YesWelder? No!. Статьи компании «Мир Сварки»
Совершенно случайно в нашу сервисную службу попал сварочный аппарат YesWelder, родом «с самой Америки». На просторах рунета про данный сварочный аппарат найти информации непросто, однако утверждается, что данная модель очень популярна в США и «не имеет аналогов в России». Действительно, англоязычных обзоров хватает, поэтому поэтому нас заинтересовал данный аппарат.
Начнём с предыстории. Принесли аппарат с сервисную службу, с просьбой помочь настроить чудо-технику. Стоимость полуавтомата составляла около 500 долларов США. Потратив несколько часов на тестирование и настройку оборудования, всё-таки удалось адаптировать данное изделие на работу с проволокой диаметром 0,8мм. Сразу скажем, что все работы выполнялись бесплатно, т. к. нас заинтересовала «знаменитая» модель. Увы, все наши старания оказались напрасными, т. к. немного поработав, клиент решил избавиться от «новинки», на вторичном рынке, приобретя обычный полуавтомат популярного китайского производителя.
Почему было затрачено так много времени, об этом расскажем в конце данной статьи, теперь давайте рассмотрим непосредственно сам аппарат.
Заявленные характеристики YesWelder Mig Pro 250:
Режим работы | ПВ 60% |
MMA | 250 А |
Lift TIG | 220 A |
MIG | 250 A |
Полуавтомат отличается большим спектром настроек, начиная от включения и выключения AntiStick до дожига проволоки, но о них расскажем позже.
Что же внутри ?
Сразу бросается в глаза маленькая плата управления, на которой реализовано сердце аппарата в виде микроконтроллера STM32 и естественно шим-контроллер. Лицевая панель, на которой отображается цифровая индикация. Ну и естественно основная моноплата, с силовой частью, выпрямительным блоком и т.
В первую очередь, по просьбе владельца сделали тесты:
Режим работы | Заявленный максимальный ток, А | В | Максимальный ток, А | Рабочее напряжение, В |
MMA | 250 | 55 ± 5 | 165 ± 10 | 21± 2 |
LiftTIG | 220 | 17 ± 5 | 187± 10 | 21± 2 |
MIG | 250 | — | 236± 10 | 25± 2 |
В принципе, цифры уже говорят сами за себя, к ним трудно что-то добавить.
Мы не стали проводить тесты синергетическом режиме, точнее не смогли, поскольку данная функция при настройке аппарата показала себя некорректно. При выставлении необходимого тока под проволоку 0.8 мм, сварочный аппарат пытался автоматически выставить напряжение, но безуспешно. То не хватало, то было слишком много, иногда техника вообще отключалась, поэтому всю настройку, мы проводили в ручном режиме.
Было выявлено, что устанавливаемое значение напряжения не соответствует действительному, поэтому была составлена следующая таблица соответствий
Напряжение на табло (Вольт) | Реальное напряжение (Вольт) |
12.5 | 11.5 |
13 | 12 |
14 | 13 |
15 | 13. |
16 | 14.8 |
17 | 15.7 |
18 | 16.6 |
19 | 17.6 |
20 | 18.5 |
21 | 19.5 |
22 | 20.4 |
23 | 21.3 |
24 | 22.2 |
25 | 23.2 |
26 | 24 |
27 | 25 |
28 | 26 |
29 | 26. |
30 | 26.5 |

 5
5
Из приведённых таблиц видно, что полуавтомат настроен некорректно и в целом не соответствует своим заявленным характеристикам. Есть (сомнительная) гипотеза, что расхождение связанно с разными характеристиками российской и американской сетей, хотя в теории, должны поддерживаться обе.
По поводу большого спектра настроек данной установки. В процессе настройки аппарата, было перепробовано множество настроек и хотя нам непонятно зачем многие из них в в принципе на младшей модели , расскажем об основных результатах.
Начну с индуктивности — при попытке использования данной функции , начинаются непредсказуемые разнонаправленные изменения рабочего напряжения
Hot Start –в режиме MMA работает вполне адекватно, но к сожалению в режиме полуавтоматической сварки в момент поджига образуется очень большое количество брызг, приводящее к косметическим дефектам окружающего материала и часто происходит прожигание тонкого металла.
Дожиг проволки – работает очень хорошо и претензий к нему нет.
Форсаж дуги работал только в ручном режиме, при этом, увеличение тока было настолько незначительным, что фиксировалось только с помощью измерительной аппаратуры, не влияя на процесс сварки.
Серьёзным недостатком данного аппарата являются проблемы при работе на пониженном напряжении. Даже при небольшой «просадке» питания приходилось серьёзно менять режимы, что и не давало нормально работать в режиме «синергии». Вероятно, в штатах сети намного стабильнее, чем у нас.
Настало время подвести итоги. Нельзя судить по единичной модели, возможно нам просто не повезло, но складывается впечатление, что установка вообще не тестировалась в российский сетях .
Пиар во многом базируется на её богатом функционале, но во первых он явно избыточен в младших моделях, во вторых, как уже отмечалось — был неработоспособен (в доставшейся нам модели).
Цена в 500 долларов, выглядит откровенно завышенной, тем более, что на рынке уже появилось немало работающих недорогих установок со схожим функционалом, под местными брендами.
Вольтра. Статьи по выбору, обзоры
Способы крепления тороидальных трансформаторов Штиль
В этой статье будет рассказано об особенностях заказа трансформаторов Штиль.
Импульсная MIG/MAG сварка полуавтоматом: что это и как работает?
В статье описана технология импульсной сварки, необходимое оборудование и настройки, а также различные тонкости, полезные для новичков и профессионалов.
Сварка алюминия аргоном: подробная инструкция для начинающих
В данной статье рассказываем, как подготовиться к сварке алюминия, как настраивать аппарат, как праильно варить и многое другое.
Топ 10 лучших ударных дрелей
Ударные дрели незаменимы в хозяйстве, в строительстве. Выбрать из бесконечного количества моделей трудно, поэтому мы публикуем топ моделей ударных дрелей, которые можно приобрести на нашем сайте.
Выбрать из бесконечного количества моделей трудно, поэтому мы публикуем топ моделей ударных дрелей, которые можно приобрести на нашем сайте.
Топ 9 лучших аккумуляторных гайковертов
Аккумуляторные гайковерты — мобильный и многофункциональный инструмент. Его область применения намного шире, чем у классического шуруповерта. Приводим примеры.
Топ 9 аккумуляторных отверток
Аккумуляторная отвертка — мобильный, компактный и при этом недорогой электроинструмент, важный для любых домашних или ремонтных работ. Рассмотрим лучшие модели.
Топ 10 дренажных насосов
Дренажные насосы можно использовать как при аварийных ситуациях, так и при, например, заборе воды из естественного водоема. Выбираем 10 лучших моделей.
Топ 9 насосных станций для дома
Насосные станции служат для перекачки воды из скважины в дом, распределения ее по трубам.
Топ 8 сварочных инверторов
Сварочных инверторов на рынке — огромное множесто. Идет жесткая конкурения между произодителями. Поэтому особенно важно помочь с выбором хорошего аппарата, ведь от него зависит многое.
Градуировочные таблицы термопар
В этой статье размещены градуировочные таблицы термопар.
Топ 6 стабилизаторов для котлов — список лучших стабилизаторов напряжения для котлов от Voltra.by
Стабилизаторы служат для регулирования и поддержания работы отопительной системы при перебоях или скачках электроэнергии. Рассмотрим разные, но отличные варианты таких устройств.
Топ 8 болгарок (УШМ) — лучшие угловые шлифовальные машины в 2020 году
Какие УШМ на рынке саме лучшие? Объясняем, как правильно выбрать болгарку и приводим примеры 8 отличных моделей, которые уже заслужили высокие рейтинги и являются бестселлерами.
ТОП 8 автотрансформаторов — лучшие автотрансформаторы
Автотрансформаторы служат для преобразования (чаще всего понижения) напряжения в сети с 220 В до 100 или 120. При этом они поддерживают стабильность напряжения. Рассмотрим разные, но отличные варианты таких устройств.
Топ лучших источников бесперебойного питания
Источники бесперебойного питания (ИБП) необходимы для поддержания работы техники при отключении или сбоях электричества. Существует множество моделей, и мы решили выделить для вас самые лучшие.
Циркулярные пилы: виды, критерии выбора и особенности
Циркулярная пила была изобретена достаточно давно, поэтому на сегодняшний день существуют тысячи различных моделей от десятков производителей. Они отличаются мощностью, конструкцией, назначением и другими параметрами.
История о том, как перфоратор AEG Kh36 XE сам себя продал
Отличный перфоратор AEG Kh36 XE без проблем продает себя сам. И это неудивительно: он надежный, мощный и удобный, одна из лучших моделей на рынке.
И это неудивительно: он надежный, мощный и удобный, одна из лучших моделей на рынке.
История приобретения электрического культиватора DAEWOO DAT 2500 E
С появлением культиватора DAEWOO DAT 2500 E работать в огороде стало намного приятнее. Почва становится воздушной в два счета.
История о покупке и начале использования электрического культиватора DAEWOO DAT 2000E
Электрический культиватор, казалось бы сложный и тяжелый инструмент, без особых трудностей стал незаменимым помощником в саду, огороде и теплице.
История о поиске воздуходувки-пылесоса и выборе RYOBI OBV18 One+
Нужно было срочно решить вопрос, какая аккумуляторная воздуходувка-пылесос может убрать мокрые листья? Помог магазин Voltra.by, подобрал модель RYOBI OBV18 One+.
Триммер EFCO 8110 в очередной раз продал себя сам
Почему триммер EFCO 8110 такой популярный? Потому что легкий, простой в использовании и показывает неплохую надежность для своей цены. И, конечно, мощный.
И, конечно, мощный.
Как выбрать диски для болгарки
Болгарка или угловая шлифовальная машинка с легкостью может разрезать любые твердые материалы, затачивать режущий инструмент, полировать детали, снимать ржавчину и выполнять другие работы. Благодаря своей многофункциональности данный инструмент широко применяется в строительстве и во время ремонтных работ. Но, чтобы добиться нужного результата и работа с болгаркой была безопасной, необходимо правильно подобрать расходный материал – диски или отрезные круги. Они бывают разного диаметра и делятся на разные виды.
Как выбрать электролобзик
Со дня, когда первый электролобзик сошел с конвейера компании Bosch, прошло уже более 70 лет. И сегодня его без преувеличения можно назвать одним из самых востребованных и универсальных инструментов. Так, небольшое устройство может выполнять множество операций с самыми разными материалами.
Как выбрать ИБП — типы источников бесперебойного питания, характеристики
Полное описание всех типов и параметром источника бесперебойного питания. Разновидности ПО для ИБП, их возможности и технические характеристики.
Разновидности ПО для ИБП, их возможности и технические характеристики.
Как выбрать биты для шуруповерта? Виды бит
Существует огромный выбор видов бит для шуруповерта. Они могут иметь разное назначение и материал изготовления. Разобраться во всем этом многообразии непросто, но мы постараемся сделать это в данной статье.
Как выбрать перфоратор
Производителей перфораторов много, еще больше различных моделей. Разобраться в них не просто. О том, как правильно выбрать перфоратор — в данной статье.
Как выбрать воздуходувку — виды, принцип работы, рекомендации
В межсезонье на приусадебном участке приходится убирать горы листвы и мусора. Чтобы облегчить процесс очищения территории от ненужного сора, стоит приобрести специальное устройство, которое в разы уменьшает затраченное время и силы. Производителя предлагают к вниманию различные модификации воздуходувок способных за короткое время помочь в сборе листьев и мелкого сора.
Как выбрать кусторез — виды, производители, достоинства и недостатки
Кусторез поможет решить вопрос, связанный с элегантностью сада и насаждений. Если у владельца участка есть туи, кусты и деревья, то без этого инструмента обойтись будет достаточно сложно. Сегодня предстоит узнать о том, как подобрать хорошую технику для поддержания порядка и красоты.
Как выбрать гаечный ключ — виды, рекомендации по выбору
Гаечные ключи являются важным инструментом машинного оборудования. Невозможно знать обо всех типах гаечных ключей, которые доступны сегодня на рынке, они постоянно совершенствуются, а ассортимент пополняется.
Описание токарных сплавов твердосплавных пластин Norgau
Информации о каждом типе сплава.
Варианты геометрии твердосплавных пластин Norgau
Перечень и описание видов геометрии твердосплавных пластин.
Особенности плазменной резки металла
Детальный разбор процесса плазменной резки: выбор основных параметров, процесс работы, а также алгоритм резки.
Как выбрать электроды для сварки инвертором
Статья расскажет всю информацию, которую необходимо знать перед выбором электрода для инверторной сварки: классификация, различия по диаметру и пр.
Сварка алюминия полуавтоматом
Статья расскажет про технологию сварки алюминиевых изделий, а также проведет сравнительную характеристику между MIG/MAG и TIG сварками.
Как выбрать сварочный аппарат — виды сварочных аппаратов, преимущества и недостатки
Какой сварочный аппарат выбрать — трансформатор, выпрямитель, инвертор или полуавтомат? преимущества и недостатки.
Как выбрать аппарат для полуавтоматический сварки
Статья подробно расскажет вам про каждый параметр, на который стоит опираться при выборе полуавтоматического сварочного агрегата.
Как выбрать аппарат аргонодуговой сварки
Статья подробно расскажет вам про каждый параметр, на который стоит опираться при выборе аргонодугового сварочного агрегата.
Аргонодуговой метод сварки для алюминия
Статья подробно расскажет, что необходимо для агронодуговой сварки, что необходимо подготовить перед этим и как правильно подобрать сварочный аппарат. Также имеется несколько советов для новичков.
Как выбрать болгарку? Основные виды УШМ, их достоинства и недостатки
Как выбрать газонокосилку — бензиновая или электрическая?
В статье предложен подробный обзор актуальных видов газонокосилок с подробным описанием и сравнением. Также конструктивный разбор газонокосилки.
Схема установки скважинного насоса
В этой статье мы рассмотрим наиболее популярные схемы установки скважинного насоса.
Как выбрать стабилизатор для посудомоечной машины
В данной статье разберем посудомоечную машину на составляющие и подберем стабилизатор для каждого элемента.
Что делать, если слабый напор воды в квартире или доме
В данной статье мы поможем разобраться какой лучше использовать насос, если у вас слабый напор воды в квартире или загородном доме.
Что такое ПВ сварочного аппарата
Все, что нужно знать о продолжительности включения сварочного аппарата.
Помогаем с выбором бетономешкалки
В этой статье мы расскажем о самых важных критериях выбора бетономешалки.
Как выбрать насос для полива
В этой статье мы поможем вам выбрать насос для полива и покажем самые популярные модели
Как выбрать шлифовальную машину
Очень подробная статья, которая поможет вам правильно выбрать шлифовальную машину.
Как выбрать скважинный насос
Разбираем все нюансы и подводные камни при выборе насоса для скважины
Области применения промышленного фена
В этом статье расскажем об основных сферах применения промышленного фена
Как выбрать обогреватель
В данной статье расскажем обо всех нюансах выбора обогревателя.
IGBT или MOSFET. Ставим точку в вопросе
Ставим точку в вопросе выбора сварочного аппарата по технологии транзисторов.
Цены на монтаж системы отопления
Мы подготовили специальную таблицу с ценами, чтобы Вы могли ориентироваться в ценах на монтаж
Монтаж системы отопления. Ошибки и рекомендации
В данной статье речь пойдет о монтаже систем отопления, основных ошибках и рекомендациях. Выбрав огромный опыт в сфере отопительного оборудования нам есть чем поделиться.
Установка и монтаж погружного скважинного насоса
В данной статье речь пойдет об установке скважинного насоса для водоснабжения
Регистрация инструмента Bosch
Подробная статья о том как зарегистрировать инструмент на сайте и продлить гарантию до 3-х лет
Как выбрать электрорубанок — самое полное руководство
Выбор электрорубанка не терпит подхода «с кондачка». Устройство и принципы работы, основные характеристики и тонкости — читайте в нашем руководстве по выбору.
Устройство и принципы работы, основные характеристики и тонкости — читайте в нашем руководстве по выбору.
Как выбрать увлажнитель воздуха для детской
Забота о здоровье ребенка начинается с самого раннего возраста, поэтому многие родители задумываются о покупке увлажнителя воздуха для детской. Что нужно знать и чем они различаются — читайте в нашем руководстве по выбору.
Как выбрать насосную станцию
В данной статье речь пойдет о насосных станциях
Как выбрать генератор
Эта статья своего рода ликбез по генераторам. Перед покупкой электростанции обязательно стоит прочесть
Как выбрать стабилизатор напряжения
Подробная статья про выбор стабилизатора
Особенности циркуляционных насосов
Небольшая статья об основных особенностях циркуляционных насосов
Сферы применения и особенности сварочных полуавтоматов
Во время строительства разнообразных конструкций проведение сварочных работ практически неизбежно, так как данная технология является наиболее быстрым и надежным методом соединения изделий из металла. Сегодня все большую популярность завоевывают сварочные полуавтоматы, которые отличаются универсальностью и могут использоваться для соединения алюминиевых и чугунных заготовок, изделий из разнообразных сплавов и нержавеющей стали. При выборе оборудования в первую очередь рекомендуется обратить внимание на силу тока, вырабатываемого устройством. Купить инверторный сварочный полуавтомат вы можете на нашем сайте, ознакомившись с широким ассортиментом продукции.
Сегодня все большую популярность завоевывают сварочные полуавтоматы, которые отличаются универсальностью и могут использоваться для соединения алюминиевых и чугунных заготовок, изделий из разнообразных сплавов и нержавеющей стали. При выборе оборудования в первую очередь рекомендуется обратить внимание на силу тока, вырабатываемого устройством. Купить инверторный сварочный полуавтомат вы можете на нашем сайте, ознакомившись с широким ассортиментом продукции.
Главные особенности
Оборудование оснащается катушкой, которая предназначена для автоматической подачи сварочной проволоки. Кроме того, устройства имеют горелки, баллоны с газом, блоки управления, элементы питания. Данные полуавтоматы могут получать необходимую для работы энергию из инверторов, выпрямителей или трансформаторов. После того, как полуавтомат включается, электрический ток подается к горелке и зажигает ее. Затем специальный механизм подводит к ней проволоку, которая выступает в роли сварочного электрода, создающего дугу. Современные полуавтоматы позволяют получить швы высокого качества и практически не образуют шлаков в процессе сварки. Устройства имеют небольшой вес и вместе с тем отличаются хорошей производительностью. Кроме того, исчезает необходимость постоянной замены рабочих электродов.
Современные полуавтоматы позволяют получить швы высокого качества и практически не образуют шлаков в процессе сварки. Устройства имеют небольшой вес и вместе с тем отличаются хорошей производительностью. Кроме того, исчезает необходимость постоянной замены рабочих электродов.
Сферы применения
С помощью современных сварочных полуавтоматов осуществляются различные операции в тяжелой промышленности, осуществляются монтажные и ремонтные работы. Кроме того, оборудование востребовано в микроэлектронике благодаря своей производительности. Посредством данных устройств свариваются различные типы металлов, оборудование применяется для соединения тонколистных заготовок и изделий с большой толщиной. Кроме того сварочные полуавтоматы используются для разрезания металла в тех зонах, где невозможно работать болгаркой. Узнать основную информацию об оборудовании и о том, сколько стоит сварочный аппарат, вы можете на нашем сайте, выбрав необходимую модель устройства.
Преимущества и особенности работы со сварочными полуавтоматами
Чтобы сформировать надежное и долговечное сварное соединение, необходимо использовать профессиональное оборудование.
Сварочный полуавтомат «Сварог» сочетает все характеристики для получения нужных результатов и гарантирует бесперебойную работу при выполнении сварочных работ.
Общее описание оборудования
Под сварочным аппаратом подразумевается электрический прибор, который генерирует тепловую энергию из электричества с помощью электрической дуги. В процессе сварки задействуется плавящий электрод «электродная проволока», которая постоянно подается к месту сварки. В ее качестве используется проволока с медным покрытием, обеспечивающая оптимальное скольжение с нужным диаметром. Изделие находится на катушке и равномерно разматывается во время сварочных процессов.
В зависимости от специфики защиты шва, сварочные полуавтоматы бывают следующих типов:
- для проведения работ под флюсовым слоем;
- для работы в защитных газовых средах;
- для сварки проволокой из порошкообразной консистенции.


Особым спросом пользуются устройства второй группы. С их помощью можно соединять изделия из легированных и углеродистых сталей, а также из цветных металлов. В роли защитного вещества используется углекислый газ, находящийся в баллонах. Его подача осуществляется с помощью редукторов с соблюдением заданного давления.
Основные преимущества
Современные сварочные аппараты от производителя «Сварог» обладают следующими эксплуатационными достоинствами:
- максимальный КПД и высокое качество соединения. С помощью технологии удается делать швы в любых направлениях – есть возможность сваривать соединения на весу без установки дополнительных подкладок, которые удерживают металлические заготовки;
- экологическая безопасность. Во время сварочных работ не выделяются вредные вещества, поэтому процедура максимально безопасная;
- невысокая стоимость процесса. Если сравнивать образование сварных соединений в углекислом газе со стоимостью соединений электродами, то первый вариант имеет серьезные преимущества.
Полуавтоматы для сварки являются незаменимым приспособлением для частного хозяйства. С их помощью можно соединять металлические изделия, не имея сомнений в качестве и надежности сварных соединений. При выборе оборудования стоит ознакомиться с номинальным напряжением в сети – если оно ниже требуемых показателей, лучше приобрести более мощный агрегат.
Кедр — профессиональное сварочное оборудование
Группа компаний КЕДР (ООО «РДС») – это отечественный поставщик и производитель профессионального сварочного оборудования, которое используется на предприятиях многих промышленных отраслей страны. На сегодняшний день компания предлагает на выбор широкий ассортимент оборудования, среди которого вы можете найти и заказать:
-
промышленное и профессиональное сварочное оборудование;
-
газосварочное оборудование;
-
средства защиты для сварщиков;
-
расходные материалы для сварки;
-
комплектующие и аксессуары.

Основная специализация ГК КЕДР (ООО «РДС») – поставка на предприятия промышленного оборудования, к которому предъявляются повышенные требования по надёжности, качеству сборки и функциональному наполнению. Сварочное оборудование КЕДР уже применяется на многих крупнейших производствах России, о чём свидетельствует обширный список партнеров – предприятий лидеров отрасли.
Также ГК КЕДР (ООО «РДС») предлагает расширенный ассортимент газосварочного оборудования, в числе которого газовые горелки, манометры, редукторы, регуляторы, газовые резаки и сопутствующие продукты. Газосварочное оборудование КЕДР — это сбалансированное в соотношении стоимости и технической составляющей решение большинства задач, связанных с газопламенной обработкой изделий из стали и сплавов.
Средства защиты КЕДР создаются с применением передовых технологий и материалов и гарантируют максимальную безопасность сварщиков во время проведения работ. Не важно, на чём остановится ваш выбор: на сварочных масках, крагах или соответствующих комплектующих, — выбирая КЕДР, вы выбираете защиту, комфорт и производительность.
Не важно, на чём остановится ваш выбор: на сварочных масках, крагах или соответствующих комплектующих, — выбирая КЕДР, вы выбираете защиту, комфорт и производительность.
Оборудование КЕДР – это залог экономической и технической эффективности Вашего предприятия или проекта!
Наши преимущества
-
большой ассортимент качественного и надёжного оборудования;
-
приемлемые цены благодаря наличию собственного производства;
-
индивидуальный подход к каждому заказчику;
-
гарантийное обслуживание по всей РФ;
-
возможность бронирования продукции.
Открытость и гибкий подход к каждому партнёру позволяют взаимодействовать и разрешать любые возникающие вопросы в сжатые сроки, что, в свою очередь, гарантирует стабильную работу предприятия заказчиков.
Датчики для роботизированной дуговой сварки и программирование для промышленных применений | International Journal of Mechanical and Materials Engineering
Введение
Промышленные роботы и механизированное оборудование стали незаменимыми для промышленной сварки для обеспечения высокой производительности, поскольку ручная сварка дает низкую производительность из-за суровых условий труда и экстремальных физических нагрузок (Laiping et al. 2005). Динамичное поведение рынка и сильная конкуренция вынуждают производственные компании искать оптимальные производственные процессы.Как показано на рис. 1 (Pires et al. 2003), для малых/средних объемов производства роботизированное производство обеспечивает наилучшие затраты на единицу производительности по сравнению с ручной и жесткой автоматизацией. Помимо конкурентоспособных удельных затрат, системы роботизированной сварки имеют и другие преимущества, такие как повышение производительности, безопасности, качества сварки, гибкость и использование рабочего пространства, а также снижение затрат на оплату труда (Robot et al. 2013a; Robert et al. 2013). Расширение области применения технологии роботизированной сварки привело к необходимости уменьшить вмешательство оператора и улучшить автоматизированный контроль над параметрами сварки, траекторией движения робота, обнаружением и исправлением неисправностей (Schwab et al.2008). Несмотря на то, что уровень сложности и изощренности этих роботизированных систем высок, их способность адаптироваться к изменениям условий окружающей среды в реальном времени не может сравниться со способностью человеческих органов чувств адаптироваться к среде сварки (Хон и Холмс, 1982).
2013a; Robert et al. 2013). Расширение области применения технологии роботизированной сварки привело к необходимости уменьшить вмешательство оператора и улучшить автоматизированный контроль над параметрами сварки, траекторией движения робота, обнаружением и исправлением неисправностей (Schwab et al.2008). Несмотря на то, что уровень сложности и изощренности этих роботизированных систем высок, их способность адаптироваться к изменениям условий окружающей среды в реальном времени не может сравниться со способностью человеческих органов чувств адаптироваться к среде сварки (Хон и Холмс, 1982).
Зона промышленной робототехники (Pires et al. 2003; Myhr 1999)
По данным Американского института робототехники, робот — это «перепрограммируемый многофункциональный манипулятор, предназначенный для перемещения материалов, деталей, инструментов или специализированных устройств с помощью переменных запрограммированных движений для выполнения различных задач. В то время как первый промышленный робот был разработан Джозефом Энгельбургером уже в середине 1950-х годов, только в середине 1970-х годов роботизированная дуговая сварка была впервые использована в производстве. Впоследствии робототехника была принята во многих сварочных процессах. Преимущества роботизированной сварки варьируются от процесса к процессу, но общие преимущества, как правило, включают улучшенное качество сварки, повышение производительности, снижение затрат на сварку и повышенную воспроизводимость сварки (Lane 1987).
В то время как первый промышленный робот был разработан Джозефом Энгельбургером уже в середине 1950-х годов, только в середине 1970-х годов роботизированная дуговая сварка была впервые использована в производстве. Впоследствии робототехника была принята во многих сварочных процессах. Преимущества роботизированной сварки варьируются от процесса к процессу, но общие преимущества, как правило, включают улучшенное качество сварки, повышение производительности, снижение затрат на сварку и повышенную воспроизводимость сварки (Lane 1987).
Роботы для дуговой сварки
Сварка является неотъемлемой частью передового промышленного производства, а роботизированная сварка считается главным символом современной технологии сварки (Cui et al.2013). В самых ранних применениях роботизированной сварки, так называемых роботизированных сварочных системах первого поколения, сварка выполнялась как двухпроходная система сварки, в которой первый проход был предназначен для изучения геометрии шва, а затем следовал фактическое отслеживание и сварка шва во втором проходе. С развитием технологий появилось второе поколение роботизированных сварочных систем, которые отслеживали шов в режиме реального времени, одновременно выполняя этапы обучения и отслеживания шва.Новейшая технология роботизированной сварки — это системы третьего поколения, в которых система не только работает в режиме реального времени, но и изучает быстро меняющуюся геометрию шва при работе в неструктурированных средах (Pires et al. 2006). На рис. 2 показаны основные компоненты системы роботизированной дуговой сварки (Кэри и Хельцер, 2005 г.).
С развитием технологий появилось второе поколение роботизированных сварочных систем, которые отслеживали шов в режиме реального времени, одновременно выполняя этапы обучения и отслеживания шва.Новейшая технология роботизированной сварки — это системы третьего поколения, в которых система не только работает в режиме реального времени, но и изучает быстро меняющуюся геометрию шва при работе в неструктурированных средах (Pires et al. 2006). На рис. 2 показаны основные компоненты системы роботизированной дуговой сварки (Кэри и Хельцер, 2005 г.).
Роботизированная система дуговой сварки (Cary and Helzer 2005)
В следующих разделах кратко обсуждаются некоторые ключевые аспекты робототехники в сварочных технологиях.
Конфигурации роботов
Роботы можно классифицировать на основе таких критериев, как степени свободы, кинематическая структура, технология привода, геометрия рабочего пространства и характеристики движения (Tsai 2000). При выборе роботов для конкретного применения необходимо учитывать все эти факторы. Основываясь на геометрии рабочего пространства, роботы с вращающейся конфигурацией (или шарнирной рукой) являются наиболее часто используемым типом в промышленной роботизированной дуговой сварке (Ross et al. 2010). На рис. 3 показан пример робота с изменяемой конфигурацией.
При выборе роботов для конкретного применения необходимо учитывать все эти факторы. Основываясь на геометрии рабочего пространства, роботы с вращающейся конфигурацией (или шарнирной рукой) являются наиболее часто используемым типом в промышленной роботизированной дуговой сварке (Ross et al. 2010). На рис. 3 показан пример робота с изменяемой конфигурацией.
Робот с вертикальным сочленением (вращающейся конфигурации) с пятью вращающимися шарнирами (Ross et al. 2010)
Этапы сварочных операций
Сварочные операции состоят из трех различных этапов, которые требуют критического рассмотрения при проектировании полностью автоматизированной роботизированной системы сварки для достижения хорошей производительности и качества сварки (Pires et al. 2006):
Этап подготовки
На этом этапе сварщик настраивает свариваемые детали, оборудование (источник питания, робот, программа робота и т. ) и параметры сварки, а также тип газовой и электродной проволоки. Когда используется CAD/CAM или другое автономное программирование, предварительная программа роботизированной сварки доступна и размещается в сети. Следовательно, роботизированной программе может потребоваться лишь незначительная настройка для калибровки, которую может легко выполнить оператор сварки, выполнив выбранное онлайн-моделирование процесса.
) и параметры сварки, а также тип газовой и электродной проволоки. Когда используется CAD/CAM или другое автономное программирование, предварительная программа роботизированной сварки доступна и размещается в сети. Следовательно, роботизированной программе может потребоваться лишь незначительная настройка для калибровки, которую может легко выполнить оператор сварки, выполнив выбранное онлайн-моделирование процесса.
Фаза сварки
Автоматическое оборудование требует тех же возможностей, что и ручная сварка, т.е.т. е. система должна быть способна поддерживать ориентацию горелки в соответствии с заданной траекторией (которая может отличаться от запланированной), выполнять отслеживание шва и изменять параметры сварки в режиме реального времени, таким образом имитируя адаптивное поведение ручных сварщиков.
Фаза анализа
Этап анализа, как правило, является этапом после сварки, когда оператор сварки проверяет полученный сварной шов, чтобы убедиться, что он приемлем или требуются ли изменения на предыдущих двух этапах. Использование передовых датчиков, таких как лазерные 3D-камеры, позволяет выполнять эту фазу в режиме онлайн во время фазы сварки.
Использование передовых датчиков, таких как лазерные 3D-камеры, позволяет выполнять эту фазу в режиме онлайн во время фазы сварки.
Режимы программирования роботов
Существуют различные методы обучения или программирования контроллера робота; а именно, ручные методы, онлайн-программирование (обход, ввод) и автономное программирование. Ручные методы в основном используются для роботов для захвата и установки и не используются для роботов для дуговой сварки (Cary and Helzer 2005).
Онлайн-программирование
Эта категория роботизированного программирования включает сквозное и сквозное программирование.Использование ручного онлайн-метода программирования не требует специального аппаратного или программного обеспечения на месте, кроме того, которое используется для производственного процесса. Основным недостатком онлайн-программирования является то, что оно довольно негибкое и способно управлять только простыми траекториями робота (Пан и др. , 2012а). При проходном методе оператор перемещает горелку вручную, выполняя требуемую последовательность движений, которые записываются в память для воспроизведения во время сварки. Сквозной метод был принят в нескольких ранних сварочных роботах (Cary and Helzer 2005), но не получил широкого распространения.Традиционным методом программирования сварочных роботов является онлайн-программирование с помощью обучающего пульта, т. е. сквозное программирование. В этом подходе программист перемещает робота в желаемое положение с помощью клавиш управления на обучающем подвесном устройстве, и желаемое положение и последовательность движений записываются. Основным недостатком метода онлайн-обучения является то, что программирование робота вызывает перерывы в производстве на этапе программирования (McWhirter, 2012).
, 2012а). При проходном методе оператор перемещает горелку вручную, выполняя требуемую последовательность движений, которые записываются в память для воспроизведения во время сварки. Сквозной метод был принят в нескольких ранних сварочных роботах (Cary and Helzer 2005), но не получил широкого распространения.Традиционным методом программирования сварочных роботов является онлайн-программирование с помощью обучающего пульта, т. е. сквозное программирование. В этом подходе программист перемещает робота в желаемое положение с помощью клавиш управления на обучающем подвесном устройстве, и желаемое положение и последовательность движений записываются. Основным недостатком метода онлайн-обучения является то, что программирование робота вызывает перерывы в производстве на этапе программирования (McWhirter, 2012).
Режим обучения и воспроизведения имеет ограниченную гибкость, поскольку он не может адаптироваться ко многим проблемам, которые могут возникнуть в процессе сварки, например, к ошибкам при предварительной обработке и подгонке заготовки, а также к тепловым искажениям в процессе. приводит к изменению размера зазора.Таким образом, для передовых применений роботизированной сварки требуется система автоматического управления, которая может адаптировать и регулировать параметры сварки и движение сварочных роботов (Hongyuan et al. 2009). Хонгюань и др. (2009) разработали систему управления с обратной связью для роботов, которая использовала обучение и воспроизведение на основе визуального восприятия в реальном времени для определения ширины верхней стороны сварочной ванны и зазора шва для управления формированием сварного шва при дуговой сварке вольфрамовым электродом в среде защитного газа с изменением зазора при многопроходной сварке. сварка. Несмотря на все вышеупомянутые недостатки, онлайн-программирование по-прежнему остается единственным выбором программирования для большинства малых и средних предприятий (МСП).Методы онлайн-программирования с использованием более интуитивно понятных человеко-машинных интерфейсов (ЧМИ) и данных датчиков были предложены несколькими учреждениями (Чжан и др.
приводит к изменению размера зазора.Таким образом, для передовых применений роботизированной сварки требуется система автоматического управления, которая может адаптировать и регулировать параметры сварки и движение сварочных роботов (Hongyuan et al. 2009). Хонгюань и др. (2009) разработали систему управления с обратной связью для роботов, которая использовала обучение и воспроизведение на основе визуального восприятия в реальном времени для определения ширины верхней стороны сварочной ванны и зазора шва для управления формированием сварного шва при дуговой сварке вольфрамовым электродом в среде защитного газа с изменением зазора при многопроходной сварке. сварка. Несмотря на все вышеупомянутые недостатки, онлайн-программирование по-прежнему остается единственным выбором программирования для большинства малых и средних предприятий (МСП).Методы онлайн-программирования с использованием более интуитивно понятных человеко-машинных интерфейсов (ЧМИ) и данных датчиков были предложены несколькими учреждениями (Чжан и др. , 2006; Сугита и др., 2003). Вспомогательное онлайн-программирование можно разделить на вспомогательное онлайн-программирование и онлайн-программирование с помощью датчиков. Хотя был достигнут значительный прогресс в том, чтобы сделать онлайн-программирование более интуитивным, менее зависимым от навыков оператора и более автоматизированным, большинство результатов исследований коммерчески недоступны, за исключением Sugita et al.2003.
, 2006; Сугита и др., 2003). Вспомогательное онлайн-программирование можно разделить на вспомогательное онлайн-программирование и онлайн-программирование с помощью датчиков. Хотя был достигнут значительный прогресс в том, чтобы сделать онлайн-программирование более интуитивным, менее зависимым от навыков оператора и более автоматизированным, большинство результатов исследований коммерчески недоступны, за исключением Sugita et al.2003.
Автономное программирование
Автономное программирование (OLP) с программным обеспечением для моделирования позволяет программировать путь сварки и последовательность операций с компьютера, а не с самого робота. Для OLP требуются трехмерные CAD-модели заготовок, роботов и приспособлений, используемых в ячейке. Программное обеспечение для моделирования соответствует этим 3D-моделям CAD, что позволяет программировать траекторию сварки робота с компьютера, а не с обучающего пульта в сварочной ячейке, как при онлайн-программировании. После моделирования и тестирования программы инструкции можно экспортировать с компьютера на контроллер робота через коммуникационную сеть Ethernet. Текущие исследования показывают, однако, что использование сенсорной технологии позволит полностью запрограммировать конечную траекторию только с помощью OLP (Miller Electric Mfg Co. 2013). Пан и др. (2012a) разработали автоматизированный метод автономного программирования с программным обеспечением, которое позволяет автоматически планировать и программировать (с моделями САПР в качестве входных данных) для роботизированной сварочной системы с высокими степенями свободы без каких-либо усилий по программированию.Основными преимуществами OLP являются повторно используемый код, гибкость модификации, возможность генерировать сложные траектории и сокращение времени простоя производства на этапе программирования для настройки новой детали. Тем не менее, OLP в основном используется для создания сложных траекторий роботов для больших объемов производства, потому что время и стоимость, необходимые для создания кода для сложных роботизированных систем, аналогичны, если не больше, чем при онлайн-программировании (Pan et al.
После моделирования и тестирования программы инструкции можно экспортировать с компьютера на контроллер робота через коммуникационную сеть Ethernet. Текущие исследования показывают, однако, что использование сенсорной технологии позволит полностью запрограммировать конечную траекторию только с помощью OLP (Miller Electric Mfg Co. 2013). Пан и др. (2012a) разработали автоматизированный метод автономного программирования с программным обеспечением, которое позволяет автоматически планировать и программировать (с моделями САПР в качестве входных данных) для роботизированной сварочной системы с высокими степенями свободы без каких-либо усилий по программированию.Основными преимуществами OLP являются повторно используемый код, гибкость модификации, возможность генерировать сложные траектории и сокращение времени простоя производства на этапе программирования для настройки новой детали. Тем не менее, OLP в основном используется для создания сложных траекторий роботов для больших объемов производства, потому что время и стоимость, необходимые для создания кода для сложных роботизированных систем, аналогичны, если не больше, чем при онлайн-программировании (Pan et al. 2012a). В настоящее время для сложного производственного процесса с небольшим или средним объемом производства используется очень мало решений роботизированной автоматизации для замены ручного производства из-за этих дорогостоящих и трудоемких накладных расходов на программирование.Хотя OLP обладает вышеупомянутыми преимуществами, он не популярен среди пользователей малых и средних предприятий (SME) из-за своих очевидных недостатков. Трудно экономически оправдать использование OLP для продуктов меньшей стоимости из-за высокой стоимости пакета OLP и накладных расходов на программирование, необходимых для настройки программного обеспечения для конкретного приложения. Разработка индивидуального программного обеспечения для автономного программирования занимает много времени и требует навыков программирования высокого уровня. Как правило, эти навыки недоступны инженерам-технологам и операторам, которые сегодня часто выполняют программирование роботов в процессе производства.Поскольку методы OLP основаны на точном моделировании робота и рабочей ячейки, дополнительные процедуры калибровки с использованием дополнительных датчиков во многих случаях неизбежны для удовлетворения требований (Pan et al.
2012a). В настоящее время для сложного производственного процесса с небольшим или средним объемом производства используется очень мало решений роботизированной автоматизации для замены ручного производства из-за этих дорогостоящих и трудоемких накладных расходов на программирование.Хотя OLP обладает вышеупомянутыми преимуществами, он не популярен среди пользователей малых и средних предприятий (SME) из-за своих очевидных недостатков. Трудно экономически оправдать использование OLP для продуктов меньшей стоимости из-за высокой стоимости пакета OLP и накладных расходов на программирование, необходимых для настройки программного обеспечения для конкретного приложения. Разработка индивидуального программного обеспечения для автономного программирования занимает много времени и требует навыков программирования высокого уровня. Как правило, эти навыки недоступны инженерам-технологам и операторам, которые сегодня часто выполняют программирование роботов в процессе производства.Поскольку методы OLP основаны на точном моделировании робота и рабочей ячейки, дополнительные процедуры калибровки с использованием дополнительных датчиков во многих случаях неизбежны для удовлетворения требований (Pan et al. 2012b).
2012b).
Интеллектуальный робот
Очень сложно и даже невозможно предвидеть и идентифицировать все ситуации, которые робот может совершить во время выполнения своей задачи. Поэтому разработчик программного обеспечения должен указать категории ситуаций и обеспечить робота достаточным интеллектом и способностью решать задачи любого класса своей программы.Иногда, когда ситуации неоднозначны и неопределенны, робот должен уметь оценивать различные возможные действия. Если среда робота не меняется, роботу дается модель его среды, чтобы он мог предсказать результат своих действий. Но если окружающая среда меняется, робот должен учиться. Это среди других предпосылок, которые требуют разработки и внедрения в роботов системы искусственного интеллекта (ИИ), способного к обучению, рассуждению и решению проблем (Tzafestas and Verbruggen 1995).
Большинство сварочных роботов, используемых в практическом производстве, по-прежнему относятся к обучающе-воспроизводящему типу и не могут в полной мере соответствовать требованиям качества и разнообразия сварочного производства, поскольку эти типы роботов не имеют автоматических функций для адаптации к изменениям обстоятельств и неопределенным возмущениям (ошибки предварительной обработки). обработка и подгонка заготовки, теплопроводность, рассеивание во время процесса сварки) во время процесса сварки (Тарн и др., 2004; Тарн и др., 2007). Чтобы преодолеть или ограничить различные неопределенности, влияющие на качество сварного шва, было бы эффективным подходом к разработке и совершенствованию интеллектуальных технологий сварочных роботов, таких как датчики зрения, мультисенсоры для сварочных роботов, распознавание свариваемой среды, автономный контроль. — наведение и отслеживание шва, а также интеллектуальные процедуры управления сварочными роботами в режиме реального времени.С этой целью разработка интеллектуальной технологии для улучшения существующего метода обучения и использования для программирования воспроизведения для сварочных роботов имеет важное значение для достижения высокого качества и гибкости, ожидаемых от сварных изделий (Chen and Wu 2008; Chen 2007).
обработка и подгонка заготовки, теплопроводность, рассеивание во время процесса сварки) во время процесса сварки (Тарн и др., 2004; Тарн и др., 2007). Чтобы преодолеть или ограничить различные неопределенности, влияющие на качество сварного шва, было бы эффективным подходом к разработке и совершенствованию интеллектуальных технологий сварочных роботов, таких как датчики зрения, мультисенсоры для сварочных роботов, распознавание свариваемой среды, автономный контроль. — наведение и отслеживание шва, а также интеллектуальные процедуры управления сварочными роботами в режиме реального времени.С этой целью разработка интеллектуальной технологии для улучшения существующего метода обучения и использования для программирования воспроизведения для сварочных роботов имеет важное значение для достижения высокого качества и гибкости, ожидаемых от сварных изделий (Chen and Wu 2008; Chen 2007).
интеллектуальные роботы будут играть активную роль в сборочных работах, которые составляют такую же большую часть машиностроения, как и работа по механической обработке. Интеллектуальный робот может выполнять сборочные работы с высокой точностью, подбирая заготовку из беспорядочно сложенных заготовок на лотке, собирая ее с точностью до 10 мкм или менее с зазором с помощью своих датчиков силы, а также высокоскоростной точечной дуговой сваркой при автомобильной сварке и сварке. картина.Однако у промышленных интеллектуальных роботов все еще есть задачи, в которых они не могут конкурировать с квалифицированными рабочими, хотя они обладают высоким уровнем навыков, как объяснялось до сих пор. Например, сборка гибких объектов, таких как жгут проводов, в мире ведется несколько исследований и разработок для решения этих проблем (ноябрь 2009 г.).
Интеллектуальный робот может выполнять сборочные работы с высокой точностью, подбирая заготовку из беспорядочно сложенных заготовок на лотке, собирая ее с точностью до 10 мкм или менее с зазором с помощью своих датчиков силы, а также высокоскоростной точечной дуговой сваркой при автомобильной сварке и сварке. картина.Однако у промышленных интеллектуальных роботов все еще есть задачи, в которых они не могут конкурировать с квалифицированными рабочими, хотя они обладают высоким уровнем навыков, как объяснялось до сих пор. Например, сборка гибких объектов, таких как жгут проводов, в мире ведется несколько исследований и разработок для решения этих проблем (ноябрь 2009 г.).
Проблемы роботизированной сварки
Несмотря на преимущества использования роботизированных систем, сопутствующие проблемы требуют должного внимания.Проблемы включают следующее:
Консистенция, необходимая для изготовления детали за деталью, которая при отсутствии надлежащего контроля может колебаться из-за плохой фиксации или изменений в процессе формовки металла.
В случае малых и средних объемов производства или ремонтных работ время и усилия, затрачиваемые на программирование робота для сварки новой детали, могут быть весьма высокими (Dinham and Fang 2013).
Роботизированная сварка требует надлежащей конструкции соединения, постоянных условий зазора и допуска зазора, не превышающего 0,5–1 мм. Изменение состояния зазоров требует использования сенсорных технологий для заполнения зазоров (Robot et al. 2013b).
Автоматизация сварки с помощью роботизированных систем требует больших первоначальных затрат, поэтому очень важен точный расчет окупаемости инвестиций (ROI) (Rochelle 2010).
Возможная нехватка квалифицированных сварщиков с необходимыми знаниями и подготовкой создает ограничения.
В отличие от адаптивного человеческого поведения, роботы не могут самостоятельно принимать автономные корректирующие решения и должны быть дополнены использованием датчиков и надежной системы управления для принятия решений.
Роботизированная сварка не может быть легко выполнена в некоторых областях, таких как сосуды под давлением, внутренние резервуары и корпуса кораблей, из-за ограниченного рабочего пространства (Робототехника Библия 2011).
Большинство интеллектуальных систем на основе датчиков, доступных на рынке, не тесно интегрированы с контроллером робота, что ограничивает производительность роботизированной системы, поскольку большинство промышленных роботов обеспечивают только около 20 Гц контура обратной связи через интерфейс программирования.
Следовательно, робот не может быстро реагировать на информацию датчика, что приводит к вялой, а иногда и нестабильной работе.


 Следовательно, робот не может быстро реагировать на информацию датчика, что приводит к вялой, а иногда и нестабильной работе.
Следовательно, робот не может быстро реагировать на информацию датчика, что приводит к вялой, а иногда и нестабильной работе.Датчики для роботизированной сварки
Потребность в датчиках для роботизированной сварки
В настоящее время сварочные роботы используются преимущественно в автоматических производственных процессах, в большинстве из которых используются обучающие и воспроизводящие роботы, требующие много времени для обучения и планирования пути, и т. д. Кроме того, обучение и программирование необходимо повторять, если размеры свариваемых деталей изменяются, так как они не могут самокорректироваться в процессе сварки.В частности, положение шва на практике часто нарушается из-за различных проблем. Использование датчиков — это способ решения этих проблем в процессах автоматизированной роботизированной сварки (Xu et al. 2012). Основное использование датчиков в роботизированной сварке заключается в обнаружении и измерении особенностей и параметров процесса, таких как геометрия соединения, геометрия и расположение сварочной ванны, а также в онлайн-контроле процесса сварки. Датчики дополнительно используются для контроля дефектов сварки и оценки качества (Pires et al. 2006).Идеальный датчик для применения робота должен измерять точку сварки (предотвращение отслеживания смещения), должен обнаруживать заранее (находить начальную точку шва, распознавать углы, избегать столкновений) и должен быть как можно меньше (без ограничений в доступе). ). Идеальных датчиков, сочетающих в себе все три требования, не существует; поэтому необходимо выбрать датчик, подходящий для конкретной сварочной работы (Bolmsjö and Olsson 2005). Датчики, которые измеряют геометрические параметры, в основном используются для предоставления роботу возможности отслеживания шва и/или возможности поиска, что позволяет адаптировать траекторию робота в соответствии с геометрическими отклонениями от номинальной траектории.Технологические датчики измеряют параметры сварочного процесса для его стабильности и в основном используются для мониторинга и/или контроля (Pires et al. 2006). В таблице 1 представлены различные варианты применения датчиков, а также обобщены преимущества и недостатки для определенного периода времени во время операции сварки.
Датчики дополнительно используются для контроля дефектов сварки и оценки качества (Pires et al. 2006).Идеальный датчик для применения робота должен измерять точку сварки (предотвращение отслеживания смещения), должен обнаруживать заранее (находить начальную точку шва, распознавать углы, избегать столкновений) и должен быть как можно меньше (без ограничений в доступе). ). Идеальных датчиков, сочетающих в себе все три требования, не существует; поэтому необходимо выбрать датчик, подходящий для конкретной сварочной работы (Bolmsjö and Olsson 2005). Датчики, которые измеряют геометрические параметры, в основном используются для предоставления роботу возможности отслеживания шва и/или возможности поиска, что позволяет адаптировать траекторию робота в соответствии с геометрическими отклонениями от номинальной траектории.Технологические датчики измеряют параметры сварочного процесса для его стабильности и в основном используются для мониторинга и/или контроля (Pires et al. 2006). В таблице 1 представлены различные варианты применения датчиков, а также обобщены преимущества и недостатки для определенного периода времени во время операции сварки.
Датчики контактного типа, такие как сопло или палец, дешевле и проще в использовании, чем бесконтактные.Однако этот тип датчиков нельзя использовать для стыковых и тонких соединений внахлестку. Бесконтактные датчики, называемые сквозными датчиками, могут использоваться для тавровых соединений, U-образных и V-образных канавок или соединений внахлестку определенной толщины. Эти типы датчиков подходят для сварки больших деталей с переплетением, когда контроль провара не требуется. Однако он не применим к материалам с высокой отражательной способностью, таким как алюминий. С 1980-х годов сварщики уделяют большое внимание зондированию соединений.Основными типами используемых промышленных датчиков дуговой сварки являются оптические датчики и датчики дуги (Nomura et al. 1986). Некоторые из наиболее важных применений датчиков в роботизированной сварке обсуждаются ниже:
Поиск швов
Поиск шва (или поиск стыка) — это процесс, в котором шов определяется с помощью одного или нескольких поисков, чтобы убедиться, что сварной шов точно расположен в стыке. Поиск шва осуществляется путем регулировки роботизированного манипулятора и сварочной горелки в правильном положении и ориентации по отношению к разделке под сварку или путем настройки программы машины перед сваркой (Servo Robot Inc 2013a).Многие роботизированные приложения, особенно в автомобильной промышленности, включают в себя производство серии коротких и повторяющихся сварных швов, для которых не требуется отслеживание в реальном времени; однако необходимо начинать каждый сварной шов в правильном месте, что требует использования датчиков обнаружения шва (Meta Vision Systems Ltd 2006).
Поиск шва осуществляется путем регулировки роботизированного манипулятора и сварочной горелки в правильном положении и ориентации по отношению к разделке под сварку или путем настройки программы машины перед сваркой (Servo Robot Inc 2013a).Многие роботизированные приложения, особенно в автомобильной промышленности, включают в себя производство серии коротких и повторяющихся сварных швов, для которых не требуется отслеживание в реальном времени; однако необходимо начинать каждый сварной шов в правильном месте, что требует использования датчиков обнаружения шва (Meta Vision Systems Ltd 2006).
Отслеживание шва
Отслеживание шва позволяет сварочной горелке автоматически следовать канавке сварного шва и соответствующим образом регулировать роботизированный манипулятор; для противодействия эффектам изменения шва, вызванным деформацией, неравномерной теплопередачей, изменчивостью размера зазора, смещенными краями и т. д.(Сюй и др., 2012).
д.(Сюй и др., 2012).
Надежные датчики отслеживания шва обеспечивают следующие преимущества (Björkelund 1987):
Автоматическая вертикальная и горизонтальная коррекция траектории (даже изменения траектории, вызванные тепловыми искажениями)
Менее строгие требования к точности объектов и приспособлений
Адаптация параметров сварки
Сокращение времени программирования
Более низкие проценты брака
Более высокое качество сварки
Жизнеспособность короткой серии
Адаптивное управление
При сварке с адаптивным управлением, т. е.е., система с замкнутым контуром, использующая датчики с обратной связью и адаптивное управление, существует система управления технологическим процессом, которая автоматически определяет изменения в условиях сварки с помощью датчиков и направляет оборудование для выполнения соответствующих действий. Датчики необходимы при сварке с адаптивным управлением, чтобы находить стык, оценивать проникновение в корень, накладывать валик и отслеживать шов, а также обеспечивать надлежащее заполнение шва (Кэри и Хельцер, 2005 г.). Использование датчиков обеспечивает адаптивное управление для управления в режиме реального времени и регулировки параметров процесса, таких как сварочный ток и напряжение.Например, возможности датчиков в обнаружении швов, определении проплавления и заполнения шва, а также в обеспечении проплавления корня и приемлемой формы сварного шва означают, что корректирующие изменения соответствующих параметров сварки выполняются таким образом, чтобы поддерживать постоянное качество сварного шва (Кэри и Хельцер, 2005 г.
е.е., система с замкнутым контуром, использующая датчики с обратной связью и адаптивное управление, существует система управления технологическим процессом, которая автоматически определяет изменения в условиях сварки с помощью датчиков и направляет оборудование для выполнения соответствующих действий. Датчики необходимы при сварке с адаптивным управлением, чтобы находить стык, оценивать проникновение в корень, накладывать валик и отслеживать шов, а также обеспечивать надлежащее заполнение шва (Кэри и Хельцер, 2005 г.). Использование датчиков обеспечивает адаптивное управление для управления в режиме реального времени и регулировки параметров процесса, таких как сварочный ток и напряжение.Например, возможности датчиков в обнаружении швов, определении проплавления и заполнения шва, а также в обеспечении проплавления корня и приемлемой формы сварного шва означают, что корректирующие изменения соответствующих параметров сварки выполняются таким образом, чтобы поддерживать постоянное качество сварного шва (Кэри и Хельцер, 2005 г. ). ; Дрюс и Старке, 1986). Адаптивный сварочный робот должен иметь возможности для решения двух основных задач. Первый аспект — это управление траекторией и ориентацией концевого эффектора, чтобы робот мог отслеживать свариваемое соединение с высокой точностью.Второй – контроль переменных процесса сварки в режиме реального времени, например контроль количества наплавленного металла в стык по размерам зазора, разделяющего свариваемые детали.
). ; Дрюс и Старке, 1986). Адаптивный сварочный робот должен иметь возможности для решения двух основных задач. Первый аспект — это управление траекторией и ориентацией концевого эффектора, чтобы робот мог отслеживать свариваемое соединение с высокой точностью.Второй – контроль переменных процесса сварки в режиме реального времени, например контроль количества наплавленного металла в стык по размерам зазора, разделяющего свариваемые детали.
Чен и др. (2007) изучали использование лазерного видения для адаптивной сварки алюминиевого сплава, при которой скорость подачи проволоки и сварочный ток регулируются автоматически в соответствии с состоянием канавки. Датчик использовался для точного измерения разделки сварного шва и для автоматического отслеживания шва, включая автоматическое выравнивание траверсы горелки и регулировку высоты горелки во время сварки.Было использовано адаптивное программное обеспечение, которое рассчитывало скорость подачи проволоки в соответствии с изменением зазора и площади сварного шва. Программное обеспечение включало извлечение геометрии канавки, расчет и фильтрацию, запрос адаптивной таблицы (таблица ADAP, как показано в таблице 2) и генерацию управляющего выходного сигнала.
Программное обеспечение включало извлечение геометрии канавки, расчет и фильтрацию, запрос адаптивной таблицы (таблица ADAP, как показано в таблице 2) и генерацию управляющего выходного сигнала.
На рис. 4 показан модуль потока управления для адаптивного управления параметрами сварки для системы.
Рис. 4Схема адаптивного управления параметрами сварки (Чен и др. 2007)
Процесс адаптивного управления заключался в вычислении площади канавки на основе данных геометрии, переданных модулем обработки изображений, с последующей фильтрацией рассчитанных данных площади для удаления неверных данных и шума. Затем модуль запросил таблицу ADAP, чтобы получить правильные параметры сварки, то есть сварочный ток и скорость подачи проволоки. Затем соответствующие значения аналоговых сигналов передавались для управления источником питания и механизмом подачи проволоки (Чен и др., 2007).
Затем соответствующие значения аналоговых сигналов передавались для управления источником питания и механизмом подачи проволоки (Чен и др., 2007).
Контроль качества
Использование автоматических систем контроля качества сварки приводит к снижению производственных затрат за счет сокращения численности персонала, необходимого для контроля. Автоматическая система обнаружения для сварки должна быть способна классифицировать дефекты сварки, такие как пористость, разбрызгивание металла, неправильная форма валика, чрезмерное армирование корня, неполные провары и прожоги.Большинство коммерческих систем мониторинга работают аналогичным образом: напряжение, ток и другие технологические сигналы измеряются и сравниваются с заданными номинальными значениями. Аварийный сигнал срабатывает, когда любое отклонение от заданных значений превышает заданный порог. Пороговые значения сигнализации коррелируют с реальными дефектами сварки или относятся к спецификациям, определенным в спецификации процедуры сварки (WPS) (Pires et al. 2006). В настоящее время распространенными методами неразрушающего контроля сварного шва являются рентгенография, ультразвук, визуальный контроль, магнитное обнаружение, а также вихретоковые и акустические измерения (Abdullah et al.2013).
2006). В настоящее время распространенными методами неразрушающего контроля сварного шва являются рентгенография, ультразвук, визуальный контроль, магнитное обнаружение, а также вихретоковые и акустические измерения (Abdullah et al.2013).
Куинн и др. (1999) разработали метод обнаружения дефектов при автоматической дуговой сварке металлическим электродом в среде постоянного напряжения (GMAW) с использованием сигналов технологического тока и напряжения. Они использовали семь алгоритмов обнаружения дефектов для обработки сигналов тока и напряжения, чтобы получить параметры качества и пометить сварные швы, которые отличались от базовых записей ранее выполненных бездефектных сварных швов. Система может эффективно обнаруживать проплавление, потерю защитного газа и наличие маслянистых частиц, вызывающих поверхностную и подповерхностную пористость.
На рисунке 5 показан пример системы визуального контроля сварных швов (VIRO wsi от Vitronic GmbH), состоящей из датчика на основе камеры, вычислительного блока и программного обеспечения, имеющего возможность полностью автоматизированного трехмерного контроля шва с комбинированием 2D и 3D. машинное зрение. Он может обнаруживать все соответствующие дефекты и их положение в режиме реального времени. Эту информацию можно сохранить для дальнейшего наблюдения, документирования и статистической оценки (VITRONIC 2010).
машинное зрение. Он может обнаруживать все соответствующие дефекты и их положение в режиме реального времени. Эту информацию можно сохранить для дальнейшего наблюдения, документирования и статистической оценки (VITRONIC 2010).
Трехмерный контроль сварных швов по VIRO wsi (VITRONIC 2010)
На рисунке 6 показан пример датчика контроля сварных швов на основе сканирующего теплового профиля под названием ThermoProfilScanner (TPS) от HKS Prozesstechnik GmbH для оценки качества сварных швов и смещения сварных швов во время охлаждения. Поскольку характеристики теплового профиля (симметрия, ширина тепловой зоны, максимальная температура и т.) и качество шва напрямую связаны, аномалии шва, такие как недостаточное проплавление сварного шва, смещение сварного шва, отверстия, несплавление и т. д., могут быть обнаружены с помощью TPS. Корреляции между термическим профилем и качеством сварки из предыдущего опыта можно использовать для сравнения желаемых значений и допусков. При превышении допустимых пределов выдаются предупреждающие сигналы, обозначающие дефектные точки, и процесс сварки может быть остановлен (HKS Prozesstechnik 2013).
При превышении допустимых пределов выдаются предупреждающие сигналы, обозначающие дефектные точки, и процесс сварки может быть остановлен (HKS Prozesstechnik 2013).
Измерение теплового поля шва при остывании сварочной установки ТПС ( a ), дефектного шва ( b ) и аномального теплового профиля ( c ) дефектного шва (HKS Prozesstechnik 2013)
Датчики отслеживания и обнаружения швов
В продаже имеется несколько датчиков для роботизированной сварки, в основном для отслеживания швов и контроля качества.Некоторые из наиболее известных датчиков в области роботизированной сварки обсуждаются ниже:
Robo-Find (Servo Robot Inc)
Датчик в системе Robo-Find для поиска швов при роботизированной сварке основан на системе лазерного зрения. . Robo-Find предлагает решение для автономных приложений поиска швов, где детали и/или элементы должны быть сначала обнаружены при изменении траектории движения инструмента. Он находит, обнаруживает и измеряет сварные соединения без какого-либо контакта с деталью, а затем дает сигнал роботу скорректировать траекторию горелки менее чем за 1 с.Некоторые функции и преимущества Robo-Find (Servo Robot Inc) перечислены ниже (Servo Robot Inc 2013a):
Он находит, обнаруживает и измеряет сварные соединения без какого-либо контакта с деталью, а затем дает сигнал роботу скорректировать траекторию горелки менее чем за 1 с.Некоторые функции и преимущества Robo-Find (Servo Robot Inc) перечислены ниже (Servo Robot Inc 2013a):
Невосприимчив к дуговому процессу, такому как брызги, и может выдерживать излучаемое тепло.
Может находить швы для всех свариваемых материалов.
Имеет встроенную цветную видеокамеру для дистанционного наблюдения и программирования.
Он может автоматически распознавать тип соединения.
Сокращает количество ремонтов и переделок.
Может быть дооснащен существующим оборудованием.
В нем используется технология смарт-камеры со встроенным блоком управления (без отдельного контроллера со всем, что находится внутри самой камеры), поэтому настройку можно выполнить с помощью простого интерфейса ноутбука.

Robo-Find доступен с одним из двух типов лазерной камеры, основанной либо на точечном лазерном датчике, либо на системе линейного лазерного датчика. На рисунке 7 показана система Robo-Find SF/D-HE, основанная на системе линейного лазера, и система SENSE-I/DV, основанная на точечном лазере. На рис.8.
Рис. 7a Линейный лазерный датчик Robo-Find SF/D-HE и b Точечный лазерный датчик Robo-Find SENSE-I/D-V (Servo Robot Inc 2013a)
Рис. 8
8 Сравнение лазерного зрения и тактильной системы обнаружения швов и сварки (Servo Robot Inc 2013a)
Power-Trac (Servo Robot Inc)
Этот датчик имеет возможность отслеживания швов в реальном времени и поиска швов в автономном режиме на основе системы лазерного зрения.Траектория горелки постоянно изменяется, чтобы компенсировать изменения в реальном времени, такие как деформация, вызванная подводом тепла в процессе сварки. Ниже перечислены некоторые характеристики и преимущества, упомянутые производителем (Pires et al. 2006):
- 1.
Это полностью интегрированная система с лазерной камерой, блоком управления и программным обеспечением.
- 2.
Обеспечивает автоматическое отслеживание стыков и управление траекторией сварочной горелки в реальном времени.
- 3.
Возможна установка инспекционного модуля для контроля качества сварных швов.
- 4.
Невосприимчив к дуговому процессу, такому как брызги, и может выдерживать излучаемое тепло.
- 5.
Система не зависит от условий окружающего освещения и может отслеживать все свариваемые материалы.
- 6.
Система предлагает настоящие трехмерные лазерные измерения геометрических размеров суставов.
- 7.
Высокоскоростной цифровой лазерный датчик обеспечивает быстрое и надежное распознавание суставов.
- 8.
Система подходит для процессов высокоскоростной сварки, таких как тандемная дуговая сварка металлическим электродом и лазерная гибридная сварка.
- 9.
Система имеет прямой интерфейс с большинством марок роботов с помощью усовершенствованного протокола связи по последовательному каналу или каналу Ethernet.
- 10.
Включена большая библиотека соединений, которая позволяет отслеживать и измерять практически любой сварной шов на любом свариваемом материале.
- 11.
Модуль адаптивной сварки может регулировать изменчивость геометрии соединения для оптимизации размера сварного шва и, таким образом, устранения дефектов и уменьшения переваривания.



На рис. 9 показана роботизированная дуговая сварка в сочетании с системой Power-Trac для поиска и отслеживания швов (Servo Robot Inc 2013b).
Рис. 9Роботизированная дуговая сварка с Power-Trac (Servo Robot Inc 2013b)
Лазерный пилот (Meta Vision Systems Ltd.)
Этот датчик с лазерным зрением позволяет распознавать свариваемые детали для обнаружения и отслеживания швов.Он исправляет ошибки позиционирования деталей, а также ошибки, связанные с термической деформацией в процессе сварки. Некоторые варианты системы Laser Pilot описаны ниже:
Некоторые варианты системы Laser Pilot описаны ниже:
Лазерный пилот MTF
Laser Pilot MTF — это прибор для поиска швов, который можно использовать при роботизированной сварке, включающей серию коротких сварных швов, как это часто бывает в автомобильной промышленности, которые не требуют отслеживания в реальном времени, хотя правильное размещение сварочной горелки в необходимо начало сварки.MTF использует стандартный интерфейс для связи с контроллером робота.
Лазерный пилот MTR
Laser Pilot MTR — это устройство для отслеживания швов, которое может быть подключено к продуктам различных ведущих производителей роботов. Помимо функции поиска швов, он может отслеживать швы в режиме реального времени во время сварки (Meta Vision Systems Ltd, 2006 г.).
Система кругового сканирования Датчик сварки
Система кругового сканирования (CSS) Weld-Sensor (Oxford Sensor Technology Ltd. )) состоит из маломощного лазерного диода, который проецирует лазерный луч через внеосевую линзу на анализируемую поверхность, как показано на рис. 10. Линейный ПЗС-детектор просматривает пятно через ту же внеосевую линзу. Расстояние между датчиком сварки CSS и измеряемой поверхностью рассчитывается на основе метода триангуляции. Встроенный двигатель вращает внеосевую линзу, заставляя лазерное пятно вращаться и формируя коническое сканирование (Мортимер, 2006). Технология кругового сканирования позволяет измерять трехмерные углы за одно измерение и имеет преимущество в увеличенном коэффициенте обнаружения по сравнению с другими датчиками (Bergkvist 2004).CSS Weld-Sensor также можно использовать с материалами с высокой отражающей способностью, такими как алюминий (Мортимер, 2006 г.).
)) состоит из маломощного лазерного диода, который проецирует лазерный луч через внеосевую линзу на анализируемую поверхность, как показано на рис. 10. Линейный ПЗС-детектор просматривает пятно через ту же внеосевую линзу. Расстояние между датчиком сварки CSS и измеряемой поверхностью рассчитывается на основе метода триангуляции. Встроенный двигатель вращает внеосевую линзу, заставляя лазерное пятно вращаться и формируя коническое сканирование (Мортимер, 2006). Технология кругового сканирования позволяет измерять трехмерные углы за одно измерение и имеет преимущество в увеличенном коэффициенте обнаружения по сравнению с другими датчиками (Bergkvist 2004).CSS Weld-Sensor также можно использовать с материалами с высокой отражающей способностью, такими как алюминий (Мортимер, 2006 г.).
Расположение деталей со смещенной от центра линзой в CSS (Braggins 1998)
Производственная система, разработанная Thyssen-Krupp-Drauz-Nothelfer (TKDN) со встроенным датчиком сварки CSS в сочетании со сварочной горелкой MIG и роботом ABB 2400–16, использовалась для приварки алюминиевой задней стойки к алюминиевой крыше. сечение спортивного автомобиля Jaguar XK, как показано на рис.11. Эта сварка имеет важное значение как с точки зрения эстетики, так и прочности, поскольку сечение находится на уровне глаз и не должно быть видимых внешних стыков и дефектов. Датчик считывает положение, ширину, глубину и ориентацию шва. В процессе сварки задействовано около шести или восьми измерений, и каждое измерение занимает менее 400 мс. В системе использовался один сенсор CSS Weld-Sensor для измерения истинного положения шва перед сваркой, что позволяло оптимизировать запрограммированную траекторию сварки за счет автоматической коррекции допусков компонентов и вариаций подгонки (Nomura et al.1986).
сечение спортивного автомобиля Jaguar XK, как показано на рис.11. Эта сварка имеет важное значение как с точки зрения эстетики, так и прочности, поскольку сечение находится на уровне глаз и не должно быть видимых внешних стыков и дефектов. Датчик считывает положение, ширину, глубину и ориентацию шва. В процессе сварки задействовано около шести или восьми измерений, и каждое измерение занимает менее 400 мс. В системе использовался один сенсор CSS Weld-Sensor для измерения истинного положения шва перед сваркой, что позволяло оптимизировать запрограммированную траекторию сварки за счет автоматической коррекции допусков компонентов и вариаций подгонки (Nomura et al.1986).
Робот ABB 2400–16 со сварочной горелкой MIG и датчиком сварки OST CSS, установленным на конце руки (HKS Prozesstechnik 2013)
Руководство по сварке ABB III
Weldguide III — датчик отслеживания шва через дугу, разработанный компанией ABB, который использует два внешних датчика для сварочного тока и напряжения дуги. Он имеет измерительную способность на частоте 25 000 Гц для быстрой и точной коррекции траектории и может быть интегрирован с различными режимами передачи, такими как струйная дуга, короткая дуга и импульсная дуга GMAW.
Он имеет измерительную способность на частоте 25 000 Гц для быстрой и точной коррекции траектории и может быть интегрирован с различными режимами передачи, такими как струйная дуга, короткая дуга и импульсная дуга GMAW.
Weldguide III имеет базовый, расширенный и многопроходный режимы отслеживания. Основные режимы слежения состоят либо из режима работы резака, либо из режима осевой линии. В режиме «резак-работа» определяется высота, а в фиксированном режиме «резак-работа» расстояние поддерживается путем измерения целевого тока и регулировки высоты для сохранения настройки, как показано на рис. 12а. Режим центральной линии используется при плетении, где импеданс измеряется при перемещении резака из стороны в сторону с использованием параметра смещения, как показано на рис.12b (Группа АББ, 2010 г.).
Рис. 12a Горелка в рабочий режим и b в осевой режим (ABB Group 2010)
В адаптивном режиме заполнения, типе расширенного режима отслеживания, робот может определять и корректировать отклонения в допусках соединения. Если ширина соединения изменяется, переплетение робота будет увеличиваться или уменьшаться, а скорость перемещения соответственно корректируется, как показано на рис.13.
Если ширина соединения изменяется, переплетение робота будет увеличиваться или уменьшаться, а скорость перемещения соответственно корректируется, как показано на рис.13.
Режим адаптивного заполнения (ABB Group 2010)
При многопроходной сварке Weldguide III отслеживает первый проход и сохраняет фактический отслеживаемый путь, чтобы его можно было сместить для последующих проходов, как показано на рис. 14.
Рис. 14Многопроходная сварка с помощью Weldguide III ( Группа АББ 2010)
Практический пример: MARWIN
Целевая проблема
Доступные в настоящее время сварочные технологии, такие как ручная сварка и сварочные роботы, имеют ряд недостатков.Ручная сварка требует много времени, а существующие роботы недостаточно эффективны для производства небольших партий изделий, но и они часто сталкиваются с несоответствиями при необходимости перепрограммирования. Это перепрограммирование также занимает очень много времени.
Это перепрограммирование также занимает очень много времени.
В ноябре 2011 года был начат проект под названием MARWIN, являющийся частью проекта Европейского исследовательского агентства FP7 (CORDIS 2015). Его цель заключалась в разработке сварочного робота на основе машинного зрения, подходящего для малых и средних предприятий (МСП) с автоматическим расчетом пути, выбором параметров сварки и встроенной системой контроля качества (Chen et al.2007). MARWIN может извлекать параметры сварки и рассчитывать траекторию рабочего органа непосредственно из CAD-моделей, которые затем проверяются с помощью 3D-сканирования и регистрации в реальном времени (Rodrigues et al. 2013a). Основная проблема для МСП, пытающихся использовать роботизированную сварку, заключается в том, что продукты меняются после небольших партий, а необходимое обширное перепрограммирование является дорогостоящим и трудоемким. Ограничения текущего OLP включают производственные допуски между CAD и заготовками, а также неточности в размещении заготовок и смоделированной рабочей ячейке (TWI Ltd 2012).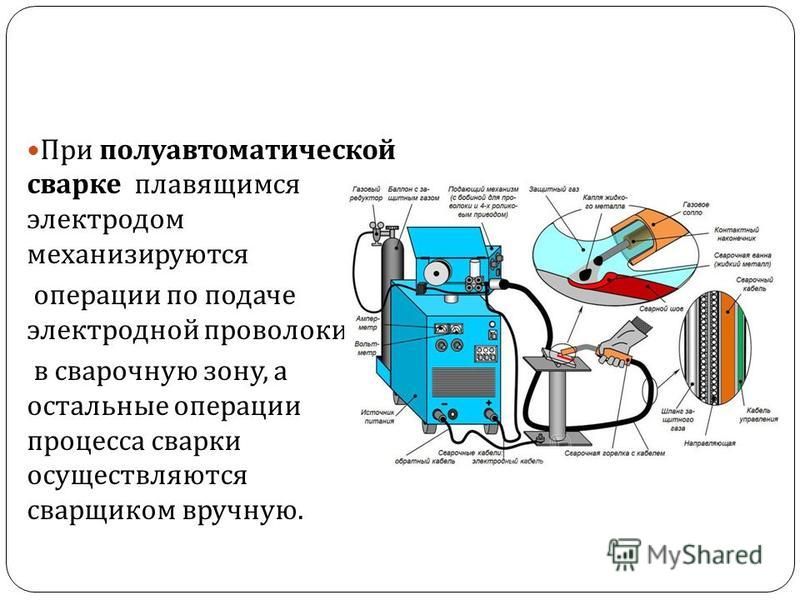 На рис. 15 показана общая схема процесса для системы MARWIN.
На рис. 15 показана общая схема процесса для системы MARWIN.
Схема процесса системы MARWIN (TWI Ltd. 2012)
Программирование
Система MARWIN состоит из управляющего компьютера с пользовательским интерфейсом и элементами управления для системы технического зрения и сварочного робота. Новая методология автономного роботизированного программирования (OLP), решающая проблему автоматического создания программ непосредственно из 3D-моделей CAD и проверки с помощью онлайн-реконструкции 3D.Система машинного зрения способна реконструировать 3D-изображение деталей с помощью структурированного света и распознавания образов, которое затем сравнивается с чертежом САПР реальной сборки. Он извлекает параметры сварки и рассчитывает траектории робота непосредственно из CAD-моделей, которые затем проверяются с помощью 3D-сканирования и регистрации в реальном времени. Компьютер устанавливает наилучшую траекторию движения робота на основе данных, введенных пользователем. Автоматическая корректировка траектории выполняется по реконструированному изображению. Параметры сварки автоматически выбираются из встроенной базы данных процедур сварки (TWI Ltd 2012).Роль пользователя ограничивается высокоуровневой спецификацией сварочной задачи и подтверждением и/или изменением параметров и последовательностей сварки, как это предлагается MARWIN (Rodrigues et al. 2013a). Концепция MARWIN представлена на рис. 16.
Автоматическая корректировка траектории выполняется по реконструированному изображению. Параметры сварки автоматически выбираются из встроенной базы данных процедур сварки (TWI Ltd 2012).Роль пользователя ограничивается высокоуровневой спецификацией сварочной задачи и подтверждением и/или изменением параметров и последовательностей сварки, как это предлагается MARWIN (Rodrigues et al. 2013a). Концепция MARWIN представлена на рис. 16.
Концепция MARWIN (TWI Ltd. 2012)
Датчики
Система технического зрения в MARWIN основана на методе структурированного сканирования света. Как показано на рис. 17, несколько плоскостей света с известным рисунком проецируются на целевую поверхность, что записывается камерой.Пространственное соотношение между источником света и камерой затем комбинируется с формой захваченного узора, чтобы получить трехмерное положение поверхности вдоль узора. Преимущества такой системы заключаются в том, что и камеру, и проектор можно разместить как можно ближе друг к другу, что может дать преимущества для миниатюризации конструкции. Более того, математическая формулировка такого устройства проста, чем у стандартных сканеров, что приводит к меньшему количеству вычислительных циклов, что делает параллельный дизайн более подходящим для 3D-обработки в реальном времени (Rodrigues et al.2013а).
Более того, математическая формулировка такого устройства проста, чем у стандартных сканеров, что приводит к меньшему количеству вычислительных циклов, что делает параллельный дизайн более подходящим для 3D-обработки в реальном времени (Rodrigues et al.2013а).
Метод сканирования структурированным светом (Rodrigues et al. 2013a)
Результаты
Параллельное расположение требует на 35 % меньше арифметических операций для вычисления облака точек в 3D, что делает его более подходящим для приложений реального времени. Эксперименты показывают, что этот метод подходит для сканирования различных поверхностей и, в частности, металлических деталей, предназначенных для задач роботизированной сварки (Rodrigues et al. 2013b). Этот метод позволяет роботу корректировать траекторию сварки, разработанную на основе модели САПР, к фактической заготовке.В качестве альтернативы, для неповторяющихся задач и при отсутствии CAD-модели можно интерактивно определить траекторию в режиме онлайн по отсканированной поверхности (Rodrigues et al. 2013c).
2013c).
Автоматизация резки и сварки листового металла | ТЕХНИЧЕСКИЙ ОБЗОР | Изготовление
В статье рассматриваются тенденции процессов сварки и резки листового металла и пластин, используемых в различных отраслях промышленности, таких как автомобилестроение, инфраструктура, судостроение, аэрокосмическая промышленность, производство ветряных башен и т. д.Рассмотрено повышение производительности дуговой сварки, а также обсуждено и объяснено все более широкое использование лазерной резки и сварки, а также гибридной лазерно-дуговой сварки, особенно в Европе. Некоторые фрикционные технологии уже получили широкое распространение, но при дальнейшем развитии они могут оказать большее влияние. Электронно-лучевая сварка также может быть использована с экономической выгодой в некоторых ситуациях, но, как и все бездуговые процессы, она будет применяться только в том случае, если можно добиться значительного повышения производительности и снижения затрат, чтобы оправдать потребность в более специализированном сварочном оборудовании. Многие улучшения производительности могут быть достигнуты за счет операций, не связанных со сваркой, в процессе изготовления.
Многие улучшения производительности могут быть достигнуты за счет операций, не связанных со сваркой, в процессе изготовления.
Введение
Лидерство в производстве (сварка и резка) может быть достигнуто благодаря учету таких факторов, как КАЧЕСТВО, СТОИМОСТЬ, ПРОИЗВОДИТЕЛЬНОСТЬ, БЕЗОПАСНОСТЬ и ПОСТОЯННОЕ СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ. Перелом в технологии изготовления металлов произошел в источниках питания для ручной / полуавтоматической сварки — (преобразователи с цифровым управлением), автоматизации сварки — (разработки в HNG SAW, HNG MIG, тандемной MIG / SAW, трении с перемешиванием, электронно-лучевой сварке, седельной сварке). Автоматизация, робототехника, лазерная точечная сварка, TIG с горячей проволокой, орбитальные системы, автоматизация с помощью гибридных сварочных систем, таких как плазменная сварка MIG, лазерная сварка MIG, а также значительные достижения в процессах резки (прецизионная плазменная, лазерная резка, гидроабразивная резка и т. д.). В этом документе рассматриваются современные тенденции в процессах дуговой сварки и резки, используемых для обработки листового металла, и обсуждаются некоторые из новых процессов, которые начинают заменять дуговую сварку для таких сталей или могут сделать это в ближайшие 10 лет.
Преимущества автоматизации
- Стабильность результатов сварки – защита от ошибок: руководитель сварки может ограничить количество изменений, которые оператор может вносить во время выполнения программы, не позволяя ему получить доступ к экрану коррекции с помощью переключателя с ключом или пароля.
- Несколько параметров для нескольких проходов сварки. В дополнение к возможности регулировать параметры между проходами сварки операторы сварочных аппаратов на базе микропроцессоров также могут программировать изменения параметров сварки во время каждого прохода, что дает явные преимущества для определенных областей применения.
- Сохранить параметр для совместного использования на других машинах с теми же приложениями: источник питания на базе микропроцессора может сохранять запрограммированные процедуры сварки на картах данных. Это позволяет оператору легко переносить программы, разработанные на одной машине, на другие машины, используемые либо на том же предприятии, выполняющем тот же тип работы.
Контроль качества: машины на базе микропроцессора могут немедленно предупредить оператора, если параметры сварки выходят за предварительно выбранные пределы. Параметры могут быть переданы непосредственно в компьютерную программу контроля качества для хранения или статистического анализа. Это устраняет трудоемкую рентгенографию во многих приложениях. - Хранение и запись данных: теперь очень легко отображать набор параметров сварки, и оператор или супервайзер могут наблюдать за процессом сварки. Кроме того, данные могут быть распечатаны в виде отчетов, которые могут быть представлены заказчику в качестве процедуры контроля качества.
- Быстрая диагностика дефектов сварки сокращает время ремонта: система может быть остановлена, если измеренные значения превышают определенный заданный предел отклонения. Возможна остановка машины в недопустимых условиях. Это позволяет оператору своевременно выполнять функции и принимать необходимые меры для предотвращения образования дефектных сварных швов.
 Это позволяет оператору легко переносить программы, разработанные на одной машине, на другие машины, используемые либо на том же предприятии, выполняющем тот же тип работы.
Это позволяет оператору легко переносить программы, разработанные на одной машине, на другие машины, используемые либо на том же предприятии, выполняющем тот же тип работы. Возможна остановка машины в недопустимых условиях. Это позволяет оператору своевременно выполнять функции и принимать необходимые меры для предотвращения образования дефектных сварных швов.
Возможна остановка машины в недопустимых условиях. Это позволяет оператору своевременно выполнять функции и принимать необходимые меры для предотвращения образования дефектных сварных швов. Тандемная сварка MIG и роботизированная сварка
В настоящее время трудно добиться значительного повышения производительности в этом зрелом процессе.В процессах MIG/MAG в среде защитного газа рост трубчатой проволоки по сравнению со сплошной проволокой все еще медленнее, несмотря на преимущества наплавки и формы валика первой, хотя использование трубчатой проволоки выше в США и Японии по сравнению с другими частями мира. Более низкая цена на сплошную присадочную проволоку, особенно в Европе, по-прежнему является доминирующим фактором, способствующим ее использованию. Самозащитные порошковые проволоки по-прежнему широко используются в США, но в меньшей степени в Европе из-за сокращения производства крупных морских установок.Всегда необходимо соблюдать осторожность при выборе самозащитной проволоки, если ударная вязкость металла сварного шва является критическим фактором при проектировании.
схема оборудования для тандемного МИГ , преимущества тандемного МИГ
- Исключительная скорость сварки
- Высокая скорость наплавки металла шва
- Превосходное качество сварки:
- Пониженная тепловая нагрузка
- Противостоит прожогам тонких материалов
- Поддерживает низкий уровень разбрызгивания
- Обеспечивает хорошее проникновение в толстые материалы
- Улучшает смачивание валика сварного шва
- Устойчив к подрезанию
- Контроль профиля борта
- Снижает производственные затраты
- Повышает производительность
Наибольший потенциал повышения производительности связан с использованием роботов.Япония по-прежнему лидирует в производстве новых роботов в год, но в целом использование роботов для сварки по-прежнему в основном используется в автомобильной промышленности. Роботы используются в ситуациях, когда повторение продукта и/или объемная пропускная способность высоки в сочетании с относительно стандартизированными конструкциями. Роботизированная резка профилей становится все более распространенной, и в Японии некоторые каркасы зданий в настоящее время свариваются на роботизированных линиях, а гибкие роботы также используются для сварки стыков колонн зданий на высоте. Области применения, наиболее подходящие для использования роботами, включают стыковые и угловые сварные швы при изготовлении балок, приварку ребер жесткости к балкам, сварку торцевых пластин и сборку панелей или настила.
Роботизированная резка профилей становится все более распространенной, и в Японии некоторые каркасы зданий в настоящее время свариваются на роботизированных линиях, а гибкие роботы также используются для сварки стыков колонн зданий на высоте. Области применения, наиболее подходящие для использования роботами, включают стыковые и угловые сварные швы при изготовлении балок, приварку ребер жесткости к балкам, сварку торцевых пластин и сборку панелей или настила.
Вероятная тенденция заключается в том, чтобы «брать роботов на работу» и использовать их для производства больших деталей и узлов в ячейках, в которых размещаются автономные транспортные роботы. Эти роботы, установленные на движущихся платформах, маневрируют вокруг свариваемых деталей и способны выполнять сварку во всех положениях с использованием процесса MAG с трубчатой проволокой (рис. 2).
Узкощелевая пила
При дуговой сварке под флюсом многопроволочная сварка, добавки железного порошка и узкие зазоры являются обычными способами повышения производительности. Тем не менее, использование трубчатой проволоки становится все более популярным и может обеспечить лучшее качество сварки по сравнению со сплошной проволокой в некоторых ситуациях, например, при сварке. при сварке под флюсом загрунтованного листа. В строительстве зданий и мостов сварка MIG/MAG больше подходит для автоматизации и в настоящее время начинает заменять дуговую сварку под флюсом, значительно снижая затраты и деформации.
Тем не менее, использование трубчатой проволоки становится все более популярным и может обеспечить лучшее качество сварки по сравнению со сплошной проволокой в некоторых ситуациях, например, при сварке. при сварке под флюсом загрунтованного листа. В строительстве зданий и мостов сварка MIG/MAG больше подходит для автоматизации и в настоящее время начинает заменять дуговую сварку под флюсом, значительно снижая затраты и деформации.
Лазер – для резки и сварки
Маломощные СО 2 -лазеры были первоначально разработаны в конце 60-х годов для операций резки и сварки, тогда как лазеры Nd:YAG появились на рынке только в начале 1980-х годов.В судостроении и производстве внедорожных транспортных средств в последнее десятилетие стали популярны более мощные лазеры (3-10 кВт CO 2 и 2-4 кВт Nd:YAG), поскольку их использование обеспечивает более точный контроль размеров и большую точность сборки. а также дополнительные преимущества высокой скорости резки и сварки и более чистой работы.
Лазерная резка теперь является важным способом точной сборки в производстве стали. Детали можно резать с точностью ±0,3 мм на расстоянии 10 метров по сравнению с ±1-2 мм при обычной плазменной резке.Затем узлы могут быть сварены дуговой сваркой с допусками в несколько миллиметров на 15 метров, при этом те же лазеры используются для маркировки и сверления отверстий на режущем столе. Несмотря на то, что дуговая сварка по-прежнему регулярно используется для сборки деталей, вырезанных лазером, снижение затрат может быть значительным из-за повышения точности сборки и возможности устранения коррекции искажений и других операций обработки после сварки. Прямые затраты были сокращены до 50% при использовании лазерной резки на многих верфях, и это показывает степень выгоды, которую может принести более широкое использование лазерной резки в строительстве зданий, мостов и объектов общественной инфраструктуры.
Лазерно-дуговая гибридная сварка
В настоящее время существует огромный интерес к использованию дугового лазера CO 2 или лазерной дуги Nd:YAG для стальных конструкций. Эта концепция существует с 1978 года и активно развивалась в Аахене в конце 90-х годов с использованием мощных CO 2 -лазеров в сочетании с одной или двумя горелками MAG, направленными в одну и ту же сварочную ванну последовательно с лазером. Одна верфь в Германии уже производит такую систему на линии по производству панелей, заменяя собой дуговую сварку под флюсом.Преимущества перехода от простых дуговых процессов к гибридной лазерно-дуговой системе включают в себя более высокую скорость выполнения соединений и связанный с этим контроль деформации. Как отмечалось выше, одних только лазерных систем обычно недостаточно, чтобы справиться с изменениями зазора шва в больших конструкциях. Однако там, где листы тонкие, можно успешно изготовить усиленные панели с помощью лазерной сварки.
Эта концепция существует с 1978 года и активно развивалась в Аахене в конце 90-х годов с использованием мощных CO 2 -лазеров в сочетании с одной или двумя горелками MAG, направленными в одну и ту же сварочную ванну последовательно с лазером. Одна верфь в Германии уже производит такую систему на линии по производству панелей, заменяя собой дуговую сварку под флюсом.Преимущества перехода от простых дуговых процессов к гибридной лазерно-дуговой системе включают в себя более высокую скорость выполнения соединений и связанный с этим контроль деформации. Как отмечалось выше, одних только лазерных систем обычно недостаточно, чтобы справиться с изменениями зазора шва в больших конструкциях. Однако там, где листы тонкие, можно успешно изготовить усиленные панели с помощью лазерной сварки.
Friction Technologies
За последнее десятилетие в сварке трением было сделано много захватывающих разработок и, возможно, больше технологических инноваций, чем за предыдущие 40 лет, когда сварка трением впервые появилась на сцене. В контексте соединения металлов и строительства фрикционные шпильки, радиальное трение и сварка трением с перемешиванием являются хорошими примерами более поздних подходов, при этом фрикционные шпильки уже используются в производстве сэндвич-конструкций, состоящих из стальных обшивок и бетонного сердечника, а также для приварки креплений в большой объем, такой как соединители на сдвиг и арматурные стержни для торцевых пластин. Крепление анодов под водой к морским установкам с использованием стальных шпилек и электрических соединений к железнодорожным путям — это другие области применения приварки шпилек трением.
В контексте соединения металлов и строительства фрикционные шпильки, радиальное трение и сварка трением с перемешиванием являются хорошими примерами более поздних подходов, при этом фрикционные шпильки уже используются в производстве сэндвич-конструкций, состоящих из стальных обшивок и бетонного сердечника, а также для приварки креплений в большой объем, такой как соединители на сдвиг и арматурные стержни для торцевых пластин. Крепление анодов под водой к морским установкам с использованием стальных шпилек и электрических соединений к железнодорожным путям — это другие области применения приварки шпилек трением.
ПРИМЕНЕНИЕ
Судостроение и оффшорная, аэрокосмическая, автомобильная, железнодорожный подвижной состав, производство.
Электронно-лучевая технология
За последнее десятилетие в этот процесс было внесено несколько ключевых усовершенствований, которые сделали сварку ЭЛ все более привлекательной для крупномасштабного изготовления стальных конструкций, таких как здания и мосты. Двумя основными направлениями совершенствования являются разработка оружия и технология пониженного давления.
Двумя основными направлениями совершенствования являются разработка оружия и технология пониженного давления.
Система электронно-лучевой сварки с пониженным давлением
Сварка ЭЛ с пониженным давлением с использованием давления в камере около 1 мбар стала еще одним важным шагом вперед в упрощении операций ЭЛ-сварки.Форма луча и проникновение луча, скажем, при 5 мбар идентичны таковым при более традиционном давлении для сварки электронно-лучевым электродом 5 x 10 -3 мбар. Этот вариант с пониженным давлением устраняет необходимость в больших вакуумных камерах и позволяет избежать утечек и уплотнений. Простых механических насосов и локальных уплотнений достаточно для достижения ~1 мбар. Эти системы также более устойчивы к колебаниям рабочего давления вакуума, расстояния между пистолетом и рабочим местом и чистоты обрабатываемой детали.
Производство ветряных башен – специализированные процессы резки и сварки
В производстве ветряных башен используются чрезвычайно точные процессы резки металла и сварки, такие как газовая резка с тройной горелкой, с однопроходной резкой с тремя горелками Автоматическая настройка, обеспечивающая высокую точность, емкостная регулировка высоты, Бесконечное вращение режущей головки, автоматическая регулировка угла 20–50° (опция 30–60°). Кроме того, используется система плазменной резки с автоматической настройкой, максимальной точностью и регулировкой угла скоса: +/- 52°, начальной установкой высоты с помощью тактильного датчика, регулировкой высоты резки с помощью процесса автоматического измерения напряжения дуги.
Кроме того, используется система плазменной резки с автоматической настройкой, максимальной точностью и регулировкой угла скоса: +/- 52°, начальной установкой высоты с помощью тактильного датчика, регулировкой высоты резки с помощью процесса автоматического измерения напряжения дуги.
Precision Высококачественный процесс плазменной резки с ЧПУ используется с высокой степенью автоматизации, необходимой для обеспечения стабильного качества. Программное обеспечение для программирования, числовое управление и автоматические вращающиеся инструменты для снятия фаски используются для того, чтобы обойтись без ручных задач. Автоматизированные системы SAW с двойной проволокой, тандемной, тандемной, двойной и многопроволочной системами используются вместе с индивидуальными сварочными головками, системами подачи проволоки, системами отслеживания стыков, колоннами и стрелами, системами TELBO, вращателями и позиционерами.Кроме того, для этого применения, а также для многих других сварочных работ используются тракторы и монтажные агрегаты.
Заключение
Где будет инженерное строительство через пять лет? Повышение производительности может происходить из многих различных областей всего производственного процесса, например. общий проект, рабочий проект, контрактные чертежи, инструкции ЧПУ, резка и профилирование, сварка, контроль, отделка и т. д. Необходимо понимать, что оптимизация процесса и процедуры сварки по отдельности может оказать лишь незначительное влияние на общую производительность.Например, производители мостов и зданий продолжают добиваться значительных успехов в снижении себестоимости тонны производимой стали, уделяя особое внимание повышению эффективности несварочных операций.
В ближайшие несколько лет этим областям, не связанным со сваркой, будет уделяться большое внимание. Например, ожидается, что трехмерное твердотельное моделирование будет лежать в основе процесса усовершенствования, позволяющего виртуальную сборку, прямое обучение станков для резки и сварки, компьютерное моделирование обработки металлов и сварочных операций, а также оптимизацию последовательностей сварки. Кроме того, автоматические проверки и сбор данных будут более широко использоваться, чтобы обеспечить более полное обеспечение качества. Повышение производительности также может быть достигнуто за счет большей стандартизации спецификаций стали и деталей соединений, а также за счет модульности крупных конструкций для сокращения времени, затрачиваемого на изготовление и монтаж на месте.
Кроме того, автоматические проверки и сбор данных будут более широко использоваться, чтобы обеспечить более полное обеспечение качества. Повышение производительности также может быть достигнуто за счет большей стандартизации спецификаций стали и деталей соединений, а также за счет модульности крупных конструкций для сокращения времени, затрачиваемого на изготовление и монтаж на месте.
Использование новых сварочных процессов и более широкое использование автоматизации и роботов будет происходить медленно и постепенно, и будет оправдано только в том случае, если внедрение приведет к значительному повышению производительности или снижению затрат.Таким образом, эти изменения можно ожидать, в частности, в ситуациях, когда не хватает квалифицированной рабочей силы, когда сварочные ячейки могут быть полностью заняты или когда требуются индивидуальные компоненты, изготовленные на заказ.
Высокопроизводительное лазерное обнаружение дефектов сварки в режиме реального времени за счет сочетания расширения данных на основе ACGAN и мультимодальных датчиков Fusion
(Базель). 2021 ноябрь; 21(21): 7304.
2021 ноябрь; 21(21): 7304.
Lulu Wang
2 Инновационный центр биомедицинских устройств, Шэньчжэньский технологический университет, Шэньчжэнь 518118, Китай; нк.ude.utzs@ululgnaw
Хоссам А. Габбар, академический редактор и Николо Марконато, академический редактор
2 Инновационный центр биомедицинских устройств, Шэньчжэньский технологический университет, Шэньчжэнь 518118, Китай; nc.ude.utzs@ululgnawПолучено 21 сентября 2021 г .; Принято 30 октября 2021 г.
Реферат
Большинство существующих технологий мониторинга процесса лазерной сварки ориентированы на обнаружение постинженерных дефектов, но при массовом производстве электронного оборудования, такого как лазерная сварка металлических пластин, идентификация в реальном времени выявления дефектов имеет более важное практическое значение.Набор данных о процессе лазерной сварки часто сложно построить, а экспериментальных данных недостаточно, что препятствует применению метода обнаружения дефектов лазерной сварки на основе данных. В данной работе предложен интеллектуальный метод диагностики дефектов сварки на основе вспомогательных классификаторов генеративно-состязательных сетей (ACGAN). Во-первых, был создан набор данных десяти классов, состоящий из 6467 образцов, которые получены из оптических и тепловых сенсорных параметров в процессе сварки.Предлагается новая структурированная сетевая модель ACGAN для генерации поддельных данных, аналогичных истинным распределениям признаков дефектов. Кроме того, чтобы сделать разницу между различными категориями дефектов более очевидной после расширения данных, была предложена схема фильтрации и очистки данных, основанная на ансамблевом обучении и SVM (машина опорных векторов), которая используется для фильтрации плохо сгенерированных данных. . В экспериментах точность классификации может достигать 96,83% и 85,13% для модели алгоритма CNN (сверточной нейронной сети) и модели ACGAN соответственно.Однако точность может быть дополнительно улучшена до 97,86% и 98,37% для моделей слияния моделей ACGAN-CNN и ACGAN-SVM-CNN соответственно.
В данной работе предложен интеллектуальный метод диагностики дефектов сварки на основе вспомогательных классификаторов генеративно-состязательных сетей (ACGAN). Во-первых, был создан набор данных десяти классов, состоящий из 6467 образцов, которые получены из оптических и тепловых сенсорных параметров в процессе сварки.Предлагается новая структурированная сетевая модель ACGAN для генерации поддельных данных, аналогичных истинным распределениям признаков дефектов. Кроме того, чтобы сделать разницу между различными категориями дефектов более очевидной после расширения данных, была предложена схема фильтрации и очистки данных, основанная на ансамблевом обучении и SVM (машина опорных векторов), которая используется для фильтрации плохо сгенерированных данных. . В экспериментах точность классификации может достигать 96,83% и 85,13% для модели алгоритма CNN (сверточной нейронной сети) и модели ACGAN соответственно.Однако точность может быть дополнительно улучшена до 97,86% и 98,37% для моделей слияния моделей ACGAN-CNN и ACGAN-SVM-CNN соответственно. Результаты показывают, что ACGAN можно использовать не только в качестве модели алгоритма для классификации, но и для достижения превосходной классификации и распознавания в реальном времени за счет улучшения данных и объединения нескольких моделей.
Результаты показывают, что ACGAN можно использовать не только в качестве модели алгоритма для классификации, но и для достижения превосходной классификации и распознавания в реальном времени за счет улучшения данных и объединения нескольких моделей.
Ключевые слова: обнаружение дефектов, ACGAN, генерация образцов, многоалгоритмический синтез моделей. промышленности.В процессе лазерной сварки будут возникать серьезные эффекты термического преобразования, которые требуют чрезвычайно высокой точности параметров процесса сварки и фиксации заготовки, а небольшое отклонение сварного шва может привести к серьезным дефектам сварки, что влияет на качество свариваемых изделий [1] . При этом на качество сварки будет влиять и различие сварочных материалов и сварных соединений [2,3,4]. Поэтому быстрое и эффективное выявление дефектов сварных изделий особенно важно в процессе серийного производства.Существующие схемы обнаружения дефектов лазерной сварки в основном ориентированы на обнаружение послесварочных дефектов. Традиционные методы неразрушающего контроля широко используются, но они имеют некоторые ограничения [5,6,7]. Например, визуальное тестирование может легко пропустить обнаружение [8,9,10]; рентгенографический контроль имеет радиационную опасность и высокую стоимость оборудования [11]; магнитопорошковое испытание и испытание на проникновение могут определить положение дефекта, но не могут конкретно отобразить его форму; вихретоковое обнаружение и другие технологии обнаружения сигналов не могут напрямую отражать форму дефекта [12].
Традиционные методы неразрушающего контроля широко используются, но они имеют некоторые ограничения [5,6,7]. Например, визуальное тестирование может легко пропустить обнаружение [8,9,10]; рентгенографический контроль имеет радиационную опасность и высокую стоимость оборудования [11]; магнитопорошковое испытание и испытание на проникновение могут определить положение дефекта, но не могут конкретно отобразить его форму; вихретоковое обнаружение и другие технологии обнаружения сигналов не могут напрямую отражать форму дефекта [12].
Поскольку реальный процесс производства и изготовления сложен и изменчив, для обнаружения дефектов в разных процессах требуются разные инструменты и методы. В большинстве случаев один прибор или метод не может точно выполнить задачу обнаружения, однако невозможно интегрировать все соответствующие приборы и методы в одну единую систему из-за большой рабочей нагрузки и высокой сложности обнаружения всех возможных проблем в каждом производственном процессе. [13].В процессе лазерной сварки вышеперечисленные проблемы все еще существуют. Таким образом, из-за сложности как процессов, так и дефектов систему оценки установить сложно.
[13].В процессе лазерной сварки вышеперечисленные проблемы все еще существуют. Таким образом, из-за сложности как процессов, так и дефектов систему оценки установить сложно.
В существующих исследованиях для контроля процесса лазерной сварки в основном используются четыре типа датчиков, такие как визуальные [14,15,16], акустические [17,18,19], оптические [20,21] и тепловые [ 22,23] датчики. Эти датчики используются для регистрации изменений характеристических величин в процессе сварки [24, 25, 26, 27] и установления корреляции между тенденциями изменения характеристических величин и конечным сварочным эффектом.На реальной производственной линии трудно реализовать визуальное тестирование в реальном времени из-за необходимости захвата и обработки большого количества данных изображения. Кроме того, сильный свет во время лазерной сварки может привести к насыщению изображения и тем самым снизить точность системы. Кроме того, из-за неизбежного фонового шума на производственной линии нецелесообразно интегрировать акустические датчики в систему контроля процесса лазерной сварки для обнаружения дефектов.
Благодаря быстрому развитию и зрелости теории глубокого обучения технология интеллектуальной диагностики неисправностей стала центром исследований и направлением развития в области искусственного интеллекта.В настоящее время интеллектуальные алгоритмы диагностики неисправностей в основном включают искусственную нейронную сеть [28, 29, 30, 31], нечеткую логику [32, 33] и т. д., которые развились от предсказания классификации одной стратегии до слияния нескольких стратегий [34, 35]. ,36]. Кроме того, в некоторых реальных экспериментах было обнаружено, что выборочные данные трудно получить, поэтому методу глубокого обучения трудно полностью изучить различия между различными категориями данных. Чтобы решить эту проблему, обычно используется метод улучшения данных для расширения набора обучающих данных.В 2020 году Бал и соавт. [37] исследовали эффективный метод машинного обучения, машину с экстремальным обучением, для прогнозирования количества ошибок программного обеспечения, которая могла бы предсказать тип ошибки программного обеспечения во времени, когда данные об ошибках программного обеспечения были несбалансированными. Генеративно-состязательные сети (GAN), предложенные Goodfellow et al. [38] нашли широкое применение в обработке изображений и обработке естественного языка, в которых генератор и дискриминатор конкурируют друг с другом, а для обучения дискриминатора могут использоваться поддельные данные, полученные от генератора, и реальные данные.С помощью механизма состязательного обучения и добавления новых образцов можно одновременно улучшить способность дискриминатора и способность генерации, чтобы улучшить способность нейронной сети к обучению и обобщению. В 2020 году Вахид и др. [39] предложили Covid-GAN, который может создавать составные изображения и может использоваться для повышения эффективности обнаружения CNN (сверточной нейронной сети). В системе интерфейса мозг-компьютер (BCI) производительность классификатора в значительной степени зависит от качества и количества обучающих данных.Фахими и др. [40] предложили структуру, основанную на глубоких сверточных генеративно-состязательных сетях для генерации искусственной электроэнцефалограммы, чтобы увеличить обучающую выборку, чтобы улучшить производительность классификатора BCI.
Генеративно-состязательные сети (GAN), предложенные Goodfellow et al. [38] нашли широкое применение в обработке изображений и обработке естественного языка, в которых генератор и дискриминатор конкурируют друг с другом, а для обучения дискриминатора могут использоваться поддельные данные, полученные от генератора, и реальные данные.С помощью механизма состязательного обучения и добавления новых образцов можно одновременно улучшить способность дискриминатора и способность генерации, чтобы улучшить способность нейронной сети к обучению и обобщению. В 2020 году Вахид и др. [39] предложили Covid-GAN, который может создавать составные изображения и может использоваться для повышения эффективности обнаружения CNN (сверточной нейронной сети). В системе интерфейса мозг-компьютер (BCI) производительность классификатора в значительной степени зависит от качества и количества обучающих данных.Фахими и др. [40] предложили структуру, основанную на глубоких сверточных генеративно-состязательных сетях для генерации искусственной электроэнцефалограммы, чтобы увеличить обучающую выборку, чтобы улучшить производительность классификатора BCI. В 2021 году Guo et al. [41] разработали метод обнаружения дефектов сварки с использованием генеративной состязательной сети в сочетании с трансферным обучением, который предлагается для устранения дисбаланса данных и повышения точности обнаружения дефектов. Цзян и др. [42] предложили стратегию выбора данных, основанную на фильтрации и очистке данных при обучении модели, которая сочетает обучение с учителем и процесс генерации данных для получения сквозной модели.
В 2021 году Guo et al. [41] разработали метод обнаружения дефектов сварки с использованием генеративной состязательной сети в сочетании с трансферным обучением, который предлагается для устранения дисбаланса данных и повышения точности обнаружения дефектов. Цзян и др. [42] предложили стратегию выбора данных, основанную на фильтрации и очистке данных при обучении модели, которая сочетает обучение с учителем и процесс генерации данных для получения сквозной модели.
Основные положения этой статьи резюмируются следующим образом.
(1)
Предложена гибридная схема диагностики дефектов сварки на основе ACGAN [43,44] (вспомогательный классификатор генеративно-состязательных сетей) и модели CNN [45,46]. Поддельные данные генерируются генератором ACGAN с использованием реальных данных, а классификатор CNN обучается как с поддельными данными, так и с реальными данными. Затем тестовые образцы вводятся в обученную модель CNN для диагностики и прогнозирования ошибок.
(2)
Во-вторых, для увеличения разницы между категориями и повышения эффективности распознавания классификатора предлагается схема фильтрации и очистки данных, основанная на ансамблевом обучении. Множественные машины опорных векторов (SVM) [47,48] используются для изучения различных особенностей состояний дефектов и вынесения интегрированных классификационных суждений. Этот интегрированный классификатор отфильтровывает неверные данные, сгенерированные генератором. Затем отфильтрованные данные и исходные обучающие данные помещаются в модель CNN для обучения.
(3)
Наконец, при различном количестве обучающих данных проверяется способность различных моделей идентифицировать дефекты сварки. Путем экспериментального сравнения с другими классическими моделями классификации доказано превосходство схемы обнаружения ACGAN-SVM-CNN.

Остальная часть этого документа организована следующим образом. Раздел 2 кратко знакомит с основной теорией ACGAN. В разделе 3 описан предлагаемый гибридный подход к обнаружению, а эффективность и превосходство предложенного метода были исследованы и доказаны сравнительными экспериментами разных моделей с разным объемом исходных данных.Наконец, в Разделе 4 сделаны выводы. ) и полууправляемое обучение с генеративно-состязательными сетями (SGAN). CGAN улучшает качество генерируемых данных за счет объединения информации о тегах, а SGAN улучшает качество данных за счет восстановления информации о тегах.На основе этих двух сетей ACGAN расширяет свои преимущества и добавляет в систему сеть классификации категорий.
В разделе 3 описан предлагаемый гибридный подход к обнаружению, а эффективность и превосходство предложенного метода были исследованы и доказаны сравнительными экспериментами разных моделей с разным объемом исходных данных.Наконец, в Разделе 4 сделаны выводы. ) и полууправляемое обучение с генеративно-состязательными сетями (SGAN). CGAN улучшает качество генерируемых данных за счет объединения информации о тегах, а SGAN улучшает качество данных за счет восстановления информации о тегах.На основе этих двух сетей ACGAN расширяет свои преимущества и добавляет в систему сеть классификации категорий.
2.1. Принцип структуры
ACGAN улучшен моделью GAN с контролируемым механизмом. Основное различие между ACGAN и GAN заключается в добавленной метке информации о вспомогательном обучении. Как показано на рисунке, ACGAN состоит из генератора и дискриминатора, выходные данные которых содержат информацию о суждении не только об истинных или ложных данных, но и о категории данных.Между тем, ACGAN учитывает разнообразие выборок лучше, чем другие разновидности моделей GAN.
ACGAN может генерировать образцы более высокого качества, используя дополнительные теги классификации. «c» представляет собой метку класса соответствующих данных. Функция потерь AGAN состоит из двух частей, как показано в уравнениях (1) и (2) соответственно.
Ls=Ex~Pdata[logD(x)]+Ez~Pz[log(1−D(G(z)))]
(1)
Lc=Ec~Pdata[logD(c)]+ Ec~Pz[log(1−D(G(c)))]
(2)
В приведенных выше формулах Ls представляет функцию стоимости для достоверности данных, а Lc представляет функцию стоимости для точности классификации данных.E представляет собой операцию по нахождению математического ожидания, x/c~Pdata гарантирует, что x/c подчиняется исходному распределению данных, z/c~Pz гарантирует, что z/c подчиняется распределению Гаусса, а z представляет собой случайный шум. Поскольку дискриминатор должен максимально отличать сгенерированные данные от реальных данных, для эффективной классификации данных цель обучения дискриминатора D состоит в том, чтобы максимально увеличить Lc+L. Между тем ожидается, что данные, сгенерированные генератором, будут распознаваться дискриминатором как реальные данные и эффективно классифицироваться, а это означает, что цель обучения генератора G состоит в том, чтобы сделать Lc-L как можно больше.
Между тем ожидается, что данные, сгенерированные генератором, будут распознаваться дискриминатором как реальные данные и эффективно классифицироваться, а это означает, что цель обучения генератора G состоит в том, чтобы сделать Lc-L как можно больше.
2.2. Процесс обучения в ACGAN
Процесс обучения в ACGAN в основном такой же, как и в GAN. На основе теории игры с нулевой суммой дискриминатор и генератор обучаются поочередно для достижения конечного эффекта оптимизации.
В модели ACGAN первым шагом является обучение дискриминатора реальным данным и поддельным данным, сгенерированным генератором. Когда обучение дискриминатора завершено, параметры дискриминатора можно временно оставить неизменными, при этом параметры дискриминатора не будут обновляться, а будут обновляться только параметры в генераторе по потере обратной связи от дискриминатора.Генератор будет генерировать поддельные данные, которые ближе к реальному распределению данных. Обновленный генератор будет генерировать новое поколение поддельных данных, а затем обучать дискриминатор новым поколением поддельных данных и реальных данных. Итерация обучения повторяется, как описано выше. Конкретные этапы обучения описываются следующим образом:
Итерация обучения повторяется, как описано выше. Конкретные этапы обучения описываются следующим образом:
Введите случайно сгенерированный вектор шума z с гауссовым нормальным распределением в генератор G, а затем сгенерируйте поддельные данные G(z).
Пометить фальшивые данные Xfake=G(z), сгенерированные генератором G, как 0, и прикрепить соответствующую метку категории c.Реальные данные Xreal помечаются как 1, а также прикрепляется соответствующая метка категории c. Настоящие и поддельные данные вводятся в дискриминатор D вместе пакетами, и сетевой терминал выводит выделенный результат через классификатор softmax. Целевая функция оптимизированного дискриминатора выглядит следующим образом:
LD=logBreal+log(1−Bfake)+logCreal+logCfake
(3)
В уравнении (3) Creal представляет собой вероятность категории выходных данных множественной классификации. при вводе в дискриминатор реальных данных, а Cfake — вероятность категории мультиклассификационного вывода при вводе в дискриминатор поддельных данных. Bfake — это двоичный вывод реального/поддельного (1/0), когда в дискриминатор вводятся поддельные данные, а Breal — двоичный вывод реальный/поддельный (1/0), когда в дискриминатор вводятся реальные данные.
Bfake — это двоичный вывод реального/поддельного (1/0), когда в дискриминатор вводятся поддельные данные, а Breal — двоичный вывод реальный/поддельный (1/0), когда в дискриминатор вводятся реальные данные.
Оставьте параметры дискриминатора D без изменений, введите вектор случайного шума z в генератор G для генерации ложных данных Xfake=G(z) и прикрепите соответствующую метку категории c. Поддельные данные и настоящие данные вместе помечаются как 1 и поступают на вход дискриминатора D. Когда дискриминатор D определяет, что поддельные данные Xfake являются ложными (выходная метка равна 0), это означает, что поддельные данные Xfake не могут успешно обмануть дискриминатор D.Чтобы поддельные данные, сгенерированные генератором G, успешно обманули дискриминатор D, необходимо максимизировать целевую функцию LG генератора. Определение LG можно выразить следующим образом.
LG=logBfake+logCreal+logCfake
(4)
Повторите шаги (1)–(3) для обучения дискриминатора D и генератора G итеративно, пока не будет достигнуто равновесие Нэша, при котором истинное и ложное разрешение дискриминатора Д составляет 50%. Это указывает на то, что эффект данных, сгенерированных генератором, наиболее близок к распределению исходных данных, и обученный дискриминатор можно использовать для обнаружения и классификации дефектов.
Это указывает на то, что эффект данных, сгенерированных генератором, наиболее близок к распределению исходных данных, и обученный дискриминатор можно использовать для обнаружения и классификации дефектов.
3. Алгоритмический дизайн и экспериментальный анализ
В этом разделе мы подробно опишем структуру ACGAN и предложим стратегию фильтрации и очистки данных, основанную на ансамблевом обучении. Путем сравнения различных моделей и настроек обучающих данных с разным объемом данных демонстрируется превосходство предложенной схемы обнаружения дефектов сварки.
3.1. Метод сбора данных и описание данных
Сканирующий лазерный сварочный аппарат в основном включает в себя SPI (Southampton Photonics Inc., Саутгемптон, Великобритания) импульсный волоконный лазер, гальванометрический сканер, плоскопольная линза и два вибрирующих зеркала. Сканер гальванометра может отражать лазерный свет в нужное положение, поворачивая вибрирующие зеркала, чтобы изменить путь лазера. Сбор входного сигнала состоит из двух разных фотодиодных датчиков, датчика термометра и некоторых оптических элементов. Общая схематическая структура системы сбора данных показана на рис. Первый фотодиодный датчик установлен за 45-градусной призмой для получения интенсивности плазмы.После другой 45-градусной призмы устанавливается второй фотодиодный датчик для сбора информации об интенсивности света. Датчики пирометра на конце могут отслеживать изменения температуры во время сварки.
Сбор входного сигнала состоит из двух разных фотодиодных датчиков, датчика термометра и некоторых оптических элементов. Общая схематическая структура системы сбора данных показана на рис. Первый фотодиодный датчик установлен за 45-градусной призмой для получения интенсивности плазмы.После другой 45-градусной призмы устанавливается второй фотодиодный датчик для сбора информации об интенсивности света. Датчики пирометра на конце могут отслеживать изменения температуры во время сварки.
Структурная схема системы сбора данных.
В процессе эксперимента по сбору данных для каждого стандартного процесса сварки заготовки устанавливается 130 периодов выборки, и значения интенсивности плазмы, интенсивности света и температуры собираются в каждый момент выборки. Таким образом, мы собрали и построили набор данных из 6467 данных, который содержит 10 дефектов сварки.Стандартной деталью является пластина из нержавеющей стали SUS304 (Jiangsu Weigang Alloy Products Co., Ltd., Уси, Китай) толщиной около 0,3 мм и радиусом 22 мм.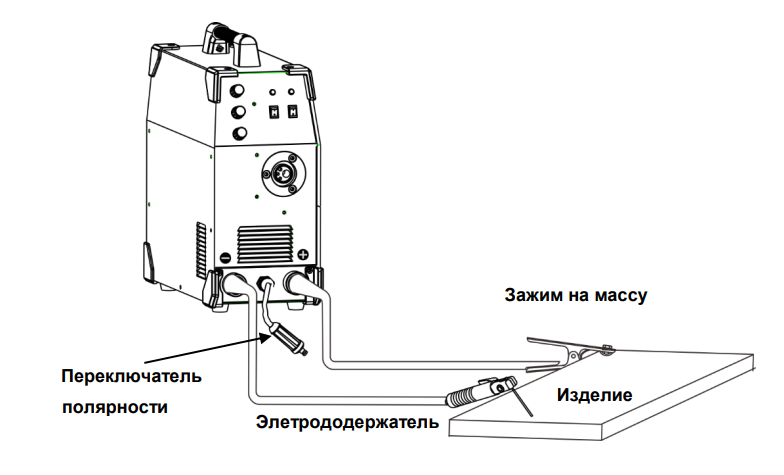 В эксперименте использовался волоконный лазер непрерывного действия (Suzhou Chuangxuan Laser Technology Co., Ltd., Сучжоу, Китай). Выходная мощность лазера 80 Вт, скорость сварки 50 мм/с.
В эксперименте использовался волоконный лазер непрерывного действия (Suzhou Chuangxuan Laser Technology Co., Ltd., Сучжоу, Китай). Выходная мощность лазера 80 Вт, скорость сварки 50 мм/с.
После сбора данных их необходимо стандартизировать. Здесь мы преобразуем данные в стандартный набор данных со средним значением 0 и дисперсией 1.Десять видов сварочных дефектов: «Квалифицированный», «Расфокусировка 3 мм», «Расфокусировка −3 мм», «Деформация», «Трещины», «Повторение», «Отсутствие сварного шва», «Дрейф», «Наклон» и «Водяные знаки» соответственно. Кроме того, конкретные объемы данных показаны в . Чтобы избежать коллапса режима во время обучения, мы стараемся сохранять одинаковый объем данных для каждой категории при сборе выборочных данных. Описание этих категорий следующее:
«Квалифицированный» означает отсутствие дефектов сварных швов и их соответствие технологическим требованиям.
«Расфокусировка 3 мм» относится к расстоянию расфокусировки более 3 мм.
Плоскость фокусировки над заготовкой имеет положительную расфокусировку, а плоскость фокусировки под заготовкой — отрицательную. Слишком большое по абсолютной величине расстояние расфокусировки приводит к слишком низкой удельной мощности, действующей на заготовку, что затрудняет достижение цели сварки.«Расфокусировка −3 мм» означает расстояние расфокусировки менее −3 мм.
«Деформация» означает, что по мере увеличения сварочного тока ширина шва увеличивается, и постепенно возникают брызги, в результате чего на поверхности изделия сварного шва возникают окислительная деформация и шероховатость.
«Трещины» относятся к высокотемпературным трещинам. В процессе лазерной сварки из-за небольшого тепловложения лазера сварочная деформация и сварочное напряжение невелики, поэтому, как правило, высокотемпературные трещины не возникают.
«Повторение» означает повторную сварку на основе существующего сварного шва.
«Отсутствие сварки» указывает на отсутствие некоторых точек сварки.
«Отсутствие сварки» является широко распространенной ошибкой в работе.«Дрейф» означает внезапное смещение положения сварки.
«Наклон» представляет собой наклон основного металла во время сварки, поэтому расстояние расфокусировки было изменено.
«Водяные знаки» указывают на наличие воды на поверхности основного металла.
 Плоскость фокусировки над заготовкой имеет положительную расфокусировку, а плоскость фокусировки под заготовкой — отрицательную. Слишком большое по абсолютной величине расстояние расфокусировки приводит к слишком низкой удельной мощности, действующей на заготовку, что затрудняет достижение цели сварки.
Плоскость фокусировки над заготовкой имеет положительную расфокусировку, а плоскость фокусировки под заготовкой — отрицательную. Слишком большое по абсолютной величине расстояние расфокусировки приводит к слишком низкой удельной мощности, действующей на заготовку, что затрудняет достижение цели сварки. «Отсутствие сварки» является широко распространенной ошибкой в работе.
«Отсутствие сварки» является широко распространенной ошибкой в работе.Состав набора данных.
3.2. Дизайн модели ACGAN
В области глубокого обучения хорошо известна зависимость алгоритма нейронной сети от количества данных. Как известно, чем больше объем исходных данных, тем больше информации о цели они содержат, что полезно для обучения глубокой нейронной сети.Однако в некоторых экспериментальных сценариях, когда трудно измерить или данные экспериментальных измерений очень сложны, собрать данные сложно. Чтобы решить эту проблему, мы можем использовать возможности расширения данных ACGAN для создания поддельных данных и расширения емкости данных для обучения глубокой нейронной сети.
Среда глубокого обучения Pytorch (Pytoch — это версия torch (версия 1.6.0) для Python, которая представляет собой среду нейронной сети с открытым исходным кодом от Facebook. Pytoch, используемый в этой статье, загружен из Интернета.) используется во всех экспериментах. Для управления используется виртуальная среда Anaconda3. Версия Python — 3.6.12, оптимизатор — «Адам», скорость обучения — 0,001. Подробные конфигурации экспериментальной среды можно найти в .
Таблица 1
Информация о конфигурации сервера.
| Параметры | Технические характеристики | |||
|---|---|---|---|---|
| RAM | 256 G | 256 G | 256 г | |
| CPU | Intel (R) Xeon (R) CPU E5-2680 V2 @ 2. 80 ГГц 80 ГГц | |||
| GPU | GeForce GTX TITAN X | |||
| OS | Windows 10 |
Структура ACGAN показана на и . При разработке структуры генератора и дискриминатора Leaky ReLu выбирается в качестве функции активации каждого слоя посредством сравнительных экспериментов. Такой выбор также решает проблему гибели нейронов.Dropout используется после каждого слоя свертки, что может устранить совместную адаптивность между нейронами и повысить способность нейронной сети к обобщению. Используя структуру, описанную выше, генератор G и дискриминатор D обычно можно оптимизировать после 120 периодов обучения.
Таблица 2
Структура генератора.
| Операция | Ядро | Шаги | Карты функций | BN? | Dropout | Нелинейность | |||
|---|---|---|---|---|---|---|---|---|---|
| вход (128 × 512 × 1 × 1) | |||||||||
| Linear | N / A | N / A | 128 × 256 × 1 × 1 | × | 0. 0 0 | Leaky Relu | |||
| N / A | N / A | N / A | N / A | N / A | N / A | 128 × 16 640 × 1 × 1 | × | 0.0 | N / A | масштабный фактор 2 | 128 × 128 × 130 × 4 |
| Clovolution | 3 × 2 | 1 × 1 | 128 × 128 × 130 × 3 | √ | 0. 0 0 | Leaky RELU | |||
| Convolution | 3 × 1 | 1 × 1 | 128 × 64 × 130 × 3 | √ | 0.0 | LEAKY RELU | |||
| CONVOLOL | 3 × 1 | 1 × 1 | 128 × 1 × 130 × 3 | × | 0. 0 0 | SIGMoid | |||
Таблица 3
Структура дискриминатор.
| Операция | Ядро | Шаги | Карты функций | BN? | Dropout | Нелинейность | |
|---|---|---|---|---|---|---|---|
| 3 × 3 | 2 | 128 × 16 × 65 × 2 | × | 0. 2 2 | Leaky Relu | ||
| 3 × 3 | 2 | 128 × 32 × 33 × 1 | √ | 0.2 | грандиозные RELU | ||
| Clovolution | 3 × 3 | 2 | 128 × 32 × 17 × 1 | √ | 0. 2 2 | LEAKY RELU | |
| Convolution | 3 × 3 | 2 | 128 × 64 × 9 × 1 | √ | 0.2 | ReLu | |
| Свертка | 3 × 3 | 2 | 128 × 128 × 5 × 1 | √ | 0. 2 2 | Дырявый ReLu | |
3.3. Алгоритм объединения обнаружения дефектов ACGAN-SVM-CNN
Сложность обучения GAN обычно выше, чем у обычной нейронной сети. Когда D и G запутаны друг с другом, генератор генерирует низкокачественные и высококачественные данные. Поэтому поддельные данные Xfake, сгенерированные генератором модели алгоритма ACGAN, не все являются оптимальными данными. Чтобы исключить некоторые некачественные поддельные данные, мы предложили использовать оригинальные обучающие данные Xtrain для обучения модели фильтрации на основе алгоритма SVM, чтобы отфильтровать сгенерированные поддельные данные, и объединить отфильтрованные данные Xfiltered_data и обучающие данные Xtrain вместе для обучения. модели алгоритма CNN.Чтобы сравнить производительность алгоритма слияния, данные тестового набора были получены из реальных данных, и тестовый набор всегда оставался неизменным. Модель объединенного алгоритма показана на .
3.4. Стратегия фильтрации и очистки данных
Наша цель — выбрать данные, которые могут аппроксимировать исходные характеристики распределения данных из сгенерированных данных. Использование модели ACGAN, разработанной в этой статье, для генерации 2010 элементов данных (201 элемент данных генерируется для каждого дефекта сварки), а точность классификации дискриминатора ACGAN составляет 85.13%. Для сгенерированных поддельных данных они не всегда очень близки к исходному распределению данных, и эти некачественные данные необходимо отфильтровать. В этом выпуске мы предлагаем использовать концепцию ансамблевого обучения для фильтрации данных. Мы используем исходные реальные данные (6467 × 1 × 130 × 3) для обучения трех моделей SVM, которые можно использовать для фильтрации поддельных данных. Три классификатора SVM обучаются с использованием трех признаков в исходных данных, так что данные каждого признака можно обучить для получения классификатора. В теории ансамблевого обучения сильный ученик может быть сформирован путем обучения нескольких отдельных учеников и следования определенным комбинированным стратегиям [49,50]. Мы собрали три физические величины (интенсивность плазмы, интенсивность света и температуру) в процессе сварки, чтобы определить, есть дефект сварки или нет. Затем эти классификаторы используются для определения того, соответствует ли каждый признак в сгенерированных поддельных данных типу дефекта сварки. Характеристики сгенерированных поддельных данных вводятся в соответствующий классификатор SVM для классификации. Если два или более классификатора дают правильные результаты классификации, поддельные данные могут быть сохранены.Процесс показан на .
Мы собрали три физические величины (интенсивность плазмы, интенсивность света и температуру) в процессе сварки, чтобы определить, есть дефект сварки или нет. Затем эти классификаторы используются для определения того, соответствует ли каждый признак в сгенерированных поддельных данных типу дефекта сварки. Характеристики сгенерированных поддельных данных вводятся в соответствующий классификатор SVM для классификации. Если два или более классификатора дают правильные результаты классификации, поддельные данные могут быть сохранены.Процесс показан на .
Интегрированная модель принятия решений.
С помощью описанного выше метода фильтрации было отфильтровано 2010 фрагментов данных и получено 1147 фрагментов данных. Таким образом, исходные данные были расширены с 6467 штук до 7614 штук. Устраняя поддельные данные, которые не соответствуют исходному распределению данных, различия между категориями будут более заметными, что закладывает хорошую основу для последующего обучения модели классификации.
3.5. Сравнительный эксперимент и анализ результатов
Для сравнения с традиционным методом CNN мы разделили исходные данные на две части, 5174 элемента взяты в качестве общего обучающего набора и 1293 элемента взяты в качестве общего тестового набора. При разделении наборов данных полностью учитывается баланс каждой категории данных. Поддельные данные, отфильтрованные ансамблевой моделью ACGAN-SVM, и 5174 фрагмента исходных данных объединяются в расширенный обучающий набор. Расширенный обучающий набор отправляется модели CNN для обучения, а затем общий тестовый набор используется для проверки точности CNN.
Кривая изменения потерь в процессе обучения и кривая изменения точности в тестовой выборке показаны на . Наконец, точность классификации предложенной нами ансамблевой модели может достигать 98,37%.
Кривая потерь и точности ACGAN-SVM-CNN.
показывает матрицу путаницы, полученную в результате 10-кратной перекрестной проверки расширенного набора данных. Анализ матрицы путаницы показывает, что классификатор CNN на конечном тренировочном участке имеет хороший классификационный эффект.Однако есть некоторые недостатки в различии между «Расфокусировкой 3 мм» и «Трещинами». Это указывает на то, что наш классификатор не очень хорошо понимает разницу между этими двумя типами дефектов сварки и нуждается в дальнейшем совершенствовании в будущих исследованиях.
Анализ матрицы путаницы показывает, что классификатор CNN на конечном тренировочном участке имеет хороший классификационный эффект.Однако есть некоторые недостатки в различии между «Расфокусировкой 3 мм» и «Трещинами». Это указывает на то, что наш классификатор не очень хорошо понимает разницу между этими двумя типами дефектов сварки и нуждается в дальнейшем совершенствовании в будущих исследованиях.
Матрица путаницы интегрированной модели ACGAN-SVM-CNN для выявления дефектов сварки. ( a ) Матрица путаницы результата классификации; ( b ) матрица вероятности путаницы результата классификации.
Через , можно увидеть, что результат предсказания классификации «Расфокусировка 3 мм» относительно хуже. Модель иногда ошибочно классифицирует «Расфокусировку 3 мм» как «Трещины», что указывает на то, что два состояния дефекта сварки имеют большое сходство. Как показано на рисунке, мы используем точность, полноту и F1 (показатель F1) для измерения эффективности обнаружения модели в различных категориях. Сокращения «Qua», «Def3», «Def-3», «Defor», «Cra», «Rep», «LoW», «Dri», «Tilt» и «W» в таблице означают «Квалифицированный». , «Расфокусировка 3 мм», «Расфокусировка −3 мм», «Деформация», «Трещины», «Повторение», «Отсутствие сварки», «Дрейф», «Наклон» и «Водяные знаки» соответственно.Из этого видно, что предложенная нами модель слияния имеет наилучшие характеристики при обнаружении состояния «Квалифицировано», но распознавание категории «Расфокусировка 3 мм» относительно хуже.
Сокращения «Qua», «Def3», «Def-3», «Defor», «Cra», «Rep», «LoW», «Dri», «Tilt» и «W» в таблице означают «Квалифицированный». , «Расфокусировка 3 мм», «Расфокусировка −3 мм», «Деформация», «Трещины», «Повторение», «Отсутствие сварки», «Дрейф», «Наклон» и «Водяные знаки» соответственно.Из этого видно, что предложенная нами модель слияния имеет наилучшие характеристики при обнаружении состояния «Квалифицировано», но распознавание категории «Расфокусировка 3 мм» относительно хуже.
Таблица 4
Показатели производительности интегрированной модели ACGAN-SVM-CNN в каждой категории.
| класс | qua (%) | def3 (%) | def-3 (%) | Defor (%) | CRA (%) | REP (%) | (%) | Dri (%) | Наклон (%) | Ш (%) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрики | |||||||||||||||
| Точность | 100. 0 0 | 95,87 | 99,17 | 99,24 | 95,20 | 97,83 | 98,29 | 99,22 | 99,22 | 99,16 | |||||
| Напомним | 98,80 | 95,87 | 98,35 | 97,74 | 97,54 | 99. 26 26 | 99.14 | 99.22 | 99.22 | 99.22 | 98.33 | 98.33 | |||
| F1 | 99.40 | 95.87 | 98.75 | 98.48 | 96 96.35 | 98.54 | 98. 71 71 | 991 | 991 | 99.22 | 99.22 | 99.22 | 98.74 | 98.74 | |
Разница между усовершенствованием данных, и разница между классами обеспечивается путем фильтрации и очистки сгенерированных данных. Для того, чтобы сравнить затраты времени моделей разной сложности, мы берем обучающую выборку и тестовую выборку одинакового объема для временного теста (5174 единицы обучающих данных и 1293 части тестовых данных), а результаты показаны на рис.ACGAN-SVM-CNN может достигать средней скорости 0,76 мс на образец, что соответствует требованиям реального времени для промышленного производства. Из-за сложности обучения ACGAN время обучения относительно велико.
Из-за сложности обучения ACGAN время обучения относительно велико.
Таблица 5
Время обучения и тестирования различных моделей.
| Обучение (Мин) | Тестирование (MS / Образец) | ||||
|---|---|---|---|---|---|
| 21.61 | 21.61 | 0.76 | |||
| ACGan-CNN | 16.19 | 0,71 | 0. 71 71 | ||
| CNN | 6.81 | 0.69 | |||
| 1.78 | |||||
| Adaboost | 5.21 | 2,26 |
Для дальнейшего сравнения предложенного способа ACGAN-SVM-CNN в этой статье с другими классическими методами машинного обучения мы корректируем количество исходных данных. Мы сравниваем точность классификации различных моделей алгоритмов за счет уменьшения количества исходных данных на 10%, 20%, 25% и 30%.показаны результаты сравнения точности классификации различных методов при различном объеме исходных данных. Путем сравнения экспериментальных результатов при различных объемах данных наша предлагаемая модель обнаружения имеет лучшую способность распознавания при обнаружении категорий дефектов. Когда объем данных уменьшится до 75% от исходных данных, точность классификации всех классификаторов значительно снизится. В процессе уменьшения количества исходных данных точность предложенной модели слияния (ACGAN-SVM-CNN) также падает, но она самая медленная, что отражает устойчивость модели к потере данных.
Мы сравниваем точность классификации различных моделей алгоритмов за счет уменьшения количества исходных данных на 10%, 20%, 25% и 30%.показаны результаты сравнения точности классификации различных методов при различном объеме исходных данных. Путем сравнения экспериментальных результатов при различных объемах данных наша предлагаемая модель обнаружения имеет лучшую способность распознавания при обнаружении категорий дефектов. Когда объем данных уменьшится до 75% от исходных данных, точность классификации всех классификаторов значительно снизится. В процессе уменьшения количества исходных данных точность предложенной модели слияния (ACGAN-SVM-CNN) также падает, но она самая медленная, что отражает устойчивость модели к потере данных.
Таблица 6
Производительность различных моделей при различном объеме обучающих данных.
| 100% | 90% | 90% | 80% | 75% | 70% | 70% | |
|---|---|---|---|---|---|---|---|
98. 37% 37% | 98.02% | 96.02% | 96.78% | 92,02% | 91.15 % | ||
| ACGAN-CNN | 97,86% | 97,33% | 96,62% | 92,18% | 90.04% | ||
| CNN | 96.83% | 96. 17% 17% | 95.82% | 86.75% | 86.33% | ||
| ACGAN дискриминатор | 85.13% | 76.54% | 64.85% | 60.37% | 53.26% | ||
| SVM | 83.35% | 81.47% | 80,26% | 65,31% | 64,25% | 64,25% | |
| Adaboost | 81,65% | 80,25% | 71. 35% 35% | 66,27% | 63,93% |
4. Выводы
В этой статье мы предложили интеллектуальный метод диагностики (ACGAN-SVM-CNN) для обнаружения дефектов лазерной сварки. Эта схема обнаружения сочетает в себе и в полной мере использует возможности расширения данных ACGAN и возможности классификации CNN. Обученная модель ACGAN изучает потенциальное пространство, соответствующее всем видам данных о дефектах сварки, и генерирует поддельные данные для улучшения данных. Кроме того, мы предлагаем метод фильтрации и очистки данных, основанный на ансамблевом обучении, для фильтрации плохих данных из сгенерированных поддельных данных, что делает разницу между характеристиками класса расширенного набора данных более очевидной.Отфильтрованный расширенный набор данных может обучать модели с более высокой скоростью распознавания классификации. Этот метод был сравнен с другими существующими моделями обнаружения, в которых количество исходных обучающих данных было скорректировано по-разному. Экспериментальные результаты показывают, что схема ACGAN-SVM-CNN может лучше определять категории дефектов сварки, когда количество исходных обучающих данных уменьшается. В наших дальнейших исследованиях мы разработаем более эффективные стратегии слияния нескольких моделей и схемы совместного использования параметров модели, чтобы повысить скорость обучения и способность распознавания моделей слияния.
Экспериментальные результаты показывают, что схема ACGAN-SVM-CNN может лучше определять категории дефектов сварки, когда количество исходных обучающих данных уменьшается. В наших дальнейших исследованиях мы разработаем более эффективные стратегии слияния нескольких моделей и схемы совместного использования параметров модели, чтобы повысить скорость обучения и способность распознавания моделей слияния.
Этот метод имеет хорошее справочное значение для промышленного сектора, где трудно получить данные о процессе, и может быть легко расширен для решения проблем обнаружения неисправностей или дефектов некоторых ключевых компонентов машин.
Вклад авторов
Концептуализация, К.Ф. и З.Г.; методология, К.Ф., П.П. и Х.З.; ПО, К.Ф.; расследования, Х.З., П.П. и Л.В.; написание – черновая подготовка, К.Ф.; написание—обзор и редактирование, П.П. и З.Г.; надзор, З.Г.; приобретение финансирования, З.Г. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Это исследование было поддержано Национальным фондом естественных наук Китая (номер гранта 61775050), фондами фундаментальных исследований для центральных университетов (номер гранта PA2019 GDZC0098), проектом международного научно-технического сотрудничества Шэньчжэньской комиссии по науке и технологиям ( GJHZ20200731095804014).
Заявление Институционального контрольного совета
Неприменимо.
Заявление об информированном согласии
Неприменимо.
Заявление о доступности данных
Данные, представленные в этом исследовании, доступны по запросу от соответствующего автора.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Сноски
Примечание издателя: MDPI остается нейтральным в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Каталожные номера
1.Мира-Агуяр Т., Гальво И., Лейто К., Родригес Д.М. Анализ дефектов сварных швов при однородной и разнородной контактной шовной сварке алюминия, цинка и оцинкованной стали. науч. Технол. Сварка. Присоединиться. 2015;20:409–417. doi: 10.1179/1362171815Y.0000000031. [Перекрестная ссылка] [Академия Google]2. Панцикевич К., Сверчиньска А., Хучко П., Тумидаевич М. Лазерная разнородная сварка нержавеющих сталей AISI 430F и AISI 304.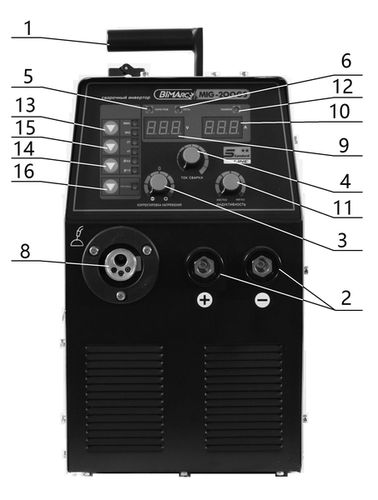 Материалы. 2020;13:4540. doi: 10.3390/ma13204540. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]3.Сахул М., Томчикова Э., Сахул М., Пашак М., Людровцова Б., Ходулова Е. Влияние смещения луча дискового лазера на микроструктуру и механические свойства соединений медь-нержавеющая сталь AISI 304 из разнородных металлов. Металлы. 2020;10:1294. doi: 10.3390/met10101294. [Перекрестная ссылка] [Академия Google]4. Ландовски М., Сверчиньска А., Рогальский Г., Фидрич Д. Автогенная сварка волоконным лазером аустенитной и 2304 маломощной дуплексной нержавеющей стали. Материалы. 2020;13:2930. doi: 10.3390/ma13132930. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]5.You D.Y., Gao X.D., Katayama S. Обзор мониторинга лазерной сварки. науч. Технол. Сварка. Присоединиться. 2014;19:181–201. doi: 10.1179/1362171813Y.0000000180. [Перекрестная ссылка] [Академия Google]8. Хун Ю., Чанг Б., Пэн Г., Юань З., Хоу С., Сюэ Б., Ду Д. Мониторинг отсутствия сплавления при сварке кромок ультратонких листов с использованием машинного зрения. Датчики. 2018;18:2411. doi: 10.3390/s18082411. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]9. Чжао З.Б., Ци Х.Ю., Ци Ю.К., Чжан К., Чжай Ю.Дж., Чжао В.К. Метод обнаружения, основанный на автоматической кластеризации визуальной формы дефекта отсутствия контакта в линиях передачи.IEEE транс. Инст. Изм. 2020;69:6080–6091. doi: 10.1109/TIM.2020.2969057. [Перекрестная ссылка] [Академия Google] 10. Чжоу С.Э., Ван Ю.Н., Чжу Ц., Мао Дж.С., Сяо С.Ю., Лу С., Чжан Х. Система обнаружения дефектов поверхности дна стеклянной бутылки с использованием модели визуального внимания и вейвлет-преобразования. IEEE транс. Инд.информ. 2020;16:2189–2201. doi: 10.1109/TII.2019.2935153. [Перекрестная ссылка] [Академия Google] 11. Li TH, Pang XH, Jia BY, Xia YW, Zeng S.M., Liu HL, Tian H., Lin F., Wang D. Обнаружение и диагностика дефектов в ГИС на основе рентгеновской цифровой технологии обработки изображений.Энергии. 2020;13:661. doi: 10.3390/en13030661. [Перекрестная ссылка] [Академия Google] 12. Мун Дж. С., Ю М. Разработка технологии сейсмического обнаружения для высокоскоростных поездов с использованием методов анализа сигналов. Датчики. 2020;20:3708. doi: 10.3390/s20133708. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Материалы. 2020;13:4540. doi: 10.3390/ma13204540. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]3.Сахул М., Томчикова Э., Сахул М., Пашак М., Людровцова Б., Ходулова Е. Влияние смещения луча дискового лазера на микроструктуру и механические свойства соединений медь-нержавеющая сталь AISI 304 из разнородных металлов. Металлы. 2020;10:1294. doi: 10.3390/met10101294. [Перекрестная ссылка] [Академия Google]4. Ландовски М., Сверчиньска А., Рогальский Г., Фидрич Д. Автогенная сварка волоконным лазером аустенитной и 2304 маломощной дуплексной нержавеющей стали. Материалы. 2020;13:2930. doi: 10.3390/ma13132930. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]5.You D.Y., Gao X.D., Katayama S. Обзор мониторинга лазерной сварки. науч. Технол. Сварка. Присоединиться. 2014;19:181–201. doi: 10.1179/1362171813Y.0000000180. [Перекрестная ссылка] [Академия Google]8. Хун Ю., Чанг Б., Пэн Г., Юань З., Хоу С., Сюэ Б., Ду Д. Мониторинг отсутствия сплавления при сварке кромок ультратонких листов с использованием машинного зрения. Датчики. 2018;18:2411. doi: 10.3390/s18082411. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]9. Чжао З.Б., Ци Х.Ю., Ци Ю.К., Чжан К., Чжай Ю.Дж., Чжао В.К. Метод обнаружения, основанный на автоматической кластеризации визуальной формы дефекта отсутствия контакта в линиях передачи.IEEE транс. Инст. Изм. 2020;69:6080–6091. doi: 10.1109/TIM.2020.2969057. [Перекрестная ссылка] [Академия Google] 10. Чжоу С.Э., Ван Ю.Н., Чжу Ц., Мао Дж.С., Сяо С.Ю., Лу С., Чжан Х. Система обнаружения дефектов поверхности дна стеклянной бутылки с использованием модели визуального внимания и вейвлет-преобразования. IEEE транс. Инд.информ. 2020;16:2189–2201. doi: 10.1109/TII.2019.2935153. [Перекрестная ссылка] [Академия Google] 11. Li TH, Pang XH, Jia BY, Xia YW, Zeng S.M., Liu HL, Tian H., Lin F., Wang D. Обнаружение и диагностика дефектов в ГИС на основе рентгеновской цифровой технологии обработки изображений.Энергии. 2020;13:661. doi: 10.3390/en13030661. [Перекрестная ссылка] [Академия Google] 12. Мун Дж. С., Ю М. Разработка технологии сейсмического обнаружения для высокоскоростных поездов с использованием методов анализа сигналов. Датчики. 2020;20:3708. doi: 10.3390/s20133708. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]13. Gao X.D., Huan Y.J., Liu G.Q. Тип устройства для определения степени расфокусировки лазерной сварки и метод анализа. 201710768378. К.Н. Патент. 2017 31 августа;
14. Бардин Ф., Кобо А., Коллин О., Лопес-Игера Х.М., Паскаль А., Дюбуа Т., Найлен П., Йонссон П., Хёгстрём М., Джонс Дж.Д.К. Замкнутый контур управления мощностью и фокусировкой лазерной сварки для контроля полного провара. заявл. Оптика. 2005; 44:13–21. doi: 10.1364/AO.44.000013. [PubMed] [CrossRef] [Google Scholar] 15. Хуан С.Х., Хуан Ю.Дж., Се Ч.Х., Чен Х.З., Чуй Х.К. Визуально-лазерная микросварка углеродного микроволокна на металлических пластинах. Опц. Лазерная технология. 2018; 108: 368–371. doi: 10.1016/j.optlastec.2018.07.023. [Перекрестная ссылка] [Академия Google] 16.Чжан Ю.С., Гао С.Д., Ю Д.Ю., Катаяма С. Онлайн-мониторинг состояния сварки на основе модели DBN во время лазерной сварки. Инжиниринг. 2019;5:671–678. doi: 10.1016/j.eng.2019.01.016. [Перекрестная ссылка] [Академия Google] 17. Пуртонен Т., Каллиосаари А., Салминен А. Мониторинг и адаптивное управление лазерными процессами. физ. Процессия. 2014;56:1218–1231. doi: 10.1016/j.phpro.2014.08.038. [Перекрестная ссылка] [Академия Google] 18. Шевчик С.А., Ле Т.К., Фарахани Ф.В., Нейдж Ф., Мейлан Б., Заноли С., Васмер К. Мониторинг качества лазерной сварки с помощью графического метода опорных векторов с адаптивным ядром данных.IEEE-доступ. 2019;7:93108–93122. doi: 10.1109/ACCESS.2019.2927661. [Перекрестная ссылка] [Академия Google] 19. Краевский А., Клекот Г., Цыбулак М., Колодзейчак П. Новый метод поддержки процесса лазерной сварки механическими акустическими колебаниями. Материалы. 2020;13:4179. дои: 10.3390/ma13184179. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]20. Park Y.W., Park H., Rhee S., Kang M. Оценка качества сварки CO2-лазером в режиме реального времени для автомобильной промышленности. Опц. Лазерная технология. 2002; 34: 135–142. дои: 10.1016/S0030-3992(01)00103-7. [Перекрестная ссылка] [Академия Google] 21. Чжан Ю.С., Гао С.Д., Ю Д.Ю., Чжан Н.Ф., Гао П.П. Обнаружение дефектов сварки на основе глубокого обучения с несколькими оптическими датчиками при дисковой лазерной сварке толстых листов. Дж. Мануф. Сист. 2019;51:87–94. doi: 10.1016/j.jmsy.2019.02.004. [Перекрестная ссылка] [Академия Google] 22. Джагер М., Гумберт С., Хампрехт Ф.А. Отслеживание распыления для автоматического контроля промышленных процессов лазерной сварки. IEEE транс. Инд. Электрон. 2008;55:2177–2184. дои: 10.1109/TIE.2008.7. [Перекрестная ссылка] [Академия Google] 23. Хипп Д., Марле А., Бейер Э., Якель С., Хертель М., Фюссель У. Анализ тепловой эффективности лазерной плазменно-дуговой сварки нержавеющей стали AISI 304. Материалы. 2019;12:1460. doi: 10.3390/ma120
. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]24. Беланже Э., Бернье М., Фоше Д., Валле Р. Мощный полностью перестраиваемый полностью волоконный рамановский лазер. Дж. Технология световых волн. 2008; 26:1696–1701. doi: 10.1109/JLT.2008.7. [Перекрестная ссылка] [Академия Google] 25.Чжан Ю.С., Гао С.Д., Ю Д.Ю., Чжан Н.Ф. Управляемое данными обнаружение дефектов лазерной сварки на основе сигналов спектрометра в реальном времени. IEEE Sens. J. 2019;19:9364–9373. doi: 10.1109/JSEN.2019.2927268. [Перекрестная ссылка] [Академия Google] 26. Дэн Ф.К., Хуан Ю.С., Лу С., Чен Ю.Ю., Чен Дж., Фэн Х., Чжан Дж.М., Ян Ю., Ху Дж.Дж., Лам Т.Л. Мультисенсорная система объединения данных для мониторинга процесса лазерной сварки. IEEE-доступ. 2020;8:147349–147357. doi: 10.1109/ACCESS.2020.3015529. [Перекрестная ссылка] [Академия Google] 27. Лей Т., Хуан Ю., Ван Х., Ронг Ю.М. Автоматическое отслеживание сварного шва робота для сварки TIG между трубой и трубной решеткой с несколькими датчиками. Дж. Мануф. Процесс. 2021; 63: 60–69. doi: 10.1016/j.jmapro.2020.03.047. [Перекрестная ссылка] [Академия Google] 28. Ганг Т., Такахаши Ю., Ву Л.С. Интеллектуальное распознавание образов и диагностика ультразвукового контроля дефектов сварки на основе нейронной сети и слияния информации. науч. Технол. Сварка. Присоединиться. 2002; 7: 314–320. doi: 10.1080/174329313X13789830157500. [Перекрестная ссылка] [Академия Google] 29.Ма С.Дж., Кай В., Лю В.К., Шан З.В., Лю Г. Диагностика неисправностей вращающегося оборудования на основе глубокой сверточной нейронной сети с подсветкой. Датчики. 2019;19:2381. doi: 10.3390/s17. [Перекрестная ссылка] [Академия Google] 32. Yan H., Xu Y.X., Cai F.Y., Zhang H., Zhao W.D., Gerada C. Диагностика неисправностей PWM-VSI для привода PMSM на основе подхода нечеткой логики. IEEE транс. Мощность Электр. 2019; 34: 759–768. doi: 10.1109/TPEL.2018.2814615. [Перекрестная ссылка] [Академия Google] 33. Чжу Х.Л., Ван Х.Z., Kang D.H., Zhang L.Z., Lu L.X., Yao J.X., Hu Y. Исследование совместного пространственно-временного распределения выходного сигнала массива для крупномасштабной фотоэлектрической установки и ее применение для диагностики неисправностей. Сол. Энергия. 2019; 181:137–147. doi: 10.1016/j.solener.2019.01.083. [Перекрестная ссылка] [Академия Google] 34. Лю З., Чжан М., Лю Ф., Чжан Б. Многомерное слияние признаков и комплексная диагностика неисправностей на основе обучения для тормозной системы большегрузного поезда. IEEE транс. Инд.информ. 2021;17:41–51. doi: 10.1109/TII.2020.2979467.[Перекрестная ссылка] [Академия Google] 35. Ван З.Р., Хуан Х.А., Ван Ю.Р. Диагностика неисправностей планетарного редуктора с использованием многокритериального выбора признаков и классификации гетерогенного ансамбля обучения. Измерение. 2021;173:108654. doi: 10.1016/j.measurement.2020.108654. [Перекрестная ссылка] [Академия Google] 36. Li Z.C., Tian L., Jiang Q.C., Yan X.F. Метод диагностики неисправностей, основанный на глубоком обучении и мультимодельном слиянии признаков для сложных промышленных процессов. Инд.Инж. хим. Рез. 2020;59:18061–18069. doi: 10.1021/acs.iecr.0c03082. [Перекрестная ссылка] [Академия Google] 37. Бал П.Р., Кумар С. WR-ELM: Машина экстремального обучения взвешенной регуляризации для обучения дисбалансу в прогнозировании сбоев программного обеспечения. IEEE транс. Надежный 2020;69:1355–1375. doi: 10.1109/TR.2020.2996261. [Перекрестная ссылка] [Академия Google] 38. Гудфеллоу И.Дж., Пуже-Абади Дж., Мирза М., Сюй Б., Вард-Фарли Д., Озаир С., Курвиль А., Бенжио Ю. Генеративно-состязательные сети. НИПС. 2014;3:2672–2680. дои: 10.1145/3422622. [Перекрестная ссылка] [Академия Google] 39. Вахид А., Гоял М., Гупта Д., Ханна А., Аль-Турджман Ф., Пинейро П.Р. CovidGAN: увеличение данных с использованием вспомогательного классификатора GAN для улучшенного обнаружения Covid-19. IEEE-доступ. 2020; 8:
–. doi: 10.1109/ACCESS.2020.2994762. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]40. Фахими Ф., Досен С., Анг К.К., Мрачач-керстинг Н., Гуан С. Расширение данных на основе генеративно-состязательных сетей для интерфейса мозг-компьютер. IEEE транс. Нейр. Сеть. Лир. 2020;32:4039–4051. doi: 10.1109/TNNLS.2020.3016666. [PubMed] [CrossRef] [Google Scholar]41.Го Р.Ю., Лю Х., Се Г., Чжан Ю.М. Обнаружение дефектов сварки на несбалансированных радиографических изображениях на основе условной генеративно-состязательной сети с усилением контраста и обучения переносу. IEEE Sens. J. 2021;21:10844–10853. doi: 10.1109/JSEN.2021.3059860. [Перекрестная ссылка] [Академия Google] 42. Цзян X.Y., Гэ Z.Q. Классификатор увеличения данных для несбалансированной классификации отказов. IEEE транс. автомат. науч. англ. 2021;18:1206–1217. doi: 10.1109/TASE.2020.2998467. [CrossRef] [Google Scholar]43. Одена А., Олах С., Шленс Дж. Синтез условного изображения с вспомогательными классификаторами GAN; Материалы 34-й Международной конференции по машинному обучению; Сидней, Австралия. 6–11 августа 2017 г. [Google Scholar]44. У З., Чен Х., Лэй Ю. Применение одномерного ACGAN для распознавания поведения при установлении связи коротковолновой радиостанции. Датчики. 2020;20:4270. doi: 10.3390/s20154270. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]45. Ван З., Цзин Дж. Пиксельное обнаружение дефектов ткани с помощью CNN без размеченных обучающих данных.IEEE-доступ. 2020;8:161317–161325. doi: 10.1109/ACCESS.2020.3021189. [Перекрестная ссылка] [Академия Google] 46. Юань С., Чен В.С., Хао Х., Конг К.З. Обнаружение ослабления болтов практически в реальном времени с использованием маски и сверточной нейронной сети на основе областей. Структура Монитор здоровья. 2021;28:e2741. doi: 10.1002/stc.2741. [Перекрестная ссылка] [Академия Google] 47. Ли С., Линг С.Х., Су С. Методы выбора и извлечения гибридных признаков для обнаружения апноэ во сне с использованием биосигналов. Датчики. 2020;20:4323. doi: 10.3390/s20154323.[Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]48. Цзэн Р.Д., Лу Ю.С., Лонг С., Ван С., Бай Дж.Ю. Классификация аномалий кардиотокографического сигнала с использованием частотно-временных характеристик и группового стоимостного классификатора SVM. вычисл. биол. Мед. 2021;130:104218. doi: 10.1016/j.compbiomed.2021.104218. [PubMed] [CrossRef] [Google Scholar]49. Уэбб Г.И., Чжэн З. Мультистратегическое ансамблевое обучение: уменьшение ошибок за счет объединения методов ансамблевого обучения. IEEE транс. Знай. Данные En. 2004; 16: 980–991.doi: 10.1109/ТКДЭ.2004.29. [Перекрестная ссылка] [Академия Google] 50. Wang XZ, Xing HJ, Li Y., Hua Q., Dong C.R., Pedrycz W. Исследование взаимосвязи между способностями к обобщению и нечеткостью базовых классификаторов в ансамблевом обучении. IEEE транс. Нечеткая сист. 2015; 23:1638–1654. doi: 10.1109/TFuzz.2014.2371479. [CrossRef] [Google Scholar]
Методы низкоэнергетической сварки, используемые для полуавтоматической тонкостенной автомобильной стали
1. Grzybicki M., Jakubowski J., Сравнительные испытания сварки листов из автомобильной стали с использованием CMT и Методы MIG/MAG, Обзор технологий сварки, №.10, 2009, на польском языке. Поиск в Google Scholar
2. Киска А., Технологические свойства методов низкоэнергетической сварки ColdArc, CMT, импульс переменного тока и холодный процесс, симпозиум кафедр и институтов сварки «Современные применения технологии сварки», Byczyna 2012, на польском языкеПоиск в Google Scholar
3. Матусяк Й., Пфайфер Т.,Методы дуговой сварки малой энергией в защитных газах – влияние материальных и технологических условий на качество соединений и выбросы загрязняющих веществ в окружающую среду, Институт Welding Bulletin, 5 (2008), на польском языке. Поиск в Google Scholar
4.Ястржебски А., Тасак Э., Влияние пульсации дуги MIG на структуру сварных швов алюминиевых сплавов, Обзор технологии сварки, №. 7-8, 2009, на польском языке. Поиск в Google Scholar
5. Климпель А., Яницкий Д., Кирон М., Импульсно-дуговая автоматическая сварка GTA тонкой аустенитной стали AISI 321, Обзор технологии сварки, №. 2-3, 2006, на польском языке. Поиск в Google Scholar
6. Брукнер Дж., СМТ — революция в технологии сварки, Обзор технологии сварки, нет. 2-3, 2006 г., на польском языке.Искать в Google Scholar
7. Информационная брошюра EWM, Инновационные сварочные процессы MIG/MAG EWM, 2012. Поиск в Google Scholar
8. Игнасяк А., Корженевски М., Амброзяк А., Исследование микроструктуры контактной точечной сварки соединения из стали HSLA340 и DP600 // Архив металлургии и материалов. 57, вып. 4/2012. Поиск в Google Scholar
9. Сенкара Дж. Современные кузовные стали для автомобилестроения и технологические рекомендации по их сварке давлением // Обзор технологии сварки.11, 2009, на польском языке. Поиск в Google Scholar
10. Продромос Т., Механические свойства двухфазной стали, Исследование Института материаловедения и механики материалов ТУ, Мюнхен, 2006. Поиск в Google Scholar
11. ThyssenKrupp Steel, Информация о продукции Стали для глубокой вытяжки, сентябрь 2008 г. Поиск в Google Scholar
работа, ASM Handbook; Сварка, пайка и пайка, том 6, США, 1993 г.Поиск в Google Scholar
Welding.Com » Статьи
Основная информация о процессе и продукте
Сварка алюминия ВИГ на переменном токе
Серия технических статей по алюминиям содержит ответы на часто задаваемые вопросы о сварке алюминия ВИГ. В нем также объясняется, как работает обычная и усовершенствованная технология TIG на переменном токе, и показано, как технология TIG на основе инвертора может улучшить результаты сварки при одновременном снижении затрат.
Applications Engineering Вопросы и ответы
При поиске наименее дорогого способа добавить аппарат для дуговой сварки вольфрамовым электродом в среде защитного газа необходимо учитывать некоторые факторы.Этот Q & A ответит на ваши вопросы.
Прожигание проволочной дуги Пористость Вопросы и ответы
Проблемы при MIG-сварке алюминия часто возникают из-за неадекватной или неправильно отрегулированной системы подачи проволоки. В этом алюминировании приводятся советы по устранению неполадок и объясняется, как уникальная технология двухтактного устройства подачи XR-Edge™ устраняет источник распространенных проблем.
За последние 20 лет…
Для сварки алюминия методом TIG наилучшие результаты могут быть получены с инверторным аппаратом TIG переменного/постоянного тока, в котором используется передовая технология Squarewave, например, Dynasty™ DX.Читайте дальше, чтобы узнать, сможет ли технология TIG следующего поколения улучшить качество сварки, увеличить скорость перемещения или снизить затраты.
Микропроцессор. Вопросы и ответы
Большинство из нас не осознает, что многие предметы, которые мы используем каждый день, имеют внутри микропроцессорный чип. Этот раздел вопросов и ответов отвечает на наиболее распространенные вопросы об использовании микропроцессоров в сварочном оборудовании.
MIG Welding Q & A
Краткий перечень преимуществ использования MIG Welder. Кроме того, ответы на общие вопросы, связанные со сваркой MIG.
Безопасность и плановое техническое обслуживание
для защиты вашего сварочного оборудования Вопросы и ответы Ответы на распространенные вопросы, связанные со сварочными работами, продуктами и оборудованием для обеспечения безопасности.
Выбор сварочного аппарата для фермы или ранчо
Поскольку в разных областях применения иногда требуются разные процессы сварки, очень важно правильно выбрать сварочный аппарат для вашей операции. В этой статье рассматриваются типичные области применения сварки электродом, сварки MIG, порошковой проволокой и сварки TIG.
Выбор механизма подачи проволоки. Вопросы и ответы
При выборе механизма подачи проволоки для сварки MIG многочисленные факторы, которые необходимо учитывать, могут показаться ошеломляющими.Этот раздел вопросов и ответов отвечает на наиболее часто задаваемые вопросы покупателей.
Сварка электродом. Вопросы и ответы
Краткий перечень преимуществ аппарата для сварки электродом. Кроме того, ответы на распространенные вопросы, связанные со сваркой электродами.
Сварка ВИГ, вопросы и ответы Сварка ВИГ
(или GTAW) имеет длинный список преимуществ, но не во всех случаях этот процесс может быть правильным. Используйте этот раздел «Вопросы и ответы» в качестве полезного руководства при определении того, когда использовать этот процесс.
Вопросы и ответы по сварочным работам
Ответы на частые вопросы инженеров по прикладным технологиям.
Сварочные генераторы
Подготовьтесь к ледяным бурям или ураганам — сварочные генераторы — лучшее решение для вспомогательного питания.
Сварка
EAA сохраняет наследие авиации
Ассоциация экспериментальных самолетов (EAA) — это международная членская организация, которая занимается авиацией и широким спектром предлагаемых ею мероприятий. Стремясь сделать авиацию более доступной для всех, кто желает участвовать, EAA поддерживает высокие стандарты в отношении проектирования, строительства, восстановления и обслуживания самолетов.Частью достижения и поддержания этих стандартов является работа Джерарда Путцера, техника по обслуживанию самолетов в EAA.
Сварка труб в полевых условиях
Сварка труб в полевых условиях застряла на сварке стержнем? В этой статье рассматривается, как можно использовать сварку MIG и Flux Cord при сварке труб в полевых условиях.
Высокоскоростная сварка с Hendrick Motorsports
Когда мастер грузовика NASCAR Джек Спрэг мчится по гоночной трассе, последнее, о чем он думает, это качество сварных швов, скрепляющих его грузовик-победитель.Но когда он мчится мимо клетчатого флага, он знает, что его поддерживает одна из самых успешных гоночных компаний в мире.
Holiday Rambler
Если производитель роскошных домов на колесах уделяет особое внимание использованию шкафов с ящиками типа «ласточкин хвост» и врезными дверями, представьте, что внимание сосредоточено на сварных швах, которые скрепляют эти 25 000 фунтов, 40 футов транспортных средств. Когда Monaco Coach Corporation, производящая автодома Holiday Rambler, захотела увеличить производство до 25 единиц в день, компания приобрела 42 источника сварочного тока Miller Deltaweld® 302 в сочетании с механизмами подачи проволоки Miller серии 60.
Введение в сварку сопротивлением
Сварка сопротивлением является одним из старейших процессов электросварки, используемых сегодня в промышленности. Сварка производится комбинацией тепла, давления и времени. Как следует из названия контактной сварки, это сопротивление материала свариваемому, протекающему току, вызывающему локальный нагрев детали.
Сварка на основе микропроцессоров преподается в профессионально-технических училищах
Тысячи рабочих мест используют оборудование на основе микропроцессоров, чтобы упростить сложные процессы сварки (например, импульсная сварка MIG) и обеспечить функции оборудования, недоступные ранее.В этой статье описывается, как технические колледжи и средние школы с большим успехом интегрировали эту технологию.
Миллер гордится тем, что является частью монументальной истории
В соответствии с той же традицией международной доброй воли, что и подаренная Францией Статуя Свободы, Соединенные Штаты недавно подарили Италии Il Cavallo, самую большую в мире бронзовую скульптуру лошади. Подарок чествует итальянский народ за 2000-летнее культурное наследие; признает благородного коня носителем человека и послания на века; поощряет любознательность, воображение и творчество среди молодежи; и посвящен Леонардо да Винчи, величайшему универсальному человеку эпохи Возрождения.Чтобы полностью понять значение Il Cavallo (в переводе с итальянского «Лошадь»), нужно проследить его историю более чем на 500 лет.
Трубопровод
Трубопроводная промышленность основана на прецизионных сварных швах и большом количестве метров. Томми Кокер, мастер сварки в компании Welded Construction, L.P., помогает описать процесс сварки труб, а также анализирует работу нового сварочного генератора Miller PipePro™ 304 на проекте в северной Миннесоте. «Этот инверторный двигатель безотказно работал при температурах до 10 градусов ниже нуля.Но что действительно важно, — говорит он, — так это дуга. У PipePro непревзойденная нисходящая дуга пайпа. Он содержит больше железа и создает красивую бусину.
Сварка олимпийского факела
Олимпийский факел 1996 года, или котел, располагался на сварной стальной конструкции высотой 132 1/2 фута. В этой статье описывается, как мастерская по изготовлению металлоконструкций из Миннесоты построила эту большую и сложную конструкцию.
предоставлено Hobart Institute Of Welding Technology
Загрязнение воздуха при сварочных процессах. Методы оценки и контроля
Процесс обнаружения дорожных знаков с движущегося транспортного средства с последующим распознаванием точного типа дорожных знаков можно назвать «обнаружение и распознавание дорожных знаков». Несмотря на то, что существуют разные подходы и разные алгоритмы, некоторые шаблоны могут показаться похожими на шаблоны существующих работ, как на рисунке 1, где показаны основные шаги, используемые в потоке обнаружения и распознавания дорожных знаков. Процесс обычно делится на три части, а именно: обнаружение дорожных знаков для обнаружения потенциальных дорожных знаков-кандидатов с последующей проверкой обнаруженных дорожных знаков-кандидатов на предыдущих этапах. Наконец, распознавание дорожных знаков для формулирования фактической информации из обнаруженных и проверенных знаков.Эта задача обнаружения с последующим распознаванием дорожных знаков для помощи ADAS может быть решена с помощью методов, основанных как на DIP, так и на основе CNN.
Торресен и др. [13] представляет метод обнаружения круговых знаков ограничения скорости красного цвета для обнаружения и распознавания знаков ограничения скорости в Норвегии. Мутард и др. [14] представляет надежную систему визуального обнаружения и распознавания знаков ограничения скорости для американских и европейских знаков ограничения скорости. Келлер и др. [15] представлена схема обнаружения прямоугольных знаков ограничения скорости, предназначенная для обнаружения и распознавания знаков ограничения скорости в Соединенных Штатах Америки (U.С.А.). Другой подход используют Liu et al. [16], где метод шумоподавления, основанный на гистограмме ориентированных градиентов (HOG), применяется к методу быстрого радиально-симметричного преобразования для обнаружения круговых знаков ограничения скорости. Зумра и др. [17] и Вавилин и соавт. [18] оба используют цветовую сегментацию, за которой следуют другие методы цифровой обработки. Липо и др. [19] представляет метод, который объединяет данные камеры и LIDAR, а затем HOG и линейный SVM для классификации дорожных знаков.
Себастьян и др.[20] представляет оценку обнаружения дорожных знаков в реальных условиях. Дорожные знаки обнаруживаются с помощью детектора Виолы-Джонса на основе признаков Хаара и гистограммы ориентированных градиентов (HOG) на основе линейных классификаторов. Методы голосования, основанные на модели Хафа, тестируются на стандарте GTSDB. В нем также обсуждаются различные методы, предложенные Ming et al. [21], который использует два разных контролируемых модуля для обнаружения и распознавания соответственно. Маркус и др.[22] использует современные варианты признаков HOG для обнаружения и разреженные представления для классификации, а Gangyi et al. В [23] представлен метод, использующий HOG и схему скользящего окна от грубого к точному для обнаружения и распознавания дорожных знаков соответственно.
Суприт и др. [24] представлена схема обнаружения на основе цвета и формы, направленная на обнаружение дорожных знаков красного цвета, которые распознаются с помощью автоассоциативных нейронных сетей. Надра Бен и др. В [25] представлена схема обнаружения и распознавания дорожных знаков, направленная на распознавание и отслеживание запрещающих знаков.Затем извлечение вектора признаков вместе с механизмом опорных векторов (SVM) используется для распознавания дорожных знаков, а распознанные дорожные знаки отслеживаются с помощью метода отслеживания Лукаса-Канаде на основе оптического потока [26]. Ю. Чанг и соавт. [27] применили модифицированное радиально-симметричное преобразование для обнаружения прямоугольных паттернов, а затем детектор AdaBoost, основанный на признаках Хаара, для отклонения ложных срабатываний. Абдельхамид Маммери и др. [28] предложил алгоритм обнаружения и распознавания знаков ограничения скорости в Северной Америке.Существует множество современных исследований, основанных на различных моделях CNN [29, 30, 31, 32] для обнаружения и распознавания дорожных знаков, включая некоторые гибридные подходы [33, 34].
2.1.1 Традиционные методы обработки цифровых изображений для обнаружения и распознавания дорожных знаков
Метод, применяемый для выполнения определенных операций с изображениями с целью получения улучшенного изображения или извлечения полезной интерпретируемой информации, называется обработкой изображения. Это похоже на обработку сигналов с сокращением, что здесь вводом является изображение, а выводом является либо изображение, либо признаки, связанные с этим изображением.В последние десятилетия обработка изображений входит в число быстро развивающихся технологий. Он формирует основу для компьютерного зрения и является одной из основных областей исследований в инженерных и компьютерных дисциплинах.
По сути, обработка изображений состоит из трех этапов, а именно: (i) использование инструментов получения изображений для захвата/импорта изображений; ii) анализ и обработка изображения; и (iii) вывод, в результате которого может быть изменено изображение или отчет, основанный на анализе изображения.
Методы, используемые для обработки изображений, можно в целом разделить на две группы, а именно на аналоговую и цифровую обработку изображений.Аналоговая обработка изображений (AIP) относится к использованию распечаток и фотографий для анализа с помощью базовой интерпретации с использованием визуальных методов. С другой стороны, методы цифровой обработки изображений (DIP), согласно названию, включают в себя методы, которые обрабатывают изображения в цифровом виде с помощью компьютеров. Предварительная обработка, улучшение, извлечение информации и отображение являются основными, обычными процессами для всех данных, которые должны пройти в DIP.
Процесс обнаружения и распознавания дорожных знаков ограничения скорости [35] можно в целом разделить на три этапа, а именно: (i) обнаружение знаков ограничения скорости, (ii) сегментация цифр, (iii) распознавание цифр и этап обнаружения и распознавания дорожных знаков, регулирующих скорость [36], также на три этапа, такие как (i) обнаружение знаков, регулирующих скорость, (ii) извлечение признаков, (iii) сопоставление признаков.На рис. 2 изображен предлагаемый алгоритм обнаружения и распознавания дорожных знаков. В следующих разделах обсуждается каждый шаг алгоритма и соответствующие спецификации реализации соответствующих этапов.
Обнаружение формы
Рис. 2.
Блок-схема предлагаемого алгоритма обнаружения знаков ограничения и ограничения скорости.
Процесс обнаружения правильных и неправильных многоугольников называется Обнаружение формы .Обнаружение формы в этой главе относится к обнаружению дорожных знаков, которое обрабатывает весь кадр, а затем сосредотачивается на выборе потенциальных кандидатов размером 32×32, 64×64 и т. д., содержащих общие формы, будь то круг или прямоугольник знака ограничения скорости или треугольные знаки скоростных знаков методом радиально-симметричного преобразования.
Концепция радиально-симметричного преобразования [37, 38] использует оси радиальной симметрии. Нормальные полигены n-сторон обладают несколькими осями симметрии, и радиально-симметричное преобразование работает на основе этих осей симметрии.
Процесс голосования основан на градиенте каждого пикселя [39]. Направление градиента генерирует голосование. Голосование, сгенерированное из каждого пикселя, следует симметричным осям, в результате чего наибольшее количество голосов приходится на центр соответствующих симметричных осей. На рис. 3 показана радиальная симметрия для обычных полигенов.
Рис. 3.
Радиальная симметрия общих полигенов.
По сути, оператор Собеля [40] применяется для вычисления градиента каждого пикселя с использованием маски Собеля.Оператор Собеля генерирует градиент интенсивностей в векторных формах с горизонтальным градиентом, обозначенным G x , и вертикальным градиентом, обозначенным G y , путем свертки соответствующих масок Собеля, определяющих направление градиентов для каждого пикселя. Кроме того, чтобы устранить шумы малых величин, порог для абсолютных значений G абс устанавливается для горизонтального и вертикального градиента, заданного формулой. (1)
Gabs=∣Gx∣+∣Gy∣E1
После получения горизонтального градиента G x и вертикального градиента G y и устранения шума можно выполнить радиально-симметричное преобразование на основе рассчитанные градиенты.На рис. 4 показаны результаты горизонтального и вертикального градиентов.
Прямоугольное радиально-симметричное преобразование
Рис. 4.
Результаты горизонтального и вертикального градиентов.
Процесс голосования в фазе прямоугольного радиально-симметричного преобразования основан на градиенте, генерируемом оператором Собеля [13, 27]. Каждый выбранный пиксель с его абсолютной величиной G abs , превышающей небольшой порог, обозначается как p , а вектор градиента обозначается как g(p). Направление g(p) можно сформулировать с помощью горизонтального градиента G x и вертикального градиента G y в угол, используя уравнение (2).
gp=tan−1GyGxE2
Для каждого рассматриваемого пикселя p голоса вместе с известной шириной W и высотой H делятся на две категории — горизонтальное голосование и вертикальное голосование. Направление градиента g(p) для каждого пикселя принимается для реализации этих двух категорий.Диапазоны магнитуд и соотношение между G x и G y используются для проверки горизонтального и вертикального голосов по отношению к более высокому пороговому и более низкому пороговым значениям.
Если G x > верхнее пороговое значение и G y < нижнее пороговое значение, голоса рассматриваются как горизонтальные градиенты.
Если G x < нижний порог и G y > верхний порог, голосование считается вертикальным градиентом.
Здесь значения верхнего порога и нижнего порога выбираются экспериментально на основе размера маски Собеля. В случае маски Собеля 3×3 верхний порог устанавливается в диапазоне 45–55, а нижний порог — в диапазоне 15–25. В случае ночных сценариев оба порога снижаются до половины исходных значений и устанавливаются ограничения на соотношение горизонтального и вертикального градиентов.
Каждый пиксель дает положительный и отрицательный результат.Затем для каждого пикселя создается линия голосования как с положительными, так и с отрицательными голосами. Положительные голоса указывают на вероятный центр знака ограничения скорости, а отрицательные голоса указывают на отсутствие знаков ограничения скорости. Положительные горизонтальные голоса V горизонтальных+ и отрицательные горизонтальные голоса V горизонтальные- голосов сформулированы как в уравнениях. (3) и (4). L по горизонтали (p, m) описывает линию пикселей впереди и позади каждого пикселя p на расстоянии W , заданном уравнением.(5).
Vhorizontal + Lhorizontalpmmε-w2w2e3
vhorrizontal-lhorrizontalpm|mε-w-w2∪w2we4
lhorrizontalpmroundm * g¯p + w * gpe5
, где G¯ (P) — это единичный вектор, перпендикулярный до г ( р) . Рисунок 5(а) представляет процесс горизонтального голосования. Точно так же положительные и отрицательные вертикальные голоса формулируются как в уравнениях. (6) и (7). L по вертикали (p, m) описывает линию пикселей впереди и позади каждого пикселя p на расстоянии W , заданном уравнением.(8) и как показано на рис. 5(b), где g¯ (p) — единичный вектор, перпендикулярный g(p).
Рис. 5.
(a) Линия голосования, соответствующая горизонтальному голосованию. (b) линия голосования, соответствующая вертикальному голосованию.
VverticalLverticalpmmϵ−h3h3E6
VverticalLverticalpmmϵ−H−h3∪h3HE7
Lverticalpm=p+roundm∗g¯p+W∗gpE8
После этого процесса голосования центры кандидатов со знаком получат больше голосов.Изображение голосования изначально инициализируется нулем, а затем продолжает накапливать как положительные, так и отрицательные голоса. На рис. 6 показан результат для прямоугольных знаков после процесса голосования.
Круговое радиально-симметричное преобразование
Рис. 6.
Результат после процесса горизонтального голосования.
Обнаружение круговых знаков ограничения скорости методом радиально-симметричного преобразования аналогично обнаружению прямоугольных знаков с той разницей, что круговое радиально-симметричное преобразование не нужно делить на две части: горизонтальные голоса и вертикальные голоса.Он полностью основан на направлении градиента для каждого пикселя g(p) , и каждый рассматриваемый пиксель дает только положительные голоса V + , как в уравнении. (9).
V+=p+roundR∗gpE9
Рисунок 7(a) иллюстрирует процесс голосования для обнаружения круглых знаков, а Рисунок 7(b) показывает результат для круглых знаков после процесса голосования.
Треугольное радиально-симметричное преобразование
Рис. 7.
(а) Центр голосования, соответствующий (9); (b) результат циркулярного голосования.
Процесс голосования при обнаружении треугольной формы также основан на градиенте каждого пикселя [39]. Голосование, сгенерированное для каждого пикселя, следует правилу предложенного алгоритма обнаружения треугольника, показанного на рисунке 8. Он включает в себя: (i) оператор Собеля применяется для вычисления градиента для каждого пикселя. Следовательно, мы вычисляем горизонтальный и вертикальный градиенты путем свертки соответствующих масок Собеля. Каждый выбранный пиксель представлен своей абсолютной величиной, а вектор градиента обозначен как g(p) .Направление g(p) может быть сформулировано с горизонтальным градиентом Gx и вертикальным градиентом Gy в угол, как показано в уравнении. (10). В этом алгоритме используется только 180-градусный градиент с последующей морфологической эрозией для устранения шумов. Для устранения шума применяется морфологическая эрозия. Для пикселя pxyfxy и элемента структуры bij формула эрозии такая же, как в уравнении (11).
Рис. 8.
(а) Иллюстрация алгоритма обнаружения треугольника; (б) иллюстрация голосования за центр.
gp=tan−1GyGxE10
f⊖bxy=exy=minijfx+iy+j−bijE11
Затем предлагаемый алгоритм использует природу треугольника для обнаружения, как показано на рисунке 9(a). Мы ищем точки с градиентом 30 градусов, определяемые как точка A. После того, как точка A получена, мы ищем точки с градиентом 150 градусов в том же ряду, что и точка A, определяемая как точка B. , Последний шаг — найти точки C и D с уклоном 90 градусов на одном столбце с точками A и B соответственно.Как только все эти точки определены, голосование проводится в точку G в центре треугольника, как показано на рисунке 9(b).
Чтобы проголосовать за центральную точку, необходимо рассчитать ширину обнаруженной позиции и размер целевого треугольника. Формулы, показанные в уравнениях. (12) и (13), где Centerx — координата x точки G , Centery — координата y точки G, H — высота маленького треугольника, а D — координата G . размер целевого треугольника, как показано на рисунке 9(b).
Centerx=Ax+Bx2;H=Bx−Ax∗32E12
Centery=Ay+D∗33−H,H
Тогда ширина обнаруженная позиция необходима для вычисления обнаруженных точек A и B. Таким образом, легко построить справочную таблицу, чтобы уменьшить вычислительную стоимость процесса голосования. Пиксели с более высоким числом голосов оцениваются как находящиеся в центре треугольных дорожных знаков-кандидатов и рядом с ними. Чтобы снизить стоимость вычислений, кандидаты, близкие друг к другу, будут объединены в один кандидат.Новые координаты кандидата представляют собой взвешенное среднее арифметическое, рассчитанное с использованием координат объединенных кандидатов, взвешенных по их голосам, тем самым уменьшая число различных кандидатов, представляющих один и тот же треугольник.
Извлечение кандидатов в знаки
После определения формы извлекаются потенциальные кандидаты в дорожные знаки. Буфер создается для сохранения всех потенциальных кандидатов в знаки в соответствии со следующими шагами:
Первоначально все значения голосов в буфере обнуляются.
Для каждого голоса на входном изображении, если голос больше экспериментально установленного порога, учитывается пиксель. Рассматриваемый голос размещается в буфере на основе его значения голоса, гарантируя, что буфер находится в порядке убывания. Каждый раз этот буфер сортируется в порядке убывания, чтобы гарантировать, что пиксели с большими значениями находятся в предыдущем порядке.
Значения, сгенерированные таким образом голосами кандидатов знака, приводят к кластеру кандидатов в небольшой области.Чтобы преодолеть эту проблему, расстояние и поиск определяются из предыдущего порядка в буфере путем установки порога малого расстояния для объединения кластера кандидатов-знаков с использованием немаксимального подавления в соответствии с уравнением. (14). где x и y — координаты текущих рассматриваемых кандидатов в знаки, а x i и y i — кандидаты в знаки пороговых кандидатов. Рисунок 9 иллюстрирует детали извлечения кандидатов-знаков, а также результаты слияния кластера кандидатов-знаков и результаты слияния кластеров кандидатов-знаков.
Рисунок 9.
Подробное описание шагов извлечения кандидата на знак (а) инициализация элементов в буфере нулями. (b), (c) вставьте кандидатов на знак на основе значения голосов. (d) если текущие кандидаты на знак имеют большее значение голоса, чем любой элемент в буфере, сначала сместить элемент и другие элементы вслед за правом на один элемент и отказаться от последнего элемента, а также обновить значение до элемент. (e), (f) опубликовать несколько итераций, буфер заполнен кандидатами на знак, и объединить кластер, оставив только элемент с наибольшим значением голоса.(g) элементы красного цвета объединены.
Distance=∣x–xi∣+∣y−yi∣E14
Ахроматическое разложение
Ключевой особенностью прямоугольных дорожных знаков ограничения скорости в США является то, что все распространенные знаки ограничения скорости окрашены в серый цвет. масштаб, как на рисунке 10 (объявления). На съездах с автомагистралей также установлены предупреждающие знаки ограничения скорости, как показано на рис. 10 (e-f). Чтобы обнаружить фактические знаки ограничения скорости, как показано на рисунке 11, ахроматический цвет знаков в оттенках серого извлекается с помощью ахроматического разложения, в то время как рекомендательные знаки скорости без оттенков серого игнорируются при дальнейшем рассмотрении.
Рисунок 10.
(a-d) прямоугольные дорожные знаки ограничения скорости в США. (e-f) знаки рекомендованной скорости на съездах с автомагистралей.
Рис. 11.
Схема модели RGB и угла α.
Вектор шкалы серого расположен вдоль (1,1,1) в цветовом пространстве RGB, а скалярное произведение находится между (1,1,1) и каждый рассматриваемый пиксель проверяет угол α между этими двумя векторами, чтобы применить разложение в домене RGB [41], как показано на рисунке 10 (ad).
Каждый рассматриваемый пиксель находится в векторной форме (r, g, b). Функция косинуса α , равная скалярному произведению [26], показана в уравнении. (15).
Cosα=111·rgb=r+g+b3×r2+g2+b2E15
Для реализации в нашем предложении рассматривается простое значение cos 2 . Если значение близко к единице, α близко к нулю, что означает, что рассматриваемый пиксель находится в оттенках серого и учитывается для дальнейших шагов.На рис. 12 показаны результаты ахроматического разложения, когда не распознаются предупреждающие знаки скорости не в оттенках серого, обнаруженные на съездах с автомагистралей.
Бинаризация
Рис. 12.
Результаты ахроматического разложения.
В предлагаемой системе пороговый метод Оцу используется для бинаризации дневного света, а адаптивный пороговый метод — в ночное время. Рисунок 13 иллюстрирует эти предлагаемые шаги.
Рис. 13.
Предлагаемые шаги бинаризации.
Чтобы различать дневной и ночной свет, ROI устанавливается в центральной части кадра, выбирая ширину ROI w и высоту ROI h , как в уравнениях. (16) и (17) где часто лежит небо. Шум с чрезвычайно высокими и низкими значениями пикселей отфильтровывается, а затем в оставшихся 75% пикселей вычисляется среднее значение значений пикселей, чтобы определить, является ли это дневным светом или ночным.На рис. 14 показана схема оценки дневного и ночного времени.
Рисунок 14.
Схема дневного и ночного суда.
ROIh=Высота кадра6E16
ROI=23Ширина кадра;ИсключаяШирина кадра6ни на одном из концовE17
Метод Оцу [42] может автоматически определять наилучшее пороговое значение для бинаризации в дневное время, но ночью выбранное пороговое значение вызывает поломка знака цифры.
В методе Оцу наилучшее пороговое значение, которое может разделить содержимое на две группы и минимизировать сумму отклонений в каждой группе, находится с помощью итеративного процесса.На рис. 15 показаны схематические этапы метода Оцу. С другой стороны, адаптивный порог более чувствителен. Он делит знаки на несколько подблоков, вычисляет среднее значение каждого блока, а затем вычисляет порог для соответствующих подблоков на основе среднего значения в каждом подблоке. Соответствующие результаты адаптивного порога показаны на рисунке 16.
Рисунок 15.
Схематические этапы метода Оцу.
Рисунок 16.
Различные результаты пороговой обработки.
Поэтому мы выбрали порог Otsu для автоматического выбора наиболее подходящего порога в дневное время и адаптивного порога ночью для работы в условиях низкой контрастности.
Для ускорения в этой статье используется интегральное изображение [36], в котором каждый пиксель сравнивается со средним значением окружающих пикселей. Приблизительное скользящее среднее последних 90 404 с 90 405 пикселов вычисляется специально при перемещении по изображению. Если значение текущего пикселя ниже среднего, то он устанавливается черным, в противном случае — белым.В предлагаемом алгоритме считается, что в каждом месте хранится I(x, y) , сумма всех f(x, y) слагаемых слева и выше пикселя (x, y) . Это достигается за линейное время с использованием уравнения. (18) для каждого пикселя. После первого вычисления интегрального изображения сумма функции для любого прямоугольника с левым верхним углом (x 1 , y 1 ) и нижним правым углом (x 2 , y 2 ) можно вычислить за постоянное время, используя уравнение(19). Схема уравнения. (13) можно проиллюстрировать с помощью рисунка 17 и уравнения. (19) можно преобразовать в уравнение. (20). Наконец, можно вычислить среднее значение каждого подблока, а затем каждый пиксель в подблоке, который в терминах A(x, y) может быть бинаризован с помощью уравнения (21) где ∝ — скаляр, основанный на контрасте при различных условиях.
Рисунок 17.
Схематическое изображение уравнения. (18).
Ixy=fxy+Ix-1y+Ixy-1-Ix-1y-1E18
∑x=x1x2∑y=y1y2fxy=Ix2y2-Ix2y1-1-Ix1-1y2+Ix1-1y1-1E19
D=A +B+C+D–A+B–A+C+AE20
Axy=255,ifIxy>Tavg×∝0,иначе E21
Маркировка подключенных компонентов (CCL)
Маркировка подключенных компонентов (CCL) помечает объект внутри кандидатов на знак информацией о высоте, ширине, площади и координатах.Алгоритм CCL [28] делится на два прохода обработки, а именно первый проход и второй проход. В этих проходах выполняются два разных действия, если итерируемый пиксель не является фоном.
Этапы маркировки подключенных компонентов показаны на рис. 18. В этом случае эквивалентными метками являются (1, 2), (3, 7) и (4, 6).
Сегментация цифр
Рис. 18.
Этапы маркировки связных компонентов, (а) инициализация обработки, (б) результат после первого прохода, (в) результат после второго прохода.
Целью сегментации цифр [43] является извлечение цифры из бинарного изображения. В процессе обнаружения прямоугольных знаков ограничения скорости на вывесках рядом с цифрами появляются символы «ОГРАНИЧЕНИЕ СКОРОСТИ». В результате необходимо установить ограничения на размер цифр-кандидатов в соответствии с уравнениями. (22) и (23). Точно так же ограничения на размер цифр-кандидатов в круговых знаках ограничения скорости соответствуют уравнениям. (24) и (25).
0,15xW≤Ширина цифр≤0.5xWE22
0,15xH≤Высота цифр≤0,5xHE23
0,125xR≤Ширина цифр≤RE24
0,5xR≤Высота цифр≤1,5xHE25
Учитывая тот факт, что прямоугольные знаки ограничения скорости состоят из двух цифр рядом с символами, он должен убедитесь, что выбранные кандидаты состоят из цифр знака ограничения скорости, а не букв. Правило спаривания размеров и позиций, предложенное в этой статье, выглядит следующим образом:
Площади цифр-кандидатов должны быть одинаковыми.
Позиции кандидатов в цифры должны быть плотно упакованы.
Плотность пикселей внутри цифр-кандидатов должна быть одинаковой.
В то время как при обнаружении кругового ограничения скорости, состоящем как из 2, так и из 3 цифр, принимается свободное ограничение, поскольку оно содержит только цифры внутри круговых знаков ограничения скорости и не содержит символов. Этапы сопряжения аналогичны тем, которые выполняются для прямоугольных знаков ограничения скорости. На рисунках 19 и 20 показаны результаты сегментации прямоугольных и круговых знаков ограничения скорости соответственно.
Рисунок 19.
Пример результатов сегментации цифр прямоугольных знаков ограничения скорости
Рисунок 20.
Пример результатов сегментации цифр круговых знаков ограничения скорости.
В процессе бинаризации существует критическая проблема, так как цифры могут казаться связанными друг с другом. Чтобы преодолеть эту проблему, в этой статье предлагается двухпроходный процесс сегментации. Применяется цифровая сегментация, аналогичная предыдущему процессу сегментации.При обнаружении крупных компонентов применяется второй проход сегментации.
Горизонтальная пиксельная проекция применяется при сегментации второго прохода. Во время этой проекции общее количество пикселей в каждом столбце накапливается, выбирая линию сегмента на основе горизонтальной проекции. На рис. 21 показан пример горизонтальной проекции и результат двухпроходного сегмента.
Распознавание цифр
Рис. 21.
Пример горизонтальной проекции и результат предлагаемых шагов двухпроходной сегментации.
На этапе распознавания цифр извлеченные цифры сравниваются со встроенными шаблонами и выбираются три вероятные цифры с наименьшей совпадающей разницей на основе суммы абсолютных разностей (SAD) [44]. После этого для проверки окончательных цифр применяются признаки блоба и нарушения цифр [45, 46, 47]. На рис. 22 показаны предлагаемые шаги для распознавания цифр.
Рисунок 22.
Предлагаемые шаги для распознавания цифр.
После выбора трех возможных цифр для проверки цифры используется функция blob.Здесь блоб определяется как близкая область внутри цифры, обнаруживается и собирается в несколько строк, образующих строку объединения. Значение пикселя строки объединения — это объединение значений строк в этой строке объединения. Для каждой строки объединения подсчитывается количество строк в белых пикселях. Блоб формируется только в том случае, если количество строк соответствует последовательности «1, 2,.…, 2, 1». Этот метод объединения строк дает положение и количество BLOB-объектов в кандидате цифр, как в таблице 1. Точная функция BLOB-объектов определяется для конкретных цифр.
| Digit | BLOB Подтверждение функции | Проверка функции | Количество BLOBS | Положение BLOBS | Количество нарушений | Направление нарушений |
|---|---|---|---|---|
| Один | сверху донизу | нулевой | — | |
| 1 | нулевой | — | нулевой | None |
| 2 | нулевой | — | Два | Top Left & Внизу справа |
| 3 | нулевой | — | Один | левый |
| 4 | Один | Верхний левый | нулевой | — |
| 5 | нулевой | — | Два | Верхний правый и нижний левый |
| 6 | Один | 919 63 Нижняя половинаОдин | Top Right | |
| 7 | Нулевой | — | Один | Левый |
| 8 | Два | Верхний и нижний Половинки | Нулевой | — |
| 9 | Одна | Верхняя половина | Одна | Нижняя левая |
Таблица 1.
Функция проверки больших двоичных объектов и нарушений для всех цифр.
Точно так же функция взлома используется для проверки цифр. Прорыв определяется как открытая область, образованная закрытой областью с зазором. Нарушение обнаруживается путем подсчета количества пикселей, в которых белый пиксель впервые появляется справа и слева в каждом столбце, до половины ширины цифр-кандидатов. Если есть серия пикселей, превышающая половину высоты цифры, то это расценивается как нарушение.В таблице 1 показана проверка функции блоба и нарушения для цифр от 0 до 9, а на рисунке 23 показаны результаты распознавания цифр с точки зрения проверки функции блоба и нарушения.
FAST Feature Extraction
Рис. 23.
Результаты распознавания цифр.
Особенности теста ускоренного сегмента (FAST) [48, 49] — детектор углов с высокой повторяемостью. Как показано на рисунке 24, он использует круг из 16 пикселей для классификации того, является ли точка-кандидат p углом.Условия извлечения признаков FAST могут быть записаны как в уравнении. (26) где S — набор N смежных пикселей в круге, Ix — интенсивность x, Ip — интенсивность кандидата p , а t — пороговое значение.
Рис. 24.
Иллюстрация алгоритма FAST.
∀x∈S,Ix>Ip+t и ∀x∈S,Ix В алгоритме FAST необходимо выбрать два параметра, а именно: количество смежных пикселей N и пороговое значение т . N фиксируется как 9 в предлагаемом алгоритме, тогда как для преодоления изменений наклона интенсивности, как показано на рисунке 25, порог t устанавливается динамическим. Динамический порог рассчитывается по фрагменту изображения кандидатов в знаки. Во-первых, мы подсчитываем пиксели с интенсивностью больше 128. Если количество ярких пикселей составляет от 20% до 80% от общего количества пикселей в фрагменте изображения, пороговое значение вычисляется как процент количества ярких пикселей на протяжении общее количество пикселей.Существует два фиксированных порога для условий, когда количество ярких пикселей меньше 20% от общего количества пикселей или больше 80% от общего количества пикселей. Соответственно пороговое значение динамически обновляется до количества ярких пикселей по сравнению с общим количеством пикселей. Извлечение фиксированных признаков Различные условия освещения дорожных знаков. Существуют определенные условия, при которых содержимое дорожных знаков слишком просто для извлечения с помощью функции FAST, как показано на рис. 26(a-c).Таким образом, для обработки этих дорожных знаков с хорошим наклоном в предлагаемом алгоритме применяется Извлечение фиксированных признаков. (а-в) Дорожные знаки простого содержания; (d) тридцать фиксированных характерных точек, используемых при извлечении фиксированных признаков. При извлечении фиксированных объектов для описания дорожного знака используются тридцать фиксированных точек, как показано на рис. 26(d). Этот метод похож на сопоставление с шаблоном, но он более устойчив к шумам, поскольку использует дескрипторы для описания небольшой области вокруг характерных точек. Сопоставление признаков Основная цель этого этапа — сопоставить признаки между предварительно созданным шаблоном и обнаруженными кандидатами в знаки, как показано на рисунке 27. Извлеченные ранее признаки сопоставляются по их координатам и дескрипторам. которые построены, чтобы описать их соответствующие функции. В связи с тем, что предлагаемая система ориентирована на приложения реального времени, построение и процедура сопоставления дескрипторного алгоритма должны быть одновременно простыми и эффективными. Шаги, выполняемые при сопоставлении признаков. Binary Robust Independent Elementary Features (BRIEF) [50] — это простой дескриптор с хорошей производительностью сопоставления и низкой стоимостью вычислений. Чтобы построить дескриптор BRIEF длины n, n пар (xi, yi) выбираются. X и Y , представляющие векторы точек xi и yi соответственно, выбираются случайным образом с распределением Гаусса и сохраняются в предварительно созданном массиве для снижения стоимости вычислений.Они отбираются с распределением Гаусса, хранящимся в предварительно созданном массиве, чтобы снизить стоимость вычислений. Чтобы построить дескриптор BRIEF, тест τ определяется как в уравнении. (27) и n выбирается как 256 для обеспечения наилучшей производительности. τpxy≔1,px Преимуществами BRIEF являются, очевидно, малое время вычислений и лучшая производительность сопоставления, тогда как недостатком является то, что BRIEF не инвариантен к вращению и масштабированию. Поскольку размер обнаруживаемых знаков фиксирован и дорожные знаки не будут иметь слишком большого эффекта вращения, эти недостатки не влияют на результат распознавания. После построения дескриптора применяется двухэтапный процесс сопоставления, включающий сопоставление расстояния и сопоставление дескриптора, чтобы сопоставить обнаруженные кандидаты знаков с предварительно созданными шаблонами. Сопоставление расстояний учитывает только координаты характерных точек. В этом приложении распознавания дорожных знаков обнаруженные дорожные знаки должны представлять собой правильный треугольник, иногда с определенными дефектами, такими как изменение освещения, небольшое вращение и закрытие объектом. Таким образом, две одинаковые характерные точки не совпадают, если координаты этих двух характерных точек различны. Целью сопоставления дескрипторов является вычисление расстояния между двумя дескрипторами, один из обнаруженных признаков-кандидатов, а другой — из предварительно созданного шаблона. Как и для всех бинарных дескрипторов, мерой расстояния BRIEF является количество различных битов между двумя бинарными строками, которое также может быть вычислено как сумма операции XOR между строками. После того, как все кандидаты в знаки сопоставлены, применяется сравнение баллов для выбора шаблона, наиболее подходящего для окончательного результата распознавания.Шаблон с более высокими баллами, чем другие, оценивается как результат сопоставления шаблонов. Более того, один и тот же результат должен быть распознан несколько раз в нескольких кадрах видео, чтобы убедиться, что результат не вызывает ложной тревоги. Эффективность вышеупомянутых алгоритмов на основе DIP при обнаружении и распознавании дорожных знаков обсуждается в Разделе 3. Изобретатель одного из первых нейрокомпьютеров, доктор Роберт Хехт-Нильсен определяет нейронную сеть как ».…вычислительная система, состоящая из ряда простых, сильно взаимосвязанных элементов обработки, которые обрабатывают информацию в соответствии с их динамическим откликом состояния на внешние входные данные». Проще говоря, тема ИНС мотивирована биологическими нейронными сетями для изучения и обработки поступающей к ним информации. На рис. 28 показано сходство функций биологического нейрона на рис. 28(а) с его соответствующей математической моделью на рис. 28(б). (а) Репрезентативный биологический нейрон с (б) его математической моделью из [34]. Нейрон является основной единицей вычислений в биологической нейронной сети, тогда как основная единица ИНС называется узлом или единицей. Узел/модуль получает входные данные от внешних источников и от других узлов внутри ИНС для обработки и вычисления выходных данных. Каждому входу присваивается характеристический вес (w), определяемый на основе его соответствующей важности по отношению к другим входам. Узел применяет функцию к взвешенной сумме своих входов. ИНС обычно организованы в виде слоев, состоящих из множества взаимосвязанных «узлов», включающих «функцию активации», как показано на рисунке 29.Входные данные подаются в ИНС через «входные уровни», которые взаимодействуют с одним или несколькими «скрытыми уровнями», в которых конкретная обработка выполняется системой взвешенных «соединений». Затем скрытые слои ссылаются на «выходной слой», где выводится ответ. Для общей модели ИНС на рисунке 29 чистый ввод можно рассчитать, как в уравнении. (28) и выход, применяя функцию активации к чистому входу, можно рассчитать с помощью уравнения. (29). Общая модель ИНС. Yin=X1.w1+X3.w2+…Xn.wni.e.,thenetinput,Yin=∑i−nXi.wiE28 Y=FYinE29 Недавние исследования и публикации показывают, что ИНС широко используются для различных приложений, начиная от от обнаружения объектов до обучения рисованию, создания изображений из предложений, игры в настольные игры AlphaGo и так далее. В наши дни ИНС сделали еще много немыслимых и неубедительных вещей, и исследования по их дальнейшему продвижению ведутся неукоснительно. Существуют различные модели, представленные в результате исследований по всему миру для различных приложений.Некоторыми из известных CNN являются Single Shot Detector (SSD) [51], нейронная сеть Connect на основе регионов (R-CNN) [52], Fast-RCNN [53], Faster-RCNN [54], You Only Look Once (YOLO). ) [55] и его различные версии, генеративно-состязательные сети (GAN) [56] и различные модули [57] на его основе и многое другое. В этой главе также обсуждается CSPJacinto-SSD, основанный на функциях CSPNet [58] в JacintoNet [59]. Эти бесчисленные ИНС широко используются как исследователями, так и промышленностью. Исследователи и представители промышленности идут рука об руку, исследуя дальнейшие импровизации существующих НС, расширяя их до разнообразных приложений и решая проблему/задачу с использованием эффективных и недорогих мер, в конечном итоге производя коммерческие продукты, которые делают жизнь людей проще и умнее. . В этой главе мы исследуем нейронные сети обнаружения объектов, такие как SSD, Faster-RCNN, YOLO, и предложим более новую модель CNN, называемую «CSPJacinto-SSD», для обнаружения и распознавания дорожных знаков. SSD, как следует из названия, достаточно сделать один снимок, чтобы обнаружить несколько объектов на изображении. Он состоит из двух компонентов — магистрали и головки SSD. Базовая модель представляет собой сеть, используемую для предварительно обученной классификации изображений. Головка SSD представляет собой сеть с одним или несколькими сверточными слоями, добавленными к магистральной сети, а выходные данные интерпретируются как ограничивающие прямоугольники и классы объектов в пространственном расположении активаций конечных слоев, как показано на рисунке 30. добавляет несколько слоев признаков в конец базовой сети, которые предсказывают смещения к блокам по умолчанию с разными масштабами и соотношениями сторон и связанные с ними достоверности. Faster-RCNN [54] состоит из двух модулей, из которых первый модуль представляет собой глубокую полностью сверточную сеть, которая предлагает регионы, а второй модуль — детектор Fast R-CNN [53], который использует предложенные регионы. Более ранние версии Faster-RCNN, такие как R-CNN и Fast R-CNN, используют метод выборочного поиска для определения предложений по регионам.Метод выборочного поиска является медленным и, следовательно, трудоемким процессом, влияющим на производительность сети. Чтобы преодолеть эти проблемы, была предложена усовершенствованная версия R-CNN под названием Faster-RCNN [54], которая имеет алгоритм обнаружения объектов, устраняющий алгоритм выборочного поиска, и сеть изучает предложения регионов. На рис. 31 показана сеть Faster-RCNN. Единая унифицированная более быстрая R-CNN для обнаружения объектов. Все предыдущие алгоритмы обнаружения объектов до 2015 года использовали области для определения местоположения объектов на изображении.Это означает, что сеть просматривает не полное изображение, а только его части, которые с высокой вероятностью содержат объект. В 2015 году Дж. Редмон предложил новую НС под названием YOLO (You Only Look Once) [55], как показано на рисунке 32. Это алгоритм обнаружения объектов, сильно отличающийся от алгоритмов на основе регионов. В YOLO одна сверточная сеть предсказывает ограничивающие рамки и вероятности классов для этих рамок. Представитель архитектуры YOLO для обнаружения объектов. Общая архитектура CSPJacinto-SSD показана на рисунке 33. Функции CSPNet [58] добавлены в JacintoNet [59], которая представляет собой простую упрощенную модель, состоящую из слоев свертки, групповой свертки и максимального объединения . Доказано, что функция Cross Stage Partial (CSP) повышает точность при одновременном снижении параметров и сложности модели. Функция CSP заключается в простом разделении карт признаков на две части по каналам на входе каждого этапа, одна часть отправляет в блок свертки, как обычно, другая часть пропускает все слои и объединяется с выходным блоком свертки вместе как вывод финального блока.На рисунке 33 один синий и один зеленый квадраты можно рассматривать как блок свертки. Синие стрелки показывают функцию CSP, как описано выше, а красные стрелки показывают выходные данные каждого этапа. Свертка 1 x 1 перед блоком свертки используется для увеличения каналов признаков, а свертка 1 x 1 после блока свертки используется для слияния контекста признаков из уровня CSP. От Out1 до Out5 помечаются карты объектов, которые используются для плотных головок для обработки выходных данных ограничительной рамки. Архитектура модели CSPJacinto-SSD. Плотные головки, используемые в предложенном CSPJacinto-SSD, относятся к таковым в SSD, с некоторыми изменениями в анкерных коробках, основанными на концепции SSD с несколькими головками, предложенной в [60]. На уровнях плотной головы от 2 до 4 есть дополнительное расположение блоков привязки со смещением 0 вместо исходного смещения 0,5. Эта функция может увеличить плотность блоков привязки, улучшая память об обнаружении объектов, особенно для облегченных моделей твердотельных накопителей, которым требуется больше блоков привязки для определения возможного местоположения объектов. Настройки поля привязки немного отличаются от исходной модели SSD. Якоря 1:2 изменены на 1:1,5, потому что это может сделать границы якорей более плотными и сохранить якоря 1:3. Базовый размер блоков привязки изменен по сравнению с исходным SSD, как показано в таблице 2. Эти размеры привязки лучше подходят для входного размера нашей модели 256×256. Производительность этих сетей обнаружения объектов ANN при обнаружении и распознавании дорожных знаков обсуждается в разделе 3. 6 мая 2021 г. Школа сварщиков — один из способов стать профессиональным сварщиком. Благодаря формальному обучению и обучению на рабочем месте студенты могут изучить основные процессы, используемые профессионалами в области сварки в различных отраслях промышленности. Знание того, как стать сварщиком, может помочь вам решить, интересна ли вам эта профессия.В этой статье мы исследуем, что такое сварщик, и ответим на некоторые часто задаваемые вопросы о процессе, чтобы им стать, например: «Как долго длится школа сварки?» Сварщик — это профессионал, который сплавляет такие металлы, как алюминий. Эти люди используют инструменты, которые создают тепло для соединения компонентов вместе. Сварщики также заполняют отверстия и ремонтируют металлические конструкции. Некоторые общие должностные обязанности сварщика включают: Чтение чертежей и чертежей для планирования компоновки и понимания спецификаций проекта Выбор подходящего сварочного оборудования и методов для использования на основе требований проекта Технические характеристики Поддержание и крепежное оборудование для сварки Сварочные компоненты различных размеров После правила безопасности при сварке Связанные: сварка Работа: Средняя зарплата и самые высокие позиции Сварщик может занимать несколько различных должностей.Некоторые роли включают в себя: Сварщик в аэрокосмической отрасли: Сварщики в аэрокосмической отрасли собирают самолеты, ракеты, спутники и космические корабли для аэрокосмической промышленности. Военный вспомогательный сварщик: Военные сварщики изготавливают и ремонтируют металлические детали для транспортных средств, оборудования и конструкций на базе и за ее пределами. Сварщик труб: Сварщики труб, также называемые трубопроводчиками, соединяют и ремонтируют компоненты труб для зданий, сооружений и сосудов. Производственная сварка: Производственные сварщики работают в строительной и обрабатывающей промышленности для сплавления металлов для различных целей. Подводная сварка: подводные или гипербарические сварщики соединяют металлы при повышенном давлении, обычно под водой, и обслуживают такие области, как морские буровые установки для добычи нефти или судостроение. Связанный: Как стать подводным сварщиком Сварщики могут работать на открытом воздухе и на строительных лесах или высоких платформах над землей. Они также могут работать в закрытых помещениях. Обычно сварщики работают 40 часов в неделю, иногда работая в 10-часовую смену. Сварщики обычно работают в обрабатывающей промышленности. Они также работают с мастерскими по ремонту и техническому обслуживанию, специализированными торговыми подрядчиками и оптовыми торговцами. Некоторые другие отрасли, которые они работают в том числе: автомобилей Energy Energy Mining Shipbitying Существует четыре основных типа сварочных процессов: Дуговая сварка порошковой проволокой — это автоматический или полуавтоматический процесс сварки, в котором используется процесс непрерывной подачи проволоки.Он объединяет электрод, заполненный флюсом, с основным металлом. Сварщики используют этот тип в портативных устройствах для сварки толстых и неудобных металлов. Он популярен для обрабатывающей промышленности. Дуговая сварка металлическим электродом в среде защитного газа, также известная как дуговая сварка металлическим электродом в среде защитного газа (MIG), при которой в качестве электрода используется тонкая непрерывная проволока, проходящая через сварочное оборудование и участок. В этом процессе также используется защитный газ для защиты от загрязнения. Сварщики используют этот метод при работе с такими металлами, как никель, углеродистая сталь, алюминий и сталь.MIG — это наиболее распространенный тип промышленной сварки, используемый в автомобильной и строительной промышленности для ремонта выхлопных газов автомобилей и строительства домов. В процессе газовой вольфрамовой дуговой сварки при сварке используется электрическая дуга и неплавящийся вольфрам или тугоплавкий металлический элемент. Сварщики используют этот тип при сварке тонких профилей из нержавеющей стали и медных, алюминиевых или магниевых сплавов. Популярные отрасли, в которых используется TIG, включают аэрокосмическую, автомобильную и сельскохозяйственную технику. Дуговая сварка металлическим электродом в среде защитного газа или электродуговая сварка представляет собой переносной процесс, в котором используется ручная техника с расходуемым электродом в форме палочки, покрытой флюсом. Когда палочка размягчается, она соединяет металлы, нагревая дугу между электродом и основанием. Сварщики используют это в промышленных приложениях для сварки стали и железа, а также при строительстве, обслуживании и подводных трубопроводах. Они также используют этот процесс при изготовлении стальных конструкций. Поскольку есть несколько способов стать сварщиком, продолжительность обучения сварщику может варьироваться. Для получения степени бакалавра по сварке требуется больше всего времени: четыре года. Другие варианты включают программу сертификации, которая занимает от шести до 18 месяцев, и степень младшего специалиста, которая занимает два года. Студенты также могут выбрать стажировку или обучение на рабочем месте в течение нескольких лет. Некоторые работодатели предпочитают сварщиков со степенью бакалавра или сертификатом.Во время этих программ студенты узнают о формировании и нагреве металлов. Занятия могут также охватывать металлургию, символы сварки, чтение чертежей, разводку труб и практические занятия по сварке. Помимо изучения соответствующих тем, студенты проходят практическое обучение различным процессам сварки. Связанный: Как стать сварщиком за 6 шагов Бюро статистики труда США (BLS) прогнозирует рост рабочих мест сварщиков на 3% в период с 2019 по 2029 год.Это немного ниже, чем в среднем по стране в 4% для других профессий. По оценкам BLS, стареющая инфраструктура может привести к увеличению числа сварщиков, когда страна начнет ремонт. Те, кто владеет современными технологиями и обучением, могут иметь преимущество перед другими кандидатами в сварщики. Точно так же BLS сообщает о готовности переехать как о конкурентном преимуществе. Работа в сварочной отрасли имеет ряд преимуществ и представляет собой прекрасную возможность для людей, которые любят работать руками.Некоторые преимущества быть сварщиком включают в себя: продвижение и долгосрочные карьерные возможности Рис. 25.
Рисунок 26.
Рис. 27.
2.1.2 Методы компьютерной нейронной сети (CNN) для обнаружения и распознавания дорожных знаков обычно называемые нейронными сетями (NN), в частности, компьютерными нейронными сетями (CNN), стали сенсацией в области CV.ИНС, искусственный интеллект (ИИ) и глубокое обучение (ГО) являются взаимозависимыми и, что важно, незаменимыми темами исследований и приложений последних лет в инженерии и технологической отрасли. Причина такой известности заключается в том, что в настоящее время они обеспечивают наилучшие решения многих проблем, связанных с распознаванием изображений, распознаванием речи и обработкой естественного языка (NLP).
Рис. 28.
Рис. 29.
Рисунок 30. Модель SSD
Рисунок 31.
Рисунок 32.
Рис. 33.
Размеры базы Оригинальные SSD 16, 32, 64, 100, 300 Предложенные CSPJACINTO-SSD 16, 32, 64, 128, 256 Часто задаваемые вопросы: Как долго длится школа сварки?
От редакции Indeed Что такое сварщик?
Что отличаются виды сварочных работ?
Где работают сварщики?
Какие бывают виды сварки?
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка металлическим электродом в среде защитного газа (GMAW/MIG)
Газовая вольфрамовая дуговая сварка (GTAW/TIG)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Сколько длится школа сварщиков?
Каковы перспективы работы для сварщиков?
Какие преимущества дает работа сварщиком?
высокий доход
рабочие места
Многие пути доступны
В каких штатах больше всего платят сварщикам?
В среднем сварщики зарабатывают по стране 38 399 долларов в год.