Сварочная дуга и сущность протекающих в ней процессов.
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд.
 Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении; - Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
 Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;Виды сварочной дуги
Сварочная дуга с неконтролируемым поперечным сечением, предназначенным для соединения нескольких токопроводящих материалов между собой, использует два разных типа сварочных аппаратов – с расходуемыми и нерасходуемыми электродами. К первому типу относятся:
К первому типу относятся:
- Сварка металла газом: инертным (MIG по международной классификации) или активным (MAG, но чаще используется буквосочетание GMAW – сварка с применением защитного газа, предохраняющего основной металл от активного окисления).
- Экранированная дуговая сварка (MMA). Представляет собой процесс ручной электродуговой сварки, при котором разряд возбуждается между металлическим стержнем (электрод покрыт флюсом или содержит его) и обрабатываемой деталью. Поверхность стержня и заготовки плавятся, образуя сварочную ванну. При одновременном плавлении флюсового покрытия на стержне образуются газ и шлак, который впоследствии защищает сварочную ванну от окружающей атмосферы. Это – универсальный процесс, идеально подходящий для соединения черных и цветных металлов с различной толщиной и при всех положениях заготовки.
- Дуговая сварка порошковой проволокой (FCAW) использует электрод с сердечником из флюсового сердечника с непрерывной подачей и источник постоянного напряжения, обеспечивающий постоянную длину разряда. В этом процессе используется либо защитный газ, либо газ, образующийся при термическом испарении флюса с целью защиты зоны шва от загрязнений.
- Сварка под флюсом (SAW). Часто применяемый процесс с расходуемым электродом (который непрерывно подаётся к зоне расплава) и защитным слоем из плавкого флюса. Флюс становится токопроводящим при расплавлении, обеспечивая току лёгкий путь между деталью и электродом. Поток помогает также предотвратить разбрызгивание металла и искры, поскольку подавляет пары и ультрафиолетовое излучение.
- Электрошлаковая сварка (ESW). Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. Сварочная дуга при этом способе зажигания возбуждается ещё до того, как добавление флюса погасит её. В результате плавления флюса, когда расходные материалы для проволоки подаются в расплавленную ванну, на поверхности ванны образуется расплавленный шлак. Тепло, необходимое для плавления торцов сварочной проволоки и заготовки, генерируется за счет сопротивления расплавленного шлака прохождению электрического тока. Для предотвращения вытеканию расплавленного шлака, в конструкции предусматриваются два подвижных медных башмака, которые постоянно охлаждаются водой.
 В этом процессе используется либо защитный газ, либо газ, образующийся при термическом испарении флюса с целью защиты зоны шва от загрязнений.
В этом процессе используется либо защитный газ, либо газ, образующийся при термическом испарении флюса с целью защиты зоны шва от загрязнений. Для предотвращения вытеканию расплавленного шлака, в конструкции предусматриваются два подвижных медных башмака, которые постоянно охлаждаются водой.
Для предотвращения вытеканию расплавленного шлака, в конструкции предусматриваются два подвижных медных башмака, которые постоянно охлаждаются водой.Ко второму типу относят сварку неплавящимся вольфрамовым электродом (TIG), который используется для возникновения дугового разряда. Защита сварного шва и ванны состоит в применении защитного инертного газа (чаще – аргона).
Сварочная дуга может легко управляться, для этого достаточно ограничить размеры её поперечного сечения.
С этой целью можно применять, например, концентрированный поток любой рабочей среды, обладающий минимальными электроизоляционными свойствами (например, масло или керосин). При условии контролируемого перемещения по поверхности такая сжатая дуга обладает особенностью высокопроизводительной размерной обработки металлов (см. рис.2).
Билет № 7
Вопрос 1.
 Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва).
Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва).Если случайно или намеренно разомкнуть электрическую цепь, то в месте разрыва цепи проскакивает электрическая искра. Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда.
Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловой энергии и сильным световым излучением.
Сварочные дуги квалифицируют по следующим признакам:
по среде, в которой происходит дуговой разряд; на воздухе — открытая дуга, под флюсом — закрытая дуга; в среде защитных газов;
по роду применяемого электрического тока — постоянная, переменная;
по типу электрода — плавящаяся, не плавящаяся;
по длительности горения — непрерывная, импульсная дуга;
по принципу работы — прямого действия косвенная дуга, комбинированная или трехфазная.

Для сварки металлов наиболее широко используют сварочную дугу прямого действия, в которой одним электродом служит металлический стержень (плавящийся или неплавящийся электрод), а вторым — свариваемая деталь. К электродам подведен электрический ток — постоянный или переменный.
Теплота, выделяемая сварочной дугой, не вся переходит в сварной шов. Часть теплоты теряется бесполезно на нагрев окружающего воздуха, плавление электродного покрытия.
Мощность сварочной дуги <3 зависит от сварочного тока I и напряжения дуги II:
Q = I*U (Вт).
Дугу возбуждают
двумя способами — касанием или чирканьем.
В обоих случаях процесс возбуждения
сварочной
дуги начинается с короткого замыкания.
При этом
в точках контакта увеличивается плотность
тока, выделяется
большое количество теплоты, и металл
плавится. Затем электрод отводят,
разрядный промежуток
заполняется нагретыми частицами паров
металла,
и начинается горение дуги.
При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а за тем жидкий мостик металла разрывается (рис. 18). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха — возникает сварочная дуга.
Рис. 18. Схема возбуждения электрической дуги:
I — короткое замыкание; II — образование жидкого металла; III — образование шейки; IV — возникновение дуги. 1
Для повышения
устойчивости горения сварочной дуги
в электродное покрытие или в защитный
флюс вводят
элементы (калий, натрий, барий и др.),
которые
повышают степень ионизации и, следовательно,
стабилизации
сварочной дуги.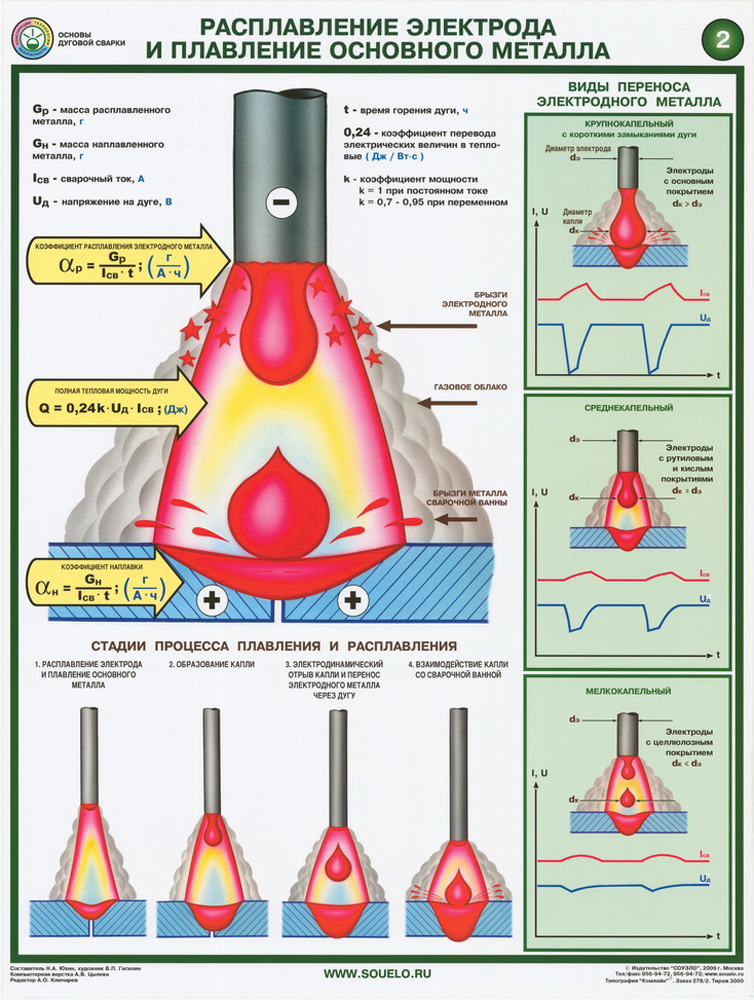
Сварочную дугу можно возбудить без касания электродом свариваемого изделия. Для этого нужно в сварочную цепь параллельно включить источник тока высокого напряжения и высокой чаетоты (осциллятор). При этом для возбуждения дуги достаточно приблизить конец электрода на расстояние 2-3 мм к поверхности изделия.
Дуговой промежуток подразделяется на три основные области (рис. 19):
Рис. 19. Строение электрической дуги и распределение напряжения на ее участках: 1
— катодное пятно; 2 — столб дуги; 3 — анодное пятнокатодную;
анодную;
столб дуги.
Катодное пятно является источником потока свободных электронов. Температура его для стальных электродов достигает 2400-2600 °С. В катодном пятне выделяется около 38% общей теплоты дуги.
Столб
дуги представляет
собой проводник электрического
тока. В нем свободные электроны и
отрицательно
заряженные ионы движутся к аноду, а
положительно
заряженные ионы — к катоду. В целом
столб дуги
не имеет заряда. Он нейтрален, так как
в каждом
сечении столба одновременно находятся
равные количества
противоположно заряженных частиц.
В нем свободные электроны и
отрицательно
заряженные ионы движутся к аноду, а
положительно
заряженные ионы — к катоду. В целом
столб дуги
не имеет заряда. Он нейтрален, так как
в каждом
сечении столба одновременно находятся
равные количества
противоположно заряженных частиц.
В столбе дуги выделяется около 20% общей теплоты дуги. Температура столба дуги зависит от силы сварочного тока и достигает в ее центре 6000-7000 °С и более. Температура капли на конце стального электрода приблизительно равна 2150 «С, а при перелете ее через дуговой промежуток — 2350 С.
В среднем температура сварочной ванны составляет 1770°С.
Анодное пятно является местом входа и нейтрализации свободных электронов. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты (примерно 42%), чем на катодном.
Малыми
кружочками обозначены электроны, а
большими
— положительно и отрицательно заряженные
ионы.
При работе на постоянном токе возможна прямая и обратная дуга.
При прямой полярности « + » на изделии « — » на электроде. При обратной полярности наоборот.
При питании сварочной дуги постоянным током обратной полярности катодное и анодное пятна поменяются местами, т. е. катодом будет изделие, а анодом — электрод.
При переменном токе эта смена будет происходить 100 раз в секунду, поэтому дуга на переменном токе горит менее устойчиво, чем на постоянном. При сварке на переменном токе количество теплоты, выделяющиеся на электроде и изделии, будет примерно одинаковым.
Различают по длине короткую и длинную дугу.
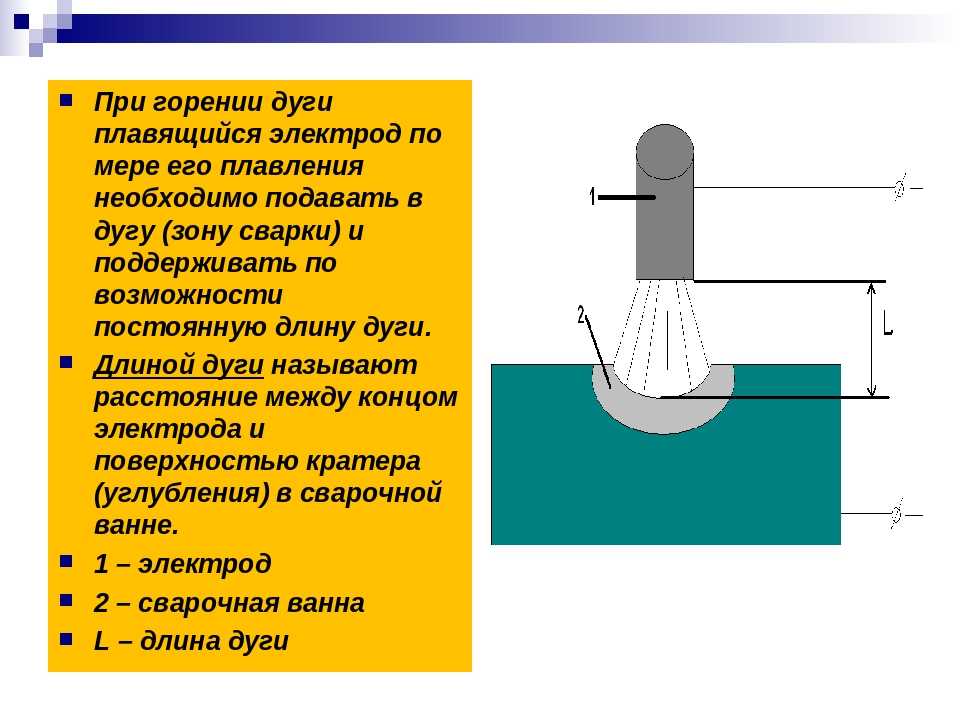
Длиной дуги называют расстояние от конца электрода до дна кратера на поверхности металла.
Кратером называют углубление на поверхности металла в результате давления на него столба дуги.
Длина дуги
определяется диаметром электрода.
Короткой называется дуга, длина которой меньше или равна диаметру электрода. Ее размеры 2-4 мм.
Длинная дуга та, которая больше или равна диаметру электрода.
Короткой дугой сваривают, длинной — режут металл.
Чтобы избежать кратера, применяют следующие способы:
В процессе горения дуги жидкий металл с конца электрода переходит в сварочную ванну в виде отдельных капель (капельный способ) и при полуавтоматической сварке струйно.
Перенос капель осуществляется под действием:
Характер капель зависит от силы сварочного тока. С увеличением силы тока размер капель уменьшается, а число их возрастает.
С
уменьшением силы тока размер капли
растет и в единицу времени капель
становится меньше. Именно это
свойство переноса металла и уменьшение
силы тока, а также максимально короткая
дуга позволяют вести
сварку в вертикальном положении.
Влияние магнитных полей на дугу. Сварочная дуга является гибкой газовой вставкой между электродом и изделием и, как всякий проводник с током, взаимодействует с магнитным полем.
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называется магнитным дутьем (рис. 20). Возникновение его объясняется тем, что в местах изменения направления тока создаются различные напряженности магнитного поля. Это приводит к отклонению дуги в сторону, противоположную большей напряженности.
При сварке переменным током, в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее.
Магнитное дутье также имеет место при сварке в вблизи ферромагнитных масс (железо и сталь). Дуга в этом случае отклоняется в сторону этих масс.
Возникновение
магнитного дутья вызывает непровары
и ухудшает внешний вид шва.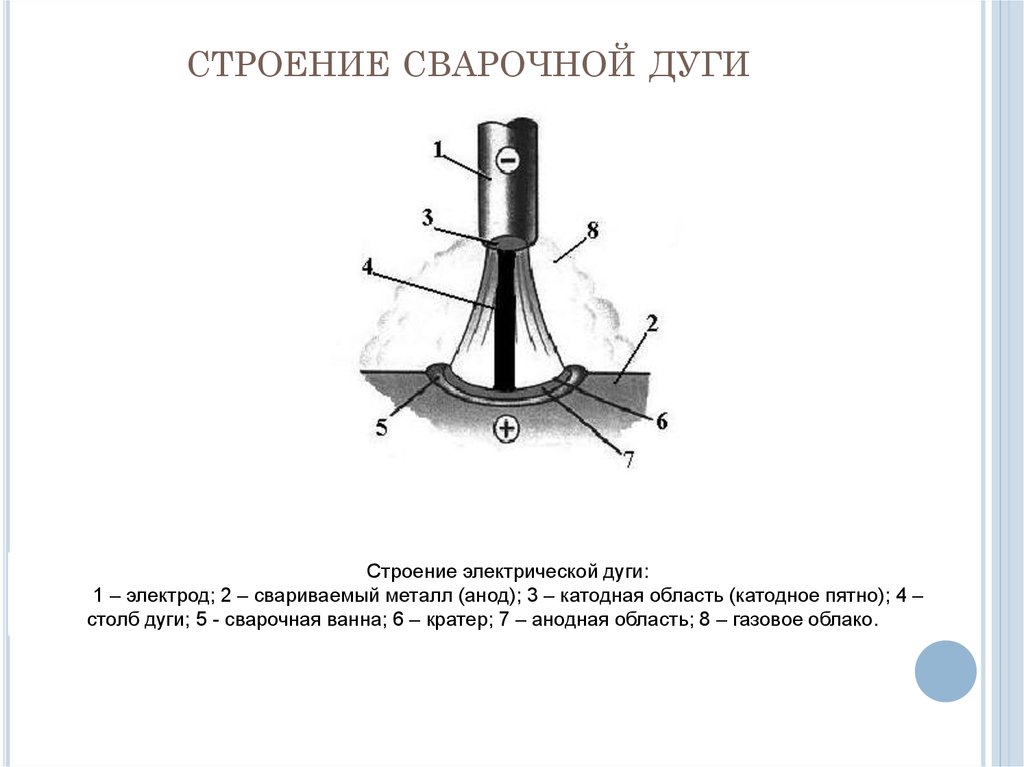
Рис. 20. Влияние магнитных полей и ферромагнитных
масс на сварочную дугу:
а — нормальное положение дуги;
б — отклонение дуги под влиянием неравномерной
напряженности магнитного поля;
в — отклонение дуги под влиянием ферромагнитных масс; Н{ и Н2— напряженности магнитного поля
Устранить его можно:
изменением места токоподвода и угла наклона электрода;
временным размещением дополнительного ферромагнитного материала, создающего симметричное магнитное поле;
Процесс дуговой сварки: определение, тип и описание
Процесс дуговой сварки
Процесс дуговой сварки Сам процесс дуговой сварки включает в себя группу сварочных процессов, в которых коалесценция производится путем нагревания изделия электрической дугой между источником и изделием .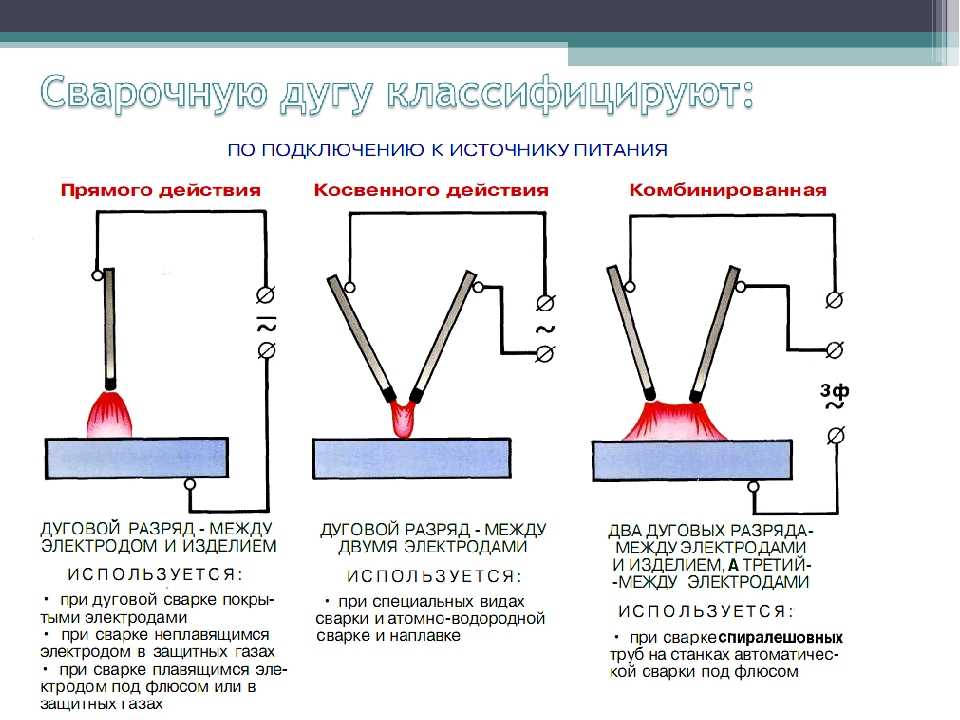 Как правило, в этом нет необходимости. применение давления в этом процессе.
Как правило, в этом нет необходимости. применение давления в этом процессе.
История
Использование дуги было невозможно до 1802 года. Хотя открытие электричества было начато Бенджамином Франклином в 1752 году, открытие Алессандро Вольта в 1800 году нашей эры сделало этот путь еще более ясным, когда он доказал, что электричество также можно производить химическими реакциями.
Но дуговая сварка могла бы стать возможной, когда в период с 1870 по 1880 годы электрические динамо-машины или генераторы были усовершенствованы.
Сварочная дуга
инициируется созданием проводящего пути между электродом и заготовкой.
Определение дуговой сварки
Процесс дуговой сварки представляет собой неразъемный процесс соединения металлов, при котором тепло получается путем создания электрической дуги между электродом и основным металлом. Между электродом и основным металлом создается температура около 6500 градусов по Фаренгейту, которая расплавляет металл.
Описание
Процесс дуговой сварки используется для соединения металлических деталей путем их нагревания до тех пор, пока они не превратятся в расплавленную форму. Это простой, но эффективный способ соединения двух кусков металла вместе. Дуга возникает, когда электрод входит в контакт со свариваемым изделием (свариваемым куском металла). После того, как дуга сгенерирована, тепло сохраняется за счет удержания ее на желаемом расстоянии, которое называется длиной дуги.
Длина дуги.
Длина дуги – это расстояние дуги, образующейся между металлом и электродом, когда это расстояние начинает увеличиваться, то дуга называется длинной, а когда уменьшается – короткой дугой.
Стабильность дуги
В процессе дуговой сварки стабильность дуги является важным фактом. Нестабильная дуга может вызвать множество дефектов сварки, таких как пористость, пузыри, захват шлака, непровар и т. д.
Ответственность за это оказывают несколько факторов. для стабильности сварочной дуги. Например, источник энергии, движение электрода, производительность сварщика и т. д. Постоянная дуга обеспечивает постоянный нагрев, необходимый для чистого и прочного соединения
Например, источник энергии, движение электрода, производительность сварщика и т. д. Постоянная дуга обеспечивает постоянный нагрев, необходимый для чистого и прочного соединения
Подробнее >>> Стабильность сварочной дуги
Тип дуговой сварки
Во многих сварочных процессах используется сварочная дуга для получения тепла, необходимого для плавления. Вот наиболее распространенные процедуры дуговой сварки:
Сварка угольной дугой
CAW представляет собой дуговую сварку, при которой плавление производится путем нагревания электрической дугой между угольным электродом и рабочим местом. Подробнее
FCAW
FCAW был представлен в 1950 году. Это модифицированная версия процесса сварки MIG. В котором сплошная проволока заменена на порошковую (трубчатую), внутри с добавками флюса и сплава. Подробнее
GTAW
GTAW — это процесс дуговой сварки, при котором желаемое тепло достигается с помощью электрической дуги между заготовкой и вольфрамовым электродом. Читать далее
Читать далее
PAW
PAW – это процесс дуговой сварки, при котором коалесценция происходит путем нагрева суженной дуги, возникающей между электродом из вольфрама/сплава и изделием. Подробнее
Электрошлаковая и электрогазовая сварка
Процесс электрошлаковой сварки начинается с подачи дуги между присадочным металлом/электродом и изделием. Эта дуга нагревает флюс и расплавляет его с образованием шлака. Подробнее
SMAW
SMAW — это процесс дуговой сварки, при котором сплавление осуществляется под действием электрической дуги между заготовкой и покрытым флюсом электродом. Подробнее
GMAW
Это процесс дуговой сварки, при котором плавление производится путем нагрева детали вместе с электрической дугой между непрерывным электродом из присадочного металла и сварочной ванной. Подробнее
Другие процессы дуговой сварки
- SAW (дуговая сварка под флюсом)
- ASW (дуговая точечная сварка)
- SW (Дуговая сварка шпильками)
Дуговая сварка Определение и значение
- Основные определения
- Викторина
- Примеры
- Британский
Показывает уровень сложности слова.
Сохрани это слово!
Показывает уровень сложности слова.
сущ.
сварка с помощью тепла электрической дуги.
ВИКТОРИНА
ПОИГРАЕМ В «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Также называется электродуговой сваркой.
Происхождение дуговой сварки
Впервые зафиксировано в 1930–35 гг.0005
Dictionary.com Полный текст На основе Random House Unabridged Dictionary, © Random House, Inc. 2022
Как использовать дуговую сварку в предложении
То, как фирмы, занимающиеся опросами, и СМИ приспосабливаются к новым реалиям, также кажется довольно длинной дугой.
Перестрелка после Ньютауна|Клифф Шектер|14 декабря 2014|DAILY BEAST
Итак, план состоит в том, чтобы Кен нарисовал дугу с Дейлом, исполняющим обложки, а затем Дейл рисует дугу с Кеном, исполняющим обложки.
Бисексуальный Кэтмен Гейл Симон и «Секретная шестерка»|Рич Гольдштейн|6 декабря 2014|DAILY BEAST
Коктейль Молотова очертил дугу над головой и на короткое время вспыхнул пламенем.
Мексиканские протестующие хотят начать новую революцию|Джейсон МакГахан|21 ноября 2014|DAILY BEAST
Струя пузырьков из открытой бутылки шампанского образует над ней ангельскую дугу и попадает прямо в стекло.
Ким Кардашьян обнажает свою блестящую пышную задницу, ломая Интернет|Марлоу Стерн|12 ноября 2014 г.|DAILY BEAST

«Каска… куртка… сварочные перчатки… сачок для рыбы… простыня… большая корзина Tupperware с крышкой», – говорит он.
Ему грозит тюрьма за спасение орленка|Майкл Дейли|2 ноября 2014|DAILY BEAST
В этой позиции линия кавалерии образовала хорду дуги, описанной рекой и занятой нами.
Эдинбургский журнал Blackwood, № CCCXXXIX. Январь 1844 г. Том. LV.|Various
Уединенное место, место под платаном, освещенное одинокой дуговой лампой, было занято.
