Соединение труб сваркой
Категория: Отопительные системы
Соединение труб сваркой
В современном монтаже получило широкое распространение соединение труб при помощи сварки, достигшей в нашей стране высокого технического уровня. Требования к сварному шву соединения труб аналогичны требованиям к металлу, из которого изготовляются трубы.
Условия работы отопительного трубопровода и тепловой сети требуют, чтобы шов мог противостоять линейным температурным деформациям и не давать трещин. Иными словами, необходима достаточная вязкость металла. Условия работы газопровода также выдвигают такое важное требование к сварному шву, как плотность, поскольку газ обладает свойством проникать через весьма малые поры.
Рис. 1. Обработка торцов труб под сварку
Для тепловой и газовой сетей существенное значение имеет прочность шва, исключающая возможность его разрыва.
Для обеспечения указанных требований необходимо:
1) выбрать соответствующую конструкцию сварного соединения;
2) обеспечить при сварке такой металлургический процесс, при котором наплавленный металл приобрел бы необходимые качества;

В стальных трубопроводах любого назначения трубы соединяют преимущественно встык. В отдельных случаях допускается соединение внахлестку.
Соединения встык (рис. 1) требуют обязательного провара кромок на всю толщину стенки. Для этого торцы труб должны быть соответственно подготовлены в зависимости от толщины их стенки.
Подготовка состоит в следующем:
1) на концах свариваемых труб запиливают, прострагивают или расплавляют фаски, с тем чтобы угол раскрытия р составлял 60—70°. Больший угол берется для больших толщин; это так называемая У-образная подготовка;
2) фаска не должна захватывать всю толщину стенки трубы; низ фаски не должен быть скошен более чем на 1,5—2,5 мм. Это так называемое притупление б.
Если сделать фаску без притупления, то ее заостренный срез не успеет отвести направленное на это место тепло при сварке, вследствие чего утоненные кромки мгновенно расплавятся. При этом образуется щель, которую трудно заварить и через которую расплавленный металл выступит на внутренней поверхности стыка в виде затвердевших капсул грата.
3) если, однако, при 1,5—2-миллиметровом притуплении рассматривать его как предел, то тем самым получается, что У-образная подготовка кромок целесообразна только для труб с толщиной стенок не менее 5 мм. При меньшей толщине притупление захватит подавляющую часть толщины стенки, а следовательно, фаска не оправдает своего назначения. Поэтому для труб со стенкой тоньше 5 мм, т. е. для водогазопроводных труб с условным проходом до 70 мм включительно, кромки делаются под прямым углом. Это называется бесскос-ной подготовкой;
4) при У-образной и бесскосной подготовках в стыках между кромками оставляют зазор а, равный 2— 3 мм. Этот зазор делается для обеспечения глубокого провара вершины угла. Это — основное условие прочности сварного трубопровода. При отсутствии зазора расплавленный металл не проникает до вершины угла, что является причиной резкого ослабления прочности соединения.
Рис. 2. Сварные стыки труб: а — нижний шов; б — вертикальный; в – горизонтальный; г — потолочный шов
Сварка обладает рядом преимуществ перед другими способами соединения труб: уменьшается вес трубопроводов, что обеспечивает экономию металла, получается высокая прочность и плотность соединений, сокращается трудоемкость сборки, снижается стоимость.
Рис. 3. Сварка труб внахлестку
При монтаже трубопроводов применяют главным образом два вида сварки: газовую (ацетилено-кислородную) и электродуговую.
Различают нижние, вертикальные, горизонтальные и потолочные швы (рис. 2). Нижним, наиболее легко выполнимым (рис. 2, а), называют шов, который в процессе сварки свободно наблюдается сварщиком в направлении сверху вниз. Горизонтальным называют шов (рис. 2, б), расположенный в горизонтальной плоскости, а вертикальным (рис. 2, в)—расположенный на боковом участке горизонтального трубопровода. Потолочным называют шов, расположенный над головой сварщика (рис.
Во всех случаях различают швы по возможности или невозможности поворота труб при сварке — поворотные или неповоротные.
Помимо сварки встык трубы сваривают также внахлестку (рис. 3) или под углом. При сварке под углом труб мелкого сечения отверстие в основной трубе просверливают, но не вырезают; диаметр отверстия при этом должен быть равен внутреннему диаметру привариваемой трубы, а торец последней обработан по форме наружной поверхности основной трубы. Если отверстие в основной трубе просверлить нельзя, то его вырезают с последующей обработкой кромки.
Рис. 4. Сварка труб малого диаметра под углом
Отопительные системы — Соединение труб сваркой
Соединение трубопровода сваркой и резьбой. Какой из этих способов надежнее? Об этом и пойдет речь в нашей статье.
Как обеспечивать долгую и стабильную работу трубопровода? Для этого нужно обеспечить герметичность мест соединения труб между собой, с элементами запорно-регулирующей арматуры и фитингами. Что надежнее – сварные неразборные, или резьбовые неразъемные и разъемные соединения? Расскажем в нашей новой статье.
Что надежнее – сварные неразборные, или резьбовые неразъемные и разъемные соединения? Расскажем в нашей новой статье.
Сварка: основной способ монтажа трубопроводов
Сварку при монтаже технических стальных трубопроводов используют часто, этот способ хорошо изучен и имеет свои плюсы:
- обеспечивает 100%-ную герметичность во всех местах соединения – случайные разрывы и другие проблемы исключены;
- универсальный способ сварки, используется для большинства труб и подходит для разных сфер – от ЖКХ до промышленности;
- в сравнении с резьбовым соединением часто обходится дешевле, если выбрать определенный метод сварки.
Вот несколько распространенных методов сварки:
- Ручная дуговая сварка труб – доступный метод, но есть минус – работы проводятся медленно.
- Дуговая сварка в защитном газе плавящимися или неплавящимися электродами.
- Газовая и сварка под флюсом – используется для труб с толщиной стенки не более 3-4 мм.
Электродуговая сварка в сравнении с другими методами – менее затратная, так как оборудование, питающееся от переменного тока, более доступное в эксплуатации и сервисе, а также позволяет делать одно- и двусторонние швы в трубах с диаметром более 500 мм. В случае с газовой сваркой зона шва перегревается, что отрицательно сказывается на надежности.
В случае с газовой сваркой зона шва перегревается, что отрицательно сказывается на надежности.
Соединение резьбой: в каких случаях удобнее сварки?
Резьбовые соединения металлических трубопроводов используют в случаях, когда сварка либо затруднена, либо невозможна. Резьбы нарезают ручным инструментом или на станках, а на трубы с тонкими стенами наносят способом накатки. Вот основные параметры резьб:
- шаг – расстояние между соседними точками профиля, глубина – отрезок от вершины витка до основания;
- направление – левое/правое, расположение – внутреннее/наружное, число заходов – один/несколько;
- наружный диаметр – равен диаметру окружности, описанной по вершинам внешней и впадинам внутренней резьбы;
- внутренний диаметр – образован вершинами внутренней и впадинами наружной резьбы.
Герметичность резьбовых соединений труб обеспечивают ленты ФУМ при температуре до +105°C. Если важно обеспечить герметичность при более высоких температурах, то используют соединенные между собой льняные или асбестовые пряди, которые пропитывают графитом с оливой.
Где используют сварные соединения?
В технологических сетях сварные соединения обеспечивают максимальную надежность при условии соблюдения правил сварки. Также резьбы используют для водопроводных, отопительных и канализационных трубопроводов в следующих случаях:
- труднодоступные места, в которых невозможно или сложно проводить дуговую или электросварку;
- участки, на которых в ближайшее время будут проводить капитальный или плановый ремонт;
- для быстрого и надежного присоединения к трубопроводам различных приборов.
Какой тип резьбового соединения и когда использовать?
Используют два типа резьбовых соединений:
- Неразъемные. Для их получения используют короткую резьбу на конце трубы длиной меньше, чем ½ длины муфты. Это позволяет получить зазор 2-3 мм между торцами труб в муфте.
- Разъемные. Создают при помощи сгона, или отрезка трубы. На одном конце нарезают длинную резьбу, на другом – короткую. Трубы и сгон соединяют муфтой и уплотняющими контргайками.


В чем плюсы и минусы резьбового соединения?
Резьба на трубе ленточная, трапециевидная – получается соединение с высокой герметичностью, да и сам монтаж можно провести быстро. При работе на сложных разрезах это несомненные плюсы в сравнении с ручной дуговой или электросваркой.
Резьбовые соединения – это дорого. Нужно купить трубу, порезать ее участки заданной длины, нарезать резьбу. Нужны не только материалы, но и хороший токарный станок, навыки и опыт в токарном деле, иначе потребуется специалист. На сложных геологических разрезах труба самораскручивается, если ее не прихватить заранее точечной сваркой.
Подводим итог: сварка или резьбовое соединение?
Эти способы соединения металлических трубопроводов работают по-разному и в разных условиях. Нельзя сказать, что какой-то один лучше другого – у каждого свои сильные и слабые стороны. Но справедливости ради стоит отметить, что резьбовое соединение скручивается быстро – это предотвращает аварии. Да, стоит это дороже, зато экономит время.
При выборе оптимального способа соединения металлических труб нужно понимать, что резьбовые соединения лучше использовать на сложных участках, где важно обеспечить визуальный контроль герметичности узла стыковки, а дуговая, газовая или электросварка – более универсальные и доступные варианты.
Определение причин трещинообразования сварных соединений труб
Статьи
Определение причин трещинообразования сварных соединений труб
В этой статье хочу рассказать, как мы в нашей лаборатории «МЕТАЛЛ-ЭКСПЕРТИЗА ТЕСТ» решали задачу по определению причин образования трещин в стыковых сварных соединения труб нефтепровода. У нашего Заказчика возникли серьезные осложнения — не получалось сварить трубы из-за того, что швы моментально трещали. Технологическая карта сварки соблюдалась: ток в норме, предварительный подогрев обязателен, но нормально сварить не получалось. Стоит отметить, что внутренняя поверхность труб была покрыта защитным металлизованным покрытием.
Чтобы решить эту задачу мы провели целый комплекс исследований, а именно:проведение химического анализа основного металла и металла сварного шва труб, измерение твердости и металлографическое исследование по толщине сварного соединения, построение линий распределения элементов через сварное соединение. Для исследования были Заказчиком были предоставлены две трубы.
После химического анализа установлено, что основной металл труб по химическому составу соответствует марке 09Г2С по ГОСТ 19281-2014, металл сварного шва труб по химическому составу приближен к сварочной проволоке 12ГС по ГОСТ 2246-70.
Основной металл труб имеет феррито-перлитную структуру по всей толщине стенки, металл корня шва имеет структура мартенсита. Металл заполнения шва имеет структуру квазиэвтектойда с ферритной отторочкой по исходным аустенитным зернам, этот тип структуры характерен для наплавленного металла сварного соединения. В корне шва труб 1 и 2 присутствуют дефекты в виде микротрещин.
Твердость металла труб №1 и №2 на границе шов-основной металл составляет порядка 210 HV. Твердость металла труб №1 и №2 в корне шва находится в пределах 348-411 HV, что свидетельствует о наличии закалочной структуре в металле шва. Твердость наплавленного металла остального шва лежит в пределах 215-220 HV.
Твердость металла труб №1 и №2 в корне шва находится в пределах 348-411 HV, что свидетельствует о наличии закалочной структуре в металле шва. Твердость наплавленного металла остального шва лежит в пределах 215-220 HV.
Для определения содержания элементов по сечению основного металла и сварного шва проведена XRF-спектроскопия с построением карт содержания элементов по сечению трубы. Анализ произведен на XRF-спектрометре Orbis Edax. Для исследования выбрана труба №1. Линии, по которым проводился анализ, показаны на рис.14.
В результате проведенной спектроскопии (рис.15-16) установлено, что покрытие является сплавом системы Ni-Cr-Cu с содержанием элементов 78%-20%-2% соответственно. При анализе сечения, проходящего через сварное соединение, обнаружено наличие в корне шва хрома, никеля и меди в концентрациях, доходящих до 78%-20%-2% соответственно. Хром и никель, попадая в корень шва из покрытия, увеличивали прокаливаемость металла с одновременным увеличением температуры начала мартенситного превращения, сдвигая вправо кривые начала превращений аустенита, в районе его минимальной устойчивости.
Выводы
В результате комплексного исследования металла сварного шва труб установлено:
- Металл сварного шва труб по химическому составу приближен к сварочной проволоке 12ГС по ГОСТ 2246-70. Основной металл труб по химическому составу удовлетворяет требованиям, предъявляемым ГОСТ 19281-2014 к стали марки 09Г2С.
- Основной металл труб имеет феррито-перлитную структуру по всей толщине стенки, металл корня шва имеет структура мартенсита. Металл заполнения шва имеет структуру квазиэвтектойда с ферритной отторочкой по исходным аустенитным зернам, этот тип структуры характерен для наплавленного металла сварного соединения. В корне шва труб №1 и №2 присутствуют дефекты в виде микротрещин.
- Твердость металла труб №1 и №2 на границе шов-основной металл составляет порядка 210 HV. Твердость металла труб №1 и №2 в корне находится в пределах 348-411 HV, что свидетельствует о наличии закалочной структуре в металле шва. Твердость наплавленного металла остального шва лежит в пределах 215-220 HV.
- Покрытие на внутренней стенки труб является сплавом системы Ni-Cr-Cu с содержанием элементов 78%-20%-2% соответственно. При анализе сечения, проходящего через сварное соединение, обнаружено наличие в корне шва хрома, никеля и меди в концентрациях, доходящих до 78%-20%-2% соответственно. Хром и никель, попадая в корень шва из покрытия, увеличивали прокаливаемость металла с одновременным увеличением температуры начала мартенситного превращения, сдвигая вправо кривые начала превращений аустенита, в районе его минимальной устойчивости.

Наличие на внутренней стенки труб никель-хромового покрытия приводит к образованию мартенситной структуры в корне шва из-за попадания в сварочную ванну хрома и никеля.
Операционная технологическая карта была разработана для труб из стали марки 09Г2С, указанной в сертификатах качества.
При нанесении защитного никель-хромового покрытия необходимо делать отступ от края трубы в 20 мм. Это условие необходимо в дальнейшем прописать в НТД.
<<<предыдущая статья следующая статья>>>
Соединение металлических труб без сварки и резьбы под углом
В промышленности, коммунальной сфере, а также при проведении ремонта в частном доме, многие сталкиваются с необходимостью осуществления соединения металлических труб, которые используются для водоснабжения, газоснабжения, отопления и т.д. в некоторых ситуациях нет возможности использования сварочной технологии, и соединение труб без сварки и резьбы будет правильным решением.
Почему используют альтернативный вариант?
Причин тому, что используется соединение металлических труб без сварки и резьбы очень много, и самые распространённые это:
- Очень высокая цена проведения сварочных работ. Если нужно производить стыкование незначительного количества элементов, применение сварочного оборудования будет нецелесообразным.
- Сложные характеристики работ. Очень часто в строительном сегменте отсутствуют условия проведения достойных сварочных работ, это стеснённые помещения, а также технический фактор – отсутствие электроэнергии, без которого не сможет работать ни один сварочный аппарат.
- Отсутствие мобильности. В некоторых ситуациях, например, имеется прорыв трубы или срочно нужно заменить стояк газоснабжения, нет времени искать и доставлять сварочное оборудование. Только в этом случае можно прибегнуть к врезке в металлическую трубу без сварки.

Это основные факторы, которые влияют на проведение работ, связанные с отсутствие и необходимостью использования технологического сварочного оборудования.
Какие фитинги используют?
Для того чтобы знать как соединить трубы без сварки и резьбы, необходимо использовать специальные технологии и возможности, где фитинги являются основным связующим звеном цепочки соединение труб без сварки и резьбы Gebo. Общая классификация фитингов представлена двумя вариантами, это:
- Прямые компоненты. Предназначены для соединения одинаковых сечений трубы с обеих сторон.
- Переходной. Используется соединение разных диаметров трубы.
Использование фитингов для соединения труб
Переходные фитинги помогают решить задачу как соединить трубы разных диаметров без сварки, при этом данный класс делится на:
- Отводы или угловые фитинги. Используются для соединения трубных отрезков, которые ответвляются под разными углами, то есть, производится изменение направления под определенным углом наклона.
- Тройники. В этом случае допускается подсоединение дополнительного узла и компонента к основной ветке магистрального трубопровода.
- Муфтовые соединения труб без сварки и резьбы под углом. Этот вариант используется для наращивания прямого участка общей ветки сети. Муфтовой элемент является самым распространёнными и подходит для несложных технологических операций, где нет необходимости производит полную замену всей конструкции трубы.
- Крестовины. Этот фитинг предназначен для создания многочисленного потока, который устремляется по разным направлениям.
- Штуцера. Для этого фитинга предусматривают подсоединение гибкого отвода основанному звену трубы.
- Переходные элементы. Используют для подсоединения разных диаметров трубы. В качестве переходников используют ниппели, футорки, сгоны.
- Колпачки, а также элементы заглушки. Этот элемент используют для остановки продвижения жидкости и газа по трубе, то есть, заглушка служит окончанием трубы.
 Используются для соединения трубных отрезков, которые ответвляются под разными углами, то есть, производится изменение направления под определенным углом наклона.
Используются для соединения трубных отрезков, которые ответвляются под разными углами, то есть, производится изменение направления под определенным углом наклона. Этот элемент используют для остановки продвижения жидкости и газа по трубе, то есть, заглушка служит окончанием трубы.
Этот элемент используют для остановки продвижения жидкости и газа по трубе, то есть, заглушка служит окончанием трубы.Самое большое распространение получили обжимные фитинги, которые используются как для уличного соединения металлических труб без сварки, так и для внутридомового применения.
Особенности обжимных фитингов
Учитывая популярность обжимных фитингов, можно уверенно сказать, что при помощи данной технологии можно полностью решить задачу как врезаться в металлическую трубу без сварки. Арматура представлена как прессовой вариант, который оснащен одним или двумя прижимными кольцами. Именно при помощи обжимных колец, производится соединение стальных труб без сварки и резьбы. Непосредственные компоненты в виде колец намертво прессуются к трубе, но в случае аварийной ситуации придётся произвести срезку фитинга, и только после этого заменить на новые компоненты.
Конструкция обжимного фитинга
Многие считают, что эта задача не решает вопрос, как соединить 2 трубы без сварки, но по опыту специалистов, именно этот метод признан перспективным и лучшим по многим параметрам. Почему же специалисты считают, что только этот способ способен полностью решить вопрос как соединить две трубы без сварки? Только прессование способно выполнить сложное технологическое решение проблемы, где другие технологии не могут эффективно справиться с поставленной задачей.
Почему же специалисты считают, что только этот способ способен полностью решить вопрос как соединить две трубы без сварки? Только прессование способно выполнить сложное технологическое решение проблемы, где другие технологии не могут эффективно справиться с поставленной задачей.
Преимущества обжимной арматуры можно охарактеризовать следующими данными:
- Не нужно использовать дорогостоящее сварочное оборудование.
- После окончания монтажа, герметичность будет на том же уровне, как и во всей трубопроводной системе.
- Соединение всех трубных элементов будет соответствовать требованиям по ГОСТ.
- Только пресс-фитинги имеют отличный показатель вибрационной усталости.
Можно отметить, что такие фитинговые соединения используются не только в трубопроводной системе. Отличные показатели зафиксированы в метрологии, при производстве газотурбинных и компрессорных станков и оборудования, а также при разработке оборудования КИП и А, а также в ряже технологических процессов, где используется высокий уровень рабочего давления в различных системах.
Как правильно осуществлять стыковку?
Для того чтобы точно принять решение, какие фитинги и иные элементы идеально подходят для стыковки, нужно помнить, что трубы делятся на следующие категории:
- Жёсткие трубы. Это металлические, чугунные, а также из цветного металла. К этой группе относят трубы ПВХ.
- Гибкие трубные элементы. К данному классу принято относить полиэтиленовые трубы, а также металлопластиковые и полипропиленовые.
Далее рассмотрим наиболее правильные и распространённые варианты соединения.
- Соединяем две трубы при помощи муфты, при этом используем крепления и прочие технологические насадки. Муфты могут быть изготовлены из разного материала металла, а также имеют разные диаметры.
- Применение фланцевых соединений. В данном случае обязательно применяем резиновую прокладку, которая входит в компонент фланцевого соединения.
- Соединение при помощи муфты Гебо.
- Соединение при помощи ремонтно-монтажной обоймы.

Соединение муфтой Гебо
Теперь попробуем разъяснить, что такое соединение муфтой Гебо. Этот тип относится к разновидности компрессионного соединения. В данном случае соединение осуществляется очень быстро, без привлечения дополнительных инструментов и оборудования.
- Надеваем технологическую гайку.
- Используем конструкционные кольца – зажимные, уплотняющие, а также специальные прижимные.
- Надеваем на конструкцию трубы муфту, примерно на 50% от ее длины, далее затягиваем гайкой.
- Оставшуюся часть соединяем с фитингом в точно такой же последовательности.
Соединения муфтой Гебо
Соединение обоймой
Ремонтно-монтажная обойма также является эффективным способом соединения без сварки. В данном случае используется муфта, а также тройник, который имеет две части. Общее стягивание всех компонентов производится при помощи обычных болтов соединения. Как правило, такой вариант используют для временного устранения течи или для выполнения аварийных работ, в следующем необходимо осуществить либо сварку, либо замену конструкции, либо использовать другую технологию.
- Добиваемся идеально гладкой поверхности для тех мест, где будет использоваться соединение. Очищаем место от краски и ржавчины.
- Надеваем резиновый вариант уплотнителя, который должен быть предварительно смазан силиконовым герметиком.
- На обе оставшиеся половинки натягиваем резиновые уплотнители и соединяем при помощи болтовых элементов.
«Важно!
Обязательно делайте обхват для уплотнителя полным, чтобы обеспечить надёжную герметизацию конструкционных элементов.»
Кроме этого, в ряде случаев используются дополнительные технологические приёмы для соединения. Краб – системы используют для стыковки частей труб, которые находятся по углом 90 градусов. Не рекомендуется использовать краб – систему для труб с большими диаметрами. Крепёжные хомуты используются для стыковки и соединения элементов труб, которые не относятся к инженерной коммуникации, например для козырьков дома, вольеров и прочих конструкционных решений.
Описание способов соединения на видео
 youtube.com/embed/Ev5ld0trTPU» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Ev5ld0trTPU» frameborder=»0″ allowfullscreen=»allowfullscreen»> Изоляция сварного стыка: защита стальных труб от коррозии
Соединение и толщина — важные характеристики изоляции
Стальные трубы покрываются системой защиты от коррозии на заводе или на строительной площадке. Если отдельные стальные трубы свариваются в трубопровод, то так называемую заводскую рубашку (заводское покрытие) приходится частично удалять для выполнения сварки. После соединения труб сварной шов снова защищается изоляцией от коррозии и механических нагрузок. При этом чувствительный сварной шов должен быть защищен так же хорошо, как и вся труба, потому что сила любой цепи в силе ее самого слабого звена. Помимо простоты нанесения важна долговечность и надежность защиты от коррозии, а также стойкость к механическим воздействиям — и все это с учетом максимальной температуры. DENSO предлагает системные решения всех спосов нанесения для изоляции сварных стыков. Среди них продукты холодного или горячего нанесения, а также нанесения покрытия распылением и кистью, например, для специальных применений. Антикоррозионная и механическая защита может быть достигнута за один рабочий шаг и с помощью всего одного продукта.
Антикоррозионная и механическая защита может быть достигнута за один рабочий шаг и с помощью всего одного продукта.
Холодная обработка без пламени
Для изоляции сварного стыка петролатумные ленты DENSO® или ленты из ПЭ/бутила DENSOLEN® могут легко и безопасно укладываться вручную, т. е. без специального устройства и без пламени. Кроме того, SEALID® All-in-1 Tape обеспечивает антикоррозионную и механическую защиту всего за один рабочий шаг без грунтовки. Для дополнительного повышения эффективности мы предлагаем устройства DENSOMAT® (ручного привода или с двигателем) для намотки SEALID®-Tape и ленты из ПЭ/бутила DENSOLEN®.
SEALID® All-in-1
All-in-1 – универсальное защитное решение
Сэкономьте время на подготовительной работе и многоэтапных рабочих процессах: с новой запатентованной разработкой SEALID® All-in-1 изоляция сварных стыков значительно упрощается. SEALID® All-in-1 надежно защищает вашу трубу от коррозионных и механических воздействий уже после первой намотки. Вместо нескольких компонентов в одной системе и сложных рабочих процессов теперь Вам нужно только одно решение. Больше нет необходимости в трудоемкой грунтовке, дополнительном оборудовании и дорогостоящих мерах по защите людей и окружающей среды.
SEALID® All-in-1 надежно защищает вашу трубу от коррозионных и механических воздействий уже после первой намотки. Вместо нескольких компонентов в одной системе и сложных рабочих процессов теперь Вам нужно только одно решение. Больше нет необходимости в трудоемкой грунтовке, дополнительном оборудовании и дорогостоящих мерах по защите людей и окружающей среды.
DENSO®-Cal
Стандарт качества защиты от коррозии
В качестве изоляции и защиты от коррозии трубопроводов уже на протяжении почти ста лет используются ленты DENSO® tapes холодного нанесения, диапазон температур которых составляет от -50 °C до +120 °C. Благодаря изобретению пассивной антикоррозионной защиты (петролатумных лент) компания DENSO задала стандарт качества еще в 1927 году.
DENSOLEN®-AS40 Plus
Успех длиною в миллионы метров
Трубопроводы быстро и надежно защищаются от коррозии и механических напряжений с помощью лент из ПЭ/бутила DENSOLEN® холодного нанесения. Благодаря трехслойной структуре слои ленты срастаются друг с другом и образуют герметичную изоляцию рукавного типа при температурах от -40 °C до +100 °C. Сразу после нанесения трубопровод снова может эксплуатироваться с полной нагрузкой. В мире уже использовано несколько миллионов метров лент из ПЭ/бутила DENSOLEN®.
Благодаря трехслойной структуре слои ленты срастаются друг с другом и образуют герметичную изоляцию рукавного типа при температурах от -40 °C до +100 °C. Сразу после нанесения трубопровод снова может эксплуатироваться с полной нагрузкой. В мире уже использовано несколько миллионов метров лент из ПЭ/бутила DENSOLEN®.
Горячая обработка с пламенем
Термоусаживающиеся манжеты DEKOTEC® применяются в качестве изоляции сварного стыка с помощью устройства для нанесения (с пламенем).
DEKOTEC®-BTS60
DEKOTEC®-HTS100
Надежность – даже при высоких температурах
Термоусаживающиеся манжеты DEKOTEC® в качестве 2- или 3-слойной (вкл. грунтовку) системы защиты от коррозии наносятся непосредственно на стальную поверхность. При этом системы отличаются простым нанесением без трудоемкого нагрева (DEKOTEC®-MTS), исключительной устойчивостью к высоким температурам до +120°C (DEKOTEC®-HTS) или самовосстанавливающимися свойствами (DEKOTEC®-BTS).
Нанесение покрытия распылением и кистью — для специальных применений
Покрытия DENSOLID® используются в ходе специальных операций, например при бестраншейной прокладке трубопроводов. Они подходят для при температуре от -20 °C до +80 °C.
DENSOLID®-FK2
Покрытие на стройплощадке или на заводе
Продукт без растворителей DENSOLID®-FK2 используется как надежное и быстрое в нанесении распылением покрытие. Особая твердость и одновременно идеальная растяжимость обеспечивают максимальную защиту от механических и коррозионных повреждений при температурах от -40 °C до +80 °C.
DENSOLID®-HDD
Горизонтально-направленное бурение (HDD) и плужный метод прокладки
Сварные швы труб при горизонтально-направленном бурении и плужном заглублении должны быть защищены от коррозии и огромных механических нагрузок. В обоих случаях успешно применяется DENSOLID®-HDD. Продукт отличается высокой твердостью и устойчивостью к истиранию, а также хорошей растяжимостью и прочностью на изгиб. Прокладка трубопровода возможна через очень короткое время после нанесения.
В обоих случаях успешно применяется DENSOLID®-HDD. Продукт отличается высокой твердостью и устойчивостью к истиранию, а также хорошей растяжимостью и прочностью на изгиб. Прокладка трубопровода возможна через очень короткое время после нанесения.
DENSOLID®-TLC
Метод забивки или прессования
При проталкивании (динамическая прокладка труб методом продавливания) в качестве изоляции сварного стыка используется DENSOLID®-TLC. DENSOLID®-TLC характеризуется быстрым отверждением, а также высокой устойчивостью к истиранию и прочностью на сдвиг. После нанесения изоляции ее отверждение можно ускорить пламенем горелки.
DENSOLID®-HK7 C
Защита для пластиковых труб
Сварные швы пластиковых труб при бестраншейной прокладке защищаются от исключительно высоких механических нагрузок с помощью DENSOLID®-HK7 C.
Фитинги для сварки встык (сварка встык) — колено — переходник
Что такое фитинг для сварки встык (сварка встык)?
Фитинги для сварки встык представляют собой приварные фитинги для труб, которые позволяют изменять направление потока, разветвлять, уменьшать размер трубы или присоединять вспомогательное оборудование. Фитинги из кованой стали для сварки встык изготавливаются в соответствии со стандартом ANSI/ASME B16.9.
Фитинги для сварки встык доступны в виде отводов, тройников, заглушек, переходников и выпускных патрубков. Эти фитинги являются наиболее распространенным типом сварных трубных фитингов и определяются номинальным размером трубы и спецификацией труб. В фитингах для сварки встык в качестве исходного материала используется бесшовная или сварная труба, и они формируются (через несколько процессов), чтобы получить форму колен, тройников, переходников и т. Д. Так же, как трубы продаются из Спецификации 10 по Спецификацию 160, продаются фитинги для сварки встык. так же. Сварные фитинги для стыковой сварки более распространены из нержавеющей стали из-за преимущества по стоимости. Фитинги Sch 10 также более распространены в фитингах для стыковой сварки из нержавеющей стали.
так же. Сварные фитинги для стыковой сварки более распространены из нержавеющей стали из-за преимущества по стоимости. Фитинги Sch 10 также более распространены в фитингах для стыковой сварки из нержавеющей стали.
Обычный материал для фитингов для стыковой сварки: A234 WPB (также доступны A и C), высокопрочная углеродистая сталь, нержавеющая сталь 304 и 316 и никелевые сплавы.
Размеры фитингов для сварки встык
Просмотрите нашу большую коллекцию фитингов для сварки встык из углеродистой стали и нержавеющей стали по мгновенным онлайн-ценам!
В приведенном ниже видеоролике представлен краткий обзор фитингов для сварки встык.
*см. расшифровку видео в конце страницы
Фитинги для сварки встык состоят из колена с длинным радиусом, концентрического переходника, эксцентрикового переходника и тройника. Они являются важной частью промышленных трубопроводных систем для изменения направления, ответвления или механического соединения оборудования с системой. Фитинги для сварки встык продаются с номинальным размером трубы с указанным диапазоном труб. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
Фитинги для стыковой сварки также называются фитингами для сварных труб. Эти сварные фитинги из углеродистой и нержавеющей стали обладают многими преимуществами по сравнению с резьбовыми фитингами и фитингами под сварку враструб. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги для стыковой сварки доступны с размерами от ½ до 72 дюймов. Ниже перечислены некоторые преимущества фитингов, свариваемых встык.
Типы фитингов для сварки встык
Сварные фитинги из углеродистой и нержавеющей стали представляют собой соединительные компоненты, позволяющие монтировать клапаны, трубы и оборудование в трубопроводную систему. Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют:
- Изменять направление потока в трубопроводной системе
- Соединение или соединение труб и оборудования
- Обеспечить ответвления, доступ и отводы для вспомогательного оборудования
Типичным примером использования приварного фитинга является труба, уменьшенная концентрическим переходником, приваренная к фланцу с приварной горловиной и соединенная с оборудованием. На рисунке ниже представлена полная коллекция фитингов для сварки встык.
На рисунке ниже представлена полная коллекция фитингов для сварки встык.
Коллекция фитингов для сварки встык
Колено LR 90: Фитинги, меняющие направление в системе трубопроводов, называются коленами. Изменение направления задается в градусах, например 45 или 90. Колено длинного радиуса 90 градусов имеет центральную линию колена на расстоянии 1,5 x NPS от конца колена. Колено 3R имеет центральную линию на расстоянии 3 x NPS от конца колена.
Колено LR 45: Колено длинного радиуса 45 градусов изменяет направление на 45 градусов.
Отвод SR90: Отвод 90 градусов с коротким радиусом такой же, как у LR90, за исключением того, что расстояние между концом отвода и центральной линией составляет 1 x NPS.
LR Изгиб на 180 градусов: Длинный радиус 180-градусный обратный изгиб позволяет полностью изменить направление потока. Расстояние между концом колена и центральной линией равно 3 x NPS.
SR Изгиб 180 градусов: Обратный изгиб с коротким радиусом 180 градусов позволяет полностью изменить направление потока, но с гораздо более крутым поворотом. Расстояние между концом колена и центральной линией равно 1 x NPS.
Тройник: Труба под сварку встык Тройник обеспечивает отвод трубы под углом 90 градусов. Это позволяет подключать вспомогательное оборудование к трубе. К трубе с двух сторон приваривается тройник; оставляя ветку открытой для ветки.
Тройник-переходник: Тройник-переходник со сваркой встык имеет ответвление меньшего размера, чем основной участок. Это позволяет отходить от основного участка к меньшей трубе или оборудованию.
Концентрический переходник: Концентрический переходник также называют сварной концентрической муфтой. Он позволяет соединить большую трубу с меньшей трубой с помощью сварки. Концентрический переходник обеспечивает сварное соединение двух труб с одной центральной линией.
Эксцентриковый переходник: Эксцентриковый переходник также называют сварной эксцентриковой муфтой. Он позволяет приваривать большую трубу к меньшей трубе со смещенной центральной линией. Смещение центральной линии в эксцентриковом переходе составляет; Смещение = 1/2 x (наибольший внутренний диаметр — наименьший внутренний диаметр)
Приварной штифт: Приварной штифт, также называемый сварочным выходом, – это способ соединения сварного соединения, которое имеет нижний контур, соответствующий контуру. трубы. Таким образом, один конец сварочного патрубка приварен к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию. Для сварочного отвода необходимо указать размер отвода и «Размер участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 дюйма можно использовать на трубе (размер участка) 1/2 дюйма и больше.
Приварной патрубок: Патрубок используется с фланцем внахлестку для приваривания к трубе.
Фаска фитинга для стыковой сварки
Все сварные фитинги имеют скошенные концы для облегчения сварки. Этот скос позволяет в большинстве случаев выполнять сварку с полным проплавлением. Существует два типа фасок:
Обычная фаска и составная фаска.
Спецификация и стандарты на фитинги для сварки встык
Сварные фитинги изготавливаются в соответствии со спецификацией ASME B16.9. ASME B16.9 распространяется на сварные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов. Однако этот стандарт не распространяется на фитинги для стыковой сварки, устойчивые к коррозии низкого давления. См. MSS SP-43, Фитинги из кованой нержавеющей стали для стыковой сварки.
Общие материалы для сварных фитингов
Сварные фитинги из углеродистой стали: A234 WPB — наиболее распространенный материал, используемый для фитингов из углеродистой стали, свариваемых встык.
ASTM A234 WPB — это стандартные технические условия на трубопроводную арматуру из кованой углеродистой стали и легированной стали для эксплуатации при умеренных и высоких температурах.
Спецификации
ASTM: A234 WPB
ASME: B16,9, B.11
NACE: MRO175
MSS: SP-83, SP-95
CEMASTOPOSМарка
С
Мн
Р
С
Си
Кр
Пн
Никель
Медь
Прочие
–
–
–
макс.
макс.
–
–
–
–
–
–
ВПБ
0,3
0,29-1,06
0,05
0,058
0,1
0,4
0,15
0,4
0,4
В 0,08
(1,2,3,4,5)
макс.
–
–
–
мин
макс.
макс.
макс.
макс.
макс.
- Фитинги из стержня или пластины могут содержать максимум 0,35 углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого сокращения на 0,01% ниже указанного максимума углерода будет разрешено увеличение содержания марганца на 0,06% выше указанного максимума, но не более чем на 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.

Фитинги для стыковой сварки из нержавеющей стали:
Фитинги из нержавеющей стали для сварки встык доступны марок 316 и 304.
304/304L (UNS S30400/S30403)
Химический состав %
С | Кр | Мн | Никель | Р | С | Си |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0,035 | 18,0- 20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжениям
Прочность на растяжение: (KSI) = 60
Выходная сила: (KSI) = 35
(KSI Converts в MPA (MEGAPASCAL /316L (UNS S31600/S31603)
Химический состав %
С | Кр | Мн | Пн | Никель | Р | С | Си |
МАКС | – | МАКС | – | Максимум | МАКС | МАКС | |
0,035 | 16,0- 18,0 | 2,00 | 2,0-3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжениям
Прочность на растяжение: (KSI) = 70
Устойчивость к урожайности: (KSI) = 25
(KSI конвертирует в MPA {Megapascal Сварная арматура изготовлена?
Фитинги для сварки встык изготавливаются методом горячей штамповки, включающей гибку и придание формы. Исходным материалом для стыковых сварных фитингов является труба, которая нарезается по длине, нагревается и формуется в определенные формы с помощью красителей. Термическая обработка также проводится для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию о производстве фитингов для стыковой сварки.
Исходным материалом для стыковых сварных фитингов является труба, которая нарезается по длине, нагревается и формуется в определенные формы с помощью красителей. Термическая обработка также проводится для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию о производстве фитингов для стыковой сварки.
Преимущества фитингов для сварки встык
- Сварное соединение обеспечивает более прочное соединение
- Непрерывная металлическая конструкция повышает прочность трубопроводной системы
- Фитинги для сварки встык с соответствующими диаметрами труб обеспечивают бесшовный поток внутри трубы. Сварной шов с полным проплавлением и правильно подобранные колено LR 90, переходник, концентрический переходник и т. д. обеспечивают постепенный переход через сварной фитинг
- Опция различного радиуса поворота с использованием углов короткого радиуса (SR), длинного радиуса (LR) или 3R
- Экономически эффективен по сравнению с их дорогими аналогами с резьбой или сваркой внахлест Сварные фитинги из нержавеющей стали
- также доступны в исполнении SCH 10, что позволяет использовать вариант с более тонкими стенками Фитинги для стыковой сварки из нержавеющей стали
- чаще встречаются в конфигурациях SCH 10 и SCH 40
Все фитинги для стыковой сварки имеют скошенные концы в соответствии со стандартом ASME B16. 25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для соединения встык.
25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для соединения встык.
Фитинги для сварки встык чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Фитинги из углеродистой стали с высоким пределом текучести для стыковой сварки доступны в исполнениях A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Trupply является одним из крупнейших дистрибьюторов труб, фланцев и фитингов. Каждый день мы обрабатываем сотни запросов. Некоторые из распространенных заблуждений рассматриваются в разделе «Вопросы и ответы» ниже.
Вопросы и ответы
- Клиент запросил фитинги для сварки встык в A105: Наиболее распространенным материалом для сварки встык является углеродистая сталь A234WPB. Он эквивалентен фланцам A105, однако фитингов для стыковой сварки A105 или A106 не существует.
- Клиент запрашивает «нормализованные» фитинги для стыковой сварки: Это также неправильное представление, поскольку доступны фланцы A105 и A105 N, где N означает нормализованное. Однако нет такого понятия, как A234WPB N . Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки сертификатов испытаний отдельных материалов , чтобы убедиться, что был проведен нормализованный процесс термообработки. Клиенту, которому нужны «нормализованные» фитинги для стыковой сварки, следует запросить фитинги WPL6, которые отличаются высоким пределом текучести и нормализованы по стандартной процедуре.
- Клиент забывает указать спецификацию трубы: Фитинги для сварки встык продаются в соответствии с размером трубы, но необходимо указать спецификацию трубы, чтобы внутренний диаметр фитинга соответствовал внутреннему диаметру трубы. Если расписание не указано, мы предполагаем, что запрашивается стандартная стена.
- Различие между SCH 40 и True Schedule 40: Трубные фитинги размером 12 дюймов или больше требуют указания, является ли фитинг стандартным настенным (чаще всего упоминается как sch 40) или требуется настоящий Schedule 40. Это необходимо, так как график 40 НЕ соответствует стандартной стенке для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка фитингов диаметром 12 дюймов и больше.
- Различие между SCH 80 и True Schedule 80 : Для размеров труб 10 дюймов и выше, sch 80 НЕ соответствует XH. Клиент должен указать, хочет ли он стену SCH 80 или XH.
- Фитинги для сварки встык из нержавеющей стали доступны в спецификации 10s : Заказчик должен указать, требуется ли ему стандартная стенка (40s) или более тонкостенный фитинг из нержавеющей стали 10s для стыковой сварки. См. таблицу труб , чтобы уточнить, как толщина стенки труб из нержавеющей стали соотносится с различными сортаментами труб.
- Клиент забывает указать сварной или бесшовный фитинг для стыковой сварки : Фитинги для стыковой сварки доступны как в сварном, так и в бесшовном исполнении. Бесшовные фитинги из углеродистой или нержавеющей стали, свариваемые встык, изготавливаются из бесшовных труб и, как правило, стоят дороже. Бесшовные фитинги для труб НЕ распространены в размерах более 12 дюймов. Сварные фитинги изготавливаются из углеродистой или нержавеющей стали, сваренной методом ERW. Они доступны в размерах от ½” до 72” и более доступны по цене, чем бесшовные фитинги.



Что означает Короткий радиус (SR) или Длинный радиус (LR)?
Часто можно услышать колено SR45 или колено LR45. 45 или 90 относятся к углу изгиба для фитингов под сварку встык для изменения направления потока. Отвод с большим радиусом (отвод LR 90 или отвод LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше размера трубы. Так, 6-дюймовый LR 90 имеет радиус изгиба в 1,5 раза больше номинального диаметра трубы. Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, соответствующий номинальному размеру трубы 6 дюймов.
Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, соответствующий номинальному размеру трубы 6 дюймов.
Что такое коленчатый фитинг 3R или 3D?
Во-первых, термины 3R или 3D используются как синонимы. Отвод 3R для сварки встык имеет радиус изгиба, в 3 раза превышающий номинальный размер трубы. Колено 3R более гладкое, чем фитинги SR или LR.
Переходники для сварных труб
Фитинги для стыковой сварки доступны с концентрическими переходами и эксцентрическими переходами для уменьшения потока от одного размера трубы к другому. Концентрический переходник встык симметричен: оба конца выровнены по центру.
Приварной фитинг с эксцентриковым переходником несимметричен: концы смещены относительно центра друг друга.
Варианты производителя и происхождения
Компания Trupply является авторизованным дистрибьютором Weldbend, , одного из крупнейших производителей фитингов и фланцев для сварки встык из углеродистой стали. Бытовые фитинги для стыковой сварки из нержавеющей стали изготавливаются из нержавеющей стали Taylor Forge . Trupply также предлагает одобренные и не одобренные импортные фитинги для труб, такие как Erne Fittings 9.0052 , SKBend и TKBend, для экономных клиентов. На все фитинги для стыковой сварки предоставляются отчеты об испытаниях материалов (MTR).
Бытовые фитинги для стыковой сварки из нержавеющей стали изготавливаются из нержавеющей стали Taylor Forge . Trupply также предлагает одобренные и не одобренные импортные фитинги для труб, такие как Erne Fittings 9.0052 , SKBend и TKBend, для экономных клиентов. На все фитинги для стыковой сварки предоставляются отчеты об испытаниях материалов (MTR).
*
Стенограмма видео Доброе утро. Сегодня мы поговорим о фитингах для стыковой сварки. Вот коллекция фитингов для сварки встык из углеродистой стали. Это тройник, это концентрический переходник, это переходной тройник, это колено 45, это колено 90 с коротким радиусом, это колено 90 с длинным радиусом, это заглушка трубы, а это эксцентрический переходник . Вот несколько примеров сварных встык фитингов из нержавеющей стали. Этот конкретный тройник из нержавеющей стали 304, а этот из нержавеющей стали 9.Колено 0 градусов, и это нержавеющий эксцентриковый редуктор.
Фитинги для сварки встык доступны из углеродистой стали, нержавеющей стали, никелевого сплава, а наиболее распространенным материалом для фитингов для сварки встык из углеродистой стали является A234-WPB. Эти фитинги также доступны из высокопрочной углеродистой стали, вам просто нужно указать это. Все фитинги для стыковой сварки изготавливаются из трубы, в качестве исходного материала для них используется труба. Обычно фитинги для стыковой сварки меньшего размера изготавливаются из бесшовной трубы, но по мере увеличения размеров, обычно превышающего номинальный размер 18 дюймов, эти фитинги изготавливаются из сварной трубы, и их также называют сварными фитингами для стыковой сварки.
Чтобы еще раз объяснить отдельные фитинги для стыковой сварки, это колено под углом 45 градусов. Если вы заметили, все фитинги для стыковой сварки имеют скос на концах. Это 2-дюймовый образец трубы, который мы используем. Все эти фитинги представляют собой 2-дюймовые фитинги для труб, и способ их сварки заключается в том, что вы берете трубу (здесь должен быть скос) и втыкаете ее встык. Вот почему они называются фитингами для стыковой сварки. Тогда, вы можете сделать сварку прямо здесь. Вы можете выполнить сварку с полным проплавлением в зависимости от ваших спецификаций сварки. Другая труба идет отсюда и образует угол 45 градусов.
Вот почему они называются фитингами для стыковой сварки. Тогда, вы можете сделать сварку прямо здесь. Вы можете выполнить сварку с полным проплавлением в зависимости от ваших спецификаций сварки. Другая труба идет отсюда и образует угол 45 градусов.
Это 90 градусов, это короткий радиус 90 градусов. Разница между коротким радиусом 90 и длинным радиусом 90 заключается в том, что короткий радиус представляет собой гораздо более крутой поворот. В зависимости от вашего чертежа трубопровода; если это требует более крутого поворота, то вам потребуется изгиб на 90 градусов с коротким радиусом. В противном случае вы запросите большой радиус. Они оба делают одно и то же, и, как я показывал вам ранее, вы просто втыкаете его, свариваете, другой кусок идет сюда, а затем он образует 90 градусов прямо здесь. То же самое с длинным радиусом, вот как вы его соединяете, а другая часть идет прямо сюда.
Стандартный тройник; основной прогон и ответвление имеют одинаковый размер. Это 2-х дюймовый тройник. Вы делаете то же самое, вы соединяете трубу вот так и свариваете ее, и делаете тройниковое соединение. Тройник также доступен в виде уменьшающей Т, и вы можете видеть, что это 2 дюйма примерно на три четверти дюйма. Итак, здесь пробег 2 дюйма, затем он сокращается до трех четвертей дюйма. Если установка трубопровода требует уменьшения ответвления, вам потребуется переходной тройник.
Вы делаете то же самое, вы соединяете трубу вот так и свариваете ее, и делаете тройниковое соединение. Тройник также доступен в виде уменьшающей Т, и вы можете видеть, что это 2 дюйма примерно на три четверти дюйма. Итак, здесь пробег 2 дюйма, затем он сокращается до трех четвертей дюйма. Если установка трубопровода требует уменьшения ответвления, вам потребуется переходной тройник.
Одна вещь, которую я хотел бы отметить, это то, что все фитинги для сварки встык требуют, чтобы вы указали график, так вы определяете толщину стенки и номинальное давление. Если вы сравните его с соединением под сварку враструб или с резьбовым фитингом, они выпускаются на 3000 фунтов и 6000 фунтов, тогда как фитинги для стыковой сварки выпускаются в сортаменте 20, графике 40, графике 60, графике 80, стандартном, сверхтяжелом и двойном. X Heavy — вы должны указать график трубы. Этот конкретный редуктор представляет собой концентрический редуктор, и он уменьшает от 2 дюймов до 1 дюйма, или вы можете указать, какое уменьшение вы хотите в концентрическом редукторе.
Эксцентриковый переходник. То же самое, но не по очереди. Итак, если ваша основная ветка находится прямо здесь, в зависимости от вашей установки; если вы хотите быть вне оси, то вы ставите другую трубу прямо здесь, и это делает эксцентрический редуктор. Так выглядит эксцентриковый редуктор.
Это заглушка для трубы. Как следует из названия, вы используете его, чтобы закрыть трубу. Если у вас есть труба или сопло или что-то подобное, вы можете стыковать ее, приварить и заглушить трубу, то есть заглушку для трубы.
Таким образом, фитинги для сварки встык доступны из углеродистой стали, нержавеющей стали и никелевого сплава. Для фитингов под сварку встык необходимо указать график, так определяется это номинальное давление. Вы должны указать график 40, 80, и так далее и тому подобное. Наиболее распространенным материалом для фитингов для сварки встык из углеродистой стали является A234-WPB, они доступны из высокопрочных, нержавеющих и никелевых сплавов. Вот и все. Спасибо.
Справочные материалы
Следующие ссылки содержат полезные ресурсы по сварным трубным фитингам:
- Wermac.org
- Сварной изгиб
- Тейлор Фордж Нержавеющая сталь
Качественные фитинги для стыковой сварки от Wellgrow Industries
- Колено с длинным радиусом 90°
- Колено 90° с коротким радиусом
- Колено длинного радиуса 45°
- Колено 45° с коротким радиусом
- Колено 180° с длинным радиусом
- Колено 180° с коротким радиусом
- Равносторонний тройник
- Переходной тройник
- Крест
- Крестовина-переходник
- Концентрический переходник
- Эксцентриковый переходник
- Заглушка трубы
- Укороченный конец
- Колено длинного радиуса 90°
- Колено 90° с коротким радиусом
- Колено длинного радиуса 45°
- Колено 45° с коротким радиусом
- Колено 180° с длинным радиусом
- Колено 180° с коротким радиусом
- Равносторонний тройник
- Тройник переходной
- Крест
- Крестовина-переходник
- Концентрический переходник
- Эксцентриковый переходник
- Заглушка трубы
Мы занимаемся производством широкого спектра сварных фитингов, фитингов из нержавеющей стали, стальных фитингов, фитингов для труб, фитингов для стальных труб, фитингов из нержавеющей стали, фитингов для стыковой сварки, фитингов из углеродистой стали, фитингов для труб из нержавеющей стали, все они сварные встык, в том числе с длинным радиусом Колено 90 градусов, короткий радиус Колено 90 градусов, сверхдлинный радиус 90 Колено трубы, колено длинного радиуса 45 градусов, колено короткого радиуса 45, колено сверхдлинного радиуса 45, колено длинного радиуса 180 (изгиб трубы), короткое колено трубы радиуса 180 (обратный изгиб 180), сверхдлинное колено трубы радиуса 180 (обратный изгиб 180) Изгиб), равный тройник, переходной тройник, Y-образный тройник, крестовина, переходная крестовина, эксцентриковый переходник, концентрический переходник, патрубок внахлестку и заглушка трубы из нержавеющей стали и углеродистой стали.
Мы используем сварные фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварку встык, в различных технических характеристиках, которые используются в воде трубопроводы подачи, промышленные трубопроводы пищевой промышленности, нефтяная промышленность, химическая промышленность, нефтяная промышленность и различные другие системы трубопроводов для перекачки жидкости. Наши сварные фитинги из нержавеющей стали и углеродистой стали, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык тщательно анализируются в соответствии с самыми строгими требованиями к качеству и контроль безопасности от выбора сырья, механической обработки, термообработки и упаковки. Строгий контроль качества и тестирование проводятся на каждом этапе производства, чтобы гарантировать только лучшие продукты. Таким образом, наши сварные фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык популярны благодаря точности размеров, высокой прочности и длительному сроку службы. , герметичность, коррозионная стойкость.
Строгий контроль качества и тестирование проводятся на каждом этапе производства, чтобы гарантировать только лучшие продукты. Таким образом, наши сварные фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык популярны благодаря точности размеров, высокой прочности и длительному сроку службы. , герметичность, коррозионная стойкость.
Наш ассортимент фитингов ANSI BW: бесшовные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB), сварные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB) для трубопроводной системы. Диапазон расписания включает от 5S до Schedule 160 и Schedule XXS. Основное внимание уделяется стандартным маркам углеродистой стали, нержавеющей стали 304, 304L, 316, 316L, 304 / 304L, 316 / 316L, DIN 1.4301, DIN 1.4306, DIN 1.4401, DIN 1.4404, DIN 1.0405, а также Duplex SAF2205 доступны от 1 /2″ до 12″ трубопровода.
Мы являемся производителем нержавеющей стали, производителем углеродистой стали, производителем фитингов для труб, производителем фитингов, производителем на Тайване, поставщиком на Тайване и фабрикой на Тайване, потому что мы производим на Тайване наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, Фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык, все они сделаны на Тайване. Добро пожаловать на покупку фитингов на Тайване.
Мы также являемся производителем в Китае, поставщиком в Китае, фабрикой в Китае, оптом в Китае и экспортером в Китай, потому что мы производим в Китае наши фитинги для сварки, фитинги из нержавеющей стали, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, Фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык, которые также производятся в Китае. Также добро пожаловать на покупку от
Также добро пожаловать на покупку от
Бесшовные фитинги для стыковой сварки из нержавеющей стали и сварные фитинги для стыковой сварки из нержавеющей стали по ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L или 316/ 316L, ДИН 1.4301, ДИН1.4306, ДИН 1.4401, ДИН 1.4404, АНСИ Б16.9, ANSI B16.28, MSS-SP-43, тип A, MSS-SP-43, тип B, JIS B2312, JIS B2313, холодная формовка, отжиг и закалка, скошенные концы в соответствии с ANSI B16.25, твердость в соответствии с NACE MR0175 — последняя редакция , IC в соответствии с ASTM A262E и испытаниями PMI, сертификат в соответствии с EN 10204/3.1.
безшовных штуцеров сварки встык углеродистой стали и сварных штуцеров сварки встык углеродистой стали к АСМЭ/АСТМ СА/А234 ВПБ, ДИН 1,0405, АНСИ Б16.9, АНСИ Б16.28, ДЖИС Б2312, ДЖИС Б2313, обожженным и погашенным, скошенные концы к ANSI B16.25, твердость по NACE MR0175 — последняя редакция, IC по ASTM A262E и испытания PMI, сертификат по EN10204/3. 1.
1.
Приварные и резьбовые фитинги ASME B16.11
Как определить кованые фитинги? Термин «кованые фитинги» относится к двум семействам трубных фитингов (приварных и резьбовых), используемых для труб и трубопроводных систем малого диаметра (обычно диаметром менее 4 дюймов для класса 3000 и менее 2 дюймов для фитингов классов 6000 и 9000). . Эти фитинги изготавливаются путем ковки и механической обработки твердой стали и доступны во множестве форм, таких как колена, тройники, переходники, штуцеры, муфты. Спецификация ASME B16.11 распространяется на муфтовые и резьбовые фитинги для нефтегазовой отрасли. Для больших размеров труб ASME B16.9Вместо них следует использовать фитинги для сварки встык.
КОВАНЫЕ ФИТИНГИ ASME B16.11
Кованые фитинги по сравнению со сварными встык фитинги #/9000#), тогда как фитинги для сварки встык используются для трубопроводов большего диаметра.

Двумя основными типами кованых фитингов являются так называемые фитинги с раструбной сваркой (которые соединяются с трубами угловым сварным швом) и резьбовые фитинги (труба навинчивается на фитинг).
Спецификации ASME B16.11, MSS SP 75, MSS SP 83, MSS SP 95 охватывают кованые фитинги (сварные внахлест и с резьбой), соответствующие ASME B36.10 и ASME B36.19 из углерода, сплава, нержавеющей стали и никеля. алюминиевые трубы малого диаметра.
Кованые фитинги изготавливаются из цельных стальных блоков, которые подвергаются механической обработке для получения окончательной требуемой формы в пределах допусков, установленных применимыми спецификациями, упомянутыми выше. Это отличается от фитингов для сварки встык, которые изготавливаются путем резки, гибки и формовки бесшовных или сварных стальных труб.
Типы кованых фитингов
Приварные и резьбовые фитинги доступны в различных формах (колена, тройники, крышки, переходники, муфты и т. , а также рейтинги 2000#, 3000#, 6000#, 9000#) и марки материалов (наиболее распространенными являются ASTM A105, ASTM A350 LF1/2/3/6 для низких температур, ASTM 182 для коррозионных и высокотемпературных применений. ). Класс фитинга представляет собой максимально допустимое давление, которое может выдержать устройство.
, а также рейтинги 2000#, 3000#, 6000#, 9000#) и марки материалов (наиболее распространенными являются ASTM A105, ASTM A350 LF1/2/3/6 для низких температур, ASTM 182 для коррозионных и высокотемпературных применений. ). Класс фитинга представляет собой максимально допустимое давление, которое может выдержать устройство.
Фитинги класса 3000 используются для труб сортамента 80/XS; Класс 6000 для труб Sch. 160; Фитинги класса 9000 для труб с большей толщиной стенки (XXS).
Кованый отвод 45/90 градусов
Кованые отводы используются для изменения направления трубопроводной системы на 45 или 90 градусов. Кованые отводы изготавливаются в соответствии со стандартом ASME B16.11 из различных материалов, с соединением под сварку враструб или с резьбовым соединением. Особым типом является так называемый «уличный локоть».
Отводы кованые 45 и 90 градусов, уличные отводы.
Кованый тройник (равный/переходной)
Кованые тройники используются для разветвления трубы под углом 90 градусов. Тройники могут быть прямыми (равнополочными) или редукционными.
Тройники могут быть прямыми (равнополочными) или редукционными.
Кованые тройники ASME B16.11 доступны с соединениями под сварку враструб или с резьбовыми соединениями (NPT или BSP). Размеры кованых тройников соответствуют спецификациям MSS SP 75 и ASME B16.11.
Кованые отводы
Кованые отводы имеют Y-образную форму и используются для ответвления трубы под углом 30 градусов (или под разными углами, в зависимости от спецификации трубопровода).
Кованая заглушка (круглая, квадратная, шестигранная)
Кованые заглушки доступны с круглой, квадратной или шестигранной головкой и используются для заглушения труб.
Втулки
Шестигранные втулки изготавливаются в соответствии со стандартом ASME B16.11 и используются для соединения двух резьбовых элементов разного размера.
Муфты (половина, полная)
Муфты представляют собой кованые фитинги, изготовленные в соответствии со стандартом ASME B16. 11 и используемые для соединения труб.
11 и используемые для соединения труб.
Они доступны в половинном или полном размере и с соединениями под сварку враструб или с резьбой (или их комбинацией для специальных применений трубопроводов).
Переходники и переходные вставки
Переходники доступны двух основных типов, называемых 1 и 2. Они используются для соединения труб и уменьшения диаметра отверстия.
Соединение
Доступны соединения типа «папа-мама», «мама-мама», с зажимной гайкой и в исполнении Rockwood. Муфты соответствуют стандарту MSS SP 83.
Приварная бобышка
СВАРКА В РУСКУ VS. РЕЗЬБОВЫЕ ФИТИНГИ
Кованые фитинги ASME B16.11 доступны с двумя типами торцевых соединений, которые называются «сварка враструб» и «резьба» (показаны на рисунке).
ФИТИНГИ ПОД ПРИВАРКУ
Приварные фитинги привариваются к трубе угловым сварным швом, а резьбовые фитинги навинчиваются на трубу (или наоборот).
Фитинг под сварку враструб (слева) и фитинг с резьбой (справа).
Фитинги для сварки враструб используются в тех случаях, когда требуются прочные и долговечные соединения . Фитинги для приварки враструб очень надежны, но их установка в трубопроводную систему требует много времени (из-за большой рабочей нагрузки, вызванной сваркой мелких деталей).
Фитинги для сварки враструб доступны в размерах от 1/8 до 4 дюймов и в классах от 2000# до 9000#.
Типичные области применения фитингов под сварку враструб:
- Пар
- Взрывоопасные жидкости и газы
- Кислоты и токсичные жидкости
- Длительный срок службы/надежные установки
Угловой сварной шов по сравнению со стыковым сварным градусов.
РЕЗЬБОВЫЕ ФИТИНГИ
Резьбовые фитинги используются для менее ответственных трубопроводных систем, таких как водораспределение, противопожарная защита и охлаждение, или для установок низкого давления, не подверженных вибрации, растяжению и изгибу. Резьбовые фитинги не подходят для жидкостей с постоянно меняющейся температурой, так как внезапные изменения могут привести к разрыву соединения.
Резьбовые фитинги не подходят для жидкостей с постоянно меняющейся температурой, так как внезапные изменения могут привести к разрыву соединения.
Двумя основными типами резьбы являются BSP и NPT, которые несовместимы друг с другом:
Фитинги BSP
BSP означает «труба британского стандарта» и может быть далее разделен на BSPT (конический) и БСПП (параллельные) вариации. Резьба в этом случае имеет угол 55°. Резьбовые фитинги BSP менее распространены, чем фитинги с резьбой NPT, в нефтегазовой промышленности
Фитинги NPT
NPT расшифровывается как «National Pipe Tapered» и является основным стандартом резьбовых кованых фитингов в нефтегазовой промышленности. Резьба NPT соответствует спецификации ASME B1.20.1 и основана на углах наклона резьбы 60° (по сравнению с 55° у резьбы типа BSP).
BSP (BSPP/BSPT) и NPT: угол резьбы 55 и 60 градусов.КОВАНЫЕ ФИТИНГИ МАТЕРИАЛЫ
Фитинги из углеродистой стали ASTM A105 (кованые)
Фитинги с резьбой и сваркой враструб A105 подходят к трубам из углеродистой стали для эксплуатации в условиях высоких температур, таких как ASTM A53, A106 и API 5L. Для эксплуатации при низких температурах вместо них следует использовать раструбные/резьбовые фитинги ASTM A350 (чтобы соответствовать трубам ASTM A333).
Для эксплуатации при низких температурах вместо них следует использовать раструбные/резьбовые фитинги ASTM A350 (чтобы соответствовать трубам ASTM A333).
A105 Forged Fittings Materials, Chemical Composition %
| Material Grade | Grade or Class | C | Si | Mn | S | P | Cu | Ni | Cr | Mo | V | Cb/Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ASTM A105 | 0.35 | 0.10-0.35 | 0.60-1.05 | 0.04 | 0.035 | 0.4 | 0.4 | 0.3 | 0.12 | 0.08 | ||
| ASTM A181 | 60 | 0.35 | 0.10-0.35 | 1.1 | 0.05 | 0.05 | ||||||
| 70 | 0.35 | 0.10-0.35 | 1.1 | 0. 05 05 | 0.05 | |||||||
| ASTM A266 | 1 | 0.3 | 0.15-0.35 | 0.40-1.05 | 0.025 | 0.025 | ||||||
| 2 | 0.3 | 0.15-0.35 | 0.40-1.05 | 0.025 | 0.025 | |||||||
| 3 | 0.35 | 0.15-0.35 | 0.80-1.35 | 0.025 | 0.025 | |||||||
| 4 | 0.3 | 0.15-0.35 | 0.80-1.35 | 0.025 | 0.025 | |||||||
| ASTM A350 | LF1 | 0.3 | 0.15-0.30 | 0.60-1.35 | 0.04 | 0.035 | 0.4 | 0.4 | 0.3 | 0.12 | 0.08 | 0. 02 02 |
| LF2-1 | 0.3 | 0.15-0.30 | 0.60-1.35 | 0.04 | 0.035 | 0.4 | 0.4 | 0.3 | 0.12 | 0.08 | 0.02 | |
| LF2-2 | 0.3 | 0.15-0.30 | 0.60-1.35 | 0.04 | 0.035 | 0.4 | 0.4 | 0.3 | 0.12 | 0.08 | 0.02 | |
| LF3-1 | 0.2 | 0.20-0.35 | 0.9 | 0.04 | 0.035 | 0.4 | 3.30-3.70 | 0.3 | 0.12 | 0.03 | 0.02 | |
| LF3-2 | 0.2 | 0.20-0.35 | 0.9 | 0.04 | 0.035 | 0.4 | 3.30-3.70 | 0.3 | 0.12 | 0.03 | 0.02 | |
| LF5-1 | 0.3 | 0.20-0. 35 35 | 0.60-1.35 | 0.04 | 0.035 | 0.4 | 1.00-2.00 | 0.3 | 0.12 | 0.03 | 0.02 | |
| LF5-2 | 0.3 | 0.20-0.35 | 0.60-1.35 | 0.04 | 0.035 | 0.4 | 1.00-2.00 | 0.3 | 0.12 | 0.03 | 0.02 | |
| LF6-1 | 0.22 | 0.15-0.30 | 1.15-1.50 | 0.025 | 0.025 | 0.4 | 0.4 | 0.3 | 0.12 | 0.04-0.11 | 0.02 | |
| LF6-2 | 0.22 | 0.15-0.30 | 1.15-1.50 | 0.025 | 0.025 | 0.4 | 0.4 | 0.3 | 0.12 | 0.04-0.11 | 0.02 | |
| LF6-3 | 0.22 | 0.15-0.30 | 1.15-1.50 | 0.025 | 0. 025 025 | 0.4 | 0.4 | 0.3 | 0.12 | 0.04-0.11 | 0.02 | |
| LF9 | 0.2 | 0.40-1.06 | 0.04 | 0.035 | 0.75-1.25 | 1.60-2.24 | 0.3 | 0.12 | 0.03 | 0.02 | ||
| LF787-2 | 0.07 | 0.4 | 0.40-0.70 | 0.025 | 0.025 | 1.00-1.30 | 0.70-1.00 | 0.60-0.90 | 0.15-0.25 | 0.03 | 0.02 min | |
| LF787-3 | 0.07 | 0.4 | 0.40-0.70 | 0.025 | 0.025 | 1.00-1.30 | 0.70-1.00 | 0.60-0.90 | 0.15-0.25 | 0.03 | 0.02 min |
A105 Forged Fittings, Mechanical Properties
| Материал сорта | класс или класс | Прочность на растяжение мин, KSI | Прочность на выход кв.  Дейм. Дейм. | 22 |
|---|---|---|---|---|
| ASTM A181 | 60 | 60 | 30 | 22 |
| 70 | 70 | 36 | 18 | |
| ASTM A266 | 1 | 60-85 | 30 | 23 |
| 2 | 70-95 | 36 | 20 | |
| 3 | 70-95 | 36 | 20 | |
| 4 | 75-100 | 37.5 | 19 | |
| ASTM A350 | LF1 | 60-85 | 30 | 25 |
| LF2-1 | 70- 95 | 36 | 22 | |
| LF2-2 | 70-95 | 36 | 22 | |
| LF3-1 | 70-95 | 37.5 | 22 | |
| LF3-2 | 70-95 | 37.5 | 22 | |
| LF5-1 | 60-85 | 30 | 25 | |
| LF5-2 | 70-95 | 37. 5 5 | 22 | |
| LF6-1 | 66-91 | 52 | 22 | |
| LF6-2 | 75-100 | 60 | 20 | |
| LF6-3 | 75-100 | 60 | 20 | |
| LF9 | 63-88 | 46 | 25 | |
| LF787-2 | 65-85 | 55 | 20 | |
| LF787-3 | 75-95 | 65 | 20 |
Фитинги из низколегированной стали ASTM A182 (кованые) ), P11 (для фитингов F11), P22 (для фитингов F22), P91 (для фитингов F91). Химический состав этих распространенных марок сплавов для сварки враструб и резьбовых фитингов показан ниже:
| Материалы низколегированных кованых фитингов | A182 F5 | A182 F9 | A182 F11 | A182 F22 | A182 F91 |
| C | 0. 15 Max 15 Max | 0.15 Max | 0.10-0.20 (2) | 0.05-0.15 | 0.08-0.12 |
| Mn | 0.30-0.60 | 0.30-0.60 | 0.40-0.65 | 0.30-0.60 | 0.30-0.60 |
| P | 0.035 Max | 0.030 Max | 0.025 Max | 0.035 Max | 0.020 Max |
| S | 0.030 Max | 0.030 Max | 0.040 Max | 0.040 Max | 0.010 Max |
| Si | 0.50 Max | 0.50-1.00 | 0.50-0.80 | 0.50 Max | 0.20-0.50 |
| Ni | 0.50 Max | – | – | 0.40 Max | |
| Cr | 4.0-6.0 | 8.0-10.0 | 1.00-1.50 | 2.00-2.50 | 8.0-9.5 |
| Mo | 0.44-0.65 | 0.90-1.10 | 0.44-0.65 | 0.90-1.10 | 0. 85-1.05 85-1.05 |
| V | – | – | – | 0.18-0.25 | |
| Cu | – | – | – | – | |
| Другое | – | – | – | Cb, 0,06-0,10; Н 0,03-0,07; Al, 0,04 макс. |
Фитинги из нержавеющей стали ASTM A182 (кованые)
Кованые фитинги из нержавеющей стали соответствуют трубам ASTM A312. Химический состав приварных и резьбовых фитингов из нержавеющей стали приведен ниже:
| ASTM A182 Кованые фитинги Материалы, %1025 | S | Si | Ni | Cr | Mo | Nb | Ti | Others | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F304(1) | 0.08 | 2. 0 0 | 0.045 | 0.030 | 1.0 | 8.0-11.0 | 18.0-20.0 | ||||||||||||
| F304H | 0.04-0.10 | 2.0 | 0.045 | 0.030 | 1.0 | 8.0-11.0 | 18.0-20.0 | ||||||||||||
| F304L(1) | 0.030 | 2.0 | 0.045 | 0.030 | 1.0 | 8.0-13.0 | 18.0-20.0 | ||||||||||||
| F304N(2) | 0.08 | 2.0 | 0.045 | 0. 030 030 | 1.0 | 8.0-10.5 | 18.0-20.0 | ||||||||||||
| F304LN(2) | 0.030 | 2.0 | 0.045 | 0.030 | 1.0 | 8.0-10.5 | 18.0-20.0 | ||||||||||||
| F309H | 0.04-0.10 | 2.0 | 0.045 | 0.030 | 1.0 | 12.0-15.0 | 22.0-24.0 | ||||||||||||
| F310 | 0.25 | 2.0 | 0.045 | 0.030 | 1.0 | 19. 0-22.0 0-22.0 | 24.0-26.0 | ||||||||||||
| F310H | 0.04-0.10 | 2.0 | 0.045 | 0.030 | 1.0 | 19.0-22.0 | 24.0-26.0 | ||||||||||||
| F310MoLN | 0.030 | 2.0 | 0.030 | 0.015 | 0.40 | 21.0-23.0 | 24.0-26.0 | 2.0-3.0 | N 0.10-0.16 | ||||||||||
| F316 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 10.0-14.0 | 16. 0-18.0 0-18.0 | 2.0-3.0 | |||||||||||
| F316H | 0.04-0.10 | 2.0 | 0.045 | 0.030 | 1.0 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | |||||||||||
| F316L(1) | 0.030 | 2.0 | 0.045 | 0.030 | 1.0 | 10.0-15.0 | 16.0-18.0 | 2.0-3.0 | |||||||||||
| F316N (2) | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 11. 0-14.0 0-14.0 | 16.0-18.0 | 2.0-3.0 | |||||||||||
| F316LN(2) | 0.030 | 2.0 | 0.045 | 0.030 | 1.0 | 11.0-14.0 | 16.0-18.0 | 2.0-3.0 | |||||||||||
| F316Ti | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 | (3) | N 0.10 max | |||||||||
| F317 | 0.08 | 2.0 | 0.045 | 0. 030 030 | 1.0 | 11.0-15.0 | 18.0-20.0 | 3.0-4.0 | |||||||||||
| F317L | 0.030 | 2.0 | 0.045 | 0.030 | 1,0 | 11,0-15,0 | 18,0-20,0 | 3,0-4,0 | |||||||||||
| F321 | |||||||||||||||||||
| F321 | |||||||||||||||||||
| F321 | |||||||||||||||||||
| F321 | |||||||||||||||||||
| F321 | |||||||||||||||||||
| F321 | |||||||||||||||||||
| F321 | |||||||||||||||||||
| .0157 | 1.0 | 9.0-12.0 | 17.0-19.0 | (4) | |||||||||||||||
| F321H | 0. 04-0.10 04-0.10 | 2.0 | 0.045 | 0.030 | 1.0 | 9.0-12.0 | 17.0-19.0 | (5) | |||||||||||
| F347 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 9.0-13.0 | 17.0-20.0 | (6) | |||||||||||
| F347H | 0.04-0.10 | 2.0 | 0.045 | 0.030 | 1.0 | 9.0-13.0 | 17.0-20.0 | (7) | |||||||||||
| F348 | 0. 08 08 | 2.0 | 0.045 | 0.030 | 1.0 | 9.0-13.0 | 17.0-20.0 | (6) | Co 0.20 Ta 0.10 | ||||||||||
| F348H | 0.04-0.10 | 2.0 | 0.045 | 0.030 | 1.0 | 9.0-13.0 | 17.0-20.0 | (7) | Co 0.20 Ta 0.10 | ||||||||||
Фитинги для приварки враструб также доступны в других марках, таких как дуплексные и супердуплексные (ASTM A182 F51, F53/F55) и из различных никелевых сплавов (Инконель, Инколой, Монель, Хастеллой).
ПРОИЗВОДИТЕЛИ кованой фурнитуры
- Anvil/JB Smith
- Beck
- Bonney Forge
- Del Corte
- General Plug and Manufacturing
- IML/OMC
- Interfit Vallourec
- Lame Fittings
- Jefferson Union
- Mega Mex
- M. E.G.A.
- Mueller Industries
- Nicholson
- Penn Machine
- Phoenix/Capitol
- Ulma
- Ward
- Westbrook
- Viar
- WFI
036
 E.G.A.
E.G.A.Фитинги под приварку враструб Типы и характеристики
Фитинги под приварку враструб относятся к трубе, вставленной в углубление другой трубы или фитингов. Он использует процесс сварки уплотнений, поскольку они обычно имеют небольшие размеры менее 2 дюймов. Производственные стандарты соответствуют ASME B16.11. Материал также из углеродистой, легированной и нержавеющей стали.
Запросите предложение сейчас!
Сколько способов соединения труб и фитингов
Обычно существует четыре способа соединения труб и фитингов: сварка внахлест, сварка встык, резьба и фланцы. В практическом применении популярны следующие два типа соединения: сварка внахлест и сварка встык.
Использование фитингов для сварки враструб
Фитинги для сварки враструб, обычно используемые в системах трубопроводов высокого давления в различных отраслях промышленности, как указано ниже:
• Нефть и газ, нефтехимия.
• Медицинские науки.
• Электростанции электрические или атомные.
• Контроль окружающей среды.
• Аэрокосмические конструкции.
• Системы противопожарной защиты.
• Горнодобывающий шлам.
• Судостроение.
В этих отраслях обычно требуются высокоточные детали и высокое давление.
Типы фитингов для сварки враструб
Подобно фитингам для стыковой сварки, фитинги для сварки внахлестку также бывают коленчатыми, тройниковыми, колпачковыми, переходными, включая муфты (полная муфта, полумуфта, переходная муфта), переходная вставка (Тип 1 , 2 и 3), сварное соединение.
Материал также может быть изготовлен из углеродистой стали, легированной стали и нержавеющей стали.
Фитинги под сварку враструб из углеродистой стали
Стандарт: ASTM A234 WPB, WPC, ASTM A105
Фитинги SW из легированной стали
Стандарт: ASTM A234 WP5, WP9, WP11, WP22, WP91
Фитинги из нержавеющей стали для приварки враструб
Стандарт: ASTM A403 WP304/304L, WP316/316L, ASTM A182 и дуплексный материал
Ниже поясняется каждое из них. тип.
тип.
Колено для сварки враструб
Колено для сварки враструб, также называемое SW-колено, имеет типы 45 градусов и 90 градусов. Изготовленные методом ковки, а также модели с большим радиусом (LR с 1,5 X OD) и коротким радиусом (SR с 1 X 0D), это были обычные фитинги для сварки враструб, которые использовались в трубопроводах для изменения направления жидкости.
Тройник под приварку враструб
Также предлагается прямой тройник и переходной тройник.
Тройник приварной враструб предназначен для ответвления под углом 90 градусов от основного участка трубы.
Тройник редукционный приварной внахлест с отводом меньшего диаметра, который соединяет отвод меньшего диаметра.
Крестовина для сварки враструб
Крестовина для сварки враструб предназначена для создания трех ответвлений под углом 90 градусов от магистрального трубопровода.
Заглушка для приварки враструб
Заглушка для приварки враструб предназначена для герметизации конца трубы.
Типы муфт для сварки внахлест Полная муфта, полумуфта, переходная муфта.
Полное соединение
Полное соединение с раструбным соединением предназначено для соединения двух труб с помощью сварки.
Полумуфта
Полумуфта представляет собой сварку враструб с одного конца и сварку встык с другого конца.
Переходная муфта
Переходная муфта предназначена для сварки враструб двух труб разного диаметра.
Переходная вставка
С переходной вставкой, которую можно вставить в другую раструбную трубу или фитинги, она обеспечивает различные комбинации для быстрого соединения с трубопроводами разного диаметра.
Приварное соединение враструб
Приварное соединение враструб включает резьбовое соединение посередине для соединения трех частей, как вы можете видеть на фотографии выше, с внутренней резьбой, соединяющей два конца вместе. Следует отметить, что перед сваркой внахлест вы должны сначала прикрутить ее, чтобы затянуть три части. Это сведет к минимуму коробление сидений.
Это сведет к минимуму коробление сидений.
Муфта представляет собой типичную головку в фитингах для приварки враструб, то же самое, что и сварка и резьба, муфта используется для сварки трубы малого диаметра с трубой большого диаметра. По сравнению с другими типами олет, он обеспечивает поворот точно на 90 градусов и лучшую прочность, чтобы выдерживать более высокое давление.
Во время установки одно отверстие раструба соединяется с выпускным отверстием, другое отверстие имеет овальную форму, чтобы раструб устойчиво сидел на большей трубе. Таким образом, его функция аналогична тройнику-переходнику, и в некоторых случаях он может полностью заменить тройник, сэкономить много средств и очень удобен в использовании. В частности, в трубопроводах большого диаметра большая толщина стенки с более высокой температурой и более высокими требованиями к давлению.
Ссылочные стандарты MSS SP97, номинальное давление 3000#, 6000#.
Фланец под приварку враструб
Фланец под приварку враструб, также называемый фланцем SW, фланец имеет выемку на внутреннем отверстии, чтобы вставить трубу в эту выемку и выполнить сварочные работы. Эта сварочная конструкция более совместима с небольшим трубопроводом и обеспечивает гладкий канал и отличную передачу жидкости.
Эта сварочная конструкция более совместима с небольшим трубопроводом и обеспечивает гладкий канал и отличную передачу жидкости.
Фланец SW также имеет несколько типов уплотнений, таких как RF (с выступом), FF (плоская поверхность), RTJ (кольцевой шип), диапазоны давления 150#, 300#, 600#, 1500# и до 2500#.
Вес фитингов SW согласно ASME B16.11
Преимущества и недостатки фитингов SW
Преимущества
1. Труба не требует снятия фаски для подготовки к сварке.
2. Положение сварки можно отрегулировать для плоской сварки.
3. Как правило, для выравнивания не требуется временная прихваточная сварка. Это связано с тем, что принцип подгонки помогает обеспечить правильное выравнивание.
4. Металл раструбного шва не может проникнуть в отверстие трубы.
5. Установлено, что сварка в раструб более экономична, чем сварка встык. Из-за отказа от специальных станков и снижения требований к точности сборки.
Недостатки
1. Сварщик должен знать, что между буртиком раструба и трубой имеется компенсационный зазор около 1,6 мм.
Сварщик должен знать, что между буртиком раструба и трубой имеется компенсационный зазор около 1,6 мм.
2. Внутренние трещины и расширительные зазоры в системе сварки враструб способствуют коррозии. По этой причине они считаются менее подходящими для радиоактивных или коррозионных применений.
3. Эти типы аксессуаров также неприемлемы для сверхвысоких гидростатических давлений в пищевой промышленности. Это связано с тем, что, помимо того, что не допускает полного проникновения, он оставляет трещины и зазоры, которые очень трудно очистить.
Учитывая вышеуказанные причины, фитинги для сварки встык имеют лучшую устойчивость к давлению и более высокую прочность соединения.
Octal поставляет фитинги с раструбной сваркой по конкурентоспособной цене и срочной доставкой.
Стандарт материала ASTM A105, ASTM A182, размеры до 4 дюймов.
Свяжитесь с нами сейчас!
Связанные продукты
Стальная труба Tee
Стальная труба локоть
Стальная труба
КОМНАЯ УВОДЕЛИ
9000 9000ПЕРЕДА
9000 9000 9000КОМНАЛА
9000 9000 9000КОМНАЛА
9000 9000 9000КЛАТНЫЙ УВОД.
 Фитинги для стальных труб
Фитинги для стальных труб676 продукты
Фитинги для стыковой сварки соединяются с трубой для подачи воздуха, воды, природного газа и масла в сантехнических применениях, пищевой и молочной промышленности. Фитинги для сварки встык (BW) образуют соединения труб с прочностью, усталостной устойчивостью, коррозионной стойкостью и температурным соответствием. Фитинги BW используют спецификацию, чтобы помочь определить совместимость с трубой без резьбы той же толщины. Фитинги из нержавеющей стали устойчивы к коррозии от едких химикатов, агрессивных жидкостей, масел и газов, выдерживают давление и высокие температуры. Фитинги для стыковой сварки бывают разных размеров и форм.
Фитинги для сварки встык соединяются с трубой для подачи воздуха, воды, природного газа и масла в сантехнических применениях, пищевой и молочной промышленности. Фитинги для сварки встык (BW) образуют соединения труб с прочностью, усталостной устойчивостью, коррозионной стойкостью и температурным соответствием. Фитинги BW используют спецификацию, чтобы помочь определить совместимость с трубой без резьбы той же толщины. Фитинги из нержавеющей стали устойчивы к коррозии от едких химикатов, агрессивных жидкостей, масел и газов, выдерживают давление и высокие температуры. Фитинги для стыковой сварки бывают разных размеров и форм.
Фитинги BW используют спецификацию, чтобы помочь определить совместимость с трубой без резьбы той же толщины. Фитинги из нержавеющей стали устойчивы к коррозии от едких химикатов, агрессивных жидкостей, масел и газов, выдерживают давление и высокие температуры. Фитинги для стыковой сварки бывают разных размеров и форм.
Расписание 10 Файтинг труб с низким давлением
График 40 Средний давление.
Загрузка … Загрузка … Загрузка . ..Загрузка … 474 … 474 … 7474 … 7474 … 7474 … 474 … Загрузка … Загрузка … Загрузка … Нагрузка … Нагрузка … … … … … … … … … … Loading… Loading… 90° Long Radius Elbow
Loading. ..Loading… Loading… Loading… Loading… Загрузка … Загрузка … Нагрузка … Загрузка … 5151 . Загрузка … Загрузка … 90 ° Короткий радиус локоть
1010Loading… Loading… Loading… Loading. ..Loading… Загрузка … Нагрузка … Нагрузка … СОЗДАНИЕ СЛАБОТА СЛАБОТА СЛАБОТА СЛАБОТА СЛАБОТА СЛАБОТА СЛЕДУЕТРИРИНГ СРЕДИНА СЛАБОТА СРЕДНАЯ СЛУЧАЯ СЛАБОТА СРЕДНАЯ СЛАБОТА СРЕДНАЯ СЛАБОТА. , по возрастанию
Loading… Loading… Loading… Loading… Loading… Загрузка … Загрузка … Загрузка … Загрузка . ..9151 … 74. Загрузка … Загрузка … Загрузка … Нагрузка … Загрузка … … 9027… 9027… 9027… … … Загрузка … Загрузка … Нагрузка … Загрузка … . Загрузка… Загрузка … Загрузка … Нагрузка … Загрузка . ..5151 . Loading… Loading… Loading… Loading… Loading… Cross
Loading… Loading… Loading… Loading… Loading… Эксцентриковая переходная муфта
4 4 2864 . Загрузка … Загрузка … Нагрузка … Загрузка . Загрузка… Загрузка … Загрузка … Нагрузка … Загрузка … 5151 . Loading… Loading… Loading… Loading… Loading… Loading… Загрузка… Loading… Loading… Loading… Loading… Loading. ..Loading… Загрузка … Загрузка … Загрузка … Нагрузка … Нагрузка … … … … … … … … … … Loading… Loading… Loading… Reducing Tee
. 0151Загрузка … Загрузка … Загрузка … Нагрузка … … … … … … … … … … … Загрузка … Загрузка … Загрузка … Загрузка … Загрузка … . .. Загрузка … Загрузка … Загрузка … Нагрузка … Загрузка . ..… 9027… 9027… 9027… … … Загрузка … Загрузка … Нагрузка … Загрузка … . Круглая крышка
Загрузка … Загрузка … Загрузка … Загрузка … … 74. 0157Загрузка … Загрузка … Загрузка … Загрузка … . Финтинг -фитинги заглушка Тип А, сортированный по размеру фитинга, восходящий Нагрузка 9 7471515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515121818181818.0157 Загрузка … Загрузка … Нагрузка … Загрузка … 5151 . Stub End Type C
Loading. ..Загрузка … Загрузка … Нагрузка … Загрузка … 5151 . Загрузка … Загрузка … TEE
Loading… Loading… Loading… Loading… Loading… Loading.. . Загрузка … Загрузка . ..Нагрузка … Загрузка … . длиной 45 ° Кольон радиуса
Загрузка … Загрузка … Загрузка … Нагрузка … … … … … … .0218 Загрузка … Загрузка … Загрузка . ..Загрузка … 9787474 … 474 … 7474 … 74474 … 98747474 … 98747474 … 874747474. 90° Long Radius Elbow
 ..
.. ..
.. ..
.. ..
.. ..
..
 ..
..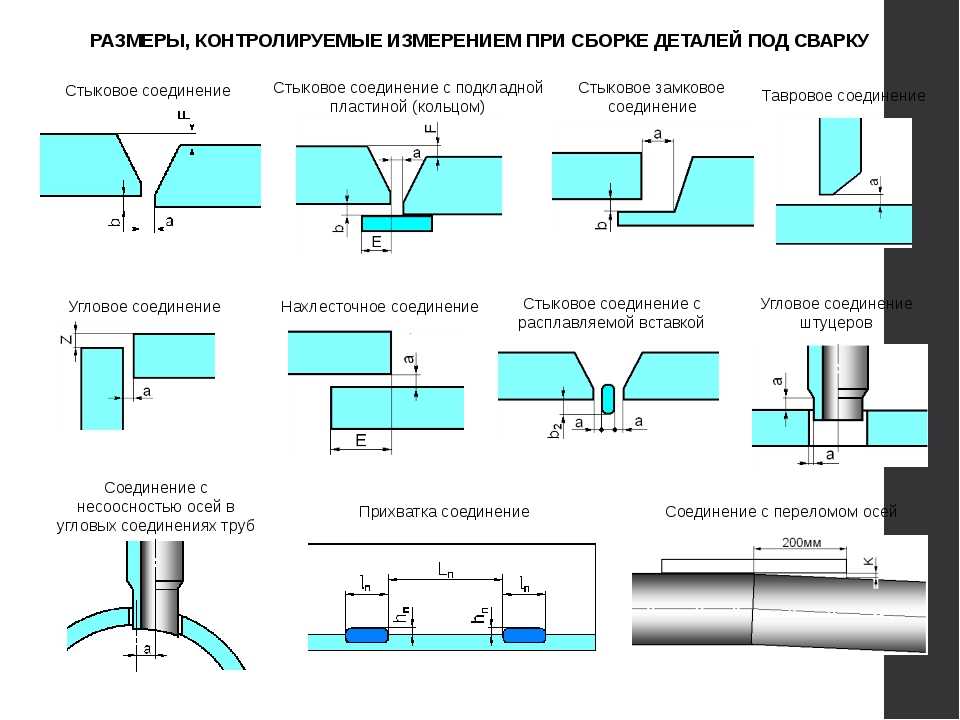 0151
0151 ..
.. 0157
0157 ..
.. ..
.. ..
..
 ..
.. ..
..
 ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
..