Электрическая дуга
Электрическая дуга
Электрическая дуга — это электрический разряд в газах. Газ сам по себе является изолятором, в нем нет носителей тока. При образовании в газе большого количества электрически заряженных частиц — свободных электронов с отрицательным знаком заряда и положительно и отрицательно заряженных ионов газ начинает проводить ток.
При контакте торца электрода с основным металлом выделяется большое количество тепла, в результате чего ускоряется движение свободных электронов.
При отрыве электрода от основного металла в межэлектродном промежутке электроны сталкиваются с нейтральными атомами газа и ионизируют их, т.е. разделяют на ионы с разными знаками заряда. В результате газ становится электропроводным. Виды эмиссии (выхода) электронов с поверхности торца электрода:
- термоэлектронная эмиссия;
- автоэлектронная эмиссия;
- фотоэлектронная эмиссия;
- эмиссия электронов за счет потоков тяжелых ионов.


На стабильное горение дуги оказывают влияние процессы образования (ионизации) свободных электронов и ионов в объеме нейтрального газа электрической дуги. Рассмотрим виды ионизации в электрическом разряде.
Ионизация соударением. Движение электронов сильно ускоряется под действием электрического поля в катодной области. Они встречают на своем пути нейтральные атомы газов, ударяются о них и выбивают электроны. Ионизация нагревом (термическая ионизация). Образование ионов в газовой среде наблюдается при температуре выше 1750°С. Ионизация нагревом протекает за счет неупругих столкновений частиц газа с большим запасом кинетической энергии. Ионизация облучения (фотоионизация). При этом ионизация газов в электрической дуге вызывает воздействие на газовый промежуток энергии светового излучения. Ионизация излучением будет происходить в том случае, если энергия световых квантов превысит энергию, необходимую для ионизации частиц газа.
Свойства сварочной дуги
Зажигание сварочной дуги начинается с момента касания электродом свариваемого металла, т. е. с короткого замыкания.
е. с короткого замыкания.
На рис. 1 приведена последовательность процессов при зажигании сварочной дуги.
Так как торец электрода и поверхность свариваемого металла имеют неровности, то контакт между ними при коротком замыкании происходит в отдельных точках (рис. 1а).
Рис.1. Последовательность зажигания сварочной дуги
а — короткое замыкание; б — образование перемычки из жидкого металла; в — возникновение дуги
Поэтому плотность тока в точках контакта достигает больших значений, металл мгновенно расплавляется, образуя перемычку из жидкого металла между электродом и свариваемым металлом (рис. 1б).
Образуется разрядный промежуток, который заполняется заряженными частицами паров металла, покрытия электрода и газов. Так возникает сварочная дуга, которая представляет собой светящийся столб нагретого газа, состоящего из электронов, ионов и нейтральных атомов.
Так возникает сварочная дуга, которая представляет собой светящийся столб нагретого газа, состоящего из электронов, ионов и нейтральных атомов.
Это состояние газа называется плазмой, которая электрически нейтральна, так как в ней количество положительных и отрицательных частиц одинаково.
Температура столба дуги выше температуры точки кипения металла электрода и изделия, и конец электрода и изделие отделены от столба дуги промежуточными газовыми слоями, называемыми приэлектродными областями дуги, (рис. 2).
Рис. 2. Схема сварочной дуги.
1 — электроды; 2 — катодное пятно; 3 — катодная область; 4 — столб дуги; 5 — анодная область; 6 — анодное пятно; 7 — сварочная ванна; 8 — свариваемая деталь.
В катодной области 3 из катодного пятна 2 происходит эмиссия электронов в столб дуги 4, где они ионизируют нейтральные атомы.
В катодной области на длине в доли миллиметра сосредоточена значительная часть напряжения дуги, которое называется катодным падением напряжения и достигает 10.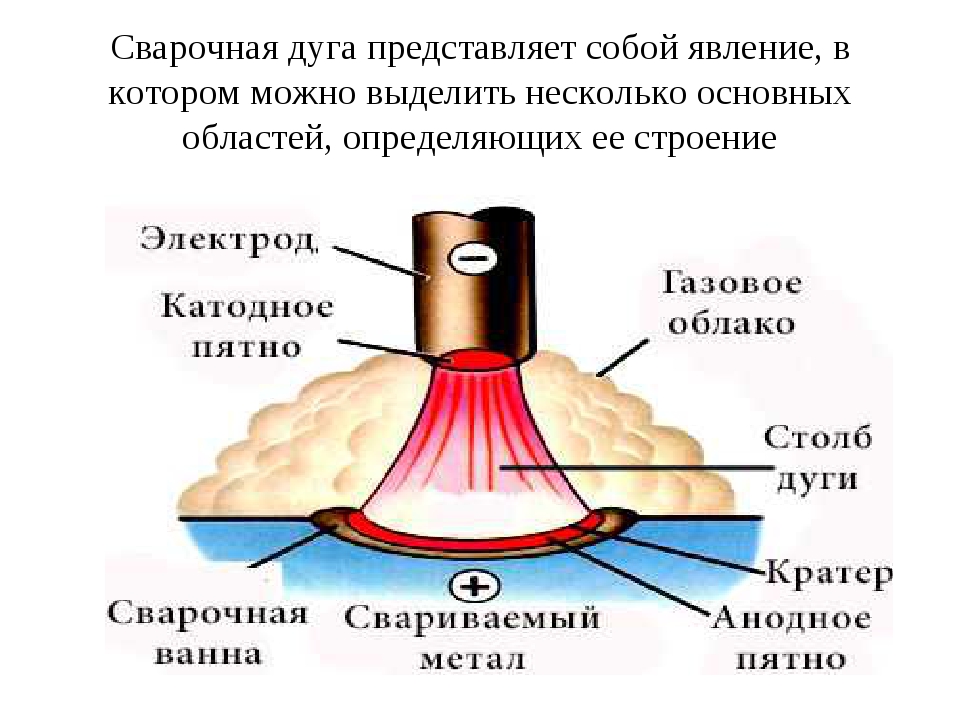 ..16 В.
..16 В.
В анодной области 5 около анодного пятна 6 происходит резкое падение напряжения на длине свободного пробега электрона. Это падение напряжения называется анодным падением напряжения, величина которого составляет 6…8 В. На этом участке электроны резко увеличивают скорость своего движения и нейтрализуются на анодном пятне. Анод получает энергию от дуги в виде потока электронов и теплового излучения, поэтому температура анодной области выше температуры катодной области, и на аноде выделяется большое количество тепла.
При сварке на постоянном токе прямой полярности температура в различных зонах сварочной дуги:
- в середине столба дуги — около 6000°С;
- в анодной области — 2600°С;
- в катодной области — 2400°С;
- в сварочной ванне – 1700…2000 °С.
При сварке на переменном токе распределение тепла дуги и температура в катодной и анодной областях примерно одинаково (катодная область на электроде).
Читайте также:
Комплектующие сварочной маски
Автоматическая сварка односторонних стыковых швов
Установка для автоматической сварки
Электродуговая сварка
Инерционные пылеуловители
Сварочная электрическая дуга | Дуговая сварка
Явление электрического дугового разряда и возможность использования тепла дуги для расплавления металлов были открыты и исследованы в 1802 г. академиком Василием Владимировичем Петровым.
В 1882 г. русский инженер Николай Николаевич Бенардос предложил использовать
электрическую дугу для сварки металлов. Сущность этого метода
(рис. 188, а) заключается в следующем: электрическая дуга 7 возбуждается
и горит между угольным электродом 3 и изделием 1. Угольный электрод укрепляется
в держателе 4, а дуга питается током от генератора 5. Под действием тепла дуги
металл плавится; угольный электрод при этом почти не расходуется. При остывании
и кристаллизации сварочной ванны образуется сварной шов, соединяющий обе детали
1. Иногда, особенно при сварке толстого металла, в ванну добавляют так
называемый присадочный металл, для чего в дугу непрерывно подается металлический
пруток или проволока 2.
Иногда, особенно при сварке толстого металла, в ванну добавляют так
называемый присадочный металл, для чего в дугу непрерывно подается металлический
пруток или проволока 2.
Рис. 188. Схемы сварки: а — по способу Бенардоса; б — по способу Славянова
В 1886 г. русский инженер Николай Гаврилович Славянов разработал новый способ — сварку металлическим электродом (рис. 188, б). Сущность этого способа состоит в том, что дуга горит между металлическим электродом 2 и изделием 1. В этом случае плавящийся металлический электрод является одновременно и присадочным металлом.
Электрическая сварочная дуга представляет собой мощный
электрический разряд в сильно ионизированной среде, состоящей из положительных и
отрицательных ионов и свободных электронов. Дуговой разряд
характеризуется выделением большого количества теплоты и света. Температура
сварочной дуги достигает 6000°С. Дуга состоит из трех областей — катодной,
анодной и столбадуги.
Для упорядочения движения свободных электронов в металле и электронов, которые освобождаются на нагретой поверхности катода, создается электрическое поле путем подведения к дуговому промежутку соответствующей разности потенциалов.
Движущиеся в дуговом промежутке электроны взаимодействуют с нейтральными молекулами паров и газов и разделяют их на ионы и электроны. Схема движения электронов представлена на рис. 189. Сорвавшийся с конца нагретого катода 1 (электрода — металлического или угольного) электрон 2 проходит через катодное пространство с высокой напряженностью поля по направлению к аноду 3. На пути следования электрона может встретиться атом (молекула) газа или атом какого-либо другого вещества (например, паров металла) и вступить с ним во взаимодействие. В результате нейтральная частица ионизируется.
Рис.189. Схема процесса ионизаци дугового промежутка.
Тепловая мощность дуги может быть рассчитана по формуле:
q = 0,24 Uд ּ Iд кал/сек,
где Uд — падение напряжения на дуге, в вольтах; Iд —
ток, в амперах; 0,24 — тепловой эквивалент электрической мощности.
На нагрев изделия расходуется около 50% тепловой мощно дуги, на нагрев электрода около 30% и в окружающую теряется примерно 20%. Таким образом, 75—85% всей мощности дуги расходуются на полезный нагрев и расплавление металл. При этом на катоде выделяется 30 ÷ 38%, на аноде — 42 — 43% от общего количества теплоты. Выделение тепловой энергии на электродах неодинаково, в связи с этим температура анода выше температуры катода.
Высокая температура электрической дуги и большая концентрация теплоты,
выделяемой ею, позволяют почти мгновенно расплавлять небольшие объемы металлов
изделия и электрода.В настоящее время в промышленности распространены следующие
способы электродуговой сварки: ручная металлическими электродами со специальными
покрытиями, автоматическая под плавленными и керамическими флюсами и сварка в
среде защитных газов. Нанесенные покрытия на электроды, а также использование
флюсов и защитных газов предотвращает контакт и взаимодействие расплавленного
металла с окружающей атмосферой.
Дуга электрическая сварочная — Энциклопедия по машиностроению XXL
Сварочная дуга. Электрическая сварочная дуга как источник нагрева при сварке характеризуется эффективной тепловой мощностью, т. е. той частью электрического эквивалента тепла в кал/сек, которая воспринимается нагреваемым при сварке металлом в единицу времени [c.142]Дуга электрическая сварочная 374, [c.489]
Напряжение на дуге. Электрическая сварочная дуга представляет собой неоднородный проводник, последовательно включенный в электрическую цепь (рис.10). Общее падение напряжения на дуге равно сумме падений напряжения в катодной и анодной областях и столбе дуге
Строение сварочной дуги. Электрическая сварочная дуга постоянного тока имеет три основные четко выраженные зоны катодную область, анодную область и столб дуги (рис. 35). [c.73]
При сварке плавлением наиболее распространенный источник нагрева — электрическая сварочная дуга. [c.124]
[c.124]
Источник тока и электрическая сварочная дуга представляют собой энергетическую систему, которая в процессе сварки должна обладать достаточной устойчивостью. Под устойчивостью системы понимается такое состояние, когда параметры режима сварки /д и 11ц пе изменяют своей величины в течение достаточно длительного времени. Причем, если в результате каких-то внешних причин (изменение длины дуги, сопротивления ее, изменение степени ионизации) произойдет изменение этих параметров, что приведет к отклонению от устойчивого равновесия, система должна снова вернуться в состояние равновесия. [c.124]
Рассмотрим влияние постоянного тока различных магнитных полей и ферромагнитных масс на сварочную дугу. Электрическая дуга при воздействии собственного [c.12]
Дуговой разряд имеет три области катодную (КО), являющуюся источником термоэлектронов, которые ускоряются электрическим полем КО и, попадая в столб дуги, ионизируют находящиеся в нем газы анодную (АО) и столб дуги. Напряжение сварочной дуги представляет собой сумму падений напряжений в этих областях — и+ и1- б с. или а f 6/д, где а — t/,, + U , b -
[c.52]
Напряжение сварочной дуги представляет собой сумму падений напряжений в этих областях — и+ и1- б с. или а f 6/д, где а — t/,, + U , b -
[c.52]
В послевоенный период на кафедре сварочного производства развивались исследования по теории сварочных процессов (в том числе по изучению электрической сварочной дуги, разработке и изучению керамических флюсов, по свариваемости металлов и изучению природы и механизма образования трещин и хрупкого разрушения сварных соединений), технологии сварки и наплавки, газопламенной обработки, деформаций и напряжений при сварке, изучению влияния электромагнитного перемешивания расплава сварочной ванны на процесс кристаллизации и свойства металла шва, разработке и совершенствованию сварочного оборудования. [c.22]
Время восстановления напряжения до 25 в должно быть меньше 0,05 сек. оно зависит от магнитной инерции источника, т. е. от скорости изменения магнитного потока при колебаниях электрического режима. Если время восстановления велико, то для устойчивого горения дуги в сварочную цепь последовательно
[c.276]
Если время восстановления велико, то для устойчивого горения дуги в сварочную цепь последовательно
[c.276]
Наиболее распространена дуговая сварка, при которой нагрев производят электрической сварочной дугой. В зависимости от способа защиты металла в зоне нагрева различают несколько способов дуговой сварки. [c.8]
У некоторых автоматов, например АДС-1000-4, АДФ-1003, скорость подачи проволоки автоматически устанавливается и регулируется при сварке в зависимости от длины сварочной дуги. Сварщик задает на пульте управления величину напряжения дуги, электрическая схема сравнивает фактическое напряжение в данный момент с заданным и, меняя скорость подачи проволоки, поддерживает длину дуги постоянной. [c.141]
Электрическая сварочная дуга, представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металла и компонентов, входящих состав электродных покрытий, флюсов и т. д.
[c.29]
д.
[c.29]
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси тазов, а также паров металлов и компонентов, входящих в состав электродных покрытий, флюсов и т.д. Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварку ведут на переменном токе, каждый электрод попеременно служит то анодом, то катодом. Пространство между электродами называют областью дугового разряда или дуговым промежутком, а длину этого промежутка — длиной дуги. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. [c.15]
Схема ручной дуговой сварки металлическим покрытым электродом показана на рис. 7.1. Возбуждение дуги происходит при кратковременном замыкании электрической сварочной цепи касанием свариваемого металла концом электрода.
[c. 191]
191]
Сущность процесса дуговой сварки под флюсом заключается в применении непокрытой электродной проволоки и флюса для защиты дуги и сварочной ванны от воздуха (рис. 18.16). Электрическая дуга 1 горит между свариваемым изделием 9 и электродной проволокой 3 под слоем гранулированного сыпучего флюса 2, насыпаемого впереди дуги. В результате горения дуги расплавляются кромки основного металла, электродная проволока и часть флюса, примыкающая к зоне сварки. В зоне сварки образуется газовый пузырь 8, заполненный парами металла и газами. Сверху пузырь ограничен пленкой расплав- [c.391]
Мокрая сварка штучным электродом. Пост ручной сварки штучным электродом состоит из источника питания, электрододержателя, рубильника и сварочных кабелей. В качестве источника питания дуги используются сварочные преобразователи и выпрямители с повышенным напряжением холостого хода (70…90 В). При отсутствии электрической сети наиболее распространены автономные однопостовые сварочные агрегаты ПАС-400-VI и ПАС-400-Vni, которые обеспечивают повышенное напряжение холостого хода (до 100 В). Пределы регулирования силы сварочного тока
[c.389]
Пределы регулирования силы сварочного тока
[c.389]Оборудование для дуговой пайки. Нагрев теплотой электрической дуги нашел применение при пайке проводов, узлов приборов и двигателей. Дуга может возбуждаться между фольгой припоя, заложенной в зазор между соединяемыми деталями и угольным или графитовым электродом между паяемым изделием и электродом из припоя между двумя угольными электродами, закрепленными в приспособлении [5]. Источниками питания дуги служат сварочные машины, понижающие трансформаторы или блоки аккумуляторных батарей. Угольные (диаметром 10… 12 мм) или графитовые (диаметром 6…8 мм) электроды, применяемые при пайке, должны быть изготовлены из чистого угля или графита. Электроды имеют конусную форму (длина конусной части равна двум диаметрам электрода). [c.454]
Снизить трудоемкость сварочных работ позволяет внедрение в ремонтную технологию механизированного способа сварки. Сварка в защитном газе является одним из видов дуговой сварки. В зону дуги подают защитный газ, струя которого, обтекая электрическую дугу и сварочную ванночку, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Схема сварочного процесса показана на рис. 3.2Г
[c.221]
В зону дуги подают защитный газ, струя которого, обтекая электрическую дугу и сварочную ванночку, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Схема сварочного процесса показана на рис. 3.2Г
[c.221]
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА И ЕЕ СВОЙСТВА [c.344]
Электродуговая сварка в среде защитных газов. Особенностью сварки в среде защитных газов является то, что электрическая сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окрул[c.474]
Сварочные трансформаторы ТСП, ТСК, ТС, СТШ, ТД, ТДП и др. состоят из трансформатора тока и регулятора для плавного изменения силы тока. Каждому трансформатору соответствует определенный регулятор. При сварке постоянным током электрическая сварочная дуга питается от сварочного агрегата, состоящего из генератора постоянного тока и электродвигателя переменного тока члш двигателя внутреннего сгорания. Сварочный генератор питает дугу электрическим током, двигатель приводит в движение генератор. [c.103]
[c.103]Защита зрения и открытой поверхности кожи. Электрическая сварочная дуга создает три вида излучения световое, ультрафиоле товое, инфракрасное. [c.155]
Скорость подачи электродной проволоки плавно регулируется путём изменения числа оборотов мотора. Для этой цели мотор привода УМ-22 подключён по специальной схеме (предложенной Л. М. Рониным). Преимуществами этой схемы являются достаточно жёсткая механическая характеристика мотора и возможность плавного регулирования числа оборотов мотора и его реверсирования при возбуждении сварочной дуги. Электрическая схема сварочной головки приведена ниже при описании сварочного трактора УТ-1200. Основные данные сварочной головки типа Б приведены в табл. 4. [c.244]
Электрические сварочные дуги могут быть непрерывные и прерывистые, импульсные. Импульсная дуга по сравнению с обычной имеет следующие преимущества более совершенное управление процессом плавления проволоки сокращение ве,йичины зоны термического влияния и размеров кристаллов в щве сниж ие нижнего предела рабочих токов и повышение устойчивости горение дуги улучшение условий для сварки в вертикальном и потолочном положениях. [c.452]
[c.452]
Воздушно-дуговая резка. Б процессе воздушно-дуговой резки металл в месте реза расплавляется теплом электрической дуги, горящей между угольным илп угольнр-графитированиьгм электродом и металлом, при непрерывном удалении жидкого металла струей сжатого воздуха. Установка дшя воздушно-дуговой резки сос-то(ит из резака, источникО В питания дуги электрическим токо м и сжатого воздуха, шлангов для подачи. сжатого воздуха и сварочных проводов. [c.82]
Электродуговая сварка в среде защитных газов. Особенность этого вида сварки в том, что электрическа%сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окружающего воздуха. В качестве защитных применяют инертные и активные газы (водород, окись углерода или их смесь с азотом). Наибольшее распространение получили аргоно-дуговая сварка и сварка в среде углекислого газа. [c.318]
Электрическая дуговая сварка (рис. 113) производится под действием электрического тока, который подводится от генератора 3 (сварочной машины) и пропускается через свариваемые детали 4 и 7 и электрод 1, представляющий собой стержень из мягкой стали, покрытый специальной обмазкой. Электрод укрепляется в электродо-держателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5.
[c.169]
Электрод укрепляется в электродо-держателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5.
[c.169]
Электрическая дуга и ее свойства
Электрическая дуга и ее свойства
Категория:
Сборка металлоконструкций
Электрическая дуга и ее свойства
Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока. Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.
Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения
Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов.
Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром.
Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга.
Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги.
График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги. Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе.
Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)—при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода.
Рис. 2. Схема переноса металла с электрода на свариваемый металл
Рис. 3. Отклонение электрической дуги магнитными полями (а—ж)
Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Реклама:
Читать далее:
Процесс сварки металла
Статьи по теме:
Электрическую дугу используемую для сварки металлов называют
Содержание:
Электрическая сварочная дуга – это электрический разряд большой мощности, который протекает в среде газов, металлических паров и флюса, применяемого при сварке. Сварочная дуга характеризуется следующими параметрами
- при ее присутствии выделяется много тепла – температура внутри сварочной дуги достигает 6000 градусов
- она дает много света, в том числе, ультрафиолетового и инфракрасного спектра, из-за чего и требуется применение специального снаряжения, защищающего органы зрения, кроме того, такие лучи могут обжигающе воздействовать и на кожу, поэтому при проведении сварочных работ рекомендуется использовать и специальную одежду
- электрическая дуга является проводником электрического разряда
- на нее оказывают воздействие электромагнитные поля
- и главная ее особенность – это способность оказывать давление на металл.

Разновидности электрической сварочной дуги.
Электрическая сварочная дуга может быть разной – ее тип полностью зависит от типа сварки и от той среды, в которой производятся сварочные работы.
- Открытая электрическая сварочная дуга появляется, когда сварка производится без применения защитных газов и флюса – то есть, просто в воздухе. Это наиболее часто встречающийся тип сварочной дуги, в состав среды горения которой входит окружающий воздух, пары, испускаемые металлом, материал, из которого состоит электрод и его покрытие.
- Закрытая электрическая сварочная дуга. Такая дуга появляется, когда производится сварка с применением флюса. Среда горения такой дуги содержит пары металла, из которого состоит свариваемая поверхность, материал, из которого состоит электрод, и флюс, применяемый при сварке.
- Электрическая сварочная дуга с защитными газами. Для того, чтобы образовался такой тип дуги, сварка производится в среде защитных газов. Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.
 Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.
Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.Питание дуги.
Источник питания дуги может быть как постоянным, так и переменным. Если сварочные работы производятся от источника постоянного тока, то тот электрод, который присоединен к положительному полюсу этого источника, является в получаемой электрической цепи анодом, а тот электрод, который присоединен к отрицательному полюсу источника питания дуги, является катодом.
Данная дуга может характеризоваться прямой или обратной полярностью. Дуга прямой полярности отличается тем, что отрицательный полюс источника постоянного питания находятся на электроде, а положительный полюс – на металле свариваемой поверхности. В дуге обратной полярности полюса распределяются по-другому – отрицательный полюс присоединяется к металлу, а положительный – к электроду.
Если сварочная дуга питается от источника переменного тока, то каждый электрод выполняет попеременно обе функции – то есть, является то анодом, то катодом.
Строение сварочной дуги.
Расстояние между электродами при сварке называется дуговым промежутком. А длина его – это и есть длина электрической сварочной дуги.
По всей длине дугового промежутка электрическую сварочную дугу можно разделить на три зоны – катодную зону, анодную зону и зону столба дуги, которая находится в середине.
- Катодная зона – это сам катод, точнее его разогретая до высокой температуры (2400-2700 градусов) поверхность, получившая название катодного пятна, и та область дуги, которая находится рядом с ним. По своему размеру катодная область достаточно не велика, но именно здесь наиболее высоко напряжение и образуются электроны, без которых образование дуги просто невозможно. Именно в катодной зоне образуется почти 40 процентов тепловой энергии сварочной дуги.

- Анодная зона– это разогретое до высокой температуры анодное пятно и область дуги, находящаяся рядом с ним. Температура анодного пятна приблизительно равна температуре катодного пятна, но тепловой энергии здесь выделяется больше, так как анод находится под постоянным воздействием разгоняемых до высокой скорости электронов, следующих сюда из столба дуги.
- Столб дуги – это наибольшая по размерам область сварочной дуги. Здесь происходит образование ионов, которые и являются главной составляющей среды горения дуги.
Качество электрической сварочной дуги – это залог качества всего сварного соединения. А главным показателем качества дуги является ее стабильное, длительное горение, при котором дуга не переходит в другие разновидности электрических разрядов. Для достижения такого результата необходимо очень тщательно подходить к выбору параметров силы тока и напряжения. Взаимосвязь напряжения электрической дуги и силы тока, зависимость одного от другого и является главной характеристикой любой сварочной электрической дуги.
Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги. Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке. Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.
Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.

Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения. Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты .
Строение сварочной дуги представлено на картинке ниже.
В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом. Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ. Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Д ополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.

Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
В обычном цеху или в вашем гараже средняя температура составляет 20 градусов по Цельсию, а давление не превышает одной атмосферы. В таких условиях газ практически не способен проводить электрический ток и тем самым формировать дугу. Для решения этой проблемы нужно добавить ионы в образующиеся газы. Вот что называют ионизацией профессиональные мастера.
Вот что называют ионизацией профессиональные мастера.
Особенности дуги
Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
- Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
 Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
Этот показатель особенно важен при сварке металлов с высокой температурой плавления.Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет. Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Вместо заключения
Теперь вы знаете все о сварочной дуге и ее свойствах, а также знаете ее характеристики. Опытные сварщики могут в комментариях поделиться своим пониманием, что из себя представляет сварочная дуга и сущность протекающих в ней процессов. Это будет особенно полезно для начинающих сварщиков.
Кратко резюмируя, сварочная дуга состоит из сварочного столба, анодных и катодных областей. Именно в этих областях проходит ток. В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
Саму дугу можно зажечь с помощью двух методов: чирканья и постукивания. Новички предпочитают метод постукивания, но мы рекомендуем освоить и метод чирканья, поскольку это улучшит ваши профессиональные навыки и предотвратит от залипания электродов. Желаем удачи!
1. ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
1.1. Теоретические основы дуговой сварки
Под электрической дуговой сваркой понимают процесс получения неразъемных соединений металлических деталей за счет их сплавления с помощью электрической дуги. Это один из основных технологических процессов соединения деталей в машиностроении и строительной индустрии.
В процессе дуговой сварки тепловая энергия, необходимая для плавления металла, получается в результате горения дуги, возникающей между свариваемым металлом и электродом. Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Дуговая сварка представляет собой комплекс металлургических и физико-химических процессов, протекающих в металле при высоких концентрированных температурах.
При ручной сварке вместе с металлом плавится электродное покрытие (обмазка), при дуговой сварке под флюсом в автоматическом или полуавтоматическом режимах вместе с металлом плавится флюс – материал сложного состава, под слоем которого ведется сварка.
При расплавлении металл электрода переходит в сварочную ванну в виде капель. Размер капель и их количество зависят от силы тока, химического состава электрода и покрытия (флюса). При одновременном переходе капель жидкого электродного металла и шлака через дуговой промежуток между компонентами, окружающими дугу, протекают химические реакции. Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Шлаки, окружающие капли металла, состоят из оксидов SiO2, TiO2, P2O5, CaO, MnO, FeO, BaO, MgO, NiO и т. п. и солей различных веществ: CaS, MnS, CaF2 и др. Шлак, окружающий частицы металла при переходе их через дуговой промежуток, и шлаковый покров на сварочной ванне улучшают физические свойства наплавляемого металла. Имеющиеся в шлаке ионизирующиеся элементы повышают устойчивость горения дуги, что особенно важно на переменном токе.
Вещества, входящие в состав флюса, – газообразующие элементы (крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор, соединения, богатые кислородом, например Fe203, MnO, плавиковый шпат) при попадании в дугу образуют газ, защищающий сварочную ванну от воздуха.
При дуговой сварке в газовой среде защита обеспечивается наличием аргона, аргон-гелия, азота, углекислого газа, паров воды.
Возникающий при сварке капельный перенос обеспечивает доставку в сварочную ванну до 95 % всего металла плавящегося электрода.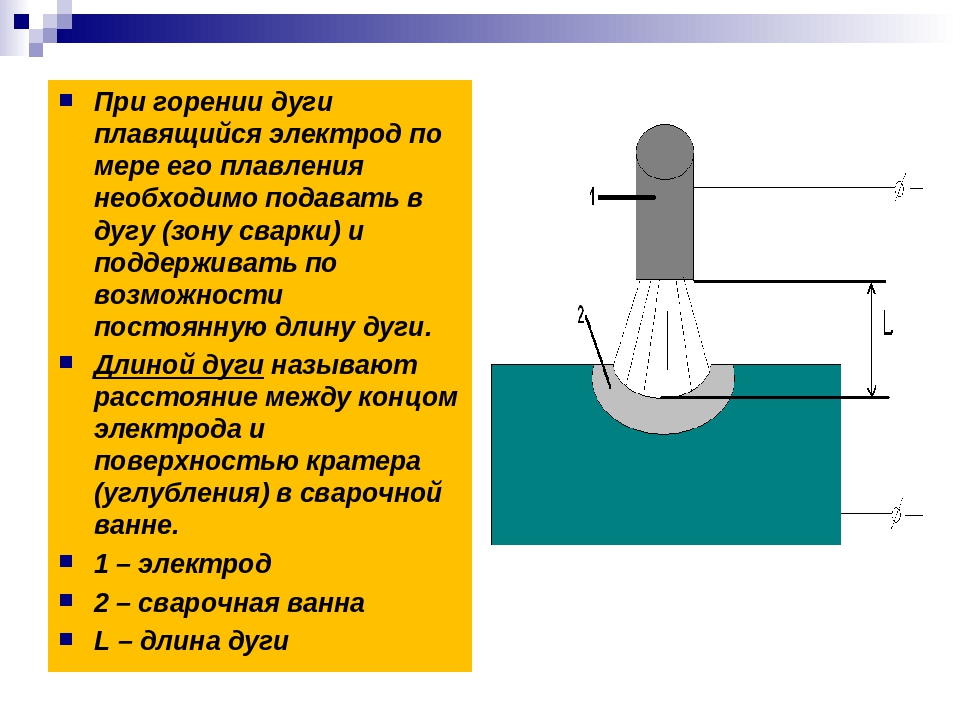 Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
При ручной сварке электрод длиной 450 мм расплавляется за 1,52 мин. Расстояние межэлектродного промежутка l при сварке должно быть больше длины капли металла, отрывающегося от электрода, и равно 4-7 мм.
Из-за малой протяженности столба дуги (4-7 мм) и низкого значения линейного градиента потенциала между приэлектродными пятнами дуги, рабочее напряжение равно 8-12 В. С учетом того что напряжение дуги состоит из анодного и катодного падений напряжения и их значения зависят от тока дуги, материала электродов и изменяются в незначительных пределах, напряжение на сварочной дуге составляет от 18 до 45 В. При незначительном увеличении тока напряжение, необходимое для горения дуги, снижается и ВАХ дуги приобретает падающий характер.
При незначительном увеличении тока напряжение, необходимое для горения дуги, снижается и ВАХ дуги приобретает падающий характер.
В больших сварочных токах ВАХ становится жесткой. Скорость плавления электрода и свариваемого металла определяется главным образом мощностью, выделяющейся на электродах, а столб дуги выполняет технологические, а не энергетические функции. Основным показателем установок дуговой сварки является сварочный ток. Напряжение же холостого хода источника питания является условием, обеспечивающим устойчивое горение сварочной дуги.
Заметим, что напряжение зажигания дуги при переходе тока через нуль зависит от ряда факторов, но в первую очередь от силы тока. С повышением тока напряжение зажигания дуги уменьшается. Соотношение между напряжением зажигания и напряжением горения дуги для сварки открытой дугой Uз = (1,3-2,5)Uд. При сварке же на больших токах под флюсом напряжения зажигания дуги и ее горения будут одинаковыми.
Виды сварки по степени механизации.
Сварку подразделяют на ручную, полуавтоматическую и автоматическую. Отнесение процесса сварки к тому или иному виду зависит от того, каким образом выполняются зажигание и поддержание нужной длины дуги, манипуляции электродом, перемещение электрода по линии наложения шва и завершение процесса сварки. При этом технологические действия для образования шва производятся сварщиком вручную.
Ручная сварка выполняется плавящимся электродом с покрытием (рис. 1.1) или неплавящимся электродом с газовой защитой.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например подача электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции сварки выполняются сварщиком вручную.
При автоматической сварке под флюсом (рис. 1.2, а) автоматизировано большинство сварочных операций. Так, сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3, заполненной парами металла и материалов флюса.
Рис. 1.1. Схема ручной дуговой сварки: 1 — основной металл; 2 — сварочная ванна; 3 — кратер; 4 — сварочная дуга; 5 — проплавленный металл Fпp; 6 — наплавленный металл Fн; 7 — шлаковая корка; 8 — жидкий шлак; 9 — покрытие электрода; 10 — стержень электрода; 11 — электрододержатель; 12 — сварочная цепь; 13 — источник питания; H — высота сварочного шва; h — глубина проплавленного металла заготовок; l — ширина сварочного шва
Рис. 1.2. Схема сварки под флюсом (а) и в среде защитных газов (б)
По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны и образует легко отделяющуюся от шва шлаковую корку 5, металл же сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что улучшает качество наплавленного металла при высокой производительности процесса.
При автоматической сварке в защитном газе (рис. 1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
Способы сварки.
Кратко рассмотрим наиболее распространенные способы сварки.
Сварка в камерах с контролируемой атмосферой применяется для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов – это обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручной и механизированной сварке. Суть этого способа заключается в том, что к двум электродам, закрепленным в специальном держателе, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между обоими электродами и между каждым из электродов и изделием. Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
При сварке ненлавящимся электродом дуга горит между вольфрамовым электродом и изделием. При этом электрод проходит через насадку, по которой в зону сварки подается аргон. Поэтому такая сварка называется аргоновой. Диаметр вольфрамового электрода может быть 1-4 мм. Аргоновая сварка деталей толщиной 3 мм и более эффективно выполняется невольфрамовым плавящимся электродом на автоматах и полуавтоматах. Этот способ сварки более производительный, чем сварка вольфрамовым электродом, и может применяться для сварки практически всех металлов: легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются даже без применения флюсов. Главным преимуществом такой сварки является то, что в процессе работы сварщик может видеть место сварки и регулировать процесс.
Сварка в углекислом газе может выполняться как неплавящимся, так и плавящимся электродом на автоматах и полуавтоматах.
1.2. Источники питания дуговой сварки
Главной особенностью сварочных источников тока является то, что они способны выдерживать во время работы многократные короткие замыкания во вторичной цепи. Это происходит при зажигании дуги касанием электродов и во время сварки, когда скорость подачи плавящегося электрода опережает скорость его плавления.
Рис. 1.3. Внешние характеристики источника питания при слабо- и крутопадающей статической характеристике дуги
Более того, из-за нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При сварке в ручном и автоматическом режимах под слоем флюса с автоматическим регулированием напряжения на дуге, когда ВАХ дуги слабопадающая (рис. 1.3, кривая 1), внешняя ВАХ источника должна быть крутопадающей (рис.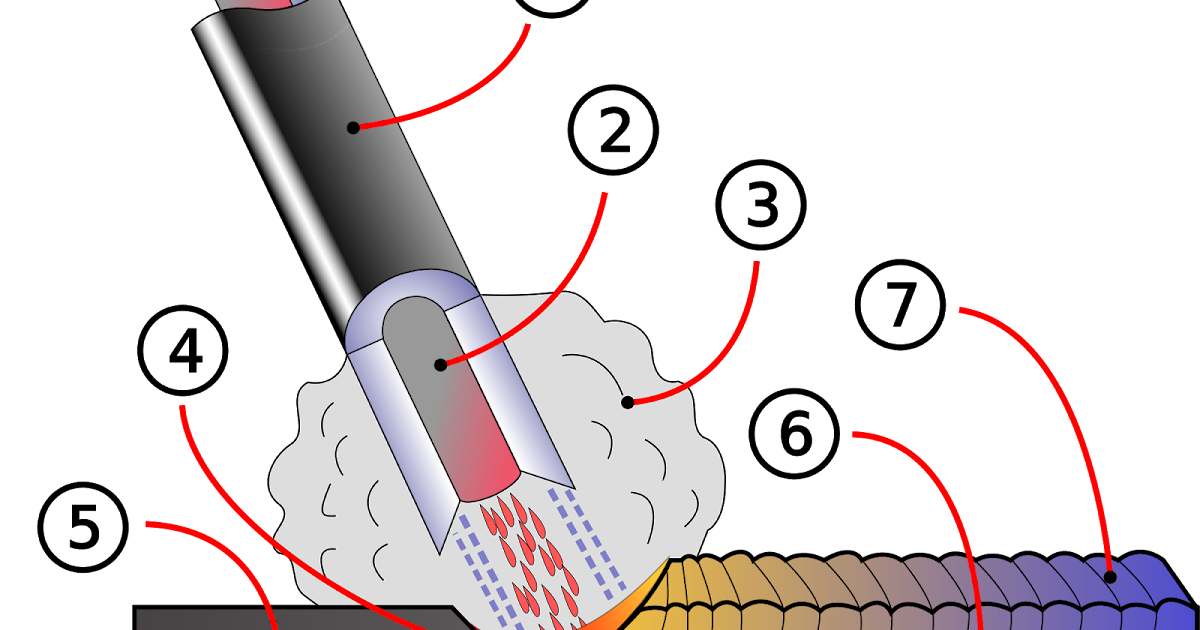 1.3, кривая 2). Известно, что чем больше крутизна падения ВАХ источника питания (ИП) в рабочей точке К (рис. 1.3, кривая 3), тем меньше колебания тока при неожиданных изменениях длины дуги и условий ее горения. При таких характеристиках напряжение холостого хода ИП в 1,8-2,4 раза больше напряжения дуги.
1.3, кривая 2). Известно, что чем больше крутизна падения ВАХ источника питания (ИП) в рабочей точке К (рис. 1.3, кривая 3), тем меньше колебания тока при неожиданных изменениях длины дуги и условий ее горения. При таких характеристиках напряжение холостого хода ИП в 1,8-2,4 раза больше напряжения дуги.
При сварке в автоматическом режиме под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей для повышения саморегулирования дуги. При сварке же в среде защитных газов и при большой плотности постоянного тока в электроде ВАХ дуги возрастающая. Таким образом, внешняя характеристика ИП для еще большей активности саморегулирования должна быть жесткой или возрастающей. Источники питания должны обеспечивать возможность настройки различных режимов сварки – установление заданных значений тока и напряжения, обеспечивающих сварочный ток.
Оценкой динамических характеристик ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые бывают одно- и трехфазными, а по количеству питаемых сварочных постов – одно- и многопостовыми.
По возможности получения падающих внешних характеристик и регулирования тока источники питания бывают двух типов: трансформаторы с нормальным магнитным рассеянием, состоящие из двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, со ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 1.4), сопротивление которого можно изменять в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Регулятор тока – дроссель В состоит из магнитопровода (ярмо) и обмотки, расположенной на неподвижной части магнитопровода (якорь). Между ярмом и якорем делают воздушный зазор 5, изменяя который с помощью винта можно осуществлять плавное регулирование сварочного тока. При увеличении зазора 5 электрическое сопротивление (индуктивное) дросселя уменьшается, а ток в сварочной цепи увеличивается. При уменьшении же зазора 5 электрическое сопротивление дросселя увеличивается, а сварочный ток уменьшается.
Дроссельная катушка в цепи создает падающую внешнюю характеристику, благодаря этому напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
Рис. 1.4. Схема сварочного аппарата с отдельным регулятором: А – трансформатор; В – дроссель; I – первичная обмотка; II – вторичная обмотка; 8 – воздушный зазор
Рис. 1.5. Схема трансформатора СТН со встроенным регулятором: А – магнитопровод трансформатора; В – магнитопровод регулятора; С – ярмо; Ф – основной магнитный поток; Фк – магнитный поток регулируемого контура; Ф’к – магнитный поток первичного контура; Ф”к – магнитный поток вторичного контура
Сварочный трансформатор типа СТН со встроенным регулятором (рис. 1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
Регулирование сварочного тока обеспечивается изменением воздушного зазора 5 между магнитопроводом и якорем С.
Главным преимуществом трансформаторов этой серии является компактность, меньший расход меди и трансформаторной стали; при изменении тока с большого значения до минимального напряжение холостого хода несколько увеличивается, что обеспечивает высокую устойчивость горения сварочной дуги.
Трансформаторы с повышенным магнитным рассеянием имеют наибольшее распространение при ручной дуговой сварке, в них регулирование сварочного тока осуществляется изменением расстояния между обмотками или подвижным магнитным шунтом. Этим способом изменяют сопротивление потока рассеяния и соответственно индуктивность трансформатора: при увеличении сопротивления шунтирующей цепи индуктивность рассеяния трансформатора снижается и соответственно сварочный ток увеличивается.
Источники питания сварочной дуги постоянного тока подразделяют на две группы: сварочные преобразователи и сварочные выпрямители. Технические характеристики некоторых сварочных источников питания приведены в табл. 1.1.
Сварочный преобразователь состоит из генератора постоянного тока и двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы делятся на три основные группы, в зависимости от схемы формирования падающей внешней характеристики:
1) генераторы с расщепленными полюсами и с поперечным полем, падающая внешняя характеристика которых обеспечивается путем размагничивания основного поля генератора магнитным полем реакции якоря;
2) генераторы с независимым возбуждением, падающая внешняя характеристика которых обеспечивается уменьшением основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора – возбудителя или выпрямителя;
3) генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, падающая внешняя характеристика которых обеспечивается размагничивающим действием потоков последовательной обмотки и реакции якоря генератора.
В генераторах сварочного тока с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток и реостатом в цепи регулируемой обмотки, что позволяет увеличить пределы изменения тока без радикального изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора уменьшает размагничивание потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Централизованная схема питания сварочных постов (СП) с применением многопостовых сварочных генераторов обладает рядом преимуществ перед однопостовым вариантом: сокращаются затраты на приобретение, ремонт и обслуживание СП; уменьшается потребность в площадях; увеличивается коэффициент использования оборудования и др.
Для создания нормальной работы СП при их питании от многопостового генератора, последний должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока не должно изменяться более чем на 5 % от номинального значения.
Технические характеристики сварочных источников питания
Номинальный сварочный ток, А, при ПВ* = 60 %
Предел регулирования тока, А
Напряжение на дуге, В
Напряжение холостого хода, В
Первичное напряжение, В
Габаритные размеры, мм
Источники переменного тока — трансформаторы
Электрическая дуга и её свойства
Наибольшее распространение в машиностроении получила электродуговая сварка. Рассмотрим подробнее особенности электродуговой сварки.
Электрической дугой называется продолжительный разряд электрического тока между двумя электродами, происходящий в газовой среде. Электрическая дуга, используемая для сварки металлов, называется сварочной дугой. Такая дуга в большинстве случаев горит между электродом и изделием, т.е. является дугой прямого действия.
Дуга прямого действия постоянного тока, горящая между металлическим электродом (катодом) и свариваемым металлом (анодом), имеет несколько ясно различимых областей (рис. 2.3). Электропроводный газовый канал, соединяющий электроды, имеет форму усеченного конуса или цилиндра. Его свойства на различных расстояниях от электродов неодинаковы. Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной 2 и анодной 4 областями дуги.
2.3). Электропроводный газовый канал, соединяющий электроды, имеет форму усеченного конуса или цилиндра. Его свойства на различных расстояниях от электродов неодинаковы. Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной 2 и анодной 4 областями дуги.
Протяженность катодной области lk определяется длиной свободного пробега нейтральных атомов и составляет
̃порядка 10-5 см. Протяженность анодной области la определяется длиной свободного пробега электрона и составляет примерно 10-3 см. Между приэлектродными областями располагается наиболее протяженная, высокотемпературная область разряда — столб дуги lc3.
На поверхности катода и анода образуются пятна, называемые, соответственно, катодное 1 и анодное 5 пятно, являющиеся основаниями столба дуги, через которые проходит весь сварочный ток. Электродные пятна выделяются яркостью свечения при сравнительно невысокой их температуре (2600… 3200 К). Температура в столбе дуги достигается 6000…8000 К.
Электродные пятна выделяются яркостью свечения при сравнительно невысокой их температуре (2600… 3200 К). Температура в столбе дуги достигается 6000…8000 К.
Общая длина сварочной дуги lд равна сумме длин всех трех её областей (lд=la+lk) и для реальных условий составляет 2…6 мм.
Общее напряжение сварочной дуги, соответственно, слагается из суммы падений напряжений в отдельных областях дуги и находится в пределах от 20 до 40 В. Зависимость напряжения в сварочной дуге от её длины описывается уравнением , где а — сумма падений напряжений в катодной и анодной областях, В; lд — длина столба дуги, мм; b — удельное падение напряжения в дуге, т.е. отнесенное к 1 мм длины столба дуги, В/мм.
Одной из основных характеристик электрического дугового разряда является статическая вольт-амперная характеристика — зависимость напряжения дуги при постоянной ее длине от силы тока в ней (рис. 2.4).
2.4).
С увеличением длины дуги напряжение увеличивается и кривая статической вольтамперной характеристики дуги поднимается выше, примерно сохраняя при этом свою форму (кривые, а, б, в). На ней различают три области: падающую I, жесткую (почти горизонтальную) II и возрастающую III. В зависимости от условий горения дуги ей соответствует один из участков характеристики. При ручной дуговой сварке покрытыми электродами, сварке в защитных газах неплавящимся электродом и сварке под флюсом на сравнительно небольших плотностях тока характеристика дуги будет вначале падающей, а при увеличении тока полностью перейдет в жесткую. При этом с увеличением сварочного тока пропорционально увеличиваются поперечное сечение столба дуги и площади поперечного сечения анодного и катодного пятен. Плотность тока и напряжение дуги остаются постоянными.
При сварке под флюсом и в защитных газах тонкой электродной проволокой на больших плотностях тока характеристика дуги становится возрастающей. Это объясняется тем, что диаметры катодного и анодного пятен становятся равными диаметру электрода и больше увеличиваться не могут. В дуговом промежутке наступает полная ионизация газовых молекул и дальнейшее увеличение сварочного тока может происходить лишь за счет увеличения скорости движения электронов и ионов, т. е. за счет увеличения напряженности электрического поля. Поэтому для дальнейшего увеличения сварочного тока требуется увеличение напряжения дуги.
Это объясняется тем, что диаметры катодного и анодного пятен становятся равными диаметру электрода и больше увеличиваться не могут. В дуговом промежутке наступает полная ионизация газовых молекул и дальнейшее увеличение сварочного тока может происходить лишь за счет увеличения скорости движения электронов и ионов, т. е. за счет увеличения напряженности электрического поля. Поэтому для дальнейшего увеличения сварочного тока требуется увеличение напряжения дуги.
Сварочная дуга представляет собой мощный концентрированный источник теплоты. Почти вся электрическая энергия, потребляемая дугой, превращается в тепловую. Полная тепловая мощность дуги Q=IсвUд (Дж/с) зависит от силы сварочного тока Iсв (А) и напряжения дуги Uд (В).
Следует отметить, что не вся теплота дуги затрачивается на нагрев и плавление металла. Часть её бесполезно расходуется на нагрев окружающего воздуха или защитного газа, радиационное излучение и т. д. В связи с этим эффективная тепловая мощность дуги qэф(Дж/с) (та часть теплоты сварочной дуги, которая вводится непосредственно в изделие) определяется следующим соотношением: где η — коэффициент полезного действия (КПД) процесса нагрева изделия сварочной дугой, определяемый опытным путем.
д. В связи с этим эффективная тепловая мощность дуги qэф(Дж/с) (та часть теплоты сварочной дуги, которая вводится непосредственно в изделие) определяется следующим соотношением: где η — коэффициент полезного действия (КПД) процесса нагрева изделия сварочной дугой, определяемый опытным путем.
Коэффициент η зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов. Например, при сварке открытой дугой угольным или вольфрамовых электродом он составляет в среднем 0,6; при сварке покрытыми (качественными) электродами — около 0,75; при сварке под флюсом — 0,8 и более.
Узнать еще:
Технология дуговой сварки
Технология дуговой сварки
Принцип ручной дуговой сварки метала (ММА)
Сварка металла защищенной дугой или сварка ММА представляет собой процесс, при котором происходит расплавление и соединение металлов при их нагреве дугой, создаваемой между металлическим покрытым электродом и деталью. Внешнее покрытие электрода, называемое флюсом, помогает создавать дугу и создает защитный газ и окалину, которые защищают сварку от попадания загрязнений. Сердечник электрода обеспечивает при сварке большую часть заполняющего металла.
Внешнее покрытие электрода, называемое флюсом, помогает создавать дугу и создает защитный газ и окалину, которые защищают сварку от попадания загрязнений. Сердечник электрода обеспечивает при сварке большую часть заполняющего металла.
Когда электрод перемещается вдоль детали с правильной скоростью, металл осаждается в виде равномерного слоя, называемого наплавленным валиком.
Источник питания для сварки с защищенной дугой обеспечивает ток постоянной силы (СС) и может подавать переменный ток (АС) или постоянный ток (DC), в зависимости от используемого электрода. Наилучшие характеристики при сварке обычно получаются при использовании источников с постоянным током.
Мощность в цепи сварки определяется напряжением и током. Напряжение (В) определяет длину дуги между электродом и деталью и зависит от диаметра электрода. Ток является более значимым компонентом, определяющим мощность в цепи сварки, он измеряется в амперах (А).
Величина тока в амперах, необходимая для выполнения сварки, зависит от диаметра электрода, толщины свариваемых деталей и от положения при сварке. Обычно для сварки небольших деталей требуется электрод меньшего диаметра и ток меньшей силы, чем для сварки крупных деталей такой же толщины. Для тонкого металла требуется ток меньшей силы, чем для толстого металла, а для электрода малого диаметра требуется меньше ампер, чем для электрода большого диаметра.
Обычно для сварки небольших деталей требуется электрод меньшего диаметра и ток меньшей силы, чем для сварки крупных деталей такой же толщины. Для тонкого металла требуется ток меньшей силы, чем для толстого металла, а для электрода малого диаметра требуется меньше ампер, чем для электрода большого диаметра.
Предпочтительнее выполнять сварочные работы в горизонтальном положении. Однако если необходимо производить сварку в вертикальном положении или над головой, желательно использовать меньший ток в сравнении с тем, который используется при горизонтальной сварке. Наилучшие результаты сварки получаются при поддержании короткой дуги, перемещении электрода с равномерной скоростью и подаче электрода вниз с постоянной скоростью по мере его расплавления.
На передней панели сварочного источника питания имеется индикатор питания (белый), ндикатор перегрева или превышения тока (желтый), ручка регулировки тока или управляющий контроллер, регулировка выходного положительного напряжения (+) и выходного отрицательного напряжения (-). На задней панели сварочного источника питания располагается выключатель питания «ВКЛ./ВЫКЛ.», разъем для кабеля (одна фаза 50 Гц, 220 В ) и т.п.
На задней панели сварочного источника питания располагается выключатель питания «ВКЛ./ВЫКЛ.», разъем для кабеля (одна фаза 50 Гц, 220 В ) и т.п.
Положительное подключение означает, что деталь соединяется с выходом (+) на сварочном источнике питания, а держатель электрода соединяется с выходом (-). Отрицательное подключение означает, что деталь соединяется с выходом (-) на сварочном источнике питания, а держатель электрода соединяется с выходом (+).
• Подсоединить деталь или держатель электрода к выходу (-), без слабины.
• Подсоединить деталь или держатель электрода к выходу (+), без слабины.
• Включить питание выключателем «ВКЛ./ВЫКЛ», при этом начнет светиться индикатор (белый).
• Теперь можно приступить к сварке ММА.
• Для улучшения качества сварки каждый зажим заземления на детали должен быть зажат плотно, и располагаться как можно ближе к месту сварки.
Предупреждение!
1) При использовании некоторых электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).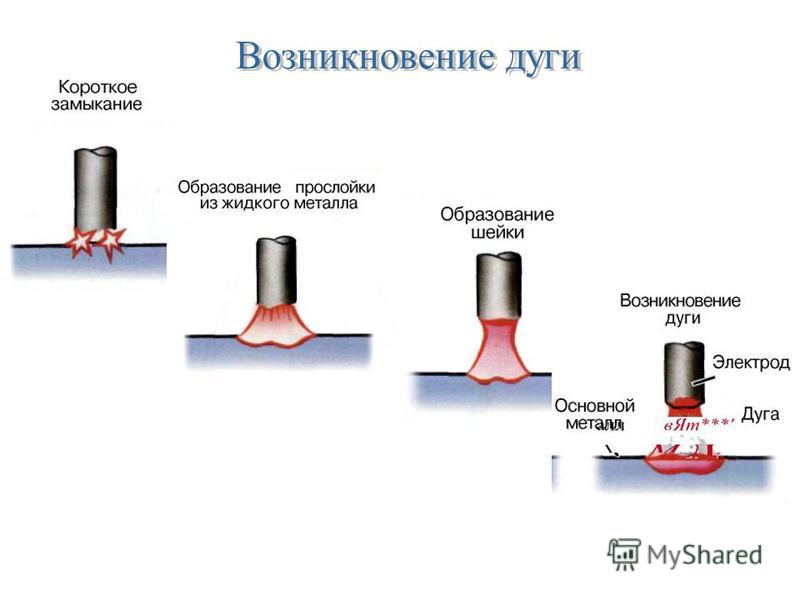
2) Обычно для большинства электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).
Индикатор перегрева или превышения тока начинает светиться в том случае, если достигнут порог срабатывания защиты по перегреву для данного оборудования. В случае перегрузки сварочного источника питания возникает перегрев. Данное сварочное оборудование автоматически перезапускается в том случае, если температура внутри сварочного оборудования падает и индикатор гаснет.
Ток сварки выбирается в зависимости от толщины обрабатываемой детали и диаметра сварочного электрода. Для оборудования ММА ток сварки составляет l2=(25-47)*D, где D — диаметр электрода, равный 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и т.д.
Невозможно обучиться технологии сварки, просто читая о ней. Опыт приходит только вместе с практикой. Следующие страницы помогут неопытному сварщику понять некоторые аспекты сварки и приобрести знания. Для получения более детальной информации следует приобрести книгу «Дуговая сварка».
Для получения более детальной информации следует приобрести книгу «Дуговая сварка».
Знания оператора о дуговой сварке должны выходить за рамки знаний собственно об электрической дуге. Он должен знать, как контролировать дугу, а для этого требуются знания о сварочной цепи и об оборудовании, которое обеспечивает электрический ток, протекающий внутри дуги. Сварочная цепь начинается там, где кабель электрода подсоединяется к сварочной установке и заканчивается в месте подсоединения рабочего кабеля к той же сварочной установке. Ток протекает через кабель электрода к держателю электрода, проходя через электрод и через дугу. На рабочей стороне дуги ток протекает через металл основы к рабочему кабелю и назад к сварочной установке; цепь должна быть замкнута, чтобы ток мог протекать. Для выполнения сварки рабочий зажим должен быть плотно подсоединен к чистому металлу основы. Для получения хорошего соединения требуется удаление краски, ржавчины и т.п. Рабочий зажим должен подсоединяться как можно ближе к месту, которое будет свариваться. Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Электрическая дуга образуется между рабочей зоной и концом тонкого металлического стержня, т.е. электрода, который зажат в держателе, который удерживается сварщиком. При удержании конца электрода на расстоянии от зоны сварки или свариваемого металла основы образуется зазор величиной 1,5-2,0 мм. Электрическая дуга возникает в этом зазоре и удерживается на одном месте или перемещается по свариваемому соединению, расплавляя металл во время перемещения.
Хорошая сварочная дуга получается при наличии опыта, твердой руки, хорошего физического состояния и хорошего зрения; оператор контролирует сварочную дугу, и, тем самым, качество производимой сварки.
Рис. 1 Сварочная дуга
Что происходит внутри дуги
На Рис. 1 изображены процессы, которые происходят в электрической дуге.
Так вы можете получить представление о том, что в действительности происходит во время сварки.
В середине рисунка виден «поток дуги», который создает дуга при наличии тока, протекающего в промежутке между концом электрода и деталью. Температура дуги в этом месте составляет приблизительно 3300° С. Это более чем достаточно, чтобы расплавить металл основы. Эта дуга достаточно широкая и достаточно горячая, на нее нельзя смотреть незащищенным глазами без риска получить болезненную травму. При наблюдении за дугой следует использовать сильно затемненные стекла, специально созданные для дуговой сварки, эти стекла вставляются в надеваемую на голову маску или в удерживаемый в руке щиток.
Дуга расплавляет металл основы и фактически проникает в него, подобно тому, как вода из садового поливального шланга проникает в землю. Расплавленный металл образует сварочную ванну, и зона расплава постепенно удаляется от дуги при ее перемещении. При перемещении дуги от зоны расплава, сварочная ванна охлаждается и отвердевает. Шлак, образующийся в верхней части сварного шва, защищает его от быстрого охлаждения.
Шлак, образующийся в верхней части сварного шва, защищает его от быстрого охлаждения.
Электрод с покрытием служит не только для того, чтобы подводить ток к дуге. Электрод состоит из металлического сердечника в виде прутка, вокруг которого нанесено спекшееся химическое покрытие. Внутренний металлический пруток расплавляется в дуге и добавляет через дугу капли расплавленного металла в сварочную ванну. Электрод обеспечивает дополнительный металл заполнения шва для заполнения канавки или зазора между двумя кусками металла основы. Покрытие также расплавляется или сгорает в дуге. Оно выполняет несколько функций. Оно делает дугу более устойчивой, обеспечивает экранирование из дымоподобного газа вокруг дуги, чтобы не допускать контакта кислорода и азота воздуха с расплавленным металлом, а также обеспечивает флюс для сварочной ванны. Флюс собирает загрязнения и образует защитную окалину. Разные типы электродов принципиально отличаются друг от друга своим покрытием. Меняя состав покрытия можно существенным образом изменять рабочие характеристики электродов.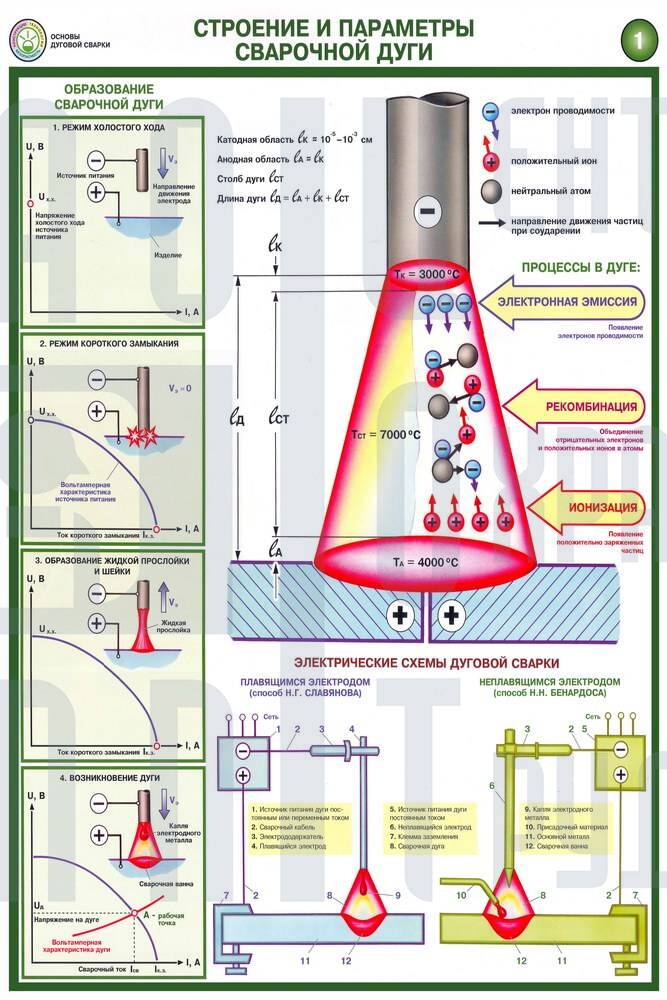 Понимая различие между покрытиями, сварщик может наиболее правильно подобрать наилучший электрод для выполнения работы.
Понимая различие между покрытиями, сварщик может наиболее правильно подобрать наилучший электрод для выполнения работы.
При выборе электрода должно учитываться следующее:
1. желаемый состав сварного шва, например, мягкая сталь, нержавеющая сталь, низколегированная сталь;
2. толщина свариваемой пластины или металла основы;
3. Положение, в котором будет производиться сварка (с опущенным электродом или в другом положении)
4. состояние поверхности свариваемого металла основы;
5. возможность приобретения и работы с требуемыми электродами.
Четыре простых действия-манипуляции имеют первостепенное значение. Отсутствие абсолютного мастерства в этих четырех действиях желаю процесс сварки бессмысленным. Мастерское овладение этими четырьмя действиями делаю процесс сварки простым.
1. Правильное положение при сварке
На рисунке показано правильное положение при сварке для правшей (для левшей оно будет противоположным):
а) Держатель электрода удерживается в правой руке.
б) Левая рука касается снизу правой руки.
в) Левый локоть располагается с левой стороны.
Сварка по возможности производится обеими руками. Это обеспечивает полный контроль над перемещением электрода. Если это возможно, сварка выполняется слева направо (правшами). Это позволяет сварщику видеть то, что он делает. Электрод следует удерживать под небольшим углом, как показано на рисунке.
Рис. 2 Правильное положение при сварке
2. Правильный способ зажигания дуги
Убедиться в том, что рабочий зажим имеет хороший электрический контакт с деталью. Опустить щиток и слегка поцарапать электродом по металлу; при этом будут видны разлетающиеся искры. Царапая, следует приподнять электрод на 3 мм, при этом появится дуга. Примечание: если перестать перемещать электрод во время царапания, он прилипнет. Примечание: большинство новичков пытаются зажечь дугу, производя быстрые ударные движения по плоскости. В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
3. Правильная длина дуги
Длина дуги представляет собой расстояние от конца прутка электрода до металла основы. После возникновения дуги очень важным является поддержание ее правильной длины. Дуга должна быть короткой, длиной приблизительно 1,5-3,0 мм. По мере сгорания электрода он должен подаваться к месту сварки, чтобы поддерживалась правильная длина дуги. Самый простой способ убедиться в том, что дуга имеет правильную длину — просто прислушаться к ее звуку. Хорошая короткая дуга создает потрескивающий звук, очень похожий на шипение жарящихся на сковороде яиц. Неправильная, длинная дуга создает глухой или шипящий звук.4. Правильная скорость сваривания
При выполнении сварки важно, чтобы была видна лужица из расплавленного металла сразу за дугой, но при этом НЕ ДОЛЖНА быть видна сама дуга. Если видна ванна расплава и гребень, где она затвердевает, это указывает на правильно выбранную скорость сваривания.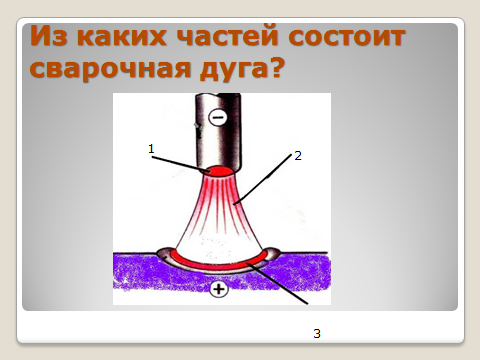 Граница отверждения должна располагаться на расстоянии приблизительно 10 мм от электрода.
Граница отверждения должна располагаться на расстоянии приблизительно 10 мм от электрода.
Рис. 3
Большинство новичков пытаются выполнять сварку слишком быстро, в результате чего получается тонкий, неравномерный сварной шов в виде «червяка». Это результат того, что новичок не следит за расплавленным металлом.
Важное замечание: при выполнении сварки нет необходимости видеть дугу впереди, сзади или с боковых сторон. Сварку следует производить с постоянной скоростью. Вы поймете, что так выполнять работу легче.
Примечание: при сварке тонкой пластины сварщик может увеличить скорость сварки, а при сварке толстой пластины необходимо двигаться медленно, чтобы получить хорошее проплавление.
ТЕХНИКА СВАРКИ
При приобретении опыта в указанных четырех действиях необходимо всегда добиваться следующего:
1. Правильного положения при сварке;
2. Правильного зажигания дуги;
Правильного зажигания дуги;
3. Правильной длины дуги;
4. Правильной скорости сваривания.
Можно сократить время на обучение, выполняя следующее упражнение. Использовать следующие материалы: — пластину из мягкой стали: 5 мм или несколько толще — электрод: 1/8″ (3,2 мм) З- заданный ток: 100-120 А пер.
Выполняемые действия
1. Научиться зажигать дугу путем царапания электродом по поверхности. При этом электрод следует держать правильно и использовать обе руки.
2. Когда обучающийся научится правильно зажигать дугу без прилипания, необходимо потренироваться в поддержании правильной длины дуги. Длину дуги следует учиться поддерживать по звуку.
3. Когда ученик научится поддерживать короткую потрескивающую дугу, необходимо начинать перемещать ее. Следует постоянно следить за сварочной ванной, а также наблюдать за валиком отверждающегося металла.
4. Выполнять сварные швы на плоской пластине. Затем делать их параллельно верхнему краю (край ближайший к сварщику). Это дает практику в выполнении прямых сварных швов и позволяет хорошо видеть прогресс в обучении, когда, например, 10-й шов выглядит значительно лучше первого. При постоянном контроле своих ошибок и прогресса сварка скоро станет рутинным делом.
Выполнять сварные швы на плоской пластине. Затем делать их параллельно верхнему краю (край ближайший к сварщику). Это дает практику в выполнении прямых сварных швов и позволяет хорошо видеть прогресс в обучении, когда, например, 10-й шов выглядит значительно лучше первого. При постоянном контроле своих ошибок и прогресса сварка скоро станет рутинным делом.
Наиболее распространенные металлы
Большинство металла, которые можно найти возле фермы или небольшой мастерской, представляют собой низкоуглеродистую сталь, иногда называемую мягкой сталью. Обычно из стали такого типа изготавливают листовой металл, пластины, трубы и катаный профиль, например, швеллеры, уголковое железо и двутавровые балки. Такую сталь обычно легко варить без соблюдения специальных требований. Однако некоторые стали содержат большее количество углерода. Типичными примерами являются компенсационные пластины, оси, соединительные штанги, валы, плужные лемехи и лезвия скребков. Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Независимо от типа свариваемого металла важно хорошо подготовить место сварки, на котором не должно быть масла, краски, ржавчины и других загрязнений.
Электродуговая сварка: значение, порядок действий и оборудование
Прочитав эту статью, вы узнаете: — 1. Значение электродуговой сварки 2. Процедура электродуговой сварки 3. Электрический ток для сварки 4. Значение полярности 5. Оборудование 6. Подготовка кромки стыка 7. Электроды.
Значение электродуговой сварки: Дуговая сварка — это процесс сварки плавлением, при котором тепло, необходимое для плавления металла, получается от электрической дуги между основным металлом и электродом.
Электрическая дуга возникает, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь через воздух. Температура, создаваемая электрической дугой, составляет от 4000 ° C до 6000 ° C.
Используется металлический электрод для подачи присадочного металла. Электрод может быть покрыт флюсом или без покрытия. В случае неизолированного электрода поставляется дополнительный флюсовый материал. И постоянный ток (D.C.), и переменный ток (A.C.) используются для дуговой сварки.
Переменный ток для дуги получается от понижающего трансформатора. Трансформатор получает ток от сети от 220 до 440 вольт и понижается до необходимого напряжения, то есть от 80 до 100 вольт. Постоянный ток для дуги обычно получают от генератора, приводимого в действие электродвигателем, патрульным или дизельным двигателем.
Напряжение холостого хода (для зажигания дуги) в случае сварки на постоянном токе составляет от 60 до 80 В, а напряжение в замкнутой цепи (для поддержания дуги) составляет от 15 до 25 В.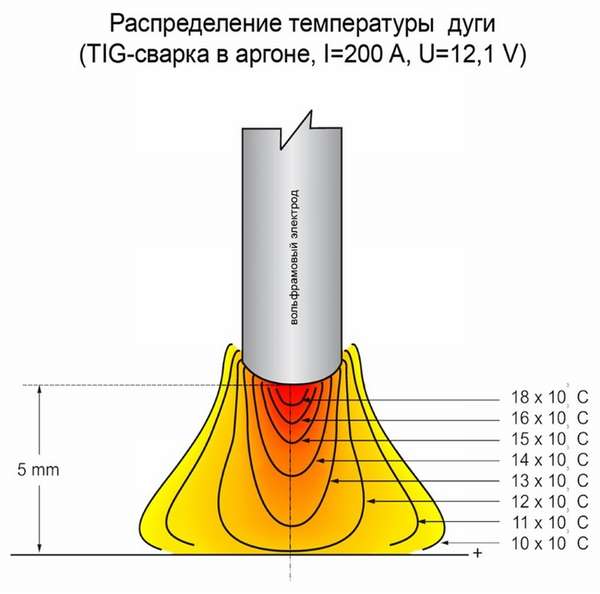
Прежде всего, свариваемые металлические детали тщательно очищаются от пыли, грязи, жира, масла и т. Д. Затем обрабатываемую деталь следует надежно закрепить в подходящих приспособлениях. Вставьте подходящий электрод в электрододержатель под углом от 60 до 80 ° к заготовке.
Выберите правильный ток и полярность. Пятна отмечаются дугой в местах проведения сварки. Сварка выполняется путем соприкосновения электрода с изделием и последующего отделения электрода на нужное расстояние для образования дуги.
Когда возникает дуга, возникающее при этом сильное тепло расплавляет изделие ниже дуги и образует ванну расплавленного металла. В изделии образуется небольшое углубление, и расплавленный металл осаждается по краю этого углубления. Это называется дуговой кратор. После остывания стыка шлак легко удаляется щеткой. По окончании сварки электрододержатель следует быстро вынуть, чтобы разрядить дугу и отключить подачу тока.
Оба Д.C. (постоянный ток) и AC (переменный ток) используются для получения дуги при электродуговой сварке. У обоих есть свои преимущества и приложения.
Сварочный аппарат постоянного тока получает питание от двигателя переменного тока, дизельного / бензинового генератора или от твердотельного выпрямителя.
Вместимость машины постоянного тока:
Текущий:
До 600 ампер.
Напряжение холостого хода:
От 50 до 90 вольт (для образования дуги).
Напряжение замкнутой цепи:
от 18 до 25 вольт (для поддержания дуги).
Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от основного источника переменного тока. Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода от 80 до 100 В. Доступный диапазон тока до 400 ампер с шагом 50 ампер.
Мощность сварочного аппарата переменного тока:
Текущий диапазон:
До 400 ампер с шагом 50 ампер.
Входное напряжение:
220–440 В
Фактическое требуемое напряжение:
80 — 100 вольт.
Частота:
50/60 Гц.
Значение полярности:Когда для сварки используется постоянный ток, доступны два типа полярности:
(i) Прямая или положительная полярность.
(ii) Обратная или отрицательная полярность.
Когда работа делается положительной, а электрод — отрицательной, тогда полярность называется прямой или положительной полярностью, как показано на рис. 7.16 (a).
При прямой полярности около 67% тепла распределяется на рабочем месте (положительный полюс) и 33% на электроде (отрицательный полюс). Прямая полярность используется там, где при работе требуется больше тепла. Черный металл, такой как низкоуглеродистая сталь, с более высокой скоростью и надежной сваркой, использует эту полярность.
(a) Прямая полярность.
(б) Обратная полярность
С другой стороны, когда работа выполняется отрицательной, а электрод — положительным, тогда полярность известна как обратная или отрицательная полярность, как показано на Рис. 7.16 (b).
7.16 (b).
При обратной полярности около 67% тепла выделяется на электроде (положительный полюс) и 33% — на рабочем (отрицательный полюс).
Обратная полярность используется там, где при работе требуется меньше тепла, как в случае сварки тонких листов. Цветные металлы, такие как алюминий, латунь и никель, свариваются с обратной полярностью.
Оборудование, необходимое для электродуговой сварки:Различное оборудование, необходимое для электродуговой сварки:
1. Сварочный аппарат:
Используемый сварочный аппарат может быть сварочным аппаратом переменного или постоянного тока. Сварочный аппарат переменного тока имеет понижающий трансформатор для снижения входного напряжения с 220-440 В до 80-100 В. Сварочный аппарат постоянного тока состоит из электродвигателя-генератора переменного тока, дизельного / бензинового двигателя-генератора или сварочного агрегата трансформатор-выпрямитель.
Аппарат переменного тока обычно работает от источника питания 50 или 60 Гц. КПД сварочного трансформатора переменного тока варьируется от 80% до 85%. Энергия, потребляемая на кг. наплавленного металла составляет от 3 до 4 кВтч для сварки на переменном токе и от 6 до 10 кВтч для сварки на постоянном токе. Сварочный аппарат переменного тока обычно работает с низким коэффициентом мощности от 0,3 до 0,4, в то время как двигатель при сварке на постоянном токе имеет коэффициент мощности от 0,6 до 0,7. В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
КПД сварочного трансформатора переменного тока варьируется от 80% до 85%. Энергия, потребляемая на кг. наплавленного металла составляет от 3 до 4 кВтч для сварки на переменном токе и от 6 до 10 кВтч для сварки на постоянном токе. Сварочный аппарат переменного тока обычно работает с низким коэффициентом мощности от 0,3 до 0,4, в то время как двигатель при сварке на постоянном токе имеет коэффициент мощности от 0,6 до 0,7. В следующей таблице 7.9 показаны напряжение и ток, используемые для сварочного аппарата.
2.Держатели электродов:
Функция держателя электрода — удерживать электрод под нужным углом. Они доступны в различных размерах в зависимости от номинального тока от 50 до 500 ампер.
3. Кабели или выводы:
Функция кабелей или проводов заключается в передаче тока от машины к месту работы. Они гибкие и изготовлены из меди или алюминия. Кабели состоят из 900–2000 очень тонких проволок, скрученных вместе для обеспечения гибкости и большей прочности.
Провода изолированы резиновым покрытием, армированным волокном и прочным резиновым покрытием.
4. Кабельные соединители и наконечники:
Кабельные соединители предназначены для соединения между выключателями машины и держателем сварочного электрода. Используются соединители механического типа; как они могут он собирается и снимается очень легко. Разъемы разработаны в соответствии с допустимой токовой нагрузкой используемых кабелей.
5.Отбойный молоток:
Отбойный молоток предназначен для удаления шлака после затвердевания металла шва. Он имеет форму долота и заострен с одного конца.
6. Проволочная щетка, колесо с силовым проводом:
Функция проволочной щетки заключается в удалении частиц шлака после измельчения отбойным молотком. Иногда, если возможно, вместо ручной проволочной щетки используется силовое колесо.
7. Защитная одежда:
Используемая защитная одежда предназначена для защиты рук и одежды сварщика от тепла, искр, ультрафиолетовых и инфракрасных лучей. Используемая защитная одежда — кожаный фартук, кепка, кожаные перчатки для рук, кожаные рукава и т. Д. Сварщик должен носить кожаные туфли с высокими щиколотками.
Используемая защитная одежда — кожаный фартук, кепка, кожаные перчатки для рук, кожаные рукава и т. Д. Сварщик должен носить кожаные туфли с высокими щиколотками.
9. Экран или лицевой щиток:
Экран и маска для лица предназначены для защиты глаз и лица сварщика от вредного ультрафиолетового и инфракрасного излучения, образующегося во время сварки. Экранирование может быть достигнуто с помощью головного или ручного шлема.
Подготовка кромки стыка:Эффективность и качество сварного соединения также зависит от правильной подготовки кромок свариваемых листов.Перед сваркой необходимо удалить с поверхности всю окалину, ржавчину, жир, краску и т. Д.
Очистку поверхности следует проводить механически с помощью металлической щетки или проволочной мельницы, а затем химически с помощью четыреххлористого углерода. Необходимо придать правильную форму краям пластины, чтобы обеспечить надлежащий стык.
Форма кромок может быть простой, V-образной, U-образной, измененной и т. д. Выбор различных форм кромок зависит от вида и толщины свариваемого металла.Некоторые различные типы канавок для кромок детали показаны на рис. 7.17. BaDD
д. Выбор различных форм кромок зависит от вида и толщины свариваемого металла.Некоторые различные типы канавок для кромок детали показаны на рис. 7.17. BaDD
(i) Квадратный стык:
Применяется при толщине пластины от 3 до 5 мм. Обе свариваемые кромки должны находиться на расстоянии 2–3 мм друг от друга, как показано на рис. 7.17 (a).
(ii) Одинарный клиновидный стык:
Применяется при толщине пластин от 8 до 16 мм. Оба края скошены, образуя угол примерно от 70 ° до 90 °, как показано на рис.7.17 (б).
(Iii) Двойной V-образный стык:
Используется, когда толщина листов превышает 16 мм и где сварка может выполняться с обеих сторон листа. Оба края скошены, чтобы образовать двойной V, как показано на Рис. 7.17 (c).
(iv) Одинарный и двойной U-образный приклад:
Используется при толщине пластины более 20 мм. Подготовка кромки сложна, но стыки более удовлетворительны. Требуется меньше присадочного металла, как показано на рис. 7.17 (d) и (e).
7.17 (d) и (e).
Электроды для дуговой сварки можно разделить на две большие категории:
1. Нерасходуемые электроды.
2. Расходные электроды.
1. Нерасходуемые электроды:
Эти электроды не расходуются во время сварки, поэтому они и были названы неплавящимся электродом. Обычно их делают из углерода, графита или вольфрама. Угольные электроды мягче, а вольфрамовые и графитовые — твердые и хрупкие.
Угольные и графитовые электроды можно использовать только для сварки на постоянном токе, в то время как вольфрамовые электроды можно использовать как для сварки на постоянном и переменном токе. При использовании электродов этого типа присадочный материал добавляется отдельно. Поскольку электроды не перегорают, дуга получается стабильной.
2. Расходные электроды:
Эти электроды расплавляются во время сварки и подают присадочный материал. Обычно они изготавливаются из того же состава, что и свариваемый металл.
Длину дуги можно поддерживать, перемещая электрод по направлению к изделию или от него.
Плавящиеся электроды могут быть двух типов:
(i) Электроды без покрытия:
Доступны в форме непрерывной проволоки или стержней. Их следует использовать только с прямой полярностью при сварке на постоянном токе. Открытые электроды не защищают ванну расплавленного металла от кислорода и азота воздуха.
Следовательно, сварные швы, полученные с помощью этих электродов, имеют меньшую прочность, меньшую пластичность и меньшую устойчивость к коррозии.Они находят ограниченное применение при мелком ремонте и некачественных работах. Раньше они сваривали кованое железо и низкоуглеродистую сталь. В современной практике они не используются или используются редко. Их также называют простыми электродами.
(ii) Электроды с покрытием:
Иногда их также называют обычными электродами. Покрытие (тонкий слой) флюса наносится по всему сварочному стержню и, следовательно, называется электродом с покрытием. Флюс во время сварки обеспечивает защиту зоны расплавленного металла от атмосферного кислорода и азота.Этот флюс также предотвращает образование оксидов и нитридов. Флюс химически реагирует с оксидами, присутствующими в металле, и образует плавкий шлак с низкой температурой плавления.
Флюс во время сварки обеспечивает защиту зоны расплавленного металла от атмосферного кислорода и азота.Этот флюс также предотвращает образование оксидов и нитридов. Флюс химически реагирует с оксидами, присутствующими в металле, и образует плавкий шлак с низкой температурой плавления.
Шлак плавает в верхней части сварного шва и может быть легко удален щеткой после затвердевания шва. Качество сварного шва покрытым электродом намного лучше, чем у неизолированного электрода.
В зависимости от коэффициента покрытия или толщины флюсового покрытия электроды с покрытием делятся на три группы:
(а) Электроды со слабым покрытием.
(б) Электроды со средним покрытием.
(c) Электроды с сильным покрытием.
Сравнение трех типов покрытых электродов приведено в таблице 7.10:
Преимущества электродов с флюсовым покрытием:
Флюсовое покрытие сварочных электродов имеет ряд преимуществ. Некоторые из них следующие:
1. Защищает зону сварки от окисления, создавая атмосферу газа вокруг дуги.
Защищает зону сварки от окисления, создавая атмосферу газа вокруг дуги.
2. Он производит шлак с низкой температурой плавления, который растворяет примеси, присутствующие в металле, такие как оксиды и нитриды, и плавает на поверхности сварочной ванны.
3. Уточняет размер зерна свариваемого металла.
4. Добавляет легирующие элементы в свариваемый металл.
5. Он стабилизирует дугу с помощью определенных химикатов, обладающих этой способностью.
6. Уменьшает разбрызгивание металла шва.
7. Концентрирует поток дуги и снижает тепловые потери.Это приводит к повышению температуры дуги.
8. Замедляет скорость охлаждения сварного шва и ускоряет процесс закалки.
9. Увеличивает скорость наплавки металла и получаемое проникновение.
Состав электродных покрытий:
Покрытие электрода может состоять из двух или более ингредиентов. Различные типы покрытий, используемые для разных типов свариваемых металлов.
Состав типовых электродных покрытий и их функции приведены в таблице 7 11.Некоторые из них обсуждаются здесь:
1. Шлакообразующие составляющие:
Шлакообразующие ингредиенты: оксид кремния (Sio 2 ), оксид марганца (Mno 2 ), оксид железа (F e O), асбест, слюда и т. Д. В некоторых случаях оксид алюминия (Al 2 o 3 ), но он делает дугу менее стабильной.
2. Составляющие для улучшения характеристик дуги:
Ингредиенты для улучшения характеристик дуги: оксиды натрия (Na 2 O), оксиды кальция (CaO), оксиды магния (MgO) и оксид титана (TIO 2 ).
3. Раскисляющие компоненты:
Раскисляющие ингредиенты: графит, алюминиевый порошок, древесная мука, карбонат кальция, крахмал, целлюлоза, доломит и т. Д.
4. Связующие компоненты:
В качестве связующего используются силикат натрия, силикат калия и асбест.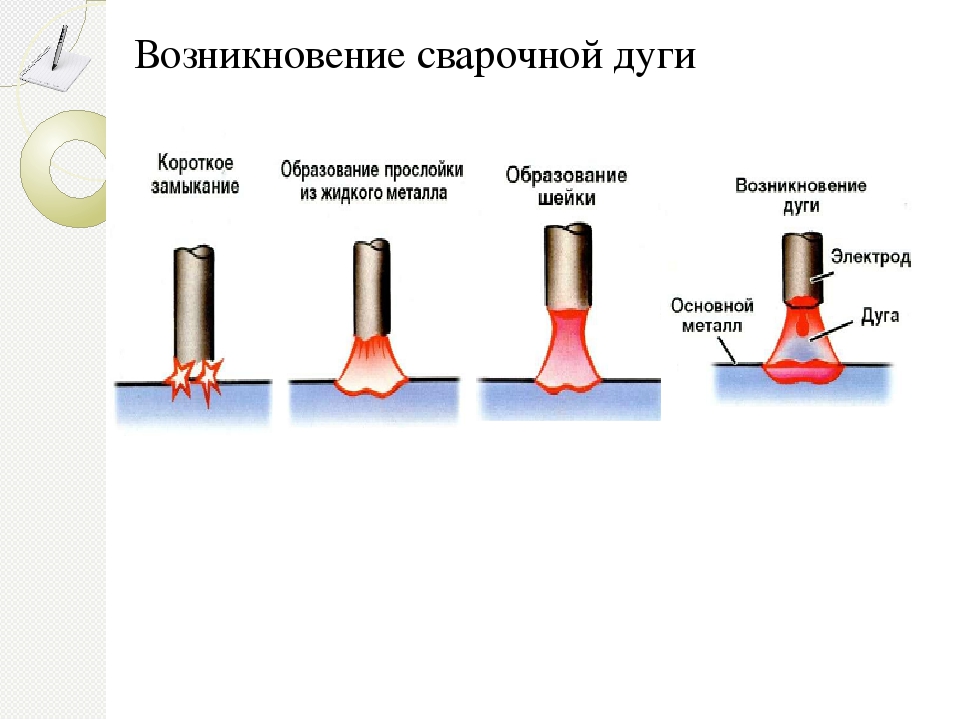
5. Легирующие компоненты:
Легирующие элементы, используемые для повышения прочности сварного шва: ванадий, кобальт, молибден, алюминий, хром, никель, цирконий, вольфрам и т. Д.
Спецификация электродов:
Спецификация электродов предоставлена Бюро индийского стандарта IS: 815-1974 (вторая редакция).
В соответствии с этим, покрытые электроды определяются по:
(i) Буква префикса.
(ii) Шестизначный кодовый номер.
(iii) Буква суффикса.
(i) Буква префикса:
Буква префикса указывает на способ изготовления электродов.
Эти буквы префикса с указанием способа изготовления электродов приведены в таблице 7.12:
(ii) Шестизначный кодовый номер:
Шестизначный кодовый номер указывает рабочие характеристики и механические свойства наплавленного металла.
Значение каждой отдельной цифры от одного до шести приведено в таблице 7. 13:
13:
(iii) Буква суффикса:
Буква суффикса указывает на особые свойства или характеристики электрода.
Они приведены в таблице 7.14:
Первые цифры номера кода по существу объясняют тип покрытия, используемого на электроде, а это покрытие обозначает рабочие характеристики.
В таблице 7.15 представлены семь типов покрытий, представляющих первую цифру числа:
Вторая цифра кода указывает положение сварки согласно таблице 7.16 дано ниже:
Третья цифра номера кода указывает режим сварочного тока, рекомендованный производителем электрода.
Они приведены в таблице 7.17:
Четвертая, пятая и шестая цифры кодового номера обозначают предел прочности на разрыв, максимальный предел текучести и относительное удлинение со значением удара.
Они приведены в таблице 7.18:
В дополнение к кодировке, приведенной выше, все электроды должны соответствовать требованиям испытаний IS: 814 (части I и II) — 1974. Каждый пакет электродов должен иметь маркировку с указанием кода и спецификации.
Каждый пакет электродов должен иметь маркировку с указанием кода и спецификации.
Пример:
IS: 815 кодировка: E 315 — 411K
Спецификация: Ссылка: 814 (Часть-1)
Значение приведенного выше примера таково:
(i) Электрод изготавливается методом сплошной экструзии и подходит для дуговой сварки низкоуглеродистой стали. [E].
(ii) Покрытие электрода содержит значительное количество титана с основными материалами и образует жидкий шлак.[3].
(iii) Электрод подходит для сварки в плоском, горизонтальном, вертикальном и верхнем положении. [1].
(iv) Электрод пригоден для сварки на постоянном токе с положительным или отрицательным электродом. Также подходит для сварки переменным током с напряжением холостого хода менее 90 вольт. [5].
(v) Электрод имеет диапазон растягивающих напряжений наплавленного металла от 410 до 510 Н / мм 2 . [411].
(vi) Электрод имеет максимальный предел текучести наплавленного металла 330 Н / нм 2 . [411].
[411].
(vii) Электрод имеет минимальное удлинение в процентах при испытании на растяжение наплавленного металла, составляющее 20 процентов при длине метра 5,65 √S o , а среднее значение ударного сопротивления наплавленного металла составляет 47 Дж при 27 ° C. [411].
(viii) Покрытие электрода покрыто порошком железа, обеспечивающим извлечение металла от 130 до 150 процентов.
(ix) Электрод соответствует IS: 814 (Часть I) -1974.
Электродуговая сварка — обзор
10.1.1.5 Сварочные установки
Типовые установки для дуговой сварки как для одиночных, так и для нескольких сварочных аппаратов описаны в национальных директивах, например: Директива по ОТОСБ № 118 Великобритании «Электробезопасность при дуговой сварке». При подключении сварочного контура следует придерживаться следующих передовых методов:
- •
соединение между источником сварочного тока и заготовкой должно быть как можно более прямым;
- •
используйте изолированные кабели и соединительные устройства соответствующей допустимой токовой нагрузки;
- •
посторонние токопроводящие части не должны использоваться как часть сварочного обратного контура, если только они не являются частью самой заготовки;
- •
зажим обратного тока должен располагаться как можно ближе к сварочной дуге.

При подключении кабелей сварочного тока и обратного тока важно обеспечить эффективный электрический контакт между соединительным устройством и заготовкой для предотвращения перегрева и образования дуги. Например, токовые и возвратные зажимы должны быть надежно прикреплены к «блестящему» металлу, т.е. любые ржавчины или грунтовочные покрытия должны быть локально удалены.
Источник питания и заземление Обычной практикой в Великобритании было обеспечение отдельного заземления детали.Причина в том, что в маловероятном случае пробоя изоляции между первичной и вторичной цепями сгорают предохранители. Однако отдельное заземление увеличивает риск паразитных токов, которые могут вызвать повреждение другого оборудования и проводов.
Поскольку современные источники питания спроектированы так, чтобы иметь гораздо более высокий уровень изоляции (так называемая двойная или усиленная изоляция), отдельное заземление не рекомендуется.
Существует потенциальная проблема в том, что обе конструкции источника питания часто можно найти в одном сварочном цехе. Более новый источник питания (с двойной или усиленной изоляцией) можно определить по паспортной табличке источника питания ( Рисунок 10.12 ), на которой будет указано, что он был изготовлен в соответствии с действующими стандартами, например EN 60974-1 или IEC 60974-1.
Более новый источник питания (с двойной или усиленной изоляцией) можно определить по паспортной табличке источника питания ( Рисунок 10.12 ), на которой будет указано, что он был изготовлен в соответствии с действующими стандартами, например EN 60974-1 или IEC 60974-1.
В старых конструкциях источников питания сварочная цепь иногда подключалась к корпусу источника питания внутри. Однако опасность заключается в том, что даже при отключенном обратном сварочном проводе и отдельном заземлении сварка возможна с током, протекающим через землю.Из-за риска повреждения защитного заземления и других разъемов этот тип источника питания считается устаревшим и не должен использоваться.
Требования к питанию Для источников питания потребуется одно- или трехфазное питание с напряжением 230 В переменного тока. или 400 В переменного тока Во многих частях Европы напряжение 230 В составляет 16 А, но в Великобритании стандартная кольцевая сеть составляет 13 А. Следовательно, относительно низкая выходная мощность системы 230 В дополнительно снижается, если установлена вилка на 13 А и выделенная схема может потребоваться.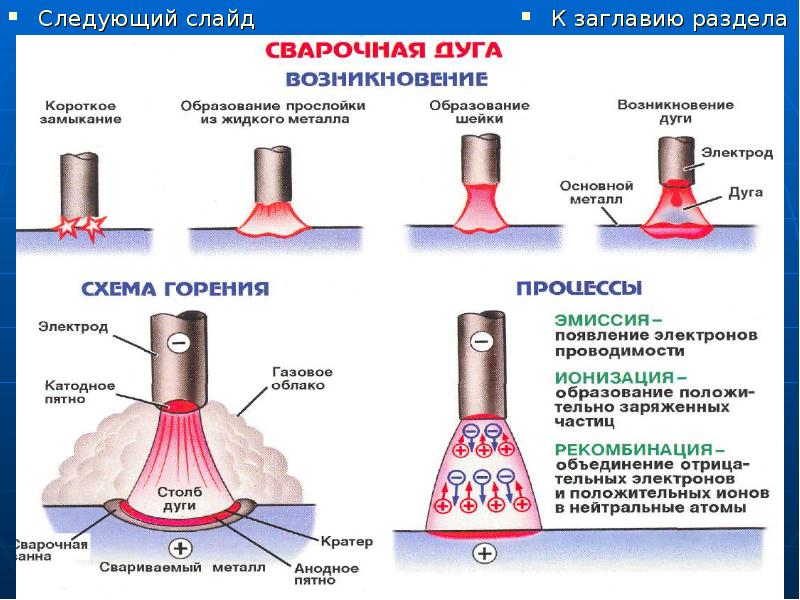
Трехфазные источники питания могут быть ограничены до 30 А, но для сварочного оборудования более высокой мощности может потребоваться источник питания на 45 или даже 60 А. Действующий ток указан на заводской табличке. Это значение следует использовать для определения размера кабеля и требований к предохранителям.
Помимо очевидных опасностей, связанных с перегрузкой источника питания, например, перегрев и перегорание предохранителей могут вызвать проблемы с другим оборудованием. Если источник питания имеет высокий импеданс (обычно называемый мягким), как это может иметь место в сельской местности, снабжаемой воздушными кабелями, большой ток потребления может привести к падению напряжения источника питания ниже уровней, что может вызвать проблемы с другим оборудованием.
Двигатели и моторные приводы Для оборудования, не питающегося от сети, например генераторов, предоставляется информация о характеристиках двигателя, нагрузке, частоте вращения холостого хода и потребляемой мощности. Хотя этот тип оборудования может быть идеальным для сварки на открытом воздухе в удаленных местах, он, как правило, создает высокий уровень акустического шума. Уровни шума ограничены директивой ЕС, но могут достигать 97 дБА.
Хотя этот тип оборудования может быть идеальным для сварки на открытом воздухе в удаленных местах, он, как правило, создает высокий уровень акустического шума. Уровни шума ограничены директивой ЕС, но могут достигать 97 дБА.
Окружающая среда Все источники питания должны иметь степень защиты IP, которая дает информацию о степени защиты оборудования от воды.Обычно оборудование имеет IP 21 или IP 23. Первая цифра означает, что нельзя прикасаться к токоведущим частям, а вторая цифра описывает защиту от проникновения воды. Источник питания с маркировкой IP 21 защищен от вертикальных капель воды, которые могут возникнуть, например, при протечке крыши. Если оборудование имеет маркировку IP 23, это означает, что оборудование защищено от воды под углом до 60 ° от вертикали и, таким образом, подходит для использования на открытом воздухе. Дополнительные буквы к номеру IP указывают на испытания с работающим вентилятором или без него и с повышенной механической защитой от поражения электрическим током.
Области повышенного риска — это влажные или влажные условия, ограниченные пространства или когда сварщик подвергается воздействию больших площадей оголенного металла. Для использования в такой среде важно использовать источник питания с отметкой S, которая означает, что напряжение холостого хода ниже 48 В (среднеквадратичное). переменный ток или 113 В пикового напряжения постоянного тока Если источник питания имеет более высокое напряжение холостого хода, следует использовать устройство понижения напряжения, которое ограничит напряжение на держателе примерно до 25 В.
Соответствующие стандарты для источников питания, оборудования и принадлежностей для дуговой сварки:
EN 60974-1: 1998, IEC 60974-1: 1998, «Оборудование для дуговой сварки — Часть 1: Источники сварочного тока»
EN 60974-7: 2000, «Оборудование для дуговой сварки, Часть 7, Горелки»
EN 60974-11: 1995, «Энергетическое оборудование для дуговой сварки, часть 11, держатели электродов»
EN 60974-12: 1995, «Оборудование для дуговой сварки, часть 12, соединительные устройства для сварочных кабелей»
EN 169: 1992, «Спецификация фильтров для средств индивидуальной защиты глаз, используемых при сварке и аналогичных операциях»
EN 60529: 1992, «Спецификация степени защиты, обеспечиваемой корпусами» (коды IP)
EN 470-1: 1995, «Защитная одежда.
для использования в сварке и родственных процессах — общие требования »EN 50199: 1996,« Электромагнитная совместимость (ЭМС) — стандарт на оборудование для дуговой сварки »
EN 50060: 1989« Источники питания для ручной дуговой сварки металлическим электродом. с ограниченным режимом работы »
 для использования в сварке и родственных процессах — общие требования »
для использования в сварке и родственных процессах — общие требования »Что такое дуговая сварка? Определения и процессы дуговой сварки
Определение и типы процессов дуговой сварки
Дуговая сварка — это один из многих процессов сварки плавлением, используемых для соединения металлов.Он использует электрическую дугу для создания сильного тепла для плавления и соединения металлов. Источник питания генерирует электрическую дугу между расходуемым или неплавящимся электродом и основным металлом. Сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника переменного или постоянного тока для генерирования ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для плавления основных металлов и для создания лужи расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается вдоль линии соединения механически или вручную. Электродом может быть стержень, по которому ток проходит между наконечником и обрабатываемой деталью, или стержень или проволока, которые проводят ток, плавятся и подают присадочный металл в соединение.
Металл имеет тенденцию вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, когда нагревается дугой до экстремальных температур. Это приводит к образованию оксидов и нитридов, которые ухудшают прочность сварного шва.Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После охлаждения детали расплавленный металл может затвердеть, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Дуговую сварку можно разделить на две разные формы:
Методы расходных электродов
Газовая сварка с металлическими вставками (MIG) и сварка металлов в активном газе (MAG)
Этот вид дуговой сварки также известен как газовая дуговая сварка (GMAW). MIG использует защитный газ, такой как аргон, диоксид углерода или гелий, для защиты неблагородных металлов от разрушения в результате загрязнения.
MIG использует защитный газ, такой как аргон, диоксид углерода или гелий, для защиты неблагородных металлов от разрушения в результате загрязнения.
Дуговая сварка защищенного металла (SMAW)
Этот вид сварки также известен как сварка штучной сваркой или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха.В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать в любом положении. Черные металлы — это сплавы, состоящие в основном из железа и углерода.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки можно использовать вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду.Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку подходит для более толстых швов.
Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду.Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку подходит для более толстых швов.
Дуговая сварка под флюсом (SAW)
SAW включает образование дуги между постоянно подаваемым расходуемым электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны.Процесс становится проводящим при литье и создает путь тока между электродом и заготовкой. Флюс велик, поскольку он предотвращает разбрызгивание и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
ESW — это процесс сварки, в котором используется тепло, выделяемое электрическим током, проходящим между расходуемым электродом и заготовкой.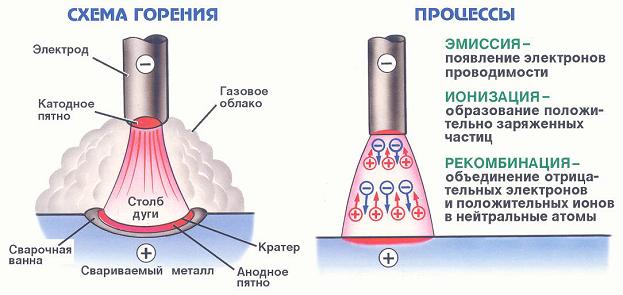 При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины.Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины.Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой, нагревая обе части электрической дугой.
Методы использования нерасходуемых электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует неплавящийся вольфрамовый электрод для генерации электрической дуги.Дуга также действует как газовая защита для защиты сварного шва от воздуха, который может вызвать окисление. Это излюбленный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Где это используется?
Дуговая сварка широко применяется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для изготовления и ремонта самолетов, стыковки листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и устойчивых соединений внутри зданий, мостов и других объектов инфраструктуры. Дуговая сварка также применяется в нефтегазовой и энергетической отраслях.
Типы штанг
В дуговой сварке используется широкий спектр стержней, которые имеют разные сильные и слабые стороны и возможности использования. Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо плавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не плавиться, так называемые неплавящиеся электроды.
Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо плавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не плавиться, так называемые неплавящиеся электроды.
Обычно используются стержни с покрытием. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют контроль дуги.Стержни с покрытием лучше уменьшают загрязнение оксидов и серы из-за выделяемых ими химикатов. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Не имеет значения, покрыт ли стержень или нет, пользователь должен выбрать правильный стержень для своей заготовки для создания прочных, незагрязненных сварных швов.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. Эти преимущества включают:
- Низкая стоимость. Это доступная техника, потому что стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Переносимость. Материалы в этой технике легко транспортировать.
- Обработка нечистых металлов . Дуговая сварка может выполняться на загрязненных металлах.
- Работаем в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работу можно выполнять только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
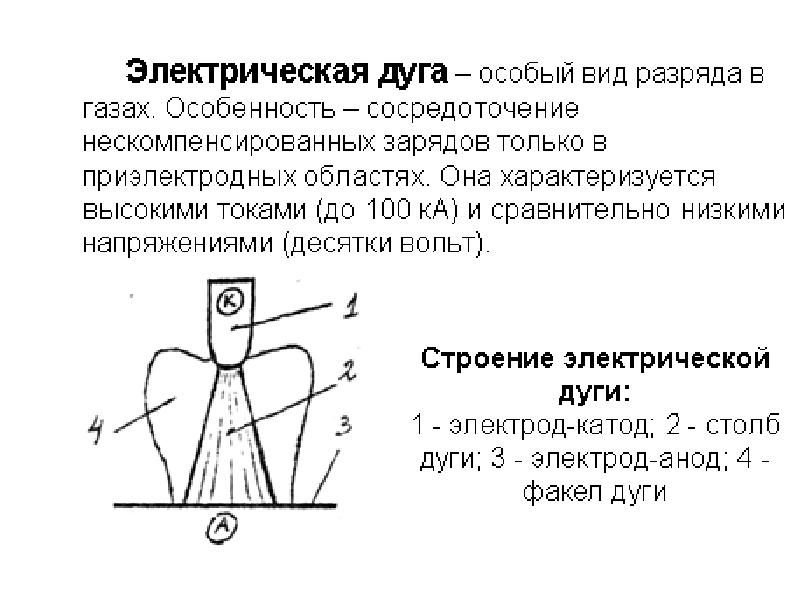 Также требуется меньше оборудования из-за отсутствия газа.
Также требуется меньше оборудования из-за отсутствия газа.Недостатки дуговой сварки
Хотя дуговая сварка имеет множество преимуществ, у нее есть и недостатки. К этим недостаткам можно отнести:
- Стоимость. Хотя стоимость считается преимуществом, это также и недостаток, так как при этом образуется больше металлических отходов , чем при использовании других методов, что приводит к более высокой стоимости проекта.
- Требуется высокий уровень навыков и подготовки. Не все операторы имеют высокий уровень подготовки и навыков.
- Тонкий металл. Дуговая сварка не подходит для некоторых тонких металлов.
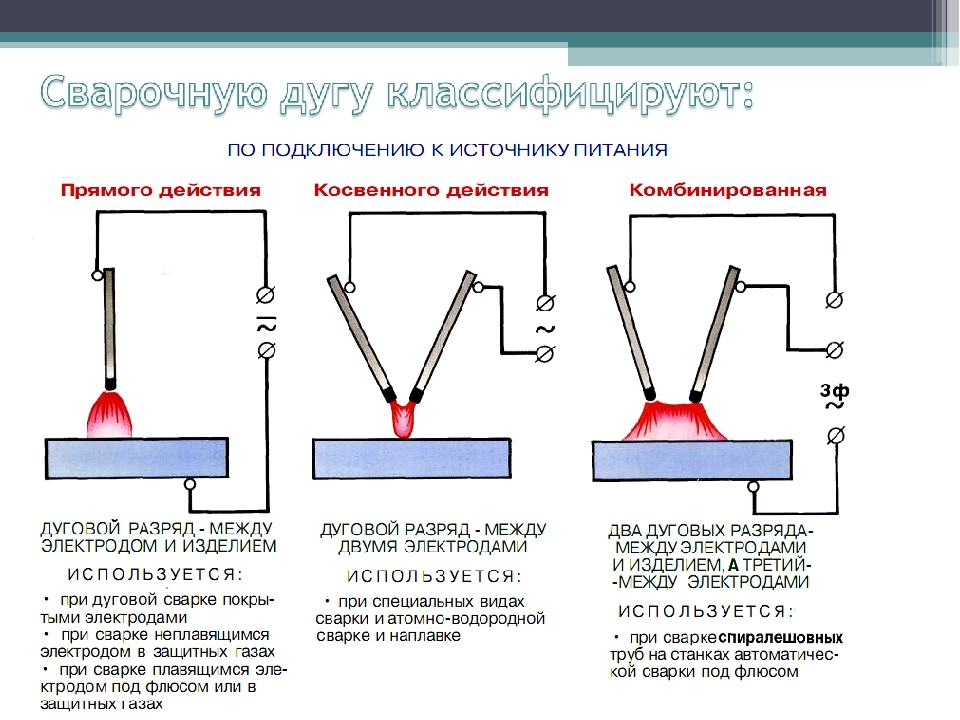 Не все операторы имеют высокий уровень подготовки и навыков.
Не все операторы имеют высокий уровень подготовки и навыков.6 удивительных фактов о дуговой сварке
Сварка — это процесс металлообработки, включающий использование тепла для соединения двух или более металлических предметов. Когда к металлическим предметам прикладывается тепло, поверхность предметов начинает плавиться. Когда расплавленная поверхность остывает, она затвердевает, связывая предметы в процессе.
Но в то время как при некоторых сварках металл нагревается пламенем, в других используется электричество.Известная как дуговая сварка, она характеризуется использованием электрической дуги — либо постоянного (DC), либо переменного (AC) тока, которая плавит большинство металлов при контакте. Ниже приведены шесть удивительных фактов о дуговой сварке.
# 1) Он был изобретен в 1800-х годах
Дуговая сварка берет свое начало в 1800-х годах, когда русский ученый Василий Петров создал управляемую электрическую дугу. Используя ту же концепцию, русский изобретатель Николай Бенардос продемонстрировал, как электрическая дуга может соединять металлические предметы, что привело к современной дуговой сварке.
Используя ту же концепцию, русский изобретатель Николай Бенардос продемонстрировал, как электрическая дуга может соединять металлические предметы, что привело к современной дуговой сварке.
# 2) Электрическая дуга обычно достигает около 10 000 градусов
Электрическая дуга очень горячая, поэтому дуговая сварка считается эффективным сварочным процессом. В то время как разные металлы требуют разной температуры, дуговая сварка обычно выполняется при температуре дуги примерно 10 000 градусов по Фаренгейту. Конечно, это все еще круче, чем сварка плазменной горелкой, температура которой может достигать 50 000 градусов по Фаренгейту, но, тем не менее, электрическая дуга невероятно горячая.
# 3) Он сыграл роль в Первой мировой войне
Дуговая сварка сыграла ключевую роль в Первой мировой войне, упростив производство линкоров.До дуговой сварки Королевский флот использовал клепаные пластины для строительства своих линкоров. Однако дуговая сварка оказалась более эффективной и действенной, что позволило Великобритании построить больше линкоров за меньшее время.
# 4) Сварочные аппараты должны «остыть»
Из-за очень высокой температуры, которую они вырабатывают, аппараты для дуговой сварки должны остывать, чтобы предотвратить повреждение или выход из строя. За исключением промышленных аппаратов для дуговой сварки, большинство аппаратов для дуговой сварки имеют рабочий цикл, указанный производителем, который означает, сколько минут в течение 10-минутного периода следует использовать сварщику.
# 5) Существуют разные виды дуговой сварки
Существует примерно полдюжины различных видов дуговой сварки, каждый из которых использует свой подход. Например, газовая дуговая сварка включает использование газа, такого как гелий, для разжигания электрической дуги, тогда как плазменная сварка предполагает использование плазмы.
# 6) Недорого
По сравнению с другими сварочными процессами дуговая сварка стоит недорого. Машины для дуговой сварки доступны всего за 200 долларов и требуют минимального обучения работе.
Существует более десятка различных типов сварки, дуговая, MIG, роботизированная MIG, TIG, лазерная сварка и даже сварка трением. Монро — знаток каждого из них.
Нет тегов для этого сообщения.Сварка — Дуговая сварка — Электрод, металл, газ и основа
Электрическая дуга, используемая в сварочных процессах, создается между покрытым или неизолированным металлическим электродом и основным металлом или заготовкой. При дуговой сварке в среде защитного металла (SMAC) между сварочным аппаратом (источник постоянного или переменного тока), деталью, электрическими кабелями, электрододержателем, электродом и заземляющим проводом устанавливается электрическая цепь .Для зажигания дуги электрод должен касаться основного металла; Обычно это делается путем царапания или расклевывания электродом основного металла. Когда электричество начинает течь, электрод отводится от основного металла, создавая зазор. Электрический ток течет через зазор, вызывая дугу. Сильное тепло от дуги плавит деталь и электрод, содержащий металлический порошок, который при расплавлении становится присадочным металлом. Покрытие или покрытие на металлическом электроде представляет собой плавящийся флюс, который удаляет загрязнения из сварного шва и иногда создает газ, который защищает область от атмосферного загрязнения .По сути, электрод и его защита определяют механические, химические и электрические характеристики сварного шва. Тепло — 6 000–9 000 ° F (3 351–4 982 ° C) — электрической дуги переводит основной металл и расходуемый электрод в расплавленное состояние за считанные секунды.
Покрытие или покрытие на металлическом электроде представляет собой плавящийся флюс, который удаляет загрязнения из сварного шва и иногда создает газ, который защищает область от атмосферного загрязнения .По сути, электрод и его защита определяют механические, химические и электрические характеристики сварного шва. Тепло — 6 000–9 000 ° F (3 351–4 982 ° C) — электрической дуги переводит основной металл и расходуемый электрод в расплавленное состояние за считанные секунды.
Газовая дуговая сварка металлическим электродом (GMAW или MIG) аналогична SMAW. В этом процессе всегда используется постоянный ток (DC) и имеется устройство подачи газа. Расходуемый электрод помещен в сопло, которое подает инертный защитный газ, такой как гелий или аргон.GMAW имеет несколько преимуществ перед SMAW. Благодаря GMAW скорость сварки выше, шлак не образуется, проплавление становится глубже, а электродная проволока подается непрерывно, что позволяет выполнять более длинные швы. Типом дуговой сварки без использования плавящегося электрода является дуговая сварка вольфрамовым электродом в газовой среде (GTAW или TIG). Между основным металлом и вольфрамовым электродом образуется дуга, используется защитный газ, и для охлаждения горелки требуется подача воды . Вместо расходуемого электрода при необходимости используется металлический стержень или сварочный стержень для обеспечения присадочного металла.Этот вид сварки также называют гелиарой.
Между основным металлом и вольфрамовым электродом образуется дуга, используется защитный газ, и для охлаждения горелки требуется подача воды . Вместо расходуемого электрода при необходимости используется металлический стержень или сварочный стержень для обеспечения присадочного металла.Этот вид сварки также называют гелиарой.
Виды электросварки | Sciencing
Сварочные материалы — это эффективный способ их соединения без использования фитингов. Сварка MIG, сварка TIG и сварка стержнем — это три типа электродуговой сварки. Дуговая сварка — это сварка, которая достигается путем прохождения электрической дуги между электродом и рабочей нагрузкой. В большинстве методов сварки используется защитный газ для обеспечения гладкости в точке сварки, предотвращения загрязнения в точке сварки, улучшения качества сварного шва и стабилизации электрической дуги под напряжением между электродом и рабочей нагрузкой.
Сварка MIG
Дуговая сварка металлическим электродом в газовой среде относится к сварке MIG; это метод сварки, который часто используется при работе со сталью. По сути, этот процесс включает плавление металлического наполнителя на рабочей нагрузке. Сварка MIG — относительно чистый процесс; во время сварки образуется лишь небольшое количество брызг. Сварщики могут выполнять более длинные сварные швы без перерывов, используя этот метод сварки, потому что в процессе требуется несколько пусков и остановок. Типичный защитный газ, используемый при этом типе сварки, представляет собой аргон или смесь аргона, содержащую кислород или диоксид углерода.Возможно, некоторые из единственных недостатков, связанных с этим типом сварки, заключаются в том, что может быть трудно создать дугу, чтобы начать весь процесс, а сварные швы, которые создает этот процесс, могут сильно окисляться.
По сути, этот процесс включает плавление металлического наполнителя на рабочей нагрузке. Сварка MIG — относительно чистый процесс; во время сварки образуется лишь небольшое количество брызг. Сварщики могут выполнять более длинные сварные швы без перерывов, используя этот метод сварки, потому что в процессе требуется несколько пусков и остановок. Типичный защитный газ, используемый при этом типе сварки, представляет собой аргон или смесь аргона, содержащую кислород или диоксид углерода.Возможно, некоторые из единственных недостатков, связанных с этим типом сварки, заключаются в том, что может быть трудно создать дугу, чтобы начать весь процесс, а сварные швы, которые создает этот процесс, могут сильно окисляться.
Сварка TIG
Дуговая сварка вольфрамовым электродом в среде газа относится к сварке TIG; это метод сварки, который часто используется при работе со сплавами магния, алюминия, титана, никеля и меди. Сварочные швы TIG можно выполнять с наплавкой или без нее. Сварочные швы TIG могут быть намного меньше, чем сварочные швы MIG, потому что в системах сварки TIG тепло лучше определяется.Одним из недостатков этого типа сварки по сравнению со сваркой MIG является то, что сварка TIG требует больше времени, чем сварка MIG. Этот вид сварки — один из самых чистых, так как не образуется брызг. Аргон сам по себе или в сочетании с гелием или водородом часто используется в качестве защитного газа для этого типа сварки.
Сварочные швы TIG могут быть намного меньше, чем сварочные швы MIG, потому что в системах сварки TIG тепло лучше определяется.Одним из недостатков этого типа сварки по сравнению со сваркой MIG является то, что сварка TIG требует больше времени, чем сварка MIG. Этот вид сварки — один из самых чистых, так как не образуется брызг. Аргон сам по себе или в сочетании с гелием или водородом часто используется в качестве защитного газа для этого типа сварки.
Ручная сварка
Один из первых доступных методов сварки — дуговая сварка металлическим электродом в защитных оболочках, также называемая сваркой стержнем. Этот метод сварки идеально подходит для использования на мостах, изделиях из металла, трубопроводах, тракторах и других сварочных работах на открытом воздухе, поскольку такие внешние элементы, как дождь, не нарушают целостность сварного шва.Правильная сварка штучной сваркой может быть трудной и рекомендуется только очень опытным сварщикам.
Оборудование, работа, преимущества и многое другое [PDF]
Это процесс соединения двух или более одинаковых или разнородных металлов с применением тепла или без него, с приложением давления или без него, с применением присадочного материала или без него.
Этот процесс сварки широко используется в промышленности для соединения двух или более деталей и ремонта.
Некоторые из применений сварки включают изготовление кузовов автомобилей, судов, сосудов под давлением, сварных труб, мостов, герметизации взрывчатых веществ и т. Д.
Используя электрическую дугу, если получается тепло, необходимое для плавления пластин, называется процессом электродуговой сварки.
Плавление металлов электрической дугой — один из важнейших процессов в промышленности. Это обычно называется дуговой сваркой или SMAW ( Дуговая сварка защищенного металла ).
Детали для электродуговой сварки:
Технологическое оборудование для электродуговой сварки обычно состоит из следующих частей:
- Источник питания для дуговой сварки
- Сварочные электроды
- Сварочные кабели
- Держатель электрода
- Ручной экран
- Отбойный молоток
- Проволочная щетка
- Защитная одежда
1.
 Источник питания для дуговой сварки:
Источник питания для дуговой сварки:- Для электродуговой сварки используются как постоянный ток (DC), так и переменный ток (AC), каждый из которых имеет свои конкретные области применения.
- Для источника питания переменного тока трансформаторы в основном используются почти для всех процессов дуговой сварки. сварочное напряжение в нормально разомкнутой цепи (50-90 В) с помощью понижающего трансформатора.
2. Держатель электрода:
- Электрододержатель используется для удержания электрода вручную.
- Электрод — это кусок проволоки или стержень из металла или сплава с покрытием или без него.
- Электрод может генерировать дугу в желаемом месте сварки между электродом и заготовкой.
- Сварочные кабели необходимы для проведения тока от источника питания к различным частям оборудования для дуговой сварки i. е. электрод, дуга, заготовка и обратно к источнику сварочного тока.
- Это изолированные медные или алюминиевые кабели.
 е. электрод, дуга, заготовка и обратно к источнику сварочного тока.
е. электрод, дуга, заготовка и обратно к источнику сварочного тока.5. Ручной экран
- Ручной экран используется для защиты глаз во время дуговой сварки.
6. Отбойный молоток
- Используется для удаления шлака с области сварного шва.
7. Проволочная щетка
- Проволочная щетка обычно используется для очистки поверхности до и после процесса сварки.
8. Защитная одежда
- Оператор носит защитную одежду, например фартук, для защиты от прямого воздействия тепла на тело.
- Всегда надевайте перчатки, прежде чем прикасаться к любому предмету в мастерской.
Принцип работы дуговой сварки:
- Свариваемая деталь подключается к одной стороне электрической цепи (анод), а металлический электрод подключается к другой стороне (катод).
- При подаче питания и поддержании оптимального зазора между катодом и анодом на катоде будут генерироваться отрицательно заряженные электроны с очень высокой скоростью.
- Они будут притягиваться анодом и двигаться к аноду. Когда отрицательно заряженные электроны с очень высокой скоростью сталкиваются с анодом, кинетическая энергия электронов преобразуется в тепловую энергию. Таким образом, на аноде происходит тепловыделение.
- Одновременно положительно заряженные ионы также будут генерироваться на аноде, который притягивается катодом и движется к катоду.
- Когда эти высокоскоростные ионы сталкиваются с катодом, кинетическая энергия ионов преобразуется в тепловую энергию.
- Следовательно, тепловыделение происходит и на катоде.
- Отношение тепловыделения между катодом и анодом определяется следующим образом.
- Тепловыделение катода: анод = 2: 1

Искровая зона в процессе электродуговой сварки:
- Во время потока электронов и ионов некоторые из них могут столкнуться между собой, так что кинетическая энергия, которой обладают оба элемента, преобразуется в тепловую энергию.
- Это спонтанное выделение тепловой энергии вызывает искрение, а в зоне искры индуцируемые температуры очень высоки, составляя примерно 5000-6000 ° C.
- Эта высокотемпературная зона будет излучать УФ-лучи. Следовательно, зона процесса электродуговой сварки должна быть видна только через защитные очки, чтобы защитить человеческий глаз.

- В DCSP из-за большего количества тепла, выделяемого на заготовке, металлы с высокой температурой плавления и пластины большей толщины можно сваривать очень легко, а глубина проплавления также выше.
- Из-за меньшего количества тепла, выделяемого электродом, скорость плавления электрода низкая, наплавка низкая, поэтому возможны скорости сварки.
- В DCRP, из-за меньшего количества тепла, выделяемого на заготовке, можно соединять только металлы с низкой температурой плавления и пластины меньшей толщины, а глубина проникновения также мала.
- В то время как в случае электрода из-за большего количества тепла, выделяемого электродом, скорость плавления электрода высока, а скорость осаждения высока.Следовательно, возможны более высокие скорости сварки.
- В АКВТ теплообразование составляет 1: 1. Следовательно, это может использоваться для средних условий, и глубина проникновения также средняя.

Время восстановления дуги и характеристики дуги в процессе электродуговой сварки:
Время, необходимое для установления дуги между электродом и деталью, называется временем восстановления дуги. В этой статье подробно рассматриваются время восстановления дуги и характеристики дуги в процессе электродуговой сварки, о которых говорится ниже.
Объяснение времени восстановления дуги:
- Создание дуги означает создание потока электронов и ионов в их соответствующих направлениях.
- При дуговой сварке постоянным током, поскольку клеммы фиксированы, независимо от времени восстановления дуги, это не влияет на процесс сварки.
- В то время как при дуговой сварке на переменном токе, поскольку клеммы постоянно меняются, время восстановления дуги должно быть меньше времени цикла (C.T).

Но для эффективной работы дуговой сварки время восстановления дуги (ART) должно быть меньше половины времени цикла i.е. ИСКУССТВО <(C.T / 2)
- Время восстановления дуги можно уменьшить, увеличив напряжение источника питания, то есть увеличив напряжение источника питания, время реакции для образования электронов и ионов будет уменьшено.
Если V≅ 30V Тогда,
ART≅ (C.T / 2)
Это означает, что по мере увеличения напряжения (V) уменьшается ART.
Макс. Напряжение ≤70 В, т.е. напряжение {30 В, 70 В}
- Диапазон напряжения, используемого при дуговой сварке на переменном токе, составляет (30–70 В)
Условия стабильного равновесия процесса электродуговой сварки:
- Чтобы обеспечить стабильные условия равновесия процесса дуговой сварки и оборудования для дуговой сварки, любая энергия, подаваемая с помощью блока питания, должна использоваться только в точке дуги.
- Для обеспечения вышеуказанных условий энергия, подаваемая с помощью блока питания, регулируется с помощью настроек напряжения и тока источника питания, тогда как использование энергии в точке дуги контролируется с помощью ДЛИНЫ ДУГИ.
- Следовательно, для стабильных условий равновесия необходимо определить оптимальную длину дуги и оптимальные настройки источника питания

Vo — Напряжение холостого хода (или) Фактическая ЭДС, генерируемая в обмотках 2 ° трансформатора ( или) Максимальное напряжение в 2 °
Is — Ток короткого замыкания (или) Макс.ток, который может проходить через обмотки 2 °.
Rs — Сопротивление обмоток 2 °
Сопротивление витков 2 ° = Vo / Is
где
V = Vo-Vdrop
= Vo- (Rs * I)
V = Vo — ({Vo / Is} * I)
Описание характеристик дуги:
Как упоминалось выше,
- L — Длина дуги
- I — Ток
- Is- Ток короткого замыкания.

Если L = 0, I = Is, Rair = 0
L = большой, I = 0, Rair = ∞
тогда,
Vair = I * Rair
, т.е.Va = a + bL; где a, b — константы.
В условиях стабильного равновесия напряжение в источнике питания = напряжение в точке дуги
т.е. Vp = Va⇒Va = Vp
a + bL = Vo — [{Vo / Is} * I]
[{Vo / Is} * I] = Vo-a-bL
I = {Is / Vo} * (Vo-a-bL)
Так как мощность P = V * I
= (a + bL) * {Is / Vo} * (Vo-a-bL)
Для минимального источника питания выведите приведенное выше уравнение w.r.t Length (L) и равняться нулю. Тогда вы можете получить уравнение относительно ДЛИНЫ ДУГИ (L)
Это подробное объяснение времени восстановления дуги и характеристик дуги сварочного процесса. Если вам понравился этот пост, поделитесь им со всем миром, чтобы он смог достучаться до многих.
Спецификация электрода E-7018X: Электрод играет жизненно важную роль в процессе сварки.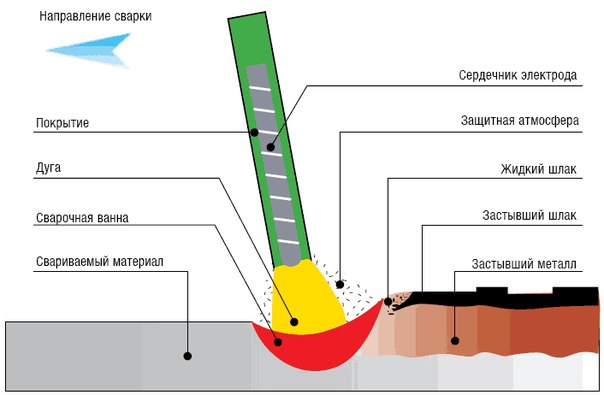 Без электродов также существует множество сварочных процессов, которые используются в высокотехнологичных приложениях.В этой статье я подробно расскажу о технических характеристиках электрода E-7018X. Спецификация электрода обязательна в любом сварочном процессе, а спецификация электрода E-7018X следующая.
Без электродов также существует множество сварочных процессов, которые используются в высокотехнологичных приложениях.В этой статье я подробно расскажу о технических характеристиках электрода E-7018X. Спецификация электрода обязательна в любом сварочном процессе, а спецификация электрода E-7018X следующая.
- Электрод E-7018X обозначает E -Электрод
- 70 -Насколько прочен электрод при сварке
- 1 -в каких положениях сварки он может использоваться
- 8 -указывает на покрытие, текущие типы, проникновение
- X — указывает, что есть больше требований.
Характеристики электрода E-7018X:
- Они ( E-7018X ) представляют собой стальные стержни, покрытые низким потоком водорода, с высоким пределом текучести на разрыв 70000 фунтов на квадратный дюйм.
- Часто используются при сборке конструкционной стали, используемой в строительной отрасли.
