Стационарный сварочный пост | Сварка металлов и материалов
Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля — не более 30-40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
Рис, 12.2. Кабина для стационарного сварочного поста 1 — стол, 2 -стул. 3 — сварочный аппарат, 4 — пусковой аппарат
При сварке небольших изделий сварочный пост оборудуют в кабине (рис. 12.2) размерами в плане 2X1,5; 2X2; 2X3 м и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т.
Сварочный аппарат и пусковую аппаратуру, как правило, устанавливают в кабине, однако они могут быть вынесены за ее пределы. В этом случае сварочные аппараты располагают на расстоянии не более 15 м от кабины или места сварки в свободных от конструкций промежутках между колоннами по продольной оси цеха. Кабину, как правило, оборудуют вентиляцией и консольным краном для подачи изделий под сварку.
Похожие материалы
Оборудование сварочных постов | svarka
Оборудование сварочных постов
Сварочным постом называют специально оборудованное рабочее место сварщика, которое должно быть оснащено всеми устройствами, инструментами и материалами, необходимыми во время сварки металлоконструкций. Обязательно наличие сварочного аппарата, включающего источник питания, аппаратуру для пуска, кабеля и провода для осуществления сварки, держатели электродов. Кроме этого, правильно должно быть оборудовано и само рабочее место сварщика.
Обустройство стационарного сварочного поста:
1 – контейнер для электродов; 2 – рабочий стол;
3 – зонт газоотсоса; 4 – ящик для инструментов;
5 – электрододержатель; 6 – сварочный аппарат;
7 – сварочные кабеля; 8 – зажим обратного провода
Сварочные посты бывают как стационарными, так и передвижными, т. е. такими которые можно перемещать на разные производственные площадки.
е. такими которые можно перемещать на разные производственные площадки.
При работе на стационарном сварочном посту – к рабочему месту сварщика подаются конструкции, которые необходимо сварить. Сварщик, выполняя работы, перемещается от шва ко шву, при этом все необходимые материалы и инструменты находятся на одном месте.
Размеры стационарного сварочного поста зависят от объемов работ, которые выполняет сварщик. Как правило, такие посты выполнены в виде кабин с высотой стен не менее 2 м, обшитые металлическими листами или закрытые шторами из материала, не подверженного возгоранию. Каждая кабина должна иметь вход, также закрывающийся специальной огнестойкой брезентовой шторой. Из стойких к огню материалов выполняется и пол кабин.
Стационарный сварочный пост должен иметь вентиляцию – для этого стены кабины поднимают над полом на полметра, а над кабиной устанавливают купол вытяжки. Внутри кабины устанавливается стол из металла для работы сварщика стоя или сидя.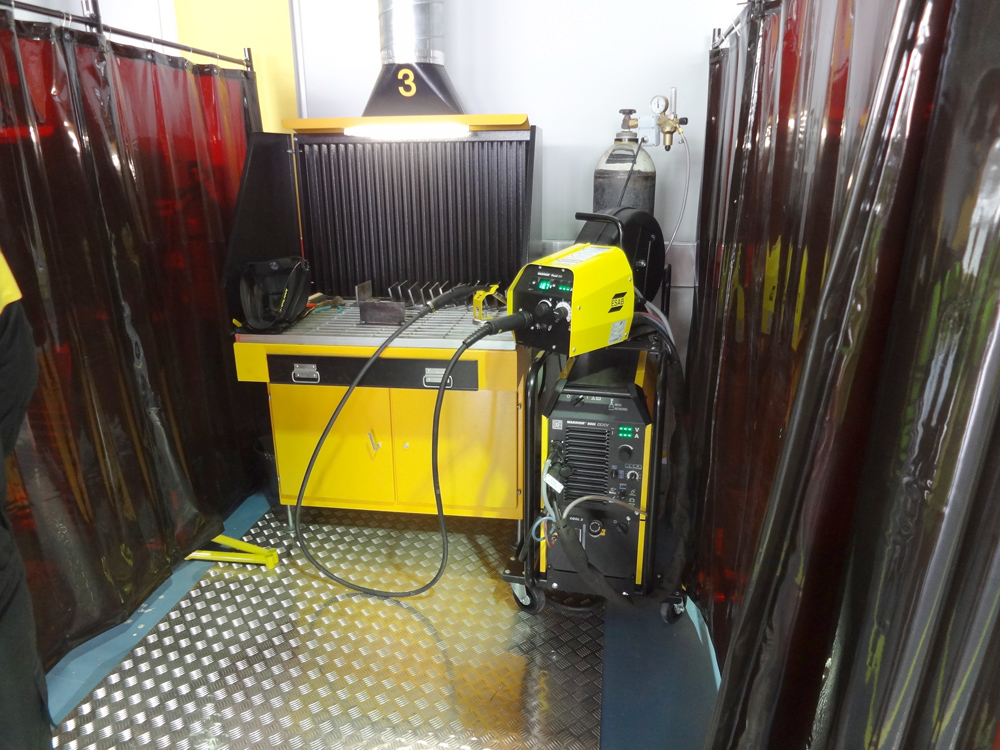 В случае производственной необходимости вместо стола устанавливается специальный кантователь либо другое устройство, которое позволяет поворачивать свариваемые детали без особых усилий. Также кабина оснащается стулом, сиденье которого при необходимости можно поднять. Кроме этого в кабине должны быть карманы либо ящики для отходов, стеллажи для инструментов и необходимых для сварки материалов.
В случае производственной необходимости вместо стола устанавливается специальный кантователь либо другое устройство, которое позволяет поворачивать свариваемые детали без особых усилий. Также кабина оснащается стулом, сиденье которого при необходимости можно поднять. Кроме этого в кабине должны быть карманы либо ящики для отходов, стеллажи для инструментов и необходимых для сварки материалов.
Сварочная аппаратура может находиться как внутри кабины, так и за ее пределами. Находиться аппарат для ручной сварки может не дальше, чем за 15 метров от кабины.
При организации передвижного сварочного пост допускается передвижения сварщика в пределах длины кабеля, используемого при сварке. Обычно это не больше 30…40 м, т.к. более длинные кабеля обычно не используются.
Передвижной сварочный пост создают непосредственно на месте сварки металлоконструкций. Обычно оборудование сварочного поста размещается в передвижных машинных залах, которые делаются из стального каркаса обшитого тонкими листами стали.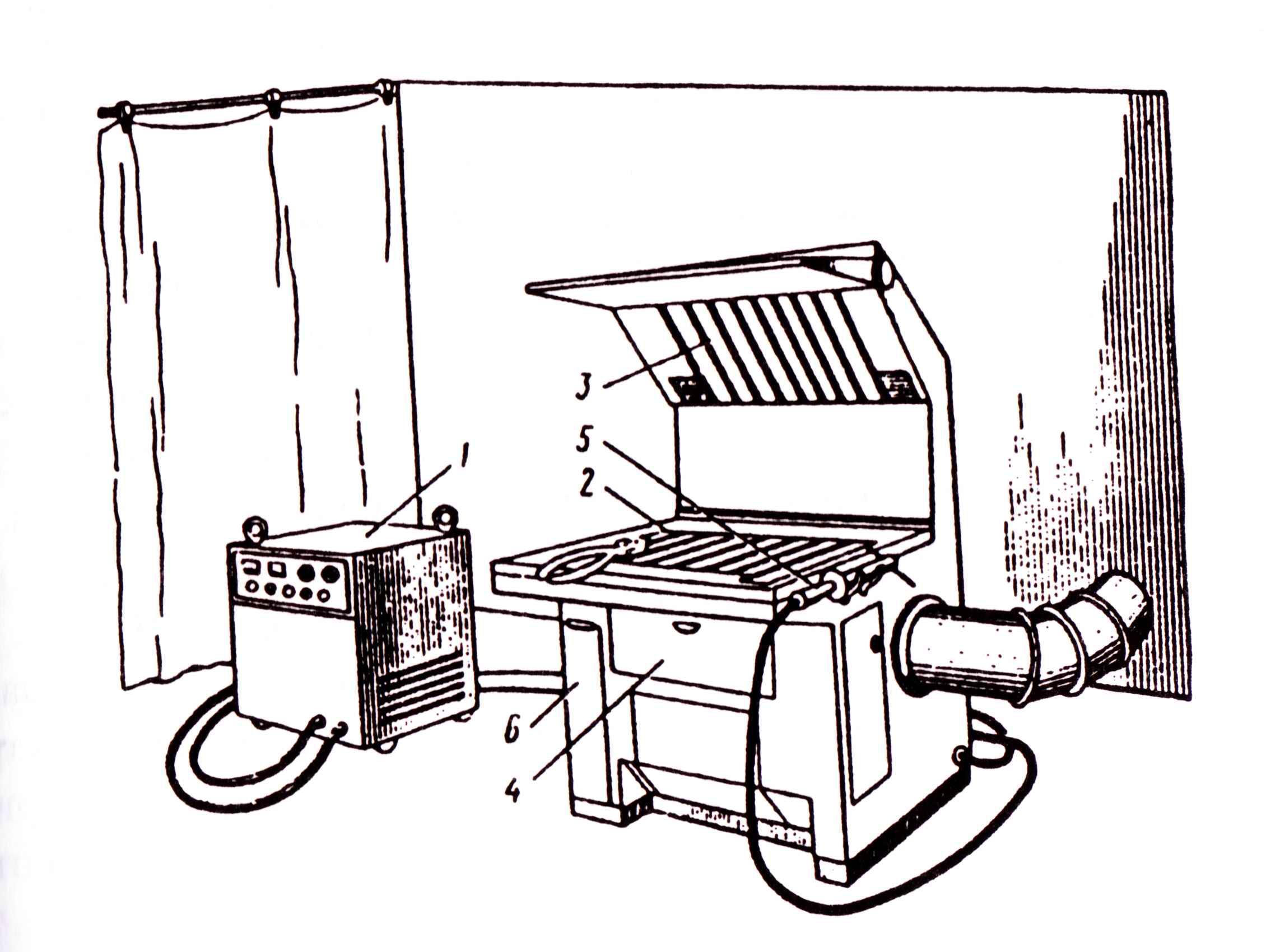 В таком машинном зале может быть 1…3 сварочных аппаратов. Здесь также находятся аппаратура для пуска, шкаф, где хранятся инструменты, кабеля и т.п., печь, предназначенная для прокалки электродов.
В таком машинном зале может быть 1…3 сварочных аппаратов. Здесь также находятся аппаратура для пуска, шкаф, где хранятся инструменты, кабеля и т.п., печь, предназначенная для прокалки электродов.
Также передвижной сварочный пост может быть размещен под навесом так, чтобы аппаратура находилась не далеко от места, где требуется произвести сварочные работы. Если пост находится на площадках, расположенных на высоте от 2 м, пост обязательно оборудуют ограждениями, лестницами.
Список литературы
1. Алешин, Н.П. Современные способы сварки: учебное пособие / Н.П. Алешин, В.И. Лысак, В.Ф. Лукьянов. – Москва: Изд-во МГТУ им. Н.Э. Баумана, 2011. – 591 с.
2. Черный, О.М. Электродуговая сварка: практика и теория. – Ростов н-Д: Феникс, 2009. – 319 с.
3. Лукьянов, В.Ф. Производство сварных конструкций (изготовление в заводских условиях): учебное пособие / В.Ф. Лукьянов, В.Я. Харченко, Ю.Г. Людмирский. – Ростов н-Д: Донской гос.
Все материалы, представленные в публикации, взяты из открытых источников.
В случае нарушения авторских прав просьба написать письмо и материалы будут удалены или заменены.
Svarka 4 elektro
5. ЭЛЕКТРОДУГОВАЯ СВАРКА
5.4. СВАРОЧНЫЙ ПОСТ
Сварочным постом называют специально оборудованное рабочее место для сварки. Сварочный пост состоит из сварочного аппарата – источника питания дуги электрическим током – пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном – передвижным.
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке.
Основным оборудованием сварочного поста являются источники питания.
В условиях цеха или на крупных металлоёмких объектах может быть использован многопостовый источник питания – преобразователь ПСМ-1001, выпрямитель ВДМ-1001 и др. В этом случае пост оборудуют балластным реостатом РБ-300 или РБ-500, подсоединяемым к сварочной шине (или проводу), идущей от многопостового источника.
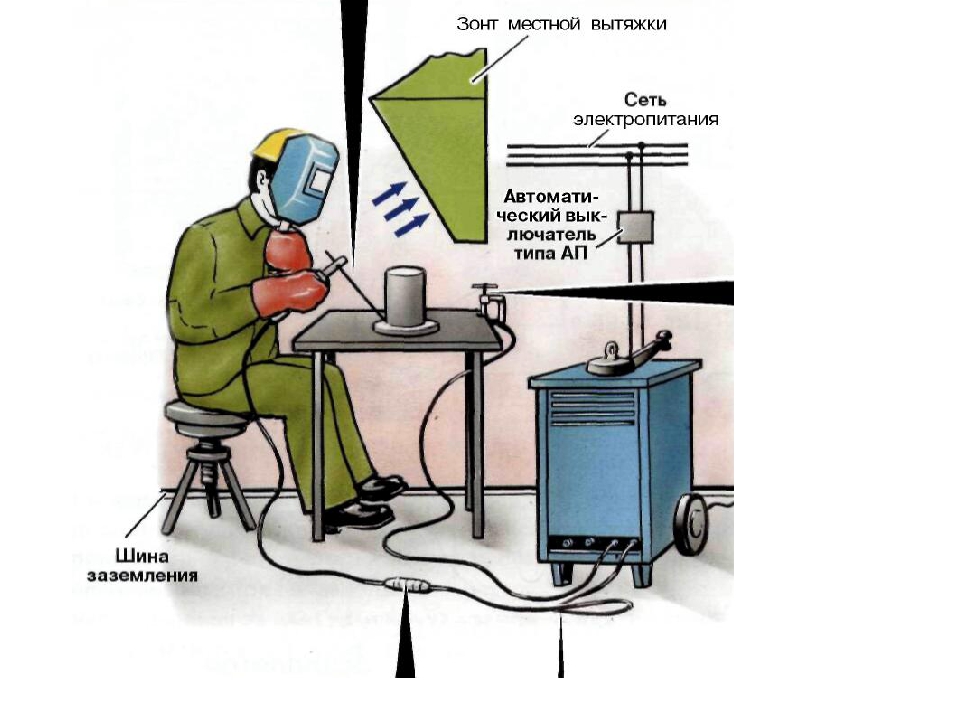
Основным рабочим инструментом электросварщика является электрододержатель, служащий для удержания электрода, подвода к нему сварочного тока и манипулирования электродом в процессе сварки. На рис. 5.9 изображена схема поста для сварки переменным током.
Рис. 5.9. Сварочный пост для ручной дуговой сварки:
1 – трансформатор; 2 – провода; 3 – рабочий стол;
4 – электрододержатель; 5 – свариваемая деталь
Переменный ток от сети по проводам подводится к сварочному трансформатору 1, который понижает напряжение подводимого от сети переменного тока с 220 или 380 В до 69…65 В, требуемого для возбуждения дуги при сварке.
из чего состоит рабочее место сварщика?
У каждого профессионального сварщика есть рабочее место – сварочный пост, который должен быть организован в зависимости от вида соединительных работ, а также размеров изготавливаемых деталей, конструкций.Оборудование сварочного поста также может отличаться в зависимости от вида соединительных работ и других важных элементов. Сварочный пост может быть стационарным, а также передвижным, поэтому постараемся рассмотреть оба варианта обустройства рабочего места сварщика.
Стационарный пост, его оборудование и требования к нему
Комплектация сварочного поста должна осуществляться ответственно. При оснащении сварочного поста берутся во внимание все нормы и требования, выдвигаемые к данному рабочему месту профессионального сварщика.
Основные элементы:- Комплект оборудования для производства сварки;
- Стол для электродов, а также приспособлений;
- Источник тока для сварки;
- Стул для сварщиков;
- Рубильник;
- Вытяжная камера;
- Ящик для специального инструмента;
- Электродержатель.


Перечисленные компоненты сварочного поста располагаются в специальной кабине, размеры которой составляют 2000 х 2500 х 2000 миллиметров. Также нужно обратить внимание на то, что кабина выполняется с открытым верхом. Относительно стен кабины поста нужно сказать, что они могут быть изготовлены из тонкой стали, фанеры, которая пропитывается огнестойкой смесью, брезента, обработанного огнестойким раствором.
Требования к цвету стен кабины обязывают окрашивать их в светло-серые тона, способные качественно и эффективно поглощать ультрафиолетовые излучения во время соединительных работ. Пол кабины выполняется в обязательном порядке из огнестойкого материала, как гласят требования. Освещение также не должно оставаться без внимания, а поэтому нормативные требования уровня освещенности обязывают создавать свет не менее 80 лк. Особые требования выдвигаются к вентиляционной системе сварочного поста.
Таким образом, для комфортной работы сварщика понадобится мощная вентиляция. Отметим, что вентиляциянеобходима для того, чтобы вредные для организма человека газы, выделяемые во время соединительных работ, отводились за пределы помещения. Вентиляция должна в обязательном порядке удовлетворять нормативным документам, обеспечивать воздухообмен не менее 40 кубических метров в час. Если вентиляция поста или всего цеха выполнена не соответствующим нормам ГОСТа образом, вредные летучие отходы на протяжении длительного времени накапливаются, поражая при этом внутренние органы, органы дыхательной системы рабочего, чего допускать невозможно.
Отметим, что вентиляциянеобходима для того, чтобы вредные для организма человека газы, выделяемые во время соединительных работ, отводились за пределы помещения. Вентиляция должна в обязательном порядке удовлетворять нормативным документам, обеспечивать воздухообмен не менее 40 кубических метров в час. Если вентиляция поста или всего цеха выполнена не соответствующим нормам ГОСТа образом, вредные летучие отходы на протяжении длительного времени накапливаются, поражая при этом внутренние органы, органы дыхательной системы рабочего, чего допускать невозможно.
Современное оборудование достаточно часто оснащается специальными заслонками, регулирующими интенсивность процесса удаления вредоносных выбросов. Вентиляция имеет и другие инновации – установка гибкой конструкции рукава, за счет которого обеспечивается расположение вентиляционной системы в зоне производства соединений. Подобная вентиляция имеет некоторые преимущества в том, что работа в помещениях с такой системой удаления воздуха может производиться на протяжении длительного времени.
- Обустраивать на стационарном рабочем месте местную систему вентиляции;
- Во время работы в тесных местах, внутри резервуаров обустраивать переносную вытяжку;
- Обустраивать подвод воздуха через специальное отверстие во внутренней стенке двустенного щитка в особо тяжелых условиях;
- Если имеются ядовитые примеси в выделяемых газах необходимо использовать респиратор с химическим фильтром.
Стол профессионального сварщика предназначается для проведения на нем соединительных работ. Таким образом, крышка стола изготавливается из чугунной стали, толщина которой составляет 20-25 миллиметров. Каждый сварочный пост располагает установленным на нем магнитным пускателем, а также рубильником, предназначенными для включения и последующего выключения рабочего тока.
к меню ↑Оборудование передвижного поста и требования к нему
Передвижной сварочный профессиональный пост необходим для качественного выполнения сварки, изготовления крупногабаритных металлических изделий. Зачастую подобный сварочный пост располагается на открытой площадке, вследствие чего рабочее место передвижного типа оборудуется специализированным навесом. Навес, в свою очередь, служит для защиты от осадков, а также светового излучения. Складные щиты – основные материалы для производства навеса.
Зачастую подобный сварочный пост располагается на открытой площадке, вследствие чего рабочее место передвижного типа оборудуется специализированным навесом. Навес, в свою очередь, служит для защиты от осадков, а также светового излучения. Складные щиты – основные материалы для производства навеса.
Для удобного размещения электродов, необходимых инструментов, специального оборудования и других полезных для соединительных работ приспособлений пост оборудуется специальными тумбами. На протяжении соединительных работ наблюдается выделение сварочного аэрозоля, несущего вред для здоровья рабочего. Поскольку пост располагается на открытом воздухе, сварочный аэрозоль во время контакта электрода с соединяемым металлом достаточно быстро и эффективно рассеивается. В связи с быстрым рассеиванием вредоносных веществ, выделяемых в процессе производства швов и соединений, вентиляция не устанавливается.
Требования выдвигаются и к освещению рабочего места. Система освещения расположена зачастую над столешницей стола, либо около нее. Освещение должно минимизировать нагрузку светового потока на органы зрения сварщика. Требования обязывают оснащать все типы постов в обязательном порядке заземляются. Зазор стенок составляет около полуметра для качественного вентилирования.
Освещение должно минимизировать нагрузку светового потока на органы зрения сварщика. Требования обязывают оснащать все типы постов в обязательном порядке заземляются. Зазор стенок составляет около полуметра для качественного вентилирования.
Рабочее место для газосварочных процессов
Сварочный пост для выполнения газовой сварки должен включать в себя все необходимые рабочие предметы, сопутствующие элементы для безопасного производства швов. Также стоит знать, что стол должен изготавливаться из металла.
Похожие статьиСтационарный сварочный пост
(рабочий пост)
Темы: Газовая сварка, Газовая резка, Газовый резак.
Стационарный сварочный пост предназначен для выполнения ручных и механизированных работ по газопламенной обработке металлов на постоянном рабочем месте в условиях цеха, участка или мастерской.
Стационарный сварочный пост для ручных работ состоит из следующих частей:
- газоразборный пост для питания горелок или резаков газами;
- стол с приспособлениями для крепления обрабатываемых деталей;
- система местной вытяжной вентиляции для удаления вредных выделений, образующихся при проведении газопламенных работ;
- грузоподъемное приспособление для перемещения обрабатываемых изделий в случае газовой сварки или резки тяжелых и громоздких деталей;
- противопожарный инвентарь и оборудование.

Газоразборные посты, входящие в состав рабочего поста, могут быть встроены в стол или располагаться на трубопроводах потребления газов. В состав оборудования стационарного поста для механизированных работ входит также механизм, осуществляющий перемещение инструмента и изделия или одного из них. Так, стационарный рабочий пост для машинной кислородной резки включает: машину, раскроечный стол (неподвижный или перемещаемый) с системой вентиляции и газоразборные посты, расположенные на трубопроводах, от которых газы подаются к резакам.
При устройстве вентиляции рекомендуется обеспечивать удаление местными отсосами от стационарных постов следующего количества воздуха: 1700…2500 м3/ч для ручных постов; 3000 м3/ч для механизированной резки с секционными столами на 1 м2 площади секции. При выполнении газопламенных работ рекомендуется применять общеобменную вентиляцию из расчета 2500…3000 м3 воздуха на 1 м3 сжигаемого ацетилена.
Стационарный сварочный пост для ручных работ должен размещаться на площади не менее 4 м2, при этом необходимо соблюдать минимальные расстояния от источников повышенной опасности, приведенные ниже (м):
Трубопроводы для кислорода……. 1,5
Трубопроводы для горючих газов …. 3
Предохранительный жидкостной затвор … 5
Баллон с кислородом…………. 5
Баллон с горючим газом……….. 5
Бачок с жидким горючим………. 5
Передвижной ацетиленовый генератор …10
Ацетиленовая станция и иловый отстойник…25
Другие материалы относящиеся к темам »
cтационарный сварочный пост
, газовая сварка, наплавка, резка, пайка» :
Купить принадлежности для постов газовой сварки , разместив объявление в Сварочном каталоге
Раздел Газопламенная сварка
Раздел Оборудование газовой защиты и предохранительные устройства
Раздел Рукава газовые
Раздел Принадлежности для постов газовой сварки и резки
Раздел Горелки на сварочное оборудование
Раздел Генераторы
Раздел Оборудование для газопламенной сварки, наплавки, резки, пайки
- < Газовая сварка
- Газопитание сварочных (рабочих) постов >
Сварочный пост
сварщик
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными.
Сварочные посты могут быть стационарными или передвижными.
Стационарный пост представляет собой открытую сверху кабину размером 2000x2500x2000 мм (рис. 6.1). Ее стенки изготовляют из тонкой стали, фанеры или брезента (причем фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов) и окрашивают светлосерой краской, хорошо поглощающей ультрафиолетовое излучение. Пол выполняют из огнестойкого материала. Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией, обеспечивающей воздухообмен 40 м3/ч. Вентиляционный отсос должен быть расположен так, чтобы выделяющиеся при сварке газы отводились от сварщика. Сварку выполняют на рабочем столе высотой 500.. 700 мм с чугунной крышкой толщиной 20…25 мм. Для включения источника сварочного тока в кабине устанавливают рубильник или магнитный Пускатель.
Передвижной пост применяют при сварке крупногабаритных изделий в зоне выполнения сварочных работ. Пост, расположенный на открытой площадке, оборудуют навесом. Для защиты от светового излучения используют складные щиты.
Пост, расположенный на открытой площадке, оборудуют навесом. Для защиты от светового излучения используют складные щиты.
Рис. 6.1. Стационарный сварочный пост ручной дуговой сварки 1 — источник сварочного тока, 2 — стол для электродов, 3 — ящик для инструмента, 4 — рубильник, 5, 6 — вытяжная камера, 7 — электрододержа» тель, 8 — стул сварщика |
Технические характеристики однофазных сварочных трансформаторов с нормальным магнитным рассеянием и реактивной обмоткой
Тип трансформатора /Характеристика ТСД-500-1 ТСД-1000-4 ТСД-2000-2 Напряжение холостого хода Ux.X, В 80 71 79 Продолжительность работы ПР, % 60 Номинальная сила сварочного тока /н, А 500 1000 2000 Номинальная мощность …
Классификация сварки. Виды дуговой сварки
Классификация сварки. Согласно ГОСТ 19521—74, сварку металлов классифицируют по физическим, техническим и технологическим признакам. По физическим признакам (форме вводимой энергии, наличию давления и виду инструмента — носителя энергии) все виды …
По физическим признакам (форме вводимой энергии, наличию давления и виду инструмента — носителя энергии) все виды …
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
Сварка является основным технологическим процессом из-, готовления всех видов металлических конструкций. Применение сварных соединений вместо клепаных или болтовых позволяет уменьшить массу (на 20…30 %), трудоемкость изготовления (на 20.. .30 %) …
Презентация — Сварочный пост
Слайды и текст этой презентации
Слайд 1
Сварочный пост
Слайд 2
Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным
Слайд 3
Слайд 4
Стол сварщика универсальный применяется в качестве стационарного сварочного поста. Стол предназначен для проведения сварочных, а также слесарных, сборочных, доводочных, рихтовочных, зачистных, шлифовальных и др. работ с одновременным удалением из зоны рабочего места загрязненного воздуха, пыли, продуктов горения. Удаление вредных веществ осуществляется с помощью подъемно-вытяжного устройства (ПВУ), которое позволяет выполнять безопасные работы не только на поверхности стола, но и в радиусе 2,8 м вокруг него, что значительно повышает функциональные возможности данной модели при использовании в качестве поста сварки. Стол сварщика оборудован вентилятором, подключается к общезаводской (общецеховой) системе вентиляции.
Удаление вредных веществ осуществляется с помощью подъемно-вытяжного устройства (ПВУ), которое позволяет выполнять безопасные работы не только на поверхности стола, но и в радиусе 2,8 м вокруг него, что значительно повышает функциональные возможности данной модели при использовании в качестве поста сварки. Стол сварщика оборудован вентилятором, подключается к общезаводской (общецеховой) системе вентиляции.
Слайд 5
Для удобства работы сварщика стол оборудован подъемно-поворотной чугунной плитой, позволяющей выполнять сварочные работы со всех сторон изделия с одной установки за счет его подъема и вращения. Установка подъемно-поворотной плиты в крайнее нижнее положение дает возможность проводить работы на всей поверхности стола.
Слайд 6
Стационарный сварочный пост
Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки. При сварке небольших изделий рабочие места оборудуют сварочными кабинами размером 2000×2000 или 2000х3000 мм. Стены кабин имеют высоту 1800…2000 мм, а для лучшей вентиляции подняты над полом на 200…300 мм. В качестве материала для стен используют тонколистовую сталь или несгораемые материалы
Стены кабин имеют высоту 1800…2000 мм, а для лучшей вентиляции подняты над полом на 200…300 мм. В качестве материала для стен используют тонколистовую сталь или несгораемые материалы
Слайд 7
Слайд 8
Стены окрашивают в светлые тона огнестойкой краской, хорошо поглощающей ультрафиолетовые лучи сварочной дуги. Дверной проем в кабине закрывают брезентовым занавесом на кольцах, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала: кирпича или бетона.
Слайд 9
Кабины должны быть освещены дневным или искусственным светом, а также оснащены вентиляцией. Кроме общей вентиляции в них устанавливают местные отсосы, поглощающие вредные газы и пыль непосредственно из зоны сварки.
Слайд 10
Для сборки и сварки деталей внутри кабины устанавливают металлический сварочный стол высотой 500…600 мм для работы сидя и около 900 мм для работы стоя площадью около 1м2. К столу приваривают стальные болты для крепления токоподводящего провода от источника сварочного тока и для провода заземления стола.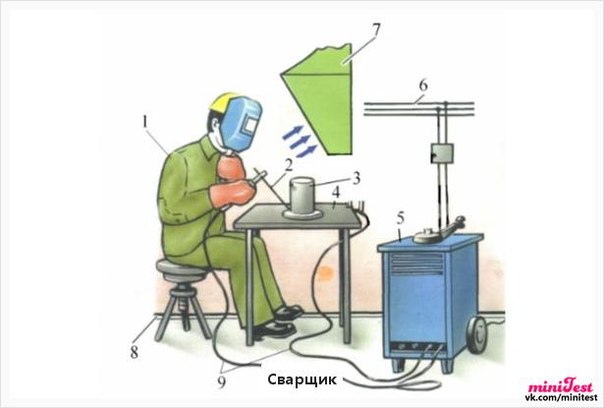 Сбоку стола имеются гнезда для хранения электродов или присадочной проволоки
Сбоку стола имеются гнезда для хранения электродов или присадочной проволоки
Слайд 11
В выдвижном ящике стола хранят инструмент, а также технологическую документацию. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.
Слайд 12
Основной вид оборудования сварочных постов — источники питания дуги. Они могут быть одно- или многопостовыми. На рабочем месте обычно размещают однопостовые источники питания. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливают рубильник или магнитный пускатель для включения сварочного тока.
Слайд 13
Для выполнения сварочных работ сварщик должен иметь
Электрододержатель. Это один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда
Слайд 14
Элетрододержатель должен быть легким (не более 0,5 кг) и удобным, иметь надежную изоляцию, не нагреваться при работе, обеспечивать быстрое и надежное закрепление электрода. В зависимости от способа крепления электродов различают защелочные, пассатижные, эксцентриковые и другие электрододержатели. Наиболее распространены пассатижные электрододержатели.
В зависимости от способа крепления электродов различают защелочные, пассатижные, эксцентриковые и другие электрододержатели. Наиболее распространены пассатижные электрододержатели.
Слайд 15
Слайд 16
Щитки и шлемы
Это оборудование изготавливают из токонепроводящих материалов — фибры или пластмассы. Масса щитка не должна превышать 0,48 кг, шлема — 0,6 кг. Их внутренняя поверхность должна быть гладкой, матовой, черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову. Он состоит из корпуса со смотровым окном и наголовника, который должен обеспечивать два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
Слайд 17
Для защиты глаз от вредных излучений щитки и шлемы снабжены светофильтрами типа С темно-зеленого цвета, которые выпускают (вместо светофильтров типа Э) 13 классов для сварки с применением токов силой 13. ..900 А. Для защиты светофильтра от брызг металла используют покровные органические стекла, которые по мере повреждения заменяют новыми.
..900 А. Для защиты светофильтра от брызг металла используют покровные органические стекла, которые по мере повреждения заменяют новыми.
Слайд 18
Производитель: SINOtec, Германия
легкая и удобная конструкция щитка
лицевая панель щитка выгнутой формы 97х110х1 мм
высочайшая надежность при эксплуатации
сменная лицевая панель
Щиток содержит компактный фильтр SINO vario ADC 4/9-13 DIN с увеличенным углом обзора, степень защиты (9-13 DIN), время осветления и чувствительность настраиваются внутри на фильтре.
Соответствие номера светофильтра и силы тока (A): 9DIN – до 40 А, 10 DIN – до 80 А, 11 DIN – до 175 А, 12 DIN – от 175 А до 300 А, 13 DIN – от 300А до 500 А
Слайд 19
Производитель: SINOtec, Германия
Системы защиты дыхания SINOair Pro разработаны на основе новейших технологий в области защиты работника и соответствуют всем требованиям стандарта DIN EN 12941. Современный дизайн и легкая прочная конструкция обеспечивают легкость и удобство использования. Электронное управление и слежение за воздушным потоком обеспечивают оптимальную безопасность.
Комплект поставки системы SINOair
Электронное управление и слежение за воздушным потоком обеспечивают оптимальную безопасность.
Комплект поставки системы SINOair
Слайд 20
сварочный шлем Optiweld SINOair (без светофильтра) - самозатемняющийся светофильтр SINO vario ADC - фильтровентиляционный блок SINOair Kombi Optiweld SINOair — сварочный шлем с воздухоподводящим каналом и лицевым уплотнением, без светофильтра (светофильтр заказывается отдельно), исполнение без отверстия под потенциометр (OL) или с отверстием (ML). SINOair Pro Flow Control — фильтровентиляционный блок. Регулируемый 7-ми ступенчатый фильтровентиляционный блок в комплекте с аккумулятором 4,8 В (10 часов при 140 л/мин или 6 часов при 210 л/мин), пояс, шланг, зарядное устройство и фильтр Р3 (для частиц), 1350 г.
Слайд 21
Слайд 22
Слайд 23
Сварочные провода
Ток от силовой сети подводится к сварочным аппаратам по проводам марки КРПТ. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР или ПРГД с резиновой изоляцией. К электродержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
К электродержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
Слайд 24
Сварочные провода
Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30…40 м, так как при большой длине проводов напряжение в них значительно падает, что приводит к уменьшению напряжения дуги. Для соединения сварочных проводов применяют специальные муфты, медные наконечники и болты. Температура нагрева проводов не более 70°С.
Слайд 25
Сварочные провода
Слайд 26
Сварочные провода
Слайд 27
инструмент сварщика
Для подсоединения «массы» к заготовке служат винтовые или пружинные зажимы, в которые токопроводящий провод впаивают высокотемпературным припоем или закрепляют механически
Слайд 28
инструмент сварщика
Для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака применяют стальные щетки — ручные или с электроприводом. Остывший шлак с поверхности шва удаляют молотком-шлакоотделителем
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака применяют соответственно клейма, зубила и молотки. Сборочные операции перед сваркой выполняют с помощью шаблонов, отвесов, линеек, угольников, чертилок и специальных приспособлений. При монтажных сварочных работах сварщики используют надеваемые через плечо брезентовые сумки, в которые помещают электроды.
Сборочные операции перед сваркой выполняют с помощью шаблонов, отвесов, линеек, угольников, чертилок и специальных приспособлений. При монтажных сварочных работах сварщики используют надеваемые через плечо брезентовые сумки, в которые помещают электроды.
Слайд 29
Одежда сварщика
В комплект одежды входят куртка, брюки и рукавицы. Куртку и брюки шьют из брезента, сукна или асбестовой ткани. Одежду из прорезиненного материала не применяют, так как ее легко прожечь нагретыми металлическими частицами. Брюки должны прикрывать обувь для предохранения ног от ожога. Рукавицы могут быть брезентовыми или спилковыми.
Слайд 30
Вопросы по теме
Что называется сварочным постом?
Какие требования предъявляются к стационарному сварочному посту?
Какие типы электродержателей вы знаете?
Какие требования предъявляются к электродержателям?
Какие требования предъявляются к шлемам и щиткам?
Какой марки провод используют для подвода тока от источника питания к месту сварки?
Какая максимальная длина провода допустима от источника питания к месту сварки? Почему?
Для чего используются зажимы?
Какой инструмент используют для очистки шва от шлака?
Какие требования предъявляют к одежде сварщика?
Почему нельзя одевать одежду из прорезиненного материала?
Краткий обзор систем вытяжки сварочного дыма
Тип подходящей вытяжной системы определяется потребностями сварщиков.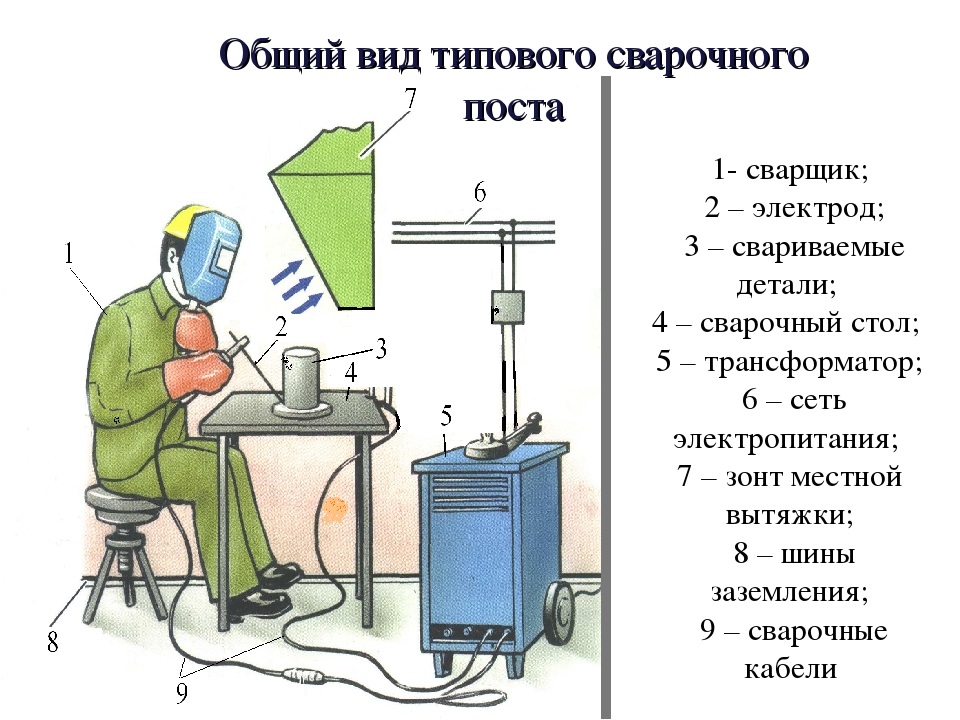 Это зависит от различных факторов, например от местных условий. Металлисты в основном могут выбирать между мобильными и стационарными устройствами или централизованными системами удаления сварочного дыма.
Это зависит от различных факторов, например от местных условий. Металлисты в основном могут выбирать между мобильными и стационарными устройствами или централизованными системами удаления сварочного дыма.
При покупке новых систем вытяжки и фильтрации сварочного дыма, вопрос о типе подходящей системы быстро выходит на первый план.На это решение влияют несколько факторов. Металлисты сталкиваются с рядом вопросов, в том числе: Какие варианты оборудования для экстракции и фильтрации предлагают мои производственные мощности? С какими заготовками я обычно работаю? Мне нужен раствор для отработанного воздуха?
По сути, слесари могут выбирать между передвижными и стационарными вытяжными системами или централизованными вытяжными системами, когда речь идет о технологиях вытяжки и фильтрации. Мобильные вытяжные и фильтрующие устройства перемещаются сварщиками вручную, поэтому их можно использовать в разных местах.Но при использовании мобильных вытяжных устройств основное внимание следует уделять условиям на месте.
Большой радиус перемещения необходим для мобильных устройств В отличие от стационарных установленных вытяжных устройств, мобильные устройства имеют больший диапазон перемещения, но они также могут блокировать пространство, необходимое для важных сварочных работ, или пространство для отдельно стоящих устройств. в любом случае доступен. Однако благодаря своей мобильности мобильные устройства могут располагаться ближе к заготовкам во время сварки.Это означает, что требуются только более короткие вытяжные рукава. Чтобы не подвергать опасности стабильность устройств, мобильные вытяжные устройства и фильтрующие устройства имеют длину до четырех метров. Мобильные устройства — лучший выбор при смене рабочего места или когда детали очень большие и требуется смена положения сварки.
Однако стационарные системы можно интегрировать в стационарные сварочные станции. Они необходимы, когда важны решения по экономии места. Благодаря стационарной установке во время сварки также можно использовать вытяжные рукава длиной до десяти метров. Это обеспечивает максимальную гибкость на этих сварочных станциях. Стационарные вытяжные устройства — это лучший выбор, если удаляемый воздух не должен оставаться в производственном цехе и выходить наружу. Имеет смысл подключить это устройство только к фиксированной системе труб для отвода воздуха. В противном случае мобильные устройства потеряли бы мобильность.
Это обеспечивает максимальную гибкость на этих сварочных станциях. Стационарные вытяжные устройства — это лучший выбор, если удаляемый воздух не должен оставаться в производственном цехе и выходить наружу. Имеет смысл подключить это устройство только к фиксированной системе труб для отвода воздуха. В противном случае мобильные устройства потеряли бы мобильность.
Параллельная вытяжка нескольких рабочих мест с централизованными системами вытяжки Централизованные вытяжные системы для сварочного дыма особенно необходимы, когда вытяжка требуется на нескольких рабочих местах одновременно.Хотя существуют также мобильные и стационарные устройства, которые могут одновременно вентилировать несколько сварочных станций, количество вытяжных рукавов ограничено двумя. Если важно удалить сварочный дым с большого количества стационарных рабочих мест, обычно не стоит использовать отдельные устройства, а использовать центральную вытяжную систему для обеспечения эффективной охраны труда.
Эти вытяжные системы соединены трубной системой с вытяжными рукавами со сварочными станциями. Они обеспечивают необходимый расход воздуха и имеют фильтрующие элементы большего размера.В целях экономии места это центральное оборудование для удаления и фильтрации сварочного дыма также доступно в погодоустойчивом исполнении для установки на открытом воздухе.
Удаление сварочного дыма | Сварочное оборудование
Nederman предлагает множество решений для удаления вредной пыли, дыма и дыма при сварке или резке. Решение, которое подойдет вам, зависит от того, какой метод сварки используется и как часто. По возможности, вытяжка у источника является наиболее эффективным методом сбора и удаления сварочного дыма и дыма для обеспечения безопасности людей, производства и окружающей среды.
Для достижения эффективного и безопасного удаления дыма у источника необходимо правильно расположить вытяжной вентилятор с хорошо спроектированным (с соответствующим потоком воздуха) и расположенным кожухом, чтобы опасные пары удалялись из зоны дыхания сварщика, а также предотвращали попадание дыма. распространение по всему рабочему месту.
распространение по всему рабочему месту.
Решения для удаления дыма и пыли при сварке или резке:
- Мобильные вытяжные / фильтровальные установки
Экономичное и гибкое решение, когда стационарная установка невозможна или нежелательна - Вытяжные рукава
Эргономичное и экономичное решение для нескольких стационарных сварочных рабочих мест - На инструменте / на горелке
Отвод сварочного дыма встроен в сварочный пистолет.Всегда доступен при сварке. - Стол для извлечения
Используется, когда вам нужна независимая сварочная станция без кронштейна. Подходит для непрерывной сварки небольших деталей. - Решения для сварочных роботов
Вытяжные сопла устанавливаются непосредственно на сварочном аппарате или, в качестве альтернативы, устанавливаются кожухи для защиты как чувствительной электроники, так и операторов. Для средних и малых мастерских наиболее распространены решения 1-3.
 Для средних и малых мастерских наиболее распространены решения 1-3.
Для средних и малых мастерских наиболее распространены решения 1-3.Узнайте больше об оборудовании Nederman для удаления сварочного дыма в нашем « Кратком руководстве по сварочным приложениям »
В сотрудничестве с ведущими специалистами в области сварки мы разработали 30-страничное руководство, которое поможет вам выполнять сварку безопасно и эффективно.В руководстве рассматриваются такие темы, как риски для здоровья, опасные вещества и решения для удаления сварочного дыма rel = «noopener noreferrer». Подробнее см. «Риски, связанные со сварочным дымом, и решения» >>
От установки до СИЗ и правильных сварных швов
Любой, кто провел время за сваркой в гараже или в домашней мастерской, знает, что нельзя сокращать две вещи: качество своей работы и личную безопасность. Во время быстрой прихваточной сварки легко стать ленивым или обойтись без надлежащей защиты из-за высокой температуры, но последнее, что вам нужно, — это случайная искра или масса расплавленного металла, которые испортят вам день. Давайте посмотрим, как обезопасить себя при сварке в гараже или на дому.
Давайте посмотрим, как обезопасить себя при сварке в гараже или на дому.
Перед тем, как начать, всегда читайте и следуйте Руководству пользователя, этикеткам безопасности на продукте и всем применимым стандартам безопасности.
Перед началом сварки важно правильно подготовить место для сварки.
- Убедитесь, что ваше сварочное оборудование находится на ровной поверхности вдали от любых легковоспламеняющихся материалов, включая бумагу, тряпки, масло и бензин. Поскольку вода проводит электричество, избегайте работы во влажных или влажных условиях.
- Проверить установку и заземление оборудования. Убедитесь, что рабочий зажим имеет хорошее соединение металл-металл, которое лучше всего, когда ему не мешает краска или другой посторонний материал.
- Всегда надежно прикрепляйте газовые баллоны к стационарной вертикальной опоре или тележке. При перемещении или хранении баллона прикрепите защитный колпачок с резьбой к верхней части баллона. Используйте только газовые шланги, предназначенные для сварки.
- Избегайте беспорядка на рабочем месте и убедитесь, что необходимые инструменты легко найти.Некоторые распространенные инструменты — отбойный молоток, проволочная щетка и шлифовальные диски. Всегда имейте под рукой плоскогубцы, чтобы подбирать горячий металл, и никогда не используйте руки, даже если вы в перчатках.
- Сведите к минимуму количество кабелей и шлангов под ногами, поскольку они создают опасность споткнуться. Регулярно проверяйте шланги на предмет утечек, износа и ослабленных соединений. Быстрое распыление смеси мыла и воды приведет к образованию пузырьков, указывающих на утечку или неплотное соединение. Немедленно замените все неисправные газовые шланги и избегайте быстрой фиксации изолентой.

Вентиляция гаражная сварочная
Всегда следите за тем, чтобы в вашем домашнем сварочном цехе была хорошая вентиляция, чтобы защитить вас от дыма, пыли и частиц, которые образуются при работе в вашем цехе. Также важно использовать средства индивидуальной защиты, о которых мы поговорим далее в следующем разделе. В зависимости от типа и количества выполняемых сварочных работ, оставьте дверь или окно открытыми, включите вентилятор и наденьте одноразовую маску. Всегда следите за тем, чтобы пары выводились из области дыхания, а не через нее.Если вы много занимаетесь сваркой, возможно, стоит подумать о приобретении небольшого портативного вытяжного устройства, которое поможет удалить дым из источника сварного шва. Рекомендуемый способ определения адекватной вентиляции — это взятие проб на определение состава и количества дыма и газов, воздействию которых вы подвергаетесь.
В зависимости от типа и количества выполняемых сварочных работ, оставьте дверь или окно открытыми, включите вентилятор и наденьте одноразовую маску. Всегда следите за тем, чтобы пары выводились из области дыхания, а не через нее.Если вы много занимаетесь сваркой, возможно, стоит подумать о приобретении небольшого портативного вытяжного устройства, которое поможет удалить дым из источника сварного шва. Рекомендуемый способ определения адекватной вентиляции — это взятие проб на определение состава и количества дыма и газов, воздействию которых вы подвергаетесь.
Надлежащие средства индивидуальной защиты
Распространенная неисправность при сварке в гараже — неношение правильных СИЗ. При дуговой сварке образуются искры и брызги, а также излучаются интенсивные лучи, которые представляют ряд опасностей для незащищенной кожи и глаз.
Шорты, короткие рукава и открытый воротник сделают вас уязвимыми для ожогов. Надевайте огнестойкую одежду, закрывающую кожу, застегивайте манжеты и карманы и избегайте наручников брюк, чтобы они не искрились.
Когда дело доходит до обуви, кожаные туфли с высоким берцем или ботинки обеспечивают лучшую защиту. Теннисная обувь и другая тканевая обувь не подходят, потому что они могут поймать искру и незаметно тлеть, а также могут плавиться и прилипать к вашей коже.
Всегда надевайте подходящие перчатки при сварке или обращении с материалами, чтобы защитить руки от ожогов.Перчатки механического типа не рекомендуются для сварки, так как они негорючие. Доступно множество перчаток для конкретных областей применения, которые обеспечивают необходимую защиту, комфорт и маневренность при сварке.
По данным Национального института безопасности и здоровья (NIOSH), около 2000 рабочих в США ежедневно получают травмы глаза, требующие лечения. Большинство этих травм возникает в результате попадания мелких частиц в глаза и термических ожогов, которые могут возникнуть во время сварки, если не обеспечить надлежащую защиту.
Даже кратковременное воздействие излучения дуги может вызвать ощущение жжения или раздражение глаз, обычно называемое вспышкой дуги.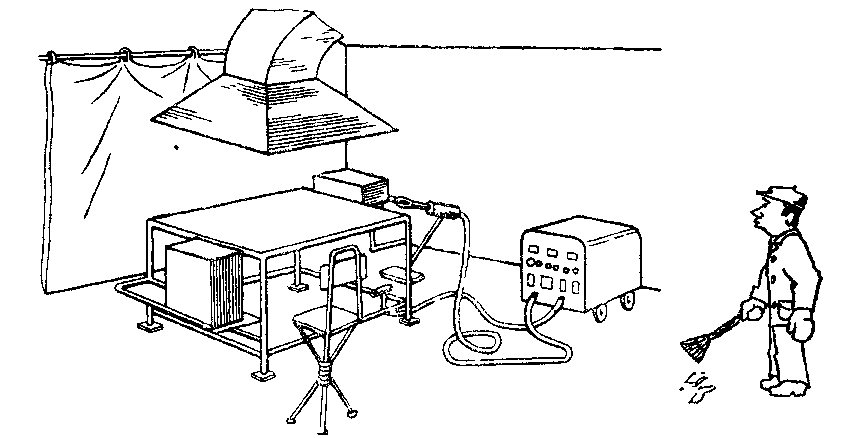 Многократное воздействие дуговых лучей может привести к необратимым травмам, поэтому всегда надевайте подходящие средства защиты лица и глаз, включая защитные очки под сварочным шлемом, даже для быстрого прихваточного шва.
Многократное воздействие дуговых лучей может привести к необратимым травмам, поэтому всегда надевайте подходящие средства защиты лица и глаз, включая защитные очки под сварочным шлемом, даже для быстрого прихваточного шва.
с автоматическим затемнением — лучшее решение, если вы выполняете сварку с различными процессами или параметрами, и доступно множество типов. Некоторые из них более просты для целеустремленного сварщика, а другие оснащены новейшими технологиями и функциями, такими как более высокая скорость переключения, больше датчиков дуги, режимы шлифования или встроенные шлифовальные экраны, улучшенная технология линз и многое другое.Шлемы с автоматическим затемнением должны соответствовать требованиям безопасности и защиты Американского национального института стандартов (ANSI).
Надежные, качественные сварные швы
Выполнение качественных и прочных сварных швов так же важно, как и личная безопасность. Отсутствие полной стачивания трещины или использование недостаточного тока может привести к тому, что сварной шов будет казаться прочным, но может выйти из строя в сложных условиях.
Безопасная эксплуатация оборудования и качественная сварка начинаются с прочтения руководства по эксплуатации оборудования.Все машины индивидуальны, и руководство поможет вам безопасно выполнять сварку, выбрать подходящую проволоку или электрод для вашего типа и толщины металла, а также предоставит рекомендации по установке правильных параметров тока для обеспечения адекватного проплавления. Если у вас нет руководства пользователя, большинство производителей предлагают его в Интернете.
После того, как у вас есть проволока / электрод и правильные настройки, обязательно удалите краску, ржавчину и другие поверхностные материалы с места сварки. Сварка палкой и порошковой проволокой более бережно относится к этим загрязнениям, чем сварка MIG, но металл всегда следует очищать как можно тщательнее.
Один из самых упускаемых из виду этапов создания прочного сварного шва — это полное шлифование трещин и отверстий. Часто оператор просто приваривает трещину, игнорируя тот факт, что трещина проходит через весь металл. Такой подход с перевязкой создает небезопасную ситуацию, в которой требуется небольшое количество сварочного материала, чтобы выдержать тот же вес и силу, которые первоначально вызвали трещину в гораздо более толстом куске металла. Чтобы избежать этой потенциально опасной ситуации, отшлифуйте трещину спереди и сзади, чтобы она не образовывалась и не продолжала распространяться.
Такой подход с перевязкой создает небезопасную ситуацию, в которой требуется небольшое количество сварочного материала, чтобы выдержать тот же вес и силу, которые первоначально вызвали трещину в гораздо более толстом куске металла. Чтобы избежать этой потенциально опасной ситуации, отшлифуйте трещину спереди и сзади, чтобы она не образовывалась и не продолжала распространяться.
Еще один шаг в создании качественных сварных швов — выполнение нескольких проходов. Операторы часто работают слишком медленно, ошибочно полагая, что наплавленный дополнительный металл приведет к более прочным сварным швам. Вместо этого выполняйте сварку с рекомендованной скоростью и при необходимости делайте несколько проходов.
Выполнение этих шагов поможет сохранить безопасность в домашней сварочной мастерской и сделать проекты более увлекательными.
Сварочные аппараты — обзор
Механизированная и автоматическая сварка
В главе 3 этого раздела мы упомянули «автоматическую сварку. «Потребность в автоматической сварке возникает из-за желания повысить производительность и исключить участие человека в рутинной и повторяющейся работе. Он также способствует гораздо более высокому уровню производительности, используя более высокие токи и тепло, которые трудно, если вообще возможно, использовать из-за человеческой терпимости и ограничений безопасности.
«Потребность в автоматической сварке возникает из-за желания повысить производительность и исключить участие человека в рутинной и повторяющейся работе. Он также способствует гораздо более высокому уровню производительности, используя более высокие токи и тепло, которые трудно, если вообще возможно, использовать из-за человеческой терпимости и ограничений безопасности.
В обрабатывающей промышленности термин автомат / автомат означает, что некоторые функции или этапы операции выполняются механическим или электронным устройством, или их комбинацией.Степень автоматизации различна, так как некоторые функции могут охватывать все операции или они могут охватывать только некоторую часть операции.
Слова механизированный и автоматический часто используются для описания таких методов сварки. Термин «механизированный» используется для обозначения того, что движения в процессе сварки просто механизированы и не многие электронные устройства контролируются искусственным интеллектом (ИИ), хотя существуют веские аргументы в пользу того, что использование термина AI может дать Создается впечатление, что устройство способно к самообучению, но это не так, но ИИ — это будущая возможность в этой области. Текущая система — это в основном кинематические алгоритмы и вычисления, запрограммированные в систему. Напротив, слово автоматический используется по-разному; это означает, что некоторая степень искусственного интеллекта используется для манипулирования механическими рычагами, которые могут помочь сварочной головке (горелке) перемещаться по линии шва или располагаться в труднодоступных местах сварки по мере выполнения сварки. В более сложных формах он может делать все это, управляя текущей скоростью и скоростью перемещения сварного шва в заданном диапазоне предельных значений параметров.Он также может включать в себя гораздо более сложные элементы управления, которые удалены от органов управления оператора и запрограммированы в машине. Он может включать в себя различные элементы управления параметрами, сварочную головку и рабочие операции для наиболее эффективного проведения сварки.
Текущая система — это в основном кинематические алгоритмы и вычисления, запрограммированные в систему. Напротив, слово автоматический используется по-разному; это означает, что некоторая степень искусственного интеллекта используется для манипулирования механическими рычагами, которые могут помочь сварочной головке (горелке) перемещаться по линии шва или располагаться в труднодоступных местах сварки по мере выполнения сварки. В более сложных формах он может делать все это, управляя текущей скоростью и скоростью перемещения сварного шва в заданном диапазоне предельных значений параметров.Он также может включать в себя гораздо более сложные элементы управления, которые удалены от органов управления оператора и запрограммированы в машине. Он может включать в себя различные элементы управления параметрами, сварочную головку и рабочие операции для наиболее эффективного проведения сварки.
Автоматизация сварки — это не только возможность установить сварочную головку на машину, которая представляет собой шарнирно-сочлененный с электронным приводом или механический манипулятор, но также включает в себя ряд операций по планированию, организации и мониторингу производственного процесса. Он включает в себя тщательную оценку сварочного / производственного процесса, процедур, этапов производства и средств управления, а затем решение, какие из этих ручных действий использовать и в какой степени их необходимо автоматизировать. Поскольку большинство сварочных работ зависит от мнения сварщика, важно, чтобы решение по автоматизации основывалось на определении того, какие действия можно освободить от ручной оценки и выполнить на машине; Эта машина может включать сложную электронную систему управления, она может использовать простые механические движения, имитирующие ручную сварку, или это может быть комбинация того и другого.
Он включает в себя тщательную оценку сварочного / производственного процесса, процедур, этапов производства и средств управления, а затем решение, какие из этих ручных действий использовать и в какой степени их необходимо автоматизировать. Поскольку большинство сварочных работ зависит от мнения сварщика, важно, чтобы решение по автоматизации основывалось на определении того, какие действия можно освободить от ручной оценки и выполнить на машине; Эта машина может включать сложную электронную систему управления, она может использовать простые механические движения, имитирующие ручную сварку, или это может быть комбинация того и другого.
Целью автоматизации является снижение производственных затрат за счет повышения производительности; он также направлен на улучшение качества производства за счет перехода повторяющихся движений от ручного к механическому. Степень сложности — это просто вопрос улучшения этих основных целей.
Машинная сварка или механизированная сварка выполняется сварочным оборудованием под постоянным контролем сварщика. Сварка может выполняться под неподвижной головкой, когда объект перемещается вдоль линии сварки, чтобы сварочная головка сваривала, или это может быть выполнено, когда объект неподвижен, а сварочная головка перемещается по линии сварки для выполнения сварки.При такой настройке аппарат может или не сможет загружать и выгружать работу на сварочную станцию. Система машинной сварки может иметь одно или комбинацию из следующих:
Сварка может выполняться под неподвижной головкой, когда объект перемещается вдоль линии сварки, чтобы сварочная головка сваривала, или это может быть выполнено, когда объект неподвижен, а сварочная головка перемещается по линии сварки для выполнения сварки.При такой настройке аппарат может или не сможет загружать и выгружать работу на сварочную станцию. Система машинной сварки может иметь одно или комбинацию из следующих:
- •
Машинная тележка — это путь для пересечения линии сварки, который может быть как рельсовым, так и тракторным. Такая каретка могла обеспечивать как горизонтальное, так и вертикальное перемещение сварочной головки. Орбитальное движение также используется для сварки кольцевых швов на трубах или любых круглых объектах, таких как сосуды высокого давления, резервуары и т. Д.Поскольку положение и скорость перемещения являются важными переменными для сварки, точное управление этими перемещениями имеет важное значение. При машинной сварке за этим внимательно следит сварщик.
- •
Манипулятор сварочной головки по существу является продолжением сварочной головки сварочного аппарата, установленного на стреле. Манипулятор может перемещать стрелу вверх или вниз по мачте, установленной на вертлюг. Для успешной сварки и качественного производства требуется плавное движение манипулятора.Ниже приведены основные элементы машинной сварки:
- •
Скорость движения
- •
Скорость непрерывного заполнения присадочным металлом
- •
Запуск и поддержание сварочной дуги
Движения дуги.

Присутствие оператора на месте сварки имеет важное значение при машинной сварке, так как оператор должен наблюдать за процессом сварки.Оператор постоянно взаимодействует со сварочным оборудованием, чтобы обеспечить правильное размещение сварочной головки и надлежащую наплавку металла шва.
Автоматическая сварка , в отличие от машинной сварки, рассмотренной ранее, выполняется с помощью оборудования, которое выполняет всю операцию сварки без каких-либо регулировок или контроля со стороны сварщика. Хотя работа оборудования не зависит от оператора сварки, оператор должен убедиться, что электромеханическое функционирование системы находится в надлежащем рабочем состоянии; таким образом, навыки оператора в этом отношении значительно улучшаются.Это требует надлежащего обучения, чтобы понимать функции машины и электронную систему.
Хотя работа оборудования не зависит от оператора сварки, оператор должен убедиться, что электромеханическое функционирование системы находится в надлежащем рабочем состоянии; таким образом, навыки оператора в этом отношении значительно улучшаются.Это требует надлежащего обучения, чтобы понимать функции машины и электронную систему.
Система сама по себе может быть способной или не иметь возможности загружать и выгружать работы на сварочную станцию.
При автоматической сварке используются рассмотренные ранее элементы машинной сварки. Подготовка сварного шва — очень важный фактор для любого качественного шва; однако существует строгий спрос на более точную подготовку шва для успешной автоматической сварки. В процессе автоматической сварки важной частью является контроллер цикла сварки.Это контролирует сварочные операции, а также подъемно-транспортное оборудование и приспособления для работы. Контроллер точно рассчитывает эти действия и различные этапы, чтобы обеспечить качественную сварку и быстрый производственный процесс. Эффективный результат автоматической сварки может привести к:
Эффективный результат автоматической сварки может привести к:
- •
Постоянному качеству сварного шва
- •
Повышенной производительности
- •
Прогнозируемой скорости производства
155
- сварки
- •
Сварочные операции должны быть интегрированы с другими производственными процессами
Как мы видим, автоматическая сварка — очень полезный инструмент для быстрого и последовательного производственного процесса, в котором работа относительно повторяющаяся по своей природе.Однако система имеет некоторые ограничения, которые ограничивают ее универсальное использование. Эти ограничения могут включать:
- •
Тяжелые капиталовложения
- •
Сложные устройства перемещения дуги и управления, которые предварительно запрограммированы в последовательности операций
- •
Подходит только для крупных производственных заказов
- •
Требуется специальное приспособление для точной подгонки и выравнивания стыковых бородавок, подлежащих сварке
Успешное применение автоматизации сварки возможно с использованием роботизированных технологий; Робот — это, по сути, механическое устройство, которое можно запрограммировать для выполнения некоторых запрограммированных задач, таких как манипулирование сварочной головкой и позиционирование работы на сварочной станции.
Эти роботы (подробнее о роботах см. В следующих параграфах) могут использоваться с технологией компьютеризованного числового управления для учета вариаций в работе. Это позволяет изменять программу сварки (например, параметры сварки и позиционирование заданий) в соответствии с другим набором требований сварки. Эта комбинация роботов и программирования с числовым программным управлением (ЧПУ) позволяет выполнять относительно небольшие заказы на выполнение работ с помощью автоматизированной системы сварки, обеспечивая более быстрое и качественное выполнение работ в цехе.Роботы и их компьютерная память используются для хранения набора инструкций для любой будущей работы с таким же описанием. Роботизированные манипуляторы часто оснащены сенсорными глазами, чтобы определить, соответствует ли фитинг сварного шва требуемым параметрам, и это добавляет к усилиям по контролю качества производственного процесса.
Базовое понимание того, что такое роботы и как они шарнирно соединены для выполнения различных сварочных и производственных операций, важно для понимания автоматизации функции сварки.
Как мы понимаем, различные сварочные процессы можно автоматизировать, и их можно использовать на головках роботов, поэтому важно знать о роботах, а также о различных типах и способах сочленения роботов. В следующих параграфах и на рисунках мы обсуждаем роботов и показываем движение робота по различным осям. Эта способность определяет радиус действия робота и сварочной головки под разными углами и положениями в местах сварки во время работы.
Lincoln Electric — Стационарный вентилятор для контроля дыма при сварке SF2400
ОписаниеВентилятор Lincoln SF2400 обеспечивает вытяжку на одной станции для вытяжных рукавов LFA и LTA, вытяжек или других вентиляционных установок.Вентилятор мощностью 1 л.с., 115 В * также можно комбинировать с Statiflex 200-M для настенной фильтрации.
Характеристики:
- Самоочищающиеся вогнутые лопасти вентилятора.
- Требуется настенный кронштейн K1657-1 для использования с LFA 3.1 или LFA 4. 1.
- Требуется монтажный кронштейн двигателя K1657-2 для использования с LTA 2.0, выдвижными кранами или вентиляционными колпаками без кронштейнов.
 1.
1.- Большой воздушный поток:
- 1200 кубических футов в минуту со свободной продувкой
- 880 кубических футов в минуту с LTA 2.0 Arm
- 760 CFM с рычагом LFA 3.1 / 4.1
- 115 В, 60 Гц, 11 А. 1HP.
- Размеры: 15 дюймов В x 19 дюймов Ш x 20 дюймов (370 мм x 480 мм x 500 мм)
- Вес: 33 фунта (15 кг)
2. USPS (Почтовая служба США)
3. Обычный перевозчик / грузовой автомобиль
1. Доставка UPS: Все заказы, соответствующие ограничениям UPS по весу / объему и пунктам назначения, отправляются через UPS.Метод по умолчанию в смежных Соединенных Штатах — стандартный наземный. Для заказов в западном регионе доставка наземным транспортом UPS осуществляется бесплатно. Для доставки на Гавайи и Аляску выберите между Next Day Air и 2nd Day Air. Вы можете изменить способ доставки UPS на 3-дневный выбор, 2-й день по воздуху или по воздуху на следующий день для тех товаров в вашем заказе, которые могут быть отправлены через UPS.
Для заказов в западном регионе доставка наземным транспортом UPS осуществляется бесплатно. Для доставки на Гавайи и Аляску выберите между Next Day Air и 2nd Day Air. Вы можете изменить способ доставки UPS на 3-дневный выбор, 2-й день по воздуху или по воздуху на следующий день для тех товаров в вашем заказе, которые могут быть отправлены через UPS.
Ограничения для ИБП: Любой предмет весом более 150 фунтов. или превышение максимально допустимого размера упаковки UPS в 130 дюймов (длина + обхват, где обхват составляет 2 x ширина плюс 2 x высота) не может быть отправлено через UPS.UPS также требует фактического местоположения почтового адреса. UPS не обслуживает почтовые ящики или адреса военной почты APO / FPO.
2. Доставка по USPS: Как упоминалось выше, UPS не предлагает обслуживание почтовых ящиков или адресов военной почты APO / FPO. В этих случаях мы отправим ваш заказ через систему доставки Почтовой службы США. (Почтовые отправления)
(Почтовые отправления)
3. Обычный перевозчик / грузовой автомобиль: Плата за доставку грузовым грузовиком указана для доставки в пределах 48 смежных штатов.Пожалуйста, укажите, требуется ли грузовик с подъемными воротами для размещения груза на земле. Исключение: Аляска или Гавайи: за доставку на Аляску и Гавайи взимается дополнительная плата. Пожалуйста, свяжитесь с нами, чтобы узнать фактическую стоимость и способы доставки. Бесплатный звонок: 1-800-374-9353 с понедельника по пятницу с 7:00 до 17:00 по тихоокеанскому времени. Факс 1-559-432-9355. Эл. Почта: [email protected]
Срок доставки: Стандартный срок доставки UPS наземным транспортом в Западный регион составляет от 1 до 3 дней. Стандартный срок доставки в Восточном регионе — от 3 до 8 дней.Доставка обычным перевозчиком в Восточном регионе может занять до 10 рабочих дней. Если необходимо более быстрое время доставки, свяжитесь с нами (бесплатный номер: 1-800-374-9353, с понедельника по пятницу: с 7:00 до 17:00 по тихоокеанскому времени). Мы можем принять другие меры в соответствии с вашими требованиями.
Мы можем принять другие меры в соответствии с вашими требованиями.
Стоимость упаковки: Стоимость упаковки 2 доллара США добавляется ко всем заказам.
Стоимость обработки: Стоимость обработки в размере 5 долларов США добавляется ко всем заказам на сумму менее 50 долларов США.
Штаты Западного региона: Следующие штаты считаются западными штатами для целей доставки: AZ, CA, CO, ID, KS, MT, NE, ND, NM, NV, OK, OR, SD, TX, UT, WA, & WY.APO Armed Forces Pacific Mail (AP), отправляемая через Сан-Франциско, Калифорния, также считается пунктом назначения в западных штатах.
Сколько в среднем весит сварочный аппарат Lincoln?
Lincoln Electric производит электрооборудование с 1895 года. Первый аппарат для дуговой сварки с переменным напряжением вышел из цехов Lincoln Electric в 1911 году. Lincoln Electric превратилась в одного из ведущих поставщиков электросварочных аппаратов в мире. При выборе сварочного аппарата Lincoln Electric лучше всего подходит для вашего магазина вес.
При выборе сварочного аппарата Lincoln Electric лучше всего подходит для вашего магазина вес.
Сколько в среднем весит сварочный аппарат Lincoln? Средний вес сварочного аппарата Lincoln Electric составляет около 1000 фунтов. Однако у сварщиков Lincoln Electric диапазон веса может составлять от 15 фунтов. до более чем 1500 фунтов.
Чтобы понять, как весовые коэффициенты влияют на выбор сварочного аппарата, вам следует подумать о том, как вы используете сварочный аппарат, где вы используете сварочный аппарат, и типы сварки, которые необходимо выполнять.Вес, несомненно, может быть фактором в каждой из этих ситуаций. Читайте дальше, чтобы узнать, как определить, какой вес подойдет вам.
Почему вес имеет значение
Любая работа, требующая перемещения инструментов или оборудования с места на место, требует учета веса.
Сварочный аппарат Lincoln SA 200 Сколько весит Lincoln SA200? Средний вес Lincoln SA 200 составляет 1200 фунтов.
Сварщики не исключение.Некоторые случаи, когда вес и портативность становятся важными, могут включать:
- Использование дома или в качестве хобби, где важны простота доступа и хранения
- Удаленные рабочие места без электрического обслуживания
- Многочисленные рабочие места, требующие регулярного перемещения оборудования
- Надземные рабочие места, где сварочное оборудование поднимается с помощью крана или подъемник
- Работа в ограниченном пространстве или сварочный аппарат должен быть помещен в тесное помещение
Сколько весит двигатель Lincoln Vantage 300? Вес Lincoln Vantage 300 (Kubota V1505) составляет 1035 фунтов (469 кг)
Сварочный аппарат Lincoln Vantage 300Модели Lincoln Electric
Независимо от области применения или требований Lincoln Electric предлагает сварочный аппарат, отвечающий вашим потребностям. Lincoln Electric предлагает модели, соответствующие вашим требованиям, от легко транспортируемых моделей, подходящих для домашней сварки и сварки в домашних условиях, до крупных промышленных моделей, которые могут оставаться в неподвижном состоянии, пока работа переходит к сварщику. По весу мы разделили сварщиков на три категории
Lincoln Electric предлагает модели, соответствующие вашим требованиям, от легко транспортируемых моделей, подходящих для домашней сварки и сварки в домашних условиях, до крупных промышленных моделей, которые могут оставаться в неподвижном состоянии, пока работа переходит к сварщику. По весу мы разделили сварщиков на три категории
- Переносной
- Переносной
- Переносной
- Стационарный
Переносной Сварочные аппараты Lincoln
Мы определили переносные сварочные аппараты как те, которые может легко перемещать один человек с рабочего места на рабочее место.Некоторые из них достаточно малы, чтобы их можно было легко брать и переносить, а некоторые устанавливаются на роликовых столах или тележках. Эти более легкие модели сварочных аппаратов отличаются универсальностью.
Сварочные аппараты Invertec Stick
Самыми легкими и портативными из всех сварочных аппаратов Lincoln Electric являются модели Invertec. Линия сварочных аппаратов Invertec от Lincoln Electric — отличные маленькие аппараты для домашнего сварщика или сварщика-любителя, которому необходимо быстро перемещать и хранить сварщика.
Линия сварочных аппаратов Invertec от Lincoln Electric — отличные маленькие аппараты для домашнего сварщика или сварщика-любителя, которому необходимо быстро перемещать и хранить сварщика.
- Вес от 15 до 54 фунтов.
- Доступны модели, поддерживающие ручную сварку, TIG и строжку
- Одна модель включает плечевой ремень для максимальной портативной сварки
Сварочные аппараты Mig и Tig
Если ваша работа связана с портативным сварочным аппаратом MIG или TIG, Lincoln Electric также предоставит его. Сварочные аппараты Power MIG и Invertec можно использовать как дома, в небольшом магазине для хобби или в полном производственном сварочном цехе.
- Вес от 30 до 71 фунта.
- Модели включают сварочные аппараты с подачей проволоки и стержневые сварочные аппараты
- Доступны сварочные аппараты как переменного / постоянного тока, так и инверторного типа
Эти небольшие и часто легкие сварочные аппараты являются выбором домашних и любительских сварщиков, а также некоторых сварочных мастерских там, где встречаются более легкие сварочные работы. Во многих магазинах будет под рукой небольшой переносной аппарат для тех ситуаций, когда во время сварочных работ встречаются тесные помещения.
Во многих магазинах будет под рукой небольшой переносной аппарат для тех ситуаций, когда во время сварочных работ встречаются тесные помещения.
Интересное занятие : Сварщики хорошо зарабатывают? | Самые высокооплачиваемые сварочные работы
Магазин переносных сварочных аппаратов
В нашей классификации портативные сварочные аппараты для магазинов — это такие аппараты, которые можно перемещать по цеху различными способами. Некоторые модели сварочных аппаратов Lincoln Electric, попадающие в эту категорию, оснащены колесами или роликами, чтобы облегчить перемещение этих аппаратов по цеху.
Другие модели лучше всего устанавливать на тележке или тележке, в то время как для некоторых требуется использование небольшого крана. Эти более крупные модели имеют точку крепления на сварочном аппарате, за которую аппарат можно подвешивать и перемещать.
Колесные электросварочные аппараты Lincoln
Многие электросварщики Lincoln легко перемещаются с помощью колес или роликов, встроенных в шкаф сварщика. Некоторые модели поставляются с тележкой для хранения, на которой можно хранить аксессуары и другие инструменты.
Некоторые модели поставляются с тележкой для хранения, на которой можно хранить аксессуары и другие инструменты.
- Сварочные аппараты серии Power Wave имеют вес от 105 до 360 фунтов.
- Lincoln Electrics Аппараты для стержневой сварки IdealArc весят от 350 до 460 фунтов.
- Если требуется сварочный аппарат MIG или TIG, его можно найти в компании Lincoln Electric с весом от 245 до более 600 фунтов.
Более тяжелые модели имеют точку подъема в верхней части сварочного аппарата, которую можно использовать с вилочным погрузчиком или переносным краном для изменения положения сварочного аппарата по мере необходимости.Хотя эти сварочные аппараты не могут быть действительно портативными в смысле этого слова, они предназначены для того, чтобы их можно было легко перемещать по магазину или временно помещать в транспортное средство и использовать в удаленных местах.
Автомобильные электросварочные аппараты
Мобильность — одна из предпосылок многих сварочных работ. Для большинства этих полевых работ требуется сварочный аппарат, который может сваривать металл большей толщины, чем переносные модели. Для таких работ требуются сварочные аппараты с бензиновым или дизельным двигателем, которые можно установить на раме прицепа или грузовика.
Для большинства этих полевых работ требуется сварочный аппарат, который может сваривать металл большей толщины, чем переносные модели. Для таких работ требуются сварочные аппараты с бензиновым или дизельным двигателем, которые можно установить на раме прицепа или грузовика.
Вес может быть решающим фактором при выборе сварщика в этой классификации. Увеличение веса прицепа или грузовика требует более тяжелых осей и рам и может снизить грузоподъемность для других материалов и инструментов.
- Lincoln Electric предлагает несколько переносных моделей, которые не предназначены для постоянной установки. Обычно они весят от 200 до 300 фунтов.
- Вес установленных на автомобиле сварочных аппаратов Lincoln Electric варьируется от 602 до более 2000 фунтов.
- Обратите внимание, что некоторые из этих сварочных аппаратов недоступны в США, но включены для сравнения.
Стационарные сварочные аппараты
Для более крупных промышленных предприятий или производственных цехов сварочная способность аппарата требует более крупных и тяжелых компонентов, чтобы выдерживать цикл и время работы. Эти более крупные машины, предназначенные для размещения там, где работа выполняется, намного тяжелее и надежнее, чем другие типы сварочных аппаратов.
Эти более крупные машины, предназначенные для размещения там, где работа выполняется, намного тяжелее и надежнее, чем другие типы сварочных аппаратов.
На производстве этого типа вес обычно не имеет значения. Более важными факторами являются надежность, функциональность и способность сварочного аппарата соответствовать различным спецификациям для работ, которые могут проходить через сварочную станцию.
- Стационарные сварочные аппараты могут весить от 875 до более 2000 фунтов.
- Некоторым стационарным сварочным аппаратам такого размера может потребоваться трехфазное электроснабжение.
- Специализированное оборудование и принадлежности часто комбинируются с этими сварочными аппаратами, увеличивая общий вес аппарата.
На самом деле, если вы покупаете стационарный сварочный аппарат для своего предприятия, вес, вероятно, не имеет большого значения. После установки эти сварочные аппараты обычно остаются на месте до конца своей производственной жизни.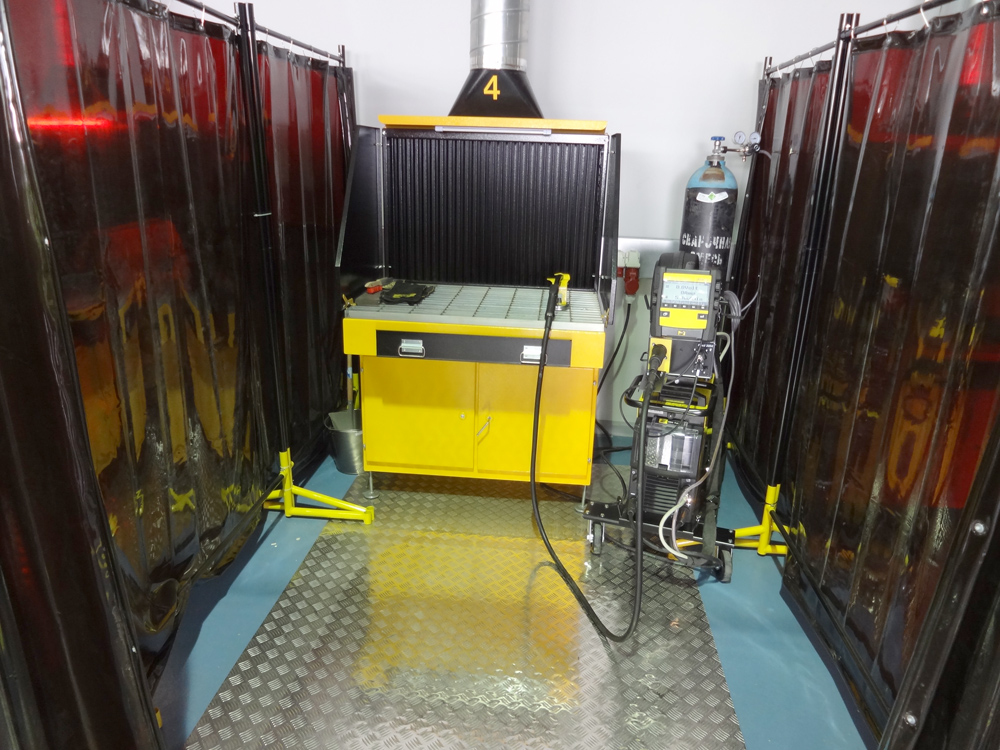 Однако, в зависимости от конструкции вашего сварочного цеха, вес может быть фактором при расчете нагрузок на перекрытия или другие конструктивные элементы здания.
Однако, в зависимости от конструкции вашего сварочного цеха, вес может быть фактором при расчете нагрузок на перекрытия или другие конструктивные элементы здания.
Делать выбор
Вес всегда является проблемой, когда транспортабельность является фактором, определяющим рабочие характеристики.Знание характеристик сварочного аппарата и требований к сварочной работе является неотъемлемой частью принятия решения о том, какой сварочный аппарат лучше всего соответствует вашим потребностям. Всегда сложно найти баланс между мощностью, функциональностью и весом.
В конце концов, мы надеемся, что этот анализ веса сварочных аппаратов от Lincoln Electric и того, как разные типы сварочных аппаратов различаются по весу, облегчит процесс принятия решений.
Источники:
https: // www.lincolnelectric.com/en-us/equipment/Pages/welders.aspx
Рекомендуемая литература
Можно ли сваривать трубы из черного чугуна? — [Безопасно]
Процесс испытания сварных швов 4G — как пройти испытание сварки 4G?
В чем разница между сваркой на переменном и постоянном токе >> Сравнение переменного и постоянного тока
Ремонт сварочных аппаратов | Ремонт сварочного аппарата
K + S Services предлагает широкий выбор средств контроля сварных швов и выполняет полное динамическое тестирование под нагрузкой для проверки функциональности и долговечности.
Системы, используемые в процессе ремонта сварочного аппарата, спроектированы таким образом, чтобы дублировать реальные условия эксплуатации, поскольку эти элементы используются в реальных приложениях.
Наши специалисты по ремонту сварочных аппаратов, прошедшие обучение на заводе, имеют многолетний опыт в ремонте и тестировании широкого спектра средств управления сварочными аппаратами, механизмов подачи проволоки, плазменных резаков, расширителей / очистителей горелок, источников питания и другого сопутствующего сварочного оборудования. Все ремонтные работы сварочного аппарата проходят полную проверку под нагрузкой, чтобы гарантировать правильную работу.Системы, используемые в процессе ремонта сварочных аппаратов и сварочного оборудования, спроектированы таким образом, чтобы дублировать реальные условия эксплуатации, поскольку эти элементы используются в реальных приложениях.
K + S предлагает полный спектр услуг по ремонту устройств управления сваркой MIG, TIG и контактной сваркой. Лаборатория сварочных систем K + S является лидером в отрасли по ремонту и испытаниям. K + S имеет опыт анализа и ремонта широкого спектра компонентов сварочных систем и проводит испытания системы под нагрузкой для проверки функциональности и долговечности.Системы, используемые в процессе ремонта, предназначены для моделирования условий эксплуатации в производственных условиях.
Лаборатория сварочных систем K + S является лидером в отрасли по ремонту и испытаниям. K + S имеет опыт анализа и ремонта широкого спектра компонентов сварочных систем и проводит испытания системы под нагрузкой для проверки функциональности и долговечности.Системы, используемые в процессе ремонта, предназначены для моделирования условий эксплуатации в производственных условиях.
K + S Services — авторизованный сервисный центр Lincoln, Miller, Hitachi и Nippon. Наше предприятие в Саутгейте также имеет право ремонтировать все компоненты сварочного аппарата Fronius.
Общие производители включают, но не ограничиваются:
- Hitachi — авторизовано на заводе: все модели.
- Miyachi: Контроллеры CS-1300, CY-150A, SD-815 и все связанные с ними мониторы.
- Денгенша : Decomstar 20, 30 и 70, RWC-9000-Ty-18, RWI-9100-Ty-13/14, Fuw-IRWC-GT2.
- Miller — Уполномоченный завод: Саутгейт, Мичиган и Лоутон, Оклахома. Все устройства подачи проволоки, все источники питания Miller, Arc Pac 350, Syncrowave 200, Устройства подачи проволоки серии 70, Bobcat 250, Millermatic 212, Spectrum 375 и Deltaweld 452.
Arc Pac 350 - Хобарт: серия 70L, все источники питания Хобарта, Megacon 110.
- Panasonic : AAII 350/500, AE-350/500, KF-350 / 500BC300, YC-200BC1, YC-300BC1, YD-350AE1, YD-350HM2, YD-500HM2.
- Weltronic: Таймеры сварки U60, подвески TB91 и TB96.
- Lincoln — Уполномоченный завод: Саутгейт, Мичиган и Лоутон, Оклахома. Мы ремонтируем все источники питания Lincoln Power Sources, NA-3S, NA4, LN-9, Power Wave
450. Мы являемся авторизованными сервисными центрами по ремонту сварщиков для их полного ассортимента продукции для сварки MIG, TIG и дуговой сварки. - Nippon : NGRALF 6 × 20
- OTC (Daihen) : серии 350 и 500, DT-300
- Sensarc : все модели
- Thermal Arc : Ultima 150 GTS и 300 GTS, PAK SXR, PS30A, WC100B, 185TSW.
- Роботрон: 503 контроллеров, связанных вводов / выводов и панелей.
- Nadesco: Контроллеры Ph5, PH5 и IWC4.
- Nadex : Все модели.
- Fronius — Уполномоченный завод: Саутгейт, Мичиган. Источники питания, устройства подачи проволоки и контроллеры.
- WTC / MEDAR : Инверторы / таймеры GEN 5, Cosmos, Decade 5 Series, Technitron, Таймеры V-50, V-60 и T95, U60T-90A, U60T-91A, U60T-92A, U60T-95A, U60T- 96A, TB90-P02A, серии 1000 и 3000
- Motoman : Серия Arc Master 501: все модели, Серия Motoweld: все модели
 Все устройства подачи проволоки, все источники питания Miller, Arc Pac 350, Syncrowave 200, Устройства подачи проволоки серии 70, Bobcat 250, Millermatic 212, Spectrum 375 и Deltaweld 452.
Все устройства подачи проволоки, все источники питания Miller, Arc Pac 350, Syncrowave 200, Устройства подачи проволоки серии 70, Bobcat 250, Millermatic 212, Spectrum 375 и Deltaweld 452. 
Ремонт сварочного аппарата
В K + S Services мы предоставляем услуги по ремонту сварочных аппаратов, ремонту сварщиков и промышленному ремонту с 1982 года.Наша миссия — и всегда заключалась в том, чтобы предоставлять нашим клиентам качественный ремонт, эффективные решения и эффективное обслуживание за счет постоянного улучшения качества.
Обширный инвентарный перечень восстановленных компонентов
Когда дело доходит до ремонта сварочных аппаратов и сварочных аппаратов, вы будете рады узнать, что K + S Services, вероятно, сможет отремонтировать ваше оборудование независимо от его возраста. Мы храним восстановленные излишки на сумму более 5 миллионов долларов для поддержки устаревшего и / или устаревшего оборудования.И вы можете быть уверены, что все наши восстановленные запасные части были полностью протестированы в системе «замкнутого цикла», чтобы гарантировать их правильную работу и сделать их готовыми к установке в ваше оборудование сразу после доставки.
Процесс ремонта, сертифицированный ISO
КомпанияK + S Services разработала наш сертифицированный по ISO 9001: 2015 процесс ремонта, чтобы гарантировать, что мы должным образом выполняем все наши ремонты. Вы можете отслеживать свои детали через наш клиентский портал на всем протяжении этого процесса.В частности, наш восьмиэтапный процесс ремонта сварочного оборудования состоит из следующего:
- Прием
- Оценка
- Цитирование
- Утверждение
- Ремонт
- Проверка качества системы
- Протоколы ремонта и испытаний
- Доставка
Автоматизированная система
Большая часть процесса ремонта сварочных аппаратов полностью автоматизирована. Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт.Затем мы штрих-кодируем вашу деталь (детали), чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта.
Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт.Затем мы штрих-кодируем вашу деталь (детали), чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта.
Представитель отдела обслуживания клиентов свяжется с вами и сообщит наше смету ремонта после того, как наши специалисты по ремонту завершат первоначальную оценку вашего оборудования, чтобы определить вероятную (-ые) причину (ы) его отказа и то, что нам нужно сделать, чтобы исправить это или их. Как только вы утвердите наше предложение, наша автоматизированная система отслеживания заказов на ремонт отправит ваше оборудование и заказ на ремонт тому из наших специалистов по ремонту, который лучше всего подходит для вашего конкретного типа детали.После того, как мы сделаем весь необходимый ремонт и проведем тесты контроля качества, K + S Services упаковывает ваше оборудование в антистатические пакеты, защищенные пенопластовой упаковкой insta-pack, прежде чем отправить все вам обратно в соответствии с любыми индивидуальными требованиями клиента к доставке. дал нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
дал нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
Отчеты о ремонте и испытаниях
В рамках услуг по ремонту сварочных аппаратов, которые мы предлагаем, K + S Services прилагает Отчет о ремонте и испытаниях к каждому из возвращенных вами компонентов, в котором перечислено следующее:
- Проблемы, выявленные нами в процессе оценки
- Все детали, которые мы отремонтировали или заменили
- Совпадают ли проблемы, которые мы определили с вашим оборудованием, с проблемами, о которых вы нам сообщили
- Подробности и продолжительность наших испытаний
- Возможная первопричина отказа вашего оборудования
- Наши рекомендуемые инструкции по установке
Как видите, все специалисты K + S Services стремятся предоставить вам самые лучшие услуги по ремонту сварочного оборудования.Мы также можем поддержать вас в глобальном масштабе, выполняя постоянно растущее количество ремонтных работ в США, Канаде, Мексике и Европе.