Контактная сварка
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Преимущества контактной сварки перед другими способами:
— Высокая производительность (время сварки одной точки или стыка составляет 0,02… 1,0 с)
— Малый расход вспомогательных материалов (воды, воздуха)
— Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
— Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки:
1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7- привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10- аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
 Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки. Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900
Но материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы,а также смену материала для их производства. В настоящее время многие производственные компании и заводы предпочитают традиционным материалам дисперсно-упрочненные материалы на основе порошковой меди( ДУКМ ). Они обладают уникальными характеристиками: высокой электро- и теплопроводностью,высокой твердостью и износостойкостью,низкой способностью к адгезии (прилипанию )к различным металлам.Температура рекристаллизации таких материалов достигает 900 
В случае интенсивных и постоянных сварочных работ, сэкономив на покупке высокоресурсных электродов, в итоге Вы получаете ощутимо большие затраты на их постоянную покупку в огромных количествах. В этом случае рекомендации однозначны – используйте электроды из ДУКМ. Бронзы — для специфических производств.
Теперь о стоимости: самые дешёвые электроды – медные, их стоимость самая низкая, следующие в ценовом ряду электроды из дисперсно-упрочнённой меди (ДУКМ) и самые дорогие – бронзовые.
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца: Q= Iсв2Rсвt, где за Rсв принимают сопротивление столбика металла между электродами.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z, где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз.
 Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %. Сваренные на них соединения обладают более стабильным качеством.
Сваренные на них соединения обладают более стабильным качеством.Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
 Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки. Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.

Источник: Сварка и резка материалов. М.Д. Банов, Ю.В. Казаков, М.Г. Козулин.
Контактная сварочная машина — Большая Энциклопедия Нефти и Газа, статья, страница 2
Контактная сварочная машина
Cтраница 2
Электрические схемы контактных сварочных машин различны для разных видов машин. Электрические схемы стыковых, точечных и шовных машин имеют специфические особенности. [17]
В обслуживание контактных сварочных машин входит наладка на заданный технологический режим или подбор режима для сварки партии данных деталей, текущая подналадка с целью сохранения стабильности режима и требуемого качества сварных соединений и ремонт — текущий, средний и капитальный. [18]
Пайку на контактных сварочных машинах, когда вследствие высокой скорости нагрева припой, зажатый между паяемыми поверхностями, не успевает окислиться, можно проводить без использования флюса. [20]
[20]
Педальные пусковые кнопки контактных сварочных машин должны быть надежно заземлены и иметь сверху сплошное прочное ограждение. [21]
Осмотр и проверка контактной сварочной машины заканчиваются пробной сваркой при средних параметрах режима. После включения машины и прогрева ламп производится сварка образцов и их технологическое испытание ( см. гл. [22]
Педальные пусковые кнопки контактных сварочных машин должны быть надежно заземлены и иметь сверху сплошное прочное ограждение. [23]
Педальные пусковые кнопки контактных сварочных машин должны быть надежно заземлены и иметь сверху прочное ограждение, предотвращающее случайное включение. [24]
Педальные пусковые кнопки контактных сварочных машин должны быть надежно заземлены и иметь сверху сплошное прочное ограждение. [25]
[25]
Условия работы электродов контактных сварочных машин определяют требования, предъявляемые к их материалам. Электроды в сварочных машинах являются токоподводящими деталями и поэтому должны изготавливаться из материалов с высокой электропроводностью. Вместе с тем к электродам предъявляются требования обеспечения и достаточной прочности, особенно при повышенных температурах. Однако достаточные прочностные свойства в сочетании с высокой электропроводностью обеспечивает далеко не каждый материал. [26]
По сравнению с контактными сварочными машинами машины для ультразвуковой сварки обладают относительно небольшой мощностью. Это связано с тем, что расход энергии при ультразвуковой сварке составляет не более 10 % от расхода энергии при контактной сварке. [27]
Сварку осуществляют на контактных сварочных машинах, которые выпускаются в различном исполнении — стационарные, передвижные н подвесные, универсальные и специализированные. Для сжатия деталей и подвода тока служат электроды из сплава меди.
[28]
Для сжатия деталей и подвода тока служат электроды из сплава меди.
[28]
При контактной пайке используют контактные сварочные машины с переделкой их по пайку ( фиг. [29]
Книга предназначена для наладчиков контактных сварочных машин, квалифицированных сварщиков и технологов, деятельность которых связана с контактной сваркой, а также может быть использована механиками и энергетиками, обслуживающими оборудование для контактной сварки. [30]
Страницы: 1 2 3 4
Машина контактной сварки МТМ-160 (базовая модель)
Машина контактной сварки МТМ-160 (базовая модель) предназначена для электрической контактной точечной сварки арматурных сеток шириной до 3800 мм для железобетонных конструкций из гладких стержней или прутков арматурной стали типа Al, All, AMI, Bpl диаметром от 3+3 до 10+12 мм.
Проволока и прутки, предназначенные для изготовления сеток (подлежащие сварке), не должны иметь ржавчины, окалины и загрязнений, кривизна не должна быть более 4 мм на погонный метр, торцы поперечных прутков не должны иметь заусенцев и отгибов концов, препятствующих подаче прутков под электроды.
Техника безопасности по ГОСТ 12.2.007.8—75. Машина соответствует ТУ 16-683.037—86. Уровень шума соответствует требованиям ГОСТ 12.1.035—81. Уровень вибрации соответствует требованиям ГОСТ 12.1.012—78.
Структура условного обозначения:- М — машина контактной сварки;
- Т — точечная;
- М — многоэлектродная;
- 160 — номер модификации машины;
- УХЛ, О — вид климатического исполнения по ГОСТ 15150—69 и ГОСТ 15543—70;
- 4 — категория размещения по ГОСТ 15150—69 и ГОСТ 15543—70.
Машина типа МТМ-160 рассчитана для эксплуатации в условиях УХЛ и категории размещения 4 по ГОСТ 15150—69 и ГОСТ 15543—70, при этом температура охлаждающей воды на входе должна быть от 5 до 25°С.
Окружающая среда невзрывоопасная, не содержащая значительного количества агрессивных газов и паров в концентрациях, разрушающих металл и изоляцию, не насыщенная токопроводящей пылью и водяными парами. Класс машины по способу защиты человека от поражения электрическим током 01 по ГОСТ 12.2.007.0—75.
Степень защиты машины IPOO, частей, находящихся под напряжением сети — IP20 по ГОСТ 14254—80.
Комплектность поставки.
В комплект поставки машины контактной сварки типа МТМ-160 входят следующие составные части: машина; шкаф управления; стойка; ЗИП (запасные части и принадлежности) — 1 компл.; эксплуатационная документация — 1 компл.
Гарантийный срок устанавливается 1 год и исчисляется со дня пуска машины в эксплуатацию, но не позднее 6 месяцев со дня поступления ее на действующие и 9 месяцев на строящиеся предприятия.
ТЕХНИЧЕСКИЕ ДАННЫЕ
|
№ |
Наименование параметра |
норма |
|
1. |
Напряжение трехфазной питающей сети частотой 50 Гц, В |
380 |
|
2. |
Номинальная потребляемая мощность при сварке прутков Æ10+12 мм (при включении сварочных трансформаторов в три очереди), кВ • А, не более |
325 |
|
3. |
Номинальный длительный вторичный ток, кА |
3,6 |
|
4. |
Наибольший вторичный ток, кА, не более |
30 |
|
5. |
Номинальный сварочный ток, кА |
12,5 |
|
6. |
Наибольшая длительная эксплуатационная производительность при сварке прутков Æ5+5 мм и при шаге каретки 300 мм, м/ч |
160 |
|
7. |
Диаметры свариваемых прутков, мм: — продольных — поперечных |
3—12 3—10 |
|
8. |
Количество переменных шагов между поперечными прутками |
2 |
|
|
Расстояние между продольными прутками, мм |
100 – 300 |
|
|
Расстояние между поперечными прутками, мм |
100 – 300 |
|
|
Расстояние между поперечными прутками при переменном шаге, мм — большой шаг — малый шаг |
140 – 300 50 — 220 |
|
|
Ширина свариваемой сетки, мм |
3800 |
|
9. |
Количество пар электродов |
36 |
|
|
Наибольшее усилие сжатия электродов, даН |
12 |
|
10. |
Усилие сжатия при давлении сжатого воздуха в сети 5 кгс/см2 (490х103 Па), даН, не менее |
500 |
|
11. |
Усилие перемещения свариваемой сетки, даН, не менее |
5000 |
|
12. |
Давление сжатого воздуха в сети, мПа (кгс/см2) |
0,63(6,3) |
|
13. |
Расчетный расход свободного воздуха при максимальном ходе каретки и номинальном усилии сжатия на электродах, м3/ч, не более |
300 |
|
14. |
Давление воды в системе охлаждения МПа, кгс/см2 |
1,5 – 3,0 |
|
|
Давление воды, л/ч, не более |
1300 |
|
15. |
Масса, кг, не более |
5800 |
|
16. |
Габаритные размеры, мм |
8 970х3 432 |




КОНСТРУКЦИЯ И ПРИНЦИП ДЕЙСТВИЯ
Машина типа МТМ-160 состоит из собственно машины, шкафа управления и стойки.
Собственно машина представляет собой металлоконструкцию, основной базовой частью которой является сварная станина.
Сварка прутков (одной, двумя или тремя очередями) производится в рабочем пространстве машины при опускании верхних электродов, работающих от приводов давления, на нижнюю контактную часть. Перемещение сетки на требуемый шаг осуществляется с помощью каретки.
Перемещение сетки на требуемый шаг осуществляется с помощью каретки.
При изготовлении сетки экономичного армирования для подачи поперечных прутков используется механизм досылки.
При необходимости машина производит счет свариваемых прутков и выдает команду на резку сетки (ножницы устанавливает заказчик).
Машина устанавливается на фундамент. Шкаф управления представляет собой сварную металлоконструкцию, внутри которой размещены — блок управления сваркой и пускорегулирующие элементы управления.
Двери имеют электрическую блокировку, исключающую возможность работы установки при их открывании.
Шкаф не требует фундамента и устанавливается в любом удобном для заказчика месте. Стойка представляет собой металлоконструкцию, собранную из сварных рамок и предназначенную для укладки мерных поперечных прутков. Стойка не требует фундамента. Продольные прутки подаются из бухт. Машина типа МТМ-160 работает в ручном и автоматическом режимах. Управление машиной осуществляется кнопками, расположенными на пульте управления.
Контактная сварка и применение машин контактной и точечной сварки Статьи
Как известно, контактная сварка – это технологический процесс, при котором происходит соединение металлических деталей с помощью сварочного оборудования. Прочность соединения зависит от того, какой способ сварки был выбран: электрический (плавление), газоплазменный или холодный способ. Сварочные соединения бывают: стыковочные, внахлест, угловые, тавровые. Наибольшую распространенность получил электрический способ сварки.
Точечная сварка относится к одному из видов контактной электросварки металлических изделий нахлесточным сварным соединением. В зависимости от того, как расположены электроды по отношению к свариваемым заготовкам, она может быть как двусторонней, так и односторонней. Такой способ точечного соединения нашел применение в автосервисах, при ремонте автомобилей. Для осуществления сварочных работ требуется определенный сварочный аппарат.
Несколько аппаратов контактной сварки из нашего каталога
Машины контактной сварки классифицируется по типам сварного соединения и по типам тока, питающего сварочный трансформатор. Так, машина шовной сварки (№1 на рисунке ниже) – используется для соединения металла сплошным швом, машина точечной сварки (№2) — для точечного соединения металла, а машина стыковой сварки (№3) применяется только для стыковой сварки оплавлением металла.
Так, машина шовной сварки (№1 на рисунке ниже) – используется для соединения металла сплошным швом, машина точечной сварки (№2) — для точечного соединения металла, а машина стыковой сварки (№3) применяется только для стыковой сварки оплавлением металла.
Контактная сварка — это соединение металла путем нагрева электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Контактная сварка была открыта английским физиком Уильямом Томсоном в 1856 году. В России в 1877 году Бенардос Н.Н. разработал способы контактной точечной и шовной сварки. В промышленности такой вид сварки стала применятся с 1936 года после освоения серийного выпуска контактных сварочных машин.
Основные преимущества:
- Высокая производительность;
- Низкий расход вспомогательных материалов;
- Высокая надежность и качество сварных соединений;
- Невысокие требования к квалификации сварщика.
Точечная сварка — это основной способ контактной сварки. Она основана на зажиме свариваемых деталей в электродах машины точечной сварки или специальных сварочных клещах. Между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Она основана на зажиме свариваемых деталей в электродах машины точечной сварки или специальных сварочных клещах. Между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Машина контактной сварки может быть стационарной, передвижной и подвесной. По роду тока в сварочном контуре сварочные машины делятся на переменного и постоянного тока. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки. Любая машина точечной сварки состоит из механической и электрической частей, гидро- или пневмосистемы и системы водяного охлаждения.
Машины контактной сварки широко используется во многих отраслях современной промышленности и применяется в большинстве технологических и ремонтных работ, связанных со сваркой. Машина точечной сварки — это специальная машина, приспособленная для сварки конкретных конструкций и типоразмеров деталей. Пример такой сварочной машины — машина контактной точечной сварки кузова автомобилей, встроенная в автоматическую линию сборочного конвеера.
Машина точечной сварки — это специальная машина, приспособленная для сварки конкретных конструкций и типоразмеров деталей. Пример такой сварочной машины — машина контактной точечной сварки кузова автомобилей, встроенная в автоматическую линию сборочного конвеера.
Для ознакомления с нашим ассортиментом машин точечной справки, посетите соответствующий раздел контактная сварка.
Сварочные машины контактные — Энциклопедия по машиностроению XXL
Сварочные машины контактные Контакторные реостаты 8 — 49 Контакторы 8—53 9—150 Включение с помощью реле 8 — 55 Схемы 8 — 54 [c.113]СВАРОЧНЫЕ МАШИНЫ КОНТАКТНЫЕ [c.253]
Технические характеристики 5 — 465 —— универсальные 8 — 242 Сварочные машины — Контакты 8 — 267 — конденсаторные стыковые — Принципиальные схемы 8—258 Сварочные машины контактные 8 — 253—306 [c.253]
Сварочные машины контактные точечные — Выбор 5 — 376
[c. 254]
254]
Хоботы 8 — 273, 274 — Крепление 8—274 Сварочные машины контактные точечные АТА [c.254]
Сварочные машины контактные шовные 8—263 [c.254]
Сварочные машины контактные шовные АШ [c.255]
Характеристика техническая 184 Сварочные горелки 200 Сварочные машины контактные 192 — контактные роликовые — Характеристика 195 [c.786]
Сварочные машины контактные — Электрические схемы 530 [c.1068]
По форме свариваемого соединения, определяющего тип сварочной машины, контактную сварку разделяют на стыковую, точечную и роликовую. При всех видах контактной сварки металл нагревается за счет выделения тепла при прохождении электрического тока по свариваемым деталям количество этого тепла определяется известным законом Джоуля—Ленца [c.322]
Расположение 4 — 667 Сварочная дуга 5—180 Сварочные автоматы 5—184 Сварочные агрегаты 5—180, 181 Сварочные аппараты 5—181, 184, 215 Сварочные головки 5—183, 184 Сварочные горелки 5 — 200 Сварочные машины контактные 5 —
[c. 468]
468]
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную и шовную. [c.212]
Для реальных металлов значение R обычно мало (единицы — десятки микроом), время t также нельзя выбирать большим из-за возможности газонасыщения металла при сварке (обычно это доли секунды). В результате для выделения достаточного количества энергии при контактной сварке необходимо применение значительных токов I, что в основном и определяет специфику оборудования для контактной сварки. Эта специфика состоит в том, что контактная сварочная машина при непосредственном питании от сети должна кратковременно потреблять значительную мощность, (десятки и сотни киловатт). Это крайне невыгодно с энергетической точки зрения и для процессов контактной сварки в ряде случаев стараются применять системы электропитания с накоплением энергии (в конденсаторах, аккумуляторах, вращающихся маховиках). Такое сварочное оборудование равномернее загружает питающую сеть, имеет меньшую среднюю установочную мощность, но обычно дороже и сложнее в эксплуатации.
[c.133]
Такое сварочное оборудование равномернее загружает питающую сеть, имеет меньшую среднюю установочную мощность, но обычно дороже и сложнее в эксплуатации.
[c.133]
При сборке длинномерных конструкционных элементов, когда применение соляных ванн или прессов невозможно, целесообразно использовать метод так называемой пайки сопротивлением. В этом процессе припой в виде тонкой фольги помещают между слоями соединения материала, а нагрев осуществляют с помощью контактных сварочных машин. [c.192]
Первые машины для контактной сварки были созданы в СССР заводом Электрик в 1927 г. Количество выпущенных машин быстро росло, что видно из следующих данных. К 1934 г. было выпущено сварочных машин точечных 2534 шт., шовных —70 шт., стыковых —1036 шт. при этом из года в год происходил не только [c.119]
Сборка сильфонов начинается сваркой пары мембран (секций) по внутренним окружностям. Перед этим поверхности мембран промываются авиационным бензином. Затем секция устанавливается Б специальное поворотное приспособление и производится ее сварка. Для сварки используется шовная сварочная машина типа МШП-150. Ширина контактной поверхности роликов 2,8 мм с допуском на увеличение ширины +0,5 мм. Давление на роликах при сварке 250 20 кгс. Скорость сварки 0,6 м мин. Шов должен располагаться
[c.81]
Перед этим поверхности мембран промываются авиационным бензином. Затем секция устанавливается Б специальное поворотное приспособление и производится ее сварка. Для сварки используется шовная сварочная машина типа МШП-150. Ширина контактной поверхности роликов 2,8 мм с допуском на увеличение ширины +0,5 мм. Давление на роликах при сварке 250 20 кгс. Скорость сварки 0,6 м мин. Шов должен располагаться
[c.81]
Электроды для контактных электросварочных машин в зависи.мости от типа сварочных машин подразделяются на точечные, рельефные, роликовые и стыковые. [c.155]
Для изготовления электродов применяют медь или медные сплавы. Материалы для электродов контактных сварочных машин (табл. 7) делятся в зависимости от их механических и электрических свойств на три класса. [c.155]
Широкое внедрение контактной сварки является большой народнохозяйственной задачей, так как она является высокопроизводительным методом сварки, удобным для автоматизации и включения в поток. Как показывает опыт, применение многоточечных сварочных машин увеличивает в 6—8 раз производительность труда по сравнению с обычной точечной сваркой.
[c.195]
Как показывает опыт, применение многоточечных сварочных машин увеличивает в 6—8 раз производительность труда по сравнению с обычной точечной сваркой.
[c.195]
Контактные напряжения I (2-я) — 353 Контактные соединения элементов вторичного контура сварочных машин — Типичные конструкции 8 — 267 Контактные электросварочные машины — см. [c.113]
В л и т ш т е й н А. 3., Плавное регулирование контактных сварочных машин с помощью дросселя в их вторичном контуре, Авто енное дело № 10, 1947. [c.306]
Сложность свариваемого узла. Тип контактно-сварочной машины. Сложность сварочных приспособлений и инструмента. Наличие сопутствующих операций (немедленная термообработка. смятие грата в горячем состоянии и т. д.) [c.473]
При контактной сварке вспомогательное время подразделяется на время, зависящее от типа сварочной машины, и время, зависящее от свариваемых деталей. Оно, как правило, определяется на основе данных хронометража. [c.478]
[c.478]
После гибки элементов производится обрезка концов под сварку с одновременным выполнением размера раскрою змеевика. Так как сварка элементов в змеевик осуществляется на контактных стыковых сварочных машинах методом оплавления, концы гнутых элементов обрезаются под прямым углом к их оси. [c.163]
Подготовка контактно-сварочных машин к работе проверяется ЬТ1[c.265]
Электросвязи гибкие 8 — 275 Сварочные машины контактные двухшовные [c.254]
Сварочные машины контактные стыковые АС — Технические характеристики 5 — 363 —АСА 8 — 258 Технические характеристики 5 — 363 —— АСАГ — Технические характеристики [c.254]
Принципиальные схемы 8 — 266 Сварочные машины контактные шовно-Сорто-вые 8 — 265 [c.254]
Передаточные отношении 9 — 48 Ступенчатые фрезы 7 — 297, 298 Стыковая сварка — см. Сварка стысовая Стыковые машины контактные с[ арочиые — см. Сварочные машины контактные стыковые
[c.291]
Сварочные машины контактные стыковые
[c.291]
Шовная сварка — см. Сварка шовная Шовно-бортовые машины сварочные — см. Сварочные машины контактные шовно-бортовые Шовно-стыковые машины сварочные — см. Сварочные машины контактные шовно-стыковые Шовно-торцовые машины сварочные —см. Сварочные машины контактные шовно-торцовые Шовные машины сварочные — см. Сварочные машины контактные шовные Шора монотроны 3 — 8 Шора склероскопы 3—14 14—153 Шпагат 4 — 354 Применение 4 — 349 [c.349]
Р>онтактны Сплавы туго-HJtaBKiix металлов с Си или Ag Электроды сварочных машин контактной сварки [c.284]
Стыковые машины — см. Сварочные машины контактные стыковые Стыковые соединения — см. Сварные соединения стыковые Сульфитно-спиртовая барда 357 Супорты с радиальной подачей 855 Сушила конвейерные вертикальные для стержней 380 Сушка древесилы 931 — Релсимы 032, 934 [c.1073]
Схема РТК на рис. 4.55, б отличается от схемы на рис.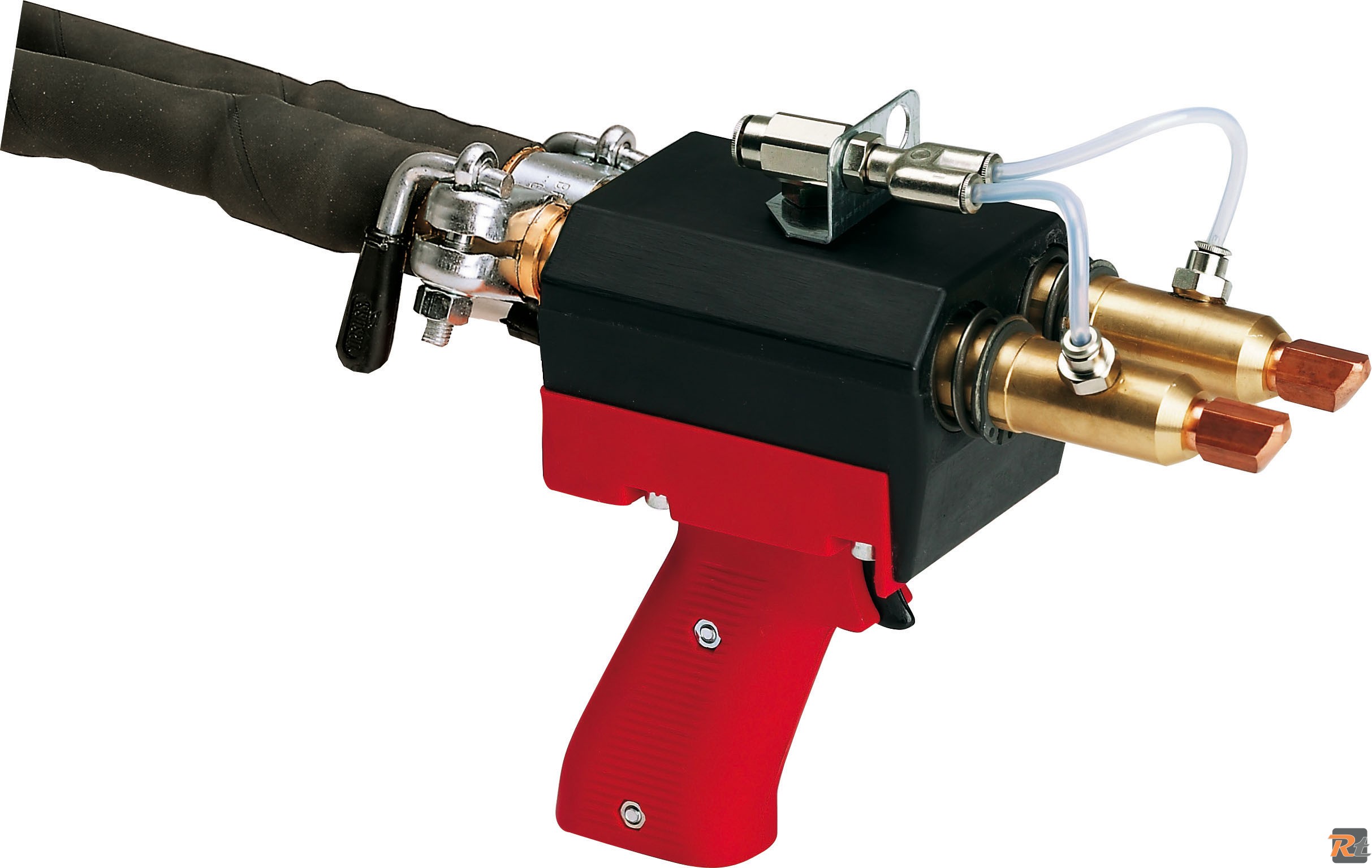 4.55, а отсутствием поворотного стола, в этом случае робот-сборщнк взаимодействует непосредственно со сварочной установкой. По схеме (рис. 4.55, б) выполнен РТ К для сборки и сварки зап елки двери кабины грузовой автомашины, свариваемой из двух одинаковых штампованных заготовок (рис. 4.57, а, 6). РТК включает робота-сбор-щика, вибробупкерный питатель н контактную сварочную машину. Позиционирование заготовок, движущихся по спирали вибробуикера (рис. 4.58, а),
[c.103]
4.55, а отсутствием поворотного стола, в этом случае робот-сборщнк взаимодействует непосредственно со сварочной установкой. По схеме (рис. 4.55, б) выполнен РТ К для сборки и сварки зап елки двери кабины грузовой автомашины, свариваемой из двух одинаковых штампованных заготовок (рис. 4.57, а, 6). РТК включает робота-сбор-щика, вибробупкерный питатель н контактную сварочную машину. Позиционирование заготовок, движущихся по спирали вибробуикера (рис. 4.58, а),
[c.103]
Для изготовления крупных армоферм и армоблоков арматурные заводы оснащены кранами и контактно-сварочными машинами. [c.151]
Контактная сварка (табл. 72) осуществляется на трехфазных сварочных машинах типа МТПТ-400 электродами из кадмиевой меди со сферической рабочей поверхностью. Поверхность материала под сварку подготовляется травлением в ортофос-форной кислоте. При этом режимы травления должны быть такими, чтобы уменьшение толщины плакировки было бы не более 30—50 мк. [c.108]
[c.108]
Положение при сварке обычно нижнее и определяется конструкцией сварочной машины. На серийном оборудовании до 6 мм На серийном оборудовании до ЮООЭ мм . На серийном оборудовании до 3 мм. На серийном оборудовании максимальная толщина уменьшается на 30—40о/о. Примечание. Требуется высокая точность заготовки и сборки деталей для сварки автоматической под флюсом, контактной стыковой сопротивлением и роликовой. Производительность ) высокая весьма высокая ) умеренная. [c.223]
Контактная сварка углеродистых и легированных жаропрочных сталей ведется методом непрерывного оплавления. Этот метод малочувствителен к колебаниям сетевого напряжения и обеспечивает более высокое качест во сварного соединения и стабильность его механических свойств [Л. 64]. На котлостроительных заводах для сварки труб поверхностей нагрева широко используется специализированная сварочная машина ЦСТ-200 конструкции ЦНИИТМАШ. [c.186]
В СССР за последнее десятилетие значительно вырос объем применения всех видов контактной сварки в машиностроении, строительстве, приборостроении. Созданы десятки типов стыковых, точечных, роликовых и рельефных машин. Они оснащены игнитронными прерывателями, пневматическими, гидравлическими, электрическими и другими приводами. Машины снабжаются стабилизаторами тока, поддерживающими его среднеэффективное значение. Автоматизация и механизация управления сварочными процессами контактных машин обеспечивает получение сварных соединений надежного качества со стабильными свойствами.
[c.120]
Созданы десятки типов стыковых, точечных, роликовых и рельефных машин. Они оснащены игнитронными прерывателями, пневматическими, гидравлическими, электрическими и другими приводами. Машины снабжаются стабилизаторами тока, поддерживающими его среднеэффективное значение. Автоматизация и механизация управления сварочными процессами контактных машин обеспечивает получение сварных соединений надежного качества со стабильными свойствами.
[c.120]
Изредка в экономайзерах возникали св ищи или сквозные трещины на расстояний 20—30 мм от сварного шва, иополненного на заводе контактным шособом. Эти повреждения появлялись при износе зажимньк губок сварочной машины и неплотном прилегании края губки к свариваемой трубе. В зоне плохого контакта электрический ток перегревал металл, вследствие чего появлялись трещинки, постепенно увеличивавшиеся. Борьба с такими трещинами велась путем периодического контроля за состоянием зажимных устройств в сварочных машинах.
[c. 126]
126]
Стыковая электросварка труб применяется при изготовлении змеевиков поверхностей нагрева и выполняется контактным способом. Контактную сварку оплавлением (рис. 15-6) выполняют в стыковой сварочной машине, в которой зажимают стыкуемые трубы. Концы труб зачищают до металлического блеска. При включении тока трубы автоматически сближаются до соприкосновения торцов. В результате замыкается электрическая цепь и ток высокой плотности проходит через точки соприкосновения стыка, вызывая местное выделение тепла и сильное повышение температуры, достаточное для расплавления торцов металла труб. При этом свариваемые торцы труб приводят в соприкосновение и под большим давлением быстро осаживают, в результате чего завершается сварка. В процессе осаживания часть металла выдавливается внутрь трубы и наружу в виде грата, который немедленно удаляется. Внутренний грат удаляют механически или кислородновоздушной продувкой. Наружный грат удаляют механическими клещами с режущими зубцами.
[c.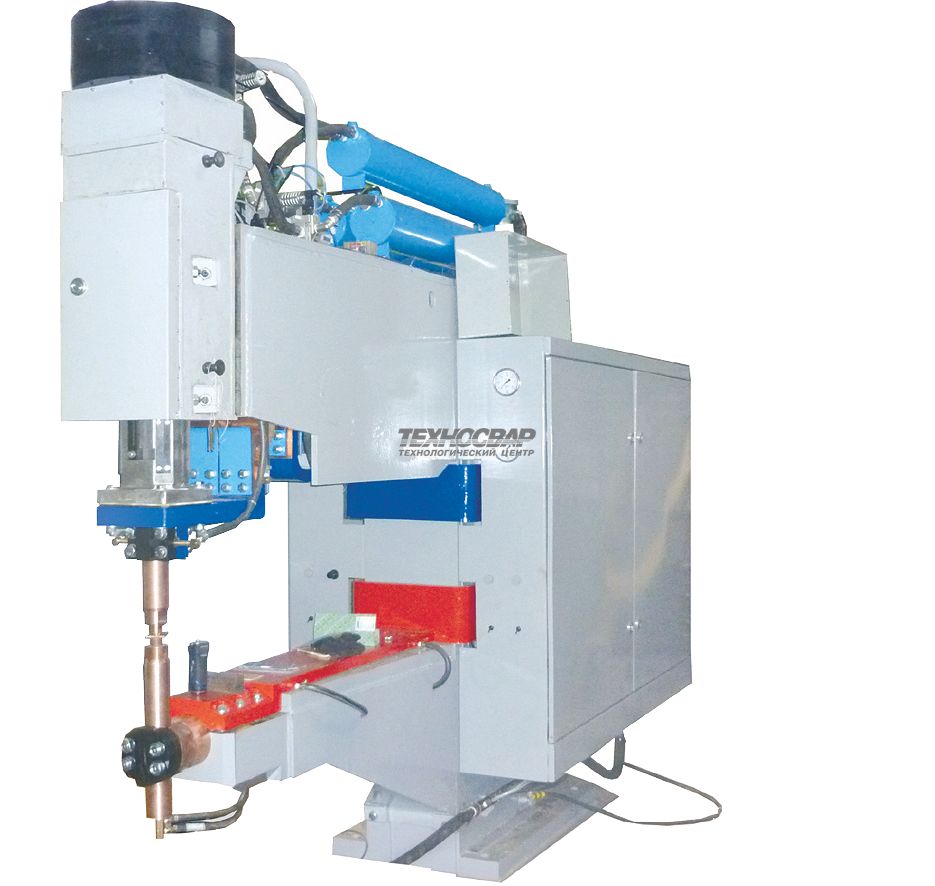 171]
171]
Для стыковой контактной сварки труб поверхностей нагрева с няружыым диаметром до 57 мм должны применяться стыковые сварочные машины типа ЦСТ-200, ЦСТ-200М и МС-2001 с автоматизированным циклом работы и устройствами для удаления внутреннего грата. При это.ч смешение контрольных оправок в губках машины должно быть менее 0,1 мм, а перекос между торцами оправок — менее 0,05 мм. Омическое сопротивление вторичного контура должно быть менее 60 мком. [c.501]
| ТС N RU Д-DE.АУ04.В.10814 | Оборудование электросварочное промышленное: Сварочные аппараты контактной точечной сварки: Машины контактной сварки | «Dalex Schweissmaschinen GmbH & Co., KG» | 2018-03-10 | ||
| ТС N RU Д-UA.АЛ16.В.22392 | Машины контактной сварки, машины для односторонней двухточечной сварки, машины подвесные для контактной точечной сварки, машины подвесные для контактной сварки рельсов, машины рельсосварочные, машины подвесные для контактн | ПАО «Каховский завод электросварочного оборудования» | 2018-11-10 | ||
ТС N RU Д-AT. АЛ16.А.26304 АЛ16.А.26304 | Оборудование электросварочное промышленное: Сварочная машина для контактной сварки плоских каркасов типа «лестница» | EVG Entwicklungs-und Verwertungs- Gesellschaft m.b.H. | 8515210000 | ||
| ТС N RU Д-CN.АЛ16.В.10802 | Оборудование электросварочное: машина стыковой контактной сварки | Golden Spot Machinery (Taicang) Co., Ltd | 2010-07-20 | ||
| ТС N RU Д-DE.АЛ33.В.02100 | Машины и аппараты для контактной сварки металлов полуавтоматические: аппараты для ручной контактной сварки сопротивлением типа «клещи» серии A, D, L, CL, LHN, CHN, Powerspot; аппараты для автоматической сварки сопротивле | 2027-08-20 | 8515210000 | ||
| ТС N RU Д-CN.АУ04.А.28391 | Оборудование электросварочное промышленное: Сварная машина проволочной сетки (контактная сварка) (Type DHWJ-2000), Машина стыковой сварки | HEBEI HAOXU INTERNATIONAL TRADING CO. | 8515210000 | ||
| ТС N RU Д-CN.АГ03.А.33672 | Машина для контактной сварки | Jiangsu Dade Heavy Industry Co., Ltd. | 2011-05-20 | 8515210000 | |
| ТС N RU Д-AU.АЛ16.А.20329 | Оборудование сварочное: Сварочная машина для контактной сварки плоских каркасов | EVG Entwicklungs-und Verwertungs- Gesellschaft m.b.H. | 2016-10-20 | 8515210000 | |
| ТС N RU Д-TR.АУ14.В.02050 | Стационарные машины для контактной сварки с маркировкой «CAKSAN», модель 15 KW, P15K | CAKSAN CAKA SAN. VE TIC.LTD.STI. | 2026-01-20 | 8515210000 | |
| ТС N RU Д-PL.ОС01.В.00701 | Машина для контактной сварки | Przedsiebiorstwo Aparatury Spajalniczej ASPA Sp. | 2016-09-20 | 8515210000 | |
Оснастка технологическая для машиностроения: зажимной модуль машины автоматической контактной сварки кузовных элементов, арт. SK 371- ST3800 – 1 шт., SK 371- ST3810 – 1 шт., SK 371- ST3880 – 1 шт., SK 316- ST3860 – 1 шт., | Matador Industries, a.s. | 2008-11-20 | |||
| ТС N RU Д-DE.АВ71.А.03033 | Оборудование для сварки: Центрирующий керамический штифт на машину контактной сварки, арт. X2.043.133 – 10 шт., Электродержатель электрода на машину контактной сварки, арт. T1.082.467 – 3 шт., Электродержатель электрода дл | 2027-05-20 | 8515900000 | ||
| ЕАЭС N RU Д-IT.АА70.А.02125 | Сварочное оборудование — полуавтоматические машины для контактной сварки сопротивлением торговой марки «VARO» | 2030-03-20 | 8515210000 | ||
ЕАЭС N RU Д-TW. АЛ16.В.70127 АЛ16.В.70127 | Оборудование для сварки: промышленная машина контактной сварки с пневмоприводом мощностью 120 кВА, модель SA-1200; промышленная машина стыковой сварки с пневмоприводом, мощностью 80кВА, модель SB-800B | GOLDEN SPOT INDUSTRY INC. | 2029-03-20 | ||
| ЕАЭС N RU Д-IT.ИМ43.В.01971 | Машины для контактной сварки, | 2026-07-20 | |||
| ЕАЭС N RU Д-DE.КА01.В.05926/19 | Машины и аппараты для контактной сварки: Машины контактной сварки, | IDEAL-Werk C. + E. Jungeblodt GmbH + Co. KG | 2024-06-13 | 8515290001 | |
| ЕАЭС N RU Д-IT.АЛ16.В.76518 | Оборудование для сварки и газотермического напыления, торговая марка «TECNA S.p.A»: cтационарная машина точечной сварки; аппарат контактной сварки (клещи) | 2020-06-01 | 8515210000 | ||
ЕАЭС N RU Д-CN. АЛ16.В.87129 АЛ16.В.87129 | Оборудование электросварочное промышленное: Машина для стыковой сварки проволоки, машина для контактной сварки, многоэлектродная машина контактной сварки проволоки, сварочный аппарат. Модели: UN1-35KVA, DN-100KVA, DNW-300K | Guangzhou Durowelder Limited | 2018-09-24 | 8515290009 | |
| ТС N RU Д-AT.АЛ16.А.09483 | Сварочная машина для контактной сварки плоских каркасов типа «лестница» | EVG Entwicklungs-und Verwertungs- Gesellschaft m.b.H. | 2014-06-27 | 8515210000 | |
| ЕАЭС N RU Д-DE.АЖ17.В.04073/19 | Машины и аппараты для контактной сварки металлов полуавтоматические: аппараты для ручной контактной сварки сопротивлением типа «клещи» серии A, D, L, CL, LHN, CHN, Powerspot; аппараты для автоматической сварки сопротивлени | 2020-01-16 | 8515210000 | ||
 ,LTD
,LTD z o.o.
z o.o.Сварщики сопротивления | Точечная, проекционная и шовная сварка [844-974-9353]
Weld Systems Integrators — это ваш полный источник стандартного и нестандартного оборудования для контактной сварки, услуг поддержки и ремонта.
Weld Systems Integrators (WSI) — производитель машин для контактной сварки, имеющий в наличии новое и модернизированное сварочное оборудование. Мы проектируем и производим как стандартные, так и нестандартные аппараты для точечной сварки, аппараты для проекционной сварки, аппараты для сварки коромысел, аппараты для прессовой сварки, аппараты для сварки конденсаторным разрядом (CD), пистолеты для точечной сварки, аппараты для настольной сварки, аппараты для сварки швов, аппараты для сварки дверных и дверных рам, аппараты для XY-сварки, поворотный стол. сварщики и сварщики-сварщики.Кроме того, WSI является дистрибьютором сварочных материалов, запасных частей, инструментов и принадлежностей, а также вспомогательного оборудования для контактной сварки.
Стандартные и нестандартные устройства для контактной точечной, проекционной и шовной сварки ДЛЯ ПРОДАЖИ в компании Weld Systems Integrators
Сварочные аппараты WSI доступны в стандартной и нестандартной конфигурации. СДЕЛАНО В США в нашем офисе Warrensville Heights, Огайо, наши сварочные аппараты доступны с дополнительными источниками питания, включая однофазный переменный ток, 3-фазный постоянный ток и MFDC, а также однофазный CD (разряд конденсатора).Кроме того, Weld Systems Integrators является основным дистрибьютором промышленных сварочных аппаратов и балансировочных станков TECNA. Мы храним, продаем, ремонтируем и поддерживаем наш инвентарь TECNA НА СКЛАДЕ. Посетите наш специальный сайт TECNA по адресу TECNADirect.com.
СДЕЛАНО В США в нашем офисе Warrensville Heights, Огайо, наши сварочные аппараты доступны с дополнительными источниками питания, включая однофазный переменный ток, 3-фазный постоянный ток и MFDC, а также однофазный CD (разряд конденсатора).Кроме того, Weld Systems Integrators является основным дистрибьютором промышленных сварочных аппаратов и балансировочных станков TECNA. Мы храним, продаем, ремонтируем и поддерживаем наш инвентарь TECNA НА СКЛАДЕ. Посетите наш специальный сайт TECNA по адресу TECNADirect.com.Свяжитесь с интеграторами систем сварки по телефону 844-974-9353, чтобы узнать цены на оборудование для контактной сварки или получить расценки.
Стандартные и нестандартные сварочные аппараты от компании Weld Systems Integrators.
Сварочные аппараты прессового типа
Для сварочных работ, в которых не требуются сверхмощные функции стандартного сварочного аппарата, но требуются такая же надежность при более низкой стоимости, EconoPress — ваше решение. Тонкий дизайн позволяет использовать в тесных местах, занимая значительно меньше площади в цехе.
Тонкий дизайн позволяет использовать в тесных местах, занимая значительно меньше площади в цехе.
Аппараты для точечной сварки с коромыслом
от Weld Systems Integrators, Inc. (WSI) предназначены для обеспечения производства контактной сварки по доступной цене.
Настольные сварочные аппараты
Настольные сварочные аппараты от Weld Systems Integrators — идеальное решение для контактной сварки небольших сборок.
Аппараты для сварки швов
Аппараты для продольной, продольной и круговой сварки швов от компании Weld Systems Integrators.
EconoPress Сварочные аппараты
WSI EconoPress предназначены для сварки, в которых не требуются сверхмощные характеристики стандартного сварочного аппарата, но при этом требуется такая же надежность при более низкой стоимости.
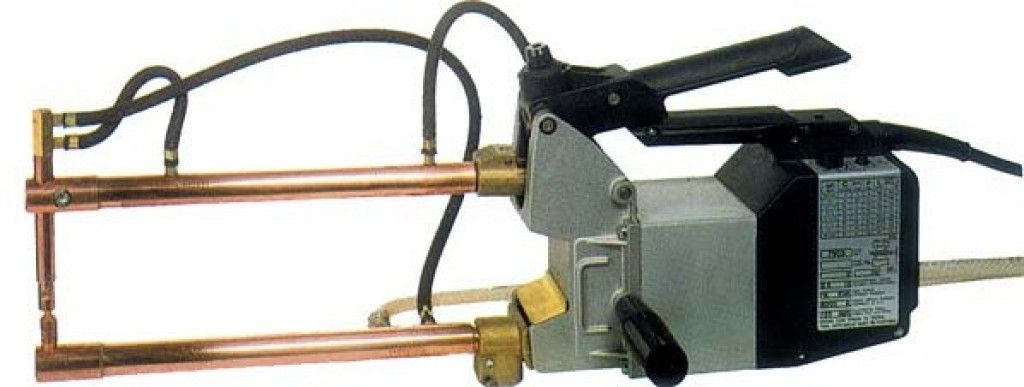
Сварочные пистолеты для точечной сварки
Weld Systems Integrators (WSI) предлагает широкий ассортимент пистолетов для точечной сварки от 15 кВА до 137 кВА. Мы предлагаем модели ножниц и c, доступные в стандартной и нестандартной конфигурации.
Мы предлагаем модели ножниц и c, доступные в стандартной и нестандартной конфигурации.
Сварочные аппараты с конденсаторным разрядом (иногда также называемые емкостным разрядом)
Не можете найти решение сложной задачи соединения? Сварочные аппараты с конденсаторным разрядом от компании Weld Systems Integrators — ваше решение.
Сварщики дверей и сварочные аппараты дверных коробок
Weld Systems Integrators разрабатывают и производят стандартные и специальные сварочные аппараты сопротивлением для экономичного производства стальных дверей и рам.
Сварочные аппараты с несколькими пистолетами
Ячейки для контактной сварки с 2, 3, 4 и 6 горелками предназначены для выполнения нескольких сварных швов с минимальным вмешательством оператора.
Сварочные аппараты с поворотным столом и автоматика с поворотным столом
Подходит для широкого спектра сварочных работ. Автоматика сварки поворотного стола WSI обеспечивает легкое выравнивание, упрощает обслуживание и улучшает эргономику рабочего.
XY и XYZ Компания
WSI разрабатывает и производит стандартные и нестандартные аппараты для сварки сопротивлением XY и XYZ в качестве эффективного решения для многократной сварки одной детали.
Подержанное / восстановленное сварочное оборудование
Услуги по ремонту и восстановлению бывшего в употреблении сварочного оборудования и сварочного оборудования WSI часто включают модернизацию технологий для повышения эффективности и производительности сварщиков.
Интеграторы систем контактной сварки
Сварочные аппараты Сопротивлением Роккера Сварочные аппараты Шовные Сварочные аппараты с ножным приводом Коромысла Запасные части и услуги Ремонт сварщиковЗапасные частиЭлектроды
|
| 1. Член: Свяжитесь с компанией Standard Resistance Welder Company Телефон: 770.949.2479 Бесплатный звонок: 800.365.9943 Факс: 770.489.1826Запрос на ценовое предложениеЗапрос информации Нужен специально разработанный и изготовленный сварочный аппарат или система? Щелкните здесь, чтобы узнать цену в Интернете. Получите онлайн-предложение Пожалуйста, помогите нам держать вас, нашу клиентскую базу, в курсе наших продуктов, заполнив эту анкету.Когда вы ввели всю информацию, нажмите кнопку «Зарегистрироваться для получения бюллетеня по стандартам» внизу. Посмотрите фотографии некоторых из множества сварочных аппаратов и сварочных систем, которые мы разработали. | |||||||||||||||||
 800.365.9943
800.365.9943  O. КОРОБКА 268
O. КОРОБКА 268 Сварочный аппарат и принадлежности для контактной сварки
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ ПРЕВОСХОДНОГО СОПРОТИВЛЕНИЯ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ ДЛЯ ВАШЕГО ПРОЕКТА ТОЧЕЧНОЙ СВАРКИ.
Advanced Integrated Technologies (AIT) — поставщик оборудования для контактной сварки и технической поддержки для аппаратов точечной сварки и принадлежностей марки Nippon Avionics (Avio), а также аппаратов для точечной сварки Sunstone. Мы можем оценить образцы вашей продукции, бесплатно предоставить тестовые сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения. Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь с вашим следующим проектом.
Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь с вашим следующим проектом.
Высокоточные аппараты для контактной сварки и электроды
Более низкие цены на оборудование и электроды по сравнению с другими производителями
Более короткие сроки поставки электродов
Индивидуальные сварочные решения и беспрецедентная поддержка клиентов
Точечная сварка с противоположным зазором
Точечная сварка с параллельным зазором
| Сопротивление сварочной головки Иллюстрация | Иллюстрация сварочной головки для параллельной / последовательной сварки |
# twoj_fragment1-1
Противоположные головки# twoj_fragment1-2
Параллельные головки# twoj_fragment1-3
Монолитные головки# twoj_fragment1-4
Сварочные аппараты с ручным приводом# twoj_fragment1-5 2 устройства для сварки
Держатели электродов# twoj_fragment1-7
Принадлежности# twoj_fragment1-9
Сварочные мониторы# twoj_fragment1-10 Цифровые датчики силы
# twoj_fragment1-11
Другие блоки# twoj_fragment1-12
В сварочном аппарате инверторного типа входной переменный ток выпрямляется в выходной постоянный ток. Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для прецизионной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварного шва в реальном времени, что приводит к стабильному качеству сварных швов. Высокая скорость повторяющейся сварки делает этот сварочный аппарат подходящим для автоматизированных систем.
Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для прецизионной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварного шва в реальном времени, что приводит к стабильному качеству сварных швов. Высокая скорость повторяющейся сварки делает этот сварочный аппарат подходящим для автоматизированных систем.
В аппарате для линейной сварки на постоянном токе электрический ток напрямую регулируется транзистором.Это обеспечивает быструю скорость управления и контролируемую форму волны. Благодаря высокоскоростному линейному контроллеру этот сварочный аппарат подходит для сварки очень мелких деталей или очень тонкой проволоки. Сварщик транзисторов предлагает три режима управления: постоянное напряжение, постоянный ток или постоянную мощность. Режимы управления делают возможными очень надежные и стабильные сварные швы.
Режимы управления делают возможными очень надежные и стабильные сварные швы.
Гибридный аккумуляторный аппарат для точечной сварки обладает высокими быстродействующими характеристиками источника постоянного тока и функцией переключения полярности источника переменного тока.Полярность высокого тока переключается на высокой скорости силовым транзистором. Этот тип сварочного аппарата очень хорош для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов.
В аппарате для сварки конденсаторным разрядом электрическая энергия накапливается в конденсаторе и разряжается сразу. Поскольку большой ток может быть разряжен сразу, этот тип используется для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, из-за малой продолжительности сварки тепловое воздействие на окружающий материал сводится к минимуму, что делает его полезным для сварки небольших чувствительных компонентов.
В однофазном сварочном аппарате переменным током ток регулируется тиристером и работает при относительно низком пиковом токе. Этот тип сварочного тока в меньшей степени подвержен влиянию грязи или загрязнений на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
Этот тип сварочного тока в меньшей степени подвержен влиянию грязи или загрязнений на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
| Характеристики | Противоположный тип |
| NA-121 | |
| Диапазон давления (Н) | 0.7–5 |
| Размер (мм) | 74x48x285 |
| Масса (кг) | 0,6 |
| Метод привода | мотор, пневмо, ручной |
| Характеристики | Противоположный тип |
| NA-122 | |
| Диапазон давления (Н) | 6–65 |
| Размер (мм) | 82x50x301 |
| Масса (кг) | 0. 8 8 |
| Метод привода | мотор, пневмо, ручной |
| Характеристики | Противоположный тип |
| NA-123 | |
| Диапазон давления (Н) | 20–150 |
| Размер (мм) | 82x50x301 |
| Масса (кг) | 0.8 |
| Метод привода | мотор, пневмо, ручной |
| Характеристики | Противоположный тип |
| NA-124 | |
| Диапазон давления (Н) | 40–300 |
| Размер (мм) | 98x56x326 |
| Масса (кг) | 1. 5 5 |
| Метод привода | воздух |
| Характеристики | Противоположный тип |
| NA-125 | |
| Диапазон давления (Н) | 100–600 |
| Размер (мм) | 212x204x75 |
| Масса (кг) | 21.5 |
| Метод привода | EH-F-02 Показано |
NA-131
| Тип с параллельным зазором | ||
| Характеристики | NA-131 | |
| Диапазон давления (Н) | 0.7–5 | |
| Размер (мм) | 76x51x299 | |
| Масса (кг) | 0,7 | |
| Метод привода | мотор, пневмо, ручной | |
NA-132
| Тип с параллельным зазором | ||
| Характеристики | NA-132 | |
| Диапазон давления (Н) | 5–65 | |
| Размер (мм) | 76x51x299 | |
| Масса (кг) | 0. 7 7 | |
| Метод привода | мотор, пневмо, ручной | |
NA-142
| Серия Тип | |||
| Характеристики | NA-141 | NA-142 | |
| Диапазон давления (Н) | 0,5 — 5 | 5–65 | |
| Размер (мм) | 136x50x268 | 153x50x268 | |
| Масса (кг) | 1.3 | 1,6 | |
| Метод привода | мотор, пневмо, ручной | мотор, пневмо, ручной | |
NA-143
| Серия Тип | |||
| Характеристики | NA-143 | ||
| Диапазон давления (Н) | 40–150 | ||
| Размер (мм) | 175x62x302 | ||
| Масса (кг) | 2. 7 7 | ||
| Метод привода | мотор, пневмо, ручной | ||
NA-60A
NA-60A — это сварочная головка общего назначения с широким спектром применения для многих видов электрических деталей, требующих точности и надежности, таких как переключатели, контакты реле, часы, компоненты камеры и другие различные механические детали.
Типа общего назначения
| Характеристики | NA-60A |
| Диапазон давления (Н) | 9.8-132,3 |
| Размер (мм) | 72x175x285 |
| Масса (кг) | 2,8 |
| Метод движения | фут, воздух |
| Диаметр электрода (мм) | 6,4 / 3,2 |
| Глубина кармана | 98 мм |
| Ход электрода | 12 мм макс. |
NA-72
NA-72 подходит для сварки различных механических деталей или многопроволочной проволоки, требующей более сильного электродного усилия.
Тип высокого давления| Характеристики | NA-72 |
| Диапазон давления (Н) | 98-588 |
| Размер (мм) | 107x240x615 |
| Масса (кг) | 19 |
| Метод движения | воздух |
| Диаметр электрода (мм) | 10 |
| Глубина кармана | 160 мм |
| Ход электрода | 30 мм макс. |
NA-43
NA-43 используется для автоматизированных машин из-за использования плавающей системы, которая редко вызывает смещение, а также стандартного пневмопривода.
Горизонтальное давление Тип
| Характеристики | NA-43 |
| Диапазон давления (Н) | 88,2-294 |
| Размер (мм) | 248x240x319 |
| Масса (кг) | 11 |
| Метод движения | воздух |
| Диаметр электрода (мм) | 6.4 |
| Глубина кармана | – |
| Ход электрода | 12 мм макс. |
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые нельзя сварить с помощью сварочной головки фиксированного типа, например, в зоне заклинивания. Отсутствие покачивания электродов из стороны в сторону. Работают с малым энергопотреблением благодаря компактному и легкому размеру.
NA-54A
| Характеристики | NA-54A |
| Диапазон давления (Н) | 7,8–44,1 |
| Ход электрода | 10 мм макс. |
| Глубина кармана | 50 мм |
| Метод движения | Руководство |
| Применяемый электрод | Серия EL-125 |
| Размеры (мм) | 30x195x47 |
| Сварной кабель | 1500 мм |
NA-54LA
| Характеристики | NA-54LA |
| Диапазон давления (Н) | 7.8-44,1 |
| Ход электрода | – |
| Глубина кармана | – |
| Метод движения | Руководство |
| Применяемый электрод | EL-54L |
| Размеры (мм) | 30x195x47 |
| Сварной кабель | 1500 мм |
NA-57A
| Характеристики | NA-57A |
| Диапазон давления (Н) | 9. 8-49 8-49 |
| Ход электрода | – |
| Глубина кармана | – |
| Метод движения | Руководство |
| Применяемый электрод | Специально для NA-57A |
| Размеры (мм) | 36 Φ xD207 мм |
| Сварной кабель | 1500 мм |
NA-58A
| Характеристики | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | 1 мм макс. |
| Глубина кармана | 75 мм |
| Метод движения | Руководство |
| Применяемый электрод | Специально для NA-58A |
| Размеры (мм) | 24x16x157 |
| Сварной кабель | 1100 мм |
- Оборудован функцией мягкой посадки и обучения.


- Рабочее положение может быть установлено по 4 точкам.
- Время сварки подтверждается светодиодом
NA-201
CNT-310
NA-201 + CNT-310
| Характеристики | NA-201 + CNT-310 |
| Размеры NA-201 (мм) | 50×82.5×320 |
| Размеры CNT-310 (мм) | 80x211x188 |
| Масса | NA-201: 2 кг; CNT-310: 2 кг |
| Метод привода | Импульсный двигатель |
| Ход | 50 мм Макс., 10 мкм м Шаг |
| Источник питания | 24 В постоянного тока ± 10% 2 А, дополнительно: адаптер переменного тока 100-240 В переменного тока |
Пневматический привод
NA-221,222
| Характеристики | NA-221 | NA-222 |
| Размеры (мм) | 78x63x280 | 86x85x289 |
| Масса | 1. 3 кг 3 кг | 2,2 кг |
| Метод привода | Воздух | Воздух |
| Ход | 50 мм макс. | 50 мм макс. |
| Контроль скорости | с регулятором скорости — ( Φ трубка 4 мм) | с регулятором скорости — ( Φ трубка 6 мм) |
| Давление воздуха | 0,05-0,6 МПа | 0.4-0,6 МПа |
Ручной привод
NA-231
| Характеристики | NA-231 |
| Размеры (мм) | Приводная часть: 51x79x192; Ножная педаль: 124x268x125 |
| Масса | Привод: 1 кг; Ножная педаль: 2,2 кг |
| Метод привода | Руководство с ножной педалью |
| Ход | 10 мм макс. |
| Регулировка высоты | 40 мм Диапазон |
Прямой тип
Тип смены
| Принадлежность верхнего электрода | ||||
| Головка | Диаметр зажима электрода | Тип | Держатель / звуковой сигнал | Зажим |
| NA-121 | .0625 «/ 1,6 мм | Прямой | S121-16THD | – |
| Сдвиг | S121-16HORN | S121-CLMP | ||
| .125 «/ 3,2 мм | Прямой | S121-32THD | – | |
| Сдвиг | S121-32HORN | S121-CLMP | ||
| NA-122 | . 125 дюймов / 3,2 мм 125 дюймов / 3,2 мм | Прямой | S122-32THD | – |
| Сдвиг | S122-32HORN | S122-CLMP | ||
| 0,250 дюйма / 6,4 мм | Прямой | S122-64THD | – | |
| Сдвиг | S122-64HORN | S122-CLMP | ||
| NA-124 | .250 дюймов / 6,4 мм | Прямой | S124-64THD | – |
| 8 мм | Прямой | S124-80THD | – | |
| Дополнительный нижний электрод | ||||
| Головка | ; Диаметр зажима электрода | Тип | Держатель / звуковой сигнал | Основание держателя / зажим |
| NA-121 | . 0625 «/ 1,6 мм 0625 «/ 1,6 мм | Прямой | S12X-16BHD | 12X-B-F |
| Сдвиг | S12X-16BHORN | 12X- BS | ||
| .125 «/ 3,2 мм | Прямой | S12X-32BHD | 12X-B-F | |
| Сдвиг | S12X-32BHORN | 12X-BS | ||
| NA-122 | .125 дюймов / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F |
| Сдвиг | S12X-32BHORN | 12X-BS | ||
| 0,250 дюйма / 6,4 мм | Прямой | S12X-64BHD | 12X-B-F | |
| Сдвиг | S12X-64BHORN | 12X-BS | ||
| NA-124 | .250 дюймов / 6,4 мм | Прямой | S12X-64BHD | 124-B-F |
| 8 мм | Прямой | S12X-80BHD | 124-B-F | |
| Дополнительный нижний держатель |
| Нижний держатель и основание нижнего держателя |
| S12X-16BHD и 12X-B-F |
Нижний электродный столик
143-БС
Этап
11X-BS
Стадия выравнивания
11X-BS-F
XYZ Этап
11X-BS-F-MM
База
НА-301, 302
Поддон
С-МП
Набор микроскопов
Микрокоп, монтажная подставка, светодиод и поддон
S302-MP, S-SMS, S-SMS-MS, S-SMS-LED
Сварной кабель
Кабель
Двухпозиционный индексатор поворотный
IND-2-R1
Высокая надежность для контроля качества
- Опции цифрового или графического дисплея
- Простая автоматизация в сочетании с системной головкой
- Easy QC с помощью расширенной функции связи (вывод измеренного значения m и результат мониторинга)
- Простая установка датчика силы
- Высокая точность для сварки перемещением
- Волновой анализ с помощью графического дисплея (высокоскоростная выборка, 2000 раз / сек)
- Измерьте и оцените по 2 условиям сварки
- Срабатывание срабатывания приложенной силы или смещения
Монитор силы
QC-100
| Характеристики | QC-100 | |
| Диапазон измерения | 0-1000N | |
| Точность | ± 3% (от полной шкалы) | |
| Время выборки | 0.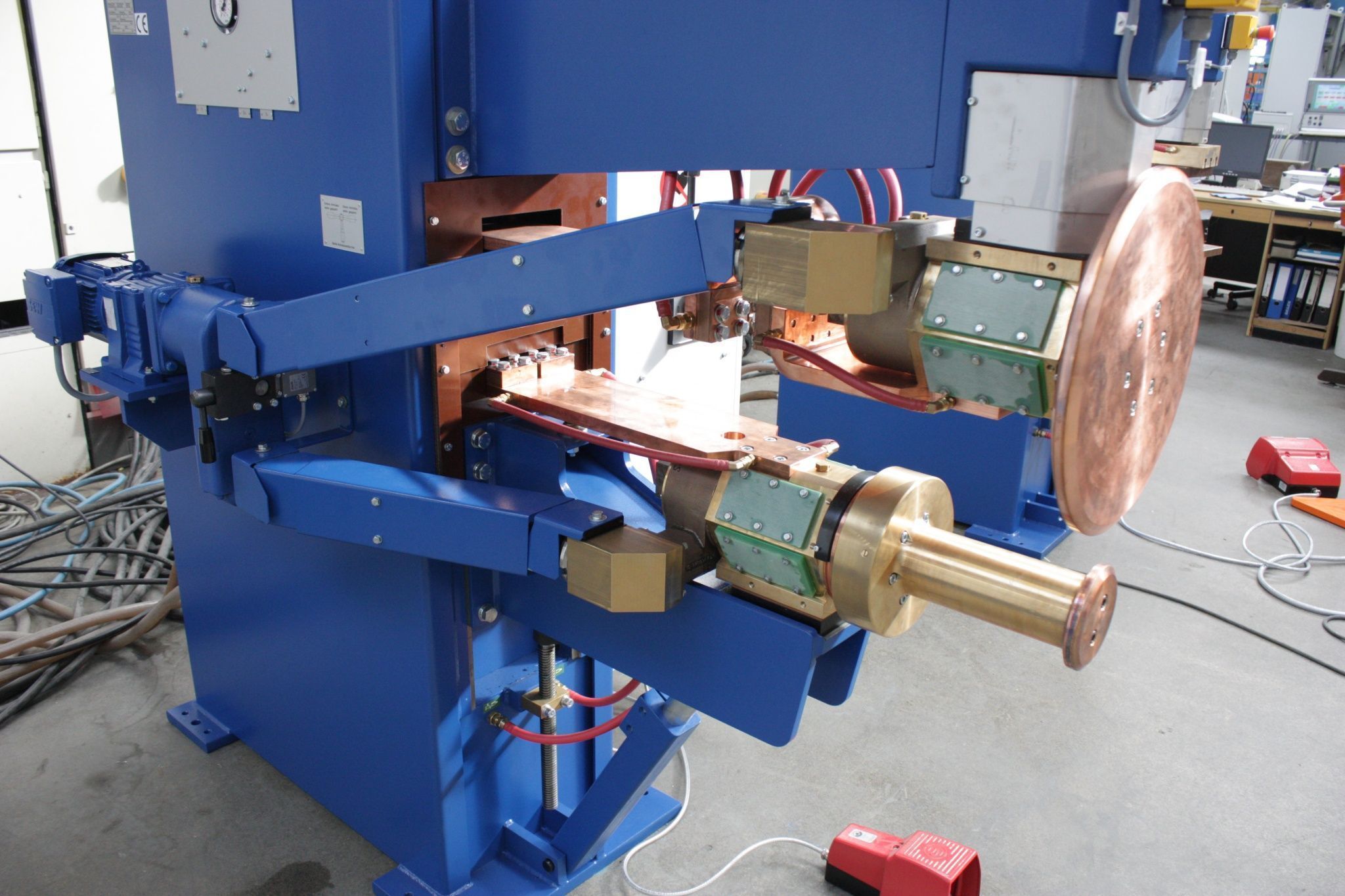 5 мс (2000 раз / сек) 5 мс (2000 раз / сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод / вывод, аналоговый выход | |
| Источник питания | DC24V ± 10% 2A | |
| Размер (мм) | 170x210x150 | |
| Масса | 3 кг | |
Монитор смещения
QC-200
| Характеристики | QC-200 | |
| Диапазон измерения | 0-7.5 мм Разрешение: 1 мкм м | |
| Точность | ± 1% (от полной шкалы) | |
| Время выборки | 0,5 мс (2000 раз / сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод / вывод, аналоговый выход | |
| Источник питания | DC24V ± 10% 2A | |
| Размер (мм) | 170x210x150 | |
| Масса | 3. 4 кг 4 кг | |
| Характеристики | TJS-1R | ТЖС-20Р | TJS-100R | |
| Диапазон измерения (Н) | 0-10 | 0–196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ± 3% (от полной шкалы) | |||
Контроль сварочного тока
Сварочный монитор QC-440
Форма волны сварки
Тороидальная катушка
Пример настройки
| Характеристики | Технические характеристики |
| Тип | QC-440 |
| Форма волны | Одиночный тип переменного тока, тип конденсатора, тип инвертора, тип транзистора |
| Текущий | 0. 50-45.0КА 50-45.0КА |
| Время | 0,5-99,5 цикла (шаг 0,5 цикла) 1-199 мс (режим конденсатора, шаг 1 мс) |
| Рабочий объем | Диапазон измерения -99,99-99,99 мм или -9,999-9,999 мм |
| Точность | Ток ± 2% (F.S) Время ± 0% |
| Пункты суждения | Сила тока: больше, меньше (3 цифры) Время: больше, меньше (Цикл: 2 цифры мс: 3 цифры) Смещение: сверху, снизу (4 цифры) * с функцией вывода сигнала GOOD или NG |
| Отображаемые элементы | Chanel, текущее значение (A / B), аналоговый вход |
| Количество условий мониторинга | 2 * 99 каналов |
| Емкость хранилища данных | 2000 Выстрелов |
| Счетчик | 0-99999 |
| Интерфейс | RS-485-жалоба |
| Принтер | Функция интервальной печати / Функция печати из памяти |
| Тороидальная катушка | Чувствительность: x1 (опция), x10 (опция) |
| Потребляемая мощность | 80 ВА |
| Источник питания | AC100-240V ± 10% 50/60 Гц |
| Размеры (мм) | 141x303x344 |
| Масса | 4. 5 кг 5 кг |
Компактный, легкий и удобный тип
- Компактный и легкий
- 3-х канальный блок питания
- Оборудован функцией удержания дисплея
- Функция простой настройки нуля
- Оснащен функцией оценки (высокие и низкие частоты)
FG-400 и серии TJ
| Характеристики | FG-400 |
| Дисплей | 4 цифры (0000-9999) N: ньютон |
| Обнуление | Автоматическое регулирование переключением |
| Функция удержания | Образец / пик |
| Интерфейс | RS-232C |
| Источник питания | (100–240 В перем. Тока) 1 Φ Используется от батареи типа AA, батареи Ni-H или специального адаптера переменного тока (100–240 В перем. Тока) Тока) |
| Размер (мм) | 77x140x27 |
| Масса | 300 г |
| Характеристики | ТДЖ-1А | TJ-20R или TJ-20A | TJ-100R или TJ-100A | TJ-500R или TJ-500A |
| Диапазон измерения (Н) | 0-10 | 0–196 | 0-980 | 0-4900 |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | 7350 |
| Точность | ± 2% (от полной шкалы) | |||
Форма наконечника датчика
| Датчик давления | ||||
| Характеристики | TJS-1R | ТЖС-20Р | TJS-100R | |
| Диапазон измерения (Н) | 0-10 | 0–196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ± 3% (от полной шкалы) | |||
Станок для ремонта PWB
Устройство уплотнения
Сварочный аппарат для герметизации банок
Точечная сварка — Tec-Option
Точечная сварка — это наиболее часто используемый вид контактной сварки. Этот метод включает пропускание электрического тока через электроды, прикрепленные к двум отдельным металлическим поверхностям, прижатым друг к другу. Это действие генерирует тепло, которое плавит и сплавляет детали, образуя «точечные сварные швы», в одном или нескольких локальных положениях.
Этот метод включает пропускание электрического тока через электроды, прикрепленные к двум отдельным металлическим поверхностям, прижатым друг к другу. Это действие генерирует тепло, которое плавит и сплавляет детали, образуя «точечные сварные швы», в одном или нескольких локальных положениях.
Ниже приводится обзор точечной сварки с описанием того, как работает этот процесс, его преимущества и его сравнение с альтернативными методами.
Как работает точечная сварка?
В процессе точечной сварки используется токопроводящий нагрев.Сопротивление, которое испытывает приложенный электрический ток, генерирует тепло, которое плавится и, в конечном итоге, сплавляет две или более отдельных металлических частей вместе.
В традиционных операциях точечной сварки используются электроды из медного сплава, которые удерживают детали на месте и облегчают прохождение тока в обрабатываемую деталь. Сварщики применяют короткие импульсы электрического тока, которые нагревают и сплавляют определенные участки детали. После плавления ток больше не требуется.Однако электроды продолжают оказывать давление на заготовку до тех пор, пока расплавленный металл не остынет и не затвердеет, образуя прочное сварное соединение. Размер и форма используемых электродов влияют на размер и форму получаемых сварных швов.
После плавления ток больше не требуется.Однако электроды продолжают оказывать давление на заготовку до тех пор, пока расплавленный металл не остынет и не затвердеет, образуя прочное сварное соединение. Размер и форма используемых электродов влияют на размер и форму получаемых сварных швов.
Преимущества точечной сварки
Точечная сварка дает профессионалам отрасли множество производственных преимуществ, например:
- Операции быстрее и проще. Точечная сварка не требует специальных навыков, а это качество снижает объем обучения, необходимого для существующих и потенциальных сотрудников.
- Снижение материальных затрат. Процесс точечной сварки не требует использования флюса или присадочного материала для образования соединения, что снижает общие материальные затраты на такие операции.
- Более безопасные условия труда. При точечной сварке не используется открытое пламя для создания стыков, что снижает вероятность ожогов или пожаров.
- Лучшее размещение автоматизации. Операции точечной сварки легко поддаются автоматизации, что приводит к более быстрым и экономичным производственным операциям.

Сравнение точечной сварки и других методов сварки
По сравнению с другими методами сварки, точечная сварка имеет множество преимуществ (как указано выше). Вот сравнение этого процесса с некоторыми доступными альтернативными методами сварки:
- По сравнению со сваркой MIG и TIG: Операции точечной сварки обычно намного быстрее, чем операции сварки MIG и TIG. Они также несут меньшие требования к навыкам и опыту, минимальные требования к материалам и меньший риск теплового искажения.Однако, хотя операции сварки MIG и TIG занимают больше времени — часто требуя дополнительной обработки для устранения термической деформации и других проблем с отделкой поверхности, — они обычно обеспечивают более прочные и долговечные сварные швы.
- По сравнению с проекционной сваркой: Точечная сварка обычно используется для более тонких деталей и деталей с углами. Напротив, выступающая сварка обычно используется для сварки более толстых материалов и деталей, предназначенных для тяжелых условий эксплуатации. Процесс сварки с выступом одновременно создает большее количество более прочных и более эстетичных сварных швов, чем процесс точечной сварки с меньшими требованиями к нагреву и давлению.Однако для достижения прочного соединения требуется использование выступов одинаковой высоты, и он не подходит для металлов, таких как медь и латунь.
 Напротив, выступающая сварка обычно используется для сварки более толстых материалов и деталей, предназначенных для тяжелых условий эксплуатации. Процесс сварки с выступом одновременно создает большее количество более прочных и более эстетичных сварных швов, чем процесс точечной сварки с меньшими требованиями к нагреву и давлению.Однако для достижения прочного соединения требуется использование выступов одинаковой высоты, и он не подходит для металлов, таких как медь и латунь.
Напротив, выступающая сварка обычно используется для сварки более толстых материалов и деталей, предназначенных для тяжелых условий эксплуатации. Процесс сварки с выступом одновременно создает большее количество более прочных и более эстетичных сварных швов, чем процесс точечной сварки с меньшими требованиями к нагреву и давлению.Однако для достижения прочного соединения требуется использование выступов одинаковой высоты, и он не подходит для металлов, таких как медь и латунь.Решения для качественного оборудования для точечной сварки от Tec-Option
Основанная в 1996 году, Tec-Option с тех пор зарекомендовала себя как ведущий поставщик качественных решений для сварки и сборки. Мы предлагаем широкий выбор автоматических сварочных систем, включая аппараты для точечной сварки, для удовлетворения широкого спектра сварочных нужд. Если вам нужна прочная, эффективная и экономичная сварочная система, наши специалисты могут помочь вам спроектировать, спроектировать и собрать ее в точном соответствии с вашими требованиями.
Свяжитесь с нами сегодня, чтобы получить дополнительную информацию о наших решениях для сварочного оборудования.
Топ-5 типов аппаратов для точечной сварки (со схемой)
Эта статья проливает свет на пять основных типов аппаратов для точечной сварки. Существуют следующие типы: 1. Станок «постаментного типа» 2. Контактная стыковая сварка или сварка с высадкой 3. Стыковая сварка оплавлением 4. Шовная сварка 5. Проекционная сварка.
Аппарат для точечной сварки: Тип
1.Станок «Тип пьедестала»:В этом типе есть неподвижная вертикальная опорная рама и встроенный трансформатор и шкаф управления. Нижний рычаг закреплен на раме и во время сварки неподвижен, принимает на себя вес заготовки. Верхний рычаг может быть шарнирным, чтобы двигаться вниз по дуге окружности, или он может двигаться вниз по прямой линии.
При точечной сварке давление между электродами сохраняется на короткое время. Затем электроды автоматически разъединяются. На этом операция точечной сварки заканчивается. Лист или пластину следует тщательно очистить наждачной бумагой или стальной проволочной щеткой или протравить серной кислотой. При точечной сварке температура может достигать 500 ° C.
На этом операция точечной сварки заканчивается. Лист или пластину следует тщательно очистить наждачной бумагой или стальной проволочной щеткой или протравить серной кислотой. При точечной сварке температура может достигать 500 ° C.
Прочность точечной сварки зависит от размера диаметра электрода или контактной поверхности, «рабочей» толщины, давления электрода, сварочного тока и времени протекания тока. При низком сварочном токе и коротком времени сварки пятно будет очень слабым.
Итак, следует учесть некоторые соображения — время сварки будет от 0.Продолжительность 25-1,5 секунды. Это зависит от толщины металла. Во-вторых, низкоуглеродистую сталь толщиной до 5 мм можно сваривать точечной сваркой как с коротким, так и с длительным временем сварки благодаря хорошей прочности шва. В-третьих, секции толщиной более 5 мм желательно соединять с длительным временем сварки.
Слегка взяв заготовку, через область металла, локализованную электродами, пропускают сильный ток низкого напряжения. Напряжение может составлять 2-4 вольта, а температура — от 3000 до 5000 ° C и более в зависимости от класса работы.
Напряжение может составлять 2-4 вольта, а температура — от 3000 до 5000 ° C и более в зависимости от класса работы.
Аппарат для точечной сварки: Тип №
2. Контактная стыковая сварка или сварка с осадкой :Аппарат для контактной стыковой сварки состоит, в основном, из станины, столешницы и направляющих; подвижная и неподвижная плита; струбцина или струбцины; механизм подачи и опрокидывания; трансформатор; переключающий переключатель и другие переключатели и т. д. Этот метод аналогичен точечной сварке. В этом процессе два конца подготавливаются лицом к лицу в челюстях машины, так что они стыкуются друг с другом с хорошим контактом.
Два электрода прижимают их вплотную друг к другу, и, таким образом, они механически соединяются после того, как в точке контакта образуется максимальное количество тепла. Два конца нагреваются до состояния пластичности.
При контактной стыковой сварке металлические поверхности достаточно плоские и параллельны в зажатом состоянии. Этот процесс применим для соединения круглых прутков и прутков диаметром до 25 мм. Зажимные матрицы из медного сплава, которые проводят ток к компонентам и удерживают их во время стыковки под высоким давлением, должны захватывать как можно большую площадь, чтобы уменьшить искажения.
Этот процесс применим для соединения круглых прутков и прутков диаметром до 25 мм. Зажимные матрицы из медного сплава, которые проводят ток к компонентам и удерживают их во время стыковки под высоким давлением, должны захватывать как можно большую площадь, чтобы уменьшить искажения.
Аппарат для точечной сварки: Тип #
3. Сварка оплавлением :При стыковой сварке оплавлением детали слегка сводятся вместе, протекает ток, а затем слегка разделяются, чтобы создать «мигание» в точке соединения. По мере того, как оплавление продолжается, металл в месте соединения достигает очень высокой температуры, пока не достигнет состояния плавления, а прилегающий металл не достигнет соответствующей температуры пластичности.
Стыковая сварка оплавлением может быть непрерывной или прерывистой.Чтобы добиться прерывистого мигания, соединяемые концы на короткое время сводят вместе, а затем разделяют на небольшое расстояние. При использовании непрерывного оплавления свариваемые детали медленно сводятся вместе. Сначала они касаются лишь нескольких выступов концов, где сила тока быстро нарастает.
Сначала они касаются лишь нескольких выступов концов, где сила тока быстро нарастает.
Контактная стыковая сварка оплавлением широко используется для сварки железнодорожных путей на непрерывные отрезки. Рельс зажимается двумя цилиндрами, действующими вертикально и горизонтально, которые выравнивают каждый рельс относительно общей базы; устройство предотвращения скручивания устраняет осевое скручивание.Таким образом, на этой машине можно сваривать длинные рельсы. Аппараты для стыковой сварки оплавлением должны быть прочными и прочными, так как при сварке тяжелых профилей оказывается значительное давление.
Аппарат для точечной сварки: Тип №
4. Сварка швов : Аппараты для шовной сварки такие же, как и для точечной сварки, и принцип этой сварки аналогичен. Машины для точечной и шовной сварки состоят из станины, трансформатора и прижимного механизма с переключателем с блокировкой.Кроме того, машина для шовной сварки имеет систему привода роликового электрода.
В этом процессе соединяемые детали зажимаются между двумя системами привода медных роликов или колесных электродов, которые давят на свариваемую «деталь». Один или оба приводятся в движение, и ток передается к колесам через подшипники вращения.
Более обычный привод вала позволяет легко устанавливать различные типы колес. За счет использования более сложных электромеханических подшипниковых узлов можно выполнять продольные и кольцевые сварные швы.Пистолеты для сварки швов чрезвычайно полезны для изготовления всех типов баков, выхлопных систем, бочек, капельниц на листах кузова автомобилей и т. Д.
У них есть электродвигатель, который автоматически перемещает пистолет по шву, так что ему требуется только направление — они работают так же, как пистолеты для точечной сварки. Для материалов толщиной менее 0,8 мм или при высоких скоростях сварки импульсный режим не требуется. При толщине более 3 x 0,8 мм рекомендуется пульсация из-за хорошего сварного шва.
Аппарат для точечной сварки: Тип
5.Проекционная сварка :Проекционные машины в основном представляют собой прессы, электроды сварочного аппарата с наконечниками заменены плоскими пластинами с Т-образными пазами для крепления специальных инструментов. Выпуклая сварка выполняется для различных компонентов, таких как стальные соединительные элементы радиатора, тормозные колодки, ручки и желоба баков из жести и т. Д.
Заготовки загружают в пресс для выпуклой сварки, в котором электродом является прочная плита.Когда включается ток, на каждом выступе создается сильно локализованное тепло, и металл у выступов быстро нагревается до пластической температуры.
Выпуклая сварка особенно применима при массовом производстве. Низкоуглеродистая низкоуглеродистая сталь, низкоуглеродистая сталь с медным покрытием, латунь, нержавеющая сталь, низкоуглеродистая сталь и оцинкованная стальная проволока — все это можно сваривать с помощью этого процесса. Обычно низкоуглеродистую сталь, нержавеющую сталь и низкоуглеродистую сталь с медным покрытием, которые используются для изготовления контейнеров для бутылок с молоком, клеток, плит, решеток холодильников и нескольких стыков, сваривают одновременно (рис. 24.9).
24.9).
Welding.Com »Введение в контактную сварку
Контактная сварка — один из старейших процессов электросварки, используемых сегодня в промышленности. Сварка производится комбинацией тепла, давления и времени. Как следует из названия, сварка сопротивлением, именно сопротивление материала сварке и протеканию тока вызывает локальный нагрев детали.
Давление, оказываемое клещами и наконечниками электродов, через которые протекает ток, удерживает свариваемые детали в плотном контакте до, во время и после временного цикла сварочного тока.Необходимое время протекания тока в соединении определяется толщиной и типом материала, продолжительностью протекания тока и поперечным сечением контактных поверхностей сварочного наконечника.
Основы контактной сварки
Контактная точечная сварка выполняется, когда ток протекает через наконечники электродов и отдельные соединяемые куски металла. Сопротивление основного металла прохождению электрического тока вызывает локальный нагрев в стыке и сварке.
Слиток контактной точечной сварки формируется внутри по отношению к поверхности основного металла. На приведенном ниже рисунке показан стержень контактной точечной сварки по сравнению с точечной сваркой газовым вольфрамом.
Пятно газовой вольфрамовой дуги выполнено только с одной стороны. Точечная сварка сопротивлением обычно выполняется с электродами на каждой стороне заготовки. Точечная сварка сопротивлением может выполняться с заготовкой в любом положении.
Слиток резистивной точечной сварки образуется, когда поверхность раздела сварного шва нагревается из-за сопротивления поверхностей соединения протеканию электрического тока.Во всех случаях, конечно, ток ДОЛЖЕН течь, иначе сварка не может быть выполнена. Давление наконечников электродов на заготовку удерживает деталь в плотном и тесном контакте во время сварки. Однако помните, что аппараты для контактной точечной сварки НЕ предназначены для использования в качестве силовых зажимов для стягивания деталей для сварки.
1 — Производство тепла
Можно внести изменения в закон Ома, если ватт и тепло считаются синонимами. Когда ток проходит через проводник, электрическое сопротивление проводника потоку тока вызывает выделение тепла.Базовая формула производства тепла может быть указана:
H = I R, где:
H = НАГРЕВ, I2 = КВАДРАТНЫЙ ТОК СВАРКИ и R = СОПРОТИВЛЕНИЕ
Вторичная часть цепи точечной сварки сопротивлением, включая свариваемые детали, на самом деле представляет собой серию сопротивлений. Суммарное аддитивное значение этого электрического сопротивления влияет на выходной ток аппарата для точечной сварки сопротивлением и тепловыделение цепи.
Ключевой факт в том, что, хотя значение тока одинаково во всех частях электрической цепи, значения сопротивления могут значительно различаться в разных точках цепи.
Аппараты для контактной точечной сварки, производимые Miller Electric Mfg. Co., сконструированы таким образом, что минимальное сопротивление будет проявляться в трансформаторе, гибких кабелях, клещах и наконечниках электродов. Аппараты для контактной точечной сварки Miller предназначены для наиболее эффективного подвода сварочного тока к сварной детали. Наибольшее относительное сопротивление требуется в месте сварки. Термин «относительный» означает по отношению к остальной части фактического сварочного контура.
Аппараты для контактной точечной сварки Miller предназначены для наиболее эффективного подвода сварочного тока к сварной детали. Наибольшее относительное сопротивление требуется в месте сварки. Термин «относительный» означает по отношению к остальной части фактического сварочного контура.
В рабочей области есть шесть основных точек сопротивления.Их:
- Точка контакта электрода и верхней детали.
- Заготовка верхняя.
- Интерфейс верхней и нижней заготовок.
- Нижний workpiec.e
- Контакт между нижней заготовкой и электродом.
- Сопротивление наконечников электродов.
2 — время
Контактная точечная сварка зависит от сопротивления основного металла и силы тока, протекающего для получения тепла, необходимого для выполнения точечной сварки.Еще один важный факт — время. В большинстве случаев для точечной сварки уходит несколько тысяч ампер. Такие значения силы тока, протекающие через относительно высокое сопротивление, за короткое время вызовут много тепла. Для выполнения точечной сварки сопротивлением необходимо тщательно контролировать время протекания тока.
Для выполнения точечной сварки сопротивлением необходимо тщательно контролировать время протекания тока.
3 — Давление
Следует тщательно учитывать влияние давления на точечную сварку сопротивлением. Основная цель давления — удерживать свариваемые детали в тесном контакте на стыке стыков.Это действие обеспечивает постоянное электрическое сопротивление и проводимость в точке сварного шва. ЗАПРЕЩАЕТСЯ использовать наконечники клещей и электродов для стягивания заготовки. Аппарат для контактной точечной сварки не предназначен для использования с электрическими зажимами типа «С». Свариваемые детали должны быть плотно прилегающими ДО приложения давления.
4 — Наконечники электродов
Медь — это основной материал, обычно используемый для наконечников и клещей для контактной точечной сварки. Назначение наконечников электродов — проводить сварочный ток к заготовке, быть фокусом давления, приложенного к сварному соединению, отводить тепло от рабочей поверхности и поддерживать их целостность формы и характеристик тепловых и электрических характеристик. проводимость в рабочих условиях.
проводимость в рабочих условиях.
Информация предоставлена Miller Electric
Выбор сварочного оборудования — Spot Weld, Inc.
Первое, что нужно знать каждому, — это стиль сварщика, который вам нужен. Это сварка листового металла, шовная сварка, стыковая сварка, сварка «Т» и другие. Однако наиболее распространенными применениями являются простая сварка листов или сварка проволокой / поперечной проволокой. Приведенное ниже руководство относится исключительно к сварке листа с листом. Если вам потребуется помощь с другими видами сварки, свяжитесь с нами для получения дополнительной помощи.
Сварку листового металла лучше всего начинать со свариваемого материала. Чем толще или больше материал, тем выше требования к сварочному оборудованию. Подбирайте оборудование для наихудшего сценария (максимальная толщина материала).
- Тип материала (низкоуглеродистая сталь, нержавеющая сталь, алюминий, титан, HSLA, тантал и т. Д.)
- Толщина материала (в миллиметрах, дюймах или калибровке)
- Форма материала (плоский лист, 3D-штамповка, пруток, круглая или профильная проволока)
- Покрытия материалов (оцинкованные, гальванизированные, алюминированные, луженые, прочие)
- Крепежные детали: размер застежек (обычно диаметр или размер резьбы)
После того, как вы определили толщину материала, вы можете использовать это очень общее руководство , чтобы помочь в выборе типа оборудования, который вам понадобится.
Мягкая сталь, нержавеющая сталь, титан
0,0005 — 0,005: микросварка, ножное управление, требуется визуальное увеличение, HFDC, линейный постоянный ток, емкостный разряд, Micro-Tig
0,004 — 0,010 фольга: емкостный разряд, HFDC
0,005 — 0,030 нержавеющая: Коромысло Tecna, настольный сварочный аппарат, коромысло
0,005 — 0,060 низкоуглеродистая сталь: Tecna Rocker, настольный, точка пресса, коромысло
0,040 — 0,125: низкоуглеродистая сталь и нержавеющая сталь: RockerRite, Press Spot, Press Projection
0,090 — 0,250 низкоуглеродистая сталь: пресс Проекция
лучше также учитывать скорость, с которой вы собираетесь сваривать.Обычно мы рассчитываем наше оборудование на 50% рабочего цикла. Есть исключения, связанные с оборудованием емкостного разряда и некоторыми другими приложениями для мини- и микросварки. Оборудование, необходимое для сваривания 200 000 единиц сварочного материала, скорее всего, будет отличаться от оборудования, предназначенного для сварки 5000 сварных швов в год, в зависимости от того, как быстро вы хотите его сварить.