Методы соединения профильных труб: сварка, краб-система, фитинги
Для качественного соединения профильных труб чаще всего используют сварку. Сварочные соединения применяют в соответствии с материалом труб, наличием оборудования для варки и условий для проведения работ. При применении сварки конечный результат получается более надежным, соединение отличается добротностью и прослужит более длительный срок, чем при других методах стыковки. Но в некоторых случаях необходимо провести соединение профтруб без сварки для возможной последующей разборки сооружения с сохранением изначального состояния металлоизделий. Для этого используют соединительные элементы или «краб-системы».
Сварка
Стоит помнить, что профильные изделия создаются по такой же производственной технологии и из того же сырья, что и обыкновенные трубы с круглым сечением. Есть несколько способов изготовления труб: холодный и горячий прокат. Они предполагают прокатку трубы роликами, которые преобразуют изделие в конструкции с прямоугольным либо квадратным сечением.
В одном варианте труба прокатывается без нагрева. Другой метод предполагает прокатку с нагревом. Важно помнить, что у всех профтруб есть разная толщина стенок и от этого зависит режим сварки. Существует несколько технологий для стыковки труб:
- Варка с использованием газа (для такой сварки используют смесь кислорода и других горючих веществ, в некоторых используют аргон).
- Дуговая сварка с не плавящимся электродом (проводится в среде защитной атмосферы инертного газа).
- Дуговая сварка с плавящимся электродом (с использованием газов для защиты места сварки).
Краб-система
Такую методику применяют для возведения малогабаритных и ненагруженных конструкций. Для создания хомутов для скрепления профтруб применяют лист холоднокатаной стали толщиной 1,5 мм, с нанесенным защитным слоем или краской на основе порошка. Хомут изготавливается из двух половин металлического листа, благодаря чему они смогут плотно и надежно обхватить место крепления профильных изделий при помощи метизов.
Пример соединения 4-х труб
Данный способ скрепления профильных труб дает возможность быстро собрать готовую конструкцию и в случае потребности за пару минут разобрать малонагруженные конструкции. Есть несколько положительных характеристик использования такого метода соединения:
- Прочность, которая немного уступает показателю при сварочном соединении.
- Отсутствие квалификации.
- Невысокая стоимость и оперативная сборка.
- Не требует применения дорогих инструментов и специального оборудования.
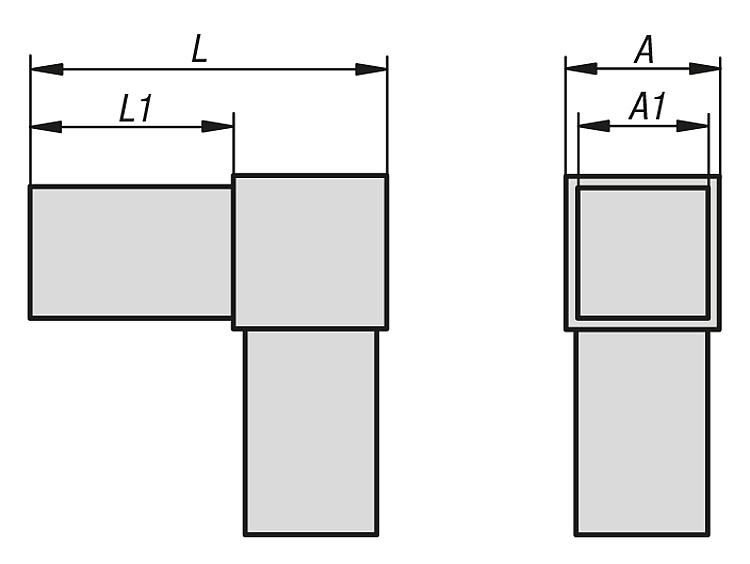
Фитинговые соединения
Такой крепеж требуется если труба будет иметь загибы или разветвления. Для этого на торце профтрубы выполняется спецкрепеж, который и называется фитинговым. Фитинг существует трех типов:
- Имеет форму тройников и переходник в виде креста.
- В виде уголков.
- Имеющий вид муфты.
Уголки делаются для того, чтобы изменить направление трубы. Фиксация крестовин и тройников выполняется на ответвлениях профтруб и они могут соединить даже несоответствующие по размеру металлоизделия. Муфты закрепляются на местах стыка.
Муфты закрепляются на местах стыка.
Применение каждого из типов соединений зависит от вида изделия и его предназначения, используемых материалов и имеющихся инструментов.
Для качественного соединения профильных труб чаще всего используют сварку. Сварочные соединения применяют в соответствии с материалом труб, наличием оборудования для варки и условий для проведения работ. При применении сварки конечный результат получается более надежным, соединение отличается добротностью и прослужит более длительный срок, чем при других методах стыковки. Но в некоторых случаях необходимо провести соединение профтруб без сварки для возможной последующей разборки сооружения с сохранением изначального состояния металлоизделий. Для этого используют соединительные элементы или «краб-системы».
Труба профильная квадратная 100×100х4 мм
Труба профильная квадратная 100×100х4 мм — один из самых востребованных видов металлопроката. Она используется везде, где только можно придумать: и в частном строительстве, и коммерческом, и промышленном. Также профильная труба применяется в промышленности: в автомобильной, судостроении, изготовлении деталей и механизмов, мебели, металлоконструкций. Если присмотреться вокруг, можно отметить, что из нее сделаны различные ограждающие и несущие конструкции: навесы, козырьки, тенты, решетки, стеллажи, металлические оградки
Также профильная труба применяется в промышленности: в автомобильной, судостроении, изготовлении деталей и механизмов, мебели, металлоконструкций. Если присмотреться вокруг, можно отметить, что из нее сделаны различные ограждающие и несущие конструкции: навесы, козырьки, тенты, решетки, стеллажи, металлические оградки
- Экономия металла по сравнению с использованием полнотелых конструкционных элементов
- высокая стойкость к статическим нагрузкам и сопротивление на изгиб, за счет того что грани таких труб являются одновременно ребрами жесткости
- стойкость к изменениям температуры и как следствие, к температурным деформациям
- квадратная или прямоугольная форма позволяет легко складировать, транспортировать, выполнять погрузочные работы
- за счет формы облегчается стыковка, сварка и другие процессы обработки изделий из профильной трубы
«Профильная труба» называют изделия замкнутого профиля, отличного по сечению от круглого. Она может быть квадратной, прямоугольной, иногда даже овальной и плоскоовальной. По способу изготовления она бывает электросварной. Гораздо реже- бесшовной цельнотянутой, потому что данный способ гораздо более дорогостоящий. Шов ослабляет такую конструкцию трубы только на 5-10%. Поэтому в продаже бывают в основном шовные электросварные профильные трубы. Способ производства таких труб не предполагает критичной термообработки, меняющей структуру металла, что позволяет сохранить первичную пластичность материала.
Она может быть квадратной, прямоугольной, иногда даже овальной и плоскоовальной. По способу изготовления она бывает электросварной. Гораздо реже- бесшовной цельнотянутой, потому что данный способ гораздо более дорогостоящий. Шов ослабляет такую конструкцию трубы только на 5-10%. Поэтому в продаже бывают в основном шовные электросварные профильные трубы. Способ производства таких труб не предполагает критичной термообработки, меняющей структуру металла, что позволяет сохранить первичную пластичность материала.
Технологические этапы производства
электросварных профильных трубСначала рулон плоского стального проката режется на заготовки вдоль всей длины — так называемый «штрипс» на Аппарате Продольной Резки (АПР) и сворачивается в ленту. Заготовки такого штрипса имеют определенную ширину, которые проходят через формовочные валки на прокатном стане, и из них формируется круглая заготовка. Потом с помощью высокочастотной сварки производится сваривание стыковочного шва.
Труба профильная квадратная 100×100х4 мм проходит на заводе довольно строгий контроль, как визуальную, так и дефектоскопию вихревыми токами, что практически исключает попадание потребителю бракованных и некондиционных изделий.
ООО «Ферро Минералз Украина» осуществляет поставки профильных труб прямо с завода изготовителя, минуя посредников. Поэтому цена трубы профильной квадратной 100×100х4 мм с нашего склада будет выгодной для любого покупателя.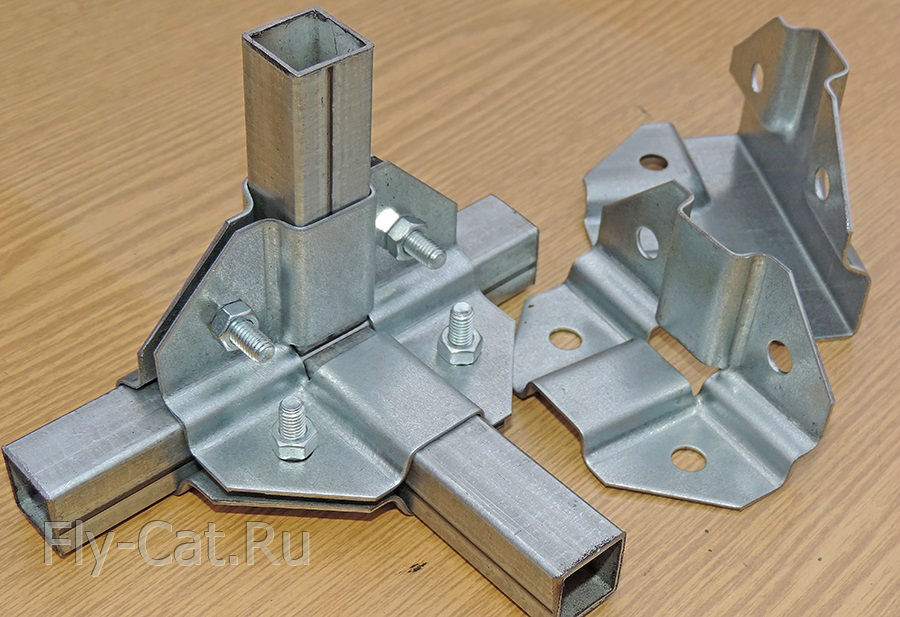
Сварка трубошпунта в Москве, стыковка труб сваркой
работаем с любыми типами шпунтов
Предлагаем сварку трубошпунта (или шпунта Ларсена) для монтажа шпунтовых ограждений и подпорных стен. Работаем по всей России.
Когда применяется стыковка труб сваркой
Теоретически длина металлопроката не ограничена ничем. Производители будут выпускать шпунты такой длины, какая окажется востребованной. Но по факту, чем длиннее трубошпунт (и тяжелее соответственно), тем сложнее его транспортировать.
Аналогичная ситуация с профильным шпунтом Ларсена: некоторые производители выпускают его длиной до 32 метров, но при транспортировке возникают сложности.
Проще покупать шпунтовые сваи умеренной длины и наращивать их на месте.
При устройстве ограждений сварка применяется:
- для стыковки шпунтов по длине;
- для сваривания соседних свай по замкам;
- для монтажа элементов крепления.
Сваривание соседних шпунтов по замкам увеличивает прочность и герметичность стенки. Это не единственный способ монтажа: когда речь идет о временном ограждении, которое впоследствии предстоит демонтировать, мы промазываем швы герметиком. Этого достаточно для защиты от грунтовых вод.
С помощью сварки получается неразъемная конструкция, демонтировать которую без повреждения замков проблематично. То есть, теряется одно из главных преимуществ металлошпунта – оборачиваемость. Сваривание по замкам оптимально для создания постоянных ограждений, которые демонтажу не подлежат – подпорных стен для укрепления оползнеопасных склонов, берегов и т.д. Долговечность сварного шва гораздо выше, чем у обычного соединения с герметиком.
В большинстве случаев готовая стенка нуждается в дополнительном укреплении. Необходимость крепления определяется расчетом, зависит от свойств грунта (соответственно, от интенсивности нагрузок на шпунты) и от высоты стены. Фактически на любую стенку свыше трех метров устанавливается минимум один распределительный пояс. При ограждении котлована или траншеи частый способ укрепления – распорная система.
Необходимость крепления определяется расчетом, зависит от свойств грунта (соответственно, от интенсивности нагрузок на шпунты) и от высоты стены. Фактически на любую стенку свыше трех метров устанавливается минимум один распределительный пояс. При ограждении котлована или траншеи частый способ укрепления – распорная система.
Все эти элементы приваривать целесообразнее, чем фиксировать механически: нет необходимости сверлить в шпунтах дополнительные крепежные отверстия и нарушать тем самым герметичность стены.
Вы можете заказать работы по шпунтовому ограждению в нашей компании
Цена устройства шпунтового ограждения котлована, переброски сваебойной и бурильной техники – самая низкая в регионе.
Стыковка металлической трубы/профильного шпунта сварным методом: СНиП и ГОСТ
Стыковка трубы сваркой, сварка металлопрофильных шунтов и анкерных тяг регламентируются следующими нормативами:
- II-23-81 СНиП – сварочные материалы;
- 5264-80 и 14771-76 ГОСТ – сварные соединения;
- 2246-70 и 26271-84 ГОСТ – марка присадочной проволоки.


Сварные стыки соседних шпунтов располагаются минимум в двух метрах друг от друга. Напряжения на участках должны оставаться в пределах 50 % расчетных.
Рекомендованные ГОСТ марки сварной проволоки:
- для сварки автоматом или полуавтоматом под слоем флюса – Св-08, 08А, 08ГА, 10ГА, 10НМА, 10Г2, 08ХН2ГМЮ, 08Х1ДЮ;
- в углекислом газе или СО2 + аргон – Св-08Г2С, 10ХГ2СМА, 08ХГ2СДЮ;
- порошковая проволока – ПП-АН8, АН3.
Нормативное сопротивление шва в зависимости от марки проволоки и способа сварки варьируется от 410 до 590 мегапаскалей (от 4200 до 6000 кгс на см2).
Карта сварки на шпунт
Сварочные швы выполняются в соответствии с проектом ограждения. Главное условие – обеспечение равной прочности стыка и основного сечения. Когда это условие нарушено, шов становится уязвимым местом, которое может не выдержать проектных нагрузок. Чтобы обеспечить надлежащее качество шва и контроль процесса, мы составляем сварочную карту. Она включает в себя следующие сведения:
Она включает в себя следующие сведения:
- данные о металле;
- сведения о величине зазора, величине притупления, угле наклона разделки;
- число и расположение прихваток;
- сведения о предварительной зачистке кромок;
- размер шва;
- другие сведения о подготовке соединения под сварочные работы;
- сведения о фиксации и возможном подогреве изделия;
- последовательность осуществления проходов в шве;
- тип и марка оборудования;
- данные о сварочных материалах;
- режим сварки: сварочный ток, скорость, полярность, напряжение дуги, расход инертного газа, скорость подачи присадки и т.д.;
- данные о форме сварного шва;
- предписания о способах и регулярности контроля соединений.
Карта разрабатывается с учетом характеристик свариваемого металла, будущих условий эксплуатации сварной конструкции и действующих строительных нормативов (см.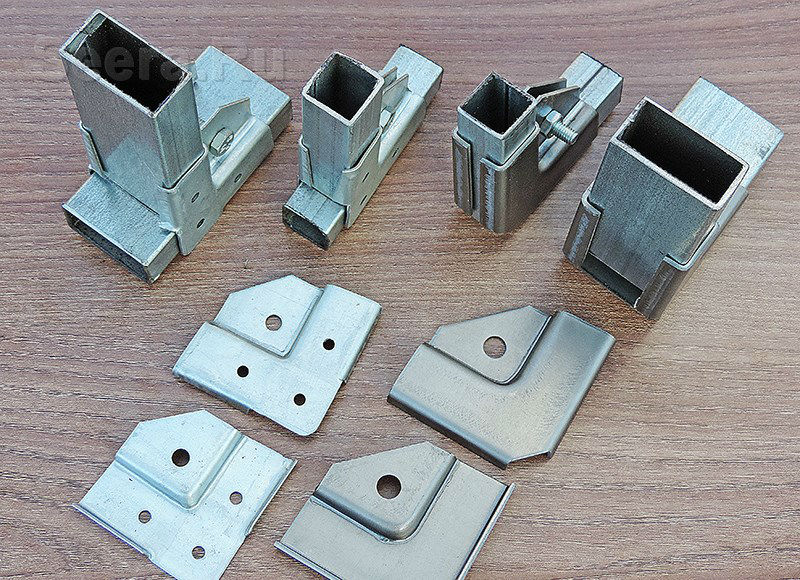 выше). После составления документу присваивается серийный номер, окончательный вариант визирует разработчик.
выше). После составления документу присваивается серийный номер, окончательный вариант визирует разработчик.
Особенности шпунта из металла для сварки
В строительстве применяется два вида стальных шпунтовых свай, трубчатые и профильные (шпунты Ларсена и их аналоги). Основные функции, целевое назначение и принципы возведения конструкций одинаковы для обеих разновидностей. Различаются они спецификой применения: трубошпунты используются на особо сложных объектах, где устойчивости и прочностных свойств шпунта Ларсена может оказаться недостаточно.
Трубошпунт – это отрезок полой толстостенной трубы диаметром от 53 до 150 сантиметров. Длина заводского изделия варьируется от 6 до 24 метров. Толщина стенки от 9 до 16 мм.
У шпунтов Ларсена несколько видов профиля:
- корытообразный;
- Z-, S- и L-образный;
- плоский.
Модели отличаются по размерам, толщине стенки, высоте профиля, ширине полок, а также по прочностным характеристикам и величине сопротивления опрокидыванию.
Оба вида шпунтов изготавливаются из прочных коррозиестойких сталей и оснащаются по бокам пазогребневыми замками для соединения в стенку.
В нашем распоряжении большой ассортимент металлошпунтов. У нас вы сможете подобрать материал, подходящий для вашего объекта по техническим параметрам, а наш персонал предоставит вам бесплатную консультацию по выбору.
Мы знаем всё о шпунтовом ограждении
Опыт работы — 10 лет. Более 270 законченных проектов. Ни одного отрицательного отзыва.
Наши услуги по стыковке труб сваркой от «Арктик Гидро Строй»
Наша компания выполняет полный цикл работ, предваряющих основное строительство:
- первичные инженерно-геологические и гидрогеологические исследования на объекте;
- демонтаж фундаментов снесенных конструкций;
- организация работ на участке – прокладка коммуникаций, устройство бытового комплекса, временных дорог и т.д.;
- мероприятия по водопонижению;
- проектирование шпунтовых ограждений и подпорных стенок;
- бурение лидерных скважин;
- монтаж любых конструкций из металлошпунта: ограждения котлованов, укрепление склонов, насыпей и берегов, устройство плотин, дамб и других гидротехнических объектов, а также коллекторов, подземных сооружений;
- укрепление шпунтовых стенок;
- демонтаж по окончании строительства, вывоз оборачиваемого материала.

У нас также можно арендовать технику для погружения шпунтовых свай и экскаваторы. Если вы приобретаете шпунты для временного укрепления котлована или траншеи, по окончании работ мы готовы выкупить их у вас за 4/5 исходной цены. Есть и другие способы сэкономить на материале: приобрести у нас шпунтовые сваи б/у или не покупать, а взять в аренду.
Наши преимущества:
- низкие цены всех услуг;
- маневренная импортная техника;
- большой выбор металлошпунтов;
- квалифицированные сотрудники;
- высокое качество;
- сертификаты на все виды работ;
- быстрые сроки;
- мобильность: наш регион – Москва, но мы готовы оперативно выехать в любой другой.
Рассчитайте массу шпунта для своего проекта
1
Выберите шпунт
Название
Масса,
кг/м2
Ширина,
мм
Результаты
| Шпунт | — |
| Масса, кг/м2 | — |
| Ширина, мм | — |
| Длина, м | — |
| Периметр, м | — |
Масса шпунта, т
—
На странице прайса можно узнать стоимость шпунта.
Оставьте заявку на консультацию технического специалиста
Узнайте сколько вы сможете сэкономить с намиТруба профильная пластиковая
Профильная пластиковая труба используется в безнапорных системах водоотведения: дренажной, ливневой, бытовой канализации. Гофротруба со структурированной стенкой создается экструзивным методом, стенки сплавляются при изготовлении, образуя монолит. За счет того, что наружный гофр волнистый, внутренняя часть гладкая, конструкция изделия облегчается. Сырьем для этих изделий служат комбинации полипропилена, полиэтилена. Существуют гофроизделия ПВХ, изготавливаемые по другой технологии.
В эту категорию часто относят спиральновитые трубы ПНД за внешнее сходство с предыдущим аналогом. Здесь используется технология навивания полиэтилена со сваркой витков. Спиральновитые трубы выдерживают высокое давление, поэтому, применяются не только в канализационных магистралях, но и в водопроводных.
Профильная пластиковая труба ПНД
Существует четыре модификации профильной пластиковой трубы:
- SN 16 – максимальная глубина залегания, использование под дорогами
- SN8 – средние характеристики, возможна укладка под пешеходными путями
- SN6 – средняя глубина залегания без экстремальных нагрузок
- SN4 – минимальное заглубление, щадящий режим
В маркировке указана кольцевая жесткость в кН/м2, шероховатость всех изделий не превышает 0,1 мм. В магистраль трубы соединяются муфтами с укладкой в кольцо гофра уплотнительного кольца. Полиэтиленовые трубы предназначены для температурного режима 40˚С, полипропиленовые для 70˚С. кратковременно изделия выдерживают температуры, превышающие указанные в 1,5 раза. Во внутренних сетях эти модификации не используются.
В магистраль трубы соединяются муфтами с укладкой в кольцо гофра уплотнительного кольца. Полиэтиленовые трубы предназначены для температурного режима 40˚С, полипропиленовые для 70˚С. кратковременно изделия выдерживают температуры, превышающие указанные в 1,5 раза. Во внутренних сетях эти модификации не используются.
Профильная спиральновитая пластиковая труба
Спиральновитая труба бывает двух типов SN6, SN4, ее кольцевая жесткость недостаточна для большого заглубления, установки в проходных местах, под проезжей частью. Профильная пластиковая труба сварена из прямоугольных полос полиэтилена, выдерживает давление от заглубления в глину на 5 м, в песок, супесь 8 м, суглинок 6 м. Стандартные куски имеют длину 12 – 3 м, на заказ выпускаются изделия любой длины, технология позволяет выпускать эту продукцию километрами.
Спиральновитые трубы – лучшая альтернатива бетонным коммуникациям, вес каждого метра изделия в 14 раз меньше железобетона.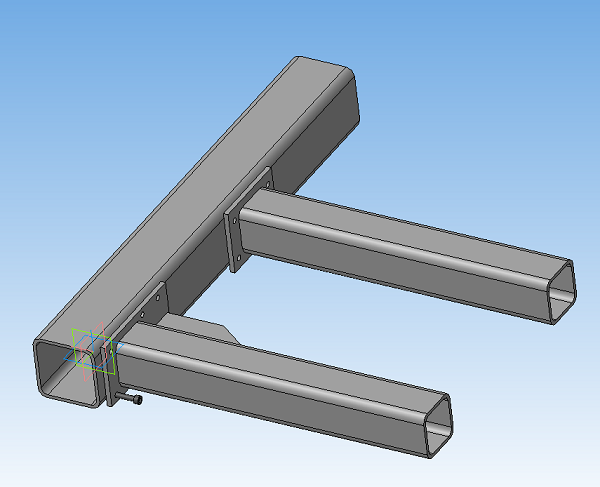 Причем, горячие трубопроводы экономят 1/5 тепловой энергии носителя за счет воздуха в оболочке. Три крупнейших производителя Корсис, Политэк, Pragma используют круглый профиль при навивке, компании Вехолайт, Спиролайт применяют прямоугольный корд. Основными способами соединения являются:
Причем, горячие трубопроводы экономят 1/5 тепловой энергии носителя за счет воздуха в оболочке. Три крупнейших производителя Корсис, Политэк, Pragma используют круглый профиль при навивке, компании Вехолайт, Спиролайт применяют прямоугольный корд. Основными способами соединения являются:
- резьбовой – изделия вкручиваются друг в друга без дополнительной герметизации, способ позволяет восстанавливать прогнувшиеся от давления грунта трубопроводы 2-х метрового диаметра
- фланцевый – чаще применяется для подводных трубопроводов, высоких растягивающих усилиях, стыковке с магистралями из другого материала
- муфтовый – конусные фитинги имеют резиновые уплотнительные манжеты
- сваркой – для этой технологии используются экструдеры, проваривающие обе поверхности одновременно
При засыпке траншеи учитывается естественный прогиб конструкции, поэтому, вначале засыпают, трамбуют края для увеличения овальности по вертикали. Затем заваливают верх магистрали, чтобы сечение приобрело необходимую форму круга.
Затем заваливают верх магистрали, чтобы сечение приобрело необходимую форму круга.
Профильная пластиковая труба ПВХ
Профильная пластиковая труба – это стандартный однослойный гофр, используемый в канализации (внутренние сифоны, наружные поля фильтрации, трубопроводы дренажа), для прокладки кабель-каналов, в системах вентиляции. Гофр ПВХ имеет малую жесткость, не выдерживает морозов, поэтому, дополнительно утепляется, используется внутри здания. Соединяются трубы компрессионными муфтами, фланцами, не предназначены для больших глубин заложения.
Гайки забивные
Общая характеристика
Забивная гайка состоит из следующих деталей: центральная втулка с резьбой, выполненная из углеродистой стали с нанесением цинкового покрытия и двух рядов лепестков, выполненных из пружинной стали с последующей закалкой и воронением поверхности.
Наименования лепестковых либо корончатых гаек обусловлены их специфичной формой. Внешние края лепестков отогнуты в одну сторону под углом 45 градусов и имеют ряд технологических прорезей для улучшения пружинистых свойств
Два ряда корончатых шайб, изготовленных из пружинной стали, обеспечивают высокую точность установки по оси трубы и надежное крепление. Предотвращается процесс поворачивания гайки в трубе, что позволяет производить монтаж, не фиксируя гайку дополнительным инструментом. Перед установкой забивной гайки необходимо просверлить отверстие.
Отсутствует необходимость в сварочных работах — нет следов сварки, увеличивается скорость сборки, производительность труда.
Для справки
Воронение — обработка свободной поверхности железного сплава воздействием воздуха, пара или других агентов при подходящей температуре, с образованием на поверхности тонкой синей пленки оксидов.
 Это способствует улучшению внешнего вида и коррозионной стойкости. Такая термообработка обычно применяется для листов,
лент и окончательно обработанных деталей. Используется также при нагреве пружин после изготовления для улучшения их свойств.
Это способствует улучшению внешнего вида и коррозионной стойкости. Такая термообработка обычно применяется для листов,
лент и окончательно обработанных деталей. Используется также при нагреве пружин после изготовления для улучшения их свойств.Узел соединения раскосов из труб (20)
Последнее обновление October 20, 2017 by Tekla User Assistance [email protected]
Версия программы:
Узел соединения раскосов из труб (20) соединяет от 1 до 10 полых раскосов с балкой или колонной с помощью косынки. Раскосы должны представлять собой полые профили (трубы) квадратного, прямоугольного или круглого сечения. Раскосы крепятся к косынке болтами с использованием соединительной пластины и при необходимости шпонки.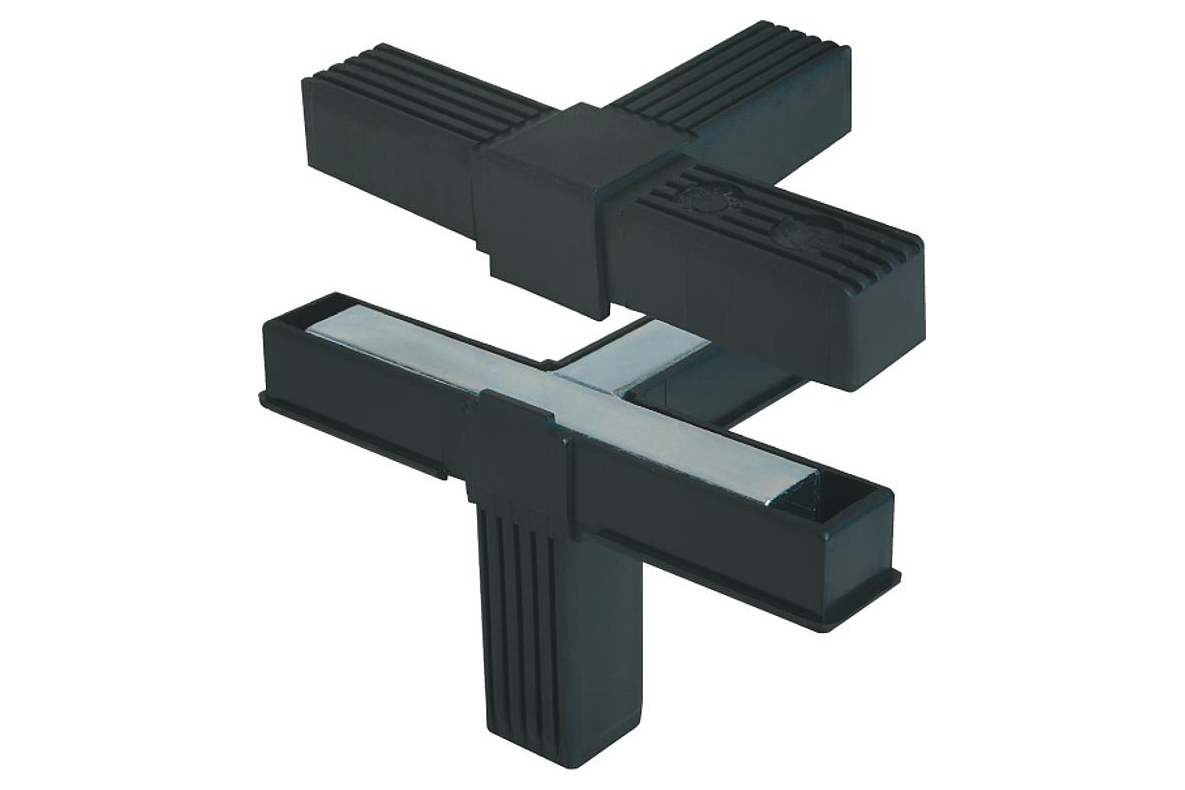 Торцы полых раскосов могут быть заглушены торцевыми пластинами.
Торцы полых раскосов могут быть заглушены торцевыми пластинами.
Создаваемые объекты
Косынка
Соединительные пластины
Крепежные уголки
Торцевые пластины (заглушки)
Шпонки
Накладки
Элементы жесткости
Болты
Сварные швы
Применение
Пример | Описание |
|---|---|
Косынка приварена к полке колонны. Раскос приварен к соединительной пластине. На торце раскоса сделан вырез для болтов, скрепляющих соединительную пластину и косынку. | |
Косынка приварена к полке колонны. Раскос крепится болтами к косынке с использованием шпонки. | |
Косынка крепится к полке колонны крепежными уголками. Раскос крепится болтами к косынке с использованием шпонки. Раскосы заглушены торцевыми пластинами; созданы элементы жесткости. | |
Косынка крепится к полке колонны соединительной пластиной. Созданы поперечные пластины и накладки. |
Ограничения
Tekla Structures использует для создания этого компонента значения из файла joints.def. Дополнительные сведения см. в разделе Использование файла joints. |
 def.
def.Перед началом работы
Создайте балку или колонну и от 1 до 10 раскосов из полых профилей (труб) квадратного, прямоугольного или круглого сечения.
Порядок выбора
Выберите главную деталь (колонну или балку).
Выберите второстепенную деталь (первый раскос).
Выберите вторую второстепенную деталь (второй раскос).
Выберите следующие второстепенные детали (следующие раскосы).
Щелкните средней кнопкой мыши для создания соединения.
Обозначение деталей
Номер | Деталь |
|---|---|
1 | Косынка |
2 | Элемент жесткости 1 |
3 | Шпонка |
4 | Накладка Создается на вкладке Соединение раскоса. |
5 | Крепежный уголок |
6 | Соединительная пластина Создается на вкладке Соединение раскоса. |
7 | Торцевые пластины (заглушки) |
8 | Элемент жесткости 2 |
9 | Накладка Создается на вкладке Поперечные пластины. |
10 | Поперечная пластина |

Эта страница написана для старой версии Tekla Structures
Комментарии к документации и отзывы о ней закрыты, потому что эта страница больше не будет обновляться.
Трубные соединения и критические требования к характеристикам
Системы соединения труб широко различаются в зависимости от диапазона трубопроводных систем, используемых в США. Как правило, соединения труб конструируются в соответствии со стандартами производительности и испытаний, необходимыми для области применения, в которой они будут использоваться.
Цель этой статьи — сопоставить некоторые из наиболее распространенных систем соединения труб, которые используются в настоящее время, и выделить некоторые стандарты производительности и тестирования, используемые при определении требований к соединению для каждого приложения.
В этой статье обсуждаются следующие приложения:
- Гидравлические переходы;
- Подземные системы задержания / удержания;
- Системы ливневой канализации;
- Санитарно-канализационные системы;
- Низконапорные напорные системы (ирригация, сифоны и т. Д.).
 Д.).
Д.).Другие приложения, для которых требуются трубы и системы их соединения, выходят за рамки данной статьи.
Определения совместных характеристик
Американская ассоциация государственных служащих автомобильных дорог и транспорта (AASHTO) недавно определила четыре уровня совместной работы и описала каждый уровень следующим образом:
Герметичный стык — Герметичный стык определяется как функция размера проема (максимальный размер, перпендикулярный направлению, в котором может просачиваться грунт), длины канала (длины пути, по которому грунт может просачиваться) и размера частиц засыпки .Если размер отверстия превышает 1/8 дюйма, длина канала должна быть как минимум в четыре раза больше размера отверстия. Ни одно отверстие не может превышать 1 дюйм.
Ил-непроницаемый стык — Ил-непроницаемый стык устойчив к проникновению частиц, проходящих через сито № 200. Ил-непроницаемые соединения предназначены для обеспечения защиты от проникновения материала обратной засыпки, содержащего высокий процент мелких частиц, и обычно используют какой-либо фильтрующий или герметизирующий компонент, такой как эластомерное резиновое уплотнение или геотекстильная обертка. Обертки из геотекстиля производятся с допусками, которые гарантируют, что ил не пройдет сквозь них. Успешное выполнение этих оберток в полевых условиях зависит от их установки. Если для использования указана геотекстильная пленка, указанный материал должен соответствовать стандарту AASHTO M288 с кажущимся размером отверстия (AOS) более 70.
Обертки из геотекстиля производятся с допусками, которые гарантируют, что ил не пройдет сквозь них. Успешное выполнение этих оберток в полевых условиях зависит от их установки. Если для использования указана геотекстильная пленка, указанный материал должен соответствовать стандарту AASHTO M288 с кажущимся размером отверстия (AOS) более 70.
Герметичное соединение — Герметичное соединение указывается, когда возникает проблема утечки воды в трубопроводную систему или из нее. Герметичные соединения ограничивают утечку воды максимальной скоростью 200 галлонов на дюйм в диаметре на милю в день для указанного напора или давления.
Соединение особой конструкции — Соединение особой конструкции — это соединения, требующие особой прочности на изгиб или сдвиг, возможности вытягивания или необычные особенности, такие как ограниченные соединения, расположенные на крутых склонах, сварные соединения, а также фланцевые и болтовые соединения для высоких давлений, высоких напоров и т. Д. и / или скорости. Эти соединения обычно описываются в специальных положениях проектных спецификаций. В эту категорию входят водонепроницаемые соединения, которые обеспечивают нулевую утечку для заданного напора или давления.
Совместные требования по заявке
Гидравлические трубы — Как правило, первоочередное внимание уделяется характеристикам трубных стыков при установке водопропускных труб только для предотвращения потерь материала обратной засыпки через стыки. Потеря засыпки через стык может привести к образованию пустот внутри насыпи. Это может потенциально ухудшить характеристики насыпи или привести к потере опоры и устойчивости самой трубы. Как правило, в этих случаях можно успешно использовать герметичный шов.Однако для установок, в которых используются несвязанные засыпные материалы с высоким процентным содержанием мелкозернистого грунта, более подходящим вариантом будет илонепроницаемый шов.
Подземные системы задержания / удержания — Системы задержания или удержания обычно строятся с использованием ряда соединенных между собой хранилищ или труб большого диаметра для экономии земельных площадей за счет хранения подземных стоков ливневых вод (см. Рисунок 1). В отличие от систем пополнения, в которых обычно используются перфорированные трубы или камеры с открытым дном для проникновения стоков под землю, системы временного задержания и постоянного хранения обычно предназначены для удержания и хранения поверхностных стоков.Системы задержания обычно временно удерживают сток на месте во время шторма и выпускают воду медленно, контролируемым образом, чтобы уменьшить влияние стока с определенного участка. Это гарантирует, что гидравлические системы, расположенные ниже по потоку, не будут перегружены стоками после урагана.
Рисунок 1). В отличие от систем пополнения, в которых обычно используются перфорированные трубы или камеры с открытым дном для проникновения стоков под землю, системы временного задержания и постоянного хранения обычно предназначены для удержания и хранения поверхностных стоков.Системы задержания обычно временно удерживают сток на месте во время шторма и выпускают воду медленно, контролируемым образом, чтобы уменьшить влияние стока с определенного участка. Это гарантирует, что гидравлические системы, расположенные ниже по потоку, не будут перегружены стоками после урагана.
построен с использованием стальных гофрированных труб и фитингов. В этих системах некоторая утечка из стыков труб обычно не является проблемой, и все, что обычно требуется, — это герметичные стыки для почвы и ила.Исключения из этого могут включать ситуации, когда разработчики или агентства обеспокоены потенциальным вымыванием загрязняющих веществ из поверхностных стоков через стыки труб или участков, на которых почва вокруг системы задержания не может быть насыщена, как правило, из-за необходимости поддерживать постоянный несущая способность в пределах грунтового массива.
 В этих исключительных случаях, вероятно, потребуется герметичное или водонепроницаемое соединение. На многих объектах используются разделительные устройства перед задерживающими устройствами и фильтрующие устройства после задержания для создания законченной системы ливневых стоков с предварительной обработкой, хранением и окончательной очисткой.Системы постоянного хранения становятся все более популярными, поскольку все больше людей и агентств осознают преимущества хранения и повторного использования накопленной поверхностной воды для орошения, систем пожаротушения или других целей. Эти системы обычно проектируются как водонепроницаемые.
В этих исключительных случаях, вероятно, потребуется герметичное или водонепроницаемое соединение. На многих объектах используются разделительные устройства перед задерживающими устройствами и фильтрующие устройства после задержания для создания законченной системы ливневых стоков с предварительной обработкой, хранением и окончательной очисткой.Системы постоянного хранения становятся все более популярными, поскольку все больше людей и агентств осознают преимущества хранения и повторного использования накопленной поверхностной воды для орошения, систем пожаротушения или других целей. Эти системы обычно проектируются как водонепроницаемые. Ливневые коллекторы — Эта категория установок, вероятно, имеет самый широкий спектр требований к совместным характеристикам из всех, которые будут обсуждаться в этой статье. Системы ливневой канализации просто улавливают и переносят поверхностные ливневые воды с участка в канал, ручей или озеро.Традиционно к этим системам относились как к установкам водопропускных труб, поскольку для них требовалось только герметичное соединение с грунтом или илом, в зависимости от градации естественных почв, в которых устанавливалась система.
Однако, как уже говорилось в отношении подземных систем содержания под стражей, многие агентства теперь требуют более высокого уровня совместной работы для ограничения проникновения загрязняющих веществ из ливневой канализационной системы в окружающие почвы. Кроме того, как и в случае с системами задержания, многие агентства в настоящее время устанавливают в ливневую канализацию блоки фильтрации или разделения для улавливания и удаления загрязняющих веществ до их сброса.Часто, если требуются водонепроницаемые соединения, проводятся полевые испытания, чтобы гарантировать целостность соединения для системы. Эти полевые испытания обычно начинаются с изоляции участков трубопровода между конструкциями колодцев с помощью заглушек или надутых мешков. Затем участок трубы заполняется воздухом или водой низкого давления и измеряется любая утечка. Большинство спецификаций допускают ограниченную утечку в течение определенного периода времени.
Рисунок 2: Труба из ПВХ установлена в канализационной системе. Санитарные коллекторы — Практически для всех санитарных коллекторов требуются водонепроницаемые соединения, и они проходят полевые испытания, чтобы гарантировать их рабочие характеристики (см. Рисунок 2). Сточные воды, собираемые в этих санитарных установках, содержат много загрязняющих веществ, и их необходимо удерживать в санитарной системе до тех пор, пока они не попадут на очистные сооружения. Большинство санитарных коллекторов предназначены для работы под действием силы тяжести и могут подвергаться периодическому давлению в течение коротких периодов времени, но не предназначены для использования под постоянным давлением.Санитарно-технические сооружения обычно располагаются глубже, чем установки ливневой канализации, и поэтому с большей вероятностью будут подвержены потенциальному проникновению грунтовых вод через стыки в систему. Полевые испытания необходимы, чтобы убедиться, что все эти требования выполнены в установленной системе.
Санитарные коллекторы — Практически для всех санитарных коллекторов требуются водонепроницаемые соединения, и они проходят полевые испытания, чтобы гарантировать их рабочие характеристики (см. Рисунок 2). Сточные воды, собираемые в этих санитарных установках, содержат много загрязняющих веществ, и их необходимо удерживать в санитарной системе до тех пор, пока они не попадут на очистные сооружения. Большинство санитарных коллекторов предназначены для работы под действием силы тяжести и могут подвергаться периодическому давлению в течение коротких периодов времени, но не предназначены для использования под постоянным давлением.Санитарно-технические сооружения обычно располагаются глубже, чем установки ливневой канализации, и поэтому с большей вероятностью будут подвержены потенциальному проникновению грунтовых вод через стыки в систему. Полевые испытания необходимы, чтобы убедиться, что все эти требования выполнены в установленной системе. Системы полива — Требования, предъявляемые к системам полива, имеют самые большие различия в требуемой производительности системы.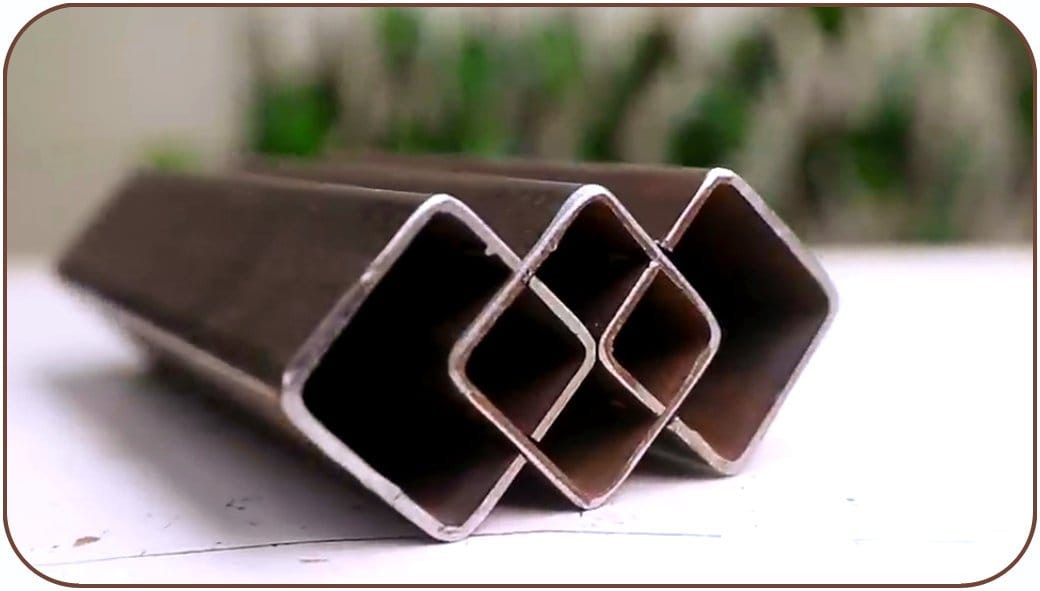 В то время как большинство ирригационных систем работают под давлением, величина давления может варьироваться от 3-5 фунтов на квадратный дюйм (psi) до 100 psi или более в основном из-за рельефа поверхности и возвышенности внутри системы.Многие из высокопроизводительных систем требуют либо механических соединений для удержания концов труб вместе, либо сварных соединений плавлением. Как и следовало ожидать, основная проблема этих систем — утечка оросительной воды из трубы.
В то время как большинство ирригационных систем работают под давлением, величина давления может варьироваться от 3-5 фунтов на квадратный дюйм (psi) до 100 psi или более в основном из-за рельефа поверхности и возвышенности внутри системы.Многие из высокопроизводительных систем требуют либо механических соединений для удержания концов труб вместе, либо сварных соединений плавлением. Как и следовало ожидать, основная проблема этих систем — утечка оросительной воды из трубы.
Общие системы трубных соединений для труб из различных материалов
Гофрированная металлическая труба
Наружная лента, с прокладкой или без — Это наиболее распространенная форма гофрированной металлической ленты для труб.Он состоит из гладкой или гофрированной внешней втулки, которая обычно совпадает с гофрами трубы, чтобы обеспечить механическое сцепление между лентой и трубой (см. Рисунок 3). Без прокладок это эффективный герметичный шов. С добавлением прокладок и, возможно, других элементов, таких как стержни, выступы и т. Д., Эта система соединения может обеспечить различную степень водонепроницаемости. Трубы с этим соединением обычно используются в водопропускных трубопроводах, системах удержания / удержания и в ливневой канализации.
С добавлением прокладок и, возможно, других элементов, таких как стержни, выступы и т. Д., Эта система соединения может обеспечить различную степень водонепроницаемости. Трубы с этим соединением обычно используются в водопропускных трубопроводах, системах удержания / удержания и в ливневой канализации.
используя внешнюю стальную ленту и уплотнительные кольца.
Пластиковая труба
Разъемные муфты — Это недорогая система соединения труб, используемая в основном в водопропускных трубах, системах удержания / удержания и ливневой канализации и обычно используется только на трубах с профильными стенками. Соединение обычно создается путем расширения оболочки трубного профиля немного завышенного размера, чтобы она подходила к каждому концу соединяемых труб.Соединитель индексирует профиль и удерживается на месте ремнями, стяжками или другими средствами, скрепляющими края корпуса вместе.
Соединение раструба и гладкого конца — Это наиболее распространенное соединение, используемое для соединения пластиковых труб. Его конструкция представляет собой раструб с гладкими стенками, размер которого позволяет разместить втулку трубы с уплотнением. Прокладка сжимается между внешней стенкой втулки и внутренней стенкой раструба, образуя уплотнение между двумя трубами (см. Рисунок 4). Соединения раструба и гладкого конца используются в водопропускных трубопроводах, системах удержания / удержания подпитки, ливневых и санитарных системах, а также в системах орошения с низким напором.Различные уровни производительности достигаются за счет степени сжатия, прикладываемого к прокладке, и конструкции раструба и втулки, позволяющей поддерживать сжимающую нагрузку на прокладку с течением времени. Конструкция раструба и патрубка важна для достижения и поддержания водонепроницаемости. Сжатие прокладки может быть потеряно из-за ползучести материала, из которого изготовлены детали. Это может привести к потере водонепроницаемости со временем, если не решить эту проблему путем усиления раструба и втулки материалами, которые ограничат долгосрочное изменение формы в деталях соединения.
Это может привести к потере водонепроницаемости со временем, если не решить эту проблему путем усиления раструба и втулки материалами, которые ограничат долгосрочное изменение формы в деталях соединения.
Бетонная труба
Соединение «шпунт и паз» — Это соединение обычно состоит из шпунта и паза, выполненных на совпадающих концах трубы для обеспечения некоторой индексации при сборке двух концов трубы. Пустоты между поверхностями внутри шва обычно заполняются мастикой или строительным раствором (см. Рисунок 5). Это соединение обычно используется в устройствах без давления, таких как водопропускные трубы, большинство систем удержания / удержания и некоторые системы ливневой канализации.
Рисунок 5: Типичная деталь пазогребневого соединения в железобетонной трубе. Соединение раструба и гладкого конца — Эти соединения имеют внешние заплечики, сформированные на одном конце трубы и образующие раструб. Втулка обычно имеет выемку для уплотнительного кольца или другой резиновой прокладки (см. Рисунок 6). Эти соединения обычно считаются водонепроницаемыми для применений с низким напором и часто используются в водопропускных трубах, системах задержания / удержания, ливневых и санитарных системах, а также в системах орошения с низким напором.
Втулка обычно имеет выемку для уплотнительного кольца или другой резиновой прокладки (см. Рисунок 6). Эти соединения обычно считаются водонепроницаемыми для применений с низким напором и часто используются в водопропускных трубах, системах задержания / удержания, ливневых и санитарных системах, а также в системах орошения с низким напором.
Заключение
Чтобы логически указать тип трубы и требуемую систему соединения для данного применения системы трубопроводов, важно понимать различия в характеристиках и свойствах труб, рассматриваемых для использования, а также детали различных систем соединения, которые имеется в наличии. Вопросы, которые следует учитывать, включают характеристики относительного сопротивления утечке соединений и соединений в зависимости от условий на площадке.Такие критерии, как необходимость в соединениях, которые должны быть герметичными для почвы, против ила, или герметичными, должны быть частью процесса принятия решения.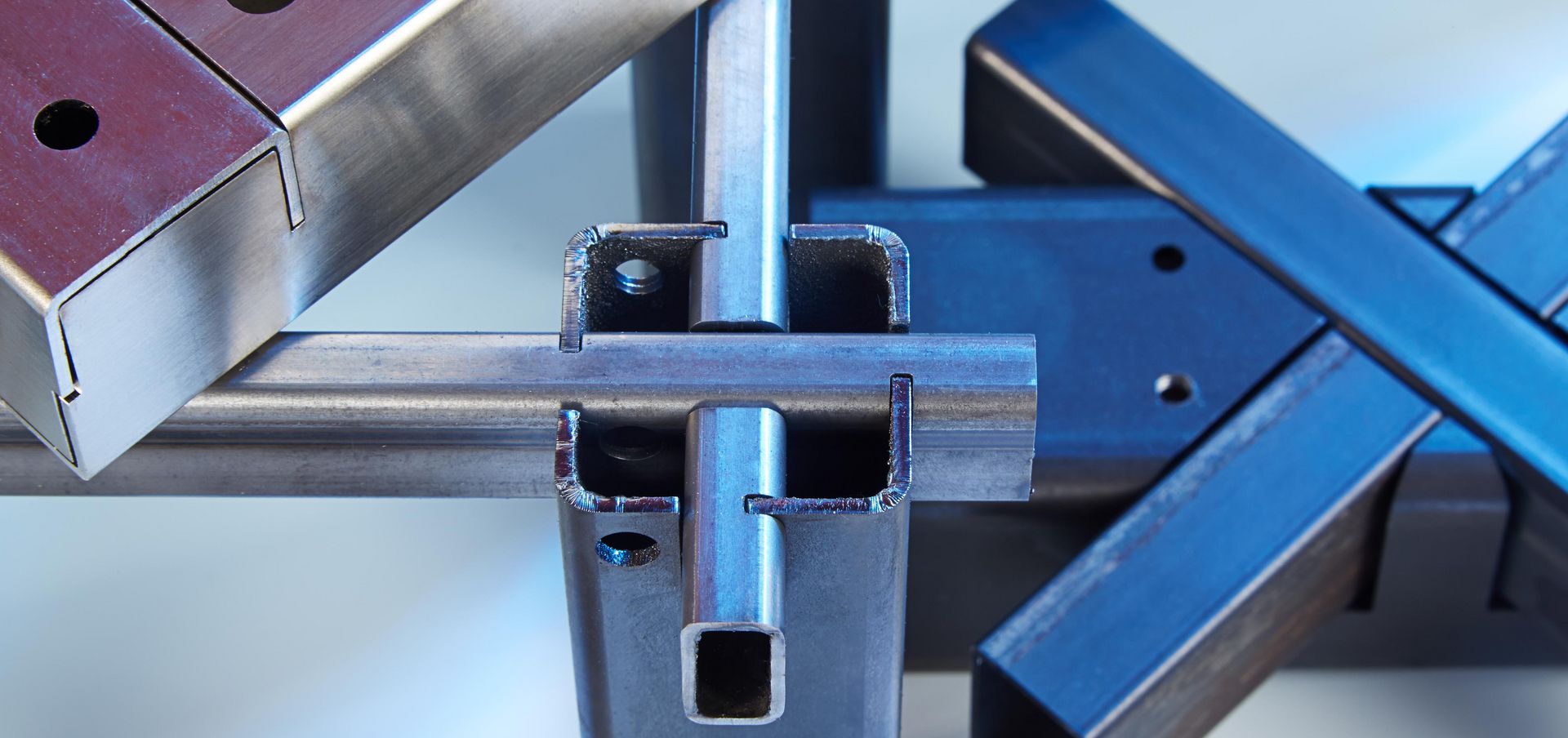 Прочность соединительной системы в ситуациях, требующих специальных соединений из-за сценариев изгиба, сдвига или разрыва, также может быть ключевым фактором.
Прочность соединительной системы в ситуациях, требующих специальных соединений из-за сценариев изгиба, сдвига или разрыва, также может быть ключевым фактором.
С этим связана проблема, связанная с необходимостью того, чтобы соединения трубопроводной системы обеспечивали начальную или краткосрочную производительность, а также долгосрочные рабочие характеристики, которые будут служить ожидаемому сроку службы проекта.В качественных системах соединения, которые должны обеспечивать долгосрочную работу в реальных условиях, должны использоваться подходящие детали, такие как усиленные концы раструба и втулки, чтобы ограничить изменение формы, которое со временем может привести к снижению производительности.
Определение подходящего трубного изделия и выбор соответствующей системы соединения — в сочетании с правильной установкой — приведут к удовлетворительной системе трубопроводов, которая отвечает потребностям и требованиям к производительности проекта.
Даррелл Сандерс, П.
 Э. , главный инженер CONTECH Construction Products Inc., имеет степень бакалавра гражданского строительства в Университете Цинциннати и степень магистра делового администрирования в Дейтонском университете. Зарегистрированный профессиональный инженер в Огайо с 1996 года, Сандерс является членом нескольких отраслевых комитетов, включая NCSPA, AASHTO, ASTM и Uni-Bell.
Э. , главный инженер CONTECH Construction Products Inc., имеет степень бакалавра гражданского строительства в Университете Цинциннати и степень магистра делового администрирования в Дейтонском университете. Зарегистрированный профессиональный инженер в Огайо с 1996 года, Сандерс является членом нескольких отраслевых комитетов, включая NCSPA, AASHTO, ASTM и Uni-Bell.ССЫЛКИ
- AASHTO, 2009, Предварительный стандарт PP 63-09: Выбор трубного соединения для водоотводящего канала и ливневых стоков
Трубные фитинги, переходники и выпускные отверстия Перечень продуктов
Компания Victaulic является вашим ведущим производителем трубной арматуры, предлагая сотни фитингов для труб из материалов, включая алюминий, углеродистую сталь, нержавеющую сталь, высокопрочный чугун, медь, HDPE и PVC / CPVC.Специализируясь на поставке фитингов, адаптеров и выпускных отверстий высочайшего качества различных размеров, трубопроводные фитинги Victaulic не только удовлетворяют, но и превосходят требования клиентов, решая даже самые сложные проблемы соединения труб.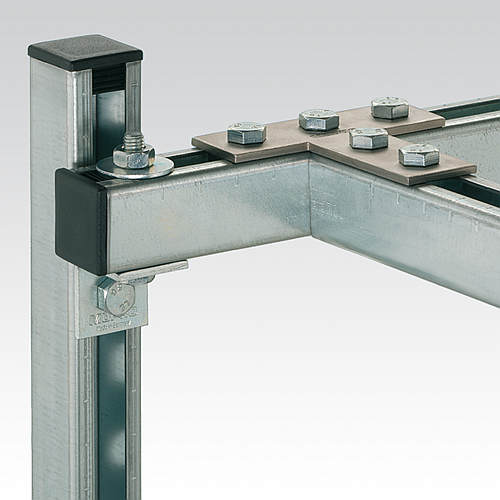 Посмотреть больше
Посмотреть большеТрубные фитинги
Фитинг или переходник создают соединение между двумя прямыми участками трубы для увеличения длины или изменения направления потока в системе трубопроводов. Его также можно использовать для соединения труб или компонентов двух разных размеров в зависимости от требований конструкции системы.Подходит для труб с давлением от 0 до 4000 фунтов на квадратный дюйм / 276 бар и размеров труб от ¼ ”до 60 дюймов / от DN20 до DN1500. Фитинги Victaulic могут удовлетворить требования строительных проектов от самых глубоких шахт до самых высоких небоскребов. Наши фитинги рекомендуются для использования в различных областях коммерческого и промышленного строительства, включая:- Противопожарная защита
- HVAC
- Питьевая вода
- Очистка сточных вод
- Горное дело
- Нефть и газ
- Энергетика
- Пар
- Погребальные службы
- Коммерческие здания
- Опреснение
- Морские системы
Типы трубопроводной арматуры
Трубные фитинги Victaulic, разработанные для обеспечения долговечности и эффективности, эффективно внедряются в любой проект. От колена фитинга под углом 45 градусов до анкера для труб — найдите тип фитинга, необходимый для вашей системы, в ассортименте фитингов Victaulic, включая:
От колена фитинга под углом 45 градусов до анкера для труб — найдите тип фитинга, необходимый для вашей системы, в ассортименте фитингов Victaulic, включая:- Колено для трубных фитингов
- Анкер для труб
- Фитинги, готовые к установке
- Фитинги с гладким концом
- Фитинги с заплечиками
- Переходная арматура
- Тройник для дождевателя
- Розетки
- Адаптеры
Преимущества использования трубопроводных фитингов Victaulic
Как и в случае со всеми другими продуктами и системами Victaulic, при использовании фитингов Victaulic вы экономите время и увеличиваете прибыль, выигрывают все.- Более быстрое время установки = меньше человеко-часов и меньше рисков
- Соблюдайте строгие графики проекта и превышайте его с помощью запатентованных технологий соединения труб
- Повышение безопасности на рабочем месте — соединение труб без использования пламени.
- Снижение риска с визуальной проверкой целостности соединения
- Сокращение времени простоя при модернизации, расширении и ремонте системы
- Фитинги Victaulic спроектированы, спроектированы и произведены специалистами.
Сборка пластиковых фитингов с резьбой | LASCO Фитинги
Правила сборки пластиковых фитингов с резьбой
Сегодня миллионы миль пластиковых трубопроводов с резьбовыми соединениями обеспечивают надежное обслуживание без утечек.Однако небольшой процент этих резьбовых пластиковых фитингов может протечь или сломаться. Причина тому — неправильная сборка резьбовых соединений.
Вот некоторые из правил, которые можно и нельзя делать при сборке стыков из ПВХ:
- Не затягивайте шарниры слишком сильно, «повернув их еще на один оборот для уверенности». Затяните пальцами плюс один или два оборота — не более.
- Не оборачивайте тефлоновую ленту, тефлоновую пасту или смазку для труб для придания объема или смазки стыка. Используйте герметик для резьбовых соединений.
- Не используйте «более прочные» резьбовые фитинги Schedule 80, полагая, что они могут решить проблему раскола из-за чрезмерной затяжки.
- Используйте только резьбовые фитинги Schedule 40 с трубами и фитингами Schedule 40.
- Не затягивайте слишком сильно.
- Затяните пальцами плюс один или два оборота.

На фитингах из ПВХ с наружной резьбой каждая последующая резьба имеет диаметр немного больше, чем предыдущая. Внутренние резьбы постепенно уменьшаются.Это называется конусом, и величина конуса указывается (1¾ градуса) в американском национальном стандарте B2.1. Все производители труб добровольно следуют этим стандартам, чтобы гарантировать своим клиентам, что они получают качественные материалы.
Поскольку резьба сужается, дополнительные витки вызывают растяжение или «деформацию» охватывающей части. Это разрубит внутреннюю часть фитинга так же, как клин, забитый кувалдой, разрубит пень.
Степень деформации увеличивается по мере уменьшения размера трубы.Поэтому резьбовые соединения меньшего диаметра легче разделить, чем соединения большего диаметра. Также легче перетянуть фитинги меньшего диаметра, потому что их сопротивление крутящему моменту меньше. В таблице 1 приведены уровни деформации и растягивающего напряжения в зависимости от диаметра трубы.
В таблице 1 приведены уровни деформации и растягивающего напряжения в зависимости от диаметра трубы.
«Напряжение» (растягивающее напряжение) — это сила деформации наружной резьбы, умноженная на сопротивление ПВХ. Сопротивление ПВХ составляет 400 000 фунтов на квадратный дюйм (psi). Для однодюймовой трубы из ПВХ нагрузка на один оборот после затяжки вручную составляет.00447, поэтому напряжение на оборот составляет 1788 фунтов на квадратный дюйм. Таким образом, однодюймовое резьбовое соединение из ПВХ, затянутое на четыре оборота после затяжки вручную, будет развивать растягивающее напряжение 7152 фунтов на кв. Соединение обязательно выйдет из строя, поскольку напряжение превышает предел прочности ПВХ на разрыв 7000 фунтов на квадратный дюйм, даже без добавления растягивающего напряжения, вызванного давлением внутри ирригационной системы (максимум до 2000 фунтов на квадратный дюйм).
Стол 1 Уровни деформации и растяжения ПВХ Резьбовые соединения (График 40 и 80)
|
| Затяжка от руки + 2 оборота | |
|---|---|---|---|
Размер | Деформация / поворот | Напряжение / поворот | Максимально допустимый Гидростатическое напряжение |
(IPS) | (дюйм / дюйм) | (фунт / кв. | (фунт / кв. Дюйм) |
½ | 0.00588 | 2352 | 6704 |
¾ | 0,00461 | 1844 | 5688 |
1 | 0,00447 | 1788 | 5576 |
1 ¼ | 0.00349 | 1396 | 4792 |
1 ½ | 0,00302 | 1208 | 4416 |
2 | 0,00239 | 956 | 3912 |
2 ½ | 0. | 1148 | 4296 |
3 | 0,00234 | 936 | 3872 |
4 | 0,0018 | 720 | 3440 |
 Дюйм)
Дюйм)Правильный способ сборки резьбового соединения из ПВХ — схема 40 или 80 — затягивать вручную плюс один-два оборота, но не более.Два оборота после затяжки вручную плюс напряжение системы давления находится в пределах прочности на разрыв одного дюйма ПВХ. ([1788 фунтов на квадратный дюйм x 2] + 2000 фунтов на квадратный дюйм = 5 576 фунтов на квадратный дюйм).
Не используйте тефлоновую ленту, тефлоновую пасту или смазку для труб. Обязательно используйте герметик.
Обязательно используйте герметик.
Тефлоновая лента, тефлоновая паста и трубная смазка предназначена для металлических труб и фитингов. Соединения фитингов металл-металл затянуть труднее, чем пластмассовые; поверхности имеют тенденцию к истиранию без использования таких смазок, как тефлон или смазка для труб.Пластиковая арматура в этой смазке не нуждается.
Когда тефлоновая лента оборачивается вокруг пластиковой наружной резьбы, она увеличивает напряжение и напряжение при растяжении. Большинство установщиков имеют тенденцию неправильно наматывать ленту нескольких толщин вокруг наружной резьбы, что еще больше увеличивает пятно и напряжение.
Тефлоновая паста и смазка для труб, как и тефлоновая лента, делают резьбовые соединения скользкими. Их использование на фитингах из ПВХ может вызвать перенапряжение.
При работе с резьбовыми пластиковыми фитингами необходимо использовать соответствующий герметик.Правильный герметик для резьбовых соединений не затвердевает, совместим с пластиком и не добавляет скользкости.
Незатвердевающий состав под давлением воды нагнетается в потенциальные места утечки, тем самым выполняя функцию истинного уплотнения. Ленты и отверждающие пасты допускают появление утечки, когда соединение откручивается, механически изгибается или расширяется при повышении температуры.
Герметик должен быть совместим с пластиком. Герметики для труб многих марок содержат масла, растворители или носители, которые могут повредить пластик.Соответствующий герметик должен быть сертифицирован производителем, чтобы быть безвредным для материала фитинга и не загрязнять жидкость в трубе.
И, наконец, герметик не должен смазывать соединение до такой степени, что допускается чрезмерное затягивание. Всем этим требованиям удовлетворяют несколько герметиков, представленных на рынке.
Не используйте резьбовые фитинги Schedule 80 в системе Schedule 40. Используйте те же резьбовые фитинги Schedule с теми же трубами и фитингами Schedule.
Многие монтажники систем пластиковых трубопроводов, которые сталкиваются с проблемами при разделении, полагают, что фитинги Schedule 40 являются ненадежными.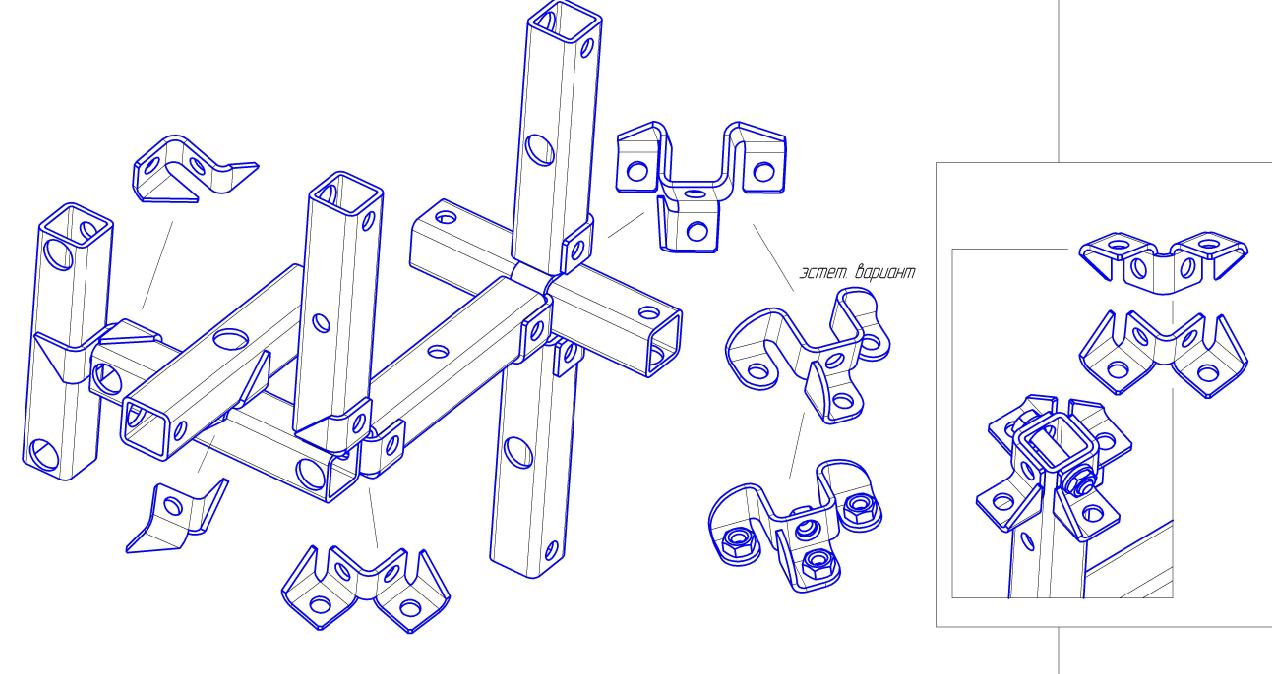 Они делают вывод, что проблему можно решить, перейдя на «более сильную» арматуру Schedule 80. В этом рассуждении есть несколько заблуждений.
Они делают вывод, что проблему можно решить, перейдя на «более сильную» арматуру Schedule 80. В этом рассуждении есть несколько заблуждений.
Во-первых, все проблемы, связанные с чрезмерной затяжкой, относятся к системам Schedule 80 в той же степени, что и к Schedule 40. Хотя стенки резьбовых фитингов с внутренней резьбой Schedule 80 толще, толщина стенки не меняет уровни напряжений и деформаций. См. Таблицу 1.
Во-вторых, установщики считают, что системы Schedule 80 сильнее, потому что они имеют более высокое номинальное давление, чем системы Schedule 40.Это верно только при сравнении систем с компонентами, скрепленными вместе с растворителем. См. Таблицу 2. Если ввести хотя бы одну трубу или ниппель с резьбой из ПВХ, рейтинг всей системы должен быть снижен на 50 процентов.
Таблица 2 Максимальное номинальное статическое давление * ПВХ типа 1120 при 73 ° FРазмер | График 40 | График 80 |
|
|---|---|---|---|
(IPS) | Сварка растворителем | Сварка растворителем | Резьбовое соединение |
½ | 600 | 850 | 425 |
¾ | 480 | 690 | 345 |
1 | 450 | 630 | 315 |
1¼ | 370 | 520 | 260 |
1½ | 330 | 470 | 235 |
2 | 280 | 400 | 200 |
2½ | 300 | 420 | 210 |
3 | 260 | 270 | 185 |
4 | 220 | 320 | 160 |
Это снижение рейтинга связано с уменьшением толщины стенки фитинга за счет резьбы.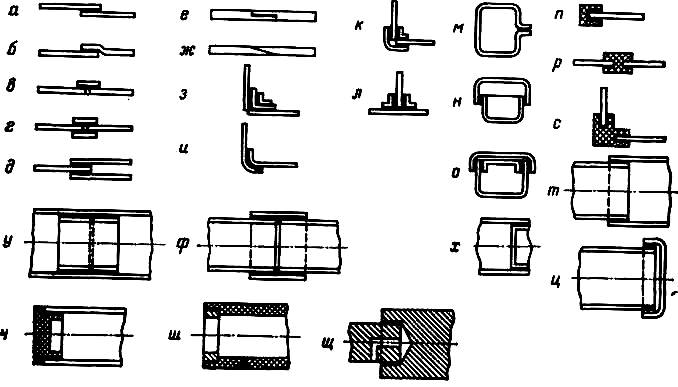 Кроме того, большинство пластиков, включая ПВХ, «чувствительны к надрезам». Когда гладкая стенка пластмассовой детали надрезается, деталь теряет значительную часть своей первоначальной прочности, точно так же, как толстый лист стекла ломается по нанесенной на ее поверхности линии. Поэтому наличие даже одного резьбового фитинга в системе требует сокращения на 50%.
Кроме того, большинство пластиков, включая ПВХ, «чувствительны к надрезам». Когда гладкая стенка пластмассовой детали надрезается, деталь теряет значительную часть своей первоначальной прочности, точно так же, как толстый лист стекла ломается по нанесенной на ее поверхности линии. Поэтому наличие даже одного резьбового фитинга в системе требует сокращения на 50%.
Помня о том, что можно и чего нельзя делать, можно избежать многих ненужных головных болей и затрат, связанных с неправильно установленными системами.
ПВХ фитинг типа резьбы
В производстве фитингов из ПВХ используется множество различных стилей резьбы.Далее объясняются некоторые из наиболее часто используемых стилей резьбы и их чувствительность к изгибающим нагрузкам. Охватываемые стили включают стандартную V-образную резьбу, контрольную резьбу и резьбу ACME.
Стандартная «V» резьба Большинство пластиков, включая ПВХ, чувствительны к надрезам. Стекло, поскольку это очень чувствительный к зазубринам материал, является очень хорошим примером.
Для резки стекла на поверхности делается зарубка. Выемка создает высокую концентрацию напряжений или концентрацию напряжений, что обозначено красной областью на диаграмме выше.Приложение изгибающей нагрузки приведет к разрушению стекла по пазу напряжения или надрезу.
Резьба может создавать одинаковые концентрации напряжений, создавая связанные типы концентраторов напряжений, которые могут привести к трещинам. Типичная машинная и трубная резьба имеет профиль, основанный на V-образной выемке.
Напряжение, возникающее в точке «V», функционально снижает прочность резьбы. Вот почему рабочее давление фактически снижено на 50% в системах, в которых используются пластиковые фитинги с резьбой, по сравнению с системами, в которых используются только фитинги без резьбы.
Контрольная резьба Некоторые производители производят поворотные шарниры с альтернативным стилем профиля резьбы, называемым резьбой «Buttress». Они продвигают наклонные зазубрины на своих нитях как добавку прочности. Правда в том, что эти «контрфорс» резьбы все еще имеют V-образную выемку в основании профиля резьбы, что, следовательно, делает ее чувствительной к изгибающим нагрузкам. Прочность этой арматуры по-прежнему существенно снижена.
Они продвигают наклонные зазубрины на своих нитях как добавку прочности. Правда в том, что эти «контрфорс» резьбы все еще имеют V-образную выемку в основании профиля резьбы, что, следовательно, делает ее чувствительной к изгибающим нагрузкам. Прочность этой арматуры по-прежнему существенно снижена.
Резьба ACME имеет конфигурацию, в которой отсутствует V-образная выемка.Это специальная резьба, которая обеспечивает зазор с трубами любого диаметра, обеспечивая при этом высокую прочность. Резьба ACME менее чувствительна к изгибающим нагрузкам, потому что здесь нет V-образной выемки.
Поворотные шарниры и соединения LASCO имеют конструкцию резьбы ACME. Этот элемент конструкции обеспечивает детали высокого качества, которые менее подвержены поломкам. Дополнительной особенностью резьбы в стиле ACME является то, что она обеспечивает «свободное» и «легкое» перемещение вплоть до надлежащего зацепления.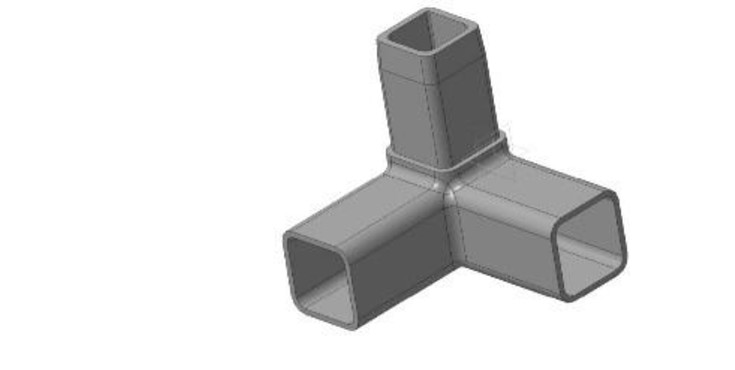 Эта особенность предотвращает «заедание», «блокировку» или «заедание», характерное для деталей с резьбой из ПВХ.
Эта особенность предотвращает «заедание», «блокировку» или «заедание», характерное для деталей с резьбой из ПВХ.
Резьбовой пластик в системах
LASCO Fittings Inc. включила эту статью Института пластмассовых труб о пластиковых резьбовых соединениях в системах. Обсуждаются рекомендации по добавлению резьбовых пластиковых фитингов в систему.
Хотя системы из термопласта с резьбой не рекомендуются для систем высокого давления, схем трубопроводов, где утечки могут быть опасными, или для труб больших размеров (более 2 дюймов), они имеют два определенных преимущества. Их можно быстро разобрать для временного демонтажа и использовать для соединения пластмассовых и непластиковых материалов.Следующие рекомендации по изготовлению резьбовых соединений в термопластичных трубах и фитингах должны соблюдаться и адаптированы из Института пластиковых труб:
- Направляйте резьбу только на трубы, толщина стенок которых равна или превышает толщину стенки трубы по спецификации 80.
- Для труб из ПВХ и ХПВХ с номинальным давлением уменьшите номинальное давление трубы с резьбой наполовину по сравнению с трубой без резьбы.
- Для нарезания резьбы используйте только трубные фильеры, предназначенные для пластика. Держите матрицы чистыми и острыми.Не режьте ими другие материалы.
- Тиски для удержания трубы во время нарезания резьбы и трубный ключ должны быть спроектированы и использоваться таким образом, чтобы труба не была повреждена. Рекомендуются ленточные ключи. При необходимости в конец трубы можно вставить деревянные заглушки, чтобы предотвратить деформацию стенки трубы.
- Для нарезания резьбы можно использовать следующую общую процедуру: — Используйте матрицу с соответствующими направляющими, чтобы матрица заводилась и двигалась перпендикулярно оси трубы.Любые заусенцы или острые края на направляющей, которые могут поцарапать трубу, должны быть удалены. — Не используйте смазочно-охлаждающую жидкость. Тем не менее, иногда капля масла может попадать на нарезчик. Это предотвращает дребезжание и способствует получению чистых и гладких нитей.
- Перед сборкой резьбу следует смазать и загерметизировать незатвердевающей смазкой для труб.
- При изготовлении резьбовых соединений необходимо соблюдать осторожность, чтобы не перетянуть соединение. Обычно достаточно одного-двух оборотов после затяжки вручную. Дальнейшее затягивание может привести к разделению пластиковых деталей с внутренней резьбой.

 Это предотвращает дребезжание и способствует получению чистых и гладких нитей.
Это предотвращает дребезжание и способствует получению чистых и гладких нитей.Переходы от пластиковых трубопроводов могут быть выполнены с помощью фланцев, резьбовых соединений или штуцеров. Фланцевые соединения ограничены 150 фунтами на квадратный дюйм, а резьбовые соединения ограничены 50% номинального давления трубы.
ИНСТИТУТ ПЛАСТИКОВЫХ ТРУБ (PPI) Подразделение Общества пластмассовой промышленности, Inc. 250 Park Avenue, Нью-Йорк, Нью-Йорк 10017 (212) 687-2675Почему не работают резьбовые соединения
Чтобы понять, что происходит при затяжке резьбового соединения, мы должны понимать механику затяжки соединения.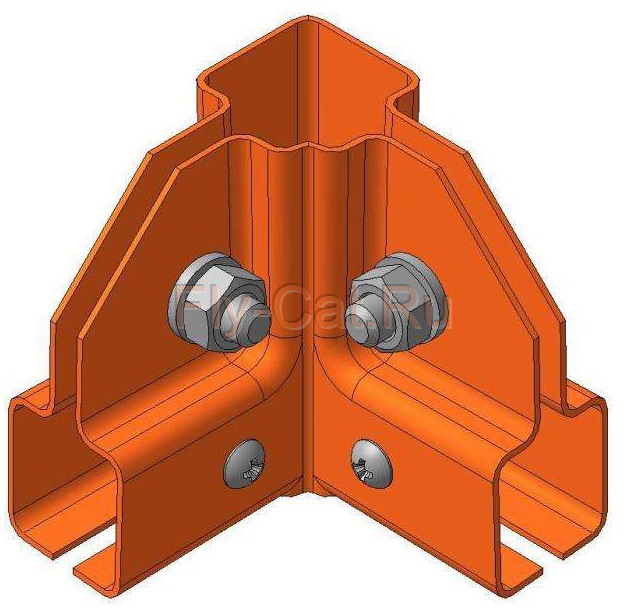 Во-первых, давайте рассмотрим, что происходит, когда стандартное соединение болта и гайки затягивается, чтобы скрепить два объекта вместе. Подумайте о соединении болтами двух стальных стержней. Когда гайка затягивается на болт, гайка вращается «свободно», и гайка легко вращается по длине резьбы. Поскольку стальные стержни зажаты вместе, гайка больше не является «свободно вращающейся», но обеспечивает сопротивление вращению или крутящему моменту.
Во-первых, давайте рассмотрим, что происходит, когда стандартное соединение болта и гайки затягивается, чтобы скрепить два объекта вместе. Подумайте о соединении болтами двух стальных стержней. Когда гайка затягивается на болт, гайка вращается «свободно», и гайка легко вращается по длине резьбы. Поскольку стальные стержни зажаты вместе, гайка больше не является «свободно вращающейся», но обеспечивает сопротивление вращению или крутящему моменту.
Чем больше поворачивается гайка, тем больше сопротивление или крутящий момент.Дополнительное вращение гайки и ее перемещение по резьбе прикладывает зажимное усилие к стальным стержням. Увеличение крутящего момента частично компенсируется сжатием, прилагаемым к стальным стержням. При этом гайка пытается протянуть головку болта через отверстие в штанге. Вытягивание болта или растяжение являются ключевой частью успешных болтовых соединений. Во многих высокотехнологичных приложениях мера зажимного усилия определяется удлинением или растяжением болта как более точная величина, чем показание крутящего момента.Прочность на растяжение стального вала, болта в этом примере и его удлинения более согласованы, чем показания крутящего момента болтов и гаек, которые могут иметь ржавчину, смазку, несовершенную резьбу и процедуру затяжки. Но для установщика герметичность соединения обычно принимается как сопротивление гайки вращению или крутящий момент, необходимый для ее дальнейшего вращения. Это означает, что ощущение тугого соединения является результатом приложения нагрузок, которые деформируют или растягивают соединительные элементы соединения.
Вытягивание болта или растяжение являются ключевой частью успешных болтовых соединений. Во многих высокотехнологичных приложениях мера зажимного усилия определяется удлинением или растяжением болта как более точная величина, чем показание крутящего момента.Прочность на растяжение стального вала, болта в этом примере и его удлинения более согласованы, чем показания крутящего момента болтов и гаек, которые могут иметь ржавчину, смазку, несовершенную резьбу и процедуру затяжки. Но для установщика герметичность соединения обычно принимается как сопротивление гайки вращению или крутящий момент, необходимый для ее дальнейшего вращения. Это означает, что ощущение тугого соединения является результатом приложения нагрузок, которые деформируют или растягивают соединительные элементы соединения.
Теперь, используя информацию, которую мы только что рассмотрели, давайте объясним, что происходит, когда затягивается соединение с конической трубной резьбой. Так же, как болт и гайка, до тех пор, пока не будет присутствовать зажимное усилие, коническая резьба будет «свободно вращаться» до тех пор, пока не исчезнет зазор между наружной и внутренней резьбой. По мере того, как два компонента скрепляются друг с другом на большее количество оборотов, внутренние силы увеличиваются.
По мере того, как два компонента скрепляются друг с другом на большее количество оборотов, внутренние силы увеличиваются.
Национальная трубная резьба имеет конус в 1¾ °, что означает, что каждая наружная резьба немного больше в диаметре, чем предыдущая, а внутренняя резьба постепенно уменьшается.Для трубной резьбы 1 дюйм угол конуса означает, что каждая смежная резьба составляет 0,0055 дюйма, или примерно толщину этой страницы, отличается по диаметру. Когда наружная и внутренняя резьбы проходят «свободный ход», части заклиниваются вместе, в результате чего охватывающая деталь растягивается, в то время как охватываемая часть слегка сжимается. Этот конус означает, что, когда резьба затягивается вручную, любое дополнительное заклинивание двух частей вызовет деформацию охватывающих частей. Поскольку практически все материалы сильнее при сжатии, чем при растяжении.Даже если детали с охватываемой и охватывающей резьбой имеют одинаковую прочность или материал, охватывающая часть будет растягиваться до разрушения до того, как охватываемая часть разрушится под нагрузкой сжатия.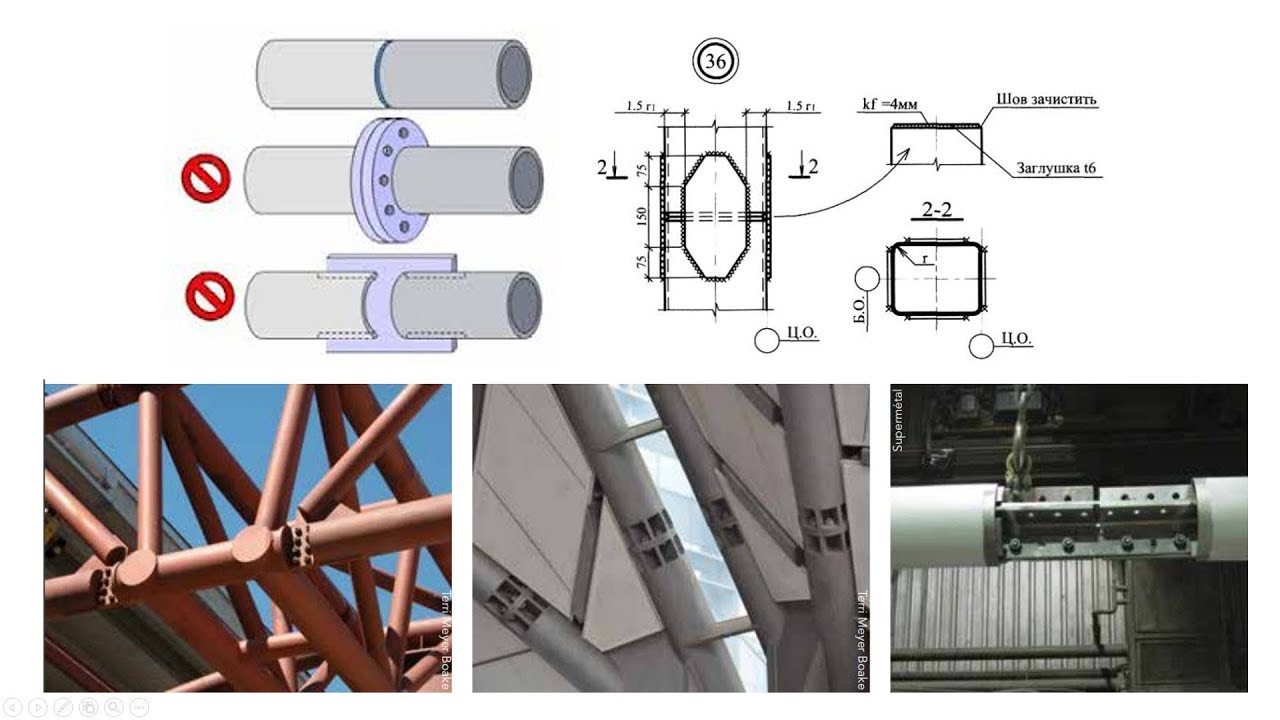 . Помните, что герметичность стыка — это результат сопротивления материалов растяжению. Сталь имеет предел прочности на растяжение или сопротивление растяжению примерно в семь раз больше, чем ПВХ, что означает, что пластиковое соединение будет иметь гораздо меньший крутящий момент или ощущение на ощупь, чем металлические фитинги.
. Помните, что герметичность стыка — это результат сопротивления материалов растяжению. Сталь имеет предел прочности на растяжение или сопротивление растяжению примерно в семь раз больше, чем ПВХ, что означает, что пластиковое соединение будет иметь гораздо меньший крутящий момент или ощущение на ощупь, чем металлические фитинги.
Диаметр шага
Это означает, что при каждом повороте после затяжки вручную или «свободного хода» охватывающая часть растягивается больше, чем сжимается охватываемая часть.Наибольшее напряжение, развиваемое в резьбовом соединении конической трубы, приходится на делительный диаметр.
Шаговый диаметр — это точка, которая находится посередине между впадиной и вершиной резьбы. Именно на делительном диаметре резьбового соединения начинается любая трещина или разрушение, которые затем распространяются наружу через стенку фитинга. Поскольку трещина возникает на промежуточном диаметре, любая дополнительная толщина стенки компонента с внутренней резьбой обеспечивает слабую защиту от отказа из-за чрезмерной затяжки.
Чтобы понять, почему наибольшие нагрузки приходятся на делительный диаметр, мы должны увидеть, как распределяются нагрузки от заклинивания. Давайте для этого примера возьмем трубную резьбу диаметром 1 дюйм! Деформация — это изменение диаметра при каждом обороте резьбового соединения, в этом примере делительный диаметр увеличивается на 0,0055 дюйма на каждый полный оборот. Поскольку делительный диаметр на конце внутренней резьбы составляет 1,230, а увеличение диаметра на 0,0055 дюйма за каждый оборот, это дает деформацию 0,00447 дюйма / дюйм. Принимая во внимание, что изменение делительного диаметра на внешней стенке фитинга размером 1.673 будет 0,00329 дюйма / дюйм
Обратите внимание, что растяжение на наружном диаметре охватывающей части меньше, чем на делительном диаметре, что показывает, где находится наибольшая деформация. Напряжение или растягивающее напряжение — это сила, создаваемая развивающейся деформацией, умноженная на сопротивление материала для увеличения, в данном случае ПВХ. Поскольку сопротивление растяжению или модуль упругости ПВХ составляет 400 000 фунтов на квадратный дюйм. Это означает, что нагрузка на эту резьбовую часть размером 1 дюйм на делительном диаметре составляет; .00447 x 400 000 или 1788 фунтов на квадратный дюйм / оборот. Поэтому с ПВХ, имеющим предел прочности на разрыв 7000 фунтов на квадратный дюйм, легко увидеть, что всего несколько оборотов после затяжки вручную или «свободного хода» могут привести к выходу фитингов из ПВХ из строя. Если мы затянем соединение на 3,9 оборота от руки, мы превысим прочность ПВХ и вызовем его растрескивание.
Правильный способ сборки резьбового соединения из ПВХ — Schedule 40 или 80 — затянуть вручную плюс один-два оборота, но не более. Два оборота после затяжки вручную плюс напряжение системы давления находится в пределах прочности на разрыв одного дюйма ПВХ.Рабочее давление трубы ПВХ основано на уровне напряжения 2000 фунтов на квадратный дюйм. Это означает, что резьбовое соединение с внутренней резьбой 1 дюйм подвергается кольцевому напряжению 7,364 фунт / кв. дюйм при затяжке всего за три оборота после затяжки вручную и ниже номинального рабочего давления трубы. Как видите, в этом случае соединение находится на грани отказа.
дюйм при затяжке всего за три оборота после затяжки вручную и ниже номинального рабочего давления трубы. Как видите, в этом случае соединение находится на грани отказа.
(1788 фунтов на квадратный дюйм x 3) + 2000 фунтов на квадратный дюйм = 7364 фунта на квадратный дюйм
В таблице ниже показано напряжение на один виток, число оборотов до отказа и деформации, возникающие в резьбовых соединениях труб другого размера.Важно отметить, что наиболее распространенные резьбовые соединения, менее 1 дюйма, могут треснуть фитинг из ПВХ с внутренней резьбой всего за несколько оборотов после затяжки вручную.
Как же, спросите вы, правильно сделать пластиковую муфту? Во-первых, мы должны признать, что часть с внутренней резьбой должна быть самой прочной. Если соединение выполнено из разных материалов, таких как металл и ПВХ, то часть с наружной резьбой должна быть пластиковой, чтобы обеспечить наименьшую вероятность выхода из строя соединения.Если соединение полностью пластмассовое и используется герметик для резьбы, его химический состав должен быть совместим с используемыми материалами. Поскольку герметик или ленты, содержащие тефлон ® , уменьшают трение, они будут маскировать нагрузки и напряжения, прилагаемые во время последовательности затяжки. Из-за зазора между впадиной или впадиной и выступами сопрягаемых резьб существует небольшой спиральный путь утечки, который увеличивает длину резьбового соединения. Этот путь утечки должен быть загерметизирован, и это причина использования герметика для резьбы.Обратите внимание, что я не сказал «смазка». Смазывающие свойства резьбовых герметиков могут скрывать сопротивление, которого монтажник ожидает при затяжке соединения. Это приводит к чрезмерной затяжке, чтобы получить «ощущение» отсутствия утечек, при этом возникает чрезмерное напряжение, связанное с заклиниванием охватываемого и охватывающего компонентов вместе.
Поскольку герметик или ленты, содержащие тефлон ® , уменьшают трение, они будут маскировать нагрузки и напряжения, прилагаемые во время последовательности затяжки. Из-за зазора между впадиной или впадиной и выступами сопрягаемых резьб существует небольшой спиральный путь утечки, который увеличивает длину резьбового соединения. Этот путь утечки должен быть загерметизирован, и это причина использования герметика для резьбы.Обратите внимание, что я не сказал «смазка». Смазывающие свойства резьбовых герметиков могут скрывать сопротивление, которого монтажник ожидает при затяжке соединения. Это приводит к чрезмерной затяжке, чтобы получить «ощущение» отсутствия утечек, при этом возникает чрезмерное напряжение, связанное с заклиниванием охватываемого и охватывающего компонентов вместе.
Процедура выполнения герметичных соединений, которые не вызовут разъединения фитингов, проста! Затяните соединение вручную, а не вручную, затем затяните еще на 1-2 оборота. Этот метод обеспечивает герметичное соединение без чрезмерного напряжения внутри соединения. Важно понимать, что герметик для трубной резьбы; особенно те, которые сделаны с тефлоном ® , смазывают резьбу и вводят установщика в заблуждение, полагая, что соединение не туго.
Важно понимать, что герметик для трубной резьбы; особенно те, которые сделаны с тефлоном ® , смазывают резьбу и вводят установщика в заблуждение, полагая, что соединение не туго.
OSI Plastics, признанный лидер в производстве труб и пластиковых профилей на заказ
Процедура термической сварки
В дополнение к материальным преимуществам полиэтиленовых труб высокой плотности (HDPE) (гибкость, коррозионная стойкость, легкий вес и т. д.), наиболее веской причиной выбора трубы HDPE является то, что она обеспечивает герметичное соединение, которое прочен, как сама труба, и может быть подключен (плавлен) за считанные минуты.
Соединение плавлением, правильно выполненное, БЕЗОПАСНОЕ и ПРОСТОЕ
Термосплавление полиэтиленовых труб — это просто сплавление концов двух компонентов трубопровода. Необходимость оборудование использует обычные электрические источники, обычно от стандартного генератора.
Процесс включает очистку трубы, подготовку поверхности, нагрев с помощью специально разработанного устройства, соединение и охлаждение. система под давлением.
система под давлением.
Соединение полиэтиленовых труб методом термического плавления — ЛЕГКО УЧИТЬСЯ
PPI разработал рекомендуемые процедуры слияния, которые были одобрены компаниями-членами, и этот процесс имеет широкий диапазон параметров для получения хороших соединений, как указано в публикации PPI номер TR-33
Неопытных рабочих можно обучить основам за полчаса, а получить компетентность — за несколько часов
Оборудование широко доступно у дистрибьюторов и подрядчиков для продажи или аренды.
Обучение широко доступно у производителей труб, дистрибьюторов и производителей оборудования.
Квалифицированные генеральные подрядчики, специализирующиеся на строительстве и системах распределения природного газа, доступны по всей стране.
Свяжитесь с Институтом пластмассовых труб по телефону 202-462-9607 или www.plasticpipe.org для получения списка дистрибьюторов.
Соединение методом термофузии — НАДЕЖНО
Соединение полиэтилена методом плавления используется более 40 лет в распределительных системах газоснабжения в Северной Америке,
и имеет замечательные показатели безопасности. В Европе, где полиэтиленовая труба часто является преобладающей водопроводной трубой, ее использовали.
с 1960-х гг. После землетрясения в Сан-Франциско в 1994 году власти были удивлены тем, как сваренные при нагревании соединения ПЭНД
выдержал стрессы, вызванные толчками.
В Европе, где полиэтиленовая труба часто является преобладающей водопроводной трубой, ее использовали.
с 1960-х гг. После землетрясения в Сан-Франциско в 1994 году власти были удивлены тем, как сваренные при нагревании соединения ПЭНД
выдержал стрессы, вызванные толчками.
Соединения из ПНД выдерживали нагрузки, создаваемые сотрясениями.
Плавленое соединение прочнее, чем сама труба, и представляет собой герметичный метод соединения водопроводных труб
Газовая промышленность использовалась в качестве простого метода визуальной проверки более 40 лет для проверки соединений.Этот Процесс в сочетании с обычными гидростатическими испытаниями показал исключительные рекорды как по безопасности, так и по эффективности.
Процедура стыковой сварки
Наиболее распространенным методом соединения отдельных отрезков полиэтиленовых труб и труб с полиэтиленовыми фитингами является термическое сплавление
торцы, как показано на рисунке 1. Этот метод обеспечивает постоянное, экономичное и эффективное соединение. Качественные стыковые сварные соединения производятся обученными операторами на качественных машинах для стыковой сварки в хорошем состоянии.
Качественные стыковые сварные соединения производятся обученными операторами на качественных машинах для стыковой сварки в хорошем состоянии.
Машина для стыковой сварки должна быть способна:
- Выравнивание концов труб
- Зажим труб
- Обращение к концам трубы параллельно и перпендикулярно центральной линии
- Обогрев концов труб
- Применение соответствующей силы сварки
Шесть этапов изготовления стыкового соединения
- Очистите, закрепите и выровняйте соединяемые концы труб
- Поверните концы трубы так, чтобы получить чистые параллельные поверхности, перпендикулярные центральной линии
- Выровняйте стыки труб
- Расплавьте стыки труб
- Соедините два конца трубы вместе, приложив соответствующую силу сплавления
- Подержать под давлением, пока соединение не остынет
Шаблон для соединения труб
Онлайн-шаблон для соединения трубы пылесборника
Теперь доступна значительно улучшенная версия этого программного обеспечения для соединения труб!Из-за популярности этого бесплатного онлайн-программного обеспечения для создания шаблонов стыков труб я потратил последний год на разработку программы на базе ПК для создания шаблонов стыков труб. Это называется Digital Pipe Mitter.
Если в этой бесплатной онлайн-версии создаются шаблоны для одного простого соединения, Digital Pipe Fitter поддерживает множество различных соединений.
и имеет функции и типы соединений, недоступные ни в каком другом программном обеспечении. Это называется Digital Pipe Mitter.
Если в этой бесплатной онлайн-версии создаются шаблоны для одного простого соединения, Digital Pipe Fitter поддерживает множество различных соединений.
и имеет функции и типы соединений, недоступные ни в каком другом программном обеспечении.Если вы создаете стыки труб в коммерческих целях, Digital Pipe Fitter может легко сэкономить вам тысячи долларов времени и усилий. Если вы сварщик или дизайнер, работающий с трубами, то Digital Pipe Fitter для вас. Расскажи мне больше Посетите DigitalPipeFitter.com сегодня. |
Бесплатная онлайн-версия, описанная ниже, предназначена только для личного (некоммерческого) использования.
Я планировал воздуховоды для своей магазинной системы пылеулавливания и обнаружил, что 6-дюймовые соединители из ПВХ довольно дороги.
Они также не входят в некоторые из странных углов и комбинаций, которые я хотел бы оптимизировать для своей компоновки. Прочитав кое-что из того, что говорит Билл Пентц на своем
Веб-сайт Cyclone Dust Collector Research, о
«Как сгибать и формировать ПВХ», я решил сделать свои собственные стыки и склеить их вместе с помощью клея CA.
Прочитав кое-что из того, что говорит Билл Пентц на своем
Веб-сайт Cyclone Dust Collector Research, о
«Как сгибать и формировать ПВХ», я решил сделать свои собственные стыки и склеить их вместе с помощью клея CA.
Муфты были легкими и бесплатными, на конце каждой восьмифутовой канализационной и дренажной трубы из ПВХ есть фланец, который подходит к концу следующей трубы. Локти были не так уж и плохи, просто воспользуйтесь торцовочной пилой и склейте детали вместе. Сложными соединениями были соединения, в которых патрубок соединяется под углом с основной магистралью. Эти Т-образные соединения могут быть выполнены с основной трубой, имеющей отверстие сбоку, и с другой трубой, конец которой обрезан до профиля, который плотно прилегает к диаметру основной трубы.
Это привело меня непосредственно к задаче трехмерной геометрии, которую необходимо было решить. Какова форма пересечения двух цилиндров, соединенных под любым заданным углом?
И как я могу передать эту форму поверхности трубы? Если бы я мог придумать бумажный шаблон, который можно было бы обернуть вокруг трубы и просто разрезать на леску, чтобы получить идеальную посадку, я был бы в бизнесе.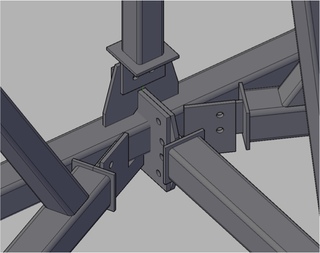 Я слышал о сварщиках, использующих метод рисования для определения профиля, чтобы отрезать конец трубы, чтобы он упирался в другую трубу.Но сейчас компьютерный век, и мне всегда нравится извлекать пользу из той старой инженерной степени, которую я получил много лет назад. Итак, я написал программу для распечатки шаблонов резки профилей с учетом диаметра трубы и угла пересечения. Я написал это как онлайн-приложение, чтобы вы могли
попробуйте сами.
Я слышал о сварщиках, использующих метод рисования для определения профиля, чтобы отрезать конец трубы, чтобы он упирался в другую трубу.Но сейчас компьютерный век, и мне всегда нравится извлекать пользу из той старой инженерной степени, которую я получил много лет назад. Итак, я написал программу для распечатки шаблонов резки профилей с учетом диаметра трубы и угла пересечения. Я написал это как онлайн-приложение, чтобы вы могли
попробуйте сами.
Попробуйте сами бесплатно: онлайн-программа Pipe Joint Template
Вы также можете посмотреть Руководство по программному обеспечению и Руководство по процедурам.
Для получения дополнительной информации о конструкции пылесборника см. Циклонный пылесборник, исследование Билла Пента
Многие вы заметили провода, обмотанные вокруг моих воздуховодов, чтобы уменьшить накопление статического электричества.
Вопросы безопасности использования ПВХ для пылеулавливания широко обсуждаются.
Я включаю один провод внутри и один, оборачиваемый снаружи трубы.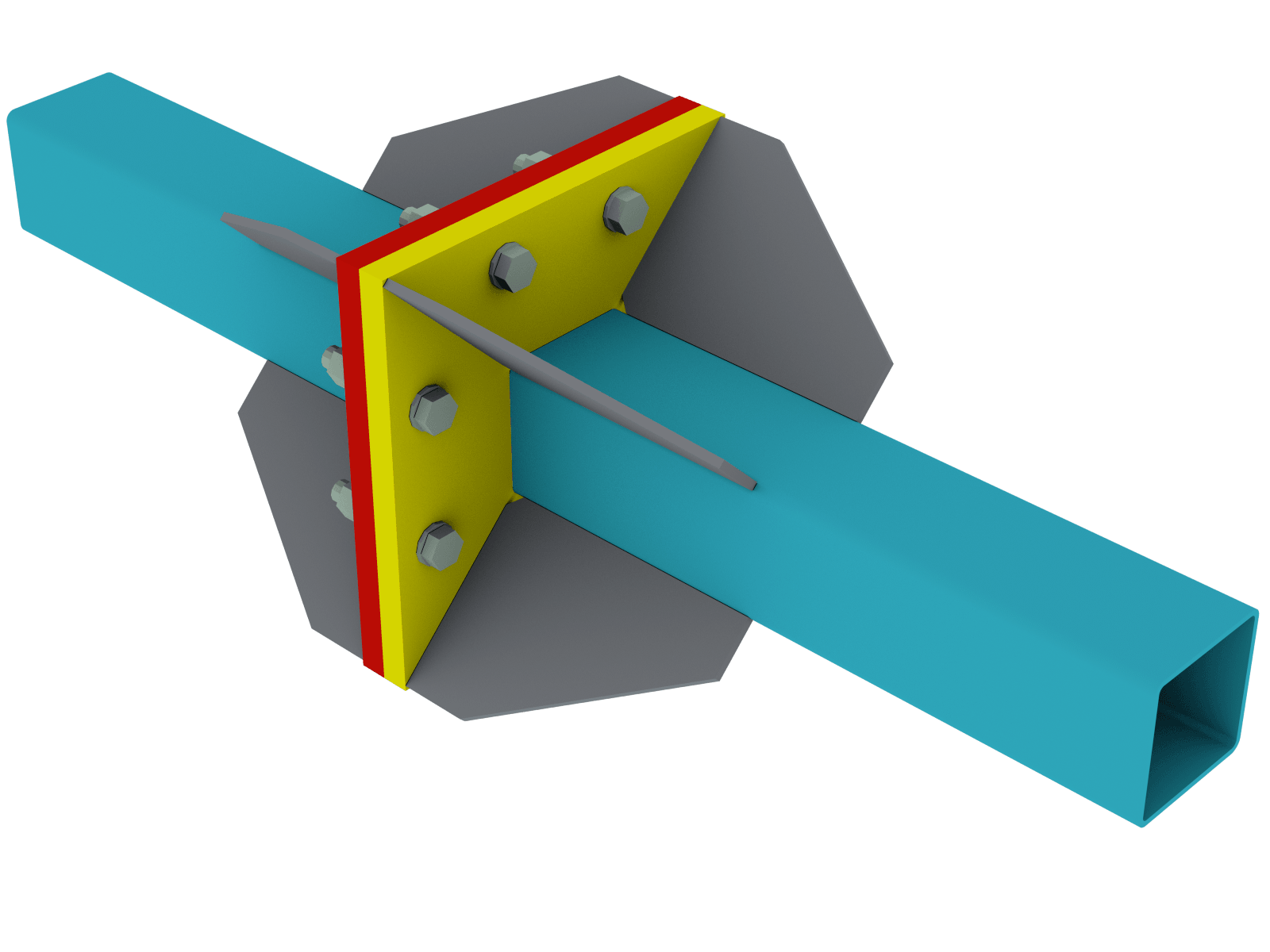 Металлическая лента, вероятно, была бы лучшим выбором для предотвращения возможной блокировки.
Но пока проблем у меня не было.
Я заметил, что добавление этого заземленного провода устраняет статическое прилипание пыли к внешней стороне трубы.Для получения дополнительной информации прочтите Заземление ПВХ и другие мифы об улавливании пыли.
Металлическая лента, вероятно, была бы лучшим выбором для предотвращения возможной блокировки.
Но пока проблем у меня не было.
Я заметил, что добавление этого заземленного провода устраняет статическое прилипание пыли к внешней стороне трубы.Для получения дополнительной информации прочтите Заземление ПВХ и другие мифы об улавливании пыли.
A Краткая статья о соединении в качестве трубной арматуры
Трубная муфта , , используемая в трубопроводе или водопроводе, представляет собой очень короткий отрезок трубы или трубки с раструбной или внутренней трубной резьбой на одном или обоих концах, позволяющий соединять вместе две трубы или трубки одинакового или разных размеров.Муфты — это фитинги для труб, которые помогают удлинить или ограничить участки трубопровода. Эти фитинги также используются для изменения размера трубы. Его также используют для ремонта сломанной или протекающей трубы.
Для большинства трубопроводов требуется соединить или отрезать несколько отрезков трубы, чтобы облегчить изменение направления и пересечение препятствий. Для этого требуется довольно быстрый способ соединения секций труб с сохранением целостности труб в процессе. Муфта для труб — это фитинг, используемый для соединения двух или более труб таким образом, чтобы между ними сохранялась непрерывность.
Для этого требуется довольно быстрый способ соединения секций труб с сохранением целостности труб в процессе. Муфта для труб — это фитинг, используемый для соединения двух или более труб таким образом, чтобы между ними сохранялась непрерывность.
Корпус муфты для труб обычно изготавливается из того же или аналогичного материала, что и трубы, которые она соединяет. Они могут быть жесткими или гибкими в зависимости от величины движения, которому подвергается труба, а также могут быть постоянными или съемными. Внутренний диаметр трубной муфты может быть увеличен или уменьшен для соединения труб разных размеров, иметь Т-образную или крестообразную форму для соединения более двух труб или наклонную для образования изгибов. Муфты для труб могут также включать периферийные элементы или оборудование, такие как смотровые отверстия, расходомеры или клапаны.
Категории трубных муфт
Муфты в составе трубопроводной арматуры можно разделить на две основные категории.
- Постоянная муфта
- Муфта съемная
Постоянная муфта
Постоянные трубные муфты обычно используют пайку или пайку в случае стальных или медных труб или клея в случае труб из ПВХ. Эти неразъемные соединения, при правильной установке, обеспечивают отличные характеристики жесткости и герметичности, когда в будущем не предвидится никаких изменений в трубопроводе.
Эти неразъемные соединения, при правильной установке, обеспечивают отличные характеристики жесткости и герметичности, когда в будущем не предвидится никаких изменений в трубопроводе.
Муфта съемная
Съемные трубные муфты чаще всего имеют резьбовую конструкцию, что позволяет их навинчивать на соединяемые трубы. Самым простым из них является сечение основной трубы, немного превышающее длину соединяемых труб, и нарезание внутренней резьбы. Концы труб также имеют резьбу, а муфту просто заклеивают пенькой или герметизирующей лентой и навинчивают на обе трубы.
Типы муфт
- Муфта полная
- Полумуфта
- Муфта переходная
- Муфта компрессионная
- Муфта скольжения / Ремонтная муфта
Муфта полная
Full Coupling используется для соединения труб малого диаметра.Он используется для соединения трубы с трубой или трубы с обжимкой или ниппелем. Это могут быть резьбовые или раструбные типы.
Полноразмерная муфта , приварная муфтой , используется для соединения труб с гладким концом с малым внутренним диаметром, где согласно спецификации трубы требуется сварка муфтой. Полнопроходная муфта используется для соединения труб малого диаметра с резьбовыми концами. Если два конца муфты различны (например, один с резьбой BSP и один с резьбой NPT), то его обычно называют переходником .
Полнопроходная муфта используется для соединения труб малого диаметра с резьбовыми концами. Если два конца муфты различны (например, один с резьбой BSP и один с резьбой NPT), то его обычно называют переходником .
Полумуфта
Полумуфтаиспользуется для ответвления труб малого диаметра от резервуара или трубы большого диаметра.Он может быть резьбовым или гнездовым. Он имеет гнездо или конец резьбы только с одной стороны.
Полумуфта , приваренная раструбом, может быть приварена непосредственно к трубе с большим внутренним диаметром для создания ответвления. Он используется для снятия ответвления трубы с малым отверстием от трубы с большим отверстием, когда требования к трубе — это сварка муфтой с малым диаметром отверстия. Резьбовая полумуфта имеет только один конец резьбы, а другой конец муфты должен быть концом для сварки встык либо с гладким концом, либо со скосом.
Муфта переходная
Переходная муфта предназначена для соединения труб разного диаметра. Редукционная муфта имеет два размера резьбы с каждой стороны. Переходные муфты обычно используются там, где небольшие технологические питающие линии объединяются в большие цепи питания или где устанавливаются фитинги малого диаметра. Переходные муфты обычно имеют простой ступенчатый профиль и навинчиваются на два отрезка трубы так же, как и стандартное соединение труб. Конструкции сварных переходных муфт аналогичны резьбовым, но не имеют резьбы.
Редукционная муфта имеет два размера резьбы с каждой стороны. Переходные муфты обычно используются там, где небольшие технологические питающие линии объединяются в большие цепи питания или где устанавливаются фитинги малого диаметра. Переходные муфты обычно имеют простой ступенчатый профиль и навинчиваются на два отрезка трубы так же, как и стандартное соединение труб. Конструкции сварных переходных муфт аналогичны резьбовым, но не имеют резьбы.
Муфта компрессионная
Компрессионная муфта соединяет две идеально выровненные трубы, в которых коническая муфта с прорезями помещается поверх стыка, а два фланца натягиваются на муфту так, что они автоматически центрируют трубы и обеспечивают достаточное контактное давление.
Муфта скольжения / Ремонтная муфта
Муфта скольжения (иногда также называемая ремонтной муфтой ) включает в себя две трубы, одна из которых выдвигается из другой трубы на разную длину.Скользящая муфта преднамеренно изготавливается без какого-либо внутреннего стопора, чтобы ее можно было вставить на место в труднодоступных местах, например, при ремонте трубы, имеющей небольшую утечку из-за коррозии или разрыва при замерзании, или которую пришлось временно разрезать для некоторых причина. Поскольку упор выравнивания отсутствует, установщик должен тщательно измерить окончательное положение скользящей муфты, чтобы убедиться, что она расположена правильно.
Поскольку упор выравнивания отсутствует, установщик должен тщательно измерить окончательное положение скользящей муфты, чтобы убедиться, что она расположена правильно.
Муфты вращающихся валов (ссылка в Википедии)
Муфта — это устройство, используемое для соединения двух валов вместе на их концах с целью передачи энергии, при этом допуская некоторую степень перекоса или торцевого движения, или и то, и другое.Муфты в составе соединительных вращающихся валов могут быть следующих типов.
- Муфта жесткая
- Гибкая муфта
Эта статья была деликатно ограничена для соединения в объеме трубопроводной арматуры. Муфты для соединения вращающихся валов будут рассматриваться отдельно.
Теперь ваша очередь вносить вклад
Что вы думаете об этой статье — информативной или требует доработки? Какие еще типы трубных муфт обычно используются в трубопроводной промышленности? У вас возникли вопросы или вопросы о соединении труб? Поделитесь своими отзывами и опытом в поле для комментариев ниже, чтобы сделать эту статью более содержательной.
база технических знаний для всех профессионалов в области технологических трубопроводов во всем мире…
Поделитесь этой статьей — знания увеличиваются за счет обмена, но не за счет сохранения.
СвязанныеСтраница не найдена | Департамент обучения и развития персонала
Страница не найдена
Добро пожаловать на новый веб-сайт Департамента обучения и развития персонала.Вы попали сюда, потому что информация, которую вы искали, имеет новое местоположение, больше недоступна или URL-адрес, который вы использовали, неверен. Используйте главное меню, чтобы найти то, что вы искали, используйте функцию поиска в верхней части страницы или просмотрите следующий обзор содержания нового веб-сайта, чтобы найти нужную информацию. Или вы можете перейти на нашу домашнюю страницу, чтобы узнать больше о том, что доступно.
Этот веб-сайт был запущен 15 декабря 2016 года с новым дизайном и реорганизацией контента, так что теперь он больше соответствует нашим клиентам и заинтересованным сторонам, а информацию легче находить. Кроме того, новый веб-сайт соответствует всем требованиям правительства штата, включая доступность, и удобен для мобильных устройств.
Кроме того, новый веб-сайт соответствует всем требованиям правительства штата, включая доступность, и удобен для мобильных устройств.
Мы будем рады вашим отзывам о новом веб-сайте. Пожалуйста, напишите нам по адресу [email protected].
1513913721
Что на сайте
Обучение
В этом разделе представлена информация о профессиональном образовании и обучении для студентов, родителей и сотрудников, такая как выбор учебного курса и / или учебного заведения, ученичество и стажировка, курсы фундаментальных и справедливых навыков, стоимость курсов и ПОО для учащихся средней школы программ.
Работа и навыки WA
Информация о вакансиях и навыках WA, включая подробную информацию о субсидируемых учебных курсах. В этом разделе доступен отраслевой квалификационный список Priority (PIQL).
Развитие карьеры
В этом разделе вы найдете информацию и ссылки на ресурсы и инструменты, которые помогут вам в развитии вашей карьеры и планировании.
Развитие персонала
В этом разделе представлена информация о модели планирования и развития персонала в Западной Австралии, а также информация о рынке труда Западной Австралии.Государственный список приоритетных профессий — SPOL — находится в этом разделе.
Онлайн-услуги
Здесь мы предоставили ссылки на услуги, которые Департамент предлагает в Интернете.
О нас
В этом разделе содержится корпоративная информация Департамента, включая политики и инструкции. Контактная информация наших сервисных центров также доступна здесь.
Офис ученичества
Управление ученичества регистрирует и управляет контрактами на обучение и регулирует систему ученичества / стажировки в Западной Австралии.
1513820918
Провайдеры обучения, практики ПОО и школы
Вся информация, инструменты и ресурсы, относящиеся к программам ПОО, доставке и оценке, доступны через «стикер» на главной странице или значок в правом верхнем углу главного меню.
Это включает в себя нашу программу повышения квалификации, грамотность и навыки счета, политику и руководящие принципы, SPOL, информацию о требованиях к отчетности, регистр квалификаций классов A и B , справочники по номинальным часам и Поиск продуктов для обучения, учебный центр управление и ресурсы для контрактных поставщиков и реферальных агентов по участию.
1486449314
Последнее обновление страницы: 22 января 2021 г.
.