производитель станков для сварки пластиковых листов
Перейти к содержанию
Низкая цена
Обслуживается
1 оператором
Качество.
Надежность.
Производительность.
Широкий выбор принадлежностей
ССПЛ – российская компания, производящая качественное оборудование для сварки пластиковых листов, а также их подготовки и обработки при изготовлении изделий из полимерных материалов. В настоящий момент ассортимент выпускаемой нами продукции состоит из аппаратов для стыковой сварки пластиковых листов применяемых при изготовлении конструкций из полипропилена, ПВХ, полиэтилена, ПВДФ и др. В ближайшей перспективе начнется разработка гибочных станков для листов и полимерных термопластичных материалов, а также увеличение ассортимента аппаратов стыковой сварки за счет введения новой линейки столов с пневматическими прижимами. Применение пневматических прижимов позволит увеличить диапазон свариваемых листов по толщине материала. Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
Продукция, выпускаемая нашим предприятием:
Станки для стыковой сварки листов из полимерных материалов:
- ССПЛ 1.0 — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 12 мм
- ССПЛ 1.5 — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 12 мм
- ССПЛ 2.0 — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 12 мм
Станки для стыковой сварки с пневматическим прижимами (перспективная разработка)
- ССПЛ 1.0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм
- ССПЛ 1.5-П — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 20 мм
- ССПЛ 2.0-П — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 20 мм
Дополнительное оборудование:
- Станок для загиба полипропиленовых и полиэтиленовых листов при «круговой сварке»
Гибочные станки для пластиковых листов (перспективная разработка):
- станок для гибки листов до 1 000 мм
- станок для гибки листов до 1 500 мм
- станок для гибки листов до 2 000 мм
В конструкции наших сварочных столов применены лучшие принципы работы западных производителей и учтен опыт крупнейших предприятий по выпуску пластиковых изделий.
Наша команда – квалифицированные специалисты, имеющие многолетний опыт в эксплуатации, ремонте и обслуживании сварочного оборудования для полиэтиленовых и полипропиленовых конструкций, а также опытные инженеры в области машиностроения. Многолетний опыт и высокая квалификация служат гарантией высокого качества выпускаемой продукции.
Наше оборудование произведено в России с использованием преимущественно отечественных комплектующих, что помимо конкурентоспособной цены обеспечивает вам внимательное отношению к сервису и отсутствие временных задержек при поставке запасных частей при гарантийном и послегарантийном ремонте.
Гарантии
Гарантийный срок на продукцию составляет 1 год. Если в течение данного срока у вас возникнут какие-либо проблемы в эксплуатации — мы безвозмездно и в кратчайшие сроки устраним недочеты с обеспечением разумных сроков поставки запасных частей.
Обучение
При покупке оборудования мы обеспечим обучение персонала работе на станках, ведь в конечном счете именно квалификация персонала определяет качество выпускаемой продукции. В ходе обучения наши специалисты ответят на все интересующие вас вопросы и дадут ценные указания как по работе оборудования, так и дадут практические рекомендации по производству изделий из полипропилена и полиэтилена.
В ходе обучения наши специалисты ответят на все интересующие вас вопросы и дадут ценные указания как по работе оборудования, так и дадут практические рекомендации по производству изделий из полипропилена и полиэтилена.
Производство изделий из полипропилена
Также у нас вы можете заказать изготовление конструкций любой сложности из полимерных материалов.
Высокая квалификация и многолетний опыт работы наших специалистов в области эксплуатации оборудования и производства изделий из полимерных материалов обеспечат высокое качество и долгосрочную эксплуатацию конструкции.
Если у вас не хватает производственных мощностей или нужна помощь в освоении новых технологий — обращайтесь к надежному партнеру — компании ССПЛ. Мы окажем всестороннюю поддержку как начинающим производителям, так и подскажем ноу-хау опытным мастерам.
УСТРОЙСТВО ДЛЯ ЗАГИБА ЛИСТОВ ПРИ «КРУГОВОЙ» СВАРКЕ
140 000 ₽ – 190 000 ₽Устройство предназначено для механизированного загибания листов при изготовлении цилиндрических конструкций из листовых полимерных материалов (листов). Конструкция приспособления состоит из электропривода, направляющих и ремней.
Конструкция приспособления состоит из электропривода, направляющих и ремней.
Для установки устройства на стол не требуется его переоборудование, т.к. в столе предусмотрены штатные места крепления.
Выбрать …
Go to Top
Сварка листового полипропилена — Способы обработки листов — Инфополимер
Сварка полипропилена – это самая востребованная сборочная технология, эффективность которой объясняется термопластичной природой данного сорта конструкционных полимеров. Причем с помощью сварки можно соединять любые полипропиленовые детали: от труб до листового материала.
Темой нашей статьи станет именно последний вариант монтажа – сварка листов полипропилена. Причем на этой странице вы сможете ознакомиться не только с этапами технологического процесса. Эта информация будет дополнена описанием комплекта оборудования, необходимого для «сшивки» листового полимера.
Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см3;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Рекомендуем! Плазменная сварка прямого и косвенного действия
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
При большом количестве работы, сварочный станок станет незаменимой вещью.
Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5оС;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5оС) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Еще по этой теме на нашем сайте:
- Сварка полипропиленовых труб – инструкция по сварке паяльником Соединение этого вида материалов имеет свои особенности. Для сварки полипропиленовых труб применяется специальное сварочное оборудование….
- Сварка полипропиленовых труб – видео процесса Благодаря своей невысокой стоимости и простоте соединения, пластиковые трубы занимают лидирующую позицию в монтаже тепловых и водопроводных систем. В сравнении с металлическими конструкциями, полипропиленовые трубы…
- ПНД сварка пластиковых труб — видео, как делается правильная сварка полиэтилена Полиэтиленовые трубы – популярный материал, который применяется в строительстве. Их применяют для напорных и безнапорных трубопроводов. Среди преимуществ таких труб следует выделить легкий вес, а…
- Сварка по алюминию инверторная — азы для начинающих Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха»….


Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.
Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Какое оборудование применяют
Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для состыковки полипропиленовых труб разработан специальный метод, называемый полифузионным термическим свариванием. Суть этого способа сварки заключается в нагреве срезов полипропиленовых труб до фиксированной температуры и последующем быстром их соединении.
Для предварительного нагрева мест сочленения применяется специальное устройство, называемое в просторечье «паяльником». Аппарат для сварки полипропиленовых изделий (паяльник) нередко оснащается двумя нагревательными элементами, позволяющими обустраивать сразу пару стыков.
Для каждого из рабочих мест предусматривается отдельный узел управления с включателем, а их мощности достаточно для расплавления труб и фитингов заданного диаметра.
Не рекомендуется работать на двух нагревательных элементах сразу, поскольку можно перегреть пластик, а также сильно перегрузить сеть. Второй элемент обычно используется в качестве резервного, включаемого в случае неисправности первого.
Второй элемент обычно используется в качестве резервного, включаемого в случае неисправности первого.
В тех случаях, когда паяльник имеет два нагревательных контура – их одновременное включение допускается лишь непосредственно перед сваркой полипропиленовой трубы. Такой приём позволяет быстрее разогреть сварочный элемент до требуемой температуры, после чего один из двух контуров просто отключается.
Сварка листового полипропилена строительным феном
Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.
Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Сварка полипропилена горячим газом (сварка феном)
Наиболее простой и бюджетный, с точки зрения оборудования, способ сварки, широко распространенный при сварке листов малой толщины и/или линейных размеров.
При этой технологии основные материалы и присадочный материал (сварочный пруток) свариваются подогретым газом (чаще всего воздухом) с использованием прижимного давления на соединяемых поверхностях которое создается вручную оператором. Проводка (подача прутка) также осуществляются вручную. Воздух подогревается электрическими нагревательными элементами (феном) до температуры необходимой для сварки. Нагрев места сварки и сварочного прутка происходит одновременно с помощью специальной сварочной насадки на фен. Форма и размеры насадки, в основном, определяются формой и сечением сварочного прутка.
Основные параметры процесса:
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | |||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | ||||
| 3 | 4 | 3 | 4 | ||
| 60-70 60-70 60-70 | 280-320 280-320 280-320 | ок. 10 ок.10 ок.10 10 ок.10 ок.10 | 50-60 50-60 25-30 | 40-50 40-50 40-50 | |
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
 Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.Основные характеристики полипропилена
Данный материал получают в промышленности из макромолекул изотактического строения, а процесс образования полипропилена в виде листов заключается в следующем: расплавленный материал пропускают через валики. Для полипропилена характерно использование его при создании различных емкостей, труб большого диаметра, так же он обладает изоляционными свойствами и в этой области он также нашел активное применение.
Отметим основные характеристики, свойственные листовому полипропилену:
- Хорошо чувствует себя во влажной среде,
- Отличается механической прочностью,
- Материал устойчив к различным химическим веществам: щелочи, кислот, растворы солей.
- Не боится ультрафиолетовых лучей.
Еще одна важная особенность, характерная для полипропилена – это универсальность его монтажа. Этот материал можно разрезать и соединять разными способами. В настоящее время наиболее часто применяются следующие:
В настоящее время наиболее часто применяются следующие:
- Механический. Он предполагает применение крепежа. Стоит отметить, что конструкция, выполненная таким способом не будет отличаться высокими теплоизоляционными свойствами.
- Склеивание. Такой метод очень популярен, поскольку материал хорошо контактирует с механическими веществами, и клей никак не повредит его.
- Сварка листов полипропилена. Используя такой метод, вы получите качественное и прочное соединение, в этом поможет специальный инструмент для сварки полипропилена.
Разметка глубины посадки
В качестве ещё одного довольно важного момента выступает разметка глубины посадки трубы в фитинг. Последние могут обладать разным калибром, а значит, определенной глубиной свариваемого соединения. Поэтому перед началом работ необходимо произвести замеры с помощью линейки или штангенциркуля. Это позволит исключить введение трубы слишком глубоко. Игнорируя данную рекомендацию, вы можете повлечь сужение сечения отверстия или спровоцировать запайку трубы.
Приспособление для разметки
Если вами будет осуществляться сварка труб из полипропилена, то для разметки можно использовать специальное приспособление, которое позволит сэкономить время и нервы. Его можно выполнить самостоятельно из трубы, диаметр которой составит 32 мм. Элемент подойдет для 20-мм трубы. По той причине, что глубина посадки такой трубы равна 15 мм, от 32-мм куска необходимо отрезать заготовку, ширина которой составит 15 мм. Это приспособление может быть использовано для разметки линии глубины.
Применять заготовку очень удобно, если предполагается сваривать трубы одного диаметра. Мерное кольцо можно улучшить методом приклеивания к нему картонного или пластикового дна, это позволит упростить процесс разметки. Если сварка труб из полипропилена осуществляется вами довольно часто, то специалисты рекомендуют изготовить такие медные кольца под все диаметры.
Оборудование для сварки
Среди прочих инструментов для сборки системы вам понадобится аппарат для сварки труб из полипропилена. С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
Аппарат для сварки полипропилена прост конструктивно, он состоит:
- из ручки;
- нагревающей плиты;
- терморегулятора.
Плита обычно обладает двумя отверстиями для крепления сварных элементов или насадок. Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода.
Сварка труб
Подготовить трубы можно методом обезжиривания торцов. Некоторые домашние мастера игнорируют эту рекомендацию. Трубы при этом сварятся, но качество соединения окажется более низким. Перед началом сварки необходимо обработать внутреннюю сторону фитинга спиртом.
Это касается и наружного конца трубы. Это позволит устранить частицы пыли и абразива, которые способны повредить тефлоновое покрытие насадок. Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона.
Сварка полипропилена ручным экструдером
Данный способ применяется, в частности, при сварке толстостенных деталей, также требующий использования присадочного материала (сварочного прутка, реже – гранулята.) Экструдер при сварке не должен останавливаться (из-за опасности разложения).
В принципе, экструзионная сварка двух деталей заключается во впрыскивании расплавленного присадочного материала в зону сварки. Например, при взаимно перпендикулярном расположении двух листов присадочный материал впрыскивается в угол между ними, образуя т.н. шов K-типа.
Основные параметры процесса сварки полипропилена ручным экструдером:
| Температура присадочного материала, °С | Температура горячего воздуха, °С | Поток воздуха, не менее, л/мин. |
| 210-240 | 210-300 | 300 |
ВНИМАНИЕ!
Ряд производителей полуфабрикатов инженерных пластиков рекомендуют применять для сварки листов из полипропилена-гомополимера (PP-H) пруток из полипропилена-блок-сополимера (PP-B).
Основаниями для данных рекомендаций являются следующие соображения:
Ударная прочность полипропилена-блок-сополимера (PP-B), согласно ISO 179
в 5-8 раз выше чем у полипропилена-гомополимера (PP-H). В отличие от материала листа сварные швы часто имеют небольшие риски или зарубки и применение сварного прутка из полипропилена-блок-сополимера (PP-B) значительно уменьшает риск образования трещин. Кроме того, другая величина фактора пластичности A4 полипропилена-блок-сополимера (PP-B) согласно DVS 2205 при 20º С по сравнению с PP-H придает месту шва дополнительную надежность
С учетом того, что швы преимущественно выполняются в местах соединения горизонтальных и вертикальных поверхностей, и напряжения, испытываемые материалом, в основном носят изгибающий характер, дополнительная пластичность полипропилена-блок-сополимера (PP-B) является дополнительным преимуществом.
Сварка прутком из полипропилена-блок-сополимера (PP-B) несколько проще, что уменьшает риск ошибок.
Большая стойкость к образованию трещин и разломов полипропилена-блок-сополимера (PP-B) является дополнительным преимуществом при образовании микроотверстий, как результата усадки материала в процессе сварки
Индекс текучести расплава листов полипропилена-гомополимера (PP-H) и прутка из полипропилена-блок-сополимера (PP-B) находится в пределах одной группы, согласно DIN EN ISO 1873-1, а именно группы 003” (230ºС/2.16 кг 0.2 – 0.4 г/10 мин.) В связи с этим данные материалы являются полностью совместимыми с точки зрения сварки.
Тем не менее, следует крайне осторожно подходить к возможности сварки листов из полипропилен-гомополимера (PP-H) прутком из полипропилена-блок-сополимера (PP-B) в случаях, когда режим эксплуатации изделия (например верхняя граница диапазона рабочих температур) является критическим для последнего материала.
Как избежать ошибок
Пластиковые трубы обычно используются для системы холодного водоснабжения, под давлением они работать не должны. При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера.
При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера.
При подходе трубы к котлу в этих зонах не должно быть пластика. Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек.
рассказываю о методах и особенностях Александр Березин, блог Малоэтажная Страна
Прежде чем рассказать о таком методе, как сварка листов полипропилена, хочу упомянуть о его технических характеристиках. Этот полимер маркируется как PP-B, PP-C, PP-H и бывает толщиной от 3 мм до 30 мм. Если учесть такие показатели, как плотность, которая равна 0,92 г/см3 и режим эксплуатации в диапазоне от -20°C до +120°C, то это один из лучших защитных стройматериалов.
Методы сварки
Для сварки листов полипропилена в промышленности и на бытовом уровне на сегодняшний день применяются, как минимум, три метода. Это сварка:
- Строительным феном при помощи потока горячего воздуха и сварочного прутка.
- Ручным экструдером при помощи сварочного прутка.
- Станком на стационарном столе для сварки полимеров.
Сварочный пруток
Более точное название данной присадки не сварочный, а полипропиленовый пруток, и его изготавливают экструзионным способом. Пруток используют для соединения различных изделий из полипропилена: пленок и профилей. Благодаря тому, что присадка и соединяемый материал сделаны из одного и того же сырья, коэффициент качества шва стыка получается превосходным, кроме того, есть возможность подбора прутков по цвету полипропилена – широкая гамма позволяет сделать это по основному спектру, прозрачным и ахроматичным цветом.
В розничной торговле для сварки экструдером полипропиленовых листов такую присадку можно приобрести в бухте по 5 или 10 кг. Очень важно обратить внимание на то, чтобы полиэтиленовая упаковка была в целостности, хотя бы в визуальном отношении. Дело в том, что осевшая на прутке пыль может быть не замечена вами при работе, а это гарантирует некачественный шов в эстетическом плане. Если у вас такая бухта или её остаток хранились в открытом состоянии продолжительное время, то материал обязательно придётся вымыть. Это несложно: просто наберите ведро воды и поступательно протирайте пруток мокрой тряпкой, постоянно ополаскивая её в чистой воде.
Очень важно обратить внимание на то, чтобы полиэтиленовая упаковка была в целостности, хотя бы в визуальном отношении. Дело в том, что осевшая на прутке пыль может быть не замечена вами при работе, а это гарантирует некачественный шов в эстетическом плане. Если у вас такая бухта или её остаток хранились в открытом состоянии продолжительное время, то материал обязательно придётся вымыть. Это несложно: просто наберите ведро воды и поступательно протирайте пруток мокрой тряпкой, постоянно ополаскивая её в чистой воде.
Работать можно исключительно с сухим прутком, иначе сварка листов из полипропилена получится некачественной. Для работы необходимо определить сечение присадки и, исходя из её размера, подобрать насадку.
Сварка строительным феном
Одной из основных сторон предпочтения того или иного метода работы является его стоимость или затраты на производство по отношению к результату. В настоящий момент самой простой и дешевой считается сварка листового полипропилена строительным феном. Как правило, метод применим для пленочного полимера малой толщины, поэтому очень часто используется не только на производстве, но и на бытовом уровне.
Как правило, метод применим для пленочного полимера малой толщины, поэтому очень часто используется не только на производстве, но и на бытовом уровне.
Технология соединения листового полипропилена подразумевает расплавку непосредственно самой присадки и размягчение краев обеих свариваемых фрагментов давлением горячего воздуха. Температура зависит от величины насадки, которая используется в процессе работы, точнее, от объема газа, производимого аппаратом. Ниже можно посмотреть эти параметры в таблице.
| Подача газа л/мин | Показатель в сопле форсунки C° | Скорость газового потока см/мин | |||
| Ø сечения форсунки, мм | Ø сечения скоростной форсунки, мм | ||||
| 3 | 4 | 3 | 4 | ||
| 60-70 | 280-320 | ≈10 | 50-60 | 40-50 | |
Сварка ручным экструдером
Сварка полипропилена листового ручным экструдером, как правило, производится либо в домашних условиях, либо на предприятиях, где нет необходимости в поточном производстве. Как бы там ни было, инструмент такого типа нужен для более толстых листов и получения шва высокого качества. Одним из главных преимуществ этой технологии также можно назвать компактность данного устройства и отсутствие необходимости в специально оборудованном помещении.
Как бы там ни было, инструмент такого типа нужен для более толстых листов и получения шва высокого качества. Одним из главных преимуществ этой технологии также можно назвать компактность данного устройства и отсутствие необходимости в специально оборудованном помещении.
Ручным экструдером может осуществляться сварка полипропиленовых листов любого размера. Самое основное требование к помещению больше сводится к тому, чтобы была возможность беспрерывного процесса при создании шва. В противном случае соединению грозит разрушение, деформация или, как минимум, неприглядный внешний вид. В комплекте со сварочным аппаратом идут насадки разного размера, от которых зависит объем подаваемого воздушного потока на место соединения.
Поток горячего воздуха, регулируемый насадками, достигает 270°C. Если говорить о прочности шва на разрыв, то ручной экструдер, конечно, не может соперничать со стационарным станком, но для непрофессионального использования на данный момент ничего лучше не придумали.
Важно: для сварки листов из полипропилена ручным экструдером необходимо использовать пруток и листы с одинаковым составом и классом (PP-B, PP-C, PP-H). В противном случае соединение будет непрочным и неравномерным.
Промышленный метод
Самой быстрой и надежной, вне сомнений, является сварка листов полипропилена на станочном (промышленном) оборудовании или сварочных столах. Для примера рассмотрим агрегат ССПЛ 2.0 (см. фото вверху), который предназначен для линейной, круговой и угловой (90°) сварки полимерных листов толщиной до 12 мм и шириной до 2000 мм. В данном случае устройство оснащено механическим приводом для ручного сведения/разведения кареток, фиксации листов и подачи нагревательного элемента в рабочую зону.
Благодаря подвижному механизму каретки, есть возможность параллельного равномерного перемещения листов в одной плоскости, а это означает, что шов получится высокого качества. Температура для сваривания швов регулируется с точностью до 1°C в режиме реального времени, то есть нагрев происходит только во время самого процесса. Станочная рама оснащена поворотным механизмом (колесами) для легкой подвижности в случае необходимости. Все механизмы вскрыты порошковой краской, которая никак не может перейти на поверхность полипропилена.
Станочная рама оснащена поворотным механизмом (колесами) для легкой подвижности в случае необходимости. Все механизмы вскрыты порошковой краской, которая никак не может перейти на поверхность полипропилена.
Для обслуживания такого или аналогичного станка достаточно только одного оператора. По сравнению с ручным экструдером производительность труда здесь больше в 2-2,5 раза! Но это не означает, что ускоряется само сваривание или остывание шва — при автоматизации процесса нет нужды вручную выполнять такие работы, как удаление оксидного слоя, снятие фасок т.п. Кроме того, на столе не придётся закреплять листы зажимами. А это все – существенная экономия времени.
Заключение
Я ознакомил вас с основными принципами работ, хотя сварка полипропиленовых листов в домашних условиях, как правило, делается строительным феном. А вот ручной экструдер больше можно встретить в небольших частных мастерских, занимающихся изготовлением и установкой натяжных потолков из поливинилхлорида (ПВХ). Тем не менее, освоить любой из этих инструментов (в том числе и станок) достаточно просто.
Тем не менее, освоить любой из этих инструментов (в том числе и станок) достаточно просто.
Сварка пластмасс. Сварка пластмассовых конструкций
Аппарат с отдельной подачей воздуха и плавной регулировкой температуры Labor S при сварке полимерной трубы
Наварка крышки из ПВХ при помощи термофена Triac PID с электронной регулировкой температуры
Компактный аппарат нового поколения Аппарат Wending Pen R при сварке полипропиленового сосуда
Сварка полимерной конструкции в ограниченном пространстве при помощи бесшнекового миниэкструдера Weldmax
Самый компактный в мире термофен Wending Pen R при сварке коллектора из полимерной трубы
Стабильно высокое качество сварочного шва обеспечивает многофункциональный аппарат Triac PID
Пластмассовые трубопроводы пользуются все большей популярностью. Повсеместно встречаются и различные полимерные конструкции. Возрастает потребность в профессиональном монтаже, ремонте и сварке полипропиленовых труб, листов и трубопроводов. К выбору инструмента для сварки труб из полипропилена необходимо подходить с особой тщательностью.
К выбору инструмента для сварки труб из полипропилена необходимо подходить с особой тщательностью.
Сварка на сегодняшний день считается самым надежным методом соединения термопластов. Сварка листового полипропилена и полиэтилена – ответственный процесс. Ведь именно от этой части монтажа во многом зависит как внешний вид, так и прочность конструкции. Сварку пластмасс – ПВХ и полиэтилена, – а также пластиковых труб можно осуществлять несколькими способами, к ним относятся: сварка нагретым газом (преимущественно воздухом) с помощью присадочного прутка, экструзионная сварка и сварка полипропилена с помощью нагретого элемента.
Оборудование, при помощи которого осуществляют сварку ПВХ горячим воздухом с использованием присадочного (сварочного) прутка, позволяет получить качественный шов, отвечающий техническим требованиям и стандартам. В основе метода – нагревание поверхности соединяемых материалов и прутка. Широкий ассортимент аппаратов для сварки полимерных труб и прочих конструкций горячим воздухом выпускает компания Leister. Отличительными характеристиками аппаратов Leister являются компактные размеры, мощность и простота в эксплуатации.
Отличительными характеристиками аппаратов Leister являются компактные размеры, мощность и простота в эксплуатации.
Аппараты для экструзионной сварки пластмассы и пластиковых труб и других конструкций из пластмасс отлично подходят для соединения материалов большой толщины. Нагрев поверхностей осуществляется с помощью расплавленных присадочных материалов, которые подаются непрерывно. Экструдеры могут работать и осуществлять сварку ПВХ в труднодоступных местах как в цеху, так и на открытом воздухе. Надежные, высокопроизводительные аппараты выпускает компания Leister.
Аппарат для сварки ПВХ труб и других пластиковых конструкций от известного швейцарского производителя имеет продуманную конструкцию, плавную регулировку температуры воздуха. Он отличается прочностью, высокой скоростью работы, удобством в эксплуатации. Благодаря разнообразным насадкам инструмент для сварки труб из полипропилена и листов Leister способен справиться с самыми различными задачами.
Ручные сварочные аппараты:
Быстрый просмотр
Удобный мощный сварочный аппарат. Заданная и реальная температура сварки отражается на дисплее. Подача воздуха осуществляется при помощи вентиляторов ROBUST или MINOR.
Заданная и реальная температура сварки отражается на дисплее. Подача воздуха осуществляется при помощи вентиляторов ROBUST или MINOR.
Быстрый просмотр
Удобный мощный сварочный аппарат. Подача воздуха осуществляется при помощи вентиляторов ROBUST или MINOR.
Быстрый просмотр
Мощный компактный и прочный аппарат, подходящий для выполнения различных задач.
Быстрый просмотр
Универсальный аппарат для сварки и усадки. Благодаря 2-х позиционному переключателю для выбора расхода воздуха и широкому выбору принадлежностей, его возможно использовать для самых разных задач.
Быстрый просмотр
Самый компактный аппарат в программе Ляйстер. Малый вес аппарата (всего 600г., включая кабель) и небольшая рукоятка обеспечивают легкую работу и большую производительность.
Быстрый просмотр
Аппарат с отдельной подачей воздуха. Плавная регулировка температуры. Используется для сварки термопластичных материалов; бесконтактной пайки и распайки SMD, микросхем и радиодеталей.
Быстрый просмотр
Компактный и легкий вентилятор MINOR, он подает объем воздуха, достаточный для обеспечения качественной работы ручных аппаратов DIODE PID, DIODE S или LABOR S. Может крепиться к ремню сварщика.
Быстрый просмотр
Современный многоцелевой ручной аппарат c новым полностью цифровым интерфейсом и регулируемым расходом воздуха.
Быстрый просмотр
Надежный, недорогой многоцелевой ручной аппарат с плавной регулировкой температуры. Аппарат имеет оригинальный дизайн, изготовлен из высококачественных материалов.
Быстрый просмотр
Ручной аппарат, зарекомендовавший себя как надежное, недорогое и многоцелевое устройство, оснащен встроенной подачей воздуха и плавной регулировкой температуры. Triac Leister очень удобен в использовании, незаменим при проведении широкого спектра работ.
Быстрый просмотр
Маленький, удобный сварочный аппарат с цифровой индикацией температуры, работающий от внешнего источника воздуха.
Быстрый просмотр
Маленький, удобный сварочный аппарат работает от внешнего источника воздуха и позволяет получать сварные швы отличного качества.
Ручные сварочные экструдеры:
Быстрый просмотр
Надежный, недорогой ручной сварочный экструдер, производительность 1,8 кг/час. Компактная конструкция и поворотная рукоятка позволяет использовать FUSION 2 в узких местах.
Быстрый просмотр
Активно используется на стройках экструдер Leister Fusion 3С. Популярность аппарата объясняется продуманной конструкции. Прочный и компактный экструдер Leister Fusion 3С позволяет комфортно работать даже в неудобном месте. Инструмент часто используется в подземном строительстве. Аппарат Leister модели Fusion 3С отличается производительностью.
Быстрый просмотр
Ручной сварочный экструдер Weldmax купить – это верное решение, если приходится работать в ограниченном пространстве. Легкий вес экструдера обеспечивает небольшую нагрузку на руку оператора. Для ручного сварочного экструдера Weldmax характерен низкий уровень шума. Аппарат оценили самые требовательные пользователи. Если вы решили приобрести ручной сварочный экструдер Weldmax, цена, предложенная ОЛЬМАКС, покажется привлекательной.
Для ручного сварочного экструдера Weldmax характерен низкий уровень шума. Аппарат оценили самые требовательные пользователи. Если вы решили приобрести ручной сварочный экструдер Weldmax, цена, предложенная ОЛЬМАКС, покажется привлекательной.
Быстрый просмотр
Ручной сварочный экструдер WELDPLAST S2 с производительностью до 2,3 кг/ч. снабжен микропроцессором для управления процессом сварки. Применяется в различных климатических условиях и труднодоступных местах.
Быстрый просмотр
Ручной сварочный экструдер WELDPLAST S2 PVC был разработан специально для сварки листового ПВХ. Защита от коррозии и высокая прочность сварного шва делают этот экструдер надежным партнером в работе.
Быстрый просмотр
Компактный и эргономичный экструдер WELDPLAST S4 оснащен мощным приводом, обеспечивающим производительность до 4 кг/час. Незаменимый помощник при сварке толстостенных изделий.
Быстрый просмотр
WELDPLAST S6 имеет производительность 6 кг/час и является самым мощным экструдером в программе LEISTER. Он оснащен всеми современными разработками, применяется для сварки материалов большой толщины, в гидростроительстве и там, где нужна высокая производительность.
Он оснащен всеми современными разработками, применяется для сварки материалов большой толщины, в гидростроительстве и там, где нужна высокая производительность.
Оборудование для проверки качества сварки:
Быстрый просмотр
Эффективный испытательный прибор для быстрой проверки качества сварочного шва.
Быстрый просмотр
Легкий и компактный тензиометр предназначен для испытаний шва на сдвиг и расслоение в полевых условиях.
Быстрый просмотр
Легкий компактный прибор предназначен для испытаний шва на сдвиг и расслоение в полевых условиях.
Быстрый просмотр
Легкий и компактный тензиометр предназначен для испытаний шва на сдвиг и расслоение в полевых условиях.
Быстрый просмотр
Легкий компактный прибор предназначен для испытаний шва на сдвиг и расслоение в полевых условиях.
Сварка полипропилена в Украине. Цены на сварка полипропилена на Prom.ua
Пластик под пайку — PPТ40 — 100 грамм — Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Хмельницкий
Доставка по Украине
150 грн/упаковка
Купить
ПластМайстер
PPТ20 — 100 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
150 грн/упаковка
Купить
ПластМайстер
Прутки пластиковые присадочные — PPТ20 — 500 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
690 грн/упаковка
Купить
ПластМайстер
Прутки для пайки — PPТ40 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
1 250 грн/упаковка
Купить
ПластМайстер
Сварочный пруток — PPТ20 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
1 250 грн/кг
Купить
ПластМайстер
Прутки пластиковые присадочные — PPТ20 — 500 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Ровно
Доставка по Украине
690 грн/упаковка
Купить
R-MISS
PP — полипропилен млечный — 50 грамм для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
80 грн/упаковка
Купить
R-MISS
Электроды для сварки пластика — PP 100 грамм — полипропилен белый
На складе в г. Ровно
Доставка по Украине
133 грн/комплект
Купить
R-MISS
Пластик под пайку — PPТ40 — 100 грамм — Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
148 грн/упаковка
Купить
R-MISS
PPТ20 — 100 грамм — полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
149 грн/упаковка
Купить
R-MISS
Фен для сварки полипропилена Weldex thermoplan L
На складе
Доставка по Украине
9 000 грн
Купить
ООО «ПОЛИМЕРБУД»
Комплект насадок Valtec для сварки полипропилена 20 мм VTp. 797.W.000020
797.W.000020
Под заказ
Доставка по Украине
301 грн
Купить
sansmart.com.ua — сантехника и отопление с умом
Комплект насадок Valtec для сварки полипропилена 25 мм VTp.797.W.000025
Под заказ
Доставка по Украине
318 грн
Купить
sansmart.com.ua — сантехника и отопление с умом
Комплект насадок Valtec для сварки полипропилена 32 мм VTp.797.W.000032
Под заказ
Доставка по Украине
353 грн
Купить
sansmart.com.ua — сантехника и отопление с умом
Комплект насадок Valtec для сварки полипропилена 40 мм VTp.797.W.000040
Под заказ
Доставка по Украине
412 грн
Купить
sansmart.com.ua — сантехника и отопление с умом
Смотрите также
Комплект насадок Valtec для сварки полипропилена 50 мм VTp.797.W.000050
Под заказ
Доставка по Украине
706 грн
Купить
sansmart. com.ua — сантехника и отопление с умом
com.ua — сантехника и отопление с умом
Электроды для сварки пластика — PP 100 грамм — полипропилен белый
Доставка из г. Ровно
990 грн/комплект
Купить
garazhOk Потрібних речей
Пластик под пайку — PPТ40 — 100 грамм — Полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
150 грн/упаковка
Купить
garazhOk Потрібних речей
PPТ20 — 100 грамм — полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
150 грн/упаковка
Купить
garazhOk Потрібних речей
Прутки пластиковые присадочные — PPТ20 — 500 грамм — полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
690 грн/упаковка
Купить
garazhOk Потрібних речей
Прутки для пайки — PPТ40 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
1 250 грн/упаковка
Купить
garazhOk Потрібних речей
Сварочный пруток для сварки полипропилена РР, полиэтилена РЕ. Ф4мм. Бухты по 5 кг
Ф4мм. Бухты по 5 кг
Доставка по Украине
230 грн/кг
Купить
ТОВ Київспеценергобуд
Стержні поліпропіленові для зварювання/пайки пластику YATO : 2.5 x 5 мм, L= 1 м, при t= 300°C, 5 шт YT-82303
Под заказ
Доставка по Украине
200 грн
Купить
instrumentik
Стержні поліпропіленові для зварювання/пайки пластику YATO : 2.5 x 5 мм, L= 1 м, при t= 300°C, 5 шт YT-82307
Под заказ
Доставка по Украине
200 грн
Купить
instrumentik
PP — полипропилен млечный — 50 грамм для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
80 грн/упаковка
Купить
ПластМайстер
Прутки для пайки — PPТ40 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
1 248 грн/упаковка
Купить
R-MISS
Аренда фена для сварки линолеума и полипропилена
Услуга
от 300 грн/день
ООО «ПОЛИМЕРБУД»
Полипропиленовый пруток широкиы — 100 грамм — 12 мм.
На складе в г. Хмельницкий
Доставка по Украине
по 149 грн
от 2 продавцов
149 грн/упаковка
Купить
ПластМайстер
Сварочный пруток — PPТ20 — 1 кг. Полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
1 248 грн/кг
Купить
R-MISS
ПКФ Титан | Производство сварочного оборудования
MANUFACTURERS.RU
- Российские компании
- Холдинги
- Зарубежные компании
- Беларусь
- Казахстан
- Украина
- Все страны
- Публикации
- Войти
- Регистрация
- Тип компании Производитель
- Регион Москва
О компании
- О компании
- Фотогалерея
- Продукция по классификатору
- Реквизиты
- Контакты
- Расположение на карте
- Отзывы
ООО «ПКФ ТИТАН» является производителем аппаратов VELESPLAST для стыковой сварки ПНД, ПВХ и полипропиленовых листов, применяемых для изготовления конструкций и изделий из всего спектра полиэтилена.
Компания является поставщиком инженерного оборудования для систем водоснабжения, отопления, канализации. Производит работы по монтажу и прокладке трубопроводов. Инженерные Системы. Просто! Надежно! Для Вас!
Фотогалерея
Станок для сварки листов встык Велеспласт 3.0Р
Станок для сварки листов встык Велеспласт 2.0М
Продукция по классификатору
| Отрасль | Машиностроение, Прочее производство |
| Категория | Прочее машиностроение, Производство прочих изделий и оборудования |
| Подкатегория | Производство прочего оборудования, Другие производители |
Реквизиты
| Год основания | 2007 г. |
| Дата регистрации | 2009 |
| Количество сотрудников | 12 |
| ИНН | 7708701246 |
| ОГРН | 1097746330241 |
| КПП | 771601001 |
| Название юридического лица | ООО «ПКФ ТИТАН» |
Расположение на карте
Оставить отзыв
Похожие компании
Ликсир
Компания LIKSIR – Российский производитель смазочных материалов и специальных жидкостей для индустрии и пищевой промышленности с допусками NSF.
Гидротермика
ООО «Гидротермика» является одной из передовых компаний, производящих насосные станции повышения давления, станции пожаротушения и шкафы управления к ним.
Йети
Мы занимаемся производством детских игровых и спортивных площадок.
Росветрогенератор
Занимаемся производством и поставкой ветрогенераторов в Россию и СНГ с 2018 года.
BestLabel
Мы — компания BestLabel, с 2004 года изготавливаем бирки для одежды, вшивные этикетки, нашивки и другую маркировочную продукцию для изделий легкой промышленности.
Стыковая сваркалистов для специалистов по пластмассовым изделиям
от Лии Доктер. сварных соединений. В то время как листовые материалы, такие как полипропилен (ПП), полиэтилен высокой плотности (ПЭВП), поливинилиденфторид (ПВДФ) и поливинилхлорид (ПВХ), обычно используются в готовых конструкциях, множество других материалов появляются или становятся все более популярными в приложениях, которые пользу от стыковой сварки листов.
При использовании машины для стыковой сварки листовой материал укладывается на установочную планку, которая также служит для облегчения выравнивания. После того, как лист установлен на место с каждой стороны, он фиксируется на месте, а установочная планка заменяется нагревательным элементом с антипригарным покрытием. Столы машины прижимают листы к нагревательному элементу под контролируемым давлением для циклов плавления/нагрева. По завершении двухступенчатого цикла плавления/нагрева столы машины открываются, нагревательный элемент перемещается из своего положения, и столы снова собираются вместе, сжимая расплавленный лист вместе под линейным давлением до полного давления сварки. Когда этот цикл сварки/охлаждения под высоким давлением завершается, зажимы освобождают материал, и свариваемый лист можно удалить.
На следующем графике поясняется общая последовательность стыковой сварки листов (рампа давления при стыковой сварке):
Время цикла стыковой сварки и давление зависят от конкретного типа свариваемого материала, а также от общей площади поверхности.
- Цикл плавления под высоким давлением обеспечивает формирование валика по всей длине материала напротив нагревательного элемента, что гарантирует равномерный контакт с материалом.
- Цикл нагревания под низким давлением позволяет листу медленно поглощать тепло, передаваемое в зону сварки.
- Время переналадки, то есть время, необходимое для удаления элемента и приведения столов в контакт двух листов друг с другом, должно быть минимальным во избежание чрезмерного охлаждения или окисления свариваемых поверхностей.
«Достижения в области машин для стыковой сварки расширяют производственные возможности, позволяя компаниям повышать качество, повышать эффективность и выходить на новые рынки для расширения своего бизнеса».
- Время нарастания давления имеет решающее значение для предотвращения выдавливания слишком большого количества материала из зоны сварки. Если сразу после переключения приложить полное давление, большая часть или весь расплавленный материал будет выдавлен из зоны сварки, что приведет к холодному сварному шву материала, который не поглотил необходимое тепло, чтобы перейти в термопластичное состояние.
- Время сварки позволяет молекулярным цепям переплетаться и охлаждаться под высоким давлением, образуя настоящую молекулярную связь.

Большинство машин для стыковой сварки листового металла оборудованы микропроцессором для облегчения настройки параметров сварки и обеспечения полной воспроизводимости. При правильной настройке параметров стыковая сварка нагретых элементов является самым прочным сварным швом в зоне изготовления. В то время как операторам необходимо загрузить машину, правильно выровнять материал и установить параметры в соответствии с материалом, автоматическое приложение давления в течение точного времени помогает обеспечить ровность сварного шва.
Требования к аппарату
Немецкое общество сварщиков (DVS) разработало исчерпывающие рекомендации по процессу стыковой сварки, материалам и параметрам сварки. В частности, в ДВС 2208-1 подробно изложены требования к машинам для стыковой сварки как труб, так и листов. Некоторые из этих требований охватывают:
Некоторые из этих требований охватывают:
- Рама машины, конструкция и направляющие/ходовые элементы
- Крепления для зажима материала и их воздействие на станину
- Параллельность перемещения стола станка и выравнивание столешницы
- Расположение нагревательного элемента, точность температуры и состояние поверхности
- Органы управления машиной
Многие из доступных на сегодняшний день станков оснащены полными средствами управления ЧПУ и могут быть оптимизированы для включения контроля усилия или перемещения стола, регистрации данных и записи всех сварных швов для обеспечения качества и отслеживания. Точность конструкции и функциональность машины являются предпосылками качества сварных швов, а также прочности и долговечности самой машины.
Опыт оператора
В то время как станки с ЧПУ облегчают задачу обслуживающего персонала, рассчитывая настройки станка в зависимости от типа материала и общей поверхности, подлежащей сварке, операторы должны обращать внимание на некоторые принципы для обеспечения качества сварных швов. Это включает:
Это включает:
- Свариваемые поверхности: Все свариваемые поверхности должны быть чистыми, особенно при сварке листов, поскольку машины для стыковой сварки листов не включают подготовку поверхности, которая выполняется при торцевании/планировании при сварке труб.
- Состояние нагревательного элемента: поверхности элемента должны иметь чистое антипригарное покрытие, без остатков и легко выделять термоклей. Элементы должны быть очищены и покрыты повторно, когда это необходимо. Остатки на элементе могут загрязнить зону сварки и привести к разрушению сварного шва.
- Проверка параметров сварки: при изменении параметров сварные швы должны быть проверены и подтверждены. Также рекомендуется проверять сварные швы с вновь полученными партиями листов.
Прочность стыкового сварного шва, контролируемого процессом, позволяет изготавливать листы большего размера или превращать меньшие детали в рабочие размеры. Кроме того, современная технология стыковой сварки листов позволяет сваривать 9Углы 0º, универсальность при изготовлении резервуаров и закрытых каналов. Вакуумные зажимы удерживают вертикальный лист на месте, иногда в сочетании с механическими зажимами, в то время как горизонтальная часть выравнивается по установочной планке. Температура, давление и продолжительность цикла сварки, как правило, такие же, как и при горизонтальной сварке листа к листу.
Вакуумные зажимы удерживают вертикальный лист на месте, иногда в сочетании с механическими зажимами, в то время как горизонтальная часть выравнивается по установочной планке. Температура, давление и продолжительность цикла сварки, как правило, такие же, как и при горизонтальной сварке листа к листу.
Пример сварки углов 90 градусов с помощью Wegener SC101.
Другим популярным применением стыковой сварки листов является безопасное и надежное изготовление цилиндров. В то время как более тонкие листы обычно свариваются встык в цилиндры без дополнительного вспомогательного оборудования, некоторые машины для стыковой сварки листов могут быть оснащены полуавтоматическими устройствами для прокатки листов. Они особенно удобны для сварки цилиндров, изготовленных из более толстого листового материала, и цилиндров большого диаметра.
Преимущества стыковой сварки
По сравнению с ручными процессами, такими как сварка горячим воздухом или экструзией, преимущества стыковой сварки не имеют себе равных. Процесс стыковой сварки выполняется быстрее и в меньшей степени зависит от опыта оператора, полностью воспроизводим для стабильного производства, а параметры сварки намного точнее. Для ручных процессов также требуется сварочный стержень, вводящий вторичный материал в зону сварки и использующий горячий воздух, что вызывает более высокие напряжения в соединении. В сочетании с точностью процесса технология стыковой сварки обеспечивает качество сварного шва, позволяющее использовать материалы, сваренные встык, как обычные листы.
Процесс стыковой сварки выполняется быстрее и в меньшей степени зависит от опыта оператора, полностью воспроизводим для стабильного производства, а параметры сварки намного точнее. Для ручных процессов также требуется сварочный стержень, вводящий вторичный материал в зону сварки и использующий горячий воздух, что вызывает более высокие напряжения в соединении. В сочетании с точностью процесса технология стыковой сварки обеспечивает качество сварного шва, позволяющее использовать материалы, сваренные встык, как обычные листы.
Пример изготовления цилиндра на станке Wegener SM348 с листовым роликом.
Области применения
Стыковая сварка листа выполняется для производства листа большего размера, чем тот, который может быть экструдирован или отформован обычными методами, для простого и безопасного изготовления цилиндров, восстановления лома и эффективного изготовления углов для резервуаров или закрытых каналов. Сегодняшние приложения включают в себя не только ПП, ПЭ и ПВХ/ХПВХ, а также материалы ПВДФ, но и специализированные машины для стыковой сварки доступны для СВМПЭ, фторполимеров, различных типов олефиновых или виниловых пен и материалов с различной геометрией, таких как высокая боковая стенка (т. поддоны), гофрированные/полые стенки или анкерный лист.
поддоны), гофрированные/полые стенки или анкерный лист.
Резервуары, изготовленные методом стыковой сварки листов.
Усовершенствования в ассортименте стандартных и специализированных машин для стыковой сварки, доступных сегодня, постоянно расширяют существующие производственные возможности, позволяя компаниям повышать качество, повышать эффективность и осваивать новые и уникальные рынки для расширения своего бизнеса.
Лия Доктер отвечает за технические продажи и маркетинг компании WEGENER Welding, LLC. За дополнительной информацией обращайтесь в компанию WEGENER Welding, LLC, 16W301 South Frontage Road, Burr Ridge, IL 60527-5804, (630) 789.-0990, факс (630) 789-1380, [email protected] или www.wegenerwelding.com.
Сварка горячей пластиной — термическая сварка термопластов
Сварка горячей пластиной — это технология термической сварки, позволяющая производить прочные воздухонепроницаемые сварные швы в термопластичных деталях. При строго контролируемом использовании тепловой энергии детали из термопласта можно очень быстро нагреть до температуры расплава, а затем соединить вместе.
Термическое тепло подается на поверхность раздела каждой половины с помощью плиты с точным контролем температуры, состоящей из нескольких картриджных нагревателей с равномерным распределением температуры.
Процесс сварки горячей пластиной:
Шаг первый
Половинки деталей помещаются в прецизионные удерживающие приспособления и надежно фиксируются ими, которые обеспечивают адекватную поддержку и точное выравнивание половинок деталей на протяжении всего процесса сварки горячей пластиной.
Шаг второй
Для нагрева области соединения деталей между половинками детали помещается термически нагреваемая плита. Удерживающие приспособления близко сжимают и расплавляют половинки детали, которые необходимо приварить к плите, смещая материал только в зоне соединения
Шаг третий
Сжатие и перемещение материала продолжаются до тех пор, пока не будут выполнены прецизионные упоры, встроенные в инструмент. Тепловое тепло продолжает передаваться материалу, даже если сжатие и смещение прекратились.
Шаг четвертый
После того, как область стыка достигает температуры расплава, фиксирующие приспособления открываются, и нагревательная плита выдвигается.
Шаг пятый
Затем удерживающие приспособления закрываются, прижимая две части друг к другу до тех пор, пока упоры на удерживающих приспособлениях не соприкоснутся друг с другом.
Шаг шестой
Когда охлаждение завершено, механизм захвата в одном из держателей освобождает деталь, держатели открываются, и готовую деталь можно извлечь.
Наша существующая линейка сварочных аппаратов с горячей плитой обширна. Доступны конфигурации сварочного аппарата с вертикальной или горизонтальной плитой (см. ниже). От машин с ручной загрузкой и разгрузкой до полуавтоматических и полностью автоматизированных поточных систем, каждая из наших сварочных машин с нагревом предназначена для удовлетворения определенного диапазона требований применения.
Вертикальные и горизонтальные плитные системы:
Вертикальный | Горизонтальный |
Простая ручная загрузка обеих половин детали в инструмент, что обеспечивает точное и воспроизводимое выравнивание во время сварки. | Более сложная ручная загрузка обеих половин детали в положительном направлении, поскольку доступ к верхнему инструменту может быть затруднен с точки зрения эргономики. |
| Не идеально, если внутренние компоненты не закреплены внутри половин детали перед сваркой. | Идеальная система для конструкций деталей, в которых внутренние компоненты не закреплены внутри нижней половины детали перед сваркой. |
| Нет простой возможности для оператора загружать половинки детали вне станка. | Позволяет вручную загружать половинки деталей вне станка (требуется загрузка выдвижным ящиком и автоматический захват верхней половинки детали). |
| Для точного выравнивания в половинках детали или в инструментах не нужно проектировать специальные установочные элементы. | Требует, чтобы специальные элементы расположения были спроектированы в самих формованных деталях или в инструментах (увеличивает стоимость/сложность инструментов) при использовании автоматического захвата верхней половины деталей. |
| Более быстрая смена инструмента, чем у большинства предлагаемых сегодня горизонтальных станков. | Обычно более медленная смена инструмента. |
| Сложнее автоматизировать (часто требуется роботизация). | Очень легко автоматизировать, когда используется дополнительная загрузка ящиков и автоматическое опускание деталей на конвейерную ленту. |
| Не идеально подходит для автоматического опускания деталей (на конвейерную ленту) после сварки. | Позволяет легко автоматически сбрасывать детали на конвейерную ленту после сварки (при оснащении дополнительным загрузочным ящиком). |
| Крепление с двойным движением (левое и правое) позволяет независимо контролировать силу/скорость каждой половины детали как относительно нагревательной плиты, так и относительно друг друга. | Крепление с одним движением (только верхняя часть) обеспечивает независимый контроль силы/скорости только половины верхней части. |
Критические параметры сварщика с горячей пластиной:
- Температура
- Время плавления (детали напротив нагретой плиты)
- Переход (также известный как «Открытие») Время между этапами плавления и сварки/герметизации
- Время сварки/сварки (детали скреплены вместе)
- Глубина расплава (контролируется упорами)
- Глубина сварки/уплотнения (контролируется упорами)
- Сила плавления
- Сила сварки/уплотнения
Время и температура:
Температура плиты для расплавления поверхности раздела зависит от типа соединяемого пластика. Каждый термопласт имеет характеристическую кривую времени плавления/температуры, и сварной шов может быть получен при любой температуре на кривой. Обычно выбирается максимально возможная температура за кратчайшее время, чтобы минимизировать время цикла. Типичный диапазон температур нагревательной плиты составляет от 300° до 950°F.
Типы сварных швов с горячей пластиной:
Низкотемпературный
- Температурный менее 500°F
- Для работы с низкотемпературными инструментами требуются нагревательные пластины с тефлоновым покрытием или тефлоновая ткань.
- Обычно покрытие/ткань требует замены каждые 1500-8000 циклов.
- Используется в медицинских целях даже при работе с высокотемпературными материалами для устранения загрязнения/обесцвечивания/увеличения прочности сварного шва.
- Типичное время цикла составляет 20-40 секунд.
Высокая температура
- Температура выше 500°F
- Высокотемпературные инструменты обычно изготавливаются из инструментальной стали P-20.
- Обычно не требуется антиадгезионных покрытий
- Остатки расплава испаряются или требуют очистки щеткой (нейлон)
- Наличие дыма/дымов: требуется удаление выхлопных/дымовых газов или очистка воздуха
- Типичное время цикла составляет 10-30 секунд.

Бесконтактный
- Обычно температура выше 900°F
- Нет следов на плите.
- Нет изменения цвета материала.
- Требуются точные допуски на литье.
- Не ограничивается плоскими сопрягаемыми поверхностями.
- Типичное время цикла превышает 40 секунд.
- Техника наиболее сложная и наименее часто используемая при производственной сварке горячей пластиной.
Высокотемпературная и низкотемпературная сварка горячей пластиной:
ВЫСОКОТЕМПЕРАТУРНАЯ КОНТАКТНАЯ СВАРКА(выше 500°F) | НИЗКОТЕМПЕРАТУРНАЯ КОНТАКТНАЯ СВАРКА(500°F или менее) |
Более короткое время цикла:
| Более медленное время цикла:
|
Покрытие не требуется. Остаток дымит через вытяжной вентилятор. Низкое техническое обслуживание. Остаток дымит через вытяжной вентилятор. Низкое техническое обслуживание. | Тефлоновое покрытиеили стеклоткань с тефлоновым покрытием требуется на нагревательной пластине или поверхности вставки. Более высокое техническое обслуживание. |
| Процесс хорошо работает для различных материалов (некоторые ограничения). | Процесс хорошо работает для различных материалов (некоторые ограничения). |
| Процесс может соединять определенные разнородные материалы (более широкий диапазон). | Процесс может соединять определенные разнородные материалы (ограниченное количество). |
| Не подходит для сварки полиэтилена (материал чрезмерно прилипает к сердцевине нагревательной плиты). | Идеально подходит для сварки полиэтилена. |
| Легкая сварка полипропилена. | Может сваривать полипропилен (требуется низкая температура в условиях чистых медицинских помещений). |
| Высочайшая прочность при сварке нейлона. Включает в себя сверхвысокотемпературные сердечники нагревательных плит, которые необходимо очищать металлическими щетками каждый цикл, чтобы очистить от накоплений остаточного материала. | Низкая прочность при сварке нейлона (слишком низкая температура). |
| Наполнители в материале могут скапливаться на нагревательной плите, что требует периодической очистки (для некоторых моделей доступны автоматические системы очистки). | Наполнители в материале редко требуют дополнительной очистки, так как отложения возникают только тогда, когда необходимо заменить тефлоновое покрытие/ткань. |
| Дым и пары являются обычным явлением, так как остатки сжигаются на сердцевине нагревательной плиты между циклами (может потребоваться вентиляция). | Практически полное отсутствие дыма или дыма в процессе сварки при низкой температуре. |
Контактная и бесконтактная сварка горячей пластиной:
КОНТАКТНАЯ СВАРКА(высокая или низкая температура) | БЕСКОНТАКТНАЯ СВАРКА(Очень высокая температура выше 900ºF) |
Более короткое время цикла:
| Более медленное время цикла:
|
| Высшее обслуживание. Для некоторых материалов требуется тефлоновое покрытие или стеклоткань с тефлоновым покрытием на нагревательной пластине или поверхности вставки. Некоторые наполнители в высокотемпературных материалах оставляют следы на валике, который необходимо очищать/протирать щеткой несколько раз в день. | Нижнее обслуживание. Покрытие не требуется независимо от свариваемого материала. Покрытие не требуется независимо от свариваемого материала. |
| Детали могут быть сварены без абсолютной точности, так как поверхности соединения будут параллельны друг другу в фазе расплава, когда полимер вступает в контакт с нагревательной плитой. | Детали должны быть отлиты более точно, так как нет контактной стадии плавления для выравнивания/параллельного соединения поверхностей. |
| Пламегасители могут потребоваться для косметических целей при контактной сварке. | Из-за ограниченного количества вытесняемого материала часто не требуются пламегасители. |
| Температура обычно ниже 900ºF. Ограниченный риск термического повреждения несоединяемых участков деталей в непосредственной близости от источника тепла. | Температура часто превышает 900ºF. Высокий риск термического повреждения несоединяемых участков деталей в непосредственной близости от источника тепла. |
Какие термопластичные материалы можно сваривать?
Трейси Эвлинг
Термопластичные материалы относятся к пластическим материалам, которые становятся гибкими при нагревании выше определенной температуры, а затем затвердевают при охлаждении. Сварка термопластов — это процесс соединения деталей из термопластичных материалов с использованием комбинации нагрева, давления и охлаждения. Поверхность термопластичного материала сначала нагревают до точки плавления, после чего он переходит в термопластичное состояние. Каждый материал имеет свое собственное термопластичное состояние, и они обычно находятся в диапазоне от 220F (105C) до 380F (193С). Затем материал сжимается до тех пор, пока он не остынет, при этом давление позволяет молекулам материала связываться с молекулами другой части.
Зачем использовать термопластичные материалы?
Использование термопластичных материалов очень популярно в обрабатывающей промышленности, потому что для них существует множество применений. Некоторыми из наиболее распространенных являются товары народного потребления, детали машин, медицинское оборудование, упаковочные материалы и материалы для хранения. Есть также много преимуществ использования термопластичных материалов. Эти преимущества включают в себя:
- Легкие материалы
- Обладают высокой прочностью
- Обеспечивают гибкость дизайна
- Низкие затраты на обработку и более экономичные материалы
- Термопластичные материалы обладают лучшими усталостными свойствами, чем металлы, и менее коррозионно-активны
Однако не все термопластичные материалы можно сваривать. Вот некоторые из наиболее часто свариваемых термопластов и области их применения:
– Полипропилен (ПП): Ткани с полипропиленовым покрытием обычно используются для различных применений в производстве воздуховодов и упаковки. Он используется в различных продуктах, начиная от многоразовых пластиковых контейнеров и заканчивая автомобильными аккумуляторами. Он также используется в медицинских целях, например, для лечения грыж и изготовления термостойкого медицинского оборудования.
Он используется в различных продуктах, начиная от многоразовых пластиковых контейнеров и заканчивая автомобильными аккумуляторами. Он также используется в медицинских целях, например, для лечения грыж и изготовления термостойкого медицинского оборудования.
-Полиэтилен (ПЭ): Полиэтилен уже много лет используется в сельском хозяйстве и производстве геомембран, но в последнее время полиэтилен также начали использовать в производстве вывесок. Существует множество штаммов полиэтилена, классифицированных по плотности и молекулярной структуре, и все они имеют различное применение. Четырьмя наиболее известными из них являются полиэтилен сверхвысокой молекулярной массы (UHMWPE), полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE) и полиэтилен низкой плотности (LDPE).
— Поливинилхлорид (ПВХ): Ламинированная ткань из поливинилхлорида в течение многих лет была основным продуктом в производстве тентов, баннеров, палаток, вывесок и воздуховодов благодаря своей прочности, но легкости и устойчивости к кислотам и основаниям. Он также очень популярен в строительной отрасли, где используется в виниловом сайдинге, водосточных трубах, желобах и кровельных листах. Его можно преобразовать в более гибкие формы, которые можно увидеть в шлангах, трубах, электроизоляции, водяных матрасах и обивке.
Он также очень популярен в строительной отрасли, где используется в виниловом сайдинге, водосточных трубах, желобах и кровельных листах. Его можно преобразовать в более гибкие формы, которые можно увидеть в шлангах, трубах, электроизоляции, водяных матрасах и обивке.
— Полистирол (ПС): Как и ПВХ, полистирол производится в различных формах. Экструдированный полистирол (ПС) можно найти в коробках для компакт-дисков и DVD, пластиковых автомобилях и лодках, одноразовых столовых приборах и детекторах дыма. Пенополистирол (EPS) наиболее часто используется в пенопласте, который используется для упаковки хрупких материалов. Экструдированный пенополистирол (XPS), также известный как пенополистирол, используется по-разному: от архитектурных моделей до чашек для напитков.
-Акрил: — это сокращенное название полимера полиметилметакрилата (ПММА), известного как Lucite, Perspex и Plexiglass. Это самый известный заменитель стекла, который можно найти в аквариумах, иллюминаторах самолетов, подводных смотровых окнах и автомобильных фарах. Он также используется для изготовления знаков, включая надписи и логотипы. ПММА также используется в медицине, в костном цементе и в качестве замены глазных линз. Акрил, как правило, термостойкий и может быть сварен только с использованием среды, такой как термопластичная лента для швов.
Он также используется для изготовления знаков, включая надписи и логотипы. ПММА также используется в медицине, в костном цементе и в качестве замены глазных линз. Акрил, как правило, термостойкий и может быть сварен только с использованием среды, такой как термопластичная лента для швов.
— Нейлон: относится к классу полимеров, называемых полиамидами, и служит заменителем шелка в широком ассортименте товаров, включая парашюты и женские чулки. В сыпучем виде нейлон можно использовать для механических деталей, таких как зубчатые колеса, винты и корпуса электроинструментов. Нейлоновые волокна часто встречаются в тканях, веревках, коврах и струнах для музыкальных инструментов.
-Тефлон: представляет собой полимер, называемый политетрафторэтиленом (ПТФЭ), но более известный под торговой маркой «Тефлон», которая была придумана корпорацией DuPont для описания покрытия посуды с антипригарным покрытием. Как полимер он химически инертен и используется для изготовления контейнеров и труб, контактирующих с реактивными химическими веществами. Из-за этого он также используется в качестве смазки в скользящих деталях, чтобы уменьшить износ от трения. Для сварки тефлона можно использовать только специальные системы сильного нагрева/охлаждения.
Из-за этого он также используется в качестве смазки в скользящих деталях, чтобы уменьшить износ от трения. Для сварки тефлона можно использовать только специальные системы сильного нагрева/охлаждения.
Кроме того, большинство этих материалов можно использовать для ультразвуковой или радиочастотной сварки. Другие материалы, такие как PET, PETG, полиуретаны с открытыми порами, LDPE/EVA, PEVA и некоторые АБС-пластики, также могут использоваться.
В дополнение к более широкому спектру свариваемых материалов, есть и другие преимущества, связанные с ВЧ-сваркой. К этим преимуществам относятся:
- более короткое время установки
- без токсичных клеев
- воздухонепроницаемое уплотнение
- равномерно распределенное напряжение
- Более плотное прилегание к толстым материалам
Кроме того, поскольку тепло выделяется только в месте сварки, тепловая деструкция детали отсутствует.
Если ваш аппарат не так эффективен, как вам хотелось бы, возможно, ваш сварочный аппарат не подходит для этой работы. Наша электронная книга 5 признаков того, что вы используете неправильный сварочный аппарат для ткани , может помочь вам найти ответ на этот вопрос и найти аппарат, соответствующий вашим потребностям в сварке.
Наша электронная книга 5 признаков того, что вы используете неправильный сварочный аппарат для ткани , может помочь вам найти ответ на этот вопрос и найти аппарат, соответствующий вашим потребностям в сварке.
Загрузите наши БЕСПЛАТНЫЕ электронные книги!
5 признаков того, что вы можете быть
Использование НЕПРАВИЛЬНОГО сварочного аппарата для ткани
20 лучших продуктов, произведенных
с РФ СВАРОЧНЫЕ МАШИНЫ
Учить больше
Учить больше
Руководство по сварке термопластов — Plastic Design, Inc.
Опубликовано Куртом | Комментарии к записи Руководство по сварке термопластов
отключены За последние несколько десятилетий термопласты становятся все более популярными в различных отраслях промышленности. Сварка термопластов позволяет производителям создавать сложные замысловатые соединения термопластичных компонентов с прочными молекулярными связями, которые более надежны и эффективны, чем более традиционные механические крепления и клеи. Сварные компоненты можно быстро и эффективно соединять в единое изделие, создавая прочный и надежный сварной шов с длительным сроком службы.
Сварные компоненты можно быстро и эффективно соединять в единое изделие, создавая прочный и надежный сварной шов с длительным сроком службы.
В Plastic Design, Inc. мы предоставляем надежные, инновационные решения в области пластиковых материалов для наших клиентов в различных критически важных отраслях, включая медицинские и биомедицинские устройства, фармацевтическое технологическое оборудование, микроэлектронику и фотонику. Используя только новейшие автоматизированные технологии, мы разрабатываем и производим сложные и специальные компоненты и продукты, которые соответствуют даже самым строгим отраслевым стандартам. У нас есть знания и оборудование, необходимые для своевременного и экономически эффективного выполнения проектов.
Что такое термопласты?
Термопласты представляют собой синтетические пластмассы, которые можно расплавлять, формовать и охлаждать для придания им определенной формы. Термопласты могут подвергаться повторяющимся процессам плавления и охлаждения, в то время как термореактивные пластики затвердевают только один раз и горят под воздействием тепла после затвердевания. На рынке доступно множество термопластов, каждый из которых обладает уникальными характеристиками, которые делают его полезным для конкретных продуктов и приложений. Некоторые из самых популярных термопластов включают:
На рынке доступно множество термопластов, каждый из которых обладает уникальными характеристиками, которые делают его полезным для конкретных продуктов и приложений. Некоторые из самых популярных термопластов включают:
Полиэтилен (PE)
Легкая этиленовая полимерная смола. Полиэтилен имеет переменную кристаллическую структуру, что делает его очень универсальным. Он недорогой, химически стойкий и доступен в составе с высокой и низкой плотностью для использования во всем, от медицинских инструментов до пластиковых пакетов.
Полипропилен (ПП)
Комбинация нескольких мономеров пропилена образует полипропилен, жесткий и негибкий полукристаллический термопласт, который идеально подходит для упаковки, медицинских инструментов и компонентов с низким коэффициентом трения.
Поливинилхлорид (ПВХ)
Разработчики и производители ценят ПВХ за его химическую стойкость и ударную вязкость. Эта полимеризованная синтетическая смола, изготовленная из винилхлорида, часто используется в трубах и арматуре, строительных материалах, медицинских устройствах, электронике и автомобильных компонентах.
Полистирол (ПС)
Полистирол представляет собой синтетический полимер, состоящий из мономеров стирола и доступный в виде пены и твердой формы. Твердый полистирол прозрачен и тверд, часто используется в пищевой и фармацевтической упаковке, медицинском оборудовании и лабораторном оборудовании.
Акрил
Акрил — это легкий, очень прозрачный термопласт, часто используемый в качестве более прочной альтернативы стеклу в промышленности, медицине, розничной торговле и других областях.
Нейлон
Нейлон представляет собой гладкий термопласт, состоящий из синтетических полиамидных полимеров. Этот очень универсальный материал создает нити, ткани, веревки и твердые формы.
Методы сварки пластмасс
Термопласты совместимы с различными термообработками, и это качество используется в различных технологиях сварки пластмасс. Некоторые из наиболее распространенных методов сварки термопластов включают:
Сварка трением
Сварка трением выделяет тепло путем трения двух частей друг о друга с определенной скоростью. Тепло, создаваемое трением, плавит края обеих деталей, а давление удерживает их вместе до тех пор, пока они не затвердеют в единую соединенную деталь.
Тепло, создаваемое трением, плавит края обеих деталей, а давление удерживает их вместе до тех пор, пока они не затвердеют в единую соединенную деталь.
Сварка экструдированным валиком (экструзионная сварка)
Экструзионная сварка идеально подходит для больших и толстых компонентов, для которых требуется более длинный шов. Сварочный стержень размягчает пластик в экструдере. Экструдер выдавливает размягченный пластик на соединяемые детали, которые также были размягчены с помощью струй горячего воздуха. Экструдированный пластик приклеивается к размягченным поверхностям, создавая прочную связь.
Высокочастотная сварка
Высокочастотная сварка использует высокочастотные электромагнитные волны для выработки тепла внутри определенных полимеров. Этот процесс сильно локализован и обеспечивает длинные непрерывные сварные швы между деталями без добавления материала.
Сварка горячей пластиной
Сварка горячей пластиной, также известная как сварка горячим инструментом, включает нагретые инструменты, форма которых соответствует соединениям составных частей. На торцы свариваемых деталей накладывают нагретые пластины (инструменты). После расплавления концы прижимаются друг к другу до тех пор, пока соединение не остынет и не создаст связь.
На торцы свариваемых деталей накладывают нагретые пластины (инструменты). После расплавления концы прижимаются друг к другу до тех пор, пока соединение не остынет и не создаст связь.
Сварка горячим газом
Сварка горячим газом, также называемая сваркой горячим воздухом, представляет собой сварочный аппарат с пластиковым присадочным стержнем. Сварщик выпускает горячую струю воздуха или газа для размягчения как присадочного материала, так и соединяемых поверхностей. Пластиковый наполнитель должен быть таким же или таким же, как материал компонента, чтобы создать достаточную связь.
Лазерная сварка
Лазерная сварка использует лазер для нагрева материала между компонентами, заставляя их плавиться и соединяться вдоль линии сварки. Чтобы этот метод был эффективным, один компонент должен быть пропускающим, а другой — поглощающим, чтобы лазер мог пройти через пропускающий компонент и достичь поглощающей части в желаемой точке соединения.
Индукционная сварка
Индукционная сварка использует электромагнитный ток для нагревания и расплавления пластмасс с внедренным углеродным волокном, металлом или другими проводящими материалами. Этот процесс особенно полезен для армированных материалов, используемых в аэрокосмической промышленности.
Этот процесс особенно полезен для армированных материалов, используемых в аэрокосмической промышленности.
Сварка растворителем
Сварка растворителем использует специальные химические растворители для растворения термопластичного материала, позволяя полимерным цепям обоих компонентов соединяться друг с другом и создавать прочную связь.
Ультразвуковая сварка
Ультразвуковая сварка использует высокочастотные вибрации для создания тепла трения между составными частями. Этот чрезвычайно быстрый метод сварки можно использовать практически с любым термопластом.
Сварка вращением
Подобно сварке трением, сварка вращением использует трение, создаваемое вращением одного компонента относительно неподвижного компонента. Как только материал между ними расплавится, вращающийся компонент останавливается и прижимается к неподвижному компоненту до тех пор, пока пластик не остынет, образуя прочную связь.
Преимущества сварки пластмасс
Сварка пластмасс имеет множество преимуществ по сравнению с другими методами склеивания, в том числе:
- Экономичность . Сварка пластмасс не требует дополнительных растворителей, использует очень мало энергии и быстро работает, что повышает производительность и снижает накладные расходы на единицу продукции.
- Быстро и чисто . Сварка пластмасс не дает сварочного облоя, что делает этот процесс чрезвычайно безопасным, быстрым и простым. Конечный продукт выглядит чистым, с почти невидимыми или бесшовными линиями.
- Очень универсальный . Сварку пластмасс можно использовать для компонентов практически любого размера, формы и конфигурации, а также быстро и точно выполнять заказы в больших и малых объемах.
- Постоянный . Сварка пластмасс создает постоянную молекулярную связь между свариваемыми компонентами, что обеспечивает высокую надежность соединения.
- Работает почти со всеми термопластами . Сварка пластика может использоваться практически для любого термопластичного полимера, даже для большинства термочувствительных пластиков.
 Сварка пластмасс не требует дополнительных растворителей, использует очень мало энергии и быстро работает, что повышает производительность и снижает накладные расходы на единицу продукции.
Сварка пластмасс не требует дополнительных растворителей, использует очень мало энергии и быстро работает, что повышает производительность и снижает накладные расходы на единицу продукции.
Качественная сварка пластмасс от Plastic Design, Inc.
В Plastic Design, Inc. мы стремимся предоставлять нашим клиентам услуги по сварке термопластов самого высокого качества в отрасли. Обладая более чем 40-летним опытом проектирования и производства специальных пластиковых компонентов для важнейших отраслей промышленности, мы понимаем, что каждый проект имеет уникальные требования. Нужны ли вам пластиковые прототипы для нового медицинского устройства или полный цикл производства нестандартных автомобильных компонентов, Plastic Design, Inc. обладает знаниями, навыками и оборудованием, необходимыми для быстрого и эффективного производства компонентов в рамках вашего бюджета. В дополнение к самым современным сварочным услугам, наши 30 000 квадратных футов IPCA 620 и ISO 9Сертифицированное по стандарту 001:2015 предприятие оснащено станками с ЧПУ, что позволяет нам предоставлять различные услуги по фрезерованию, сверлению и растачиванию.
Чтобы узнать больше о наших комплексных услугах по сварке и производству термопластов, свяжитесь с нашими экспертами сегодня или запросите расценки.
Что такое литье под давлением и как оно работает?
Литье под давлением представляет собой метод, при котором расплавленный пластик впрыскивается в форму. Затем форма остывает, и пластик затвердевает. Компании используют этот процесс для создания различных продуктов, в том числе медицинских устройств, автомобильных запчастей и товаров народного потребления. Так как же все это работает?
Как работает литье под давлением
Литье под давлением — это популярный в обрабатывающей промышленности метод создания деталей путем впрыскивания расплавленного материала в форму. Этот процесс является обычным для пластмасс, но также подходит для металлов, стекла и керамики. Первым шагом в процессе литья под давлением является создание формы желаемого продукта. Форма — это просто выдолбленный блок, который придает форму расплавленному или жидкому материалу. Когда у вас есть форма, вы помещаете ее в машину для литья под давлением.
Следующий шаг — нагреть пластиковые гранулы, как показано ниже, до тех пор, пока они не расплавятся.
Затем расплавленный пластик попадает в форму под высоким давлением. Когда материал охлаждается и затвердевает, он принимает форму полости формы. После того, как пластик остынет и затвердеет, деталь или изделие выталкивается из формы.
С помощью литья под давлением вы можете создавать детали любых форм и размеров. Кроме того, вы можете создавать формы для создания сложных внутренних элементов. Возможность создавать сложные конструкции делает литье под давлением идеальным для применения в различных отраслях промышленности.
Преимущества литья под давлением
Изображение предоставлено: Orange Plastics Academy через YoutubeЛитье под давлением имеет много преимуществ, но вот лишь некоторые из них:
- Литье под давлением экономично. Поскольку многие детали можно производить быстро, а материалы можно использовать повторно, это снижает общие производственные затраты.
- Универсален. С его помощью можно создавать изделия любых форм и размеров.
- Литье под давлением является точным. Машины могут создавать сложные конструкции и даже прочные детали, которые невозможно воспроизвести вручную.
- Это эффективно. Он производит детали стабильного качества, так как в процессе образуется очень мало отходов.
- Поддержка ряда материалов: Этот метод можно использовать для создания деталей с широким диапазоном свойств материалов, включая пластмассы и металлы, и эти материалы также можно использовать повторно.

Различные типы машин для литья под давлением
Существует три основных типа термопластавтоматов. Это: гидравлические, электрические и гибридные. Давайте обсудим каждый из них.
1) Гидравлические литьевые машины
Гидравлические машины для литья под давлением являются наиболее широко используемым типом машин для литья пластмасс под давлением. Они могут впрыскивать расплавленный пластик в форму под высоким давлением и быстро изготавливать большие детали. Эти машины также относительно просты в эксплуатации и обслуживании, что делает их хорошим выбором для предприятий, плохо знакомых с литьем под давлением. Однако у гидравлических машин есть и недостатки. Например, они шумные.
Они могут впрыскивать расплавленный пластик в форму под высоким давлением и быстро изготавливать большие детали. Эти машины также относительно просты в эксплуатации и обслуживании, что делает их хорошим выбором для предприятий, плохо знакомых с литьем под давлением. Однако у гидравлических машин есть и недостатки. Например, они шумные.
Кроме того, гидравлические машины требуют постоянной подачи масла под давлением, что может быть проблемой для окружающей среды. Несмотря на эти недостатки, гидравлические литьевые машины остаются популярным выбором для предприятий, которым необходимо быстро и эффективно производить большое количество пластиковых деталей.
2) Электрические термопластавтоматы
Изображение предоставлено Ричардом Моллером через Youtube. Электрические машины для литья под давлением — это другие типы машин для литья под давлением, которые становятся все более популярными. Хотя они имеют более высокую первоначальную стоимость, чем их гидравлические аналоги, они предлагают несколько преимуществ, которые оправдывают вложения. Например, электрические машины более энергоэффективны, что снижает эксплуатационные расходы. Они также быстрее реагируют на изменения скорости и давления, что делает их идеальными для гибких производственных процессов.
Например, электрические машины более энергоэффективны, что снижает эксплуатационные расходы. Они также быстрее реагируют на изменения скорости и давления, что делает их идеальными для гибких производственных процессов.
Кроме того, электрические машины производят меньше шума и вибрации, что делает их более удобными в эксплуатации. Поскольку производители продолжают искать способы повышения эффективности и снижения затрат, электрические термопластавтоматы, вероятно, получат более широкое распространение.
Гибридные литьевые машины
Гибридные литьевые машины— это новейшая разработка в области литья пластмасс под давлением. Гибриды сочетают в себе лучшие черты как гидравлических, так и электрических машин. Эти машины более энергоэффективны, экономя деньги на счетах за коммунальные услуги. Они также имеют тенденцию быть тише и производят меньше вибрации, что делает их идеальными для использования в средах, чувствительных к шуму.
Кроме того, гибриды обеспечивают более высокую точность и управляемость, чем их гидравлические или электрические аналоги, что делает их идеальными для производства, требующего жестких допусков.
Различные пластмассы, используемые в литье под давлением
Компании используют в литье под давлением множество типов пластмасс, каждая из которых имеет свои уникальные свойства и область применения. Вот восемь таких пластиков:
- АБС (акрилонитрил-бутадиен-стирол) — прочный пластик, обычно используемый для производства предметов домашнего обихода, таких как игрушки и бытовая техника.
- ПВХ (поливинилхлорид) — это универсальный пластик, используемый во многих областях, включая сантехнику, электропроводку и напольные покрытия.
- ПЭ (полиэтилен) — это легкий пластик, который часто используется в производстве упаковки и пищевых контейнеров.
- ПП (полипропилен) — это прочный, термостойкий пластик, обычно используемый для изготовления деталей автомобилей и промышленных компонентов.
- PS (полистирол) — легкий пластик, часто используемый в производстве упаковочных материалов и стаканов для питья.
- ПЭТ (полиэтилентерефталат) — это прочный, устойчивый к разрушению пластик, который часто используется для изготовления контейнеров для пищевых продуктов и напитков.
- PA (полиамид) — это прочный гибкий пластик, обычно используемый для изготовления промышленных компонентов и автомобильных деталей.
- ПК (поликарбонат) — прозрачный, ударопрочный пластик, который часто используется для изготовления оборудования для обеспечения безопасности и медицинских устройств.

Области применения литьевых изделий
Изделия, полученные литьем под давлением, могут применяться и использоваться в различных областях. Вот некоторые из их основных применений:
- Автомобильные детали: Литье под давлением обычно используется для изготовления автомобильных деталей, включая дверные панели, приборные панели и бамперы.
- Медицинские устройства: Их можно использовать для создания медицинских устройств, таких как манжеты для измерения артериального давления и стетоскопы.
- Электрические компоненты: Этот метод также можно использовать для создания электрических компонентов, таких как вилки и выключатели.
- Игрушки: Многие игрушки, в том числе фигурки и куклы, иногда изготавливаются методом литья под давлением.
- Контейнеры для пищевых продуктов: Литье под давлением часто используется для изготовления контейнеров для пищевых продуктов, таких как стаканчики для йогурта и бутылки для приправ.
- Предметы домашнего обихода: Литье под давлением создает множество видов предметов домашнего обихода, в том числе занавески для душа и пластиковые вешалки.
- Спортивные товары: Литье под давлением часто используется для изготовления спортивных товаров, таких как теннисные мячи и хоккейные шайбы.
- Инструменты: Полезен при создании таких инструментов, как молотки и отвертки.

Литье под давлением в сравнении с экструзией
Хотя процессы литья под давлением и экструзии включают плавление пластика и придание ему желаемой формы, между ними есть некоторые ключевые различия. Литье под давлением обычно использует более высокое давление, чем экструзия, что позволяет более точно контролировать окончательную форму детали.
Литье под давлением обычно использует более высокое давление, чем экструзия, что позволяет более точно контролировать окончательную форму детали.
Кроме того, при литье под давлением обычно используется плунжер для подачи расплавленного пластика в форму, как показано на изображении ниже, в то время как экструзия полагается на гравитацию для подачи пластика в форму. В результате детали, изготовленные методом литья под давлением, более точны и имеют более гладкие поверхности, чем экструдированные детали.
Изображение предоставлено: Джеки Лау через Youtube.Наконец, люди обычно используют литье под давлением для небольших деталей сложной формы, в то время как экструзия лучше подходит для более крупных деталей более простой формы.
Детали массового производства с литьем под давлением
Литье под давлением — это универсальный технологический процесс, который используется в промышленности для создания продуктов различного назначения. Если вам нужны автомобильные детали, медицинские приборы, игрушки или инструменты, литье под давлением может быть правильным решением. Этот процесс полезен для создания деталей с очень высокой точностью, что делает его идеальным для приложений массового производства и работ, требующих использования различных материалов.
Этот процесс полезен для создания деталей с очень высокой точностью, что делает его идеальным для приложений массового производства и работ, требующих использования различных материалов.
Взрывы пыли: Предотвращение и защита — Химическая инженерия
Предотвращение взрывов пыли — это не высшая математика, и тем не менее эти бедствия случаются. Эта статья написана, чтобы помочь предотвратить эти несчастные случаи. В нем описывается, как и почему происходят эти взрывы и что можно сделать, чтобы их избежать.
Почему они происходят
Взрывы пыли происходят при одновременном наличии трех условий. Во-первых, это пылевое облако горючего материала (топлива). Во-вторых, достаточное количество кислорода. В-третьих, наличие источника воспламенения достаточной мощности. Когда все три условия объединяются, происходит возгорание, а затем взрыв, если возгорание происходит в закрытой среде, такой как бункер, силос, пылесборник или даже здание.
Рисунок 1. |
 Все три стороны треугольника горения
Все три стороны треугольника горения
Большой кусок дерева после воспламенения будет медленно гореть, выделяя тепло в течение длительного времени. Но если этот кусок дерева разрезать на мелкие кусочки, скорость горения увеличивается, потому что общая площадь поверхности контакта между частицами дерева и воздухом увеличилась. Если куски дерева разрезать на очень маленькие кусочки, например, 0,1 мм или меньше, и частицы образуют облако пыли, так что каждая частица имеет достаточно большой объем воздуха, дающий достаточно места для ее неограниченного горения, скорость горения будет очень высокой. быстро. Если такое взрывное возгорание пыли происходит внутри технологического оборудования или рабочих помещений, давление в полностью или частично закрытом помещении может быстро возрасти, и технологическое оборудование или здание может взорваться. Фигура 1 называется треугольником горения, потому что у нее есть эти три стороны. Он показывает, что взрыв пыли можно предотвратить, устранив любое из этих трех условий.
Он показывает, что взрыв пыли можно предотвратить, устранив любое из этих трех условий.
Среди трех вышеперечисленных условий есть еще одно, которое необходимо учитывать. Это концентрация частиц пыли в пылевом облаке. Чтобы произошел взрыв пыли, в замкнутом газовом пространстве должны присутствовать частицы пыли в достаточном количестве. Минимальное количество или концентрация называется нижней взрывоопасной концентрацией (LEC). (Этот термин является синонимом термина нижний предел взрываемости, или НПВ, который используется для горючих газов). В дополнение к LEC существуют также верхняя взрывоопасная концентрация (UEC) и оптимальная взрывоопасная концентрация (OEC). При UEC или выше частицы пыли находятся так близко друг к другу, что могут гореть, но не могут вызвать взрыв пыли. На ОЕС тяжесть пылевого взрыва максимальна.
Взрывы пыли происходят потому, что горение происходит в закрытом воздушном пространстве. При взрыве пыли частицы пыли сгорают и превращаются в пар, который расширяется и сжигает другие частицы. Газообразные продукты сгорания не могут выйти из пространства, что приводит к повышению внутреннего давления. Это увеличение давления приводит к разрыву контейнера, в котором происходит горение. В закрытом сосуде давление при взрыве повышается из-за расширяющегося пара. Максимальное давление ( P max ), которая проявляется, зависит от свойства пыли, называемого индексом взрывоопасности ( K st ). Каждая пыль имеет свое значение K st . Чем выше K st , тем выше взрывная способность и тем выше создаваемое давление. Значения K st и P max определяются стандартизированным лабораторным тестом.
Газообразные продукты сгорания не могут выйти из пространства, что приводит к повышению внутреннего давления. Это увеличение давления приводит к разрыву контейнера, в котором происходит горение. В закрытом сосуде давление при взрыве повышается из-за расширяющегося пара. Максимальное давление ( P max ), которая проявляется, зависит от свойства пыли, называемого индексом взрывоопасности ( K st ). Каждая пыль имеет свое значение K st . Чем выше K st , тем выше взрывная способность и тем выше создаваемое давление. Значения K st и P max определяются стандартизированным лабораторным тестом.
Горючее пылевое облако не начнет гореть, если оно не воспламенится от источника тепла достаточной мощности. Наиболее распространенными источниками воспламенения являются тлеющие или горящие материалы; открытый огонь, такой как сварка, резка, спички и т. д.; горячие поверхности, такие как горячие подшипники, осушители, нагреватели, компрессоры и т. д.; тепло от механических воздействий; и электрические разряды, дуги и электростатические разряды.
д.; тепло от механических воздействий; и электрические разряды, дуги и электростатические разряды.
Горючая пыль должна быть сначала воспламенена, прежде чем она может инициировать взрыв пыли. Источник воспламенения должен иметь минимальную энергию воспламенения (МИЭ). Это энергия, необходимая для инициирования воспламенения пылинки. Чем ниже МИЭ, тем выше горючесть пыли. MIE менее 10 мДж считается низким MIE.
Материалы, которые могут вызвать взрыв пыли, представляют собой натуральные органические материалы, такие как зерно, хлопок, лен и сахар; синтетические органические материалы, такие как пластмассы, пигменты и пестициды; уголь и торф; и большинство металлов, таких как алюминий, магний и цинк.
Ряд параметров определяет взрывоопасные характеристики горючих твердых веществ.
Индексы взрывоопасности (P max и K st ). Взрывоопасность пыли измеряется двумя индексами дефлаграции, а именно максимальным давлением дефлаграции ( P max ) и нормализованной максимальной скоростью роста давления ( K st ). Эти показатели измеряются в закрытом сферическом испытательном сосуде (рис. 2). P max — максимальное давление, создаваемое в стандартном испытательном сосуде при взрыве пыли. K st измеряет силу взрыва пыли. Это связано со скоростью роста давления из-за взрыва пыли в стандартном испытательном сосуде. Чем выше значение K st , тем сильнее пылевой взрыв. K st определяется уравнением (1) в бар-м/с:
Эти показатели измеряются в закрытом сферическом испытательном сосуде (рис. 2). P max — максимальное давление, создаваемое в стандартном испытательном сосуде при взрыве пыли. K st измеряет силу взрыва пыли. Это связано со скоростью роста давления из-за взрыва пыли в стандартном испытательном сосуде. Чем выше значение K st , тем сильнее пылевой взрыв. K st определяется уравнением (1) в бар-м/с:
| Рис. 2. В типичных результатах испытаний P max является верхним пиком красной линии, , тогда как максимальная скорость повышения давления (dp/dt) используется с уравнением (1) для определения К ст |
(1)
Где:
P = давление в тестовом сосуде, бар
T = Time, S
V = VOLC0873 3
= Скорость повышения давления в испытательном сосуде
Теплота сгорания.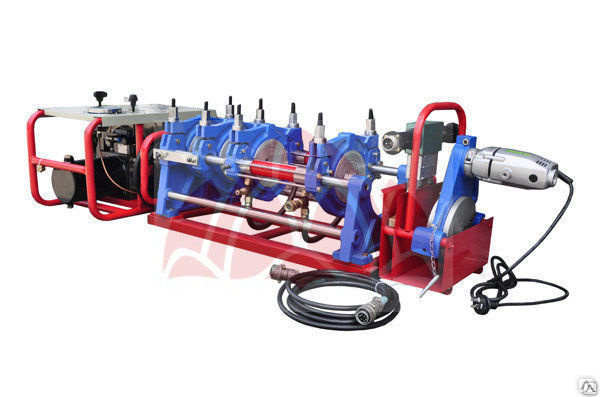 Теплота сгорания материала является важным параметром, поскольку определяет количество тепла, выделяющегося при взрыве. Тепло выделяется за счет окисления материала. Такие металлы, как алюминий и магний, выделяют гораздо больше тепла, чем органическая пыль и уголь. В результате температура пламени металлической пыли, такой как алюминий и магний, очень высока по сравнению с температурой пламени органической пыли.
Теплота сгорания материала является важным параметром, поскольку определяет количество тепла, выделяющегося при взрыве. Тепло выделяется за счет окисления материала. Такие металлы, как алюминий и магний, выделяют гораздо больше тепла, чем органическая пыль и уголь. В результате температура пламени металлической пыли, такой как алюминий и магний, очень высока по сравнению с температурой пламени органической пыли.
Размер частиц и гранулометрический состав (PSD). Взрывоопасность пыли зависит от размера частиц. Как правило, частицы крупнее примерно 400 микрон или примерно 35 меш могут гореть, но не взрываться. Частицы крупнее 120 меш могут гореть и взрываться, но сила взрыва пыли не очень высока. Частицы размером менее 200 меш являются наиболее взрывоопасными и используются для определения взрывоопасных свойств пыли, таких как ее значения Kst , MIE и LEC.
По мере уменьшения размера частиц пыли размером менее 200 меш пыль становится все более и более взрывоопасной по следующим причинам:
• Уменьшение MIE
• Увеличение P max и K st
Гибридные смеси представляют собой смеси горючих газов, кислорода и горючей пыли. Гибридные смеси гораздо более взрывоопасны, чем смеси горючей пыли и кислорода.
Гибридные смеси гораздо более взрывоопасны, чем смеси горючей пыли и кислорода.
Классы пыли. Классификация NFPA (Национальной ассоциации противопожарной защиты) для различных видов пыли: класс 1, класс 2 и класс 3. Класс 1 — наименее взрывоопасная пыль, а класс 3 — наиболее взрывоопасная пыль. Ниже приведены примеры этих трех классов пыли:
• Пыль класса 1 ( K st = 1–200 бар-м/с): уголь, мука, крахмал, сахар, зерно, сухое молоко, полиэтилен, полипропилен, эпоксидная смола и сера
• Пыль класса 2 ( K st = 201–300 бар-м/с): Органический пигмент, древесина, целлюлоза и пробка
• Пыль класса 3 ( K st > 300 бар-м/с): алюминий, магний и кальций
Если данные о обрабатываемом материале показывают, что его пыль взрывоопасна, необходимо принять меры для предотвращения взрыва пыли. Эти шаги приведены ниже.
Меры предосторожности
Внедрить надлежащие процедуры уборки, чтобы свести к минимуму образование облака пыли в любом месте здания или внутри технологического оборудования. Между тем, сведите к минимуму вероятность наличия источника возгорания, приняв процедуры безопасного ведения хозяйства и надлежащую электрическую классификацию. Эти два метода более подробно описаны ниже.
Между тем, сведите к минимуму вероятность наличия источника возгорания, приняв процедуры безопасного ведения хозяйства и надлежащую электрическую классификацию. Эти два метода более подробно описаны ниже.
В зданиях и других замкнутых пространствах необходимо постоянно поддерживать надлежащий порядок во избежание скопления пыли. Надлежащее ведение хозяйства необходимо для предотвращения скопления пыли внутри зданий или сооружений, поскольку эти скопления могут привести к вторичным взрывам пыли.
Пыль не должна скапливаться слоями на оборудовании, стенах зданий, полах или конструктивных элементах. Установите вентиляцию здания и систему сбора пыли, если невозможно обеспечить надлежащую уборку. Предпочтительным методом удаления пыли является использование правильно сконструированного пылесоса. Необходимо предотвратить рассеивание пыли, приводящее к образованию пылевого облака.
При этом помните о следующих рекомендациях:
• Пыленепроницаемый процесс: Все компоненты процесса должны быть пыленепроницаемыми
• Сбор пыли: должны быть установлены коллекторы для удаления и сбора выделяемой пыли
• Конструкция пневмотранспортной системы : Все оборудование и трубопроводы должны иметь пыленепроницаемую конструкцию, чтобы избежать выброса пыли. Трубопровод должен быть спроектирован таким образом, чтобы выдерживать максимальное давление взрыва, не превышающее две трети давления разрыва. В случае выхода из строя фильтроэлемента выходы воздуходувок и пылесборников выносятся за пределы закрытых зданий для предотвращения образования пылевого облака внутри здания или сооружения.
Трубопровод должен быть спроектирован таким образом, чтобы выдерживать максимальное давление взрыва, не превышающее две трети давления разрыва. В случае выхода из строя фильтроэлемента выходы воздуходувок и пылесборников выносятся за пределы закрытых зданий для предотвращения образования пылевого облака внутри здания или сооружения.
Конструкция и расположение оборудования, надлежащее техническое обслуживание и поддержание порядка в порядке необходимы для сведения к минимуму возможности воспламенения пыли от электрооборудования или другого оборудования, которое может иметь высокую температуру поверхности.
В США все электрические установки и конструкции оборудования должны соответствовать требованиям, установленным Национальным электротехническим кодексом США. Этот код классифицирует области обработки или производства, связанные с горючими материалами, в соответствии с классом, группой и подразделением.
• Класс относится к широким категориям горючих материалов, где Класс I включает все горючие пары и газы, а Класс II включает всю горючую пыль
• Группа дополнительно определяет классы на основе легкости воспламенения или скорости горения горючего материала
• Раздел определяет периоды времени, частоту и продолжительность, в течение которых горючий материал присутствует
• Неклассифицированные области — это зоны, в которых в любое время не содержится значительного количества горючих материалов. Электрооборудование, установленное в неклассифицированных зонах, должно соответствовать определенным минимальным стандартам для обеспечения работоспособности и предотвращения опасности для персонала.
После того, как будет установлено, что конкретная зона может содержать горючие материалы, необходимо классифицировать зону в соответствии с разделом и группой.
• Раздел 1 Места определяются как места, где легковоспламеняющиеся или горючие смеси обычно присутствуют в достаточных количествах, чтобы представлять опасность
• Подкласс 2 места, где легковоспламеняющиеся или горючие смеси обычно отсутствуют, но могут присутствовать в результате нечастых неисправностей оборудования к группам A, B, C или D, а горючая пыль относится к группам E или G.
Соединение и заземление: Уровни энергии, намного превышающие 15 мДж, которых вполне достаточно для воспламенения некоторых видов пыли, можно получить с помощью искровых разрядов от незаземленные проводники. Для рассеивания статического электричества необходимо обеспечить надлежащее соединение и заземление оборудования и компонентов для обработки твердых частиц, включая системы транспортировки, подачи, смешивания и хранения. Склеивание — это процесс электрического соединения проводящих компонентов друг с другом таким образом, чтобы они имели одинаковый электрический потенциал и между ними не могли возникнуть искры. Такое оборудование, как рукавный фильтр, может состоять из ряда отдельных компонентов: каркасов для мешков, зажимов для мешков, провода заземления мешков и т. д. В таких случаях важно, чтобы каждый из компонентов был должным образом заземлен, а целостность системы заземления регулярно проверялась. Сопротивление заземления должно быть измерено и задокументировано для каждого основного компонента.
Ограничения температуры кожи оборудования: В дополнение к установлению ряда других требований к конструкции и установке, температура кожи (внешней поверхности) любого оборудования не должна превышать 80% температуры самовоспламенения (AIT) для пыли. использовал.
Техническое обслуживание: Техническое обслуживание должно обеспечивать целостность пыленепроницаемого электрооборудования. Необходим периодический осмотр для обнаружения и удаления горючей пыли внутри электрооборудования.
Методы проектирования
При обращении со взрывоопасной пылью для проектирования систем предотвращения взрыва пыли или защиты используются следующие стандарты:
• NFPA 68: Вентиляция взрыва
• NFPA 69: Предотвращение взрыва
• NFPA 69: Предотвращение взрыва • NFPA 68: Вентиляция взрыва : Электрическая классификация газов, паров и пыли для электрооборудования в опасных (классифицированных) зонах• NFPA 650: Пневматические транспортные системы для обращения с горючими материалами
• NFPA 654: Предотвращение пожаров и взрывов в химической, красильной, фармацевтической и пластмассовой промышленности
Использование этих стандартов более подробно описано ниже.
Системы пожаротушения. Системы подавления взрыва предотвращают развитие высоких взрывных давлений в сосудах путем подавления начала взрыва в его источнике. Эти системы состоят из детекторной системы, фиксирующей начало взрыва, герметичного контейнера с огнетушащим веществом и быстрооткрывающегося клапана, который активируется датчиком давления через контрольно-контрольный блок. Огнетушащая среда распыляется в защищаемом сосуде за очень короткое время, чтобы снизить ожидаемое максимальное давление до значительно более низкого уровня. Детекторы, запускающие систему пожаротушения, способны быстро запустить систему пожаротушения. Существует три различных типа датчиков: термоэлектрические, оптические и датчики давления. Датчики давления используются более широко. Емкости с огнетушащим веществом снабжены быстродействующими клапанами, которые полностью открываются в течение миллисекунд после подачи сигнала активации. Клапаны предназначены для равномерного распределения всего содержимого огнетушащего вещества за очень короткое время.
Чтобы предотвратить возникновение воспоминаний, требуется положительный метод изоляции взрыва. Для этой изоляции используются такие устройства, как механические разъединители или быстродействующие запорные клапаны для изоляции сосуда.
Метод подавления взрыва является непомерно дорогим для крупного оборудования и емкостей, таких как бункеры и силосы. Также требуется тщательное техническое обслуживание систем управления, чтобы не нарушалась своевременная работа клапанов.
Защита от взрывного давления. Сдерживание взрывного давления — это метод защиты малогабаритного оборудования путем его проектирования таким образом, чтобы оно выдерживало внутреннее давление, создаваемое взрывом. Этот метод является непомерно дорогим для больших емкостей, таких как бункеры и силосы.
Сосуды, предназначенные для сдерживания давления взрыва, должны быть спроектированы и изготовлены в соответствии с Кодексом ASME для сосудов под давлением.
Расчетное давление сосуда зависит либо от предела прочности сосуда, либо от предела текучести сосуда.
Сосуд сконструирован таким образом, что пиковое давление взрыва составляет менее двух третей давления разрыва сосуда. Расчетное давление сосуда рассчитывается с использованием метода, приведенного в NFPA 69:
(2)
Где:
F u = Отношение 90 создаваемого при расчетном напряжении к пределу прочности
P r = расчетное давление сосуда для предотвращения разрыва сосуда, фунт/кв. дюйм изб.
P max = максимальное давление дефлаграции, фунт/кв. при расчетном давлении) следует заменить предельным напряжением в приведенном выше уравнении. Предел текучести — это напряжение, при котором материал необратимо деформируется; предельное растягивающее напряжение – это напряжение, при котором происходит разрыв.
Инертизация. Этот метод проектирования используется для предотвращения взрыва пыли за счет снижения концентрации кислорода до уровня, меньшего, чем необходимо для поддержания взрыва. Это предпочтительный метод проектирования для пыли, чувствительной к воспламенению. Чувствительной к воспламенению является пыль, чья фракция размером менее 200 меш имеет MIE менее 10 мДж. Он также используется для гибридной пыли (пыли, содержащей горючие газы).
Это предпочтительный метод проектирования для пыли, чувствительной к воспламенению. Чувствительной к воспламенению является пыль, чья фракция размером менее 200 меш имеет MIE менее 10 мДж. Он также используется для гибридной пыли (пыли, содержащей горючие газы).
При подаче достаточного количества инертного газа (обычно азота) объемная концентрация кислорода снижается до такого уровня, при котором воспламенение смеси пыли, горючего газа и воздуха невозможно. Инертный газ не должен быть загрязнен воздухом или углеводородами.
Минимальный запас прочности 2 об.% должен быть обеспечен ниже предельной концентрации кислорода (LOC), если верно любое из следующего: предотвращение образования взрывоопасной смеси в случае отказа (с предварительной и аварийной сигнализацией)
• Или, если блокировки не установлены, должна быть предусмотрена сигнализация и должны быть предусмотрены рабочие процедуры для предотвращения образования смесь, превышающая максимальную концентрацию кислорода, выше которой может произойти дефлаграция
Если анализаторы кислорода и сигнализаторы не используются, максимальная концентрация кислорода должна поддерживаться на уровне не более 60 % ПДК, должна быть предусмотрена сигнализация при потере потока или давления инертного газа, а концентрация кислорода должна проверяться на на регулярной основе. Целостность и постоянство всех средств инертизации должны быть установлены путем периодической проверки концентрации кислорода. Сигналы тревоги низкого расхода следует использовать, если нельзя полагаться на процедуры, обеспечивающие включение инертного газа.
Целостность и постоянство всех средств инертизации должны быть установлены путем периодической проверки концентрации кислорода. Сигналы тревоги низкого расхода следует использовать, если нельзя полагаться на процедуры, обеспечивающие включение инертного газа.
Для тех операций, которые полностью зависят от контроля окислителя как средства взрывозащиты (например, не предусмотрена вентиляция при взрыве или другие методы взрывозащиты), процент O 2 и системы потока инертного газа следует рассматривать как критические элементы управления.
Максимальные концентрации кислорода для типичной пыли можно найти в NFPA 69.
Метод удаления пыли при взрыве. Этот метод используется для предотвращения катастрофического ущерба оборудованию и объектам путем надлежащего сброса взрыва пыли во внешнюю атмосферу. Он предполагает наличие кислорода, горючей смеси и достаточно сильного источника воспламенения, чтобы мог произойти взрыв пыли. Катастрофическое разрушение сосуда можно предотвратить, предусмотрев разрывные панели на сосудах для сброса давления и сброса взрывчатого вещества, а также сконструировав разрывные панели таким образом, чтобы пиковое давление взрыва составляло менее двух третей давления разрыва сосуда.
Разрывные панели также называются вентиляционными отверстиями. Вентиляционные отверстия — это отверстия в сосуде, через которые газы, образующиеся при сгорании, могут расширяться и вытекать. Эти вентиляционные отверстия служат для ограничения давления дефлаграции, так что повреждение корпуса ограничивается до приемлемого уровня или полностью исключается. Площадь вентиляционных отверстий должна быть достаточно большой, чтобы ограничить давление взрыва до безопасного уровня. Вентиляционные отверстия спроектированы таким образом, что они разрываются и выбрасываются, тем самым снижая давление внутри сосуда до уровня ниже номинального давления разрыва сосуда.
Скорость повышения давления является важным параметром при устранении последствий взрыва. Он определяет время, необходимое для выхода продуктов сгорания из корпуса и сброса давления. Чем выше этот показатель, тем больше требуется площадь вентиляции.
Сосуд или оборудование должны быть спроектированы таким образом, чтобы выдерживать максимальное давление, достигаемое во время процесса вентиляции, без катастрофического отказа. Допустима некоторая деформация сосуда или оборудования во время дефлаграции с вентиляцией. Например, частичное разрушение стыка крыши с корпусом судна не считается катастрофическим разрушением.
Допустима некоторая деформация сосуда или оборудования во время дефлаграции с вентиляцией. Например, частичное разрушение стыка крыши с корпусом судна не считается катастрофическим разрушением.
Максимальное давление при выпуске воздуха ( Pred ) не должно превышать двух третей статического давления разрыва защищаемого оборудования. Если Pred превышает 10 фунтов на квадратный дюйм, требуется сосуд по стандарту ASME.
Давление открытия вентиляционного отверстия ( Pstat ) должно быть установлено настолько низким, насколько это практически возможно, чтобы свести к минимуму рост внутреннего давления в сосуде до того, как произойдет взрыв. Это снижает вероятность повреждения и для заданного размера вентиля приводит к более низкому максимальному давлению во время вентилирования. Однако Pstat должен быть достаточно высоким, чтобы предотвратить преждевременное открытие вентиляционного отверстия в результате сочетания нормального рабочего давления сосуда и ветровой нагрузки.
Следующий метод для расчета требуемой площади вентиляции ( A V , M 2 ) приведен в NFPA 68 и здесь в уравнении (3):
( 3 )
:
( 3 )
2:
( 3 )
:
( 3 )
:
( 3 )
:
( 3 )
:
( 3 )
:
( 3 )
A v = Требуемая площадь вентиляции, м 2
A = 5,71 x 10 –4 Exp (2 P СТАТ )
B = 0,978 EXP (–0,105 P = 0,978 EXP (–0,105 P = 0,978 EXP (–0,105 P = 0,978 EXP (–0,105 P = 0,978 EXP (–0,105 P = 0,978. 0.687 exp (0.0226 P stat )
V = Empty vessel volume, m 3
K st = Dust deflagration index, bar-m/s
P красный = Приведенное давление (максимальное давление, фактически развивающееся в сосуде при вентилируемом взрыве), бар изб. Максимальное давление, создаваемое во время вентилируемой дефлаграции ( P красный ) не должен превышать 2/3 разрывного давления сосуда.
Максимальное давление, создаваемое во время вентилируемой дефлаграции ( P красный ) не должен превышать 2/3 разрывного давления сосуда.
P stat = Давление, при котором открывается предохранительное устройство, бар изб. Это давление, при котором клапан должен открываться. Оно должно быть как минимум на 0,5 фунта на кв. дюйм больше, чем пиковое рабочее давление оборудования. Минимальное значение P stat , используемое в уравнениях вентиляции, составляет 0,1 бар изб. (1,45 фунт/кв. дюйм изб.).
Для вентиляционных отверстий следует соблюдать следующие рекомендации:
• Вентиляционные отверстия должны быть спроектированы таким образом, чтобы обеспечить свободное, беспрепятственное открытие во время дефлаграции
• Доступ персонала к зонам, которые могут подвергаться воздействию огненных шаров, выходящих из дефлаграционных вентиляционных отверстий, должен быть ограничен, если не установлены дефлекторные щиты. Экраны не должны мешать процессу вентиляции
Экраны не должны мешать процессу вентиляции
• Панели должны быть надлежащим образом привязаны с помощью цепей или тросов, где это практически возможно, чтобы они не превратились в ракеты во время процесса вентиляции
• Вентиляционные панели должны быть расположены так, чтобы им не мешали уровень твердых частиц в сосуде. Например, убедившись, что нижняя часть вентиляционной панели находится как минимум на 1 фут выше максимального уровня твердых частиц
• Если используются боковые вентиляционные панели, они должны быть расположены симметрично по периметру вентилируемого резервуара.
• Все оборудование, использующее взрывозащитные панели, должно располагаться вне закрытых конструкций или зданий. Если это невозможно, а объем оборудования превышает 8 фут3, вентиляция оборудования должна производиться наружу через надлежащим образом спроектированный воздуховод
• Вентиляционные панели должны изготавливаться поставщиками, обладающими специальными знаниями в области проектирования и испытаний
• Вентиляционные отверстия могут выйти из строя из-за разрыва (например, при растяжении металла) или из-за вылета из рамы или из-за выхода из строя крепежных элементов. При использовании крепежных элементов избегайте подпружиненных защелок, поскольку они ненадежны.
Здания. Здания, которые правильно спроектированы и обслуживаются оборудованием для удаления пыли и технологическим оборудованием, не требуют взрывоопасной вентиляции. Однако желательна ограждающая конструкция здания. В местах, где существуют условия концентрации пыли в окружающей среде, например, из-за плохого технического обслуживания и уборки, должна быть обеспечена взрывоопасная вентиляция здания, как указано в NFPA 68.
Пылесборники и рукавные фильтры. Пылеуловители и мешочные фильтры представляют значительную опасность взрыва пыли, поскольку они по своей природе содержат пыль внутри. Их трубные решетки и каркасы мешков должны быть надлежащим образом соединены и заземлены, чтобы предотвратить воспламенение, вызванное статическими зарядами. На запыленной стороне пылесборника должны быть предусмотрены должным образом спроектированные взрывоотводы. Пылеуловители должны располагаться снаружи зданий или вблизи наружных стен. При установке над бункерами и бункерами в качестве вентиляционных фильтров бункера используйте поворотный клапан для предотвращения распространения взрыва пыли в бункер или бункер. При работе с пылью с низким MIE используйте метод инертизации, как описано выше, вместо взрывных клапанов.
Под редакцией Ребекки Маршалл
Автор
Амрит Агарвал — инженер-консультант компании Pneumatic Conveying Consulting (7 Carriage Road, Charleston, WV, 25314, Email: 3ol@poly@505p; 3013-505p; .com). Он начал свою консалтинговую деятельность после ухода из The Dow Chemical Co. в 2002 году в качестве старшего научного сотрудника. Он имеет более чем 47-летний опыт проектирования и эксплуатации сыпучих материалов и пневмотранспорта. Он имеет степень магистра. получил степень бакалавра машиностроения в Университете Висконсин-Мэдисон и степень магистра делового администрирования в Колледже последипломного образования Западной Вирджинии в Чарльстоне.