На сегодняшний день довольно много компаний, которые специализируются на изготовлении балок и сварной конструкции. Балки являются основным элементом сварных каркасов и основой сооружений из металлоконструкций. Изготовление балок – ответственный род деятельности, поскольку сварная балка выполняет несущую функцию, что подразумевает большую нагрузку на металл и сварные швы. Именно от качества изготовления балок и сварной конструкции зависит долговечность и безопасность будущего здания из сварной балки.
Производство сварной балки
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
- Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.
Завод по изготовлению балок
Наш завод по изготовлению балок уже много лет изготавливает сварные конструкции для каркасов зданий. В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе
Рекомендуемые схемы сварки двутавровых балок.
Сварку балки с разделкой кромок на вертикальных стенках с двумя поясами производить согласно (рис.1), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1, 2-2″, 3-3″, и т.д. Выполнить 1-й проход сварного щва №1 обратно-ступенчзтым способом от середины к краям с разбивкой на n равных частей. После заварки 1-го прохода св.шва №1 сборочная единица кантуется на 180° и выполняется сварка 1-го прохода сварного шва №2. Сварка последующих проходов сварных швов №1 и №2 выполняется в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рис.2).
Рис.1 Cварка первого шва
Рис.1 Сварка заполняющих швов автоматом
Рис.2 Сварка балки с t>8 мм.
Рис.2 Сварка балки с t
При сварке балок из частей взаимное расположение швов должно быть как показано на (рис.3).
Рис.3 Взаимное расположение швов.
Примеры расположения сварных швов металлоконструкций типа болок и стоек, а так же их исполнение показано на схеме рис.4.
Рис.4 Расположения сварных швов металлоконструкций
Основные технологические приемы сборки и сварки конструкций коробчатого сечения можно показать на примере изготовления сварной двутавровой балки с ребрами жесткости. Отдельные листы соединяют в длинные полосы, которые являются полками и стенками двутавровой балки. На сборочно-сварочном стенде согласно чертежу устанавливают обе полки, стенку и ребра жесткости. Элементы двутавровой балки фиксируют относительно друг друга с помощью прихваток. Длина прихваток 30-40 мм, расстояние между ними 350-400 мм.
На рис. 5 цифрами I-VIII обозначена последовательность сварки контуров. Порядок наложения швов внутри одного контура обозначен цифрами 1-8. Выбранная технология сварки контуров — в шахматном порядке.
Швы 1, 4, 5 и 7 рекомендуется накладывать обратноступенчатым способом. Такой способ уравновешивания деформаций, заключающийся в чередовании наложения швов по контурам, обеспечивает наименьшего коробления конструкции.
Рис.5 Расположения сварных швов двутавровой балки с ребрами жесткости
Собрав на плите ферму прихватить каждую перемычку не менее, чем в 2-х местах. Длина прихваток 10±2 мм, высота 5+1мм. Прихватки зачистить, кратера с трещинами подрезать. Обеспечить плавный переход прихваток к основному металлу. При сборке следить за плоскостностью фермы и по окончании проверить на соответствие требованиям чертежа. Собранную ферму закрепить в приспособлении для кантовки и устано
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ КОНСТРУКЦИЙ
Балки коробчатого сечения (рис. 36, а) сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Рис. 36. Изготовление балок коробчатого сечения: а — сечение балок; б — установка боковых стенок; в — сварка внутренних швов |

Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 36, б) и прихватывают боковые стенки. Затем собранный П — образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 36, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
наклонным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рис. 36, в), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении.
Особенности производства балок коробчатого сечения рассмотрим на примере поточной линии (рис. 37). Все заготовительные операции выполняются вне линии, и на склад 11 поступают полностью обработанные заготовки. Портальный кран 10 с электромагнитными захватами подает поочередно на рольганг 9 заготовки полок и стенок. В сварочном стенде 8 собирают поперечные стыки элементов балки и сваривают под флюсом за один проход с обратным формированием шва на медной охлаждаемой подкладке. По мере сварки поперечных стыков элемент балки продвигается по рольгангу на участок рентгеновского контроля 7. Обычно рентгенографическому контролю подвергают все поперечные швы нижнего пояса, испытывающего напряжения растяжения, а швы остальных элементов контролируют выборочно. Готовые элементы мостовым краном с помощью жесткой траверсы снимают со стенда и в вертикальном положении устанавливают в накопители 6. Таким же образом эти элементы подают из накопителей к сборочным стендам. Стенды 1, 2, 3 и 5 представляют собой
систему козелков, размещенных параллельно друг другу на расстоянии 1,5…2
72
м. На стенде 5 собирают и сваривают верхний пояс с диафрагмами — «гребенку». Ее переносят мостовым краном на стенд 3, зачаливая ее эксцентриковыми захватами за диафрагмы в нескольких местах с помощью жесткой траверсы. Центральные козелки стенда 3 имеют регулировку по высоте. Это позволяет задавать верхнему поясу прогиб, равный строительному подъему, если он необходим для компенсации прогиба балки при работе конструкции под нагрузкой. При сборке этот предварительный прогиб пояса закрепляется постановкой боковых стенок, что необходимо иметь в виду при проектировании их раскроя. Сборку боковых стенок с «гребенкой» выполняют с помощью портальной самоходной установки 4, Для сварки диафрагм со стенками используют портальную установку 12, несущую четыре головки для одновременного выполнения четырех вертикальных угловых швов в среде СО 2.
|

Сборка балки завершается на стенде 2, куда без кантовки передается мостовым краном собранная на стенде 3 балка открытого сечения. Перед постановкой нижнего пояса выправляют искривления верхних кромок боковых стенок, полученные в результате приварки диафрагм. Для этого расположенные на тележках 14 гидродомкраты подводят к концам балки и, нажимая на верхний пояс, прогибают балку до полной выборки ее строительного подъема. Кромки вертикальных стенок оказываются растянутыми в упругой области, и искривления устраняются. Затем мостовым краном укладывают нижний пояс. С помощью самоходного портала 13, имеющего вертикальные пневмоцилиндры, пояс прижимают к балке и закрепляют его прихватками. После освобождения балки от закрепления строительный подъем восстанавливается. Далее балку передают на стенд / для сварки поясных швов наклоненным электродом. Вдоль стенда 1 по рельсовым направляющим перемещаются два сварочных автомата 15, выполняющих; под флюсом одновременно два поясных шва. Автоматы снабжены выносными сварочными головками, закрепленными шарнирно. В процессе сварки пружины постоянно поджимают головку к балке, а копирующий ролик направляет электрод для укладки поясного шва. После, кантовки балки таким же образом выполняют вторую пару швов.
Сварные элементы коробчатого сечения нашли применение в качестве стержней ферм железнодорожных мостов (рис. 38, а). В отличие от балок у них нет диафрагм, что затрудняет их сборку. Поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру (рис. 38, б). Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости, угловых швов наклоненными электродами. Для этого используют, двухдуговые тракторы типа ТС-2ДУ.
Рис. 38. Кондуктор для сборки стержней коробчатого сечения: а — сечение стержня; б — схема кондуктора |

С помощью стекла и алюминия можно создавать не только эффектные экстерьеры зданий, но и формировать элегантные пространственные решения внутри помещений. Предложения компании Фирма «ГлассГрупп» предлагает реализовать под ключ различные архитектурные …
В рамах тележек железнодорожного подвижного состава нередко наиболее сложные элементы выполняют в виде стальной отливки с относительно тонкими стенками. Примером этому может служить рама тележки электровоза ВЛ-80 (рис. 51), состоящая …
В тяжелом машиностроении рамы клетей мощных прокатных станов собирают и сваривают из балочных заготовок в виде массивных стальных отливок. На рис. 51 показана рама вертикальной клети прокатного стана, составленная из …
- Главная
- О сайте
- Политика защиты авторских прав
- Контакты
Advertisements
Волгоградский Государственный Технический Университет
Кафедра Технология машиностроения
Курсовой проект по дисциплине » Технология машиностроения»
На тему » Разработка технологического процесса сборки и сварки редукторной балки»
Волжский 2014
Данная курсовая работа содержит ПЗ на 31 страниц и 3 чертежа формата А1.
1. Введение 2
2.Описание и назначение конструкции, изучение чертежа и технических условий на изготовление узла или изделия 3
2.1 Характеристика материала детали 5
2.2 Оценка технологичности детали 8
2.3 Технические требования к материалу 9
3.Разработка технологического процесса сборки и сварки узла или изделия 12
3.1 Сборка заготовок для сварки 12
3.2 Выбор режимов сварки 13
3.2.1 Защитная среда 13
3.2.2 Сварочная проволока 14
3.3 Сварка заготовок 15
4. Выбор и схемы базирования 18
5. Разработка принципиальной системы базирования 19
6. Техническое задание на проектировку приспособления 20
7.Выбор установочных (базовых) деталей. 21
8. Выбор зажимных устройств и механизмов приспособления. 22
9.Определение расчётных усилий закрепления деталей в сборочно-сварочном приспособлении. 23
10. Разработка технического проекта сборочно-сварочного приспособления 24
11. Охрана труда 26
11.1 Инструкция по охране труда для рабочего, обслуживающего сварочный участок 26
11.2 Пожарная безопасность 28
12. Вывод 30
Список литературы 31
Состав: Деталь, Установка для сварки, Установка для сборки, Установочные приспособления, Спецификация, ПЗ 
Софт: КОМПАС-3D 13Sp2
Вятский Государственный Университет
Кафедра «Технология сварки и механика материалов»
Дипломный проект по дисциплине «Проектирование сборочно-сварочной оснастки»
На тему «Разработка сборочно-сварочного приспособления для уменьшения сварочных деформаций и исключения из техпроцесса операции «Правка»»
Киров 2011
Технологический процесс сборки и сварки центральной части ходовой рамы железнодорожного крана КЖ-1572: ТПЖА.150202.049 ПЗ: Дипл. проект / ВятГУ, каф. ТСиММ; рук. Лялин А,Ю,. — Киров, 2011.- Гр.ч. 11 л. ф.А1; ПЗ 141 с., 83 рис.,42 табл., 22 источников, 3 прил.; технол. докум. 34 л., специф.2 л..
Проведен расчет сварочных деформаций и метод их устранения.
Разработан единичный технологический процесс изготовления изделия «Центральная часть ходовой рамы железнодорожного крана КЖ-1572».
В конструкторской части разработано приспособление для сборки и сварки верхнего листа, использованы механические прижимы и упоры.
Технические характеристики:
Габаритные размеры: длинна 6000 мм, ширина 5000 мм, высота 320 мм.
Масса: 46 598 кг.
Содержание
Введение…………………………………………………….…………….…..…..5
1 Анализ объекта производства ……………………………….………….……7
1.1 Общие сведения……………………………………..………….……7
1.2 Служебное назначение и описание изделия …………..……….…21
1.3 Технические требования и характеристики…………….….…..…23
1.4 Анализ технологичности конструкции ……………………………25
1.5 Современные материалы ……………………….………..…………27
2 Задачи проекта ………………………………………….……….…………….29
3 Расчет сварных соединений и сварочных деформаций.……….…………..30
3.1 Расчет сварных соединений ……………………………….…….…30
3.2 Расчет сварочных деформаций при сварке изделия « Верхний лист» из двух заготовок, в стык……………………………………………….…..….32
4 Разработка технологии сборки и сварки изделия ………………..……..…39
4.1 Разработка схемы технологического процесса изготовления изделия.………………………………………………………………………..39
4.2 Выбор способа получения заготовок ……………………..…..…41
4.3 Оценка свариваемости основных материалов конструкции ………………………………………………………….……………………….47
4.4 Выбор и обоснование способов сборки и сварки изделия………..51
4.5 Выбор сварочных материалов ……………………………….…….57
4.6 Расчет параметров режимов сварки ………………………..…..…63
4.7 Выбор сварочного оборудования ………………………..………..69
4.8 Оценка механических свойств сварных соединений …….….……84
4.9 Техника и технология сборки и сварки изделия ………………….86
4.10 Техническое нормирование ……………………………..……….89
5 Экономическое обоснование выбора способа сварки ……………………..105
6 Разработка сборочно-сварочной оснастки …….…………………….……..114
7 Контроль качества сварных соединений ……………….………………..…1177.1 Виды дефектов сварных швов ……………………………………..117
7.2 Выбор методов контроля качества ………………………………119
8 Разработка плана сборочно-сварочного цеха ……………………..…..….1229 Мероприятия по технике безопасности при проведении электросварочных работ…………………………………………………………………………….127
9.1 Идентификация травмоопасных, вредных и пожароопасных факторов на участке сборки сварки крупногабаритных изделий при сварке в среде защитных газов ……………………………..……………..……………..…127
9.2 Средства защиты от травмоопасных и вредных производственных факторов.……… ………………………………………………….…….…..139
9.3 Схема системы местной вытяжной вентиляции.………….………142 Заключение……………………………………………………………………….141
Приложение А Библиографический список:……………….…………………142
Состав: Центральная часть ходовой рамы железнодорожного крана КЖ-1572 СБ, Сборочно-сварочное приспособление СБ, Деталировка (Ребро 1,Ребро 2, Верхний лист, Балка хребтовая, балка боковая, ) Спецификация изделия, спецификация приспособления, ПЗ в pdf.
Софт: Компас-3D 12 SP1
Сборка двутавровых балок
Категория:
Сборка металлоконструкций
Сборка двутавровых балок
Сварные двутавровые балки (стержни) входят в состав многих элементов стальных конструкций различного назначения. Поэтому на подавляющем большинстве заводов организованы специализированные участки цеха по сборке и сварке двутавровых стержней.
Применяют четыре основных способа сборки сварных двутавровых балок: по разметке, в кондукторе с винтовым или пневматическим прижимным устройством, с помощью сборочной установки и на поточных линиях.
Способ сборки двутавровых элементов по разметке применяют в случае, когда собирают балки из небольшого количества одинаковых элементов.
Сварной стержень собирают по разметке следующими двумя способами: на плите с помощью клиньев и на направляющих с помощью скоб.
Перед сборкой проверяют геометрические размеры горизонтального и вертикальных листов и их прямолинейность. На сборку нередко поступают детали с ребровой кривизной (саблевидно-стыо). Если эта кривизна не превышает 1/1000 длины и не более 5 мм, то такие листы пригодны для изготовления стержня. При большей кривизне листы подлежат правке.
На горизонтальных листах с помощью шнура намечают ось балки, затем прихватывают упоры или короткие уголки малого сечения (смещенные относительно размеченной оси на половину толщины стенки). Выложив на направляющие балки вертикальный лист, устанавливают горизонтальные листы с прихваченными упорами и поджимают их к вертикальной стенке с помощью клиньев или скоб. При сборке стержня следят, чтобы отверстия в элементах стержня совпадали, или, где нет отверстий, выравнивают один торец. При этом также строго выдерживают угол 90° между этими листами с помощью распорок. Приваривают распорки с одной стороны.
Рис. 1. Сборка двутавровых элементов по разметке: а – с помощью клиньев, б – с помощью скоб;
Рис. 2. Сборка двутавровой балки на плите:
Рис. 3. Установка распорок для фиксации положения поясов: 1 — распорка, 2 — пояс
Горизонтальные-листы приваривают к вертикальной стенке ручной дуговой сваркой швами 5…6 мм участками по 60 мм через каждые 500 мм.
Со сборочных стеллажей балки снимают и транспортируют цепями или канатами с крюками соответствующей грузоподъемности.
Способ сборки двутавровых балок в кондукторах с винтовыми или пневматическими прижимными устройствами целесообразно применять при больших партиях одинаковых элементов, так как настройка кондуктора требует значительных затрат времени.
Винтовой кондуктор для сборки сварных двутавровых балок имеет раму, сваренную из швеллеров и балок, устанавливаемых на полу цеха. В конструкцию рамы входят поперечные двутавровые прокатные балки, верхние полки которых находятся в одной горизонтальной плоскости. На этих балках смонтированы два ряда упоров: один ряд упоров расположен у края балок и закреплен неподвижно, упоры второго ряда имеют прижимные винты и могут перемещаться по раме в поперечном направлении. Упоры представляют собой сварные стойки, рабочие кромки которых простроганы под прямым углом к плоскостям опорных плит. Между упорами вертикально установлены полками внутрь два швеллера-опоры, служащие для укладки вертикальной стенки собираемого элемента, соединенных между собой диаф-рагмами-опорами. Перемещением швеллера поперек рамы можно изменять расстояние между швеллерами в зависимости от размера собираемого элемента.
Вдоль кондуктора в нижней его части находятся вертикальные винты, предназначенные для поддерживания полок. Винты, размещенные вблизи неподвижных упоров, прикреплены к поперечной балке неразъемно. Винты перемещаются поперек кондуктора по уголку. Их устанавливают вблизи подвижных упоров. Неподвижные и подвижные упоры служат для плотного стягивания элемента и для обеспечения прямого угла между стенкой и полками. В модернизированных кондукторах прижимные устройства заменены пневматическими.
Рис. 4. Приспособление для транспортирования собранных балок:
До начала сборки рабочие настраивают кондуктор в соответствии с конструкцией балки, которую предстоит собирать. Настройка состоит в следующем. Подвижные упоры, освобожденные от болтов, закрепляющих их на раме кондуктора, перемещают поперек кондуктора в положение, при котором расстояние от вертикальной кромки неподвижного упора до опорной поверхности прижимных винтов было бы на 50…75 мм больше высоты стержня, и в этом положении упоры закрепляют болтами. Затем повертыванием маховичков устанавливают вертикальные винты так, чтобы расстояние верхней плоскости от полок швеллеров до опорной поверхности винтов равнялось половине ширины полки собираемого элемента, уменьшенной на половину толщины вертикальной стенки.
Рис. 5. Винтовой кондуктор для сборки сварных двутавровых балок: 1 — рама, 2 — поперечная балка рамы, 3, 14— винты, 4, И — неподвижный и подвижный упоры, 5, 10 — полки собираемого двутавра, 6 — стенка собираемого двутавра, 7, 8, 9 — элементы опоры под стенку собираемого двутавра, 12 — винт подвижного упора, 13 — направляющий уголок подвижного упора
Приступая непосредственно к сборке, сначала укладывают в кондуктор стенку элемента, а затем в зазоры между продольными кромками стенки и стойками кондуктора заводят полки. Винтами листы слегка прижимают к неподвижным упорам. Прежде чем окончательно стянуть сечение, совмещают торцы листов с одного конца элемента, после чего собранные листы элемента плотно сжимают винтами кондуктора. Сборщики проверяют, всей ли поверхностью прилегает вертикальная стенка элемента к полкам швеллеров и выдержан ли прямой угол между стенкой и полками. Если на горизонтальном листе есть выпуклости, то в этих местах лист прижимают к швеллерам клином.
Рис. 6. Сборка балок двутаврового сечения: а — подтяжка выпуклой части стенки балки к кондуктору; 6 фиксация торцов собираемого двутавра; 1 — швеллер сборочно го кондуктора, 2 — проектное положение стенки, 3—-клип. 4 временный уголок, 5 — стенка с выпуклостью, 6 — временные планки
Клин забивают в зазор между стенкой и приваренным к полке элемента временным уголком. Для этого может быть также использован стяжной хомут. Чтобы в процессе наложения первых односторонних сварных швов и при последующем транспортировании элемента не изменялось взаимное расположение листов, у концов элемента сборщики ставят временные планки. После того как вдоль обеих кромок стенки поставили прихватки, винты кондуктора отвинчивают, подцепляют захватами элемент и переносят его на участок сварки.
При сборке двутавровых балок в кондукторе доступ для постановки прихваток есть только с одной стороны стенки, поэтому необходимо следить, чтобы прихватки были достаточно прочными При сварке автоматом в первую очередь заваривают швы на стороне, не имеющей прихваток.
Сборка двутавровых элементов с помощью сборочной установки с передвижным порталом наиболее распространена на большинстве заводов благодаря большой производительности при хорошем качестве сборки.
Сборочная установка состоит из кондуктора и портала. Кондуктор предназначен для укладки стенки и полок собираемой балки в проектное положение, портал обеспечивает плотное прижатие полок и стенки друг к другу.
Рис. 7. Сборочная установка с передвижным порталом: 1 — рама, 2, 4 — продольные балки, 3 — регулировочные винты, 5 — стойка-фиксатор. 6, 7— передвижные пневматические прижимы, 8, 9 — неподвижные пневматические прижимы, 10 — портал
Кондуктор состоит из рамы, вдоль которой установлены две продольные двутавровые балки со стойками-фиксаторами и вертикальными регулировочными винтами. Балка жестко прикреплена к раме. На рельсах, уложенных по продольным балкам рамы, установлен портал, оборудованный передвижными пневматическими и неподвижными прижимами. Портал имеет электропривод.
Перед началом сборки установку настраивают: регулируют винты, устанавливают подвижную балку и стойки-фиксаторы по размерам собираемой балки.
Сборку начинают с укладки листов стенки балки в горизонтальное положение, а полок — в вертикальное. После раскладки листов выравнивают один из торцов балки. После этого портал устанавливают на конце собираемой балки, включают вертикальные прижимы и прижимают к балкам стенку собираемой балки. Затем включают горизонтальные прижимы, которые прижимают полки балок к стенке. После этого рабочий прихватывает сварными швами балку в местах сжатия ее прижимами. Закончив прихватку, выключают воздух, отводят прижимы от изделия, включают ход портала и, переместив его на 500…600 мм вдоль собираемой балки, вновь включают подачу воздуха в прижиме и повторяют операцию сборки, как описано выше. В результате последовательного повторения этих операций примерно через каждый метр по всей длине установки происходит сборка балок.
Реклама:
Читать далее:
Сборка колонн промышленного здания
Статьи по теме:
Карагандинский государственный технический университет
Кафедра технология машиностроение
Курсовой проект по дисциплине «Проектирование сварных конструкций»
На тему: «Проект сварной конструкции моста мостового крана пролетом 22,5 м»
Караганда 2019
В данном проекте рассматривается сварной конструкции моста мостового крана. В ходе работы над проектом были произведены следующие расчёты:
— назначение и описание моста мостового крана ;
— обоснование и выбор материала для его изготовления;
— определение расчетных нагрузок;
— расчет и проектирование сварных элементов моста в целом, проверка их прочности и жесткости;
— расчет и проектирование сварных узлов моста мостового крана.
Курсовой проект содержит 1 листа формата А1 и 4 листа А3 графической части, 37 страниц пояснительной записки
Содержание
Введение
1 Назначение и описание конструкции
2 Обоснование и выбор материала
3 Проверка стали на свариваемость и разрезаемость
4 Определение основных размеров в сварной конструкции
4.1 Определение веса элементов конструкции
5 Определение расчетных нагрузок и усилий для главной и концевой балки
6 Расчет главной балки
6.1 Подбор сечения главной балки в середине пролета
6.2 Подбор опорного сечения главной балки
6.3 Проверка прочности главной балки
6.4 Проверка жесткости балки
6.5 Размещение диафрагм жесткости и проверка местной устойчивости стенки главной балки
7 Расчет концевой балки
8 Расчет сварных узлов металлоконструкции мостового крана
9 Заключение
10 Список использованной литературы
Состав: Мост мостового крана (ВО), Сборочные чертежи узлов металлоконструкций мостового крана (Главная балка, Концевая балка, Узел сопряжения пешеходного трапа с главной балкой и ограждением, Крышка люка)
Софт: КОМПАС-3D 16
Сварочные символы — Введение в чтение чертежей
Предупреждение о безопасности: ЭДС радиационной опасности при сварке> Символы сварки — основы <
РОЗЕМАРЫ РЕГЕЛЛОПримечание. Если вы ищете диаграмму, представленную в Google Images, прокрутите вниз под рекламой школы сварки с правой стороны.
Как и другие аспекты черчения, существует набор символов для сварки, которые упрощают связь между проектировщиком и конструктором (т.е.е. сварщик). Поначалу этот язык может показаться немного странным, поэтому лучше всего изучать его по одному символу за раз. Например, проверьте горизонтальные цифры палки ниже:
 —
—  —
— 
Эти цифры представляют базовую структуру каждой спецификации проекта для сварного шва, который должен быть выполнен. Сварочный символ имеет стрелку , которая указывает на место на чертеже, где требуется сварка.Стрела прикреплена к линии выноски , которая пересекается с горизонтальной опорной линией . Наконец, есть хвост на противоположном конце контрольной линии, которая развивается в двух направлениях. Хвост не является обязательным и требуется только для специальных инструкций.
Получите готовую к печати версию журнала в 5-страничном формате и копию по электронной почте на ваш почтовый ящик. Ваша безопасная покупка помогает поддерживать этот сайт на коммерческом веб-сервере.Платежи через TheCityEdition.com редактор. (Примечание. Вам не требуется учетная запись Paypal.)
— — — — — — — — — — — — — — — — — — — — — — — — —
Свисая с середины контрольной линии, вы увидите геометрическую форму или две параллельные линии, определяющие, какой тип сварки должен выполняться на металле. Это называется символом сварки (не путать с общим символом сварки). Три символа сварного шва, которые вы видите на рисунках выше, представляют квадратный, наклонный и V-образный шов соответственно.
Символ сварного шва также может располагаться над контрольной линией, а не под ней. Это размещение важно. Когда символ сварного шва висит ниже контрольной линии, это указывает на то, что сварка должна выполняться со стороны стрелки. Например, на следующем чертеже угловая сварка указана на стороне стрелки. Вы можете увидеть фактический шов во втором изображении.
![]()
Теперь, если символ сварного шва появляется сверху контрольной линии, то сварной шов должен быть выполнен на противоположной стороне соединения, где указана стрелка.Вот как это будет выглядеть:
![]()
Если символ сварного шва появляется с обеих сторон базовой линии, как показано ниже, это указывает на то, что сварной шов должен выполняться с обеих сторон стыка.

Для обозначения всех типов сварных швов, используемых в торговле, а также любых соединений, которые должны быть обрезаны или скошены во время сборки, были разработаны многочисленные символы сварных швов. Вот самые распространенные для изучения:

Если вы не знакомы ни со сварными швами, ни с соединениями, обязательно ознакомьтесь с этими темами в зеленом меню, расположенном в верхней правой части этой страницы. Даже если вы знакомы, все равно требуется время, чтобы запомнить все эти символы и тип сварных швов, которые они представляют. Поэтому рекомендуется распечатать или сделать ксерокопию диаграммы, которая содержит как символы, так и чертежи готовых сварных швов. Нажмите здесь, чтобы загрузить образец диаграммы или посмотрите внизу справа от этого столбца.
Размеры и углы
Излишне говорить, что числа также являются важной частью сварочной спецификации.Ширина, глубина, корневое отверстие и длина сварного шва, а также угол наклона, требуемый для основного металла перед сваркой, могут быть переданы кратко выше или ниже контрольной линии.

В большинстве случаев ширина (или диаметр) шва располагается слева от символа шва (выражается здесь в дюймах), а его длина записывается справа. (Как объясняется в разделе «Анатомия сварного шва», ширина сварного шва — это расстояние от одного участка сварного шва до другого.) Часто длина не указывается, что означает, что сварной шов должен быть проложен от начала до конца соединения, или там, где имеется резкое изменение соединения на основном металле.
Размеры, написанные ниже контрольной линии, конечно, относятся к соединению на стороне стрелки, в то время как размеры, написанные выше, применяются к соединению на другой стороне. На изображении выше сварные швы обозначены для обеих сторон соединения.
Иногда указывается серия отдельных сварных швов, а не один длинный сварной шов.Это часто случается, когда наварены тонкие или чувствительные к теплу металлы или когда соединение очень длинное. На следующем символе и чертеже указаны 3-дюймовые прерывистые угловые швы:
 —
— 
Обратите внимание, что символы сварного шва по обе стороны от контрольной линии выше смещены, а не отражают друг друга. Это означает, что сварные швы должны быть расположены в шахматном порядке на обеих сторонах соединения, как показано на рисунке справа.
Символ сварного шва также может указывать угол, отверстие под корень или размер корневой поверхности. Это часто случается, когда основной металл, который нужно приварить, толще, чем 1/4 дюйма. Следующий пример представляет собой символ и чертеж, призывающие к соединению с V-образной канавкой:
 — — — — — —
— — — — — — 
Здесь шов с канавкой имеет размеры, записанные внутри символа. Первый — 1/8, который относится к корневому отверстию 1/8 дюйма. Большее число под ним обозначает 45 градусов, что представляет собой включенный угол между пластинами.«Включенный» означает сумму углов, скошенных с каждой стороны. Таким образом, в этом примере скос на каждой пластине равен 22 1/2, что равно 45 градусам.
Другие символы и несколько ссылочных линий
Переходя к другой части общего символа сварки, на пересечении контрольной линии и линии выноса, могут быть вставлены два других символа, как показано ниже:
 — — — — — — — —
— — — — — — — — 
Флагшток обозначает сварной шов , поле , которое просто говорит сварщику выполнять работу на месте, а не в магазине.Круг сварного шва , расположенный на том же перекрестке , означает именно это. Хотя этот символ часто используется в трубах и трубах, некруглый конструктивный элемент (как показано выше справа) также может нуждаться в сварке со всех сторон.
Вот несколько других типов инструкций, которые вы можете увидеть на чертеже:
—  — — — — —
— — — — — 
Кривая, расположенная над лицевой стороной символа сварного шва, указывает, что готовый шов должен быть плоским, выпуклым или вогнутым.(Если вы видите прямую линию, то это плоский сварной шов, то есть заподлицо.) Как показано в правом верхнем углу, символ сварного шва с V-образной канавкой и рамкой над ним указывает на то, что для этого соединения требуется опорная полоса или полоса. Полоса или полоса должны быть приварены к задней стороне стыка перед выполнением сварки канавкой.
Подкладочную полосу или стержень иногда путают с «задним швом» или «задним швом». Они не то же самое, что использование подложки. Задний шов , задний шов — это то место, где второй шов создается на задней стороне соединения после завершения основного шва.И наоборот, сварной шов на основе является сварным швом, который сварщик выполняет первым (поэтому он выполняет ту же функцию, что и защитная полоса). Опорная полоса — это кусок металла, приваренный к нижней части пластин для обеспечения гладкого, ровного шва. Каждый из этих трех вариантов показан ниже с использованием как хвоста, так и символа сварного шва, чтобы сообщить, что должно произойти.

Как видите, единственная разница между задним и задним швами заключается в том, когда они выполняются.Символы выглядят одинаково, поэтому оба должны быть указаны по имени. В третьем символе указаны размеры и тип стали (A-38) для подложки.
Когда операция сварки включает в себя много шагов, вы иногда увидите несколько опорных линий на символе сварки, как показано ниже:

Чтобы инструкции были ясными, несколько линий отсчета могут проходить от линии лидера по параллельной траектории.Каждая строка представляет отдельную операцию и выполняется по порядку, начиная со строки, ближайшей к стрелке.
Опциональный хвост = специальные инструкции
Как вы только что видели в случае подложки, раздвоенный хвост сварочного символа используется для передачи деталей, которые не являются частью нормальных параметров, объявленных на контрольной линии. Например, инженер или конструктор может пожелать, чтобы сварщик использовал сварку палкой (то есть SMAW) или другой процесс сварки.Или может быть другая информация для передачи:

Конечно, когда никаких специальных инструкций не требуется, хвостовая часть исключается из символа сварки, оставляя только контрольную линию, стрелку и направляющую линию.
Более сложные сварочные характеристики
Как только вы овладеете основами, вы будете готовы усвоить многие другие детали, представленные на чертежах и чертежах магазина. Среди наиболее распространенных:
- • Инструкции по отделке и контуру
- • Характеристики зенковки и фаски
- • Шлифовальные или иные обработки
- • Инструкции по точечной или пробковой сварке
Ниже вы найдете стандартную таблицу, которая используется для передачи информации с помощью символа сварки.Возможно, вам придется обратиться к нему, если в списке много измерений или необычных спецификаций, чтобы разобраться.

Для дальнейшего изучения символов сварки, перейдите по ссылкам в окне ресурсов в верхнем правом углу этой страницы. Фонд Линкольна также публикует книгу «Как читать чертежи магазинов», которая стоит 10 долларов, если вы покупаете ее на их веб-сайте. (См. Ссылку выше справа.)
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Next: дефекты сварного шва
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Если у вас есть предложения или проблемы на веб-сайте, напишите сварщику по электронной почте [at] thecityedition [dot] com.
Вернуться в главное меню
Copyright © 2012-2018 TheCityEdition.com
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Новое в The City Edition: EMFradiation.net
Также обязательно оформить заказ:
ChemtrailSafety.com
TheSolarPlanner.com
Mega-Disaster Planner
Бюджетный путеводитель по Европе по (слайд-шоу)
,Хотите более прочные сварные соединения Н-образной балки? В этой статье мы объясним необходимость знать термины сварки, полезные для подготовки сварного шва для H-образных балок.
Терминология сварки
В терминологии лучевой сварки часто возникает путаница. Ниже описаны некоторые из этих терминов.
Геометрия пересечения
Косой
Острый угол между осями элементов в горизонтальной плоскости.
Склон
Острый угол между осями элементов в вертикальной плоскости. Также называется «склонность».
Форма
Фактическая геометрия для создания торцевого выреза, выреза или отверстия для правильной посадки.
Подготовка к сварке
Угол паза φ
Угол между противоположными поверхностями соединяемых частей, которые образуют паз, заполняемый сварочными материалами. Может быть внутренним или внешним углом канавки для подготовки сварного шва.
Угол скоса β
Угол, образованный между осевой линией, перпендикулярной стене, и разрезанной поверхностью стены. Равен углу резки и может быть отрицательным или положительным.
- Перпендикулярный разрез имеет β = 0 °;
- Самая большая β-плазма 45 ° (- или +).

Двугранный угол ψ
Угол между внешними гранями соединенных стен. Расчеты для оптимальной подготовки сварного шва основаны на ψ.
Открытие корня (R)
Разделение на стыке между стенами после монтажа. Техника для увеличения проникновения суставов для более прочных соединений.

Rathole
Отверстие в полотне прямо под фланцем для обеспечения полного проникновения во фланцевое соединение и проведения неразрушающих испытаний. Узнайте больше о ratholes ниже
Типы сварных швов
- Угловой шов
- Паз шов
- Стыковой шов

Руководство по подготовке к сварному соединению для сварных соединений Н-балки
HGG разрабатывает станки для лучевой резки для резки и подготовки сварного шва с использованием широкого спектра типов скоса.
Резка фаски
Нет
Предпочтителен в случае болтовых соединений или для применения угловых сварных швов.

одинарный паз
Фрезерование фаски под паз. Подготовка к сварке сверху или снизу.


Одинарная канавка с носиком
Фрезерование под шов для шва с широкой кромкой. Подготовка к сварке сверху или снизу.


Двойная канавка
Х-образный вырез для X или K-образных швов.Небольшую корневую поверхность можно наносить после резки.

Двойная канавка с носиком
Х-образный вырез для X или K-образных сварных швов с широкой корневой поверхностью.

Ratholes
Это открытое отверстие в стенке прямо напротив фланца позволяет непрерывно проходить сварные швы на фланцевых соединениях через полотно с полным проникновением швов. Необходимое сокращение полотна позволяет избежать таких дефектов, как разрывы, включения и неполное проникновение проходов.Сквозные отверстия позволяют провести неразрушающий контроль всего сустава. В зависимости от договорных документов и прилагаемых правил сварки производитель может отказаться от применения отверстий. Это позволяет избежать уменьшения полотна, но при расчете прочности необходимо учитывать возможные дефекты, которые невозможно проверить.
Нет
Нет сокращения в веб-разделе для полной прочности. Неразрушающие испытания сварных швов, расположенных поперек полотна, невозможны.



Тип 1
Традиционное крепление.Требуемое расстояние от резака до фланца для резки полотна требует минимального шлифования.



Type 6
HGG оптимизированная штанга. Не требуется шлифовка.



AWS 6.2
Сварное смотровое отверстие для соединений с сейсмическим моментом (только CAD-CAM).

Практический пример
Приведенные ниже примеры помогут вам понять структуру этого документа.Вырезы доступны для концевых форм, отверстий и вырезов. Для определения формы конца балки необходимы четыре разреза. Верхний фланец, верхняя стенка, нижняя стенка и нижний фланец. Подготовка сварного шва показана на правой стороне разреза.

Сварное соединение балки с балкой, полностью закрепленное для высокопроизводительных стальных конструкций.

Сварное соединение балки с балкой, закрепленное ножкой для поддержки элементов в высокопроизводительных стальных конструкциях.
См. Больше примеров в статье «7 самых часто используемых соединений лучей».
Узнайте больше о сварных соединениях H-луча
Хотите узнать больше о создании прочных сварных соединений Н-образной балки?
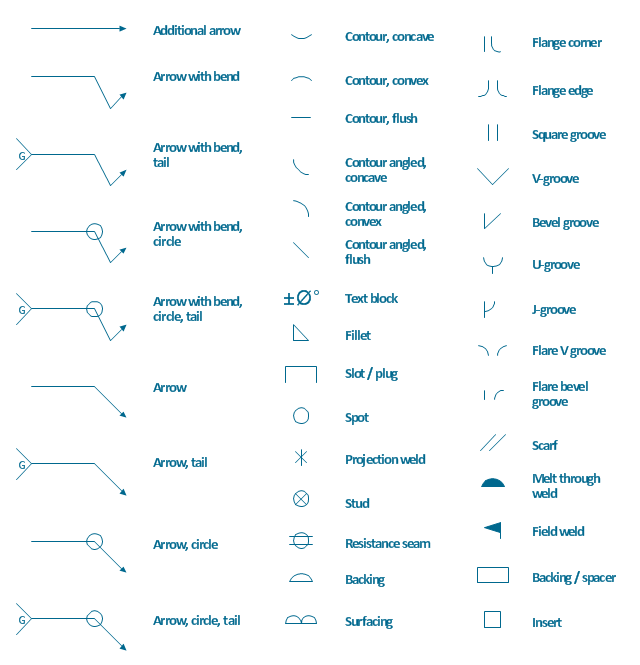
, Библиотека векторных трафаретов «Сварка» содержит 38 символов сварных швов для идентификации углов, контуров, швов, канавок, наплавки и подложки.
Используйте его для обозначения сварочных работ на рабочих чертежах.
«Сварка — это процесс изготовления или скульптурный процесс, который соединяет материалы, обычно металлы или термопласты, вызывая слияние.Это часто делается путем плавления заготовок и добавления присадочного материала для образования пула расплавленного материала (сварочной ванны), который охлаждается, образуя прочное соединение, при этом давление иногда используется в сочетании с нагревом или само по себе для получения сварного шва. , Это контрастирует с пайкой и пайкой, которые включают плавление материала с более низкой температурой плавления между заготовками, чтобы образовать связь между ними, без плавления заготовок.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук.
Сварные швы могут быть геометрически изготовлены различными способами. Пять основных типов сварных соединений — это стыковое соединение, кольцевое соединение, угловое соединение, краевое соединение и Т-образное соединение (вариант этого последнего — крестообразное соединение). Существуют и другие вариации — например, двухвальные подготовительные соединения характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине их высоты. Подготовительные соединения с одинарным U и двойным U также довольно распространены — вместо прямых ребер, подобных подготовительным соединениям с одинарным V и двойным V, они изогнуты, образуя форму буквы U.Коленные соединения также обычно имеют толщину более двух частей — в зависимости от используемого процесса и толщины материала, многие части могут быть сварены вместе в геометрии коленного соединения. «[Сварка. Википедия]
Пример форм «Элементы дизайна — Сварка» был создан с использованием программного обеспечения ConceptDraw PRO для создания диаграмм и векторного рисования, расширенного с помощью решения «Машиностроение» из области «Инженерия» в ConceptDraw Park Park.
Символы сварного шва
 ,
, Библиотека векторных трафаретов «Сварка» содержит 38 символов сварных швов для идентификации углов, контуров, швов, канавок, наплавки и подложки.
Используйте его для обозначения сварочных работ на рабочих чертежах.
«Сварка — это процесс изготовления или скульптурный процесс, который соединяет материалы, обычно металлы или термопласты, вызывая слияние.Это часто делается путем плавления заготовок и добавления присадочного материала для образования пула расплавленного материала (сварочной ванны), который охлаждается, образуя прочное соединение, при этом давление иногда используется в сочетании с нагревом или само по себе для получения сварного шва. , Это контрастирует с пайкой и пайкой, которые включают плавление материала с более низкой температурой плавления между заготовками, чтобы образовать связь между ними, без плавления заготовок.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук.
Сварные швы могут быть геометрически изготовлены различными способами. Пять основных типов сварных соединений — это стыковое соединение, кольцевое соединение, угловое соединение, краевое соединение и Т-образное соединение (вариант этого последнего — крестообразное соединение). Существуют и другие вариации — например, двухвальные подготовительные соединения характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине их высоты. Подготовительные соединения с одинарным U и двойным U также довольно распространены — вместо прямых ребер, подобных подготовительным соединениям с одинарным V и двойным V, они изогнуты, образуя форму буквы U.Коленные соединения также обычно имеют толщину более двух частей — в зависимости от используемого процесса и толщины материала, многие части могут быть сварены вместе в геометрии коленного соединения. «[Сварка. Википедия]
Пример форм «Элементы дизайна — Сварка» был создан с использованием программного обеспечения ConceptDraw PRO для создания диаграмм и векторного рисования, расширенного с помощью решения «Машиностроение» из области «Инженерия» в ConceptDraw Park Park.
Символы сварного шва
,