Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов. К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Содержание страницы
- 1 Особенности сварки нержавейки
- 2 Сварка нержавейки с черным металлом
- 2.

- 2.2 Режимы для сварки
- 2.3 Технология сварки
- 2.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
 Выход из положения – большой зазор между свариваемыми деталями.
Выход из положения – большой зазор между свариваемыми деталями.Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.

Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которой можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.

Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
 Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.Становится понятным, что приварить нержавейку к обычной стали, это достаточно ответственный процесс. Не зная тонкостей сварочной технологии, не зная правил выбора расходных материалов, сделать стальной стык качественным не получится. Самое главное, как показывает практика, это поймать ту середину, когда расплавленная нержавейка не стала сильной текучей. А при этом черный металл не остался твердым.
Сварка нержавейки с черным металлом: технологии
Главная » Обработка металла » Сварка » Как провести сварку нержавейки с черным металлом?
На чтение 5 мин
Содержание
- Можно ли сварить черный металл с нержавейкой?
- Трудности в сварке разнородных сталей
- Инструмент
- Технологии сварки нержавейки и черного металла
- Как сварить нержавейку с черным металлом?
- Как проконтролировать качество соединения?
- Меры безопасности
С процессом сваривания нержавеющей стали может справиться далеко не каждый сварщик. Связано это с техническими характеристиками этого материала. Больше сложностей возникает при сварке нержавейки с черным металлом. Чтобы создать прочное соединение между этими материалами, необходимо правильно выбрать режим сваривания и учитывать ряд особенностей.
Связано это с техническими характеристиками этого материала. Больше сложностей возникает при сварке нержавейки с черным металлом. Чтобы создать прочное соединение между этими материалами, необходимо правильно выбрать режим сваривания и учитывать ряд особенностей.
Можно ли сварить черный металл с нержавейкой?
Если говорить о производстве, технологии сваривания нержавеющей стали с черным металлом, то она является изначально неправильной из-за разности материалов, их свойств, технических характеристик. Однако выполнить соединение можно.
Поскольку на предприятиях требуется соблюдение ГОСТов, такой способ соединения металлов востребован в небольших мастерских. Но для получения хорошего соединения нужно знать химический состав свариваемых компонентов, иметь практический опыт работы с ними.
Трудности в сварке разнородных сталей
Сварка нержавейки с черным металлом вызывает определенные трудности. Связано это с отличиями в технических характеристиках, химическом составе двух сталей. К ним относятся:
К ним относятся:
- Наиболее слабым местом после проведения работ является стык спайки. Объясняется это тем, что у двух материалов есть различие по коэффициенту линейного расширения. Из-за этого после процесса сваривания остаются внутренние напряжения.
- Неравномерность проплавки возникает из-за разницы в показателе теплопроводности. Это негативно влияет на прочность готового шва.
- Эффект миграции углерода. Ухудшает антикоррозийную защиту готового изделия. Из-за этого шов быстрее покроется слоем ржавчины.
Инструмент
Для проведения работ необходимо подготовить сварочный аппарат, дополнительные инструменты, расходники, проволоку определенного химического состава. Список требуемых приспособлений, материалов:
- Инверторный сварочный аппарат.
- Присадочная проволока из нержавеющей стали.
- Электроды (количество зависит от размеров шва, количества свариваемых деталей).
Отдельно необходимо поговорить о выборе электродов. Существует несколько основных типов расходных металлических стержней с особым покрытием:
Существует несколько основных типов расходных металлических стержней с особым покрытием:
- ОЗЛ-25Б — применяется для соединения жаропрочных сталей.
- НИАТ-5 — используется при сварке аустенитних материалов.
- ЦТ-28 — применяется для сваривания сплавов на основе никеля.
- Э50Ф — используется для соединения теплоустойчивых металлов.
Нельзя забывать про настройку сварочного материала. Принципы выбора режимов:
- При толщине детали в 1 мм, применяют постоянный ток силой до 60 А (электрод 2 мм по диаметру).
- При толщине заготовки 2 мм, выставляют переменный ток силой до 80 А (электрод 3 мм по диаметру).
- При толщине детали 4 мм, применяют постоянный ток силой до 130 А (электрод 4 мм).
Если сила тока будет слишком большой, материалы повредятся.
Инвертор с маской и электродамиТехнологии сварки нержавейки и черного металла
Существует несколько особенностей сваривания нержавеющей стали с черным металлом:
- Нержавейка имеет высокий коэффициент линейного расширения. Из-за этого между соединяемыми заготовками требуется делать большие зазоры.
- Нужно быстро охлаждать свариваемые металлы, чтобы сохранить коррозийную устойчивость.
- Следует работать только короткими электродами, длиной до 350 мм. Использование длинных стержней с покрытием приведет к их перегреву при проведении рабочего процесса.
- Сила сварочного тока должна снижаться на 20% из-за низкой теплопроводности нержавейки. Это поможет сохранить технические характеристики готового изделия.
 Из-за этого между соединяемыми заготовками требуется делать большие зазоры.
Из-за этого между соединяемыми заготовками требуется делать большие зазоры.Как сварить нержавейку с черным металлом?
Приварить нержавейку к черному металлу можно путем использования:
- Электродов из высоколегированной стали, чтобы заполнить шов. Допускается применять стержни с никелевым покрытием.
- Легированных электродов для наплавки кромок из черной стали. После этого шов создается с помощью плакированной стали, которая заполняет шов.
Перед свариванием нужно:
- Подготовить расходники, изготовленные на никелевой основе.
- Прокалить электроды. Оптимальная температура до 210 градусов в течение 1 часа.
- Подключить постоянный ток.
- Зачистить металлические поверхности от грязи, налета, палы, ржавчины.

Рекомендации:
- Если применяется газовая сварка, нельзя выполнять быстрое охлаждение готового шва. Деталь должна остывать самостоятельно.
- Рекомендуется наносить флюс на рабочую зону, чтобы сделать более качественное соединение.
- При использовании вольфрамового стержня, не забывать затачивать его наконечник.
- Сварка в среде защитного газа является предпочтительной, поскольку готовый шов будет более прочным.
- При сваривании нужно захватывать больше черного металла. Это позволит создать более прочный шов на молекулярном уровне.
- Движения должны быть аккуратными, неторопливыми.
Как проконтролировать качество соединения?
Существует три способа проверки шва:
- Покрыть поверхность соединения керосином. Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.
- Второй вариант попытки — применение ацетона. Он наносится точно так же, как и керосин. Проступившие на другую сторону шва капельки говорят о наличии микротрещин, сквозных отверстий.
- Промышленный метод проверки прочности швов — гидравлический способ. После его проведения, требуется осмотреть соединение визуально. Если появились дефекты, деталь бракуется.
 Если керосин выступил с другой стороны — шов плохой.
Если керосин выступил с другой стороны — шов плохой.Если мастер знает, что соединение получилось слабым, он не будет применять методы проверки, связанные с разрушением деталей. Любые неровности, трещины, углубления указывают на неправильное проведение работ.
Ацетон для проверки шваМеры безопасности
Сварочные работы выполняются со строгим соблюдением правил техники безопасности:
- Никогда не применять неисправное оборудование. Проверять аппарат заранее, осматривать рабочие элементы, провода на наличие возможных пробоев.
- Электроды должны быть новыми, со сохранившимся рабочим слоем. Нельзя использовать треснутые стержни.
- Подготавливать рабочее место заранее. Убрать все горючие смеси подальше, очистить стол от ненужных предметов, которые могут помешать проведению сварочных работ.
- Сварка считается вредным технологическим процессом. Поэтому нужно использовать маску сварщика, защитный комбинезон, перчатки, прочную обувь.
- Под ноги положить резиновый коврик, чтобы исключить удары током.
- Помещение, в котором проводятся сварочные работы, должно быть оборудовано хорошей системой вентиляции.
- Для удобства желательно проводить работы на металлическом рабочем столе.
 Нельзя использовать треснутые стержни.
Нельзя использовать треснутые стержни.Работая с баллонами, наполненными инертными газами или кислородом, необходимо вытирать любые подтеки масла в рабочей зоне.
Любой сварщик знает, как сложно сваривать детали из нержавейки между собой. Процесс усложняется, если нужно соединить нержавеющую сталь с черным металлом. Поэтому необходимо точно определить компоненты материалов, подобрать электроды, рабочий режим аппарата. Во время рабочего процесса нужно учитывать советы профессионалов.
Поэтому необходимо точно определить компоненты материалов, подобрать электроды, рабочий режим аппарата. Во время рабочего процесса нужно учитывать советы профессионалов.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;( 6 оценок, среднее 3.67 из 5 )
Поделиться
Сварка нержавейки и черного металла электродом,полуавтоматом,аргоном
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Можно ли сварить черный металл с нержавейкой?
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.
Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином – что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.
«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
переходные электроды, как инвертором – Определенных металлов на Svarka.guru
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
| Химический элемент | Относительное содержание,% |
| Углерод | 0,09 |
| Марганец | 1,9 |
| Кремний | 0,38 |
| Никель | 12,8 |
| Хром | 24,9 |
| Сера | 0,011 |
| Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
| Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные . Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
| Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
| 2 | 30…50 | ||
| 2,5 | 40…60 | ||
| 3 | 50…100 | 50…60 | 50…60 |
| 4 | 90…150 | 100…120 | 100…120 |
| 5 | 120…180 | 120…150 |
Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которой можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Применение полуавтомата
Для сваривания деталей из нержавеющей стали, как и для сварки металла с нержавейкой, может применяться полуавтомат. Для создания защитной среды чаще всего используется смесь аргона (98%) и углекислого газа (2%), которая обеспечивает отличную растекаемость металла при плавлении и увеличивает качество соединительного шва. Отличительная черта этого метода – сильное разбрызгивание расплавленной присадочной проволоки. Ещё одна функция защитного газа – снижение разбрызгивания до минимума.
Схема сварки нержавейки полуавтоматом
Есть три способа выполнения сваривания полуавтоматом:
- Импульсный – самая точная и эффективная методика. Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
- Струйным переносом – применяют для сваривания более толстых деталей, для защиты рекомендуется использование флюса, а не газа.
- Короткой дугой – идеально для тонколистового материала, главное преимущество – снижение до минимума рисков прожигания стали.
Схема импульсной сварки
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».
Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
[ads-pc-2][ads-mob-2]
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Особенности сварочного процесса
На выбор технологии соединения значительное влияние оказывает толщина изделий. Например, детали толщиной 1,5-3 мм варят короткой дугой. Более толстые заготовки соединяют электрической сваркой со струйным переносом электродного материала.
Работы выполняются как постоянным, так и переменным током. Каждый способ имеет свои особенности.
Например, постоянный ток препятствует разбрызгиванию металла, что снижает расход электродного материала. Кроме того, повышается производительность и качественные характеристики шва.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм. ;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
Выбор необходимого инструмента
Чтобы наиболее точно подобрать инструмент для сварки нержавейки и чёрного металла необходимо знать химический состав обеих заготовок, что не всегда бывает возможно и приходится ориентироваться приблизительно. Для сваривания могут применяться электроды следующих основных типов:
- ОЗП-25Б – для сталей, имеющих высокую жаропрочность.
- Э50ф – для сварки материалов с высокой теплоустойчивостью.
- НИАТ-5 – используется для обработки высоколегированных аустенитных металлов.
- ЦТ-28 – для тех материалов, у которых присутствует никель в составе.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
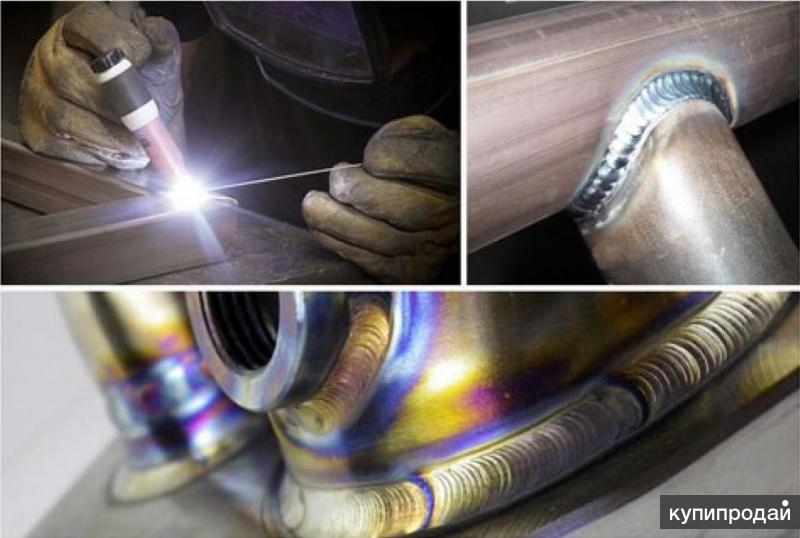
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.
Сварка нержавеющего фланца с отводом из углеродистой стали
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.
Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Меры безопасности
Техника безопасности очень важна при проведении сварных работ. Прежде всего, следует надежно защитить глаза от воздействия интенсивного излучения ультрафиолетового типа. Кроме того, надевают на руки и на ноги плотную одежду, которая не допустит попадания на кожу расплавленного металла. Очень важно соблюдать правила использования электрических установок, газовых баллонов и другого оборудования, так как при неверном применении они могут стать причиной возникновения угрозы жизни либо здоровью человека, работающего с ними при производстве сварных соединений самого разного рода.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Полезные советы
Сварка нержавейки плавящимися электродами – непростая задача даже для профессиональных сварщиков. Опытные специалисты рекомендуют соблюдать следующие правила:
- Температура поверхности не должна превышать 500 Сº – это активизирует процесс образования химических соединений, снижающих крепость шва на молекулярном уровне;
- Для повышения качественных характеристик готового соединения, перед работами рекомендуют нагреть поверхность заготовки до 1200 Сº, после чего оставить охлаждаться естественным образом в течение 3 часов;
- Во избежание перегрева поверхности, необходимо увеличить скорость движения дуги;
- При многослойной технологии нанесения шва необходимо делать паузы между слоями, до охлаждения соединения до температуры 100 Сº;
- Перед применением все электроды необходимо прокалить, с соблюдением требований завода-изготовителя.
Грамотный выбор расходного материала – залог надежного и качественного соединения.
Вместо заключения, рекомендуем ознакомиться с видео по теме.
Как правильно сварить нержавейку с черным металлом?
Опубликовано: 26.05.2017
Сварка нержавейки с изделиями из черного металла является весьма проблематичной, потому что сама по себе нержавеющая сталь является материалом, сваривать который очень сложно. Бывает, что не получается соединить одноплановые изделия, выполненные из нержавейки.
Сварочные работы, связанные с необходимостью сварить черный металл и нержавейку, могут выполняться только очень опытным сварщиком. Дело в том, что такой материал, как нержавеющая сталь, обладает очень высокой текучестью по сравнению с обыкновенным металлом, кроме того, они имеют различную температуру плавления.
Возможность сваривать такие изделия появляется только при наличии специального оборудования, правильной его настройки, грамотного подхода к выбору расходных материалов. Например, присадочная проволока берется только из нержавеющей стали, куда должен быть добавлен никель и марганец. Если этих элементов не будет, то качество сварного соединения будет значительно ниже. В процессе проведения работ, стараются выполнять шов на наибольшей глубине, чтобы сваренные разнородные изделия обменивались частицами по всей своей толщине.
Оглавление:
- Можно ли сваривать сталь с нержавейкой?
- Какую технологию использовать?
- Технология работ
- Как проконтролировать качество соединения?
- Меры безопасности
Можно ли сваривать сталь с нержавейкой?
Сварка нержавейки и черного металла в условиях промышленного производства с соблюдением всех технологических особенностей не представляет собой нечто особо сложное. Стоит отметить, что с физической точки зрения подобный процесс является вполне выполнимым.
В условиях домашней сварки это сделать тоже весьма реально, тем более что в этом случае наиболее серьезных требований к качеству сварного соединения не предъявляют. Чтобы соединение получилось наиболее долговечным, желательно иметь определенный опыт в области сваривания нержавейки.
Какую технологию использовать?
Черные и нержавеющие детали проще всего соединять друг с другом при помощи специальных электродов и электрической сварки. Осуществляется это довольно быстро, не требует привлечения каких-то дополнительных средств, однако, качество шва оставляет желать лучшего. Это связано с тем, что под воздействием высоких температур нержавейка становится очень жидкой, а сталь продолжает сохранять вязкость.
Сделать потолочный или вертикальный шов в данном случае практически невозможно, так как расплавленный материал будет попросту стекать вниз. Для проведения работ берут только качественные электроды из нержавейки, которые должны иметь соответствующую обмазку.
В случае с газовой сваркой придется применять флюс, который позволит примерно уравнять текучесть стали и нержавейки. Эта технология значительно сложнее в плане проведения подготовительных работ, нужно будет соблюдать определенные правила техники безопасности, касающиеся использования газовых баллонов.
Сварка нержавейки с черными металлами зачастую производится в аргоновой среде. Данный метод принято считать наиболее надежный, так как он позволяет получить сварное соединение самого высокого качества. Покрытия проволоки здесь может и не быть, так как газовая среда из аргона будет надежно предохранять сварную ванну от попадания воздуха. Однако сама по себе данная технология очень сложная и стоит дорого, поэтому пользоваться ей для подобных целей далеко не всегда имеет смысл.
Технология работ
Перед тем как приступить к свариванию нержавейки и черной стали, нужно правильно подготовить не только сами изделия, но и все необходимое оборудование. Участки деталей, поблизости от которых должен будет формироваться шов, очищают от оксидной пленки с помощью металлической щетки угловой шлифовальной машинки. На стальной заготовке не должно быть следов коррозионных процессов.
Движения должны быть уверенными и очень точными. Это связано с тем, что сталь будет расплавляться значительно медленнее по сравнению с нержавейкой. Следует стараться как можно больше захватить черного металла, чтобы изделия хорошенько проникли друг в друга на молекулярном уровне.
Примерно то же самое производится в процессе изготовления шва при помощи газовой сварки, однако все здесь будет происходить значительно медленнее. Шов делают как можно шире и максимально глубоким, чтобы на участке его формирования материал получился наиболее однородным. После того как работы будут завершены, дают изделию полностью остыть.
Как проконтролировать качество соединения?
Когда сварное соединение достигнет приемлемой температуры (хотя бы 40 градусов), приступают к контролированию его прочности и ряда других параметров. Сделать это можно следующим образом:
- При помощи керосина, принцип действия которого базируется на капиллярном проникновении через кристаллическую решетку стали;
- Аммиаком: тут контроль основывается на принципе окрашивания индикаторов при его непосредственном воздействии;
- Гидравлические методы, которые позволяют не только получить сведения относительно надежности шва, но и проверить, насколько прочным он получился.
Если соединение заведомо довольно слабое, то используют разрушающие методы контроля.
Меры безопасности
Техника безопасности очень важна при проведении сварных работ. Прежде всего, следует надежно защитить глаза от воздействия интенсивного излучения ультрафиолетового типа. Кроме того, надевают на руки и на ноги плотную одежду, которая не допустит попадания на кожу расплавленного металла. Очень важно соблюдать правила использования электрических установок, газовых баллонов и другого оборудования, так как при неверном применении они могут стать причиной возникновения угрозы жизни либо здоровью человека, работающего с ними при производстве сварных соединений самого разного рода.
Сергей Одинцов
tweet
Сварка нержавейки и черного металла. Технология сварочного процесса.
Екатерина
Осуществляя такой процесс как сварка нержавейки и черного металла, нужно быть готовым к ряду трудностей, с которыми можно столкнуться во время работы. Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Содержание статьи
- Можно ли варить разнородные стали
- Способы сварки
- Выбор способа
- Какими электродами воспользоваться для сварки?
- Технология
- Правила безопасности
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки
В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т. к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая
Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
Похожие публикации
Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих – WeldPundit
Нержавеющая сталь и углеродистая сталь являются распространенными металлами, используемыми во многих сварочных работах. Поскольку нержавеющая сталь дороже, вы можете использовать ее только там, где это необходимо, и использовать обычную сталь для остальной части проекта.
Сварка — надежный и быстрый способ соединения металлов, но можно ли сваривать эти разнородные металлы вместе?
Вы можете сваривать нержавеющую сталь с углеродистой сталью с надежными результатами, если используете соответствующий присадочный металл (309) и следуйте надлежащей процедуре низкотемпературной сварки, чтобы избежать переваривания обеих частей. Таким образом, вы сохраните превосходную коррозионную стойкость детали из нержавеющей стали и предотвратите дефект горячего растрескивания.
Нержавеющая сталь обладает превосходной коррозионной стойкостью в широком диапазоне агрессивных сред, даже при высоких температурах без технического обслуживания.
Однако, если вы приварите деталь из нержавеющей стали, коррозионная стойкость упадет. В результате нержавеющая деталь рано или поздно подвергнется коррозии, в зависимости от окружающей среды. Ржавчина является наиболее распространенной и известной коррозией, которая может появиться.
Кроме того, слишком большой нагрев детали из углеродистой стали вызовет миграцию углерода в металле сварного шва. В результате окончательный валик станет хрупким и чувствительным к растрескиванию с более низкой коррозионной стойкостью.
Горячее растрескивание — хорошо известный дефект при сварке аустенитной нержавеющей стали. Горячее растрескивание происходит, когда валик загрязнен примесями и затвердевает неравномерно. Часто он появляется продольным по центру шарика. Чтобы этого избежать, нужен правильный присадочный металл и сварка с низким нагревом.
Но после прочтения этой статьи еще многое предстоит узнать.
Содержание
- Типы нержавеющей стали
- Типы углеродистой стали
- Каковы различия между нержавеющей сталью и мягкой сталью для сварки?
- Трудно ли сваривать нержавеющую сталь с мягкой сталью?
- Какой присадочный металл лучше всего подходит для сварки нержавеющей стали со сталью?
- Чем полезен метод намазывания маслом?
- Можно ли сваривать нержавейку со сталью методом TIG?
- Можно ли использовать сварку MIG?
- Можно ли использовать сварку электродами?
- Можно ли использовать порошковую проволоку?
- Заключение
- Можно ли сваривать нержавеющую сталь с оцинкованной сталью?
- Можно ли сваривать низколегированную сталь с нержавеющей сталью?
Сначала рассмотрим основные типы нержавеющей и углеродистой стали.
Типы нержавеющей стали
Нержавеющие стали представляют собой сложные сплавы железа , содержащие не менее 10,5% хрома и небольшое количество углерода. Кроме того, нержавеющая сталь может содержать много других элементов в зависимости от типа и сорта.
Высокое содержание хрома соединяется с кислородом на поверхности металла и образует защитную пленку. Эта пленка обладает высокой коррозионной и термостойкостью.
Существует три основных типа нержавеющей стали:
- Аустенитная сталь , которая часто содержит большое количество никеля . является наиболее распространенным типом и легче всего сваривается. Этот тип обладает самой высокой коррозионной и термостойкостью. Популярными аустенитными марками являются 304 (или 18/8), которые часто используются для посуды, оборудования для общественного питания и т. д., а также марка 316 с более высокой коррозионной стойкостью для морского оборудования.
- Ферритный сплав , такой как марка 409, является самым дешевым типом и подходит для декоративных работ и термостойких изделий, таких как выхлопные трубы. Феррит трудно сваривается, потому что высокая температура сварки делает его хрупким.
- Мартенситный , такой как марка 410, подходит для закаленных режущих инструментов, хирургических инструментов и т. д. Мартенситный материал исключительно трудно сваривается без строгой термообработки до и после сварки.
Типы углеродистой стали
Углеродистые стали – это простые сплавы железа с небольшим количеством углерода, придающего прочность.
Существует три основных типа углеродистой стали:
- Низкоуглеродистая или мягкая сталь на сегодняшний день является наиболее распространенной сталью и металлом, который легче всего сваривать, поскольку он содержит всего 0,05–0,30% углерода. Он никогда не становится твердым после сварки, за исключением случаев, когда его толщина превышает 3/4 дюйма (19 мм). Хорошо известный сорт — A36.
- Среднеуглеродистая сталь с содержанием углерода 0,30–0,50 % плохо поддается сварке, поскольку после сварки становится твердой и хрупкой. Он требует предварительного нагрева.
- Высокоуглеродистая сталь с содержанием углерода 0,50–0,90 % после сварки становится очень твердой и хрупкой. Инструменты из этой стали уже закалены. Это делает высокоуглеродистую сталь исключительно трудной для сварки без строгой термообработки до и после сварки.
Поскольку аустенитная нержавеющая и низкоуглеродистая сталь на сегодняшний день являются наиболее распространенными и легкими металлами для начинающих, остальная часть статьи посвящена им.
В чем разница между нержавеющей сталью и мягкой сталью для сварки?
Когда вы планируете сваривать эти два металла вместе, полезно знать их различия в химической и коррозионной стойкости, влияющие на сварку.
1. Мягкая сталь содержит больше углерода, чем нержавеющая сталь
Содержание углерода в мягкой стали, например марки А36, составляет 0,30% углерода по сравнению с 0,08% в нержавеющей стали 304. Сверхнизкоуглеродистые марки, такие как 304 L , содержат только 0,03% углерода.
Это проблема, поскольку при плавлении детали из мягкой стали углерод может мигрировать в металл сварного шва из нержавеющей стали. Когда углерод находится рядом с хромом при высокой температуре в течение длительного времени, они объединяются, образуя карбиды.
В результате остается меньше свободного хрома для образования коррозионностойкой пленки, и может появиться ржавчина. Кроме того, поврежденный металл становится хрупким и склонным к растрескиванию.
2. Нержавеющая сталь расширяется больше при нагревании
Аустенитная нержавеющая сталь расширяется при нагревании больше, чем мягкая сталь. Это называется тепловым расширением (engineeringtoolbox.com) и представляет собой большую проблему.
При сварке этих металлов расширенная нержавеющая сталь будет толкать мягкую сталь. Когда бусина остынет, нержавеющая часть будет тянуться еще сильнее. В результате металлы будут гнуться и скручиваться, теряя нужную форму. Это называется искажением или деформацией.
Также, если сварное соединение эксплуатируется в среде с постоянным перепадом температур, неравномерное тепловое расширение вызовет усталостное напряжение в соединении. В результате соединение сломается через достаточное время.
3. Нержавеющая сталь медленнее поглощает тепло
Нержавеющая сталь не может быстро поглощать большое количество тепла при сварке. В результате тепло концентрируется в узкой зоне, называемой зоной термического влияния (ЗТВ), рядом с валиком. Кроме того, тепло остается там дольше, чем в мягкой стали.
Это приводит к чрезмерному короблению, образованию карбида и коррозии.
4. Электрическое сопротивление нержавеющей стали выше
Нержавеющая сталь также имеет более высокое электрическое сопротивление. Электричество через него пройти сложнее. В результате вы устанавливаете меньшую силу тока для получения того же тепла, что и мягкая сталь. Это примерно на 10-15% меньше силы тока.
5. Прочность на растяжение и пластичность нержавеющей стали выше
Нержавеющая сталь 304 имеет предел прочности при растяжении 85 000 фунтов на квадратный дюйм, а мягкая сталь обычно имеет предел прочности 65 000 фунтов на квадратный дюйм. В результате нержавеющая сталь может выдерживать более сильное механическое воздействие, прежде чем согнуться или сломаться.
Пластичность (эластичность) нержавеющей стали также выше. В результате нержавеющая сталь может гнуться дольше, не теряя прочности и не ломаясь.
6. Мягкая сталь имеет более высокую температуру плавления
Большинство аустенитных нержавеющих сталей плавятся при 2600 °F (1425 °C), а мягкая сталь плавится при 2800 °F (1540 °C). Несмотря на это, вы хотите избежать направления дуги на деталь из мягкой стали.
7. Гальваническая коррозия ускоряет коррозию низкоуглеродистой стали
Когда два разных металла соприкасаются друг с другом в присутствии электролита, такого как вода, один из них подвергается коррозии быстрее, чем обычно. Это называется гальванической коррозией (nace.org) или биметаллической коррозией.
В этом случае низкоуглеродистая сталь будет изнашиваться еще быстрее. Однако гальваническая коррозия не вызывает беспокойства, если электролит отсутствует.
8. Дефект дугового разряда может повлиять на низкоуглеродистую сталь
Дуговой разряд представляет собой магнитное воздействие, которое может неправильно направить электрическую дугу. Он воздействует непосредственно на все черные металлы, но не на аустенитную нержавеющую сталь. Дуга усиливается, когда электрод и основной металл сильно нагреваются или когда деталь из мягкой стали намагничивается.
| Property | Mild steel | Austenitic (304) steel |
|---|---|---|
| Thermal expansion | 65 | 100 |
| Thermal conductivity | 100 | 33 |
| Electrical resistance | 12. 5 | 72 |
| Высокотемпературная прочность | 900 °F (480 °C) | 1300 °F (700 °C) |
| Прочность на растяжение | 60-70ksi | 85ksi |
| Ductility | 25 | 55 |
| Melting point | 2800 °F (1540 °C) | 2600 °F (1425 °C) |
| Galvanic corrosion | Высокая | Низкая |
Трудно ли сваривать нержавеющую сталь с низкоуглеродистой сталью?
Сварщики-новички беспокоятся о том, чтобы получить красивый валик на разнородных металлах с достаточным плавлением. Насколько это сложно?
Сварка нержавеющей стали с низкоуглеродистой сталью лишь немного сложнее, чем сварка чистой нержавеющей стали, несмотря на то, что они имеют совершенно разные составы и свойства. Короче говоря, избегайте чрезмерной сварки, глубокого провара и немного больше фокусируйте дугу на детали из нержавеющей стали.
Низкий нагрев важен для предотвращения глубокого проникновения, поддержания коррозионной стойкости и предотвращения углеродистого загрязнения. Чтобы ввести низкую температуру сварки, выполните следующие действия:
- Установите наименьшую силу тока, при которой расплавится присадочный металл.
- Путешествуйте с высокой скоростью.
- Вместо плетения предпочитайте плетение из бисера.
- Используйте охлаждающие стержни под металлом или на нем.
- Подготовьте симметричный шов, для которого требуется наименьшее количество сварочного металла.
Еще одна важная вещь — направить дугу на нержавеющую деталь . Несмотря на неровный угол, получившийся валик будет симметричным с хорошим сращением носка.
Если вы используете процесс, при котором на борте остается шлак, более важен индивидуальный угол, поскольку он предотвратит включения шлака.
Всегда проводите испытания на подобном металлоломе перед сваркой вашего основного объекта.
Еще одна проблема, которая делает процедуру несколько более сложной, заключается в том, что вы не должны загрязнять нержавеющую часть частицами железа . Эти частицы начнут ржаветь на нержавеющей детали.
Используйте отдельный набор инструментов для очистки и снятия фаски с детали из нержавеющей стали. Кроме того, не царапайте нержавеющую часть углеродистой стали стальной частью, сварочным столом и т. д.
Никогда не используйте предварительный нагрев при сварке аустенитной стали. Предварительный нагрев усугубит все проблемы, которых вы хотите избежать. Кроме того, если вы выполняете многопроходную сварку, дайте металлу остыть до 300 °F (150 °C) между каждым валиком.
Какой присадочный металл лучше всего подходит для сварки нержавеющей стали со сталью?
Лучшим присадочным металлом для сварки нержавеющей стали со сталью является 309. 309 содержит достаточно большое количество хрома и никеля, чтобы решить проблему разбавления мягкой стали. В результате наплавленный металл шва будет иметь отличную коррозионную стойкость. 309синтез также обеспечивает высокую стойкость к горячему растрескиванию.
При сварке разнородных металлов окончательный валик состоит из присадочного металла (60 %) и небольшой части обоих основных металлов (20 % и 20 %). Поскольку в низкоуглеродистой стали нет хрома или никеля, вам нужен присадочный металл с большим содержанием, чем в детали из нержавеющей стали.
Аустенитный присадочный металл марки 309 с 23% хрома и 13% никеля обеспечивает буртик с содержанием не менее 18% хрома и 8% никеля. Шарик будет иметь превосходную коррозионную стойкость.
Если вы используете типичный нержавеющий присадочный металл, такой как 308, содержащиеся в нем хром (20%) и никель (10%) будут разбавлены компонентом из мягкой стали. В результате полученный валик будет иметь низкое содержание хрома (15%) и никеля (7%), что делает его твердым, чувствительным к растрескиванию, без сильной коррозионной стойкости.
Использование присадочного металла с еще более высоким содержанием никеля, такого как 310 (21% никеля), приведет к получению валика с таким высоким содержанием никеля, что это может привести к растрескиванию.
Кроме того, 309имеет дополнительное небольшое количество феррита, что предотвращает горячее растрескивание. Феррит богат хромом, и даже если образуется некоторое количество карбидов хрома, содержание свободного хрома все равно будет выше безопасного уровня.
Использование низкоуглеродистого 309 L присадочного металла необходимо, когда деталь из нержавеющей стали также 304 L . Эти стали содержат 0,03% углерода вместо 0,08%. Сверхнизкое содержание углерода помогает сохранить коррозионную стойкость и предотвращает растрескивание в высокотемпературных средах.
Некоторые моменты, которые следует учитывать при сварке с присадочным металлом 309:
- Присадочный материал 309 также может сваривать ферритную и мартенситную нержавеющую сталь с низкоуглеродистой сталью без предварительного нагрева. Но только не в том случае, если они требуют дальнейшей термической обработки или служат при высоких температурах.
- Модель 309 обладает высокой термостойкостью до 700 °F (370 °C).
- Если вы хотите сварить большое соединение, многопроходная сварка с 309 может вызвать проблемы, если сварка служит при высоких температурах. Это связано с тем, что дополнительные проходы будут содержать слишком много хрома и никеля из-за меньшего разбавления предыдущими шариками. Это может привести к растрескиванию. Чтобы избежать этого, вы можете использовать технику намазывания маслом, описанную далее в статье.
312 – это еще одна марка присадочного металла для сварки разнородных металлов, обладающая высокой стойкостью к горячему растрескиванию. Он имеет наибольшее количество хрома, не менее 28%, но низкое содержание никеля 9%.
Модель 312 превосходит модель 309 и может сваривать неизвестные металлы или трудносвариваемые металлы, например, мартенситную нержавеющую сталь с высокоуглеродистой сталью. Для этой цели был разработан наполнитель 312.
Загвоздка в том, что условия эксплуатации металлов не требуют послесварочной термообработки.
Кроме того, модель 312 не подходит для работы в условиях высоких температур и стоит дороже.
Для сварки аустенитной нержавеющей стали с мягкой сталью 309 более чем достаточно, и вы можете не покупать присадочный металл 312.
Я также упомяну присадочный металл NiCrFe . Он изготовлен на основе никеля и обеспечивает превосходные результаты сварки сложных соединений между нержавеющей сталью и сталью:
- Присадочный металл NiCrFe может безопасно сваривать соединения, которые служат в условиях высоких температур, намного превышающих 700 °F (370 °C).
- Он также имеет более низкое тепловое расширение, чем стержни из нержавеющей стали, и снижает усталостное напряжение в детали из углеродистой стали, возникающее при высокотемпературных колебаниях.
- Высокое содержание никеля предотвращает разбавление углерода, что приводит к меньшему количеству карбидов хрома и более высокой коррозионной стойкости.
Недостатком присадочного металла NiCrFe является высокая стоимость.
Сварка с присадочным металлом из мягкой стали приведет к получению хрупкого валика без коррозионной стойкости. Бусина заржавеет по прошествии достаточного времени и может сломаться под механическим или термическим воздействием. То же самое произойдет и с зоной термического влияния нержавеющей детали. Гальваническая коррозия представляет собой проблему, поскольку в присутствии воды валик быстро подвергается коррозии.
Чем полезна техника намазывания маслом?
Когда вы свариваете большое соединение между нержавеющей и мягкой сталью, метод намазывания полезен, чтобы избежать дефекта горячего растрескивания.
Для этого необходимо сварить поверхность компонента из мягкой стали с присадочным металлом 309. Таким образом, вы герметизируете деталь и предотвращаете проникновение углерода в следующий нержавеющий металл сварного шва.
После этого вы используете обычный аустенитный присадочный металл, например, 308, чтобы приварить компонент 304 к смазанному маслом 309.поверхность.
Толщина намазанной маслом поверхности должна быть не меньше глубины последующего проникновения. В большинстве случаев будет достаточно от 5/64″ (2 мм) до 1/8″ (3,2 мм).
Теперь давайте посмотрим, как сравниваются различные процессы сварки нержавеющей стали со сталью.
AdvertisementsМожете ли вы сваривать нержавеющую сталь с помощью TIG?
С помощью процесса сварки TIG вы можете сваривать нержавеющую сталь с мягкой сталью и получать наилучший внешний вид валика, минимальную деформацию и превосходную коррозионную стойкость. Последний шарик может не нуждаться в каких-либо улучшениях. Для достижения наилучших результатов используйте стержень ER309LSi.
Поскольку одна часть из нержавеющей стали, сварка ВИГ может быть лучшим процессом для сварки нержавеющей стали с мягкой сталью.
Сварка ВИГ представляет собой ручной процесс, при котором одна рука управляет горелкой ВИГ, которая создает дугу и подает защитный газ, а другая рука подает присадочный металл. Таким образом, вы можете контролировать подачу тепла с высокой точностью и добиться низкого разбавления.
Кроме того, если вы используете ножную педаль, вы можете увеличивать или уменьшать силу тока во время сварки. Более того, если блок питания поддерживает импульсный ток, можно добиться такой же пробивки при меньшем подводе тепла.
Все это позволяет снизить тепловложение, обеспечивая отличные результаты даже при обработке самых тонких металлов. Нет шлака, который нужно очищать, и вам, возможно, даже не придется улучшать последний валик.
Наконец, при сварке ВИГ выделяется наименьшее количество сварочного дыма. Это очень важно, так как присадочный металл из нержавеющей стали выделяет вредные пары.
Вы можете прочитать эту статью Weldpundit о том, как защитить себя от сварочного дыма и газов, и эту статью о сварочных респираторах для домашних сварщиков для получения дополнительной информации.
Недостатки сварки TIG:
- Это самый сложный процесс.
- Нельзя сваривать снаружи.
- Расходные материалы для оборудования и резака являются дорогостоящими.
- Скорость сварки низкая и не идеальна для длинных швов или толстых металлов.
- Для получения хороших результатов необходимы идеально чистые металлы.
Стержень ER309LSi содержит почти в два раза больше кремния (Si). Кремний делает металл шва более жидким, в результате чего валик становится более плоским, гладким и красивым.
Можно ли использовать сварку MIG?
Вы можете сваривать нержавеющую и мягкую сталь с помощью сварки MIG с отличными результатами, особенно если вам нужен самый простой и быстрый процесс. Для достижения наилучших результатов используйте провод ER309LSi и режим передачи короткого замыкания с защитным газом Trimix. Также полезно использовать высокую индуктивность.
Сварка МИГ имеет механизм подачи проволоки, который непрерывно подает проволочный электрод. Это делает процесс сварки самым простым в использовании. В результате новые сварщики выбирают MIG, чтобы как можно скорее приступить к ремонту и изготовлению объектов.
Сварка МИГ создает красивые валики, отлично подходит для тонких металлов и не требует очистки от шлака.
Негативы сварки MIG нержавеющей стали со сталью ориентированы на стоимость:
- Вам нужен другой, более дорогой защитный газ, чем 75/25 или CO2.
- Даже самая маленькая катушка с проволокой стоит больше, чем несколько сварочных прутков для сварки TIG или стержней.
- Для толстых металлов вам понадобится сварочный аппарат с высокой силой тока для включения режима распыления.
- Для идеальной работы необходимо заменить все компоненты, которые касались проволоки из мягкой стали, особенно направляющую, или использовать шпульный пистолет.
- Вы не можете сваривать снаружи.
Какие настройки и расходные материалы использовать?
Вы используете режим переноса с коротким замыканием для сварки тонкой нержавеющей стали с мягкой сталью, поскольку он обеспечивает низкое проплавление и низкое разжижение. Все бытовые сварочные аппараты поддерживают этот режим, так как он требует наименьшей мощности.
В режиме короткого замыкания можно получить отличные результаты при обработке металлов толщиной до 1/4 дюйма (6,4 мм). Используйте короткий удлинитель электрода 3/8” (10 мм). Также было бы полезно использовать контактный наконечник для более толстой проволоки, чтобы избежать гнездования птиц.
Одна из проблем с коротким замыканием заключается в том, что свойства нержавеющей стали не способствуют смачиванию ванны, в результате чего получается высокий и узкий валик.
Чтобы решить эту проблему, вы можете использовать проволоку с более высоким содержанием кремния, трехкомпонентный газ и высокую индуктивность:
- ER309L Проволока Si содержит более высокое содержание кремния (Si), что делает металл сварного шва более жидким и значительно помогает режим передачи короткого замыкания.
- Вам понадобится « tri-mix » из 90 % гелия, 7,5 % аргона и 2,5 % CO2 в качестве защитного газа с режимом короткого замыкания, особенно для многопроходной сварки. Если вы используете типичный 75% аргон и 25% газ CO2, шарик будет выглядеть более уродливым, узким и высоким. Но что еще хуже, у него будет плохое сплавление носка и ухудшится коррозионная стойкость.
- Многие блоки питания поставляются с функцией индуктивности . Высокая индуктивность увеличивает время горения дуги на одно короткое замыкание. Это создает более жидкую сварочную ванну, которая дает более гладкие и плоские валики.
Режим распыления подходит для более толстых металлов, но требует источника питания 240 В с высокой силой тока.
Если вы хотите использовать перенос распылением, используйте газовую смесь 98 % аргона и 2 % CO2. В качестве лучшей альтернативы вы можете использовать 1-2% кислорода (O2) и аргона, чтобы избежать углерода.
Для режима распыления требуется удлинение электрода на 3/4 дюйма (19 мм).
Дорогие сварщики MIG могут сваривать в режиме импульсного переноса . Это похоже на перенос распылением, но может сваривать тонкие металлы и использует тот же газ. Но нужен дорогой блок питания.
Режим шаровой передачи не используется, так как создает много брызг.
Вот подробное руководство по сварке MIG из нержавеющей стали с мягкой сталью.
Можно ли использовать электродуговую сварку?
Вы можете приклеивать сварной шов из нержавеющей стали к низкоуглеродистой стали, если металл не тоньше 1/8″ (3,2 мм). Он отлично подходит для сварки на открытом воздухе, потому что он очень портативен, а защитные газы устойчивы к ветру. Для достижения наилучших результатов используйте сварочный электрод E309L-16. Однако валик будет выглядеть не очень хорошо по сравнению со сваркой TIG или MIG, и его легко деформировать и продуть нержавеющую деталь.
Сварка стержнем (или SMAW) очень популярна, поскольку покупка оборудования недорога, и вы можете купить небольшой пакет стержней, поскольку нержавеющий присадочный металл стоит дорого.
Сварка стержнем дает отличные результаты для металлов толщиной более 1/8 дюйма. Нужен большой опыт, чтобы сваривать тоньше без дефектов перегрева. Деталь из нержавеющей стали гораздо более чувствительна к побочным эффектам, чем мягкая сталь.
Вот статья Weldpundit о том, как склеивать тонкие металлы.
Самый популярный стержень E309L- 16 . Суффикс -16 указывает на тип флюсового покрытия и его использование. Этот стержень относительно прост в использовании, сваривается на постоянном и переменном токе и оставляет плоский валик. А вот сварить в вертикальном и потолочном положении тяжело.
Однако у сварки электродом больше недостатков:
- Она создает агрессивную дугу с глубоким проплавлением и высоким разбавлением углерода.
- Бортики могут иметь шлаковые включения .
- Затвердевший шлак имеет тенденцию отрываться от при охлаждении, поэтому всегда надевайте защитные очки, когда смотрите на буртик.
- Вам необходимо удалять оставшийся шлак материала каждый раз, когда вы свариваете. Это требует времени и может привести к загрязнению детали из нержавеющей стали частицами железа.
- Стержни из нержавеющей стали легко прилипают к металлу , что гарантированно вызовет разочарование у новых сварщиков.
- Сварка электродом производит много дыма и не подходит для сварки в помещении, если у вас нет местной вытяжной вентиляции. Даже если вы свариваете на открытом воздухе, вам понадобится маска-респиратор для сварки для дополнительной защиты от паров нержавеющей стали.
- Стержни из нержавеющей стали требуют высокого напряжения холостого хода (OCV). Это напряжение между электрододержателем и рабочим зажимом при отсутствии дуги. Если ваш сварочный аппарат может сжигать стержни E7018, он будет сжигать E309.стержни тоже.
- Стержни из нержавеющей стали чувствительны к влажности воздуха . Даже больше, чем стержни E7018 с низким содержанием водорода. Открытые стержни более склонны к прилипанию, создают нестабильную дугу и валик с высокой пористостью.
Вот подробное руководство о том, как приклеить нержавеющую сталь к сварке.
Можно ли использовать порошковую проволоку?
Вы можете сваривать нержавеющую сталь с мягкой сталью порошковой проволокой (FCAW), если металл не тоньше 1/8 дюйма (3,2 мм). Если вы используете самозащитную проволоку, валик будет выглядеть не очень хорошо, а количество брызг будет большим. Использование провода с двойным экраном даст вам гораздо лучшие результаты, но вам потребуется защитный газ и источник питания с высокой силой тока .
Порошковая проволока трубчатая и содержит флюсовый материал. Вы можете использовать эти проволоки со своим сварочным оборудованием MIG, но всегда устанавливайте зубчатые ролики и проверяйте упаковку проволоки на предмет правильной полярности .
Также было бы лучше использовать специальный вкладыш только для проволоки из нержавеющей стали, чтобы избежать загрязнения.
Поскольку порошковая проволока образует шлаковый материал, лучше тянуть горелку , а не толкать. Вытягивание удержит шлак и предотвратит включения шлака.
Порошковая проволока является самыми дорогими электродами в пересчете на фунт , поскольку трубчатые проволоки сложны в производстве.
Они также нуждаются в защите от влаги воздуха. Маленькие катушки можно хранить в стержневых печах, но нельзя их повторно обжигать. Вы можете прочитать эту статью о том, как хранить сварочные электроды, и узнать об основах их защиты.
Существует два типа порошковых проволок:
- Самозащитная проволока (или FCAW-S), которая производит собственный защитный газ и
- Проволока с двойной защитой (или FCAW-G), для которой требуется внешняя защитная среда, такая как сварка MIG.
Самозащитная проволока
Самозащитная проволока дает те же результаты, что и электроды для ручной сварки, но быстрее и проще в использовании. Однако дуга имеет глубокое проплавление, и трудно обеспечить низкое разрежение. Деталь из нержавеющей стали легко деформировать, если она тоньше 1/8 дюйма, пока вы не приобретете хороший опыт сварки.
Самозащитная проволока обеспечивает высокую скорость перемещения, поэтому вы можете сваривать несколько более тонкие металлы, чем сварка электродом. Кроме того, они производят достаточно защитных газов для сварки на открытом воздухе.
Самозащитная порошковая проволока для сварки нержавеющей стали с мягкой сталью E309L T1-3 (или E309LFC):
- T обозначает трубчатую проволоку.
- 1 , который выполняет сварку во всех положениях, 0 указывает только на плоские и горизонтальные угловые швы.
- Наконец, 3 , что он самозащитный, и вам не нужен газовый баллон.
Прочие минусы самоэкранированных проводов:
- Их шлак трудно удалить.
- Они производят наибольшее количество дыма и не подходят для сварки в помещении, если у вас нет местной вытяжной вентиляции.
Провода с двойным экраном
Провода с двойным экраном дают отличные результаты. Их даже проще использовать, чем сварочную проволоку MIG, в вертикальном и потолочном положениях, потому что они требуют меньшего количества манипуляций с горелкой. Кроме того, шлаковый материал легко удаляется. Однако они предназначены для профессиональной работы и высокой производительности. Трудно найти доступные тонкие провода или маленькие катушки.
В проводах с двойным экраном используется смесь 75 % аргона и 25 % CO2 (75/25 или C25) или 100 % защитного газа CO2. Для этого они являются отличной альтернативой , позволяющей избежать затрат и проблем с дополнительным газовым баллоном , либо с трехкомпонентной смесью, либо со смесью аргон/O2.
Порошковая проволока с двойным экраном для сварки нержавеющей стали с мягкой сталью — E309LT1- 4 .
- T обозначает трубчатую проволоку.
- 1 сварка всех позиций, a 0 означает только плоские и горизонтальные угловые швы.
- Наконец, 4 указывает, что в качестве защитного газа требуется C25. 1 будет означать 100 % газа CO2.
Однако большинство проводов с двойным экраном поддерживают оба газа. Газ CO2 дешевле, но смесь C25 предлагает:
- Более красивый шарик.
- Уменьшение разбрызгивания.
- Низкое проникновение.
- Более высокая прочность на растяжение.
Но помните, что нельзя сваривать очень тонкие металлы, и нужен источник питания с большой силой тока для проводов с двойным экраном.
Например, нержавеющая проволока MIG 0,35″ начинается с 18 вольт и скорости проволоки 110 дюймов в минуту (55 А), но для проволоки диаметром 0,35 дюйма с двойным экраном требуется не менее 23 вольт и 300 дюймов в минуту (110 А).
Поскольку эти провода нуждаются во внешних защитных газах, они не подходят для сварки на открытом воздухе.
| TIG | MIG | Палка | FCAW-S | FCAW-G | |
|---|---|---|---|---|---|
| Bead appearance | Best | Good | Poor | Poor | Good |
| Easy to use | Hardest | Easy | Hard | Easy | Easy |
| Скорость сварки | Самая низкая | Быстрая | Медленная | Быстрая | Быстрая |
Подходит для использования вне помещений 9071 Нет 1| Yes | Yes | No | | ||
| Cost of power supply | Highest | High | Low | Low | High |
| Cost of stainless consumables | High | High | Low | High | High |
| Fumes | Lowest | Low | High | Highest | High |
Заключение
Сварка нержавеющей стали с мягкой сталью не так уж сложна, если у вас уже есть некоторый опыт сварки.
Избегайте сварки обоих металлов. Помните, что деталь из нержавеющей стали не любит тепло сварки, иначе она деформируется и подвергается коррозии. Он также не любит поглощать углерод из мягкой стали. Избыток углерода сделает его хрупким и вызовет коррозию.
Кроме того, избегайте загрязнения поверхности нержавеющей стали частицами железа из деталей из мягкой стали или чистящих и режущих инструментов.
Всегда используйте присадочный металл для разнородных металлов, таких как 309 или 312, для прочных и долговечных результатов.
Техника промасливания помогает предотвратить горячее растрескивание при работе с толстыми металлами.
Если вы хотите получить наилучший валик или сварить тонкий листовой металл, используйте сварку TIG. Сварка MIG и порошковая проволока — самые простые процессы. Сварка стержнем предназначена для полевых работ и быстрого ремонта между нержавеющей сталью и сталью.
Смежные вопросы
Можно ли сваривать нержавеющую сталь с оцинкованной?
Вы можете сваривать нержавеющую сталь с оцинкованной, если предварительно удалите цинковое покрытие. Чистый металл чаще всего представляет собой мягкую сталь. После этого вы можете использовать присадочный металл 309 и соответствующую низкотемпературную процедуру для сварки этих разнородных металлов вместе.
Присадочный металл из нержавеющей стали имеет плохую текучесть , а цинковое покрытие препятствует еще большему смачиванию лужи. Даже следы остаточного цинка могут ограничивать текучесть. Получившаяся бусина будет слишком узкой и высокой, не заполняя бока (носки) бусины.
Но, что еще хуже, любой остаточный цинк на стальной поверхности загрязняет валик из нержавеющей стали и ЗТВ, делая их хрупкими. Хрупкие металлы чувствительны к растрескиванию. Аустенитный наполнитель и основные металлы очень чувствительны к загрязнению цинком.
При сварке оцинкованного металла образуется большое количество сварочного дыма . В сочетании с дымом от нержавеющей проволоки они создают опасную среду. Удаление цинкового покрытия уменьшает дым.
Можно ли сваривать низколегированную сталь с нержавеющей сталью?
Большинство низколегированных сталей можно сваривать с нержавеющей сталью, используя соответствующий присадочный металл (309 или 312) и низкотемпературную сварку, чтобы избежать загрязнения углеродом и снизить коррозионную стойкость деталей из нержавеющей стали.
Низколегированные стали похожи на углеродистые стали с низким содержанием различных легирующих элементов. Добавленные элементы придают прочность на растяжение и невысокую, но достаточную для условий эксплуатации коррозионную стойкость.
Если содержание углерода ниже 0,30%, низколегированные стали труднее сваривать, чем мягкую сталь, но легче, чем среднеуглеродистую сталь. Используйте 309аустенитного присадочного металла и приваривают их к нержавеющей стали в соответствии с процедурой, при которой требуется минимальное количество тепла.
Если содержание углерода выше, лучше всего использовать аустенитный присадочный металл марки 312.
Использование этих аустенитных присадок облегчает сварку без предварительного нагрева. Но вы не можете подвергать термической обработке окончательный сварной шов.
Если последнее соединение подвергается воздействию высоких температур, лучше использовать NiCrFe, так как он лучше выдерживает высокие температуры, чем стержни из нержавеющей стали. Кроме того, умеренное тепловое расширение, которым обладает NiCrFe, снижает усталостное напряжение на компоненте из низколегированного сплава.
Другие статьи экспертов по сварке
Можно ли сваривать чугун со сталью? И как это сделать.
Сварка чугуна: Руководство для начинающих.
Сварка стального литья: для начинающих.
Электроды для сварки электродами (SMAW). Спецификации и категории.
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Как идентифицировать металлы для сварки: полное руководство для начинающих.
Можно ли сваривать оцинкованную сталь? Лучшее руководство для начинающих.
Как удалить оцинкованное покрытие для сварки: 5 эффективных способов
Почему не следует сваривать проволоку из углеродистой и нержавеющей стали
Недавно клиент спросил команду инженеров Marlin Steel, можно ли использовать гайку из нержавеющей стали. быть приварен к проволоке из углеродистой стали.
Короткий ответ: «Да, вы можете, , но вряд ли захотите». В большинстве случаев, если вам нужна коррозионностойкая форма проволоки, лучше всего использовать проволоку из нержавеющей стали, а не смешивать и подбирать металлы.
Как вы
Могли бы Сваривать разнородные металлы Аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304 или нержавеющая сталь марки 316, можно сваривать с простой углеродистой сталью с помощью сварки MIG и TIG. При сварке нержавеющей стали с разнородным металлом, таким как обычная углеродистая сталь, предпочтительными являются процессы сварки, такие как сварка MIG, в которых используется присадочный материал.
Сварка сопротивлением нержавеющей и углеродистой стали обычно не выполняется, поскольку различия в электропроводности между двумя металлами чрезвычайно затрудняют достижение нужной температуры сварки. Когда используется сварка сопротивлением, углеродистая сталь обычно предварительно нагревается, поскольку она более электропроводна и не нагревается так быстро, как нержавеющая сталь.
Какой тип сварки используется для нержавеющей стали?
При определении того, какая форма сварки лучше всего подходит для вашей нестандартной проволочной корзины, ответ зависит от того, какой тип металла используется. Если ваша нестандартная корзина изготовлена из нержавеющей стали, то существуют определенные методы сварки нержавеющей стали, которые лучше других.
Перед выбором сварного шва необходимо учитывать свойства нержавеющей стали. Например, Marlin Steel изготавливает большую часть проволочных корзин на заказ из нержавеющей стали марки 304 или 316, они устойчивы к коррозии и обладают высокой прочностью на растяжение. Сплавы хромоникелевой нержавеющей стали обладают высоким электрическим сопротивлением и быстро остывают. Поскольку сплавы нержавеющей стали быстро сцепляются и затвердевают с минимальными деформациями, контактная сварка является лучшим методом сварки нержавеющей стали.
Использование контактной сварки для сварки нержавеющей стали — это более простой и плавный процесс по сравнению со сваркой других металлов. Благодаря высокому сопротивлению протеканию тока тепло в месте сварки выделяется легче и быстрее, чем в мягкой стали.
Сварка сопротивлением может быть выполнена невероятно быстро, так как сварка сопротивлением работает, пропуская электричество через материал и выделяя тепло за счет сопротивления. Нержавеющая сталь имеет тенденцию очень быстро достигать температуры сварки, что позволяет выполнять быструю сварку. Например, сварочный аппарат Marlin IDEAL может выполнить сварку за два миллисекунд (т. е. 2/1000 секунды), что делает его лучшим сварочным аппаратом для нержавеющей стали.
Хотя сварка сопротивлением похожа на дуговую сварку, поскольку в обоих случаях используется электрический ток, помогающий соединить два куска металла вместе, для нее не требуется наполнитель, как для дуговой сварки. Вместо этого контактная сварка использует давление для соединения двух свариваемых материалов. Сварка сопротивлением также является лучшим общим методом сварки нержавеющей стали, поскольку без использования наполнителя риск образования брызг при сварке намного меньше, а изделие выглядит более «чистым». Использование контактной сварки также снижает риск обесцвечивания и ожогов вокруг места сварки, поскольку аппарат для контактной сварки нержавеющей стали работает очень быстро.
Как приваривать нержавеющую сталь к другим металлам
При сварке нержавеющей стали с другими металлами следует рассматривать другие типы сварки, кроме сварки сопротивлением. Например, MIG и TIG сварка являются предпочтительными типами сварки нержавеющей стали с углеродистой сталью. При комбинировании разнородных металлов, например при сварке нержавеющей стали с углеродистой сталью, для связывания двух металлов требуется присадочный материал. При сварке MIG непрерывно подаваемая электродная проволока вплавляется в сварной шов, что позволяет соединить два разнородных металла без нагревания их до температуры плавления.
При сварке нержавеющей стали с использованием процессов MIG команда Marlin Steel программирует сварочный робот MIG для завершения сварки. Необходимо использовать наполнитель, так как точки плавления двух разнородных металлов могут сильно различаться. Например, если один из металлов перегреть до температуры плавления другого, могут возникнуть трещины от напряжений и микроразрывы. Сварка двух разнородных металлов возможна, но очень сложный процесс с массой осложнений.
Причины, по которым вам следует избегать сварки нержавеющей стали с углеродистой сталью
- Сложность. Комбинирование разнородных металлов, например сварка нержавеющей стали с углеродистой сталью, усложняет процесс. Это приводит к увеличению трудозатрат, отказов/ошибок и затрат.
- Горячее растрескивание нержавеющей стали. Поскольку она более электрически устойчива, чем углеродистая сталь, при сварке нержавеющей стали контактной сваркой металл нагревается намного быстрее, чем при сварке углеродистой стали. Ожидая, пока углеродистая сталь достигнет температуры сварки, нержавеющая сталь может перегреться и покрыться горячими трещинами. Использование сварки на основе наполнителя или предварительного нагрева простой стали может улучшить ситуацию, но эти методы не идеальны.
- Тепловое расширение в условиях эксплуатации при высоких температурах. Еще одна проблема, связанная с использованием разнородных металлов в форме сварной проволоки, заключается в том, что тепловое расширение от нагрева по-разному влияет на каждый металл. Эта разница в скорости расширения между двумя металлами может вызвать дополнительную усталость сварного соединения, снижая структурную целостность проволочной формы и срок ее службы.
- Повышенная биметаллическая коррозия. Одной из причин, по которой вы обычно предпочитаете использовать нержавеющую сталь, является ее высокая коррозионная стойкость. Непокрытый сварной шов из простой и нержавеющей стали, который подвергается воздействию экстремальных коррозионных условий, таких как погружение в соленую воду, может вызвать коррозию. Это связано с тем, что смешивание частиц простой стали с нержавеющим сплавом нарушает защитный оксидный слой нержавеющей стали, что приводит к образованию ржавчины.
- Пониженная прочность сварного шва. Еще одна проблема при соединении разнородных металлов заключается в том, что это может привести к ослаблению сварных швов даже при использовании методов сварки на основе наполнителя. Одни только различия в температурах сварки и эксплуатационных допусках могут легко поставить под угрозу прочность сварного соединения.
Короче говоря, сварку разнородных металлов трудно сделать правильно, и часто результаты хуже, чем при использовании одинаковых или похожих металлических сплавов.
Принимая во внимание долгосрочные последствия использования различных металлических сплавов в нестандартной форме проволоки, вы можете быть уверены, что получите правильную корзину для работы.
Если у вас есть вопросы о сварке нержавеющей стали, формовке проволоки или вам нужна нестандартная форма проволоки для высокоточного применения со строгими требованиями к допускам, обязательно свяжитесь с опытным инженером-механиком!
Можно ли сваривать нержавеющую сталь с мягкой сталью? Вот как!
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Когда я искал более доступные варианты сварки двухкомпонентных соединений с нержавеющей сталью, я наткнулся на этот вопрос. Эта статья объединит мои исследования для вас.
Нержавеющую сталь можно приклеивать к низкоуглеродистой стали. Очень важно использовать правильный электрод. В идеале использовать сварочный электрод E309. Однако электроды E308 или E310 также работают. В то время как E308 и E310, как правило, дешевле, качество соединения будет выше при использовании сварочных прутков E309 или E309L.
Хотя это был краткий ответ, я добавил некоторые детали и знания, которые помогут вам создать успешное соединение нержавеющей стали с мягкой сталью с помощью электродуговой сварки. Если вы новичок в сварке, в конце есть несколько полезных советов, которые помогут ответить на некоторые вопросы, которые могут возникнуть.
Как сварить нержавеющую сталь с мягкой сталью
При сварке нержавеющей стали с разнородным металлом, таким как низкоуглеродистая сталь, ничего не меняется в процессе сварки электродом или настройке сварочного аппарата по сравнению со сваркой аналогичных материалов, наиболее важным фактором для успешного соединения является выбор электрода.
Как правильно выбрать электрод
Ниже вы найдете обзорную таблицу с лучшими стержнями для применения. Я бы рекомендовал E309 или E309L. «L» относится к составу сплава с более высоким содержанием углерода. Углерод повышает стойкость к межкристаллитной коррозии.
Как видно из обзора, электрод E309 немного дороже. Если вы собираетесь сваривать больший объем, это может быть правильным выбором для вас. Для начинающих или мелкосерийной сварки лучше использовать прутки более высокого качества.
| Electrode | Типичное применение | Цена за фунт |
| E308 | VIASTILE. | 6-8$ |
| E309 | Стержневой электрод из высоколегированного сплава с рутиловым покрытием. Предназначен для соединения нержавеющей стали с мягкой или низколегированной сталью. | 8-10$ |
| E310 | Чаще всего используется для сварки основных металлов аналогичного состава. Соответствует AWS A5.4 | 6-8$ |
Какой диаметр стержня выбрать?
Диаметр стержня зависит от толщины материала, который вы хотите соединить. Однако, в целом, использование некоторых общедоступных диаметров сделает ваш сварочный проект более доступным, поскольку вы можете повторно использовать электроды для других проектов. Электроды в открытом состоянии имеют срок годности. Даже если они не исчезнут, их может потребоваться просушить в духовке, чтобы удалить лишнюю воду.
Проникновение воды из атмосферы во флюс приведет к пористости и водородным включениям в сварном шве. Кроме того, электроды трудно сваривать или даже воспламенять. Обязательно следуйте рекомендациям производителя, которые прилагаются к упаковке, чтобы получить максимальную отдачу от ваших электродов.
Что такое стандартные диаметры? Диаметры 1/8″ или 3/32″ подходят для наличия на складе. Оба диаметра легко найти для стержней из нержавеющей стали. Имейте в виду, что в конечном итоге вы можете сваривать материалы любой толщины со стержнями любого диаметра; выбор другого диаметра влияет на настройки вашего сварочного аппарата (что влияет на погонную энергию) и скорость сварки (что влияет на объем сварки за раз). Поэтому выберите электрод, к которому вам легче получить доступ, прежде чем погрузиться в детали оптимизации.
Как сварить?
При сварке разнородных материалов применяются те же правила передовой практики, что и при сварке аналогичных материалов. Вот несколько ключевых моментов, на которые следует обратить внимание:
- Убедитесь, что все поверхности очищены. Сварка стержнем гораздо более щадящая, чем другие сварочные процессы; однако включения и примеси часто возникают из-за грязных поверхностей.
- В случае малоуглеродистой стали шлифовка темного защитного слоя не обязательна при сварке электродом. Слой испаряется в процессе сварки и не повреждает сварной шов.
- Подготовьте фаски на краях материала, где соединяются обе детали. Фаска позволит сварному шву затекать и оставит гладкий результат. Кроме того, наличие блестящей поверхности всегда помогает дуге.
- Совет для профессионалов: Поместите кусок металла на край сустава, чтобы зажечь дугу. Это поможет создать более чистый шов с достаточным объемом и потоком в начале валика сварного шва.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теории о сварке и соединении.
Часто задаваемые вопросы о сварке дуговой сваркой нержавеющей стали с мягкой сталью.
Что такое мягкая сталь?
Мягкая сталь обычно используется в качестве конструкционной стали, проволоки и ограждений, украшений и произведений искусства или мебели. Кроме того, наиболее распространенные гвозди сделаны из мягкой стали. Другим термином для мягкой стали является низкоуглеродистая сталь, которая относится к композитному сплаву.
Низкое содержание углерода, вообще говоря, облегчает сварку. Свойство, которое выигрывает от низкого содержания углерода, — это пластичность (например, указатели могут быть сделаны из мягкой стали). Компромисс заключается в снижении прочности и твердости стали по сравнению со сталью с более высоким содержанием углерода. Кроме того, хотя мягкая сталь лучше поддается механической обработке и, прежде всего, сварке, ее почти невозможно закалить или упрочнить.
Еще одним важным свойством низкоуглеродистой стали является то, что помимо основных компонентов, железа и углерода, в стали содержится немного других легирующих элементов.
Как отличить мягкую сталь?
Сварная низкоуглеродистая стальВот мои рекомендуемые шаги, чтобы убедиться, что у вас низкоуглеродистая сталь:
- Лист данных или маркировка: Изучите маркировку на материале или листах данных, прилагаемых к материалу. Хороший шанс, что вы не можете найти оба. Тем не менее, это был бы мой очевидный первый шаг.
- Найдите магнит: Поскольку мягкая сталь на > 99 % состоит из железа, она также обладает магнитными свойствами.
- Оптический контроль: Для защиты низкоуглеродистой стали от окисления она имеет черное защитное покрытие. Кроме того, обнаружение ржавчины может быть намеком на то, что у вас мягкая, а не нержавеющая сталь.
- Испытание на твердость и прочность на растяжение: Использование дополнительного аналитического оборудования, вероятно, является наиболее непрактичным шагом, особенно для небольших работ. Тем не менее, это почетное упоминание.
Что такое нержавеющая сталь?
Основным свойством нержавеющей стали является ее коррозионная стойкость. По сравнению с мягкой сталью это достигается за счет добавления в сталь легирующих элементов, в основном хрома. Однако не верьте термину «коррозионная стойкость». Этот термин относится к тому важному факту, что нержавеющая сталь может противостоять только коррозии, но при этом способна ржаветь.
Ржавление нержавеющей стали происходит при повреждении защитного хромового слоя. Этот слой защищает основной элемент из нержавеющей стали, железа, от прямого контакта с кислородом. После того, как эта броня пробита, нержавеющая сталь также может заржаветь. Это можно наблюдать, например, на кухне или других приборах из нержавеющей стали, которые имеют более глубокие царапины и подвержены воздействию воды. Эти царапины повредили защитный слой, но не позволили достаточному количеству хрома связать кислород с защитой оксида хрома. Поэтому допускаю ржавчину.
Нержавеющая сталь применяется везде, где должны соблюдаться высокие стандарты чистоты, например, на кухнях, в фармацевтической или пищевой промышленности, а также в аэрокосмической отрасли.
Как отличить нержавеющую сталь?
Чтобы узнать, есть ли перед вами нержавеющая сталь, я рекомендую выполнить следующие шаги:
- Технический паспорт или маркировка: Иногда документы на материал все еще существуют. В противном случае проверьте наличие маркировки или кода на материале. Каждая сталь имеет код, указывающий точный состав и группу металла.
- Получить магнит: Нержавеющая сталь не магнитится! Магнетизм обусловлен металлургией стали. Аустенитные стали обычно немагнитны. (Если вы хотите узнать больше о том, как металлургия влияет на ваш сварочный материал, ознакомьтесь с моей статьей здесь).
- Проверка оптики и веса: Нержавеющая сталь имеет плотность 7,9 г/см3, а алюминий имеет плотность менее трети этой плотности (2,70 г/см3). Так что, если ваш материал выглядит блестящим серебристым и значительно легче, чем мягкая сталь, которую вы пытаетесь соединить, скорее всего, у вас в руках алюминий.
- Измерение твердости и прочности на разрыв: Несмотря на то, что для этого требуется профессиональное оборудование, если у вас есть доступ к этим инструментам и вы все еще не уверены, это поможет вам точно определить материал без более сложных лабораторных испытаний.
Это мои ключевые моменты для решения непохожего проекта сварки электродом, такого как соединение нержавеющей стали с мягкой сталью. Желаем удачи в вашем проекте!
Источники
https://www.metalsupermarkets.com/what-is-mild-steel/
https://www.metalsupermarkets.com/difference-between-stainless-steel-galvanized-steel/
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (опционально)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Recent Posts
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Нержавеющая сталь давно считается популярным строительным материалом. Это широко известное предпочтение за его долговечность, прочность, обрабатываемость и различную степень коррозионной стойкости. Этот привлекательный металл усложняет точную сварку. Крайне важно обсудить мир сварки нержавеющей стали , прежде чем выбрать проект с нержавеющей сталью. Давайте подробно рассмотрим металл и лучшие техники сварка нержавеющей стали .
Нержавеющая сталь представляет собой сплав железа с переменным содержанием хрома от 11% до 30%. Нержавеющий, привлекательный характер металла обязан хрому. Изменение доли элементов хрома зависит от химического состава нержавеющей стали и ее использования. В него добавляются такие элементы, как никель и молибден, для улучшения формуемости и коррозионной стойкости.
Гарри Бреарли представил оригинальную нержавеющую сталь в 1913. Его популярность растет из-за его прочности и антикоррозионных свойств по отношению к химическим веществам, газам и жидкостям. Люди удивляются, узнав, что существует три типа нержавеющей стали: ферритная, аустенитная и мартенситная. Процесс сварки не сильно отличается для каждого из них.
Этот сварочный металл отлично подходит для различных промышленных применений. Он может выдерживать экстремальные температуры, что делает его приемлемым выбором для трубопроводов, коррозионно-активных химикатов и нефтяной промышленности. Это также популярный выбор для медицинского оборудования, ресторанов, крафтовых пивоварен из-за его устойчивости к инфекциям.
Минус нержавеющей стали в том, что она в 3-5 раз дороже мягкой стали. Сварка его одинаково дорога и делает его сложным выбором.
Подготовка к сварке является ключомКак сварить нержавеющую сталь , всегда остается загадкой. Очистка и подготовка нержавеющей стали является ключом к правильной сварке. Потому что металл имеет сильную принадлежность к углеродистой стали. Держите набор инструментов отдельно, чтобы очистить нержавеющую сталь перед сваркой. Любой инструмент с остаточным углеродом может загрязнить нержавеющую сталь и привести к ржавчине конечного продукта. Щетка, молоток и зажим должны храниться отдельно от этого сварочного металла.
Рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали, поскольку взвешенные частицы углерода могут проникать в нержавеющую сталь и впоследствии ржаветь.
Очень важной подготовкой является выбор наполнителя. Постарайтесь подобрать материал наполнителя к основному металлу. Как правило, это легко, но возникают трудности с разнородными металлами.
Общие методы сварки нержавеющей сталиВыбор сварочных процессов для сварки нержавеющей стали зависит от таких факторов, как толщина металла, готовое изделие, время завершения проекта. Преимущественно используется сварочный аппарат SS из следующих 4 методов.
1. Сварка ВИГЭтот наиболее часто используемый процесс благодаря высокому качеству, прочности, универсальности и долговечности. Это идеальный выбор для тонкого металла, где важен окончательный внешний вид металла. Температура сварки TIG и защитный газ аргон, гелий, водород и азот используются для предотвращения окисления.
Сварка ВИГ является наиболее прочной сваркой по сравнению с другими способами сварки. Сварка, где расходные материалы не используются. Сам электрический ток создает дугу между вольфрамом и основным металлом. Дуга, в свою очередь, производит сильное тепло, которое может расплавить соединяемые поверхности.
Зона сварки нуждается в защите от загрязнения защитными газами. Защищенная зона сварки при охлаждении превращается в безупречный шов. Нет необходимости в какой-либо шлифовке или скалывании здесь после сварки.
Улучшения в сварке ВИГ нержавеющей сталиПроцесс сварки ВИГ нержавеющей стали превращается в кошмар. Некрасивый сварной шов — это деморализация, если вы не воспользуетесь следующими советами для улучшения результатов.
1. Использование вольфрамового стержня подходящего размера – Качество сварки напрямую зависит от диаметра вольфрамового стержня. Легкий металлический лист при низкой температуре с большим диаметром стержня затрудняет начало плавной сварки. Чем тяжелее нержавеющая сталь, тем больше размер стержней.
2. Очистите металл – Нет быстрого способа очистки, чтобы сделать чистый, совершенный и прочный борт. Очистку можно выполнить чистой тряпкой, ацетоном, другими полезными средствами для их очистки. Они очищают расплав, удаляя все быстро.
3. Очистка вольфрамового наконечника – Обязательно для получения точной, стабильной и сильной дуги. Наконечник загрязняется присадочной проволокой, которую необходимо содержать в чистоте до следующего сеанса сварки. Чем тоньше кончик вольфрама, тем чище и точнее дуга.
4. Улучшить газовое покрытие – Загрязнения в продукции валика с захватом воздуха. Вы должны использовать больше газа, чтобы получить лучший сварной шов. Широкую чашеобразную структуру можно использовать для подачи защитного газа, чтобы охватить больше площадей и улучшить результаты сварки.
5. Увеличьте скорость сварки – Выберите силу тока, при которой сварка не сдувается и не подрезается при быстром перемещении. Лучше запустить сварочный аппарат на 10% меньше ампера на 0,001 дюйма стали и двигаться быстро, чтобы соответствовать.
6. Выбор подходящего присадочного материала – Присадочный материал должен почти соответствовать основному металлу. Никогда не сваривайте пластины из нержавеющей стали 304 электродами 316. Присадочный материал должен быть равной и более прочной по прочности, чем основной металл, чтобы получить надлежащее прочное соединение. Всегда выбирайте правильный размер стержня, чтобы получить лучшее покрытие сварки.
7. Обратная продувка рабочего места – Защита обратной стороны сварного шва от окружающей среды для поддержания качества сварного шва. Этого можно добиться с помощью комплекта продувки или путем закрытия алюминиевой крышки на задней стороне сварного шва.
8. Медленнее охлаждение – Чем медленнее охлаждение, тем лучше сварка из нержавеющей стали.
2. Сварка MIG Полуавтоматический процесс соединения двух стальных деталей с использованием защитного газа аргона и проволочных электродов. Сварочные пистолеты могут достигать труднодоступных мест при сварке изделий из нержавеющей стали.
MIG более быстрый и надежный процесс сварки. Самый простой процесс сварки даже для начинающего сварщика. Мы выбираем этот процесс, если время на выполнение работы невелико, а пользователь не является обученным сертифицированным сварщиком.
Высокая скорость сварки благодаря полуавтоматической подаче электрода с механизмом подачи проволоки. Электрод подается непрерывно с заданной скоростью для выполнения задания.
Защитный газ аргон используется для защиты зоны расплава от атмосферных загрязнений. Качество после сварки довольно хорошее и чистое, и его можно использовать для масштабного проекта.
3. Сварка стержнемИсточник постоянного тока для сварки стержнем является лучшим выбором для сварки нержавеющей стали . Дуга остается очень ровной, стабильной со спокойным стартом и сваркой в разных положениях.
Основная сварка на многие десятилетия. Наиболее приемлемый способ соединения металлов. Возможна безопасная сварка на открытом воздухе. При флюсе электродов образуются дымы. Флюс помогает защитить зону сварки от загрязнения. Этот флюс превращается в шлак после сварки, который требует ручного скалывания.
Сварка дуговой сваркой остается очень прочной и используется в основном для сварки конструкций. Внешний вид сварочной эстетики не исключительный, но очень прочный.
4. Точечная сваркаУниверсальный, наиболее экономичный процесс сварки для небольших и крупных объектов сварки нержавеющей стали. Здесь два металла соединяются путем локального нагрева и образуют элегантный и прочный шов без искажений.
Самый экономичный способ соединения двух листов металла. Электрический ток выделяет тепло при прохождении через электрод. Сопротивление металла приводит к выделению тепла. Тепло расплавляет металлические поверхности, которые под давлением рук на электрод при охлаждении образуют прочное соединение.
Насколько сложна сварка нержавеющей стали?
Это немного сложно для начинающего сварщика, так как нержавеющая сталь хорошо удерживает тепло. Огромная температура сварки может деформировать и даже деформировать его в процессе охлаждения. Очень деликатный процесс, так как каждый дефект и царапина остаются заметными и портят эстетический вид. Нержавейка не прощает в момент сокрытия ошибок сварщика. Многолетний опыт в ss сварка является единственной квалификацией сварщика для сварки стали.
Какой тип сварки лучше всего подходит для нержавеющей стали?
Чтобы найти ответ на этот вопрос, изучите навыки сварщика, эстетический вид конечного продукта, толщину металла, бюджет и время на выполнение проекта.
Если вы ищете наиболее доступный процесс, то точечная сварка — ваш выбор. Тонкий металл с чистым эстетическим видом подходит для сварки TIG. Большой, быстрый и мощный проект, где внешний вид не имеет первостепенного значения, можно рассмотреть процесс сварки MIG.
Возможна ли сварка TIG для нержавеющей стали?
TIG — это точный сварочный процесс, подходящий для проектов, требующих чистых, аккуратных, контролируемых и менее щадящих металлов, таких как сплав нержавеющей стали. Это медленный процесс, и для работы на сварочном аппарате из нержавеющей стали требуется опытный сварщик. Сварка устраняет деформации основного металла. Сварка MIG — лучший выбор, когда эстетика не имеет значения. Это быстрый и экономичный процесс, и начинающий сварщик может выполнить процесс с минимальными затратами. Снаряжения, аксессуаров и опыта должно быть немного.
Можно ли сваривать нержавеющую сталь от ржавчины?
Нержавеющая сталь обычно устойчива к любому типу коррозии. В экстремальных условиях, когда слой оксида хрома разрушен, возможно появление ржавчины. Это может произойти во время процесса сварки, нагрева или охлаждения. Существует серьезная проблема коррозии при сварке нержавеющей стали tig . Мы можем добиться этого при правильной очистке и подготовке пластины из нержавеющей стали. Оксид хрома внутри нержавеющей стали действует как защитный экран от ржавчины во время процесса сварки. Это помогает излечить нержавеющую сталь от постоянных следов и обесцвечивания.
Как лучше всего сваривать нержавеющую сталь?
Сталь укладывается на сварочный стол и фиксируется с помощью приспособлений и зажимов. Теперь соединяет две пластины, если куски больше, то можно выбрать Mig для сварки нержавеющей стали . TIG-сварка лучше всего подходит для сварки тонких металлов, деликатных и прочных сварочных работ.
Отличается ли сварка нержавеющей стали?
Нержавеющая сталь Гарри Брирли (1913 г.) обладала гораздо большей коррозионной стойкостью при очень низкой пластичности. Процесс 9Сварка стали 0007 мало чем отличается от углеродистой стали.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Сварочный стержень из нержавеющей стали из A 309 или 312 является лучшим выбором для дуговой сварки нержавеющей стали для ремонта и технического обслуживания. Соединение прочное и устойчивое к растрескиванию при использовании.
Почему сварные швы из нержавеющей стали иногда черные?
При контакте нагретой стали с атмосферой происходит окисление атмосферным воздухом. Цвет металла зависит от состава металла, температуры и продолжительности времени, в течение которого он подвергается воздействию зоны сварки. Меньшее количество газов, слишком высокая скорость перемещения и слишком большой ток могут вызвать это обесцвечивание.
Вам нужна специальная проволока для сварки нержавеющей стали?
Вам не нужна какая-либо специальная проволока для замены в системе подачи проволоки, как в алюминиевой. Присадочный материал должен соответствовать основному металлу для получения лучших результатов сварки стали . Наиболее распространенной маркой проволоки из аустенитной нержавеющей стали является 308, 309 и 316.
Какие типы нержавеющей стали имеют самое плохое качество сварки?
Аустенитные и ферритные марки легко свариваются с превосходным качеством. Мартенситный сорт имеет очень твердое, плохое и хрупкое качество сварки из-за соотношения содержания углерода. Хрупкость и твердение можно уменьшить предварительным подогревом металла.
Что лучше сварка переменным или постоянным током?
Сварка постоянным током имеет преимущества перед переменным током при сварке стали, поскольку дуга постоянного тока ровная, стабильная, мало прерываний, плавный пуск, простая сварка в потолке и в вертикальном положении.
Final Words Сварка нержавеющей стали — это вызов, на который стоит пойти. Процесс загружен стадом преимуществ и ограничений. Как только вы учтете ограничения в технике, окончательный результат будет удовлетворительным. Оттачивая свои навыки сварки с этим модным, популярным, художественным и ценным металлом, вы сэкономите энергию и деньги на своем проекте. Совершенство в 9Сварка нержавеющей стали 0007 сделает вас профессионалом, чьи навыки сделают вас наиболее востребованными и востребованными в промышленности.
Вам также может понравиться…
Процедура сварки чугуна [Пошаговое руководство]
Понимание процесса сварки алюминия по сравнению со сваркой стали
Сварка МИГ и ТИГ – сравнение двух процессов сварки
Свариваемость материалов – Нержавеющая сталь
Как сварить нержавеющую сталь TIG
перейти к содержанию Сварка нержавеющей стали TIG во многих отношениях проще, чем сварка низкоуглеродистой стали, если вы будете следовать правильным шагам. Лужа немного более заметна и управляема, плюс этот материал обеспечивает приятную обратную связь по цветокоррекции, чтобы вы знали, хорошо ли вы поработали.
В этой статье вы узнаете весь процесс сварки нержавеющей стали методом TIG. Вы узнаете о проблемах, типах нержавеющей стали, о том, как настроить все, от газа до вашего аппарата TIG, и, наконец, как применить все на практике для получения высококачественных сварных швов TIG на этом прекрасном металле.
Источник изображения: @mfurickЧто сложного в сварке нержавеющей стали
Нержавеющая сталь представляет собой сплав железа, углерода, никеля и хрома. Так, в отличие от мягкой стали (сплав железа и углерода), нержавеющая сталь не подвержена коррозии благодаря содержанию хрома.
Но эта разница в химической структуре создает определенные проблемы со свариваемостью.
Во-первых, нержавеющая сталь удерживает тепло. Расплавленный шов и зона термического влияния («ЗТВ») не рассеивают тепло в остальную часть свариваемой детали и воздух так же эффективно, как мягкая сталь.
Но вот здесь все принимает худший оборот. Если нержавеющая сталь нагреется настолько, что подвергнется процессу осаждения карбида, она потеряет коррозионную стойкость. Это делает материал бесполезным и серьезно влияет на его несущую способность.
Выпадение карбида выглядит следующим образом: хром и углерод имеют сильное сродство друг к другу, но расположены равномерно в материале при нормальных условиях. Однако хром и углерод образуют карбид хрома при хранении нержавеющей стали при температурах от 800 до 1400°F (от 426 до 760°C).
В результате хром (предотвращающий коррозию) в определенных зонах истощается, потому что он мигрировал, чтобы соединиться с углеродом. Обычно это происходит между двумя границами зерен, создавая идеальное место для межкристаллитной коррозии. Поскольку на границах зерен отсутствует хром, легко возникает коррозия, создавая слабое место в структуре материала.
Межкристаллитная коррозия, разрушение границ зерен и выпадение зерен. Источник изображения: TMR Consulting
Считывание сварных швов из нержавеющей стали и предотвращение осаждения карбида
К счастью для нас, сварщиков, нержавеющая сталь обеспечивает столь необходимую обратную связь. Судя по цвету сварного шва, вы можете быстро определить, подверглись ли сварной шов и ЗТВ осаждению карбида.
- Ярко-желтые сварные швы соломенного цвета безопасны и высокого качества
- Сварные швы голубого цвета, скорее всего, безопасны
- Темно-синие и фиолетовые сварные швы имеют более высокую вероятность выделения карбида
- Черные сварные швы и ЗТВ подверглись выделению карбида и должны быть обработаны заново
Чтобы предотвратить осаждение карбида, вам «просто» нужно поддерживать температуру соединения нержавеющей стали при экстремальных температурах, выполнять сварку быстро и обеспечивать соответствующее покрытие защитным газом. Это легче сказать, чем сделать, и мы объясним необходимые стратегии в оставшейся части статьи, но давайте сначала быстро коснемся типов нержавеющей стали.
Различные типы нержавеющей стали
В нашей статье рассматриваются наиболее распространенные и свариваемые нержавеющие стали серии 300 аустенитного типа.
Нержавеющая сталь серии 300 немагнитна. Так вы всегда можете определить, является ли материал аустенитной нержавеющей сталью. Только будьте осторожны, не перепутайте его с алюминием, который тоже немагнитен. Алюминий намного легче, но если вы не уверены, немного отшлифуйте его. Нержавеющая сталь создаст поток искр, а алюминий искр не создаст.
Что касается магнитного испытания, вы также должны знать, что некоторые аустенитные нержавеющие стали, такие как марка 304, могут стать магнитными после холодной обработки давлением, в то время как марки 310 и 316 с большей вероятностью останутся немагнитными даже после холодной обработки давлением (прессование, резка, гибка). , так далее.).
Типы нержавеющей стали:
- Аустенитная сталь — серия 300, в основном 304 и 316. Обладает отличной свариваемостью и является наиболее широко используемым типом нержавеющей стали.
- Ферритный — серия 400, в основном 430 и 434. Он магнитный и имеет более низкое содержание никеля. Ферритная нержавеющая сталь сваривается немного сложнее, чем аустенитная.
- Мартенситный — Тоже 400-й серии, в основном 420. Обладает высокой прочностью на растяжение, но используется реже.
- Дуплекс — семейство нержавеющих сталей, изготовленных путем смешивания аустенитной и ферритной нержавеющей стали. Он часто используется в трубопроводах, потому что он очень прочен и устойчив к коррозии.
Установка TIG для сварки нержавеющей стали
Теперь, когда мы обсудили наиболее важные вопросы сварки нержавеющей стали и ее типов давайте объясним, как настроить все для сварки TIG этого материала.
Защитный газ
Использование 100% аргона в качестве защитного газа лучше всего подходит практически во всех ситуациях. Однако иногда требуется добавление гелия к аргону для улучшения проплавления сварного шва и текучести ванны. Чем больше гелия вы добавляете, тем выше тепловложение. Так что, если вы точно не знаете, что делаете, лучше всего придерживаться прямого аргона для сварки нержавеющей стали TIG.
Полярность
Для сварки TIG нержавеющей стали используйте аппарат постоянного тока с отрицательной полярностью электрода (DCEN). Это означает, что вы должны подключить горелку TIG к отрицательной полярности сварочного аппарата, а заземляющий зажим — к положительной полярности.
Источник изображения: https://www.britannica.com/technology/stainless-steelВольфрамовый электрод
Вы можете использовать любой тип вольфрама для нержавеющей стали, кроме чистого вольфрама, который предназначен для алюминия. Красный торированный вольфрам — очень популярный выбор, но он радиоактивен. Если вы предпочитаете большую безопасность, обратите внимание на синие вольфрамовые электроды с лантановым покрытием.
Подготовка вольфрамового наконечника
Не делайте конус более чем в 2,5 раза больше диаметра электрода. Вы добьетесь хорошего проникновения, тонкого валика и узкой ЗТВ, оставаясь ниже этого конуса.
Источник изображения: https://yeswelder.com/products/tungsten-electrode-wl20Присадочный металл
В таблице ниже показано, какую присадочную проволоку TIG можно купить для сплавов нержавеющей стали. Наиболее распространенной присадочной проволокой TIG является E308/E308L, но вы всегда должны стремиться использовать соответствующий присадочный материал в качестве свариваемого нержавеющего сплава.
Присадочная проволока TIG, тип | Сварные сплавы нержавеющей стали |
Э308 | 301, 302, 304л, 321 |
Э309 | 304, 304L, 309, 309L, также используется для сварки нержавеющей стали с углеродистой |
Э316 | 316, 316л |
Присадочная проволока должна быть тоньше свариваемого материала. Если он толще, вам потребуется больше тепла, чтобы расплавить проволоку, чем основной металл. В результате вы перегреете нержавеющую сталь до расплавления присадочного материала.
Выходная сила тока
Поскольку нержавеющая сталь хорошо сохраняет тепло, для нее требуется примерно на 10–20% меньше тепла, чем для мягкой стали. Общее эмпирическое правило для низкоуглеродистой стали заключается в том, что мощность в 1 ампер сваривает сталь толщиной около 0,001 дюйма. Таким образом, 200 А может сваривать от 3/16” до 1/4”. Но эти правила недооценивают большинство сварочных аппаратов; тем не менее, это хорошая отправная точка. Какой бы ни была толщина соединения из нержавеющей стали, преобразуйте ее в ампер и снизьте выходную силу тока. примерно на 10-20%.
Это может потребовать проб и ошибок в зависимости от вашей скорости движения, техники и возможностей машины.
Предварительная очистка Нержавеющая сталь
Нержавеющая сталь должна быть абсолютно чистой. Поэтому, если вы возьмете что-то из этого руководства и примените его, убедитесь, что это именно оно.
Перед сваркой сварочное соединение должно быть очищено от масел, жиров, красок, грязи или чего-либо еще. Нержавеющая сталь не прощающий металл. Вы должны тщательно очистить соединение, если хотите получить качественный сварной шов.
Использование напильника для подготовки и очистки трубы из нержавеющей стали для сварки TIG Источник изображения: соединенияЕсли вы покупаете новый лист из нержавеющей стали, он может поставляться с пластиковым кожухом. Это гарантирует, что материал готов к сварке, как только вы снимите слой и очистите его салфеткой с растворителем.
Вам также следует очистить присадочную проволоку, которую вы планируете использовать. На всякий случай очистите несколько дополнительных проводов, если только вы не можете точно оценить, сколько проводов вам понадобится для заполнения соединения.
Кроме того, следите за чистотой рабочей среды от частиц пыли из углеродистой стали и никогда не допускайте перекрестного загрязнения нержавеющей стали мягкой сталью. Используйте проволочную щетку из нержавеющей стали и шлифовальные круги только для нержавеющей стали. В противном случае углерод из мягкой стали загрязнит нержавеющую сталь.
Механическая очистка сварных швов обеспечивает низкие затраты на приобретение, но требует много времени и усилий. Источник изображения: https://blog.perfectwelding.fronius.com/en/cleaning-stainless-steel-welds/Методы сварки TIG нержавеющей стали
Теперь, когда ваше оборудование для сварки TIG подготовлено и вы очистили материал, пришло время обсудить, как на самом деле сварить соединение. Есть много аспектов, которые нужно учитывать, поэтому давайте разберем все по одному.
Продувка газом
Вы, должно быть, уже слышали о продувке газом. Но вопрос в том, нужно ли продувать газом соединение из нержавейки?
Если вы свариваете трубы из нержавеющей стали и вам требуется отличное качество сварки изнутри трубы, вы должны продуть трубу. В большинстве случаев при сварке нержавеющих труб требуется продувка. Но часто также необходимо очистить заднюю сторону соединения при сварке двух пластин из нержавеющей стали рядом друг с другом с конфигурацией сварки встык.
Если не продуть трубы, кислород изнутри ослабит сварной шов. Сварной шов защищен от защитного газа аргона, поступающего из чаши горелки TIG, но нижняя сторона сварного шва не защищена от кислорода, находящегося внутри трубы.
Таким образом, удаление кислорода путем выпуска газообразного аргона внутри трубы вытесняет кислород наружу и оставляет внутри трубы защитную атмосферу аргона. Таким образом, вы защищаете сварной шов снаружи и изнутри.
Чтобы продуть трубу, все, что вам нужно сделать, это заклеить оба конца трубы лентой, проткнуть отверстие на одном конце и воткнуть внутрь аргоновый шланг с диффузором, ткнуть в другое место на противоположном конце для удаления кислорода и отпустить. газ аргон. Это элементарный метод очистки своими руками. Существуют более совершенные системы продувки газа, которые не рассматриваются в этой статье.
Важное примечание. Для закрытия концов труб используйте термостойкую алюминиевую ленту, не содержащую галогенов! Большинство обычных лент содержат галогены, такие как хлор. Если эти соединения нагреваются, они могут впитаться в сварной шов и вызвать слабые, ломкие сварные швы.
Медно-алюминиевая подложка
Если вы не хотите добиться максимального качества сварного шва из нержавеющей стали, но хотите создать прочное, достаточно хорошее соединение, вы можете заменить продувку подложкой. Это особенно полезно при сварке пластин из нержавеющей стали.
Иногда просто не нужно добиваться идеального сварного шва снизу стыка. Продувка шва снизу требует времени, усилий и защитного газа, который стоит дорого.
Вместо этого вы можете поместить медную или алюминиевую подложку под линию стыка и надежно зажать ее так, чтобы между подложкой и соединением из нержавеющей стали оставался минимальный зазор. Это не идеально, поэтому вы не получите чистый серебристый шов из-под стыка. Но, в большинстве случаев, этого будет достаточно.
Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-weldingМедь и алюминий не расплавятся при сварке, поскольку они быстро отводят тепло, в отличие от нержавеющей стали. стали. В результате эти материалы требуют большей силы тока для плавления, чем нержавеющая сталь. Но, чтобы быть уверенным, используйте более толстые опорные детали, чем приваренная нержавеющая сталь.
Поток защитного газа до и после сварки
Рекомендуется обеспечить подачу защитного газа перед сваркой, чтобы тщательно пропитать соединение до того, как дуга начнет плавить основной металл. Предварительный поток предотвращает загрязнение, выталкивая атмосферные загрязняющие вещества из соединения, и создает безопасную среду с высоким содержанием аргона. Около одной секунды должно быть достаточно для большинства работ по сварке нержавеющей стали. Просто убедитесь, что чашка TIG находится прямо над соединением.
Расход защитного газа после сварки еще более важен. Он предотвращает повреждение сварного шва кислородом на заключительном этапе. Вы не можете просто завершить сварку и убрать горелку TIG. Сверхгорячая нержавеющая сталь будет окисляться при контакте с воздухом. Необходимо удерживать защитный газ над конечной точкой сварного шва в течение примерно одной секунды на каждые 10 А сварочного тока.
На этом изображении показано увеличение расхода газа (слева направо). По мере увеличения расхода защитного газа столб ламинарного потока становится более турбулентным, что повышает вероятность загрязнения сварного шва и/или вольфрама. По мере уменьшения расхода столб защитного газа становится более ламинарным и менее турбулентным. Источник изображения: https://www.
canadianmetalworking.com/canadianfabricatingandwelding/article/welding/cover-me-proper-shielding-gas-coverage-is-key-to-gtaw-success Управление нагревом
Управление нагревом при сварке нержавеющей стали имеет решающее значение. Итак, давайте обсудим все методы, которые вы можете использовать, чтобы предотвратить перегрев нержавеющей стали от осаждения карбида.
Пусковой ток
Пусковой ток с малым током удобен при сварке нержавеющей стали, поскольку вы даете материалу больше времени для медленного нагрева. Если вы подадите слишком много тепла сразу после зажигания дуги, высока вероятность того, что вы деформируете материал. Кроме того, поскольку нержавеющая сталь слишком хорошо удерживает тепло, вы можете избежать концентрации тепла в течение первых двух секунд, пока вы не начнете двигаться по линии стыка.
Высокий коэффициент теплового расширения нержавеющей стали и низкая теплопроводность делают ее легко деформируемой при сварке. Источник изображения: http://weldingstudentofsliet.weebly.com/tig-welding/tig-welding Начальный ток следует устанавливать в зависимости от толщины материала. Но где-то между 5А и 20А это хорошая отправная точка. Вы быстро научитесь устанавливать этот параметр, имея некоторый опыт. Так что потренироваться на куске нержавеющей стали — хорошая идея.
Ножная педаль управления
Ножная педаль ВИГ станет вашим лучшим другом при сварке нержавеющей стали. Поскольку этот материал сохраняет тепло, он будет нагреваться во время сварки. Это означает, что вам, возможно, придется снизить силу тока по мере прохождения соединения.
Ножная педаль позволяет установить минимальную и максимальную выходную силу тока. Самая высокая сила тока — это когда вы нажимаете педаль до упора, как будто даете машине полный газ. Но когда вы отпустите педаль, сварочный аппарат TIG будет выдавать меньшую силу тока. В результате вы можете изменять подачу тепла в режиме реального времени по мере необходимости.
Но педаль управления в целом усложняет сварку TIG. При выполнении этого метода сварки вы будете управлять горелкой TIG одной рукой, а присадочной проволокой — другой. Таким образом, управление педалью одновременно усложняет задачу.
Импульсная сварка TIG
Импульсная сварка TIG — еще один отличный способ контроля подводимого тепла. Импульсную сварку можно использовать как с ножной педалью, так и без нее. Таким образом, вы можете удвоить контроль нагрева или просто использовать импульсную сварку TIG отдельно, если ваш сварочный аппарат поддерживает эту функцию.
Эта функция также имеет низкий и высокий выходной ток, как и при использовании ножной педали. Но машина автоматически переключается между высокой и низкой силой тока много раз в секунду. Вы можете пульсировать с частотой от 1 импульса в секунду («PPS») до 200 PPS.
Импульсный режим также позволяет настроить глубину провара, ширину сварного шва и внешний вид валика.
Источник изображения: @stainless_brosYesWelder предлагает следующие аппараты с поддержкой импульсной сварки TIG:
- ДаСварочный аппарат TIG 250P AC/DC
- YesWelder TIG-225P TIG постоянного тока и TIG холодной точки
- YesWelder CT2050 — сварочный аппарат «7 в 1»
- YesWelder TIG 250P DC Только
Размер ванны
Старайтесь, чтобы размер ванны был равен толщине основного металла. Если лужа становится больше, вы без необходимости плавите материал и подводите слишком много тепла. Отпустите педаль и увеличьте скорость движения, чтобы решить эту проблему.
В конце сварки вам нужно будет отпустить педаль TIG и добавить присадочный металл, чтобы охладить сварочную ванну и избежать растрескивания кратера. После выключения дуги не забудьте оставить активным пост-поток, поэтому не удаляйте присадку TIG подальше от сварного шва.
Скорость перемещения
При сварке нержавеющей стали методом TIG необходимо двигаться быстро. В противном случае вы сконцентрируете слишком много тепла. В результате сварной шов и ЗТВ будут подвергаться выделению карбидов, что приведет к межкристаллитной коррозии и растрескиванию.
Если вас не устраивают высокие скорости движения, вы можете использовать подкладные охлаждающие стержни из алюминия или меди, как мы обсуждали ранее. Эти два металла быстро отводят тепло, поэтому они возьмут на себя часть тепла, которое вы вводите в нержавеющую сталь. Тем не менее, это только поможет вам так много. Вы должны быстро перемещать горелку для сварки нержавеющей стали методом TIG.
Источник изображения: https://www.researchgate.net/figure/e-Effect-of-travel-speed-on-welding-formation-of-the-butt-joint-a-125-mm- s-b-15_fig4_346872535Угол горелки
Держите горелку под углом примерно 70 градусов к сварному шву, а присадочный металл под углом примерно от 10 до 25 градусов к стыку. Это типичная установка. Но вам, возможно, придется отрегулировать углы в зависимости от типа соединения и доступности.
Заключение
Сварка ВИГ нержавеющей стали относительно проста, если вы освоите все, что обсуждается в этой статье. Очень важно предварительно очистить материал, избежать чрезмерного накопления тепла и обеспечить достаточное покрытие защитным газом.
Чтобы научиться сваривать нержавеющую сталь, может потребоваться некоторое количество проб и ошибок. Этот материал легко сгорает, деформируется и разрушает его коррозионную стойкость. Поэтому мы советуем собрать как можно больше кусков металлолома и практиковать всю настройку, пока не обретете уверенность в сварке ценных элементов, таких как выхлопные трубы из нержавеющей стали, вентиляционные отверстия, рамы, крылья или детали интерьера.
Крупный план сварочной дуги TIG и защитного зонта аргонового сварочного газа Источник изображения:5 комментариев
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Сколько зарабатывают сварщики? — Обзор сварочных работ
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правила расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Очистка нержавеющей стали | Metal Casting Resources
Нержавеющие стали обладают высокой коррозионной стойкостью, однако при применении нержавеющей стали все еще может сохраняться риск повреждения поверхности. Окисление, коррозия, ржавление или появление пятен могут происходить в течение длительного времени в суровых условиях без регулярной очистки и обслуживания. Повторные механические повреждения также способствуют более быстрой деградации металла.
Все нержавеющие стали содержат не менее 10,5% хрома по весу. Именно это содержание хрома создает экран, называемый пассивным слоем, который защищает нержавеющую сталь от коррозии, в отличие от других сталей. Чем выше содержание хрома, тем выше коррозионная стойкость. Ржавление нержавеющей стали происходит, когда пассивный слой поврежден, а хрома недостаточно для его восстановления.
Изделия из нержавеющей стали требуют регулярной очистки и технического обслуживания для защиты от окисления, коррозии, ржавления и образования пятен.Как работает пассивный уровень?
Пассивный слой создается в результате реакции хрома на поверхности нержавеющей стали с кислородом. Пассивный слой действует как защитный барьер, предотвращая дальнейшее окисление нержавеющей стали. Для сравнения, поверхности из обычной углеродистой стали образуют оксид железа при воздействии кислорода. Оксид железа не образует сплошного слоя, поэтому в конечном итоге он отслаивается, оставляя необработанную сталь открытой и подверженной разрушительному циклу коррозии.
Пассивный слой из нержавеющей стали является самовосстанавливающимся. Если он поврежден, хром в незащищенной нержавеющей стали будет реагировать с кислородом с образованием нового оксида хрома. Пока присутствует достаточное количество хрома, слой оксида хрома будет продолжать формироваться и защищать поверхность нержавеющей стали.
Причины коррозии нержавеющей стали
Хром может защитить нержавеющую сталь, если локальная концентрация составляет 12% или выше. Все, что снижает локальную концентрацию хрома ниже порога 12%, вызывает появление пятен или ржавчины. Распространенными причинами коррозии нержавеющей стали являются хлориды, соляная и серная кислоты, контакт с железом или углеродистой сталью, а также высокие температуры. Существует более 150 марок нержавеющей стали, и некоторые из них более подвержены коррозии, чем другие. Коррозионная стойкость и другие полезные свойства нержавеющей стали улучшаются за счет увеличения содержания хрома или добавления других элементов, таких как молибден, никель и азот.
Хлориды
Оксид хрома особенно чувствителен к хлоридам. Коррозия ускоряется в прибрежных районах с воздействием соляного тумана, а также в районах, где зимой используются противогололедные соли. Компоненты для химической и пищевой промышленности имеют высокое содержание хрома, чтобы компенсировать регулярное воздействие хлора, соли и других агрессивных веществ.
Кислоты
Сильные кислоты дестабилизируют пассивный слой. Когда нержавеющая сталь подвергается воздействию соляной и серной кислот, может возникнуть общая поверхностная коррозия. Соляная кислота чрезвычайно кислая и используется в производстве пластмасс. Разбавленная соляная кислота входит в состав средств для удаления известкового налета. Серная кислота является агрессивным химическим веществом, которое может вызвать тяжелые химические и вторичные термические ожоги. Он используется в переработке полезных ископаемых, нефтепереработке и очистке сточных вод. Более разбавленные формулы встречаются в бытовых продуктах, таких как средства для чистки канализации.
Частицы железа и углеродистой стали
Коррозия нержавеющей стали также может быть вызвана контактом с частицами железа или углеродистой стали. Следовые частицы железа или углеродистой стали вызывают ржавчину на поверхности из нержавеющей стали. Если оставить без внимания, пятна ржавчины могут повредить поверхность оксида хрома и перерасти в локальную коррозию, такую как точечная коррозия. Загрязнение происходит, когда нержавеющая сталь подвергается воздействию искр или частиц в результате близлежащей сварки, резки, сверления или шлифовки углеродистой стали.
Загрязнение происходит, когда нержавеющая сталь подвергается воздействию искр или частиц в результате близлежащей сварки, резки, сверления или шлифовки углеродистой стали.Высокие температуры
Менее распространенная форма ржавчины возникает после того, как нержавеющая сталь подвергается воздействию очень высоких температур в диапазоне 750–1550°F. Этот тип коррозии встречается при сварке, при которой нержавеющая сталь нагревается, а затем охлаждается. Сенсибилизация может происходить, когда углерод и хром связываются с образованием карбидов. Это приводит к тому, что границы зерен становятся дефицитными по хрому, а слой оксида хрома становится прерывистым. Тепловая сенсибилизация рискует навсегда испортить нержавеющую сталь. Однако иногда повреждения можно уменьшить с помощью термической обработки.
Сенсибилизация при сварке приводит к тому, что границы зерен теряют содержание хрома, и слой оксида хрома становится прерывистым.Обращение с нержавеющей сталью
Срок службы нержавеющей стали можно продлить, если предотвратить контакт с коррозионно-активными веществами. При работе с нержавеющей сталью соблюдайте рекомендации:
- Всегда надевайте чистые перчатки.
- Всегда используйте инструменты и компоненты из нержавеющей стали.
- Избегайте любого контакта с углеродистой сталью или железом.
- Не сваривайте, не режьте, не сверлите и не шлифуйте углеродистую сталь рядом с нержавеющей сталью.
- Избегайте контакта с моющими средствами для бетона.
- Избегайте контакта с растворами хлора.
- Не используйте стальную вату или другие абразивные чистящие губки.
Наиболее распространенная ошибка, которую совершают люди, — это использование коррозионно-активного вещества для очистки поверхностей из нержавеющей стали. Никогда не используйте следующие продукты для очистки нержавеющей стали:
- Хлорсодержащие чистящие средства
- Абразивные чистящие средства
- Универсальные чистящие средства
- Хлорный отбеливатель
Регулярная очистка нержавеющей стали
Нержавеющую сталь необходимо регулярно очищать, чтобы сохранить целостность металла и сохранить первозданный вид. При надлежащем уходе и выборе соответствующей марки нержавеющую сталь можно уберечь от коррозии. Если пренебрегать уходом за нержавеющей сталью, на уязвимых поверхностях могут скапливаться коррозионно-активные вещества.
Этапы плановой очистки (выполнять каждые 6 месяцев)
- Используйте мягкую нейлоновую щетку для удаления скопившейся грязи.
- Мыть мягким мылом или моющим средством.
- Промойте чистой водой.
- Вытрите насухо мягкой тканью, одноразовой салфеткой или воздуходувкой.
Уход за нержавеющей сталью и техническое обслуживание могут потребовать использования вредных химических веществ. Соблюдайте все инструкции по технике безопасности, прилагаемые к чистящим или полирующим средствам. Обеспечить использование средств индивидуальной защиты в соответствии с инструкциями по охране труда и технике безопасности.
Специальная очистка нержавеющей стали
Если нержавеющая сталь сильно загрязнена с признаками обесцвечивания или коррозии поверхности, обычной очистки может оказаться недостаточно. Методы очистки, предназначенные для устранения конкретных типов повреждений, перечислены ниже.
Отпечатки пальцев
- Очистить теплой водой с мылом или моющим средством.
- Также можно использовать имеющиеся в продаже растворы или углеводородные растворители.
Следы масла и смазки
- Используйте изопропиловый спирт, ацетон или денатурат.
- Несколько раз нанесите растворитель чистой, не оставляющей царапин тканью, пока все следы не будут удалены.
Пригоревшие пятна
- Замочите в горячей воде с разведенным нашатырным спиртом или моющим средством.
- Удалите грязь нейлоновой щеткой.
- При необходимости используйте мелкий абразивный порошок, но будьте осторожны, чтобы не поцарапать полированные поверхности.
- Тщательно промойте чистой водой.
Обесцвечивание, пятна от кофе и чая
Обесцвечивание
- Используйте мягкие неабразивные чистящие средства.
- Наносить мягкой тканью или губкой
- Тщательно промойте чистой водой.
Пятна от кофе
- Замочите в растворе бикарбоната натрия (пищевая сода и теплая вода).
Пятна от чая
- Замочите в растворе карбоната натрия (стиральная сода и теплая вода).
Если объект слишком велик для замачивания, используйте губку или мягкую ткань.
Локальные пятна ржавчины можно обработать раствором щавелевой кислоты.Локальные пятна ржавчины
- Используйте мягкую ткань для нанесения раствора щавелевой кислоты.
- Оставьте раствор на поверхности на несколько минут для растворения загрязняющих частиц.
- Смойте все остатки раствора чистой водой.
Известковый налет, брызги цемента и раствора
Известковый налет
- Разведите одну часть уксуса в трех частях воды и нанесите нейлоновой щеткой.
Брызги цемента и растворов
- Немедленно промойте брызги.
- Используйте 10-15% раствор фосфорной кислоты в теплой воде.
- Равномерно распределите очиститель, подождите 30–60 минут, затем нейтрализуйте кислоту щелочным очистителем или разведенным аммиаком.
- Промыть чистой водой.
Граффити
- Используйте биоразлагаемые спреи или салфетки для очистки от граффити.
- Избегайте использования ножей или жестких инструментов для скребков, чтобы не повредить поверхности из нержавеющей стали.
Тепловые пятна
- Используйте домашнюю полироль для металла (полировка хрома для автомобильных деталей широко доступна и эффективна).
- Обработайте всю поверхность из нержавеющей стали, чтобы избежать обесцвеченных участков.
Повреждение конструкции
- Повреждение конструкции включает любые видимые вмятины, трещины и разрывы.
- Сильно поврежденные изделия должны быть выведены из эксплуатации до проведения ремонта или замены.
- Во избежание усугубления повреждений необходимо как можно скорее удалить любую значительную ржавчину.
Коррозия
Незначительная коррозия
- Используйте универсальную смазку, например WD-40, чтобы протереть пораженный участок.
- Тщательно промойте чистой водой.
Умеренная коррозия
- Используйте очиститель нержавеющей стали на основе фосфорной кислоты, такой как E-NOX CLEAN.
- Равномерно распределите очиститель, оставьте на 30–60 минут, затем нейтрализуйте кислоту распыляемым щелочным очистителем, например UNO S F.
- Протрите поверхность бумажным полотенцем.
- Тщательно промойте чистой водой.
Сильная коррозия
- Проконсультируйтесь с профессиональным поставщиком услуг (обработка сильной ржавчины вызывает сильную коррозию).
- После обработки нержавеющая сталь может быть пассивирована слабой азотной кислотой.
Процедура пассивации
Чистая поверхность из нержавеющей стали может быть повреждена механическими средствами, сильным нагревом или химическим воздействием. Когда это происходит, железо обнажается, и материал снова подвергается ржавчине. Пассивирование может потребоваться на регулярной основе, чтобы предотвратить ржавчину. Пассивация максимизирует присущую нержавеющему сплаву коррозионную стойкость.
В идеале пассивный слой образуется сразу после механической обработки или пассивации, чтобы полностью покрыть поверхность из нержавеющей стали. В действительности частицы и загрязняющие вещества, скорее всего, прилипнут к поверхности. Если им позволить остаться, эти посторонние частицы снижают эффективность оригинальной защитной пленки. Пассивация необходима для максимального увеличения естественной коррозионной стойкости нержавеющей стали и удаления поверхностных загрязнений.
Двухэтапная процедура пассивации обеспечивает максимально возможную коррозионную стойкость:
1) Очистка
Деталь из нержавеющей стали необходимо тщательно очистить. Нержавеющие стали нельзя пассивировать, если поверхность не чистая и не свободна от загрязнений и окалины. В крайних случаях инородные тела могут быть удалены шлифованием или механическим истиранием, или травлением, прежде чем может иметь место пассивация.
2) Пассивирующая обработка
Деталь из нержавеющей стали погружается в пассивирующую кислотную ванну. Можно использовать любой из трех подходов к пассивации: пассивация азотной кислотой, пассивация азотной кислотой с бихроматом натрия или пассивация лимонной кислотой. Пассивирующая обработка варьируется в зависимости от содержания хрома и характеристик обрабатываемости марки нержавеющей стали, а также от предписанных критериев приемлемости.
Увеличение срока службы нержавеющей стали
Надлежащий повседневный уход и специализированная очистка при более серьезных проблемах могут продлить срок службы нержавеющей стали и обеспечить бесперебойную работу оборудования. Хотя встроенное в нержавеющую сталь содержание хрома защищает от коррозии, полагаться только на него недостаточно.