Свариваемость металлов
Процесс сварки — это комплекс нескольких одновременно проте. кающих процессов, основными из которых являются: тепловое воздействие на металл в околошовных участках, плавление, металлургические процессы, кристаллизация металла шва и взаимная кристаллизация металлов в зоне сплавления. Под свариваемостью, следовательно, необходимо понимать отношение металлов к этим основным процессам.
Свариваемость металлов рассматривают с технологической и с физической точек зрения.
Тепловое воздействие на металл в околошовных участках и процесс плавления определяются способом сварки, ero режимами.
Отношение металла к конкретному способу сварки и режиму принято считать технологической свариваемостью. Физическая свариваемость определяется процессами, протекающими и зоне сплавления свариваемых металлов, в результате которых образуется неразъемное сварное соединение.
Сближение частиц и создание условий для их взаимодействия осуществляются выбранным способом сварки, а протекание соответствующих физико-химических процессов определяется свойствами соединяемых металлов.
Свариваемые металлы могут иметь как одинаковые, так и различные химический состав и свойства. В первом случае это однородные с точки зрения химического состава и свойств металлы, во втором случае- разнородные.
Все однородные металлы обладают физической свариваемостью.
Свойства разнородных металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому эти металлы не обладают физической свариваемостью.
Под технологической свариваемостью данного металла или сплава понимается совокупность свойств основного металла, определяющих чувствительность к термическому циклу сварки и способность при выбранной технологии сварки образовывать сварное соединение со свойствами, которые удовлетворяют требованиям надежной эксплуатации сварной конструкции.
Технологическая свариваемость зависит также от химического состава наплавляемого (электродного) металла, способа сварки и выбранных режимов, применяемых флюсов, покрытий, защитных газов, конструкции сварного узла и условий эксплуатации сварной конструкции. Под хорошей свариваемостью данного сплава или стали понимают возможность получения равнопрочных сварных соединений без трещин и снижения пластичности в металле шва и околошовной зоны при обычной технологии сварки без применения специальных приемов (например, подогрева перед сваркой).
Под хорошей свариваемостью данного сплава или стали понимают возможность получения равнопрочных сварных соединений без трещин и снижения пластичности в металле шва и околошовной зоны при обычной технологии сварки без применения специальных приемов (например, подогрева перед сваркой).
В зависимости от условий эксплуатации конструкции к свариваемости могут предъявляться дополнительные требования (высокая коррозионная стойкость, температура перехода металла зон сварного соединения в хрупкое состояние и т.д.). Естественно, что с усложнением условий эксплуатации конструкций увеличивается число требований, определяющих хорошую свариваемость. Иными словами, при оценке свариваемости должна учитываться тесная взаимосвязь между свойствами материала, спецификой изготовляемой конструкции и технологией сварки. Эта совокупность значительно усложняет методику определения свариваемости и делает однозначно невозможной разработку единой методики, учитывая комплексное понятие свариваемости.
- 1. Определение стойкости металла различных зон сварного соединения против образования горячих трещин. Здесь применяется целый ряд проб, позволяющих производить как качественную, так и количественную оценку. Как правило, пробы для качественной оценки имеют различную жесткость, и оценка производится визуальным осмотром контрольного шва или его излома.
Пробы для количественной оценки представляют собой специальные образцы с поперечным или продольным швом, которые растягиваются в процессе сварки приложением внешней силы. Критерием оценки является величина скорости деформации образца, вызывающая образование трещин в сварном валике, наплавленном на образец во время его нагружения. - 2. Оценка стойкости металла ЗТВ и шва против образования холодных трещин. Здесь испытание также производится путем сварки проб различной жесткости при различных скоростях охлаждения металла ЗТВ.
 Далее производится контроль различными способами на предмет обнаружения трещин. Считается, что совокупность материалов, конструктивного оформления сварного соединения и технологии, обеспечивающие отсутствие трещин на пробе, гарантирует их отсутствие и при сварке конструкции.
Далее производится контроль различными способами на предмет обнаружения трещин. Считается, что совокупность материалов, конструктивного оформления сварного соединения и технологии, обеспечивающие отсутствие трещин на пробе, гарантирует их отсутствие и при сварке конструкции. - 3. Определение стойкости металла против перехода в хрупкое состояние. Один и тот же металл может разрушаться по-разному — вязко или хрупко. И если первый вид разрушения нормален, так как он наступает после определенного повышения нагрузки и ему предшествует пластическая деформация, то второй вид характеризуется весьма высокой скоростью распространения трещин практически без нарастания нагрузки.
 Далее производится контроль различными способами на предмет обнаружения трещин. Считается, что совокупность материалов, конструктивного оформления сварного соединения и технологии, обеспечивающие отсутствие трещин на пробе, гарантирует их отсутствие и при сварке конструкции.
Далее производится контроль различными способами на предмет обнаружения трещин. Считается, что совокупность материалов, конструктивного оформления сварного соединения и технологии, обеспечивающие отсутствие трещин на пробе, гарантирует их отсутствие и при сварке конструкции.Это говорит о том, что существуют факторы, способствующие переходу металла из одного состояния в другое. К ним относятся температура, скорость нарастания деформации и концентрация напряжений. Проведенные на разных материалах исследования показывают, что сопротивление отрыву мало зависит от изменения температуры и скорости изменения деформации, а сопротивление сдвигу эту зависимость явно демонстрирует.
Существует ряд методик определения стойкости против перехода металла в хрупкое состояние, которые можно условно разделить на две группы:
- 1) определение температуры перехода металла в хрупкое состояние (порога хладноломкости) путем испытания серии надрезанных образцов (при различной остроте надреза) на ударный изгиб при различных температурах;
- 2) определение порога хладноломкости специальных образцов, в той или иной степени имитирующих условия эксплуатации конструкции.

Существуют также комплексные методы испытаний стали на ее чувствительность к термическому циклу сварки, которые своей целью имеют выбор таких режимов сварки, которые обеспечивают получение в ЗТВ металла, по своим свойствам отвечающего предъявляемым требованиям (например, проба ИМЕТ или валиковая проба). Часто применяются пробы, определяющие служебные характеристики металла шва, ЗТВ и сварного соединения в целом. На них определяются прочность, пластичность, коррозионная стойкость этих зон либо иные свойства в зависимости от условий эксплуатации данной конструкции.
Физическая и технологическая свариваемость — Энциклопедия по машиностроению XXL
Различают физическую и технологическую свариваемость. [c.39]Различают физическую и технологическую свариваемость. Под физической свариваемостью понимают способность металлов образовывать в результате сварки каким-либо способом монолитные соединения с химической связью. [c.434]
[c.434]
Технологические свойства. К этим свойствам относятся физическая и технологическая свариваемость, ковкость, жидкотекучесть, обрабатываемость резанием. [c.7]
В сварочной практике понятие свариваемость имеет несколько аспектов. Первоначально использовали понятия физическая и технологическая свариваемость . Первое характеризовало принципиальную возможность получения монолитных сварных соединений и главным образом относилось к разнородным материалам. Второе рассматривалось как свойство материалов, характеризующее их реакцию на сварочный термодеформационный цикл. Степень этой реакции оценивалась по отношению отдельных механических свойств металла сварных соединений к одноименным свойствам основного металла (например, твердости, ударной вязкости и др.). По этому признаку традиционно принято различать качественную степень свариваемости. Их несколько хорошая, удовлетворительная, ограниченная и плохая.
Свариваемость является изменяемой характеристикой и зависит не только от свойств свариваемого металла (химического состава, структуры и т. д.), но и от способа и режимов сварки, состава присадочных материалов, флюсов и других параметров. Различают физическую и технологическую свариваемости. Физическая свариваемость характеризуется возможностью протекания физико-химических процессов (диффузии, образования твердых растворов и т. д.) между основным металлом и сварочной ванной, в результате чего образуется неразъемное соединение. Поэтому чугун следует отнести к группе хорошо свариваемых металлов. [c.12]
Физическая и технологическая свариваемость [c.120]
В сварочной практике понятие свариваемости имеет несколько аспектов. Первоначально использовались понятия физической и технологической свариваемости [1]. Первое характеризовало [c.120]
Свариваемость—это свойство металлов образовывать при определенной технологии сварки соединение, отвечающее заданным требованиям. Различают физическую и технологическую свариваемость.
[c.25]
Различают физическую и технологическую свариваемость.
[c.25]
При рекомендации стали новых марок для изготовления элементов котлов, пароперегревателей и экономайзеров должны быть представлены данные о механических, физических и технологических свойствах (включая свариваемость, а для
В сварочной практике различают свариваемость физическую и технологическую. Под физической свариваемостью понимают принципиальную возможность получения неразъемных сварных соединений, что особенно важно для разнородных металлов и сплавов, склонных к образованию трещин при сварке. Технологическая свариваемость отражает реакцию материала на тепловое, силовое и металлургическое воздействие сварки. Эта реакция оценивается при сравнении механических свойств металла сварных соединений и одноименных свойств основного металла (например, прочности, пластичности, ударной вязкости и др.). [c.40]
Способ ЭШП возник на стыке двух отраслей техники — металлургии и сварки — и верно служит им обеим.
 Для производителей металла — металлургов — важны те его особенности, которые облегчают задачу обеспечения промышленности сталями и сплавами с заданными механическими, физическими и технологическими свойствами. Для потребителей металла — сварщиков — первостепенное значение имеет свариваемость, т. е. способность данного металла давать надежные сварные соединения при использовании обычных приемов сварочной технологии.
[c.420]
Для производителей металла — металлургов — важны те его особенности, которые облегчают задачу обеспечения промышленности сталями и сплавами с заданными механическими, физическими и технологическими свойствами. Для потребителей металла — сварщиков — первостепенное значение имеет свариваемость, т. е. способность данного металла давать надежные сварные соединения при использовании обычных приемов сварочной технологии.
[c.420]В современной сварочной терминологии различают физическую свариваемость и технологическую свариваемость. [c.93]
Чем чище и плотнее сталь, чем слабее выражена в ней ликвация, тем выше основные показатели ее механических, физических и технологических свойств, из которых главными являются пределы текучести и упругости, ударная вязкость, предел усталости, свариваемость и коррозионная устойчивость. [c.240]
Естественно, что при определении свариваемости какой-либо марки стали на основании анализа ее механических, физических и технологических свойств должен быть предварительно избран наиболее подходящий метод сварки. Определение свариваемости стали должно быть проведено применительно к этому методу. Неудовлетворительное качество сварного соедине-
[c.221]
Определение свариваемости стали должно быть проведено применительно к этому методу. Неудовлетворительное качество сварного соедине-
[c.221]
В сварочной практике термин свариваемость — один из наиболее применимых. Различают свариваемость физическую и технологическую. Под физической свариваемостью понимают принципиальную возможность получения монолитных сварных соединений, что особенно важно при сварке разнородных материалов. Технологическая свариваемость есть реакция материала на сварочный термодеформационный цикл и металлургическое воздействие сварки. Эта реакция оценивается, например, при сравнивании механических свойств металла сварных соединений и одноименных свойств основного металла (например, твердости, ударной вязкости и др.). [c.83]
Химическая неоднородность сварных швов может быть следствием недостаточной технологической культуры выполнения работ или самой физической природы процесса формирования сварного соединения и свойств свариваемого металла. [c.465]
[c.465]
Более совершенен расчет стойкости сварных соединений против образования XT, основанный на сопоставлении действительного структурно-водородного и напряженного состояния с критическим. Такой расчет на ЭВМ по программе, включающей решение тепловой задачи, расчет структуры, распределения диффузионного водорода, сварочных напряжений выполняется в соответствии с зависимостями (13.2)…(13.4), (13.11), (13.12). Программа позволяет оценить выбранные материалы, конструктивный и технологический варианты изготовления сварных узлов. С помощью программы могут быть составлены технологические карты свариваемости, наглядно иллюстрирующие развитие физических процессов, ответственных за образование трещин, в зависимости от температуры подогрева ТП. Карты позволяют определить необходимую температуру подогрева и допустимое [c.537]
Источники питания для дуговой сварки являются основным элементом сварочного оборудования, обеспечивающим зажигание и гашение дуги, ее стабильное горение, управление ее физическими параметрами и технологическими свойствами. Выбор источника питания для дуговой сварки, требования к его проектированию и производству зависят от ряда факторов физических характеристик самой дуги (выступающей в качестве нагрузки в электрической цепи), особенностей конкретного способа сварки и свариваемого материала, требований к качеству сварного соединения и условий выполнения сварки. Первым и определяющим условием функционирования любого источника питания являются электрические характеристики дуги.
[c.110]
Выбор источника питания для дуговой сварки, требования к его проектированию и производству зависят от ряда факторов физических характеристик самой дуги (выступающей в качестве нагрузки в электрической цепи), особенностей конкретного способа сварки и свариваемого материала, требований к качеству сварного соединения и условий выполнения сварки. Первым и определяющим условием функционирования любого источника питания являются электрические характеристики дуги.
[c.110]
Сварка разнородных металлов занимает особое место в сварочной науке благодаря возможности сочетать в сварных конструкциях разнообразные свойства металлов, необходимые при все более усложняющихся технологических и эксплуатационных задачах, возникающих в промышленности. Технологические сложности сварки разнородных металлов обусловлены комплексом проблем, вызванных различными физическими и химическими свойствами свариваемых материалов, необходимостью создания прочного контакта в месте их соединения, который часто должен обладать особыми механическими, тепловыми, электрическими и другими свойствами. [c.485]
[c.485]
Способность металлов и сплавов образовывать при сварке неразъемное соединение за счет образования металлической связи определяется их основными физическими, химическими и физикохимическими свойствами и называется физической или принципиальной свариваемостью. Совокупность свойств технологических характеристик основного металла, определяющих его реакцию на изменения, происходящие при сварке, и его способность образовывать сварное соединение с требуемыми свойствами, называют технологической свариваемостью. [c.488]
В зависимости от назначения и требований в отношении механических, коррозионных, технологических, физических и других свойств алюминиевые сплавы разделяют на сплавы высокой, средней и малой прочности, жаропрочные, криогенные, ковочные, заклепочные, свариваемые, со специальными физическими свойствами, декоративные. Алюминиевые сплавы, как правило, приготавливают из первичного алюминия с добавлением значительного количества высокосортных отходов. Имеются специальные вторичные алюминиевые сплавы, для приготовления которых более широко используют низкосортные отходы с большим содержанием примесей (алюминиевые сплавы вторичные). Некоторая часть наиболее низкосортных алюминиевых сплавов применяется для раскисления в черной металлургии.
[c.11]
Имеются специальные вторичные алюминиевые сплавы, для приготовления которых более широко используют низкосортные отходы с большим содержанием примесей (алюминиевые сплавы вторичные). Некоторая часть наиболее низкосортных алюминиевых сплавов применяется для раскисления в черной металлургии.
[c.11]
Тепловое воздействие на металл в околошовных участках и процесс плавления определяются способом сварки, его режимами. Отношение металла к конкретному способу сварки и режиму принято считать технологической свариваемостью. Физическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых металлов, в результате которых образуется неразъемное сварное соединение. [c.179]
При определении понятия свариваемости необходимо различать физическую, технологическую и эксплуатационную свариваемость. [c.44]
Термин свариваемость говорит о ряде свойств металлов. С технологической точки зрения это понятие определяется возможностью получать сварное соединение с наименьшими затратами. С физической точки зрения свариваемость двух металлов определяется их способностью к взаимной кристаллизации с образованием тверд ых растворов и химических соединений. Эти процессы происходят на границах мест сварки. Различные металлы, разные марки одного и того же металла и даже металлы одной и той же марки обладают различной технологической свариваемостью. Поэтому перед изготовлением изделий из новой марки металла или новой конструкции материал должен. быть проверен на свариваемость.
[c.6]
С физической точки зрения свариваемость двух металлов определяется их способностью к взаимной кристаллизации с образованием тверд ых растворов и химических соединений. Эти процессы происходят на границах мест сварки. Различные металлы, разные марки одного и того же металла и даже металлы одной и той же марки обладают различной технологической свариваемостью. Поэтому перед изготовлением изделий из новой марки металла или новой конструкции материал должен. быть проверен на свариваемость.
[c.6]
Разрезаемость, как и свариваемость, не является, подобно физическим свойствам, неизменной характеристикой стали. Она определяется не только свойствами разрезаемой стали, но и способами и режимами резки, составом применяемых «материалов (газов, флюсов), а также условиями эксплуатации получаемого изделия. По аналогии со свариваемостью следует различать металлургическую и технологическую разрезаемость. [c.46]
Отношение металла к конкретному способу сварки и режиму принято считать технологической свариваемостью. Физическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых металлов, в результате которых образуется неразъемное сварное соединение.
[c.33]
Физическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых металлов, в результате которых образуется неразъемное сварное соединение.
[c.33]
Инженерных методов расчета оптимальных режимов и условий сварки не существует, поэтому рациональные режимы подбирают экспериментально. Выбранный ориентировочный режим проверяют при сварке образцов технологической пробы и при необходимости корректируют. Режим в весьма значительной степени зависит от физических и механических свойств свариваемых сплавов (прежде всего от удельного электросопротивления и предела текучести). В соответствии с этим алюминиевые сплавы можно разбить на две основные группы [c.57]
Таким образом, свариваемость не является прирожденным свойством материала, подобным физическим свойствам. Она зависит от свойств самого материала, от метода и режима сварки, а также от размеров и формы свариваемых изделий. Следовательно, свариваемость материалов — понятие в значительной степени технологическое.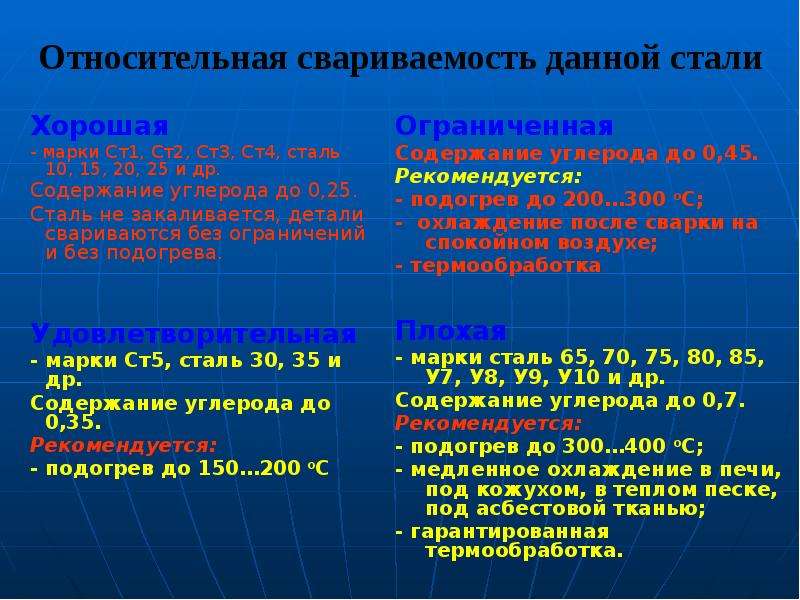 [c.220]
[c.220]
При оценке свариваемости стали необходимо также определение важных для данного рода службы механических, физических или технологических свойств металла шва или сварного соединения в целом и сравнение их со свойствами основного (свариваемого) металла. [c.221]
Режим точечной и роликовой сварки обычно выбирают и проверяют на образцах технологической пробы, которые по толщине, марке материала, подготовке поверхности, а иногда и по форме аналогичны свариваемым деталям. Правильность выбранного режима проверяют путем проведения комплекса испытаний образцов (см. гл. V). Режим сварки зависит от ряда физических и механических свойств сплавов, из которых изготовляют свариваемые детали и в первую оче-ред от электросопротивления и [c.107]
Учебник охватывает все основные разделы курса. В нем рассматриваются вопросы общей теории сваривания, основы физической химии, сварочные источники тепла, а также некоторые вопросы тепловых и металлургических процессов при сварке, формирования структуры и свойств- металла сварных соединений, возникновения и развития сварочных деформаций и напряжений, технологической свариваемости металлов и сплавов.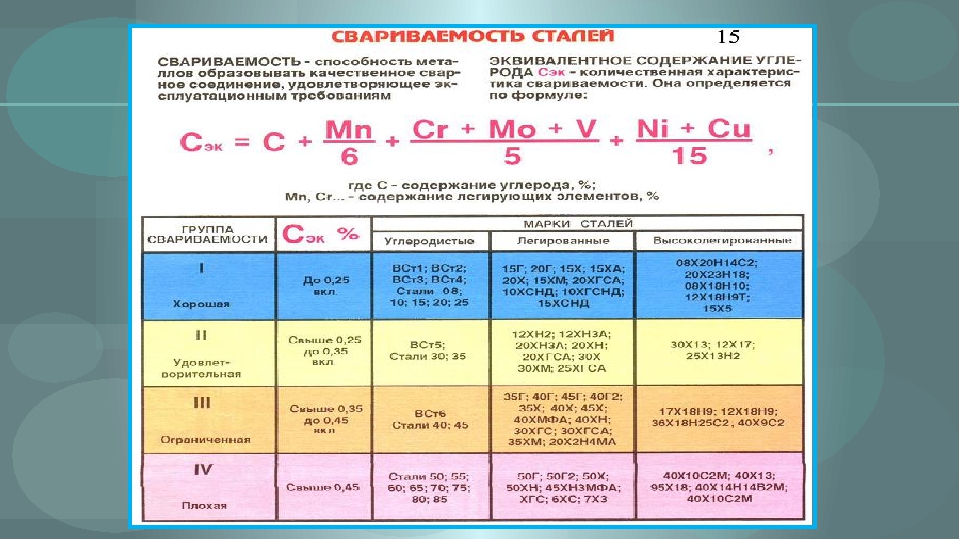 [c.3]
[c.3]
У металлов выделяют механические, технологические, физические и химические свойства. К физическим свойствам относятся цвет, плотность, температура плавления электро- и теплопроводность, магнитные свойства, теплоемкость, расширение и сжатие при нагреве, охлаждении и при фазовых превращениях к х и-мическим — окисляемость, растворимость, коррозионная стойкость, жароупорность к механическим — прочность, твердость, упругость, вязкость, пластичность, хрупкость к т е х-нологическим — прокаливаемость, жидкотекучесть, ковкость, свариваемость, обрабатываемость резанием. [c.24]
Вот и перевернута последняя страница учебного пособия. Может быть, вы просто бегло просмотрели его, а может быть, досконально изучили — в любом случае вы убедились, сколь многообразна и интересна эта отрасль техники — сварка. Вы получили общие сведения о сварке узнали какие бывают группы способов сварки, какие различают сварные соединения и швы, как их узнать на чертеже сварной конструкции.
 Составили общее представление о металлургических и физических процессах в сварочной ванне и в металле сварного соединения, о технологической прочности и свариваемости металлов. Познакомились с особенностями расчетов сварных соединений на прочность и составили представление о сварочных напряжениях и деформациях.
[c.387]
Составили общее представление о металлургических и физических процессах в сварочной ванне и в металле сварного соединения, о технологической прочности и свариваемости металлов. Познакомились с особенностями расчетов сварных соединений на прочность и составили представление о сварочных напряжениях и деформациях.
[c.387]Существенную роль играет то, что изменение физических свойств приводит к ухудшению целого ряда технологических свойств, таких как деформируемость при штамповке, свариваемость и др. Так, хорошей свариваемостью отличаются низкоуглеродистые стали. Сварка средне-и особенно высокоуглеродистых сталей требует применения подогрева, замедляющего охлаждение, и других технологических операций, предупреждающих образование трещин. [c.152]
От физических, химических и механических свойств зависят технологические и специальные свойства материалов. К технологическим свойствам относятся литейные, ковкость, свариваемость, обрабатываемость режущим инструментом, а к специальным — жаропрочность, жаростойкость, сопротивление коррозии, износостойкость и др.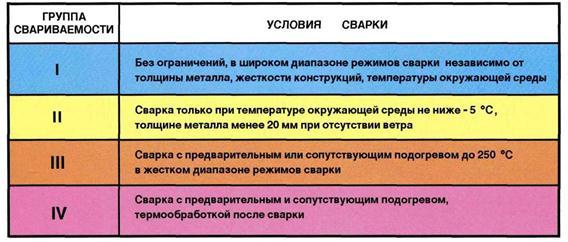 Среди механических свойств прочность занимает особое место, так как прежде всего от нее зависит не-разрушаемость изделий под действием эксплуатационных нагрузок.
[c.4]
Среди механических свойств прочность занимает особое место, так как прежде всего от нее зависит не-разрушаемость изделий под действием эксплуатационных нагрузок.
[c.4]
Вопрос о свариваемости иногда рассматривают раздельно — с физической и технологической точки зрения. Как видно из из-поженного, с физической точки зрения любые материалы, способные вступать друг с другом в те или иные физико-химические взаимодействия, могут образовать сварное соединение. Если в жидком состоянии некоторые материалы, например, железо и свинец, обладают полной нерастворимостью, что затрудняет сварку плавлением, то соединение их может быть получено иными методами, о чем свидетельствует успешное применение железосвинцовых металлокерамических сплавов. [c.220]
Правила [9] обусловливают применение материалов в пределах температур, указанных в табл. 1.5. В отдельных случаях допускается применение материалов для работы при повышенных параметрах, а также новых материалов на основании совместного согласованного с Горгортехнадзором СССР решения проектной и материаловедческой организаций, завода-изготовителя конструкции (монтажной или ремонтной организации). В этих случаях должны быть представлены данные о физических, коррозионных и технологических свойствах (включая свариваемость и режимы термообработки), а также необходимые данные о механических свойствах при температуре 20° С и рабочих температу-
[c.22]
В этих случаях должны быть представлены данные о физических, коррозионных и технологических свойствах (включая свариваемость и режимы термообработки), а также необходимые данные о механических свойствах при температуре 20° С и рабочих температу-
[c.22]
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями дегалей при.боров, механизмов и др. при их местном или общем нагреве, пластическом деформировании или совместном действии этих факторов. В настоящее время существует большое число видов сварки, которые класснфицируюг по физическим, техническим и технологическим признакам. [c.109]
При ультразвуковой сварке пластмасс необходимо коитролиро-вать качество получаемого соединения, так как параметры ультразвукового оборудования (частота колебаний генератора и собственная частота колебательной системы, сварочное давление и др.) и свойства свариваемого материала могут меняться при сварке.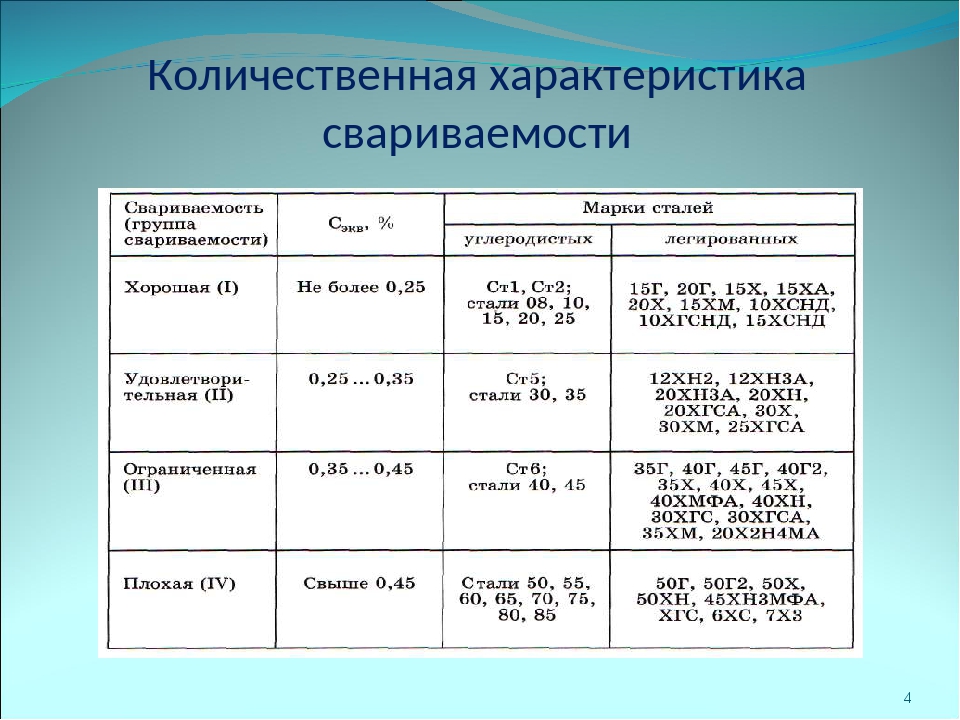 Наблюдая за физическим состояниел -полимера при сварке и своевременным выключе гием ультразвука, можно повысить технологическую надежность процесса сварки.
[c.103]
Наблюдая за физическим состояниел -полимера при сварке и своевременным выключе гием ультразвука, можно повысить технологическую надежность процесса сварки.
[c.103]
При диффузионной сварке для обеспечения фактического контакта соединяемых поверхностей в зависимости от их обработки необходима определенная величина пластической деформации металла в зоне сварки. В случае применения расплавляющихся прослоек сжатие производят сразу после расплавления прослойки, и затем усилие сжатия может быть уменьшено до величины, необходимой только для фиксации положения соединяемых элементов. Введение расплавляющейся прослойки позволяет также уменьшить давление сжатия соединяемых поверхностей, исключая образование микронесплошностей в стыке. В отличие от изотермической кристаллизации прослойки при диффузионной пайке в рассматриваемом технологическом процессе сжатие соединяемых поверхностей приводит к выдавливанию прослойки. На отдельных участках сразу образуется соединение, характерное для диффузионной сварки.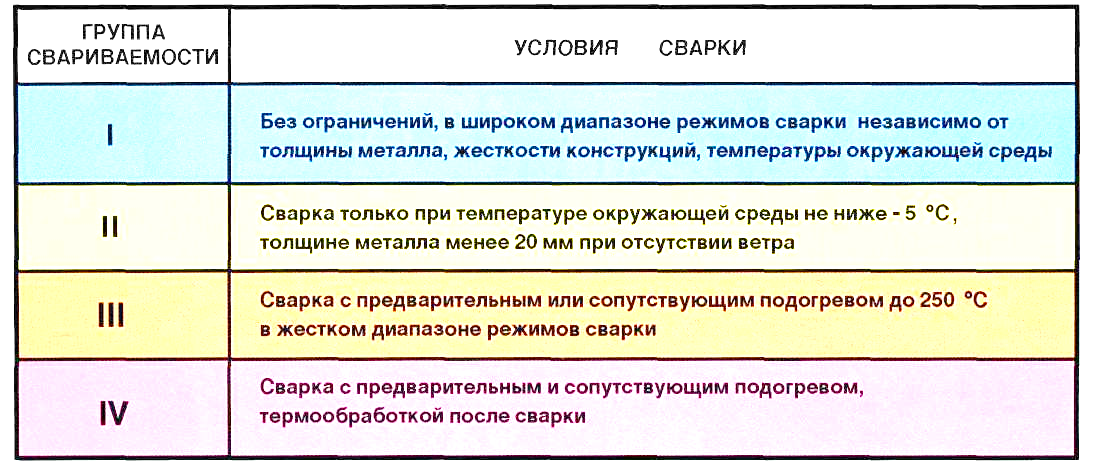 Площадь таких участков возрастает с увеличением давления сжатия. Повышая давление сжатия, можно достичь такого состояния, когда жидкая фаза будет удалена из стыка. Процесс соединения с расплавляющи.мися промежуточными прослойками и сжатием соединяемых элементов все более широко применяется в СССР и за границей и выполняется в вакууме. В зависимости от режима процесса и даже величины и формы свариваемых иоверхностей можно получить соединение, соответствующее диффузионной сварке, или с отдельными участками, характерными для диффузионной пайки. Расплавляющиеся прослойки играют ен1,е одну не менее важную роль — активируют соединяемые поверхности. Жидкая фаза способствует отделению, диспергацни и растворению окисных пленок. Активирующее действие прослойки усиливается, если она содержит в небольших количествах элементы, способные восстанавливать или переводить окислы в легкоплавкие соединения. Такими элементами могут быть углерод, бор, щелочные элементы. Первой стадией образования соединения является смачивание основного металла жидкой прослойкой и разрушение связей между атома.
Площадь таких участков возрастает с увеличением давления сжатия. Повышая давление сжатия, можно достичь такого состояния, когда жидкая фаза будет удалена из стыка. Процесс соединения с расплавляющи.мися промежуточными прослойками и сжатием соединяемых элементов все более широко применяется в СССР и за границей и выполняется в вакууме. В зависимости от режима процесса и даже величины и формы свариваемых иоверхностей можно получить соединение, соответствующее диффузионной сварке, или с отдельными участками, характерными для диффузионной пайки. Расплавляющиеся прослойки играют ен1,е одну не менее важную роль — активируют соединяемые поверхности. Жидкая фаза способствует отделению, диспергацни и растворению окисных пленок. Активирующее действие прослойки усиливается, если она содержит в небольших количествах элементы, способные восстанавливать или переводить окислы в легкоплавкие соединения. Такими элементами могут быть углерод, бор, щелочные элементы. Первой стадией образования соединения является смачивание основного металла жидкой прослойкой и разрушение связей между атома.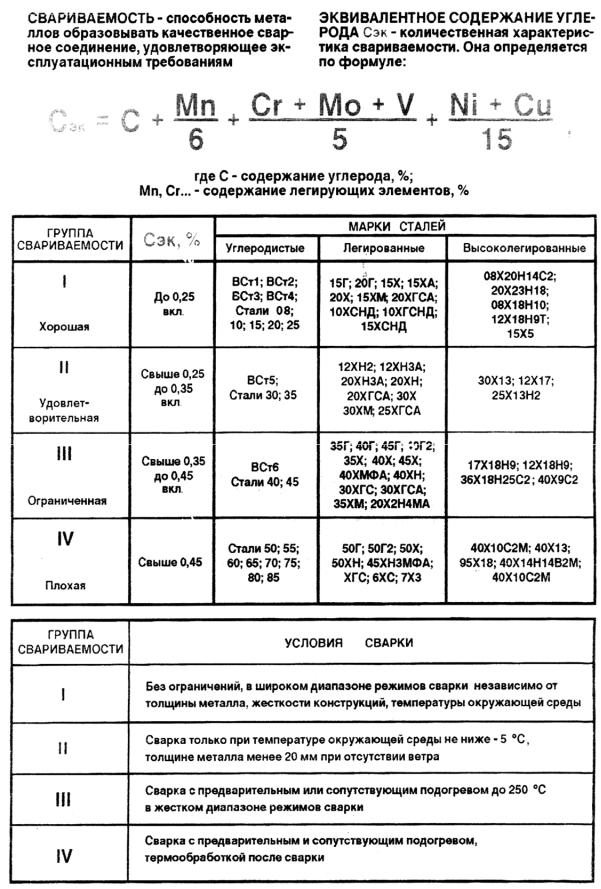 ми основного металла и атомами хемо-сорбированных или физически адсорбированных веществ. Таким образом, наряду с температурной и деформационной активацией, характерными для диффузионной сварки, здесь используется дополнительно активация жидкой фазой. Следует
[c.176]
ми основного металла и атомами хемо-сорбированных или физически адсорбированных веществ. Таким образом, наряду с температурной и деформационной активацией, характерными для диффузионной сварки, здесь используется дополнительно активация жидкой фазой. Следует
[c.176]
Техника сварки плавящимся гшектродом. В зависимости от свариваемого металла и его толщины в качестве занщтных газов используют инертные, активные газы или их смеси. В силу физических особепиостей стабильность дуги и ее технологические свойства выше ири исиользовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается [c.54]
Для оценки прочности материалов используется целый комплекс механических характеристик. При выборе стали и других конструкционных материалов должны также учитываться их технологические свойства литейные качества, свариваемость, обрабатываемость резанием, возможность применения ковки и горячей штамповки, возможность применения термического и химико-термического упрочнения поверхности детали (закалки, цементацип, азотирования и пр. ), притираемость. При оценке эксплуатационно-физических характеристик учитываются следующие свойства материалов коррозионная стойкость, износостойкость, кавитационно-эрозионная стойкость, отсутствие схватываемости (холодной сваркп) и задиров между сопрягаемыми поверхностями в рабочей среде, а в некоторых случаях учитывается присутствие (или отсутствие) легирующих элементов или компонентов сплава с интенсивной степенью радиоактивности и большим временем полураспада изотопов.
[c.21]
), притираемость. При оценке эксплуатационно-физических характеристик учитываются следующие свойства материалов коррозионная стойкость, износостойкость, кавитационно-эрозионная стойкость, отсутствие схватываемости (холодной сваркп) и задиров между сопрягаемыми поверхностями в рабочей среде, а в некоторых случаях учитывается присутствие (или отсутствие) легирующих элементов или компонентов сплава с интенсивной степенью радиоактивности и большим временем полураспада изотопов.
[c.21]
В книге рассмотрена физическая природа образования монолитных соединений в твердо.м, холодном и нагрето.м состояниях металлов. На основаипи принципов физического металловедения сформулированы основы сварки металлов в холодном и нагретом пластичных состояниях. Изложены способы холодной сварки. Представлен анализ технологических методов и режимов, известных в отечественной и зарубежной практике. Впервые показаны технологические методы улучшения свариваемости и механических свойств соединений трудносвариваемых металлов и сплавов.
 [c.180]
[c.180]Свойства металлов | Сварочные работы
Свойства металлов делятся на механические, физические, химические и технологические.
К механическим свойствам относятся прочность, пластичность, ударная вязкость и твердость.
Пластичность — это способность металла изменять форму под действием нагрузки и сохранять ее после снятия нагрузки. Для определения пластичности образцы подвергают растяжению или испытанию на загиб. Степень пластичности характеризуется относительным удлинением или углом загиба. Чем выше относительное удлинение или угол загиба, тем выше пластичность.
Прочность — способность металла выдерживать определенную нагрузку при испытании на разрыв до разрушения.
Пластичность и прочность определяются путем испытания специально подготовленных образцов на разрывной машине.
При испытании образцов на растяжение можно определить предел пропорциональности и предел текучести.
Под ударной вязкостью следует понимать способность металла противостоять динамическим нагрузкам. Ударная вязкость определяется при испытании образцов на ударный изгиб (см. ниже). Это один из основных показателей наплавленного металла и сварного соединения.
Пределом пропорциональности называется наибольшее напряжение, при котором образец удлиняется пропорционально прилагаемому усилию. При дальнейшем испытании наступает такой момент, при котором нагрузка не увеличивается, а образец продолжает удлиняться. Отношение такой нагрузки к поперечному сечению образца определяет предел текучести. Диаграмма растяжения приведена на рис. 11.
Рис. 11. Диаграмма растяжения стали
I — малоуглеродистая сталь; II — сталь повышенной прочности; 0—1 — зона упругих деформаций; 2—3 — зона пластического состояния; 3—4 — зона самоупрочнения; 3 — предел текучести; 4 — предел сопротивления; 5 — точка разрыва образца
Напряжение, при котором наступает разрыв образца, называется пределом прочности или временным сопротивлением материала.
Твердость — это способность материала сопротивляться проникновению в него других твердых тел. Твердость определяется по глубине вдавливания стального шарика или алмазной пирамиды в испытываемый материал.
К технологическим свойствам металла относятся ковкость, жидкотекучесть, обрабатываемость резанием и свариваемость.
Ковкость — это способность металла принимать новую форму под действием внешних сил.
Жидкотекучесть — способность металла заполнять литейные формы.
Обрабатываемость резанием — свойство металла поддаваться механической обработке режущим инструментом.
Свариваемость — это комплексная технологическая характеристика, отражающая реакцию металла на тепловые и металлургические воздействия процесса сварки и определяющая относительную пригодность стали для получения сварного соединения с заданными свойствами при использовании технологически отработанных на данное время способов сварки и сварочных материалов.
Главными показателями свариваемости являются возможность и условия получения эксплуатационно надежных сварных соединений (избежание холодных и горячих трещин, получение заданных механических свойств или определенного химического состава металла шва, физических свойств сварного соединения).
Для оценки свариваемости металла берут, например, две пластины и сваривают их на нескольких режимах. Затем изготовляют образцы и определяют ударную вязкость, критическую температуру хрупкости, зернистость, твердость наплавленного и околошовного металла.
Чем меньше ограничивающих условий нужно выполнять для получения сварных соединений заданных свойств, тем выше группа свариваемости.
По характеристике свариваемости стали условно подразделяют на 4 группы.
Например, четвертая группа свариваемости означает, что сталь сваривается плохо, швы склонны к образованию трещин и при сварке необходим подогрев, обязательна последующая термообработка. Обычно стали четвертой группы (45Х, 50Х, Г13, 35ХГ2 и др.) для изготовления сварных строительных конструкций не применяют.
Обычно стали четвертой группы (45Х, 50Х, Г13, 35ХГ2 и др.) для изготовления сварных строительных конструкций не применяют.
Стали третьей группы (40, 50, 35Х, ЗОХМА, Х25НВ и др.) относятся к ограниченно свариваемым. Для получения высококачественного сварного соединения необходима предварительная и последующая термообработка, иногда требуются проковка шва, подогрев.
Стали второй группы (30, 35, Стб, 15ХСНД и др.) удовлетворительно свариваются. Однако для получения высококачественных сварных соединений необходимо строгое соблюдение режимов сварки, специальные присадочные материалы, нормальные температурные условия, в некоторых случаях — подогрев, термообработка.
Стали первой группы свариваются хорошо без применения особых приемов. Это стали Ст3, Ст3кп, 0,8, 10ХСНД, 09Г2, Х18Н10Т и др.
ТЕХНОЛОГИЧЕСКАЯ СВАРИВАЕМОСТЬ МЕТАЛЛОВ И ФАКТОРЫ, ЕЕ ОПРЕДЕЛЯЮЩИЕ
§ 57. ПРЕДСТАВЛЕНИЕ О СВАРИВАЕМОСТИ МЕТАЛЛОВ И СПЛАВОВ В СВЯЗИ С ИХ СВОЙСТВАМИ.
РАЗМЕРАМИ И НАЗНАЧЕНИЕМ СВАРНЫХ КОНСТРУКЦИЙ
Современное состояние науки о природе сварочных процессов позволяет утверждать, что все металлы и сплавы, обладающие физической свариваемостью, могут образовывать сварные соединения удовлетворительного качества. Однако совокупность свойств, определяющих возможность физической свариваемости, — диффузия в жидком и твердом состояниях, образование жидких и твердых растворов, совместная кристаллизация расплавленных основного и присадочного металла и пр., т. е. всех факторов, в результате благоприятного сочетания которых могут образовываться соединения, еще не полностью определяет возможность получения качественной и экономичной сварной конструкции, отвечающей требованиям высокой работоспособности во время эксплуатации и наименьшей стоимости при изготовлении.
Совокупность свойств основного металла, определяющих чувствительность к термическому циклу сварки и способность при данной технологии сварки образовывать сварное соединение со свойствами, удовлетворяющими требованиям надежности конструкции при эксплуатации, часто называют технологической свариваемостью.
Наряду со свойствами основного металла технологическая свариваемость зависит также от состава наплавляемого (присадочного, электродного) металла, применяемого способа и режимов сварки, используемых флюсов, покрытий или защитных газов, конструкции сварного узла и условий эксплуатации изделия.
Так, под хорошей сварйваемостью стали (например, низкоуглеродистой, служащей для изготовления сварных конструкций общего назначения) понимают возможность получения сварных соединений, равнопрочных с основным металлом, без трещин и снижения пластичности как в металле шва, так и в околошовной зоне при обычной технологии сварки, без применения специальных приемов (как, например, предварительный прогрев). При этом все зоны сварочного соединения должны обладать стойкостью против перехода в хрупкое состояние при рабочих температурах наравне с основным металлом.
Если же речь идет о свариваемости легированных сталей, предназначенных, например, для изготовления сварных конструкций, работающих в условиях контакта с агрессивной средой, то наряду с требованиями, перечисленными выше, необходимо, чтобы металлы шва и зоны термического влияния обладали бы также и высокой коррозионной способностью. Лишь при обеспечении всех перечисленных требований, предъявляемых к сварному соединению при сварке по обычной технологии, данная сталь будет обладать хорошей свариваемостью.
Лишь при обеспечении всех перечисленных требований, предъявляемых к сварному соединению при сварке по обычной технологии, данная сталь будет обладать хорошей свариваемостью.
Чем сложнее условия работы конструкции, тем большее число свойств должно учитываться при определении свариваемости.
Таким образом, разница между металлами, обладающими хорошей или плохой свариваемостью, состоит в том, что последние для получения сварных соединений с комплексом свойств, отвечающих требованиям эксплуатации, должны свариваться по более сложной технологии, например с предварительным и сопутствующим подогревом, с обязательной последующей термообработкой сварных изделий, в некоторых случаях в специальных камерах с контролируемой атмосферой или в вакууме, иногда с предварительной наплавкой кромок и термообработкой перед сваркой и т. д.
Значительное усложнение технологии изготовления того или иного изделия в некоторых случаях заставляет отказываться от данного материала и изыскивать другой, применение которого упростит технологию сварки при обеспечении требуемых свойств сварной конструкции. Следовательно, один и тот же материал может быть использован для изготовления одних сварных изделий и не может использоваться для других. Так, например, хромомолибденовая сталь марки ЗОХМ (—0,3% С; —1,0% Сг; —0,2% Мо) требует при сварке предварительного подогрева до температуры 200-т-300° С (в зависимости от толщины деталей, применяемого метода и режимов сварки) и последующей термообработки сваренного изделия. Если в ряде случаев для тяжелонагруженных сварных узлов, имеющих относительно небольшие размеры, применение такой стали оправдано, то для крупногабаритных конструкций, как, например, сварные мосты или секции корабля, использовать такой материал практически невозможно. несмотря на его высокие механические свойства.
Следовательно, один и тот же материал может быть использован для изготовления одних сварных изделий и не может использоваться для других. Так, например, хромомолибденовая сталь марки ЗОХМ (—0,3% С; —1,0% Сг; —0,2% Мо) требует при сварке предварительного подогрева до температуры 200-т-300° С (в зависимости от толщины деталей, применяемого метода и режимов сварки) и последующей термообработки сваренного изделия. Если в ряде случаев для тяжелонагруженных сварных узлов, имеющих относительно небольшие размеры, применение такой стали оправдано, то для крупногабаритных конструкций, как, например, сварные мосты или секции корабля, использовать такой материал практически невозможно. несмотря на его высокие механические свойства.
Наоборот, применение низколегированной стали, например марки ЮХСНД (—0,1% С; —0,8% Сг; —1,0% Si; —0,7% Ni; -0,5% Си) для тяжелонагруженных сварных узлов машин нецелесообразно (несмотря на ее хорошую свариваемость), так как это приведет к необходимости значительно увеличивать сечения конструкций для обеспечения требуемой прочности, что вызовет утяжеление и увеличение габаритов изделия. Однако эту сталь целесообразно использовать для крупногабаритных сварных конструкций, предварительный подогрев которых перед сваркой и последующая термообработка практически невозможны.
Однако эту сталь целесообразно использовать для крупногабаритных сварных конструкций, предварительный подогрев которых перед сваркой и последующая термообработка практически невозможны.
В некоторых случаях при определенном сочетании свариваемых
материалов в зависимости от особенностей конструкции, расположения швов в конструкции и условий их работы может потребоваться различная технология сварки. В качестве примера можно привести сварку редукторного колеса, схема конструкции которого показана на рис. VIII.1, а:
Диски 1 сварного зубчатого колеса редуктора выполнены из низкоуглеродистой стали СтЗ, а обод 2 и вал 3 — из легированной стали марки 40Х (~0,4% С; ~ 1,0% Сг). Во избежание подкалки околошовной зоны и для предотвращения трещинообразования при сварке стали 40Х необходим подогрев. Сталь СтЗ подогрева не требует.
Если исходить только из требований, обусловленных маркой материала, то как при сварке обода с диском, так и при сварке вала с диском необходим предварительный подогрев. Однако по условиям
Однако по условиям
расположения сварных швов и особенностям конструкции такая технология сварки (с предварительным подогревом) допустима лишь для соединения обода с диском. Действительно, предварительный подогрев обода вызовет уменьшение его диаметра при остывании после сварки и сжатие швов, соединяющих обод с диском. Это положительно отразится на работоспособности швов, работающих в процессе эксплуатации на растяжение. Если же подогреть вал, то при остывании в швах, соединяющих диск с валом, возникнут напряжения растяжения, которые будут складываться с напряжениями растяжения, возникающими при эксплуатации. При определенных условиях напряжения растяжения могут вызвать возникновение трещин в швах даже в процессе изготовления колеса редуктора. Поэтому, несмотря на применяемую марку материала, при сварке которой необходим предварительный подогрев, здесь по конструктивным условиям подогрев недопустим.
Чтобы удовлетворить требованиям, обусловленным особенностями материала и конструкции, необходимо перед сваркой дисков с валом на последний в местах приварки дисков наплавить с предварительным подогревом вала буртики 4 из незакаливающейся стали (рис. VIII. 1,6). Последующую сварку дисков с буртиками вала можно производить без подогрева, если размер буртика такой, что температура нагрева основного металла вала от сварки не достигает точки ACl. Это гарантирует отсутствие структурных превращений в металле вала при сварке его с диском.
VIII. 1,6). Последующую сварку дисков с буртиками вала можно производить без подогрева, если размер буртика такой, что температура нагрева основного металла вала от сварки не достигает точки ACl. Это гарантирует отсутствие структурных превращений в металле вала при сварке его с диском.
Из приведенного примера видно, что о технологической
свариваемости металлов и сплавов надо судить не только в связи с их свойствами, но также учитывать размеры конструкции, ее назначение, расположение и условия работы швов, т. е. при оценке свариваемости должна учитываться тесная взаимосвязь материалов, конструкции и технологии сварки.
Так как свариваемость должна оцениваться по совокупности ряда свойств, то любая методика испытания не может однозначно характеризовать комплексное понятие свариваемости. Поэтому для оценки свариваемости применяют ряд испытаний, каждое из которых выявляет ту или иную сторону явления. Выбор методов испытания должен производиться в зависимости от назначения конструкции, свойств металла и других факторов, о которых говорилось выше. Все испытания по определению свариваемости можно свести к следующим видам.
Все испытания по определению свариваемости можно свести к следующим видам.
В процессе сварки могут создаться условия, при которых в металле шва и околошовной зоны могут образовываться горячие трещины (см. гл. VI). Поэтому первым видом испытаний свариваемости является определение стойкости против образования горячих трещин.
В результате воздействия термического цикла сварки в около — гиовной зоне происходят структурные превращения, которые могут вызвать снижение пластичности и появление трещин, механизм образования которых рассмотрен в гл. VII. Следовательно, вторым видом испытаний свариваемости является определение стойкости металла околошовной зоны против образования холодных трещин.
В металле шва околошовной зоны протекают процессы, которые могут привести к снижению стойкости против перехода в хрупкое состояние. Третьей группой испытаний свариваемости является оценка стойкости основного металла, металла околошовной зоны и шва, а также всего сварного соединения против перехода в хрупкое состояние.
Четвертым видом испытаний свариваемости является проверка эксплуатационных характеристик металла шва, околошовной зоны и сварного соединения в целом (определение механических свойств при различных температурах, определение стойкости против коррозии, износостойкости и других специальных характеристик).
Для каждой группы испытаний разработан ряд методов, причем выбор тех или иных из них обусловливается свойствами материала, применяемым методом сварки, назначением конструкции, условиями работы сварного соединения и т. д.
В настоящее время существует более 150 методов оценки свариваемости, описанных в литературе. Однако среди многочисленных методов испытания наибольшее распространение получили лишь некоторые из них. Поэтому в настоящем параграфе описаны только наиболее типичные или часто применяемые в практике методы оценки свариваемости.
Методы определения стойкости металла шва против образования горячих трещин. Технологическая проба для определения стойкости металла шва против образования горячих трещин производится путем сварки контрольного — углово-
го шва 1 (рис.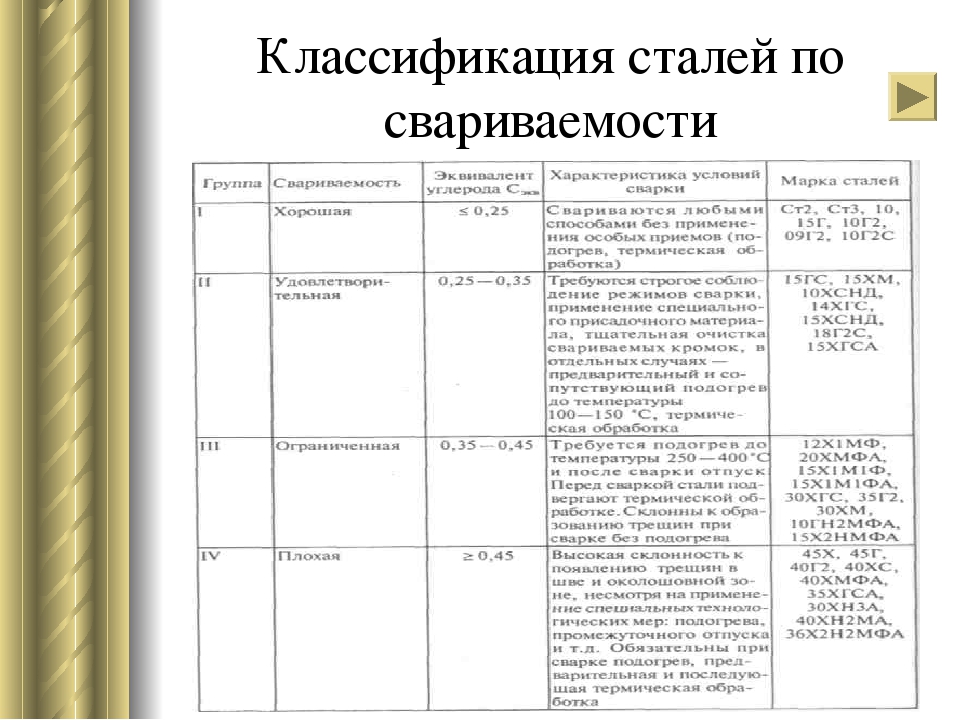 VIII.2, а) таврового соединения с ребрами жесткости. Контрольный шов сваривается на оптимальном для данного способа сварки режиме, практически применяемом для данной толщины металла и марки стали. Выявление трещин производят путем внешнего осмотра шва, а также осмотра излома после разрушения шва или по макрошлифам, вырезаемым из шва. Этот метод позволяет получить лишь качественную характеристику стойкости против образо
VIII.2, а) таврового соединения с ребрами жесткости. Контрольный шов сваривается на оптимальном для данного способа сварки режиме, практически применяемом для данной толщины металла и марки стали. Выявление трещин производят путем внешнего осмотра шва, а также осмотра излома после разрушения шва или по макрошлифам, вырезаемым из шва. Этот метод позволяет получить лишь качественную характеристику стойкости против образо
вания горячих трещин. Аналогично проверяется и стыковой шов (рис. VIII.2, б) в закрепленной на жестком основании пластине.
Существует также ряд методов, позволяющих количественно определить стойкость металла шва против образования горячих трещин. Одним из таких методов является метод МВТУ им. Баумана.
Этот метод состоит в том, что специальные образцы с поперечным (рис. VIII.3, а) или продольным (рис. VII 1.3, б) швами в процессе сварки растягивают с постоянной скоростью и определяют критическую скорость деформации, вызывающую образование трещин.
Испытание производят в следующем порядке. Сваривают несколько образцов определенного типа, причем машиной задается различная скорость растяжения. Первый образец сваривают при среднем значении скорости растяжения. Если трещины в шве не появляются, то скорость растяжения при сварке последующих образцов увеличивают; если трещины появились, скорость растяжения уменьшают. Таким образом устанавливает некоторое значение скорости деформации, которая является критической для данных условий проведения сварки. Максимальная скорость деформации А мм/мин, при которой в металле шва не появляются горячие трещины, принимается за показатель технологической прочности. Чем выше А, тем больше технологическая прочность, т. е. тем больше стойкость против образования горячих трещин.
Вместо образца, изображенного на рис. VIII.3, используют также и другие образцы, в частности стыковые или тавровые, состоящие из одной пластины, закрепляемой в зажимах специальной машины, и нескольких коротких пластин, закрепляемых в подвижных зажимах машин. В процессе сварки стыкового или углового шва подвижные зажимы перемещаются с заранее заданной (различной для каждой короткой пластины) скоростью. Так же как и в предыдущем случае, показателем технологической прочности является критическая скорость деформации, т. е. та максимальная скорость, при которой еще не наблюдается появление горячих трещин.
В процессе сварки стыкового или углового шва подвижные зажимы перемещаются с заранее заданной (различной для каждой короткой пластины) скоростью. Так же как и в предыдущем случае, показателем технологической прочности является критическая скорость деформации, т. е. та максимальная скорость, при которой еще не наблюдается появление горячих трещин.
Методы определения стойкости металла околошовной зоны против образования холодных трещин. Испытания стойкости околошовной зоны против образования холодных трещин обычно производят путем сварки или наплавки специальных образцов различной степени жесткости и при
различной скорости охлаждения околошовной зоны. В качестве примеров могут быть приведены проба ЦНИИТМАШ (рис. VIII.4) и образцы, имитирующие реальное сварное соединение (рис. VIII.5).
Образец. пробы ЦНИИТМАШ имеет размеры 100х 100×40 мм. Сперва в разделке глубиной •—10 мм выполняется контрольный шов
в 4 прохода (слоя). Затем в нем профрезеровывается канавка. После этого деформирование контрольного шва осуществляется посредством наложения многослойного (до 12 слоев) деформирующего шва с обратной стороны пластины, выполненного в разделке глубиной 20—25 мм. Деформирующий шов накладывают в направлении, перпендикулярном к контрольному, с охлаждением водой после наложения каждого слоя. Обследованием макрошлифов серии образцов с различным количеством слоев в деформирующем шве устанавливают наличие трещин в районе надреза поперек контрольного шва. Оценка осуществляется по 5-балльной системе (высший 5-й балл при отсутствии трещин при 12-слойном деформирующем шве). Проба может применяться для закаливающихся при сварке и некоторых типов низколегированных сталей толщиной не менее 30 мм.
Затем в нем профрезеровывается канавка. После этого деформирование контрольного шва осуществляется посредством наложения многослойного (до 12 слоев) деформирующего шва с обратной стороны пластины, выполненного в разделке глубиной 20—25 мм. Деформирующий шов накладывают в направлении, перпендикулярном к контрольному, с охлаждением водой после наложения каждого слоя. Обследованием макрошлифов серии образцов с различным количеством слоев в деформирующем шве устанавливают наличие трещин в районе надреза поперек контрольного шва. Оценка осуществляется по 5-балльной системе (высший 5-й балл при отсутствии трещин при 12-слойном деформирующем шве). Проба может применяться для закаливающихся при сварке и некоторых типов низколегированных сталей толщиной не менее 30 мм.
Образцы, имитирующие реальное сварное соединение (рис. VIII. 5, а, б), обычно сваривают на трех режимах, характеризуемых максимальной, средней и минимальной для данного способа погонной энергией. Иногда образцы предварительно охлаждают и сварку их производят при отрицательных температурах.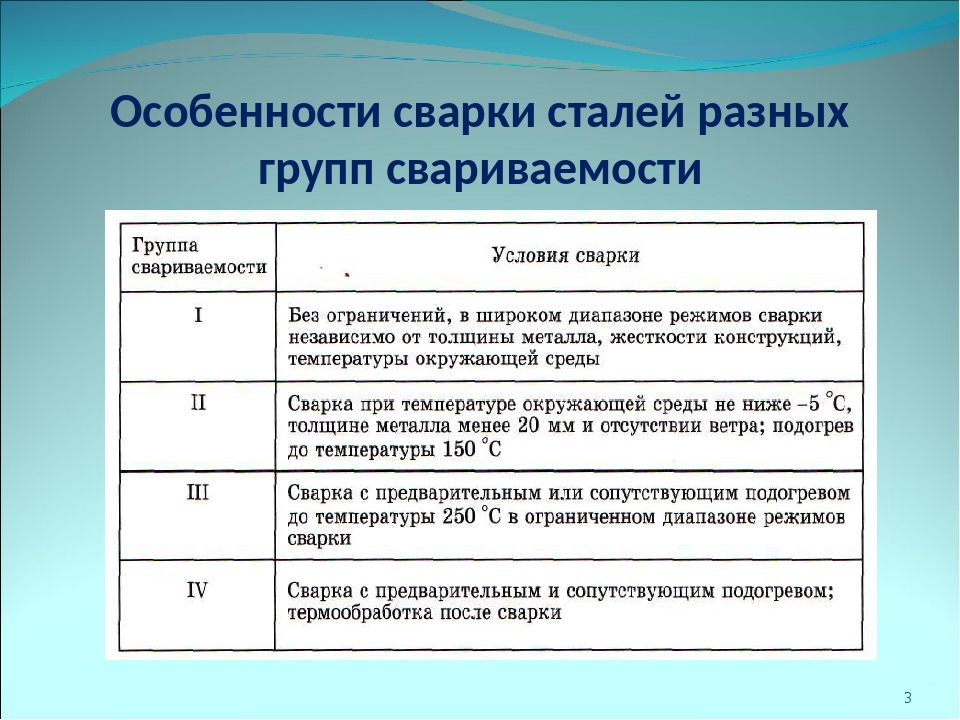 Осмотр образцов осуществляется через 5—20 суток, что способствует более полному выявлению трещин. Выявление трещин производят путем внешнего осмотра, а также по макрошлифам, вырезанным из образца.
Осмотр образцов осуществляется через 5—20 суток, что способствует более полному выявлению трещин. Выявление трещин производят путем внешнего осмотра, а также по макрошлифам, вырезанным из образца.
Кроме прямых испытаний, иногда склонность к трещинообра — зованию оценивают по так называемому эквиваленту углерода (см. гл. VII).
Методы определения стойкости металла против перехода в хрупкое состояние. Как известно, разрушение металлов может быть вязким (пластичным) или хрупким. В обоих случаях разрушения происходят в основном по телу зерна *. Процесс вязкого разрушения связан с большими пластическими деформациями и обычно под действием внешних нагрузок происходит относительно медленно. Хрупкое разрушение происходит обычно по граням кубической решетки путем отрыва, причем скорость распространения хрупкой трещины настолько велика, что на нее не успевают влиять внешние силы. Поэтому полагают, что энергия, необходимая для образования новой поверхности трещины, определяется накопленной в металле упругой энергией. Возможность возникновения хрупкого разрушения без особых внешних нагрузок делает этот вид разрушения чрезвычайно опасным для монолитных сварных конструкций. Поэтому переход металла в такое состояние, при котором может происходить хрупкое разрушение, недопустим.
Возможность возникновения хрупкого разрушения без особых внешних нагрузок делает этот вид разрушения чрезвычайно опасным для монолитных сварных конструкций. Поэтому переход металла в такое состояние, при котором может происходить хрупкое разрушение, недопустим.
В соответствии с двумя видами разрушения можно говорить и о двух типах сопротивления: сопротивление сдвигу (вязкому разрушению) и сопротивление отрыву (хрупкая прочность). Механизм перехода одного вида разрушения в другой может быть объяснен
» Исключение составляют некоторые двухфазные или многофазные сплавы, у которых хрупкая составляющая, например карбиды или интерметаллические соединения располагаются в виде сетки вокруг (иногда и по телу) зерен. В этом случае, в частности наблюдающемся при повышенных температурах во время испытаний на ползучесть, разрушение происходит по границам зерен.
следующим образом (рис. VIII.6). Сопротивление отрыву весьма мало зависит от температуры испытания или от скорости приложения нагрузки (кривая /), тогда как сопротивление сдвигу (в данном случае предел текучести) снижается по мере повышения температуры или уменьшения скорости приложения нагрузки (кривая 2). Поэтому при малых скоростях деформации или при высоких температурах предел текучести значительно ниже, чем сопротивление отрыву, и материал пластичен. При понижении температуры или при повышении скорости деформации сопротивление пластической деформации значительно повышается, в то время как сопротивление отрыву изменяется мало.
Поэтому при малых скоростях деформации или при высоких температурах предел текучести значительно ниже, чем сопротивление отрыву, и материал пластичен. При понижении температуры или при повышении скорости деформации сопротивление пластической деформации значительно повышается, в то время как сопротивление отрыву изменяется мало.
Когда предел текучести достигает сопротивления отрыву, будет происходить хрупкое разрушение. Температура Тг перехода в хрупкое состояние в этом случае определяется пересечением кривых 1 и 2. Таким образом, одни и те же материалы в зависимости от температуры и от скорости нагружения могут находиться в пластическом либо в хрупком состоянии.
Известно также, что если сделать в металле острый надрез, то у корня надреза предел текучести повышается. Исходя из предположения, что надрез повысил предел текучести в три раза, на рис. VIII.6 нанесена также кривая 3 (ординаты кривой 3 равны тройным ординатам кривой 2). В этом случае температурой перехода металла в хрупкое состояние будет температура Т2Ъ>Тг. Таким образом, надрез повышает температуру перехода в хрупкое состояние; в интервале Т2 — Тг находится температура перехода к хрупкому состоянию в зависимости от наличия надреза и его формы.
Таким образом, надрез повышает температуру перехода в хрупкое состояние; в интервале Т2 — Тг находится температура перехода к хрупкому состоянию в зависимости от наличия надреза и его формы.
Следовательно, критерием оценки стойкости против перехода металла в хрупкое состояние могут быть: температура или скорость деформации, при которой металл переходит в хрупкое состояние, а также степень повышения под влиянием надреза наибольших нормальных напряжений, соответствующих пределу текучести. Методы испытания на хрупкую прочность оценивают либо склонность металла к началу хрупкого разрушения, либо способность к распространению хрупкой трещины.
Все методы определения стойкости против перехода в хрупкое состояние можно разделить на две группы:
1) определение температурного порога хладноломкости путем испытания образцов на ударный изгиб на маятниковом копре при различной остроте надреза;
2) определение температуры перехода в хрупкое состояние путем испытания специальных образцов, имитирующих эксплуатационные разрушения материалов конструкции.
В настоящее время имеется более 30 типов образцов самой раз — нообразной формы с различного рода надрезами, которые испытывают растяжением, изгибом, ударом и другими видами нагрузки.
На рис. VIII.7 показаны образцы для испытания на ударный изгиб с полукруглым (а), остроугольным (б) и ключевидным (в) над
резами. Образцы обычно вырезают таким образом, чтобы вершина надреза располагалась в околошовной зоне вблизи границы сплавления.
В результате испытаний таких образцов можно получить сравнительные характеристики сталей в отношении склонности их к переходу в хрупкое состояние. Однако определить температуру перехода в хрупкое состояние при работе ее в определенной конструкции в настоящее время не представляется возможным.
Целью испытаний второй группы является выявление сопротивляемости материала в данных условиях зарождению, либо распространению хрупкой трещины Обычно образцы для таких испытаний имеют значительные размеры и использование их для решения повседневных задач представляет определенные трудности. В качестве примера на рис. VIII.8, а показан образец для определения способности стали сопротивляться распространению хрупкой трещины. Образец представляет собой пластину из испытуемой стали, к которой приварены планки для зажима в захватах разрывной машины. На одном конце образца высверливают отверстие, внутри которого делают острый надрез. Образец устанавливают в разрывную машину так, чтобы его можно было растягивать (направление растяжения показано на рис. VIII.8,а стрелками). Конец образца, в котором высверлено отверстие, охлаждают жидким азотом, другой конец подогревают. После установления стабильного перепада температур образец нагружают до определенного значения напряжений и по охлажденному концу наносят удар крупнокалиберной пулей. В результате образуется хрупкая трещина, которая распространяется в образце и на каком-то расстоянии останавливается.
В качестве примера на рис. VIII.8, а показан образец для определения способности стали сопротивляться распространению хрупкой трещины. Образец представляет собой пластину из испытуемой стали, к которой приварены планки для зажима в захватах разрывной машины. На одном конце образца высверливают отверстие, внутри которого делают острый надрез. Образец устанавливают в разрывную машину так, чтобы его можно было растягивать (направление растяжения показано на рис. VIII.8,а стрелками). Конец образца, в котором высверлено отверстие, охлаждают жидким азотом, другой конец подогревают. После установления стабильного перепада температур образец нагружают до определенного значения напряжений и по охлажденному концу наносят удар крупнокалиберной пулей. В результате образуется хрупкая трещина, которая распространяется в образце и на каком-то расстоянии останавливается.
Испытание ряда образцов при различном уровне напряжений позволяет построить кривые (рис. VIII.8, б). Область, расположенная выше и левее кривой, характеризует температуру и напряжения, при которых возникшая трещина распространяется и пересекает весь образец.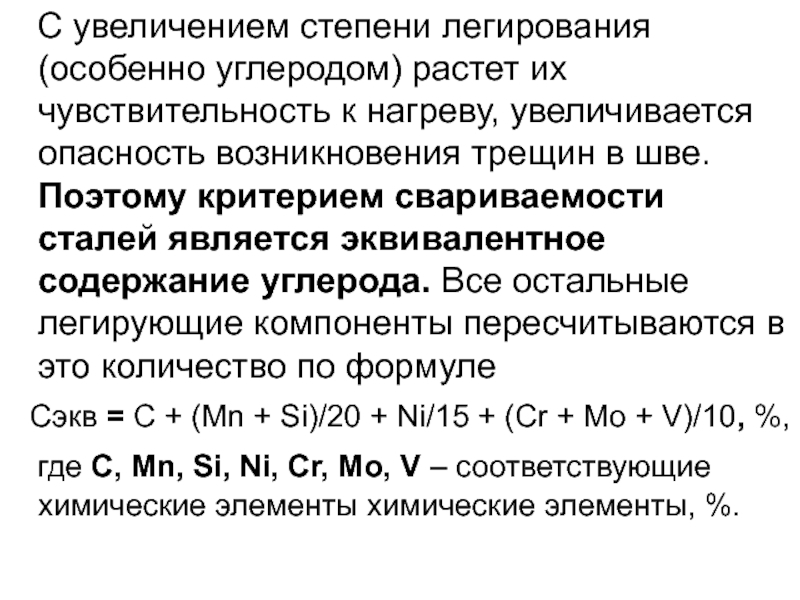 Область, расположенная ниже и правее кривой, характеризует напряжения и температуру, при которых возникшая трещина останавливается и не распространяется в металле. Для каждой стали наблюдается характерное для нее расположение такой кривой
Область, расположенная ниже и правее кривой, характеризует напряжения и температуру, при которых возникшая трещина останавливается и не распространяется в металле. Для каждой стали наблюдается характерное для нее расположение такой кривой
При проведении лабораторных исследований кроме методов испытаний, позволяющих установить тот или иной критерий оценки пригодности стали для изготовления сварных конструкций, применяют также комплексные методы испытаний чувствительности стали к термическому циклу сварки. Эти методы ставят своей целью выбор режима сварки, обеспечивающего получение свойств околошовной зоны, удовлетворяющих определенным требованиям, а также установление зависимости между свойствами зоны термического влияния и режимом сварки. В качестве примеров комплексных испытаний рассмотрим пробу ИМЕТ[21] и валиковую пробу.
Проба ИМЕТ позволяет определить структурное состояние и механические свойства металла околошовной зоны в любой мени по ходу термического цикла сварки. Для этого
Для этого
пости роста зерна и распада аустенита в условиях термического никла сварки и тем самым оценить пригодность стали для изготовления тех или иных конструкций.
По результатам испытаний можно определить оптимальные скорости охлаждения околошовной зоны и режимы сварки, при которых в зоне термического влияния обеспечивается получение структур, стойких против перехода в хрупкое состояние.
Баликовая проба, определяемая ГОСТ 13585 —68, состоит в том, что на пластины испытуемой стали производят наплавки валиков на режимах, отличающихся друг от друга погонной энер-
гией (обычно 5—6 режи — [22]
гающейся в любом участке сварного соединения. Общая коррозия вызывает видимые разрушения.
Межкристаллитная коррозия происходит вследствие проникания агрессивной среды в глубь металла по границам зерен, потерявшим стойкость к этой среде, в частности вследствие происшедших изменений под действием нагрева металла до определенного интервала температур. Из-за отсутствия внешних признаков межкриста ллитная коррозия в ряде случаев может быть выявлена только путем специальных испытаний.
Стойкость против обшей коррозии устанавливается путем определения потери массы или уменьшения толщины металла, выраженных в граммах на квадратный метр за час или в миллиметрах за год. Общую коррозионную стойкость оценивают по десятибалльной системе: балл 1 отвечает условиям, при которых глубинный показатель менее 0,001 мм/год; этот показатель свидетельствует о совершенной коррозионной стойкости. Балл 10 соответствует глубинному показателю выше 10 мм/год и свидетельствует об отсутствии коррозионной стойкости сварного соединения.
Определение стойкости против межкристаллитной коррозии сварных соединений из нержавеющих аустенитных сталей производится по методике, предусмотренной ГОСТ 6032—58. При испытаниях образцы подвергают кипячению в агрессивной среде в течение определенного времени, после чего их изгибают на угол 90° таким образом, чтобы пуансон попадал на металл шва (2 образца) и металл околошовной зоны (2 образца). Обследование поверхности изогнутых образцов производят с помощью 8-ь 10-кратной лупы.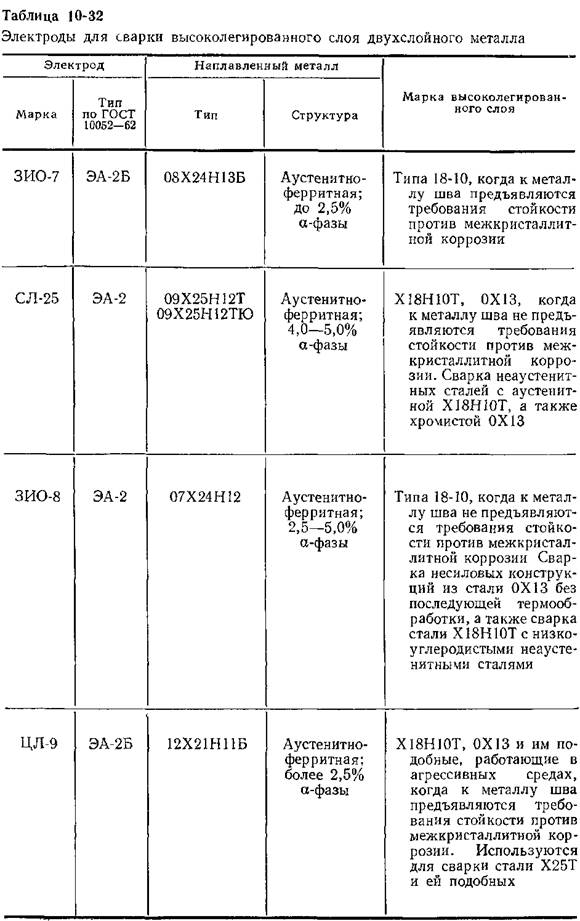 Наличие на поверхности поперечных трещин свидетельствует о возникновении межкристаллитной коррозии, т
Наличие на поверхности поперечных трещин свидетельствует о возникновении межкристаллитной коррозии, т
1.2 Свариваемость сталей. Разработка технологии сборки и сварки пояса
Похожие главы из других работ:
Автоматизация систем управления технологическими процессами. Классификация сталей и способы ее получения
2.1 Классификация сталей
По химическому составу различают углеродистые и легированные стали…
Литейные свойства сплавов. Прокатный стан. Физические основы сварки
4. Физические основы сварки. Свариваемость различных металлов и сплавов
Сваркой называется процесс получения неразъёмного соединения отдельных частей из твёрдых материалов за счёт междуатомных сил сцепления как с применением нагрева, так и без него…
Материаловедческий анализ стали
1.17 Термин хорошая “свариваемость стали”?
Довольно редко прокат есть конечная продукция, готовая к применению. Потребитель, как правило, сваривает все листовые стали, практически все строительные (балки, плиты, арматуру) и часто даже рельсы (в длинные плети)…
Потребитель, как правило, сваривает все листовые стали, практически все строительные (балки, плиты, арматуру) и часто даже рельсы (в длинные плети)…
Металлургические процессы при сварке низкоуглеродистых, низколегированных и высоколегированных сталей
1.1 Состав и свойства сталей
Стали этих групп относятся к хорошо сваривающимся практически всеми видами сварки, сталям. Основные требования при их сварке — обеспечение равнопрочности сварного соединения основному металлу, отсутствие дефектов…
Процес ручного дугового зварювання
2.1.1 Характеристики сталей
Сталями називають сплав заліза з вуглецем (від 0,01 до 2,14%). Практично випускають сталі з вмістом вуглецю до 1,5%. Крім вуглецю в сталях є марганець, кремній, сірка і фосфор. Залежно від вмісту вуглецю сталі поділяють на низьковуглецеві (до 0,25% С)…
Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
1.
 2 Свариваемость титановых сплавов
2 Свариваемость титановых сплавовОдним из важнейших свойств титана и титановых сплавов, предназначенных для титано — сварных конструкций, является свариваемость…
Разработка технологического процесса сборки и сварки крышки бака из сплава 1420
3.1Металлургическая свариваемость
Металлургическая свариваемость — это поведение металла в сварочной ванне, изменение свойств металла в результате взаимодействия с окружающей средой, смачивание и растекание жидкого металла по поверхности твёрдого…
Разработка технологического процесса сборки и сварки крышки бака из сплава 1420
3.2 Тепловая свариваемость
Тепловая свариваемость — это реакция металла на тепловое воздействие в принятых условиях сварки…
Сварка конструкций: виды и режимы
Влияние элементов на свариваемость
сварочный металлический стойка дефект С (углерод) — одна из основных примесей, определяющих свариваемость стали. Содержание углерода в обычных конструкционных деталях до 0,25 % не ухудшает свариваемость…
Содержание углерода в обычных конструкционных деталях до 0,25 % не ухудшает свариваемость…
Свойства легированных сталей. Испытание на твёрдость по Бринеллю
17. Как понимать термин хорошая «свариваемость стали»?
Свариваемость — способность получения сварного соединения, равнопрочного с основным металлом. Для образования качественного соединения важно предупредить возникновение в сварном шве различных дефектов: пор, непроваров и, главным образом…
Свойства сталей и сплавов. Натуральный и синтетический каучуки; классификация резин
1.1 Классификация сталей
Стали — это сплавы железа с углеродом, содержание которого не превышает 2,14%. Стали отличаются друг от друга технологией производства, обработкой, структурой, свойствами, назначением. Знание принципов, лежащих в основе разработки сталей…
Стыковая сварка уголков
1.2 Свойства и свариваемость материала заготовок
Материал заготовок — сталь Ст. 3 Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 19771-74. Назначение: несущие и не несущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах…
3 Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 19771-74. Назначение: несущие и не несущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах…
Технологический процесс газовой сварки стыковых соединений труб с поворотом на 90
1.4 Свариваемость сталей
Свариваемость — свойство металлов образовывать сварное соединение при установленной технологии сварки, которое отвечает требованиям конструкции и эксплуатации изделий. Различаются физическая…
Технология сварочного производства
5.1 Свариваемость металлов и сплавов
Способность металлов и сплавов к сварке оценивается по их свариваемости. Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям…
Технологія зварювання і наплавлення різних металів і сплавів
1. Зварювання сталей
Сталі, які містять вуглецю до 0,27%, добре зварюються всіма способами. Сталі з підвищеним вмістом вуглецю в більшості випадків зварюються з попереднім підігрівом, а іноді з наступною термічною обробкою — нормалізацією або відпалюванням. Сталі…
Сталі з підвищеним вмістом вуглецю в більшості випадків зварюються з попереднім підігрівом, а іноді з наступною термічною обробкою — нормалізацією або відпалюванням. Сталі…
3.2 Тепловая свариваемость. Разработка технологического процесса сборки и сварки крышки бака из сплава 1420
Похожие главы из других работ:
Водоотведение систем промышленных предприятий
13.2 Тепловая обработка
Тепловая обработка считается перспективным методом, особенно для органических осадков, имеющих зольность 30-40 %…
Литейные свойства сплавов. Прокатный стан. Физические основы сварки
4. Физические основы сварки. Свариваемость различных металлов и сплавов
Сваркой называется процесс получения неразъёмного соединения отдельных частей из твёрдых материалов за счёт междуатомных сил сцепления как с применением нагрева, так и без него…
Материаловедческий анализ стали
1.
 17 Термин хорошая “свариваемость стали”?
17 Термин хорошая “свариваемость стали”?Довольно редко прокат есть конечная продукция, готовая к применению. Потребитель, как правило, сваривает все листовые стали, практически все строительные (балки, плиты, арматуру) и часто даже рельсы (в длинные плети)…
Проектирование отопительной котельной для теплоснабжения
1.1 Сезонная тепловая нагрузка
Таблица 2…
Производство пастеризованного молока
1.3 Тепловая обработка молока
…
Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
1.2 Свариваемость титановых сплавов
Одним из важнейших свойств титана и титановых сплавов, предназначенных для титано — сварных конструкций, является свариваемость…
Разработка технологии сборки и сварки пояса
1.2 Свариваемость сталей
Свариваемость — это способность металлов и сплавов образовывать соединение с помощью сварки без трещин, пор и других дефектов. ..
..
Разработка технологического процесса сборки и сварки крышки бака из сплава 1420
3.1Металлургическая свариваемость
Металлургическая свариваемость — это поведение металла в сварочной ванне, изменение свойств металла в результате взаимодействия с окружающей средой, смачивание и растекание жидкого металла по поверхности твёрдого…
Разработка электропривода наклона лотка бесконусного загрузочного устройства доменной печи ОАО «ММК»
1.9.2 Тепловая защита
От перегрева двигатель защищён электротепловым реле встроенным в выключатель на номинальный ток 22 А. На рисунке 1.7 тепловое реле имеет обозначение КК1…
Сварка конструкций: виды и режимы
Влияние элементов на свариваемость
сварочный металлический стойка дефект С (углерод) — одна из основных примесей, определяющих свариваемость стали. Содержание углерода в обычных конструкционных деталях до 0,25 % не ухудшает свариваемость…
Свойства легированных сталей.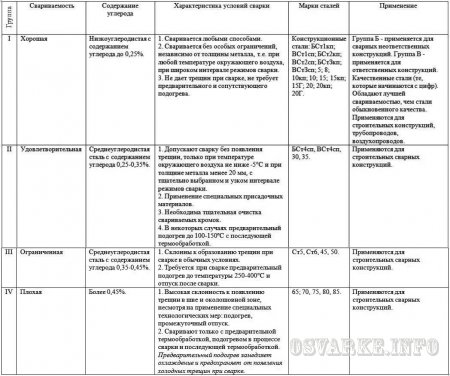 Испытание на твёрдость по Бринеллю
Испытание на твёрдость по Бринеллю
17. Как понимать термин хорошая «свариваемость стали»?
Свариваемость — способность получения сварного соединения, равнопрочного с основным металлом. Для образования качественного соединения важно предупредить возникновение в сварном шве различных дефектов: пор, непроваров и, главным образом…
Система водоподготовки на заводе «Освар»
2.9 Тепловая схема котельной
Тепловая схема котельной предусматривает отпуск тепла потребителям в виде высокотемпературной воды 1300 С /700 С по закрытой схеме и насыщенного пара с давлением 6 кГс/см2…
Стыковая сварка уголков
1.2 Свойства и свариваемость материала заготовок
Материал заготовок — сталь Ст.3 Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 19771-74. Назначение: несущие и не несущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах.. .
.
Технологический процесс газовой сварки стыковых соединений труб с поворотом на 90
1.4 Свариваемость сталей
Свариваемость — свойство металлов образовывать сварное соединение при установленной технологии сварки, которое отвечает требованиям конструкции и эксплуатации изделий. Различаются физическая…
Технология сварочного производства
5.1 Свариваемость металлов и сплавов
Способность металлов и сплавов к сварке оценивается по их свариваемости. Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям…
Критерии свариваемости сталей
При определении критериев свариваемости металлов и их сплавов ориентируются на следующие их свойства:
- чувствительность металла к тепловому воздействию, которое создается при сварке;
- склонность металла к росту зерна с сохранением пластических и прочностных свойств, структурным и фазовым изменениям в зоне термического воздействия;
- химическая активность металла, влияющая на его окисляемость при термическом воздействии сварочного процесса;
- сопротивляемость металла к образованию пор и трещин в холодном и горячем состоянии.

Большое влияние на качество сталей оказывает так называемая их раскисляемость, которая характеризуется содержанием марганца, кремния и некоторых других элементов и равномерностью их распределения. По этому параметру различают три вида стал ей: кипящая — «кп», полуспокойная — «пс» и спокойная — «сп».
Кипящая сталь отличается большой неравномерностью распределения вредных примесей (особенно серы и фосфора) по толщине проката и получается при неполном раскислении металла марганцем. Характерной особенностью этого вида сталей является склонность к старению и образование кристаллизационных трещин в шве и околошовной зоне, что приводит к переходу в хрупкое состояние при отрицательных температурах.
Спокойная сталь получается при равномерном распределении примесей, поэтому она менее склонна к старению и меньше реагирует на сварочный нагрев. Полуспокойная сталь занимает промежуточное значение между кипящей и спокойной.
Все эти свойства учитывают при выборе технологических приемов сварки, способов формирования сварочного шва, параметров теплового воздействия и т. д.
д.
В качестве примера приведем свариваемость сталей, как наиболее распространенных конструктивных материалов.
Для сварных конструкций лучше всего использовать низкоуглеродистые и низколегированные стали, обладающие высокой степенью свариваемости. Наибольшее влияние на качество сварного соединения оказывает углерод. Увеличение содержания углерода и ряда других легирующих элементов снижает свариваемость сталей, ухудшая качество шва. Сварные соединения высокоуглеродистых и высоколегированных сталей отличаются повышенным содержанием трещин и выполняются по специальной технологии.
Классификация сталей по свариваемости
| Группа по свариваемости | Марка стали | |
Углеродистая | Конструкционная легированная | |
| 1 .Хорошая | Ст.1;Ст.2;Ст.З; Ст. 4;0, 8; сталь 10,15,20,25; 12кп, 15кп, 1бкп, 20кп | 15Г,- 20Г; 15Х;1 5ХА; 20Х; 15ХМ; 14ХГС; 10ХСМД; 10ХГСМД ,15ХСМД |
2. удовлетворительная удовлетворительная | Ст5,- стальЗ0, 35 | 12ХМ2; 12ХНЗА;14Х2Ж; 10Г2МП; 20ХНЗА; 20ХН; 20ХГСА; 25ХГСА; З0Х, 30ХМ |
| 3.Ограниченная | Стб; сталь40, 45, 50 | 35Г; 40Г; 45Г; 40Г2,- 35Х,- 40Х; 45Х; 40ХН; 40; 40ХМФЙ,» ЗОХГС; ЗОХГСА; зохгсм,- 35ХМ; 20Х2Н4А; 4ХС; 12Х2Н4МА |
| 4 .Плохая | сталь65, 70, 75, 80, 85, У7, У8, У9, У10, У11, У12 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; 6Хс; 7X3,- 9ХС; 8X3; 5ХНТ; 5ХНВ |
Примечание: Стали, относящиеся к хорошим, имеют содержание углерода менее 0,25%. Они хорошо свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Стали, относящиеся к удовлетворительным, имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильно подобранных режимах сварки дают качественный шов. Для улучшения качества сварки часто применяют подогрев.
Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. Плохо свариваемые стали содержат углерод в количестве более 0,45%. При их сварке требуются специальные технологические процессы.
Сварка требует обязательного подогрева. Плохо свариваемые стали содержат углерод в количестве более 0,45%. При их сварке требуются специальные технологические процессы.
Легирование стали одним или несколькими легирующими элементами придает ей определенные физико-механические свойства. Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости и первостепенная роль в этом принадлежит углероду.
Низколегированные стали хорошо свариваются всеми способами плавления. Получение же при сварке равнопрочного сварного соединения, особенно у термоупрочненных сталей, вызывает определенные трудности. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих швов эти зоны становятся участками деформационного старения. Это в конечном итоге приводит к снижению пластических и повышению прочностных свойств металла и соответственно к появлению холодных трещин. В среднелегированных сталях увеличивается склонность к закалке, в связи с чем такие стали имеют высокую чувствительность к термическому циклу сварки. Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
При сварке высоколегированных хромистых 08X13, 08Х17Т и некоторых других сталей существуют отличительные особенности:
- высокий порог хладноломкости стали, находящийся обычно в области положительных температур;
- склонность к значительному охрупчиванию в околошовной зоне;
- низкая пластичность и вязкость металла шва, выполненного сварочными материалами аналогичного со сталью химического состава;
- невозможность устранить охрупчивание термообработкой.
Сварку таких сталей необходимо выполнять с минимальным тепловложением, так как с увеличением погонной энергии возрастает склонность зон сварного соединения к росту зерен, появлению микротрещин и падению пластичности. При этом снижается сопро-тивляемость сварного соединения локальным повреждениям и межкристаллической коррозии. В процессе сварки возникает опасность коробления и появляется повышенный уровень остаточных напряжений. После сварки в ряде случаев требуется термообработка.
При этом снижается сопро-тивляемость сварного соединения локальным повреждениям и межкристаллической коррозии. В процессе сварки возникает опасность коробления и появляется повышенный уровень остаточных напряжений. После сварки в ряде случаев требуется термообработка.
Окисляемость металла под термическим действием сварочной дуги определяется его химической активностью. От этого напрямую зависит степень защиты сварочного шва, применяемого при сварке. Чем выше химическая активность металла, тем качественнее должна быть защита. Наибольшей химической активностью отличаются титан, ниобий, цирконий, вольфрам, молибден, тантал и некоторые другие. Поэтому при сварке этих металлов недостаточно применение флюсов и защитных покрытий, так как в защите нуждаются не только сварочный шов, но и прилегающая к нему область. Самой эффективной защитой в данном случае служит сварка в вакууме или в среде инертного газа высокой чистоты.
Сварка остальных цветных металлов (меди, алюминия, магния, никеля и их сплавов) тоже требует высокой защиты, которую обеспечивают инертные газы, флюсы и специальные электродные покрытия. Для сварки сталей и сплавов на основе железа в качестве защитных средств используют флюсы и электродные покрытия.
Для сварки сталей и сплавов на основе железа в качестве защитных средств используют флюсы и электродные покрытия.
Свариваемость материалов — нержавеющая сталь
Нержавеющие сталивыбирают из-за их повышенной коррозионной стойкости, стойкости к высокотемпературному окислению или прочности. Определены различные типы нержавеющей стали и даны рекомендации по процессам и методам сварки, которые можно использовать при изготовлении компонентов из нержавеющей стали без ухудшения коррозионных, окислительных и механических свойств материала или внесения дефектов в сварной шов.
Нажмите здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Типы материалов
Уникальные свойства нержавеющих сталей обусловлены добавлением в сталь легирующих элементов, главным образом хрома и никеля. Обычно для производства нержавеющего чугуна требуется более 10% хрома. Четыре сорта нержавеющей стали были классифицированы в соответствии с их свойствами материала и требованиями к сварке:
- Аустенитный
- Ферритный
- Мартенситный
- Аустенитно-ферритный (дуплекс)
Группы сплавов обозначаются в основном в соответствии с их микроструктурой. Первые три состоят из одной фазы, а четвертая группа содержит в микроструктуре как феррит, так и аустенит.
Первые три состоят из одной фазы, а четвертая группа содержит в микроструктуре как феррит, так и аустенит.
Поскольку никель (плюс углерод, марганец и азот) способствует аустениту, а хром (плюс кремний, молибден и ниобий) способствует образованию феррита, структуру сварных швов имеющихся в продаже нержавеющих сталей можно в значительной степени предсказать на основе их химического состава. Прогнозируемая структура металла сварного шва показана на диаграмме Шеффлера, на которой элементы, способствующие аустениту и ферриту, нанесены в эквивалентах никеля и хрома.
Из-за различной микроструктуры группы сплавов имеют разные характеристики сварки и восприимчивость к дефектам.
Аустенитная нержавеющая сталь
Аустенитные нержавеющие стали обычно имеют состав в диапазоне 16-26% хрома (Cr) и 8-22% никеля (Ni). Обычно для сварных конструкций используется сплав типа 304, который содержит приблизительно 18 % Cr и 10 % Ni. Эти сплавы можно легко сваривать любым из способов дуговой сварки (TIG, MIG, MMA и SA).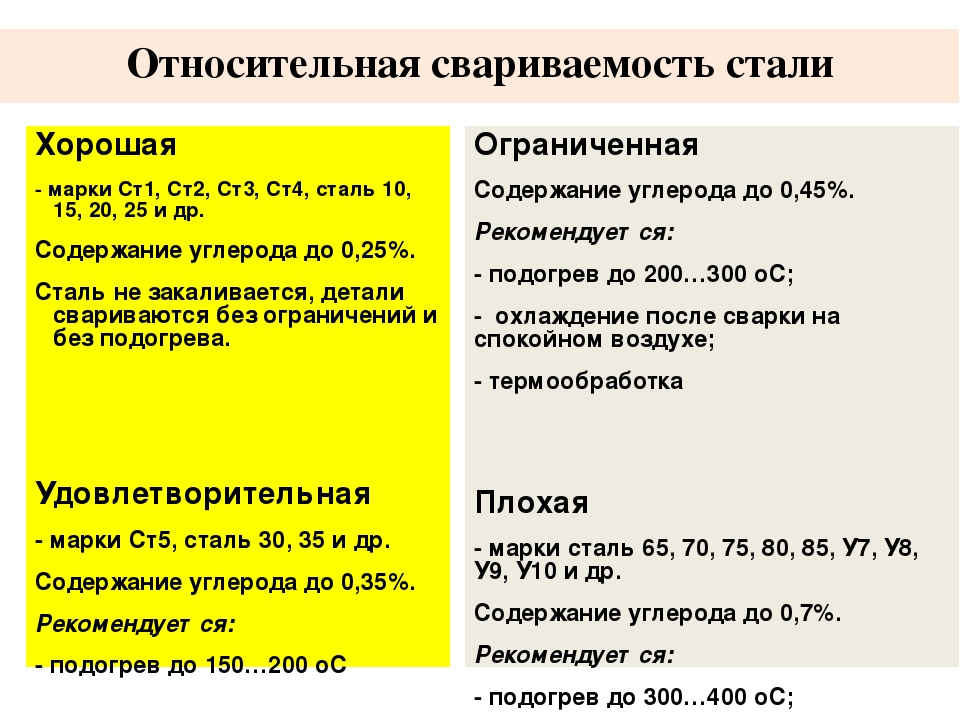 Поскольку они не закаляются при охлаждении, они обладают хорошей ударной вязкостью и не требуют предварительной или послесварочной термической обработки.
Поскольку они не закаляются при охлаждении, они обладают хорошей ударной вязкостью и не требуют предварительной или послесварочной термической обработки.
Предотвращение дефектов сварки
Хотя аустенитная нержавеющая сталь легко сваривается, может произойти растрескивание металла сварного шва и ЗТВ. Растрескивание металла сварного шва более вероятно в полностью аустенитных структурах, которые более чувствительны к растрескиванию, чем те, которые содержат небольшое количество феррита. Положительный эффект феррита во многом объясняется его способностью растворять вредные примеси, которые в противном случае образовывали бы сегрегации с низкой температурой плавления и междендритные трещины.
Поскольку наличие 5-10% феррита в микроструктуре является чрезвычайно полезным, выбор состава наполнителя имеет решающее значение для снижения риска растрескивания. Индикация баланса феррит-аустенит для различных составов обеспечивается диаграммой Шеффлера. Например, при сварке нержавеющей стали типа 304 используется присадочный материал типа 308 с немного другим содержанием сплава.
Ферритная нержавеющая сталь
Ферритные нержавеющие стали имеют содержание Cr обычно в пределах 11-28%.Обычно используемые сплавы включают марку 430, содержащую 16-18% Cr, и марку 407, содержащую 10-12% Cr. Поскольку эти сплавы можно считать преимущественно однофазными и неупрочняемыми, их можно легко сваривать плавлением. Однако крупнозернистая ЗТВ будет иметь плохую ударную вязкость.
Предотвращение дефектов сварки
Основной проблемой при сварке этого типа нержавеющей стали является низкая ударная вязкость ЗТВ. Чрезмерное укрупнение зерен может привести к растрескиванию сильно стесненных соединений и материалов толстого сечения.При сварке тонкостенных материалов (менее 6 мм) никаких особых мер предосторожности не требуется.
В более толстых материалах необходимо использовать низкое тепловложение, чтобы свести к минимуму ширину зоны укрупнения зерна, и аустенитный наполнитель для получения более прочного металла шва. Хотя предварительный нагрев не уменьшит размер зерна, он снизит скорость охлаждения ЗТВ, сохранит металл шва выше температуры вязко-хрупкого перехода и может уменьшить остаточные напряжения. Температура предварительного прогрева должна быть в пределах 50-250 град.C в зависимости от состава материала.
Температура предварительного прогрева должна быть в пределах 50-250 град.C в зависимости от состава материала.
Мартенситная нержавеющая сталь
Наиболее распространенные мартенситные сплавы, напр. тип 410, имеют умеренное содержание хрома, 12-18% Cr, с низким содержанием никеля, но, что более важно, имеют относительно высокое содержание углерода. Принципиальным отличием от сварки аустенитных и ферритных марок нержавеющей стали является потенциально твердая мартенситная структура ЗТВ и соответствующий состав металла шва. Материал можно успешно сваривать, если принять меры предосторожности, чтобы избежать растрескивания в ЗТВ, особенно в компонентах с толстым сечением и сильно защемленных соединениях.
Предотвращение дефектов сварки
Высокая твердость в ЗТВ делает этот тип нержавеющей стали очень склонным к водородному растрескиванию. Риск растрескивания обычно увеличивается с содержанием углерода. Меры предосторожности, которые необходимо принять для минимизации риска, включают:
- с использованием процесса с низким содержанием водорода (TIG или MIG) и убедитесь, что флюс или расходный материал с флюсовым покрытием высушены (MMA и SAW) в соответствии с инструкциями производителя;
- предварительный нагрев примерно до 200-300 град. C. Фактическая температура будет зависеть от процедуры сварки, химического состава (особенно до содержания Cr и C), толщины разрез и количество водорода, входящего в металл сварки;
- , поддерживая рекомендуемую минимальную межпроходную температуру.
- Проведение послеведочного термообработки, например на 650-750 градусов. C. Время и температура будут определяться химическим составом.
 C. Фактическая температура будет зависеть от процедуры сварки, химического состава (особенно до содержания Cr и C), толщины разрез и количество водорода, входящего в металл сварки;
C. Фактическая температура будет зависеть от процедуры сварки, химического состава (особенно до содержания Cr и C), толщины разрез и количество водорода, входящего в металл сварки;тонкий разрез, низкий углеродный материал, обычно менее 3 мм, часто можно сваривать без предварительного нагрева, обеспечивая, что используется низкий процесс водорода, суставы имеют низкую удерживу и внимание уделяется очистке площади суставов.Более толстый участок и материал с более высоким содержанием углерода (> 0,1%), вероятно, потребуют предварительного нагрева и термообработки после сварки. Послесварочную термообработку следует проводить сразу после сварки не только для отпуска (упрочнения) конструкции, но и для диффундирования водорода из металла шва и ЗТВ.
Дуплексные нержавеющие стали
Дуплексные нержавеющие стали имеют двухфазную структуру с почти равными пропорциями аустенита и феррита. Состав наиболее распространенных дуплексных сталей находится в диапазоне 22-26 % Cr, 4-7 % Ni и 0-3 % Mo, обычно с небольшим количеством азота (0.1-0,3%) для стабилизации аустенита. Современные дуплексные стали легко поддаются сварке, но для получения правильной структуры металла шва необходимо строго соблюдать процедуру, особенно соблюдение диапазона подводимой теплоты.
Состав наиболее распространенных дуплексных сталей находится в диапазоне 22-26 % Cr, 4-7 % Ni и 0-3 % Mo, обычно с небольшим количеством азота (0.1-0,3%) для стабилизации аустенита. Современные дуплексные стали легко поддаются сварке, но для получения правильной структуры металла шва необходимо строго соблюдать процедуру, особенно соблюдение диапазона подводимой теплоты.
Предотвращение дефектов сварки
Хотя можно использовать большинство сварочных процессов, обычно избегают сварки с низким подводом тепла. Предварительный подогрев обычно не требуется, и необходимо контролировать максимальную межпроходную температуру. Выбор наполнителя важен, поскольку он предназначен для получения структуры металла сварного шва с балансом феррита и аустенита, соответствующим основному металлу.Чтобы компенсировать потери азота, наполнитель может быть заполнен азотом или сам защитный газ может содержать небольшое количество азота.
Эта статья о вакансиях была первоначально опубликована в журнале Connect в сентябре 1996 г. Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
В чем разница между наплавленным металлом и присадочным металлом?
В чем разница между металлом сварного шва и присадочным металлом? В первом случае присадочный металл подается в свариваемое/соединяемое соединение от электрода, который расходуется в дуге в процессе сварки, как правило, дуговой сварки с защитным металлом (SMAW), газовой дуговой сварки металлическим электродом (GMAW) или сварки с флюсовой сердцевиной. /Сварка металлическим сердечником (FC/MCAW).Его также можно подавать в соединение в виде простой присадочной проволоки, которая не имеет электрического соединения, как при дуговой сварке вольфрамовым электродом (GTAW) и плазменной сварке (PAW).
Эти электроды и присадочные материалы контролируются, а их химический состав, механические свойства, диаметры и содержание водорода, где применимо, находятся в пределах стандартов сварки. В Канаде стандартом является CSA W 48, а в США — серия AWS A 5. 0.
0.
Когда этот наполнитель попадает в пространство шва, он не просто заполняет площадь, заданную при препарировании шва, будь то угловой, стыковой или другой тип шва.По определению, чтобы гарантировать полное плавление, тепло, выделяемое электрической дугой, должно расплавить часть основного материала, который затем соединится с материалом наполнителя, чтобы сформировать окончательное соединение после затвердевания из расплава.
Таким образом, химический состав электрода или наполнителя будет изменен в конечном соединении за счет добавления расплавленного металла из основного материала. Это изменение известно как разжижение, которое определяется как изменение состава металла шва, вызванное смешиванием основного металла и/или ранее наплавленного металла шва.«Разбавление» сварного соединения можно рассчитать следующим образом:
Разбавление, % = вес расплавленного основного металла
Вес всего расплавленного металла
Затвердевший металл сварного шва будет иметь смесь химических и механических свойств, и его состав будет зависеть
• состав электрода
• состав основного металла
• химические реакции между металлом шва, флюсом и/или защитным газом
Разбавление будет варьироваться в зависимости от процесса сварки, процедуры сварки и совместная подготовка. Некоторые примеры показаны на рисунке 1 ниже. На этом рисунке показаны небольшие растворения, отмеченные красной пунктирной линией, для многопроходной галтели и полностью подготовленного стыкового соединения с множеством мелких проходов, наплавленных SMAW с низкой погонной энергией. Нижняя часть рисунка иллюстрирует большее разбавление для пластин, частично подготовленных или квадратно соединенных встык и сваренных с использованием процессов с более высоким подводом тепла, таких как SAW.
Некоторые примеры показаны на рисунке 1 ниже. На этом рисунке показаны небольшие растворения, отмеченные красной пунктирной линией, для многопроходной галтели и полностью подготовленного стыкового соединения с множеством мелких проходов, наплавленных SMAW с низкой погонной энергией. Нижняя часть рисунка иллюстрирует большее разбавление для пластин, частично подготовленных или квадратно соединенных встык и сваренных с использованием процессов с более высоким подводом тепла, таких как SAW.
Рис. 1. Примеры ситуаций с низким и высоким разбавлением
На многопроходном стыке, подготовленном с помощью V-образной канавки, вверху справа на рис. 1, множество небольших проходов с низким тепловложением создадут относительно небольшое растворение по сравнению с квадратной стыковой пластиной, показанной внизу справа.В этом случае количество расплавленного исходного материала, показанное красной пунктирной линией, является значительным. На диаграмме внизу справа, соединения с полным проплавлением с неподготовленными, практически нулевыми зазорами, могут быть получены с помощью процесса дуговой сварки под флюсом (SAW) с высокой погонной энергией до определенной максимальной толщины листа. Фактор разбавления в основном понимается и учитывается при сварке подобных материалов, поскольку сварочные материалы предназначены для обеспечения приемлемых свойств соединения для большинства ситуаций разбавления.
Фактор разбавления в основном понимается и учитывается при сварке подобных материалов, поскольку сварочные материалы предназначены для обеспечения приемлемых свойств соединения для большинства ситуаций разбавления.
Тем не менее, в некоторых областях это становится проблемой, напр. при сварке разнородных материалов или при наплавке нержавеющей стали на углеродистую сталь. В таких случаях окончательный состав сплава сварного шва может быть скомпрометирован, и должны быть предприняты шаги для решения проблемы конечного содержания сплава. Этого можно добиться либо за счет разумного выбора наполнителя, либо за счет добавления барьерных слоев при накладывании. Решения такого рода относятся к области сварочной техники и разработки процедур сварки.
Ослабляет ли сварка сталь? Руководство для начинающих 2022
0Последнее обновление
При сварке одна из важнейших вещей, о которой вы должны помнить, это то, что металл, который вы используете, станет хрупким, когда вы соедините его с другим металлом.
Итак, становится ли сталь слабой, если использовать ее для сварки? Да, сварка делает сталь слабой, особенно в ЗТВ (шовной зоне), если сваривать при высоких температурах. Ослабление при сварке характерно для холоднокатаной стали.
При соединении различных металлов можно использовать три основных метода:
- Сварка
- Пайка
- Пайка
Вы можете применить любой способ соединения металлических изделий. Также есть способ заполнить щели в металлических компонентах. Если вы используете сварку, два металла должны быть одинаковыми. Например, вы не можете сваривать сталь с медью. В этой статье мы рассмотрим несколько фактов о том, делает ли сварка хрупкой сталь.
Итак, сварка делает сталь хрупкой?
Сварка ослабляет сталь.Если металл подвергается изменению температуры через зоны теплопередачи, металл изменяется физически. Размер его зерен и кристаллическая структура изменяются, если только он не имеет моноструктуры, такой как стекло.
Если металл подвергается слишком сильному нагреву, его прочность снижается. Он также становится мягким и повышает пластичность. С другой стороны, металл может стать более твердым и хрупким.
Изображение предоставлено: sumanamul15, Pixabay
ЗТВ (зона термического влияния)
При сварке всегда есть околошовная зона.Все, что происходит в зоне термического влияния, зависит от температуры основного металла, к которой он предрасположен в процессе сварки, и скорости перемещения (быстрой или постепенной) охлаждения вскоре после того, как сварной шов превратился в твердое тело.
Усадка сварного шва и механическое повреждение могут возникать из-за градиентов температуры в заготовке. Это может привести к деформации, разрывам, деформации и даже микротрещинам. Вы можете принять меры предосторожности, такие как ограничение теплоотдачи, предварительный нагрев заготовок и термическая обработка после сварки.
Кроме того, вы можете использовать сварочные приспособления с охлаждающими блоками, применять последующий нагрев (одеяло, печь или горелка), постепенное охлаждение или закалку. Все они зависят от процедуры и материала.
Все они зависят от процедуры и материала.
Конечности, важные сварные швы, достойное имущество или сварные швы, отказ которых может привести к гибели людей, должны выполняться утвержденными сварщиками и уполномоченным оборудованием с использованием стандартов и процессов, сертифицированных авторитетными группами по утверждению инженеров-сварщиков, такими как Американское общество сварщиков.
Когда речь идет о сварке экзотических сплавов или нескольких нераспространенных металлов, необходимо использовать специальные процессы сварки для конкретного применения и сварного соединения.Кроме того, он должен быть сертифицирован компетентным специалистом по сварке.
Эти виды сварных швов должны выполняться сварщиком, имеющим допуск к данной конкретной процедуре сварки. Они поймут необходимые материалы, тип соединения и положение сварного шва.
Квалифицированный сварщик также может регулировать количество тепла, подаваемого на сварной шов. Таким образом, сталь не станет слабой при сварке.
Эффекты сварки и подходы, используемые для упрочнения стали
Изображение предоставлено: YAKISTUDIO, Shutterstock
Зона термического влияния (ЗТВ) является единственной областью стали, на которую можно отрицательно или положительно повлиять сваркой.Предположим, что вы использовали правильный присадочный металл, зона термического влияния — это область металла, на которую будет воздействовать воздействие.
Присадочный металл не подвергается рекристаллизации. Поэтому он остается таким же мощным, как и исходный металл. Единственная область, которая будет затронута, — это зона термического влияния. Это из-за факторов, которые мы упомянули выше.
Обычно это происходит, если вы используете для сварки холоднокатаную сталь. При работе с этим типом стали решающее значение имеет конструкция соединений. Кроме того, важно учитывать уровень деформации, которому будет подвергаться деталь при сварке.
Крайне важно отметить, что при сварке, тем выше количество используемого вами тепла, тем быстрее скорость становится слабой металла. В некоторых случаях вы можете исправить дефект после сварки, если вы используете правильную термическую обработку.
В некоторых случаях вы можете исправить дефект после сварки, если вы используете правильную термическую обработку.
Каковы преимущества термической обработки в предотвращении стали.
Одним из эффективных способов укрепления стального сварного шва является использование подходов после сварных швов и термообработка. Это потому, что он контролирует бейнит, который может образовываться в зоне воздействия на тепло.
Освобождает области, которые потенциально могут привести к трещине со временем, если они подвергаются нагрузке. Правильная термическая обработка может изменить размер зерна, твердость, прочность на растяжение и ударную вязкость. Он может улучшить магнитные и электрические свойства, эластичность и облегчить деформацию.
Важно понимать, как правильно проводить термообработку. Это поможет вам получить максимальную выгоду. Это не просто использование горелки, когда речь идет о стали, а затем дайте материалу остыть.
Вам необходимо понимать и учитывать такие факторы, как температура используемого тепла, скорость охлаждения и время, которое на это требуется. Кроме того, вам нужно знать используемые материалы и их эффективность.
Кроме того, вам нужно знать используемые материалы и их эффективность.
Изображение предоставлено: samjok5, Pixabay
Очень важно знать, что это можно сделать несколькими способами. Некоторые примеры включают ванну с расплавленным металлом, природный газ, электрически нагретую соль, индукционный нагрев и кислородно-топливные или топливно-воздушные горелки. Большинство регулируемых методов охлаждения могут включать охлаждение металла в песке, водяное или вентиляторное охлаждение, печное охлаждение и даже использование неподвижного воздуха.
Если вы хотите получить желаемые результаты, решающим аспектом является регулирование процесса охлаждения и нагрева.Эти факторы играют решающую роль в определении того, делает ли сварка сталь прочной или слабой.
Если нагревать или охлаждать сталь слишком постепенно или применять слишком сильный нагрев, вы не добьетесь желаемых результатов. Если сталь пропитана теплом, а затем постепенно охлаждается, вы можете легко обрабатывать металл.
Теперь рассмотрим, как можно подготовить сталь к термообработке (нормализации).
Что такое нормализация?
Если вы хотите подготовить сталь к последующей термообработке, этот процесс называется нормализацией.Это помогает реструктурировать внутренние аспекты металла и, следовательно, уменьшает влияние внутренней деформации.
Эту процедуру можно использовать для смягчения металла. Тем не менее, это предотвращает его размягчение, как если бы он был без этого процесса. Если вы примените термические методы, это нагреет место, где может возникнуть напряжение. Затем он будет постепенно остывать.
Таким образом, металл изменяется, чтобы смягчить воздействующие на него факторы стресса. Если вы хотите выполнить эту процедуру со сталью, вам понадобится температура около 1100 градусов по Фаренгейту.Временами температура может достигать 1150 градусов по Фаренгейту. Профессионалы обнаружили, что температура может уменьшить ущерб, вызванный стрессом, до 80%.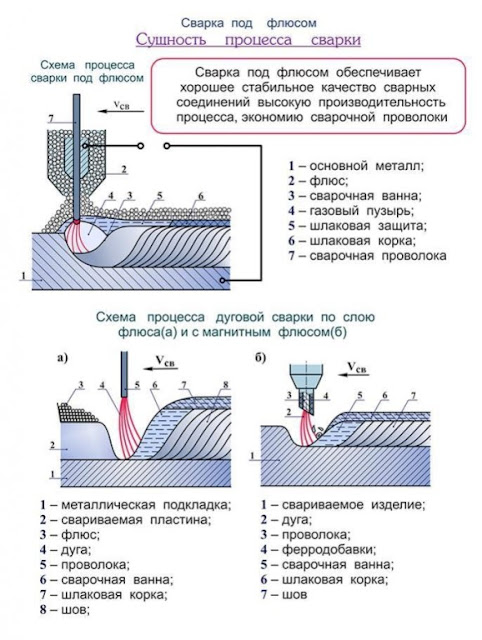
Изображение предоставлено: wyllyston, Pixabay
Эффективное предотвращение ослабления стали
Высокопрочная сталь может стать слабой из-за сварки. Вам следует обратиться за консультацией к специалисту по допустимым нагрузкам на металл. Мы надеемся, что эта статья оказалась полезной для вас теперь, когда вы знаете, как предотвратить ослабление стали.
Рекомендуемое изображение: Funtay, Shutterstock
Можно ли сварить ржавый металл? Проблемы и оптимальные варианты
Сварка ржавого металла без очистки — ситуация, с которой вы рано или поздно столкнетесь как новый сварщик.
Например, вы хотите сделать ремонт, но у вас нет под рукой подходящей уборочной техники. Или есть остатки ржавчины, которые вы не можете удалить и т. д.
В этой статье вы можете прочитать о проблемах при сварке ржавых металлов и лучших вариантах.
Содержание
Вы можете сваривать ржавые металлы, если у вас есть надлежащий сварочный процесс и расходные материалы для работы. Тем не менее, вы не можете сваривать ржавый металл для ответственных работ, потому что ржавчина снижает предел прочности на растяжение и вызывает множество дефектов. Кроме того, вы хотите принять дополнительные меры предосторожности, чтобы защитить себя от повышенного испарения.
Тем не менее, вы не можете сваривать ржавый металл для ответственных работ, потому что ржавчина снижает предел прочности на растяжение и вызывает множество дефектов. Кроме того, вы хотите принять дополнительные меры предосторожности, чтобы защитить себя от повышенного испарения.
Из соображений безопасности запрещается выполнять какие-либо важные работы с ржавыми или грязными металлами. Например, если разорвется сварной шов и пострадают люди.
Кроме того, любая сварка в коммерческих целях должна соответствовать требованиям проекта. Сварные швы должны держаться долго, как и предполагалось, а не только тогда, когда они находятся в мастерской.
Однако для быстрого ремонта или небольших соединений, не требующих прочности основного материала, обычной практикой является сварка поверх ржавчины. Вы можете проварить легкую или даже толстую ржавчину до точки.
Прежде чем приступить к сварке ржавого металла, необходимо как можно лучше очистить его, в зависимости от ситуации. Таким образом, даже если вы не доберетесь до голого металла, у вас будет наименьшее количество примесей в валике. Таким образом, вы получите более прочные сварные швы с меньшим количеством дефектов.
Таким образом, даже если вы не доберетесь до голого металла, у вас будет наименьшее количество примесей в валике. Таким образом, вы получите более прочные сварные швы с меньшим количеством дефектов.
Теперь давайте более подробно рассмотрим влияние ржавчины на сварку.
1. Низкая прочность на растяжение
Ржавчина представляет собой оксид железа, то есть содержит кислород. Дуга разрушает часть этих оксидов. Свободный кислород будет реагировать с легирующими элементами, такими как марганец и кремний в металле сварного шва. Уменьшение этих элементов снижает прочность соединения на растяжение.
2. Непровар
Поскольку ржавчина действует как тепловой барьер, она усугубляет непровар. Непровар – это когда металл шва не смешивается с основным металлом, а ложится сверху. Отсутствие сращения опасно, потому что оно ослабляет соединение и незаметно для неопытного глаза.
3. Плохой электрический ток
Ржавчина препятствует нормальному прохождению электричества между рабочим (или заземляющим) зажимом и электродом.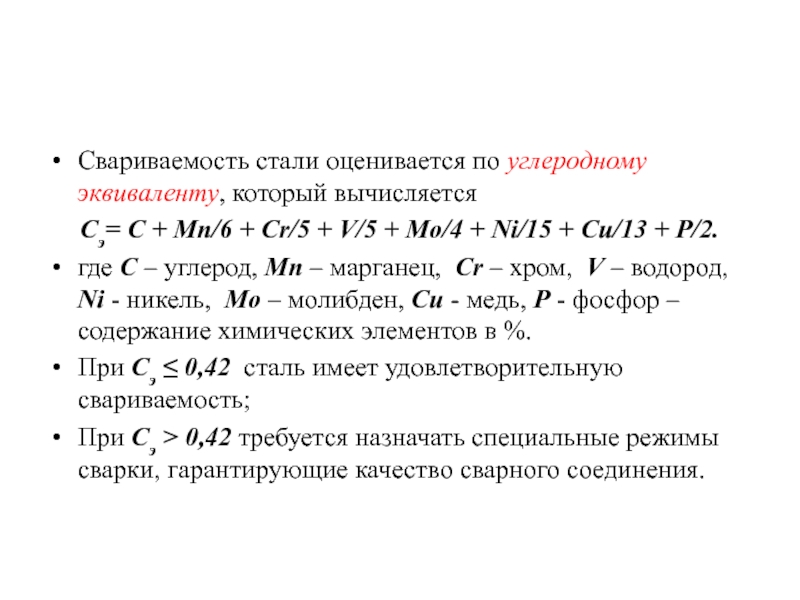 В результате у вас возникнут проблемы с запуском дуги.Если ржавчина слишком толстая, дуга может вообще не загореться.
В результате у вас возникнут проблемы с запуском дуги.Если ржавчина слишком толстая, дуга может вообще не загореться.
4. Нестабильная дуга и разбрызгивание
При сварке примеси вызывают нестабильную дугу, что приводит к повышенному количеству искр и разбрызгиванию. Кроме того, создается впечатление, что вы свариваете с меньшей силой тока.
5. Плохая текучесть металла сварного шва
Ржавчина также ограничивает поток сварочной ванны, делая ее более жесткой и медленной.
В результате валик будет узким, асимметричным, выпуклым, с подрезами, так как борта не будут заполняться металлом шва.
Чтобы сделать сварочную ванну более жесткой, можно сваривать при более высокой силе тока или на более низкой скорости.
6. Пористость и включения
Как уже упоминалось, ржавчина выделяет кислород в металле сварного шва. Кислород создаст пористость и будет сочетаться с различными элементами, создавая множество включений.
Пористость и включения делают валик менее плотным и действуют как точки механического и коррозионного напряжения.
В результате соединение может сломаться при высоких нагрузках, а в коррозионной среде оно будет быстрее ржаветь.
Чистая ржавчина может усугубить проблему образования дыма, поскольку делает дугу нестабильной. Но все может стать еще хуже, если к ржавому металлу примешаны остатки краски или смазки. Образующиеся пары будут более сложными и, следовательно, более вредными.
Вы всегда должны держать голову подальше от потока дыма и носить сварочный респиратор для дополнительной защиты.
Кроме того, если вы попытаетесь удалить часть ржавчины, вы должны избегать вдыхания образующейся пыли.
Для ржавого металла достаточно респиратора или фильтра N95. Тем не менее, вам нужна более высокая защита, если в ржавчине есть остатки краски или масла.
У Weldpundit есть статья о сварочных респираторах для домашних сварщиков, чтобы узнать о них больше.
Во второй части статьи мы увидим, как каждый процесс сварки может обрабатывать ржавые металлы и какие расходные материалы лучше всего использовать.
В сварочной отрасли понимают, что идеальная очистка заготовок не всегда практична, необходима или рентабельна.
Производители предлагают различные стержни и проволоки, предназначенные для получения наилучших результатов при сварке ржавчины, прокатной окалины и других поверхностных загрязнений.
Лучшие расходные материалы для ржавых металлов содержат флюс, который образует шлак, способный улавливать примеси в луже.
Все прутки и проволока, описанные ниже, предназначены для низкоуглеродистой стали.
Первый сварочный процесс, который приходит на ум, когда речь идет о сварке поверх ржавчины, — это сварка электродами (SMAW).
Сварка электродом – лучший способ сварки ржавых металлов, так как при этом используются покрытые сварочные стержни.Эти стержни создают агрессивную дугу, которая может сжечь ржавчину. Кроме того, флюсовое покрытие создает шлаковый материал, который очищает ванну. Сварка электродом отлично подходит для быстрого ремонта ржавых металлов, так как она очень портативна.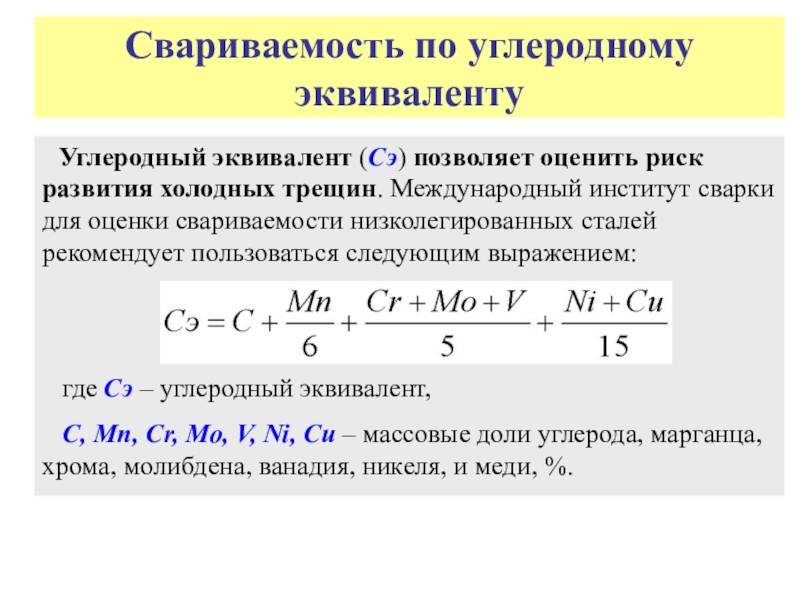
Стержневые сварочные электроды имеют проволочный сердечник и флюсовое покрытие. Флюсовое покрытие образует шлак с большим количеством раскислителей и других поглотителей, которые улавливают большинство загрязняющих веществ и выводят их на поверхность.
Другим существенным преимуществом сварки электродом является наличие стержней с целлюлозным флюсом.
Какой сварочный пруток лучше всего использовать для ржавого металла?
Лучшая сварочная проволока для ржавого металла – E6010, а затем E6011. Эти стержни имеют покрытие на основе целлюлозы, которое создает агрессивную дугу, способную сжигать толстые слои ржавчины, находить металл под ним и сваривать его.
Стержневые сварочные электроды E6010Целлюлоза представляет собой органический материал (волокна), выделяющий такие газы, как двуокись углерода (CO2) и водород. Эти газы создают горячую и агрессивную дугу.
Кроме того, газовое покрытие широкое, и вы можете манипулировать стержнем вперед и назад. Мы называем это методом взбивания и паузы, и он помогает сжечь ржавчину и предварительно нагреть металл до того, как появится лужа.
Мы называем это методом взбивания и паузы, и он помогает сжечь ржавчину и предварительно нагреть металл до того, как появится лужа.
В результате целлюлозные стержни могут сваривать сильно ржавый металл. Они отлично подходят для быстрого ремонта незащищенного сельскохозяйственного оборудования и т. д.
E6010 наиболее устойчив к ржавчине и работает на постоянном токе (DC+). Но он не может работать с большинством обычных сварочных аппаратов.Вы же не хотите купить коробку с E6010, а потом обнаружить, что они даже не заводятся.
В качестве отличной альтернативы сварке поверх ржавчины вы можете использовать E6011, который также может работать от переменного тока (AC). Если ваш сварочный аппарат может зажечь E7018, он может зажечь и E6011.
Рутиловые стержни, такие как E6013 и E7014 , также можно приваривать к ржавым металлам.
Эти электроды будут удерживать детали вместе, но они не так эффективны, как электроды из целлюлозы.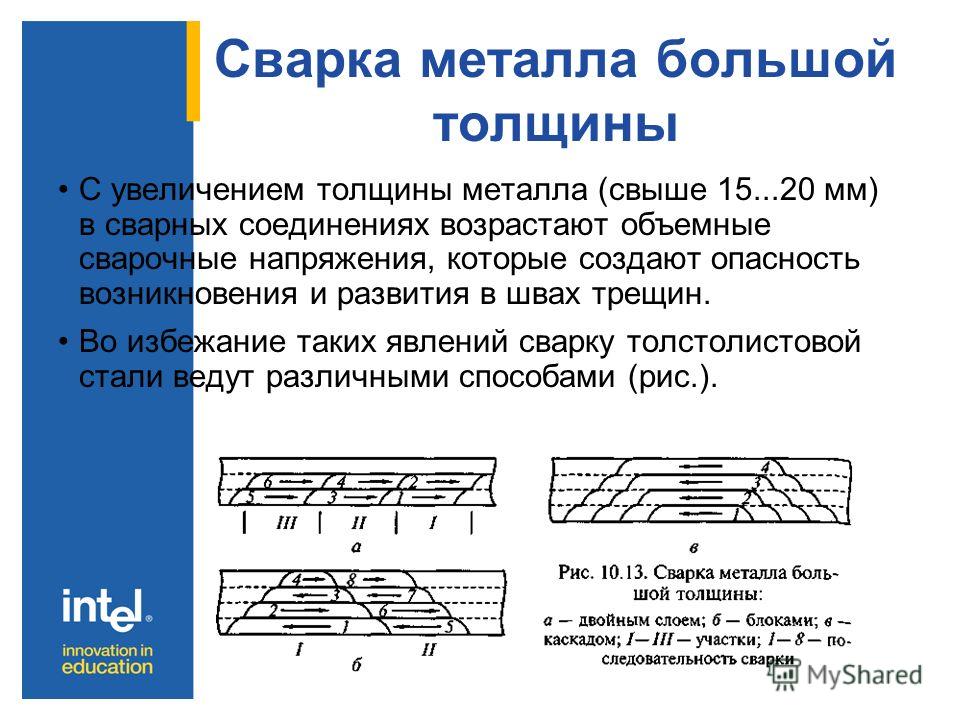 Они не могут сварить толстую ржавчину.
Они не могут сварить толстую ржавчину.
Также можно сваривать ржавые металлы электродами с низким содержанием водорода, например, E7018 .
Этот стержень имеет основное флюсовое покрытие, которое может захватывать избыточный кислород и предотвращать образование включений. В результате шарик становится прочнее и пластичнее.
Однако E7018 не создает сильной дуги и не может сваривать толстые слои ржавчины.
Одним из недостатков сварки электродом, особенно с целлюлозными стержнями, является невозможность сварки тонких ржавых металлов.
Всегда отдавайте предпочтение полярности DC+, так как она лучше всего подходит для более глубокого проникновения.
Вы можете сваривать ржавый металл порошковой проволокой и получать хорошие результаты, поскольку она содержит флюс. Флюс создает агрессивную дугу и содержит элементы, которые могут очистить ванну. Это следующий лучший процесс сварки ржавых металлов после сварки электродом.
При сварке порошковой проволокой используются электроды в виде проволоки в катушках. Проволока имеет трубчатую форму с сердечником, заполненным флюсовым материалом.
Проволока имеет трубчатую форму с сердечником, заполненным флюсовым материалом.
Подобно штучному электроду, флюс содержит много раскислителей и образует шлак. Это похоже на вывернутый наизнанку стержневой электрод, обеспечивающий более высокую скорость сварки и более простой в использовании.
Существует два типа порошковых проволок: самозащитная и газозащитная (или с двойной защитой).
Самозащитные провода для ржавого металла
Самозащитные провода являются наиболее распространенными и не требуют внешней газовой защиты. Они очень хорошо сваривают толстые слои ржавчины.Однако они не могут конкурировать с эффективностью целлюлозных сварочных электродов.
Популярная универсальная проволока E71T-11 может дать отличные результаты на ржавых металлах, поскольку содержит большое количество раскислителей.
Если вам нужна максимальная эффективность очистки, выберите провод E71T-14 . Это связано с тем, что в нем больше всего кремния и марганца.
Но имейте в виду, что Э71Т-14 — это проволока для однопроходной сварки и ее трудно найти.
Эти провода работают только с полярностью постоянного тока.
Газозащитная проволока для ржавых металлов
Газозащитная проволока производит шлак, но для защиты ванны требуется внешний защитный газ. Они не так эффективны для ржавых металлов, как самоэкранированные проволоки, но все же могут давать гораздо лучшие результаты, чем сплошные проволоки MIG.
Самой популярной проволокой этого типа является E71T-1 , которая содержит достаточное количество раскислителей для сварки поверх легкой ржавчины.
Лучшей проволокой для ржавого металла является проволока E71T-2 , но это однопроходная проволока, и она доступна на более толстых проволоках и в больших катушках.
Для защиты от лужи этим проводам требуется защитный газ, содержащий 75 % аргона и 25 % CO2 (75/25 или C25) или 100 % CO2.
Но провода с двойным экраном дороги, их трудно найти в небольших катушках, и для них требуется сварочный аппарат с высокой силой тока 240 В. Они подходят для высокопроизводительной работы.
Они подходят для высокопроизводительной работы.
Сварка MIG (GMAW) позволяет сваривать тонкие слои ржавчины, но не так хорошо, как сварка электродом или порошковая проволока. Причина в том, что проволока для сварки MIG не содержит флюса для образования шлака и содержит гораздо меньшее количество раскислителей.
Проволока MIG обеспечивает хорошие результаты при сварке ржавых металлов благодаря содержанию кремния и марганца. Эти элементы действуют как раскислители. Кроме того, кремний повышает текучесть лужи и противодействует жесткости, вызванной ржавчиной.
Что касается защитных газов, то 100% CO2 обеспечит лучшее проникновение и плавление материала.
Смесь 75/25 лучше подходит для более тонких металлов, а также создает меньше брызг.
Проволока MIG для ржавых металлов
ER70S-6 может сваривать тонкие слои ржавчины, потому что она имеет самое высокое содержание кремния и второе по величине содержание марганца (после ER70S-7, но она имеет специфическое применение). Это самая популярная и универсальная проволока для сварки MIG, она бывает разных диаметров и веса катушек.
Это самая популярная и универсальная проволока для сварки MIG, она бывает разных диаметров и веса катушек.
Проволока ER70S-2 содержит специальные раскислители, такие как цирконий, титан и алюминий. Это позволяет лучше сваривать ржавчину, но это намного дороже и труднее найти.
Проволока ER70S-3 содержит небольшое количество раскислителей и требует чистого металла.
Серьезное внимание к сварке MIG поверх ржавчины
Обычные сварочные аппараты MIG (до 200 А) используют режим короткого замыкания для переноса металла сварного шва.Это низкотемпературный режим с низким проникновением. В результате он не очень эффективен против проблем, связанных с ржавчиной, описанных ранее, особенно в отношении отсутствия дефекта сплавления.
Сварка МИГ с низкой температурой на ржавом металле может привести к поверхностному соединению, которое разрушится при первых признаках механического или термического воздействия.
Один из советов по предотвращению непровара — всегда направлять дугу перед сварочной ванной.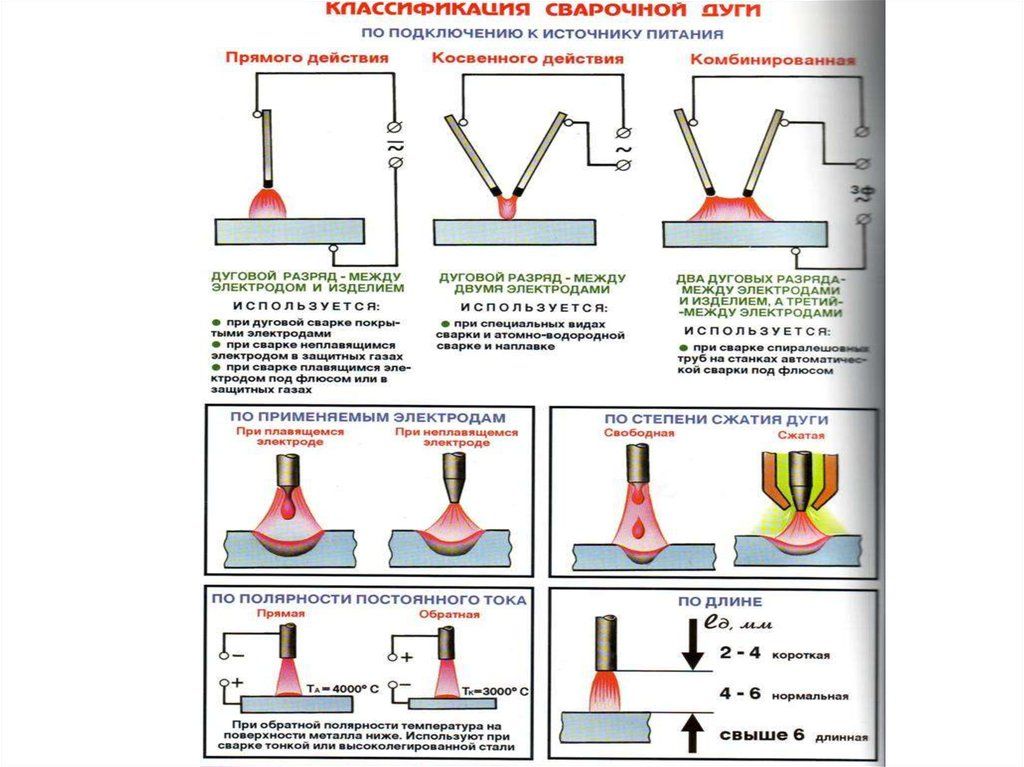 На следующем изображении показана V-образная форма, которая дает лучшие результаты, чем круглая.
На следующем изображении показана V-образная форма, которая дает лучшие результаты, чем круглая.
Другим часто используемым режимом переноса является режим распыления, на который не влияют повышенные проблемы с отсутствием сварки.
Спрей больше намного лучше подходит для сварки ржавчины, но для его использования вам понадобится машина с высокой силой тока.
Сварка ВИГ (GTAW) никогда не дает хороших результатов при сварке ржавых металлов. Даже если вы сделаете быстрый ремонт поверхностной ржавчины, у вас будет нестабильная дуга, пористость и загрязненный вольфрамовый электрод для шлифовки.
Прутки для сварки TIG и сплошная проволока для сварки MIG одинаковы, но имеют разную форму.Таким образом, наиболее рекомендуемыми стержнями TIG являются ER70S-6 и ER70S-2 .
Вы можете сваривать ржавые металлы кислородным топливом, но поскольку у вас уже есть оборудование, вы можете использовать его для очистки от ржавчины. Вы можете использовать технику, называемую очисткой пламенем.
Вы можете использовать технику, называемую очисткой пламенем.
Вы устанавливаете нейтральное пламя, затем проводите им по поверхности под небольшим углом, почти параллельно поверхности.
Пламя сожжет ржавчину и оставит достаточно чистую поверхность для начала сварки.
Будьте осторожны при использовании очистки пламенем. Если на поверхности металла есть жир или краска, они могут воспламениться при избытке кислорода в пламени.
Кислородно-топливный стержень RG60 содержит почти вдвое больше марганца и кремния, чем RG45 , и больше подходит для ржавых металлов.
Сваривать ржавый тонкий металл исключительно сложно. Это потому, что ржавчина впивается в тонкий металл, делая его еще тоньше и асимметричнее. Даже при использовании лучших методов низкотемпературной обработки поврежденную заготовку легко прожечь насквозь.Лучше всего заменить ржавую деталь.
Лучший процесс для тонкого ржавого металла – сварка MIG. Тем не менее, если металл представляет собой тонкий листовой металл и обширная ржавчина, единственным результатом будет резка проржавевшего металла, а не его сварка. Это потому, что вы не найдете твердого металла, чтобы сплавить его с проволокой.
Тем не менее, если металл представляет собой тонкий листовой металл и обширная ржавчина, единственным результатом будет резка проржавевшего металла, а не его сварка. Это потому, что вы не найдете твердого металла, чтобы сплавить его с проволокой.
TIG отлично подходит для тонкого металла, но имеет проблемы с ржавчиной.
Сварка электродами и порошковая проволока не могут сваривать очень тонкие металлы, даже если они не содержат ржавчины, потому что они создают агрессивную дугу.
Если у вас есть сварочный аппарат, вы можете попробовать стержень малого диаметра E6013, так как он лучше всего подходит для сварки тонких металлов.
Если вы задумались о сварке ржавых панелей автомобиля, посмотрите следующее видео.
Заключение
Всегда лучше очистить ржавчину рядом с соединением. Кусок грубой наждачной бумаги или простая проволочная щетка могут удалить много ржавчины.
Кусок грубой наждачной бумаги или простая проволочная щетка могут удалить много ржавчины.
Однако есть несколько случаев, когда вы не можете или не хотите правильно чистить металл.
Вы можете сваривать ржавчину, выбрав соответствующий процесс и расходные материалы. Однако убедитесь, что сварной шов достаточно прочен для работы.
Лучшим методом сварки ржавчины является сварка электродами с целлюлозным покрытием. После этого порошковая сварка самозащитными проволоками.
Сварка MIG позволяет наваривать легкую ржавчину. Но имейте в виду отсутствие дефекта сплавления. Сварка TIG не подходит для сварки ржавых металлов.
Наконец, с помощью кислородно-топливной сварки можно очистить поверхность от ржавого металла и сваривать чистый металл.
Увеличение силы тока и/или сварка на низкой скорости могут улучшить результаты.
Ссылки Reversion Corrosionedia.com — Rust Rustbullet.com — этапы ржавчины Больше WeldPundit Статьи Как удалить оцинкованное покрытие для сварки: 5 Эффективные способы Вы можете сваривать оцинкованную сталь? Лучшее руководство для начинающих. Выбор сварочных электродов для начинающих: тип, размер и сила тока. Можно ли сваривать намагниченный металл? И как его размагнитить. Справочник по сварочной дуге: причины, дефекты, способы устранения. Можно ли приклеивать тонкий металл? А как это сделать. Большой перечень инструментов и оборудования для сварки. Можно ли сваривать дома? Основные соображения. Что такое печь для сварки электродов? Вам нужен один для домашней сварки? Сталь — это общее название, данное широкому ряду сплавов железа и углерода с целенаправленным добавлением или без добавления других легирующих металлов. Углерод придает железу более высокую прочность и способность, превышающую определенный процент, обеспечивать закалку и широкий диапазон структурных свойств при термообработке. Повышение содержания углерода в стали облегчает ее закалку с более высокой прочностью, но меньшей пластичностью. Сварка, конечно же, является формой термической обработки соединения, и, как правило, чем легче закаливается и выше растяжение стали, тем труднее их сваривать. Для наших целей их можно разделить на следующие общие группы: Термин «мягкая сталь» относится к ее относительной неспособности упрочняться в какой-либо практической степени при обычной термической обработке. Это низкоуглеродистая сталь с общим диапазоном от 0,05% до 0.3% углерода и составляет большую часть сталей, используемых для изготовления общих конструкций, листового металла и т. д. Прочность на растяжение составляет порядка 400-450 МПа, она пластична и легко обрабатывается. Его можно легко сваривать всеми обычными процессами, и он не создает особых проблем для обычных дуговых сварщиков, кроме тех, которые обычно относятся к контролю деформации и т. Стали с диапазоном подвергается термообработке до более высокой прочности, чем мягкая сталь, но по этой причине требует особых мер предосторожности при сварке. Эти стали, обычно также имеющие несколько более высокое содержание марганца (0,6-1 %), используются для изготовления пруткового проката повышенной прочности в станинах машин, валах, звездочках и литых стальных компонентах тракторов, рельсовых путей и т. д. Используйте электроды с низким содержанием водорода с предварительный нагрев до 250°C в более тяжелых секциях. Эта группа обычно имеет те же характеристики сварки, что и среднеуглеродистые стали, хотя многие из них могут достигать более высокой прочности и пластичности, но с лучшей свариваемостью, чем эквивалентная простая углеродистая альтернатива. При частичной замене углерода альтернативными легирующими элементами, такими как хром, никель, молибден, ванадий и т. Специальные низколегированные электроды доступны для специальных критических применений с использованием этих сталей, где свойства сварного шва должны полностью соответствовать основному металлу, но удовлетворительную общую сварку часто можно проводить со стандартными электродами с низким содержанием водорода. Сталь, содержащая 0.65-1,5% углерода относятся к высокоуглеродистым сталям, и, опять же, доступны различные модификации сплава простой углеродистой стали, дающие улучшенные специфические свойства того или иного типа. Их высокая твердость затрудняет сварку, и в некоторых случаях удовлетворительные результаты не могут быть гарантированы. В других случаях удовлетворительный результат достигается с помощью специальных электродов из высоколегированного сплава и сильного предварительного нагрева, за которым часто следует термообработка. Эти классы стали используются там, где необходимо поддерживать острую кромку или где высокая твердость необходима для условий их эксплуатации. сталь от повышенных температур — это две стали в специализированных областях применения, которые известны под названием аустенитных сталей. Эти стали немагнитны. Аустенитная марганцевая сталь поставляется в закаленном состоянии.Он лишь частично стабилен и под воздействием тепла или удара может затвердевать до хрупкой износостойкой структуры. Его можно сваривать со сплавом аналогичного состава или предпочтительно для прочных сварных швов с классом сплава аустенитной нержавеющей стали, но никогда не следует использовать электрод из обычной мягкой стали из-за образования твердых хрупких сплавов в зоне плавления. Из-за пагубного влияния избыточного тепла на ударную вязкость материала его следует сваривать в холодном состоянии, при этом поверхность должна быть не более горячей, чем ладонь, перед следующим наплавлением. Это может быть выполнено путем сварки скипов, сварки нескольких компонентов по очереди или даже сварки в водяной бане, при этом остается открытым только участок, подлежащий сварке. Он широко используется в карьерном и дноуглубительном оборудовании, где его упрочняющие свойства и прочные структурные свойства используются с пользой. Аустенитная нержавеющая сталь также немагнитна и содержит достаточное количество хрома и никеля, чтобы обеспечить прочный коррозионно-стойкий сплав. Поскольку он не подвергается термической обработке, он имеет хорошие сварочные характеристики с электродами аналогичного состава и широко используется благодаря своим превосходным свойствам в молочном оборудовании, производстве напитков и пищевых продуктов, а также в архитектурных и бытовых изделиях. Его стоимость обычно не позволяет использовать его в общем производстве, где доступны более дешевые стали аналогичной прочности, за исключением случаев, когда, конечно, встречаются сильно коррозионные условия, например, на химическом заводе. Ряд сплавов железа с углеродом, содержащих 2,5-3,5% углерода, производится для целей литья, и общий характер высокого содержания углерода определяет их основные свойства и характеристики. Серый чугун, в котором большая часть углерода присутствует в виде чешуек графита, наиболее широко используется для целого ряда изделий, отлитых в песчаные формы, требующих хорошей прочности на сжатие, но с небольшой потребностью в пластичности. Основания машин, блоки автомобильных двигателей, трубы, звездочки и т. д. Свое название получил из-за характерного серого цвета расколотого железа. Присутствие углерода в виде графита снижает прочность железа при растяжении, хотя по этой причине механическая обработка превосходна. Белый чугун отливается в стальных формах, а более быстрое охлаждение и модифицированный состав обеспечивают присутствие углерода в основном в виде белого карбида железа. В тяжелых сечениях детали часто обозначаются как отбеленные чугуны из-за износоустойчивого слоя белого чугуна вблизи поверхности с модифицированным серым чугуном с более жесткими характеристиками в сердцевине детали. Ковкий, ковкий чугун и чугун с шаровидным графитом, а также механит представляют собой специальные чугуны, в которые добавляются дополнительные элементы для улучшения определенных свойств, в частности, прочности и ударной вязкости. Наиболее распространенные типы с более высокой прочностью основаны на получении графита в виде круглых шариков, а не в виде чешуек, и упрочнении матрицы до уровня, при котором его прочность на растяжение сравнима с мягкой сталью, а прочность на изгиб достаточно хорошая. Эти чугуны находят все более широкое применение в области сельскохозяйственных деталей в небольших зубчатых колесах и т. д. Сварка чугунов затруднена тем фактом, что независимо от того, в какой форме они находятся, присутствующий углерод повторно растворяется в зоне плавления и из-за к эффекту закалки образуется хрупкое белое железо. Свариваемость лучше всего у чугуна с шаровидным графитом или ковкого чугуна, в то время как белые чугуны редко считаются свариваемыми для большинства практических применений. Большинство людей используют электроды типа никель/железо или монель, так как все эти сплавы могут поглощать углерод без затвердевания, что обеспечивает относительно мягкий пластичный сварной шов. Можно также использовать бронзовые электроды. Сварка пайкой кислородно-ацетиленовым методом является хорошим методом для серого чугуна, но не подходит для чугуна с шаровидным графитом, где высокая температура разрушает структуру чугуна, снижая его прочность до уровня серого чугуна. Чугуны, как правило, свариваются дуговой сваркой с использованием небольшого количества тепла, при этом следует соблюдать осторожность, чтобы использовать короткие проходы наклепа и ограничить любую тенденцию к накоплению тепла выше ручного горячего, тем самым ограничивая ширину зоны закалки и сварочные напряжения на низком уровне. Отшлифовать или сколоть треснутую часть до открытой канавки (не узкой V-образной), оставив небольшой участок для сопрягаемых деталей. Электроды с низким содержанием водорода иногда выгодно используются для сварки грязного чугуна, и здесь обычно необходима прокладка. Трещины в колодках следует ожидать из-за затвердевания в результате поглощения углерода, и такие сварные швы, как правило, зарезервированы для областей, подвергающихся сжатию. Наиболее распространенными цветными металлами общего промышленного назначения являются медь и ее основные сплавы, бронза (с оловом) и латунь (с цинком), а также ряд алюминиевых сплавов в литейных и кованых формах. Эти металлы не так легко свариваются, как черные металлы, в частности, из-за их высокой теплопроводности (что затрудняет локальное накопление тепла до точки плавления), а также из-за действия флюса, необходимого для хорошего сцепления и уменьшения оксидных включений. Медь широко используется в водопроводных и электрических проводах.Если не полностью раскислить, сварные швы могут оказаться пористыми. Наиболее распространенными методами соединения являются пайка с использованием кислородно-ацетиленовой или угольной горелки и серебряного припоя. Это может быть картонная дуговая сварка или для некоторых тяжелых работ бронзовый дуговой электрод обеспечивает удовлетворительное соединение. Бронзы и латуни лучше всего обрабатывать с помощью процессов пайки или кислородно-ацетиленовой сварки плавлением, но также можно использовать электрод из оловянной бронзы, как правило, со значительным предварительным подогревом для обеспечения лучшего течения металла. Не следует пытаться сваривать плавлением свинцовистой бронзы или латуни. Свинец, добавляемый для механической обработки, делает сварной шов коротким и опасным для здоровья. Его можно обнаружить по вскипанию при точечном проплавлении участка соединения под газовой горелкой. Алюминий все чаще используется в общем производстве из-за его прочности, легкости и долговечности, обычно в легированной форме. Популярный литейный сплав содержит 5-10% кремния, и аналогичные электроды для дуговой сварки доступны для использования на постоянном токе. Обычно требуется хороший предварительный нагрев. Ацетиленокислородная сварка с аналогичными присадочными стержнями и флюсами также является удобным методом технического обслуживания, но необходимо соблюдать осторожность для удаления остатков коррозионного флюса в каждом случае. Электросварка в среде аргона с использованием горелок с неплавящимся вольфрамовым электродом и добавленной вручную присадочной проволоки или автоматически подаваемой непрерывной спиральной электродной проволоки из алюминиевого сплава является основным промышленным методом сварки этой группы. Ученые обнаружили, что нанесение слоя мягкого металла перед сваркой твердых металлов может служить достаточным буфером для устранения усталостных свойств свариваемого металла. В исследовании изучалось влияние перегрузки при растяжении (ПР) на высокопрочные низколегированные стали, которые широко используются в горнодобывающей промышленности для изготовления такого оборудования, как резервуары для хранения и ковши экскаваторов. Ученые использовали дуговую сварку с флюсовой проволокой и мягкие металлы различной ширины в качестве буферного слоя, чтобы определить усталостную долговечность сплава и определить, компенсирует ли введение буферного слоя ослабление свариваемого материала. Они обнаружили, что в условиях испытаний OL усталостная долговечность сплава, восстановленного сваркой, с буферным слоем толщиной 10 мм была примерно в шесть раз выше, чем у стали, восстановленной сваркой, без буферного слоя. Сяочжи Ху (Xiaozhi Hu) из Школы механико-химического машиностроения Университета Вашингтона говорит, что часто повреждения, вызванные износом, носят локальный характер, поэтому ремонт с помощью сварки или заполнение поврежденного участка является более экономичным. «Это может создать огромные остаточные напряжения вдоль свариваемого интерфейса и дефекты сварки, когда твердые наплавленные металлы используются непосредственно на твердосплавной основе», — говорит профессор Уинтроп Ху. «Когда вы выполняете сварку, у вас есть зона термического влияния, и когда эта зона остывает, она создает остаточное напряжение из-за сварки». Он говорит, что сварка может снизить ударную вязкость материала на 50 %, если она выполнена неправильно, что сделает металл очень хрупким, и что все эти факторы в совокупности могут превратить место сварки в проблемную зону. «Поэтому мы попробовали сварку со слоем мягкого металла, потому что, во-первых, это быстрее, вы не создаете большую зону термического влияния, затем вы наносите твердые металлы, чтобы переход был лучше, и на металл было меньше напряжения. , — говорит профессор Ху. «Кроме того, содержание углерода нейтрализуется, поэтому у вас не будет области с высокой концентрацией углерода, что сделает материал более хрупким». Он говорит, что буферный слой обеспечивает дополнительную структурную конструкцию между транс-металлом и металлом сварного шва, с которыми трудно работать. «Это похоже на то, как если вы красите свой дом, у вас будет своя краска, но иногда вы наносите грунтовку, и грунтовка действует как переход, а буферный слой металла играет ту же роль, что и грунтовка», — говорит он. Буферный слой может использоваться в различных ситуациях, включая соединение двух металлических конструкций или ремонтные работы на морской и наземной инфраструктуре. Цитата :
Сварка мягких металлов укрепляет инфраструктуру (14 февраля 2014 г.
Свариваемость металлов и легированных сталей
Стали
 Более прочные стали с превосходными свойствами можно получить, заменив часть добавленного углерода другими легирующими элементами, такими как хром, никель, молибден и т. д., изменяя структуру металла в различных формах.
Более прочные стали с превосходными свойствами можно получить, заменив часть добавленного углерода другими легирующими элементами, такими как хром, никель, молибден и т. д., изменяя структуру металла в различных формах. Мягкая сталь (низкоуглеродистая сталь)
 д.
д. Среднеуглеродистые стали
Низколегированные высокопрочные стали
 д., улучшается ударная вязкость, ударопрочность и общие механические свойства.
д., улучшается ударная вязкость, ударопрочность и общие механические свойства. Высокоуглеродистая сталь
 Часто называемые инструментальными сталями, их применение варьируется от зубил, топоров, напильников и т. д. до штампов для горячей или холодной ковки, лезвий гильотины и т. д.
Часто называемые инструментальными сталями, их применение варьируется от зубил, топоров, напильников и т. д. до штампов для горячей или холодной ковки, лезвий гильотины и т. д. Аустенитные стали

 При сварке нержавеющей стали с мягкой сталью используйте высоколегированную нержавеющую сталь, чтобы компенсировать разбавление металла сварного шва.
При сварке нержавеющей стали с мягкой сталью используйте высоколегированную нержавеющую сталь, чтобы компенсировать разбавление металла сварного шва. Чугуны
 Белый чугун показывает хорошую износостойкость, но очень хрупок.
Белый чугун показывает хорошую износостойкость, но очень хрупок. Точно так же его поглощение металлом сварного шва обычной стали дает очень твердый, хрупкий металл сварного шва с высоким содержанием углерода.
Точно так же его поглощение металлом сварного шва обычной стали дает очень твердый, хрупкий металл сварного шва с высоким содержанием углерода. материал пластичности.
материал пластичности.
Один из популярных подходов, где это возможно, заключается в том, чтобы покрыть сопрягаемые и прилегающие области секций, подлежащих сварке, наплавленным металлом перед соединением вместе.Эти прокладки, уложенные с минимальным ограничением, обеспечивают хорошее соединение на большей площади, чем окончательный шов, что компенсирует меньшую прочность на растяжение металла под ними. Прокладки иногда включают шпильки из мягкой стали, расположенные через определенные промежутки времени в просверленных и нарезанных отверстиях, чтобы установить механическое соединение под свариваемой поверхностью.
 Латуни с высоким содержанием цинка теряют цинк под действием дуги, образуя обильные белые пары, поэтому требуется хорошая вентиляция.
Латуни с высоким содержанием цинка теряют цинк под действием дуги, образуя обильные белые пары, поэтому требуется хорошая вентиляция.
Сварка мягких металлов делает инфраструктуру более прочной
Сварка может снизить ударную вязкость материала до 50 процентов, если она не выполняется правильно, что делает металл очень хрупким.1 кредит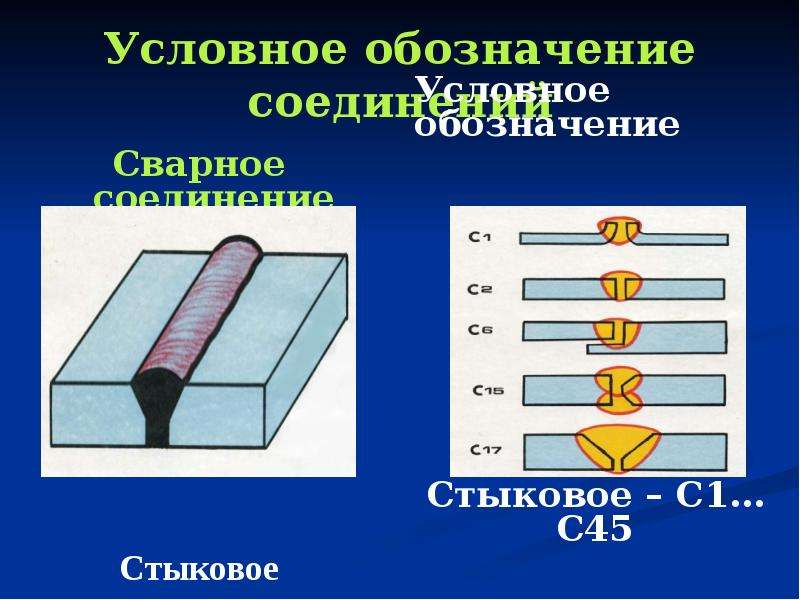
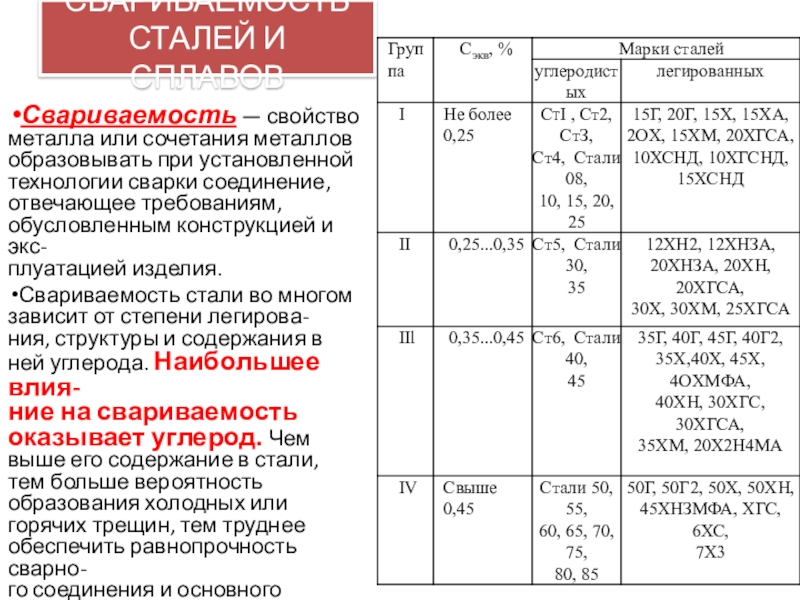

Исследователи разрабатывают метод повышения обратимости материала с фазовым преобразованием
Дополнительная информация: Чунго Чжан, Сяочжи Ху, Пэнминь Лу, Гайпин Чжан, «Пластическая деформация и усталостные характеристики, вызванные перегрузкой растяжением, в высокопрочной низколегированной стали, отремонтированной сваркой», Journal of Materials Processing Technology , том 213, выпуск 11, ноябрь 2013, Страницы 2005-2014, ISSN 0924-0136, дх.doi.org/10.1016/j.jmatprotec.2013.05.018. Предоставлено
Научная сеть WA