строительстве «Автоматизированные системы управления технологическими процессами (АСУТП)»
Приказ Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 30/пр от 2016-01-27 , Справочник базовых цен № 30/пр от 2016-01-27 Справочник базовых цен на проектные работы в строительстве «Объекты энергетики.
 Электросетевые объекты»
Электросетевые объекты» Приказ Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 30/пр от 2016-01-27 , Справочник базовых цен № 30/пр от 2016-01-27 Справочник базовых цен на проектные работы в строительстве «Объекты энергетики. Генерация энергии»
Приказ Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 30/пр от 2016-01-27 , Справочник базовых цен № 30/пр от 2016-01-27 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 1886-ИФ/09 от 2021-01-22 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 3290-ИФ/09 от 2021-01-30 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 5363-ИФ/09 от 2021-02-12 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 6799-ИФ/09 от 2021-02-24 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 7484-ИФ/09 от 2021-02-26 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 8282- ИФ/09 от 2021-03-04 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 9351-ИФ/09 от 2021-03-11 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 10706-ИФ/09 от 2021-03-19 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 12241-ИФ/09 от 2021-03-27 О рекомендуемой величине индексов изменения сметной стоимости строительства в I квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 13122-ИФ/09 от 2021-04-01 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 18410-ИФ/09 от 2021-05-04 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 19563-ИФ/09 от 2021-05-14 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 20800-ИФ/09 от 2021-05-21 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 22127-ИФ/09 от 2021-05-29 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 23038-ИФ/09 от 2021-06-03 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 24532-ИФ/09 от 2021-06-14 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 25360-ИФ/09 от 2021-06-19 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 26585-ИФ/09 от 2021-06-28 О рекомендуемой величине индексов изменения сметной стоимости строительства во II квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 27603-ИФ/09 от 2021-07-02 О внесении изменений в сметные нормативы, внесенные в федеральный реестр сметных нормативов, подлежащих применению при определении сметной стоимости объектов капитального строительства, строительство которых финансируется с привлечением средств федерального бюджета.
 Государственный сметный норматив «Справочник базовых цен на обмерные работы и обследования зданий и сооружений»
Государственный сметный норматив «Справочник базовых цен на обмерные работы и обследования зданий и сооружений» Приказ Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 270/пр от 2016-04-25 , Справочник базовых цен № 270/пр от 2016-04-25 Прогноз социально-экономического развития Российской Федерации на 2018 год и на плановый период 2019 и 2020 годов
СП 292.1325800.2017 Здания и сооружения в цунамиопасных районах. Правила проектирования
СП (Свод правил) № 292.1325800.2017 от 2017-06-23 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 915/пр от 2017-06-23 СП 294.1325800.2017 Конструкции стальные. Правила проектирования
СП (Свод правил) № 294.1325800.2017 от 2017-05-31 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 828/пр от 2017-05-31 СП 252.1325800.
 2016 Конструкции бетонные, армированные полимерной композитной амрматурой. Правила проектирования
2016 Конструкции бетонные, армированные полимерной композитной амрматурой. Правила проектирования СП (Свод правил) № 295.1325800.2017 от 2017-07-11 , СП (Свод правил) № 988/пр от 2017-07-11 Изменение №1 к СП 256.1325800.2016 Электроустановки жилых и общественных зданий. Правила проектирования и монтажа
СП (Свод правил) № СП 256.1325800.2016 от 2017-12-26 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1721/пр от 2017-12-26 Изменение №1 к СП 251.1325800.2016 Здания общеобразовательных организаций. Правила проектирования
СП (Свод правил) № 251.1325800.2016 от 2017-12-26 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1721/пр от 2017-12-26 Изменение №1 к СП 39.13330.2012 СНиП 2.06.05-84 Плотины из грунтовых материалов
СП (Свод правил) № 39.13330.2012 от 2017-11-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1581/пр от 2017-11-25 СП 317.
 1325800.2017 Инженерно-геодезические изыскания для строительства. Общие правила производства работ
1325800.2017 Инженерно-геодезические изыскания для строительства. Общие правила производства работ СП (Свод правил) № 317.1325800.2017 от 2017-12-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1702/пр от 2017-12-22 СП 318.1325800.2017 Дороги лесные. Правила эксплуатации
СП (Свод правил) № 318.1325800.2017 от 2017-12-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1713/пр от 2017-12-25 СП 319.1325800.2017 Здания и помещения медицинских организаций. Правила эксплуатации
СП (Свод правил) № 319.1325800.2017 от 2017-12-18 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1682/пр от 2017-12-18 СП 320.1325800.2017 Полигоны для твердых коммунальных отходов. Проектирование, эксплуатация и рекультивация
СП (Свод правил) № 320.1325800.2017 от 2017-11-17 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1555/пр от 2017-11-17 СП 321.
 1325800.2017 Здания жилые и общественные. Правила проектирования противорадоновой защиты
1325800.2017 Здания жилые и общественные. Правила проектирования противорадоновой защиты СП (Свод правил) № 321.1325800.2017 от 2017-12-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1616/пр от 2017-12-05 СП 322.1325800.2017 Здания и сооружения в сейсмических районах. Правила обследования последствий землетрясения
СП (Свод правил) № 322.1325800.2017 от 2017-11-03 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1501/пр от 2017-11-03 СП 338.1325800.2018 Защита от шума для высокоскоростных железнодорожных линий. Правила проектирования и строительства
СП (Свод правил) № 338.1325800.2018 от 2018-02-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 69/пр от 2018-02-05 СП 379.1325800.2018 Общежития и хостелы. Правила проектирования
СП (Свод правил) № 379.1325800.
 2018 от 2018-06-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 333/пр от 2018-06-05
СП 377.1325800.2017 Сооружения портовые. Правила эксплуатаци
2018 от 2018-06-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 333/пр от 2018-06-05
СП 377.1325800.2017 Сооружения портовые. Правила эксплуатаци СП (Свод правил) № 377.1325800.2017 от 2017-12-11 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1641/пр от 2017-12-11 СП 375.1325800.2017 Трубы промышленные дымовые. Правила проектирования
СП (Свод правил) № 375.1325800.2017 от 2017-12-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1667/пр от 2017-12-14 СП 374.1325800.2018 Здания и помещения животноводческие, птицеводческие и звероводческие. Правила эксплуатации
СП (Свод правил) № 374.1325800.2018 от 2018-05-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 316/пр от 2018-05-25 СП 378.1325800.2017 Морские трубопроводы.
 Правила проектирования и строительства
Правила проектирования и строительства СП (Свод правил) № 378.1325800.2017 от 2017-11-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1583/пр от 2017-11-25 СП 373.1325800.2018 Источники теплоснабжения автономные. Правила проектирования
СП (Свод правил) № 373.1325800.2018 от 2018-05-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 310/пр от 2018-05-24 СП 372.1325800.2018 Здания жилые многоквартирные. Правила эксплуатации
СП (Свод правил) № 372.1325800.2018 от 2018-01-18 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 27/пр от 2018-01-18 СП 371.1325800.2017 Опалубка. Правила проектирования
СП (Свод правил) № 371.1325800.2017 от 2017-12-11 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1640/пр от 2017-12-11 СП 370.
 1325800.2017 Устройства солнцезащитные зданий. Правила проектирования
1325800.2017 Устройства солнцезащитные зданий. Правила проектирования СП (Свод правил) № 370.1325800.2017 от 2017-12-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1615/пр от 2017-12-05 СП 369.1325800.2017 Платформы морские стационарные. Правила проектирования
СП (Свод правил) № 369.1325800.2017 от 2017-12-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 1670/пр от 2017-12-14 Изменение № 2 к СП 256.1325800.2016 Электроустановки жилых и общественных зданий. Правила проектирования и монтаж
СП (Свод правил) № 256.1325800.2016 от 2018-09-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 588/пр от 2018-09-19 Изменение № 4 к СП 79.13330.2012 СНиП 3.06.07-86 Мосты и трубы. Правила обследований и испытаний
СП (Свод правил) № 79.13330.2012 от 2018-09-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 561/пр от 2018-09-05 СП 14.
 13330.2018 СНиП II-7-81 Строительство в сейсмических районах
13330.2018 СНиП II-7-81 Строительство в сейсмических районах СП (Свод правил) № 14.13330.2018 от 2018-05-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 309/пр от 2018-05-24 Изменение № 1 к СП 50.13330.2012 СНиП 23-02-2003 Тепловая защита зданий
СП (Свод правил) № 50.13330.2012 от 2018-12-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 807/пр от 2018-12-14 СП 402.1325800.2018 Здания жилые. Правила проектирования систем газопотребления
СП (Свод правил) № 402.1325800.2018 от 2018-12-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 789/пр от 2018-12-05 СП 404.1325800.2018 Информационное моделирование в строительстве. Правила разработки планов проектов, реализуемых с применением технологии информационного моделирования
СП (Свод правил) № 404.1325800.2018 от 2018-12-17 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 814/пр от 2018-12-17 СП 407.
 1325800.2018 Земляные работы. Правила производства способом гидромеханизации
1325800.2018 Земляные работы. Правила производства способом гидромеханизации СП (Свод правил) № 407.1325800.2018 от 2018-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 853/пр от 2018-12-24 СП 405.1325800.2018 Конструкции бетонные с неметаллической фиброй и полимерной арматурой. Правила проектирования
СП (Свод правил) № 405.1325800.2018 от 2018-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 850/пр от 2018-12-24 СП 408.1325800.2018 Детальное сейсмическое районирование и сейсмомикрорайонирование для территориального планирования
СП (Свод правил) № 408.1325800.2018 от 2018-12-26 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 873/пр от 2018-12-26 Изменение № 1 к СП 160.1325800.2014 Здания и комплексы многофункциональные. Правила проектирования
СП (Свод правил) № 160.
 1325800.2014 от 2019-03-01 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 142/пр от 2019-03-01
Изменение № 2 к СП 36.13330.2012 СНИП 2.05.06-85 Магистральные трубопроводы
1325800.2014 от 2019-03-01 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 142/пр от 2019-03-01
Изменение № 2 к СП 36.13330.2012 СНИП 2.05.06-85 Магистральные трубопроводы СП (Свод правил) № 36.13330.2012 от 2019-04-29 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 246/пр от 2019-04-29 Изменение № 3 к СП 256.1325800.2016 Электроустановки жилых и общественных зданий. Правила проектирования и монтажа
СП (Свод правил) № 256.1325800.2016 от 2019-04-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 238/пр от 2019-04-25 СП 438.1325800.2019 Инженерные изыскания при планировке территорий. Общие требования
СП (Свод правил) № 438.1325800.2019 от 2019-02-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 127/пр от 2019-02-25 СП 443.
 1325800.2019 Мосты с конструкциями из алюминиевых сплавов. Правила проектирования
1325800.2019 Мосты с конструкциями из алюминиевых сплавов. Правила проектирования СП (Свод правил) № 443.1325800.2019 от 2019-04-30 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 251/пр от 2019-04-30 СП 446.1325800.2019 Инженерно-геологические изыскания для строительства. Общие правила производства работ
СП (Свод правил) № 446.1325800.2019 от 2019-06-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 329/пр от 2019-06-05 Методика применения сметных цен строительных ресурсов
Приказ Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 77/пр от 2017-02-08 Изменение № 1 к СП 23.13330.2018 СНиП 2.02.02-85 Основания гидротехнических сооружений
СП (Свод правил) № 23.13330.2018 от 2019-07-18 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 410/пр от 2019-07-18 Изменение № 2 к СП 54.
 13330.2016 СНиП 31-01-2003 Здания жилые многоквартирные
13330.2016 СНиП 31-01-2003 Здания жилые многоквартирные СП (Свод правил) № 54.13330.2016 от 2019-08-09 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 459/пр от 2019-08-09 Изменение № 3 к СП 118.13330.2012 СНиП 31-06-2009 Общественные здания и сооружения
СП (Свод правил) № 118.13330.2012 от 2019-09-17 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 546/пр от 2019-09-17 Изменение № 1 к СП 255.1325800.2016 Здания и сооружения. Правила эксплуатации. Основные положения
СП (Свод правил) № 255.1325800.2016 от 2019-08-05 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 445/пр от 2019-08-05 Изменения №1 к СП 42.13330.2016 СНиП 2.07.01-89* Градостроительство. Планировка и застройка городских и сельских поселений
СП (Свод правил) № СП 42.13330.2016 от 2019-09-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 557/пр от 2019-09-19 СП 452.
 1325800.2019 Здания жилые многоквартирные с применением деревянных конструкций. Правила применения
1325800.2019 Здания жилые многоквартирные с применением деревянных конструкций. Правила применения СП (Свод правил) № 452.1325800.2019 от 2019-10-28 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 651/пр от 2019-10-28 Изменение №1 к СП 54.13330.2016 СНиП 31-03-2003 Жилые здания многоквартирные
СП (Свод правил) № 54.13330.2016 от 2019-10-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 621/пр от 2019-10-14 Изменение №1 к СП 82.13330.2016 СНиП III-10-75 Благоустройство территории
СП (Свод правил) № 82.13330.2016 от 2019-09-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 560/пр от 2019-09-20 Изменение №1 к СП 113.13330.2016 СНиП 21-02-99 Стоянки автомобилей
СП (Свод правил) № 113.13330.2016 от 2019-09-17 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 545/пр от 2019-09-17 Изменение №2 к СП 35.
 13330.2011 СНиП 2.05.03-84 Мосты и трубы
13330.2011 СНиП 2.05.03-84 Мосты и трубы СП (Свод правил) № 35.13330.2011 от 2019-11-11 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 681/пр от 2019-11-11 СП 451.1325800.2019 Здания общественные с применением деревянных конструкций. Правила проектирования
СП (Свод правил) № 451.1325800.2019 от 2019-10-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 643/пр от 2019-10-22 СП 450.1325800.2019 Агропромышленные кластеры. Правила проектирования
СП (Свод правил) № 450.1325800.2019 от 2019-09-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 561/пр от 2019-09-20 СП 53.13330.2019 Планировка и застройка территории ведения гражданами садоводства. Здания и сооружения. (СНиП 30-02-97 Планировка и застройка территорий садоводческих (дачных) объединений граждан, здания и сооружения
СП (Свод правил) № 53.
 13330.2019 от 2019-10-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 618/пр от 2019-10-14
СП 19.13330.2019 Сельскохозяйственные предприятия. Планировочная организация земельного участка. СНип II-97-96 Генеральные планф сельскохозяйственных предприятий
13330.2019 от 2019-10-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 618/пр от 2019-10-14
СП 19.13330.2019 Сельскохозяйственные предприятия. Планировочная организация земельного участка. СНип II-97-96 Генеральные планф сельскохозяйственных предприятий СП (Свод правил) № 19.13330.2019 от 2019-10-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 620/пр от 2019-10-14 Изменение №4 к СП 118.13330.2012 СНиП 31-06-2009 Общественные здания и сооружения
СП (Свод правил) № 118.13330.2012 от 2019-12-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 822/пр от 2019-12-19 Изменение №3 к СП 120.13330.2012 СНиП 32-03-2003 Метрополитены
СП (Свод правил) № 120.13330.2012 от 2019-10-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 619/пр от 2019-10-14 Изменение №2 к СП 42.
 13330.2016 СНиП 2.07.01-89 Градостроительство. Планировка и застройка городских и сельских поселений
13330.2016 СНиП 2.07.01-89 Градостроительство. Планировка и застройка городских и сельских поселений СП (Свод правил) № 42.13330.2016 от 2019-12-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 824/пр от 2019-12-19 Изменение №3 к СП 54.13330.2016 СНиП 31-03-2003 Здания жилые многоквартирные
СП (Свод правил) № 54.13330.2016 от 2019-12-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 823/пр от 2019-12-19 СП 467.1325800.2019 Стоянки автомобилей. Правила эксплуатации
СП (Свод правил) № 467.1325800.2019 от 2019-12-26 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 887/пр от 2019-12-26 СП 474.1325800.2019 Метрополитены. Правила обследования и мониторинга строительных конструкций подземных сооружений
СП (Свод правил) № 474.1325800.2019 от 2019-12-26 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 888/пр от 2019-12-26 СП 475.
 1325800.2020 Парки. Правила градостроительного проектирования и благоустройства
1325800.2020 Парки. Правила градостроительного проектирования и благоустройства СП (Свод правил) № 475.1325800.2020 от 2020-01-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 26/пр от 2020-01-22 СП 477.1325800.2020 Здания и комплексы высотные. Требования пожарной безопасности
СП (Свод правил) № 477.1325800.2020 от 2020-01-29 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 45/пр от 2020-01-29 Изменение №1 к СП 14.13330.2018 СНиП II-7-81 Строительство в сейсмических районах
СП (Свод правил) № СП 14.13330.2018 от 2019-12-26 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 886/пр от 2019-12-26 Изменение №1 к СП 18.13330.2019 Производственные объекты. Планировочная организация земельного участка (СНиП II-89-80 Генеральные планы промышленных предприятий
СП (Свод правил) № 18.
 13330.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 858/пр от 2019-12-24
Изменение №1 к СП 32.13330.2018 СНиП 2.04.03-85 Канализация. Наружные сети и сооружения
13330.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 858/пр от 2019-12-24
Изменение №1 к СП 32.13330.2018 СНиП 2.04.03-85 Канализация. Наружные сети и сооружения СП (Свод правил) № 32.13330.2018 от 2019-12-23 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 839/пр от 2019-12-23 Изменение №1 к СП 68.13330.2017 СНиП 3.01.04-87 Приемка в эксплуатацию законченных строительством объектов. Основные положения
СП (Свод правил) № 68.13330.2017 от 2019-12-10 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 795/пр от 2019-12-10 Изменение №1 к СП 52.13330.2016 СНиП 23-05-95 Естественное и искусственное освещение
СП (Свод правил) № 52.13330.2016 от 2019-11-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 699/пр от 2019-11-20 Изменение №1 к СП 101.
 13330.2012 СНиП 2.06.07-87 Подпорные стены, судоходные щлюзы, рыбопропускные и рыбозащитные сооружения
13330.2012 СНиП 2.06.07-87 Подпорные стены, судоходные щлюзы, рыбопропускные и рыбозащитные сооружения СП (Свод правил) № 101.13330.2012 от 2019-12-23 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 837/пр от 2019-12-23 Изменение №1 к СП 124.13330.2012 СНиП 41-02-2003 Тепловые сети
СП (Свод правил) № 124.13330.2012 от 2019-11-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 698/пр от 2019-11-20 Изменение №1 к СП 152.13330.2018 Здания федеральных судов. Правила проектирования
СП (Свод правил) № 152.13330.2018 от 2019-11-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 718/пр от 2019-11-22 Изменение №1 к СП 285.1325800.2016 Стадионы футбольные. Правила проектирования
СП (Свод правил) № 285.1325800.2016 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 751/пр от 2019-12-02 Изменение №1 к СП 296.
 1325800.2017 Здания и сооружения. Особые воздействия
1325800.2017 Здания и сооружения. Особые воздействия СП (Свод правил) № 296.1325800.2017 от 2019-11-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 706/пр от 2019-11-20 Изменение №1 к СП 316.1325800.2017 Терминалы контейнерные. Правила проектирования
СП (Свод правил) № 316.1325800.2017 от 2019-11-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 727/пр от 2019-11-25 Изменение №1 к СП 332.1325800.2017 Спортивные сооружения. Правила проектирования
СП (Свод правил) № 332.1325800.2017 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 862/пр от 2019-12-24 Изменение №1 к СП 345.1325800.2017 Здания жилые и общественные. Правила проектирования тепловой защиты
СП (Свод правил) № 345.1325800.2017 от 2019-10-31 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 664/пр от 2019-10-31 Изменение №1 к СП 348.
 1325800.2017 Индустриальные парки и промышленные кластеры. Правила проектирования
1325800.2017 Индустриальные парки и промышленные кластеры. Правила проектирования СП (Свод правил) № 348.1325800.2017 от 2019-11-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 721/пр от 2019-11-22 Изменение №1 к СП 385.1325800.2018 Защита зданий и сооружений от прогрессирующего обрушения. Правила проектирования. Основные положения
СП (Свод правил) № 385.1325800.2018 от 2019-11-15 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 693/пр от 2019-11-15 Изменение №1 к СП 387.1325800.2018 Железобетонные пространственные конструкции покрытий и перекрытий. Правила проектирования
СП (Свод правил) № 387.1325800.2018 от 2019-11-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 701/пр от 2019-11-20 Изменение №1 к СП 396.1325800.2018 Улицы и дороги населенных пунктов. Правила градостроительного проектирования
СП (Свод правил) № 396.
 1325800.2018 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 852/пр от 2019-12-24
Изменение №2 к СП 16.13330.2017 СНиП II-23-81 Стальные конструкции
1325800.2018 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 852/пр от 2019-12-24
Изменение №2 к СП 16.13330.2017 СНиП II-23-81 Стальные конструкции СП (Свод правил) № 16.13330.2017 от 2019-12-04 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 769/пр от 2019-12-04 Изменение №1 к СП 28.13330.2017 СНиП 2.03.11-85 Защита строительных конструкций от коррозии
СП (Свод правил) № СП 28.13330.2017 от 2019-11-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 723/пр от 2019-11-22 Изменение №2 к СП 35.13330.2011 СНиП 2.05.03-84 Мосты и трубы
СП (Свод правил) № 35.13330.2011 от 2019-11-11 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 681/пр от 2019-11-11 Изменение №2 к СП 40.13330.2012 СНиП 2.06.06-85 Плотины бетонные и железобетонные
СП (Свод правил) № 40.
 13330.2012 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 752/пр от 2019-12-02
Изменение №2 к СП 42.13330.2016 СНиП 2.07.01-89 Градостроительство. Планировка и застройка городских и сельских поселений
13330.2012 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 752/пр от 2019-12-02
Изменение №2 к СП 42.13330.2016 СНиП 2.07.01-89 Градостроительство. Планировка и застройка городских и сельских поселений СП (Свод правил) № 42.13330.2016 от 2019-12-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 824/пр от 2019-12-19 Изменение №2 к СП 45.13330.2017 СНиП 3.02.01-87 Земляные сооружения, основания и фундаменты
СП (Свод правил) № 45.13330.2017 от 2019-11-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 705/пр от 2019-11-20 Изменение №2 к СП 82.13330.2016 СНиП III-10-75 Благоустройство территории
СП (Свод правил) № 82.13330.2016 от 2019-12-23 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 840/пр от 2019-12-23 Изменение №2 к СП 107.
 13330.2012 СНиП 2.10.04-85 Теплицы и парники
13330.2012 СНиП 2.10.04-85 Теплицы и парники СП (Свод правил) № 107.13330.2012 от 2019-11-20 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 700/пр от 2019-11-20 Изменение №2 к СП 134.13330.2012 Системы электросвязи зданий и сооружений. Основные положения проектирования
СП (Свод правил) № СП 134.13330.2012 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 851/пр от 2019-12-24 Изменение №2 к СП 255.1325800.2016 Здания и сооружения. Правила эксплуатации. Основные положения
СП (Свод правил) № 255.1325800.2016 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 748/пр от 2019-12-02 Изменение №3 к СП 22.13330.2016 СНиП 2.02.01-83* Основания зданий и сооружений
СП (Свод правил) № СП 22.13330.2016 от 2019-11-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 722/пр от 2019-11-22 Изменение №3 к СП 44.
 13330.2011 СНиП 2.09.04-87* Административные и бытовые здания
13330.2011 СНиП 2.09.04-87* Административные и бытовые здания СП (Свод правил) № СП 44.13330.2011 от 2019-11-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 716/пр от 2019-11-22 Изменение №3 к СП 54.13330.2016 СНиП 31-01-2003 Здания жилые многоквартирные
СП (Свод правил) № 54.13330.2016 от 2019-12-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 823/пр от 2019-12-19 Изменение №3 к СП 56.13330.2011 СНиП 31-03-2001 Производственные здания
СП (Свод правил) № 56.13330.2011 от 2019-11-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 719/пр от 2019-11-22 Изменение №3 к СП 251.1325800.2016 Здания общеобразовательных организаций. Правила проектирования
СП (Свод правил) № 251.1325800.2016 от 2019-11-22 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 713/пр от 2019-11-22 Изменение №3 к СП 25.
 13330.2012 СНиП 2.02.04-88 Основания и фундаменты на вечномерзлых грунтах
13330.2012 СНиП 2.02.04-88 Основания и фундаменты на вечномерзлых грунтах СП (Свод правил) № 25.13330.2012 от 2019-11-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 730/пр от 2019-11-25 Изменение №4 к СП 120.13330.2012 СНиП 32-03-2003 Метрополитены
СП (Свод правил) № 120.13330.2012 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 863/пр от 2019-12-24 Изменение №5 к СП 31.13330.2012 СНиП 2.04.02-84 Водоснабжение. Наружные сети и сооружения
СП (Свод правил) № 31.13330.2012 от 2019-12-23 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 838/пр от 2019-12-23 СП 48.13330.2019 СНиП 12-01-2004 Организация строительства
СП (Свод правил) № 48.13330.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 861/пр от 2019-12-24 СП 58.
13330.2019 СНиП 33-01-2003 Гидротехнические сооружения. Основные положения СП (Свод правил) № 58.13330.2019 от 2019-12-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 811/пр от 2019-12-16 СП 453.1325800.2019 Сооружения искусственные высокоскоростных железнодорожных линий. Правила проектирования и строительства
СП (Свод правил) № 453.1325800.2019 от 2019-12-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 809/пр от 2019-12-16 СП 454.1325800.2019 Здания жилые многоквартирные. Правила оценки аварийного и ограниченно-работоспособного технического состояния
СП (Свод правил) № 454.1325800.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 853/пр от 2019-12-24 СП 457.1325800.2019 Сооружения спортивные для велосипедного спорта. Правила проектирования
СП (Свод правил) № 457.
 1325800.2019 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 757/пр от 2019-12-02
СП 458.1325800.2019 Здания прокуратур. Правила проектирования
1325800.2019 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 757/пр от 2019-12-02
СП 458.1325800.2019 Здания прокуратур. Правила проектирования СП (Свод правил) № 458.1325800.2019 от 2019-11-25 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 728/пр от 2019-11-25 СП 459.1325800.2019 Сооружения спортивные для гребных видов спорта. Правила проектирования
СП (Свод правил) № 459.1325800.2019 от 2019-12-09 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 784/пр от 2019-12-09 СП 460.1325800.2019 Здания общеобразовательных организаций дополнительного образования детей. Правила проектирования
СП (Свод правил) № 460.1325800.2019 от 2019-12-10 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 792/пр от 2019-12-10 СП 461.
 1325800.2019 Биопереходы на объектах транспортной инфраструктуры. Правила проектирования
1325800.2019 Биопереходы на объектах транспортной инфраструктуры. Правила проектирования СП (Свод правил) № 461.1325800.2019 от 2019-12-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 802/пр от 2019-12-16 СП 462.1325800.2019 Здания автовокзалов. Правила проектирования
СП (Свод правил) № 462.1325800.2019 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 747/пр от 2019-12-02 СП 463.1325800.2019 Здания речных и морских вокзалов. Правила проектирования
СП (Свод правил) № 463.1325800.2019 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 749/пр от 2019-12-02 СП 464.1325800.2019 Здания торгово-развлекательных комплексов. Правила проектирования
СП (Свод правил) № 464.1325800.2019 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 750/пр от 2019-12-02 СП 465.
 1325800.2019 Здания и сооружения. Защита от вибрации метрополитена. Правила проектирования
1325800.2019 Здания и сооружения. Защита от вибрации метрополитена. Правила проектирования СП (Свод правил) № 465.1325800.2019 от 2019-12-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 756/пр от 2019-12-02 СП 466.1325800.2019 Наемные дома. Правила проектирования
СП (Свод правил) № 466.1325800.2019 от 2019-12-10 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 793/пр от 2019-12-10 СП 468.1325800.2019 Бетонные и железобетонные конструкции. Правила обеспечения огнестойкости и огнесохранности
СП (Свод правил) № 468.1325800.2019 от 2019-12-10 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 790/пр от 2019-12-10 СП 469.1325800.2019 Сооружения животноводческих, птицеводческих и звероводческих предприятий. Правила эксплуатаци
СП (Свод правил) № 469.1325800.2019 от 2019-12-10 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 791/пр от 2019-12-10 СП 470.
 1325800.2019 Конструкции стальные. Правила производства работ
1325800.2019 Конструкции стальные. Правила производства работ СП (Свод правил) № 470.1325800.2019 от 2019-12-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 815/пр от 2019-12-16 СП 471.1325800.2019 Информационное моделирование в строительстве. Контроль качества производства строительных работ
СП (Свод правил) № 471.1325800.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 854/пр от 2019-12-24 СП 472.1325800.2019 Армогрунтовые системы мостов и подпорных стен на автомобильных дорогах. Правила проектирования
СП (Свод правил) № 472.1325800.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 855/пр от 2019-12-24 СП 473.1325800.2019 Здания, сооружения и комплексы подземные. Правила градостроительного проектирования
СП (Свод правил) № 473.
 1325800.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 856/пр от 2019-12-24
СП 480.1325800.2020 Информационное моделирование в строительстве. Требования к формированию информационных моделей объектов капитального строительства для эксплуатации многоквартирных домов
1325800.2019 от 2019-12-24 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 856/пр от 2019-12-24
СП 480.1325800.2020 Информационное моделирование в строительстве. Требования к формированию информационных моделей объектов капитального строительства для эксплуатации многоквартирных домов СП (Свод правил) № 480.1325800.2020 от 2020-01-14 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 12/пр от 2020-01-14 СП 481.1325800.2020 Информационное моделирование в строительстве. Правила применения в экономически эффективной проектной документации повторного использования и при ее привязке
СП (Свод правил) № 481.1325800.2020 от 2020-01-17 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 18/пр от 2020-01-17 СП 482.1325800.2020 Инженерно-гидрометеорологические изыскания для строительства. Общие правила производства работ
СП (Свод правил) № 482.
 1325800.2020 от 2020-01-29 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 46/пр от 2020-01-29
СП 483.1325800.2020 Трубопроводы промысловые из высококачественного чугуна с шаровидным графитом для нефтегазовых месторождений. Правила проектирования, строительства, эксплуатации и ремонта
1325800.2020 от 2020-01-29 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 46/пр от 2020-01-29
СП 483.1325800.2020 Трубопроводы промысловые из высококачественного чугуна с шаровидным графитом для нефтегазовых месторождений. Правила проектирования, строительства, эксплуатации и ремонта СП (Свод правил) № 483.1325800.2020 от 2020-03-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 126/пр от 2020-03-16 О порядке организации и проведения государственной экспертизы проектной документации и результатов инженерных изысканий
Постановление Правительства РФ № 145 от 2007-03-05 О составе разделов проектной документации и требованиях к их содержанию
Постановление Правительства РФ № 87 от 2008-02-16 Лесной кодекс Российской Федерации (редакция от 22 декабря 2020 года)
Кодекс РФ № 200-ФЗ от 2006-12-04 , Федеральный закон № 200-ФЗ от 2006-12-04 , Федеральный закон № 201-ФЗ от 2006-12-04 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 31891-ИФ/09 от 2021-08-02 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 33267-ИФ/09 от 2021-08-09 Градостроительный кодекс Российской Федерации (редакция от 02 июля 2021 года) (с изменениями и дополнениями, вступ.
 в силу с с 01 сентября 2021 года)
в силу с с 01 сентября 2021 года) Кодекс РФ № 190-ФЗ от 2004-12-29 , Федеральный закон № 190-ФЗ от 2004-12-29 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 34475-ИФ/09 от 2021-08-17 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 35422-ИФ/09 от 2021-08-20 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 35822-ИФ/09 от 2021-08-24 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 36820-ИФ/09 от 2021-08-31 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 38115-ИФ/09 от 2021-09-07 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 38891-ИФ/09 от 2021-09-10 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 39177-ИФ/09 от 2021-09-14 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 40123-ИФ/09 от 2021-09-20 Федеральный реестр сметных нормативов (по состоянию на 20.
 09.2021)
09.2021) Федеральный реестр 2021-09-28 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 41778-АЛ/09 от 2021-09-29 О рекомендуемой величине индексов изменения сметной стоимости строительства в III квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 42302-АЛ/09 от 2021-10-01 Изменение №2 к СП 46.13330.2012 «СНиП 3.06.04-91 Мосты и трубы»
СП (Свод правил) № 46.13330.2012 от 2021-03-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 104/пр от 2021-03-02 Изменение №3 к СП 158.
 13330.2014 «Здания и помещания медицинских организаций. Правила проектирования»
13330.2014 «Здания и помещания медицинских организаций. Правила проектирования» СП (Свод правил) № 158.13330.2014 от 2021-03-01 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 98/пр от 2021-03-01 СП 499.1325800.2021 «Инженерная защита территорий, зданий и сооружений от карстово-суффозионных процессов»
СП (Свод правил) № 499.1325800.2021 от 2021-03-02 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 105/пр от 2021-03-02 СП 501.1325800.2021 «Здания из крупногабаритных модулей»
СП (Свод правил) № 501.1325800.2021 от 2021-05-13 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 284/пр от 2021-05-13 Изменение №1 к СП 292.1325800.2017 Здания и сооружения в цунамиопасных районах. Правила проектирования
СП (Свод правил) № 292.1325800.2017 от 2021-07-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 477/пр от 2021-07-16 СП 502.
 1325800.2021 Инженерно-экологические изыскания для строительства. Общие правила производства работ
1325800.2021 Инженерно-экологические изыскания для строительства. Общие правила производства работ СП (Свод правил) № 502.1325800.2021 от 2021-07-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 475/пр от 2021-07-16 СП 503.1325800.2021 Трубопроводы из непластифицированного поливинилхлорида самотечных систем водоотведения. Правила проектирования, строительства и эксплуатации
СП (Свод правил) № 503.1325800.2021 от 2021-07-16 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 476/пр от 2021-07-16 СП 504.1325800.2021 Инженерные изыскания для строительства на континентальном шельфе. Общие требования
СП (Свод правил) № 504.1325800.2021 от 2021-07-19 , Приказ Министерства строительства и жилищно-коммунального хозяйства РФ (Минстроя России) № 481/пр от 2021-07-19 О рекомендуемой величине индексов изменения сметной стоимости строительства в IV квартале 2021 года, в том числе величине индексов изменения сметной стоимости строительно-монтажных работ, индексов изменения сметной стоимости пусконаладочных работ
Письмо Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) № 46012-ИФ/09 от 2021-10-25
ПТСП-2 Приспособление для термитной сварки проводов
Предназначен для фиксации проводов во время сварки. Сечение свариваемых проводов 40…700 кв.мм. Ход подвижных зажимов 70 мм. Габариты 520 х 320 х 270 мм. Вес 12 кг
Сечение свариваемых проводов 40…700 кв.мм. Ход подвижных зажимов 70 мм. Габариты 520 х 320 х 270 мм. Вес 12 кг
Назначение и область применения
ТУ 4341-030-12719185-2011
Приспособление для сварки проводов встык (ПТСП) предназначено для термитной сварки стальных, медных и алюминиевых шин и проводов наружным диаметром 4 — 700 мм2. Также термическая сварка применяется для оконцевания, ответвления и контактного соединения неизолированных проводов линий электропередач в полевых условиях.
Устройство для термитной сварки проводов встык используется при строительстве, прокладке, ремонте и обслуживании высоковольтных линий электропередач и других кабельных линий.
Принцип работы
Аппарат содержит штатив с возможностью закрепления проводов в трех местах для скручивания в жилу, термопатрон, экран и охладители. Сварка осуществляется термическим патроном, состоящего из металлического кокиля и термитного муфеля. Провода, предназначенные для соединения в жилу или шину, подготавливаются к сварке, устанавливаются в термопатрон и жестко фиксируются в нем с помощью двух специальных зажимов. После подготовительных работ поджигается термопатрон при помощи термитной спички, защитный экран опускается, струбцины сводятся друг с другом посредством ручного привода. После оплавления кромок на величину припуска на оплавление, производится осадка. Далее полученный шов охлаждается.
Провода, предназначенные для соединения в жилу или шину, подготавливаются к сварке, устанавливаются в термопатрон и жестко фиксируются в нем с помощью двух специальных зажимов. После подготовительных работ поджигается термопатрон при помощи термитной спички, защитный экран опускается, струбцины сводятся друг с другом посредством ручного привода. После оплавления кромок на величину припуска на оплавление, производится осадка. Далее полученный шов охлаждается.
Модификации
ПТСП выпускается в двух модификациях:
• УПП-1 (ПТСП-1), представляющий собой клещи для сварки, применяется для термитной сварки проводов диаметром 4 — 40 мм2. Устройство содержит защитный откидной корпус и зажимное приспособление, при помощи винтов которого концы свариваемых проводов устанавливаются в термический патрон. Термопатрон или термошашка поджигается при помощи термитной спички, а затем закрывается откидным корпусом для обеспечения безопасности персонала.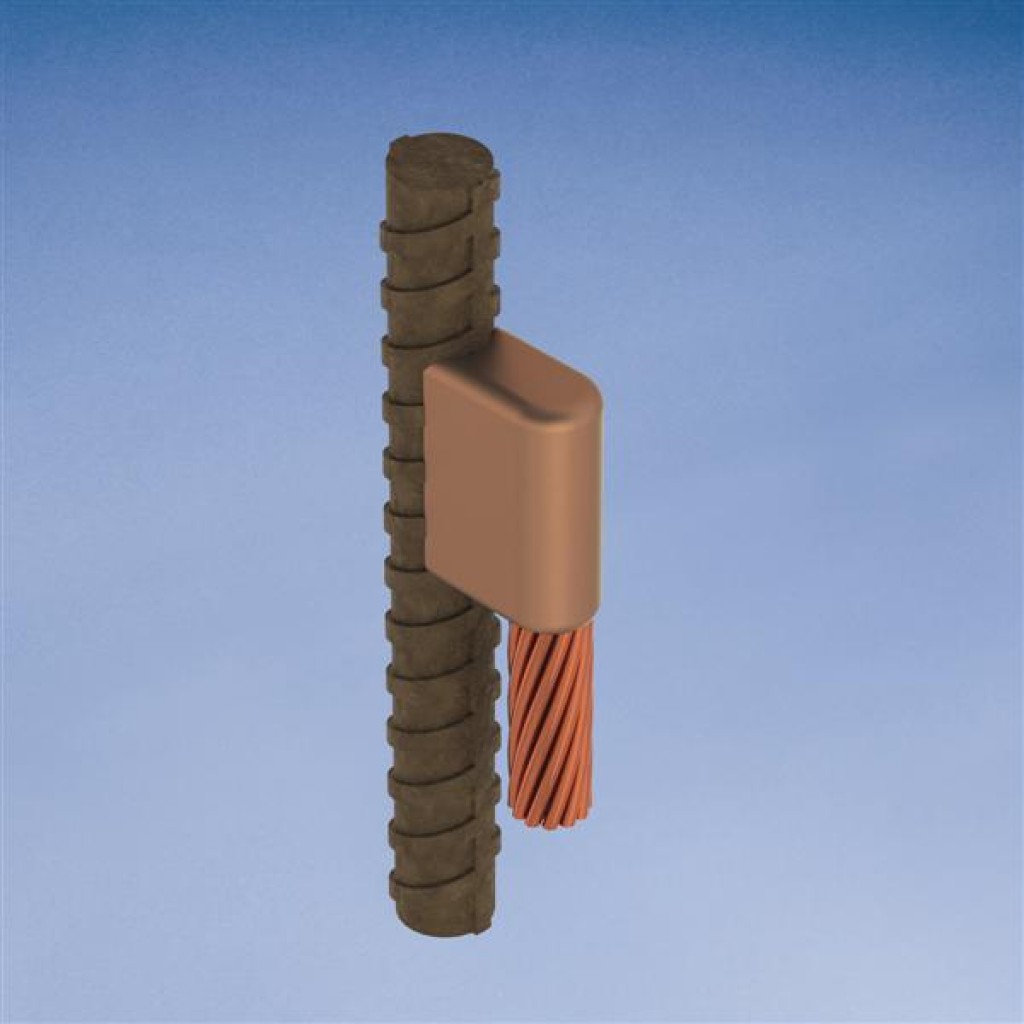 Сварка длится около двух минут, после чего рукоятки сварочных клещей сжимают, провода плотно стыкуются друг с другом без зазора. Когда место сварки остынет, его осаждают и зачищают, удаляют образовавшийся шлак, а затем снимают сварочные клещи с уже сваренных проводов.
Сварка длится около двух минут, после чего рукоятки сварочных клещей сжимают, провода плотно стыкуются друг с другом без зазора. Когда место сварки остынет, его осаждают и зачищают, удаляют образовавшийся шлак, а затем снимают сварочные клещи с уже сваренных проводов.
• ПТСП-2, представляющее собой две сдвигающиеся струбцины с защитным откидным экраном и специальным пазом, в который устанавливается термитный патрон, используется в случае сварки проводов сечением 40 — 700 мм2 (по ГОСТу 839-80). Приспособление для сварки имеет поворотную струбцину, при помощи которой устройство можно закрепить на опоре высоковольтных линий.
Технические характеристики:
| Параметр | УПП-1 (ПТСП-1) | ПТСП-2 |
| Наибольшее сечение свариваемых проводов, мм2 | 40 | 700 |
| Наименьшее сечение свариваемых проводов, мм2 | 4 | 40 |
| Наибольший ход подвижных зажимов (суммарный), мм | 70 | 70 |
| Габаритные размеры, мм: | ||
| длина | 480 | 520 |
| ширина | 200 | 320 |
| высота | 70 | 270 |
| Масса, не более, кг | 0,9 | 12 |
Технологическая карта на монтаж проводов вл
1. ВВЕДЕНИЕ
ВВЕДЕНИЕТехнологическая карта разработана на подвес провода марки АС.
Все виды работ выполняться квалифицированным персоналом согласно с действующими требованиями «Правил технической эксплуатации электроустановок потребителей» и «Межотраслевых правил по охране труда при эксплуатации электроустановок».
Мусор и лишний грунт вывозятся автотранспортом на расстояние до 10 км в места, отведенные местной администрацией.
Подвес провода АС включает в себя следующие виды работ:
- Раскатка провода АС;
- Соединение провода АС;
- Подготовка провода АС к соединению;
- Натягивание провода АС;
- Визирование провода АС;
- Закрепление провода АС.
Раскатка провода АС.
Во время раскатки проводов устанавливают наблюдение за их правильным сходом с барабанов и сохранностью. Особенно внимательно следят за тем, чтобы провод не имел резких перегибов и перекручиваний.
Особенно внимательно следят за тем, чтобы провод не имел резких перегибов и перекручиваний.
Если обнаружено повреждение провода или троса, раскатку прекращают. На поврежденное место наносят метку (бандаж), сообщают руководителю работ и продолжают раскатку. Ремонт выполняют позже.
Соединение провода АС.
На ВЛ всех напряжений разрешается соединять провода, как в пролетах, так и на опорах. При этом соединение проводов должно иметь хороший электрический контакт и необходимую механическую прочность. Согласно ПУЭ механическая прочность соединения должна составлять не менее 90% прочности целых проводов или тросов, а его электрическое сопротивление не должно превышать 120% сопротивления провода такой же длины. Кроме того, соединение не должно изменять своих характеристик при одновременном воздействии механических нагрузок и нагрева.
Соединять провода в пролетах разрешается только холодными способами с применением специальных зажимов, так как при горячей обработке провода подвергаются местному отжигу, что резко снижает их механическую прочность. Такими способами являются скручивание проводов, обжатие их овальными соединительными зажимами (соединителями) и опрессование фасонными. Однако со временем электрическое сопротивление таких соединений увеличивается. Поэтому иногда концы проводов выпускают из овальных соединителей и после обжатия или скручивания дополнительно сваривают термитными патронами, что обеспечивает сопротивление соединения. Разрешается по ПУЭ выполнять не более одного соединения провода в пролете.
Такими способами являются скручивание проводов, обжатие их овальными соединительными зажимами (соединителями) и опрессование фасонными. Однако со временем электрическое сопротивление таких соединений увеличивается. Поэтому иногда концы проводов выпускают из овальных соединителей и после обжатия или скручивания дополнительно сваривают термитными патронами, что обеспечивает сопротивление соединения. Разрешается по ПУЭ выполнять не более одного соединения провода в пролете.
а — овального соединителя, б — то же, и термитной сваркой: 1 — концы проводов, 2 — соединитель, 3 — место сварки проводов
Подготовка провода АС к соединению.
Перед соединением провода, соединительная арматура и приспособления должны быть тщательно проверены. Материал и размеры овальных соединителей должны соответствовать чертежам, а соединители и термитные патроны иметь маркировку, соответствующую марке и сечению проводов.
Для надежного электрического и механического соединений необходимо тщательно очищать алюминиевые проволоки проводов и внутреннюю поверхность алюминиевой части соединителей от пленки оксида алюминия, которая имеет большое электрическое сопротивление.
Подготовленные концы проводов вводят в корпус зажима. Устанавливают соединитель так, чтобы нанесенные на него крайние риски были расположены на стороне отрезанных концов соединяемых проводов. При соединении медных, алюминиевых и стальных проводов обжатие производят по рискам последовательно от одного конца соединителя к другому в шахматном порядке, а при соединении сталеалюминиевых проводов — от середины соединителя также по рискам в шахматном порядке.
Натягивание провода АС.
После раскатки и подъема на промежуточные опоры провода и тросы висят свободно и касаются земли в пролетах между опорами, поэтому их необходимо натянуть и закрепить на анкерных опорах. Анкерные пролеты большей длины разбивают на несколько захваток.
Натягивают и закрепляют провода и тросы в несколько этапов. Сначала прикрепляют провода и тросы к первой анкерной опоре, для чего монтируют на концах проводов натяжные зажимы, соединяют их с гирляндами изоляторов, поднимают на опоры и сцепляют с заранее установленными узлами крепления. Затем переходят к другой анкерной опоре (в конец пролета) и вытягивают провода до определенной стрелы провеса (или усилия), контролируемых соответственно визированием или динамометром.
На вытянутых проводах отмечают место крепления натяжного зажима, после чего опускают провода на землю, монтируют на них натяжные зажимы и гирлянды изоляторов, вторично натягивают провода и окончательно закрепляют на анкерной опоре.
До натягивания проводов и тросов на траверсе второй анкерной опоры устанавливают монтажный блок так, чтобы было удобно крепить натяжную гирлянду изоляторов к траверсе. Через монтажный блок пропускают тяговый трос, один конец которого крепят к тяговому механизму (например, к трактору), а второй с помощью монтажного зажима МП или МК — к проводу. По всей длине анкерного участка расставляют электролинейщиков, которые наблюдают за подъемом проводов в пролетах, удаляют зацепившиеся предметы, грязь, следят за прохождением соединительных зажимов и ремонтных муфт через раскаточные ролики, а также за дорогами и другими препятствиями, над которыми натягивают провода.
По всей длине анкерного участка расставляют электролинейщиков, которые наблюдают за подъемом проводов в пролетах, удаляют зацепившиеся предметы, грязь, следят за прохождением соединительных зажимов и ремонтных муфт через раскаточные ролики, а также за дорогами и другими препятствиями, над которыми натягивают провода.
В начале вытяжки «подбирают слабину», т.е. натягивают каждый провод поочередно так, чтобы он оторвался от поверхности земли во всех пролетах, после чего осматривают его. Затем, если позволяют механическая прочность такелажа и мощность тяговых средств, с помощью монтажных зажимов крепят к проводам приспособление для одновременной вытяжки трех проводов, прицепляют его к трактору вместо тягового троса и продолжают вытягивать провода до необходимой стрелы провеса.
Визирование провода АС.
Усилие, с которым натягивают и закрепляют на опоре провод (трос), и стрела провеса зависят от марки провода, длины пролета, климатических условий и коэффициента запаса прочности, с которым провод (трос) должен работать на линии. Для определения усилий пользуются монтажными таблицами или кривыми, в которых для каждой марки провода (троса) и климатического района даны стрелы провеса в зависимости от расстояния между опорами и температуры воздуха во время монтажа.
Для определения усилий пользуются монтажными таблицами или кривыми, в которых для каждой марки провода (троса) и климатического района даны стрелы провеса в зависимости от расстояния между опорами и температуры воздуха во время монтажа.
Усилие тяжения провода можно определить как по его стреле провеса, так и по показаниям динамометра, установленного между тяговым механизмом и концом провода. Наибольшее распространение получило определение усилия тяжений провода измерением стрелы провеса в пролете известной длины.
Для определения необходимой стрелы провеса провода, сначала выбирают пролеты, в которых будут производить визирование. На коротких анкерных пролетах (до 3 км) — это второй и предпоследний промежуточные пролеты, а на более длинных дополнительно визируют провод в середине анкерного пролета. Для каждого выбранного пролета по монтажным кривым в зависимости от длины и температуры воздуха определяют стрелу провеса провода.
Для удобства визирования провод первоначально несколько перетягивают, поднимая выше визирной линии на 0,3 — 0,4 м, выдерживают в таком положении 10-15 мин, а затем опускают до линии визирования.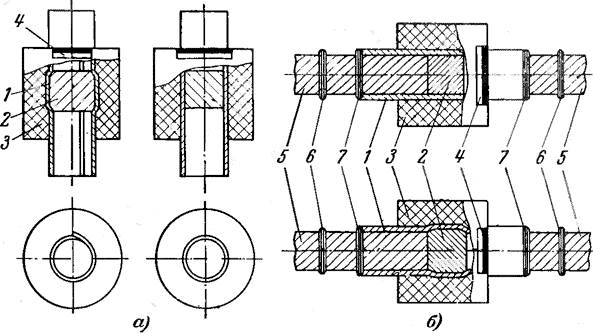 Иногда перетянутый провод, вытягиваясь под действием собственной массы, сам «садится» на отметку.
Иногда перетянутый провод, вытягиваясь под действием собственной массы, сам «садится» на отметку.
Закрепление провода АС.
По сигналу визировщика электролинейщик, находящийся на анкерной опоре, наносит отметку на тяговый трос (или провод) в точке крепления натяжной гирлянды к траверсе. После этого трактор движением назад опускает провод во всем анкерном пролете на землю. Затем переносят метку на провод, отмеряют от нее по проводу в сторону пролета длину натяжной гирлянды (с учетом промежуточных звеньев) и устанавливают в этом месте натяжной зажим.
Натяжные клиновые зажимы монтируют в такой последовательности. Разбирают зажим, проверяют его исправность и в желоб корпуса укладывают прокладку из материала провода. Затем вводят конец провода в зажим и закрепляют клином так, чтобы торец зажима находился у отметки на проводе. Клин загоняют в корпус легкими ударами молотка. После этого зажим с проводом скрепляют с ушком гирлянды изоляторов.
Зажимы типа «клин — коуш» монтируют так же, как клиновые, только провод (трос) вкладывают в них петлей, плотно обжимают вокруг двустороннего клина монтажным станком МИ-24 и закрепляют, надвигая корпус на клип с проводом.
Натяжные болтовые зажимы перед монтажом разбирают и осматривают. Провод укладывают в корпус на алюминиевую прокладку так, чтобы отметка места монтажа зажима оказалась у выхода провода из него в пролет, а та часть, на которой расположены нажимные плашки, была обращена в сторону петли. Затем на провод сверху накладывают первую со стороны пролета нажимную плашку с подложенной под нее алюминиевой прокладкой, вставляют U-образный болт и равномерно затягивают гайки. Так же устанавливают вторую, нажимную плашку, потом третью и т.д., закрепляя последнюю со стороны петли. Присоединяют болтовые зажимы к гирлянде аналогично клиновым.
2.2. МЕРЫ БЕЗОПАСНОСТИ ПРИ МОНТАЖНЫХ РАБОТАХПри монтаже проводов и тросов до начала работ следует проверить исправность подъемных механизмов, приспособлений и монтажного инструмента. Все рабочие, занятые на раскатке, подъеме и натягивании проводов, должны твердо знать сигналы и команды, связанные с производством работ.
При разгрузке и перекатке барабанов с проводом надо следить, чтобы их выступающие части не захватывали одежду. Перевозят и разгружают барабаны так, чтобы исключалась возможность их падения на землю. Запрещается сбрасывать барабаны с машины. Как правило, выгрузка барабанов механизирована. При ручной разгрузке барабан спускают по слегам, оттягивая его тросом или канатом в противоположную сторону.
При раскатке проводов нужно проверить устойчивость раскаточных устройств, на которые установлены барабаны, тормозные приспособления и удалить выступающие гвозди. Раскатку и вытяжку проводов производят в брезентовых рукавицах, а при ручной раскатке используют брезентовые наплечники. Запрещается при раскатке и вытяжке проводов вручную опоясываться проводом и надевать его петлю на руку или плечо. Раскатку проводов на косогорах выполняют сверху вниз.
Раскатанный провод или трос необходимо тщательно осмотреть и устранить обнаруженные дефекты, которые могут стать причиной обрыва при натягивании и нанести травму. Если натягиваемый провод или трос зацепился за какой-нибудь предмет на земле, не разрешается подходить к нему с внутренней стороны угла или со стороны, куда провод может соскочить после освобождения. Нельзя находиться под проводами и тросами во время их подъема и вытяжки. При раскатке, подъеме и натягивании проводов и тросов через проезжие дороги нельзя допускать проезд транспорта до подъема проводов на проектную высоту и надежного закрепления. Для остановки транспорта с обеих сторон перехода должны быть выставлены сигналисты.
Если натягиваемый провод или трос зацепился за какой-нибудь предмет на земле, не разрешается подходить к нему с внутренней стороны угла или со стороны, куда провод может соскочить после освобождения. Нельзя находиться под проводами и тросами во время их подъема и вытяжки. При раскатке, подъеме и натягивании проводов и тросов через проезжие дороги нельзя допускать проезд транспорта до подъема проводов на проектную высоту и надежного закрепления. Для остановки транспорта с обеих сторон перехода должны быть выставлены сигналисты.
Монтаж АС рекомендуется производить с соблюдением технологий, приведенных в действующих технических и методических документах, с применением специальной линейной арматуры, механизмов, приспособлений и инструмента, при температуре окружающего воздуха не ниже минус 20°С. При этом необходимо соблюдать следующие основные требования:
— тщательно подготовить трассу ВЛ, выполнить расчистку просеки, удалив деревья или крупные ветви, мешающие установке опор, раскатке и регулировке проводов;
— при сооружении ВЛ взамен пришедшей в негодность по той же трассе конструкции старой линии должны быть демонтированы до начала установки новых опор;
— принять меры для исключения повреждения изолирующего покрытия проводов при их раскатке и регулировке, исключить касание земли, бетонных и металлических конструкций, крупных ветвей деревьев;
— раскатку проводов производить под тяжением;
— монтаж проводов рекомендуется поручать специально обученным бригадам строительно-монтажных или эксплуатационных организаций;
— строго соблюдать монтажные усилия и стрелы провеса при регулировке проводов, не допускать перетяжку проводов.
Кабельное соединение для термитной сварки
Термитная сварка для кабельного соединения
Стр. 2 из 2
Компания Amiable Impex является производителем медных стержней и импортером, поставщиком и дистрибьютором термитного сварочного порошка и аксессуаров. Мы обеспечиваем высококачественный Термитный Сварочный Порошок по разумной цене с самым быстрым временем выполнения заказа и быстрым временем отклика.
Компания Amiable Impex была создана 1) г-ном Уджвалом Шахом (имеющим более 15 лет опыта работы на рынках электротехники) и 2) г-номМаулик Шах (B.Com, M.com, PGDBM, PGDFM, MBA)
Компания Amiable Impex была основана с целью быть в авангарде электротехнической металлургической промышленности как в Индии, так и за рубежом для производства медных заземляющих стержней и порошков для термитной сварки и Аксессуары. С момента основания компания росла за счет постоянного развития. Как компания, Amiable всегда стремится устанавливать свою собственную повестку дня, а не заниматься бизнесом как последователь существующего лидера рынка. Наш стиль работы уникален, что всегда устраивает нашего Заказчика.Мы верим в предоставление качественного продукта в QualityService по хорошей цене.
Amiable Impex стремится быть «более динамичной и конкурентоспособной компанией», чтобы надлежащим образом реагировать на все более сложные и разнообразные требования клиентов и предлагать продукты с превосходной добавленной стоимостью благодаря нашим инновациям. Мы очень активно занимаемся исследованиями и разработками для дальнейшего повышения надежности и производительности нашей продукции.
Наше видениеМы установили четыре столпа нашего видения, которые определяют долгосрочное направление для нашей компании AmiableImpex, куда мы хотим идти и как мы собираемся этого достичь: Мы работаем, чтобы создавать лучшее будущее каждый день.Мы помогаем нашим клиентам чувствовать себя хорошо, получать удовольствие и получать от жизни больше с нашими брендами и услугами
, которые хороши для них и других. Несмотря на то, что компания имеет амбициозные планы на будущее в отношении своего ассортимента продукции и своих производственных возможностей, нашей главной целью всегда будет поддержание высочайшего уровня обеспечения качества и обслуживания клиентов.
Мы будем разрабатывать новые способы ведения бизнеса с целью удвоения размера нашей компании при одновременном снижении воздействия на окружающую среду.
Цель и принципы Секрет нашего успеха заключается в искренности и любви ко всем, с кем мы работаем, к сообществам и окружающей среде, на которую мы влияем. Мы понимаем ценности наших клиентов».
AMIABLE IMPEX. Эл. добросовестность и уважение ко многим людям, организациям и средам, которых касается наш бизнес, всегда лежали в основе ответственности и удовлетворения наших клиентов по отношению к нашей гарантии качества.
Положительное влияниеМы стремимся оказывать положительное влияние разными способами: через наши бренды, нашу коммерческую деятельность и отношения, посредством добровольных взносов и посредством различных других способов взаимодействия с нашими международными и местными клиентами.
Постоянная приверженностьМы также стремились к постоянному совершенствованию того, как мы управляем воздействием на окружающую среду, и работаем над достижением нашей долгосрочной цели – развития устойчивого бизнеса и повышения удовлетворенности клиентов благодаря нашему непревзойденному сервису.
Изложение наших стремленийНаша цель излагает наши стремления в ведении нашего бизнеса. Он опирается на наш кодекс бизнес-принципов, в котором описываются операционные стандарты, которым следуют все сотрудники AMAIBLE, где бы они ни находились.
Будущие возможностимы гордимся своей репутацией и имиджем бренда благодаря постоянным инновациям и обновлениям.
Некоторые из наших уважаемых клиентов
ДРУЖЕЛЮБНЫЙ ИМПЕКС. Электронная почта: [email protected] Тел. +91-9594899995 URLwww.exothermicweldpowder.com
mailto:[email protected]
Страница 4 из 4
S. no. ИНДЕКС ПОРОШКОВ ДЛЯ ТЕРМИТНОЙ СВАРКИ Номер страницы.
01 Термитный процесс сварки 05
02 Инструменты, необходимые для термитной сварки 06
03 Термитная сварочная работа Процесс 08
04 Общие Инструкции по безопасности 10
05 Диаграмма выбора пресс-формы 11
06 Кабель к кабельным соединениям. Термитные сварочные соединения CTC) 11
07 Соединения кабеля с заземляющим стержнем Соединения термитной сварки (CGRC) 12
08 Соединение кабеля с наконечником / лентой Соединения термитной сварки (CLTC) 13
09 Соединения кабеля со сталью Соединения термитной сварки (CTS) 14
10 Соединения стали с проушиной / лентой Термитная сварка (SLTC) 15
11 Соединения стали со стержнем / шпилькой Соединения с порошковой термитной сваркой (SRSC) 15
Соединения заземляющего стержня с лентой Соединения с термитной сваркой (GRTC) 16
14 Соединение кабеля с арматурой Соединения с термитной сваркой (CREC) 17
1 5 Соединение ленты с арматурой Термитная сварка порошковыми соединениями (TREC) 18
16 Соединение арматуры с арматурой Термитная сварка соединений (RERE) 18
17 Соединение стержня с арматурой Термитная сварка порошковыми соединениями (RORE) 18
18 Соединение ленты к ленте Порошковые соединения для термитной сварки (TTC) 19
AMIABLE IMPEX. Электронная почта: [email protected] Тел. +91-9594899995 URLwww.exothermicweldpowder.com
Электронная почта: [email protected] Тел. +91-9594899995 URLwww.exothermicweldpowder.com
mailto:[email protected]
Страница 5 из 5 два электрических проводника, в которых используется перегретый медный сплав для постоянного соединения проводников. В этом процессе используется термитная реакция медно-термитной композиции для нагрева меди и не требуется внешний источник тепла или тока.Химическая реакция, в результате которой выделяется тепло, представляет собой алюминотермическую реакцию между порошком алюминия и оксидом металла.
Реакция достигает очень высоких температур, в зависимости от используемого оксида металла. Реагенты обычно поставляются в виде порошков, а реакция инициируется искрой от кремневой зажигалки. Однако энергия активации для этой реакции очень высока, и для инициирования требуется либо использование вспомогательного материала, такого как порошкообразный металлический магний, либо источник очень горячего пламени.Образующийся при этом шлак оксида алюминия выбрасывается.
При сварке медных проводников в процессе используется полупостоянная графитовая тигельная форма, в которой расплавленная медь, полученная в результате реакции, течет через форму и поверх и вокруг свариваемых проводников, образуя между ними электропроводящий шов. Когда медь
остывает, форму либо отламывают, либо оставляют на месте. В качестве альтернативы можно использовать ручные графитовые тигли. К преимуществам этих тиглей относятся портативность, более низкая стоимость (поскольку их можно использовать повторно) и гибкость, особенно в полевых условиях.
Сформированный сварной шов имеет более высокую механическую прочность, чем другие виды сварных швов, и превосходную коррозионную стойкость. Он также обладает высокой стабильностью при повторяющихся импульсах короткого замыкания и не подвержен повышенному электрическому сопротивлению в течение всего срока службы установки. Однако этот процесс является дорогостоящим по сравнению с другими процессами сварки, требует поставки сменных форм, имеет недостаток повторяемости и может быть затруднен из-за сырости или плохой погоды (при выполнении на открытом воздухе).
ОСОБЕННОСТИ Обладает более высокой электропроводностью, чем сами проводники. Он не разъедает оксид и не разрушается со временем, устойчив к гальванической связи. Он способен выдерживать многократные электрические разряды. Он никогда не увеличивает свое сопротивление. Обладает более высокой механической и сжимающей стойкостью, чем сами проводники.
Обеспечивает неразъемную сварку и соединение с низким сопротивлением, необходимое для достижения долговечных и надежных результатов при заземлении. Гарантирует наиболее распространенные соединения не только между медными кабелями, но и для сварки
лент и металлических деталей из латуни, нержавеющей стали, и стальные заземляющие стержни с медным покрытием.
ДРУЖЕСТВЕННЫЙ ИМПЕКС. Электронная почта: [email protected] Тел. +91-9594899995 URLwww.exothermicweldpowder.com
mailto:[email protected]
Страница 6 из 6
ИНСТРУМЕНТЫ ДЛЯ ТЕРМИТНОЙ СВАРКИ работы и может быть использован в течение нескольких раз.
Ниже приведены преимущества.1. Гладкое металлическое соединение, которое не ослабнет и не подвергнется коррозии.2.На него не влияет скачок тока или перегрузка по току.3. Нет необходимости во внешнем сварочном аппарате.4. Используйте только легкое и дешевое оборудование.
При соединении медного провода с заземляющим стержнем или другого металлического соединения поместите сварочный порошок в графитовую форму. Просто зажгите, чтобы начать процесс сварки. В результате получится чистая и гладкая поверхность соединения. Он также применим для других металлов, таких как: железо, оцинкованная сталь, железнодорожные пути, чугун, бронза и латунь. Его можно использовать в различных приложениях, чтобы иметь хорошие связи в работе.Например, молниезащита и защита от перенапряжений, заземление при электромонтажных работах, строительство железных дорог, катодная защита. Соединительная форма рассчитана в среднем на 60-100 соединений. Это будет варьироваться в зависимости от ухода за плесенью во время использования. Мы рекомендуем не использовать пресс-форму для более чем 60-70 соединений, потому что размер полости сварки увеличивается после каждого соединения, что в конечном итоге приводит к неправильной форме полости сварки.
Мы рекомендуем не использовать пресс-форму для более чем 60-70 соединений, потому что размер полости сварки увеличивается после каждого соединения, что в конечном итоге приводит к неправильной форме полости сварки.
2) Зажим ручки пресс-формы (универсальный) Для большинства соединений с использованием наконечников, кабеля или прямоугольной шины используются зажимы ручки Thermite.Они подходят для 90% всех стандартных форм Thermite. Обычно мы рекомендуем одну ручку на каждые
две формы
3) Стальной металлический дискСтальные диски очень важны. Диск действует как таймер, позволяя сварочному порошку нагреться до нужной температуры, а диск позволяет расплавить медь до точки wh
Что такое сварка кадмием и как она работает?
0Последнее обновление
Cadweld — торговая марка процесса экзотермической сварки.Этот процесс чаще всего используется для образования прочных соединений, когда дуговая сварка вызывает слишком много тепла в соединении. Экзотермическая сварка часто скрыта от глаз, поскольку одним из наиболее распространенных применений является соединение больших кабелей, таких как медная проволока. Но экзотермическая сварка, хотя мы не так часто ее замечаем, позволяет таким вещам, как электрические соединения, сохраняться долгое время.
Экзотермическая сварка часто скрыта от глаз, поскольку одним из наиболее распространенных применений является соединение больших кабелей, таких как медная проволока. Но экзотермическая сварка, хотя мы не так часто ее замечаем, позволяет таким вещам, как электрические соединения, сохраняться долгое время.
Возможно, самым большим преимуществом сварки CAD является то, что она не снижает электропроводность медных проводов.Если бы медь была сварена с другим металлом или сплавом, ток также не смог бы проходить. Давайте посмотрим, как работает экзотермическая сварка Cadweld.
Как это работает?
Cadweld использует сборную зажимную форму для соединения двух металлических стержней вместе в различных конфигурациях соединений. Обычно они упираются друг в друга, но также распространены Т-образные соединения. После того, как соединительные элементы вставлены в форму, форма скрепляется зажимами, и вокруг точки входа металлических деталей наносится герметик.Это предотвращает вытекание металла шва в процессе сварки.
Авторы и права: САРИН КУНТХОНГ, Shutterstock
Затем в верхнюю часть сборной формы вставляется термит, представляющий собой комбинацию выбранного присадочного металла и окислителя. Затем форму закрывают сверху. После того, как все это готово к работе, используется нагревательная горелка, чтобы запустить реакцию и начать сварку. Расплавленный металл выливается из верхней камеры формы в полость сварного шва и образует сварной шов вокруг двух кусков металла.
Во время процесса может быть много дыма. Известно, что иногда случаются взрывы, поэтому необходимо постоянно носить средства индивидуальной защиты, такие как перчатки и защитные очки, а также соблюдать дистанцию во время процесса.
После завершения сварки пресс-форма разжимается. Внутри останется шлак от сварного шва. Все это необходимо очистить проволочной щеткой, прежде чем снова установить форму для следующего сварного шва.
Какие существуют типы сварки САПР?
Двумя наиболее распространенными типами экзотермической сварки являются сварка рельсов и сварка Cadweld
.
- Сварка рельсов
Кредит: Капуска, Shutterstock
При этом используется то же необходимое оборудование, что и в процессе Cadweld, который мы обсуждали до сих пор.Однако, поскольку рельсы, используемые для локомотивов, намного больше, чем медные кабели и арматура, оборудование также должно быть намного больше. Обычно с обеих сторон вокруг стыка рельсов располагается более крупная форма. Но реакция, которая происходит, не заключена в плесени. Вместо этого термит помещают в огнеупорный тигель, из которого затем расплавленный металл заливают в форму.
Оборудование снимается с рельса, пока оно еще остывает, так что излишки можно легко сбить кувалдой.Затем оставшуюся затвердевшую металлическую арматуру шлифуют шлифовальной машиной так, чтобы поверхность стыка была заподлицо. См. демонстрацию этого процесса здесь.
- Кадвелд
Кредит: Нуттхапат Матфонгтаворн, Shutterstock
Этому развитию этого процесса, которое мы уже кратко обсуждали, предшествовала более грязная и опасная термитная сварка, которая используется при сварке рельсов. Cadweld, по большей части, автономен.Присадочный металл и активатор часто поставляются предварительно упакованными, поэтому нет необходимости измерять, сколько потребуется для каждого сварного шва.
Cadweld, по большей части, автономен.Присадочный металл и активатор часто поставляются предварительно упакованными, поэтому нет необходимости измерять, сколько потребуется для каждого сварного шва.
Где используется?
Это один из предпочтительных методов сварки меди, так как он не повреждает ее и не снижает проводимость, поскольку обеспечивает чистоту меди, не имеющую себе равных в других процессах. Проводимость может быть слабее, если металл не такой чистый. Медный провод можно найти в оборудовании, используемом для распределения электроэнергии. Он также широко используется в транспорте, например, в автобусных рельсах и стеллажах.
С экзотермической сваркой связан процесс, называемый экзотермической пайкой. Здесь экзотермические реакции используются для соединения проводов с использованием различных легированных металлов и припоев. Этот процесс похож на экзотермическую сварку тем, что в нем используется присадочный металл с оксидом металла, чтобы вызвать реакцию. Этот процесс пайки включает подвод тепла только на короткое время, поэтому чувствительные электронные материалы не повреждаются и не деформируются.
В соответствии с Национальным электротехническим кодексом США единственным приемлемым методом соединения меди с оцинкованным кабелем является экзотермическая сварка.Оцинкованный материал обычно не обладает такой большой проводимостью, как голый металл, поскольку имеется цинковое покрытие. Гальванизация обычно должна быть сошлифована, если на оцинкованном материале должна быть выполнена какая-либо сварка. Гальваническое покрытие также привнесет в сварной шов пористость и другие дефекты. Но этого можно избежать при экзотермической сварке. Но согласно NEC, все эти сварные швы также должны быть проверены рентгеновским излучением.
Преимущества сварки САПР
- Кабели и провода повышенной проводимости
- Долговечное соединение
- Часто поставляется с расфасованным термитом
- Для выполнения требуется относительно немного навыков.

Недостатки сварки САПР
- Может быть опасным в зависимости от применения
- Определенные условия окружающей среды не идеальны для надлежащей сварки
Часто задаваемые вопросы (FAQ)
Какая температура термитной сварки?Температура термитной сварки составляет примерно 4000°F.Это примерно на 7000°F меньше, чем при дуговой сварке. Но он все еще достаточно горячий, чтобы образовалась необходимая прочная связь.
Можно ли сваривать САПР под дождем?Не рекомендуется выполнять сварку САПР под дождем, даже если это автономный процесс. Вода может попасть внутрь камеры и вызвать ненужные дефекты. Если вы собираетесь выполнять сварку САПР под дождем, убедитесь, что место сварки максимально сухое.
Срок годности сварных швов CAD истекает? Сварочная дробь CAD представляет собой предварительно упакованный наполнитель, который вставляется в форму. Если в соответствии с замыслом производителя поддерживаются надлежащие условия хранения, срок годности выстрелов не должен истечь.
Если в соответствии с замыслом производителя поддерживаются надлежащие условия хранения, срок годности выстрелов не должен истечь.
Заключение
Мы привыкли видеть дуговую сварку, которая использует электричество для выполнения необходимого плавления. Но сварка в той или иной форме насчитывает тысячи лет. Любопытно, что экзотермическая сварка кажется фундаментальной, но мы по-прежнему полагаемся на нее для защиты электрических соединений. Некоторые технологии, кажется, никогда не перерастут, и они постоянно доказывают свою необходимость.
Избранное изображение предоставлено: Duke.of.arcH, Shutterstock
Что такое CAD-сварка (экзотермическая сварка)? — Полное руководство
Чтобы понять, как работает экзотермическая сварка, важно сначала понять, что такое экзотермическая реакция…
Что такое экзотермическая реакция?
Термин экзотермический происходит от exo , что по-гречески означает снаружи, и thermic , что означает тепло и относится к химической реакции, в результате которой выделяется тепло. Все реакции горения являются экзотермическими, включая пожар и взрыв. Однако существуют менее очевидные экзотермические реакции, такие как реакция между железом и кислородом, вызывающая ржавчину (оксид железа). Эта реакция выделяет тепло, что делает ее экзотермической, но процесс настолько медленный, что разница температур едва заметна.
Все реакции горения являются экзотермическими, включая пожар и взрыв. Однако существуют менее очевидные экзотермические реакции, такие как реакция между железом и кислородом, вызывающая ржавчину (оксид железа). Эта реакция выделяет тепло, что делает ее экзотермической, но процесс настолько медленный, что разница температур едва заметна.
Напротив, алюминий и оксид железа (III) можно использовать для производства расплавленного железа в сильно экзотермической реакции, которая достигает температуры около 2000°C. Эта высокая температура превышает температуру плавления железа (1535 ° C), что позволяет использовать его на практике, например, для соединения железнодорожных путей.Эта экзотермическая реакция (оксид железа (III) + алюминий → оксид алюминия + железо) показывает, что железо находится ниже алюминия в ряду реакционной способности.
Для запуска некоторых экзотермических реакций требуется некоторое количество энергии, называемой энергией активации, например, использование пламени для сжигания дерева. Сварка CAD использует нагревательную горелку для подачи энергии активации, чтобы начать процесс сварки, в то время как экзотермические соединения между железнодорожными линиями могут быть запущены с помощью кремневой искры и вспомогательного порошка для увеличения выделяемого тепла.
Сварка CAD использует нагревательную горелку для подачи энергии активации, чтобы начать процесс сварки, в то время как экзотермические соединения между железнодорожными линиями могут быть запущены с помощью кремневой искры и вспомогательного порошка для увеличения выделяемого тепла.
Как работает экзотермическая сварка / сварка САПР
В сваркеCAD используется зажимная форма для тигля, чтобы удерживать свариваемые детали на месте. После соединения вместе герметизирующий состав помещается в точку входа металлических частей, чтобы предотвратить утечку металла сварного шва во время процесса сварки.
Затем в форму помещается термит, представляющий собой смесь присадочного металла и окислителя. Для запуска химической реакции применяется тепло, например, с помощью нагревательной горелки, и начинается сварка.Экзотермическая реакция заставляет расплавленный металл течь в полость сварного шва и формировать соединение вокруг двух кусков металла. После завершения сварки зажим освобождается, и, если он не выбрасывается, форму необходимо очистить, чтобы удалить остатки шлака, прежде чем использовать ее снова.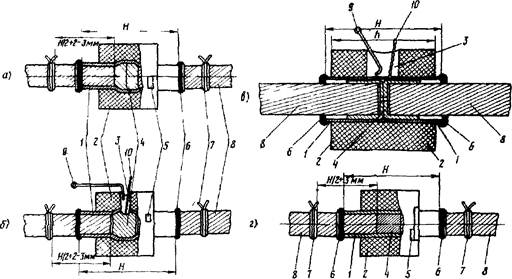
Процесс отличается при использовании экзотермической сварки железнодорожных рельсов, которая используется по крайней мере с 1935 года в Соединенных Штатах, где она использовалась на железной дороге Делавэр и Гудзон.
Во-первых, концы соединяемых рельсов предварительно нагревают до оранжевого цвета, чтобы убедиться, что расплавленная сталь не охлаждается, когда она течет между краями рельсов.Термитная смесь будет включать гранулы или стержни из высокоуглеродистого легирующего металла, такого как сталь, который вплавляется в металл сварного шва во время термитной реакции. Реагенты обычно поставляются в виде порошка, который воспламеняется искрой от кремневой зажигалки. Поскольку для сварки рельсов требуется высокая энергия активации, также используется вспомогательный порошок, такой как магний, или источник очень горячего пламени.
Экзотермический процесс может привести к образованию большого количества дыма и даже взрывов, поэтому при сварке CAD требуется защитное оборудование.
Экзотермические сварные соединения более эффективны, чем механические соединения, особенно при соединении проводников, поскольку они создают прочное постоянное соединение между проводниками.
К преимуществам экзотермической сварки относятся:
- Создание долговечного соединения, которое не деформируется и не ослабевает
- Простой в освоении процесс, который можно оценить визуально
- Создает молекулярный сварной шов, не подверженный влиянию сильных скачков тока, что позволяет проводникам выдерживать повторяющиеся токи короткого замыкания без потери работоспособности
- Сварные швы могут обеспечивать удерживающую способность и пропускную способность по току не ниже, чем сами проводники
- Способен сваривать такие материалы, как медь, латунь, бронза, нержавеющая сталь и стальной рельс, для получения соединения со сплавом без диэлектрического влияния в точке сварки, которое также непроницаемо для коррозии
Несмотря на преимущества, экзотермическая сварка все же сопряжена с некоторыми трудностями:
- Может быть опасным, в зависимости от метода и применения
- Не подходит для определенных условий окружающей среды
Из-за преимуществ, связанных с CAD-сваркой и электрическими разъемами, эта CAD-сварка используется для широкого спектра систем электрозащиты, чтобы обеспечить стабильность и заземление соединений. Экзотермические соединения позволяют избежать повышенного электрического сопротивления, минимизируя окисление и устраняя проблему ослабления соединений, связанного с вибрацией, что позволяет использовать их в различных отраслях промышленности.
Экзотермические соединения позволяют избежать повышенного электрического сопротивления, минимизируя окисление и устраняя проблему ослабления соединений, связанного с вибрацией, что позволяет использовать их в различных отраслях промышленности.
Системы экзотермической сварки широко используются для электроники и электропроводки, включая все, от систем заземления для подстанций и электростанций до телекоммуникационных устройств. Экзотермическая сварка также используется для систем катодной защиты и молниезащиты.
Конечно, помимо этих применений экзотермическая сварка также широко используется для соединения железнодорожных рельсов. Их может быть трудно сварить другими методами из-за толщины соединяемого материала и удаленных мест, где часто необходимо выполнять эти сварные швы.
Различные материалы экзотермически соединяются для различных применений, в том числе:
Медная проволока используется в оборудовании для распределения электроэнергии, а также в других областях. Сварка CAD идеально подходит для соединения меди, поскольку она не повреждает медь и не снижает проводимость, а также позволяет получать медь, не имеющую себе равных по чистоте с помощью других процессов.Эта чистота предотвращает ослабление проводимости. В результате экзотермическая сварка широко используется для создания высококачественных электрических соединений между медью и медью, а также для сварки медных сплавов, таких как латунь и бронза, или меди со сталью.
Сварка CAD идеально подходит для соединения меди, поскольку она не повреждает медь и не снижает проводимость, а также позволяет получать медь, не имеющую себе равных по чистоте с помощью других процессов.Эта чистота предотвращает ослабление проводимости. В результате экзотермическая сварка широко используется для создания высококачественных электрических соединений между медью и медью, а также для сварки медных сплавов, таких как латунь и бронза, или меди со сталью.
Провода для электронных устройств также можно соединять с помощью экзотермической пайки, аналогичной экзотермической сварке. В обоих процессах используются присадочные металлы и оксид металла, чтобы вызвать реакцию, но при пайке подвод тепла применяется только в течение короткого времени, чтобы не повредить и не деформировать чувствительную электронику.Экзотермическая пайка для электроники использует различные легированные металлы и припои.
Национальный электротехнический кодекс США определил, что экзотермическая сварка является единственным приемлемым методом соединения меди с оцинкованным кабелем. Цинковое покрытие на оцинкованных материалах означает, что они не обладают такой хорошей проводимостью, как чистые металлы. Это гальваническое покрытие обычно сошлифовывается перед сваркой, и покрытие также может приводить к пористости и другим дефектам сварного шва.Этих проблем можно избежать, используя экзотермическую сварку.
Цинковое покрытие на оцинкованных материалах означает, что они не обладают такой хорошей проводимостью, как чистые металлы. Это гальваническое покрытие обычно сошлифовывается перед сваркой, и покрытие также может приводить к пористости и другим дефектам сварного шва.Этих проблем можно избежать, используя экзотермическую сварку.
Какова цель экзотермической сварки?
Экзотермическая сварка часто используется для соединения проводников для заземления (заземления) или молниезащиты. Этот метод также можно использовать для соединения разнородных металлов и обычно используется для соединения рельсов на железных дорогах. Для сварки толстых рельсов на железнодорожных путях с помощью других процессов потребуется много времени, а также потребуется более тщательная подготовка стыка, чтобы гарантировать, что сварной шов проходит через толщину рельса должным образом.Экзотермическая сварка не требует такой тщательной подготовки шва, а процесс сварки также намного быстрее, чем при других процессах.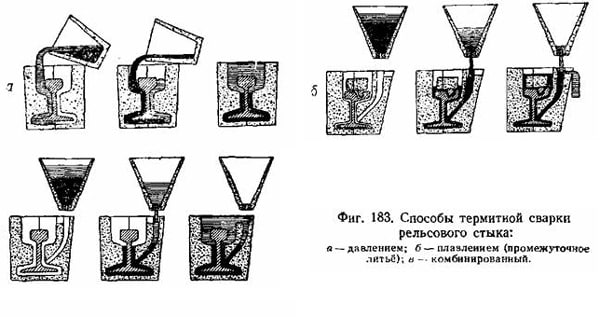 Стыковая сварка оплавлением может использоваться в качестве альтернативного метода соединения рельсов, но из-за потребности в электричестве в сочетании с удаленными местами, где часто требуется сварка, обычно предпочтительнее экзотермическая сварка.
Стыковая сварка оплавлением может использоваться в качестве альтернативного метода соединения рельсов, но из-за потребности в электричестве в сочетании с удаленными местами, где часто требуется сварка, обычно предпочтительнее экзотермическая сварка.
Что означает экзотермическая сварка?
Экзотермическая сварка, также известная как термитная сварка или сварка CAD, представляет собой процесс сварки плавлением, при котором источником энергии является химическая реакция.Тепло, выделяемое химической реакцией, для начала которой может потребоваться пламя или искра, расплавляет металлические порошки, так что расплавленный металл течет к зоне сварки внутри тигля, чтобы соединить материалы вместе. Экзотермия происходит от греческого слова «снаружи» («Exo») и «тепло» («Thermic»).
Кто изобрел экзотермическую сварку?
Ганс Гольдшмидт, который работал над использованием термитной реакции для получения хрома и марганца высокой чистоты, впервые разработал современную термитную сварку рельсов в середине 1890-х годов. Этот процесс был впервые использован на железнодорожной линии в Эссене, Германия, в 1899 году, когда экзотермически сваренные рельсы быстро завоевали популярность благодаря большей надежности сварных швов. Когда этот процесс был адаптирован для железных дорог от Дрездена до Лидса и Сингапура, Гольдшмидт в 1904 году основал компанию Goldschmidt Thermit Company в Нью-Йорке, которая распространила практику термитной сварки на железные дороги Северной Америки.
Этот процесс был впервые использован на железнодорожной линии в Эссене, Германия, в 1899 году, когда экзотермически сваренные рельсы быстро завоевали популярность благодаря большей надежности сварных швов. Когда этот процесс был адаптирован для железных дорог от Дрездена до Лидса и Сингапура, Гольдшмидт в 1904 году основал компанию Goldschmidt Thermit Company в Нью-Йорке, которая распространила практику термитной сварки на железные дороги Северной Америки.
Какая температура термитной сварки?
Термитная сварка достигает температуры около 2200°C (около 4000°F).Это меньше, чем во многих процессах дуговой сварки, которые обычно выполняются при температуре около 6 100 ° C (около 11 000 ° F). Однако этого тепла все еще достаточно для образования прочной связи.
Сварка CAD и экзотермическая сварка — это одно и то же. Сварка CAD — это просто торговая марка, которая обычно используется для процесса (например, «Пылесос» и вакуумная очистка).
Экзотермическая сварка — это процесс плавления, который используется для создания молекулярной связи между двумя металлическими деталями, удерживаемыми в форме, без использования внешнего источника тепла (кроме запуска экзотермической реакции).
После охлаждения экзотермически сваренное соединение должно быть однородным, а два материала полностью сплавлены друг с другом.
Процедура экзотермической сварки — Экзотермическая сварка Производитель Поставщик Экспортер
ОБЩИЕ ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ:
A. Для выполнения соединений следует использовать только оборудование и материалы.
B. Не соединяйте элементы, кроме как указано в инструкциях. Несоблюдение этих инструкций может привести к неправильным и небезопасным соединениям,
повреждению свариваемых элементов или даже к телесным повреждениям или повреждению имущества.
C. Не используйте изношенное или сломанное оборудование, которое может вызвать утечку. В случае небольших утечек следует использовать герметик.
D. При использовании Weld не используйте упаковку сварочного материала, если она повреждена или не полностью цела.
E. Выполняйте соединения в соответствии с инструкциями и всеми регулирующими нормами.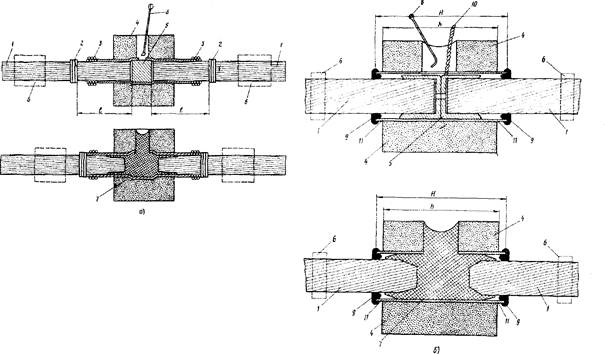
F. Персонал должен пройти надлежащее обучение и носить защитные очки и перчатки.
G. Избегайте контакта с горячими материалами.
H. Посоветуйте находящемуся рядом персоналу находиться на расстоянии не менее 7–10 футов от места проведения сварочных работ.
I. Удалите или защитите легковоспламеняющиеся материалы с места эксплуатации для защиты от опасности возгорания.
J. Обеспечьте достаточную вентиляцию рабочей зоны.
K. Не курите при работе с исходным материалом.
L. Избегайте прямого попадания в глаза «вспышек» света от воспламенения исходного материала.
F. Сварочный материал представляет собой экзотермическую смесь и вступает в реакцию с образованием горячего расплавленного материала с температурой выше 1400°C (2500°F) и локализованным
выделением дыма.Температуры воспламенения для сварочного материала превышают 900°C (1650°F). Эти материалы не взрывоопасны.
G. Соблюдение процедур сварки сведет к минимуму риск ожогов и возгорания, вызванных разливом горячего расплавленного материала. В случае пожара использование воды или CO2 поможет контролировать горящие контейнеры. Большое количество воды поможет в тушении пожара в случае вовлечения экзотермических материалов. Воду следует подавать с расстояния.
В случае пожара использование воды или CO2 поможет контролировать горящие контейнеры. Большое количество воды поможет в тушении пожара в случае вовлечения экзотермических материалов. Воду следует подавать с расстояния.
H. Должны соблюдаться все руководящие нормы и правила, а также те, которые требуются на рабочем месте.Всегда используйте соответствующее защитное оборудование, такое как защита для глаз, каска и перчатки, в зависимости от области применения.
ПРЕДУПРЕЖДЕНИЕ:
1. Продукты должны устанавливаться и использоваться только так, как указано в инструкциях к продуктам.
2. Запрещается использовать изделия в целях, отличных от тех, для которых они были разработаны, или таким образом, который превышает указанные номинальные нагрузки.
3. Необходимо полностью соблюдать все инструкции, чтобы обеспечить правильную и безопасную установку и работу.
4. Неправильная установка, неправильное использование, неправильное применение или другое несоблюдение инструкций и предупреждений может привести к плохому сварному соединению, повреждению имущества или даже к серьезным тяжелым травмам.
Преимущества и недостатки экзотермической сварки:
По сравнению с некоторыми другими формами сварки экзотермические соединения обладают большей механической прочностью. Сварной шов может быть защищен от коррозии. Вы просто не заметите увеличения электрического избыточного веса, несмотря на повторяющиеся небольшие импульсы сигнала; ваш сварной шов очень прочный.Однако процедура является более дорогостоящей. Задача требует сменных форм, ее нелегко повторить, что позволяет помешать ее выполнению из-за плохих погодных условий, если работа выполняется на открытом воздухе.
Экзотермическая сварка также может выполняться вдали от других. Это снижает опасность для сотрудников. Воспламенитель используется с широко распространенными графитовыми формами или приятным на вкус каплей в металлическом картридже с чернилами сварного шва, полупостоянным графитовым тиглем и компанией по розжигу, которая соединяет ваш контейнер с помощью шнура.
ИНСТРУКЦИИ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И ХРАНЕНИЮ:
1. Плесень обычно рассчитана на 50–60 соединений в полевых условиях.
Плесень обычно рассчитана на 50–60 соединений в полевых условиях.
2. Оборудование хрупкое, с ним следует обращаться осторожно во время использования.
3. Очистку форм следует выполнять с помощью подходящей щетки/инструмента после того, как форма достаточно остынет после процесса сварки. Избегайте горячей очистки формы.
4. Необходимо тщательно очищать полость, чтобы избежать повреждений/сколов.
5. По завершении работы плесень необходимо хорошо очистить изнутри и снаружи мягкой тканью.При хранении он должен быть надлежащим образом завернут в пузырчатую пластиковую упаковку.
6. Формы и сварочный порошок всегда должны храниться в прохладном и сухом месте.
7. Все инструменты и принадлежности должны быть очищены перед хранением для безопасного повторного использования.
Экзотермическая сварка Cadweld C.P. Кабельные соединения Erico
Техническая информацияКод трубопровода
CADWELD СОЕДИНЕНИЯ С ТРУБОПРОВОДАМИ
1. Американское общество инженеров-механиков* (ASME) публикует нормы, касающиеся проектирования и монтажа систем напорных трубопроводов:
Американское общество инженеров-механиков* (ASME) публикует нормы, касающиеся проектирования и монтажа систем напорных трубопроводов:
1.1. ANSI/ASME B31.8-2000, ТРУБОПРОВОДНЫЕ СИСТЕМЫ ПЕРЕДАЧИ ГАЗА И РАСПРЕДЕЛЕНИЯ.
1.2. ANSI/ASME B31.4-1998, СИСТЕМЫ ТРАНСПОРТИРОВКИ ЖИДКОСТИ ДЛЯ УГЛЕВОДОРОДОВ, ЖИДКОГО НЕФТЯНОГО ГАЗА, БЕЗВОДНОГО АММИАКА И СПИРТОВ.
2. В обоих случаях, в разделе «Контроль коррозии», стандарт разрешает присоединение электрических проводов с помощью экзотермической сварки, но ограничивает размер используемого металла сварного шва до:
2.1. CA15 для стальной трубы.
2.2. CA32XF19 для литых, кованых и труб из ковкого чугуна.
3. Эти ограничения позволяют приваривать проволоку № 4 AWG и меньше к стальным трубам с использованием катодных соединений Cadweld типа CAHA и № 6 AWG и меньше к литому, кованому и ковкому чугуну с использованием соединений типа CAHB.
Если к системам напорных трубопроводов, подпадающим под действие этих кодов, необходимо подключить проводники большего размера, имеется несколько альтернативных решений:
3. 1. С помощью формованного клеммного соединения (стр. 10) провод AWG №2 можно приваривать к литому, кованому и ковкому чугуну с помощью сварки CA32XF19.
3.2. С помощью соединительной ленты Cadweld (стр. 8) можно приварить медную полосу размером 1/6 x 1 дюйм (что немного меньше, чем AWG № 1) к литой, кованой и ковкой чугунной трубе с помощью CA32XF19.
3.3. Соединение «Перфорированная лента» (стр. 9) (медь 1/16 x 1-1/4 дюйма, что соответствует чуть меньшему, чем 1/0 AWG) можно приварить к стальной трубе с помощью сварки CA15. Модель с 5 отверстиями используется для соединений типа Dresser, а модель с 2 отверстиями — для стандартных соединений.
3.4. Пряди более крупного 7-жильного провода можно растянуть и каждую жилу приварить отдельно (рис. 1), как указано в следующей таблице:
* Доступно в: Американское общество инженеров-механиков
Проводник 7 жил | Сварочный аппарат для каждой стренги для стальной трубы | Сварной металл |
| 4/0 | КАХАА1H | СА15 |
| 3/0 до #1 | КАХАА1G | СА15 |
| #2 — #4 | CHAA1G с втулкой B1331H | СА15 |
CADWELD СОЕДИНЕНИЯ И ТОЛЩИНА СТЕНКИ ТРУБ
Ниже приводится обсуждение минимального размера трубы, необходимого для безопасной установки катодных соединений Cadweld с учетом условий эксплуатации и без проведения специальных заводских испытаний. Несколько вещей должны быть рассмотрены, как указано ниже.
Несколько вещей должны быть рассмотрены, как указано ниже.
Для определенной толщины стенки:
а. Кольцевое напряжение в трубе будет увеличиваться по мере увеличения диаметра трубы.
б. Теплоотдача будет зависеть от тепловых характеристик материала трубы.
в. На рассеивание тепла будет влиять скорость потока материала через трубу во время сварки.
д. На прочность трубы будет влиять температура трубы (температура материала).
эл. Необходимо проверить любое внутреннее покрытие трубы, чтобы определить, не повлияет ли на него неблагоприятно температура трубы непосредственно под сварным швом.
Исходя из минимальной толщины стенки 0,109 дюйма* (2,769 мм) и использования наплавленного металла CA15 (максимально допустимый для систем нефте- или газопроводов согласно ANSI/ASME B31.4 и B31.8), минимального рекомендуемого размера трубы и расписание:
Номинальный размер трубы | Расписание | Толщина стенки |
1/2” | 40 | 0. 109 109 |
3/4″ | 40 | 0,113 |
от 1 до 2 дюймов | 10 | .0109 |
от 2 1/2 до 4 дюймов | 10 | 1,120 |
от 5 до 8 дюймов | 5 | 0,109 |
10 дюймов и больше | 5 | >0.109 |
Испытания, проведенные действующими газовыми компаниями, показали отсутствие повреждений 4-дюймовой трубы марки 52 со стенкой 0,109 дюйма при сварке трубы под давлением 500 фунтов на кв. дюйм с использованием CA15. Сварные швы, выполненные на стальном листе толщиной 0,109 дюйма, имели максимальную глубину проплавления меди менее 0,010 дюйма. Другие испытания на трубах со стенкой 0,125 дюйма или 0,150 дюйма показали проникновение меди максимум на 0,005 дюйма.
КОВКИЙ ЧУГУН
Испытания, проведенные nVent, показывают, что соединения с трубой из ВЧШУГА могут быть выполнены с использованием форм Cadweld и наплавленного металла, предназначенных для использования на стальных трубах.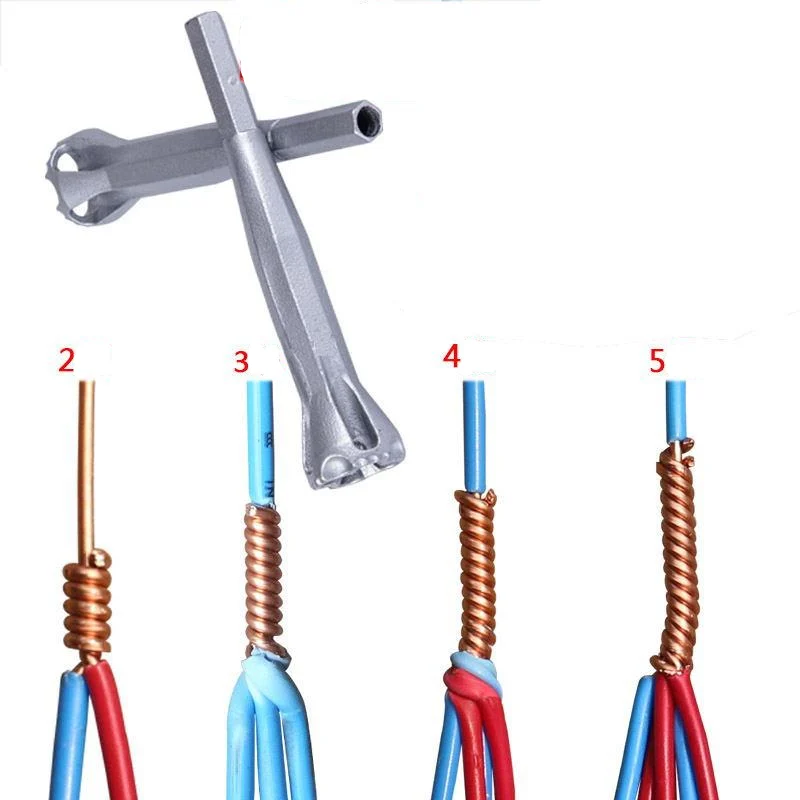 Однако некоторые отчеты с мест предполагают, что все ковкие чугуны не одинаковы. В некоторых случаях материал для стали не подойдет. В таких случаях формы и сварочный материал для чугуна работают.
Однако некоторые отчеты с мест предполагают, что все ковкие чугуны не одинаковы. В некоторых случаях материал для стали не подойдет. В таких случаях формы и сварочный материал для чугуна работают.
Поэтому мы предлагаем:
1. По возможности проведите испытания на используемой трубе из ковкого чугуна, чтобы определить, можно ли использовать материал для стали.
-ИЛИ-
2. Используйте материал для чугуна. Это обеспечит удовлетворительные соединения на всех ковких чугунах.
Соединение арматурных стержней для термитной сварки
Термитная сварка для соединения арматурных стержней
Страница 2 из 2 Мы обеспечиваем высококачественный Термитный Сварочный Порошок по разумной цене с самым быстрым временем выполнения заказа и быстрым временем отклика.
Компания Amiable Impex была создана 1) г-ном Уджвалом Шахом (имеющим более 15 лет опыта работы на рынках электротехники) и 2) г-номМаулик Шах (B.Com, M.com, PGDBM, PGDFM, MBA)
Компания Amiable Impex была основана с целью быть в авангарде электротехнической металлургической промышленности как в Индии, так и за рубежом для производства медных заземляющих стержней и порошков для термитной сварки и Аксессуары. С момента основания компания росла за счет постоянного развития. Как компания, Amiable всегда стремится устанавливать свою собственную повестку дня, а не заниматься бизнесом как последователь существующего лидера рынка. Наш стиль работы уникален, что всегда устраивает нашего Заказчика.Мы верим в предоставление качественного продукта в QualityService по хорошей цене.
С момента основания компания росла за счет постоянного развития. Как компания, Amiable всегда стремится устанавливать свою собственную повестку дня, а не заниматься бизнесом как последователь существующего лидера рынка. Наш стиль работы уникален, что всегда устраивает нашего Заказчика.Мы верим в предоставление качественного продукта в QualityService по хорошей цене.
Amiable Impex стремится быть «более динамичной и конкурентоспособной компанией», чтобы надлежащим образом реагировать на все более сложные и разнообразные требования клиентов и предлагать продукты с превосходной добавленной стоимостью благодаря нашим инновациям. Мы очень активно занимаемся исследованиями и разработками для дальнейшего повышения надежности и производительности нашей продукции.
Наше видениеМы установили четыре столпа нашего видения, которые определяют долгосрочное направление для нашей компании AmiableImpex, куда мы хотим идти и как мы собираемся этого достичь: Мы работаем, чтобы создавать лучшее будущее каждый день. Мы помогаем нашим клиентам чувствовать себя хорошо, получать удовольствие и получать от жизни больше с нашими брендами и услугами
, которые хороши для них и других. Несмотря на то, что компания имеет амбициозные планы на будущее в отношении своего ассортимента продукции и своих производственных возможностей, нашей главной целью всегда будет поддержание высочайшего уровня обеспечения качества и обслуживания клиентов.
Мы будем разрабатывать новые способы ведения бизнеса с целью удвоения размера нашей компании при одновременном снижении воздействия на окружающую среду.
Цель и принципы Секрет нашего успеха заключается в искренности и любви ко всем, с кем мы работаем, к сообществам и окружающей среде, на которую мы влияем. Мы понимаем ценности наших клиентов».
AMIABLE IMPEX. Эл. Всегда работать добросовестноВедение нашей деятельности добросовестно и с уважением ко многим людям, организациям и окружающей среде, с которыми связана наша деятельность, всегда лежало в основе ответственности наших клиентов и их удовлетворенности нашей гарантией качества.
Положительное влияниеМы стремимся оказывать положительное влияние разными способами: через наши бренды, нашу коммерческую деятельность и отношения, посредством добровольных взносов и посредством различных других способов взаимодействия с нашими международными и местными клиентами.
Постоянная приверженностьМы также стремились к постоянному совершенствованию того, как мы управляем воздействием на окружающую среду, и работаем над достижением нашей долгосрочной цели – развития устойчивого бизнеса и повышения удовлетворенности клиентов благодаря нашему непревзойденному сервису.
Изложение наших стремленийНаша цель излагает наши стремления в ведении нашего бизнеса. Он опирается на наш кодекс бизнес-принципов, в котором описываются операционные стандарты, которым следуют все сотрудники AMAIBLE, где бы они ни находились.
Будущие возможностимы гордимся своей репутацией и имиджем бренда благодаря постоянным инновациям и обновлениям.
Некоторые из наших уважаемых клиентов
ДРУЖЕЛЮБНЫЙ ИМПЕКС. Электронная почта: [email protected] Тел.+91-9594899995 URLwww.exothermicweldpowder.com
Электронная почта: [email protected] Тел.+91-9594899995 URLwww.exothermicweldpowder.com
mailto:[email protected]
Стр. 4 из 4
S. no. ИНДЕКС ПОРОШКОВ ДЛЯ ТЕРМИТНОЙ СВАРКИ Номер страницы.
01 Термитный процесс сварки 05
02 Инструменты, необходимые для термитной сварки 06
03 Термитная сварочная работа Процесс 08
04 Общие Инструкции по безопасности 10
05 Диаграмма выбора пресс-формы 11
06 Кабель к кабельным соединениям. Термитные сварочные соединения CTC) 11
07 Соединения кабеля с заземляющим стержнем Соединения термитной сварки (CGRC) 12
08 Соединение кабеля с наконечником / лентой Соединения термитной сварки (CLTC) 13
09 Соединения кабеля со сталью Соединения термитной сварки (CTS) 14
10 Соединения стали с проушиной / лентой Термитная сварка (SLTC) 15
11 Соединения стали со стержнем Соединения с термитной сваркой (SRSC) 15
12 Соединения стержня с стержнем Термитная сварка (GRGR) 16
13 Соединение стержня с лентой Соединения с порошковой термитной сваркой (GRTC) 16
14 Соединение кабеля с арматурой Соединения с термитной сваркой (CREC) 17
15 Соединение ленты с арматурой Th Порошковые сварные соединения Ermite (TREC) 18
16 Соединение арматуры с арматурой Соединения для термитной сварки (RERE) 18
17 Соединение стержня с арматурой Порошковые соединения для термитной сварки (RORE) 18
18 Соединение полосы с полосой Порошковые соединения для термитной сварки (SSC) ) 19
ДРУЖЕЛЮБНЫЙ ИМПЕКС. Электронная почта: [email protected] Тел. +91-9594899995 URLwww.exothermicweldpowder.com
Электронная почта: [email protected] Тел. +91-9594899995 URLwww.exothermicweldpowder.com
mailto:[email protected]
Страница 5 из 5 процесс сварки для соединения двух электрических проводников, в котором используется перегретый медный сплав для неразъемного соединения проводников. В этом процессе используется термитная реакция медно-термитной композиции для нагревания меди и не требуется внешний источник тепла или тока.Химическая реакция, в результате которой выделяется тепло, представляет собой алюминотермическую реакцию между порошком алюминия и оксидом металла.
Реакция достигает очень высоких температур, в зависимости от используемого оксида металла. Реагенты обычно поставляются в виде порошков, а реакция инициируется искрой от кремневой зажигалки. Однако энергия активации для этой реакции очень высока, и для инициирования требуется либо использование вспомогательного материала, такого как порошкообразный металлический магний, либо источник очень горячего пламени. Образующийся при этом шлак оксида алюминия выбрасывается.
Образующийся при этом шлак оксида алюминия выбрасывается.
При сварке медных проводников в процессе используется полупостоянная графитовая тигельная форма, в которой расплавленная медь, полученная в результате реакции, течет через форму и поверх и вокруг свариваемых проводников, образуя между ними электропроводящий шов. Когда медь
остывает, форму либо отламывают, либо оставляют на месте. В качестве альтернативы можно использовать ручные графитовые тигли. К преимуществам этих тиглей относятся портативность, более низкая стоимость (поскольку их можно использовать повторно) и гибкость, особенно в полевых условиях.
Сформированный сварной шов имеет более высокую механическую прочность, чем другие виды сварных швов, и превосходную коррозионную стойкость. Он также обладает высокой стабильностью при повторяющихся импульсах короткого замыкания и не подвержен повышенному электрическому сопротивлению в течение всего срока службы установки. Однако этот процесс является дорогостоящим по сравнению с другими процессами сварки, требует поставки сменных форм, имеет недостаток повторяемости и может быть затруднен из-за сырости или плохой погоды (при выполнении на открытом воздухе).
ОСОБЕННОСТИ Обладает более высокой электропроводностью, чем сами проводники. Он не разъедает оксид и не разрушается со временем, устойчив к гальванической связи. Он способен выдерживать многократные электрические разряды. Он никогда не увеличивает свое сопротивление. Обладает более высокой механической и сжимающей стойкостью, чем сами проводники.
Обеспечивает неразъемную сварку и соединение с низким сопротивлением, необходимое для достижения долговечных и надежных результатов при заземлении. Гарантирует наиболее распространенные соединения не только между медными кабелями, но и для сварки
лент и металлических деталей из латуни, нержавеющей стали, и стальные заземляющие стержни с медным покрытием.
ДРУЖЕСТВЕННЫЙ ИМПЕКС. Электронная почта: [email protected] Тел. +91-9594899995 URLwww.exothermicweldpowder.com
mailto:[email protected]
Страница 6 из 6
ИНСТРУМЕНТЫ ДЛЯ ТЕРМИТНОЙ СВАРКИ для высококачественных сварочных работ и может использоваться многократно.
Ниже приведены преимущества.1. Гладкое металлическое соединение, которое не расшатывается и не подвергается коррозии.2. На него не влияют скачки тока или перегрузки по току.3. Нет необходимости во внешнем сварочном аппарате.4. Используйте только легкое и дешевое оборудование.
При соединении медного провода с заземляющим стержнем или другого металлического соединения поместите сварочный порошок в графитовую форму. Просто зажгите, чтобы начать процесс сварки. В результате получится чистая и гладкая поверхность соединения. Он также применим для других металлов, таких как: железо, оцинкованная сталь, железнодорожные пути, чугун, бронза и латунь. Его можно использовать в различных приложениях, чтобы иметь хорошие связи в работе.Например, молниезащита и защита от перенапряжений, заземление при электромонтажных работах, строительство железных дорог, катодная защита. Соединительная форма рассчитана в среднем на 60-100 соединений. Это будет варьироваться в зависимости от ухода за плесенью во время использования.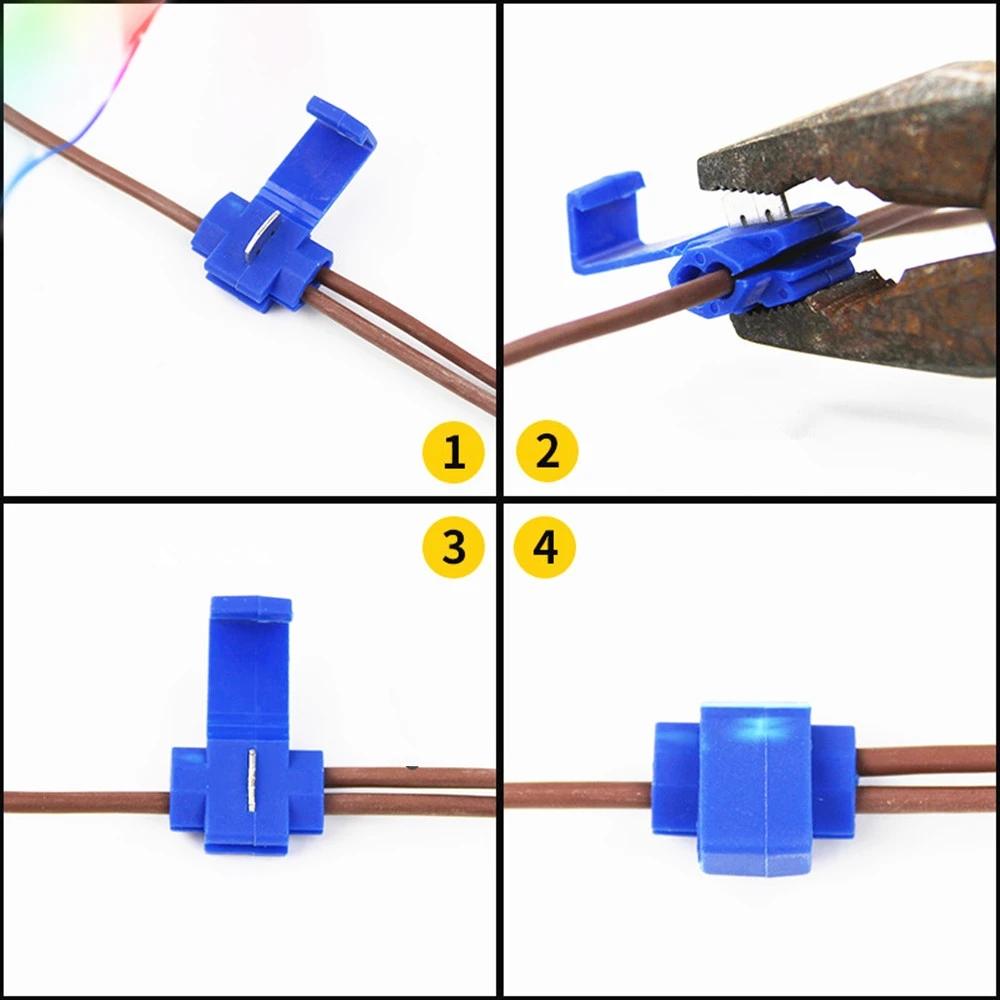 Мы рекомендуем не использовать пресс-форму для более чем 60-70 соединений, потому что размер полости сварки увеличивается после каждого соединения, что в конечном итоге приводит к неправильной форме полости сварки.
Мы рекомендуем не использовать пресс-форму для более чем 60-70 соединений, потому что размер полости сварки увеличивается после каждого соединения, что в конечном итоге приводит к неправильной форме полости сварки.
2) Зажим ручки пресс-формы (универсальный) Для большинства соединений с использованием наконечников, кабеля или прямоугольной шины используются зажимы ручки Thermite.Они подходят для 90% всех стандартных форм Thermite. Обычно мы рекомендуем одну ручку на каждые
две формы
3) Стальной металлический дискСтальные диски очень важны. Диск служит синхронизатором, позволяя сварочному порошку нагреться до нужной температуры, диск удаляется, пропуская расплавленную медь до точки, в которой она может приварить металл.
Что такое экзотермическая сварка и для чего она используется?
Экзотермическая сварка, также известная как термитная сварка или экзотермическая сварка, представляет собой процесс неразъемного соединения заземляющих (заземляющих) или грозозащитных проводников вместе.
Экзотермический сварной шов может быть особенно полезен для соединения разнородных металлов. Преимущество этого процесса в том, что он не требует внешнего источника тепла и работает за счет использования химической экзотермической реакции термитного состава (сварочного порошка) для нагрева проводников до точки, при которой после охлаждения образуется механически прочная молекулярная связь с низким сопротивлением.
Хотя механические соединения и экзотермические сварные соединения очень похожи по своему применению, их характеристики могут сильно различаться.
Наш экзотермический сварочный материал «Традиционный» и «ПЛЮС» подходит для сварки этих материалов вместе:
- Медь
- Мягкая сталь
- Бронза
- Латунь
Специализированные приложения также включают материалы из чугуна и нержавеющей стали. Пожалуйста, свяжитесь с нашим отделом продаж: 020 8405 6789 или по электронной почте: sales@etscablecomponents. com.
com.
Экзотермическая сварка является единственным надежным средством соединения оцинкованной низкоуглеродистой стали с медными проводниками, например.г. заземление забора или применение конструкционной стали. ETS является авторизованным реселлером и поставщиком продуктов для экзотермической сварки nVent ERICO Cadweld® в Великобритании
.CADWELD®:
- Не портится со временем.
- Устраняет любой риск ослабления или коррозии благодаря свойствам молекулярного связывания.
- Выдерживает повторяющиеся ложные токи.
- Обеспечивает минимально возможное сопротивление цепи заземления.
- При визуальном осмотре можно контролировать качество.
Обучение экзотермической сварке
ETS может в кратчайшие сроки организовать обучение на месте (только для Великобритании) либо в нашем учебном центре, либо на объекте заказчика для системы экзотермической сварки nVent ERICO Cadweld®.
Эти курсы предназначены для демонстрации и обучения правильным процедурам подготовки, использованию и применению сварочной системы CADWELD®.