Сварные соединения швы сварных соединений виды сварных соединений
Виды сварных соединений
В зависимости от взаимного расположения отдельных элементов каркаса различают следующие виды сварных соединений: стыковые, нахлесточные, тавровые, угловые (комбинированные). В стыковых детали и стыковой шов располагаются в одной плоскости. Во всех других применяют валиковые (угловые) швы, которые заполняют угол, образованный свариваемыми деталями. Угловой шов называется фланговым, если его направление параллельно действующему усилию, и лобовым, если его направление перпендикулярно направлению усилия.
Большое распространение при сварке листов имеет стыковой вид сварных соединений, особенно рациональный из-за незначительной концентрации напряжений и достаточной надежности. Форма стыковых швов и разделка кромок при различной толщине стыкуемых элементов зависит от вида сварки и регламентируется соответствующими ГОСТами. Для всех видов сварки стыковой шов при сжатии принимается равнопрочным основному металлу.
Стыковые сварные соединения более экономичны, чем внахлестку. Однако при этом последние не требуют разделки кромок и особенно распространены при сварке листовых конструкций из стали небольшой толщины (2…5 мм) и в решетчатых конструкциях.
Швы сварных соединений
По назначению швы могут быть рабочими, подлежащими расчету на прочность, и связующими, назначаемыми конструктивно. Обычно применяют непрерывные швы, в некоторых случаях связующие швы допускается делать прерывистыми. По месту изготовления их делят на заводские и монтажные, по количеству слоев, наложенных при сварке, на однозаходныe и многозаходные. По положению в пространстве при выполнении сварки различают швы нижние горизонтальные, вертикальные, потолочные.
Дефектами швов могут быть внутренние концентраторы напряжений — газовые поры, шлаковые включения и т. д. Стыковые швы, работающие на сжатие или сдвиг, менее чувствительны к внутренним дефектам и для них достаточны обычные (визуальные) способы контроля — осмотр, обмеры, проверка непроницаемости водой, керосином, сжатым воздухом.
Исследованиями последних лет установлено, что за нормативное сопротивление угловых швов может быть принят предел прочности наплавленного металла. Расчет ведется на условный срез по расчетным сопротивлениям 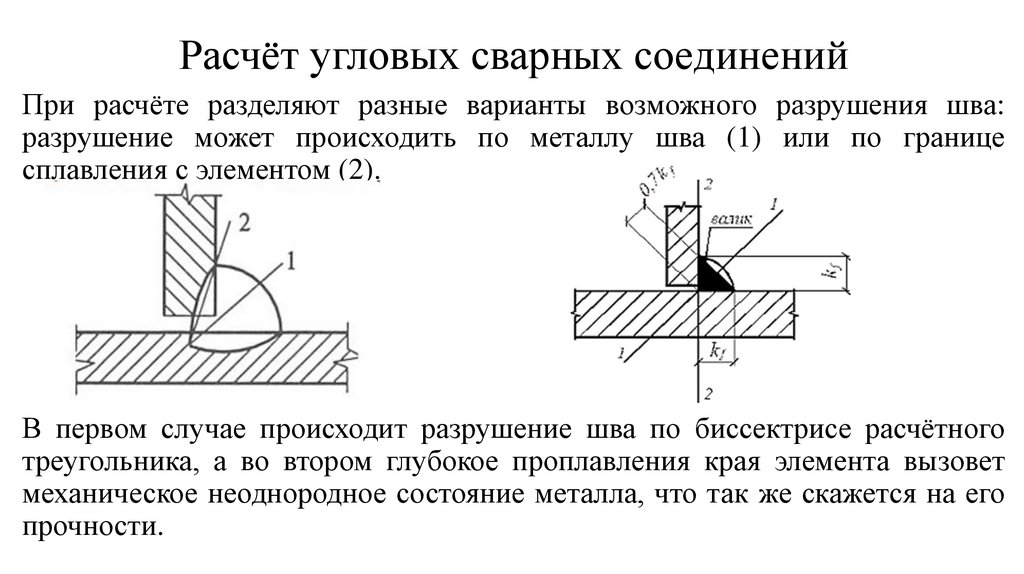 Чем ниже прочность свариваемой стали и чем выше качество шва, тем чаще более опасным является сечение по металлу границы сплавления. Необходимость расчета по двум сечениям вызвана стремлением к экономии наплавленного металла за счет применения высокопрочных сварочных материалов.
Чем ниже прочность свариваемой стали и чем выше качество шва, тем чаще более опасным является сечение по металлу границы сплавления. Необходимость расчета по двум сечениям вызвана стремлением к экономии наплавленного металла за счет применения высокопрочных сварочных материалов.
В качестве основного размера поперечного сечения углового шва принимается величина kf— катет вписанного в поперечное сечение шва равнобедренного прямоугольного треугольника. Для уменьшения влияния возможных непроваров минимальное значение k
f принимается от 4 до 10 мм в зависимости от вида сварки, предела текучести металла, толщины более толстого из свариваемых соединений. Максимальная толщина угловых швов ограничивается во избежание пережога данных элементов и принимается kf = l,2t, где t — наименьшая толщина свариваемого такой составной части. Для уменьшения количества наплавленного металла соотношение катетов принимают, как правило, 1:1.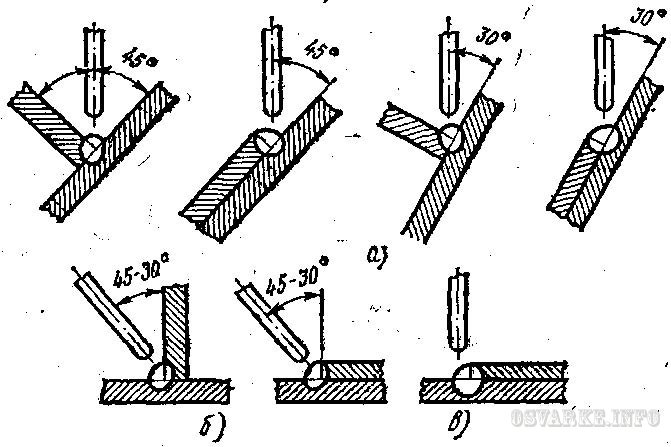 В конструкциях, работающих под воздействием динамических и вибрационных нагрузок, а также эксплуатируемых в условиях холодного климата, для уменьшения концентраций напряжений целесообразно применять пологие швы с плавным переходом к основному металлу или швы вогнутой формы.
В конструкциях, работающих под воздействием динамических и вибрационных нагрузок, а также эксплуатируемых в условиях холодного климата, для уменьшения концентраций напряжений целесообразно применять пологие швы с плавным переходом к основному металлу или швы вогнутой формы.Направление силовых линий в лобовых швах изменяется резко, их разрушение происходит хрупко под совместным воздействием растяжения изгиба и среза. Большое значение имеет также концентрация напряжений в корне шва из-за наличия щели между сварными соединениями. Большие концентрации напряжений возникают также в начале и в конце шва, поэтому расчетная длина флангового или лобового шва должна быть не менее 40 мм и не менее 4
С целью уменьшения неравномерности распределения напряжений накладки делают ромбовидной формы со скосами. Если длина фланговых швов недостаточна или в соединении требуются широкие накладки, то применяют прорезные элементы.
Сварные соединения, в которых имеется несколько швов — фланговых, лобовых, стыковых, называют комбинированными.
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности и т. д. военного персонала
Продвижение —
Военный карьерный рост книги и т. д. Аэрограф/метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хаммер) |
и т. д…
д…
Авиация — Принципы полетов,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т. д.
Боевой — Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное вооружение и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т.д…
Строительство — Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы | так далее. ..
..
Дайвинг — Руководства по водолазным работам и спасению различного снаряжения.
Чертежник — Основы, методы, составление проекций, эскизов и т. д.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.д…
Машиностроение — Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
так далее. ..
..
Еда и кулинария — Руководства по рецептам и оборудованию для приготовления пищи.
Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги — Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, фармация, токсикология и т. д.
Военные спецификации — Государственные спецификации MIL и другие сопутствующие материалы
Музыка — Мажор и минор масштабные действия, диатонические и недиатонические мелодии, паттерны такта, и т.д.
Основы ядра — Теории ядерной энергии,
химия, физика и т.
Справочники Министерства энергетики США
Фотография и журналистика
— Теория света,
оптические принципы, светочувствительные материалы, фотофильтры, копирование
редактирование, написание публикаций и т. д.
Руководства по фотографии и журналистике военно-морского флота |
Руководство по армейской фотографии, печати и журналистике
Религия — Основные религии мира, функции поддержки богослужений, свадьбы в часовне и т. д.
Объяснение пяти типов сварных соединений: руководство по основам
В то время как наши предыдущие блоги рассматривали проблемы устранения неполадок и другие темы, позвольте нам помочь вам расширить свои знания в области сварки, рассмотрев пять распространенных типов сварных соединений, включая стыковые соединения, соединения внахлестку, угловые соединения, Т-образные соединения, краевые соединения. Прежде чем перейти к различным типам, давайте напомним вам, что такое сварное соединение.
Что такое сварное соединение?
Сварное соединение представляет собой точку или кромку металлической или пластиковой детали, которая соединяется с другой деталью на основе определенной геометрии. Сварочный шов может иметь различную конструкцию в месте соединения, где происходит сварка. Как мы уверены, вы уже знаете, что эти соединения абсолютно необходимы для различных типов применений и могут использоваться для различных типов материалов, включая легкие и тяжелые металлы, но не ограничиваясь ими. Если вы еще не знали, разные сварные соединения обеспечивают разную прочность сварки: одни соединения образуют прочные сварные швы, а другие — мягкие сварные швы.
Стыковые соединения
Созданные с помощью швов, вставок, сварных швов со скосом и разделкой, точечных сварных швов, J-образных разделок и раструбов со скосом и разделкой, стыковые соединения возникают, когда две металлические детали или пластмассовые детали располагаются в одной плоскости или рядом друг с другом параллельным образом. В основном, они соединены со схождением краев. В качестве общепринятого способа крепления трубы к самой себе стыковые соединения применяются также для фланцев, фитингов, запорной арматуры, а также другого оборудования и применений. Стыковое соединение, также широко известное как сварной шов с квадратной разделкой, является самым простым, доступным и наиболее распространенным сварным соединением из всех различных типов соединений.
В основном, они соединены со схождением краев. В качестве общепринятого способа крепления трубы к самой себе стыковые соединения применяются также для фланцев, фитингов, запорной арматуры, а также другого оборудования и применений. Стыковое соединение, также широко известное как сварной шов с квадратной разделкой, является самым простым, доступным и наиболее распространенным сварным соединением из всех различных типов соединений.
Соединение внахлестку
Это сварное соединение, в котором два куска металла или пластика частично перекрывают друг друга. Сварка внахлест чаще всего используется для соединения двух кусков материала разной толщины. Соединение внахлест образуется, когда две детали помещаются внахлест друг на друга. Сварной шов, также считающийся угловым, может выполняться с одной или с обеих сторон. Его обширные области применения могут включать, помимо прочего, дуговую сварку вольфрамовым электродом в среде защитного газа, дуговую сварку металлическим электродом и контактную сварку. Когда дело доходит до материалов, соединения внахлест можно использовать в древесине, столах, изготовлении шкафов и временных каркасах, среди других типов приложений и материалов.
Когда дело доходит до материалов, соединения внахлест можно использовать в древесине, столах, изготовлении шкафов и временных каркасах, среди других типов приложений и материалов.
Угловые соединения
Этот тип соединения состоит из двух деталей, которые сплавляются под углом 90 градусов с использованием метода сварки, который может включать точечную сварку, угловой шов, сварку углового фланца, J-образную канавку или другой способ сварки. Как одно из самых популярных и распространенных соединений, угловое соединение специально используется на внешней кромке металлической детали и соединяется под прямым углом прямо между двумя частями. Затем он образует букву «L». Наконец, угловые соединения могут быть применены к листовому металлу, коробчатым конструкциям и рамам, легким листам и более тяжелым и толстым металлическим листам, а также другим материалам.
Т-образные соединения
Считающийся типом углового сварного шва, Т-образный сварной шов создается, когда две металлические детали соединяются под углом 90 градусов, а их края соединяются в центре компонента или пластины.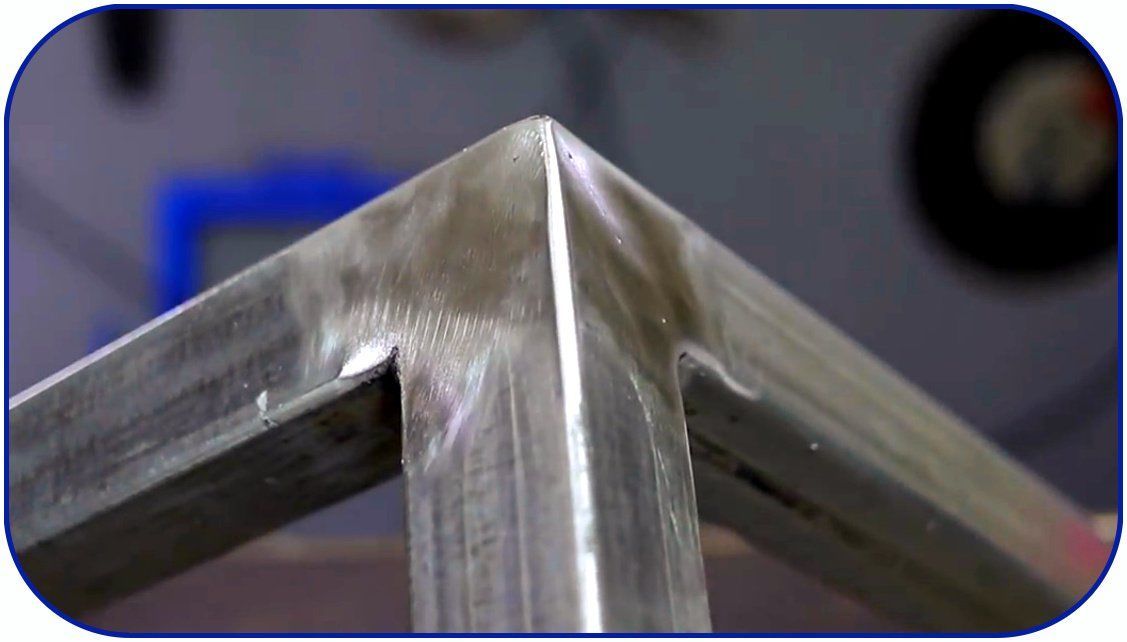 По сути, это формирует Т-образную форму. Стили сварки, используемые для выполнения Т-образных соединений, включают угловой шов, пробку, J-образную канавку, проплавление, раструб-скос-паз или щелевой шов. Эти типы соединений также могут быть выполнены, когда труба или труба привариваются прямо к опорной плите. При создании Т-образного соединения мы рекомендуем всегда обеспечивать эффективное проникновение в крышу сварного шва. Когда дело доходит до соединений внахлестку, они могут включать крепления тонких пластин, конструкционные приложения, металлические детали, прикрепленные к основаниям, и машинные приложения.
По сути, это формирует Т-образную форму. Стили сварки, используемые для выполнения Т-образных соединений, включают угловой шов, пробку, J-образную канавку, проплавление, раструб-скос-паз или щелевой шов. Эти типы соединений также могут быть выполнены, когда труба или труба привариваются прямо к опорной плите. При создании Т-образного соединения мы рекомендуем всегда обеспечивать эффективное проникновение в крышу сварного шва. Когда дело доходит до соединений внахлестку, они могут включать крепления тонких пластин, конструкционные приложения, металлические детали, прикрепленные к основаниям, и машинные приложения.
Краевые соединения
Теперь давайте перейдем к краевым соединениям — соединениям, которые мы довольно часто используем в MuggyWeld. Краевые соединения возникают, когда плоские стороны двух кусков металла свариваются вместе. Сварные швы с фаской, U-образной канавкой, кромкой-раструбом, V-образной канавкой, квадратной канавкой и стыковые сварные швы создают краевое соединение.