2.1 Сущность, достоинства и недостатки ручной дуговой сварки покрытыми электродами. Технологические основы сварки плавлением и давлением
Разработка технологии сварки газопровода низкого давления из труб диаметром 219 мм
1.9 Технология и техника ручной дуговой сварки
Почти 60% объема сварочных работ при строительстве трубопроводов приходится на ручную дуговую сварку. Это соединение секций или отдельных труб в непрерывную нитку, сварка переходов через естественные и искусственные преграды…
Технологические основы сварки плавлением
2.1 Характеристика ручной дуговой сварки
Перемещение электрода в процессе сварки и подачу электродного и присадочного металла осуществляют вручную. При этом возникают трудности, связанные с поддержанием постоянства длины дуги…
Технологические основы сварки плавлением
3.1 Выбор материалов для ручной дуговой сварки покрытыми электродами
При сварке конструкций из низкоуглеродистых сталей широко используются электроды с рутил-карбонатным покрытием тина Э42 марки АНО-5 и типа Э46 марки МР-3. ..
..
Технологические основы сварки плавлением
4.1 Расчёт режимов для ручной дуговой сварки покрытыми электродами
Таблица 8 — ГОСТ 5264-80 Условное обозначение сварного соединения Конструктивные размеры S B в Подготовка сварных деталей Подготовка сварного шва Номинальное. отклонение Предел. отклонение h2 S1>2 Свыше 5 до 10 100 0 +2,0 1…
Технологические основы сварки плавлением
6.1 Расход электродов для ручной дуговой сварки
Расход электродов для ручной дуговой сварки определяется по формуле Gэ= Gн·1.6 (41) где Gэ- масса электродов; Gн- масса наплавленного металла. Массу наплавленного металла найдем по формуле Gн= ?·Fн·lшва. (42) Тогда Gн= 7.8·0.225·100=195.0 г…
Технологические основы сварки плавлением и давлением
2.2 Сущность, достоинства и недостатки сварки в среде защитных газов плавящимся электродом
Сущность процесса: дуга возбуждается и горит между электродной проволокой и изделием и все место сварки находится под действием защитного газа. Полуавтоматический или автоматический вариант…
Полуавтоматический или автоматический вариант…
Технологические основы сварки плавлением и давлением
3.1 Выбор сварочных материалов для ручной дуговой сварки покрытыми электродами
Низколегированные низкоуглеродистые стали сваривают электродами типов Э42, Э50А с основным покрытием марок УОНИ-13/45, СМ-11, УОНИ-13/55 и др. Так как мы имеем две стали разной толщины и нам нужно обеспечить получение равнопрочного соединения…
Технологические основы сварки плавлением и давлением
4.1 Расчет режимов для ручной дуговой сварки покрытыми электродами
Определение режимов сварки обычно начинают с диаметра электрода, который назначают в зависимости от толщины листов при сварке швов стыковых соединений. Сварку осуществляем без подкладок и за несколько проходов…
Технологические основы сварки плавлением и давлением
5.1 Расход электродов при ручной дуговой сварке покрытыми электродами
Определим расход электродов для ручной дуговой сварки:
(25)
где — масса электродного материала;
— коэффициент расхода электродов на 1 кг наплавленного металла.
Технологические основы сварки плавлением и давлением
6.1 Определение химического состава металла шва при ручной дуговой сварке покрытыми электродами
Определим долю участия основного металла в формировании шва: где — площадь поперечного сечения проплавленного металла, ; — площадь поперечного сечения наплавленного металла(). (32) где — площадь поперечного сечения шва,…
Технологические основы сварки плавлением и давлением
7.1 Определение ожидаемых механических характеристик металла шва при ручной дуговой сварке покрытыми электродами
Экспериментальное определение механических характеристик металла швов позволило установить коэффициенты влияния каждого элемента и составить эмпирические уравнения для расчета ожидаемых механических характеристик металла сварных…
Технологические основы сварки плавлением и давлением
8.1 Выбор сварочного оборудования для ручной дуговой сварки покрытыми электродами
Наш источник питания должен подходить по все параметрам указанным выше. Ручная дуговая сварка производится на постоянном токе обратной полярности.
Рассмотрим 3 различных источника питания: сварочный выпрямитель ВД-131 (СЭЛМА, Украина)…
Ручная дуговая сварка производится на постоянном токе обратной полярности.
Рассмотрим 3 различных источника питания: сварочный выпрямитель ВД-131 (СЭЛМА, Украина)…
Технологические процессы сборки и сварки трубопровода диаметром 50 мм в поворотном положении в базовых условиях
1.2 Сущность метода ручной дуговой сварки
Сущность всех дуговых методов сварки заключается в использовании тепла электрической дуги — мощного стационарного самостоятельного газового разряда с низким катодным напряжением, существующего в промежутке между двумя электродами…
Технологический процесс сборки и сварки корпуса выдвижного подхвата
2.5.1 Расчет режимов для ручной дуговой сварки
Силу сварочного тока рассчитываю по формуле: , где — диаметр электрода, мм. Принимаю мм. — коэффициент, зависящий от диаметра электрода. Принимаю . А Напряжение на дуге принимаю В. Длину дуги принимаю 4-5 мм…
Технология газовой сварки тройника системы водоснабжения из стали марки 09Г2С диаметром трубы 89мм
Глава 4.
 Технология ручной дуговой сварки колонны
Технология ручной дуговой сварки колонныРучная дуговая сварка — это наиболее старый, а также универсальный метод, выполняемый по технологии дуговой сварки и обеспечивающий высокое качество швов. Технология ручной дуговой сварки подразумевает собой метод…
Сварка. Понятие, сущность процесса.
Сварка представляет собой процесс получения неразъемного соединения посредством установления непрерывных межатомных связей между соединяемыми деталями при их нагревании и (или) пластическом деформировании.
Всего существует около 200 способов.
Все существующие способы сварки, можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга.
Наибольший объём среди других видов сварки занимает ручная дуговая сварка — сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную.
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки:
1. электрическая дуговая, где источником тепла является электрическая дуга;
2. электрошлаковая, где основным источником теплоты является расплавленный шлак, через
который протекает электрический ток;
3. электронно-лучевая, при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом;
4. лазерная, при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц — фотонов.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева у плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и тори плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получаете; от источников питания дуги постоянного или переменного тока. Классификация дуговой сварю производится в зависимости от степени механизации процесса сварки, рода тока и полярности типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают ручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.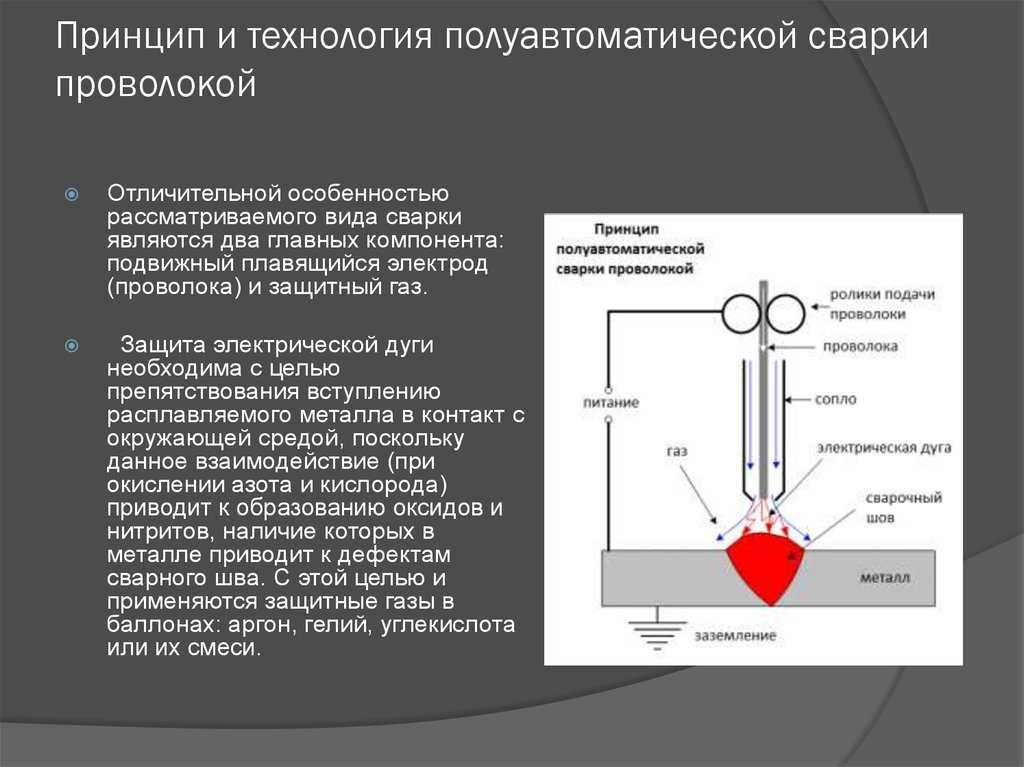
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде защитных газов – аргон, азот, углекислый газ и др.), с комбинированной зашитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют co6oй материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процесс сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходи электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
При полуавтоматической сварке плавящимся электродом механизируются операции п подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм, при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.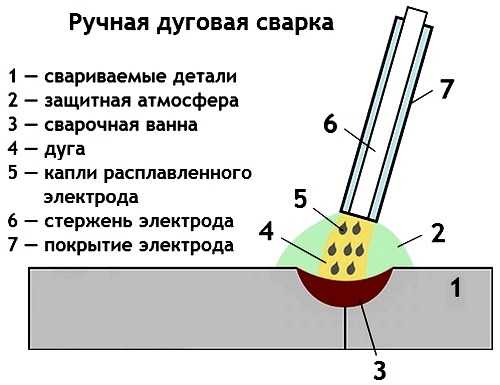
Дата добавления: 2016-12-09; просмотров: 1799; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Сварочное оборудование для ручной дуговой сварки: виды, модели
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ.
Оборудование для ручной дуговой сварки
Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям.
Преимущества
Данная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся:
- Широкий выбор изделий на современном рынке от отечественных и зарубежных производителей;
- Относительно небольшая стоимость оборудования;
- Высокая производительность во время работы;
- Доступность расходных материалов;
- Универсальность, за счет выбора различных режимов работы и параметров;
- Наличие дополнительных функций, которые улучшают работу.

Недостатки
Несмотря на преимущества, тут есть ряд недостатков:
- Плохо справляется со сложными типами сварки;
- Не дает достаточного уровня защиты, как это происходит с газовой сваркой;
- Скорость проведения сварочных работ может быть слишком высокой;
- Большие затраты энергии при работе.
Виды оборудования для ручной дуговой сварки
Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях.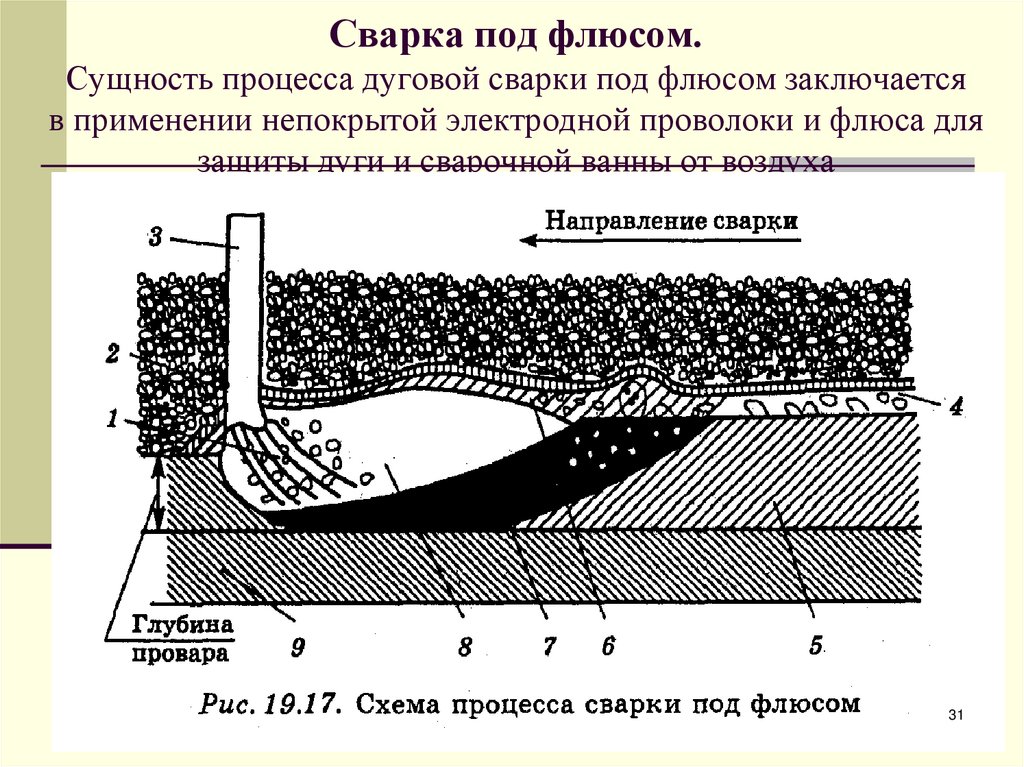
Сварочный трансформатор
Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше.
В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать.
Популярный модельный ряд
Сварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
Fubag IR 200
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 5 – 200 |
| Диапазон рабочего напряжения, В | 150 – 240 |
| Фазы питания | 1 |
| Напряжение х.х, В | 65 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 40 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |
Сварочный аппарат Fubag IR 200
Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 200 |
| Диапазон рабочего напряжения, В | 140 – 260 |
| Фазы питания | 1 |
Напряжение х. х, В х, В | 80 |
| Род рабочего тока | постоянный |
| Напряжение, В | 26 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 70 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |
Сварочный аппарат Ресанта САИ 220
Сварог 205
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 180 |
| Диапазон рабочего напряжения, В | 187 – 253 |
| Фазы питания | 1 |
| Напряжение х.х, В | 75 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.2 |
| ПВ, % | 60 |
| Диаметра наплавочных материалов, мм | 1.6 – 4 |
Сварочный аппарат Сварог 205
Критерии выбора
Современное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом.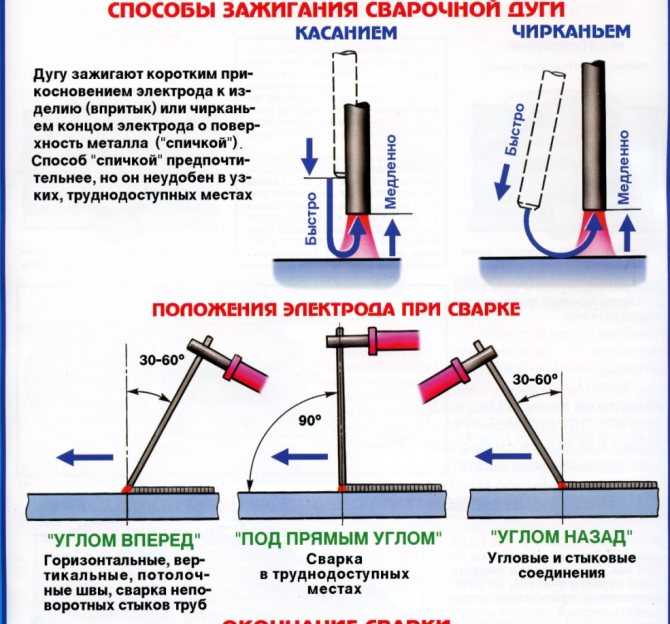 При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных.
Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены.
«Важно!
Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.»
Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования.
Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов.
Производители
- Ресанта;
- Барс;
- Сварог;
- Фубаг;
- Кентавр.
Ручная дуговая сварка: технология, ГОСТ :: SYL.ru
При создании металлоконструкций широко применяется ручная дуговая сварка.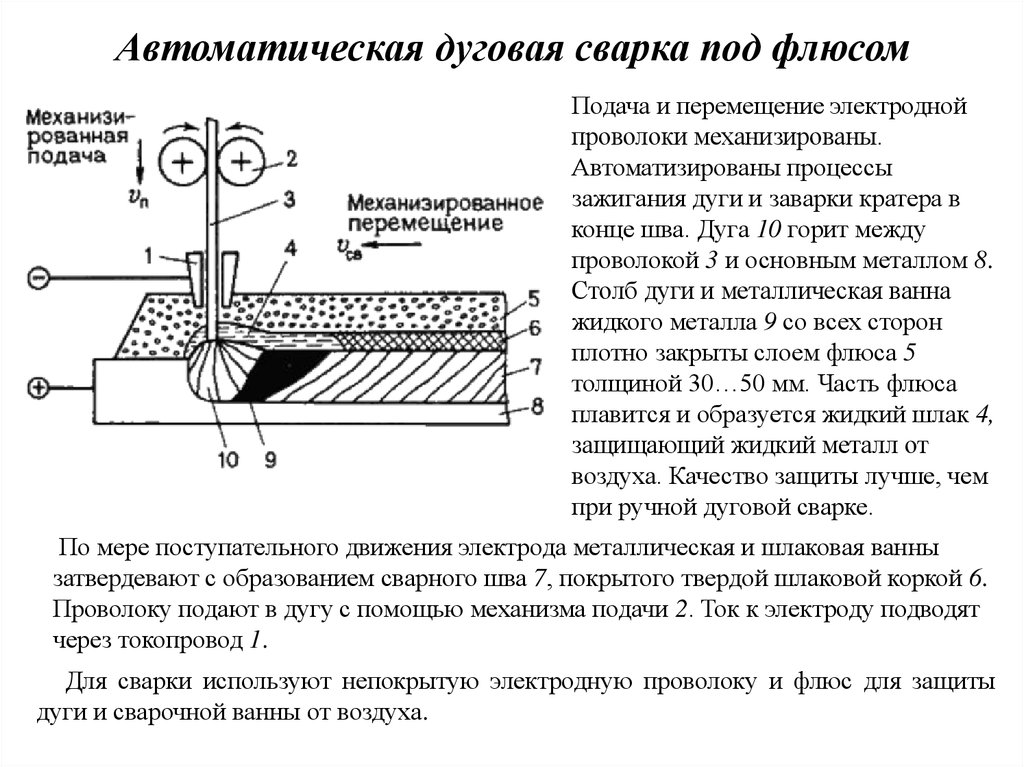
Она представляет собой процесс создания неразъемного соединения посредством расплавления металла электрической дугой.
Сущность процесса сварки
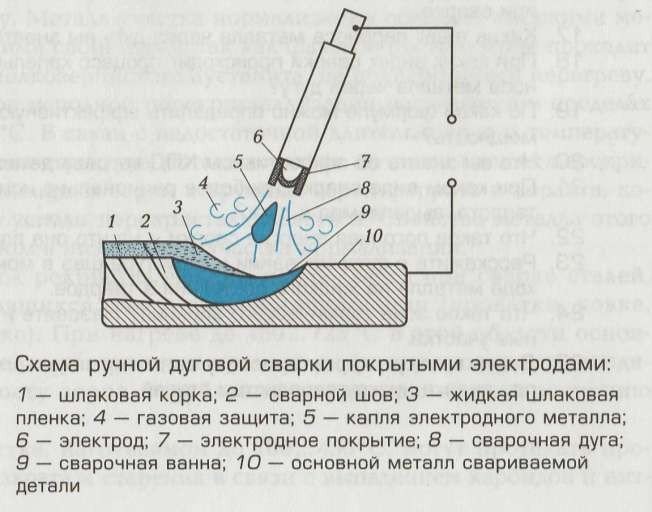
Сварка заключается в создании дуги между покрытым защитным слоем электродом и сварочной ванной. Поджиг производится посредством быстрого касания и отведения на небольшое расстояние от поверхности детали металлического стержня. От высокой температуры появившейся дуги он расплавляется и образует сварной шов. Вместе с электродом расплавляется его покрытие, образуя защиту из газа и шлака, предохраняющую металл от окисления. После каждого этапа сварки шлаковый налет удаляется с поверхности шва.
Ограниченная длина электрода вызывает прерывание процесса сварки, так как постоянно приходится менять его на новый. Перерывы в работе являются причиной образования в сварном шве дефектов.
Изготовителем электродов указываются рекомендуемые пределы изменения величины требуемого тока, зависящие от свойств покрытия, толщины стержня и положения сварки.
При разогреве стержня обмазка плавится тоже, создавая поток газа, направленного к сварочной ванне. В результате в нее переносятся капли расплавленного металла. Движение газа настолько интенсивно, что он перемещает металл снизу вверх при сварке в потолочном положении.
Тип и толщина свариваемых деталей
Ручная дуговая сварка применима к нелегированным и легированным сталям толщиной до 50 мм в производстве единичных или мелкосерийных изделий. Тонкий металл (менее 1,5 мм) быстро проплавляется и «проваливается» до появления сварочной ванны. Для него нужны специальные приспособления.
Прочность сварочного соединения металла снижается с увеличением содержания в нем углерода.
Выгодно использовать ручную сварку для изделий толщиной 3-20 мм. Исключением являются единичные швы сложной конфигурации.
Характеристики электродов
Для электродов подбирают специальные материалы стержня и обмазочного слоя, содержащего шлакообразующие, стабилизирующие и другие вещества.
Назначения покрытия следующие.
- Производство шлака, который обволакивает сварочную ванну и расплавленные капли металла, предохраняя их от окисления кислородом воздуха и влияния паров воды.
- Образование защитного газа, образующегося при сгорании органической составляющей покрытия.
- Выполнение раскисления металла шва. Кроме того, в обмазке могут находиться легирующие добавки, переходящие из шлака в капли металла.
Электроды для ручной дуговой сварки имеют определенный тип, соответствующий заданным механическим характеристикам наплавленного металла. Буква Э с числом в обозначении его типа указывает на величину временного сопротивления (кг/мм2). Наличие буквы А характеризует высокие пластичность и ударную вязкость.
Положение сварки в пространстве
Сварка допускается во всех положениях, но самым удобным является нижнее, для которого не требуется высокая квалификация исполнителя. Здесь могут применяться электроды больших диаметров, а ток может быть высоким, что позволяет процесс сделать более производительным. При потолочном и вертикальном положениях шва капли металла держатся только за счет поверхностного натяжения. Размер сварочной ванны уменьшается и требуется меньший диаметр электрода.
Условия работы сварщика
Процесс электросварки может производиться в самых разных условиях: в помещениях, на открытом воздухе, на конструкциях, трубопроводах и других объектах. При этом не требуется подача воды, газа, а из применяемых материалов требуются только электроды. Для работы требуется источник питания. Кабели могут удаляться от него на большое расстояние. При этом растут энергетические потери на их нагрев. В отдаленных местах могут использоваться электрические генераторы с приводом от двигателя, работающего на бензине или дизельном топливе.
Снег, дождь и ветер являются помехами, и от них требуется защита рабочей зоны.
Тип сварочного тока
Ручная дуговая сварка осуществляется на переменном или постоянном токе. Для этого применяются специальные электроды, но они могут быть универсальными, предназначенными для обоих типов тока.
Постоянный ток позволяет создать более стабильную дугу, и работать с ним удобней. Расплавленный металл имеет лучший смачивающий эффект, а шов формируется равномерный. Поэтому для сварки мелких изделий или тонких листов этот способ необходим.
Дефекты сварных соединений
К качеству соединений в металле предъявляются технические требования и устанавливаются нормы. Если от них имеются отклонения, которые приводят к снижению работоспособности конструкций и надежности, то появляются дефекты. По причинам возникновения их разделяют на две группы. К первой относятся дефекты, возникающие в процессах кристаллизации металла, а также его остывания: трещины, поры, включения шлака, ухудшение свойств металла на швах и рядом с ними. Во 2-ю группу входят дефекты, связанные с неправильной подготовкой и нарушением режима сварки: подрезы, непровары, наплывы, прожоги, кратеры, отклонения швов от расчетных размеров.
Ручная дуговая сварка: соединения сварные
Для создания надежного соединения, когда толщина металла не менее 7 мм, необходимо подготовить кромки заготовок. С их помощью обеспечивается полный провар заготовок.
На тонком металле делается 1 или 2 шва, а на больших толщинах сначала выполняется корневой проход, а затем полость заполняется наплавляемыми валиками.
ГОСТ «Ручная дуговая сварка» (5264-80) регламентирует, как разделывать края деталей в зависимости от того, какой выбран тип соединения. По форме, различают V, К, Х-образные кромки. Шов может выполняться с одной или двух сторон.
Кромку можно срубить зубилом, но качество достигается самое низкое. Ровные и чистые они получаются на специальных строгальных или фрезерных станках. Если это сделать невозможно, используют кислородную резку.
Особое внимание уделяется очистке кромок от ржавчины, окалины и прочих загрязнений. Это делается стальной щеткой. Для облегчения применяют предварительный подогрев участков пламенем газовой горелки.
Типы сварных соединений определяются взаимным расположением деталей и могут быть следующими:
- стыковое;
- внахлест;
- тавровое;
- угловое.
ГОСТ «Ручная дуговая сварка. Соединения сварные» (5264-80) различает типы швов по положению в пространстве.
- Нижний — самый простой и надежный. Детали располагаются под электродом. Здесь важно не проплавить заготовки.
- Горизонтальный — деталь располагается под углом 0-600, а сварка ведется в горизонтальном направлении.
- «В лодочку» — установка детали под наклоном и сварка в угол.
- Вертикальный — шов делается снизу вверх. Работа усложняется из-за стекания металла.
- Потолочный — шов располагается сверху. Сварка ведется короткими импульсами при пониженном токе.
Швы на готовых изделиях проверяются на соответствие требованиям ГОСТ. Ручная дуговая сварка не должна приводить к образованию дефектов, а геометрические и механические характеристики соединений необходимо поддерживать в заданных пределах.
Сварочное оборудование
Оборудование для ручной дуговой сварки — это прежде всего специальный аппарат, которым может быть:
- трансформатор;
- трансформатор с выпрямителем;
- инвертор.
Особую популярность приобрели сварочные инверторы. Функции форсирования дуги и антиприлипания позволяют делать относительно качественные швы даже новичкам. Высокая стоимость не останавливает покупателей, благодаря высоким техническим характеристикам и большей надежности.
На рынке можно купить профессиональные устройства с высокой производительностью и для бытового применения, когда нет необходимости в непрерывной работе.
Технология ручной дуговой сварки
Для ручной сварки сначала производится розжиг касанием или чирканьем. Затем электрод отводится на небольшое расстояние, чтобы дуга постоянно горела. Технология ручной дуговой сварки заключается в перемещении стержня в трех плоскостях:
- приближение и удаление электрода от поверхности заготовки колебательными движениями;
- движение в направлении формирования шва;
- формирование валика металла перемещением электрода поперек оси шва.
Сварка труб ручной дуговой сваркой
Для труб применяются обычные способы соединения и положения шва. Они должны соответствовать ГОСТ «Ручная дуговая сварка. Соединения сварные» (5264-80). К соединениям труб предъявляются особые требования, чтобы они были герметичными и выдерживали заданное давление перекачиваемой среды.
Поэтому стараются производить сварку труб в нижнем положении, а изделие при этом периодически поворачивается. Их подготовка заключается в создании перпендикулярных торцов с притуплением -2,5 мм и скосом кромок на угол 60-700.
Сварка производится большей частью встык, и для этого сначала делают прихватку в 4 местах трубы. Если ее диаметр превышает 300 мм, расстояние между участками сварки составляет около 200 мм. Длина прихваток составляет около 50 мм. После выполняют сварку трубы по всей окружности.
Заключение
Ручная дуговая сварка производится для соединения деталей в мелкосерийном и единичном производстве. Для получения качественных соединений необходимо иметь подходящий аппарат и электроды, а также обладать навыками подготовки деталей и выполнения сварки.
Понятие о сварке и ее сущность
1. Приложение 4.2.3 МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Тема:Понятие о сварке и ее
сущность
2. Осваиваемые компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталейиз углеродистых и конструкционных сталей во всех
пространственных положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей
из цветных металлов и сплавов во всех пространственных
положениях сварного шва.
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми
электродами различных деталей.
ПК 2.4. Выполнять дуговую резку различных деталей.
ПК 2.5. Выполнять ручную дуговую сварку покрытыми
электродами конструкций (оборудования, изделий, узлов,
трубопроводов, деталей) из углеродистых сталей,
предназначенных для работы под давлением, в различных
пространственных положениях сварного шва.
3. Цель: В результате обучения по данной теме обучающиеся получат знания о сварке и ее сущности.
Место проведения: кабинеттеоретических основ сварки и резкиметаллов
Форма урока : лекция
4. Сварка
В соответствии с ГОСТ 2601—74 сварка — процессполучения неразъемных соединений посредством
установления межатомных связей между свариваемыми
частями при их местном или общем нагреве, или
пластическом деформировании, или совместном действии
того и другого.
Неразъемные соединения, выполненные с помощью
сварки, называют сварными соединениями.
Посредством сварки соединяют преимущественно детали
из металлов. Однако сварные соединения применяют и
для деталей из неметаллов —
пластмассы и керамики или их сочетаний.
Для получения сварных соединений не требуются
какие-либо специальные соединительные
элементы (заклепки, накладки и т.п.). Соединение
происходит за счет образования связей между
атомами соединяемых деталей.
Для сварных соединений металлов характерно
возникновение металлической связи,
обусловленной взаимодействием
обобществленных электронов и ионов решетки.
При сварке керамик с металлами или между
собой возрастает доля ковалентной или ионной
составляющих связи.
6. Энергией активации
Для получения сварного соединения недостаточно простогосоприкосновения поверхностей соединяемых деталей.
Межатомные связи устанавливаются только тогда, когда
атомы соединяемых деталей получают некоторую
дополнительную энергию, необходимую для преодоления
существующего между ними энергетического барьера. Эту
энергию называют энергией активации.
При сварке ее вводят в зону соединения извне
путем нагрева (термическая активация) или пластического
деформирования (механическая активация).
В зависимости от характера активации при
выполнении соединений различают два основных
вида сварки: плавлением и
давлением
8. Сварка плавлением
При сварке плавлением детали по соединяемым кромкамоплавляются под действием источника нагрева.
Расплавленный металл, сливаясь в общий объем,
образует жидкую сварочную ванну.
При охлаждениисварочной ванны жидкий металл затвердевает и образует
сварной шов.
Шов может быть образован только за счет расплавления
металла свариваемых кромок или за счет металла кромок
и дополнительного введения в сварочную ванну
расплавляемой присадки.
9. Сварка давлением
Сущность сварки давлением состоит в совместномпластическом деформировании материала по кромкам
свариваемых деталей.
Благодаря пластической деформации облегчается
установление межатомных связей соединяемых частей.
Для ускорения процесса применяют сварку давлением с
нагревом. В некоторых случаях нагревают до оплавления
свариваемые поверхности металла или промежуточные
вспомогательные прокладки; давление может
осуществляться в непрерывном или прерывистом
режимах.
10. Классификация видов сварки
Различают более 150 видов сварочныхпроцессов. ГОСТ 19521—74
сварочные процессы классифицирует по
основным физическим, техническим и
технологическим признакам.
Основа классификации по физическим
признакам — вид энергии, применяемой для
получения сварного соединения. По физическим
признакам все сварочные процессы относят к
одному из трех классов: термическому,
термомеханическому и механическому.
11. По физическим признакам
Термический класс — все виды сварки плавлением,осуществляемые с использованием тепловой энергии
(газовая, дуговая, электрошлаковая, плазменная,
электронно-лучевая и лазерная).
Термомеханический класс — все виды сварки,
осуществляемые с использованием тепловой энергии и
давления (контактная, диффузионная, кузнечная, газо- и
дугопрессовая).
Механический класс — все виды сварки давлением,
проводимые с использованием механической энергии
(холодная, трением, ультразвуковая и взрывом).
12. По техническим признакам
По техническим признакам сварочные процессы классифицируют взависимости от способа защиты металла в зоне сварки,
непрерывности процесса и степени его механизации.
13. Виды сварки плавлением
Источником нагрева при дуговых способахсварки служит сварочная дуга, представляющая
собой устойчивый электрический разряд,
происходящий в газовой среде между двумя
электродами или электродом и деталью. Для
поддержания разряда необходимой
продолжительности разработаны специальные
источники.
При питании дуги переменным током
применяют сварочные трансформаторы, при
сварке на постоянном токе — сварочные
генераторы или сварочные выпрямители.
По характеру защиты свариваемого металла и сварочной
ванны от окружающей среды существуют способы
дуговой сварки с шлаковой, газошлаковой и газовой
защитой.
По виду электродного материала различают дуговую
сварку плавящимися и неплавящимися электродами.
Плавящимися электродами служат металлические
проволоки и стержни из стали, сплавов алюминия, титана,
никеля, меди и других металлов; неплавящимися —
угольные, графитовые, вольфрамовые стержни.
При горении дуги и плавлении свариваемого и
электродного металлов необходима защита сварочной
ванны от воздействия атмосферных газов — кислорода,
азота и водорода, так как они
растворяются в жидком металле и ухудшают качество
металла шва.
По способу защиты сварочной ванны, самой дуги и конца
нагреваемого электрода от воздействия атмосферных газов
дуговую сварку разделяют на следующие виды: сварку
покрытыми электродами; под флюсом; в защитном газе;
самозащитной порошковой проволокой; в вакууме; с
комбинированной защитой.
По степени автоматизации процесса различают ручную,
механизированную и автоматическую сварку.
17. Дуговая сварка покрытыми электродами
При этом способе сварку выполняют вручнуюштучными покрытыми электродами.
Покрытый электрод представляет собой
металлический стержень с нанесенным на его
поверхность покрытием (обмазкой).
Покрытие электродов готовят из порошкообразной
смеси различных компонентов.
Его назначение — повысить устойчивость горения
дуги, провести металлургическую обработку
сварочной ванны, обеспечить защиту
Сварной шов образуется за
счет расплавления металла
свариваемых кромок и
плавления стержня
сварочного электрода.
При этом сварщик вручную
выполняет два основных
технологических движения:
подачу покрытого электрода в
зону сварки по мере его
расплавления и перемещение
дуги вдоль свариваемых
кромок.
Ручная дуговая сварка
покрытыми электродами —
один из наиболее
распространенных способов,
используемых при
изготовлении сварных
конструкций.
19. Дуговая сварка под флюсом
При сварке под флюсом сварочная проволока и флюсподаются в зону горения дуги, под воздействием
теплоты которой плавятся кромки основного
металла, электродная проволока и часть флюса.
Вокруг дуги образуется газовый пузырь,
заполненный парами металла и материалов флюса.
По мере перемещения дуги расплавленный флюс
всплывает на поверхность сварочной ванны, образуя
шлак.
Расплавленный флюс защищает зону горения дуги
от воздействия атмосферных газов и значительно
улучшает качество металла шва.
Сварку под слоем флюса
применяют для соединения
средних и больших толщин
металла.
Сварочный электрод
выполнен в виде проволоки,
свернутой в кассете.
Подача проволоки в зону
горения дуги
механизирована, а
перемещение дуги по
свариваемым деталям
выполняют вручную или
специальными механизмами..
21. Дуговая сварка в защитных газах
Электрическая дуга горит в среде специальноподаваемых в зону сварки защитных газов. При этом
используют как неплавящийся, так и плавящийся
электроды.
Процесс можно выполнять вручную,
механизированным или автоматическим способом.
При сварке неплавящимся электродом изделий
большой толщины применяют присадочную
проволоку.
В качестве защитных газов применяют углекислый
газ, аргон, гелий, иногда азот для сварки меди.
Наиболее распространены смеси газов: аргон +
кислород, аргон + гелий или аргон + углекислый газ
В процессе сварки защитные газы, подаваемые в
зону горения дуги через сопло сварочной горелки,
оттесняют атмосферные газы от электрода и
сварочной ванны .
23. Электрошлаковая сварка
Процесс сварки является бездуговым. В отличие отдуговой сварки для расплавления основного и присадочного металлов используют теплоту,
выделяющуюся при прохождении сварочного тока
через расплавленный электропроводный шлак
(флюс).
В начале процесса дугой расплавляют небольшое
количество флюса. Затем электрод погружают в
шлаковую ванну, горение дуги прекращается и ток
начинает проходить через расплавленный шлак .
Сварку выполняют снизу вверх чаще всего при
Для формирования шва по обе стороны зазора устанавливают медные
ползуны-кристаллизаторы, охлаждаемые водой. По мере формирования шва
ползуны перемещаются в направлении сварки.
По виду электрода различают электрошлаковую сварку проволочным,
пластинчатым электродом и плавящимся мундштуком; по наличию
колебаний электрода — без колебаний и с колебаниями электрода; по числу
электродов — одно-, двух- и многоэлектродную.
Обычно электрошлаковую сварку применяют для соединения
деталей толщиной от 50 мм до нескольких метров
25.
Плазменная сваркаПроцесс основан на пропускании под давлениемпотока газов через электрический разряд большой
плотности. В результате получают
высокотемпературный ионизированный газ,
называемый плазмой. Температура плазменной
струи достигает 30 000 °С.
Плазменную сварку можно выполнять при
изготовлении как тонкостенных изделий, так и
деталей большой толщины из различных
материалов.
В качестве плазмообразующего газа чаще всего
используют аргон, гелий или азот. Состав и расход
плазмообразующего газа зависят от вида электрода и
26. Электронно-лучевая сварка
• Сварку проводят в специальной камере в глубокомвакууме. В результате интенсивной бомбардировки места
сварки быстродвижущимися электронами, излучаемыми
нагретым вольфрамовым или металлокерамическим
катодом,
выделяется энергия, необходимая для нагрева и
плавления металла.
• Ускорение движения электронов обусловлено
постоянным высоким напряжением (до 100 кВ) между
катодом и анодом (изделием).
Поток электроновфокусируется в узкий луч и направляется в место
соединения деталей.
• Сварку можно выполнять без колебаний и с колебаниями
электронного луча, острофокусированным или
расфокусированным лучом.
• Электронным лучом сваривают тугоплавкие и химически
активные металлы, выполняют узкие и глубокие швы на
27. Лазерная сварка
• Способ сварки плавлением, при которой для нагреваиспользуют энергию излучения лазера (англ. «усиление
света посредством стимулированного излучения»).
• Современные промышленные лазеры применяют для
сварки,
наплавки, резки, прошивки отверстий, поверхностной
обработки различных конструкционных материалов во
многих отраслях машиностроения.
• Промышленные газовые и твердотельные лазеры
снабжены микропроцессорной системой управления.
Вакуум при сварке лазером не нужен, и ее можно
выполнять на воздухе даже на значительном расстоянии
от генератора излучения.
• С помощью газового лазера режут не только
28.
Газовая сваркаДля плавления свариваемого и присадочногометаллов используют высокотемпературное
газокислородное пламя.
В качестве горючего для сгорания в
кислороде применяют ацетилен, водород,
пропан-бутановую смесь, пары керосина,
бензина, природный, светильный, нефтяной,
коксовый и другие газы.
29. Термитная сварка
Свариваемые детали помещают вогнеупорную форму, а в установленный
сверху тигель засыпают термит —
порошкообразную смесь алюминия с
железной окалиной.
В процессе горения термитной смеси при
температуре более 2000 °С образуется
жидкий металл, который при заполнении
формы оплавляет кромки свариваемых
Смирнов В.В. (ред) Оборудование для дуговой сварки
- формат pdf
- размер 22.3 МБ
- добавлен 18 апреля 2011 г.
Издательство: Л.
Рассмотрены современное оборудование для дуговой сварки и его технологические возможности. Приведены сведения о технических параметрах оборудования, особенностях его конструкций и электрических схем. Даны рекомендации по выбору типа оборудования, его монтажу, эксплуатации и ремонту.
Для инженерно-технических работников, мастеров сварочных участков и студентов.
Смотрите также
- формат pdf
- размер 6.49 МБ
- добавлен 26 сентября 2011 г.
Учебное пособие. — Томск, ТПУ, 2011. — 317 с. В пособии рассмотрены теоретические основы сварки, сущность процессов, оборудование, сварочные материалы для ручной дуговой сварки, автоматической сварки под флюсом и механизированной сварки. Описана технология сварки различных сталей и сплавов, цветных металлов и чугунов. Показаны различные виды дефектов и способы их устранения.
- формат djvu
- размер 7.07 МБ
- добавлен 29 марта 2010 г.
Приведены общие сведения и теоретические основы сварочных процессов; рассмотрены материалы, оборудование и технология автоматической и механизированной дуговой сварки; даны особенности сварки конструкционных материалов различных групп и изготовления сварных конструкций, рассмотрены виды дефектов и способы контроля сварных швов и соединений, а также вопросы охраны труда и природы.
Курсовая работа
- формат docx
- размер 90.42 КБ
- добавлен 07 января 2010 г.
ГК и ВО России НГТУ, Преп. Куроедов В. Б., г. Новосибирск — 1997 год. Содержание курсовой работы: Сварка. Понятие, сущность процесса. Сварка плавлением. Классификация электрической дуговой сварки. Ручная дуговая сварка и оборудование для неё. Технология ручной дуговой сварки. Технология газовой сварки. Приложение. Литература.rn
Курсовая работа
- формат gif, htm, html
- размер 202.3 КБ
- добавлен 22 декабря 2010 г.
Сварка. Понятие, сущность процесса Сварка плавлением Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки Технология газовой сварки Приложение Литератураrn
Реферат
- формат docx
- размер 51. 41 КБ
- добавлен 27 ноября 2010 г.
Реферат сдавался в ЮРГТУ в 2008 году. Введение. Основные вопросы сварки. Сварка. Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки. техника сварки. Сущность газовой сварки Техника газовой сварки Автоматическая дуговая сварка под флюсом Электрошлаковая сварка и приплав Сварка в среде защитных газов Контактная сварка Стыковая сварка Точечная сварка Шо…
Реферат
- формат doc
- размер 10.09 КБ
- добавлен 21 января 2009 г.
Отрытие дуговой сварки. Что такое дуга. Распространение дуговой сварки. Зависимости от способа дуговой сварки. Разновидности сварки. Высказывание К.К.Хренова. Замечательный русский изобретатель Н.Г.Славянов был по образованию инженером, металлургом. Последняя четверть прошлого века явилась периодом становления электротехники-науки о процессах, связанных с практическим применением электрических явлений. 30-летний руководитель орудийных и механиче…
Реферат
- формат doc
- размер 142.1 КБ
- добавлен 05 декабря 2009 г.
Введение. Основные вопросы сварки. Сварка. Понятие, сущность процесса. Классификация электрической дуговой сварки. Ручная дуговая сварка и оборудование для неё. Технология ручной дуговой сварки. Техника сварки. Сущность газовой сварки. Техника газовой сварки. Автоматическая дуговая сварка под флюсом. Электрошлаковая сварка и приплав. Сварка в среде защитных газов. Контактная сварка. Стыковая сварка. Точечная сварка. Шовная сварка. Газовая сварка…
Реферат
- формат htm, doc
- размер 167.67 КБ
- добавлен 21 октября 2010 г.
Основные вопросы сварки Сварка. Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки Техника сварки Сущность газовой сварки Техника газовой сварки Автоматическая дуговая сварка под флюсом Электрошлаковая сварка и приплав Сварка в среде защитных газов Контактная сварка Стыковая сварка Точечная сварка Шовная сварка Газовая сварка и резка металлов Дефект…
- формат rtf
- размер 765. 87 КБ
- добавлен 28 июля 2010 г.
Содержание. Сварка. Понятие, сущность процесса. Сварка плавлением. Классификация электрической дуговой сварки. Ручная дуговая сварка и оборудование для неё. Технология ручной дуговой сварки. Технология газовой сварки. Приложение. Литература.
- формат djvu
- размер 53.58 МБ
- добавлен 21 августа 2010 г.
Энергоатомиздат.1986. Рассмотренно современное (1986) оборудование для дуговой сварки и его технологические возможности. Приведены сведения о технических параметрах оборудования, особенностях его конструкций и электрических схем. Даны рекомендации по выбору типа оборудования, его монтажу, эксплуатации и ремонту.
Щедрый дух формирует суть сварщика/производителя/художника
Большое сердце и большой талант идут рука об руку в Flying J
- Эрик Лундин
- 3 марта 2017 г.
- Присоединиться к обсуждению
5
7 Arcing7
Выросший на ферме художник по металлу Джон Экболд использует в своей работе большое количество подков. Это не пони с одним трюком, он также выполняет довольно много производственных работ, связанных с машинами, изготовлением компонентов и ремонтной сваркой.
Если вы когда-либо играли в подковы и соблюдали официальные правила Национальной ассоциации подковщиков, вы бросали туфли весом не более 2 фунтов 10 унций в кол на расстоянии 40 футов. Если бы вам пришлось выбросить обувь, сделанную для Клайдсдейла, вы, вероятно, хотели бы немного увеличить ставки, потому что у Клайдесдейлов огромные копыта и, следовательно, огромные ботинки, которые весят до 5 фунтов.
Все это не новость для Джона Экболда, основателя компании Flying J Metal Arts & Fabrication, Эгг-Харбор, штат Нью-Джерси. Выросший на ферме, он хорошо разбирается в деталях выращивания сельскохозяйственных животных и ухода за ними. Он научился сваривать, как это делают многие деревенские дети, наблюдая, как сваривают другие, а позже прошел курс сварки, чтобы узнать больше об этом ремесле и усовершенствовать то, что он уже знал. Вскоре он сварил подковы, чтобы сделать художественные изделия, и, поспрашивав несколько ферм в своем районе, обнаружил, что постоянно получает старые подковы разных размеров.
Одно за другим, и в эти дни Экболд выполняет самые разные работы, включая ремонт сварки; изготовление запасных частей для возобновления работы сломанных машин; и создание металлических скульптур как по домыслам, так и по заказу. Поскольку он занимается ремонтом сельскохозяйственного оборудования и иногда сваривает массивные подковы Клайдсдейла, он полагается на оборудование, способное работать с толстой сталью (см. , рис. 1 ). Для сварки это означает подачу значительного количества тока. Экболд использует источник питания Miller, Dynasty® 350, который развивает выходную мощность до 350 ампер для дуговой сварки защищенным металлом (SMAW, более известной как дуговая сварка вольфрамовым электродом) и дуговой сварки вольфрамовым электродом (GTAW). Для резки основным инструментом является плазменный станок с ЧПУ, работающий от Hypertherm 80, который может резать сталь толщиной до 7/8 дюйма.
Его мастерская оборудована и для отделочных работ. «У нас есть пескоструйная камера и печь для порошковой окраски, достаточно большая, чтобы в нее можно было войти», — сказал он.
Это оборудование дополняется другими машинами — ножницами, пилами и т. д. — для разнообразия работы, которая встречается на его пути, и она весьма разнообразна (см. Рисунок 2 ). На одном конце спектра находятся структурные работы с толстыми металлами, проекты, которые требуют больше силы, чем точности. Один из таких ремонтов заключался в изготовлении семи зубьев рыхлителя и их приваривании к ковшу экскаватора. На другом конце находится тонкая, точная работа, необходимая для художественных приложений, таких как фон для бара в местном загородном клубе, который Экболд сделал с мотивом листьев.
Он не отступает перед вызовом, когда его видит. Когда он взялся за ремонт ковша, он не совсем знал, как смоделировать зуб рыхлителя, но нашел быстрый и практичный способ сделать это. Он сделал макет из фанеры, нарисовал прототип на белом фоне, а затем сфотографировал изображение. Это было не совсем то, что ему нужно, но было близко. После загрузки фотографии в ЧПУ он немного программировал вручную и был готов приступить к резке. В другой раз он модифицировал X-Y стол своего плазменного станка для лучшего доступа.
«Я отрезал кое-что от стола, — сказал он. Теперь он подумывает добавить ее к кровати, чтобы увеличить ее вместимость.
Посвящается благотворительности
Жизнь Экболда примечательна тем, что вскоре после его рождения большинство медицинских работников предсказывали, что он не зайдет так далеко. Он родился на 12 недель раньше срока с расщеплением позвоночника, и хотя лечащие его врачи прооперировали его позвоночник, они предупредили его родителей, что он, скорее всего, никогда не увидит и не услышит. Его путешествие было изнурительным, состоящим в общей сложности из более чем 30 операций, но в возрасте 27 лет он уже добился большой продуктивности и успеха.
Еще более замечателен его щедрый дух. Раньше Экболд получал щедрые пожертвования в отношении своих медицинских расходов, поэтому Экболд обычно берет небольшую плату, а часто вообще ничего не берет, выполняя работу для тех, кто известен своим вкладом в других, например, для больниц, церквей и ветеранов войны. Он доверяет своей твердой вере в то, что он достиг того, где он находится сегодня, и ведет его по жизненному пути.
Рисунок 1
Художник по сварке и изготовитель Джон Экболд выполняет все виды изготовления, в том числе изготовление некоторых компонентов для моста Бена Франклина, который пересекает реку Делавэр между Филадельфией и Камденом, штат Нью-Джерси.
«Если вы не щедры, вы не благодарны», — сказал Экболд.
Flying J Metal Arts & Fabrication, 189 Asbury Road, Egg Harbour Township, NJ 08234, 609-653-8862, www. flyingjmetalart.com
Различные компоненты оборудования для газовой и электродуговой сварки
Безопасность сварки
По охране здоровья и безопасности
Газовая сварка
Ацетиленовая сварка/резкаАцетиленовая сварка или резка также называется газовой сваркой или резкой. Два металла соединяются путем плавления или сплавления их соприкасающихся поверхностей в процессе. Это делается путем направления пламени горящего газа (обычно ацетилена) на расплав металла в свариваемом стыке и является распространенным методом сварки железа, стали, чугуна и меди.
Оксиацетиленовые баллоны Оксиацетиленовое оборудование состоит из баллона с ацетиленом, баллона с кислородом, двух регуляторов, двух отрезков шланга с фитингами, сварочной горелки с наконечниками и режущего приспособления или отдельного резака.
Принадлежности включают фрикционный воспламенитель для зажигания горелки, ключ для установки различных соединений на регуляторах, цилиндрах и горелках; защитные очки с фильтрующими линзами для защиты глаз; и перчатки для защиты рук. При необходимости надевается огнестойкая одежда.
РегуляторыПеред использованием снизьте давление газа в баллоне до приемлемого рабочего давления. Это делается регулятором или редукционным клапаном. Регуляторы бывают одноступенчатыми или двухступенчатыми:
- Одноступенчатые регуляторы снижают давление газа за одну ступень;
- Двухступенчатые регуляторы выполняют одну и ту же работу в две ступени или ступени. При использовании двухступенчатых регуляторов обычно требуется меньше настроек.
Регуляторы ацетилена и кислородные регуляторы относятся к одному и тому же общему типу. Однако те, которые предназначены для ацетилена, не рассчитаны на такое высокое давление, как те, что предназначены для кислородных баллонов. газы горят на сварочном наконечнике.
- Горелки имеют два игольчатых клапана, один для регулировки подачи кислорода, а другой для регулировки подачи ацетилена.
- Имеют ручку (корпус), две трубки (одну для кислорода и одну для ацетилена), смесительную головку и наконечник.
- Сварочные наконечники изготовлены из специального медного сплава, рассеивающего тепло (менее 60 процентов меди), и доступны в различных размерах для работы с листами различной толщины.
Шланги
Шланги, используемые для соединения резаков и регуляторов, прочные, непористые, гибкие и достаточно легкие, чтобы облегчить перемещение резака. Он выдерживает высокое внутреннее давление, а резина
, используемый для производства, специально обработан для удаления серы во избежание опасности самовозгорания.
Шланги, используемые для ацетилена и кислорода, одного класса, но различаются по цвету и имеют разные типы резьбы на штуцерах шлангов. Цветовые коды следующие:
- Кислородный шланг ЗЕЛЕНЫЙ.
- Ацетиленовый шланг КРАСНЫЙ.
Для дополнительной защиты от смешивания шлангов во время соединения:
- Кислородный шланг имеет правую резьбу, а ацетиленовый шланг — левую.
- Ацетиленовые фитинги имеют выемку по окружности фитинга для дополнительного идентификационного фактора.
Электродуговая сварка и резка
Дуговая сварка – это процесс, при котором сплавление производится путем нагревания электрической дугой, генерируемой между электродом и поверхностью основного металла.
Дуговая резка — это резка или удаление металлов путем плавления под действием тепла дуги между электродом и основным металлом.
При электросварке электроды являются частью электрической цепи. При газовой вольфрамовой дуговой сварке электроды оплавляются и являются источником подачи присадочного металла.
- Твердые электроды: Эти электроды бывают плавящимися (состоят из стали, меди, алюминия, различных сплавов и других металлов) или неплавящимися (в основном из вольфрама). Они производят меньше дыма по сравнению с порошковой проволокой или электродами с покрытием.
- Покрытые и покрытые электроды: Это самая большая группа электродов, используемых при сварке. Покрытие обеспечивает флюс от сварного шва. Основные металлы в покрытиях включают фторид, никель, железо, хром, марганец, медь и молибден.
Чрезмерное воздействие этих веществ может привести к травмам и заболеваниям в долгосрочной перспективе. Для получения дополнительной информации об дуговой сварке прочтите книгу «Безопасная дуговая сварка» от Lincoln Electric.
Пайка
Пайка – это процесс сварки с использованием цветных присадочных сплавов, которые не содержат железа или стали и имеют температуру плавления выше 840°F, но ниже температуры основного металла. Пайка также называется «твердой пайкой» или «серебряной пайкой».
Пайка – это единственный процесс сварки, при котором плавление основного металла не требуется для коалесценции. Коалесценция происходит, когда кажется, что два металла стягиваются или срастаются в одно тело из основных металлических частей при малейшем контакте. Щелкните здесь для получения дополнительной информации о припоях.
Пайка
Пайка – это процесс соединения с использованием цветных присадочных сплавов. Мягкая пайка использует сплавы, плавящиеся при температуре от 190°F до 840°F, и используется в электронике, сантехнике и соединении деталей из листового металла.
Пайка не считается процессом сварки. Свинец и олово — обычные сплавы, используемые при пайке; однако есть и менее распространенные бессвинцовые припои, используемые для снижения воздействия на окружающую среду.
Почтовые теги: #Сварка#Безопасность сварки
Похожие сообщения
Безопасность при сварке
Средства индивидуальной защиты глаз, лица, тела, ног и ступней во время сварки
Защита глаз и лица Шлемы и лицевые щитки Используйте каски или лицевые щитки во время дуговой сварки или дуговой…
Подробнее Средства индивидуальной защиты глаз, лица, тела, ног и ступней во время сваркиПродолжить
Суть их в дуговой сварке
Дуговая сварка — это обычная операция, широко используемая сварщиками в различных сферах деятельности. Это может быть строительство и ремонт кораблей в море, зданий и транспортных средств. Более того, у трубопроводчиков, трубомонтажников и котловщиков это постоянно востребованная работа, выполняемая сварщиками.
Дуговая сварка выполняется либо опытными профессионалами, либо новичками в области сварки, поэтому важно, какие сварочные проволоки, электроды и другие инструменты, связанные со сваркой, необходимы для достижения лучших результатов.
Для дуговой сварки существуют электроды или сварочные стержни, такие как 6011 и 6010, среди прочих, используемые в указанных приложениях в зависимости от их основных характеристик. Более того, существуют низколегированные стали, которые используются для сварки MIG или TIG.
Что такое низколегированная сталь? Это сталь, легированная несколькими элементами в диапазоне от 1,5 % до 5 %. Легирование помогает улучшить механические свойства стали для лучшей сварки. Легированная сталь в основном представляет собой сталь, покрытую другими легирующими элементами помимо углеродного элемента. Примеры легирующих элементов включают следующее;
Марганец
Кремний
Хром
никель
Молибден
Ванадий
Большинство легированных сталей обязательно содержат 4 или 5 вышеупомянутых сплавов в различных количествах. В дуговой сварке есть два типа проволоки или стержней, а именно;
МИГ провода
TIG-проволока
В этой статье мы собираемся обсудить, как можно применять следующие сварочные проволоки, их прочность на растяжение, доступные в них легирующие элементы и многое другое. Эти стержни включают в себя;
ЭР70С-2
ЭР70С-6
По данным Американского общества сварщиков (AWS), эти стержни MIG и TIG предпочтительно используются сварщиками в большинстве сварочных операций по сравнению с существующими другими. AWS имеет стандартизированные критерии классификации проводов с использованием букв и цифр, чтобы помочь сварщикам приспособиться к предпочтительным механическим свойствам для использования. Глядя на классификацию, возьмем в качестве примера ER70S-6. По классификации AWS это AWS A5.18.
Будучи стандартной сварочной проволокой MIG из углеродистой стали, буквы E, R относятся к стержню или электроду, что означает проволоку.
70 предназначен для того, чтобы дать представление о том, как металлическая проволока после наплавки, используемая при сварке, имеет минимальный предел прочности на растяжение 70 000 фунтов на квадратный дюйм (480 МПа).
S-аббревиатура от слова solid означает проволоку со сплошным сердечником в процессе сварки. Помимо этого S, есть стандарт C, означающий Composite. Это говорит о проволоке для металкора.
6 показаны ингредиенты напыленной металлической проволоки, также называемые компонентами, имеющими эталонные стандарты.
Что такое ER70S-2?
Это широко известная проволока для сварки TIG, в основном используемая для сварки углеродистых и низколегированных сталей. Кроме того, ее также можно использовать в качестве сварочной проволоки MIG в процессе сварки, поскольку она обладает ключевыми характеристиками, которые воплощают в себе все характеристики, необходимые каждому из сварочных стержней.
С научной точки зрения ER70S-2 представляет собой тройную раскисленную проволоку, в основном применяемую для сварки углеродистых и углеродисто-марганцевых сталей. При этом прочность проволоки на растяжение достигает 73,970 фунтов на квадратный дюйм (510 МПа). Эта комбинация уменьшает количество дефектов наплавки при правильном и точном использовании сварщиком различных углеродистых сталей.
При правильном использовании проволока ER70-2 необходима для получения высококачественных сварных швов, особенно для большинства марок углеродистой стали. Кроме того, когда в проволоку добавляют два элемента, а именно марганец и кремний, раскисление значительно усиливается.
Это очень важно, особенно при сварке прокатной окалины и слегка ржавых металлических поверхностей. ER70S-2 может применяться при сварке различных материалов, таких как тонкие, гальванически оцинкованные, а также оцинкованные поверхности, что позволяет производить меньше брызг в процессе.
Вот несколько примеров некоторых известных базовых материалов, которые можно сваривать с помощью ER70S-2;
A210 гр С
A131 Гр A, B, D
A234 Гр ДПБ
API 5LX42
API 5LX52
API 5LX46
API 5LX60
При дуговой сварке при использовании ER70S-2 сварщик может удобно использовать его во всех положениях, что делает его более надежным.
Мы рассмотрели, что такое стальные сплавы. Следует отметить, что именно эти сплавы определяют химический состав проволоки. Итак, каков химический состав ER70S-2?
ХИМИЧЕСКИЙ СОСТАВ (Вес. %) AWS A5.18 ER70S-2:
Окончательные механические свойства относительно следующего:
Код AWS, присвоенный ER70S-2, — AWS A5.18 ASME SFA 5.18.
Предел текучести при фунтах на кв. дюйм составляет 63 820 фунтов на кв. дюйм (440 МПа)
ER70S-2 Прочность на растяжение составляет 75 420 фунтов на кв. дюйм (520 МПа)
Средний процент удлинения проволоки 28%
Что такое сварочная проволока ER70S-6?
Это хорошо известная проволока для сварки TIG с более высоким содержанием раскислителей, а именно марганца (Mn) и кремния (Si), что отличает ее от других родственных проволок из углеродистой стали. ER70S-6 обычно называют присадочным металлом из-за более высокого содержания кремния, следовательно, более жидкого.
Это приводит к тому, что оксиды всплывают на поверхность во время процесса сварки. В качестве защитных газов в основном использовались аргон и оксид углерода II в количествах 75 и 25 соответственно.
ХИМИЧЕСКИЙ СОСТАВ (МАС.%) СВАРОЧНОЙ ПРОВОЛОКИ ЭР70С-6 И СВЯЗАННЫЕ ХИМИЧЕСКИЕ СВОЙСТВА
ДРУГИЕ ВАЖНЕЙШИЕ ХИМИЧЕСКИЕ КОМПОНЕНТЫ ВКЛЮЧАЮТ;
Прочность на растяжение – 77 000 фунтов на квадратный дюйм.
Применяется ко всем положениям сварки.
Использует аргон и оксид углерода II в качестве защитных газов во время сварки.
Разница в применении между ER70S-2 и ER70S-6
ER70S-2 (GTAW) Области применения
Средства для ремонта различных низколегированных и низколегированных сталей
Используется в листовых металлах
Подходит для труб малого диаметра, а также для трубок
ER70S-6 (GTAW) (ВИГ) Области применения
Используется в основном на сталях с грязными и ржавыми поверхностями перед очисткой за один проход.
Используется при ремонте мягких и низколегированных сталей
В основном используется в приложениях из листового металла.
Проволока для сварки MIG и TIG
Ранее мы указали два важных слова TIG и MIG. Давайте углубимся в них и в то, что они влекут за собой.
Существуют специальные проволоки, полностью предназначенные для сварки TIG. Однако, если проволока TIG недоступна, лучше использовать сварочную проволоку MIG.
Большинство проволок TIG доступны в более толстых размерах по сравнению с проволоками MIG. Проволока TIG обычно имеет прямую форму, а проволока MIG изогнута.
TIG — это вольфрамовый инертный газ, также называемый дуговой сваркой вольфрамовым электродом (GTAW). Название предполагает, что этот тип сварки использует неплавящийся вольфрамовый сварочный стержень для получения сварного шва, например, ER70S-2. Сварка MIG полностью выполняется в среде инертного газа, хорошим примером является ER70S-6.
Разница между сварочной проволокой TIG и MIG
TIG широко известен как присадочная проволока. Ранее мы заявляли, что проволока для сварки TIG идет прямым образом и не требует выпрямления. Это сокращает затраты времени, так как сварщик может сразу же использовать его после покупки.
Проволока MIG имеет изогнутую форму и меньшую толщину. При сварке TIG сварщик предпочитает использовать более толстую проволоку, чем тонкую. Поэтому пруток TIG становится наиболее используемой сварочной проволокой.
ЗАКЛЮЧЕНИЕ
Дуговая сварка проста, если использовать правильные инструменты, необходимые с учетом химических свойств, прочности на растяжение, предела текучести, количества каждого элемента в сплаве и способов применения различных сварочных проволок.
Процесс сварки как важная переменная исследуется и объясняется.
Здесь мы рассмотрим, почему процесс сварки рассматривается как важная переменная в типичных правилах сварки. На самом деле, большинство правил сварки используют различные процессы сварки в качестве основы для перечисления других важных переменных. Это имеет смысл, поскольку многие переменные применимы только к конкретному процессу сварки и неприменимы к другим.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Список процессов сварки
При рассмотрении различных важных переменных мы делаем это для процессов дуговой сварки. Это делается потому, что это основные процессы сварки, где сварка как навык считается важным.
В разных нормах сварки используются разные термины и сокращения для процессов сварки. Мы упомянем те термины, которые наиболее широко используются.
Кроме того, следует учитывать, что некоторые нормы и правила сварки «разбивают» процесс сварки на более чем один процесс, поскольку могут существовать значительные различия в основных переменных, применимых для каждого из вариантов процесса сварки. Там, где это обычно делается, мы упомянем об этом, но эта страница не предназначена для того, чтобы быть окончательным ресурсом для всей сварочной терминологии или аббревиатур.
Также обратите внимание, что некоторые коды сварки присваивают каждому процессу сварки определенный номер. Мы не будем отражать эту практику, потому что она мало что добавляет к нашему обсуждению процессов.
Процессы сварки, которые мы рассмотрим при обсуждении основных переменных:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW): Также называется ручной дуговой сваркой металлическим электродом (MMAW) и сваркой электродуговой сваркой.
- Дуговая сварка под флюсом (SAW):
- Дуговая сварка металлическим газом (GMAW): Также называется сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG). Иногда называется сваркой MIG/MAG. Это один из тех процессов, которые часто разделяют на различные процессы сварки в зависимости от того, используется ли для защиты инертный или активный газ.
- Дуговая сварка порошковой проволокой (FCAW): Из-за схожести с GMAW, FCAW иногда включается как единый процесс сварки вместе с GMAW. Некоторые коды также разделяют FCAW на две части в зависимости от того, используется ли газовая защита или нет.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): также называется сваркой вольфрамовым электродом в среде инертного газа (TIG).
- Плазменно-дуговая сварка (PAW):
Процесс сварки SMAW на трубопроводе
Чтобы понять, почему разные процессы сварки приводят к разным результатам, мы рассмотрим категории процессов и то, что между ними общего. Как только мы поймем эти общие черты, станет яснее, почему каждый процесс сварки имеет свои сильные и слабые стороны.
Для начала нам нужно понять, что при дуговой сварке мы будем нагревать основной металл и присадочный металл до высоких температур (выше температуры плавления соответствующих металлов) с помощью сварочной дуги. В этом процессе необходимо решить общие проблемы, независимо от используемого процесса сварки. Общие проблемы:
- Высокотемпературные металлы очень быстро окисляются. Если мы хотим получить хороший сварной шов, необходимо найти средство для сведения к минимуму этого окисления.
- Дуга должна быть стабильной. Нестабильная дуга, которая движется непредсказуемо, не приведет к получению хороших сварных швов. В связи с этим важно отметить, что когда дуга зажигается между металлами, газ в этой области ионизируется и превращается в плазму. Разные плазмы имеют разные тепловые свойства, что делает одни плазмы более стабильными, чем другие. Плазма, содержащая большое количество кислорода, весьма нестабильна.
- Управление и удаление примесей, которые могут присутствовать в сварочной ванне.
Флюсовые сварочные процессы
В некоторых сварочных процессах для решения упомянутых выше проблем используются флюсы. Примерами таких процессов являются SMAW, FCAW и SAW. Иногда в GTAW также используются флюсы. Иногда флюс находится снаружи электрода (SMAW; SAW), а иногда в сердцевине электрода. (FCAW)
При высоких температурах сварочной дуги некоторые части флюса превращаются в газ. Обычно это двуокись углерода, окись углерода и иногда водород. Этот газ действует как экран, вытесняя кислород, тем самым решая проблему оксидов. Кроме того, выделяющийся газ образует стабильную плазму, что решает проблему стабильности дуги.
Другие части флюса плавятся и образуют жидкое покрытие сварочной ванны. Этот жидкий флюс, теперь называемый «шлаком», помогает удалять примеси из расплавленной сварочной ванны, а также может поддерживать сварочную ванну при сварке в нерабочем положении, а также может помочь снизить скорость охлаждения сварного шва.
Еще одно преимущество флюса заключается в том, что при его использовании в корне сварного шва шлак также обычно стекает к корневой стороне шва, тем самым обеспечивая защиту на обратной стороне шва. При сварке таких материалов, как нержавеющая сталь, которые подвержены быстрому окислению при повышенных температурах, этот шлак помогает защитить сварной шов на корневой стороне шва.
Использование флюса также имеет недостатки. Если образовавшийся шлак очень жидкий, то при сварке в положении, когда сила тяжести вытягивает сварочную ванну из плоскости сварки, шлак будет стремиться просто упасть на пол, что очень затрудняет контроль этой сварочной ванны. Следовательно, флюсы должны быть хорошо подобраны, если мы хотим использовать сварочные материалы для сварки в «неположенных» положениях.
Сварка «в положении» определяется как положение сварки, при котором сила тяжести втягивает сварочную ванну в зону подготовки сварного шва. Это также называется «плоским» положением. Любое другое положение, при котором сварочная ванна вытягивается из зоны подготовки под действием силы тяжести, называется «неположением».
Другим недостатком процессов флюсования является то, что при неблагоприятных условиях частицы шлака могут попасть в сварочную ванну, где он затем затвердевает и образует дефекты типа «шлаковые включения».
Еще одним недостатком флюсов является то, что они могут каким-либо образом загрязняться. Типичное загрязнение происходит, когда флюсы поглощают влагу из атмосферы. В некоторые флюсы намеренно добавляется влага для достижения определенных свойств. При сварке эта вода испаряется, образуя воду в виде газа, имеющего свои свойства. Часть воды также диссоциирует и образуется газообразный водород. Газообразный водород является очень «горячим» плазмообразующим газом, поэтому он приводит к высокому проплавлению сварного шва, а также к высокой скорости наплавки, но водород может поглощаться металлом, что приводит к пористости и водородному растрескиванию. Также называется водородным холодным крекингом.
Другим недостатком процессов флюсования является то, что сварщику необходимо тратить время на очистку шлака от каждого сварочного прохода. Это снижает производительность сварщика и создает беспорядок в зоне сварки.
Сварочные процессы в газовой среде
Некоторые сварочные процессы обеспечивают непосредственную газовую защиту сварочной ванны и дуги. Примерами этого являются GMAW, GTAW, PAW и FCAW в среде защитного газа.
Газ подается из какого-либо хранилища, например из газового баллона, и проходит через сварочную горелку или горелку таким образом, что он покрывает сварочную дугу и прилегающий основной металл, исключая кислород и обеспечивая подходящий газ для обеспечения стабильной дуги.
В случае GTAW и PAW это должен быть инертный газ, такой как аргон или гелий. Другие газы не обеспечивают достаточную защиту вольфрамового неплавящегося электрода, используемого в этих сварочных процессах. Часто для процесса GMAW также используются полностью инертные газы. Тогда это называется сваркой «МИГ», как и сварка «Металл в инертном газе». Часто в процессе GMAW используются газы, что приводит к реакциям. Их называют активными газами. Когда для процесса GMAW используются активные газы, это называется сваркой MAG, как и сварка «Metal Active Gas».
В случае чисто инертных газов защитный газ не может дать каких-либо преимуществ с точки зрения химических реакций, чтобы каким-либо образом кондиционировать сварочную ванну. С другой стороны, активные газы могут приводить как к благоприятным, так и к неблагоприятным химическим реакциям, которые могут добавлять некоторые элементы в сварочную ванну или удалять некоторые элементы из сварочной ванны.
Также имейте в виду, что разные газы будут иметь разные тепловые свойства в плазме, а это означает, что с разными газами можно достичь разных целей. По этой причине смешанные газы обычно используют в качестве защитных газов для процессов сварки в защитных газах.
Поскольку шлак, поддерживающий расплавленную сварочную ванну, отсутствует, с помощью этих процессов невозможно выполнять сварку вне позиции, одновременно достигая высокой скорости наплавки. Очевидно, что FCAW с подачей газа является исключением.
Для процессов без флюса время, затрачиваемое на очистку сварного шва между проходами, также очень мало, что делает эти процессы более чистыми и потенциально более продуктивными, чем процессы, в которых необходимо удалять шлак.
GTAW на трубопроводе
Сварочные процессы с неплавящимся электродом
Электрод — это просто причудливое название чего-то, от чего течет электричество. Некоторые процессы создают дугу между заготовкой и неплавящимся электродом. Другими словами, присадочный металл необходимо добавлять в качестве дополнительной операции при сварке. GTAW и PAW являются примерами этого. Между вольфрамовым электродом и заготовкой возникает дуга. При этом вольфрамовый электрод не расходуется.
Принципиальной особенностью этого типа сварки является то, что можно сплавить вместе два куска металла без фактического добавления присадочного металла. Это называется автогенной сваркой. Хотя автогенная сварка возможна, она используется только в особых случаях.
Поскольку количество добавляемого наполнителя полностью контролируется сварщиком, эти сварочные процессы, как правило, дают сварщику высокий уровень контроля, поскольку размер сварочной ванны можно контролировать не только сварочным током, но и количество добавляемого наполнителя. Недостатком этого является то, что сварщик может добавить слишком мало наполнителя в некоторых случаях, что приведет к неблагоприятному химическому составу в сварочной ванне, что может привести к чему угодно, от растрескивания до плохой коррозионной стойкости.
Как указывалось ранее, защитный газ, используемый для этих процессов, должен быть инертным, так как любой активный газ приведет к окислению, разрушению или плавлению вольфрамового электрода. Основными защитными газами являются аргон или гелий. Гелий образует более «горячую» плазму, но он и намного дороже аргона. Там, где требуются более высокие энергии, обычной практикой является смешивание некоторого количества гелия с аргоном.
Одним из основных недостатков этих процессов является то, что если сварщик сделает что-то не так, то кусочки вольфрамового электрода могут попасть в сварочную ванну. Вольфрам — очень хрупкий металл, поэтому любые значительные включения вольфрама приведут к недопустимым дефектам сварного шва. По сути, одно из основных соображений для сварщика при использовании одного из этих процессов — убедиться, что условия, которым подвергается вольфрамовый электрод, не приводят к плавлению или расщеплению электрода. Эти процессы представляют собой процессы сварки, основанные на высокой квалификации.
Как правило, если они не механизированы, они также имеют тенденцию к процессам с очень низкой скоростью осаждения.
Процессы сварки плавящимся электродом
Большинство процессов дуговой сварки представляют собой процессы сварки плавящимся электродом. (Все процессы, перечисленные выше, кроме GTAW и PAW). Здесь дуга устанавливается между электродом из «присадочного металла» и заготовкой.
В этой ситуации цель состоит в том, чтобы сбалансировать количество энергии в электроде и в заготовке. Слишком много энергии в электроде и слишком мало в основном металле, и электрод расплавится без плавления основного металла. Обычно это приводит к отсутствию дефектов сплавления.
Слишком много энергии в заготовке и недостаточно в электроде приводит к низкой скорости наплавки, что снижает производительность сварки.
В целом, эти процессы не обеспечивают сварщику того же уровня контроля, что и процессы сварки неплавящимся электродом, поскольку присадочный металл постоянно перемещается через дугу в сварочную ванну. Не совсем ясно, какая часть расплавленного металла шва приходится на присадку, а какая на основной металл. Поэтому гораздо легче получить дефекты непровара с помощью этих процессов, если техника сварщика неверна.
Процессы с непрерывной подачей проволоки
Примерами процессов сварки с непрерывной подачей проволоки являются SAW, GMAW и FCAW. В таком сварочном процессе проволока подается через сварочный пистолет в виде непрерывной проволоки. При нажатии курка сварочной горелки проволока проходит через горелку и автоматически подается в сварочную дугу.
SAW обычно является полностью автоматическим или машинным процессом, но GMAW и FCAW обычно являются «полуавтоматическими». Это означает, что сварщик манипулирует сварочной горелкой вручную, а подачу проволоки и управление дугой выполняет сварочное оборудование.
Большая проблема здесь заключается в том, что должен быть механизм, гарантирующий, что больше проволоки сгорает, когда проволока подается быстрее, и меньше проволоки сгорает, когда проволока подается медленнее. Для этого в этих сварочных процессах обычно используются источники питания «постоянного напряжения».
В источнике питания постоянного напряжения напряжение устанавливается с помощью циферблата на машине. При выборе напряжения сварщик фактически выбирает длину дуги. Более высокое напряжение приводит к большей длине дуги. Затем скорость подачи проволоки устанавливается на механизме подачи проволоки. Чем быстрее подается проволока, тем большую силу тока обеспечивает источник питания, чтобы расплавить проволоку. Другими словами, сила тока не устанавливается на аппарате, а является результатом выбранной скорости подачи проволоки. Источник питания также называется источником питания с «переменным током».
Основное преимущество этих процессов непрерывной подачи проволоки заключается в том, что возможны высокие скорости наплавки. Благодаря хорошо спроектированным расходным материалам и источникам питания уровень навыков для этих сварочных процессов также ниже, чем в случае полностью ручных процессов.
Процесс GMAW
Процессы ручной сварки
Примерами процессов полностью ручной сварки являются SMAW, GTAW и PAW. Обратите внимание, что эти процессы, особенно GTAW и PAW, можно автоматизировать, но мы рассмотрим ручные варианты этих процессов.
В ручном процессе сварщик должен вручную манипулировать дугой и подавать наполнитель, а также управлять длиной дуги. Если сварщик поднесет электрод слишком близко к заготовке, произойдет короткое замыкание и он «прилипнет». Если сварщик отводит электрод слишком далеко от детали, дуга становится нестабильной и в конце концов гаснет.
Обычно эти процессы свариваются с использованием источников питания «постоянного тока». Здесь сила тока задается на аппарате, а напряжение контролируется сварщиком в зависимости от длины дуги, которую он использует при сварке.
Процессы ручной сварки, как правило, обеспечивают более низкую скорость наплавки и требуют более высокого уровня навыков сварщика. Упущения в технике сварщика могут легко привести к дефектам сварки, таким как пористость и шлаковые включения.
Собираем все воедино
Теперь мы можем взять каждый процесс сварки и конкретный вариант процесса, который мы хотим использовать, и применить изложенные выше принципы, чтобы получить хорошее представление о преимуществах и недостатках.
Мы также можем получить концептуальное представление о том, почему процесс сварки является основной важной переменной в правилах сварки, и как другие важные переменные очень сильно зависят от процесса сварки, который мы будем использовать.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Полное руководство по дуговой сварке защищенным металлом
Дуговая сварка защищенным металлом или SMAW является одним из наиболее распространенных методов сварки. Это также одна из самых ранних технологий сварки, которые когда-либо были разработаны.
Поскольку для дуговой сварки металлическим электродом используется простое оборудование, оно довольно простое. В отличие от сварки TIG и других передовых методов сварки, сварка SMAW не слишком сложна в освоении, что делает ее хорошей отправной точкой для начинающих.
Здесь вы узнаете о различных советах и приемах, позволяющих овладеть искусством сварки SMAW.
Дуговая сварка металлическим электродом в среде защитного газа также имеет разные названия, такие как ручная дуговая сварка металлическим электродом (MMAW), дуговая сварка в среде защитного флюса и электродуговая сварка.
Что такое дуговая сварка защитным металлом?
Сварка SMAW — это метод сварки, при котором электрод, покрытый флюсом, помогает создавать сварное соединение. Проще говоря, присадочный материал плавится, образуя сварочную ванну, которая затвердевает, чтобы соединить ранее отдельные металлические секции.
Присадочный материал расплавляется с помощью электрической дуги. Дуга создается между металлической заготовкой и плавящимся электродом с помощью аппарата для ручной сварки, который подключается к электрической розетке для получения постоянного или переменного тока. Переменный или постоянный ток, генерируемый сварочным аппаратом, появляется в виде дуги между электродом и основным металлом. Часто постоянный ток обеспечивает наилучшие сварочные характеристики.
Дуга плавит как расходуемый электрод, так и свариваемый основной металл. Созданная таким образом сварочная ванна состоит из расплавленного металла. Большая часть расплавленного присадочного материала обеспечивается электродом.
При постоянном перемещении электрода вдоль поверхности основного металла образуется однородный слой металлического налета, называемый валиком.
Тепло, выделяемое дугой, превращает флюс в защитный газовый слой, защищающий сварочную ванну от коррозии и загрязнения атмосферой. Этот слой защитного газа необходим, так как он обеспечивает бездефектное сварное соединение, которое является прочным и надежным. В результате не требуется отдельный газовый баллон для подачи защитного газа для защиты сварочной ванны. В отсутствие подходящего газового слоя сварные швы имеют тенденцию быть слабыми, дефектными и ломкими.
Расплавленная сварочная ванна медленно затвердевает, образуя сплошной сварной шов, прочно соединяющий отдельные металлические секции друг с другом. В процессе сварки также образуется слой шлака. Этот слой необходимо снять, когда он затвердеет. Из-за этого требования к стружке сварка SMAW требует больше времени по сравнению с другими типами сварочных процедур. Однако можно ускорить этот процесс, подобрав подходящий электрод.
Сварка SMAW чаще всего используется для деталей из железа и стали. Однако он также в некоторой степени используется для алюминия и различных металлов.
Преимущества сварки электродами
- Хорошо работает в ветреную и дождливую погоду.
- Оборудование для дуговой сварки защищенным металлом стоит недорого.
- Внешний защитный газ не требуется, так как флюс образует защитный газовый слой, что делает сварку электродом рентабельной.
- По сравнению с другими методами сварки, сварка электродом меньше подвержена воздействию грязи, коррозии и краски, что позволяет сократить время очистки перед сваркой.
- Вы можете легко заменить стержни на различные металлы.
- Зажим заземления можно прикрепить на значительном расстоянии от места сварки.
Недостатки сварки электродом
- Сварка электродом может быть медленнее, чем другие методы.
- Это не так просто, как сварка MIG – для удовлетворительного качества сварки электродом требуются операторы с более высоким уровнем навыков и навыков.
- Удаление шлака в конце сварки занимает много времени и снижает производительность.
- Ручная сварка не подходит для очень тонких профилей.
- По сравнению с другими методами сварки плавящийся электрод требует более частой замены.
- Сварка электродом может привести к чрезмерной пористости, шероховатости поверхности и образованию брызг.
Мощность сварочного контура
Мощность, обеспечиваемая сварочным контуром, чаще всего выражается в форме тока и напряжения. Величина напряжения зависит от длины дуги, которая в свою очередь определяется диаметром и типом электрода. Мощность сварочной цепи обычно указывается в амперах. Сварочный ток зависит от положения сварки, толщины свариваемых металлических частей и диаметра электрода. Толстые металлические секции требуют большего тока по сравнению с более тонкими металлическими секциями. Более толстые электроды требуют большего тока по сравнению с более тонкими электродами.
Защита при сварке SMAW
Перед началом сварки SMAW вы должны надеть защитное снаряжение, чтобы защитить себя от опасностей, связанных со сваркой. Важно приобрести защитное снаряжение, такое как сварочный шлем, и защитную одежду, такую как фартуки, куртки, перчатки и сапоги. Ультрафиолетовое излучение, создаваемое электрической дугой, повреждает как глаза, так и кожу. Длительное воздействие этих опасных лучей может вызвать различные заболевания, включая рак кожи и необратимое повреждение глаз. Сварка SMAW также приводит к сильному нагреву, горячему шлаку и большому количеству брызг, которые могут привести к серьезным травмам. Для защиты от этих опасностей можно использовать перчатки, фартуки и другую защитную одежду.
Перед началом сварки электродом необходимо убедиться, что поверхность свариваемого металла чистая. По сравнению с другими методами сварки дуговая сварка защищенным металлом менее подвержена влиянию поверхностных загрязнений. Однако все же существует вероятность того, что эти примеси могут привести к серьезным дефектам сварного соединения. Следовательно, необходимо очистить поверхность перед сваркой.
После очистки поверхностей установите в сварочный аппарат наиболее подходящий электрод. Настройте текущие параметры в соответствии с указаниями, указанными в руководстве пользователя сварочного аппарата. Теперь вы готовы к сварке SMAW.
Инициирование электрической дуги
Вы можете инициировать дугу одним из двух способов: запуск с нуля и постукивание.
Для создания устойчивой сварочной дуги с помощью метода зажигания с нуля необходимо сначала процарапать электродом поверхность заготовки и отодвинуть ее. Вы должны провести электродом по металлической поверхности так же, как вы чиркаете спичкой. Если это движение выполнено правильно, зажжется дуга, и вы сможете выполнять сварочные работы. Разработка этой сварочной дуги может быть довольно сложной и потребует некоторой практики для достижения совершенства.
Если после удара электродом о заготовку дуга исчезла, то это означает, что вы подняли электрод слишком далеко от поверхности. Старайтесь держать электрод как можно ближе к металлической поверхности, не касаясь ее. При длительном контакте электрод может прочно прилипнуть к основному металлу за счет протекания тока. В этом случае достаточно быстрого поворота, чтобы освободить электрод.
По сути, метод постукивания не слишком отличается от метода запуска с нуля. Для метода постукивания вы должны опустить электрод прямо на основной металл, удерживая его на 90 градусов на поверхности. Как только электрод коснется поверхности, слегка приподнимите его. Дуга загорится, когда электрод поднимется. Если дуга прервалась, значит, вы слишком высоко подняли электрод. Если вы недостаточно расторопны и есть длительный контакт между электродом и поверхностью, то электрод может прилипнуть к металлическому участку. Быстро поверните электрод, чтобы вытащить его.
Помимо знания правильной техники, которая не слишком сложна, для зажигания дуги требуется ловкость, которой можно достичь на практике. Вы можете потренироваться на металлоломе, чтобы научиться поддерживать дугу за один раз. После того, как вы освоите этот процесс, вы также можете попрактиковаться в перемещении электрода вдоль поверхности металла с постоянной скоростью, чтобы равномерно наложить сварной шов.
Пока вы тренируетесь в наплавке, помните, что электрод должен быть почти перпендикулярен поверхности металла. Лучше всего наклонять электрод на 10–30 градусов в направлении движения сварного шва для получения наиболее стабильных результатов.
Различные положения для сварки
Прежде чем принять какое-либо положение для сварки, вы должны подумать о влиянии силы тяжести на расплавленную сварочную ванну. Поскольку это бассейн с жидким металлом, он будет вести себя так же, как и другие жидкости. Принимая во внимание этот эффект, вы должны занять наиболее подходящее положение для эффективной и безопасной сварки.
Вертикальные и горизонтальные сварные швы могут поддерживаться скошенными кромками и опорными пластинами. Для обоих видов сварки ориентируйте электрод под углом 90 градусов к поверхности основного металла.
Сварка на потолке может быть значительно затруднена из-за опасности брызг, падающих вниз. В этой ситуации может помочь опорная пластина. Для плоских сварных швов электрод должен быть ориентирован под углом 90 градусов по отношению к поверхности металла. По возможности также следует стараться слегка наклонять электрод, чтобы капли не попали на какое-либо оборудование.
Сварные швы с разделкой кромок
Для более тонких металлов вы можете положиться на сварку с разделкой под квадратную форму. Но для металлических секций толщиной более 3/16 дюйма вы должны использовать шлифовальный станок или плазменный резак для резки скошенных кромок.
Для швов с V-образными и квадратными канавками электрод необходимо располагать под углом 90 градусов к основному металлу. Для лучшего результата слегка наклоните его в направлении движения сварного шва. Наклон в других направлениях может сделать сварку неэффективной.
Т-образный сварной шов
При выполнении угловых соединений электрод следует располагать под углом 45 градусов по отношению к сварному шву. С другой стороны, вы можете уменьшить угол при работе с соединениями внахлестку. Для увеличения прочности образованного таким образом соединения придайте электроду круговые движения. Для обоих видов соединений лучше всего сваривать обе стороны, чтобы обеспечить максимальную долговечность и прочность.
Советы и рекомендации по поиску и устранению неисправностей
При изучении основ дуговой сварки защищенным металлом вы можете столкнуться с рядом проблем. Вы станете намного лучше в сварке, если будете постоянно практиковаться и пробовать что-то новое, чтобы совершенствоваться. Если у вас возникнут проблемы, вы можете применить следующие приемы устранения неполадок, чтобы решить эти проблемы.
Зажечь дугу может быть непросто, особенно для новичков. Когда вы царапаете поверхность, чтобы создать дугу, электрод может прилипнуть к металлической поверхности. Не беспокойтесь. Все, что вам нужно сделать, это резко повернуть электрод. Это отсоединит электрод от поверхности. После этого можно возобновить работу с электродом.
Как только вы начнете сварку, вы должны плавно и уверенно двигать рукой, чтобы поддерживать дугу. Если вы отодвинете электрод слишком далеко от поверхности, дуга может исчезнуть. Просто возобновите сварку с того же места на основном металле, где сварка была прервана. Вам нужно только следить за тем, чтобы между поверхностью и электродом сохранялось правильное расстояние.
Понимание наиболее подходящего дугового расстояния может быть полезным. Ознакомьтесь с инструкциями отраслевых производителей, чтобы узнать больше. Длина дуги 1/8 дюйма обычно подходит для электродов диаметром 1/8 дюйма. Более тонкие электроды хорошо работают при длине дуги 1/16 дюйма.
Если проникновение недостаточное, то для определения истинной причины придется рассмотреть несколько возможных факторов. Одним из таких факторов является скорость движения. Если электрод движется слишком быстро, толщина сварного шва будет слишком непостоянной и узкой. Если электрод движется слишком медленно, то будет скапливаться избыточный расплавленный металл, что является ненужным и расточительным.
Попрактиковавшись, вы сможете перемещать электрод с нужной скоростью. Вы достигнете наилучших результатов в горизонтальном или горизонтальном положении. Но если вам предстоит сварка в потолочном или вертикальном положении, сила тока должна быть меньше, чем в горизонтальном положении. Наилучшее сварное соединение получается при использовании короткой длины дуги и перемещении электрода с постоянной скоростью.
Если вы обнаружите, что сварные швы слишком слабые и ломаются, вы должны проверить их с помощью молотка, прежде чем убрать сварочное оборудование. Вам не нужно наносить удар непосредственно по сварным швам. Удар молотком должен быть на расстоянии 2-3 дюйма от сварного шва.
Перед продолжением сварки или выполнением нескольких проходов необходимо отколоть шлак для получения гладкой поверхности.
Передовые методы дуговой сварки в среде защитного газа
Вы также можете предпринять следующие шаги, чтобы обеспечить наилучшее качество сварных швов при использовании метода дуговой сварки в среде защитного газа.
Выбор стали из нормального диапазона
Выбор стали из нормального диапазона обеспечит хорошие результаты сварки электродом. Сюда входят стали в диапазоне от AISI-SAE 1015 до 1025. Для этих сталей содержание серы составляет менее 0,035 процента, а содержание кремния имеет максимальное значение 0,1 процента. Процесс сварки электродами с этими сталями проще и удобнее, поскольку они обеспечивают более высокую скорость сварки. Тенденция к растрескиванию также сведена к минимуму благодаря желательным металлургическим свойствам этих сталей.
При сварке углеродистых и низколегированных сталей, химический состав которых выходит за рамки нормы, вероятность дефектов сварки выше. Эти стали более склонны к растрескиванию при сварке электродом. Риск такого рода дефектов еще больше возрастает при сварке стержнем жестких конструкций и тяжелых листов, изготовленных из этих сталей.
Из-за этих проблем вы должны принять определенные контрмеры. Стали с высоким содержанием фосфора и серы, в частности, не идеальны для сварки электродом. Если вам необходимо сварить эти стали методом контактной сварки, убедитесь, что вы используете электроды с низким содержанием водорода и узким диаметром. Лучше сваривать с меньшей скоростью, чтобы сварочная ванна дольше оставалась расплавленной. В результате будет достаточно времени, чтобы пузырьки газа выкипели. В противном случае эти пузырьки оказались бы в ловушке в сварочной ванне, если она затвердевает слишком быстро, что привело бы к пористости.
Выбор наилучшего положения стыка
Качество готового сварного шва во многом зависит от положения стыка. Для стальных листов толщиной от 10 до 18 калибров вы сможете достичь максимальной скорости сварки при угле спуска от 45 до 75 градусов. Нет необходимости переваривать или накладывать сварной шов большего размера, чем необходимо. Это приведет к образованию слишком большого количества расплавленного металла, что может привести к прожогу.
Для пластин из низколегированной и высокоуглеродистой стали выполните сварку электродом, удерживая детали в горизонтальном положении.
Выберите наиболее подходящий размер электрода
Большие электроды пропускают большие токи и осаждают присадочный металл с большей скоростью. Для получения высокого качества сварки вы должны использовать самый большой электрод, который будет практичным. Тем не менее, размер электрода, возможно, придется оставить небольшим для корневых проходов и листового металла, чтобы избежать прожогов. Диаметр электрода также может быть ограничен размерами соединения.
Дефекты дуговой сварки с защитным металлом и их устранение
Ниже приведены некоторые из наиболее распространенных дефектов электродуговой сварки, а также их возможные решения.
Растрескивание
Растрескивание является сложной темой, поскольку в различных местах сварного шва может образоваться множество различных видов трещин. Все трещины представляют серьезную опасность, так как всегда существует вероятность того, что они увеличатся в размерах и превратятся в трещины. Сплав, высокое содержание серы или высокое содержание углерода в неблагородных металлах чаще всего являются причиной растрескивания.
Чтобы свести к минимуму риск растрескивания, при сварке электродом необходимо соблюдать следующие правила:
- Используйте электроды с низким содержанием водорода.
- Для жестких соединений и тяжелых плит используйте предварительный нагрев высокой мощности.
- Используйте электроды малого диаметра и низкие токи для уменьшения проникновения. Это уменьшит количество сплавов, входящих в сварочную ванну из основного металла.
- Для заполняющих или многопроходных сварных швов убедитесь, что валик сварного шва имеет правильный размер и форму, чтобы предотвратить растрескивание. Вы можете добавить дополнительные слои, если уверены в этом. Вы можете увеличить размер валика, сварив 5 градусов вверх по склону, используя короткую дугу и малую скорость перемещения. Выполняйте сварку, пока заготовка горячая.
Жесткие детали имеют большую склонность к растрескиванию. Сварите в направлении незажатого конца, если это возможно. Между пластинами должен быть зазор не менее 1/32 дюйма, чтобы обеспечить усадку во время остывания сварного шва. Вы также можете проковать сварные швы, пока они горячие, чтобы уменьшить напряжение.
Неглубокое проплавление
Проплавление — это глубина, на которую проходит сварной шов в основном металле. Обычно это не сразу видно. Для высокопрочных сварных швов необходимо полное проплавление до самой нижней точки соединения. Если вы заметили проблему с низким проникновением, попробуйте более низкие скорости движения и более высокие токи. Маленькие электроды с большей вероятностью полностью проникнут в узкие глубокие канавки.
Не забудьте оставить зазор в нижней части соединения.
Плохое сплавление
Надлежащее сплавление происходит, когда сплошной валик формируется по всей длине соединения, а сварочная ванна затвердевает, прочно соединяя обе стороны соединения. Плохое сращение хорошо видно и должно быть устранено для прочных соединений. Вы можете использовать метод стрингерных бусин и более высокие токи для лечения плохого сплавления. Убедитесь, что края соединения не загрязнены. Вы также можете использовать 11 электродов или AWS E6010, которые могут резать примеси. Если зазор слишком большой, вы должны использовать технику переплетения, чтобы закрыть зазор.
Пористость
Пористость обычно не видна, что досадно, учитывая, насколько она распространена и серьезна. Чтобы свести к минимуму риск пористости, очистите поверхность основного металла перед сваркой электродом. Убедитесь, что сварочная ванна остается расплавленной в течение длительного времени. Это даст пузырькам газа достаточно времени, чтобы выйти. Эти пузырьки могут попасть в ловушку, если сварочная ванна затвердеет слишком быстро. Эти пузырьки создают отверстия в твердой структуре, что приводит к пористости.
Используйте электрод с низким содержанием водорода для стали с низким содержанием фосфора, серы, марганца или углерода. Стали, не требующие механической обработки, могут содержать избыточное количество серы, что препятствует надлежащей сварке электродом. В таких случаях следует попытаться свести к минимуму количество основного металла, вплавляемого в сварочную ванну, за счет использования высоких скоростей перемещения и низкого тока. Вы также можете использовать более короткую длину дуги.
При использовании электродов с низким содержанием водорода рекомендуется метод легкого сопротивления. Вы также можете применить те же меры противодействия поверхностным дырам.
Блуждающая дуга
Если вы выполняете сварку электродом на постоянном токе, то дуга может начать отклоняться от намеченного курса из-за помех от паразитных магнитных полей. Эта проблема более вероятна в сложных соединениях и более высоких токах. Лучший способ справиться с проблемой блуждающей дуги — переключиться на переменный ток. Если этот метод не работает, используйте электроды меньшего размера, более короткую длину дуги и меньший ток.
Вы также можете изменить текущий путь, переместив рабочее соединение в другую часть заготовки. Вы также можете попробовать установить соединения в разных местах. Вы также можете попробовать выступающие выступы, приварить к готовым соединениям и разместить стальные блоки, чтобы изменить электрический путь. Также можно прикрепить небольшие пластины вдоль шва на концах сварного шва.
Влажные электроды
Если ток и полярность соответствуют рекомендациям производителя, но дуга по-прежнему нестабильна, это может быть связано с мокрыми электродами. Откройте новый контейнер для сухих электродов. Если проблема повторяется часто, вам следует поместить открытые контейнеры с электродами в отапливаемые шкафы.
Подрезка
Подрезка может показаться только проблемой внешнего вида, но она может ухудшить прочность сварного шва, если сварной шов испытывает усталость или усилие растяжения. Вы можете свести к минимуму вероятность подрезов, снизив скорость перемещения и снизив ток. Вы также можете использовать электрод меньшего размера для размера сварочной ванны, которым вы можете управлять. Кроме того, попробуйте изменить угол электрода. Избегайте слишком большого перекоса и перемещайте электрод с одинаковой скоростью.
Брызги
Разбрызгивание не оказывает большого влияния на прочность сварного шва. Однако это приводит к ухудшению качества поверхности и, следовательно, к увеличению затрат на очистку. Вы можете контролировать чрезмерное разбрызгивание несколькими различными способами.
Первый метод заключается в поддержании относительно низкого тока. Однако убедитесь, что этот уменьшенный ток находится в пределах диапазона для данного размера и типа электрода. Ток должен иметь правильную полярность.
Вы также можете уменьшить разбрызгивание, уменьшив длину дуги. Если сварочная ванна распространяется перед сварочной дугой, слегка отрегулируйте угол наклона электрода. Будьте осторожны с условиями дугового разряда. Это называется блуждающей дугой. Электрод должен быть полностью сухим.
Заключение
Вы не только изучили основы электродуговой сварки и ее техники, вы также узнали о дефектах электродуговой сварки и способах их устранения. Это поможет вам создать высококачественные сварные швы без дефектов.
Мы учимся сварке электродами — журнал HackSpace
Лично я хорошо разбираюсь в компьютерах. Я могу на скорую руку решить большинство проблем, с которыми сталкиваюсь. Нужна виртуальная машина, настроенная и управляемая для обработки серверной части задачи? Я твой мужчина. Я неплохо разбираюсь в цифровой электронике, и у меня есть большая стопка плат, которые я спаял вместе на протяжении многих лет. Однако, когда дело доходит до физического строительства, мои навыки оставляют желать лучшего. При нажатии я могу собрать что-то из дерева, которое подходит для этой цели. Когда дело доходит до работы с металлом… ну, скажем так, мне приходится начинать с нуля. Я всегда стремлюсь найти новые способы расширить свой репертуар, поэтому я решил посмотреть, как далеко я могу продвинуться в обучении сварке за один день. Чтобы быть более конкретным, могу ли я достаточно научиться сварке, чтобы сделать маленького человечка из металлического прута? Имея только простейшее оборудование (сварочный аппарат переменного тока и соответствующее оборудование для обеспечения безопасности) и небольшой инструктаж, я приступил к выполнению задачи. Моим снаряжением на этот день был стареющий Weldmate, который когда-то принадлежал моему деду. Базовое оборудование подходит для базовой сварки.
Электросварка в принципе несложная вещь. Вы подключаете один кусок металла к источнику питания, способному создавать большой ток, а другую сторону источника питания присоединяете к покрытому флюсом стержню, известному как электрод. Держите электрод близко к металлу, который вы хотите соединить, и между ними появится искра. Эта дуга достаточно горячая, чтобы расплавить свариваемый металл и электрод. Все это объединяется вместе, образуя сплоченную массу, которая образует соединение, которое вы свариваете. Итак, первый шаг — научиться создавать эту дугу.
Подход новичка к этому состоит в том, чтобы на короткое время провести электродом по металлу, а затем просто слегка отодвинуть его — действие, похожее на зажигание спички. Передо мной к скамейке прикреплена пластина из металлолома, на которой я тренируюсь зажигать дугу. Вид через сварочную маску сначала полностью черный, поэтому я выравниваю электрод маской вверх. Я сбрасываю маску и наношу удар. Ничего такого. Я пытаюсь снова. Ничего такого. Вылетает несколько искр, и сварочный стержень прочно прилипает к поверхности. Несколько покачиваний вытаскивают его, но это довольно невпечатляющее начало.
Привет, сварка!##
Разочарованный, я снова провожу электродом по поверхности. Происходит несколько искр, и на этот раз, когда я убираю электрод, из зазора между стержнем и металлической пластиной исходит тускло-желтое свечение. В волнении я отдергиваю руку, и дуга гаснет почти сразу же, как только образовалась. Это не великая арка, но это определенно была арка. После еще нескольких попыток я могу создать дугу если не постоянно, то хотя бы регулярно.
Подобно тому, как поколения программистов начинали кодирование, заставляя компьютер произносить «Hello World», так и начинающие сварщики часто начинают с того, что направляют дугу от своего имени. Это приучает нас не только удерживать дугу, но и управлять ею в унылом, почти черном мире, который мы видим сквозь сварочную маску. 900:50 Я выстраиваюсь в линию, опускаю маску и начинаю B. Дуга плавит металлическую пластину, на которую попадает дуга, и электрод. Когда электрод расплавится, он осядет на пластине, и я оставлю гребень в форме букв моего имени. Я поднимаю маску, поскольку хвост N все еще слегка светится от жары. Первоначально буквы черные и слегка покрыты коркой, но быстрый удар молотком и чистка металлической щеткой удаляют пригоревший флюс, оставляя только буквы, поднятые в металле.
На самом деле это не сварка, это просто наплавка металла, но я испытываю огромное удовлетворение от ощущения, что металл, который в моем воображении тверд и неизменен, согнулся по моей воле.
Первый этап обучения сварке завершен, теперь пришло время соединить несколько кусков металла вместе.
В принципе все просто. Точно так же, как я писал свое имя на металле, мне нужно расплавить обе стороны соединения и нанести немного металла в зазор между ними. Если все пойдет по плану, он должен остыть и затвердеть, превратившись в единый кусок металла с тремя частями, смешанными вместе посередине.
Давайте что-нибудь построим##
Маска опущена, дуга загорелась, я начинаю двигаться вниз по стыку. Сразу же я вижу, где пригодятся навыки сварки. В тот момент, когда зажигается дуга, металл начинает плавиться. Переместите его слишком рано, и ничего не расплавится настолько, чтобы склеиться. Оставьте его слишком длинным, и он слишком расплавится, оставив дыру в металле. Мне нужно осторожно провести его вниз, осторожно перемещая электрод между двумя соединяемыми поверхностями, пока он движется по шву. Конечно, я терплю неудачу в этом. Я двигаюсь отрывистыми движениями и пытаюсь схитрить, возвращаясь вверх по стыку к той части, где я двигался слишком быстро.
Сварочные стержни покрыты флюсом, который защищает соединение от окисления (он служит той же цели, что и газ при сварке MIG и TIG – см. рамку). Он должен расплавиться и подняться на поверхность сустава; однако, если вы вернетесь вверх по сварному шву, этот флюс проникнет в соединение, и вы получите отверстие в форме палочки. Однако
некрасивая сварка приемлема. Вопрос в том, насколько он силен? Пришло время согнуть его и посмотреть, смогу ли я его сломать.
А-а-а-а!
Свежесваренный металл держит довольно много тепла и даже через здоровенные перчатки обжигает мне пальцы. Хотя бы немного. Подождав еще минуту, пока он остынет, я пытаюсь защелкнуть косяк. Мой первый косяк некрасивый, но на удивление крепкий. Несмотря на то, что это выглядело так, как будто кто-то пытался соединить два куска желе вместе, я не могу сломать косяк руками, так что я засчитываю это как победу.
Мы хотели узнать, можно ли научиться сварке за день, и для этого нам нужен был тест. Для нас это было то, сможем ли мы собрать простую скульптуру человечка (может быть, скульптура — слишком громкое слово, но вы поняли идею).
Сварка здесь сложнее, так как она идет под странными углами, и зажимы, удерживающие вещи на месте, могут немного мешать, но это все тот же основной процесс: зажечь дугу, поместить дугу в шов и переместить дугу. чтобы смешать металл вместе, чтобы создать прочное соединение. Некоторые из них, гм, более успешны, чем другие, но конечный результат, всего через несколько часов после того, как я впервые взял сварочный стержень, представляет собой прочную конструкцию.
Суть хакерства заключается в расширении диапазона ваших навыков, а сварка — отличная область для изучения. Чтобы понять основы, не требуется слишком много времени, и даже базовые навыки могут быть полезны. Я не могу претендовать на звание компетентного сварщика, но я чувствую, что теперь у меня есть новый навык, который я могу использовать в своих работах. Может пройти какое-то время, прежде чем я сделаю что-то несущее или что-то, что должно хорошо выглядеть, но теперь в моем репертуаре нестандартная рама робота или приспособление для удержания вещей на месте — просто.
Другие виды сварки
Мы пытались научиться сварке электродом на переменном токе. По крайней мере, с точки зрения оборудования, это самый простой вид сварки. У вас просто есть катушка, которая преобразует 240 В (или любое другое напряжение вашей местной сети) в более низкое напряжение, но гораздо более высокий ток, чем обычно доступен через розетку (оно может быть более 100 ампер). Сварочный электрод окружен флюсом, который сохраняет соединение чистым, но также может вызвать проблемы. Это немного грубый тип сварки, который может быть полезен для хакеров, но не всегда является лучшим выбором. Вот еще варианты:
Постоянный ток – палка
Подобно сварке переменным током, которую мы делали, но на этот раз с использованием электричества постоянного тока. Необходимое оборудование немного сложнее, но общий процесс точно такой же, как и с переменным током.
MIG
Сварка металла в среде инертного газа также использует электрическую дугу для плавления металла, но вместо флюса используется инертный газ (например, аргон, двуокись углерода или гелий) для защиты сварного шва, что может привести к более аккуратному сварному шву. присоединиться. Присадочный стержень автоматически подается в соединение во время сварки.
TIG
Сварка вольфрамовым электродом в среде инертного газа также использует инертный газ для защиты соединения, но, в отличие от сварки MIG, присадочный стержень не подается автоматически, и сварщик может применять его по мере необходимости. Сварка TIG — самый универсальный вид сварки, но он также самый медленный и сложный в освоении.
Точечный
Очень просто сделать, но ограниченные возможности. При точечной сварке используются два электрода, расположенные близко друг к другу (обычно на противоположных сторонах соединения), чтобы создать точку нагрева, а также давление для удержания объектов на месте. Присадочного стержня нет, и два объекта просто расплавлены и спрессованы вместе. Обычно используется для соединения двух плоских поверхностей.
Оксиацетилен
В отличие от других, которые мы рассмотрели, этот использует газ для нагрева металла. Комбинация кислорода и ацетилена сжигается в сварочной горелке, которая плавит металл. Затем при необходимости можно использовать наполнительный стержень.
Пайка
На самом деле это не сварка, а скорее высокопрочная пайка: вы нагреваете кусочки металла, которые хотите соединить, и используете это тепло, чтобы вплавить припой в соединение.
Взломайте свой собственный сварочный аппарат
По сути, дуговой сварочный аппарат переменного тока — это то, что может обеспечить большой ток (обычно минимум 50 А). В этом нет ничего особенно сложного, и мы видели множество самодельных сварочных установок, как с использованием катушек для увеличения тока в сети, так и путем объединения достаточного количества батарей для подачи тока.
Это увлекательный проект, если (и это большое если) у вас есть навыки и опыт, чтобы сделать это безопасно. Помните, что вам нужно создать достаточный ток, чтобы расплавить сталь. Это означает, что тока достаточно, чтобы нанести большой ущерб практически всему, что встанет на его пути, включая человека.
Одна вещь, которую вы никогда не должны пытаться сделать сами, это очки. Повреждение глаз при сварке происходит из-за ультрафиолетового излучения, поэтому может быть трудно понять, достаточна ли защита, пока не будет нанесено какое-либо повреждение. Позаботьтесь о своих глазах – инвестируйте в качественные очки.