Чем варить сталь 09г2с
Какими электродами варить сталь 09г2с
Низколегированная сталь марки 09г2с за счет своих свойств (малый процент легирующих компонентов) при сварке не перегревается и не закаливается. Это дает возможность варить сталь и конструкции из нее широким рядом электродов для сварки .
Электроды для сварки низколегированных сталей марки 09 г2с с временным сопротивлением разрыву до 60 кг/см2 — обозначаются « У». (ГОСТ 9467-75)
При ручной сварке применяют:
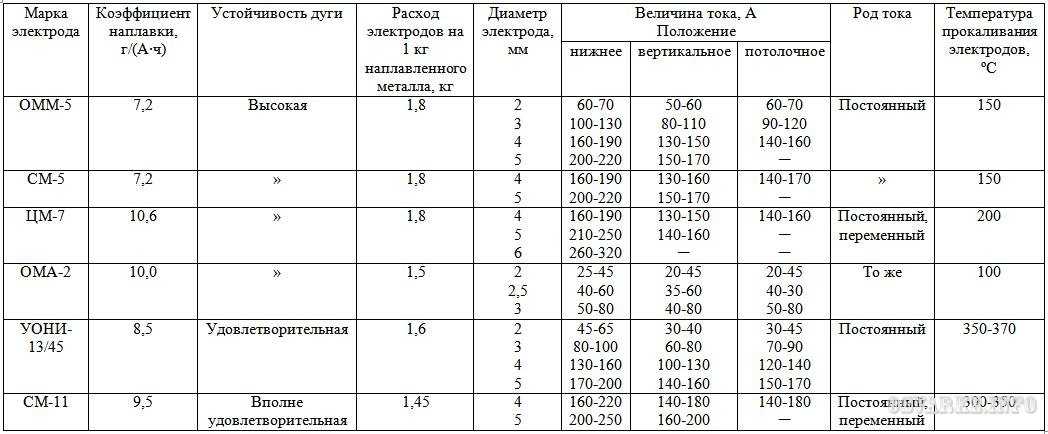
Электроды УОНИИ 13/45 (Э 42а)
Этими электродами сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха. Металл сварного шва требует более жестких показателей прочности.
Электроды отличаются минимальным распылением металла при сваривании..
Электроды выбирают в зависимости отих линейного размера, который связан с их диаметрами: от 300 мм до — 450 мм .
Значение диаметра и положение швазадают силу тока( в А. )
)
По отзывам сварщиков эти электроды оказывают меньшее воздействие на качества наплавленного металла и не ухудшают его свойств. А так же у них отличная способность удаления нагара.
Сваренные швы выдерживают значительные нагрузки, что выгодно отличает эти электроды от других .
Электроды УОНИИ13/55 С (Э 50а)
Этими электродами так же сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха (даже в Арктике) После сварки этими электродами металл сварного шва отвечает соответствующим более жестким нормативам по пластичности и ударной вязкости.
Этими электродами возможно делать сварочные швы в любом местонахождении в конструкциях. Работают на обратном постоянном токе .
Металл шва содержит малый процент водорода и имеет повышенную устойчивость к образованию трещин.. Отличаются отличным самоотделением шлака.
Сварка ведется короткой дугой почистым от жировых и прочих загрязнений поверхностям.
Значение диаметра и положение шва задают силу тока( в А.)
Электроды могут дать порообразование , если удлиняется дуга по окисленной поверхности.
Электроды МР-3 (Э 46)
Этими электродами сваривают конструкции и детали из стали 09г2с при всех расположениях шва. Исключение – вертикальный шов сверху вниз. Работают электроды от тока любой полярности от источников питания с напряжением не менее 65 В. Отличает их простота в работе, ими может работать даже новичок в сварке. Это бюджетный вариант сварки, при очень хороших показателях качества.
Разрешается сварка ржавого, влажного, а так же недостаточно очищенного металла. Имеют достаточно высокую производительность сварки.
Сварка швов конструкций и проката средних и больших толщин в нижнем расположении конструкции проводится на более высоких режимах.
Сваривают электродами на короткой длине дуги, но разрешена сварка и на средней длине дуги.
Электроды ОЗС-4 (Э 46)
Электроды с покрытием из оксида титана (рутиловым), с успехом применяют для сваривания деталей и конструкций из стали 09г2с во всех плоскостях. Особенно это важно для сварки в вертикальном расположении швов.. Т.к. эти электроды не выделяют отравляющих газов при сварке.
Особенно это важно для сварки в вертикальном расположении швов.. Т.к. эти электроды не выделяют отравляющих газов при сварке.
При работе с этими электродами сокращается время сварки.
Работают электроды от постоянного тока и переменного. Этими электродами можно сваривать даже окисленные конструкции , при этом сохраняется красивый вид шва.
Они применяются прежде всего в ответственных конструкциях.
Источник: elektrod-3g.ru
Сталь 09Г2С
Сталь 09Г2С — конструкционная низколегированная, для сварных конструкций, — широко применяется при производстве труб и другого металлопроката.
Маркировка «09Г2С» означает, что в стали присутствует 0,09% углерода, буква «Г» обозначает марганец, а цифра 2 – процентное содержание марганца до 2%. Далее следует буква «С», которая обозначает кремний, но поскольку после С цифры нет – это означает содержание кремния менее 1%.
Таким образом, сталь 09Г2С — это сталь имеющая 0,09% углерода, до 2% марганца, и менее 1% кремния. Поскольку общее кол-во добавок колеблется в районе 2,5%, то сталь 09Г2С является низколегированной.
Поскольку общее кол-во добавок колеблется в районе 2,5%, то сталь 09Г2С является низколегированной.
Чаще всего прокат из данной марки стали используется для монтажа разнообразных строительных конструкций, благодаря высокой механической прочности, что позволяет использовать более тонкие элементы чем при использовании других сталей. Устойчивость свойств в широком температурном диапазоне позволяет применять детали из этой марки в диапазоне от -70 до +450 С.
Легкая свариваемость позволяет изготавливать из листового проката сложные конструкции для химической, нефтяной, строительной, судостроительной и других отраслей. Применяя закалку и отпуск изготавливают качественную трубопроводную арматуру. Высокая механическая устойчивость к низким температурам также позволяет с успехом применять трубы из стали 09Г2С на севере страны.
Также марка широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 С. Так как углерода в стали мало, то сварка ее довольно проста, причем сталь не закаливается и не перегревается в процессе сварки. Таким образом, не происходит снижения пластических свойств стали или увеличения зернистости.
Так как углерода в стали мало, то сварка ее довольно проста, причем сталь не закаливается и не перегревается в процессе сварки. Таким образом, не происходит снижения пластических свойств стали или увеличения зернистости.
К плюсам применения этой марки можно отнести также то, что сталь 09Г2С не склонна к отпускной хрупкости и ее вязкость не снижается после отпуска. Вышеприведенными свойствами объясняется удобство использования 09Г2С по сравнению с другими сталями с большим содержанием углерода или присадок, которые хуже варятся и меняют свойства после термообработки.
Для сварки стали 09Г2С можно применять любые электроды, предназначенные для низколегированных и малоуглеродистых сталей, например Э42А и Э50А. Если свариваются листы толщиной до 40 мм, то сварка производится без разделки кромок.
При использовании многослойной сварки применяют каскадную сварку с током силой 40-50 Ампер на 1 мм электрода, чтобы предотвратить перегрев места сварки. После сварки рекомендуется прогреть изделие до 650 С, далее продержать при этой же температуре 1 час на каждые 25 мм толщины проката, после чего изделие охлаждают на воздухе или в горячей воде – благодаря этому в сваренном изделии повышается твердость шва и устраняются зоны напряженности.
Источник: www.lsst.ru
Сварка низколегированных сталей. Как сваривать низколегированную сталь
Сварка низколегированных сталей нашла широкое применение при изготовлении конструкций в строительстве. Связано это с тем, что низколегированные конструкционные стали обладают повышенной прочностью и, благодаря этому, металлоконструкции получаются облегчёнными, а, следовательно, более экономичными.
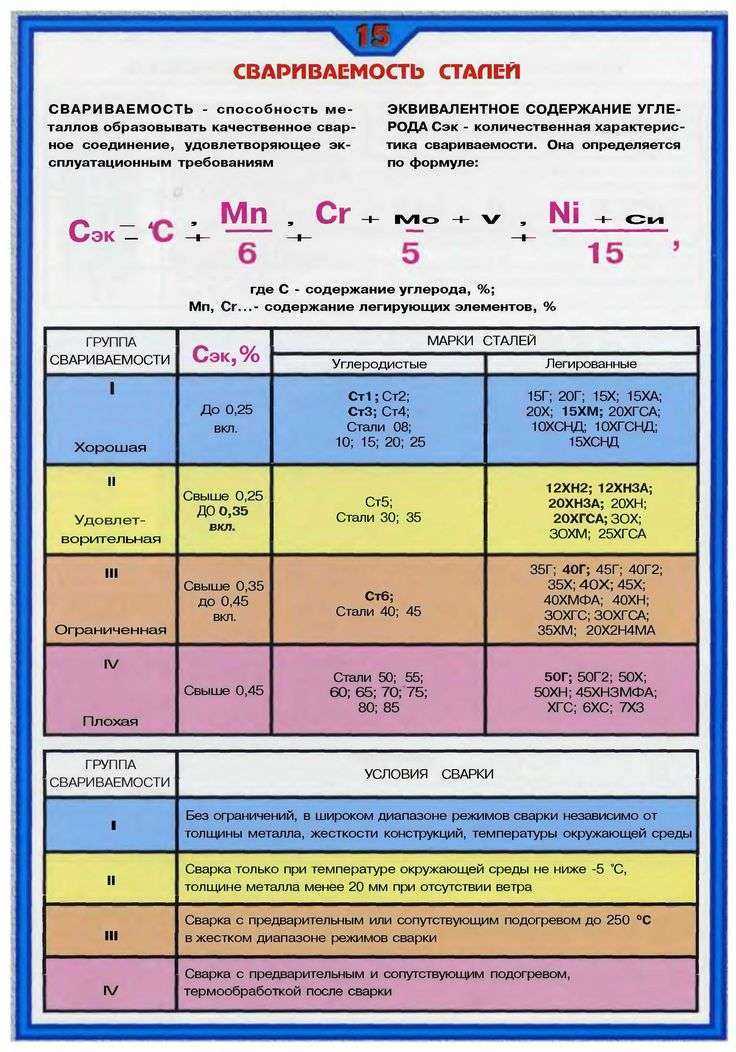
Как правило, свариваемость низколегированных конструкционных сталей удовлетворительная. Но, необходимо учесть, что при содержании углерода в составе стали более, чем 0,25%, возникает риск образования и развития закалочных структур и горячих трещин в сварном шве. Кроме того, ставится вероятным появление других дефектов сварного шва, например, образование пор. И получается это вследствие выгорания углерода при сварке.
Распространённые марки низколегированных сталей, применяемых при сварке металлоконструкций
Низколегированные стали, из которых сваривают строительные конструкции, содержат в своём составе углерода не более 0,25% и легирующих элементов — не более 3%.
Для изготовления металлоконструкций промышленных и гражданских сооружений больше всего подходят такие марки сталей, как 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 10Г2С1Д, 16ГС, 14Г2АФ, 16Г2АФ и др.
Для изготовления сварных газопроводных труб хорошо подходят такие марки стали как 18Г2С, 25Г2С, 35ГС, 20ХГ2Ц и др. Эти же марки применяют и при изготовлении арматуры для железобетонных плит.
Особенности сварки низколегированных сталей
Сварка конструкционных сталей 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16Г2АФ
Для сварки низколегированных сталей марок 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16Г2АФ и т.п. хорошо подходит ручная дуговая сварка электродами Э50А или Э44А. Но наиболее качественные сварные соединения получаются при сварке электродами УОНИ-13/55 и ДСК-50. Но, лучшие результаты получаются при сварке постоянным током при обратной полярности. При этом, сварку необходимо проводить при пониженных токах, 40-50 А на миллиметр диаметра электрода.
Автоматическую дуговую сварку данных марок сталей выполняют сварочной проволокой Св-08ГА или Св-10ГА под флюсами АН-348-А или ОСЦ-45.
Металлоконструкции из сталей 15ХСНД, 15ГС, 14Г2, 14Г2АФ, 16 Г2АФ можно сваривать при температуре окружающей среды не ниже -10°C. Если же температура окружающей среды находится в пределах от -10°C до -25°C, то при сварке необходим предварительный подогрев. Ширина подогрева зоны сварки составляет 100-120 мм по обе стороны шва. Температура предварительного подогрева 100-150°C. При температуре окружающей среды ниже, чем -25°C, сварка вышеуказанных сталей не допустима.
Сварка низколегированных сталей 09Г2С, 10Г2С1, 10Г2С1Д
Оценку свариваемости сталей таких марок, как 09Г2С, 10Г2С1, 10Г2С1Д и т.п. можно дать хорошую (см. таблицу свариваемости сталей), и связано это с тем, что они не подвержены закаливанию, не склонны к перегреву и устойчивы к образованию горячих и холодных трещин в сварном шве и зоне термического влияния. Сварку низколегированных конструкционных сталей данных марок можно выполнять как ручной дуговой сваркой, так и автоматической.
При ручной сварке хорошо подходят электроды марок Э50А и Э55А. При автоматической сварке используют сварочную проволоку марок Св-08ГА, Св-10ГА или Св-10Г2. Для защиты зоны сварки применяют флюсы АН-348-А или ОСЦ-45.
При автоматической сварке используют сварочную проволоку марок Св-08ГА, Св-10ГА или Св-10Г2. Для защиты зоны сварки применяют флюсы АН-348-А или ОСЦ-45.
Сварка листов из сталей 09Г2С, 10Г2С1, 10Г2С1Д, толщиной менее 40 мм выполняется без разделки кромок. И, при соблюдении технологии и режимов сварки, механические свойства сварочного шва почти не уступают механическим свойствам основного металла. Равнопрочность сварного шва обусловлена переходом легирующих элементов из электродной проволоки в металл сварного шва.
Сварка хромокремнемарганцовистых низколегированных сталей 25ХГСА, 30ХГСА, 35ХГСА
Сварка низколегированных сталей 25ХГСА, 30ХГСА, 35ХГСА и т.п. затруднена тем, что они склонны к образованию трещин при сварке и к появлению закалочных структур. И чем меньше толщина свариваемых кромок, тем выше риск образования закалочных зон и появления трещин в металле шва и, особенно, околошовной зоне.
Склонность данных сталей к сварным дефектам обусловлена повышенным содержанием углерода в их составе (0,25% и более). Сварку этих сталей можно выполнять сварочной проволокой Св-08 или Св08А, а также электродами данных марок.
Сварку этих сталей можно выполнять сварочной проволокой Св-08 или Св08А, а также электродами данных марок.
Для особоответственных сварных швов рекомендуют применять электроды Св-18ХГСА или Св-18ХМА с защитным покрытием следующих видов: ЦЛ-18-63, ЦК18М, УОНИ-13/65, УОНИ-13/85, УОНИ-13/НЖ.
При сварке низколегированных хромокремнемарганцовистых сталей, в зависимости от толщины свариваемого металла, рекомендуются следующие режимы сварки:
Источник: taina-svarki.ru
Особенности сварки стали 09Г2С
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. До недавнего времени считали, что металл шва низкоуглеродистых низколегированных сталей, например 17Г1С, 14ХГС и др. , имеет только феррито-перлитную структуру. Поэтому предполагали, что структурные изменения в шве при разных режимах сварки сводятся в основном к изменению соотношения между ферритной и перлитной составляющими, а также изменению степени дисперсности структуры.
, имеет только феррито-перлитную структуру. Поэтому предполагали, что структурные изменения в шве при разных режимах сварки сводятся в основном к изменению соотношения между ферритной и перлитной составляющими, а также изменению степени дисперсности структуры.
Более углубленные исследования показали, что при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности.
В данной работе рассмотрим автоматическую дуговую сварку под слоем флюса.
Сварка под флюсом представляет собой метод сварки электрической дугой, при котором сама дуга, горящая между бесконечным электродом и деталью, не видна. Дуга и ванна расплава укрыты слоем зернистого флюса. От влияния атмосферы зону сварки защищает образующийся из флюса шлак. Процесс автоматической дуговой сварки под флюсом показан на рисунке 2.
1 – токопровод, 2 – механизм перемещения проволоки, 3 – проволока, 4 – жидкий шлак, 5 – флюс, 6 – шлаковая корка, 7 – сварной шов, 8 – основной металл заготовки, 9 – жидкий металл, 10 – электрическая дуга.
Рисунок 2– Схема автоматической дуговой сварки под флюсом.
В результате укрытия флюсом значительно повышается тепловой КПД, что обусловливает высокую производительность расплавления по сравнению с другими методами сварки. Поэтому сварка под флюсом считается высокопроизводительным методом сварки.
Применение сварки под флюсом является экономичным и эффективным начиная с толщины листа 6 мм. Области применения сварки под флюсом весьма разнообразны, однако в качестве наиболее характерных можно назвать судостроение, мостостроение, возведение металлоконструкций и производство резервуаров. Этот метод применяется как для соединительной сварки, так и для наплавки слоев для защиты от износа и коррозии. Можно сваривать нелегированные, легированные и хромоникелевые стали.
Так как сварка под флюсом является высокопроизводительным методом сварки, она применяется, прежде всего, в механизированных или автоматизированных системах. Благодаря более короткому времени сварки в сочетании с более высокой относительной длительностью включения источников питания можно беспрерывно сваривать длинные швы. В результате сокращается вспомогательное время и, в итоге, снижается стоимость сварки.
Выбор способа сварки
Способы, режимы и техника сварки резервуарных конструкций должны обеспечивать:
· требуемый уровень механических свойств сварных соединений, предусмотренный проектом;
· необходимую однородность и сплошность металла сварных соединений;
· оптимальную скорость охлаждения выполняемых сварных соединений, которая зависит от марки стали, углеродного эквивалента, толщины металла, режима сварки (погонной энергии), конструкции сварного соединения, а также температуры окружающей среды;
· минимальный коэффициент концентрации напряжений;
· минимальную величину сварочных деформаций и перемещений свариваемых элементов;
· коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
При сварке резервуарных конструкций в зимнее время необходимо систематически контролировать температуру металла и, если расчетная скорость осаждения металла шва превышает допускаемое значение для данной марки стали, необходимо организовать предварительный, сопутствующий или послесварочный подогрев свариваемых кромок. Рабочие диапазоны скоростей охлаждения сталей, а также минимальные температуры, не требующие подогрева кромок при сварке, которые зависят от углеродного эквивалента, толщины металла, способа сварки и погонной энергии, также должны указываться в технологических проектах. Как правило, при осуществлении подогрева кромок следует нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
При использовании способов сварки с открытой дугой в зоне производства сварочных работ следует систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне сварки должна указываться в проекте резервуара в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварка должна быть прекращена или должны быть устроены соответствующие защитные укрытия.
Допускаемая скорость ветра в зоне сварки должна указываться в проекте резервуара в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварка должна быть прекращена или должны быть устроены соответствующие защитные укрытия.
Сварка должна производиться при стабильном режиме. Колебания величины сварочного тока и напряжения в сети, к которой подключается сварочное оборудование, не должны превышать ± 5 %.
Последовательность выполнения всех сварных соединений резервуара и схема выполнения каждого сварного шва в отдельности должны соблюдаться в соответствии с указаниями в проекте резервуара исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов конструкций. При выполнении монтажных стыков стенки первыми, как правило, должны выполняться швы изнутри резервуара.
Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке должны выполняться, как правило, не менее чем в два слоя. Каждый слой сварных швов должен проходить визуальный контроль, а обнаруженные дефекты должны устраняться.
Удаление дефектных участков сварных швов производится механическим методом (шлифмашинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
Заварку дефектных участков сварных швов следует выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва должны быть подвергнуты повторному контролю физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва должен выполняться при обязательном контроле всех технологических операций руководителем сварочных работ.
Информация о выполненных ремонтных работах сварных соединений должна быть занесена в журнал контроля качества монтажно-сварочных работ.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне должно согласовываться с разработчиком технологического проекта.
Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, должно производиться, как правило, механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
После сварки швы и прилегающие зоны должны быть очищены от шлака и брызг металла
Последнее изменение этой страницы: 2016-08-10; Нарушение авторского права страницы
Источник: infopedia.su
Таблица свариваемости металла (по сталям)
Таблица свариваемости металла (по сталям)Марочник сталей
Сталь углеродистая обыкновенного качества ГОСТ 380-88
Марка стали
Заменитель
Применение
Свариваемость
Для второстепенных элементов конструкций и неответственных деталей: настилы, арматура, шайбы, перила, кожухи, обшивки и д. р.
р.
Сваривается без ограничений.
Ст2пс
Ст2кп
Ст2сп
Неответственные детали, требующие повышенной пластичности, мало нагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах.
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка
Для второстепенных и малонагруженных элементов сварных элементов и не сварных конструкций, работающих в интервале температур от- 10 до 400 градусов по Цельсию.
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка.
Несущие и ненесущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-ой категории) толщиной до 10мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от — 40 до +425 градусов по Цельсию дляСт3пс и толщиной до25мм. Для Ст3сп, Ст3пс при толщине проката от 10 до 25мм. — для несущих элементов сварных конструкций, работающих при температуре от-40 до + 425 градусов, при условии поставки с гарантируемой свариваемостью, Ст3сп при толщине проката свыше 25мм — для несущих элементов сварных конструкций, работающих при температурах от -40 до + 425 градусов по Цельсию, при условии поставки с гарантируемой свариваемостью.
— для несущих элементов сварных конструкций, работающих при температуре от-40 до + 425 градусов, при условии поставки с гарантируемой свариваемостью, Ст3сп при толщине проката свыше 25мм — для несущих элементов сварных конструкций, работающих при температурах от -40 до + 425 градусов по Цельсию, при условии поставки с гарантируемой свариваемостью.
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка.
Фасонный и листовой прокат толщиной от 10 до 36мм. для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40 до + 425 градусов по Цельсию, и для несущих элементов сварных конструкций, работающих при температуре от -40 до +425 градусов при гарантируемой свариваемости.
Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка.
Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей.
Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др.
Детали клепанных конструкций: болты, гайки, ручки, тяги, ходовые валики, втулки, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, стержни, звездочки, трубчатые розетки, фланцы и другие детали, работающие в интервале о 0 до + 425 градусов по Цельсию, поковки сечением до 800мм.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Для деталей повышенной прочности: осей, валов, пальцев, поршней и т.д.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Для деталей повышенной прочности: осей, валов, пальцев и других деталей в термообработанном состоянии, а также для стержневой арматуры периодического профиля.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
Марка стали
Заменитель
Применение
Свариваемость
Детали к которым предъявляются требования высокой пластичности, шайбы патрубки, прокладки и другие неответственные детали, работающие в интервале температур от — 40 до + 450 градусов по Цельсию.
Сваривается без ограничений, кроме деталей после химико- термической обработки.
Для прокладок, шайб, вилок, труб, а также деталей подвергаемых химико-термической обработке — втулок, проушин, тяг.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Детали работающие при температуре до + 450 градусов, к которым предъявляются требования высокой пластичности, после химико-термической обработки (ХТО) — детали с высокой поверхностной твердостью при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Детали работающие при температуре от — 40 до + 450 градусов, к которым предъявляются требования высокой пластичности, а также: втулки, шайбы, ушки, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от-40 до + 450 градусов; после ХТО — рычаги, кулачки, гайки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от — 40 до + 450 градусов; после цементации и цианирования детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины(крепежные детали, рычаги, оси и т.п.)
Сваривается без ограничений.
Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей.
Сваривается без ограничений.
После нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температурах от — 40 до+ 450 градусов под давлением; после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
После нормализации или без термообработки патрубки, штуцера, вилки, болты корпуса аппаратов и другие детали из кипящих сталей, работающие при температурах от — 20 до + 450 градусов; после цементации и цианирования — оси, крепежные детали, пальцы, звездочки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики болты, фланцы, тройники, крепежные детали и другие неответственные детали; после ХТО — винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, втулки, шпиндели, звездочки, тяги, обода, валы, траверсы, бандажи, диски и другие детали.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
После улучшения — коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочения с нагревом ТВЧ -длинные валы, ходовые валики, зубчатые колеса, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной обработке детали, от которых требуется повышенная прочность.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Ст45
Ст50Г
50Г2
Ст55
После нормализации с отпуском и закалки с отпуском — зубчатые колеса прокатные валки, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев.
Трудно свариваемая. Необходим подогрев и последующая термообработка.
Гусеницы, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие а трение.
Не применяется для сварных конструкций
Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, амортизаторов, замочные шайбы, регулировочные прокладки и другие детали, шпиндели, бандажи, диски сцепления, пружинные кольца к которым предъявляются требования высокой прочности и износостойкости.
Не применяется для сварных конструкций
*ГОСТ 1055-88 содержит и другие марки стали
Сталь конструкционная легированная хромистая ГОСТ 4543-71
Марка стали
Заменитель
Применение
Свариваемость
Втулки, пальцы, шестерни, валики, толкатели и другие цементуемые детали, к которым предъявляются требования высокой твердости поверхности при невысокой прочности сердцевины; детали, работающие в условиях износа трением.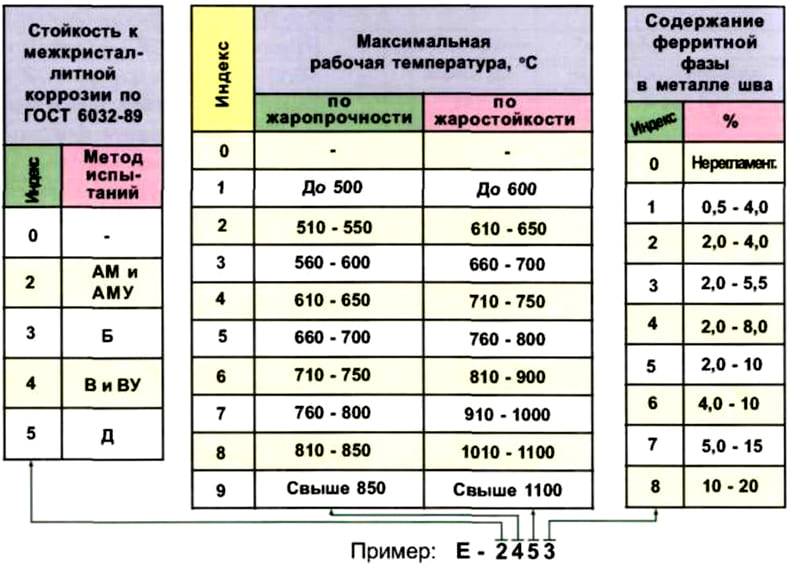
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Ст15Х
20ХН,
18ХГТ
Втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементуемые детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины; детали работающие в условиях износа при трении.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Оси, валики, рычаги, болты, гайки и другие некрупные детали.
Оси, валы, шестерни, кольцевые рельсы и другие улучшаемые детали.
Червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и др. улучшаемые детали.
Ст45Х
Ст38ХА
Ст40ХС
Оси, валы, шестерни, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полу- оси, втулки и другие детали повышенной прочности
Трудно свариваемая. Необходим подогрев и последующая термообработка.
Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышенной твердости, износостойкости и работающие при незначительных ударных нагрузках.
Трудно свариваемая. Необходим подогрев и последующая термообработка.
Валы, шпиндели, установочные винты, крупные зубчатые колеса, редукторные валы, упорные кольца, валки горячей прокатки и другие улучшаемые детали, к которым предъявляются требования повышенной твердости, износостойкости и прочности, работающие при незначительных нагрузках.
Трудно свариваемая. Необходим подогрев и последующая термообработка
*ГОСТ 4534-71 содержит и другие марки стали.
сталь высоколегированная и сплавы КОРРОЗОННОСТОЙКИЕ ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ (ГОСТ 5632-72)
Стали высоколегированные и сплавы коррозионностойкие жаростойкие и жаропрочные (ГОСТ 5632-72) изготавливают марок: 40Х9С2, 40Х10С2М, 08X13, 12X13, 20X13, 30X13, 40X13, 10Х14АГ15, 12X17, 08X17Т, 95X18, 08Х18Т1, 15Х25Т, 15X28, 25Х13Н2, 20Х23Н13, 20Х23Н18, 10Х23Н18, 20Х25Н20С2, 15Х12ВНМФ, 20Х12ВНМФ, 37Х12Н8Г8МФБ, 13Х11Н2В2МФ, 45Х14Н14В2М, 40Х15Н7Г7Ф2МС, 08Х17Н13М2Т, 10Х17Н13М2Т, 31Х19Н9МВБТ, 10Х14Г14Н4Т, 14Х17Н2, 12Х18Н9, 17Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Г8Н2Т, 20Х20Н14С2, 08Х22Н6Т, 12Х25Н16Г7АР.
Сплавы по (ГОСТ 5632-72) изготавливают марок:
06ХН28МДТ, ХН35ВТ, ХН35ВТЮ, ХН70Ю, ХН70ВМЮТ, ХН77ТЮР, ХН78Т, ХН80ТБЮ. ГОСТ 5632-72 содержит и другие марки сталей и сплавов.
Марки, область применения и свариваемость сталей (ГОСТ 5632-72)
Марка стали
Заменитель
Применение
Свариваемость
Выпускные клапана двигателей, крепежные детали
Не применяется для сварных конструкций
Клапана двигателей, крепежные детали
08X13
12X13
20X13
25X1 ЗН2
Стали: 12X13 12Х18Н9Т
Сталь: 20X13
Стали: 12X13 14X1 7Н2
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам
Сталь: 40X13
Сталь: 30X13
Режущий инструмент, предметы домашнего обихода
Не применяется для сварных конструкций
Стали: 12Х18Н9, 08X1 8Н10, 12Х18Н9Т, 12Н18Н10Т
Для немагнитных деталей, работающих в слабоагрессивных средах
Сваривается без ограничений
Крепежные детали, работающие в кислых растворах
08X1 7Т 08X1 8Т1
Стали: 12X17, 08X1 8Т1 Стали: 12X17, 08X1 7Т
Для конструкций, подвергающихся ударным нагрузкам и работающих в кислых средах
Детали, к которым предъявляются требования высокой твердости и износостойкости
Не применяется для сварных конструкций
Для сварных конструкций, не подвергающихся воздействию ударных нагрузок
Стали: 15Х25Т, 20Х23Н18
Для сварных конструкций, не подвергающихся воздействию ударных нагрузок
Трубы и детали, работающие при высоких температурах
Стали: 10Х25Т 20Х23Н13
Детали, работающие при температуре до 1100°С
Листовые детали, работающие при температуре до 1 100 °С
Детали печей, работающие при температуре до 1100°С
Детали, работающие при температуре до 780 °С
Стали: 15Х12ВНМФ, 18Х11МНФБ
Сварные конструкции, крепежные детали
Стали: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т
Для изготовления сварного оборудования и криогенной техники до темп. -253 °С
-253 °С
Детали компрессорных машин
Стали: 20Х13Н4Г9, 10Х14Г14Н4Т Сталь: 20Х13Н4Г9
Холоднокатаный лист и лента повышенной прочности
Сваривается без ограничений
08X1 8Н10 08Х18Н10Т 12Х18Н9Т
Сталь: 12Х18Н10Т Стали: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т,
Источник: zavod-gpm.ru
Электроды для сварки стали 20
Главная » Статьи » Электроды для сварки стали 20
Электроды для сварки жаростойких (окалиностойких) сталей
Жаростойкими (окалиностойкими) считаются стали, способные противостоять химическому разрушению поверхности в воздухе или в другой газовой среде при температурах выше 850°С в ненагруженом или слабонагруженном состояниях. Они содержат до 20-25% хрома и работают при температурах до 1050°С и выше.
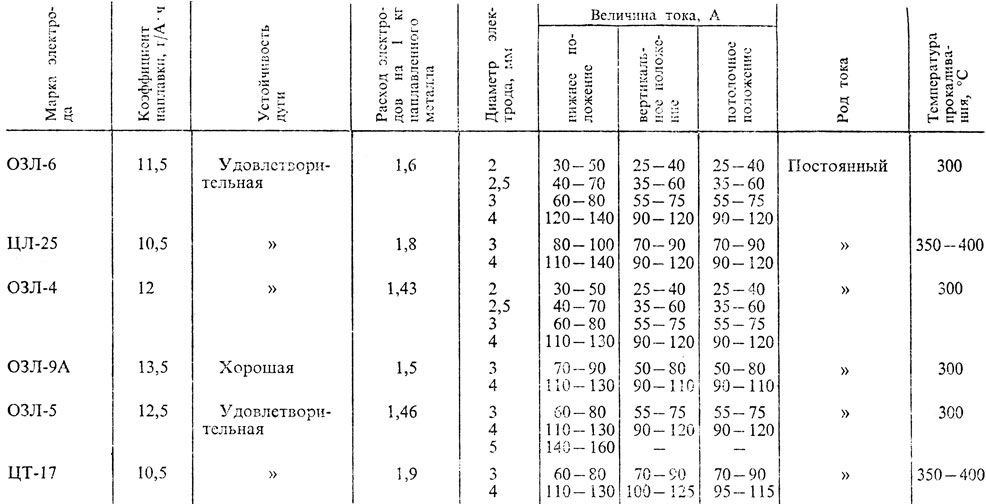
Жаростойкость наплавленного металла до 1000°С на сталях 20Х23Н13, 20Х23Н18 и др. достигается электродами типа Э-10Х25Н13Г2 марок СЛ-25, ОЗЛ-4, ОЗЛ-6, ЦЛ-25.
Дтя сварки жаростойких сталей, долго работающих при температурах выше 1000°С следует применять электрода типа Э-12Х24Н14C2 марок ОЗЛ-5, ЦТ-17 и др. , а также электроды типа Э-10Х17Н13С4 марки ОЗЛ-29, обеспечивающие жаростойкость до температуры 1100°С в окислительных и науглероживающих средах. Для конструкций, работающих в серосодержащих средах, применяют безникелевые высокохромистые жаростойкие стали 15Х25Т, 15X28 и др., сварка которых ведется электродами типа Э-08Х24Н6ТАФМ.
, а также электроды типа Э-10Х17Н13С4 марки ОЗЛ-29, обеспечивающие жаростойкость до температуры 1100°С в окислительных и науглероживающих средах. Для конструкций, работающих в серосодержащих средах, применяют безникелевые высокохромистые жаростойкие стали 15Х25Т, 15X28 и др., сварка которых ведется электродами типа Э-08Х24Н6ТАФМ.
Характеристики электродов для сварки жаростойких (окалиностойких) сталей
| Тип Э-10Х25Н13Г2 | ||||
Марка электрода / проволоки Обозначение кода по ГОСТ Область применения Технологические особенности | Покрытие | Род, полярность тока | Коэффициент наплавки, г/А×ч | Положение в пространстве |
УОНИ-13/НЖ-2 / 07Х25Н13 Е — 2075 — Б20 | Б | = ( + ) | 12,0 | |
ЗИО-8 / 07Х25Н13 Е-0053-РБ20 | РБ | = ( + ) | 13,0 | |
ЦЛ-25 / 07Х25Н13 Е — 0075 — Б20 | Б | = ( + ) | 10,5 | |
ОЗЛ-6 / 07Х25Н13 Е — 2275 — Б20 | Б | = ( +) | 11,5 | |
Для 10Х23Н18, 20Х23Н13, 20Х23Н18 и др. | ||||
СЛ-25 1 07Х25Н12Г2Т Е — 0075 — Б30 | Б | = ( + ) | 10,0 | |
То же, для жаростойких сталей | ||||
Тип Э-12Х24Н14С2 | ||||
ОЗЛ-5 / 10Х20Н15 Е — 0085 — Б20 | Б | = ( + ) | 12,5 | |
| ЦТ-17 / 10Х20Н15 Е — 0085 — Б20 | Б | = ( + ) | 10,5 | |
Для сталей 20Х25Н20С2, 20Х20Н14С2 и др., работающих при температурах до 1100°С в окислительных и науглероживающих средах. Сварка узкими валиками | ||||
Тип Э-10Х17Н13С4 | ||||
03Л-29 / 02Х17Н14С4 Е — 0085 — Б20 | Б | = ( + ) | 15,5 | |
| ОЗЛ-З / 15Х18Н12С4ТЮ Е — 5087 — Б20 | Б | = ( + ) | 12,0 | |
Для сталей 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 и др. |
 , работающих в средах без сернистых соединений при температурах до 1000°С, а также для двухслойных сталей со стороны легированного слоя без требований по стойкости к межкристаллитной коррозии. Швы склонны к охрупчиванию при 600-800°С. Короткая дуга. Термическая подготовка кромок не допускается
, работающих в средах без сернистых соединений при температурах до 1000°С, а также для двухслойных сталей со стороны легированного слоя без требований по стойкости к межкристаллитной коррозии. Швы склонны к охрупчиванию при 600-800°С. Короткая дуга. Термическая подготовка кромок не допускается , работающих при температурах до 1100°С в окислительных и науглероживающих средах, а также для стали 15Х18Н12С4ТЮ, работающей в агрессивных средах без высоких требований по стойкости к межкристаллитной коррозии
, работающих при температурах до 1100°С в окислительных и науглероживающих средах, а также для стали 15Х18Н12С4ТЮ, работающей в агрессивных средах без высоких требований по стойкости к межкристаллитной коррозииweldering.com
Электроды для сварки углеродистых и низколегированных сталей
Skip to Main Content Area
| Диаметр, мм | Род тока | Назначение и область применения |
| АНО-4 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3,10, 20 и др. Электроды АНО-4 обеспечивают получение бездефектного шва при сварке при повышенных режимах. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-6 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-6 обеспечивают высокую стойкость металла шва против образования дефектов при сварке по ржавчине. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-13 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-13 позволяют вести сварку на предельно низких значениях тока, выполнять сварку вертикальных швов способом сверху вниз, эффективны при сварке швов малой протяженности. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-21 | ||
| 2,0; 2,5; 3,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей малой толщины марок Ст3, 10, 20 и др. Могут применяться для сварки водопроводных труб, газопроводов малого давления. Электроды АНО-21 обеспечивают хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) трансформаторов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки. |
| АНО-24 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-24 позволяют вести сварку на предельно низких значениях тока, эффективны при сварке швов малой протяженности, при сварке на вертикальной плоскости. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| МР-3 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 60 В; постоянный ток обратной полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. При сварке электродами МР-3 на повышенных режимах в шве возможно образование пор. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| УОНИ-13/45 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 09Г2, 14Г2) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Электроды УОНИ-13/45 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| УОНИ-13/55 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе при условиях пониженных температур. |
| АНО-ТМ/СХ | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности 490–590 МПа (корневые слои) и 490–540 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ/СХ обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ/CХ имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ60 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности более 588 МПа (корневые слои) и 540–650 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ60 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ60 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ70 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из низколегированных сталей с пределом прочности более 685 МПа. Электроды АНО-ТМ70 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
вернуться наверх
www.metalika.ua
Электроды для сварки стали
Еще в XIX веке, российским ученым Николаем Николаевичем Бернардосом, при изучении возможностей электрической дуги, было выполнено соединение нескольких металлических элементов. С появлением новых видов сталей, возникла необходимость в расширении перечня электродов для сварки таких сталей.Славяновым Николаем Гаврииловичем было проведено большое количество исследований в конце XIX века, направленных на создание электрода-стержня, близкого к свариваемым металлам по своему химическому составу.
В наши дни существует очень большое количество электродов, предназначенных для сварки конкретной марки стали.
Наибольшее распространение получили электроды для сварки углеродистых сталей, так как именно эти стали получили самое широкое распространение. Производителями выпускается очень много наименований электродов, соответствующих конкретным разновидностям углеродистых сталей. По количеству потребляемых и производимых единиц, самыми распространенными являются марки: МР, АНО, УОНИ и ОЗС. Этими электродами обеспечивается отличная свариваемость, они не допускают перегрева, образования горячих трещин, разбрызгивания и вскипания ванны.
Производителями выпускается очень много наименований электродов, соответствующих конкретным разновидностям углеродистых сталей. По количеству потребляемых и производимых единиц, самыми распространенными являются марки: МР, АНО, УОНИ и ОЗС. Этими электродами обеспечивается отличная свариваемость, они не допускают перегрева, образования горячих трещин, разбрызгивания и вскипания ванны.
Каждой из этих марок присущи свои особенности:
— электроды УОНИ 13/45 и УОНИ 13/55 обладают низким разбрызгиванием металла и обладают хорошей отделимостью шлаковой корки;
— электроды МР-3 и МР-3С обладают высокими сварочно-технологическими свойствами, а именно: простотой в работе, хорошим отделением шлаковой корки, легким повторным зажиганием дуги, минимальным разбрызгиванием металла. Эти марки электродов не требуют высокой квалификации сварщика при работе.
— электроды ОЗС-4, ОЗС-6, ОЗС-12 имеют возможность использования на отдельной поверхности, что позволяет создавать швы, обладающие высоким товарным видом и само отделяющейся шлаковой коркой.
— электроды АНО-21 имеют возможность повторного легкого зажигания дуги, что значительно облегчает процесс сварки. Обладают хорошим отделением шлаковой корки и минимальным разбрызгиванием металла.
Также существуют электроды для других видов сталей:
— для сварки малоуглеродистых сталей. — для сварки низколегированных сталей. — для сварки легированных сталей. — для сварки нержавеющих сталей. — для сварки высоколегированных сталей.
Каждый из этих видов электродов включает в себя несколько марок. Некоторые марки электродов являются универсальными, т.е. могут использоваться для нескольких видов сталей.
Сварочные Электроды
ОК 96.10 для алюминия
elektrod-3g.ru
Электроды для жаростойких и жаропрочных сталей
Жаростойкими считаются стали, которые сохраняют способность сопротивляться окислению, или появлению окалины при температурах выше 550° С. Жаростойкие стали работают при температурах до 900°С под нагрузкой в заданном промежутке времени, не изменяя физико-механических свойств. Для достижения таких свойств, при производстве сталей используются специальные легирующие добавки — Cr, Si, Al, для жаростойких сталей. Ti, Al, Mo, B, Nb для жаропрочных. А также используются особые режимы закалки и старения. Все эти факторы создают определенные сложности при проведении сварных работ.
Для достижения таких свойств, при производстве сталей используются специальные легирующие добавки — Cr, Si, Al, для жаростойких сталей. Ti, Al, Mo, B, Nb для жаропрочных. А также используются особые режимы закалки и старения. Все эти факторы создают определенные сложности при проведении сварных работ.
При формировании сварного шва жаростойкие стали формируют в зоне сварки защитную оксидную пленку, которая приводит к разупрочнению шва. А при остывании из-за кристаллической структуры стали вокруг зоны сварного шва высока вероятность образования микротрещин. При этом предварительный нагрев не снижает скорости остывания металла ниже критической, а только увеличивает зерно металла в районе шва, что приводит к появлению трещин уже в холодном состоянии. Бороться с этим явлением получается только применением специальных приемов при проведении сварочных работ. По ГОСТ 10052-75 задокументировано, какими электродами варить жаропрочную и жаростойкую сталь, и именно для этих сталей выделено около 30 типов электродов. Перечислим некоторые конкретные разновидности.
Перечислим некоторые конкретные разновидности.
— ОЗЛ-25Б, ЦТ-28 – сварка жаропрочных сплавов на никелевой основе, ХН78Т;
— ЦТ-15 — Сварка жаропрочных конструкций из сталей 12Х18Н9Т, 12Х18Н12Т и Х16Н13Б;
— ОЗЛ-6 – сварка жаростойких сталей работающих в окислительных средах 20Х23Н18 и 20Х23Н13;
— ГС -1 – сварка тонколистных сталей, работающих в науглероженных средах, типа 20Х25Н20С2 , 45Х25Н20С2;
— ОЗЛ-35 – сваркажаростойких сталей на никелевой основе, выдерживающих до 1200° С, типа ХН70Ю и ХН45Ю;
— INOX B 25/20, E6018, AWS E505-15 — зарубежные аналоги для сварки жаропрочных хромоникелевых сталей.
В целом их можно сгруппировать по типам покрытия – основному, рутиловому и рутилово-основному. Рутиловое покрытие состоит в основном из диоксида титана в минеральной или искусственной форме. Расплавление происходит мелкими каплями, разбрызгивание минимальное, шов выходит аккуратным и тонким, а шлак легко очищается. Основной тип покрытия содержит в основном оксиды кальция, магния и определенную долю плавикового шпата. Формируется некоторая вялотекучесть сварной ванной, в связи с этим сварной шов формируется более выпуклыми и большими валиками. Электроды с этим покрытием хорошо подходят для сварки в любом положении.
Формируется некоторая вялотекучесть сварной ванной, в связи с этим сварной шов формируется более выпуклыми и большими валиками. Электроды с этим покрытием хорошо подходят для сварки в любом положении.
При этом для стержня электрода используется высоколегированная сталь. Ее теплопроводность значительно ниже, а электрическое сопротивление значительно выше, что приводит к ее быстрому расплавлению. И на выходе мы получаем гораздо более высокий коэффициент наплавки, нежели у электродов для углеродистых и низколегированных сталей. Но при этом необходимо придерживаться достаточно низких значений сварочного тока, и использовать электроды небольшой длины. Иначе можно получить перегрев самого электрода, и неправильный характер расплавления последнего, вплоть до отпадения кусков от электрода.
Хорошие результаты при сварке жаростойких и жаропрочных сталей дает аргоно-дуговой сварка с неплавящимся вольфрамовым электродом. Достаточно широкое распространение получила также автоматическая сварка под флюсом с применением присадочной проволокой из легированной стали.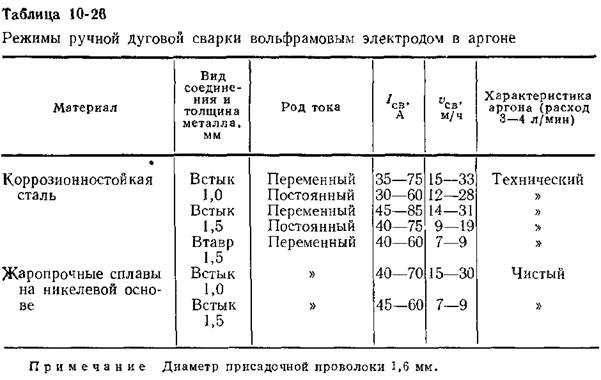
Электроды АНО-21
Состав сварочного электрода
elektrod-3g.ru
каким электродом можно сварить 65 сталь? — Остальные вопросы
#1 Сергей000
Отправлено
Подскажите пожалуйста, каким электродом можно сварить 65 сталь?
Буду благодарен за помощь
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 01 April 2016 21:32
Сергей000,
- Наверх
- Вставить ник
#3 ARGONIUS
Отправлено 01 April 2016 21:42
Пайка бронзой, или сварка по типу чугуна.
Большой силовой нагрузки шов держать все равно не будет.
Сообщение отредактировал ARGONIUS: 01 April 2016 21:44
http://argonius52.ru/
- Наверх
- Вставить ник
#4 Георгий 11
Отправлено 01 April 2016 21:54
ARGONIUS,мне кажется трещина сразу,вслед за швом пойдет,варил ст.45 уони,но там резбовой флянец под тен,визуально вроде хорошо,претензий пока не было,единственное не пойму,почему его из этой стали сделали,весь котел из ст.3,может только кругляка больше не было другого.
- Наверх
- Вставить ник
#5 ЛехаКолыма
Отправлено 01 April 2016 22:56
ниат-5 эа395/5 и их аналоги вам в помощь
- Наверх
- Вставить ник
#6 SergDemin
Отправлено 01 April 2016 23:45
Сергей000, а можно подробнее? В каких то случаях можно сварить, не отвалится. В каких то — вариантов нет.
В каких то — вариантов нет.
- Наверх
- Вставить ник
#7 ARGONIUS
Отправлено 02 April 2016 01:35
Георгий 11, не знаю, с такими фланцами не сталкивался. Углеродистую сталь кстати газопорошковой пробовал, получалось.
По мне так что то вроде чугуна такие стали, соответственно и к сварке подхожу.
http://argonius52.ru/
- Наверх
- Вставить ник
#8 Svarshik_odinohka
Отправлено 02 April 2016 03:05
А уони 13/65 не подайдут?
- Наверх
- Вставить ник
#9 ЛехаКолыма
Отправлено 02 April 2016 09:05
Svarshik_odinohka,нужно будет делать подогрев примерно 350-400 град и медленное охлаждение,тогда еще может получится
- Наверх
- Вставить ник
#10 ЛехаКолыма
Отправлено 02 April 2016 09:06
А что вы за изделие собрались ремонтировать?
- Наверх
- Вставить ник
#11 Космос
Отправлено 02 April 2016 09:33
- Наверх
- Вставить ник
#12 Сергей000
Отправлено 02 April 2016 19:40
Сергей000, а можно подробнее? В каких то случаях можно сварить, не отвалится.
В каких то — вариантов нет.
 В каких то — вариантов нет.
В каких то — вариантов нет. Стойка КПЕ
- Наверх
- Вставить ник
#13 Сергей000
Отправлено 02 April 2016 19:43
А что вы за изделие собрались ремонтировать?
мне нужно сварить такую стойку
нагрузка на нее очень большая
- Наверх
- Вставить ник
#14 SergDemin
Отправлено 02 April 2016 19:55
Сергей000, 65, 65Г — это пружина. Лист рессоры подходящих размеров, отжечь, сделать заготовку, согнуть, термообработать на нужную твёрдость, полагаю 40 — 42 HRC. Варить то какой смысл?
Варить то какой смысл?
Если рессора не подходит, кусок торсиона от какого нибудь джипа не нужный размер отковать.
Почему именно ст 65? Не 40Х, например? КПЕ — это что?
Сообщение отредактировал SergDemin: 02 April 2016 20:01
- Наверх
- Вставить ник
#15 Сергей000
Отправлено 02 April 2016 22:03
культиватор
- Наверх
- Вставить ник
#16 SergDemin
Отправлено 02 April 2016 22:08
Сергей000, тогда понятно, почему из пружины. Только из рессоры. В сечении стойка какая?
В сечении стойка какая?
- Наверх
- Вставить ник
#17 Рудольф Шнапс
Отправлено 08 August 2016 23:59
Пособие для морских сварщиков Unitor так говорит о сварке проблемных сталей, в том числе и рессор (если судить по картинке)
Unitor TENSILE-328 N — это электрод из высоколегированного металла, предназначенный для сварки трудносвариваемых видов стали,
таких как пружинная, углеродистая, хромоникелевая, ванадиевая, быстрорежущая, инструментальная и марганцовистая сталь. Эти виды стали обычно используются для изготовления коромысла главного двигателя и штанг толкателей, валей насосов, зубчатых колес и т.д.
Эти электроды можно использовать как для соединения, так и для восстановления частей и поверхностей.
Данный электрод обладает прекрасной свариваемостью и образует наплавление без пор. Наплавление можно зачистить о отполировать до блеска. Образующаяся шлаковая корка легко отпадает.
 Кроме того, с их помощью можно формировать первый буферный слой при восстановлении особо твердых поверхностей. Перед началом сварки обрабатываемый участок должен быть зачищен до голого металла. Обработанные поверхности, прилагающие к участку сварки, следует покрывать специальной смесью, которая защитит их от налипания брызг и окисления. Сварку можно производить на переменном и постоянном токе положительной полярности. Используйте короткую дугу, а электрод держите почти под прямым углом к обрабатываемой детали. Обычно предварительный нагрев не требуется. При сварке деталей механизмов желательно, чтобы как можно меньше тепла переносилось с помощью прерывания сварки, для того, чтобы дать остыть обрабатываемой детали.
Кроме того, с их помощью можно формировать первый буферный слой при восстановлении особо твердых поверхностей. Перед началом сварки обрабатываемый участок должен быть зачищен до голого металла. Обработанные поверхности, прилагающие к участку сварки, следует покрывать специальной смесью, которая защитит их от налипания брызг и окисления. Сварку можно производить на переменном и постоянном токе положительной полярности. Используйте короткую дугу, а электрод держите почти под прямым углом к обрабатываемой детали. Обычно предварительный нагрев не требуется. При сварке деталей механизмов желательно, чтобы как можно меньше тепла переносилось с помощью прерывания сварки, для того, чтобы дать остыть обрабатываемой детали.
Тип электрода у пиндосов E 312-17
- Наверх
- Вставить ник
#18 Рудольф Шнапс
Отправлено 09 August 2016 00:16
ESAB OK 68.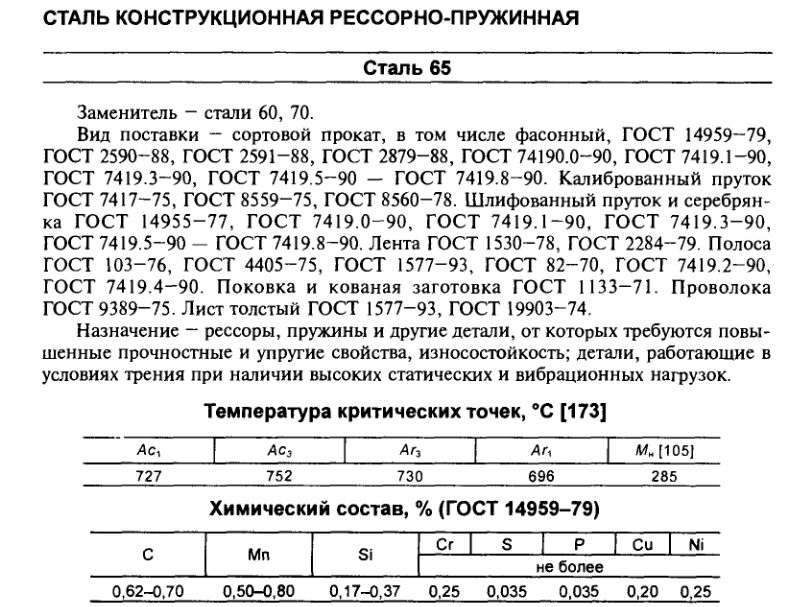 81
81
Высокопроизводительный электрод для сварки сталей с ограниченной свариваемостью а также наплавки буферного слоя на такие стали перед упрочняющей наплавкой или наплавкой для восстановления геометрии.
Свариваемые стали: закаливающиеся, броневые, пружинные, инструментальные и другие стали с высоким углерод-эквивалентом, а также сталей с неизвестным химическим составом. Изделие после сварки не требует последующей термической обработки, а для небольших толщин (~ до 10 мм) и предварительного подогрева. Сварные швы характеризуются крайне низкой долей участия в них основного металла и высокой стойкостью к образованию трещин. Наплавленный металл имеет аустенитно-ферритную структуру, хорошо упрочняется холодным деформированием, обладает очень высокими прочностными свойствами, хорошей стойкостью нагревании вышк коррозионному растрескиванию и стойкостью к образованию окалины при нагреве до 1150°С (однако склонен к охрупчиванию при длительном е 300°С).
 Сварку рекомендуется выполнять без поперечных колебаний с минимальным удельным тепловложением и отдавать предпочтение электродам меньшего диаметра. Межпроходная температура не должна превышать 150°С. Содержание феррита 25…50% (FN 35-65).
Сварку рекомендуется выполнять без поперечных колебаний с минимальным удельным тепловложением и отдавать предпочтение электродам меньшего диаметра. Межпроходная температура не должна превышать 150°С. Содержание феррита 25…50% (FN 35-65). - Наверх
- Вставить ник
#19 Рудольф Шнапс
Отправлено 09 August 2016 07:43
Порыскал наши аналоги. Уж больно ESAB дорогие.
ЛЭЗ предлагает такое решение.
Сварка трудносвариваемых сталей
Существует множество трудносвариваемых сталей, склонных к закалке, которые эксплуатируются в различных областях промышленности и должны подвергаться ремонту с по- мощью сварки. К таким сталям относятся: — высокоуглеродистые стали; — высокопрочные стали; — инструментальные стали; — пружинные стали; — теплоустойчивые стали; — износостойкие стали; — стали неизвестного состава.
 Под сталями неизвестного состава подразумеваются стали, имеющие ограниченную свариваемость. Чтобы избежать водородного растрескивания в зоне термического влияния эти стали свариваются при определенных скоростях нагрева и охлаждения. Однако, в некоторых случаях, при сварке не бывает возможности осуществить предварительный подогрев и последующее замедленное охлаждение. В этих случаях, для сварки применяются электроды на основе аустенитных коррозионностойких сталей или электроды на основе никеля. При этом риск образования трещин снижается, благодаря повышенному растворению водорода и высокой пластичности наплавленного металла. ОАО «Лосиноостровский электродный завод» для сварки трудносвариваемых сталей предлагает следующие марки электродов: ЛЭЗ-29/9, ЛЭЗНИИ-48Г и ЛЭЗНЧ-2. Электрод ЛЭЗ-29/9 имеет большую склонность к перемешиванию и выбирается, если необходима высокая прочность. Уровень феррита в наплавляемом металле находится в пределах 40%, что повышает хрупкость при работе конструкции в области повышенных температур.
Под сталями неизвестного состава подразумеваются стали, имеющие ограниченную свариваемость. Чтобы избежать водородного растрескивания в зоне термического влияния эти стали свариваются при определенных скоростях нагрева и охлаждения. Однако, в некоторых случаях, при сварке не бывает возможности осуществить предварительный подогрев и последующее замедленное охлаждение. В этих случаях, для сварки применяются электроды на основе аустенитных коррозионностойких сталей или электроды на основе никеля. При этом риск образования трещин снижается, благодаря повышенному растворению водорода и высокой пластичности наплавленного металла. ОАО «Лосиноостровский электродный завод» для сварки трудносвариваемых сталей предлагает следующие марки электродов: ЛЭЗ-29/9, ЛЭЗНИИ-48Г и ЛЭЗНЧ-2. Электрод ЛЭЗ-29/9 имеет большую склонность к перемешиванию и выбирается, если необходима высокая прочность. Уровень феррита в наплавляемом металле находится в пределах 40%, что повышает хрупкость при работе конструкции в области повышенных температур. Электроды ЛЭЗ-29/9 чаще всего используются, когда неизвестен состав свариваемых металлов. Электроды ЛЭЗНИИ-48Г и ЛЭЗНЧ-2 обеспечивают полностью аустенитную структуру на- плавленного металла со сравнительно низкой прочностью и высоким сопротивлением к образованию трещин. Относительно мягкий металл шва понижает напряженное состояние, вызванное присутствием мартенсита, что снижает риск водородного растрескивания. Эти марки электродов целесообразно применять при сварке изделий из разнородных материалов, по край- ней мере, один из которых является высокоуглеродистым
Электроды ЛЭЗ-29/9 чаще всего используются, когда неизвестен состав свариваемых металлов. Электроды ЛЭЗНИИ-48Г и ЛЭЗНЧ-2 обеспечивают полностью аустенитную структуру на- плавленного металла со сравнительно низкой прочностью и высоким сопротивлением к образованию трещин. Относительно мягкий металл шва понижает напряженное состояние, вызванное присутствием мартенсита, что снижает риск водородного растрескивания. Эти марки электродов целесообразно применять при сварке изделий из разнородных материалов, по край- ней мере, один из которых является высокоуглеродистым
Прикрепленные изображения
- Наверх
- Вставить ник
#20 keria
Отправлено 11 August 2016 09:34
Рудольф Шнапс,Серъезное исследование!!! Сам хотел покапать в сторону сварки рельсовых сталей. Там толщины огромные, углерода 0,7-0,8%, свариваются термитной сваркой. А теперь и копать нет смысла.
Там толщины огромные, углерода 0,7-0,8%, свариваются термитной сваркой. А теперь и копать нет смысла.
Сообщение отредактировал keria: 11 August 2016 09:35
- Наверх
- Вставить ник
листов паспортов безопасности | HobartWelders
Паспорта безопасности (SDS) СГС
Паспорта безопасности (SDS) предназначены для предоставления как рабочим, так и аварийному персоналу надлежащих процедур обращения или работы с конкретным веществом.
Продукты, классифицированные как «Изделия», не подпадают под действие стандарта OSHA по оповещению об опасности 1910.1200 и, следовательно, не требуют маркировки или паспортов безопасности. Следующие типы продуктов считаются «Статьями»; Сварочные аксессуары (сварочные куртки, сварочные перчатки и т.д.), Сварщики (Handler, Champion, Stickmate и т.д.), Сварочные детали (шнуры, вилки и т.д.).
Определение «Изделие» из Стандарта информирования об опасностях OSHA 1910. 1200 (c).
1200 (c).
«Изделие» означает произведенный предмет, не являющийся жидкостью или частицей:
(i) которому придается определенная форма или конструкция во время производства
(ii) функция(и) конечного использования которого полностью или частично зависит на его форму или дизайн во время конечного использования
(iii), который при нормальных условиях использования не выделяет более чем очень небольшие количества, например, незначительные или следовые количества опасного химического вещества, и не представляет физической опасности или риска для здоровья работников .
По всем остальным документам SDS обращайтесь к нам. Телефон: 800-626-9420
| Документ № | Описание |
| CANTX1302348601 [ENG] | Красящие маркеры (770221-желтый, 770222-белый, 770788-красный, 770789-оранжевый) |
| CANTX1302348601 [FRE] | Красящие маркеры (770221-желтый, 770222-белый, 770788-красный, 770789-оранжевый) |
| 401HBC | Электроды, нержавеющая сталь 312 Plus (h580630-RDP, h580644-RDP) |
| 404HBC | Электроды, 6013 (h217119-RDP, h217125-RDP, h217132-R01, h217144-R01) |
| 405HBC | Электроды, 7014 (h214216-R01, h214232-R01, h214244-R01) Электроды, 7018 (h219832-R01, h219844-R01, h219916-R01, h219944-R01) 9000 |
| 410HBC | Электроды, 6011, 1 фунт (h212216-R01, h212232-R01, h212244-R01) |
| 412HBC | Электроды, никель 55 (H500631-RDP, H500644-RDP) |
| 414HBC | Электроды, никель 99 (H500531-RDP) |
| 416HBC | Электроды, Nomacast (H9-RDP) |
| 418HBC | Электроды для резки и снятия фаски (H9-РДП) |
| 420HBC | Электроды, алюминий 4043 (H722830-RDP, H722844-RDP) |
| 421HBC | Алюминиевый прут для пайки (770206) |
| 437HBC | Электроды, твердое покрытие (H544051-RDP) |
| 438HBC | Электроды для наплавки на твердое покрытие (H542144-RDP) |
| 459HBC | Электроды, нержавеющая сталь 316L (h582930-RDP) |
| 460HBC | Электроды, нержавеющая сталь 308L (h581930-RDP, h581944-RDP) |
| h301 | Сварка мягких сталей методом OGW (770514, 770513) |
| H600 | Сплавы на основе меди (770511, 770510) |
| 805 | Медный припой из бронзы без покрытия (770205) |
| 501HBC | Порошковый флюс для пайки (770119) |
| 400А | Crest Enviro Spat / Ultra Enviro Spat (770075) |
| 419065 | 100014 Сварочная проволока MIG Solid Aluminium .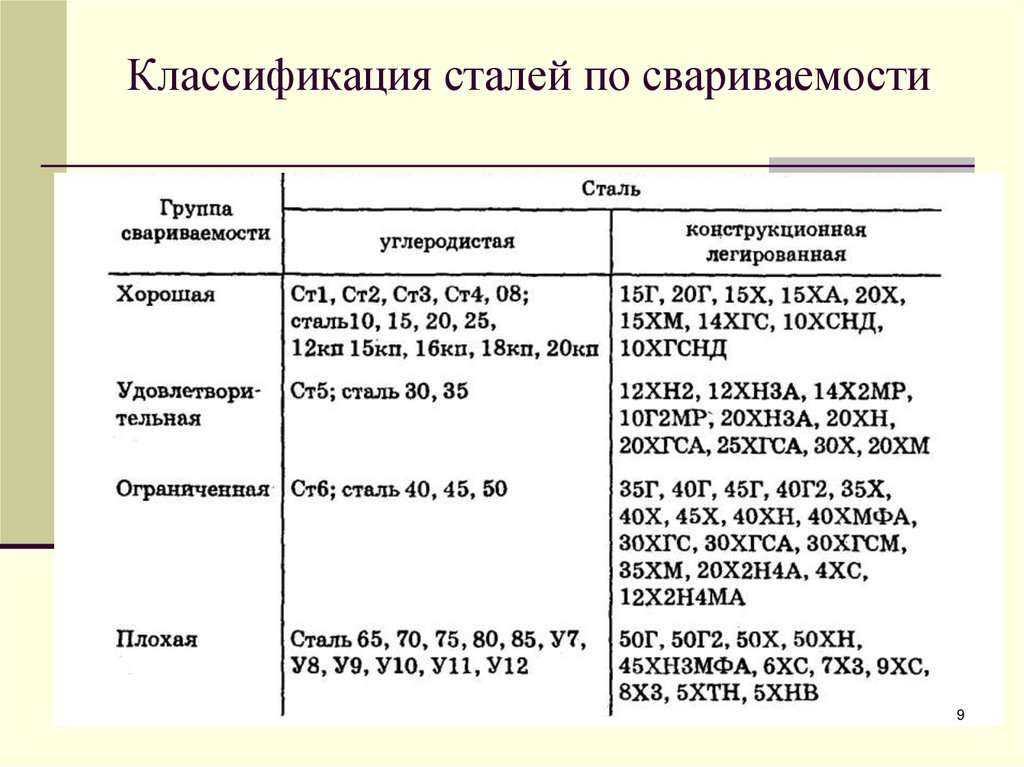 035 ER5356 (h483808-R18) 035 ER5356 (h483808-R18) |
| 901 | Сварочная проволока для сварки MIG из нержавеющей стали ER308L (H522506-R19) Присадочная проволока для сварки TIG из нержавеющей стали ER308 (770777) |
| 803 | Бронзовый припой с флюсовым покрытием (770509, 770510, 770511, 770512) |
IDO150709 | Сварочная проволока MIG из мягкой стали .024 E70S-6 (h405401-R19, h405401-R22) Сварочная проволока MIG из мягкой стали .030 E70S-6 (h405406-R19, h405406-R22) Проволока E70S-6 (h405408-R19, h405408-R22) Стальной стержень с медным покрытием RG-45 (770513, 770514) |
| 731B | Гель для насадки Crest/гель для насадки Ultra (770074) |
00244566 [АНГЛИЙСКИЙ] | Аргон/CO2 (770199) |
| 415884B | Электроды, 6010, 6011, 6013, 7014, 7018, 7018AC, 5 фунтов, 10 фунтов и 25 фунтов |
| 00244567 [ENG] 00244567 [FRE] | Аргон (770774) |
| 1001 | Алюминиевый присадочный стержень для сварки TIG ER4043 и ER5356 (770778, 770779) |
| 1201 | Вольфрамовые электроды для ВИГ (770775, 770776) |
| 14807-96-6 [ENG] | Мыльный камень (770087,770088, 770089, 770090) |
| 14807-96-6 [FRE] | Мыльный камень (770087,770088, 770089, 770090) |
| 505 | Сварочная проволока MIG из мягкой стали 0,030 E70S-6 (h405406-R29) Сварочная проволока MIG из мягкой стали 0,035 E70S-6 (h405408-R29)) Сварочная проволока E71T-11 (h322106-R19, h322106-R20, h322106-R22, h322106-RTP) из малоуглеродистой стали с флюсовым сердечником .  030 (h322106-R19, h322106-RTP) , h322108-R22) 030 (h322106-R19, h322106-RTP) , h322108-R22) |
| LACO1509005 | Серебряный круглый металлический маркер со сменными насадками (770091) |
E5-SS-EP2 | Литые герметичные электрододержатели Ametek B/W 6012
Электрододержатели B/W имеют монтажные приспособления для сопряжения со стандартными трубными фитингами на сосуде, а номинальные значения давления и температуры для различных типов показаны на страницах спецификаций. Большинство держателей имеют водонепроницаемую защиту кабелепровода или кабельного ввода. По возможности все электроды должны быть сгруппированы в один держатель и закреплены на верхней части резервуара так, чтобы электроды были направлены вертикально вниз.
Руководство по покупке
Сопутствующие товары
Клиенты также просмотрели
Быстрый просмотр
6012-EP2
143,52 евро
164,71 евро
Заглушки электродов
Быстрый просмотр
Н29М24Т7516
34 159,31 евро
75 кВА K13 DOE 2016 VENTD XFMR 3PH 208-240 150C ПОДЪЕМ
Быстрый просмотр
JHMCCB
288,82 евро
JG РОТАЦИОННАЯ РУКОЯТКА ДЛЯ ЗАКРЫТОЙ ПАРКИ МЕХАНИЗМ — ЧЕРНЫЙ/БЕЛЫЙ
Быстрый просмотр
ХМ5Р24Р
564,10 евро
КРАСНО-ЖЕЛТЫЙ ПОВОРОТНЫЙ МЕХАНИЗМ РУЧКИ
Быстрый просмотр
ЭТР-5000-2Б2ИА1
13 689,23 евро
ETR-5000, 8I/9O/2AI/2AO/ZSI, MODBUS/DNP3 (RS485 ИЛИ RJ45), PM
Быстрый просмотр
C440A2A045SDD
778,21 евро
C440 DP OL (9-45A) 50MM — НЕИСПРАВНОСТЬ ЗАЗЕМЛЕНИЯ
Быстрый просмотр
Б27КРЭ45Б016
989,37 евро
DP STARTER 2P OPEN DIN RAIL 45A 240V COIL 10-16A COM CTL
Быстрый просмотр
A29CRE45BX3E045
1 439,76 евро
DP STARTER 3P OPEN DIN RAIL 45A 240V COIL 9-45A COM CTL
Быстрый просмотр
99-5638-12
538,53 евро
1 170,47 евро
Контактор на 100 А для серий Egsu и Egsx Ats
Быстрый просмотр
15РБА4-400Э
412,71 евро
763,76 евро
Предохранитель Rba 400 15Kv 400E
GDL1329CGS7 от LG в Норидже, Коннектикут
Строительные блоки для оформления вашего пространства
LG Коммерческие изделия для стирки можно складывать в блоки, чтобы они могли адаптироваться к вашему пространству, а не наоборот.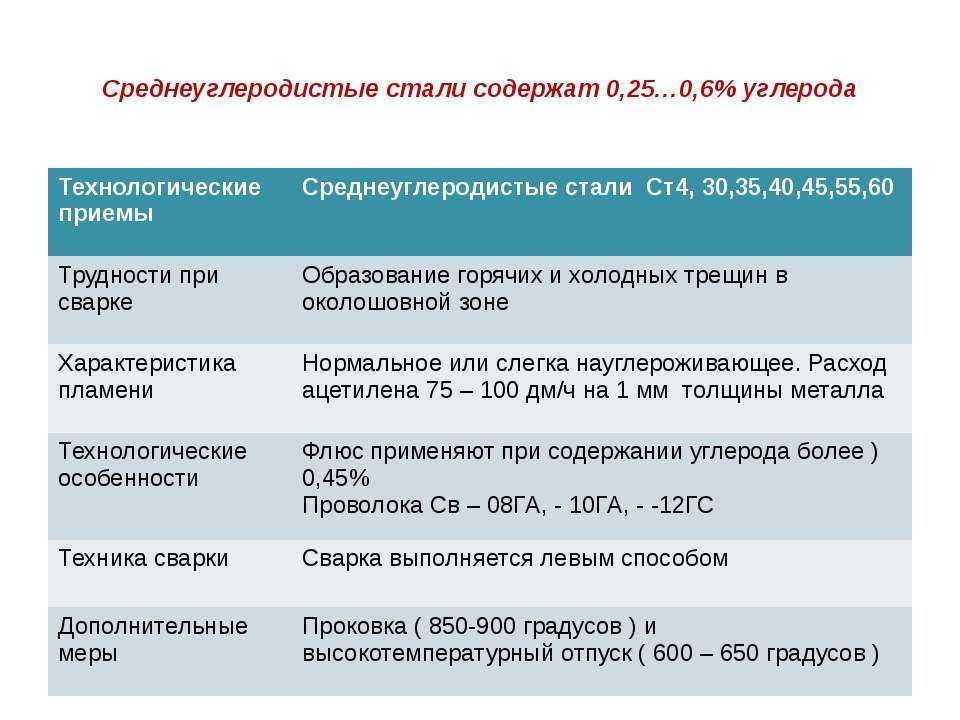 Необходимо заменить одну». Замена и ремонт просты, если ваш прибор сконструирован под размер.
Необходимо заменить одну». Замена и ремонт просты, если ваш прибор сконструирован под размер.
* Для штабелирования/преобразования могут потребоваться дополнительные детали.
Легко адаптируемая дверца для ваших нужд вверх или по вашему личному предпочтению, вы можете наилучшим образом использовать пространство, легко меняя ориентацию двери, открывая ее влево или вправо.0006
*Двусторонняя дверца доступна только для сушильных машин.
Автоматический датчик для идеальной сушки
Электродный датчик Sensor Dry автоматически контролирует влажность одежды и регулирует общее время сушки, чтобы каждый раз получать превосходные результаты.
*Для правильной работы требуется соответствующий воздуховод. Применимо только к моделям Electric и Plus.
Легкий и простой ремонт
Проблемы с сушильной машиной» С помощью системы, которую можно закрепить спереди, можно легко отремонтировать сушильную машину.
Умная стиральная машина
Быстро проверяйте состояние белья, отслеживайте модели использования и ошибки продукта с помощью LG Smart Solution в любое время и в любом месте. Легко взаимодействуйте с ним и работайте удаленно, наслаждаясь последними инновациями.
*Для этой функции может потребоваться беспроводное подключение к Интернету.
- Монетоприемники приобретаются отдельно
- Двусторонняя дверца
- Датчик сухой
- Простой ремонт передней панели
| Объем барабана — куб. фут (л) | 7,3 (207) |
| Диаметр в дюймах (мм) | 26,1 (663) |
| Глубина в дюймах (мм) | 22,5 (570,6) |
| Продукт (ШxВxГ) — в | 27 х 38,7 х 30,1 |
| Товар (ШxВxГ) — мм | 686 х 983 х 764 |
| С открытой дверцей — мм (дюймы) | 49,8 (1 264) |
| Коробка (ШxВxГ) — в | 29,9 х 46,1,4 х 31,3 |
| Коробка (ШxВxГ) — мм | 760 х 1170 х 795 |
| Вес (Продукт/Коробка) — фунты (кг) | 130 (59)/143 (65) |
| Газовые характеристики — В/Гц/А | 120/60/5, 220~240/50/2,4, 220/60/3 |
| Электрические характеристики — В/Гц/А | 120 (240)/60/26, 220~240/50/22,5, 220/60/21, 240/50/19,5 |
| Газ | 5810 Вт |
| Электричество | 350 Вт |
| Тип нагрева | Газ (СПГ/СНГ) |
| Тип сушки | Вентиляция |
Расход воздуха — куб. фут/мин фут/мин | 160 |
| Двигатель — кВт | 0,3 (220~240 В/50 Гц) |
| Газовые характеристики — кВт/БТЕ | 5,8/20 000 |
| Длительность программы в минутах (по умолчанию) — мин | 45 (Северная Америка)/50 (ЕС)/45 (Австралия) |
| Диаметр воздуховыпускного отверстия, мм (дюймы) | 4 (100) |
| Диаметр потока отработанного воздуха, мм (дюймы) | 4 (100) |
| Список программ | Высокотемпературный, среднетемпературный, низкотемпературный, без нагрева |
| Барабан | Алкоста |
-
- Тип : Сушилка
- Топливо : Электрический
- Стиль : Фронтальная загрузка
-
- Ширина : 27 дюймов
- Высота : 38,7 дюйма
- Глубина : 30,1 дюйма
-
- Энергетическая звезда с рейтингом : Нет
- Вместимость прачечной :
7,3 куб. футов
- Высокая эффективность : Нет
- Паровой цикл : Нет
- Wi-Fi подключен : Нет
 футов
футовРасширенные гарантии обычно очень недороги и могут сэкономить вам тысячи долларов в будущем. Некоторые могут даже покрыть дополнительные расходы, которые возникают в результате, например, стоимость продуктов, которые портятся, когда ваш холодильник умирает. Приобретение расширенной гарантии — это просто и недорого, и это один из самых разумных способов защитить ваши инвестиции.
Техника может быть большим, тяжелым и дорогим. Вероятно, у вас нет специальных инструментов или опыта, необходимых для их устранения в кризисной ситуации. Если вы можете сэкономить несколько тысяч долларов, не моргнув глазом, на новый
Техника если они сломаются завтра, не покупайте гарантию. Но если вы похожи на большинство из нас, защитите себя, покупая недорогие расширенные гарантии при покупке нового продукта и экономя большие деньги в долгосрочной перспективе.