Мобильный сварочный стол из профильной трубы
Выполнять сварочные работы «на коленке»: на полу или самодельных подмостях и козлах — непрофессионально, да и небезопасно. Производить сварку нужно только на сварочном столе. Причем он должен быть как у новичков, так и профессиональных сварщиков.
Сварочный стол для домашней мастерской можно купить в строительном гипермаркете — «на полках» представлен широкий выбор моделей на любой вкус. Однако здесь есть некоторые нюансы.
За стол хорошего качества придется выложить немалую сумму. Модели подешевле, как правило, или неудобны, или долго «не живут», особенно если постоянно перетаскивать такой стол с места на место.
Поэтому оптимальный (и, пожалуй, единственно верный) вариант в данной ситуации — изготовить сварочный стол своими руками. Ничего сложного тут нет, тем более если вы являетесь сварщиком и имеете хотя бы минимальный опыт в сварке металлических конструкций.
Главный плюс самостоятельной сборки заключается в том, что вы сможете сделать стол, учитывая все ваши потребности и особенности выполняемых сварочных работ, и подогнать его под размеры мастерской (гаража).
В этом обзоре автор подробно показывает, как своими руками изготовить простой мобильный сварочный стол из профильной трубы.
Самодельный сварочный стол отличается компактными размерами, прочностью и надежностью, а наличие поворотных колес позволяет без проблем перемещать его в любое удобное место.
Основные этапы работ
Первым делом необходимо подготовить инструменты для работы и сделать чертеж сварочного стола, указав на листе бумаги нужные размеры.
Чертеж можно нарисовать самостоятельно, если вы четко понимаете, каким должен быть стол, или скачать уже готовый шаблон из интернета — там их огромное множество. После этого нужно будет нарезать заготовки из профильной трубы.
На следующем этапе приступаем к изготовлению столешницы сварочного стола, в соответствии с чертежом.
Автор делает ее из прямоугольной профтрубы. Обязательно оставляйте небольшие зазоры между профилями. Они нужны для фиксации свариваемых деталей и заготовок при помощи струбцин.
Затем свариваем ножки и привариваем их к нижней части столешницы. Сварные швы зачищаем болгаркой, чтобы все было красиво.
На следующем этапе отрезаем четыре квадратные пластины и привариваем их к нижней части ножек. По центру сверлим отверстия. Отрезаем 4 шпильки, накручиваем на них гайки, вставляем в просверленные отверстия и привариваем гайку к заглушке.
После этого автор отрезает еще четыре пластины, по центру приваривает гайки, в которые вкручиваются шпильки. Таким образом, получилось крепление для колес.
В завершении останется только покрасить стол (столешницу — не надо) и прикрутить к ножкам колеса.
Подробнее о том, как изготовить мобильный сварочный стол из профильной трубы, вы можете посмотреть в видеоролике на нашем сайте.
Homemade Welding Table BuildМне нравитсяНе нравитсяАндрей Васильев
Задать вопрос
Мебель из профильной трубы — 11 способов применения
Казалось бы, ну что еще можно выдумать в мебельном дизайне, ведь уже давным-давно отточены формы и конструктив шкафов, кроватей, столов и прочей корпусной мебели. Но человеческая фантазия поистине не имеет границ, и современные мебельщики довольно успешно экспериментируют не только с новыми формами, но и материалами.
Но человеческая фантазия поистине не имеет границ, и современные мебельщики довольно успешно экспериментируют не только с новыми формами, но и материалами.
К таким творческим изысканиям их подтолкнула резкая смена модных тенденций. Ведь буквально несколько лет назад в интерьерной моде минимализм и практичность быстро и похоже надолго заменили вычурность и излишнюю помпезность. И, чтобы сохранить гармонию между архитектурой, чертами декора и мебельной обстановкой, в интерьере жилых и общественных помещений все чаще используется мебель из профильной трубы. Это универсальный конструктивный материал с довольно высокой прочностью, хорошей свариваемостью и обрабатываемостью, к тому же она прекрасно сочетается с деревом, стеклом и цветными сплавами. Стальная труба идеально подходит для каркасов, остовов и прочих конструктивных элементов различной корпусной мебели.
Заметим сразу, что физико-механические свойства данной металлопродукции позволяют поставлять на рынок изделия из профильной трубы, соответствующие высоким эргономичным, антропометрическим и функциональным требованиям, а также:
- укомплектовывать их системами внутренней и наружной подсветки;
- окрашивать с применением высокопроизводительных методов;
- собирать как в условиях производства, так и на месте установки.


И для подтверждения сказанного, приведем несколько примеров такой мебели.
Гардеробный шкаф из профильной трубы
Такой шкаф полностью соответствует духу времени и является отличной альтернативой, когда не нравится традиционная мебель и надоели массивные, тяжеловесные шифоньеры. В нем прекрасно расположатся крупные и мелкие предметы одежды, а встроенная светодиодная подсветка существенно упростит их поиск и к тому же значительно улучшит внешнюю декоративность.
Оптимальным материалом для его изготовления будет труба квадратная 40х40 или прямоугольная 40х25. Окрасить ее можно в любых оттенках палитры RAL. А вот фасады можно оформить ЛДСП или под рогожку, но наиболее эффектно в таком варианте гардероба будет смотреться закаленное прозрачное и тонированное стекло. Однако при изготовлении важно избежать габаритных фасадов и обеспечить их сбалансированный и мягкий ход. В таком случае шкаф из профильной трубы будет радовать своих хозяев многие и многие годы.
Гардеробный шкаф из трубы
Полки из профильной трубы
В каждом доме есть множество бытовых и декоративных предметов, которые удобней хранить на полках и стеллажах. Благодаря входу в интерьерную моду мебели на металлическом каркасе у дизайнеров и простых обывателей появились неограниченные творческие возможности по моделированию открытых систем хранения. Используя квадратную трубу 20х20 и 30х30, а также прямоугольный профиль 40х25, 60х30 м 80х40, они создают самые разнообразные по конструктиву и дизайну:
- полки книжные и декоративные;
- стеллажи полочные и с ящиками;
- консольные полки для дома и офиса;
- полки для ванной и аквариумов;
- полочки для посуды и специй.
К тому же многие из них можно сделать из обрезков профильной трубы и дополнить элементами из дерева, стекла и металла. Это дает возможность создавать креативные дизайнерские интерьеры с минимальными затратами.
Кухня из профильной трубы
В наше время кухня – место, где готовят пищу и собираются домочадцы, чтобы за обедом или чашечкой кофе обсудить свои дела.
По этой причине и частично в угоду модным тенденциям все чаще изготавливают каркас кухни из профильной трубы 30х20, 30х30, 40х25 и пр., а корпусные элементы, столешницу и фасады – из массива дерева и ламинированной древесно-стружечной плиты. Сочетание таких материалов позволяет выполнить очень удобные и функциональные кухонные шкафы нижнего и верхнего уровня, открытые полки и ниши.
Существует мнение, что профильная труба и лофт – «интерьерные близнецы». Это не совсем так и актуально только, если в дизайне доминирует металл черного цвета и грубые формы. А если проявить фантазию и использовать для покраски металлоконструкций различные яркие цвета или пастельные оттенки, применить оригинальные способы отделки, то можно изготовить кухонный гарнитур в различных интерьерных стилях. Например, брутальные заклепки, щеколды и ручки можно заменить на итальянскую фурнитуру, стразовые цепочки и так далее.
Межкомнатные перегородки из профильной трубы
Квартиры-студии все больше набирают популярность. Но открытые пространства требуют зонирования и применение профильной трубы опять-таки позволяет довольно удачно решить и данный вопрос.
В межкомнатных перегородках квадратные и прямоугольные трубы смотрятся очень лаконично и фактурно. А за счет хорошей свариваемости и обрабатываемости из них можно создавать разнообразные сложные композиции, в том числе и с применением стекла и дерева.
Наиболее простой вариант межкомнатной перегородки можно сделать с минимальными трудозатратами и капиталовложениями. Для этого достаточно нарезать прямоугольную трубу 50х25 на кратные отрезки, расположить их параллельно и сварить в единую рамную конструкцию. Если необходимо визуально увеличить высоту помещения, трубные отрезки располагают вертикально, а для расширения простран
ства – горизонтально.

Стол из профильной трубы
Разнообразные по своей конструкции столы имеют среди предметов наиболее древнюю историю. И если до начала XX века их в основном изготавливали из камня и дерева, то уже в XXI веке в жилых и общественных помещениях все чаще можно увидеть стол из профильной трубы.
Практически каждый наш современник провел за столом из профильной трубы не один час своего времени. Да-да, речь идет именно об ученической парте, ведь с конца XX века для изготовления столов общеобразовательных заведений массово используется квадратная труба 20х20 и 25х25.
Сегодня столы на каркасе из стальной профильной трубы повсеместно используются:
- в предприятиях общепита;
- в офисах и банках;
- в почтовых отделениях.
Более оригинальные и дорогостоящие варианты столов из профильной трубы со столешницами из камня и массива дерева устанавливают в гостиничных холлах и номерах, в залах ожидания и переговорных комнатах. Хотя многие умельцы сейчас научились самостоятельно изготавливать великолепные кухонные и уличные столы и стулья из профильной трубы, и тенденция к их использованию в интерьере только увеличивается.
Хотя многие умельцы сейчас научились самостоятельно изготавливать великолепные кухонные и уличные столы и стулья из профильной трубы, и тенденция к их использованию в интерьере только увеличивается.
Стол из профильной трубы
Стул из профильной трубы
Стул – наиболее функциональный предмет мебели. Мастера постоянно придумывают все новые и новые его формы, и с того момента, когда стала широко использоваться профильная труба для мебели, стулья также изготавливают из нее. Причем благодаря творческому подходу, профессиональные мебельщики и домашние умельцы создали обширный модельный ряд такой продукции:
- стулья с подлокотниками и без;
- кухонные табуреты;
- офисные стулья;
- барные стулья;
- банкетки.
Стальной каркас из профильной трубы 20х20, 30х30, 40х20 и пр. отличается прочностью и хорошей декоративностью. Это дает возможность экспериментировать и искать новые формы стульев, а также использовать для изготовления спинок и сидений натуральный и искусственный ротанг, массив дерева и ламели, а также разнообразные текстильные материалы, натуральную и экокожу.
Кресло из профильной трубы
Выше перечисленные особенности дают возможность разнообразить и конструктив кресел. С применением квадратной и прямоугольной трубы размером 30х30, 40х40, 40х25, 50х25, 60х30, 100х50 изготавливают настоящие дизайнерские шедевры:
- стулья-кресла;
- кресла-качалки;
- интерьерные кресла;
- модели кресел для отдыха на пляже и даче.
После покраски стальные трубы с квадратным и прямоугольным сечением стойко сопротивляются коррозии, что в сочетании с небольшой металлоемкостью и конструктивной жесткостью делает их идеальным материалом. Мебельные металлоконструкции, выполненные из них, долговечны, прекрасно дополняются подушками и деревянными перилами. А в комплексе со столами и полками, выполненными в аналогичном стиле, они создают удобные и невероятно оригинальные комбинации и гарнитуры.
Лестница из профильной трубы
Большинство обывателей сейчас подумают, что речь идет о лестницах технического назначения. Действительно, стальные трубы 50х50 и 60х40 используются для создания лестниц 3-го типа, так как они:
Действительно, стальные трубы 50х50 и 60х40 используются для создания лестниц 3-го типа, так как они:
- характеризуются высокой прочностью и долговечностью;
- позволяют создавать надежные сварные соединения;
- имеют порог огнестойкости не ниже REI(EI)30.
Но сегодня в индивидуальном строительстве доминирует тенденция к возведению двух- и трехэтажных домов, коттеджей и дач, и в определенном смысле их эстетика зависит и от дизайнерского исполнения лестницы. В домах с современным и традиционным интерьером их довольно часто выполняют винтовыми, с забежными и маршевыми ступенями на основе металлического каркаса. Иногда лестница на второй этаж из профтрубы 60х40, 50х50 или 80х40 изготавливается на прямых и ломаных косоурах. Более крупный профиль, например, 100х100 и 120х120 дает возможность выполнять маршевые лестницы с одним центральным косоуром.
Трубная продукция, представленная на металлобазах «Метинвест-СМЦ», имеет хорошее качество поверхности и отличается улучшенной адгезией.
Поэтому лестничные металлоконструкции, выполненные из нее, можно окрашивать в белый, черный, бронзовый и другие цвета в зависимости от дизайнерской концепции.

Перила из профильной трубы
Квадратный и прямоугольный полый профиль безупречно подходит для выполнения различных лестничных, балконных, террасных и других ограждений. Если соблюдены все проектные и технические нормы, то вне зависимости от художественного оформления перила из профильной трубы будут достаточно долговечны, безопасны и надежны в эксплуатации. Они достаточно крепкие и выдерживают значительные весовые и ударные нагрузки.
Исходя из особенностей дизайнерского оформления и назначения для перил и ограждений, для их выполнения можно использовать квадратный и прямоугольный профиль с мелким и крупным сечением. Они могут украшаться деревянными фрагментами, коваными и сварными металлическими элементами, а также сочетаться с системами тросов и круглыми трубами.
Барная стойка из профильной трубы
Вот уж где малоприменима мебель серийного производства, так это в барах и кафе. Сам их принцип работы предполагает креативный дизайн и оформление интерьера мебелью, изготовленной по индивидуальным проектам, отличающейся повышенной прочностью и износостойкостью и соответствующей концепции заведения.
Сам их принцип работы предполагает креативный дизайн и оформление интерьера мебелью, изготовленной по индивидуальным проектам, отличающейся повышенной прочностью и износостойкостью и соответствующей концепции заведения.
Чаще всего выполняется барная стойка из профильной трубы 80х60, 80х80, 100х100, 120х120 и пр. Она полностью соответствует требованиям, предъявляемым к мебели заведений общественного питания, и при этом:
- имеет достаточно высокую прочность, жесткость и износостойкость;
- прекрасно смотрится с монохромной и разноцветной светодиодной подсветкой;
- позволяет вариативно подойти к оформлению с применением дерева, просечно-вытяжного листа, натурального и искусственного камня, прозрачного триплекса и цветного лакобеля.
Идея барной стойки на стальном каркасе настолько пришлась по вкусу дизайнерам и простым обывателям, что такое решение часто используется в жилых помещениях и на офисных кухнях.
Кровать из профильной трубы
Как видно из живописных источников в былые времена кровати играли важную роль в выражении общественного статуса владельца. Их обильно украшали балдахинами, драпировками и мехами. Сейчас все изменилось, и главными требованиями к этому предмету мебели стали комфортность, гигиеничность, гипоаллергеность и лаконичный стиль.
Их обильно украшали балдахинами, драпировками и мехами. Сейчас все изменилось, и главными требованиями к этому предмету мебели стали комфортность, гигиеничность, гипоаллергеность и лаконичный стиль.
Используя трубный профиль 40х20, 50х25, 60х30 и другого размера современные мебельщики изготавливают различные варианты одноместных и двухместных кроватей:
- со стальным изголовьем изножьем. Данные модели устанавливаются в спальнях, оформленных в стиле лофт, гранж, минимализм, хай-тек, лаунж, техно и постмодернизм;
- подвесных и с подъемным механизмом. Здесь для создания каркаса чаще применяют прямоугольный профиль 40х20, укомплектованный деревянными ламелями и специальной фурнитурой;
- парящих. Такой вариант, несмотря на довольно непродолжительную историю, пользуется повышенным спросом и пришелся по душе любителям необычной и креативной мебель. В его основе лежит стальной каркас специальной конструкции. В результате создается эффект невесомого и парящего ложа. При этом обеспечивается свободный доступ к участку полового покрытия, расположенного под кроватью, что очень актуально для качественной уборки пыли и позволяет использовать различные варианты подсветки.
 При этом обеспечивается свободный доступ к участку полового покрытия, расположенного под кроватью, что очень актуально для качественной уборки пыли и позволяет использовать различные варианты подсветки.
При этом обеспечивается свободный доступ к участку полового покрытия, расположенного под кроватью, что очень актуально для качественной уборки пыли и позволяет использовать различные варианты подсветки.Кровать из профильной трубы
Плюсы использования профильной трубы в дизайне
Мы перечислили лишь малый список того, что можно сделать из профильной трубы. Из нее также получаются невероятно красивые и практичные вещи, например, сундуки, тумбы, консоли. Главное, не бояться экспериментировать и смело реализовывать свои идеи, ведь как материал для мебельной индустрии квадратные и прямоугольные трубы имеют ряд преимуществ. Их отличает:
- экономичность. По сравнению с натуральным деревом и древесно-стружечными материалами стальные трубы квадратной и прямоугольной формы гораздо дешевле и более практичны в обработке и эксплуатации, и позволяют значительно сэкономить, в том числе и на трудозатратах;
- удобная форма. Коробчатый профиль квадратных и прямоугольных труб дает возможность быстро изготовить детали и элементы мебели как в бытовых, так и в производственных условиях. Они подходят для изготовления гнутых и гнуто-пропильных заготовок, легко свариваются и позволяют создавать четкие и плавные геометрические линии, а также выполнить болтовые, заклепочные, шлицевые и другие соединения;
- повышенная надежность. Трубный профиль с квадратным и прямоугольным сечением стойко выдерживает статические и динамические нагрузки, воздействие постоянных и периодических вибраций;
- экологичность. К сожалению, в наших домах сейчас в большом количестве присутствуют вещи и предметы, содержащие фенольные и другие вредные соединения. Стальная трубная продукция даже под воздействием высоких температур не выделяет токсических компонентов и является абсолютно экологически чистой и безопасной для людей и домашних животных.
 Они подходят для изготовления гнутых и гнуто-пропильных заготовок, легко свариваются и позволяют создавать четкие и плавные геометрические линии, а также выполнить болтовые, заклепочные, шлицевые и другие соединения;
Они подходят для изготовления гнутых и гнуто-пропильных заготовок, легко свариваются и позволяют создавать четкие и плавные геометрические линии, а также выполнить болтовые, заклепочные, шлицевые и другие соединения;Их можно покрывать лаками и красками с разным химическим составом, сочетать с любыми натуральными и искусственными материалами. Ну а если вам нужно купить профильную трубу оптом или в розницу, обращайтесь в компанию «Метинвест-СМЦ». У нас вы всегда найдете квалифицированную консультационную помощь, качественную металлопродукцию и лучшие рыночные цены.
У нас вы всегда найдете квалифицированную консультационную помощь, качественную металлопродукцию и лучшие рыночные цены.
Стол из профильной трубы своими руками
Наиболее читаемые
Как правильно утеплить чердак в частном доме
Утепление чердачного перекрытия: выбор утеплителя, этапы работы, видеоЗанимаясь утеплением частного дома, важно также уделить внимание и далее…
Когда ребёнок начинает говорить
Будет ли он и дальше пытаться общаться словами? Все эти волнения заметно усиливаются, если малыш так и не захотел ничего далее…
Газовая плита горение с газовой духовкой отзывы
Отзыв: Газовая плита Gorenje GN 51102 AW — Моя любимица и помощницаДостоинства:чугунные нескользящие решетки, хорошо выпекает духовкаНедостатки:перестал работать далее…
Популярные
Отзывы о межкомнатных дверях форум (740)
Как открыть железную дверь если сломался замок (461)
Чем перекрыть крышу частного дома (208)
Чем дешевле обшить дом снаружи (171)
Выбор Навесных Котлов Для Отопления Частного Дома (145)
1 Тонна сколько м3 воды (134)
Деревенские бабы в панталонах али без (131)
Фсф фанера что это такое (131)
Последние публикации
Какие люстры подходят для натяжного потолка По каким критериям выбрать люстру для натяжного потолка?СодержаниеРазнообразиеКакие потолки лучше глянцевые или матовые Какой натяжной потолок выбрать? (матовый, глянцевый или сатиновый)Вы приняли решение установить
Каким валиком лучше красить потолок Как правильно красить валиком потолокЕсли вы задались вопросомКак
Как заделать дырку в потолке Ремонт потолка своими рукамиНатяжной потолокОтштукатуренный потолокГипсокартонный потолокЕсли у вас вдруг
Как визуально сделать потолок выше Как сделать низкий потолок визуально вышеВ большинстве типовых квартир и частных
Наиболее читаемое
Диск по бетону для болгарки 125
Обзор дисков алмазных для резки бетонаОтрезные алмазные круги предназначены для работы. ..
..
При какой температуре можно бетонировать
Температура при бетонировании: условия набора прочности, способы их обеспечения, методы зимнего…
Как правильно установить окно пвх
Монтаж пластиковых окон, установка оконМонтаж пластиковых окон, установка оконМонтаж пластиковых окон…
ОПОРА СТОЛА — «ШЕВРОН»
ВЫБОР ОПОРЫ
Дизайнерские опоры — неотъемлемая деталь, необходимая при изготовлении стильного стола с нетривиальным дизайном. С помощью опор, представленных в нашем каталоге, Вы можете самостоятельно изготовить стол, получив при этом наслаждение от процесса творчества, и в то же время неплохо сэкономить. Мы рекомендуем использовать их для столов, которые будут стоять дома или в офисе, так вы создадите рабочее пространство своей мечты – вдохновляющее, способное выразить ваш вкус, впечатляющее своей неординарностью и стилем. Такая мебель – это определенный образ мышления, она отвергает идею гламура и нарочитой роскоши, позволяет выразить себя особым образом. Не бойтесь экспериментировать — опоры лофт помогут создать мебель, которая подчеркнет вашу индивидуальность.
Не бойтесь экспериментировать — опоры лофт помогут создать мебель, которая подчеркнет вашу индивидуальность.
Если сравнивать опоры для столов с подстольями, призванными решать аналогичную задачу – изготовление стола, то стоит отметить, что опоры обойдутся вам дешевле, хотя подстолья рассчитаны на более высокую нагрузку (опоры не следует использовать со столешницами, весящими более 50 кг, каменными или стеклянными столешницами, а так же со столешницами из МДФ, ДСП и т.п. материалов. Со всеми перечисленными вариантами, лучше использовать подстолья).
Еще один плюс, на который хотелось бы обратить Ваше внимание — это компактность опор по сравнению с подстольями. Как следствие — доставка вашего заказа транспортной компанией будет стоить дешевле, что придется по душе нашим клиентам из других городов. Ведь при транспортировке подстолий, приходится немало доплачивать за объем, т.е. по сути за перевозку воздуха.
Мебель лофт, созданная при помощи наших опор, поможет создать вам интересный, харизматичный и неповторимый интерьер!
МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ОПОР
При производстве опор для столов мы используем металлический пруток, профильную трубу, металлическую полосу, а также дубовый брус. Вы можете купить опоры для столов, как без окраски, так и окрашенные порошковой краской или покрытые порошковым лаком. В стандартном исполнении мы предлагаем опоры белого, чёрного и серебристо-серого цветов.
Вы можете купить опоры для столов, как без окраски, так и окрашенные порошковой краской или покрытые порошковым лаком. В стандартном исполнении мы предлагаем опоры белого, чёрного и серебристо-серого цветов.
| Габаритные размеры: 700*700*750 Стоимость порошковая покраска: 1485р | |
| Габаритные размеры: 700*700*750 Стоимость порошковая покраска: 1667р | |
| Габаритные размеры: 750*750*750 Стоимость порошковая покраска: 1639р | |
| Габаритные размеры: 750*750*750 Стоимость порошковая покраска: 1705р | |
| Габаритные размеры: 900*900*750 Стоимость порошковая покраска: 1804р | |
| Габаритные размеры: 900*900*750 Стоимость порошковая покраска: 2123р | |
| Габаритные размеры: 1200*700*750 Стоимость порошковая покраска: 1796р | |
| Габаритные размеры: 1200*700*750 Стоимость порошковая покраска: 2288р | |
| Габаритные размеры: 1500*700*750 Стоимость порошковая покраска: 2184р | |
| Габаритные размеры: 1500*700*750 Стоимость порошковая покраска: 2772р | |
| Габаритные размеры: 1800*700*750 Стоимость порошковая покраска: 2261р | |
| Габаритные размеры: 1800*700*750 Стоимость порошковая покраска: 2970р | |
Габаритные размеры: 900*900*750 Стоимость порошковая покраска: 3790р | |
| Габаритные размеры: 1450*720*750 Стоимость порошковая покраска: 2068р | |
| Габаритные размеры: 1200*550*750 Материал: металл, ЛДСП 16мм, кромка ПВХ 0,4мм Стоимость порошковая покраска: 1243р | |
Габаритные размеры: 1200*554*750 Материал: металл, ЛДСП 16мм, кромка ПВХ 0,4мм Стоимость порошковая покраска: 1804р | |
| Габаритные размеры: 1200*550 Материал: металл, ЛДСП 16мм, кромка ПВХ 0,4мм Стоимость порошковая покраска: 2283р | |
| Габаритные размеры: 1200*550 Материал: металл, ЛДСП 16мм, кромка ПВХ 0,4мм Стоимость порошковая покраска: 2679р |
Набор металлических ножек с квадратной трубкой W-образной формы для настольного компьютера и рабочего стола
Набор металлических ножек для мебели с квадратной трубкой для стола компьютера и рабочего стола.
| Цвет рамки | Черный |
| Отделка рамы | Матовая |
| Материал рамы | Железо / металл |
| Марка | Furnishiaa |
| Размер (малый) | Ширина 45 X Высота 71 CM |
| Размер (большой) | Ширина 60 X Высота 71 CM |
| Гарантия | Один год гарантии |
| Возврат | Легкий возврат за 15 дней |
| Отгрузка в днях | Обычно, отгрузка от 3 до 5 дней |
| Настройка | Есть |
Об этом продукте:
- Материал изделия: Утюг, Цвет: Черный, Стиль: Современный
- Эти металлические ножки-кронштейны изготовлены из качественного железа.
- Идеальный выбор для ваших металлических ножек для журнального столика, металлических ножек для скамейки, металлических ножек для обеденного стола, металлических ножек для торцевого стола, металлических ножек для консольного стола, металлических ножек для консольного стола, металлических ножек для скамейки, металлических ножек для комода . металлические ножки для дивана и др.
- Уникальная форма и утолщенный стальной материал обеспечивают устойчивость и долговечность ножек стола. Использование этих ножек для мебели в любой из ваших комнат практично и современно.
 металлические ножки для дивана и др.
металлические ножки для дивана и др.Дополнительная информация:
- Основной материал: металл | Цвет: матовый черный
- Цвет продукта Возможна индивидуальная настройка размера и дизайна. Для получения дополнительной информации свяжитесь с продавцом.
- Furnishiaa Furniture’s — хорошо известный бренд в категории «Мебель». Мы работаем с 2000 года в Раджастане. И мы работаем со всеми типами мебели, такой как кровать, обеденные столы, стулья, прикроватный столик, журнальный столик, туалетный столик, деревянный храм, деревянный сундук, садовая уличная мебель, домашняя мебель, мебель для спальни, мебель для гардероба, книжные полки, гостиная Мебель, кухонная мебель, деревянные табуреты, консольные столы, боковые шкафы, барная стойка, деревянные телевизоры и настенные полки и т. Д.
- Мы поощряем самостоятельную сборку продуктов, чтобы помочь клиентам лучше и полностью понять продукт, который они покупают. Все инструменты, аксессуары и инструкции, необходимые для сборки продуктов, входят только в комплект.
- Каждый продукт проходит через иерархию процессов проверки качества, чтобы обеспечить совершенство качества, прочности и дизайна.
 Д.
Д.Уход и инструкция:
- Очищайте поверхность сухой мягкой тканью, избегайте попадания излишка воды для чистки мебели.
- Избегайте использования химикатов и красок, поскольку они могут повредить естественную отделку мебели.
Гарантии:
- На этот продукт предоставляется гарантия сроком на один год, которая покрывает производственные дефекты, врожденные термиты и проблемы с буровыми установками.
Совместимость: учебный стол, торцевые столы, световые столы, столы для декоративных дисплеев или просто акценты.
Материал: металл / железо
Конструкция и характеристики ЯМР-трубки с полостью для образца, сформированной внутри стекла, соответствующего магнитной восприимчивости
3.
 1 Основные характеристики щелевой трубки
1 Основные характеристики щелевой трубкиПервоначально мы проверили, можно ли ориентировать трубку с образцом под желаемыми углами в датчике ЯМР на основе ориентационной зависимости длительности импульса π / 2 [14]. Длина импульса π / 2 должна быть минимизирована, когда длинная ось поперечного сечения образца совмещена с направлением поля B 1 , и максимальной, когда она перпендикулярна. Наблюдаемый профиль длительности π / 2-импульса воспроизводимо соответствовал этому ожиданию (), и этот подход был использован для ориентации щелевой трубки под желаемым углом в зонде ЯМР.
Измеренная длительность импульса π / 2 для растворов, содержащих различные концентрации NaCl и разную ориентацию полости для образца в щелевой трубке При фиксированной мощности РЧ-передатчика (31,6 Вт) длительность импульса π / 2 была определена для растворов, содержащих 0 мМ (◆), 100 мМ (■), 200 мМ (▲) или 300 мМ (●) NaCl с интервалами 30 ° на ЯМР-спектрометре DRX600 МГц. Буфер для образца содержал 10 мМ фосфата натрия (pH 6,6). Угол 0 соответствует размещению трубки таким образом, чтобы длинная ось прорези была параллельна полю B1.Для сравнения, длительность импульса π / 2 для внешнего диаметра 5 мм. микропробирки были следующими: 0 мМ NaCl: 14 мкс; 100 мМ NaCl: 20,5 мкс; 200 мМ NaCl: 24 мкс; 300 мМ NaCl: 28 мкс.
Буфер для образца содержал 10 мМ фосфата натрия (pH 6,6). Угол 0 соответствует размещению трубки таким образом, чтобы длинная ось прорези была параллельна полю B1.Для сравнения, длительность импульса π / 2 для внешнего диаметра 5 мм. микропробирки были следующими: 0 мМ NaCl: 14 мкс; 100 мМ NaCl: 20,5 мкс; 200 мМ NaCl: 24 мкс; 300 мМ NaCl: 28 мкс.
В качестве следующего шага мы проверили, можно ли получить спектры ЯМР высокого качества с помощью щелевой трубки в практических условиях для ЯМР белков, включая автоматическое регулирование [15]. В целом, качество спектров 1 H-1D ЯМР, 2D 1 H- 15 N и 2D 1 H- 13 C спектров образца в щелевой трубке было почти идентично спектрам из образец в стандартной микропробирке Shigemi 5 мм ().
Сравнение спектров ЯМР, полученных с помощью щелевой пробирки и микропробирки 5 мм Спектры ЯМР 0,3 мМ [U- 13 C / 15 N] -убиквитина, содержащего 10 мМ фосфата натрия (pH 6,6) в Микропробирка 5 мм (a – c) и щелевидная трубка (d – f). Все эти данные были получены на ЯМР-спектрометре Avance950 (22,3 Тл), оборудованном криогенным зондом TCI при 25 ° C. (a, d) 1 H 1D-эксперимент с пиком воды подавлялся непрерывным излучением волны при фиксированной мощности РЧ-передатчика.(b, e) 1 H- 15 N TROSY-HSQC эксперименты с обратным импульсом воды. (NS = 2; 512 (F1) × 1536 (F2) с 3400 Гц ( ω 1 , 15 N) × 11400 Гц ( ω 2 , 1 H)) (c, f) 1 H- 13 C эксперименты HSQC с постоянным временем (NS = 2; 916 (F1) × 1536 (F2) с 16900 Гц ( ω 1 , 13 C) × 11400 Гц ( ω 2 , 1 H)). Постоянное время было 26.6 мс, отображаются как положительные, так и отрицательные пики. Чтобы прояснить относительную интенсивность оставшейся воды по отношению к белковым сигналам, на вставке показан одномерный срез экспериментов при 13 ° C с химическим сдвигом 55 ppm.
Все эти данные были получены на ЯМР-спектрометре Avance950 (22,3 Тл), оборудованном криогенным зондом TCI при 25 ° C. (a, d) 1 H 1D-эксперимент с пиком воды подавлялся непрерывным излучением волны при фиксированной мощности РЧ-передатчика.(b, e) 1 H- 15 N TROSY-HSQC эксперименты с обратным импульсом воды. (NS = 2; 512 (F1) × 1536 (F2) с 3400 Гц ( ω 1 , 15 N) × 11400 Гц ( ω 2 , 1 H)) (c, f) 1 H- 13 C эксперименты HSQC с постоянным временем (NS = 2; 916 (F1) × 1536 (F2) с 16900 Гц ( ω 1 , 13 C) × 11400 Гц ( ω 2 , 1 H)). Постоянное время было 26.6 мс, отображаются как положительные, так и отрицательные пики. Чтобы прояснить относительную интенсивность оставшейся воды по отношению к белковым сигналам, на вставке показан одномерный срез экспериментов при 13 ° C с химическим сдвигом 55 ppm. Условия эксперимента были идентичны между микропробиркой 5 мм и щелевой трубкой, за исключением длительности импульса 1 H.
Условия эксперимента были идентичны между микропробиркой 5 мм и щелевой трубкой, за исключением длительности импульса 1 H.
3.2 Сравнение солеустойчивости щелевой трубки и других типов трубок
Мы сравнили солеустойчивость щелевой трубки с микропробиркой 5 мм (Shigemi) и пробиркой овальной формы (Bruker BioSpin) путем измерения отношения сигнал / шум пиков в спектрах 1 H- 15 N TROSY-HSQC 0.Образцы 3 мМ [U- 13 C, 15 N] -убиквитин при концентрациях NaCl 0, 100, 200 и 300 мМ и в статических магнитных полях 14,1 () и 22,3 Тл ().
Таблица 1
Сводка результатов при различных концентрациях соли и геометрии пробирки при 14,1 Тл ( 1 H частота 600 МГц)
| Пробирка ЯМР | Объем образца (мкл) | Концентрация NaCl (мМ ) | π / 2 Длина импульса (мкс) | Наблюдаемое ОСШ | ОСШ на единицу объема (мл) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Пазовая трубка | 170 | 0 | 12.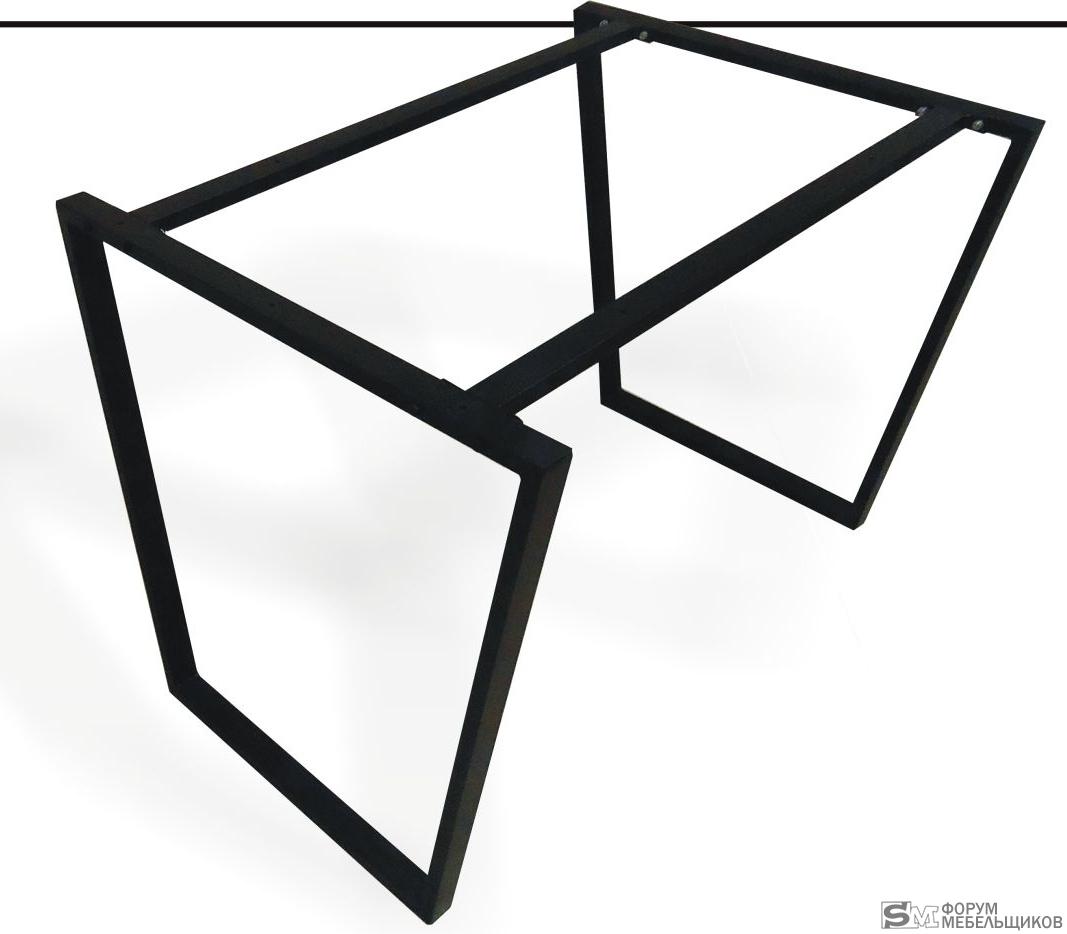 7 7 | 74 ± 6 | 435 ± 34 | |||||
| 100 | 13,9 | 63 ± 6 | 371 ± 34 | |||||||
| 200 | 15,1 | 55 ± 7 | 32011 | 55 ± 7 | 32011 | 300 | 15,8 | 46 ± 4 | 273 ± 25 | |
| Внешний диаметр 5 мм микропробирка | 280 | 0 | 13,3 | 123 ± 10 | 438 ± 35 | |||||
| 100 | 19. 5 5 | 58 ± 5 | 206 ± 17 | |||||||
| 200 | 23,0 | 44 ± 4 | 157 ± 15 | |||||||
| 300 | 27,3 | 34 ± 3 | 12311 | 900 | Трубка овальной формы | 380 | 0 | 12,4 | 100 ± 6 | 263 ± 16 |
| 100 | 14,2 | 61 ± 4 | 161 ± 11 | 11 | ||||||
| 50 ± 3 | 131 ± 7 | |||||||||
| 300 | 16. 9 9 | 44 ± 3 | 115 ± 7 |
Таблица 2
Сводка результатов при различных концентрациях соли и геометрии трубки при 22,3 Тл ( 1 H частота 950 МГц)
| ЯМР трубка | Объем растворителя (мкл) | Концентрация NaCl (мМ) | π / 2 Длина импульса (мкс) | Наблюдаемое SNR | SNR на единицу объема (мл) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Пазовая трубка | 0 | 8. 7 7 | 125 ± 8 | 735 ± 49 | |||||
| 100 | 10,0 | 91 ± 7 | 534 ± 43 | ||||||
| 200 | 10,8 | 88 ± 6 | 9227 517000300 | 11,6 | 78 ± 7 | 458 ± 41 | |||
| Внешний диаметр 5 мм микропробирка | 280 | 0 | 10,1 | 155 ± 16 | 554 ± 59 | ||||
| 100 | 14. 3 3 | 87 ± 9 | 312 ± 32 | ||||||
| 200 | 17,3 | 72 ± 7 | 257 ± 26 | ||||||
| 300 | 20,0 | 56000 8 | 900 | Трубка овальной формы | 380 | 0 | 8,8 | 117 ± 13 | 308 ± 35 |
| 100 | 10,0 | 87 ± 7 | 229 ± 19 | 20011 | |||||
| 74 ± 7 | 196 ± 18 | ||||||||
| 300 | 12,0 | 62 ± 4 | 164 ± 11 |
 9
9В отсутствие добавленной соли самое высокое SNR было достигнуто с диаметром 5 мм. микропробирка. Однако при наивысшей концентрации соли (300 мМ), которая часто требуется для солюбилизации белков, все три конструкции пробирок достигли сравнимых значений SNR, при этом щелевая трубка и пробирка овальной формы немного превосходили 5-миллиметровые микропробирки на обоих частотах 600 МГц () и 950 МГц ().
В общем, белки и другие биомолекулы довольно дороги в производстве, особенно когда они равномерно или селективно помечены стабильными изотопами ( 2 H, 13 C и / или 15 N). Кроме того, эти биомолекулы часто имеют ограниченную растворимость и требуют добавления соли для достижения растворимости и стабильности. Таким образом, отношение сигнал / шум на единицу объема для образцов равной концентрации является наиболее важным критерием для сравнения. Сравнение значений отношения сигнал / шум на единицу объема демонстрирует явные преимущества конструкции щелевой трубки по сравнению с двумя альтернативами при всех концентрациях соли, особенно при высокой концентрации соли и при высоком магнитном поле.Например, на частоте 600 МГц отношение сигнал / шум на единицу объема для раствора белка, содержащего 300 мМ NaCl, было более чем в два раза выше, чем для других конструкций (), а на частоте 950 МГц оно было более чем в два раза выше, чем для микропробирки 5 мм. и почти в три раза выше, чем у лампы овальной формы на частоте 950 МГц ().
Кроме того, эти биомолекулы часто имеют ограниченную растворимость и требуют добавления соли для достижения растворимости и стабильности. Таким образом, отношение сигнал / шум на единицу объема для образцов равной концентрации является наиболее важным критерием для сравнения. Сравнение значений отношения сигнал / шум на единицу объема демонстрирует явные преимущества конструкции щелевой трубки по сравнению с двумя альтернативами при всех концентрациях соли, особенно при высокой концентрации соли и при высоком магнитном поле.Например, на частоте 600 МГц отношение сигнал / шум на единицу объема для раствора белка, содержащего 300 мМ NaCl, было более чем в два раза выше, чем для других конструкций (), а на частоте 950 МГц оно было более чем в два раза выше, чем для микропробирки 5 мм. и почти в три раза выше, чем у лампы овальной формы на частоте 950 МГц ().
Как показано на, градиент уменьшения отношения сигнал / шум на единицу объема с увеличением концентрации соли был мягким для щелевой трубки и трубки овальной формы, но гораздо более крутым для микропробирки 5 мм. Аналогичные результаты демонстрирует солевая зависимость увеличения длины импульса π / 2 (). Эти результаты демонстрируют, что форма щелевой трубки, как и форма овальной трубки, успешно снижает потери чувствительности, возникающие из-за ионной проводимости.
Аналогичные результаты демонстрирует солевая зависимость увеличения длины импульса π / 2 (). Эти результаты демонстрируют, что форма щелевой трубки, как и форма овальной трубки, успешно снижает потери чувствительности, возникающие из-за ионной проводимости.
SNR на единицу объема для данных, полученных при 14,1 T (600 МГц 1 H), оцененных для 0,3 мМ образцов убиквитина в щелевой трубке (■), 5 мм od микропробирка (◆) и пробирка овальной формы (▲) при различных концентрациях соли.
Улучшение отношения сигнал / шум щелевой трубки по сравнению с 5-миллиметровой микропробиркой при 22,3 Тл было почти идентично таковому при 14,1 Тл в пределах экспериментальной ошибки. Согласно отчету Хориучи и его коллег, диэлектрическая проводимость воды на частоте 930 МГц эквивалентна ионной проводимости раствора, содержащего всего 20 мМ NaCl. (См. Рис. 3 в [6]). Поскольку диэлектрические потери резко возрастают с увеличением магнитного поля на частоте более 1 ГГц, вклад диэлектрической устойчивости щелевой трубки должен становиться более очевидным в этих более высоких полях. Кроме того, диэлектрические потери для водных растворов заметно увеличиваются с понижением температуры, так что при 5 ° C они становятся эквивалентными потерям 50 мМ NaCl на частоте 900 МГц.
Кроме того, диэлектрические потери для водных растворов заметно увеличиваются с понижением температуры, так что при 5 ° C они становятся эквивалентными потерям 50 мМ NaCl на частоте 900 МГц.
В настоящее время альтернативой трубке определенной формы является помещение образца в цилиндрическую трубку меньшего диаметра. Мы сравнили SNR с образцом белка, содержащим 300 мМ NaCl, полученным с помощью микропробирки 3 мм (Shigemi), микропробирки 4 мм (Shigemi) и щелевой пробирки (). Отношение сигнал / шум на единицу объема лучше всего для 3-миллиметровой микропробирки (321), за которой следует таковое для щелевой трубки (273).Однако, если количество пробы не ограничено, трубка с прорезями обеспечивает в целом наилучшее соотношение сигнал / шум.
Таблица 3
Сводная информация о серийном номере для трубок другого типа при 1 H с частотой 600 МГц
| Трубка для ЯМР | Объем растворителя (мкл) | Концентрация NaCl (мМ) | π / 2 Длина импульса (мкс) | Общее SNR | SNR на единицу объема |
|---|---|---|---|---|---|
| Пазовая трубка | 170 | 300 | 15. 8 8 | 46 ± 4 | 273 ± 25 |
| Внешний диаметр 4 мм микропробирка | 163 | 300 | 18,9 | 32 ± 2 | 197 ± 12 |
| Внешний диаметр 3 мм микропробирка | 98 | 300 | 15,0 | 31 ± 2 | 321 ± 21 |
Чтобы оценить влияние конструкции пробирки на нагрев образца, мы сравнили характеристики щелевой пробирки с характеристиками трех микропробирок с внешним диаметром 3, 4 и 5 мм (). Щелевая трубка показала намного меньший нагрев с течением времени и достигла плато устойчивого состояния раньше, чем другие конструкции. Поскольку теплопроводность стекла больше, чем у окружающего воздуха, кажется, что тепло образца более эффективно рассеивается щелевой трубкой.
Щелевая трубка показала намного меньший нагрев с течением времени и достигла плато устойчивого состояния раньше, чем другие конструкции. Поскольку теплопроводность стекла больше, чем у окружающего воздуха, кажется, что тепло образца более эффективно рассеивается щелевой трубкой.
(a) Последовательность импульсов, использованная для оценки нагрева образца воды с 99% D 2 O, содержащей 1 мМ DSS и 300 мМ NaCl (pH 4,8). Эксперименты проводились с использованием ЯМР-спектрометра DRX600, оснащенного криогенным зондом TCI, температура которого регулируется при 25 ° C.Предварительное насыщение осуществляли путем облучения непрерывной волной при выходной мощности передатчика 0,4 Вт. После применения 32 фиктивных импульсов, спектр 1 H 1D был получен за 2 переходных процесса. Повышение температуры образца измеряли по разнице химического сдвига между пиком HDO и пиками метила DSS: (b) Результаты для щелевой трубки (●), наружный диаметр 3 мм. микропробирка (▲), наружный диаметр 4 мм. микропробирка (■), внешний диаметр 5 мм. микропробирка (◆).
микропробирка (▲), наружный диаметр 4 мм. микропробирка (■), внешний диаметр 5 мм. микропробирка (◆).
Новый метод производства Т-образных трубных фитингов с результатами экспериментов и моделирования
Abstract
Трубка является важным структурным элементом для управления жидкостями в трубопроводных сетях во многих отраслях промышленности.Разветвление трубок достигается за счет использования трубных фитингов различной формы, в том числе T, Y, X и L. В этом исследовании предлагается новая инновационная технология производства Т-образных трубчатых фитингов. В этом методе используется специально разработанная установка штампа, при которой трубка помещается в Т-образную полость штампа, а металлическая вставка используется для деформации трубки в полости, создавая Т-образную форму. Для оценки процесса используются экспериментальные и численные методы. Основным результатом этого исследования является успешное создание Т-образных медных трубных фитингов с использованием технологии, аналогичной гидроформовке труб, без необходимости использования внутреннего давления. Этот метод может быть изменен для облегчения производства Т-образных фитингов с толщиной, превышающей пределы гидроформовки.
Этот метод может быть изменен для облегчения производства Т-образных фитингов с толщиной, превышающей пределы гидроформовки.
Образец цитирования: Галеб А.М., Салех М.А., Рагаб А.Е., Дабван А., Халаф TM, Умер У. (2019) Новый метод производства Т-образных трубчатых фитингов с результатами экспериментов и моделирования. PLoS ONE 14 (4): e0214608. https://doi.org/10.1371/journal.pone.0214608
Редактор: Аршад Нур Сиддикее, Центральный университет Джамия Миллия Исламия, Индия
Поступила: 6 декабря 2018 г .; Одобрена: 17 марта 2019 г .; Опубликовано: 8 апреля 2019 г.
Авторские права: © 2019 Ghaleb et al.Это статья в открытом доступе, распространяемая в соответствии с условиями лицензии Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии указания автора и источника.
Доступность данных: Все соответствующие данные находятся в рукописи.
Финансирование: Это исследование было поддержано деканатом научных исследований Университета короля Сауда, финансирующим эту работу через исследовательскую группу № (RG-1439-008).Финансирующие организации не играли никакой роли в дизайне исследования, сборе и анализе данных, принятии решения о публикации или подготовке рукописи.
Конкурирующие интересы: Авторы заявили, что никаких конкурирующих интересов не существует.
Введение
Трубки — это цилиндрические конструктивные элементы, обычно используемые для удержания жидкостей и управления ими. Направлением потока жидкости можно управлять с помощью разветвления трубок, в котором используются трубные фитинги различной формы, например, T, Y или X формы [1,2].Т-образные трубчатые фитинги включают две ветви или рычаги с тремя концами и способны направлять жидкость в двух разных направлениях.
В последнее время растет спрос на трубки Т-образной формы, особенно в автомобильной, аэрокосмической промышленности и для бытовой техники [3–5]. Для формирования Т-образных трубчатых фитингов с различными размерами трубок: диаметром, толщиной стенки и длиной использовались различные методы.
Сварка, литье и гидроформование являются типичными методами, которые в настоящее время используются для производства Т-образных трубчатых фитингов.Гидроформование труб (THF) включает использование контролируемого внутреннего давления для расширения трубы до Т-образной части. Несмотря на то, что это один из наиболее широко используемых методов [6, 7], процесс THF имеет некоторые недостатки, такие как длительное время цикла, дорогое специализированное оборудование [8–11] и ограниченная применимость в средах с высоким давлением из-за утечки жидкости, так как а также в высокотемпературных средах из-за низких температур испарения и воспламенения жидкости.
Чтобы улучшить формуемость труб в процессах ТГФ, исследователи применили несколько методов для уменьшения утончения стенки трубки и увеличения возможной высоты возникающего ответвления. Хуанг и др. [12] использовали регрессию адаптивного вектора поддержки во время Т-образного процесса THF для оптимизации пути загрузки. В другом исследовании Hwang et al. [13] предложили алгоритм управления для определения подходящих путей загрузки в Т-образном ТГФ-процессе с различным выходным диаметром. Для успешного изготовления детали был изменен разумный путь загрузки.
Хуанг и др. [12] использовали регрессию адаптивного вектора поддержки во время Т-образного процесса THF для оптимизации пути загрузки. В другом исследовании Hwang et al. [13] предложили алгоритм управления для определения подходящих путей загрузки в Т-образном ТГФ-процессе с различным выходным диаметром. Для успешного изготовления детали был изменен разумный путь загрузки.
Кадходян и др. [14] исследовали Y- и X-образный THF с помощью численного моделирования и использовали алгоритмы моделирования отжига для оптимизации пути нагружения.С помощью предложенного способа была сформирована труба с лучшими показателями формуемости и машинами меньшей производительности. Brooghani et al. [15] использовали метод многоуровневой поверхности отклика с численным моделированием во время производства Т-образных труб для оптимизации пути загрузки. Они пришли к выводу, что многоуровневый RSM эффективен для улучшения пути нагружения для получения более однородной толщины.
Кроме того, трение между трубкой и матрицами во время процесса THF является важным параметром, который влияет на формуемость трубки из-за явления подавления потока металла. Guo et al. [16] исследовали влияние смазки на высоту выступа и толщину трубы Т-образного ответвления из нержавеющей стали 316 L / полностью плакированного. Они пришли к выводу, что высота выступа увеличилась, а утонение уменьшилось при низких коэффициентах трения. Сходные результаты были получены Ахмади и др. [17].
Guo et al. [16] исследовали влияние смазки на высоту выступа и толщину трубы Т-образного ответвления из нержавеющей стали 316 L / полностью плакированного. Они пришли к выводу, что высота выступа увеличилась, а утонение уменьшилось при низких коэффициентах трения. Сходные результаты были получены Ахмади и др. [17].
Кроме того, Cheng et al. [18] провели моделирование и эксперименты по гидроформовке труб Y-образной формы с использованием отожженных медных труб. Они обнаружили, что минимальная толщина стенки приходилась на вершину выступа с максимальным утонением 33%.Эти результаты совпадают с результатами Mingtao et al. [19], которые с помощью специальной трехступенчатой формы пуансона обнаружили, что максимальное утонение для медных Т-образных трубок достигло 31,3%. Mingtao et al. также обнаружили, что максимальная эффективная деформация и напряжение составили 0,65 и 487,8 МПа соответственно. Максимальное напряжение гидроформованных труб Т-образной формы было также исследовано Crapps et al. [20], которые оценили его как 475 МПа с помощью моделирования методом конечных элементов.
[20], которые оценили его как 475 МПа с помощью моделирования методом конечных элементов.
Таким образом, желательна система для формирования Т-образных трубчатых фитингов, которая решает вышеупомянутые проблемы.Целью данного исследования является разработка инновационной технологии производства Т-образных трубных фитингов. Предлагаемый метод напоминает процесс гидроформовки, но без внутреннего давления.
Подробная информация о предлагаемой технологии
Предлагаемый процесс формовки позволяет получить Т-образную трубчатую деталь из прямой трубы. В этом процессе формируемая трубка помещается внутрь штампа, имеющего внутреннюю Т-образную полость. Перед этим этапом в заготовке трубы необходимо проделать отверстие посередине, как показано на рис. 1A.Вставка, состоящая из металлической части с геометрией, показанной на фиг.1B, вставляется в трубку и прикрепляется к стержню, который проходит через отверстие в середине трубки. Вставка натягивается штоком, и одновременно два удара оказывают давление на стороны трубки. Вставка втягивает трубку в Т-образную полость, придавая ей необходимую форму. Эти шаги показаны на рис. 2.
Вставка втягивает трубку в Т-образную полость, придавая ей необходимую форму. Эти шаги показаны на рис. 2.
Для производства труб Т-образной формы был разработан и изготовлен специальный штамп. Узел пресс-формы показан на рис.3.Основными компонентами штампа являются: верхний штамп, нижний штамп, тяговый стержень, вставка, тяговый кронштейн, втулка, корпус штампа, прижимной узел, боковой штамп и U-образное соединение (внутренние части штампа не показаны на рис. 3). Подробный сборочный чертеж штампа показан на рис. 4. Все компоненты штампа изготовлены из термообработанной инструментальной стали D2. Головка была разделена на две части для облегчения удаления продукта. Вставка была сконструирована так, чтобы геометрически напоминать пересечение двух перпендикулярных трубок с диаметром, равным внутреннему диаметру обработанной трубки.Цель этой конкретной геометрии — облегчить процесс формовки с минимальными напряжениями на трубе, чтобы снизить вероятность выхода из строя.
Методология
Материал
В данном исследовании изготовленный Т-образный фитинг изготовлен из чистой отожженной меди толщиной 1,6 мм. Образцы для испытаний на растяжение были подготовлены в соответствии со стандартом ASTM E8-04 (вырезаны из трубы посредством электроэрозионной обработки (EDM) и сплющены пластиковым молотком) для испытаний на машине для испытаний на растяжение Instron.На рис. 5 показана труба после разрезания образцов для испытаний, а свойства материалов, полученные в результате испытаний на одноосное растяжение (с использованием скорости деформации 10 4 с -1 ), показаны в таблице 1.
Образцы для испытаний на растяжение были подготовлены в соответствии со стандартом ASTM E8-04 (вырезаны из трубы посредством электроэрозионной обработки (EDM) и сплющены пластиковым молотком) для испытаний на машине для испытаний на растяжение Instron.На рис. 5 показана труба после разрезания образцов для испытаний, а свойства материалов, полученные в результате испытаний на одноосное растяжение (с использованием скорости деформации 10 4 с -1 ), показаны в таблице 1.
Экспериментальный метод и методика
Подготовка образцов.
На токарном станке заготовка соответствующей длины была вырезана из медной трубки с внешним диаметром 35 мм и внутренним диаметром 31,8 мм. Затем в середине детали просверливались отверстия на сверлильном станке.Различные диаметры отверстий (16, 18, 20 и 22 мм) были испытаны для изготовления фитингов без дефектов, и отверстие диаметром 16 мм было наиболее подходящим выбором для 35-миллиметровой трубки. Образцы отжигали в печи Nabertherm P330 при 550 ° C в течение 30 минут [21], затем закаливали в воде при комнатной температуре для улучшения их формуемости. На рис. 6 показаны формы образцов на разных этапах процедуры.
На рис. 6 показаны формы образцов на разных этапах процедуры.
В процессе формования были выполнены три этапа операции, а именно этапы I, II и III, как показано на рис. 2.На этапе I правый и левый пуансоны давили на трубку с обеих сторон, используя соответствующее линейное перемещение. Цель этого этапа — избежать образования складок за счет предварительного растяжения заготовки. На этапе II вставка протягивалась через отверстие, в то время как боковые штампы давили на трубку с обеих сторон. На этапе III боковые штампы останавливаются, и вертикальное перемещение продолжается до тех пор, пока вставка не будет удалена.
Смазка.
Смазка играет важную роль в технологическом процессе, поскольку она снижает трение между поверхностями раздела инструмент-заготовка и штамп-заготовка.Масло Castrol, смешанное с мелкодисперсным порошком графитового серебра, использовалось в качестве смазки в текущих экспериментах.
План эксперимента (DOE)
DOE — это эффективный метод анализа влияния различных переменных и взаимодействий на измеримые результаты. Результатом, рассматриваемым в этом исследовании, было истончение трубок, поскольку это влияет на функциональность и безопасность трубчатых изделий. Было исследовано влияние двух параметров процесса, а именно: (1) длины трубы и (2) начального смещения бокового пуансона на утонение трубы.Эти два параметра проиллюстрированы на рис. 7. Для определения уровней параметров проводились эксперименты по отбору до отказа, как показано на рис. 8. В части a) на рис. 8 сморщивание происходит из-за меньшего бокового смещения пуансона. , в то время как в b) коробление происходит из-за необходимости большего бокового смещения пуансона. В c) разрыв произошел на неотожженной трубке.
Результатом, рассматриваемым в этом исследовании, было истончение трубок, поскольку это влияет на функциональность и безопасность трубчатых изделий. Было исследовано влияние двух параметров процесса, а именно: (1) длины трубы и (2) начального смещения бокового пуансона на утонение трубы.Эти два параметра проиллюстрированы на рис. 7. Для определения уровней параметров проводились эксперименты по отбору до отказа, как показано на рис. 8. В части a) на рис. 8 сморщивание происходит из-за меньшего бокового смещения пуансона. , в то время как в b) коробление происходит из-за необходимости большего бокового смещения пуансона. В c) разрыв произошел на неотожженной трубке.
Значения уровней экспериментальных параметров, представленные в таблице 2, были выбраны, чтобы избежать поломки трубки.В таблице 3 приведены параметры процесса для девяти экспериментов (случаи 1–9). Каждый эксперимент повторяли трижды, всего 27 запусков. Стоит отметить, что использование значений выбранных параметров ограничивается трубками из одного материала и одного размера. Разные лампы потребуют разных значений для получения звукового продукта.
Разные лампы потребуют разных значений для получения звукового продукта.
Анализ методом конечных элементов (МКЭ)
Система автоматизированного проектирования (САПР) модель
Модель CAD была построена для моделирования процесса производства Т-образных трубных обжимных фитингов с использованием программного обеспечения CATIA.Модель состоит из пяти частей: (a) штамп, (b) труба, (c) правый пуансон, (d) левый пуансон и (e) вставка, как показано на рис. 9. Все детали были смоделированы с помощью двухмерного ( 2D) элементов (толщина элемента была равна нулю). Внутренняя полость матрицы имеет Т-образную форму с горизонтальной длиной 80 мм, высотой 35 мм и диаметром 35,05 мм.
Модель FEA следовала DOE, описанному в предыдущем разделе, с тремя пробными длинами трубы: 60, 65 и 70 мм. Диаметр и толщина трубки составляли 35 мм и 1 мм.6мм соответственно. Вставка была смоделирована как геометрическое пересечение двух равных перпендикулярных цилиндров диаметром 31,8 мм (внутренний диаметр трубы). Два боковых пуансона с внутренним диаметром 28 мм и внешним диаметром 38 мм были смоделированы для имитации боковых смещений.
Два боковых пуансона с внутренним диаметром 28 мм и внешним диаметром 38 мм были смоделированы для имитации боковых смещений.
Модель конечных элементов
Модель конечных элементов была создана и решена с использованием явного препроцессора DYNAFORM и решателя LS-DYNA. Части конечно-элементной модели показаны на рис. 10. Трубка была дискретизирована до 1.Элементы оболочки толщиной 6 мм, а количество элементов и узлов составило 638 и 1356 соответственно. Матрица, вставка, левый пуансон и правый пуансон были дискретными и жесткими, при этом количество элементов и узлов в матрице составляло 538 и 511 соответственно, количество элементов и узлов во вставке составляло 592 и 542 соответственно, и количество элементов и узлов в левом и правом штампах было 32 и 56 соответственно. Чтобы устранить эффекты зависимости от сетки, результаты модели сравнивались с более мелкой сеткой, и был выбран оптимальный размер сетки на основе точности и времени вычислений.Интерфейсный контакт между трубкой, матрицей, двумя пуансонами и вставкой моделировался с использованием одностороннего алгоритма формирования поверхности к поверхности, который определен в LS-DYNA (в модели нет контакта между матрицей и пуансонами). . Коэффициент трения 0,18 был использован для моделирования поведения трения между контактной поверхностью трубы и фильеры.
. Коэффициент трения 0,18 был использован для моделирования поведения трения между контактной поверхностью трубы и фильеры.
Используется модель изотропной пластичности LS-DYNA, как указано в уравнении 1 [18]. Уравнение 1 где σ — напряжение, ε — деформация, k — коэффициент прочности, n — показатель упрочнения.Значения констант n и k представлены в таблице 1.
Измерения
Явление утончения Т-образных трубных обжимных фитингов противоречит получению прочного и надежного продукта. Для сохранения качества продукта разбавление должно быть минимальным. После формовки образцы труб вырезали с помощью абразивно-отрезного станка. На Рис. 11 показано поперечное сечение трубки после резки. Микроскоп INFINITY2 Lumenera использовался для измерения распределения толщины трубки в четырех зонах.Параметр, определяемый как относительная толщина (RT), был использован для оценки утонения и рассчитан, как показано в уравнении 2.
Уравнение 2
Где t 0 — начальная толщина трубы, а t — измеренная толщина стенки после формовки. Зоны I-IV, где проводились измерения, показаны на Рис. 11.
Зоны I-IV, где проводились измерения, показаны на Рис. 11.
Результаты и обсуждение
Результаты экспериментов
По результатам измерений относительной толщины, зоны I – III пострадали от утолщения без серьезных угроз и со значениями RT в диапазоне от 1.0 и 1.05. Утолщение показывает поток материала от боковых сторон заготовки трубы к ее центру из-за давления боковых штампов. Только зона IV верхней ветви подвержена прореживанию. Зона IV всегда находится в контакте с движущейся вставкой во время процесса формовки, и поток металла в эту зону меньше потока металла, необходимого для изготовления ответвления.
Таблица 4 показывает экспериментальные результаты для минимальной RT (соответствует максимальному разжижению) в виде среднего значения для каждого случая.Можно заметить, что минимальное RT находится в диапазоне от 0,71 до 0,74. Эти значения лучше, чем у THF, даже при использовании специальных установок [19]. На рис. 12 показано влияние параметров процесса (осевое смещение и длина трубы) на RT. Можно было наблюдать, что RT уменьшается с увеличением как SPD, так и TL. Наибольшая высота ветвей, достигнутая с использованием предложенной новой технологии, составила 12,2 мм, что сопоставимо с результатами некоторых исследований по выходу THF. Например, Alaswad et al. [22], изготовившие Т-образные трубы с высотой ответвления 11.6 мм, а Mingtao et al. [19] изготавливали Т-образные трубы с высотой ответвлений более 17 мм с использованием специальной трехступенчатой формы пуансона.
Можно было наблюдать, что RT уменьшается с увеличением как SPD, так и TL. Наибольшая высота ветвей, достигнутая с использованием предложенной новой технологии, составила 12,2 мм, что сопоставимо с результатами некоторых исследований по выходу THF. Например, Alaswad et al. [22], изготовившие Т-образные трубы с высотой ответвления 11.6 мм, а Mingtao et al. [19] изготавливали Т-образные трубы с высотой ответвлений более 17 мм с использованием специальной трехступенчатой формы пуансона.
Результаты моделирования
Распределение толщины.
В таблице 5 приведены значения RT, предсказанные при моделировании FEA. Видно, что предсказанные RT совпадают с экспериментально измеренными как по значению, так и по тренду. Минимальное значение RT, соответствующее максимальному утонению 0,71, наблюдается у длинных трубчатых заготовок и большого бокового смещения.На рис. 13 показан график изменения RT с обоими факторами. Столбчатая диаграмма, показанная на рис. 14, доказывает очень близкое соответствие между результатами эксперимента и моделирования.
На рис. 15 представлены снимки контуров изменения толщины в различных случаях, предсказанных методом FEA. Можно заметить, что увеличение толщины прогнозируется в зонах I, II и III, в то время как уменьшение прогнозируется в зоне IV, что совпадает с экспериментальными измерениями. Во всех случаях максимальное прореживание происходит на верхушке ветки.
Напряженно-деформированное состояние.
На рис. 16 показаны эффективная пластическая деформация и эффективное напряжение (в МПа) в конце процесса формования в случае 1. Наблюдается, что максимальная эффективная пластическая деформация и максимальное эффективное напряжение сосредоточены в самой высокой точке разветвления, так как ожидал. Максимальная эффективная деформация составила 0,58, а максимальное эффективное напряжение — 411 МПа. Эти значения сопоставимы с результатами, полученными Mingtao et al. [19] и Crapps et al. [20] при гидроформовке с использованием отожженной медной трубы почти такого же размера.
Хотя максимальные напряжения и деформации сопоставимы с максимальными напряжениями и деформациями THF, распределения напряжений и деформаций показывают лучшие картины при использовании предлагаемого в настоящее время метода. Учитывая эффективную деформацию, большая часть тела трубки имеет значения деформации менее 0,1. В работе Mingtao et al. [19], при использовании традиционных штампов большинство деформаций составляет от 0,12 до 0,38. Эффективное напряжение составляет от 90 до 160 МПа, в то время как у Mingtao et al. Напряжение было намного выше.
Результаты Министерства энергетики США
Полный факторный план с двумя факторами (TL и SPD), тремя уровнями каждого фактора и тремя повторностями для каждого эксперимента, всего 27 прогонов, был использован в этом исследовании.В таблице 6 приведены минимальные значения RT, измеренные для 27 прогонов. Дисперсионный анализ (ANOVA) использовался для оценки влияния обоих факторов и их взаимодействия на RT в зоне IV, как описано в разделе 7. 1. Как стандартная практика с ANOVA; термины с p-значением <α = 0,05 считаются значимыми.
1. Как стандартная практика с ANOVA; термины с p-значением <α = 0,05 считаются значимыми.
В таблице 7 представлены результаты дисперсионного анализа для измеренного RT. Значения p для обоих факторов и взаимодействия между ними меньше 0,05, что доказывает, что три члена оказывают значительное влияние на RT.Значение параметра Adj.SS термина (фактора или взаимодействия) определяется как вариация ответа, объясняемого этим термином, в то время как общее значение Adj. SS представляет собой полную вариацию ответа. Значение каждого члена по отношению к общему Adj.SS представляет вклад этого члена в общую вариацию в пределах измеренных данных. Цифры показывают, что TL является доминирующим членом с вкладом 83%, в то время как вклады SPD и взаимодействия составляют 2,8% и 9% соответственно.
Адекватность модели измеряется через значения коэффициента детерминации (R 2 , скорректированный R 2 и прогнозируемый R 2 ).В такой многофакторной модели скорректированный R 2 обеспечивает лучшее представление, чем R 2 . Значение 95% для скорректированного R 2 доказывает, что модель является адекватной, и объясняет 95% вариации данных. Значение 93% для прогнозируемого R 2 указывает на то, что модель имеет хорошую предсказуемость и не является избыточной.
Значение 95% для скорректированного R 2 доказывает, что модель является адекватной, и объясняет 95% вариации данных. Значение 93% для прогнозируемого R 2 указывает на то, что модель имеет хорошую предсказуемость и не является избыточной.
На рис. 17 показан график зависимости остатков от подгонок и порядка наблюдения. Остатки, по-видимому, не демонстрируют закономерность и распределяются случайным образом в зависимости от подобранного значения и порядка наблюдения, что доказывает обоснованность предположений о равной дисперсии и независимости, соответственно.Тест Андерсона-Дарлинга для остаточных значений привел к значению p = 0,111> 0,05, что доказывает, что невязки распределены нормально, как показано на рис. 18.
Рис. 19 иллюстрирует влияние взаимодействия TL и SPD на RT. График показывает, что высокое RT возникает при низком SPD независимо от значения TL. Когда SPD высокое, значение TL имеет значение, поскольку низкое значение 60 мм приводит к самому высокому RT.
Выводы
Инновационный метод производства Т-образных трубных фитингов был разработан и успешно испытан.Новая технология напоминает процесс гидроформовки, но при этом устраняет необходимость во внутреннем давлении. Экспериментальный и численный анализ использовались, чтобы помочь в оценке предлагаемого метода производства. Утончение произведенных деталей было измерено и сравнено с истончением, полученным в результате FEA. Выявлено совпадение экспериментальных и численных результатов.
Результаты показывают, что предлагаемая технология позволила получить детали, сопоставимые с THF по максимальному утонению, высоте ответвлений, эффективной деформации и действующему напряжению.Предложенный метод позволил улучшить распределение деформаций и напряжений по всей производимой трубе. Результат этого исследования ограничен одним и тем же материалом и размерами трубки и не может быть расширен без дополнительных экспериментов.
Благодарности
Авторы выражают свою признательность деканату научных исследований Университета Короля Сауда за финансирование этой работы через исследовательскую группу № ( RG- 1439–008 ).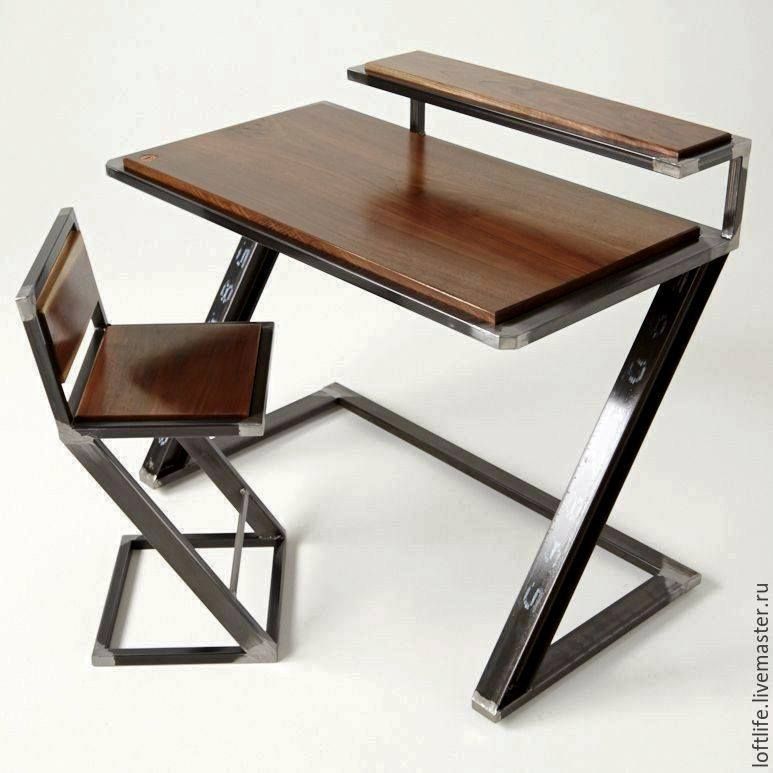
Авторы благодарят деканат научных исследований и RSSU Университета короля Сауда за их техническую поддержку.
Список литературы
- 1. Заде Х.К., Машхади ММ. Конечно-элементное моделирование и эксперимент по гидроформовке труб неравной Т-образной формы. Журнал технологий обработки материалов. 2006; 177 (1–3): 684–7.
- 2. Гуо X, Лю З., Ван Х, Ван Л, Ма Ф, Сан Х и др. Моделирование гидроформинга и эксперимент с плакированными Т-образными формами. Международный журнал передовых производственных технологий. 2016; 83 (1–4): 381–7.
- 3. Ли М.Г., Корколис Ю.П., Ким Дж. Х.Последние разработки в технологии гидроформинга. Труды Института инженеров-механиков, Часть B: Журнал машиностроительного производства. 2015; 229 (4), 572–596.
- 4. Толацци М. Применение гидроформинга в автомобилестроении: обзор. Международный журнал материаловедения. 2010; 3 (1): 307–10.
- 5.
Alaswad A, Benyounis K, Olabi A. Использование метода конечных элементов и поверхности отклика для исследования геометрических факторов при гидроформовке двухслойных труб T-типа.Достижения в инженерном программном обеспечении. 2011; 42 (11): 917–26.
- 6. Thanakijkasem P, Uthaisangsuk V, Pattarangkun A, Mahabunphachai S. Влияние светлого отжига на формуемость нержавеющей стали 304 при гидроформовке труб. Международный журнал передовых производственных технологий. 2014; 73 (9–12): 1341–9.
- 7. Ашрафи А., Халили К. Исследование гидравлического испытания на выпуклость в Т-образной гидроформовочной головке. Технологии процедур. 2015; 19: 70–6.
- 8. Ахметоглу М., Алтан Т.Гидроформование труб: современное состояние и тенденции будущего. Журнал технологий обработки материалов. 2000; 98 (1): 25–33.
- 9.
Ахметоглу М., Саттер К., Ли Х, Алтан Т. Гидроформование труб: текущие исследования, приложения и необходимость обучения. Журнал технологии обработки материалов. 2000; 98 (2): 224–31.
- 10. Джиратеаранат С., Хартл С., Алтан Т. Гидроформование Y-образных форм — проектирование продуктов и процессов с использованием моделирования и экспериментов методом FEA. Журнал технологий обработки материалов.2004; 146 (1): 124–9.
- 11. Брухани С.А., Халили К., Шахри С.Е., Канг Б. Оптимизация траектории нагружения гидроформованной детали с использованием метода многоуровневой поверхности отклика. Int J Adv Manuf Technol. 2014; 70 (5–8): 1523–31.
- 12. Хуанг Т., Сонг Х, Лю М. (2017) Многоцелевая оптимизация траекторий нагружения для гидроформовки Т-образных труб с использованием адаптивной опорной векторной регрессии. Int J Adv Manuf Technol. 2017; 88 (9–12): 3447–3458.
- 13. Hwang YM, Wang KH, Kang NS.Адаптивное моделирование гидроформовки Т-образных труб с различным выходным диаметром. Proc IMechE Часть B: J Eng Manuf. 2015; 229 (4): 597–608.
- 14.
Кадходян М, Могхадам АЕ. Оптимизация путей нагружения при Х- и Y-образной гидроформинге. Форма Int J Mater. 2013; 6 (1): 75–91.
- 15. Brooghani SYA, Khalili K, Shahri SEE, Канг Б.С. Оптимизация пути нагружения гидроформованной детали с использованием метода многоуровневой поверхности отклика. Int J Adv Manuf Technol. 2014; 70 (5–8): 1523–1531.
- 16. Xunzhong G, Hongbing L, Shengqiang C, Zhongli L, Jie T. Исследование максимального утонения и высоты выступа Т-образного ответвления гидроформованной нержавеющей стали 316L / плакированного алюминием. Int J Adv Manuf Technol. 2014; 73 (5–8): 727–733.
- 17. Ахмади Х., Зохур М. Исследование эффективных параметров процесса гидроформовки труб с использованием экспериментальных методов и методов конечных элементов для изготовления изделий для тройников. Int J Adv Manuf Technol. 2016; 1–13
- 18.Ченг Д., Тэн Б., Го Б., Юань С. Распределение толщины гидроформованной трубы Y-образной формы. Материаловедение и инженерия: A. 2009; 499 (1–2): 36–9.
- 19. Mingtao C, Xiaoting X, Jianghuai T., Heng G, Jianping W. Повышение формуемости при гидроформовке Т-образных труб с помощью трехступенчатого штампа. Международный журнал передовых производственных технологий. 2018; 95 (5–8): 2931–41.
- 20. Крэппс Дж., Марин Э. Б., Хорстемейер М. Ф., Яссар Р., Ван П. Т..Моделирование пластичности и повреждений внутреннего состояния в процессе гидроформовки медных тройниковых труб. Журнал технологий обработки материалов. 2010; 210 (13): 1726–1737.
- 21. Иванов С., Маркович Д., Ступаревич Л., Гуськович Д. Влияние степени холодной обработки и температуры отжига на микроструктуру и свойства холоднотянутых медных проводов и труб. Вестник материаловедения. 1996; 19 (1), 131–138.
- 22.
Аласвад А., Бенюнис К.Ю., Olabi AG.Конечноэлементное сравнение процессов гидроформовки однослойных и двухслойных труб. Практика и теория имитационного моделирования. 2011; 19 (7): 1584–1593.
 Использование метода конечных элементов и поверхности отклика для исследования геометрических факторов при гидроформовке двухслойных труб T-типа.Достижения в инженерном программном обеспечении. 2011; 42 (11): 917–26.
Использование метода конечных элементов и поверхности отклика для исследования геометрических факторов при гидроформовке двухслойных труб T-типа.Достижения в инженерном программном обеспечении. 2011; 42 (11): 917–26. 2000; 98 (2): 224–31.
2000; 98 (2): 224–31. Оптимизация путей нагружения при Х- и Y-образной гидроформинге. Форма Int J Mater. 2013; 6 (1): 75–91.
Оптимизация путей нагружения при Х- и Y-образной гидроформинге. Форма Int J Mater. 2013; 6 (1): 75–91. 2009; 499 (1–2): 36–9.
2009; 499 (1–2): 36–9.
Столы-трансформеры: дизайнер роскошной мебели выбирает Timeless
Дизайнер интерьеров из США Джиджи Эльберс ( Synergigi ) обратилась к Timeless Tube, когда ей понадобились элегантные, но прочные ножки для заказного журнального столика.
Дизайнер из Монтаны искала овальные трубки для изготовления журнального столика на заказ, который ей было поручено создать для своего клиента.Не найдя в Северной Америке того, что ей нужно, Интернет привел ее к Timeless Tube.
Сочетание органического и геометрического элементов
В стиле, который Эльберс описывает как « органическое и геометрическое сочетание» , комиссия состояла из двух потрясающих асимметричных столешниц — одна из черного ореха, а другая из белого дуба — установленных на кусках овальных трубок, соединенных в «непрерывную» U-образную форму. форма. По просьбе своей клиентки Эльберс нужно было убедиться, что изысканный ковер ее клиента не заслоняет коренастые ножки стола; элегантные, ненавязчивые трубки делали его максимально «видимым » .
Джиджи, прошедшая обучение в Сент-Лукасе, престижном университете искусств и дизайна в Брюсселе, очень тесно сотрудничает как со своими клиентами, так и со своими производителями: «Я сказала своему мастеру по металлу Даниэлю, что я хочу, а затем спросила его:« Это ли возможно? ‘ ».
Правильное соотношение
Джиджи заказала образцы у Timeless, чтобы убедиться, что у нее трубка подходящего размера: « Когда я спроектировал мебель, размер трубки, который я изначально выбрал, хорошо смотрелся на экране компьютера… но не всегда в масштабе 1: 1.Когда мы получили образец из Великобритании, он выглядел не совсем правильно, поэтому мы уменьшили его на один размер. В дизайне очень важно соотношение вещей ».
В конце концов она заказала у Timeless 5,8 метра овальных труб из нержавеющей стали из нержавеющей стали и 8 «столярных изделий» для использования в качестве ножек стола.
Изготовитель архитектурной стали Даниэль Ботелер использовал соединители для соединения труб по углам, что, по его словам, было «на проще, чем на пиле под углом 45 градусов» , и это позволило получить лучшую отделку. Сварка была более гладкой, так как это был прямой шов, а не угловой. Обладая 20-летним опытом производства металла, Дэниел говорит, что он с радостью снова будет работать с профилированной металлической трубкой: « Приятно иметь другие варианты, кроме той же старой типовой круглой трубы» .
Сварка была более гладкой, так как это был прямой шов, а не угловой. Обладая 20-летним опытом производства металла, Дэниел говорит, что он с радостью снова будет работать с профилированной металлической трубкой: « Приятно иметь другие варианты, кроме той же старой типовой круглой трубы» .
Достижение идеальной отделки
Трубчатые ножки стола прошли пескоструйную обработку для придания им необработанного фактурного вида. Эльберс нанесла краску и пчелиный воск, чтобы создать «бомбоустойчивое» покрытие металлического цвета, которое она сама смешала.Когда ее спросили, почему она так долго искала трубки правильной формы, Эльберс объяснила: « Все дело в тонкостях . Большинство людей заметят, что им это нравится, но не знают почему. Если только они не очень наглядные. Это что-то новенькое для глаз … подсознание, вероятно, знает, что это новый . Они знают, что это не похоже на стол для пикника в парке! »
Том Макмиллан, управляющий директор Timeless Tube, был доволен результатами. « Это так захватывающе, когда мы видим, как работают наши трубки… эти журнальные столики потрясающие.Мы знаем, что наши трубки прекрасно спроектированы и так хорошо подходят для дизайна. Но когда дизайнер так элегантно вписывает трубки в свое творческое видение, это всегда особенное. Нам нравится участвовать в таких проектах, как этот ».
« Это так захватывающе, когда мы видим, как работают наши трубки… эти журнальные столики потрясающие.Мы знаем, что наши трубки прекрасно спроектированы и так хорошо подходят для дизайна. Но когда дизайнер так элегантно вписывает трубки в свое творческое видение, это всегда особенное. Нам нравится участвовать в таких проектах, как этот ».
S-образная ваза для пробирок с золотым покрытием
S-образная ваза для пробирок с золотым покрытием | Кулинарные концепцииПохоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
1 100 1 1
Код товара:TTCTP-S-GLD
Щелкните для получения дополнительной информации о продукте
Современные и уникальные, с цепочкой соединенных между собой золотых пробирок, наши вазы для пробирок представляют собой очень декоративный объект с цветами или без них. Добавьте женственности … Читать дальше
Добавьте женственности … Читать дальше
Современные и уникальные, с цепочкой соединенных между собой золотых пробирок, наши вазы для пробирок представляют собой очень декоративный объект с цветами или без них. Добавьте женственности этому украшению, вдохновленному научными исследованиями, с помощью набора отдельных цветков.
Также доступны другие формы.
Показать меньшеh24.5 x Ш50 x Г20 см | Диаметр трубки 2,5 см
Коллекция:
Сбор пробирок
Материал:
Никелевая пластина и стекло
Вдохновение:
Декоративные акценты
Бесплатная стандартная доставка в течение 2-5 дней для всех заказов на сумму более 75 фунтов стерлингов на материковую часть Великобритании, только по адресам
£ 5. 95 для стандартной доставки от 2 до 5 дней для заказов до 75 фунтов стерлингов
95 для стандартной доставки от 2 до 5 дней для заказов до 75 фунтов стерлингов
Экспресс-доставка на следующий день от 9,95 £
Дополнительные возможности см. В нашем руководстве по доставке.
— Возник вопрос, как ухаживать за покупкой?
— Узнайте больше о том, как поддерживать свои продукты Culinary Concepts в идеальном состоянии, прочитав наше Руководство по уходу за вашими предметами.
Наведите указатель мыши на изображение или щелкните для увеличения
Поделиться этим продуктом
Напишите свой собственный отзыв
Только зарегистрированные пользователи могут оставлять отзывы.Пожалуйста, войдите или зарегистрируйтесьтаблиц внутренней трубки: обновления коронавируса: NPR
Fish Tales Bar & Grill, ресторан в Оушен-Сити, штат Мэриленд, пробует «столы-бамперы». Разработанные компанией по организации мероприятий, они позволяют посетителям практиковать социальное дистанцирование. Кэти Кирби / Revolution Event Design & Production / AP скрыть подпись
Разработанные компанией по организации мероприятий, они позволяют посетителям практиковать социальное дистанцирование. Кэти Кирби / Revolution Event Design & Production / AP скрыть подпись
Fish Tales Bar & Grill, ресторан в Оушен-Сити, штат Мэриленд.Пробует «бампер столы». Разработанные компанией по организации мероприятий, они позволяют посетителям практиковать социальное дистанцирование.
Кэти Кирби / Revolution Event Design & Production / AP Бар в Мэриленде изучает способы держать своих постоянных клиентов на расстоянии. Ее решение: «бамперные столы».
Ее решение: «бамперные столы».
В ожидании повторного открытия, Fish Tales Bar & Grill в Оушен-Сити заказал столы для одного, который укрывает посетителей в огромных внутренних камерах.Посетители, сидящие за столами на колесиках, могут перемещаться и врезаться друг в друга на расстоянии 6 футов друг от друга в соответствии с принципами социального дистанцирования.
«Это как большая ходунка», — сказал совладелец Fish Tales Шон Харман в интервью NPR Morning Edition . «Есть большая камера трактора, которая окружает столешницу в форме пончика. Вы стоите, по сути, в середине отверстия для пончика».
Идея пришла от двоюродной сестры его жены Эрин Чермак, владеющей компанией Revolution Events в Балтиморе.
Когда началась пандемия, планирование мероприятий прекратилось, поэтому Чермаку пришлось проявить творческий подход.
«Идея заключалась в том, чтобы просто вернуться к событиям», — сказала она. «Так что мы как бы вытащили 6 [футов] земли, чтобы визуализировать это, а затем начали работать оттуда».
Ее компания создает такие изобретения, как столы, а также лицевые щитки и перегородки из оргстекла.
Харман сказал, что не уверен, как Fish Tales будет использовать бамперные столы. Мэриленд по-прежнему ограничивает рестораны заказами на вынос и доставку, без планов по открытию (независимо от того, будут ли посетители закрываться в камерах или иным образом), по крайней мере, до конца мая.
«Мы в первую очередь рассматриваем их как своего рода новинку», — сказал он. «Это своего рода нестандартное мышление, которое вам нужно делать, чтобы выжить сейчас».
Но Харман сказал, что может подождать, пока не станет считать безопасным знакомство покупателей с новинкой.
«Мы не хотим идти слишком быстро и двигаться назад», — сказал он. «Как ни крути, это глупо и дороже, чем не торопиться и делать это один раз».
По крайней мере, сейчас его сотрудники с удовольствием тестируют столы.
Барв Мэриленде для использования надувных столиков с внутренней трубкой до социальной дистанции
- Ресторан Мэриленда применяет творческий подход к обеспечению социальной дистанции с клиентами.
- Огромные надувные камеры на колесах будут предоставлены клиентам, ожидающим у бара, когда он снова откроется, чтобы убедиться, что они находятся на расстоянии 6 футов друг от друга.
- Бамперные столики в машине дают посетителям веселый и безопасный способ есть, пить и безопасно наслаждаться обществом друг друга.
- Рестораны пытаются найти интересные способы обезопасить клиентов, поскольку штаты вновь открывают множество предприятий.
- Посетите домашнюю страницу Business Insider, чтобы узнать больше.
Ресторан в Мэриленде нашел простое решение, позволяющее клиентам сохранять дистанцирование от общества, — гигантские надувные камеры.
Шон и Донна Харман владеют гриль-баром Fish Tales в Оушен-Сити, штат Мэриленд, в течение 37 лет и недавно купили 10 новых столиков с внутренней трубкой, чтобы клиенты находились на расстоянии 6 футов друг от друга, сообщает The Baltimore Sun. Надувные камеры — это переносные столики, которые передвигаются на колесах и делают хорошие бамперные машины. Мы впервые узнали об идее романа из репортажа Fox News.
Мэриленд вновь открыла несколько предприятий в штате, включая парикмахерские, розничные магазины и производителей. По сообщению CNN, рестораны по-прежнему закрыты, за исключением проезда и еды на вынос.Но когда рестораны снова откроются, инновационная технология социального дистанцирования Fish Tale будет готова к работе.
Джон Миддлбрук Двоюродная сестра Донны Харман, Эрин Чермак, владеет компанией Revolution Event Design & Production из Балтимора, которая построила столы, согласно отчету Sun.
Столы имеют высоту 38 дюймов и могут обслуживать людей ростом от 4 футов 10 дюймов и до 6 футов 2 дюйма. Каждый стол стоит 400 долларов и еще 100 долларов на настройку.
«Наше ядро - творчество, наше ядро - сумасшедшее, веселье и реинжиниринг обычных вещей», — сказал Чермак Sun. «Мы стараемся сделать наши мероприятия яркими и интерактивными, и мы стараемся придумывать странные вещи, чтобы люди могли их делать.Это скорее продолжение того, чем является компания ».
Fish Tales открыла варианты еды на вынос в пятницу и планирует использовать столы с внутренней камерой для клиентов, ожидающих своего места, а также для тех, кто обычно сидит в баре, когда ресторан открыт для ужина, сообщает CNN.
Сотрудники и друзья Fish Tales протестировали столы в субботу, когда клиенты ждали, чтобы забрать еду, и просили их тоже попробовать, сообщает Sun’s.
«Я имею в виду, это новинка, это круто», — сказал Шон Хармон CNN.