Страница не найдена
Каталог товаров
Параметры
Кабинет
ЭКО Моющие Средства Открой свой собственный магазин. Узнать Больше
01.09.2022 00:00
Почему мы?
В наличии более 13 000 наименований товаров
Многоуровневая система управления качества
Доставка товаров в течение 2 часов
Работаем только с надежными компаниями
Хотите получать актуальные предложения? Подписывайтесь
Главная/Страница не найдена
Возможно, Вы неправильно ввели адрес в адресной строке браузера, либо данного товара уже нет в нашем магазине.
Что можно сделать?
Воспользуйтесь поиском, перейдите в другие разделы ресурса, воспользовавшись основным меню сайта или вернитесь на главную страницу.
Перейти на главную
Контакты
Цена (р):
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Антисептик » Спрей » Гель Спецодежда » Летняя спецодежда » Зимняя спецодежда » Влагозащитная одежда » Сигнальная спецодежда » Одежда специальной защиты » Одежда для охоты и рыбалки » Одежда для охраны » Униформа Дерматологические СИЗ » Антисептик » Защита кожи » Очистка кожи » Уход за кожей » GECO » АРМАКОН » ЭЛЕН » CКС PROFLINE » ВЕЛИКОЛЕПНАЯ ПЯТЕРКА » СЕВЕРЯНИН » BIO-7 » БАРЬЕР СИЗ » Защита глаз, лица » Аптечки »» АПТЕЧКИ ПО ПРИКАЗАМ МИНЗДРАВСОЦРАЗВИТИЯ РФ »» АПТЕЧКИ ДЛЯ БЫТА И ПОВСЕДНЕВНОЙ ЖИЗНИ »» АПТЕЧКИ ДЛЯ УЧРЕЖДЕНИЙ И ПРОИЗВОДСТВ »» АПТЕЧКИ ОТРАСЛЕВЫЕ »» МЕДИЦИНСКОЕ ИМУЩЕСТВО ГО И ЧС »» НАБОРЫ АВТОМОБИЛИСТА » Защита рук Мыло твердое, жидкое » Мыло (кусковое) туалетное » Жидкое мыло » Гель для душа, шампунь Косметика для гостиниц » Серия Стандарт » Серия Refresh » Серия Hotel » Тапочки » Флаконы (Гель, Шампунь) » Набор одноразовой косметики Профессиональные моющие средства » Для пищевой промышленности » Для тяжелой промышленности » Для гостиниц, ресторанов, клининга » Для жилищно-коммунального хозяйства » Для транспорта » Для прочистки систем отопления » Для предотвращения налипания сварочных брызг » Стерилизующие средств » Хлорсодержающие средства ЭКО моющие средства » Кондиционер для белья » Средства для стирки белья » Средства для сантехнике » Гель для душа » Средства для мытья посуды » Средство для уборки Смазочно-Охлаждающая Жидкость (СОЖ) ПЗЖ для металлообработке Флаконы Маски трехслойные Аксессуары
Производитель:
Результатов на странице:
5203550658095
Пароль
Забыли пароль?
Регистрация
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Хорошо
Технические аэрозоли и промышленная химия
О компании
Компания «ТехАэрозоль» — импортер и дистрибьютор технических аэрозолей, химии и промышленных решений из Европы.
Являясь дистрибьютором многих международных производителей, мы оперативно и качественно обрабатываем заявки по химическим продуктам, выполняем проекты по поставкам инструментов и промышленных решений на предприятия многих сегментов: от пищевой промышленности до заводов, связанных с электроникой; сервисы, морские порты, монтажные службы и многие другие.
Благодаря транспортным компаниям оперативно доставляем продукцию по всей России.
Нам доверяют: структуры РосАтома, Центральный Банк РФ, ПАО Камаз, Северсталь, ОАО Группа Илим, АО Климов, ПАО Силовые Машины, Петербургский тракторный завод, Русал, ВГТРК, подрядчики башни Лахта-центр.
Наша компания является эксклюзивным дистрибьютором технических аэрозолей PRF финской компании Taerosol Oy, которая в течение 50 лет производит технические аэрозоли т.м. PRF для применения в промышленности и электронике.
Ваши преимущества, при работе с нами
| Высочайшее качество ________ | Оперативность ________ | Выгодные условия ________ | |||
|---|---|---|---|---|---|
| Продукция из Европы — гарантия качества | Быстрая обработка и доставка товаров в сжатые сроки | Прямые поставки, выгодные цены | |||
| Официальные поставки, сертификаты на товары | Имеем в наличии большой складской запас | Возможна компенсация транспортных расходов | |||
| Товары отлично справятся с поставленными задачами | Доставляем по России и ЕАЭС ТК Деловые Линии, СДЭК | Возможна рассрочка платежа постоянным партнерам | |||
ТехАэрозоль – технические аэрозоли, химия и промышленные решения от брендов:
Запрашиваемая страница «/%25d0%25bf%25d1%2580%25d0%25be%25d0%25bc%25d1%258b%25d1%2588%25d0%25bb%25d0%25b5%25d0%25bd%25d0%25bd%25d0%25b0%25d1%258f-%25d1%2585%25d0%25b8%25d0%25bc%25d0%25b8%25d1%258f/%25d0%25b7%25d0%25b0%25d1%2589%25d0%25b8%25d1%2582%25d0%25bd%25d1%258b%25d0%25b5/%25d0%25b0%25d0%25bd%25d1%2582%25d0%25b8%25d0%25bf%25d1%2580%25d0%25b8%25d0%25b3%25d0%25b0%25d1%2580%25d0%25bd%25d0%25b0%25d1%258f-%25d0%25b6%25d0%25b8%25d0%25b4%25d0%25ba%25d0%25be%25d1%2581%25d1%2582%25d1%258c-%25d0%25be%25d1%2582-%25d1%2581%25d0%25b2%25d0%25b0%25d1%2580%25d0%25be%25d1%2587%25d0%25bd%25d1%258b%25d1%2585-%25d0%25b1%25d1%2580%25d1%258b%25d0%25b7%25d0%25b3-20%25d0%25bb» не найдена.
Сертификаты
Предлагаемая нами продукция гарантирует Вам получение оригинального товара, оформленного в соответствии с законодательством Российской Федерации. По запросу Вам могут быть предоставлены все необходимые сертификаты.
Продукция PRF от компании Taerosol Oy имеет сертификаты системы менеджмента качества ISO 9001, экологического менеджмента ISO 14001 и менеджмента косметических средств ISO 22716 (GMP), заверенные DNV (Det Norske Veritas).
В ассортименте PRF есть смазочные продукты, имеющих пищевой допуск h2, 3Н, зарегистрированный InS. Эти продукты могут быть использованы во всех пищевых, молочных и пивоваренных производствах.
Сертификат официального дистрибьютора | Сертификаты качества ISO 9001/14001/22716 | Сертификаты пищевого допуска InS h2 |
Доставка и оплата
Оформление заказаОформить свой заказ Вы можете следующими способами:
— отправить заказ в отдел продаж по электронной почте на адрес: sale@techaerosol. ru
ru
— выбрать товар в электронном каталоге сайта и через раздел «Корзина» оформить заказ
— через обратную связь в разделе «Контакты»Способы оплаты
Работаем только с юридическими лицами. Оплата – безналичным банковским переводом.
Вместе с заказом вышлите нам реквизиты Вашей компании, отдел продаж выставит Вам счёт и вышлет его по электронной почте.
Способы доставки— доставка по России ТК “Деловые Линии” (рассчитывается менеджером)
Бесплатная доставка до терминала г. Санкт-Петербург
— забор из пункта самовывоза (необходимо предварительное согласование)
Вы сами забираете товар с нашего склада по адресу: Санкт-Петербург, ул.Б.Пороховская д.23 лит.А офис 38 1 этаж
— доставка курьером по Санкт-Петербургу до 3 кг — 350 руб (до 14:00 — на следующий день; после 14:00 — через день).
Обращаем Ваше внимание доставка осуществляется с 10-00 до 18-00 в будние дни.
Иные условия доставки рассчитываются менеджером отдельно.
— доставка курьером компании СДЭК
Возможна практически во все города России: Санкт-Петербург, Москва, Нижний Новгород, Калуга, Ярославль, Кострома, Орел, Брянск, Тверь, Вологда, Иваново, Владимир, Екатеринбург, Челябинск и т.д.
— если Вы хотите использовать другие варианты оплаты или доставки Вашего заказа, свяжитесь с нами.
Весь товар проверяется перед отправкой на целостность и сопровождается всеми необходимыми документами
Цены и скидкиВ каталоге указаны рублевые розничные цены за штуку с НДС. По условиям получения оптовых цен, дополнительных скидок и прочих изменений в стандартной схеме взаиморасчетов обращайтесь по адресу [email protected] или по телефону +7 (812) 908-80-81
Контакты
+7 (812) 908-80-81 | Наши реквизиты | Официальный дилер в Казахстане |
sale@techaerosol. ru ru | ООО «Родис» / Rodis Ltd. | ТОО «Нордтех Казахстан» |
195176, Санкт-Петербург, Большая Пороховская ул., 23А | ИНН 7814167499, КПП 780601001, | 130000, Республика Казахстан, |
Информация на сайте носит сугубо рекламно-информационный характер, и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса РФ. Точную и окончательную информацию о наличии и стоимости указанных товаров Вы можете узнать у менеджеров отдела продаж по телефону (812) 908-80-81 или по электронной почте sale@techaerosol. | ||
Средство от налипания сварочных брызг Унивеко-25 (0,5 л) | СВАРКА ТЕХНИКА
|
|
||||||||||||||||||||||||||||||||||||||||||||||

 Кроме того, Унивеко-25 обеспечивает защиту стекла, керамики, пластмасс и других поверхностей от раскаленной стружки (искр) при работе с зачистными, режущими, шлифовальными машинами (УШМ). Упаковка — 0,5 литров с распылителем.
Кроме того, Унивеко-25 обеспечивает защиту стекла, керамики, пластмасс и других поверхностей от раскаленной стружки (искр) при работе с зачистными, режущими, шлифовальными машинами (УШМ). Упаковка — 0,5 литров с распылителем.Торговые марки — Инфоцентр ООО Сима-ленд
Торговые марки — Инфоцентр ООО Сима-лендRUB
Помощь покупателямСистема скидокВакансии
Весь каталог Новинки Скидки Хиты продаж Суперцены Торговые марки Серии товаров Уценённые товары Прайс-листы
Наши марки
Art beauty ART hype ArtFox ArtFox STUDY ARTLAVKA BayerLux Be Beauty Beauty Fox BOSHIKA Calligrata CAPPIO Cartage Collorista DARK LINE Disney Dolce Ceramo. Dream Bike
ECSTAS
EGER
EUROGOLD
FIGHT EMPIRE
Funny toys
Good wood
Grace Dance
GRAFFITI
Grand Caratt
Greengo
Hanna Knövell
Happy Valley
HARD LINE
Hasbro
IQ BOT
IQ-ZABIAKA
KAFTAN
Keep memories
KELPIE
KONFINETTA
Lafitel
LANCER
LETI
Like me
LOCKLAND
LoveLife
Luazon
Luazon Home
Luazon Lighting
LuazonAqua
Maclay
Magistro
Magma
MARVEL
Me to You
Micio
Milo toys
MINAKU
MINSA
MIST
mni mnu
MODE FORREST
Mr.
Dream Bike
ECSTAS
EGER
EUROGOLD
FIGHT EMPIRE
Funny toys
Good wood
Grace Dance
GRAFFITI
Grand Caratt
Greengo
Hanna Knövell
Happy Valley
HARD LINE
Hasbro
IQ BOT
IQ-ZABIAKA
KAFTAN
Keep memories
KELPIE
KONFINETTA
Lafitel
LANCER
LETI
Like me
LOCKLAND
LoveLife
Luazon
Luazon Home
Luazon Lighting
LuazonAqua
Maclay
Magistro
Magma
MARVEL
Me to You
Micio
Milo toys
MINAKU
MINSA
MIST
mni mnu
MODE FORREST
Mr. Блеск
Mum&Baby
NAZAMOK
ONLITOP
Onlylife
Overhat
Overhat kids
Paw Patrol
POMPOSHKI
Premium Gips
PRO Выбор
PROGRESS
Puzzle
Puzzle Time
Queen fair
Raccoon
Regal Academy
RICCO
RISALUX
Royal Garden
SAFEX
Sangh
SAVANNA
SEE YOU HOME
SL Game arena
SL Russian Brand
Softino
SVOBODA VOLI
TAS-PROM
Tell your story
TEXTURA
TORSO
UNICON
UPAK LAND
Velvet Noir
Vitamuno
Windigo
WINX
WOOW TOYS
X-FORCE
YUGANA
ZABIAKA
ZEIN
АВТОБОТЫ
Автоград
Арт Узор
Банная забава
Богатство Аромата
БодрOFF
БУКВА-ЛЕНД
Весёлые липучки
Время игры
Выбражулька
Гадкий Я
Дарим Красиво
Дарите Счастье
Доброе дерево
Доброе здоровье
Добропаровъ
Доляна
Дорого внимание
Доступные Радости
Дракоша Тоша
Зайки Li&Lu
Зимнее волшебство
Золото природы
КАКАО КАКАО
Керамика ручной работы
Кладовая красоты
Клик Мебель
Команда МЯУ
Командор
КондиМир
КОТЭ
Красная глина
Крошка Я
ЛАС ИГРАС
Лас Играс KIDS
Лесная мастерская
ЛОМ
Мастер К
Маша и Медведь
Миньоны
Мишка Лаппи
Мой выбор
Мыльные штучки
На волне
Не ЗАБЫЛИ!
Оки-Чпоки
Ориана
Пижон
Пижон Аква
Пушистое счастье
Рецепты дедушки Никиты
Семейные традиции
Синий трактор
Смешарики
Соломон
Страна Карнавалия
ТУНДРА
Фабрика страсти
Фабрика счастья
Фиксики
Хорошие сувениры
Чистое счастье
Шафран
Школа талантов
Школа фокусов
Эврики
Экономь и Я
Этель
Блеск
Mum&Baby
NAZAMOK
ONLITOP
Onlylife
Overhat
Overhat kids
Paw Patrol
POMPOSHKI
Premium Gips
PRO Выбор
PROGRESS
Puzzle
Puzzle Time
Queen fair
Raccoon
Regal Academy
RICCO
RISALUX
Royal Garden
SAFEX
Sangh
SAVANNA
SEE YOU HOME
SL Game arena
SL Russian Brand
Softino
SVOBODA VOLI
TAS-PROM
Tell your story
TEXTURA
TORSO
UNICON
UPAK LAND
Velvet Noir
Vitamuno
Windigo
WINX
WOOW TOYS
X-FORCE
YUGANA
ZABIAKA
ZEIN
АВТОБОТЫ
Автоград
Арт Узор
Банная забава
Богатство Аромата
БодрOFF
БУКВА-ЛЕНД
Весёлые липучки
Время игры
Выбражулька
Гадкий Я
Дарим Красиво
Дарите Счастье
Доброе дерево
Доброе здоровье
Добропаровъ
Доляна
Дорого внимание
Доступные Радости
Дракоша Тоша
Зайки Li&Lu
Зимнее волшебство
Золото природы
КАКАО КАКАО
Керамика ручной работы
Кладовая красоты
Клик Мебель
Команда МЯУ
Командор
КондиМир
КОТЭ
Красная глина
Крошка Я
ЛАС ИГРАС
Лас Играс KIDS
Лесная мастерская
ЛОМ
Мастер К
Маша и Медведь
Миньоны
Мишка Лаппи
Мой выбор
Мыльные штучки
На волне
Не ЗАБЫЛИ!
Оки-Чпоки
Ориана
Пижон
Пижон Аква
Пушистое счастье
Рецепты дедушки Никиты
Семейные традиции
Синий трактор
Смешарики
Соломон
Страна Карнавалия
ТУНДРА
Фабрика страсти
Фабрика счастья
Фиксики
Хорошие сувениры
Чистое счастье
Шафран
Школа талантов
Школа фокусов
Эврики
Экономь и Я
ЭтельВсе марки
[3D]MEN 1000 бестселлеров 1TOY 21 Век 3M 3SC A. Anglada
Absolute Champion
Absolute Green
AccentO Home
Accoona
Adidas
Ahura
Alatoys
ALEAS
Alerana
Alfa
ALIZE
ALL CATS
Alliance
ALLVEGA
ALPINE
Altair
Always
Ambrella light
American Crafts
Amig
AMRA
AMT electronics
Andromeda
Angel Sand
Angry Birds
Animedia Company
ANISSE
Antartidee
Apeyron electrics
Apple
AQA baby
ARBITON
Arcobronze
Argenesi
ARGO
ARGUS
ARGUS
ARGUS GARDEN
Ariel
Ariston
ARKO
ARMOR ALL
AROMANTIQUE
Arta
Artifact
Artigianato Ceramico
ARTWELLE
ASICS
AURA
Aurami Carori
Aurum Crystal
Ausini
Avanti-stile
Avent
Babolat
Baby Safety
Baby-22
Barbie
Basia
BATMAN
Bauer
BDK-GLASS
Belcat
Belezza
Bembi
Ben 10
Berchelli
BERGER
Berlingo
Bernadotte
BEROSSI
Bestway
Bibi
BIC
Biobac
BLACK TORTOISE
BLOСKER
Bluemoon Venice
Blumen Haus
Bogate’s
Bohemia Crystal
BOLIS
bolsius
BOMBBAR
Bosch
Bossa Nova
Boyscout
BOZA
BRADEX
BRADEX HOME
BranQ
Braun
Brickmaster
BRIZOLL
Brocard Parfums
Bruder
BrunoVisconti
BRUS
BT21
BTC
Bugs Racings
BugSTOP
Cafe Mimi
Cake Colors
Canto
Caraya
CARTE NOIRE
Cartotecnica Rossi
CAS
Casio
Castorland
Castrol
Cattin
CELLO
Cenega
Centropen
Centrum
Ceramiche Dal Pra
Ceramiche Millennio
ChaoYang
Cherub
CHIARO
Chica Rica
Chinelli
Ching-ching
Chirton
Cinereplicas
CITILUX
CLASSIC
COBRA
COGO
Colgate
COLOP
Comfort
Command
Concept
Cose Belle Cose Rare
COSMOPLAST
Crafter
CraftPaper
Crayola
Crazy Brothers
Credan
Crocodile creek
Crown
D`Addario
Danko Toys
Darina
David Jones
De Markt
De Rosa
De.
Anglada
Absolute Champion
Absolute Green
AccentO Home
Accoona
Adidas
Ahura
Alatoys
ALEAS
Alerana
Alfa
ALIZE
ALL CATS
Alliance
ALLVEGA
ALPINE
Altair
Always
Ambrella light
American Crafts
Amig
AMRA
AMT electronics
Andromeda
Angel Sand
Angry Birds
Animedia Company
ANISSE
Antartidee
Apeyron electrics
Apple
AQA baby
ARBITON
Arcobronze
Argenesi
ARGO
ARGUS
ARGUS
ARGUS GARDEN
Ariel
Ariston
ARKO
ARMOR ALL
AROMANTIQUE
Arta
Artifact
Artigianato Ceramico
ARTWELLE
ASICS
AURA
Aurami Carori
Aurum Crystal
Ausini
Avanti-stile
Avent
Babolat
Baby Safety
Baby-22
Barbie
Basia
BATMAN
Bauer
BDK-GLASS
Belcat
Belezza
Bembi
Ben 10
Berchelli
BERGER
Berlingo
Bernadotte
BEROSSI
Bestway
Bibi
BIC
Biobac
BLACK TORTOISE
BLOСKER
Bluemoon Venice
Blumen Haus
Bogate’s
Bohemia Crystal
BOLIS
bolsius
BOMBBAR
Bosch
Bossa Nova
Boyscout
BOZA
BRADEX
BRADEX HOME
BranQ
Braun
Brickmaster
BRIZOLL
Brocard Parfums
Bruder
BrunoVisconti
BRUS
BT21
BTC
Bugs Racings
BugSTOP
Cafe Mimi
Cake Colors
Canto
Caraya
CARTE NOIRE
Cartotecnica Rossi
CAS
Casio
Castorland
Castrol
Cattin
CELLO
Cenega
Centropen
Centrum
Ceramiche Dal Pra
Ceramiche Millennio
ChaoYang
Cherub
CHIARO
Chica Rica
Chinelli
Ching-ching
Chirton
Cinereplicas
CITILUX
CLASSIC
COBRA
COGO
Colgate
COLOP
Comfort
Command
Concept
Cose Belle Cose Rare
COSMOPLAST
Crafter
CraftPaper
Crayola
Crazy Brothers
Credan
Crocodile creek
Crown
D`Addario
Danko Toys
Darina
David Jones
De Markt
De Rosa
De. Car2
DECOR DE
Decoretto
DEFESTO
DEKOFLOOR
Dekor Cam
Dentelle
Depend
Der Waschkonig C.G.
DinoPlast
DIVAGE
Divino
DNC
Dohany
Dolce & Gabbana
DOLCE COSTO
Domix Green Professional
DONESS
Doppelherz
Double Fish
Dove
Dr.
Car2
DECOR DE
Decoretto
DEFESTO
DEKOFLOOR
Dekor Cam
Dentelle
Depend
Der Waschkonig C.G.
DinoPlast
DIVAGE
Divino
DNC
Dohany
Dolce & Gabbana
DOLCE COSTO
Domix Green Professional
DONESS
Doppelherz
Double Fish
Dove
Dr. Sante
DROPCOLOR
Durex
EBANO
Eco Wood Art
Ecola
EFFORT
EFOR
Egizia
Eichholtz
El Masta
ELITE-DECOR
ELLUX
EME POSATERIE
Emily Style
Eminem
Energizer
ErichKrause
ERISSON
Eurosvet
Evans Atelier
Evian
Evis
EVO
EVOFORM
Extreal
Fa
Fabrika Decoru
FABULA
Fairy
Falcon Eyes
Fancy
Fanzon
FarmStay
FAVORIT
Favourite
FBS
Fedosov
FERON
Fibra natura
FIMO
FIORICO
Fisher Price
FLAGMAN
Flexmetal
FLINC
Floresan
Flybotic
FOCO
FoodaHolic
Forio
ForteX
FortMen
Forward
Francesco Rubinato
FREYA
Funko
G.
Sante
DROPCOLOR
Durex
EBANO
Eco Wood Art
Ecola
EFFORT
EFOR
Egizia
Eichholtz
El Masta
ELITE-DECOR
ELLUX
EME POSATERIE
Emily Style
Eminem
Energizer
ErichKrause
ERISSON
Eurosvet
Evans Atelier
Evian
Evis
EVO
EVOFORM
Extreal
Fa
Fabrika Decoru
FABULA
Fairy
Falcon Eyes
Fancy
Fanzon
FarmStay
FAVORIT
Favourite
FBS
Fedosov
FERON
Fibra natura
FIMO
FIORICO
Fisher Price
FLAGMAN
Flexmetal
FLINC
Floresan
Flybotic
FOCO
FoodaHolic
Forio
ForteX
FortMen
Forward
Francesco Rubinato
FREYA
Funko
G. Benedikt
Ga.Ma
GALANTEYA
Galtex
Gamma
Garden Show
Gauss
Gaya Entertainment
General Electric
GENSINI
GiDGLASS
Giotto
Giulia
Giulietta
GLAMOUR
Global
GLOBO LIGHTING
Godox
Goliath
Good Loot
Grand
GRASS
GreenBean
Greenfield
Gross
GT
Guten Morgen
Handle Brand
Hansa Creation
Happy Frensis
Happy Snail
Hatber
Hausa
HEAD
Head & Shoulders
Heidi Swapp
HELPER
HI-GEAR
Himalaya
Hobby World
HobbyLine
HOH LOON
Hohner
Homage
Home Design
Homsu
Horse
Hot Wheels
Huggies
Huntsman
IDEA
Idiland
IEK
iLife
ILLA
Image Art
IMC Toys
IMEX
Incantesimo Design
INCANTO
InGreen
INNAMORE
Innova
Inoi
Inspiria
Interos
INTEX
IQ BEAUTY
IRIT
IRONMAN
ITALMAC
ItalWax
Jack and Lin
Jakob Winter
JAPAN GALS
Jardin
JARKO
Jazzway
JBL
JEMAR Smoker’s Articles
Jewel Style
JIA QI
JIE STAR
Jiffy
John Packer
Johnson&Johnson
JOVI
JPS
JVC
Kangaro
Karcher
Kaveh
Kennet
KENWOOD
KiddieDrive
KiddiePlay
KiDi
KidKraft
Kiss
Kitekat
Klee
Kleopatra
KLEVO!
Knopa
Kocostar
Kodak
Koelf
Koh-I-Noor
Kokubo
Komfi
KOTEX
Kremona
KUKMARA
KUPU-KUPU
L-CRAFT
L’Objet
L’Oreal
La Bella
La Murrina Murano
LAG
Lamark
Lamart
Lamirel
Laplandic
Lebelage
Lego
Legrand
Let’s go
LETS
LETTO
Li-Lu Belluche
Licht
Lightstar
Like Book
Linea Argenti
LINEAG
Lirene
Little Angel
Lomond
Looney Tunes
Loz
LS
Lubby
Lucky John
Luminarc
Lumion
Luneva
Luomma
Luomma Idealista
LUXART
Mad Wave
Madame Alexander
Madeira
Make It Real
MALEMI
Manuni
Maped
Marek
Marianna
Mark Formelle
Martika
Masuma
MATRIX
Mattel
Mavala
MAXI PLAY
Maximus
Maxwell
Maysternya
MAYTONI
MD
me-shok
Medio Evo
Meinl
Meizer
Merries
Metalions
Metylan
MGA Entertainment
MicroMachines
Mikasa
MINILAND
MIS
Miss Beautiful
MJ Care
Mo.
Benedikt
Ga.Ma
GALANTEYA
Galtex
Gamma
Garden Show
Gauss
Gaya Entertainment
General Electric
GENSINI
GiDGLASS
Giotto
Giulia
Giulietta
GLAMOUR
Global
GLOBO LIGHTING
Godox
Goliath
Good Loot
Grand
GRASS
GreenBean
Greenfield
Gross
GT
Guten Morgen
Handle Brand
Hansa Creation
Happy Frensis
Happy Snail
Hatber
Hausa
HEAD
Head & Shoulders
Heidi Swapp
HELPER
HI-GEAR
Himalaya
Hobby World
HobbyLine
HOH LOON
Hohner
Homage
Home Design
Homsu
Horse
Hot Wheels
Huggies
Huntsman
IDEA
Idiland
IEK
iLife
ILLA
Image Art
IMC Toys
IMEX
Incantesimo Design
INCANTO
InGreen
INNAMORE
Innova
Inoi
Inspiria
Interos
INTEX
IQ BEAUTY
IRIT
IRONMAN
ITALMAC
ItalWax
Jack and Lin
Jakob Winter
JAPAN GALS
Jardin
JARKO
Jazzway
JBL
JEMAR Smoker’s Articles
Jewel Style
JIA QI
JIE STAR
Jiffy
John Packer
Johnson&Johnson
JOVI
JPS
JVC
Kangaro
Karcher
Kaveh
Kennet
KENWOOD
KiddieDrive
KiddiePlay
KiDi
KidKraft
Kiss
Kitekat
Klee
Kleopatra
KLEVO!
Knopa
Kocostar
Kodak
Koelf
Koh-I-Noor
Kokubo
Komfi
KOTEX
Kremona
KUKMARA
KUPU-KUPU
L-CRAFT
L’Objet
L’Oreal
La Bella
La Murrina Murano
LAG
Lamark
Lamart
Lamirel
Laplandic
Lebelage
Lego
Legrand
Let’s go
LETS
LETTO
Li-Lu Belluche
Licht
Lightstar
Like Book
Linea Argenti
LINEAG
Lirene
Little Angel
Lomond
Looney Tunes
Loz
LS
Lubby
Lucky John
Luminarc
Lumion
Luneva
Luomma
Luomma Idealista
LUXART
Mad Wave
Madame Alexander
Madeira
Make It Real
MALEMI
Manuni
Maped
Marek
Marianna
Mark Formelle
Martika
Masuma
MATRIX
Mattel
Mavala
MAXI PLAY
Maximus
Maxwell
Maysternya
MAYTONI
MD
me-shok
Medio Evo
Meinl
Meizer
Merries
Metalions
Metylan
MGA Entertainment
MicroMachines
Mikasa
MINILAND
MIS
Miss Beautiful
MJ Care
Mo. Wa
Mobil
Modellini
Modno.ru
Modum
MONALISA
Monkart
Montaly
MOONY
Moroshka
Moroshka kids
MOTUL
Moulin Roty
Moulinex
MR Brush
Mr.
Wa
Mobil
Modellini
Modno.ru
Modum
MONALISA
Monkart
Montaly
MOONY
Moroshka
Moroshka kids
MOTUL
Moulin Roty
Moulinex
MR Brush
Mr. Proper
Mr.Painter
Multiart
Munecas Antonio Juan
MunHwa
MURENA
Musedo
MW-LIGHT
My Little Pony
MYSTERY
N.O.A
NÁDOBA
Nadzor
Nako
Namazu
Natura Siberica
Neptunia
Nescafe
Nessaea
New Line cosmetics
NewStar
Nickelodeon
Nika
Nika Kids
Nikko
Nina
NiNaGlass
Nissei
Nivea
Norfin
Noritazeh
Novotech
NUK
Numskull
Nux Cherub
Odeon Light
OfficeSpace
Ohana market
OnhillSport
OPTICLEAN
Oral-B
Orange Toys
Orgia
Oriental Way
Origami
Orion Toys
Osttex
OTS
Ottaviani
OZONE
Paiste
Palette
Palmbaby
PalPlay
Panasonic
Pantene
Paris
Parker
Paşabahçe
Passion
PATERRA
Paula
PDP
Pedigree
Pelican
PELICAN fishing technology
Pentel
Peppa Pig
PEREZ
Perfect Fit
Perfeo
Petitfee
PGM
Philips
Piatnik
Pic’nMix
Pierre Cardin
Pillars
Pilot
Pinetti
Pink Paislee
PIONEER
Pirge
Plan Toys
Planet Waves
Planeta Organica
Plant
Plast’ART
Plastic Centre
Plus-Plus
POLARIS
Polkadot
PONSI
Porcelaine Czech Gold Hands
Power Players
Power Pux
Praktik
Preciosa
PREMIER fishing
Premium seeds
Pretty Pixels
Price&Kensington
PRIDE
PRIMANOVA
Princess Love
Print Bar
PRO-FIT
ProfArt
Professional
PROSEPT
Puffins
PUMA
Purederm
Putty Peeps
QLux
Qualita
R.
Proper
Mr.Painter
Multiart
Munecas Antonio Juan
MunHwa
MURENA
Musedo
MW-LIGHT
My Little Pony
MYSTERY
N.O.A
NÁDOBA
Nadzor
Nako
Namazu
Natura Siberica
Neptunia
Nescafe
Nessaea
New Line cosmetics
NewStar
Nickelodeon
Nika
Nika Kids
Nikko
Nina
NiNaGlass
Nissei
Nivea
Norfin
Noritazeh
Novotech
NUK
Numskull
Nux Cherub
Odeon Light
OfficeSpace
Ohana market
OnhillSport
OPTICLEAN
Oral-B
Orange Toys
Orgia
Oriental Way
Origami
Orion Toys
Osttex
OTS
Ottaviani
OZONE
Paiste
Palette
Palmbaby
PalPlay
Panasonic
Pantene
Paris
Parker
Paşabahçe
Passion
PATERRA
Paula
PDP
Pedigree
Pelican
PELICAN fishing technology
Pentel
Peppa Pig
PEREZ
Perfect Fit
Perfeo
Petitfee
PGM
Philips
Piatnik
Pic’nMix
Pierre Cardin
Pillars
Pilot
Pinetti
Pink Paislee
PIONEER
Pirge
Plan Toys
Planet Waves
Planeta Organica
Plant
Plast’ART
Plastic Centre
Plus-Plus
POLARIS
Polkadot
PONSI
Porcelaine Czech Gold Hands
Power Players
Power Pux
Praktik
Preciosa
PREMIER fishing
Premium seeds
Pretty Pixels
Price&Kensington
PRIDE
PRIMANOVA
Princess Love
Print Bar
PRO-FIT
ProfArt
Professional
PROSEPT
Puffins
PUMA
Purederm
Putty Peeps
QLux
Qualita
R. O.C.S.
Rabbit
Rainbow Loom
Ranok
Ravensburger
RAY
RAYEN
RegenBogen
Regent
Regent inox
RESTOLA
Rico by d’addario
RIDDER
Rigamonti Pietro & Figli
Riko
Rodstars
ROMANA
Rombica
RONA
Room Decor
Rossini
ROYAL ROSE
RTO
Rudnix
RukiUm
RusLabNutrition
RUSSIAN HandMade
Ryobi
S-Mala
S.
O.C.S.
Rabbit
Rainbow Loom
Ranok
Ravensburger
RAY
RAYEN
RegenBogen
Regent
Regent inox
RESTOLA
Rico by d’addario
RIDDER
Rigamonti Pietro & Figli
Riko
Rodstars
ROMANA
Rombica
RONA
Room Decor
Rossini
ROYAL ROSE
RTO
Rudnix
RukiUm
RusLabNutrition
RUSSIAN HandMade
Ryobi
S-Mala
S. Lavia
S+S
Sacvoyage
SAFFIT
Sakura
SAKURA
Salag
Salmo
SALTON
Samsung
Samy
Savio
Scarlett
Schauma
Schmetz
Schneider
Schneider Electric
SCOVO
Scruff-a-Luvs
Selby
SELECT
Sempertex
Serenada
SERGIO DALLINI
Seven Seeds
Sewparts
Shary
Sheba
Shenjoy
Sibo
Siger
Silicon Power
Silikomart
Simba
SINTEC
Siweida
Sluban
SMARTsant
Smoby
SoftTherm
Solinberg
SOLO
Sony
Sonya Rose
SORCOSA
Souffle
Spa by Lara
Sparta
Speedy Dinos
Spinner M.
Lavia
S+S
Sacvoyage
SAFFIT
Sakura
SAKURA
Salag
Salmo
SALTON
Samsung
Samy
Savio
Scarlett
Schauma
Schmetz
Schneider
Schneider Electric
SCOVO
Scruff-a-Luvs
Selby
SELECT
Sempertex
Serenada
SERGIO DALLINI
Seven Seeds
Sewparts
Shary
Sheba
Shenjoy
Sibo
Siger
Silicon Power
Silikomart
Simba
SINTEC
Siweida
Sluban
SMARTsant
Smoby
SoftTherm
Solinberg
SOLO
Sony
Sonya Rose
SORCOSA
Souffle
Spa by Lara
Sparta
Speedy Dinos
Spinner M. A.D.
Spiro
Splat
SportLine
SPRUT
Stabilo
Start Line
STAYER
STELLAR
Stels
STELS
STEP UP
Stiga
Stilars
STINGER
Straps
Strunal
SUNSMILE
SUNSTEP
Super Spin Combo
Super10
SuperWings
Supra
Svip
Synergetic
Tactic
Taf Toys
Taif
Taiko
TAMASHA
Tampax
tara.
A.D.
Spiro
Splat
SportLine
SPRUT
Stabilo
Start Line
STAYER
STELLAR
Stels
STELS
STEP UP
Stiga
Stilars
STINGER
Straps
Strunal
SUNSMILE
SUNSTEP
Super Spin Combo
Super10
SuperWings
Supra
Svip
Synergetic
Tactic
Taf Toys
Taif
Taiko
TAMASHA
Tampax
tara. ru
Tchibo
TEATRO
TECH-KREP
Tefal
Tekno-tel
Tess
TETRA
The Noble Collection
Tide
TimA
Tiny Love
Titiz
TK lighting
TL
Tom Bohemia Crystal
TONG DE
TOOKO
Toomix
TOPLIGHT
Topperr
TORRES
Torvi
Transcend
Trek
Trend Decor Candle
Tresemme
Trix
TROUT PRO
TUOSITE
Tusi
TWIN LOTUS
UFAPACK
ULTRA BARHAT
UNI
Vandoren
Veber
VEGAS
Venita
VENSAL
VEROL
VERRAN
Vidima
VIGAR
Viking Toys
Vileda Professional
Vinotti
Virtus
VITEK
VIVANT
Vladi Toys
VoiceBook
VPLab
VTECH
WADER
WasserKRAFT
We R Memory Keepers
Wellice
Welly
WERKEL
WESS
Wild Rose Studio
Wilmax England
Wilson
Wincars
Winner
WITTNER
wonderworld
Wood Idea
Wood Trick
Wormix
XIAOMI
XL ZOLO
XXI век
Yaman
Yarmina
Yonex
YWOW Games
Zebra
Zebra Toys
Zed Black
ZENTA
Zeoflora
Zero
Zest
ZHORYA
Zoffoli
Zota
Zuny
Абрико
Абрикобукс
Агелина
Агротекс
Агроуспех
Агрофирма АЭЛИТА
Агрофирма Партнер
АГРЭКС
Адамас
Адель
Азбукварик
Азерчай
Аймид
Айрис-пресс
Академкнига/Учебник
АКОР
Актамир
Алмаз
Алфея
Альбатрос
Альт
Альтернатива
Амадэль
Апплика
Арктика
Арт и Дизайн
Артпласт
Артпостель
Архитектория
Асепта
Аскопром
АСТ
Атмосфера праздника
Атра
АЭЛИТА
Бакс
БАРС
Басик и Ко
Белоручка
Белый город
Белый Камень
Берёзка
Берлога
БИПЛАНТ
Благо
Бока
БОМБОРА
Бона Форте
Борисовская керамика
БрикНик
Брустянка
Будь здоров!
Бытпласт
Бюрократ
ВАКО
Варвара
Василек
Василиса
Ваше Хозяйство
ВДК
Век
ВЕНТАНА-ГРАФ
Весна
Весна-Киров
Видар-М
Вилт
Винтажный Шар
Виолет
Виталфарм
Витоша
Владис
ВТеме
Гавриш
ГазонCity
Галимпекс
Гамма
Гамма
Гангут
Гейзер
Гелий
ГЕОДОМ
Гермент
ГК «Идеал»
Глазов
Глорус
Гознак
Город мастеров
Гринкипер
Данко-ЗОО
Дарья
Дельфин
Десятое Королевство
Детская линия
Ди Эм Би
ДМ-люкс
Добрая Сила
Добросталь (Нытва)
Добрушский фарфоровый завод
Дом семян
Домашний сундук
Древо Игр
ДРОФА
ДРОФА-МЕДИА
Дэми
Евро-семена
Егорка
Живой Кофе
Жирафики
Задира-плюс
Зайка Ми
Звезда
Здоровья Клад
Зеленый уголок
ЗЗПП «Эра»
Зип-флекс
ЗМИ
Знатный фермер
Знаток
Золотое руно
Зоомир
Зорька
ЗУБР
ЗФТС
Игольный завод
Играем вместе
Издательский дом «Христофор»
Издательство «CLEVER»
Издательство «Азбука»
Издательство «АЙАР»
Издательство «Алтей»
Издательство «Антология»
Издательство «Арт-Волхонка»
Издательство «АРТЕ»
Издательство «Атмосфера»
Издательство «БИНОМ.
ru
Tchibo
TEATRO
TECH-KREP
Tefal
Tekno-tel
Tess
TETRA
The Noble Collection
Tide
TimA
Tiny Love
Titiz
TK lighting
TL
Tom Bohemia Crystal
TONG DE
TOOKO
Toomix
TOPLIGHT
Topperr
TORRES
Torvi
Transcend
Trek
Trend Decor Candle
Tresemme
Trix
TROUT PRO
TUOSITE
Tusi
TWIN LOTUS
UFAPACK
ULTRA BARHAT
UNI
Vandoren
Veber
VEGAS
Venita
VENSAL
VEROL
VERRAN
Vidima
VIGAR
Viking Toys
Vileda Professional
Vinotti
Virtus
VITEK
VIVANT
Vladi Toys
VoiceBook
VPLab
VTECH
WADER
WasserKRAFT
We R Memory Keepers
Wellice
Welly
WERKEL
WESS
Wild Rose Studio
Wilmax England
Wilson
Wincars
Winner
WITTNER
wonderworld
Wood Idea
Wood Trick
Wormix
XIAOMI
XL ZOLO
XXI век
Yaman
Yarmina
Yonex
YWOW Games
Zebra
Zebra Toys
Zed Black
ZENTA
Zeoflora
Zero
Zest
ZHORYA
Zoffoli
Zota
Zuny
Абрико
Абрикобукс
Агелина
Агротекс
Агроуспех
Агрофирма АЭЛИТА
Агрофирма Партнер
АГРЭКС
Адамас
Адель
Азбукварик
Азерчай
Аймид
Айрис-пресс
Академкнига/Учебник
АКОР
Актамир
Алмаз
Алфея
Альбатрос
Альт
Альтернатива
Амадэль
Апплика
Арктика
Арт и Дизайн
Артпласт
Артпостель
Архитектория
Асепта
Аскопром
АСТ
Атмосфера праздника
Атра
АЭЛИТА
Бакс
БАРС
Басик и Ко
Белоручка
Белый город
Белый Камень
Берёзка
Берлога
БИПЛАНТ
Благо
Бока
БОМБОРА
Бона Форте
Борисовская керамика
БрикНик
Брустянка
Будь здоров!
Бытпласт
Бюрократ
ВАКО
Варвара
Василек
Василиса
Ваше Хозяйство
ВДК
Век
ВЕНТАНА-ГРАФ
Весна
Весна-Киров
Видар-М
Вилт
Винтажный Шар
Виолет
Виталфарм
Витоша
Владис
ВТеме
Гавриш
ГазонCity
Галимпекс
Гамма
Гамма
Гангут
Гейзер
Гелий
ГЕОДОМ
Гермент
ГК «Идеал»
Глазов
Глорус
Гознак
Город мастеров
Гринкипер
Данко-ЗОО
Дарья
Дельфин
Десятое Королевство
Детская линия
Ди Эм Би
ДМ-люкс
Добрая Сила
Добросталь (Нытва)
Добрушский фарфоровый завод
Дом семян
Домашний сундук
Древо Игр
ДРОФА
ДРОФА-МЕДИА
Дэми
Евро-семена
Егорка
Живой Кофе
Жирафики
Задира-плюс
Зайка Ми
Звезда
Здоровья Клад
Зеленый уголок
ЗЗПП «Эра»
Зип-флекс
ЗМИ
Знатный фермер
Знаток
Золотое руно
Зоомир
Зорька
ЗУБР
ЗФТС
Игольный завод
Играем вместе
Издательский дом «Христофор»
Издательство «CLEVER»
Издательство «Азбука»
Издательство «АЙАР»
Издательство «Алтей»
Издательство «Антология»
Издательство «Арт-Волхонка»
Издательство «АРТЕ»
Издательство «Атмосфера»
Издательство «БИНОМ. Лаборатория знаний»
Издательство «Вакоша»
Издательство «Весна-дизайн»
Издательство «Виктория Плюс»
Издательство «Гном»
Издательство «ГрандМастер»
Издательство «ДеЛи»
Издательство «Интеллект-Центр»
Издательство «КАРО»
Издательство «Книжный дом Анастасии Орловой»
Издательство «КомпасГид»
Издательство «Омега»
Издательство «Статут»
Издательство «Традиция»
Издательство «Улыбка»
Издательство «Феникс»
Издательство «Яуза»
Издательство Московского Университета
Иностранка
Интертекстиль
Кайман
Калифорния
Каляка-Маляка
Камтекс
Капитошка
Карапуз
Каркам
Каролина
Катунь
Каури
КвикДекор
Кедровый Бальзам
КемпингГрупп
Кенгурёнок
Кифа
КОЛОМЕЕВ
Корвет
КотМаркот
Котяра
КПК
Красная линия
КРОНА
Крошкин дом
Кубаньфарфор
Курносики
Курт
КФОБ
КЭЛЗ
Ла-Кри
Лабиринт
Лаборатория природы
ЛАДОМИР
Лазурин
ЛамаУрал
Лапочка
Левеня
Легкие сны
Леденцовая фабрика
Леккер
Лена
Лео и Тиг
Лигатур
Лилия Холдинг
Линия мебели
Лисма
Литера
ЛИТУР
Ломоносовская керамика
ЛОРИ
Луга
Лунтик
Луч
Лысьвенские эмали
МАГАРЫЧ
Магеллан
Магикопласт
Майский
Маленькая леди
Мануфактурная лавка
Марис
МАССА-К
Мастер Рио
Мастерская «Свечной двор»
Матрица
МАЯК
Мегашапка
МЕРКУРИЙ
Мерцана
Металл-завод
МЕТИЗ
МЕХЭЛЕКТРОН-М
Микромед
МИЛАНА
Миланика
Мир детства
Мир открыток
МИФ
Мнемозина
Многоцветница
МОБИ
Моделист
Моё солнышко
МОЗАИКА kids
МОЗАИКА-СИНТЕЗ
Мозеръ
Монсики
Москвичка
Мульти-Пульти
Мультидом
Мякиши
Натали
Наша Мама
НЕВА-ТАФТ
Нескучные игры
Нетеряшки
Нижегородская игрушка
НМК
Нордпласт
Носкофф
Огонёк
ОДРИ
Октопус
Октябрина Апрелевна
Оливи
ОЛТА
Омега Neo
ОмЗЭТ
Омский свечной завод
ОСЗ
Осьминожка
Павлина
ПАТРИОТ
Первач
Пехорский текстиль
ПЗБФ
Питер
ПКФ «Игрушки»
ПКФ «Исток»
Плазмас
ПЛАСТиКО
Пластишка
Пластмастер
ПНК им.
Лаборатория знаний»
Издательство «Вакоша»
Издательство «Весна-дизайн»
Издательство «Виктория Плюс»
Издательство «Гном»
Издательство «ГрандМастер»
Издательство «ДеЛи»
Издательство «Интеллект-Центр»
Издательство «КАРО»
Издательство «Книжный дом Анастасии Орловой»
Издательство «КомпасГид»
Издательство «Омега»
Издательство «Статут»
Издательство «Традиция»
Издательство «Улыбка»
Издательство «Феникс»
Издательство «Яуза»
Издательство Московского Университета
Иностранка
Интертекстиль
Кайман
Калифорния
Каляка-Маляка
Камтекс
Капитошка
Карапуз
Каркам
Каролина
Катунь
Каури
КвикДекор
Кедровый Бальзам
КемпингГрупп
Кенгурёнок
Кифа
КОЛОМЕЕВ
Корвет
КотМаркот
Котяра
КПК
Красная линия
КРОНА
Крошкин дом
Кубаньфарфор
Курносики
Курт
КФОБ
КЭЛЗ
Ла-Кри
Лабиринт
Лаборатория природы
ЛАДОМИР
Лазурин
ЛамаУрал
Лапочка
Левеня
Легкие сны
Леденцовая фабрика
Леккер
Лена
Лео и Тиг
Лигатур
Лилия Холдинг
Линия мебели
Лисма
Литера
ЛИТУР
Ломоносовская керамика
ЛОРИ
Луга
Лунтик
Луч
Лысьвенские эмали
МАГАРЫЧ
Магеллан
Магикопласт
Майский
Маленькая леди
Мануфактурная лавка
Марис
МАССА-К
Мастер Рио
Мастерская «Свечной двор»
Матрица
МАЯК
Мегашапка
МЕРКУРИЙ
Мерцана
Металл-завод
МЕТИЗ
МЕХЭЛЕКТРОН-М
Микромед
МИЛАНА
Миланика
Мир детства
Мир открыток
МИФ
Мнемозина
Многоцветница
МОБИ
Моделист
Моё солнышко
МОЗАИКА kids
МОЗАИКА-СИНТЕЗ
Мозеръ
Монсики
Москвичка
Мульти-Пульти
Мультидом
Мякиши
Натали
Наша Мама
НЕВА-ТАФТ
Нескучные игры
Нетеряшки
Нижегородская игрушка
НМК
Нордпласт
Носкофф
Огонёк
ОДРИ
Октопус
Октябрина Апрелевна
Оливи
ОЛТА
Омега Neo
ОмЗЭТ
Омский свечной завод
ОСЗ
Осьминожка
Павлина
ПАТРИОТ
Первач
Пехорский текстиль
ПЗБФ
Питер
ПКФ «Игрушки»
ПКФ «Исток»
Плазмас
ПЛАСТиКО
Пластишка
Пластмастер
ПНК им. Кирова
Познание
ПОИСК
Полесье
Полимербыт
Полином
Политехника
Пома
Поспелов
Постер-Лайн
Премьер
Престиж
Престиж семена
Принцесса
Принцесса Нури
Просвещение
Протопи
Проф-Пресс
Пуговка
Радиан
Радуга
Радуга
Развивашки
Ранний старт
Речь
РиАл
РиД
Робинс
Росмэн
Росспласт
Росток-гель
Ротор
Рукавичка-варежка
Русич
Русская свечная мануфактура
Русский огород
Русский стиль
Руся
Рыжий кот
Сакси
Самовар
Самоделкин
Светогор
Свобода
Сделай своими руками
СеДеК
СЕЛТЕКС
Сембат
Семена Алтая
Семеновская пряжа
Семицвет-Тики
Сентябревъ
Сибирские товары
Сибирский Кедр
Сибирский сад
Сибртех
СИМС-2
Сказка
СмолТойс
Собачка-Шагачка
СовеК
Совенок Я
СОКОЛ
Солид
СОНЕКС
СОНЯ
Сортсемовощ
Спектр
СПИМВСЕ
СТАЛЬЭМАЛЬ
Стамм
СТАРОСЛАВ
Старт
Степ Пазл
Стиль Вашей Спальни
Столица текстиля
Страна сказок
Стрекоза
СТРОИМ ВМЕСТЕ СЧАСТЛИВОЕ ДЕТСТВО
Сюжет
Табити
ТамиТекс
Текстиль центр
Теплов и Сухов
Теплодар
ТетраПром
ТехноК
Технопарк
Тигрес
ТИКО
ТикоПластик
Тимирязевский питомник
Томик
Торг Лайнс
Тошка
ТПК Пчелка
Традиция
Три кита
Труд Вача
ТУТСИ
Умелец Я
УМК
Умка
Умка
Уник-Ум
Уральский Дачник
УРОЖАЙ УДАЧИ
Уютель
Фантазёр
Фармавит Neo
Фаско
Фея
Филипок и К
Фламинго
Форма
Фортис-М
Фтородент
Фуззики
Фэст
ХлебСоль
Хлопковый Край
Художник
ХэппиДом
Царь-печи
Черепашки Ниндзя
Черная Карта
Чистая Чашка
ЧПО им.
Кирова
Познание
ПОИСК
Полесье
Полимербыт
Полином
Политехника
Пома
Поспелов
Постер-Лайн
Премьер
Престиж
Престиж семена
Принцесса
Принцесса Нури
Просвещение
Протопи
Проф-Пресс
Пуговка
Радиан
Радуга
Радуга
Развивашки
Ранний старт
Речь
РиАл
РиД
Робинс
Росмэн
Росспласт
Росток-гель
Ротор
Рукавичка-варежка
Русич
Русская свечная мануфактура
Русский огород
Русский стиль
Руся
Рыжий кот
Сакси
Самовар
Самоделкин
Светогор
Свобода
Сделай своими руками
СеДеК
СЕЛТЕКС
Сембат
Семена Алтая
Семеновская пряжа
Семицвет-Тики
Сентябревъ
Сибирские товары
Сибирский Кедр
Сибирский сад
Сибртех
СИМС-2
Сказка
СмолТойс
Собачка-Шагачка
СовеК
Совенок Я
СОКОЛ
Солид
СОНЕКС
СОНЯ
Сортсемовощ
Спектр
СПИМВСЕ
СТАЛЬЭМАЛЬ
Стамм
СТАРОСЛАВ
Старт
Степ Пазл
Стиль Вашей Спальни
Столица текстиля
Страна сказок
Стрекоза
СТРОИМ ВМЕСТЕ СЧАСТЛИВОЕ ДЕТСТВО
Сюжет
Табити
ТамиТекс
Текстиль центр
Теплов и Сухов
Теплодар
ТетраПром
ТехноК
Технопарк
Тигрес
ТИКО
ТикоПластик
Тимирязевский питомник
Томик
Торг Лайнс
Тошка
ТПК Пчелка
Традиция
Три кита
Труд Вача
ТУТСИ
Умелец Я
УМК
Умка
Умка
Уник-Ум
Уральский Дачник
УРОЖАЙ УДАЧИ
Уютель
Фантазёр
Фармавит Neo
Фаско
Фея
Филипок и К
Фламинго
Форма
Фортис-М
Фтородент
Фуззики
Фэст
ХлебСоль
Хлопковый Край
Художник
ХэппиДом
Царь-печи
Черепашки Ниндзя
Черная Карта
Чистая Чашка
ЧПО им. Чапаева
Штрих
ШТРИХ-М
Эгмонт Россия
Эдельвейс
Эковер
ЭКОН
Экотен
Эксмо
Эксмодетство
ЭЛЕТЕХ
Элиза
ЭлитАгро
Элком
Элтранс
Энергомера
ЭРА
Юниор
Юный Атлет
Я Самая
Чапаева
Штрих
ШТРИХ-М
Эгмонт Россия
Эдельвейс
Эковер
ЭКОН
Экотен
Эксмо
Эксмодетство
ЭЛЕТЕХ
Элиза
ЭлитАгро
Элком
Элтранс
Энергомера
ЭРА
Юниор
Юный Атлет
Я СамаяЯндекс Браузер Microsoft Edge
Сообщить об ошибке
ТЕХНОЛОГИЧЕСКИЕ ЖИДКОСТИ ДЛЯ СВАРКИ
ООО «ЛитМех» предлагает продукцию торговой марки «GREENWELD».
GREENWELD — это современные средства от налипания брызг расплавленного металла при различных видах сварки, защитные и охлаждающие средства для сварочного оборудования, систем плазменной и лазерной резки.
Продукция торговой марки «GREENWELD» производится в России по инновационной немецкой технологии с применением высококачественного экологически чистого сырья, благодаря чему все средства «GREENWELD» обладают уникальными эксплуатационными свойствами и абсолютно безопасны для окружающей среды и здоровья человека.
Мы предлагаем оснастить Ваше производство высоклассными и высококачественными комплектующими и жидкостями для сварки.
GREENWELD PROFESSIONAL
Наиболее эффективное антиадгезионное средство — применяется в виде водных эмульсий для обработки свариваемых металлических поверхностей с целью предотвращения налипания брызг металла при различных видах сварки. GREENWELD PROFESSIONAL может поставляться как в виде концентрата, предназначенного для приготовления эмульсий путем разведения его в воде, так и в виде готовой эмульсии. Водные эмульсии средства наносятся на свариваемые поверхности распылением или любым другим способом до полного смачивания металла непосредственно перед началом сварочных работ. GREENWELD PROFESSIONAL не содержит силикона, нефтепродуктов и растворителей и полностью смывается водой.
Водные эмульсии средства наносятся на свариваемые поверхности распылением или любым другим способом до полного смачивания металла непосредственно перед началом сварочных работ. GREENWELD PROFESSIONAL не содержит силикона, нефтепродуктов и растворителей и полностью смывается водой.
GREENWELD STANDART
Универсальная жидкость против налипания сварочных брызг при различных видах сварки. Наносится на свариваемые поверхности распылением или другим способом перед началом сварочных работ, сохраняет свои свойства после высыхания в течение нескольких часов. GREENWELD STANDART обладает обезжиривающим действием, создает временную защиту от коррозии и обеспечивает беспористые сварные швы. Удаление оставшейся жидкости с металлических поверхностей перед дальнейшими операциями, в т.ч. перед покраской, не требуется. Не требует утилизации. Жидкость поставляется в готовом для применения виде.
GREENWELD LIGHT
Микроэмульсионная жидкость от налипания сварочных брызг, сочетающая в себе лучшие функциональные свойства и доступность цены. Предназначена для обработки любых свариваемых металлических (стальных, в т.ч. оцинкованных, алюминиевых и др.) поверхностей, а также сварочного инструмента (рабочих частей сварочных горелок, сопел и пр.) при самых различных видах сварки (в т.ч. роботизированной). GREENWELD LIGHT обладает обезжиривающим действием, создает временную защиту от коррозии и обеспечивает беспористые сварные швы. Не требует удаления перед покраской. Жидкость поставляется в готовом для применения виде.
GREENWELD MULTI
Жидкость, предназначенная для обработки свариваемых металлических (стальных, в т.ч. оцинкованных, алюминиевых и других) поверхностей с целью предотвращения налипания брызг металла при многопроходной и других видах сварки. Не требует смывания с обрабатываемых поверхностей перед дальнейшими операциями покраски или нанесения гальванического покрытия. Наносится на свариваемые поверхности распылением или любым другим способом до полного смачивания металла до начала сварочных работ. Поставляется в готовом для применения виде.
Поставляется в готовом для применения виде.
GREENWELD ROBO
Средство против налипания сварочных брызг для роботизированной сварки. С успехом может применяться при любых других видах сварки. а также при сварке изделий из нержавеющей стали. Не содержит силикона, является полностью биологически разлагаемым продуктом. Может наноситься на защищаемые поверхности распылением или любым другим способом перед началом сварочных работ. GREENWELD ROBO обладает консервационными свойствами на срок складского хранения металлических изделий до 6 месяцев. Поставляется в готовом для применения виде.
GREENWELD AIR (аэрозоль)
Предназначен для защиты сопла горелки и поверхностей обрабатываемых изделий от налипания сварочных брызг. Аэрозоль прост в использовании, за счет тонкого распыления один баллон GREENWELD AIR покрывает до 10 м² защищаемой поверхности. Пустые баллоны утилизируются как обычные бытовые отходы.
GREENWELD TOOL PROTECT (защитная паста)
Применяется для предотвращения налипания и пригорания раскаленных брызг металла на рабочих частях сварочных горелок при сварке проволокой в среде инертных и других газов. Увеличивает срок службы сопел и наконечников горелок. Наносится на рабочие части сварочных горелок (сопел, наконечников) путем их погружения в банку с пастой. Также может применяться для защиты и смазки узлов и механизмов, работающих в условиях высоких нагрузок, обладает консервационными свойствами на срок складского хранения металлических изделий до 12 месяцев.
Увеличивает срок службы сопел и наконечников горелок. Наносится на рабочие части сварочных горелок (сопел, наконечников) путем их погружения в банку с пастой. Также может применяться для защиты и смазки узлов и механизмов, работающих в условиях высоких нагрузок, обладает консервационными свойствами на срок складского хранения металлических изделий до 12 месяцев.
GREENWELD CRYSTAL (охлаждающая жидкость)
Предназначена для охлаждения сварочных резаков и станов, профилирующих машин и прочего технологического оборудования, включая системы плазменных и лазерных резок. Обладает минимальной удельной электропроводностью (менее 0,05 мкСм/см, что соответствует значению удельного сопротивления до 18 МОм•см). Содержит специальные добавки, обеспечивающие защиту от коррозии черных и цветных металлов и предотвращающие разрушение лакокрасочных покрытий, резиновых и пластмассовых деталей оборудования. Поставляется в готовом к применению виде.
GREENWELD SENSOR
Жидкость, применяемая для распознавания дефектов (царапин, вмятин и пр) металлических поверхностей, частности кузовов автомобилей. Жидкость наносится распылением на идентифицируемую поверхность, образуя на ней блестящую пленку, которая при направленном освещении высвечивает дефекты. Расход жидкости может составлять от 50 до 150 мл/м². При дальнейшей обработке легко смывается водой. Не содержит силикона! Жидкость поставляется в готовом для применения виде.
Жидкость наносится распылением на идентифицируемую поверхность, образуя на ней блестящую пленку, которая при направленном освещении высвечивает дефекты. Расход жидкости может составлять от 50 до 150 мл/м². При дальнейшей обработке легко смывается водой. Не содержит силикона! Жидкость поставляется в готовом для применения виде.
GREENWELD POINT
Антиадгезионная и защитная жидкость, применяемая для защиты внутренних стен, окон, оборудования окрасочных камерах от оседания покрасочной пыли, а также для защиты пластиковых, стеклянных, металлических и иных поверхностей от попадания лакокрасочных материалов, сварочных искр, абразивной и металлической пыли. Жидкость наносятся на защищаемые поверхности распылением или любым другим способом (кистью, валиком и пр.), образуя плотную антиадгезионную пленку. Расход жидкости в зависимости от способа нанесения может составлять от 50 до 150 мл/м². При накапливании предельного количества загрязнения пленка смывается водой. Жидкость поставляется в готовом для применения виде.
Жидкость поставляется в готовом для применения виде.
GREENWELD G-87
Смазочное средство в аэрозольной упаковке — предназначено для защиты и смазки узлов и механизмов, работающих в условиях высоких нагрузок. Средство обладает уникальными смазочными свойствами, превосходя минеральные и синтетические смазочные материалы, при этом является биологически разлагаемым продуктом, не содержит силикона и озоноразрушающих веществ, не оказывает вредного воздействия на окружающую среду и здоровье человека. Обладает консервационными свойствами на срок складского хранения металлических изделий до 6 месяцев. Пустые баллоны утилизируются как бытовые отходы.
GREENWELD MC
Применяется в разборных электрических контактных соединениях для уменьшения переходного сопротивления,значительно увеличивает срок их службы и защищает от длительных, многократных токовых аварийных перегрузок и нагревания с сохранением исходных показателей, способствует снижению потерь электроэнергии вследствие понижения нагрева контактных соединений, имеет высокую несущую способность и обладает хорошей адгезией. Наносится тонким слоем на одну из контактных поверхностей, после чего сборка контакта производится по всем действующим для данного типа электрического соединения правилам. Выпускается двух марок: Марка А (температурный интервал применения от минус 30°С до плюс 120°С) и Марка Б (температурный интервал применения от минус 60°С до плюс 400°С).
Наносится тонким слоем на одну из контактных поверхностей, после чего сборка контакта производится по всем действующим для данного типа электрического соединения правилам. Выпускается двух марок: Марка А (температурный интервал применения от минус 30°С до плюс 120°С) и Марка Б (температурный интервал применения от минус 60°С до плюс 400°С).
GREENWELD CERAMIC (защитный керамический спрей)
Предназначен для обработки сварочного инструмента (сопел, токовых наконечников и вставок), а также свариваемых металлических поверхностей для предотвращения налипания брызг металла и перегрева. При распылении спрея на поверхности остается защитная керамическая пленка, высыхающая в течение 10-15 секунд и обладающая изолирующими свойствами, а также значительно повышающая срок службы сопел и наконечников. Не требует многократного нанесения.
горелки и принадлежности сварщика |
+7 (343) 384-71-72, 287-41-52 (Екатеринбург) |
|
|
Gorelka.
(8 голоса, среднее 3.75 из 5) Защитный сварочный спрей Anti-Spatter, используемый на предприятиях металлообработки, применяется для защиты сварочных горелок от брызг и уменьшения времени последующей обработки поверхностей и сварочного шва. Производственные предприятия предъявляют ряд требований к качеству поверхностей и производительности сварочных процессов. И с этой целью используют для защиты свариваемых деталей те же спреи, что предназначаются для защиты горелок. Идея неплохая, только выбор продукта не вполне соответствует поставленной задаче, т. к. большинство существующих спреев-распылителей не предусматривает защиту свариваемых поверхностей. Более того, их использование нередко создает трудности для последующего нанесения покрытия, да и назвать полностью безопасными эти продукты также нельзя. Крайне важно правильно выбрать защитное средство, которое не оказывает негативного воздействия на качество шва и позволяет в дальнейшем покрытию надежно удерживаться на поверхности. В распоряжении сварщиков до сих пор было множество спреев-распылителей, которые не вполне адекватно отвечали данным требованиям. Абсолютное большинство из них просто не предназначено для этих целей и служит лишь для защиты инструмента: сварочных горелок, сопел и вставок под наконечники. Жидкости Metallotion Protec CE 15 L (в готовом виде) и Concentratе Protec CE 15 (в концентрированном виде) служат для предотвращения налипания сварочных брызг, обезжиривают обрабатываемые поверхности, создают временную защиту от коррозии и не ухудшают качество сварных швов. Перед сваркой жидкость наносится тонким слоем на поверхность изделия. Защитные свойства сохраняются в течение двух недель после нанесения. Средства против налипания брызг металла не только защитят свариваемые поверхности, но и снизят временные и финансовые затраты на окончательную обработку.
Австрийское предприятие PROTEC (www.protec-austria.com) предлагает универсальный продукт такого рода для использования в сфере защиты поверхностей: «Metallotion PROTEC CE15L». PROTEC не только гарантирует оптимальную защиту на протяжении длительного времени, но и включает специальный обезжиривающий компонент. Поскольку данная добавка имеет растительную основу, сам продукт рН-нейтрален и не влияет негативным образом на сварочную ванну. Предприятие PROTEC занимается разработкой и изготовлением экологичных и безопасных «разделительных средств» свыше 10 лет, поддерживая эффективную обратную связь с компаниями-потребителями. Особое внимание при разработках уделяется повышению надежности и производительности процесса, полному исключению последующей механической обработки поверхностей и получению сварочного шва высокого качества. Гамма продукции PROTEC весьма богата и включает различные средства защиты поверхностей от налипания брызг в процессе резки и сварки: Metallotion PROTEC CE15L, PROTEC WLS и др. |
|
|
 Info → Статьи → Жидкость от налипания сварочных брызг PROTEC
Info → Статьи → Жидкость от налипания сварочных брызг PROTEC



 Спреи, разработанные и произведенные компанией, закупают металлообрабатывающие предприятия самого разного масштаба деятельности, от небольших слесарных мастерских до крупных международных автоконцернов.
Спреи, разработанные и произведенные компанией, закупают металлообрабатывающие предприятия самого разного масштаба деятельности, от небольших слесарных мастерских до крупных международных автоконцернов.Как легко уменьшить количество сварочных брызг и удалить их из металла
Начинающим сварщикам часто кажется, что вы изучаете больше о шлифовке, чем о сварке.
При сварке MIG и дуговой сварке всегда можно ожидать определенное количество брызг, которые необходимо убрать. В этом посте я расскажу, как свести это к минимуму, а также какие инструменты и методы эффективны для того, чтобы уборка выглядела профессионально.
Содержание
Проверьте настройки и технику
Если вы получаете чрезмерное количество брызг, вам следует потратить несколько минут на проверку того, как вы свариваете. Если настройки неверны, или есть проблема с вашей настройкой, или ваша техника не работает, все может стать довольно уродливым.
Если настройки неверны, или есть проблема с вашей настройкой, или ваша техника не работает, все может стать довольно уродливым.
Как правило, наиболее распространенными причинами чрезмерного разбрызгивания являются проблемы с защитным газом, питанием или скоростью подачи проволоки. Если вы используете сварку MIG, проверьте следующее:
- Правильно ли подается защитный газ
- Сопло чистое и свободное
- Сопло не дальше 3/8″ от изделия
- Угол подачи проволоки не превышает 15 градусов от вертикали от изделия
- Скорость подачи проволоки должна быть установлена таким образом, чтобы проволока не упиралась плавильный бассейн. Звук дуги должен быть постоянным.
- Низкое напряжение и высокая сила тока также могут вызвать чрезмерное разбрызгивание.
После того, как вы набрали настройки и технику, ваши брызги должны быть минимальными. Иногда, однако, нет никакого способа обойти это. Сварка под неудобным углом будет грязной, что бы вы ни делали. В любом случае, вам нужно будет немного почистить, если вы хотите, чтобы ваш сварной шов был нетронутым.
В любом случае, вам нужно будет немного почистить, если вы хотите, чтобы ваш сварной шов был нетронутым.
Совет для профессионалов: Обратитесь к руководству по сварке, чтобы узнать, есть ли таблица с рекомендуемыми настройками. Обычно они сообщают вам такие вещи, как сила тока и скорость передачи данных для различных приложений. Если у вас нет руководства, попробуйте найти цифровую копию в Интернете.
Спрей для защиты от брызг
Это быстрое и простое решение, позволяющее избавиться от 95% проблем. Все, что вам нужно сделать, это обрызгать участок, и большая часть брызг просто отскочит.
На рынке представлено множество товаров, и в вашем местном магазине сварочных материалов наверняка есть что-то на полке. Этот на Амазоне отлично работает. Помимо распыления на заготовку, вы также можете распылять сопло MIG, чтобы предотвратить накопление брызг и ограничение потока газа.
Это одно из тех простых решений, когда вы можете потратить несколько долларов и практически устранить проблему. Это победа в моих книгах.
Это победа в моих книгах.
Отбойный молоток и долото
Брызги обычно имеют довольно слабую связь с основным металлом, поскольку они не обеспечивают хорошего проникновения. Это означает, что большую его часть можно просто сбить отбойным молотком или долотом.
Отбойные молотки с цилиндрической пружиной отлично подходят для удаления большинства отходов. Рукоятка поглощает большую часть ударов молотком, и вы можете наносить достаточно целенаправленные удары, чтобы сбить большую часть брызг. Этот молот поможет вам, если у вас его еще нет.
Если брызги прилипли немного сильнее и вам нужно немного больше силы, попробуйте использовать холодное долото. Мне нравятся долота, потому что ими легче попасть именно туда, куда нужно, и они могут проникнуть в более неудобные места. Такой набор стоит дешево и отлично работает.
Недостатком стамесок и молотков является то, что они все равно оставляют небольшие шрамы там, где были брызги. Если вы действительно хотите, чтобы область сварки выглядела великолепно, вам придется сделать еще один шаг.
Шлифование и шлифование
Существует масса инструментов для шлифовки и шлифовки сварных швов. Я просто пройдусь по парочке моих любимых.
Угловая шлифовальная машина с лепестковым диском идеально подходит для легкодоступных мест. Если вы свариваете трубу или листовой металл, это с легкостью справится с большей частью работы. Вы также можете использовать его для шлифовки самих сварных швов, если хотите.
Это набор лепестковых дисков, которые имеют большую отдачу от вложенных средств. Они служат не так долго, как некоторые из известных брендов, но они намного дешевле. В целом, действительно хороший продукт.
Напильник Power (также имеет несколько других названий) отлично подходит для работы в труднодоступных местах. Если вы работаете над чем-то, что не имеет легкого доступа, это стоит денег.
Если вы ищете что-то дешевое, но легкое, то, вероятно, вам нужен этот аппарат от Wen. 2-амперный двигатель идеально подходит для любителей и случайных сварщиков.
Если вы планируете выполнять более тяжелую сварку, обратите внимание на этот аппарат от Makita. У него вдвое больше мощности, чем у другого, и он немного более универсален.
Прежде чем совершить окончательную покупку, подумайте, в каких областях вам нужно работать. На работе я чаще всего использую ремни шириной 3/4″, но иногда пригождаются мощные напильники шириной 3/8″.
Что бы вы ни выбрали, не забудьте взять несколько дополнительных ремней. Изношенным ремням может потребоваться в десять раз больше времени, чтобы выполнить ту же работу, что и новым, поэтому не стоит злоупотреблять ими. Они также с большей вероятностью сломаются и полетят, если вы их слишком сильно изнашиваете.
Долото для скользящего молота
Это то, что я нашел во время просмотра YouTube, и я не нашел никого, кто бы их делал.
Это обычный скользящий молоток с долотом на конце. Таким образом, вместо обычного вытягивания, которое делают скользящие молотки, вы можете использовать его, чтобы наносить действительно контролируемые удары в труднодоступные места.
Опять же, понятия не имею, где их можно купить, но их легко сделать, если у вас есть скользящий молоток. Просто приварите гайку к концу короткого холодного зубила и навинтите его на молоток. Как правило, вам никогда не нужно прилагать к нему слишком много усилий, поэтому он прослужит вам долго.
Вот снимок того, что сделал я:
Действительно, чтобы избавиться от сварочных брызг, многого не нужно. Спрей для защиты от брызг, отбойный молоток, холодное долото, лепестковый диск и напильник помогут справиться с любой ситуацией, в которой вы окажетесь. разбрызгивание скорее всего. Возникающие в результате проблемы включают прилипание брызг к заготовкам и оборудованию, необходимость очистки, травмы рабочих и потери материала. Ситуация усугубляется брызгами, которые со временем накапливаются на сварочном сопле и контактном наконечнике, что приводит к их замене.
Брызги являются признаком сварки MIG, но существует множество вариантов и технологий для их уменьшения или даже устранения.
На базовом уровне брызги могут быть вызваны неправильными настройками сварки, а именно слишком низким напряжением или слишком высокой силой тока. При сварке MIG сила тока определяется скоростью подачи проволоки. Чтобы уменьшить разбрызгивание, оператор может снизить силу тока, уменьшив скорость подачи проволоки или увеличив напряжение.
Но не все так просто.
«Если бы каждый оператор сварки понимал правила, это было бы так же просто, как уменьшить силу тока и повысить напряжение, — говорит Мэтт Олбрайт, старший менеджер по продукции Lincoln Electric Co. — Если произойдет X, измените Y. Но все комбинации параметры сварки — диаметр проволоки, газовая смесь, материал — требуют различных регулировок скорости подачи проволоки, что влияет на силу тока и напряжение».
Чтобы решить действительно сложный процесс достижения правильных настроек, производители сварочного оборудования со временем разработали различные способы упрощения настройки сварочного оборудования. Серьезным достижением стала разработка инверторных источников питания с множеством форм сигналов, что избавило оператора от необходимости принимать большинство решений по сварке.
Серьезным достижением стала разработка инверторных источников питания с множеством форм сигналов, что избавило оператора от необходимости принимать большинство решений по сварке.
«Если вы просто перейдете на инверторное оборудование, ваша сварка улучшится», — говорит Олбрайт. «На основе комбинации всех ваших переменных машина будет вести себя так, чтобы оптимизировать перенос капель».
В импульсеЗатем, говорит Олбрайт, может иметь смысл перейти от короткой дуги CV или переноса струйной дуги к импульсной форме волны. «Теперь машина фактически контролирует, когда и как быстро удаляются капли, что приводит к стабильности и меньшему разбрызгиванию. Мы можем точно настроить комбинацию переменных».
Из трех режимов переноса металла короткодуговой и шаровидный режимы производят большое количество брызг. Небольшое разбрызгивание связано с распылением. «При переносе распылением практически нет брызг, независимо от традиционной технологии CV или передовой инверторной технологии», — говорит Олбрайт.
Сварка короткой дугой работает при низком напряжении. Расплавленный металл переходит из проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании. При шаровидном переносе металл переносится по дуге большими каплями, которые падают в сварочную ванну. При переносе распылением металл падает с проволоки очень маленькими каплями, что обеспечивает хорошую стабильность дуги.
Импульсная сварка MIG помогает устранить несогласованные аспекты подачи, связанные с этими режимами. Импульсный — это бесконтактный метод переноса между проволокой и сварочной ванной. Это означает, что провод никогда не касается бассейна.
Это процесс без разбрызгивания, при котором выделяется меньше тепла, чем в режимах распыления или шаровидного переноса. Во время процесса ток возрастает до пика, когда формируется капля. Затем, в фазе фонового тока, ток снижается, чтобы уменьшить общее тепловложение. Процесс обеспечивает равномерную подачу капель одинакового размера в сварочную ванну.
Формы сигналов улучшились благодаря использованию инверторных источников питания. Инженеры-сварщики теперь могут точно контролировать переменные, влияющие на процесс сварки, такие как скорость линейного изменения, пиковое время, затухание и шаг. Усовершенствованные инверторы Lincoln, такие как Power Wave, имеют десятки запатентованных форм сигналов.
Оператор удаляет металлические брызги со сварного шва.«Есть от 30 до 50 переменных, которые настраивают наши инженеры по форме волны, чтобы капли переходили так, как им нужно», — говорит Олбрайт. «У нас есть сигналы, которые очень специфичны для клиентов, таких как автомобильная промышленность, сварка тяжелых условий эксплуатации и трубная сварка. Это действительно начинает проникать в науку о сварке».
Однако он подчеркивает тот факт, что не каждому магазину нужен высококачественный инвертор.
«Сварка требует высокой культуры, — объясняет он. «Мы делаем некоторые инверторы, которые работают так же, как и 20 лет назад. Некоторым покупателям это нравится, и именно так устроен их магазин. Они нашли успешный способ повысить производительность с помощью более простого оборудования».
Некоторым покупателям это нравится, и именно так устроен их магазин. Они нашли успешный способ повысить производительность с помощью более простого оборудования».
Предпочтения не всегда основываются на многолетнем опыте работы сварочного цеха. Они также могут зависеть от того, в какой части страны находится магазин и из каких школ работают его операторы.
«Иногда переход от простой машины к очень продвинутой — не лучший подход, — говорит Олбрайт. — Чтобы туда добраться, нужно сделать пару шагов.
Необходимо знатьДругие факторы, влияющие на контроль разбрызгивания, включают рабочий угол. Если у оператора неправильный подход, слишком крутой или слишком низкий, или он должен тянуть, когда толкает, это может привести к нестабильности.
«Наши машины могут видеть, что происходит, и компенсировать действия оператора», — говорит Олбрайт. «Машина настолько хороша, насколько хороша ее программа. Он не может приспособиться ко всему, но наши машины, безусловно, адаптивны, и они пытаются компенсировать обычные человеческие несовершенства».
Таким образом, несмотря на то, что инверторная технология, безусловно, помогает оператору работать лучше, необходимы базовые навыки сварки.
«Отрасли всегда будут нужны люди, знающие свое дело, — говорит Олбрайт. «Они должны понимать, как настроить машину и как разместить сварной шов в соединении, чему они учатся на своих занятиях и тренингах. Оборудование помогает в обучении, упрощает настройку и стандартизацию от рабочего центра к рабочему центру».
Поверхностные загрязнители, такие как ржавчина, масло и краска, также влияют на защиту от брызг. Хотя они не устраняют и не предотвращают разбрызгивание, можно использовать продукты против разбрызгивания, которые предотвращают прилипание брызг к заготовке. Однако чрезмерное количество может вызвать другие проблемы, такие как пористость.
Защитный газ также может способствовать разбрызгиванию. Вместо чистого CO 2 большинство людей используют комбинацию от 75 до 95 процентов аргона и от 5 до 25 процентов CO 2 для уменьшения разбрызгивания. По словам Олбрайт, Lincoln настраивает все свои сигналы примерно на 90/10, потому что это обеспечивает наиболее стабильные результаты. Помимо защитного газа, он продолжает, что качество сварочной проволоки также является важным фактором в борьбе с разбрызгиванием.
По словам Олбрайт, Lincoln настраивает все свои сигналы примерно на 90/10, потому что это обеспечивает наиболее стабильные результаты. Помимо защитного газа, он продолжает, что качество сварочной проволоки также является важным фактором в борьбе с разбрызгиванием.
«Не все провода одинаковы», — говорит Олбрайт. «Если у вас есть проволока с площадью поверхности, которая меняется по всей катушке, при определенных скоростях подачи проволоки она производит разные силы тока по мере увеличения и уменьшения диаметра проволоки, вызывая нестабильность».
Все виды химии используются для производства проволоки, а затем волочения и намотки ее определенным образом. Это необходимо для того, чтобы проволока стабильно сходила с катушки.
«В Lincoln мы постоянно демонстрируем ценность нашей проволоки, даже несмотря на то, что она имеет премиальную цену», — говорит Олбрайт. «Мы снова и снова говорим клиентам, что вы можете использовать наши причудливые машины и сигналы, но если вы используете некачественный провод, вы не получите тех результатов, которые мы вам продемонстрировали. Это всегда комбинация машины, ее настройки и провода».
Это всегда комбинация машины, ее настройки и провода».
Олбрайт отмечает, что покупателям сложнее всего понять, что для того, чтобы зарабатывать деньги, они должны их тратить. Брызги — хороший тому пример.
«Брызги попадают на детали и весь цех, — говорит он. «Эти детали необходимо очищать, что означает инвестиции в инструменты и расходные материалы, такие как шлифовальные машины и диски. Брызги также могут потребовать инвестиций в дополнительные средства индивидуальной защиты для защиты операторов. Контактные наконечники быстрее изнашиваются, а форсунки быстрее заполняются. При роботизированной сварке брызги могут попасть на кабели и прожечь в них отверстия».
Чтобы пояснить свою точку зрения, Олбрайт ссылается на принцип Парето (также известный как правило 80/20), который гласит, что для многих событий примерно 80 процентов следствий возникают из-за 20 процентов причин.
«В целом большинство представителей сварочной отрасли согласны с тем, что стоимость расходных материалов составляет менее 15 процентов от общей стоимости сварки, — говорит он. «Итак, если 80 процентов ваших проблем являются результатом даже 15 процентов, даже если вы увеличите стоимость этих 15 процентов на 50 процентов, это не так много, чтобы значительно снизить стоимость этих 80 процентов».
«Итак, если 80 процентов ваших проблем являются результатом даже 15 процентов, даже если вы увеличите стоимость этих 15 процентов на 50 процентов, это не так много, чтобы значительно снизить стоимость этих 80 процентов».
Глядя на это с другой стороны, решение сэкономить 5 процентов на 15 процентах добавляет 10 процентов к 80 процентам.
«Мы годами пытались изменить этот мыслительный процесс, — заключает Олбрайт. «Последовательный разговор, который мы ведем с нашими клиентами, всегда направлен на то, чтобы убедить их тратить больше и доказать им, что, потратив больше, они сэкономят больше».
The Lincoln Electric Co.
Как уменьшить разбрызгивание при сварке
Брызги при сварке — главный враг сварщика, который оказывает огромное негативное влияние на производительность, поскольку может привести к большим простоям. Но есть способы уменьшить количество сварочных брызг и, следовательно, значительно сократить время очистки, а также повысить производительность.
Поговорка гласит: «Нельзя приготовить омлет, не разбив яиц». Это означает, что невозможно достичь чего-то желаемого без каких-либо неприятных последствий. Например, при сварке невозможно выполнить сварное соединение без образования брызг. Даже если невозможно избежать брызг при сварке, есть возможности уменьшить их количество. Кроме того, некоторые материалы более склонны к образованию брызг при сварке, что приводит к чрезмерному простою для очистки.
Что такое сварочные брызги?Сварочные брызги раздражают, так как они могут повредить опоры корпуса и, следовательно, увеличить время простоя приспособления. Образование таких мелких брызг металла отчетливо слышно во время сварки. Когда он действительно трещит и трещит во время сварки, маленькие капли металла высвобождаются из сварочной ванны, отбрасываются и, наконец, приземляются на поверхность заготовки, сварной шов, зажимные губки или даже на расходные детали горелки.
В некоторых процессах сварки образуется больше сварочных брызг, чем в других. В частности, процесс сварки MIG/MAG вызывает большое количество сварочных брызг, которые хорошо видны вдоль сварного шва. Причиной этого является электродинамическое явление, называемое пинч-эффектом/силой. Дуговая сварка использует этот эффект/силу, подавая высокие токи на нижний конец проволоки, что приводит к отрезанию капли. Это падение дополнительно ускоряется. Силу трудно контролировать, и она может привести к разбрызгиванию сварочного шва, если расплавленный металл лопнет из-за сильного удара.
В частности, процесс сварки MIG/MAG вызывает большое количество сварочных брызг, которые хорошо видны вдоль сварного шва. Причиной этого является электродинамическое явление, называемое пинч-эффектом/силой. Дуговая сварка использует этот эффект/силу, подавая высокие токи на нижний конец проволоки, что приводит к отрезанию капли. Это падение дополнительно ускоряется. Силу трудно контролировать, и она может привести к разбрызгиванию сварочного шва, если расплавленный металл лопнет из-за сильного удара.
Чтобы свести к минимуму разбрызгивание при сварке, сначала необходимо понять, что вызывает разбрызгивание при сварке. И есть много факторов, влияющих на количество сварочных брызг. Например:
- Свариваемый материал
Материалы более низкого качества приводят к значительно большему количеству сварочных брызг. Кроме того, металлические покрытия также являются проблемой при сварке. Будь то преднамеренное покрытие (например, лакокрасочное покрытие) или загрязнение (например, грязь или ржавчина): и то, и другое приводит к значительному увеличению количества сварочных брызг.
Будь то преднамеренное покрытие (например, лакокрасочное покрытие) или загрязнение (например, грязь или ржавчина): и то, и другое приводит к значительному увеличению количества сварочных брызг.
- Материал присадочного металла
Помимо материала заготовки огромную роль играет и материал присадочного металла. Здесь также низкокачественный наполнитель, а также загрязненный наполнитель приводят к большему количеству сварочных брызг.
- Установка для сварки
Даже самый дорогой и качественный материал бесполезен, если параметры сварки установлены неправильно. Также может потребоваться изменить настройки сварки в зависимости от выбранного метода сварки.
- Защитный газ
При использовании защитного газа неподходящий тип газа также может сильно повлиять на количество сварочных брызг.
1. Правильно установите параметры
Перед началом сварки всегда устанавливайте параметры аппарата таким образом, чтобы обеспечить наименьшее возможное количество брызг при сварке. Необходимо проверить несколько настроек, вот самые важные: сила тока, напряжение, полярность и вылет.
2. Используйте высококачественный присадочный металл
Чтобы еще больше уменьшить разбрызгивание при сварке, убедитесь, что вы используете высококачественный присадочный металл, соответствующий задачам. Если вам нужна помощь в выборе правильного присадочного металла, воспользуйтесь нашим руководством по выбору сварочной проволоки.
3. Очистите поверхности
Покрытия могут привести к сильному разбрызгиванию сварки. Поэтому всегда очищайте поверхность заготовки, а также сварочную проволоку перед сваркой. Правильная подготовка может значительно уменьшить разбрызгивание при сварке.
4. Выберите правильный защитный газ
При использовании защитного газа убедитесь, что он подходит. Чаще всего используются аргон и CO 2 . В зависимости от свариваемого материала следует использовать либо чистый CO 2 , либо чистый аргон, либо их смесь.
AMPCO METAL и брызги при сваркеПриведенные выше советы помогут вам уменьшить количество брызг при сварке в целом. Тем не менее, брызги от сварки будут. Поэтому правильный выбор материала для вашего сварочного оборудования также имеет решающее значение. В противном случае вы очень уязвимы к чрезмерным простоям для очистки или необходимости часто менять оборудование.
Например, ролик на пистолете для точечной сварки, изготовленный из AMPCOLOY® 940, может значительно увеличить срок службы ролика. Тематическое исследование, проведенное известным индийским автопроизводителем, показывает, что ролик, изготовленный из AMPCOLOY® 940, обеспечивает срок службы более 7 месяцев, тогда как срок службы ролика из латуни составляет не более 15 дней.
В другом тематическом исследовании, проведенном известным производителем двухколесных транспортных средств Indian 2 Wheeler, сравнивали обычный опорный блок с блоком, изготовленным из майлара AMPCOLOY®. Выводы показали 100 % сокращение работ по очистке, что привело к экономии времени на 70 минут за смену и увеличению производительности на 20 % за смену.
For further information about electrical resistance welding, please download our free «AMPCO METAL guide for resistance welding and anti spatter»
На поверхности — Производительность сварки
На формирование надлежащего конверсионного покрытия предварительной обработки и адгезию последующих покрытий к сварным швам влияет чистота зоны сварки. В процессе сварки могут образовываться различные неорганические загрязнения в зависимости от используемого метода сварки.
Эти неорганические загрязнения должны быть удалены, чтобы обеспечить успех последующих операций предварительной обработки и нанесения покрытия. В этой статье представлена информация о сварочных брызгах и шлаковых загрязнениях, образующихся в процессе сварки, и представлены рекомендуемые методы удаления каждого из них.
Идентификация сварочных грунтов Зона термического влияния (ЗТВ).Неорганические загрязнения, образующиеся в процессе сварки, локализованы в зоне, прилегающей к сварному шву, и включают сварочные брызги, сварочный шлак, сварочную окалину и различные элементы, которые можно найти в присадочном металле сварного шва. Область, в которой проявляются эффекты сварочного процесса, называется зоной термического влияния (ЗТВ).
ЗТВ представляет собой участок основного материала, который не расплавился, а его микроструктура и механические свойства были изменены сваркой. Тепло от процесса сварки и последующего повторного охлаждения вызывает изменения в ЗТВ. Степень изменения свойств зависит в первую очередь от основного материала, присадочного металла, количества и концентрации тепла, подводимого в процессе сварки. Различные участки ЗТВ показаны на рис. 1.
Степень изменения свойств зависит в первую очередь от основного материала, присадочного металла, количества и концентрации тепла, подводимого в процессе сварки. Различные участки ЗТВ показаны на рис. 1.
Сварочные брызги определяются как мелкие частицы расплавленного металла, выброшенные из сварочной ванны, которые прилипают к поверхности основного металла. Основной причиной образования сварочных брызг является нарушение расплавленной сварочной ванны во время переноса проволоки в сварной шов. Помехи обычно вызваны недостаточным количеством защитного газа, загрязнением основного металла, слишком высокой скоростью перемещения, слишком длинной проволокой или соотношением между силой тока и напряжением. Обычно это наблюдается, когда сварочное напряжение слишком высокое или низкое или сила тока слишком высока для данной комбинации проволоки и газа.
Пример брызг сварки рядом с валиком сварного шва. Брызги также могут образовываться в результате выбора газа или газовой смеси для защиты. Сварочные брызги должны быть удалены с поверхности детали, подлежащей окраске. Очень трудно нанести равномерное покрытие, если на детали остаются брызги, а покрытие часто слабо прилипает.
Сварочные брызги должны быть удалены с поверхности детали, подлежащей окраске. Очень трудно нанести равномерное покрытие, если на детали остаются брызги, а покрытие часто слабо прилипает.
Оба фактора приводят к преждевременному разрушению покрытия либо из-за коррозии, образующейся вокруг участков с плохим покрытием, либо из-за того, что брызги сбиваются с детали, обнажая основной металл без покрытия. Пример сварочных брызг показан на рис. 2.
Сварочный шлакСварочный шлак образуется, когда флюс, твердый защитный материал, используемый в процессе сварки, плавится в зоне сварки или поверх нее. Шлак представляет собой затвердевший остаточный флюс, который образуется над валиком сварного шва по мере остывания зоны сварки.
Дуговая сварка с защитным металлом (SMAW или дуговая сварка) и дуговая сварка с флюсовой проволокой (FCAW) используют флюсовые материалы для образования шлака, который защищает или способствует защите сварного шва во время затвердевания сварочной ванны. Газы, образующиеся из шлаковых систем для любого процесса, такие же, как те, которые обычно подаются извне при других методах сварки. Обычно оба этих процесса сварки также производят большее количество брызг.
Газы, образующиеся из шлаковых систем для любого процесса, такие же, как те, которые обычно подаются извне при других методах сварки. Обычно оба этих процесса сварки также производят большее количество брызг.
Затем шлак необходимо удалить механически, чтобы подготовить сварной шов к последующей обработке, поскольку он слабо прилипает к валику сварного шва и не имеет поверхности, восприимчивой к покрытиям. Удаляемый шлак также содержит многие элементы, присутствующие в присадочном металле, которые всплыли на поверхность сварного шва и могут вызвать проблемы с покрытием, если их не удалить. Пример сварочного шлака показан на рис. 3.
Как упоминалось ранее, существуют процессы сварки, в которых не используется флюс и используются защитные газы, подаваемые извне. Дуговая сварка металлическим газом (сварка GMAW или MIG) и дуговая сварка вольфрамовым электродом (сварка GTAW или TIG) используют смесь инертных или полуинертных газов для защиты сварных швов от загрязнения, поэтому на сварном шве не образуется слой шлака.
Сварочные загрязнения необходимо удалить, чтобы обеспечить восприимчивую поверхность для последующего конверсионного покрытия и нанесения покрытий. Существует два метода удаления: механический и химический. Механические методы состоят из ручного или автоматического истирания. В химическом методе обычно используется кислый травильный раствор, хотя в особых случаях используются нейтральные органические соединения.
Удаление сварочных брызгСварочные брызги удаляются механическим способом. Типичными используемыми методами являются шлифование, пескоструйная обработка, пескоструйная обработка или шабрение. Шлифование и шлифование можно производить с помощью абразивных кругов или лент, а также ручных или механических абразивных щеток (проволочных щеток).
Пескоструйная обработка обычно проводится на узлах с несколькими открытыми поверхностями сварного шва, с которыми легко соприкасаются абразивно-струйные материалы. Взрывная очистка включает абразивоструйную очистку с использованием пневматических средств или абразивоструйную очистку с использованием механических средств.
Взрывная очистка включает абразивоструйную очистку с использованием пневматических средств или абразивоструйную очистку с использованием механических средств.
Соскабливание или стружка часто используется для легко удаляемых брызг. Инструментами выбора обычно являются отбойный молоток или долото.
Использование химических материалов, препятствующих разбрызгиванию, также может использоваться для сведения к минимуму или устранения прилипания брызг к основному металлу. Средство против брызг наносится на место сварки и оставляет на металле защитную пленку, которая предотвращает прилипание брызг после затвердевания.
Удаление сварочного шлака Сварочный шлак также удаляется теми же механическими методами. Соскребание или стружка часто выполняется отбойным молотком или долотом для удаления шлака, потому что он обычно неплотно прилипает и его легко удалить. Шлифование и шлифование также можно производить с помощью абразивных кругов или лент, а также ручных или механических абразивных щеток (проволочных щеток). Пескоструйная очистка обычно выполняется с помощью абразивоструйной очистки или абразивоструйной очистки.
Пескоструйная очистка обычно выполняется с помощью абразивоструйной очистки или абразивоструйной очистки.
Удаление сварочного шлака с помощью химических методов часто предпринимается и очень редко бывает успешным. Шлак очень трудно или невозможно удалить с помощью большинства доступных продуктов кислотного травления. Шлак имеет щелочную природу и обычно присутствует в виде толстого слоя. Кислотный протравитель воздействует на шлак, начиная с внешней поверхности, удаляя его слоями.
Поскольку шлак является щелочным, он также частично нейтрализует кислоту во время травления. Время выдержки процесса обычно составляет от 60 до 120 секунд для кислотного травления, что обычно не дает кислоте достаточно времени для полного удаления шлака.
Chemetall U.S. Inc.
Уменьшение разбрызгивания при сварке | Norton Abrasives
Опытные сварщики, сборщики и слесари понимают, что сварные соединения требуют дополнительного внимания для удаления капель расплавленного материала, обычно называемых сварочными брызгами.
 Удаление сварочных брызг и затраты времени на удаление заусенцев и доработку детали помогут улучшить внешний вид сварных швов, а также гарантируют, что ваша работа будет выглядеть профессионально. Как удалить брызги с заготовки
Удаление сварочных брызг и затраты времени на удаление заусенцев и доработку детали помогут улучшить внешний вид сварных швов, а также гарантируют, что ваша работа будет выглядеть профессионально. Как удалить брызги с заготовки Удаление брызг из зоны сварки не должно быть трудоемким процессом. Для удаления избыточных брызг с обрабатываемой детали можно использовать четыре различных абразивных инструмента. Вы можете выбрать абразивный инструмент в зависимости от ваших требований, таких как срок службы и гибкость.
1. Нетканые абразивные диски Они состоят из трехмерной сетки синтетических волокон. Абразивные диски из нетканого материала, такие как Norton Blaze Rapid Strip, хорошо справляются с очисткой этого надоедливого беспорядка, а также могут использоваться для подготовки металла перед сваркой! Состоит из волокнистого нейлонового материала, смоляной связки и керамического абразива премиум-класса BLAZE — сочетание зерна и волокна обеспечивает бесшовный процесс резки. Важно отметить, что абразивный диск легко прилипает к точке соприкосновения, создавая приятную и гладкую резку.
Важно отметить, что абразивный диск легко прилипает к точке соприкосновения, создавая приятную и гладкую резку.
Диски также отлично подходят для обработки труднодоступных сварных швов и там, где требуется декоративная отделка поверхности.
VIEW NORTON BLAZE RAPID STRIP
2. Лепестковые дискиЛепестковые диски изготовлены из перекрывающихся кусков абразивного материала, соединенных с одной центральной втулкой. Лепестковые диски — лучший выбор, когда требуется длительный срок службы абразива и вы хотите сократить время простоя при замене диска. Они похожи на шлифовальный диск, но с меньшей вибрацией и более контролируемым съемом материала. Для получения дополнительной информации о лепестковых дисках прочитайте наше подробное руководство по лепестковым дискам.
ПОСМОТРЕТЬ АССОРТИМЕНТ ЛЕПЕСТКОВЫХ ДИСКОВ
3. Фибровые диски Фибровые диски — это популярный метод шлифования металла, когда требуется гибкость, поскольку их можно использовать на плоских участках, а также на формах и контурах. Фибровые диски идеально подходят, если вам нужно быстро удалить много брызг, а срок службы абразива не является приоритетом. Чтобы улучшить качество отделки, используйте более мягкую подложку, чтобы диск соответствовал форме поверхности.
Фибровые диски идеально подходят, если вам нужно быстро удалить много брызг, а срок службы абразива не является приоритетом. Чтобы улучшить качество отделки, используйте более мягкую подложку, чтобы диск соответствовал форме поверхности.
ПОСМОТРЕТЬ АССОРТИМЕНТ ВОЛОКНОДИСКОВ
4. Шлифовальные кругиШлифовальные круги используются для удаления большого припуска и когда чистота поверхности не имеет решающего значения.
ПОСМОТРЕТЬ АССОРТИМЕНТ ПЕРЕНОСНЫХ ШЛИФОВАЛЬНЫХ ДИСКОВ
Прежде чем приступить к использованию любых абразивных материалов, обязательно наденьте рабочие перчатки, респиратор, защитные очки и защитную маску. Это также поможет, если помещение хорошо проветривается.
Минимизация разбрызгивания при сварке Если у вас есть некоторый опыт сварки и вы знаете, как настроить поток газа и выбрать правильную скорость проволоки, а также как правильно наклонить сварочный пистолет или палку, то вы знаете, что такое разбрызгивание все равно произойдет.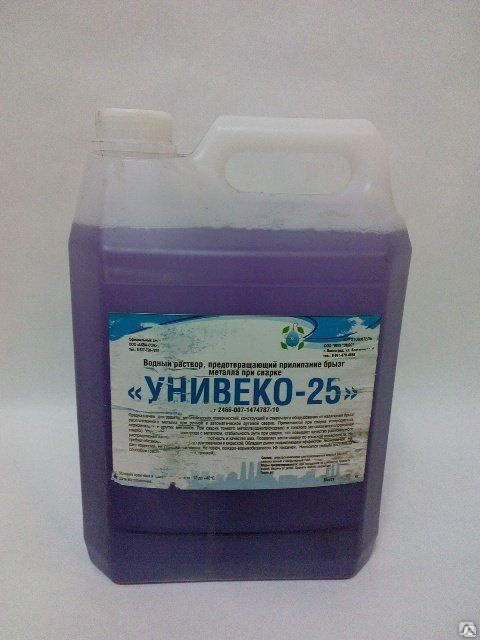 Хотя вы не можете полностью избежать разбрызгивания при сварке и предотвратить его прилипание, вы можете стремиться к минимальному разбрызгиванию.
Хотя вы не можете полностью избежать разбрызгивания при сварке и предотвратить его прилипание, вы можете стремиться к минимальному разбрызгиванию.
Это относится ко всем видам сварки — используйте для сварки только чистые основные металлы без каких-либо покрытий или ржавчины. Вы можете удалить любые покрытия или загрязнения перед началом сварки с помощью ленты Norton Blaze Rapid Strip.
Сварка MIG1. Убедитесь, что сопло горелки MIG чистое
Сопло сварочной горелки MIG может быстро риск обратного ожога. Это раздражает любого сварщика, так как может замедлить работу и привести к грязным сварным швам. Прежде чем приступить к любой сварке, в первую очередь необходимо проверить чистоту сопла. Если сопло засорилось или на нем есть признаки налипания, удалите мусор плоскогубцами.
2. Проверяйте расход газа и обслуживайте оборудование
Как и проволока подачи, расход газа также важен и может повлиять на качество сварки. Вы всегда должны проверять, что ваши шланги и газовый регулятор правильно подключены и правильно зарегистрированы, прежде чем начать. Старые или изношенные шланги могут перегнуться и повлиять на поток газа, также стоит осмотреть все газовые порты, чтобы убедиться, что они не заблокированы и не ограничены каким-либо образом. Обратитесь к руководству по эксплуатации сварочного аппарата MIG, чтобы узнать, как снимать какие-либо компоненты и как регулярно их обслуживать.
Вы всегда должны проверять, что ваши шланги и газовый регулятор правильно подключены и правильно зарегистрированы, прежде чем начать. Старые или изношенные шланги могут перегнуться и повлиять на поток газа, также стоит осмотреть все газовые порты, чтобы убедиться, что они не заблокированы и не ограничены каким-либо образом. Обратитесь к руководству по эксплуатации сварочного аппарата MIG, чтобы узнать, как снимать какие-либо компоненты и как регулярно их обслуживать.
1. Убедитесь, что ваши присадочные стержни и вольфрамовые электроды соответствуют свариваемому материалу.
TIG — гораздо более чистый процесс сварки, чем MIG, но в некоторых случаях при использовании низкокачественного материала могут возникать брызги. Из-за широкого спектра материалов, которые можно сваривать методом TIG, важно убедиться, что используемые присадочные стержни или вольфрамовые электроды правильно соответствуют материалу, который вы собираетесь сваривать.
Запишите:
- Материал, который вы собираетесь сваривать
- Любые типы соединений
- Толщину материала
- Любые тепловые свойства, которые необходимо учитывать — справочные таблицы, которые обычно можно получить у производителей присадочной проволоки и вольфрамовых электродов, чтобы помочь вам выбрать лучшие варианты для вашего проекта.
2. Поток газа по-прежнему важен
Как и при сварке MIG, подача газа по-прежнему важна для обеспечения качественного сварного шва, поэтому убедитесь, что отверстие газового сопла не заблокировано, а посторонние предметы не могут препятствовать потоку газа. Можно использовать проволочную щетку, чтобы аккуратно удалить любые отложения из чашки. Осмотрите свой пистолет и соединения, чтобы убедиться, что все в хорошем рабочем состоянии, и обратитесь к руководству по сварке TIG, если необходимо выполнить какое-либо техническое обслуживание или ремонт.
3. Убедитесь, что вольфрамовый электрод чистый, а присадочные стержни не загрязнены
Вольфрамовый электрод или конус — это место, где дуга соединяется с металлической поверхностью.
 Любая грязь, загрязнение или деформация повлияют на его работу и вызовут отклонение дуги.
Любая грязь, загрязнение или деформация повлияют на его работу и вызовут отклонение дуги.Если вольфрам касается сварочной ванны или присадочного стержня во время сварки, это также может привести к загрязнению. Расположение конуса дальше от заготовки поможет снизить вероятность загрязнения, а также удлинит дугу.
Электрод можно аккуратно отшлифовать на настольном шлифовальном станке, чтобы удалить любые загрязнения или искажения. Загрязненные присадочные стержни также повлияют на качество вашего сварного шва, поэтому, как только вы обнаружите какие-либо признаки загрязнения, переключитесь на новый присадочный стержень.
Дуговая сварка1. Убедитесь, что длина дуги не слишком велика
а также чрезмерное разбрызгивание. Перемещение стержня ближе к заготовке уменьшит разбрызгивание, а также улучшит прочность и качество сварных швов.
2. Убедитесь, что вы используете правильный сварочный электрод
Убедитесь, что ваш сварочный электрод совместим со свариваемым материалом и подходит для сварки переменным током.
Сварочные электроды обычно имеют код, указанный на них, чтобы помочь вам определить, для каких материалов и приложений они подходят.Приблизительно:
- Буква E обозначает электрод
- Первые две цифры обозначают прочность сварного шва на растяжение
- Третья цифра указывает положение, в котором электрод может использоваться при сварке
- Четвертая цифра обозначает состав покрытия
Производители сварочных электродов обычно имеют таблицы перекрестных ссылок, которые помогут вам выбрать лучший электрод для вашего проекта.
Уменьшение количества брызг при сварке приведет к более гладкому сварному шву и сэкономит ваше время на общем процессе смешивания и отделки. Для получения дополнительной информации об этих заключительных этапах процесса узнайте, как шлифовать, совмещать и обрабатывать сварной шов.
СКАЧАТЬ БРОШЮРУ ПО СВАРКЕ >
Чего вы ждете?Для получения дополнительной информации о выборе подходящего продукта свяжитесь с одним из наших экспертов Norton.
НАЙДИТЕ БЛИЖАЙШЕГО ДИСТРИБЬЮТОРА >
3 Распространенные причины разбрызгивания при сварке
Admin • 05 марта 2018 г.
Брызги при сварке представляют собой одну из наиболее распространенных проблем, связанных со сваркой. Он заключается в скоплении мелких частиц расплавленного металла, выбрасываемых из зоны сварки во время сварки. Когда эти частицы высыхают, они прилипают к металлу рядом со сварным швом, придавая ему шероховатость, шероховатость и часто остроту.
Хотя сварочные брызги не представляют серьезной структурной проблемы, они значительно портят внешний вид сварного шва. Не только это, но и может представлять риск телесных повреждений при наличии на таких вещах, как поручни. В некоторых случаях брызги сварки также могут увеличить риск коррозии основного металла.
К сожалению, многие неопытные сварщики не понимают причин образования брызг при сварке. Это делает их несколько беспомощными, когда дело доходит до предотвращения разбрызгивания.
Если вы хотите расширить свои знания о сварочных брызгах, читайте дальше. В этой статье мы обсудим три наиболее распространенные причины этой проблемы.1. Неправильные настройки сварки
Успешная сварка требует тщательного контроля ряда различных факторов. Неправильная установка этих параметров может привести к тому, что сварка вообще не произойдет. В других случаях, однако, неправильные настройки могут привести к недопустимому уровню разбрызгивания при сварке. Есть три важных фактора, о которых следует помнить при работе с дуговой сваркой металлическим газом, которая является одним из наиболее часто используемых способов сварки.
Первый фактор включает величину используемой силы тока. Чрезмерная сила тока может привести к разбрызгиванию сварочного шва. Сила тока может быть снижена до безопасного уровня одним из двух способов: либо замедлением скорости подачи проволоки, либо увеличением напряжения. Если предположить, что скорость подачи проволоки находится в соответствующем диапазоне, проблема часто возникает из-за недостаточного напряжения.
Третий фактор, увеличивающий риск разбрызгивания сварных швов, связан с термином, известным как электрический вылет или ESO. ESO просто передает расстояние между кончиком сварочного контакта и поверхностью металла. Сварочное разбрызгивание чаще возникает при слишком высоком ESO, другими словами, когда расстояние между контактом и металлом остается слишком большим.
2. Чрезмерный рабочий угол
Рабочий угол относится к углу между сварочной горелкой и поверхностью металла. Этот угол играет ключевую роль в поведении сварного шва. В частности, проблемы, как правило, возникают при рабочих углах более 15 градусов. Такой угол имеет тенденцию способствовать большему потоку газа.
Другими словами, углы, превышающие 15 градусов, будут притягивать воздух к горелке сзади. Затем этот воздух соприкасается с еще расплавленной лужей сварочного материала. Если сила воздуха окажется достаточно сильной, это приведет к разбрызгиванию сварочного шва. Расплавленный металл будет буквально сдуваться со сварного шва в виде мельчайших капелек.
3. Грязная поверхность сварки
Чистота поверхности сварки оказывает большое влияние на появление брызг при сварке. Чем больше загрязнений, тем выше вероятность разбрызгивания. По этой причине опытные сварщики знают, что металлы должны быть предварительно обработаны перед сваркой.
Процесс предварительной обработки включает тщательную очистку металла обезжиривающим веществом. Это позволяет удалить любые следы грязи, масла или других поверхностных загрязнений. Любая поверхностная ржавчина также должна быть тщательно удалена. Саму зону сварки также следует зачистить с помощью болгарки. Это обнажит свежий слой металла, что обеспечит более чистое соединение и уменьшит вероятность разбрызгивания.
Сварка по своей сути является относительно простым процессом. Однако количество различных переменных, влияющих на получение правильных результатов, означает, что сварочные работы всегда должны выполняться опытными профессионалами. Для получения дополнительной информации о том, что значит правильно сваривать, обращайтесь к профессионалам.
в ООО «3-Б Сварка».Новое сообщение > < Предыдущая запись
Поделиться
Твитнуть
Поделиться
Отправить по почте
Как изготовление листового металла на заказ принесет вам пользу
По администратору • 10 августа 2022 г. •
Изготовление изделий из листового металла на заказ может стать большим преимуществом для многих предприятий. Узнайте о некоторых преимуществах изготовления изделий из листового металла на заказ.
Что следует учитывать при найме службы мобильного крана
По администратору • 10 июня 2022 г. •
Аренда крана может быть более рентабельной, чем владение краном. Вот несколько вещей, которые следует учитывать при выборе идеального поставщика услуг крана.
Распространенные ошибки при работе с крановой службой
03 апр, 2022 •
Вы должны знать распространенные ошибки, которые совершают люди при работе с крановой службой, чтобы ваш проект прошел гладко.
Читайте дальше, чтобы узнать несколько советов.4 способа, которыми сварщик может модернизировать кузов вашего грузовика
07 марта 2022 г. •
Если вы хотите модернизировать кузов грузовика, сварка — отличный способ сделать это. Прочтите этот блог, чтобы узнать, как сварщики могут модернизировать кузов вашего грузовика.
2 простых способа защитить конвейерную ленту от повреждений
По администратору • 02 фев, 2022 •
Во избежание повреждения конвейерной ленты ознакомьтесь с частями вашей системы, требующими обслуживания. Узнайте, как предотвратить повреждение конвейерной ленты.
Вопросы, которые следует задать вашему сталеплавильному мастеру перед его наймом
По администратору • 07 дек, 2021 •
Монтаж металлоконструкций является важным этапом строительства любого успешного здания. В этом блоге подробно рассказывается, что вы должны спросить, прежде чем нанимать монтажника металлоконструкций.
 Любая грязь, загрязнение или деформация повлияют на его работу и вызовут отклонение дуги.
Любая грязь, загрязнение или деформация повлияют на его работу и вызовут отклонение дуги. Сварочные электроды обычно имеют код, указанный на них, чтобы помочь вам определить, для каких материалов и приложений они подходят.
Сварочные электроды обычно имеют код, указанный на них, чтобы помочь вам определить, для каких материалов и приложений они подходят.
 Если вы хотите расширить свои знания о сварочных брызгах, читайте дальше. В этой статье мы обсудим три наиболее распространенные причины этой проблемы.
Если вы хотите расширить свои знания о сварочных брызгах, читайте дальше. В этой статье мы обсудим три наиболее распространенные причины этой проблемы.
 в ООО «3-Б Сварка».
в ООО «3-Б Сварка». Читайте дальше, чтобы узнать несколько советов.
Читайте дальше, чтобы узнать несколько советов.