Техника выполнения сварки, тонкости и порядок выполнения сварки
Существует ряд общих правил, которым необходимо следовать при выполнении любых сварочных работ. Рассмотрим основные из них.
Общие рекомендации по выполнению сварки
Перед началом любых сварочных работ необходимо тщательно проверить рабочее оборудовании. В первую очередь проверяется целостность силового и заземляющего кабеля, системы подачи газа, сварочной горелки, а также их соединение со сварочным аппаратом. Это – одно из первых требований техники безопасности. Если хоть один из перечисленных элементов поврежден или имеет неплотное соединение, высока вероятность поражения электрическим током или отравления газом.
Газ должен соответствовать типу сварки. Также стоит убедиться, что смесь подобрана правильно для каждого конкретного вида работ. Газовыпускное устройство должно работать корректно, что тоже следует проверить.
Проверяется также тип и прочность используемого присадочного материала. При полуавтоматической и автоматической сварке бухта проволоки в устройстве подачи должна быть правильно закреплена, а его колеса и направляющие должны соответствовать диаметру проволоки. Сварщик также должен проверить работу самих подающих колес механизма подачи. Также механизм подачи проволоки должен соответствовать размеру и типу сварочного пистолета. Чтобы в этом убедиться, нужно отсоединить пистолет от устройства подачи.
При проверке сварочного пистолета отдельно проверяется и чиститься газовое сопло от брызг металла и газораспылитель. Специально для этого предусмотрена возможность отсоединения сопла от пистолета. Проверяется тип контактного наконечника и его состояние. Держатель наконечника тоже нужно очистить перед началом работ.
Перед началом работы нужно проверить расход газа с помощью специального ротаметра. Проверку проводят до заправления проволоки в пистолет. Если проволока уже заправлена, нужно отключить возможность продвижения проволоки.
Выбор угла сварки
Выбор угла сварки во многом зависит от используемой проволоки. Сварка сплошной проволокой или проволокой из присадочного материала проводится при обратном направлении рукоятки пистолета по отношении к перемещению самого пистолета. Исключение делается при сварке в направлении «сверху вниз» и при сварке листов металла очень малой толщины. Сварка симметричных угловых швов проводится пистолетом под углом 45o к угловому шву. Соединения встык должны выполняться пистолетом, расположенным перпендикулярно канавке между разделанными кромками.
Иначе следует вести сварочный пистолет при сварке порошковой присадочной проволокой. В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
Некоторые виды сварных швов являются исключением из этого правила. Например, швы по направлению «снизу вверх». В этом случае образованию шлака препятствует сила тяжести, и можно вести рукоятку пистолета назад по отношению к направлению перемещения пистолета.
Влияние скорости перемещения сварочной горелки на эффективность сварки
Одним из самых важных факторов работы является правильный выбор скорости перемещения горелки. Скорость влияет на глубину проплавления металла, форму и толщину получаемого шва, скорость и величину подвода тепла.
Если перемещать горелку слишком медленно, расплавленный участок шва начинает разворачиваться перед дугой, а не позади нее. Это затрудняет управление сварочной ванной. Если горелка перемещается слишком быстро, невозможно соблюдать необходимую глубину проплавления и толщину шва.
Обычно в инструкциях по сварке указывается рекомендуемая скорость перемещения горелки. Но важно также оценивать скорость сварки в процессе. Зачастую это вызывает проблемы, особенно у неопытных сварщиков. Одним из эффективных способов определения скорости является оценка времени на практике. Для этого засекается время и выполняется небольшой сварочный шов, например, длиной 10 см. После остановки сварки оценивается время, затраченное на работу. В результате можно спрогнозировать скорость сварки в сантиметрах в минуту.
Функция замедленного пуска
Скорость подачи проволоки выбирается в зависимости от условий сварки. Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
При использовании функции замедленного пуска подача проволоки включается на малой скорости. Заданная скорость достигается только в тот момент, когда проволока касается заготовки и начинается подача тока.
Некоторые сварочные аппараты предлагают не только функцию замедленного пуска, но и возможность выбора стартовой скорости. В этом случае коэффициент замедления регулируется с помощью пульта управления на аппарате.
Горячий пуск и мягкий пуск
Многие металлы тяжело варить из-за их высокой теплопроводности. К таким относят, например, алюминий. При работе с такими металлами в начале сварки легко могут появиться дефекты шва.
В то же время для некоторых процессов необходим так называемый мягкий пуск. По своей сути мягкий пуск противоположен горячему. Мощность в начале сварки на мягком пуске снижается по сравнению с заданным показателем и постепенно возрастает до нужного значения. Такая функция будет полезна для стыковой сварки листов металла. Мощность и продолжительность мягкого пуска также регулируются отдельно.
Выбор других параметров сварки
Скорость подачи проволоки напрямую связана со сварочным током. При изменении скорости подачи соответственно изменяется и сварочный ток. Напряжение должно соответствовать сварочному току и скорости подачи проволоки. Только в этом случае возможно обеспечение стабильности сварки. Но при возникновении проблем часто очень сложно оценить, какой параметр подобран не верно и в какую сторону его необходимо изменить, чтобы добиться хороших результатов.
Существует ряд признаков, по которым можно оценить несоответствие параметров. Например, напряжение дуги слишком низкое, если:
- дуга издает слишком громкий шум,
- металл слишком сильно разбрызгивается,
- шов получается очень узким, а головка – высокой.
Напротив, слишком высокое напряжение дуги можно узнается по другим параметрам:
- шум, производимый дугой, приглушен или почти не слышен,
- образуется слишком длинная дуга,
- шов получается излишне широким и низким,
- при использовании присадочного материала образуются крупные капли,
- появляется большой подрез.
Для получения хороших результатов разработан ряд таблиц и руководств, помогающих в работе. Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения. Это связано с различиями характеристик присадочного материала у разных производителей.
Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения. Это связано с различиями характеристик присадочного материала у разных производителей.
В некоторых случаях невозможно точно отрегулировать напряжение дуги по отношению к скорости подачи проволоки. Точная регулировка выполняется изменением скорости подачи проволоки, а не изменением напряжения.
Другие рекомендации по повышению эффективности сварки
Эффективность сварочных работ можно повысить различными способами. В первую очередь следует тщательно планировать все этапы ручной сварки и эргономично организовать рабочее место. В случае единичного производства такое планирование поможет значительно повысить производительность, даже по сравнению с механизацией процесса.
Другим способом повышения эффективности является правильный выбор положения при выполнении шва. Самой эффективной является сварка в нижнем положении. Сварка в нижнем положении предполагает размещение заготовки на том уровне, который позволит обеспечить максимально естественное положение сварщика в процессе работы. Для этого используются специальные устройства. С их помощью можно поворачивать заготовки, добиваясь нижнего положения заготовки, удобного для работы сварщика.
Немаловажно для производительности правильно выбрать процесс сварки. Необходимо изучить все возможности повышения производительности сварки через изменение технологических процессов. Даже если это потребует дополнительных расходов, результат может значительно превзойти все затраты.
Если все параметры сварки подобраны верно, эффективность выполнения работ повышается, а затраты на сварку и дополнительную рабочую силу снижаются. Например, удаление брызг металла – трудоемкий процесс, снижающий производительность.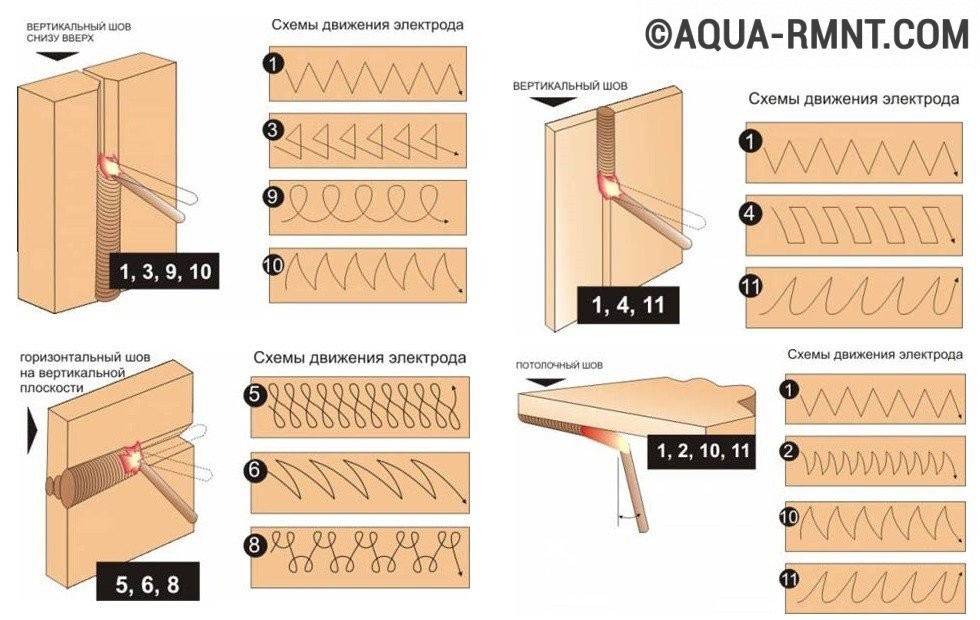 Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.
Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.
Сварка бронзы и латуни
Бронза и латунь относятся к сплавам медной группы.Сварка латуни.
Различные марки латуни используются в виде проката, и лишь небольшая часть — в виде литья. Первостепенную трудность при сварке латуни представляет собой усиленное улетучивание цинка, в результате чего меняется состав и свойства сплава, появляется пористость. К тому же пары цинка весьма ядовиты, образуют в воздухе окислы металла, что затрудняет проведение сварки — процесс нужно осуществлять в хорошо вентилируемых помещениях с обязательным применением специальных масок (респираторов).
Процессы сварки латуни Л63 и ЛС59-1 могут немного отличаться, причем первая лучше подвергается сварке, чем вторая.
При любом процессе сварку латуни проводят с постоянной силой тока (с небольшими показателями напряжения дуги). Обычно, если сваривают листы толще 10-15 мм, их предварительно подогревают, проковывают швы при температуре 500°С, а потом подвергают отжигу при 600-700°С.
Если изготавливают изделия из заготовок незначительной толщины (от 1 до 10 мм), то наиболее часто используется дуговая электросварка угольными электродами. Если толщина металла 1-3 мм, делают сварку с обортовкой без использования присадочного металла. На некоторых заводах с помощью угольные электроды применяются для сварки и более толстые заготовки.
На местах стыков при толщине до 8 мм необязательно разделывать кромки. Присадочным прутком могут быть как различные марки латунной проволоки, так и проволока из кремнистой и фосфористой бронзы. Для сваривания латуней марок Л 62 и ЛО 62-1 часто используют отвечающие ГОСТу латунные прутки марки ЛК 80-3. Также могут быть использованы латунные прутки марки ЛМц 40-4,5 и др.
Для сварки используют флюсы, включающие соединения бора или состоящие из хлористых и фтористых солей. Например, если проводят сварку латунной присадкой марки ЛК 80-3, то берут флюс с такими пропорциями: на хлористый калий приходится половина состава, на хлористый натрий, криолит, древесный уголь по 12,5%, 35% и 2,5% соответственно.
В случае применения для сварки других присадочных прутков используют такие флюсы: бура прокаленная — 100%; измельченный борный шлак — 100%; по 50% буры и борного шлака. Ручную сварку рекомендуется проводить угольными или графитовыми электродами с постоянной силой тока с напряжением дуги 30-40 В.
Сварку латуни начинают с возбуждения дуги на присадочном прутке, потом ее переносят в рабочую зону. От толщины свариваемых заготовок зависит сочетание силы тока, диаметр прутков и электродов. При сварке заготовки толще 10 мм ее предварительно подогревают до 300-500°С.
Процессы сварки металлов медной группы практически сходны. Впрочем, очень тщательно необходимо выбирать электроды и среду для сварки, так как существуют отличия в параметрах проката цветного металла — листовой прокат или круглый.
Сварка бронзы.
Изделия из бронзы занимали большую нишу в повседневной жизни наших предков, а также материал использовался для создания предметов искусства. В настоящее время этот металл применяют в таких областях как электротехника, машиностроение, металлургия. Нередко требуется сварка. Как же ее проводят?
В процессе сварки бронзы получаются неразъемные бронзовые изделия. Для понимания технологии сварки бронзы необходимо изучить технические и эксплуатационные параметры этого металла.
В состав данного цветного металла входит медь, бериллий, алюминий, никель, олово. Так как основную часть составляет медь, бронзу именуют сплавом меди с оловом и алюминием.
Бронза — мягкий и податливый материал, не подвержена коррозии, изделия из нее являются отличными проводниками электрического тока. На производстве для обозначения бронзы используют маркировку Бр, а для металлов, входящих в ее состав, соответствующие буквы.
Различают бронзу литейную, содержащую большее количество легирующих добавок, и деформируемую. Чем больше в сплаве легирующих добавок, тем сложнее проводить сварку конструкций.
Перед сваркой все бронзовые детали подогревают (за исключением деформируемой бронзы толщиной до 4 мм). Каждая марка бронзы требует отдельного подбора температуры подогрева: она может быть от 400°С до 800°С. При неправильно подобранной температуре подогрева бронза будет разрушаться, сварочный шов будет ненадежным.
При сварке бронзы следует защищать рабочую зону от внешней среды с помощью флюсов, благотворно влияющих на формирование шва и горение сварочной дуги. По окончании сварки детали из бронзы зачищают от флюса.
Широкое распространение получил метод дуговой сварки плавлением (существует ручной и автоматический метод).
Ручное сваривание бронзовых деталей выполняют электродами из бронзы и других металлов. Чаще всего металлическими электродами сваривают бронзу и углеродистую сталь. На производстве для сваривания бронзы используют электроды, имеющие толстое покрытие, именуемое обмазкой. Ее состав включает алюминиевую пудру, ферромарганец, криолит, калий и др. Для сварки используют такой электрод, у которого стержень идентичен преобладающему металлу в свариваемых изделиях.
Предварительно на рабочую зону, где будет проводиться сварка, наносят флюс. В зависимости от преобладающего в сплаве металла (олово или алюминий) выбирают подходящий флюс. Если основу бронзы составляет олово, берут флюсы, содержащие бор, если алюминий — флюсы, состоящие из фтора и хлора.
Процесс ручной сварки бронзы идентичен обычной дуговой сварке. Она производится с постоянной силой тока, в качестве сварочного оборудования выступают сварочные выпрямители и инверторы.
Наиболее подходящей считается сварка длинных и толстых деталей с помощью автоматической дуговой сварки, так как в результате получается равномерное приваривание изделий и сварочный катет.
Бронзовая проволока является отличным электродом. Ее толщина составляет от 1 до 4 мм. Ту или иную проволоку выбирают в зависимости от того, настолько толстый материал сваривают и какой величины сварочный катет (валик) хотят получить.
Бронзовые детали, толщина которых превышает 10 мм, сваривают с образованием фаски, когда кромки скашивают в месте образования сварочного шва. Встречаются фаски разных форм.
При сварке бронзы необходимо делать асбестовую подкладку, которая должна находиться с другой стороны сварочного шва. Подкладка блокирует вытекание сварочного металла, тем самым увеличивается качество провара.
Автоматическую сварку производят сварочными автоматами, в простонародье именуемыми сварочными «тракторами». Ими легко пользоваться, так как все процессы автоматизированы. Сварщик фиксирует элементы, проверяет, есть ли флюс и электродная проволока, устанавливает необходимые параметры сварки. Аппарат самостоятельно произведет сварку бронзы, сварщику остается только контролировать сам процесс.
Благодаря сварке использование этого цветного металла получила широкое распространение в промышленности.
Зайчики после сварки что делать
Если от сварочных работ возникает боль в глазах, врачи ставят диагноз электроофтальмия.
Основной причиной состояния является нарушение правил техники безопасности, а именно выполнение работ без защитной маски или очков.
Когда выполняется сварка, электрическая дуга испускает ультрафиолетовое излучение. Для слизистой роговицы оно опасно физическим ожогом. Сильные болевые ощущения объясняются повышенной чувствительностью роговицы.
Симптомы электроофтальмии
Какими симптомами станет проявляться электроофтальмия, зависит от степени повреждения глаз. Например, при легком ожоге роговичной ткани пострадавший испытывает зуд и жжение. Врач устанавливает снижение прозрачности роговицы.
Для средней степени ожога роговицы электросваркой характерно несколько признаков:
- Светобоязнь.
- Эрозия роговицы.
- Выраженная боль.
- Пленка на конъюнктиве.
- Мелькание «зайчиков» перед глазами.
О тяжелом поражении глаз сваркой свидетельствуют такие симптомы, как:
- Тянущая боль.

- Отечность век.
- Снижение остроты зрения.
- Ощущение инородного тела под веком.
- Существенное помутнение роговицы.

4 степень ожогового поражения сваркой дает самые тяжелые последствия:
- Слепота.
- Повреждение сетчатки.
- Некроз глазных тканей.
- Отторжение конъюнктивы.
- Блеклость и бесцветность роговицы.
- Сильная боль, не позволяющая открыть глаза.
Видео:
Что делать при ожоге глаз сваркой
Если в глазах после сварочных работ рябит, возникает ощущение песка, боль и любой дискомфорт, пострадавшему необходимо оказать первую помощь. Она заключается в промывании глаз раствором марганца или большим количеством чистой охлажденной после кипячения воды. Мелкие частицы из глаз удаляют пинцетом или влажным ватным тампоном.
Какие капли для глаз после сварки можно использовать сразу? Рабочим, получившим ожог, врачи рекомендуют обезболивать роговицу Лидокаином (2%-ный раствор).
Если из пораженного органа не получается убрать металлическую стружку, пациенту ставят укол с растворимым кальцием – это поможет очистить слизистые. Затем под веки кладут антисептик (тетрациклиновую мазь).
Из противовоспалительных средств пострадавшему дают Тавегил или Диклофенак, из пероральных обезболивающих – Анальгин, Кетанов.
При ожоге роговицы строго запрещено тереть глаза. Попытка человека облегчить состояние таким путем приводит к усилению зуда и вызывает блефароспазм. Дополнительное травмирование роговицы создает еще больший дискомфорт и провоцирует воспалительные реакции.
Медикаментозное лечение электроофтальмии
Если пациент насмотрелся на сварку и у него болят глаза, лечение будет проводиться в домашних условиях.
Хирургическое вмешательство оправдано только в тяжелых случаях. Домашняя терапия базируется на следующих мероприятиях:
Домашняя терапия базируется на следующих мероприятиях:
- Использование антибиотиков для ускорения заживления роговицы и профилактики кератита и конъюнктивита (5 – 7 дней с введением препарата по 1 капле до 6 р. в сутки).
- Применение глазных капель с сосудосуживающим эффектом. Они снимают отечность, воспаление и покраснение. Первые несколько дней после повреждения капают глаза до 3 раз в сутки.
- Использование противовоспалительных и обезболивающих средств. Лидокаин, Тетракаин и Алкаин устраняют зуд и работают подобно анестетикам, создавая замораживающий эффект. Применяют их не более 2 р. в день.
Все препараты, которые подходят для лечения электроофтальмии, подразделяются на несколько групп. Они назначаются врачом для достижения разных терапевтических целей. Покупать капли наугад недопустимо.
Перечислим, чем можно закапать глаза после сварки для устранения отечности и воспаления:
Следуя инструкции, средства вводят по 1 капле 3 р. в день. Максимальная продолжительность лечения – 3 дня. За это время должны исчезнуть жжение, зуд, отечность, краснота. При воспалении глаз после ожога также применяют Индоколлир, Пренацид и Дикло-Ф (аналог Диклофенака).
Глазные капли антибиотики от «зайчиков» от сварки назначают на 1 неделю с использованием 4 – 5 раз в сутки. Эффективность их применения проявляется уменьшением болевого синдрома, быстрым восстановлением роговицы и профилактикой бактериального инфицирования.
Антибактериальные капли против электроофтальмии:
Противовоспалительные порошки и таблетки Индометацин и Нимесил при поражении глаз электросваркой принимают по 2 р. в сутки на протяжении 2 – 3 дней. Задача средств – прогнать «зайчиков», уменьшить боль и снять воспаление.
Видео:
Лечение пострадавших от сварки глаз народными средствами
После несчастного случая не каждый рабочий знает, чем лечить ожог глаз от сварки дома. Поэтому, если не получается посетить врача в ближайшее время, для облегчения состояния необходимо воспользоваться народными средствами.
Поэтому, если не получается посетить врача в ближайшее время, для облегчения состояния необходимо воспользоваться народными средствами.
Сужения сосудов можно добиться от чайной заварки или остывших пакетиков. Теплые примочки с чаем снимают отечность и покраснение. Рассыпчатую заварку помещают в марлевый мешочек, заваривают и прикладывают к глазам.
При ожоге глаз быстро снять воспаление помогают цветки ромашки аптечной и сливочное масло:
- Две большие ложки фитосырья запаривают кипятком и через 10 минут пропитывают жидкостью ватные диски, которые кладут на глаза.
- Ромашковый настой соединяют с 2 ст.л. сливочного масла, размешивают и делают аппликации. Сливочное масло можно чередовать с растительным.
Мед в лечении электроофтальмии используют, следуя такому народному рецепту:
- В количестве 1 – 2 ст.л. продукт пчеловодства кладут в теплую кипяченую воду и тщательно размешивают.
- Сладким раствором обильно смачивают ватный диск и прикладывают к больному органу.
- Снимают противоотечный компресс через 30 – 40 минут.
Когда жжет глаза после сварки, народные лекари советуют картофельные маски. 2 – 3 корнеплода следует натереть на крупной терке и уложить кашицу в многослойную марлевую повязку. Компресс накладывают на полчаса. Он устраняет отек, уменьшает боль и создает эффект прохлады. Для этой цели также используют листья капусты (сырье пропускают через мясорубку).
В продолжение темы «Что делать если болят глаза от сварки» рассмотрим вариант лечения электроофтальмии при помощи алоэ.
Свежие здоровые листья мелко режут и заливают теплой кипяченой водой. Через 2 часа экстракт используют для компрессов, накладывая на глаза увлажненные тампоны.
Другое средство с алоэ готовят путем смешивания сока растения с медом. Утром и вечером самодельный препарат вводят в глаза по 1 капле.
Повод для срочного обращения к врачу
Если самостоятельно устранить «зайчиков» и боль в глазах после сварки не получается, пострадавший должен обратиться к врачу.
Ведь не исключено, что в зрительной системе уже происходят неблагоприятные изменения. Осложнениями ожога могут стать помутнение, эрозия и язва роговицы, снижение остроты зрения и кератит.
Во избежание новых проблем человек срочно идет к офтальмологу, если болезненность становится невыносимой, а дискомфорт либо непрерывный, либо длится дольше 3 дней. Если сразу после ожога потерпевший замечает резкое падение зрения, к специалисту нужно обратиться в тот же день.
Каждая профессия опасна по-своему. Если рассматривать сварочные работы, то выполнять их должен опытный специалист, соблюдая при этом технику безопасности. Иногда даже малейшая неосторожность может привести к тяжелым последствиям. Первым делом, защищенными должны быть глаза. Если не защитить их специальными очками, то глаза после сварки будут болеть. Этот процесс не назовёшь приятным, так что лечить его необходимо как можно быстрее. Какие проверенные народные или аптечные средства использовать, если болят глаза после сварки.
Симптоматика
Болят глаза от сварки? Это результат несоблюдения правил безопасности. Чтобы защитить зрительные органы от этого неприятного симптома, необходимо надевать специальную маску. Они оснащены особым стеклом, при помощи которого можно свести к минимуму влияние сварки на глаза. При игнорировании этого правила можно заработать ожог сетчатки. Симптоматика поражения проявляется по-разному. Зависит она от степени ожогов. Всего их 4, и для каждой характерна своя клиническая картина:
- Легкая степень. Для нее характерно ощущение легкого жжения, гиперемии, зуда глаз, помутнение роговицы.
- Средняя степень. Она сопровождается резким болевым синдромом, повышенной чувствительностью к свету, эрозией глазной роговицы, формированием пленки на конъюнктиве.
- Третья степень. При таком поражении развивается сильное помутнение роговицы, отек век, ухудшение зрительной функции, боль тянущего характера. Еще человек может ощущать присутствие постороннего предмета в глазу.
- Последняя степень. Она сопровождается крайне тяжелой и неприятной симптоматикой, а также сильной болью. У человека формируется полная слепота, обесцвечивание роговицы, медленное отмирание конъюнктивы, некроз тканей. За счет сильного болевого синдрома человеку сложно открыть веки.

Глаза после сварки могут болеть из-за влияния на роговицу УФ-лучей, которые формируются в процессе сварочных работ. Чем эти лучи интенсивнее, тем сильнее ожог получает орган зрения. При чрезмерном влиянии ультрафиолетового излучения человек рискует потерять зрение полностью.
Причины боли
Принцип отрицательного воздействия сварочных работ на глаза сводится к влиянию на роговицу УФ-лучей. Если в течение длительного времени работать со сварочным аппаратом без специальной маски и очков, то существует большая вероятность развития болезненных ощущений.
Первая помощь
Как помочь глазам после сварки? Первым делом не стоит игнорировать возникшую симптоматику. Если своевременно помочь человеку, то можно не только облегчить его состояние, но спасти его зрение.
Кроме этого, первая помощь человеку, который поймал зайчики от сварки, сводится к следующему:
- Для облегчения боли в глазах необходимо дать человеку анестетик. Лучше всего подходит Анальгин и Кетанов. Кроме этого, первая помощь предполагает использование противовоспалительных препаратов – Тавегил, Диклофенак.
- Промыть органы зрения при помощи большого объема очищенной воды.
- Если в глаз проникли мелкие металлические частички, то для удаления их стоит применять стерильный ватный диск или черную ткань. Если справиться с этим процессом самостоятельно не получится, то стоит обратиться к врачу, так как он имеет специальное оборудование.
- На кожу век приложить холодный компресс. Можно использовать для этого холодный отвар ромашки. Кроме охлаждающего эффекта, ромашка предотвратит развитие воспаления. Длительность влияния холода составляет 5-10 минут.
- Обработать кожу век антисептической мазью. Отлично зарекомендовала себя Тетрациклиновая мазь.

Как только человеку была оказана первая медицинская помощь, то нужно срочно посетить врача для консультации. Осмотр и своевременная диагностика – это отличная профилактика от различных осложнений с глазами.
Лечение
Лечение глаз от сварки можно выполнять при помощи эффективных аптечных и народных средств. Если был получен ожог глаз от сварки, то важно их вначале промыть. Использовать можно как очищенную воду, как и слабый раствор марганцовки. После этого можно использовать капли. А вот какие, на этом остановимся подробнее.
Капли
Когда человек насмотрелся на сварку и от этого у него болят глаза, то лечении можно проводить в домашних условиях. Применять оперативное вмешательство стоит только в том случае, если наблюдается последняя стадия патологии.
Для лечения ожога глаз от сварки могут применять такие капли:
- Антибактериальные капли. Благодаря им удается быстро заживить роговицу и предотвратить развитие кератита, конъюнктивита. Применять препарат необходимо 5-7 дней по 1 капле 6 раз в день.
- Сосудосуживающие капли. Благодаря им можно купировать отек, воспаление и гиперемию. Применять в течение первых нескольких дней после поражения 3 раза в сутки.
- Противовоспалительные и обезболивающие. К ним можно отнести: Лидокаин, Тетракаин и Алкаин. Их действие сводится к купированию зуда, а работают они подобно анестетика, создавая замораживающий эффект. Применять около 2 раз в сутки.
Все глазные капли, которые можно использовать для купирования боли после сварки, можно поделить на несколько групп. Назначить их может врач для различных лечебных целей. Применять их самостоятельно не стоит.
Итак, для купирования отека и воспаления после сварки можно использовать следующие медикаменты:
- Визин;
- Визоптик;
- Октилия;
- Прокулин.
Применять по 1 капле 3 раза в сутки. Длительность терапии не должна превышать 3 дня. За этот период времени должны исчезнуть такие симптомы, как жжение, зуд, краснота, отек. При воспалении можно использовать следующие капли в глаза после сварки:
Длительность терапии не должна превышать 3 дня. За этот период времени должны исчезнуть такие симптомы, как жжение, зуд, краснота, отек. При воспалении можно использовать следующие капли в глаза после сварки:
- Индоколлир,
- Пренацид,
- Дикло-Ф.
Антибактериальные глазные капли от зайчиков после сварки применять на протяжении 7 дней, капать 4-5 раз в сутки. После этого снижается выраженность болевого синдрома, роговица быстро регенерируется, а еще такие препараты – отличная профилактика бактериального инфицирования.
Эффективными антибактериальными каплями можно считать:
- Тобрекс;
- Гентамицин;
- Тобрамицин;
- Офтаквикс;
- Левофлоксацин.
Препараты в виде таблеток и порошка с противовоспалительным эффектом (Нимесил, Индометацин) при поражении глаз сваркой стоит принимать по 2 раза в сутки. Длительность терапии 2-3 дня. При помощи этих средств можно купировать зайчиков, снизить боль и купировать воспаление.
Народные средства
При помощи народных средств можно купировать не только боль, но и другую неприятную симптоматику. А для получения максимального эффекта необходимо применять их в сочетании с медикаментами.
Когда орган зрения устал от сварки, то можно заварить чайные пакетики и подождать, пока они остынут. Уложить их на глаза и держать 15 минут. Затем уложит другие. Если имеется рассыпной чай, то необходимо его заварить, уложить в марлю и приложить на глаза. При помощи таких действий можно сузить сосуды конъюнктивы и купировать боль.
Картофель
Если после сварка наблюдается жжение, то устранить его можно при помощи картофельной кашицы. Измельчить 2-3 корнеплода при помощи терки. Уложить массу в марлю и приложить на глаза. Длительность манипуляции составляет 30 минут. Картофель эффективно снижает боль, купирует отек и оказывает охлаждающий эффект.
Взять 200 мл кипячёной воды, добавить туда 40 г меда. Все тщательно размешать, окунуть ватные диски и приложить на глаза на 30 минут.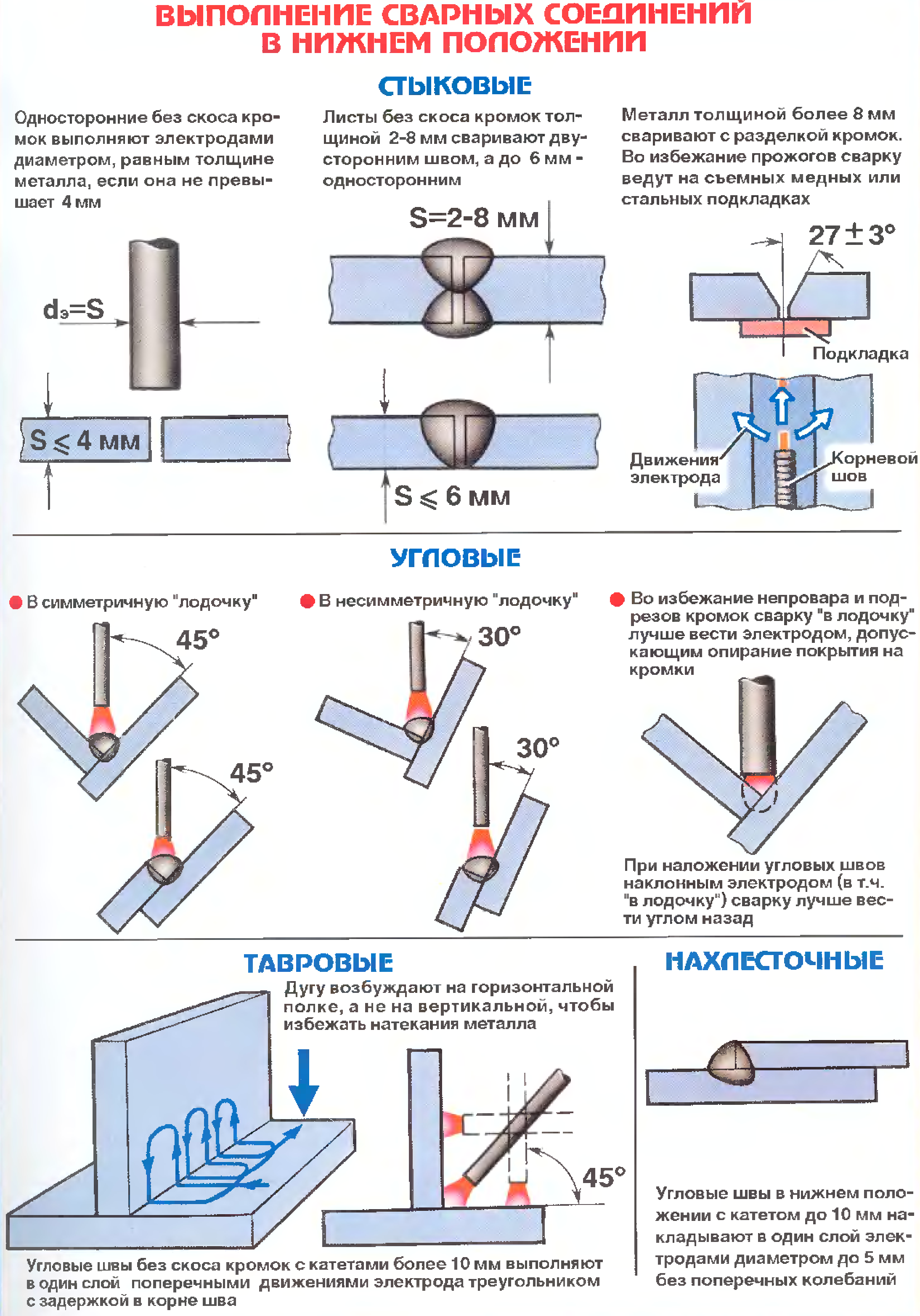 Затем обновить компресс. Благодаря ему удается купировать боль и покраснение. Этот способ очень эффективен, когда необходимо снять резь в глазах после сварки.
Затем обновить компресс. Благодаря ему удается купировать боль и покраснение. Этот способ очень эффективен, когда необходимо снять резь в глазах после сварки.
Ромашка
Это универсальное растение, которое отлично купирует воспаление после сварки в глазах. Взять сырье в количестве 60 г и залить 200 мл кипяченой воды. Подождать 10 минут, отфильтровать, окунуть ватные диски, приложить к глазам на 10-15 минут.
Взять листики свежего растения, измельчить, залить кипяченой водой. Подождать 2 часа, а затем использовать раствор для компресса. Сок алоэ прекрасно купирует воспаление. А еще соединить сок можно с медом и применять раствор как капли. Капать по 1 капле утром и вечером.
Кора дуба давно славится своими целебными свойствами. Когда болят глаза после сварки, то можно использовать настойку. Для ее получения взять 200 мл кипятка и 60 г коры. Подождать 3 часа, окунуть ватные диски и приложить на глаза. Длительность манипуляции 20 минут.
Капуста
При помощи капустных листиков можно быстро купировать боль. Только использовать необходимо свежие листики. Измельчить их при помощи мясорубки. Полученную кашицу уложить на глаза. Результатом такой процедуры станет купирование боли и воспалительного процесса.
Отвары
Для приготовления травяной настойки можно задействовать несколько трав: календулу, липу, ромашку. Все их взять в равном количестве. Добавить 0,5 л воды. Использовать раствор для промывания пораженных глаз.
Облегчение восприятия света
Чтобы после сварки глаза не болезненно воспринимали свет, необходимо создать темноту в комнате. Для этого закрыть шторы, выключить свет, телевизор. Еще можно надеть солнцезащитные очки с темным стеклом. Обеспечить человеку полный покой и тишину.
Что делать нельзя
Чтобы не усугубить состояние человека после сварочных работ, необходимо придерживаться следующих советов:
- Нельзя тереть глаза, так как от этого боль только усилится.
- Не использовать для промывания глаз обычную воду из-под крана.
- Не нужно в спешке применять средства народной медицины. Их стоит отложить на сутки, а вначале проконсультироваться со специалистом.
- Не применять капли для глаз по собственному усмотрению. Далеко не все препарат помогают справиться с ожогами.

Сколько будут болеть глаза
Симптоматика ожога возникает не сразу. Симптомы нарастают постепенно в течение 7 часа. Если отсутствует повреждение сетчатки глаза, то боль будет ощущаться пару дней. При этом возникает ощущение беспокойства, спазмы и слезотечение. Но через время все это проходит. Если ожог получила слизистая оболочка, то курс терапии устанавливается врачом, так что и длительность боли будет определяться с учетом серьезности травмы. Нередко после прохождения курса терапии боль все еще имеет место быть.
Любая термическая травма не может пройти за один день. Чтобы наступило полное выздоровление, необходимо терпеть неприятную симптоматику в течение 7 дней, а может и дольше. все зависит от сложности патологии. Если человек ощутил облегчение на следующий год, то это не повод, чтобы отказаться от лечения. Все лечебные мероприятия необходимо проводить ежедневно. Лучше не выходить на работу, а взять больничный.
Когда нужно обратиться к врачу
Болезненные ощущения в глазах после сварки – это симптом, который нельзя пускать на самотек. Немедленно посетить врача необходимо, когда своими силами устранить «зайчиков» и боль в глазах после сварочных работ не получается. Без помощи врача здесь не обойтись, ведь нельзя исключать того, что в зрительной системе уже наблюдаются неблагоприятные изменения.
Если не лечить возникшую симптоматику, то это чревато такими осложнениями:
- помутнение роговицы;
- язва роговицы;
- эрозия роговицы;
- снижение остроты зрения;
- кератит.
Чтобы предотвратить развитие новых проблем, необходимо как можно быстрее посетить офтальмолога. Особенно важно это сделать, когда боль с каждым часов нарастает и терпеть ее становится невозможно. Если после ожога наблюдается резкое падение зрительной функции, то пациент должен обязательно посетить врача на следующий день.
Если после ожога наблюдается резкое падение зрительной функции, то пациент должен обязательно посетить врача на следующий день.
Боль в глазах после сварочных работ – это частый симптом тех работников, которые не соблюдают правила безопасности. Не нужно думать, что подобная симптоматика не является серьезной. Если отнестись к этому халатно, то это может стать причиной снижения зрения и других опасных осложнений. Тянуть с лечением не стоит, нужно оказать пострадавшему первую помощь, а затем обратиться за квалицированной помощью.
Многие слышали такое выражение, как «нахватался зайчиков во время сварки». Это вполне распространенное явление, с которым сталкиваются практически все, кто занимается данным родом деятельности. Рано или поздно человек встречается с таким количеством ярких вспышек, что глаз не выдерживает подобного напряжения и начинает болеть. Само слово «зайчик» пошло от детского нарекания яркого пятна света, который отражен от зеркала. Несмотря на то, что свет от сварки не отражается, он является очень ярким и даже кратковременное воздействие в течение нескольких десятых долей секунды, которое повторяется неоднократно во время рабочей смены, может оказать сильное негативное влияние.
Рабочий диапазон глаз не рассчитан на столь яркие вспышки. В живой природе только солнце имеет опасно высокую яркость, но на него напрямую никто не смотрит, а среди рукотворных явлений такие вещи встречаются чаще, поэтому, глаз не может приспособиться к ним. От постоянных перемен не только устает хрусталик, но и выжигается сетчатка. Чем больше раз человек увидел яркую вспышку электрической дуги, тем больше вероятность, что глаза начнут болеть. Так как это явление очень распространенное, следует знать, что делать если поймал зайчиков от сварки.
Признаки «зайчика»
Первым признаком, что вы поймали «зайчиков» является жжение в глазах. Это первый признак ожога минимальной степени. Жжение может быть не сильным, но все равно ощущается. Оно не проявляется в каком-то конкретном месте, а словно охватывает всю поверхность. На начальных стадиях оно просто вызывает чувство дискомфорта и не сильно болит.
Жжение может быть не сильным, но все равно ощущается. Оно не проявляется в каком-то конкретном месте, а словно охватывает всю поверхность. На начальных стадиях оно просто вызывает чувство дискомфорта и не сильно болит.
В момент, когда яркий свет воздействует на глаз, в поле зрения остается пятно слегка синего цвета. Это эффект от поражения органа зрения, который со временем сходит. Но он также относится к признакам, что вы словили очередного «зайца». Чем ближе расстояние и яркость дуги, тем больше это пятно, так что иногда можно не видеть ничего нормально в течение нескольких минут, пока этот эффект не пройдет. С каждым новым микро ожогом возрастает вероятность, что к вечеру начнутся более серьезные проблемы.
Очередным распространенным признаком является ощущение песка. Из-за этого хочется постоянно потереть глаза, чтобы избавиться от него, но это только усиливает негативный эффект. Тереть глаза – это как раз то самое что не стоит делать, когда словил зайчика от сварки. В таком случае добавится еще покраснение и опухание.
С болями в глазах наступают и головные боли, так как невозможно сфокусироваться нормально на объекте. При повороте глазных яблок все только усложняется. Продолжение работа становится практически невозможным, так как если пятно перед глазами появляется непосредственно на центре глаз, то центральные объекты не будут в поле видимости.
Первая медицинская помощь при зайчиках
Если уже негативная ситуация случилась, то нужно знать, что делать если насмотрелся на сварку и болят глаза. В первую очередь нужно прекратить работу, так как в таком состоянии можно легко чего-то не заметить и подвергнуть себя куда большей опасности. Затем нужно промыть глаза водой. Лучше всего подойдет холодная из под крана. Она сможет затупить боль, но если есть раствор марганцовки, процеженная чайная заварка или отвар ромашки, то можно промыть глаза и ими.
Чтобы снять болезненные ощущения, то можно применять специальные капли для глаз после сварки. Это может быть Новокаин или Визин. Они являются проверенными препаратами, которыми сварщики пользуются на протяжении многих лет. Главное, принимать их правильно, так частое или чрезмерное использование приводит к негативным последствиям. Помимо этого можно использовать Визоптин и Прокулин, чтобы снять отеки, появившиеся от зайчиков.
Это может быть Новокаин или Визин. Они являются проверенными препаратами, которыми сварщики пользуются на протяжении многих лет. Главное, принимать их правильно, так частое или чрезмерное использование приводит к негативным последствиям. Помимо этого можно использовать Визоптин и Прокулин, чтобы снять отеки, появившиеся от зайчиков.
Медики рекомендуют использовать только один вид капель за один раз, так как иначе может возникнуть такой же эффект, как при передозировке одним из этих лекарств.»
После этого можно воспользоваться различными компрессами. Они могут делаться из отвара ромашки, чайной заварки, сырого картофели и прочих подручных средств. Это народные средства для глаз после сварки, которые также проверены множеством поколений сварщиков. Естественно, что при серьезных травмах они окажутся малоэффективными, но для такого случая вполне подойдут.
Категорически запрещается
Когда вы узнали, что делать когда наловился зайчиков от сварки, то следует знать, чего делать крайне не рекомендуется. Среди основных пунктов стоит отметить:
- Не растирать глаза при ощущении песка, зуда и прочих неприятных состояниях, здесь поможет только промывка;
- Не смотреть на яркий свет, так как это усилит болезненные ощущения;
- Не применять непроверенные средства, которые могут усилить раздражение;
- Не использовать для промывки загрязненные и непрофильтрованные жидкости, которые могут загрязнить поверхность глаза.
Сколько будут «зайчики»
Многих интересует не только как лечить зайчики от сварки, но и сколько они смогут продержаться. Этот вопрос является сугубо индивидуальным, так как все зависит от опыта работы, качества зрения человека, а также уровня повреждения, которые получили органы зрения. Последний фактор является одним из основных, который еще влияет на то, как быстро наступят болезненные ощущения. Если применять вышеописанные средства как избавиться от зайчиков от сварки, то этот период будет не таким длительным.
В среднем, болезненные ощущения могут продлиться около двух-четырех часов. Если вспышка была сильной, то боль проявляется практически сразу, в иных случаях все может проявиться с задержкой в час-два, когда наберется нужное количество микро ожогов. Если началось ощущение песка в глазах, то стоит делать все, чтобы избавиться от зайчиков после сварки. Медицинские препараты и народные средства помогут снять дискомфорт в течение от нескольких минут до получаса. В это время не стоит напрягать зрение, чтобы боль не вернулась. Таким образом, время, сколько пробудут зайчики в глазах, станет заметно меньше, если использовать правильные средства.
В каких случаях стоит обращаться к врачам
Практически каждый опытный сварщик знает что делать, если нахватался зайчиков от сварки, но не все знают, когда самое время обратиться к специалисту. Если случай произошел однократно и прошел без последствий, то медицинская помощь, как правило не требуется. Если же возникли осложнения и боль не проходит даже через несколько дней, то стоит посетить специалиста, чтобы он смог осмотреть и понять, насколько серьезная проблема.
Что можно сделать при помощи сварки
Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.
Также сварочные работы являются одним из главных технологических элементов холодной ковки. Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.
Сварочные работы – необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.
Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).
И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.
Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.
Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.
Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов.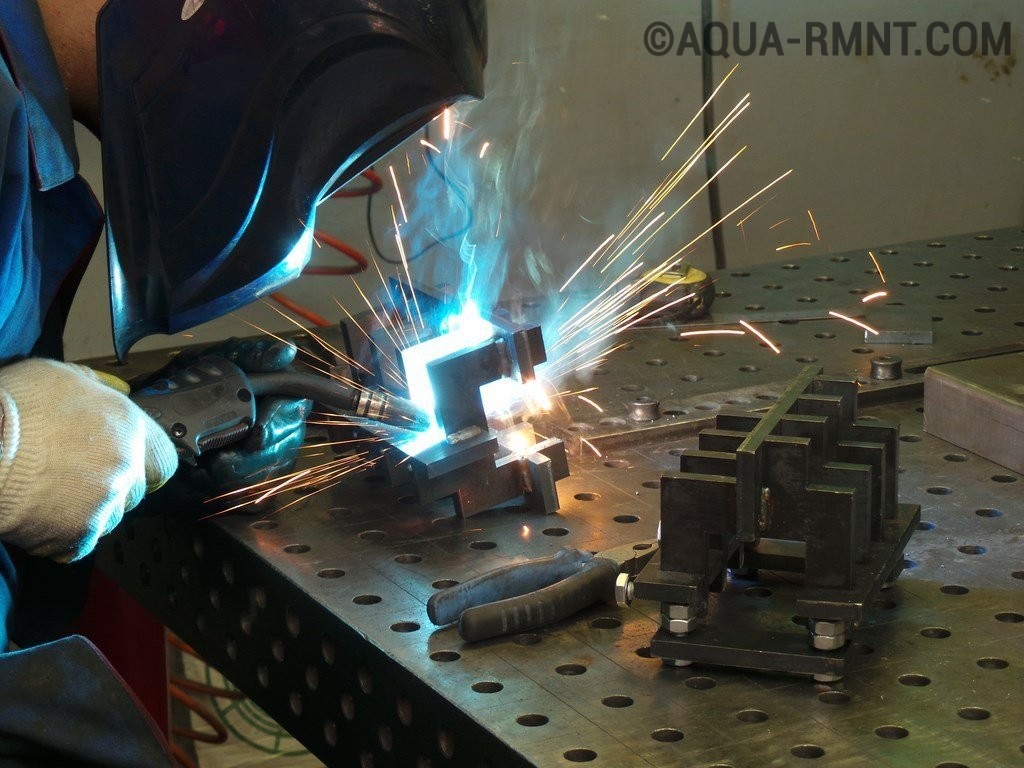 Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.
Зависимость диаметра электрода от толщины металла представлена в следующей таблице.
Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.
Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3.5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».
Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.
Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) – 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1.5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.
Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.
По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера – 1000х2000х2 мм – делаем среднюю полку.
При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.
Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.
Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.
Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный металлический каркас) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.
Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать самодельные угольники.
Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.
Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?
Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.
Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
Боремся с этим так:
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.
Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.
Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье «Доборные элементы для сварки» .
Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.
Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.
Также важно подготовить деталь перед сваркой – сделать разделку трещины.
Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
Форумчанин поступил так:
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла
Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?
Оцинкованные трубы – это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей – электроды с покрытием основного типа:
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода – 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода – 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.
Я сделал себе удлинитель из провода ПВС 2х2.5мм2 длиной 40 метров. Для мгновенного контроля за напряжением в сети и выбором тока сварки применил цифровой вольтметр. Протягивал спарку из двух таких удлинителей до 70 метров. Судя по показаниям вольтметра, потери напряжения были не более 15-17В.
И в завершение статьи – памятка для начинающего сварщика от FORUMHOUSE:
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.
- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла – 2-3 мм.
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.
Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.
Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника.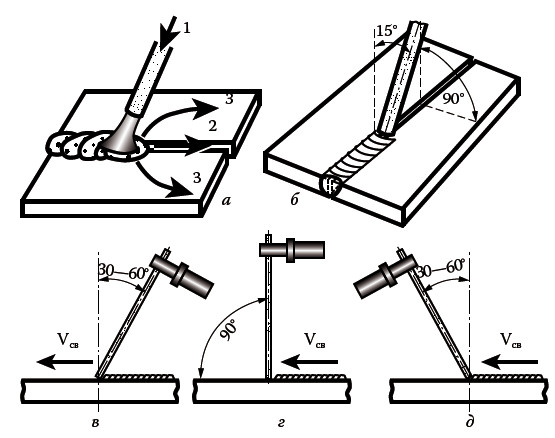 Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.
Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.
Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.
Сварка на прямой и обратной полярности.
Прямая полярность: к «+» инвертора подключается масса. Держак подключается к «-«.
Обратная полярность: масса подключается к «-«. Держак – к «+».
При сварке на обратной полярности на электроде выделятся больше тепла, а нагрев детали уменьшается. Это означает, что на прямой полярности лучше варить толстый металл. И наоборот – обратная полярность лучше подходит для сварки тонкого металла.
Какой выбрать сварочный аппарат, можно узнать из этой темы. Какие электроды не стоит покупать, рассказывается здесь. Понять, какую маску купить для сварки, можно, прочитав эту тему. Форумчане также помогут выбрать удобный электродержатель. Научится работать со сварочным аппаратом можно, пройдя по этой ссылке.
Дело в том, что для выполнения простых (бытовых) сварочных работ не требуются глубокие знания и опыт, поскольку здесь электродуговая сварка просто заменяет крепеж – болты, винты и т.д. Сварщик-новичок не сможет качественно сварить водопроводную или газовую трубу, но там, где качество сварного шва не первостепенно, у него все получится.
Инверторная сварка своими руками
Разумеется, новичку не нужно покупать какое-то сложное и профессиональное оборудование, для дачных нужд вполне достаточно купить недорогой сварочный инвертор, с помощью которого можно выполнить самый распространенный вид сварки – ручной электродуговой (MMA). Этот вид применяется для сварки деталей из углеродистой конструкционной стали. Для инверторной сварки своими руками используются штучные покрытые электроды.
Что необходимо для работы сварщика
Сварочные работы являются достаточно вредным видом производства, поэтому стоит позаботиться о защите глаз и рук в первую очередь. Для глаз используют маску со светофильтрами, которые защищают зрение от вредного излучения и при этом позволяют видеть место сварки. Светофильтры имеют разную степень затененности и делятся по номерам, в зависимости от интенсивности дуги. Более подробно о маске мы писали в статье «как выбрать сварочную маску».
Для защиты рук используют краги – специальные рукавицы или перчатки, которые можно купить в любом строительном магазине. Кроме того, можно также купить сварочный костюм или фартук, а также обувь, которая выдержит попадание искр.
Электрододержатель (держак) и масса
Провод электрододержателя или в простонародье держака должен быть из меди большого сечения, и чем выше ток, тем больше сечение. Бытовые инверторы не обладают большой мощностью, поэтому для них пойдут провода, рассчитанные на ток до 200 А. В большинстве случаев покупать провода не требуется, так как они идут в комплекте с инвертором.
Какие нужны электроды
Марок и типов электродов великое множество, но для бытовой сварки достаточно марки ОЗС, либо АНО и МР. Диаметр электрода – «двойка» или «тройка», в зависимости от толщины свариваемых деталей, чем толще детали, тем большим должен быть диаметр электрода и ток для инвертора.
Материал толщиной до трех миллиметров сварит электрод «двойка», от 3 до 5 мм – «тройка», четырех миллиметровый стержень вряд ли пригодиться, так как домашняя электросеть просто не выдержит такой нагрузки, да и задач таких, как правило не стоит. Ну а о «пятерке» в нашем случае и говорить не стоит.
Готовим свариваемые элементы
Прежде чем приступать к сварке, места стыковки деталей необходимо очистить от грязи и ржавчины, удалить влагу. Если толщина детали более 3 мм, то лучше с кромок снять фаску, это позволит более качественно сварить элементы, что важно, особенно для новичка. Рекомендуем не экономить на времени и хорошо подготовить свариваемые детали.
Если толщина детали более 3 мм, то лучше с кромок снять фаску, это позволит более качественно сварить элементы, что важно, особенно для новичка. Рекомендуем не экономить на времени и хорошо подготовить свариваемые детали.
Положения при сварочных работах своими руками
Конечно же, наиболее удобное положение для производства ручной дуговой сварки – сварка «в нижнем положении», то есть когда сварочный шов проходит по горизонтальной плоскости. Так процесс сварки проходит с полным контролем сварочной ванны, расплав и присадочный металл электрода ровно ложиться в сварочный шов. Именно поэтому опытные сварщики советуют новичка начинать свою сварочную «карьеру» с варки на столе, а не пытаться сразу варить конструкцию на месте из неудобных положений.
Часто приходится варить в вертикальном положении, либо горизонтально на вертикальной поверхности, это не очень удобно и в целом сложнее горизонтального положения. Вести шов лучше с верху вниз короткой дугой, при этом сварочную ванну делают небольшой, чтобы расплав и металл не стекал. Иногда возникает необходимость варить снизу, то есть потолочная сварка, но она очень сложна, поэтому новичку за нее лучше не браться.
Способы сварки: внахлест, встык, тавровая и угловая
Работа сварщика предполагает несколько способов сварки деталей: внахлест, встык, тавровая и угловая. Шов ведется наклоненным электродом, кроме сварки встык, когда электрод держат практически прямо. При угловой сварке новичку рекомендуется разместить свариваемые детали «в лодочку», а не латинской буквой L, в этом случае проще добиться качественного шва с хорошо проваренными краями.
Настройка сварочного инвертора
В первую очередь необходимо выставить сварочный ток, сила которого определяется исходя из толщины электрода. Для наших целей мы используем «двойку» и «тройку», для первого рекомендуется выставить ток в 70-80 ампер, для второго типа – 100-140 ампер. Опытные сварщики довольно точно выставляют ток с первого раза, новичку же следует уделить больше времени, начиная с минимального тока и при необходимости его поднятия. В помощь придет звук сварки – булькает или гудит – сила тока выставлена не правильно, слышится потрескивание – сила тока угадана точно.
Остается еще вопрос – какую полярность выбрать для держателя электрода (держака) и массы. Поскольку инвертор использует постоянный ток, то на держак и массу можно подать как «плюс», так и «минус», что влияет на сварочный процесс. Для нас важно на держатель подать «плюс», а на массу «минус», то есть подключение обратной полярностью. В этом случае электрод греется сильнее свариваемой поверхности, что позволяет получить качественный шов. Прямая полярность (когда на электроде «минус», а на массе «плюс») применяется для сварки стальных листов, причем специальными для этих работ электродами.
Начинаем сварочные работы своими руками
Итак, все что надо для работы мы подготовили, самое время начать варить. Для первого раза лучше всего максимально упростить задачу: варим на столе в нижнем положении, детали – пластины (листовой металл) без фасок с прямыми кромками. Сварочный шов будет прямой в один слой, детали располагаем встык, используемые электроды – «двойка». Для простоты понимания сварочные работы мы разделили на этапы:
Этап первый. Все начинается с поджига дуги, для чего просто чиркаем электродом по свариваемым деталям. Данное движение напоминает поджиг спички, при этом чиркать следует с наклоном электрода к горизонту около 30-ти градусов и по направлению сварочного шва.
Этап второй. Разожженной дугой начинаем варить шов, для чего перемещаем ее к началу шва и ждем несколько секунд до расплавления металла. Определить, что металл расплавился просто, пятно на месте сварки приобретает желто-оранжевый цвет и покрывается рябью. Теперь остается формировать сварочную ванну, для чего электрод держим немного наклоненным в направлении шва.
Этап третий. Сварочная ванна формируется путем постепенного перемещения электрода от начала шва к его окончанию, то есть, как говорили выше, дожидаемся расплава металла и перемещаем на несколько миллиметров дальше, и так до конца шва.
Что надо знать, формируя сварочную ванну
При формировании сварочной ванны есть несколько важных деталей, которые необходимо учитывать:
Дуговой промежуток, то есть контроль расстояния между электродом и швом. Если промежуток будет большой, то мы получим нестабильную дугу и отсутствие металла для создания сварочного шва, если электрод будет «клевать» детали – получим замыкание и отключение инвертора (сработает защита аппарата). Лучше всего подобрать высоту наклоненного электрода, при котором будет происходить касание обмазки электрода с деталями.
Высота шва зависит от наклона электрода, чем более вертикально его держать, тем ниже он будет. Сварщики, как правило, стараются сделать шов вровень со свариваемыми деталями, однако новичку лучше делать шов выше, это позволит лучше контролировать его качество. Впоследствии вы сможете снизить высоту или даже выйти на профессиональный уровень, но начинать с него не рекомендуем.
Движение электрода для новичка – прямолинейное, что позволит формировать наплывы, то есть «чешуйки», которые перекрывают друг друга. В идеале должен получиться шов с мелкими чешуйками, но если это сразу не получиться – не отчаивайтесь, вы пока новичок.
Еще одна «мелочь» – скорость перемещения электрода по шву. Это действие определяется на глаз, и никак по-другому. Необходимо внимательно следить за цветом пятна под дугой, передвигаясь плавно и без спешки. Важно не передержать – чревато прожигом, и не додержать – получим не проваренный участок. Интенсивность передвижение зависит от толщины электрода, чем он тоньше, тем медленнее прогревает металл, соответственно, тем медленней его ведут по шву. В любом случае, новичку настоятельно советуем останавливаться и осматривать шов, не пытайтесь с ходу варить одной дугой (то есть выполнить шов без остановок).
Наконец, последний этап сварочных работ своими руками – завершение сварки. Для этого необходимо сделать малый круг на месте, не убирая резко электрод. Оставшийся шлак на шву отбивают молотком и зачищают металлической щеткой (после остывания, разумеется). В качественном шве не должно быть включений шлака, и к этому надо стремиться новичку.
Оставшийся шлак на шву отбивают молотком и зачищают металлической щеткой (после остывания, разумеется). В качественном шве не должно быть включений шлака, и к этому надо стремиться новичку.
В целом это все, что необходимо знать начинающему сварщику, остальное придет вместе с опытом.
Сварочные работы своими руками ВИДЕО
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Сварка труб в дачных условиях
В данной статье мы постараемся подробно рассмотреть основы сварки труб в «дачных» условиях.
Оговоримся сразу, что мы рассмотрим возможно слишком «правильный» вариант сварки труб с тщательной подготовкой под сварку и «проваром», что естественно совсем не обязательно в дачном строительстве. Однако цель данной статьи – дать представление начинающим о сварке труб, поэтому мы пойдем по более сложному, извилистому пути.
Итак, для данной работы нам потребуются:
— сварочный инвертор
— электроды
— сварочная маска (желательно «хамелеон», но не обязательно)
— краги и спецодежда
— углошлифовальная машинка («болгарка»)
— защитные очки или защитный щиток
— ролики-вращатели (желательно, но не обязательно)
— шлакоотбойный молоток
— маркер
— щетка
— «поясок»
— трубы, которые нам необходимо сварить
Для начала осмотрим трубы, которые мы будем сваривать.
В нашем случае это достаточно серьезная для дачных мероприятий труба Ø108х6мм из углеродистой стали. Необходимо очистить трубу от загрязнений и выполнить ровный рез под углом 90° для того, чтобы сваренная из двух половинок труба не была кривой, не имела видимого изгиба. Для этого укладываем трубу на ролики (если есть) и с помощью специального пояска маркером проводим линию реза. В качестве пояска отлично подойдет и «шкурка» и самые обычные обои. Без роликов тоже можно вполне обойтись, выложив трубы на дощечки или металлический профиль.
Теперь наша задача отрезать трубу по разметке. Для этого берем «болгарку» с отрезным кругом и выполняем резы. Конечно же, такую сравнительно толстую трубу легче будет отрезать «плазмой» или специальным труборезом, но не у всех есть такие серьезные инструменты.
Так как труба толстостенная, то теперь нам необходимо сделать фаски на торцах труб для обеспечения нормального провара. В случае если труба будет толщиной 4 мм и менее этого можно и не делать. Меняем на «болгарке» отрезной диск на шлифовальный и аккуратно выполняем фаски на стыкуемых концах труб под углом примерно 30°. Раз уж сделали фаски, то выполним и притупление во избежание прожогов во время сварки.
Что ж, на этом подготовка под сварку окончена. Теперь выкладываем трубы на роликах.
Выставляем зазор 2-3 мм и делаем 3 прихватки равномерно по периметру трубы. Электроды подойдут в принципе любые, как с рутиловым, рутило-целлюлозным покрытием (ими легче варить), так и с основным покрытием (требуют больше навыков).
Диаметр электродов для корневого шва рекомендуем использовать Ø2,5-2,6 мм. Для последующих слоев Ø3,0-3,2 мм. В нашем случае это будут электроды МОНОЛИТ РЦ Ø2,5 мм и ПЛАЗМАТЕК Арсенал Ø3,0 мм. Электроды, конечно, перед сваркой желательно прокалить в специальной печке. К сожалению, у нас нет в данный момент такой печки, поэтому просто сушим электроды на батарее отопления. Некоторые для прокалки используют обычную духовку, но дабы не обострять внутрисемейные отношения, мы не советуем этого делать.
Слегка зачищаем прихватки и начинаем сварку. Сварка будет выполняться в несколько слоев, опять-таки ввиду толстостенности трубы. Должно получиться 2-3 слоя. Сначала выполняем корневой слой. Для этого необходимо тщательно подобрать сварочный ток, чтобы не прожечь металл и в то же время сплавить кромки. Ориентировочный сварочный ток должен быть 60-70А для корневого прохода (электроды Ø2,5 мм) и 80-100А для последующих слоев (электроды Ø3 мм). Величина сварочного тока в зависимости от пространственного положения указывается на упаковке электродов. Большим плюсом в данном конкретном случае является использование роликов, что позволяет во время сварки, аккуратно поворачивая трубу, варить в одном и том же удобном положении. Необходимо также учитывать, что в процессе сварки труба разогревается и для равномерного проплавления, во избежание прожогов необходимо немного уменьшать величину сварочного тока, либо слегка увеличить скорость сварки.
После того, как закончили корневой проход — отбиваем шлак, соблюдая меры предосторожности. Горячий шлак имеет свойства залетать в обувь, под одежду и в лицо (проверено неоднократно). Поэтому голенища обуви не должны быть открытыми, куртка плотно застегнута, на лице маска «хамелеон» в режиме GRIND (зачистка) или защитный щиток. Далее смотрим на наш шов. При желании слегка зачищаем неровности болгаркой со шлифовальным кругом.
Выполняем заполняющий слой. Снова отбиваем шлак и облицовываем. Возможно, что у некоторых получится только два слоя. Это нормально и зависит от используемых электродов, режимов сварки, объема наплавленного металла и степени зачистки корневого шва.
Отбиваем от шлака наш облицовочный шов, внимательно осматриваем, при желании зачищаем неровности и делаем выводы.
Стоит отметить, что сварка труб относится к одному из самых сложных сварных соединений и требует усидчивости, аккуратности и настойчивости. Поэтому пробуйте, пишите и выкладывайте в нашу группу «вКонтакте», что у Вас получилось. Удачи!
Приходите к нам за консультацией и качественным товаром!
How to Weld: The Ultimate Guide
Сварка в основном заключается в соединении двух металлических частей путем их нагрева до тех пор, пока они не расплавятся, так что они затвердеют как единое целое. В отличие от других обратимых способов соединения металла, эту связь нелегко разорвать, поэтому она обычно используется во многих промышленных целях, таких как автомобилестроение, космос, нефть и газ.
Мы расскажем вам о различных типах сварки, о том, что включает в себя основной процесс и является самой простой техникой сварки.
Обратите внимание, что какой бы тип сварки вы ни выполняли, вам потребуется открытое пространство для работы, чтобы избежать вдыхания газов, выделяемых во время процесса сварки.
Различные типы сварки могут использовать электрический ток, газ, ультразвуковое трение и электронные лучи для сварки металла вместе. Мы сосредоточимся на самом распространенном и безопасном виде сварки — с использованием электрического тока.
Важные термины
Прежде чем мы перейдем к практическим методам сварки, давайте проясним некоторые важные термины, которые помогут вам лучше понять процесс:
- CC- Постоянный ток относится к сварочным аппаратам, которые имеют ограниченный ток и создают отрицательную кривую напряжения, давая им название «капельницы».«Хотя напряжение будет меняться в зависимости от длины дуги, ток останется более или менее постоянным. Обычно это встречается у аппаратов для ручной дуговой сварки и сварки TIG.
- AC- Сварка с подачей проволоки на переменном токе создает нестабильную дугу с переменным током, но эта дуга стоит меньше всего.
- Присадочный металл — Это металл, который плавится в сварочной дуге и плавится вместе с свариваемыми металлами, образуя связующий сплав для почти необратимой связи.
- Shielding- Электрическая дуга сварочных аппаратов должна быть защищена от газов, таких как азот, в воздухе, которые могут вызвать окисление металла. Защитный газ выходит либо из сварочного пистолета, либо путем создания флюса. Этот защитный газ содержит аргон, углекислый газ и гелий (известный как трехкомпонентная смесь).
- Флюс- Это материал, который является частью сварочного стержня или заделан в проволоку, выходящую из сварочного пистолета. Это то, что выделяет защитный газ при сварке.
- Stick- Клюшкой при сварке называют металлический электрод, который также может подаваться на свариваемые металлы. На палку нанесено электродное покрытие, известное как флюс.
Какие виды сварки?
У разных сварщиков есть свои предпочтительные методы сварки, но есть несколько основных стилей, которым все они следуют. Общим фактором для всех стилей является то, что они включают создание металлической ванны и проталкивание (или вытягивание, в зависимости от используемого метода и личных предпочтений сварщика) электрода или металлического стержня через нее.Вам нужно равномерно работать между двумя металлическими частями, чтобы убедиться, что они обе правильно сварены.
Существуют типы стержневой сварки, которые могут использоваться в различных обстоятельствах в зависимости от типа используемого металла и уровня квалификации сварщика.
Сварка МИГ
Этот вид сварки наиболее распространен среди новичков. При сварке в среде инертного газа (MIG) возникает электрический ток между двумя металлическими объектами, которые необходимо соединить. Сварочная проволока действует как электрод для подачи тока.
Когда сварочная проволока соприкасается с металлом, образуется замкнутая цепь. Когда провод слегка отодвигается от металла, возникает электрическая искра, которая становится достаточно горячей, чтобы расплавить конец металла (температура на этом конце поднимется до нескольких тысяч по Фаренгейту) двух объектов, которые необходимо удалить. плавленая и сварочная проволока. Как только свариваемые объекты остынут, на стыке двух концов появится видимая линия (шов).
Сварочная проволока выпускается из сварочного пистолета и подается к свариваемым металлам на протяжении всего процесса, продолжая плавиться.Сварочный пистолет также выпускает газ для очистки окружающего воздуха и защиты сварного шва от таких газов, как азот и т. Д.
СваркаMIG также известна как газовая дуговая сварка металла (GMAW).
Как выполнить сварку MIG
Так как это самый простой вид сварки, мы рассмотрим его поближе:
Сварочный аппарат MIG будет иметь зажим заземления, замыкающий электрическую цепь между сварочным аппаратом, сварочным пистолетом и свариваемыми металлами. Кроме того, обязательно внимательно ознакомьтесь с руководством для сварщика.
СваркаMIG идеально подходит для более толстых металлов, но вам необходимо правильно управлять напряжением, чтобы избежать прожига металла, образования металлических комков или окисления металла.
Убедитесь, что у сварщика бензобака есть правильная смесь газов при идеальном давлении, и все готово.
Ручная сварка
Ручная сварка немного сложнее, чем MIG, и выполняется двумя руками. Требуется металлический присадочный стержень или палочка с флюсовым покрытием. При нагревании это покрытие из флюса на стержне плавится, выделяя газ и превращаясь в жидкий шлак, которые защищают свариваемые металлы от окисления.
Этот газ рассеивается сам по себе, но шлак необходимо очистить, растворив его в растворителях и удалив шлифовальной машиной.
Ручная сварка также известна как дуговая сварка в защитном металлическом корпусе (SMAW).
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует высокого уровня навыков и точности. Подобно MIG, здесь используется электрод, но вместо проволоки, которая подается в свариваемые металлы, в сварочном пистолете используется стержень из вольфрамового металла.Сварщик оснащен сварочным пистолетом и присадочным стержнем. Как и при сварке MIG, создается электрическая дуга, которая плавит металл и присадочный пруток, чтобы сварить два металла вместе. Пистолет также испускает газ для защиты свариваемого металла.
При сварке TIG ток, протекающий в цепи, можно регулировать с помощью педали на аппарате TIG. По сути, это снижает или увеличивает температуру и предохраняет металл от теплового удара и его хрупкости.
В этом процессе сварщики работают в возвратно-поступательном движении, постоянно погружая стержень в металлическую ванну, созданную плавлением металлов и вольфрамового стержня от тепла.
Сварка TIG также известна как газовая дуговая сварка вольфрамовым электродом (GTAW).
Порошковая сварка
Последний и завершающий вид дуговой сварки порошковой проволокой (FCAW). Вместо проволоки, используемой при сварке MIG, в свариваемые металлы вводится электродная трубка. Трубка имеет металлический корпус и сердечник из флюса. Флюс плавится из-за тепла, выделяемого во время сварки, и выделяет жидкий шлак и газ, чтобы предотвратить окисление металлов и защитить их от внешних загрязнений.Как и при сварке штучной сваркой, очистка этого жидкого шлака является дополнительной трудоемкой задачей. Однако это более надежный способ защиты металла, чем газ, выделяемый сварочной горелкой.
В этом случае сварщик использует тянущее движение, чтобы предотвратить сварку жидкого шлака — случайная сварка шлака сделает металл пористым и оставит небольшие отверстия в готовом изделии.
Контактная точечная сварка
Этот процесс включает соединение двух металлических частей с помощью электрического тока, проходящего через электроды, расположенные на противоположных сторонах свариваемых металлов.Сварка металлов — это результат того, что металл сопротивляется протеканию тока (дуга отсутствует).
Защитный газ не требуется, и это считается одним из самых простых способов сварки. Однако его использование в основном ограничивается листовым металлом.
Контактная точечная сварка также часто называется точечной сваркой.
Каковы основы сварки?
Теперь, когда мы знаем различные методы сварки, нам нужно взглянуть на основное оборудование и материалы, необходимые для этого процесса:
Сварочное оборудование
В зависимости от типа выполняемой сварки, сварщики могут выбрать сварочный аппарат MIG или универсальный сварочный аппарат, который работает для всех четырех типов.
Помимо правильного аппарата, сварщики должны быть оснащены сварочной каской, которая защитит их лицо (особенно глаза) от тепла, газов, выделяемых во время процесса, и любых брызг жидкого шлака. Некоторые высокотехнологичные шлемы также оснащены экранами цифрового зрения, где вы можете уменьшить яркость, чтобы защитить себя от бликов.
Другое необходимое оборудование включает кожаные перчатки, прочную обувь, кепки, рубашки, полностью закрывающие руки, защитный комбинезон и т. Д.
Материалы
Основные материалы для сварки:
- Проволока MIG (или проволока с флюсовым сердечником, в зависимости от типа выполняемой сварки)
- Сварочные наконечники
- Электродные стержни (или трубки)
- Сварочный пистолет
- Пруток для газовой или TIG-пайки
Другое оборудование, которое может пригодиться в процессе:
- Зажимы (или магниты) для фиксации металлических предметов во время работы
- Регулируемый сварочный стол и подставка для комфортной работы
- Сварочные одеяла для предотвращения чрезмерного распространения искр (обычно они сделаны из стекловолокна).
Использование различных методов сварки для различных материалов
Прежде чем выбирать метод сварки, необходимо учитывать свойства свариваемого металла. Например, нержавеющая сталь плохо переносит тепло, поэтому, если будет накапливаться слишком много тепла, сталь может деформироваться и с большей вероятностью подвергнуться коррозии. В этом случае лучше использовать меньшее количество тепла — ток можно уменьшить с помощью педали сварочного аппарата.Чтобы компенсировать пониженный нагрев, движение сварочного стержня ускоряется.
Некоторые металлы, например алюминий, имеют более низкую температуру плавления и хорошо проводят тепло. Они могут быть очень реактивными по отношению к воздуху, поэтому вам нужно соблюдать особые меры, чтобы защитить их от окисления. Если окисленный слой все же образуется, он, скорее всего, будет иметь более высокую температуру плавления, чем металл ниже, и вам понадобится растворитель или металлическая щетка, чтобы удалить его.
Если металл, используемый в сварочном пистолете, слишком мягкий, он может запутаться.Чтобы предотвратить это, к сварочному пистолету прикреплены направляющие трубки, которые направляют движение проволоки.
Подготовка металла к сварке
Если вы работаете со старым или окрашенным металлом, вам нужно соскоблить с него всю краску или ржавчину. Угловая шлифовальная машина и наждачная бумага с высоким зерном помогут вам выполнить работу. Отшлифуйте металл, пока он не станет полностью блестящим и гладким.
Если вы используете угловую шлифовальную машину, будьте осторожны с мягкими металлами, которые легко формуются.
Очистите металл ацетоном, чтобы удалить с него пыль и грязь.Как только металл очистится от загрязнений, он готов к сварке.
Перед началом сварки протрите металлическую поверхность чистой тканью, чтобы удалить остатки ацетона, и можно приступать к работе.
Расположите металлы так, как вы хотите сваривать — вы можете использовать зажимы, чтобы закрепить объекты на месте, чтобы они не двигались во время процесса.
Что делать, если вы новичок в сварке?
Если вы новичок в сварке, вам нужно кое-что понять, и рекомендуется потренироваться с металлоломом, прежде чем работать с самими объектами, которые необходимо сваривать.
Начните с прочтения руководства, прилагаемого к сварочному аппарату. Установите настройки в соответствии с используемым материалом.
Если вы все еще новичок в сварке, вам может потребоваться немного практики, чтобы достичь оптимального сочетания напряжения и скорости подачи проволоки.
Проволока выступает из конца сварочного пистолета примерно на ½ дюйма. Держите пистолет на расстоянии 3/8 дюймов дюймов от рабочей поверхности. Когда вы начнете работать, вы будете толкать пистолет вперед. В некоторых случаях вы можете использовать тянущее движение, но это может привести к рассеиванию защитного газа, испускаемого сварочной горелкой.
Вы должны быть осторожны со скоростью, с которой вы перемещаете пистолет — это повлияет на температуру металла и количество сварочной проволоки, которую вам нужно будет подать. Многие сварщики используют «взбивание» техника для создания постоянной скорости. Это также создает более узкий шов бисера на стыке двух металлов.
Учтите, что во время сварки не должно быть щелкающих или хлопающих звуков. В лучшем случае вы услышите жужжание во время работы (похоже на шипение жира на сковороде).В течение нескольких минут вы должны были сварить какую-то часть металла, в зависимости от размера того, над чем вы работаете.
Сводка
Сварка — непростая задача, но, опять же, она включает плавление металла путем его нагрева до температуры до тысяч градусов по Фаренгейту. Прежде чем вы решите начать сварку самостоятельно, вам необходимо пройти соответствующую подготовку, знать, какой метод лучше всего подходит для используемых вами металлов и какой метод вам больше всего подходит.
Прежде чем сваривать ценные предметы, потренируйтесь на металлоломе.Как только вы будете уверены, что сможете выполнить работу чисто, не причинив себе вреда и не сделав конечный результат неровным или полным крошечных дырок, вы готовы.
Связанные вопросы
Вот ответы на некоторые часто задаваемые вопросы о сварке:
Сложная сварка?
Сварка — задача, требующая большой практики. Это определенно непростая задача, и многим людям могут потребоваться годы, чтобы овладеть этим искусством (и все же они могут не достичь совершенства). Чтобы научиться правильно сваривать, многим людям необходимо пройти сертификацию, пройдя специализированные курсы или посещая школу сварщиков.Приложив немного терпения и много практики, вы сможете овладеть мастерством сварки.
Какой самый простой способ научиться сварке?
Хотя сварка сложна, сварка MIG — самый простой способ начать. Этот вид сварки является наименее сложным из всех 4 методов, и легче понять, как использовать сварочный аппарат MIG.
Сварка вредна для глаз?
Сварка производит УФ-лучи, которые могут вызвать ожоги глаз (известный как фотокератит) — это может повлиять на ваше зрение, а в крайних случаях может привести к слепоте.Вот почему сварщики должны носить соответствующие сварочные маски во время работы.
Требуется ли для сварки математика?
Для профессиональной сварки математика является важным требованием (да, вы пройдете подготовку по этому вопросу при получении сертификата). Сварщики должны уметь читать чертежи, рассчитывать количество подачи проволоки, которое им потребуется в течение всего процесса, измерять глубину проплавления и т. Д.
Какой вид сварки самый прочный?
В то время как MIG может быть самым простым, сварка стержнем и порошковой проволокой создает самые прочные связи и подходит практически для любого типа используемого металла.
Подобные сообщения:
Полное руководство »MidSouthSupply
Сварочные аппараты могут показаться сложными, но их достаточно легко понять, как только вы начнете с ними работать.
Как работают сварочные аппараты?
Короткий ответ прост. Приложив немного науки и немного практики, любой может осуществить отличный сварочный проект. Длинный ответ заключается в том, что существует несколько типов сварочных и сварочных аппаратов, и вы должны быть знакомы со многими из них.
Если вы готовы приступить к сварочному проекту и начать создавать свои собственные практические или художественные творения, возьмите ручку и сделайте несколько заметок.
К концу этой статьи вы будете знать все, что вам нужно знать о сварке.
Основы сварочного аппарата
Прежде чем мы углубимся в технические подробности, вы должны знать несколько основ, например, о двух типах сварки.
Двумя основными типами сварки являются дуговая сварка и сварка горелкой.
Сегодня мы познакомимся с основами обоих типов сварки: как они работают, какое оборудование для каждого из них требуется, и многое другое.
Дуговая сварка
Дуговая сварка — это процесс использования электрической дуги для плавления материалов, с которыми вы работаете, а также присадочных материалов.
Этот пруток иногда называют сварочным прутком, и этот процесс используется для сваривания соединений.
Хотя это описание звучит довольно просто, дуговая сварка — сложный процесс.Для дуговой сварки необходимо прикрепить к сварочному материалу заземляющий провод.
Обратите внимание, что сварочный материал — это не тот материал, который вы будете сваривать.
Другая проволока, называемая электродным выводом, помещается в материал, который вы планируете сваривать. Когда вы оттягиваете вывод электрода от материала, вы создаете электричество.
Электричество, которое вы создаете при протягивании вывода электрода, создает электрическую дугу, в честь которой и назван весь процесс.
При возникновении дуги материал, который вы свариваете, плавится, и — если вы их использовали — присадочные материалы помогут деталям сплавиться в одну сплошную деталь.
Виды дуговой сварки
Итак, какие бывают виды дуговой сварки?
Мы обсудим три различных типа дуговой сварки, которые перечислены ниже:
- Экранированная металлическая дуга сварка
- Газовая дуговая сварка металлическим электродом
- Газовая вольфрамовая дуга сварка
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка защищенным металлом, также известная как SMAW, относится к типу дуговой сварки, в которой используется вывод электрода, покрытый флюсом.
Flux — чистящее или очищающее средство. В основном, когда возникает электрическая дуга и формируется соединение, флюс распадается.
Когда флюс распадается, он дает от паров, которые будут защищать место сварки от всего, что в воздухе может заразить его.
Поскольку этот вид сварки относительно прост и может использоваться для различных сварочных работ, это один из наиболее популярных методов сварки, используемых во многих отраслях промышленности.
Обратите внимание, что SMAW также может называться ручной дуговой сваркой металла (MMAW) или дуговой сваркой в среде защитного флюса.
Хотя все эти названия звучат по-разному, все они относятся к типу дуговой сварки, в которой используется защитный флюс.
Газовая дуговая сварка металла (GMAW)
Газовая дуговая сварка металлическим электродом, или GMAW, также имеет несколько разных названий .
Ее также называют сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG).
Обратите внимание, что сварка MIG и MAG относится к категориям дуговой сварки металлическим электродом в газе.
GMAW работает, когда электрическая дуга возникает между металлической проволокой в инертном газе и свариваемыми материалами.
Процесс заставляет материалы нагреваться, плавиться и, в конечном итоге, сплавиться.
Основное различие между SMAW и GMAW — это электрод: в GMAW используется металлический инертный газ, а в SMAW — свинцовый электрод.
Вспомните, как SMAW использовал флюс для защиты область? GMAW также имеет защитное средство, хотя его называют защитным газом.
Газовая дуговая сварка вольфрамом (GTAW)
Последняя подкатегория дуговой сварки, которая мы будем говорить о газовой вольфрамовой дуговой сварке или GTAW.
Этот тип сварки также известен как сварка вольфрамовым электродом в среде инертного газа (TIG). В процессе GTAW используется вольфрамовый электрод.
Это тот же процесс, что и раньше, но с другим материалом электрода. То же самое, но немного измененное, используемое защитное средство.
GTAW использует инертный защитный газ для защиты зоны сварки от загрязнений.
Обратите внимание, что GTAW также использует присадочный материал, хотя он не требуется для всех сварочных процессов с использованием этого метода.
Сварочная горелка
Сварка горелкой немного проще понять, хотя бы потому, что в ней нет подкатегорий, за которыми следовало бы следить.
Для сварки горелкой используется горелка для плавления рабочего материала и сварочного стержня.
Сварщик получает большой контроль в этом процессе, потому что он должен одновременно обращаться со стержнем и горелкой.
Этот вид сварки широко распространен, хотя его популярность снижается из-за практического применения. Однако он до сих пор используется во многих отраслях промышленности.
Другие виды сваркиСуществуют и другие виды сварки, кроме дуговой сварки и сварки горелкой.
Однако вы должны пытаться выполнять эти виды сварки на свой страх и риск.
К другим видам сварки относятся электродуговая дуга, сварка взрывом, сварка лазерным лучом и ультразвуковая сварка.
Эти виды сварки намного сложнее. Если вы новичок, продолжайте дуговую сварку и сварку горелкой, пока не приобретете некоторую практику.
Для чего используются сварочные аппараты?
Сварка — это многовековая практика, которая, как говорят, берет свое начало с сэра Хамфри Дэви примерно в 1836 году.
Примерно в это же время Дэви создал первую электрическую дугу с двумя электродами. Однако сварка была усовершенствована лишь несколькими десятилетиями позже, в 1881 году.
Это было тогда, когда Август де Меритен использовал электрическую дугу, чтобы сплавить две свинцовые пластины вместе. Позже его ученик Николай Бернадос запатентовал вид электродуговой сварки.
Благодаря этим изменениям были созданы и, в конечном итоге, усовершенствованы различные виды сварки. Хотя сама эта практика довольно старая, современная сварка все еще похожа на своих старых предшественников.
Сегодня сварка стала быстрее, эффективнее и точнее, чем раньше. Однако конечная цель осталась прежней.
Проще говоря, сварочные аппараты используются чтобы соединить вещи вместе.
Вот несколько важных терминов для сварки:
- Сварочный материал: материалы, которые вы свариваются
- Наполнитель: пластик или металл, который вы используете как своего рода клей, чтобы скрепить сварочные материалы. Иногда сварщики используют наполнитель, чтобы скрепить сварочные материалы, чтобы такое слияние материалов может иметь место.
- Энергия: источник, который вы используете для сварки материалов. вместе (газ, электричество, лазер и т. д.)
По определению, сварка — это процесс соединения двух материалов, таких как алюминий, латунь, пластик или полимер, путем их сплавления посредством какой-то реакции.
Эта реакция обычно вызывается сильное тепло от любого источника энергии, который вы решите использовать.
Сварка часто используется в производстве, включая все виды от архитектурной и горнодобывающей до сельскохозяйственной и строительной.
Сварщики также работают в авиакосмических и судостроительных компаниях, а также в ремонтных отраслях.
Поскольку сварка — это такая разнообразная отрасль, вы можете догадаться, почему существует такой рынок сварочных аппаратов.
Люди хотят уметь сваривать и выполнять разнообразные домашние и бизнес-проекты своими руками.
Теперь, когда интернет-магазины сделали эти машины доступными, неудивительно, что они стали популярными.
Как выбрать идеальный сварочный аппарат
Ключом к выбору идеального сварочного аппарата является выбор наиболее подходящего для ваших конкретных сварочных нужд.
Есть несколько вопросов, которые вы должны задать себе, прежде чем принять решение и начать свое исследование.
Вопросы, которые нужно задать:
- Сколько можно позволить себе потратить на это?
- Какой процесс мне хотите использовать?
- Что за проекты, которыми я хочу заниматься?
Независимо от того, какой тип сварки вы выберете, сварка стоит дорого.
Вы должны купить аппарат, а также приобрести подходящие сварочные материалы, защитное средство и, возможно, наполнитель.
Вам следует подумать обо всех расходах на владение и использование сварочного аппарата, прежде чем решать, какой сварочный аппарат вам подходит.
Обратите внимание, что аппараты для дуговой сварки как правило, дешевле, а сварочные аппараты — дороже. Считать о вашем бюджете, прежде чем вы будете слишком привязаны к одному типу.
Последний вопрос, пожалуй, самый важный. Неважно, купите ли вы лучший сварочный аппарат на рынке, если вы купите тот, который не работает или не подходит для нужного вам продукта.
После того, как вы зададите себе все эти вопросы, вы сможете лучше понять, какой вид сварочного аппарата лучше всего подходит для вас.
Нужен ли мне сварочный аппарат?
Нужен ли вам сварочный аппарат? ваше собственное зависит от нескольких факторов, и вам нужно будет принять решение позвоните себе.
Спросите себя:
- Что мой бюджет?
- Почему я хочу сам делать сварку?
- Может сварочный цех это делают?
- До Мне нужно быстро сделать проект?
- Am Я завершаю один проект или много?
- Am Я посвятил себя практике?
Это все важные вопросы, потому что они указывают на долгосрочную выгоду от покупки собственного сварочного аппарата. машина.
Если текущий проект можно сделать лучше и быстрее в магазине, почему вы хотите сделать это самостоятельно? Вы просто хотите получить удовольствие от возможности сварить самостоятельно? Хотите воплотить в жизнь собственное видение?
На самом деле то, что магазин может выполнить ваш сварочный проект за вас, не означает, что он лучший вариант.
Иногда можно подумать, что никто не может как можно лучше реализовать свое видение или потребность — и это отличный повод приобретите себе сварочный аппарат.
Также подумайте о том, для скольких проектов вы будете использовать машину. Если это одноразовая вещь, подумайте дважды.
Сварочные аппараты и материалы стоят денег, а техническое обслуживание аппарата требует времени и энергии.
В таком случае вы можете рассмотреть возможность использования магазина вместо вашего собственного станка. Сварка также требует много терпения и времени.
Если вы только начинаете, вам нужно много попрактиковаться, прежде чем вы добьетесь наилучших результатов сварки.
Типы сварочных аппаратов
Мы поговорим о двух основных типах сварочных аппаратов. Вы можете догадаться, какие они?
Вы правы!
Мы займемся аппаратами для дуговой сварки (с разбивкой по категориям) и аппаратами для плазменной сварки.
Вы уже знаете основы, так чем же отличаются сами машины?
Когда дело доходит до вопроса о том, сколько существует различных типов сварочных аппаратов, ответ — много.
Вместо того, чтобы бросать вам все сразу, я составил список аппаратов для дуговой сварки.
Популярные аппараты для дуговой сварки
The C.M.T. Сверхпортативный 100-амперный электродуговый сварочный аппарат Pitbull — 110V от CMT — отличный недорогой вариант для дуговой сварки, особенно для тех, кто думает о небольших домашних проектах, а не о больших и сложных.
Точнее, дешевле 100 долларов на Amazon — это не лучший сварщик на рынке. Однако это отличный выбор для новичков.
Как вы можете понять из названия сварочного аппарата DEKOPRO 110/220 В MMA, это сварочный аппарат MMAW, который является просто еще одним названием сварочного аппарата SMA.
Это означает, что вы будете работать со свинцовым электродом и защитным флюсом. Это не так дешево, как наш первый вариант, но все же неплохо для новичка.
ARC Welder HITBOX относится к подкатегории аппаратов для сварки GTA — вольфрамовый инертный газ (TIG).
Если вы помните, это означает, что вы будете использовать инертный защитный газ и вольфрамовый электрод.
Горелочные сварочные аппараты
Первый сварочный аппарат в списке — Lotos LTPDC2000D от Lotos Technology.
Одна большая разница, которую я заметил между аппаратами для плазменной сварки и аппаратами для дуговой сварки, заключается в том, насколько дороже были аппараты для плазменной сварки.
В то время как машины для дуговой сварки стоят менее 100 долларов, этот аппарат стоит около 500 долларов.
Если вы пытаетесь приобрести лучший сварочный аппарат для себя, подумайте о своем бюджете, прежде чем переходить на один вид сварки — это избавит вас от стресса и денег.
MTS-205 205 от Amico — еще один отличный вариант сварочного аппарата с горелкой.
Эта машина стоит около 600 долларов. Однако он оснащен функцией горелки TIG и передовыми технологиями, которые могут быть полезны более опытным сварщикам, желающим вложить деньги.
Поскольку вы решили, что хотите сделать это вложение, есть еще пара вещей, которые вы должны знать, прежде чем окончательно совершить покупку — вы должны быть уверены, что знаете, как ухаживать за своей машиной.
Как обслуживать сварочный аппарат
Так как же обслуживать сварочный аппарат?
Вы потратили много времени на поиск машины, так что давайте узнаем немного о ее содержании.
Содержать в чистоте
Это, наверное, самый простой совет, который вы получили по поводу сварочного аппарата, но, пожалуй, один из самых важных.
Сварка может быть сложным процессом, и материалы могут плавиться на вашем аппарате и вокруг него и создавать беспорядок.
Хотя может возникнуть соблазн оставить беспорядок, поскольку вы, вероятно, не будете использовать эту машину очень часто, важно убирать за собой, чтобы ваша машина не забивалась расплавленными материалами и могла продолжать работать в полную силу. емкость.
В конце концов, сварочные аппараты стоят денег, и вам не захочется заменять их слишком рано.
Держать сухим
Это может стать сюрпризом для вас, как и для меня.
Однако каждые несколько месяцев вы сушите машину изнутри.
Необходимо использовать чистый сухой воздух, чтобы удалить влагу изнутри машины.
Это особенно важно, когда речь идет об источниках питания, которые могут отрицательно отреагировать, если их слишком долго оставить во влажных условиях.
Читать направления
Это, вероятно, звучит как легкая задача, но вы будете удивлены, узнав, сколько неисправностей машины можно исправить — или вообще предотвратить — просто прочитав все предоставленные инструкции.
Прежде чем вы начнете использовать машину, я рекомендую прочитать все руководство по эксплуатации, которое должно прилагаться к ней.
Обратите особое внимание на разделы о техническом обслуживании, чтобы вы знали, чего ожидать в конце вашего проекта, еще до того, как вы начнете.
Это также поможет вам избежать непреднамеренного повреждения аппарата, если в процессе сварки что-то нарушит его функциональность.
Есть расписание
Одна вещь, которая предотвратит уход за вашей машиной на второй план, — это соблюдение графика технического обслуживания машины.
Хотя техническое обслуживание может потребоваться не так часто, как в сварочном цехе, у вас должен быть примерный график выполнения работ, необходимых для обслуживания машины.
Например, вы должны знать, когда вы будете работать над проектами (чтобы иметь надлежащие чистящие средства), и делать записи каждые шесть месяцев, чтобы вы могли высушить внутреннюю часть машины.
Вам даже следует делать заметки несколько раз в год, когда вы будете проверять свою машину на предмет необходимости замены каких-либо частей.
Выполнив всего несколько простых шагов, вы можете убедиться, что ваш сварочный аппарат прослужит долго и будет продолжать выпускать отличный продукт.
В конце концов, вы приложили много усилий, чтобы выбрать машину своей мечты — не хотите терять ее слишком рано.
Основы сварки для плотников — Джон Малецки
Что нужно знать, чтобы приступить к сварке мебели
Сварка стала основным навыком в моей работе, поскольку она использовалась во многих моих последних сборках по деревообработке.В конце концов, люди, которые больше всего влияют на мою работу, — это специалисты по металлообработке. Я не только приобрел хороших друзей из мира фабрикации, но и искренне верю, что эти навыки сделали мою работу более творческой.
Умение сваривать, на мой взгляд, может помочь отличить хорошего плотника от отличного. Даже базовые знания о сварке мебели могут вывести ваши сборки на новый уровень, поэтому я стал партнером Lincoln Electric, чтобы познакомить вас с основами сварки для плотников.Ознакомьтесь с этими основами, о которых следует помнить перед первой сваркой мебели
На этой странице есть партнерские ссылки, но все идеи принадлежат мне. Для получения дополнительной информации посетите мою страницу раскрытия информации.
Приступая к работе
Подготовка к сварке мебели
Одна из самых важных вещей, о которых следует помнить при начале работы, — это то, что металл очень грязный. В отличие от дерева, на металле есть грязь, масла, а иногда и ржавчина, которые необходимо очистить, чтобы получить хороший сварной шов.Начните с того, что хорошенько протрите металл, отшлифуя ржавые куски.
При сварке очень важно обеспечить ровную поверхность. Хотя вы можете сварить деревянную поверхность, нужно быть предельно осторожным, чтобы не повредить и не воспламенить деревянную поверхность. В моем магазине есть стол специально для сварки металла и плоского металла. Здесь вы можете получить действительно прочный сварочный стол по отличной цене.
Кроме того, поскольку это основы для людей, которые хотят начать со сварочной мебели, у меня есть рекомендация для хорошего сварщика.Lincoln Electric Power Mig 210 MP — идеальный сварочный аппарат для начинающих. Внутри механизма подачи проволоки находится лист, который помогает понять все, что вам нужно знать. Кроме того, модель 210 помогает точно настроить все параметры, так что вы всегда будете получать правильный сварной шов.
Различные типы сварных швов
Знайте разные типы сварных швов
Большинство начинающих сварщиков знают, что существуют разные типы сварных швов. Это включает сварочные швы TIG, MIG и MIG с сердечником из флюса.У каждого из них есть свои преимущества, разная цена и разная простота использования.
Я считаю tig наиболее разносторонним и универсальным из четырех, позволяющим работать в медленном темпе с чистыми линиями. Mig использует газ для защиты дуги, используя сам наполнитель в качестве электрода. Оба они хороши для сварки мебели, потому что ветер — это не то, что вам нужно учитывать. Однако, если вы свариваете мост (в этом, мы надеемся, вы не новичок), вы будете использовать сердечник из флюса mig.
Если вам интересно узнать об этих различных типах сварных швов, в Интернете можно найти массу информации и литературы о том, какие сварные швы лучше всего подходят для ваших конкретных проектов. Lincoln Electric 210 MP — это сварочный аппарат, работающий в условиях миграции, и я считаю, что он отлично подходит для большинства моих сварочных работ в моем магазине.
Закладка фундамента под сварку мебели
Советы по изучению, точное наращивание
При сварке важно получить точные, ровные и чистые линии перед началом сварки.Начните с того, что всегда ограничивайте свою работу. Вам не нужны специальные зажимы для сварки — просто зажимы, которые могут удерживать металл на месте достаточно долго, чтобы получить хороший шов. Перед полной сваркой всегда выполняйте пробную подгонку. Я буду использовать прихваты или небольшие точки сварки, чтобы убедиться, что мой металл хорошо прилегает друг к другу и не расширяется.
Часто я использую металл в качестве основы для некоторых своих сборок. Обязательно измеряйте все под истинным углом в 90 градусов перед наращиванием и после прихватывания. Это поможет убедиться, что ваша мебель прочная и прослужит долго.
Методы вытягивания
Четыре метода сварки мебели
Вам может быть интересно, какие движения делать при создании линий. Во-первых, важно, чтобы угол наклона резака составлял от 45 до 90 градусов. Если оставить его ниже, защитный газ не будет течь должным образом.
Когда вы свариваете мебель, есть 4 распространенных способа создания линий сварки. Мебельные сварные швы часто не должны быть особо прочными; простая линия много раз поможет.Большинство сварщиков будут использовать одну из 4 техник вытягивания: «е», «с», метод взбивания или прямую линию. Для ваших целей подойдет хлыст или леска, но вы можете практиковать более сильные техники, пока используете их.
Отделка
Советы по отделке сварной мебели
После того, как вы сварили проект, вам нужно очистить сварные швы, чтобы получить красивую отделку. Это особенно важно для новичков, потому что у вас не всегда будут самые красивые линии сварки.На угловой шлифовальной машине используйте шлифовальный круг, чтобы зашлифовать линии. Используйте зерно 40, 60 и 80, чтобы добиться желаемой гладкости.
После получения гладкой поверхности очистите металл еще раз, на этот раз ацетоном. Когда ацетон полностью высохнет, используйте самопротравливающую грунтовку, а затем краску для металлической отделки, чтобы окрасить ее в желаемый цвет. И то, и другое можно купить в большинстве хозяйственных магазинов.
Теперь, когда вы знаете основы сварки для плотников, ознакомьтесь с некоторыми из моих последних разработок со сваркой, чтобы испытать ее на себе:
Как сделать прочные сварные швы MIG — Руководство для начинающих
Многие люди обращаются к сварке MIG, когда учатся сварке.Сварка MIG — один из самых простых способов. Это также один из самых дружелюбных и снисходительных способов для новичков, которые еще не освоили совершенную технику.
СваркаMIG — это то место, где я впервые научился сваривать. Конечно, я сделал много ошибок как новичок, но со временем я многое узнал о том, что делает сварной шов прочным, а что нет.
Кроме того, он намного более доступен по сравнению с другими методами — как с точки зрения сварочных аппаратов, так и с точки зрения необходимых инструментов и компонентов — и более портативен и универсален.
Как сделать прочную сварку MIG? Для создания прочного сварного шва MIG необходимо 5 компонентов. Чтобы уложить хороший валик, вам потребуется хорошее заземление, правильный сварочный газ, правильные настройки сварочного аппарата, правильная проволока и хорошие навыки.
К сожалению, он также получил репутацию слабее других способов сварки. Многие сварщики считают, что сварка MIG более удобна. склонны к пористости, с большей вероятностью в конечном итоге будут загрязнены и с большей вероятностью потребуется переделки, чем другие методы сварки.Они считают, что сварные швы не получаются так, как много проникновения и не держатся так сильно.
На самом деле это неправда. Несмотря на эти общие заблуждения, сварка МИГ — отличный вариант. Очень гибкий, совместимый с большинством типов материалов и толщин, может работать как с алюминием, так и с стали, и предлагает много прочности для тех, кто знает, как правильно обращаться с Сварка МИГ.
Это руководство научит вас всему, что вам нужно знать о как получить прочный сварной шов MIG в вашем проекте.Вы узнаете, что делает сильные сварные швы, как отличить хорошие от плохих сварных швов и как складывается сварка MIG против TIG и сварки штучной сваркой с точки зрения прочности.
Если ваши сварочные швы MIG нуждаются в доработке, и вам интересно, что другие делают для получения идеальных и прочных сварных швов MIG, а затем прочтите наше руководство. Мы предложим несколько отличных методов и положений для сварки MIG, а также В конце концов, вы сможете уверенно сварить и проверить свой проект на прочность.
Как сделать прочную сварку MIG
На природе мы редко думаем о сварных швах, но правда в том, что сварка используется во всех аспектах нашей повседневной жизни.Это единственный способ чтобы соединить несколько металлических частей в единое целое. Это означает что небоскребы, автомобили и даже лодки и самолеты полны сварных швов.
Эти предметы экономичны и эффективны в создании благодаря искусство сварки, но они также должны быть надежными. Морское судно, которое не герметичный примет воду и утонет. Если сварной шов не выдерживает самолеты, все это упадет с неба. Это значит, что это важно для создания прочных сварных швов.
Сварка MIG (также известная как GMAW или газовая дуговая сварка металлическим электродом) является наиболее распространенным типом сварки, используемым сегодня.Также его проще всего освоить как для промышленного, так и для домашнего использования.
При сварке MIG между металлами заготовки и проволочным электродом (который расходуется) образуется электрическая дуга. Возникающее тепло заставляет эти металлы плавиться, а затем навсегда сплавляться.
Что делает хороший сварной шов
Лучший способ сделать хорошие сварочные швы MIG — это использовать хорошее заземление, правильные настройки сварочного аппарата, короткий вылет и правильную технику.
Зажим заземления
Получение лучшего заземляющего зажима действительно может улучшить сварной шов.
Неправильный зажим заземления издаст ужасный шум при запуске сварочного аппарата и может повредить аппарат и сварной шов.
Боковое примечание: Я предпочитаю медные заземляющие зажимы, подобные этому, потому что они лучше всего проводят электричество и рассчитаны на длительный срок службы.
Избегайте плохих оснований. Раньше зажимы делались полностью из меди, но в последнее время они перешли на гальваническую сталь с медными губками. Это не так хорошо для работы.
Длина вылета
Вам также необходимо убедиться, что длина вылета достаточно мала.Это относится к расстоянию от дуги до контактного наконечника сварочного аппарата MIG, а не к расстоянию от дуги до сопла.
Если вы выступите слишком долго, сварной шов будет накапливаться, потому что дуга будет слишком мягкой. Хотя это нормально и может быть хорошо для сверхтонкого листового металла, он не подходит для сварных швов, для которых не требуется перенос струи с высокой силой тока.
Вы можете получить сильную и стабильную дугу на более толстом металле и при сварке MIG с коротким замыканием, убедившись, что ваш вылет составляет менее ½ дюйма.Углубленный наконечник приведет к слишком сильному торцу. Немного выступающий наконечник обеспечивает более короткий вылет, что приводит к лучшему проплавлению и более гладкому сварному шву.
Weld Up Hill
Вы также должны научиться сваривать в гору. Если ваш металл толще ¼ дюйма, вам нужно научиться сваривать в гору, чтобы избежать отсутствия плавления. В противном случае вы не получите достаточно глубокого проникновения.
Точно так же сварка на спуске может выглядеть более эстетично, но она не такая прочная, как сварной шов.
Хорошая сварка и плохая сварка
Некоторые предупреждающие признаки плохого сварного шва включают отсутствие однородность вдоль сварного шва, слишком тонкие сварные швы, растрескивание в середине валик и изменение цвета основного металла.
Металлические листы обычно тоньше при сварке MIG, поэтому время от времени будет замечать трещины, проходящие через центр бусины. Этот указывает на плохую сварку плохого сварного шва. Основной металл, обычно сталь или алюминий, также может обесцветиться.
В большинстве случаев при сварке MIG плохие сварные швы являются результатом
- Неправильный профиль валика
- Отсутствие плавления
- Неправильная подача проволоки
- Чрезмерная пористость
Чтобы предотвратить образование пористости в сварных швах, используйте в проволоке раскислитель.Также следует отшлифовать поверхность от масла, ржавчины и краски.
Неправильный профиль валика обычно вызван холодной сваркой. Если у вас недостаточно тепла, вы не получите должного проникновения.
Сравните силу тока с толщиной основного металла и при необходимости отрегулируйте. Вы также можете изменить угол, потому что при сварке MIG угол проталкивания от 5 до 10 градусов способствует проплавлению.
Если сварной шов не плавится должным образом, это может быть из-за дуги.методы передачи короткой дуги требуют достаточно энергии для работы, или расплавятся сварочной ванна на опорную плиту, не вступая металлы вместе.
Убедитесь, что сила тока и напряжение установлены правильно, и измените технику, если проблема не исчезнет.
Как сделать прочный сварной шов — какие сварочные образцы делают прочный сварной шов
Есть несколько способов сделать прочный сварной шов.
Проведите исследование
Первый — провести исследование.Вы хотите изучить передовые методы работы с вашим конкретным основным металлом и проволокой. Это позволит вам узнать рекомендуемые параметры, чтобы вы могли правильно настроить сварщика.
Как упоминалось ранее, держитесь короткого вылета, чтобы не получить холодный шов, который снизит силу тока и уменьшит проплавление.
Убедитесь, что ваши соединения надежны
Вам также необходимо проверить ваши соединения. Все они должны быть плотно прилегающими и следить за тем, чтобы на расходных материалах нигде не образовывались брызги.
Кабель заземления должен находиться как можно ближе к рабочему месту. Если есть возможность, прикрепите его к самой сварной конструкции. Чем ближе заземляющий кабель к дуге, тем лучше будет сварной шов.
Если заземление недостаточно плотное или близкое, ваше ружье перегреется. Это снижает качество сварного шва и сокращает срок службы контактного наконечника для сварки.
Проверьте натяжение приводного ролика
Вам также необходимо убедиться, что у вас правильный приводной валок. и настройки натяжения.Без правильных настроек проволока не будет подавать должным образом. Вы должны помнить размер и тип вашего провода, а затем сопоставить его к правому рулону привода.
Порошковая проволока мягче, поэтому нужен привод с накаткой рулон. Зубцы могут захватить вашу проволоку и правильно провести ее. С твердым проволоки, вам необходимо использовать валок с V-образной или U-образной канавкой. Зубы побреют сплошная проволока и приведет к окорочкам и поломке, которые забивают лайнер и сопротивляются корм.
Вы можете установить натяжение должным образом, отпустив ролики, затем постепенно увеличивая натяжение, подавая проволоку в руку в перчатке, пока натяжение не превысит проскальзывание проволоки на пол-оборота.
Вы также должны следить за тем, чтобы ваш пистолет оставался как можно более прямым, чтобы не перегибать кабель и не нарушать подачу проволоки.
Советы по сварке
Также следует использовать правую выемку для контактного наконечника. Эти контактные наконечники оказывают огромное влияние на прочность сварного шва MIG и производительность сварщика. Этот расходный материал передает сварочный ток на ваш провод и создает вашу дугу.
Положение контактного наконечника в сопле (также так называемая выемка для контактного наконечника) также важна.Правильная позиция будет уменьшить разбрызгивание, устранить пористость и обеспечить лучшее проникновение без прожигание или коробление тонких материалов основы.
Проверьте правильность настройки и положения сварочного аппарата и технических характеристик проволоки. Общее практическое правило состоит в том, что углубление будет увеличиваться с увеличением тока.
Проверьте защитный газ
Вам также необходимо подобрать защитный газ в соответствии с выбранным вами проводом.
Для разных проводов требуются разные газовые смеси.CO2 дешевле, чем аргон, и отлично подходит для проплавления стальных сварных швов, но он также холоднее, поэтому может не подходить для всех сварных швов. Смесь 75% аргона и 25% CO2 обеспечит отличное проплавление и чистые сварные швы, при этом образуя меньше брызг.
Для проволоки из сплошной углеродистой стали следует использовать от 75% CO2 до 25% аргона. Этот тип следует использовать внутри без ветра.
Для алюминиевой проволоки требуется 100% аргон, но она идеально подходит для прочных сварных швов. Проволока из нержавеющей стали хорошо работает с гелием, аргоном и CO2.
Сохраняйте хорошее положение при сварке
Вы также хотите, чтобы ваша проволока была направлена на передний край сварочной ванны. Чтобы правильно контролировать сварной шов, помогает направление проволоки у переднего края ванны.
Если вы выполняете сварку не в нужном положении (вертикально, горизонтально или над головой), ваша сварочная ванна должна оставаться небольшой, чтобы вы могли контролировать процесс.
Слишком тонкие или высокие валики являются результатом слишком быстрой сварки во время движения или недостаточного нагрева сварного шва.Если у вас слишком плоский или широкий борт, значит, ваши настройки слишком горячие или вы путешествуете слишком медленно.
Толкание нагревает металл, поэтому при работе с более тонкими металлами это лучше, чем тянуть (или тянуть). Если тянуть за сплошную проволоку, сварной шов будет расплющиваться, а металл попадет в тепло.
Всегда бережно храните присадочные материалы. Положите их в сухое и чистое место, чтобы влага не повредила провод.
Вы также должны использовать перчатки каждый раз, когда прикасаетесь к проводам, чтобы влага и грязь не попадали на поверхность проводов.
Как проверить прочность сварного шва
Иногда плохо выглядящий сварной шов — это просто вопрос эстетики. Вы можете быть достаточно сильным сварщиком, чтобы создать прочный стык, но вам не хватает точности и тонкости, необходимых для создания прочного стыка, который при этом выглядит красиво.
Вы можете определить прочность сварного шва с помощью различных тестов.
Вы можете провести различные тесты, чтобы найти пустоты, отсутствие плавления и другие слабые места в вашем сварном проекте, которые потребовали бы переделки соединения.
Сварные швы обычно проходят испытания на соответствие назначению. Испытания проводятся в тех же условиях (а иногда и в более жестких), с которыми сварное соединение может столкнуться в полевых условиях. Некоторые из этих методов тестирования включают…
- a испытание газовой сваркой
- испытания на обратный изгиб
- испытания физического шва
- испытания на разрыв чернил
- испытания флуоресцентного пенетранта
- испытания на твердость
- испытания на магнитный поток
- испытания на управляемый изгиб, испытания кислотным травлением
- гидростатические испытания
- прочность на разрыв испытания
- электромагнитные испытания
- испытания акустической эмиссии
- испытания на свободный изгиб
- испытания магнитными частицами
- рентгеновские испытания
- испытания феррита
- и испытания гамма-излучения
Вы можете не знать, что это за испытания имею в виду или делаю, и вы можете подумать, как я могу провести любой из этих тестов, когда я просто любитель или новичок, у которого нет доступа к оборудованию для выполнения этих тестов.
Однако есть одно испытание, которое вы можете провести, и это просто разрезать сварной шов. Для этого создайте основной сварной шов, который вы обычно делаете, например, сварной шов Т-образного соединения.
Совет: Вам понадобится более длинный сварной шов, который позволит вам разрезать сварной шов.
Как только вы сделаете длинный борт, возьмите угловую шлифовальную машину 6 дюймов и разрежьте его пополам. Как только он будет разрезан, посмотрите на сварной шов с конца. На рисунке ниже показано, как выглядит хороший сварной шов.
Как видите, сварной шов глубоко проник в основной металл и выдержит.Если вы этого не видите, возможно, вам нужно отрегулировать сварочный аппарат, чтобы получить лучший шов.
Часто задаваемые вопросы
Когда дело доходит до прочности сварных швов MIG, наиболее часто задаваемый вопрос заключается в том, как она соотносится с прочностью сварных швов других методов сварки.
Вот ответы на вопросы о том, как сварка MIG отличается от сварки TIG и электродной сварки, двух самых популярных методов после MIG.
MIG-сварка так же прочна, как ручная сварка?
Есть много маленьких вариантов сварки, особенно проволоки.Например, сердечник из флюса с газом или без газа — это одна из разновидностей.
Чтобы задать вопрос, мы рассмотрим неизолированную проволоку при определении прочности сварки MIG по сравнению со сваркой штучной сваркой.
Многие люди используют неизолированный провод E70S-6, а другие используют стержни 7018. 70 в каждом из названий продуктов означают, что они имеют одинаковую силу.
И неизолированный провод для MIG, и стержень для стержня имеют значение 70, что соответствует пределу прочности на разрыв 70 000 фунтов на квадратный дюйм. Они будут по крайней мере такими же прочными, как и большая часть стали, которую вы будете сваривать, а иногда и прочнее.
Пенетрация — еще один вариант с точки зрения прочности сварного шва. Если вы выполняете сварку под уклон на 3/16 или более толщину, стержень 6011 будет проникать гораздо глубже, чем оголенная проволока.
Если вы выполняете сварку в вертикальном направлении на подъеме, то MIG проникает через выступ, а также стержень, пока он достаточно горячий, когда он затвердевает, и вы сохраняете короткий выступ проволоки.
При сварке штучной сваркой имеется встроенная подстраховочная сетка. Вы должны настроить машину на достаточно высокую температуру, чтобы удочка оставалась горячей.При сварке проволокой MIG нет никаких ограничений, поэтому вы можете поддерживать более низкую температуру вашего аппарата и добиться более эстетичного шва, который не пройдет через прокатную окалину на горячекатаной стали.
В конце концов, можно получить сварку MIG, которая будет такой же прочной и глубокой, как сварка штучной сваркой. Это просто потребует использования определенных техник и положений.
По этой причине вам нужно будет больше владеть техникой, чем если бы вы использовали сварку ручным способом для достижения прочности.
Сварка MIG такая же прочная, как сварка TIG?
СваркаMIG часто более популярна, чем сварка TIG, потому что она быстрее, доступнее и проще в освоении. Это очень распространено при сварке автомобилей и в домашних условиях.
С другой стороны, сваркаTIG очень популярна в авиакосмической промышленности. Это дороже и требует много времени, но дает очень качественные сварные швы.
СваркаMIG позволяет сваривать вместе более толстые материалы, чем сварка TIG, и гораздо быстрее.Если вы используете более тонкий металл, TIG также подойдет. Сварка MIG обычно выполняется намного быстрее, тогда как сварка TIG больше заботится о эстетических деталях. Сварка MIG проще для новичков, а сварка TIG требует обеих рук и гораздо большего опыта в балансировке и синхронизации.
СваркаMIG быстрее, дешевле и точнее, чем TIG сварка. Это также оставляет намного более чистый сварной шов с меньшими затратами на техническое обслуживание. К сожалению, он также менее надежен, менее безопасен и не такой прочный, как TIG. сварка.Это может вызвать сильные отложения и выделение токсичных паров.
СваркаTIG более точная, не требует присадки материала, меньше затрат на обслуживание и обеспечивает больший контроль, чем сварка MIG. К сожалению, это также дороже, сложнее, занимает больше времени и требует тщательно очищенной поверхности.
Но какой из них сильнее? В конце концов, сварка TIG обычно дает гораздо более чистые и более точные готовые сварные швы, чем сварка MIG. Многие считают, что это означает, что сварные швы TIG также являются самыми прочными.
Это не всегда так, потому что существует множество различных типов сварочных работ, и для каждой из них может потребоваться свой метод сварки. TIG обычно прочнее, но для многих работ вместо этого требуется сварка MIG, поскольку они более универсальны и часто столь же прочны.
Заключение
Как видите, на создание прочного сварного шва MIG влияет множество факторов. При правильной технике и обучении это надежный выбор, и вы можете делать очень надежные сварные швы этим методом.
Использование техники сварки MIG различными способами приведет к глубокому проплавлению и получению прочных сварных швов. Мы дали много полезных советов.
Что делают другие в сварочном сообществе для повышения прочности сварных швов MIG? Начните с наших методов, а затем продолжайте исследования, чтобы получить еще лучшие результаты!
СвязанныеСварка МИГ — Как сваривать! От основ до продвинутых методов
Сварка уходит корнями в бронзовый век, но мы никогда не прекращали совершенствовать этот простой процесс сплавления двух материалов вместе.На протяжении всего времени этот метод оставался довольно последовательным: вы формируете основной металл и добавляете присадочный материал для образования нового соединения, обычно более прочного, чем сам основной материал. Вдали от далеких предыстории, современному человеку доступно множество сварочных процессов, но одним из самых популярных и универсальных является сварка MIG.
Это как раз то, что мы собираемся осветить в этой статье, и мы собираемся сделать это всесторонне. Сварка MIG — идеальное место для начала, если вы новичок в этом процессе, и к тому времени, когда вы закончите читать, в вашем распоряжении будут следующие знания:
Что такое сварка MIG?
MIG расшифровывается как Metal Inert Gas, хотя более техническое название, которое вы, скорее всего, встретите на американской стороне водоема, — это газовая дуговая сварка металла (GMAW).Если говорить более неофициально, вы часто будете слышать, как на сленге используется термин «сварка проволокой». Первоначально он назывался Gas Metal Arc (GMA), но вряд ли вы услышите, как это название встречается за пределами некоторых очень устаревших руководств.
Независимо от названия, сварка MIG требует трех вещей для создания сварного шва:
- Электроэнергия для производства тепла.
- Электродная проводка для изготовления присадочного металла.
- Защитный газ для предотвращения реакции с воздухом.
В каждом сварочном аппарате MIG используется рукоятка со спусковым крючком, и при нажатии на него происходят три вещи:
- Во-первых, тонкая электродная проволока непрерывно подается через гибкую трубку, известную как вкладыш кабелепровода, из катушки, которая установлена на сварочном пистолете или внутри сварочного аппарата, и выходит из сопла сварочного пистолета на устойчивом уровне. оценивать.
- Во-вторых, защитный газ, хранящийся в баллоне высокого давления, пропускается через регулятор для снижения его давления, а затем направляется через газовый диффузор и выходит через сопло.
- В-третьих, сварочный ток включается от аппарата.
Вот краткий обзор цели, которой служит каждое действие.
Проволочный электрод
Когда активируется сварочный аппарат MIG, между проволочным электродом и металлом, с которым вы работаете, образуется электрическая дуга, которую мы будем называть заготовкой. Электрический заряд создает короткое замыкание между электродной проволокой и заготовкой, в результате чего оба металла нагреваются до температуры, превышающей их соответствующие точки плавления.Они плавятся вместе в сварочной ванне, сливаются, а затем затвердевают в единое целое.
Металл электрода называется присадочным материалом, а металл обрабатываемой детали — основным металлом.
Поскольку электрод медленно расходуется во время сварки, для сварки MIG используется «плавящийся электрод». Чтобы лучше понять этот термин, полезно рассмотреть сварку TIG (вольфрамовый инертный газ). Используется вольфрамовый электрод с очень высокой температурой плавления.Вольфрам находится в пистолете так же, как проволока сварочного аппарата MIG, и при этом сильно нагревается. Однако он никогда не плавится, чтобы стать частью сварочной ванны — как таковой, это неплавящийся электрод.
Защитный газ
В 9 случаях из 10 защитный газ сварочного аппарата MIG состоит из аргона и двуокиси углерода, и его цель — просто защитить сварочную ванну от загрязнения. Без него расплавленный металл реагировал бы с кислородом, водяным паром и другими элементами атмосферы, что приводило бы к плохой связи.
Сварочный ток
Спусковой крючок вашего сварочного аппарата MIG — это просто двухпозиционный переключатель — вы найдете все органы управления машиной на самом аппарате, включая скорость подачи проволоки, полярность и, что наиболее важно, напряжение.
Одной из особенностей сварки MIG является то, что в процессе используется мощность постоянного тока (D / C), как и аккумулятор в вашем автомобиле. Проволока электрода почти всегда положительная, а у заготовки — отрицательная.Ток должен течь по полной цепи, идя от станка к горелке, к заготовке, а затем обратно к станку, поэтому для замыкания цепи необходимо зажать рабочий кабель между станком и заготовкой.
СваркаMIG уникальна тем, что имеет один стандартный тип напряжения и полярности. Параметры напряжения используются для настройки машины, причем величина напряжения изменяется в зависимости от множества различных факторов. К ним относятся конфигурация соединения, скорость диаметра проволоки, толщина металла и тип металла.
[Вернуться к началу]
Где и когда следует использовать сварку MIG?
Напомним, что сварочные аппараты MIG работают через проволочный электрод, который образует короткое замыкание с деталью для нагрева каждого металла до температуры, превышающей его точку плавления, с защитным газом, предотвращающим любое загрязнение. Все хорошо, так когда же вам на самом деле следует использовать сварочный аппарат MIG?
Что ж, полезно начать с рассмотрения преимуществ, которые дает сварка MIG.Вот основные из них:
- Минимальная очистка, так как нет покрытого шлака для обработки
- Быстрое производство, так как детали не нужно менять, а уровень утилизации металла относительно высок.
- Легко учиться
- Дешевая продукция
- Сваривает все имеющиеся в продаже металлы и сплавы
- Сварка во всех положениях
- Низкий уровень дыма
- Широкий выбор составов и диаметров наполнителей
- Машины подключаются к стандартной домашней розетке
Подводя итог, сварка MIG относительно проста в освоении, не занимает много времени и требует больших денег, а также является безопасной и универсальной.Конечно, вы не можете слишком легко перемещать сварочные аппараты MIG благодаря этим громоздким баллонам с защитным газом, и вы не можете слишком далеко отойти от аппарата. Кроме того, не ждите чудесных результатов с толстой сталью — сварщики MIG будут изо всех сил пытаться добиться надлежащего проплавления.
Принимая во внимание эти характеристики, неудивительно, что сварка MIG является предпочтительным процессом среди энтузиастов-домашних мастеров, художников и поклонников автоспорта. Вкратце, сварка MIG идеально подходит для тех, кто хочет получить что-то более тонкое и управляемое, чем сварка штучной сваркой, без дополнительных затрат и более крутой кривой обучения более сложным процессам.Вы можете купить сварочный аппарат MIG всего за несколько сотен фунтов, а затем спрятать его в гараже и использовать для чего угодно, от ремонта двигателя до основных металлоконструкций.
[Вернуться к началу]
Какое оборудование требуется для сварки MIG?
Понять, как работает сварка MIG и для каких задач она подходит, довольно просто, но все, от вашей личной безопасности до прочности и внешнего вида сварного шва, будет зависеть от выбора правильного оборудования, в том числе:
Давайте начнем сверху и рассмотрим каждую переменную.
Бензобак
Наиболее распространенными защитными газами, с которыми вы можете встретиться, являются аргон, гелий, углекислый газ и кислород. У каждого газа есть свои плюсы и минусы, но смесь 75% аргона / 25% углекислого газа обычно работает как универсальный инструмент. Брызги минимальны, у бусинок хороший внешний вид, и они не прожигают более тонкие металлы. Подавляющему большинству сварщиков-любителей не нужно отказываться от этой надежной смеси, но все же стоит учитывать характеристики и общие способы использования каждого газа.
- Двуокись углерода — единственный элемент, который можно использовать без добавления инертного газа. Он хорош для глубокого проникновения в более толстые материалы, но дуга не такая стабильная, разбрызгивание больше, а валик более шероховатый, чем при смеси аргона и диоксида углерода. С положительной стороны, это очень дешевый газ.
- Кислород обычно используется в количестве около 9% для повышения текучести сварочной ванны, стабильности дуги и проплавления, особенно при работе с низколегированными сплавами, нержавеющей сталью или мягким углеродом.При использовании кислорода в газовой смеси избегайте магния, меди и алюминия — вы рискуете окислить металл шва.
- Аргон обеспечивает более резкое и узкое проплавление и используется для сварки цветных металлов, таких как магний, алюминий и титан. Гелий
- также может использоваться с цветными металлами, а также с нержавеющей сталью, и он отлично работает вместе с толстыми металлами благодаря своему глубокому профилю проплавления и более горячей дуге.Однако это относительно дорого обходится с защитными газами, и их можно использовать только тогда, когда это действительно необходимо.
Сварочный пистолет
Сварочная горелка направляет электродную проволоку, передает ток и подает защитный газ. Очевидно, что это жизненно важный элемент набора, который бывает во многих вариациях.
Самое широкое различие между воздушным и водяным охлаждением, так что вот краткое описание каждого типа.
- с воздушным охлаждением : Защитные газы проходят через корпус пистолета, охлаждая сопло при этом.В кабеле необходимо использовать много меди, чтобы справиться с этим процессом, поэтому пистолеты с воздушным охлаждением будут тяжелее и менее гибкими, чем пистолеты с водяным охлаждением. При этом они также значительно дешевле, поскольку не требуются дополнительные шланги или независимые системы охлаждения, а более простая конструкция упрощает их сборку, эксплуатацию и обслуживание. Широкий диапазон ампер обычно составляет от 150 до 600 ампер.
- с водяным охлаждением : Независимая система охлаждения радиатора обеспечивает циркуляцию воды, окружающего воздуха и защитного газа.Пистолеты с водяным охлаждением легче и гибче, чем пистолеты с воздушным охлаждением, и они более эффективно рассеивают тепло, но они также дороже и сложнее в обслуживании. Обычно амперы находятся в диапазоне от 300 до 600 ампер.
Системы с водяным охлаждением сокращают время простоя, расходные детали служат дольше, а пистолеты с воздушным охлаждением лучше подходят для более легких работ. Как правило, пистолеты с воздушным охлаждением отлично подходят для нечастого использования и портативности; Пистолеты с водяным охлаждением идеально подходят для тех, кто планирует больше сваривать и готов пожертвовать простотой использования на дополнительный комфорт.
Другие нишевые сварочные горелки MIG включают:
- Push-Pull : толкающий двигатель позволяет проволоке проходить через нее с минимальным сопротивлением, поэтому вы можете проводить сварку дальше от источника питания.
- Катушка : особенно полезные при работе с алюминием, катушки-пистолеты улучшают подачу более мягкой проволоки, перемещая ее только на несколько дюймов, прежде чем она попадет в сварочную ванну.
- Удаление дыма : Добавляя дополнительную линию защиты от потенциально вредных паров, эти газы улавливают прямо на кончике пистолета, а затем направляют их через систему удаления.Это замечательно при работе с некоторыми нержавеющими или оцинкованными сталями, а также там, где проволока и сталь содержат много марганца.
Окончательные соображения включают:
- Номинальный ток : Пистолет на 600 ампер удовлетворит все потребности, но он будет очень тяжелым и дорогостоящим в эксплуатации. Использование пистолета на 150 или 200 ампер снизит цену и вес, но оно не сможет справиться с тяжелой работой. Прежде чем делать решительный шаг, оцените свои потребности.
- Триггеры : Доступны стандартные триггеры, триггеры с фиксацией и двойное нажатие, и возможность перемещаться между ними повышает производительность.
- Шейка и ручка : Поворотные шейки позволяют выполнять сварку под разными углами, а гибкие шейки позволяют перемещаться между различными положениями. Если вы собираетесь работать дольше, подумайте о чем-нибудь легком.
Зажим заземления
Зажим заземления соединяет обрабатываемую деталь со станком, замыкая жизненно важную цепь постоянного тока. Более длинные кабели легко запутываются, а более короткие и легкие относительно легко маневрировать.Более длинный кабель следует считать необходимым только тогда, когда обрабатываются большие куски металла или требуется много движения. И не имеет значения, какой длины или толщины у вас кабель — вам всегда нужно проверять, может ли он выдерживать ток, который выдает ваша машина.
Защитное оборудование
Одним из достоинств сварки MIG является ее безопасность, по крайней мере, по сравнению с большинством других сварочных процессов. Однако вам все равно придется защищать себя, надев соответствующую защитную одежду и используя подходящее защитное снаряжение.
Используйте сварочную маску с линзой, соответствующей номеру усилителя, с которым вы будете работать. Если вы закрываете глаза сразу после сварки и все еще видите дугу, вам нужно выбрать более темные линзы перед повторным запуском. Если в составе защитного газа используется кислород, лучше всего подойдут линзы, поглощающие желтый цвет.
Вам также следует надеть защитную одежду. Одежда должна плотно прилегать, быть прочной и быть из негорючего материала.Кожаные перчатки защищают ваши руки, а ботинки со стальным колпачком защищают ваши ноги. Длинные волосы следует прикрывать — для этого пригодятся банданы и тюбетейки. Хотя это и не обязательно, вам следует подумать о приобретении огнетушителя и держать его под рукой.
Металл
Одним из главных достоинств процесса сварки MIG является то, что он может работать с большинством металлов и металлических сплавов. Наиболее распространены углеродистая сталь и нержавеющая сталь, хотя алюминий также сваривается с использованием процесса MIG.
Сварочная электродная проволока Как правило, электродная проволока должна быть из того же металла, что и заготовка. Некоторые провода изготавливаются с дополнительными элементами, такими как марганец, кремний и титан, которые делают его более стабильным. Вам нужно будет выбрать правильную толщину, что означает свериться с таблицами толщины, предоставленными вашим производителем.
[Вернуться к началу]
Как вы свариваете?
Информация, представленная выше, должна подготовить вас к началу сварки MIG, но не забывайте уважать процесс обучения.Этот навык достаточно легко развить, но вы должны начать с выполнения этого пошагового руководства.
1. Подготовьте инструменты и оборудование
Перед тем как начать, убедитесь, что вы отметили следующие задачи из своего контрольного списка:
- Осмотрите кабельные соединения : Найдите видимые признаки повреждений и убедитесь, что все кабели подсоединены с плотной посадкой.
- Включите защитный газ : Установите скорость потока от 20 до 25 кубических футов в час.Если есть какие-либо признаки утечки, нанесите мыльную воду и проверьте наличие пузырьков.
- Осмотрите провод : Удалите излишки брызг с контактных трубок и замените изношенные контактные наконечники. Если есть ржавчина, грязь или масло, удалите их металлической щеткой.
- I nspect Your Work Piece : Часть заготовки, к которой крепится рабочий зажим, также должна быть очищена от ржавчины, грязи и масла. Если нет, пора снова выломать металлическую щетку.Не начинайте, пока область не станет безупречной.
После выполнения этих проверок отшлифуйте или подпилите кромку с небольшим скосом, чтобы обеспечить максимально глубокое проникновение.
2. Практика наложения бисера
Воспользуйтесь возможностью попрактиковаться в беге бусинки, проведя прямую линию на куске металлолома. Это должно дать вам представление о настройках и указать, нужно ли их изменить. Слишком малая мощность приведет к разбрызгиванию смеси и не сможет проникнуть внутрь; слишком много растает насквозь.
Начните с укладки бусинок на дюйм или два длиной, делая небольшие зигзагообразные движения кончиком сварочного аппарата.
3. Сварка металла
Выполняйте такие же зигзагообразные движения при сварке металла. Это помогает сваривать снизу вверх, хотя подойдет любое удобное направление.
4. Шлифовка металлического шва
Иногда вас не волнует, как выглядит сварной шов, но внешний вид имеет значение далеко не редко.Даже если они этого не сделают, стоит потренироваться в этом шаге. Достижение более приятного внешнего вида означает измельчение и разглаживание. Используйте угловую шлифовальную машину, чтобы начать работу, стараясь не повредить сварной шов и не выдолбить его. Продолжайте двигаться медленно и равномерно, как если бы вы шлифовальной машинкой.
5. Установка провода
Убедитесь, что ваше устройство отключено от сети, а затем протяните проволоку через ролики. После того, как вы снова включите машину, нажимайте на спусковой крючок, пока проволока не выйдет из кончика пистолета.
[Вернуться к началу]
Как безопасно выполнять сварку?
Безопасность заслуживает отдельного раздела. Стоит повторить еще раз, что относительная простота сварки MIG не означает, что процесс безопасен. Изучение правильной сварки должно было устранить большинство из них, но ни один уровень навыков или опыта не может заменить правильное защитное оборудование.
Вот что вам нужно.
Сварочный экран
«Вспышка дуги», которая обычно вызывает жжение или раздражение глаз, может возникнуть даже в результате кратковременного воздействия дугового излучения — повторное воздействие может означать необратимое повреждение. Вот почему защита лица и глаз так важна. Экраны с автоматическим затемнением идеальны, хотя линзы с фиксированным затемнением могут подойти сами по себе. Выберите правильный уровень оттенка для защиты от усилителей, которые вы используете.
Шлемы
Шлемы должны изготавливаться с вырезом, защищающим плечи и верхнюю часть груди, а также лицо и глаза.Вам понадобится тот, который можно носить с респиратором, не создавая дискомфорта.
Респираторы с приводом
Промышленные гигиенисты будут снимать показания воздуха, когда вы работаете над коммерческим проектом. Если вы работаете дома, будьте осторожны и все равно наденьте респиратор. Модели Power отлично подходят для многочасовой работы, связанной с выделением большого количества дыма.
Клапанные респираторы
В респираторах с клапаномне используется металл, и только сила легких перемещает воздух внутрь и наружу.Они, как правило, дешевле, хотя при более длительной работе они немного утомляют.
Комбинезон
Искры и брызги могут попасть в любую часть вашего тела, а лучи, как видимые, так и невидимые, могут повредить вашу кожу. Проще говоря, вам нужно прикрыться, поэтому замените любые шорты или футболки на комбинезон. Они должны быть плотно прилегающими и изготавливаться из огнестойких материалов.
Перчатки
Кожаные перчатки негорючие и способны защищать как от искр, так и от тепла.Только будьте осторожны с любыми универсальными перчатками — они почти наверняка вызовут дискомфорт и снизят вашу столь необходимую ловкость. Стоит потратить дополнительные деньги на подходящую пару. Попробуйте рассматривать это как вложение.
Обувь
Люди часто забывают об обуви, но искры и брызги могут ударить по ногам, а также по другим частям тела. Обувь должна быть полностью непористой, сделанной из материала, который не может плавиться и прилипать к коже при нагревании.Кроссовки нет, ботинки в ботинках.
[Вернуться к началу]
Как выполнять сварку, часть 2: основы сварки MIG
Что такое МИГ?
Если коротко повторить то, о чем мы говорили в статье «Научиться сваривать: Часть 1 Основы», MIG-сварка — это процесс электродуговой сварки, при котором автоматически подается присадочная проволока, которая также служит электродом. После зажигания дуги и образования лужи на детали проволока плавится в лужу, и машина автоматически подает больше.Есть разные способы подачи проволоки, например, падение больших шариков или измельчение металла до того, как он попадет в лужу и разбрызгивается. Но наиболее распространенный режим передачи называется коротким замыканием, когда проволока попадает в лужу одним куском, поскольку дуга поддерживает плавление. Все это время из сопла, из которого выходит проволока, выдувается защитный газ, чтобы сварной шов оставался чистым. Эти компоненты обозначаются аббревиатурой «MIG» — металлический инертный газ.
Техническое название — GMAW — газовая дуговая сварка металла, но все знают, что вы подразумеваете под MIG, даже скряги, которые вас поправят.Единственная причина, по которой я поднимаю этот вопрос, помимо того, что говорю технически исправной полиции, что я знаю и не забочусь, состоит в том, что я в MIG вводит в заблуждение. Вот почему его также иногда называют MAG — Metal Active Gas. Это потому, что газ на самом деле не инертен. Фактически, вы этого не хотите. Чистый аргон не является предпочтительным защитным газом, потому что газ играет большую роль в сварке MIG помимо защиты, но об этом позже.
Еще раз хочу предупредить: аппарат, который не может подавать защитный газ, НЕ является сварочным аппаратом MIG.На eBay есть несколько экономичных машин, которые люди пытаются выдать за MIG, но на самом деле это машины с магнитным сердечником, причем довольно страшные.
Хорош ли MIG?
СваркаMIG проста, экономична и, что самое главное, очень эффективна. Этот процесс не всегда может давать самые привлекательные результаты по сравнению с TIG, но умелая рука может заставить их выглядеть действительно очень хорошо (есть также способы обмануть, мы поговорим об этом, когда перейдем к советам и уловкам).
Простота:
MIG-сварка требует использования только одной руки. Это очень похоже на использование клеевого пистолета, за исключением доставки металла. Остальная часть вашего тела свободна, чтобы помочь руке с фонариком добиться успеха. Вы можете найти наиболее устойчивое положение туловищем и ногами. Вторую руку можно использовать как передвижную опору. Вот почему для большинства людей сварка MIG — это обычно лекарство, открывающее путь к сварке. Это и стоило.
Стоимость:
В настоящее время вы можете получить отлично работающего сварщика MIG всего за несколько сотен долларов.Да, они китайские, но знаете что? Твой сотовый телефон тоже. Что еще более важно, хорошие работают нормально (сварочные аппараты MIG, сотовые телефоны тоже). У брендов также есть очень доступные машины начального уровня, среди которых Lincoln является наиболее продуктивным. Практически в каждом большом магазине, торгующем инструментами, продаются Lincoln 140 и 180 (все равно известные как MIG-PAK, EASY MIG и другие). Машины начального уровня Miller значительно дороже, но они по-прежнему являются отличной ценой и предлагают достойные преимущества за свои деньги.И то и другое можно найти на рынке подержанных автомобилей по еще более выгодной цене.
Торговля блудом не всегда логична, и не потому, что эмоциональные причины неуместны, но когда дело касается сварщиков, есть несколько логических оправданий. Крупные бренды очень хорошо поддерживают свою продукцию и имеют множество сертифицированных сервисных центров. Они будут продолжать поддерживать и изготавливать детали для вашего старого сварочного аппарата еще долгое время после истечения гарантийного срока. У них также есть свои собственные стандарты, поэтому вы часто можете модернизировать свою машину с помощью деталей и комплектов от производителя (например, катушек для алюминия).
Эффективность:
Не так много всего, что вам нужно, чтобы сварить на машине, было бы недостаточно для сварочного аппарата MIG, а в некоторых случаях даже было бы предпочтительнее. MIG имеет гораздо более холодную лужу, потому что лужа создается дугой от подаваемой проволоки, а не просто плавлением основного металла. Это значительно упрощает сварку очень тонкой стали (и есть хитрости, которые могут сделать ее еще лучше). Даже для станков начального уровня и таких компаний, как Eastwood, есть поддержка катушечных пистолетов, и с их помощью вы можете сваривать алюминий методом MIG.У него есть ограничения, а именно, из-за того, что сварочный аппарат MIG для алюминия сильно заедает, очень трудно делать более тонкие детали. Раньше я говорил, что сварка MIG на алюминии, хотя она может быть эффективной, также выглядит как кошачья рвота, но с тех пор меня показал свет опытный сварщик MIG, который показал мне свои алюминиевые сварные швы MIG, которые могут конкурировать с полуприличными сварками TIG. .
Вещи становятся более схематичными или, возможно, с практической точки зрения, невозможными, когда вы обращаетесь к более экзотическим материалам, таким как нержавеющая сталь и другие.Но если вы не делаете выхлоп из нержавеющей или титановой стали, это не будет большим ограничением для автолюбителя. И MIG может делать нержавеющую сталь, но не очень хорошо. Я уверен, что как и в случае с алюминием, у кого-то есть захватывающая картина, с которой можно опровергнуть мою точку зрения, но то, что это возможно, не означает, что это практично в действительности. Я уверен, что вы можете есть суп палочками для еды или вилкой, но я бы предпочел ложку, если можно.
Мы можем поговорить об этом позже в статье, посвященной обсуждению оборудования, но я хочу добавить здесь, что некоторые из ограничений, о которых я говорю, относятся к машинам для коробочного магазина.Машины более высокого уровня (читай: $$$) могут делать такие вещи, как импульсный перенос распылением, когда металл шва распыляется в измельченном состоянии, то включается, то снова, контролируя проплавление, позволяя вам гораздо легче сваривать такие вещи, как тонкие. алюминий.
MIG Анатомия 101
Как минимум, сварочный аппарат MIG должен иметь две основные настройки: напряжение и скорость подачи проволоки. Для этого нужно немного поэкспериментировать, чтобы найти удачный баланс для каждого приложения, и у большинства машин внутри двери есть диаграмма, и вы можете найти хорошую отправную точку на основе толщины детали, над которой вы работаете, толщины и типа ( MIG или флюсовый сердечник) имеющегося у вас провода и защитного газа.Обычно они работают достаточно хорошо, если только вы не сделаете что-нибудь дурацкое, например, сильно вылетите (об этом позже).
Более дешевые машины будут иметь фиксированное количество настроек напряжения, называемых ответвлениями. Следующий шаг будет иметь бесконечную регулировку, как и подача проволоки. Начав с селектора фиксированного напряжения, я могу сказать вам, что на практике это не имеет большого значения. Мы подробно обсудим тепловложение в другой раз, но если вы обнаружите, что в одном положении недостаточно, а в следующем слишком жарко, ошибитесь в сторону слишком горячего, и вы можете изменить тепловложение, изменив скорость подачи проволоки. , скорость движения и вылет.Фактически, многие отличные старожилы советуют вам установить эту чертову штуку на 11 и переместить ее. Я бы не согласился с этим для всех ситуаций, очевидно, но это хорошая общая идея, о которой следует помнить — делайте это как можно более горячим, сохраняя при этом все под контролем.
Внутри машины вы найдете катушку с проволокой и приводной ролик. Для тех, кто достаточно взрослый, чтобы знать, что это, это очень похоже на reel2reel. Проволока разматывается с катушки и выводится из машины роликом, который прижимает проволоку к нагруженному ролику.Более дорогие машины рекламируются как имеющие цельнометаллический привод, но у меня никогда не было проблем с пластиковым механизмом в моем Lincoln.
При настройке машины обратите внимание на то, какой ролик вы выбираете. Проволока MIG изготовлена из цельного металла, а ведущий ролик имеет только гладкую канавку, по которой натяжной ролик приводится в движение под натяжением. Вам нужно будет установить колесо правильного размера, соответствующего размеру используемой вами проволоки. В середине проволоки с флюсовым сердечником пропитан флюс, и если вы используете величину натяжения, необходимую для движения проволоки, как в случае MIG, вы раздавите флюс и возникнут проблемы с подачей.Зубья ведущего колеса с магнитным сердечником будут врезаны в ведущую канавку, и вам нужно будет использовать минимальное усилие, необходимое для выполнения работы.
Здесь, рядом с приводным механизмом, вы также найдете насадку для пистолета и зажим заземления. Это один из наиболее распространенных источников проблем для начинающих сварщиков, потому что машины часто поставляются с проводом для сердечника из флюса, в котором используется полярность, противоположная MIG (определяющая, какая из горелки и зажима заземления имеют положительную или отрицательную полярность). Для магнитного сердечника требуется нечто, называемое EN или отрицательный электрод, что означает, что ток выходит из пистолета / провода в деталь (пистолет подключается к отрицательному полюсу, зажим заземления — к положительному).Это также называется «прямой» полярностью, потому что вы стреляете электронами вперед. Для MIG требуется EP или положительный электрод, что означает, что ток течет от зажима заземления / заготовки вверх в пистолет (пистолет подключается к плюсу, зажим заземления — к минусу). Это, в свою очередь, называется «обратной» полярностью. Если ваши сварные швы выглядят так, как будто вы подверглись воздействию кислоты, сначала убедитесь, что ваш газ включен при сварке MIG, а затем проверьте полярность.
Вы также можете увидеть те жалкие катушки с проволокой, которые идут в комплекте с машинами, вместе с дурацким плоским экраном для лица с фиксированной линзой.Единственное использование для них — это заявить, что они продают все, что вам нужно, чтобы сварить в коробке. Большинство из них следует заменить, но зажимы заземления обычно в порядке, особенно зажимы Lincoln. Зажимы заземления, входящие в комплект поставки машин Miller, следует выбрасывать в мусор. Купите себе Tweco соответствующего диапазона напряжений. Это первое, что я делаю с любой машиной с зажимом заземления.
Защитный газ:
Наиболее распространенный защитный газ, используемый для сварки MIG, называется C25 — смесь 75% аргона и 25% CO2.Эта смесь дает наилучшее сочетание сварочного тепла и качества сварного шва. CO2 способствует реакции, особенно в форме увеличения количества тепла в детали. Фактически, вы можете использовать чистый CO2. Это сэкономит вам немного денег, и если вам нужно избавиться от помех из вашей машины до того, как закончится ток, будь то в машине или в вашем гидромолоте, CO2 принесет вам немного больше. Это происходит за счет более грязной лужи с гораздо большим количеством брызг, и, как правило, сложнее набрать ее, чтобы получить хороший результат.Кроме того, из-за дополнительного тепла и сложности управления вы не захотите использовать его для таких вещей, как кузовной листовой металл. Когда вы только начинаете, определенно придерживайтесь C25.
Катушка:
Если вы хотите сваривать алюминий методом MIG, самая большая проблема — это мягкость проволоки. Сварщики MIG обычно «проталкивают» проволоку. Другими словами, после того, как проволока снимается с катушки, привод внутри машины проталкивает проволоку вверх через кабель горелки и через горелку. Но алюминиевая проволока настолько мягкая, что может просто согнуться и свернуться.Вы можете купить сварочные пистолеты MIG с тяговым усилием там, где приводной механизм находится в горелке. Таким образом, катушка все еще находится в машине, но вы получаете ее один раз, и после этого пистолет ее потянет. Более распространенным подходом является катушечный пистолет, и, как следует из названия, пистолет содержит катушку и приводной механизм. Это дает проволоке прямой выход из приводного ролика.
Если вы только начинаете, не беспокойтесь об этом слишком сильно. Просто убедитесь, что, если сварка алюминия MIG возможна в вашем будущем, что выбранный вами аппарат поддерживает катушечный пистолет и имеет для него катушечный пистолет, доступный либо от производителя, либо через совместимость с 3 rd .У машины должна быть возможность переключаться в режим горелки для катушки, чтобы отключить внутренний механизм и контролировать подачу проволоки в горелке.
MIGing Алюминий:
Причина, по которой вы не хотите беспокоиться о том, чтобы научиться пользоваться пистолетом-катушкой, если вы новичок в сварке MIG, заключается в том, что он берет на себя все сложные задачи, связанные с сваркой MIG, и делает ее более критичной, а окно для того, чтобы все работало хорошо, намного меньше . Алюминий сваривается методом распыления, поэтому вам нужно поддерживать его в этом режиме.Для переноса распыления требуется гораздо большая сила тока, и она почти достигла точки, когда она становится слишком большой. В результате, если вы используете слишком много варенья, контактный наконечник расплавится (проволока прогорит до сопла и расплавит его). И если вы не будете двигаться устойчиво и быстро, что является одной из самых сложных вещей для освоения на начальном этапе, вы либо прожигете свою деталь, либо отложите гигантскую кучу присадочного металла, которая бесполезна (вы, вероятно, можно будет снять плоскогубцами, пробития будет так мало).
Торкретирование алюминия с катушкой на сварочном аппарате MIG отлично подходит для . И если вы справитесь с этим и вам нужно выполнять большие объемы работы, например, сварку прицепов, это идеальный вариант. Вы можете очень быстро сделать идеально хорошие сварные швы и после достаточной практики сделать их чертовски хорошими. Но подождите, пока вы не закончите игру со стальным MIG, прежде чем пытаться, или вы будете склонны к самоубийству. Вы также захотите инвестировать в высокопроизводительную машину MIG с оптимизированными возможностями для алюминия. Но эти машины очень дороги, поэтому, если вы решите, что она вам нужна, к тому времени вы это без сомнения узнаете.Но всем остальным, если у вас есть какие-либо намерения в области сварки алюминия, запланируйте изучение TIG.
Алюминиевые сварные швы MIG могут выглядеть следующим образом:
Но долго ваш будет выглядеть так или хуже:
Как только ваши стальные сварные швы станут больше походить на первое изображение, чем на второе, купите себе баллон с аргоном (для алюминия MIG требуется 100% аргон), пистолет-катушку и кучу терпения (или дилерское количество Adderall).
Начало работы
Первым делом определитесь с машиной. Прежде чем сузить круг выбора, вы должны реально определить, есть ли у вас доступ к 220. Нужен ли он вам? Честно говоря, наверное, нет. Проблема в том, что если вам это действительно нужно, вы мало что сможете сделать. Это более сложное решение с более новыми инверторными машинами, потому что из-за их эффективности они будут делать больше на 110 с обычным бытовым выключателем. Примерно для 1/8 дюйма все в порядке.В остальном это будет зависеть от эффективности вашей машины и схемы. В большинстве домохозяйств есть много чего на одном выключателе, поэтому даже если у вас есть выключатель на 20 ампер, обслуживающий ваш гараж, это не значит, что у вас есть 20 ампер, с которыми можно играть. Отстой в гараже во время сварки под машиной — отстой.
Если в вашем гараже нет 220 вольт, и у вас нет простого способа подключить его или вы не хотите этого делать, одним из вариантов может быть использование вилки для сушилки. Если вам повезло, что ваша прачечная находится в пределах разумной досягаемости, вы можете приобрести длинный удлинитель и переходник от типичной вилки 220 сварочного аппарата с 3 контактами к цепи сушилки с 4 контактами.Я так делал давно. Это было мучительно, но это сработало, пока моя сварка не стала достаточно продуктивной, чтобы побудить меня закрепить ее.
Еще одна причина того, что 220 является желательным, заключается в том, что если вы собираетесь попробовать сварку алюминия методом MIG, то алюминий MIG потребляет еще больше энергии, поэтому ограничение машины до 110 еще больше ограничит емкость вашего алюминия.
Ниже приведены мои личные рекомендации по стартерным машинам:
Линкольн:
Наиболее распространенные машины Lincoln, с которых можно начать, — это MIG PAK, которые можно носить с собой в большинстве магазинов с инструментами (на некоторых рынках они известны как EASY MIG).Если вы прошли через дерево решений, указанное выше, и у вас нет доступа к 220, тогда MIG PAK 140 — жизнеспособный вариант. Но я бы посоветовал вам приобрести 180, потому что на этом уровне мощности вы сможете делать практически все, что вам когда-либо понадобится, — даже самые тяжелые кронштейны и усиливающие пластины. Если вы действительно не можете представить себе 220 в гараж или вы хотите в первую очередь приварить 110, я бы посоветовал другой бренд.
Еще один вариант Lincoln, если вы найдете хорошее предложение в объявлениях, — это линейка Power MIG более высокого класса, особенно модель 180c.
Я бы не стал платить разницу в розничной продаже по сравнению с MIG PAK, но на рынке подержанных автомобилей разница становится меньше, так что это будет стоящая инвестиция. Power MIG имеют металлический приводной механизм и плавную регулировку напряжения. Но на практике я не думаю, что это имеет большое значение. Лучше иметь, чем не иметь, но не переживайте, если вы не можете найти один из них по хорошей цене.
Оба они потребуют катушечного пистолета Lincoln 100SG для сварки алюминия.
Миллер:
Если можно немного сэкономить, на мой взгляд, оно того стоило. Millermatic 211, как старая, так и новая версия, предлагает несколько привлекательных преимуществ. Во-первых, они имеют двойное напряжение (они называют это MVP — Multi Voltage Plug). Это дает вам очевидную гибкость, позволяющую выполнять сварку с использованием розетки 110, а затем просто менять заглушки и подключать к розетке 220, если вам нужно дополнительное заедание.
Модель 211 также имеет «автоматическую настройку», при которой вы выбираете размер используемой проволоки и толщину металла, а машина выбирает уровень мощности и скорость подачи проволоки за вас.Я использовал их много, и они действительно хорошо работают. Вы можете точно настроить его, повернув ручку толщины / напряжения немного выше или ниже, если вам нужен более горячий или более холодный сварной шов.
Это более старый 211, и в нем нет абсолютно ничего плохого, поэтому, если вы можете найти такой, который хорошо используется, сделайте это.
Новый 211 по сути то же самое, но более эффективный. Он значительно меньше и легче из-за того, что является инвертором (в отличие от трансформатора), и, как результат, он также более эффективен, поэтому потребляет меньшую силу тока при тех же выходных токах.Это особенно полезно при сварке на 110, потому что у вас меньше шансов взорвать общий выключатель.
Как бы то ни было, я лично использую эту машину прямо сейчас. Я еще не вставил его в розетку 220, и у меня в гараже есть розетки на 220 с сильным проводом. Я приварил стальные кронштейны 3/16 дюйма к общей вилке 110 на длинном удлинителе и никогда не срабатывал выключателем. У него также есть очень интересная функция, заключающаяся в том, что он регулирует подачу проволоки с запрограммированной внутри скоростью относительно вашей фактической установленной скорости.Это желательно, потому что для зажигания дуги и образования лужи требуется время, поэтому без этого сварной шов обычно будет очень холодным и вначале будут брызги, а затем все успокоится. С новым 211 все начинается очень гладко.
Хобарт
Hobart производит отличные машины, и с середины 90-х у них та же материнская компания, что и Miller. Удобно, что после того, как Миллер выпустил новый 211, Хобарт начал предлагать 210 MVP, который подозрительно похож на старый Miller 211 без автонастройки, но с двойным напряжением.Так что, если вы можете получить хорошую сделку на Hobart 210, вы можете рассматривать это как получение неавтоматической настройки 211 по более низкой цене.
Иствуд
Лучшая из китайских марок, на мой взгляд, это Eastwood. В основном потому, что они существуют уже довольно давно и имеют очень разнообразный состав. Так что шансы на получение постоянной поддержки очень высоки. Функционально машина такого уровня предлагает многое. От двойного напряжения до бесконечной регулировки напряжения и металлических приводов. Иствуд также предлагает катушечный пистолет.Я уверен, что и другие поступают так же, но я знаю, что Иствуд знает. Их поддержка тоже потрясающая. Я знаю парней, которые купили свои TIG-аппараты и плазменные резаки, и у некоторых из них были машины мертвыми или они выходили из строя через какое-то время, и прежде, чем у них была возможность отправить свою машину обратно в Иствуд, у их дверей была новая. Так что функциональность и цена в сочетании с таким уровнем поддержки делают Eastwood, на мой взгляд, стоящей авантюрой.
Прочие
Многие интернет-пользователи сообщают о хороших успехах с Everlast, но я никого лично не знаю, поэтому не могу сказать.Есть много других, брендов и нет. Что касается небрендовых наименований, у меня нет опыта из первых или вторых рук, поэтому я не могу дать никаких рекомендаций, кроме как предупредить вас о том, что не стоит слишком дешево. Опять же, самые дешевые сварочные аппараты с механизмом подачи проволоки на самом деле не являются сварщиками MIG, а в основном это аппараты для ручной сварки, которые подают проволоку с флюсовым сердечником. Это потому, что они не только не поддерживают защитный газ, но и электрод всегда горячий! Таким образом, курок буквально запускает только двигатель механизма подачи проволоки. Я не собираюсь говорить вам, что делать с вашими деньгами, но если они ограничены, я бы склонился к поиску более старой подержанной машины торговой марки, которая соответствует вашим потребностям и бюджету.
Как избежать дугового удара при сварке
Рискуя выглядеть как телевизионный рекламный ролик, вы боретесь с недоработками? Ваши сварные швы кривые или волнистые? На сварных швах слишком много брызг? Если вы ответите «да» на любой из этих вопросов, возможно, вы страдаете от дуги.
Вы можете отложить эту кредитную карту, потому что нет номера 800, по которому можно было бы позвонить по поводу устранения дуги, и нет операторов, которые могли бы ответить на ваш звонок.Что вы можете сделать, так это применить к проблеме немного науки и логики. Вот наше не слишком техническое объяснение того, почему это происходит, и несколько предложений, что с этим делать.
Причины и симптомы
Это в первую очередь проблема электричества и магнетизма. Электрический ток создает магнитное поле вокруг проводника. (Это также основа электродвигателей.) Чем больше ток, тем сильнее магнитное поле.
Когда вы начинаете сварку и зажигаете дугу, ток течет между электродом горелки и деталями, которые вы соединяете.(Кстати, этот ток обычно постоянный, но это не обязательно.) Вокруг этой дуги есть магнитное поле.
В нормальных условиях дуга проходит по кратчайшему пути, но внешние магнитные поля и геометрия детали могут заставить ее блуждать. Это особая проблема, когда сама заготовка является магнитной. (Вот почему вы действительно видите дугу при сварке стали.) Некоторые геометрии кромок и углов также могут изменить форму поля вокруг дуги.
Когда дуга начинает блуждать, сварщик обнаруживает, что борется со сварным швом, и все становится беспорядочно.Вот что нужно искать:
- Поднутрения. Они выглядят как бороздки в заготовке по краю сварного шва. Они плохие, потому что создают слабость в соединении.
- Неопрятный бисер. Профессиональный сварщик стремится к тому, чтобы валик был прямым и однородным. Неравномерная ширина , волнистость или блуждание не только плохо выглядят, но и могут указывать на некачественное соединение. Однако когда дуга отклоняется от кратчайшего пути, происходит вот что.
- Непостоянное проникновение .Нелегко увидеть, но обычный результат блуждающей дуги.
- Пористость. Еще один результат плохого контроля над дугой и положением сварочной ванны, это может серьезно ослабить соединение.
- Избыточное разбрызгивание . При управлении сварочной ванной часто бывает много брызг. Это приводит к плохому внешнему виду и большому количеству уборок.
Гораздо реже это результат плохого контроля температуры. Локальные горячие точки на заготовке могут изменить маршрут дуги, вызывая ее блуждание и приводя к перечисленным выше проблемам с перерывом дуги.
Профилактика
Если вы боретесь с этой проблемой, попробуйте пять вещей:
- Переключитесь на питание переменного тока. Сварщики обычно предпочитают постоянный ток, потому что он упрощает запуск и обычно снижает блуждание дуги.