Все плюсы и особенности применения сварочных столов
Сварочный стол предназначен для формовки трехмерных кондукторов. Он подойдет для сварки, сборки изделий разных размеров и уровней сложности. Можете делать ручную, автоматизированную сварку, обработку, монтаж, гравировку, наполнение, шлифовку, чистку изделий. То есть одна установка является максимально универсальной, функциональной и экономит место в помещении. Профессиональный сварочный стол купить авито предлагает недорого, есть новые и б/у варианты. Также рекомендуем присмотреться к предложениям от производителей.
Особенности сварочных столов
Столы для сварки конструируются из конструкционной стали высокого качества. Готовые изделия имеют надежную защиту от коррозии, не боятся механических воздействий. Дополнительная термическая, химическая обработка повышает стойкость к воздействию брызг, увеличивает твердость, продлевает сроки службы УСП в целом. Это способствует росту рентабельности инвестиций.
Оборудуя производство сварочным столом, вы можете рассчитывать:
- на эффективную модернизацию;
- рост производительности благодаря быстрым переналадкам систем фиксации изделий, которые свариваются;
- сведение объемов брака к минимуму за счет надежной фиксации деталей в разных пространственных положениях;
- увеличение сроков службы деталей за счет повышения прочности рабочих поверхностей;
- возможность параллельной работы сразу с несколькими деталями.


Сварочные столы позволяют поддерживать эргономику рабочего места на уровне. Они простые, удобные в установке, подходят для хранения инструментов, сложного ухода не требуют.
Что учитывать при покупке
Что купить – обычный верстак или ультрасовременный сварочно сборочный стол 3d? Все зависит от доступного бюджета, текущих задач. Круглые поворотные столы – это многофункциональная классика. Устанавливают их на жесткие опоры, безопасность работ высокая. Типы комплектаций доступны разные, выбирайте подходящий для себя. 3Д-модели незаменимы в изготовлении сложных, наборных конструкций. Есть простые верстаки – они надежные, недорогие, но не предполагают наличие возможностей для регулировки рабочих параметров.
Обязательно обратите внимание на габариты конструкции, наличие ограждений рабочих зон, ее массу в целом. Энергосберегающие лампы во время сварки использовать не рекомендовано. Наличие рабочей поворотной платформы – немаловажное преимущество.
Поворотный Стол, Производитель Сварочных Поворотных Столов
Описание
Рабочая поверхность данного оборудования свободно вращаться в горизонтальном направлении для того, чтобы деталь находилась в лучшем положении при сварке.
Параметры Поворотного Стола HZT :
| Модель | HZT5 | HZT10 | HZT50 | HZT100 | HZT150 | HZT250 | |
| Грузоподъемность (кг) | 5000 | 10000 | 20000 | 50000 | 100000 | 150000 | 250000 |
| Скорость поворота (об/мин) | 0.05-1 | 0.05-1 | 0.025-0.5 | 0.025-0.5 | 0.015-0.3 | 0.015-0.3 | 0.01-0.2 |
| Режим настройки скорости | Частотно-регулируемый привод | ||||||
| Мощность двигателя (кВт) | 1. 1 1 |
1.1 | 1.5 | 2.2 | 4 | 5 | 7.5 |
| Высота рабочего стола (мм) | 650 | 650 | 740 | 750 | 1150 | 1300 | 1400 |
| Диаметр рабочего стола | ¢1500 | ¢1800 | ¢2000 | ¢2200 | ¢2500 | ¢2800 | ¢2800 |
Будучи производителем и поставщиком поворотных столов для сварки, мы также предлагаем металлорежущее оборудование, линии сварки балок, линии производства двутавровых балок, линии производства коробчатых балок, машины сборки, фрезерное оборудование, сварочные манипуляторы, сварочные вращатели, роликовые вращатели и др.
Сварочный стол — как подобрать идеальный вариант
Сварочный стол — это обязательный элемент поста, где осуществляются практически все виды работ по варке металла. Но это не просто поверхность для осуществления различных манипуляций. Он должен обеспечивать удобную и безопасную работу сварщика. Далее в нашей статье мы разберем различные виды таких верстаков, их функции и основные требования при выборе.
Зачем нужен сварочный стол
Небольшие по габаритам изделия, которые изготавливают путем сварки, лучше всего мастерить не на коленке или где придется, а в удобном месте. На производстве для этого используют специальные столы, где работают с деталями по габаритам не превышающие 1 метр. Такие верстаки обеспечивают надежное крепление заготовок, доступ к нужному месту во время сварки и обязательное освещение и отвод вредных дымов и газов.
Разновидности сварочных верстаков
Видов такого оборудования для работы имеется много, от самых простых с минимальным функционалом до сложных сварочно-сборочных столов. Из основных типов можно выделить следующие разновидности.
1. С механизированными функциями (универсальные).
3. Стандартные верстаки.
Какие функции они имеют?
Механизированные виды
Механизированные виды сварочного стола, кроме основных функций, нужных для работы, оснащают дополнительно станками для сверления, шлифовки и заточки материалов. Или же, в простом исполнении, такой верстак имеет места для закрепления этого оборудования. Обязательно также они имеют и встроенную систему вентилирования воздуха для отвода вредных дымов. Чаще всего столы с таким набором возможностей называют универсальными за их разностороннее использование.
Обязательно также они имеют и встроенную систему вентилирования воздуха для отвода вредных дымов. Чаще всего столы с таким набором возможностей называют универсальными за их разностороннее использование.
Поворотные столы
Поворотные типы наиболее сложные. Главная функция заключается в возможности развернуть стол вокруг своей оси или же под нужным углом. Их удобно использовать при работе с крупными по параметрам изделиями или с деталями неправильной формы. Деталь или заготовку на таком столе закрепляют в желобе, имеющем регулируемые габариты. Вращение упрощает подход с нужной стороны и не требует от сварщика постоянного самостоятельного смещения.
Стандартные виды
По сути — это обычный слесарный верстак с металлической поверхностью. Такой стол имеет кронштейны для сгибания прутка. Крепление деталей обеспечивается дополнительно тисками или струбцинами. Вентиляция и освещение обеспечиваются отдельно с оборудованием сварочного поста. Самые простые столы имеют элементарную конструкцию, их можно даже изготовить самостоятельно.
Устройство сварочного верстака
Если разобрать по элементам, простой стол для сварки довольно прост. Он состоит из следующих деталей.
1. Каркас, собранный из стального уголка, на котором собираются все остальные элементы.
2. Опоры или ножки, обязательно имеющие регуляторы по высоте.
3. Тумбы слева и открытые полки справа, в которых можно хранить дополнительные инструменты и расходники.
5. Поддон для сбора мусора, пыли и отходов.
6. Держатели для сварочных кабелей.
Дополнительно возможно наличие подставки или крепления для емкости с водой. Вентиляция может обеспечиваться как стационарно на пост, так и передвижным вентилятором.
Основные требования к столу
Для обеспечения безопасной работы сварочные верстаки должны соответствовать определенным требованиям и обладать особенными качествами. Вентиляция должна быть как вытяжной, так и приточной. Чаще всего стол оборудуют вентилятором, расположенным на высоте до 1,5 метра слева от основного места работы. Для отвода дыма имеется вытяжной зонт. Чтобы обеспечить удобную очистку электродов, обустраивается окантовка из медной полосы. Важно наличие местного освещения рабочего места. Поворотные держатели для инструментов и расходных материалов: молотков, зубил, щеток и электродов. Дополнительно должны иметься тумбы для долговременного хранения оборудования. Обязательно оборудуется кронштейн для закрепления заземления.
Чаще всего стол оборудуют вентилятором, расположенным на высоте до 1,5 метра слева от основного места работы. Для отвода дыма имеется вытяжной зонт. Чтобы обеспечить удобную очистку электродов, обустраивается окантовка из медной полосы. Важно наличие местного освещения рабочего места. Поворотные держатели для инструментов и расходных материалов: молотков, зубил, щеток и электродов. Дополнительно должны иметься тумбы для долговременного хранения оборудования. Обязательно оборудуется кронштейн для закрепления заземления.
Рабочая поверхность стола изготавливается из металла, способного выдержать воздействие высоких температур и вес деталей. Конструкционно — это стальная плита. По высоте стол сварщика имеет габариты от 700 до 850 миллиметров, а размер поверхности для работы 1000×800 мм.
При размещении рабочего стола для сварки в домашней мастерской можно продумать откидную поверхность, но обязательно с надежным креплением и запасом прочности.
Полупрофессиональные модели
Выбирая стол для домашней мастерской лучше всего склониться в сторону более универсальной конструкции. Такие сварочно-сборочные виды сварочных верстаков подойдут как для работы со сварочным оборудованием, так и для других функций: шлифовки, сверления, заточки, расклепки и прочих. Дополнительно такие верстаки могут иметь функцию вращения. По внешнему виду — это стальная поверхность, которая собрана из полос металла и имеет отверстия и прорези для крепления струбцин и тисков.
Выбирая такой стол, нужно руководствоваться следующими требованиями. Рабочая зона обязательно выполнена из негорючего и тугоплавкого материала. Надежность и устойчивость конструкции обеспечивается за счет веса в 180-200 кг. Обязательное освещение рабочего места без бликов и миганий. Наличие вентиляции. Возможность вращать рабочую поверхность в требуемом направлении. Для установки сверлильного или фрезерного оборудования такие верстаки имеют пазы в поверхности, а конструкция должна обеспечить надежность при различных нагрузках.
Стоит учитывать, что ценовая политика на такое полупрофессиональное оборудование начинается от 1000 долларов.
Выбирая тот или иной тип верстака, нужно руководствоваться его целесообразностью. При единичных сварочных работах вряд ли Вам потребуется целый список дополнительных функций.
Типы вращающихся сварочных позиционеров
Типы вращательных сварочных позиционеров
Поворотные сварочные позиционеры могут быть устройствами, которые необходимы заводу или компании, стремящейся повысить производительность при сварке изделия. Эти сварочные позиционеры действуют аналогично вертикально установленным поворотным делительным столам с диапазоном вращения 360 градусов, удерживая деталь или изделие, подлежащие модификации или сборке. Большинство вращающихся сварочных позиционеров удерживают свариваемую деталь в патроне, вращая сварную деталь в плоскости, перпендикулярной полу.Такое позиционирование и вращение позволяют очень легко сваривать сварные детали как человеку-оператору, так и автоматизированному сварщику. Это полезный инструмент в любом случае, так как человек сможет сварить деталь, не располагаясь вокруг детали, что повышает комфорт и снижает утомляемость, в то время как автоматизированные инструменты, которые вносят изменения в сварку, смогут оставаться неподвижными и увеличивать скорость сварки, и все это с меньшими физическими затратами.
Это полезный инструмент в любом случае, так как человек сможет сварить деталь, не располагаясь вокруг детали, что повышает комфорт и снижает утомляемость, в то время как автоматизированные инструменты, которые вносят изменения в сварку, смогут оставаться неподвижными и увеличивать скорость сварки, и все это с меньшими физическими затратами.
Существует множество различных типов вращающихся сварочных позиционеров, поскольку они бывают всех форм и размеров в зависимости от области применения, в которой они будут использоваться.Самым основным типом поворотных сварочных позиционеров является поворотный индексатор.
Поворотные поворотные позиционеры
Поворотные индексаторы — это стандартные поворотные сварочные позиционеры, которые часто имеют наименьшее количество движущихся частей и функций. Они могут работать в плоском или горизонтальном положении, при этом большинство поворотных индексаторов могут переключаться между двумя положениями. Поворотные индексаторы используются во многих точных сварочных работах и имеют регулировку скорости, включая изменение направления вращения. Они часто используются для сварки круглых объектов, хотя любое сварное соединение, которое может быть полезно повернуть, чтобы представить сварщику следующий сварной шов, может быть сварено более эффективно. Если они используются сами по себе, они наиболее эффективны при работе с деталями меньшей длины или меньшим вылетом. При работе с более длинными деталями стандартные поворотные индексаторы нуждаются в помощи для поддержки деталей из-за рычага от выступа, особенно когда деталь длинная и выступает далеко от основания индексатора.
Они часто используются для сварки круглых объектов, хотя любое сварное соединение, которое может быть полезно повернуть, чтобы представить сварщику следующий сварной шов, может быть сварено более эффективно. Если они используются сами по себе, они наиболее эффективны при работе с деталями меньшей длины или меньшим вылетом. При работе с более длинными деталями стандартные поворотные индексаторы нуждаются в помощи для поддержки деталей из-за рычага от выступа, особенно когда деталь длинная и выступает далеко от основания индексатора.
Способы поддержки сварочного позиционера
Существует несколько инструментов, которые работают в паре с поворотными индексаторами, особенно когда речь идет о поддержке более крупных или длинных деталей.
Ролики — это распространенный инструмент, используемый, когда требуется дополнительная опора для крупных деталей, и они могут быть как приводными, так и натяжными. Ролики с механическим приводом могут катить свариваемую деталь самостоятельно, однако они могут не иметь такой точности позиционирования, которую должен иметь поворотный индексатор для точного позиционирования детали для автоматизированной сварочной системы. По этой причине натяжные ролики гораздо чаще используются с вращающимися сварочными позиционерами. Они лучше всего подходят для поддержки цилиндрических сварных конструкций, особенно труб, так как именно эти сварные детали легче всего катятся.
По этой причине натяжные ролики гораздо чаще используются с вращающимися сварочными позиционерами. Они лучше всего подходят для поддержки цилиндрических сварных конструкций, особенно труб, так как именно эти сварные детали легче всего катятся.
Для самых больших и тяжелых деталей, а также для деталей, которые не так легко катятся, часто используются задние бабки в помощь поворотным индексаторам. Задние бабки могут поддерживать сварные детали практически любой формы с помощью патрона, аналогичного поворотному индексатору, который захватывает противоположный конец сварных деталей. Они обеспечивают максимальную гибкость при подъеме и вращении самых больших и тяжелых деталей и часто синхронизируются с передней бабкой с точки зрения регулировки высоты, так что сварное изделие остается ровным при вращении.
См. дополнительную информацию о приводах Motion Index, комплектах цапф передней бабки и задней бабки.
Многоосевые индексирующие позиционеры сварки
Благодаря наибольшему числу доступных степеней свободы и, следовательно, лучшему доступу к каждой области сварного изделия, многоосевые индексаторы являются незаменимым инструментом для многих компаний, стремящихся повысить свою производительность при сварке. Качество сварных швов также часто улучшается при использовании многоосевых индексаторов, поскольку улучшенный доступ к каждой области детали позволяет сварщику или автоматчику перемещать минимальное количество движений даже при сварке несимметричных форм.
Качество сварных швов также часто улучшается при использовании многоосевых индексаторов, поскольку улучшенный доступ к каждой области детали позволяет сварщику или автоматчику перемещать минимальное количество движений даже при сварке несимметричных форм.
Многоосевые индексаторы имеют множество различных вариантов, включая индексаторы с одной монтажной позицией для сварных деталей и положениями для нескольких сварных деталей. Одним из наиболее распространенных видов является установка с двойной цапфой, в которой пара передних и задних бабок расположены параллельно друг другу. Эта конфигурация расположена на большом поворотном столе, который позволяет всей конфигурации поворачиваться на 180 градусов. Это полезно при попытке повысить производительность, так как на одну цапфу можно загружать и выгружать деталь, в то время как деталь приваривается к другой цапфе.По завершении этой операции позиционер поворачивается на 180 градусов, и процесс повторяется. Это позволяет минимизировать время, которое сварщик или грузчик тратят на ожидание друг друга, сокращая время простоя и повышая уровень производительности.
См. дополнительную информацию о многоосевых сварочных позиционерах Motion Index Drives.
Важно, чтобы компания или производственное предприятие изучили, какой сварочный позиционер лучше всего соответствует их потребностям, в том числе связались с производителями сварочных позиционеров.Они снова и снова доказывают, что являются ценным инструментом в сварочных работах, делая процессы сварки проще и быстрее, чем когда-либо прежде. Какой бы тип позиционера ни был выбран, скорость сварки, эффективность и качество установки, вероятно, заметно возрастут, а в результате увеличится размер прибыли.
Хотите узнать больше о сварочных позиционерах? Перейти к нашему гиду здесь!
Сварочный поворотный стол | Hobby-Machinist
К сожалению, я не могу показать схемы деталей и инструкции для этого.Я собрал это на лету и использую его уже некоторое время. Я разобрал его и сфотографировал детали. Изображения подразумевают инструкции по сборке и ничего не оставляют воображению.
Рис. 1 и 2. Все в проекте изготовлено в заводских условиях, за исключением конического подшипника, двигателя с червячной передачей и регулятора скорости.
Алюминиевые блоки прилегают к этому металлическому кольцу и служат электрическими контактными щетками. Это дает току чистый путь к валу стола, минуя ролики подшипника.Если сварочному току разрешено проходить через подшипники, существует большая вероятность того, что подшипник выйдет из строя.
Рис. 1.
Как видно на рис. 2, алюминиевые блоки имеют прорези по бокам для размещения пружин, удерживающих блоки в сжатом состоянии на буртике. Алюминиевые блоки также имеют прорези в верхней части, а пара винтов с головкой удерживает блоки, позволяя им немного двигаться при вращении вала.
Рис 2.
Рис. 3 представляет собой крупный план вала стола и стола, а также муфты, обеспечивающей электрический контакт между алюминиевыми блоками и валом.
Вал имеет резьбу 1″ x 8 TPI, которая ввинчивается в соответствующую резьбовую втулку, привариваемую TIG к задней стороне стола.
Рис. 3.
На рис. 4 показано, что медная оплетка заземлена внутри коробки и имеет электрический контакт с алюминиевыми блоками (щетками).
Также обратите внимание на металлические выступы, приваренные к круглому корпусу подшипника. Эти вкладки будут захватывать двигатель.
Фото 4
На рис. 5 показана металлическая пластина, привинченная к передней части мотор-редуктора.Пластина выравнивается и подходит к ушам на выступах, описанных на рис. 4.
рис. 5.
На рис. 6 крупным планом показано, как кольцо крепится к валу и служит в качестве механизма «щетка/коллектор».
Рис. 6.
На фото 7 показано, что все внутри коробки почти готово к работе. Установочный винт на валу захватывает вал, выходящий из трансмиссии мотор-редуктора. Это все, что удерживает двигатель в сборе.Редукторный двигатель не может быть жестко ограничен, потому что любая несоосность с валом стола может привести к саморазрушению редуктора с течением времени.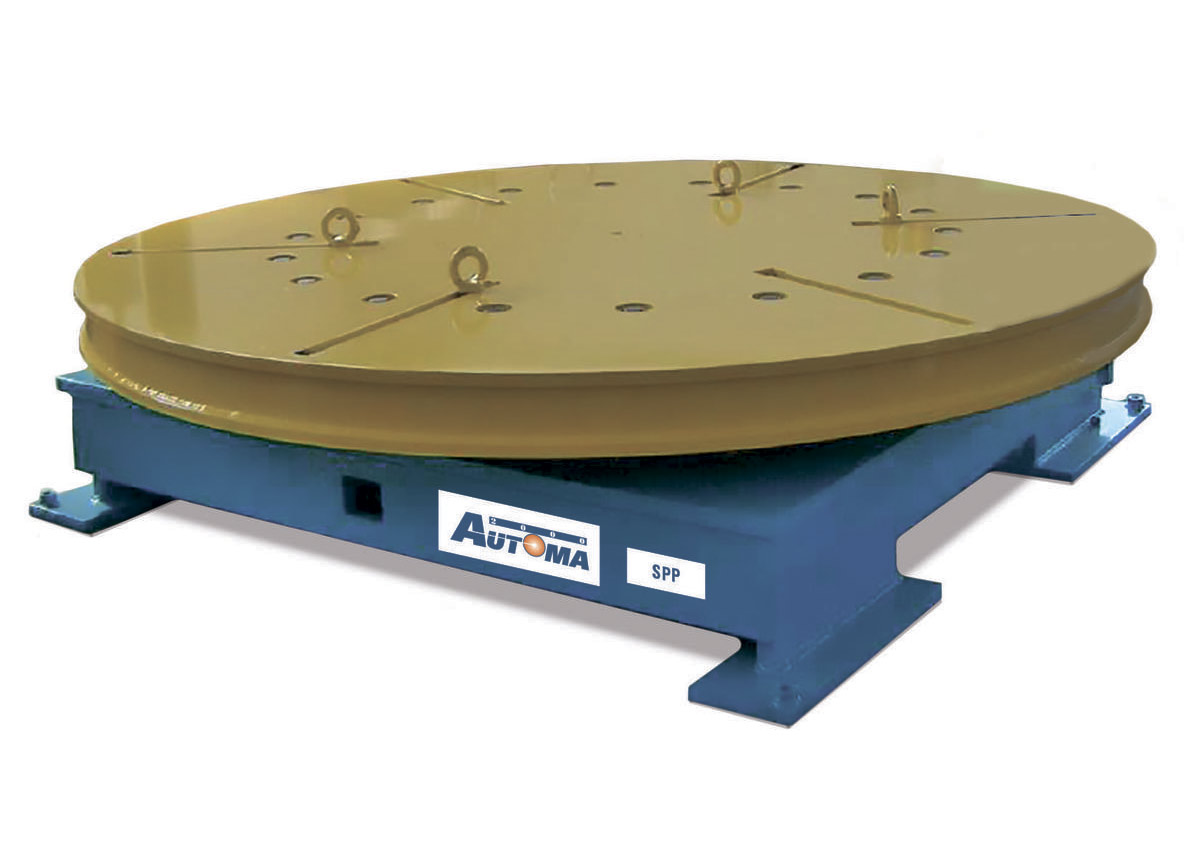 Способ захвата двигателя скобами с выступом/пазом позволяет ему немного двигаться. Также при таком механизме захвата любой груз на столе не заедает на вал редуктора.
Способ захвата двигателя скобами с выступом/пазом позволяет ему немного двигаться. Также при таком механизме захвата любой груз на столе не заедает на вал редуктора.
Мотор-редуктор имеет хороший крутящий момент. Я измерил его — и хоть убей, не вспомню, каково было значение. Насколько я помню, несколько футо-фунтов. Даже при 12 В и в диапазоне сотен милливатт я не могу остановить вращение вала силой пальцев, но могу с помощью плоскогубцев и крепкого захвата.
Тумблер сбоку для обратного вращения.
Рис. 7.
А вот и с регулятором скорости. В целом, он построен как танк. Короб изготовлен из горячекатаного проката 11ga. Стол изготовлен из нержавеющей стали диаметром 1/2 дюйма с несколькими кругами с канавками для визуального выравнивания деталей. Конический подшипник выдерживает вес всего, что находится на столе. У меня на этой штуке было несколько 100-фунтовых круглых дисков.
Некоторое время назад я построил эту штуку исключительно для подделки, и она стала одним из моих любимых сварочных инструментов. Он видел гораздо больше применений, чем то, для чего я его изначально делал.
Он видел гораздо больше применений, чем то, для чего я его изначально делал.
Рис. 8.
Я также купил ножной переключатель, но еще не подключил его. Общие затраты составили: Регулятор скорости, 10 баксов. Редукторный мотор: 25 баксов. Конический подшипник: 4 бакса. Ножной переключатель (не показан) 15 баксов. Все остальное было шоппингом.
Наслаждайтесь… Дайте мне знать, если у вас есть какие-либо вопросы или комментарии.
С уважением
Ray C.
VEVOR Сварочный поворотный позиционер Сварочный поворотный стол 100/50 кг Регулируемый сварочный стол
Политика доставки
Примечание: время доставки зависит от COVID-19, грузы откладываются на 3 дня !
Сроки доставки
Мы используем UPS Ground, DHL Ground, GLS и отправляем ваши заказы только в пределах Соединенного Королевства.
UPS Ground: Время доставки 2-6 рабочих дней.
DHL Ground : время доставки 2–6 рабочих дней.
GLS: Время доставки 2-6 рабочих дней.
DHL Тяжелые грузы: время доставки 5-10 рабочих дней.
Срок доставки: 1-5 дней (1-5 дней для 99% Великобритании).
Время обработки: 1 день.
КОРАБЛЬ ИЗ Дженека и бульвара.
О модификации
После завершения платежа сообщите по телефону или электронной почте, если требуется какая-либо модификация, прежде чем мы отправим вашу посылку.
Клиент будет нести ответственность за все дополнительные сборы, связанные с изменением адреса, если контакт будет установлен после отправки товара.
Закупки за рубежом
Импортные пошлины, налоги и сборы не включены в цену товара или стоимость доставки. Международные покупатели должны нести ответственность за эти расходы.
Политика возврата
На каждый продукт распространяется 12-месячная гарантия и 30-дневная политика возврата с даты покупки.Особые обстоятельства будут четко указаны в списке.
Если вам необходимо вернуть товар и получить возмещение, свяжитесь с нами по адресу (support@vevor. co.uk).
co.uk).
Удовлетворительная гарантия на каждую покупку
Уважаемый покупатель, пожалуйста, свяжитесь с нами, если вы не удовлетворены продуктом, прежде чем подавать заявку на возврат или возмещение. Срочный обмен должен быть оформлен в течение 30 дней с момента доставки в оригинальной упаковке и с подтверждением покупки у Vevor.
Пожалуйста, внимательно проверьте все после получения посылки, любые повреждения, кроме DOA (Dead-On-Arival), не будут покрыты, если они связаны с искусственными повреждениями.Если ваш товар был поврежден при транспортировке или вышел из строя в гарантийный период, пожалуйста, напишите нам с фотографиями или видео, чтобы показать проблему.
Все возвраты должны быть предварительно одобрены. Несанкционированные возвращения не будут приняты.
Дважды проверьте, что товар не работает, и свяжитесь с нашим представителем по обслуживанию клиентов, сообщите нам подробную информацию о проблеме и отправьте нам несколько фотографий для подтверждения.
На замененные товары предоставляется такая же гарантия, как и на возвращенные.
Если вы отправляете товар
Тщательно упакуйте товар(ы) в оригинальную упаковку.
Наклейте предлагаемую транспортировочную этикетку на внешнюю сторону.
Возврат будет осуществлен после того, как товар будет получен нашим складским персоналом, который подтвердит, что он не вскрыт и находится в хорошем состоянии.
Для получения помощи по возврату отправьте сообщение по адресу: [email protected].
Поворотный стол – обзор
3.3 Подвижная головка
Подвижная головка состоит из нескольких элементов, которые составляют подвижную часть амортизирующего устройства, установленного поверх штоков цилиндров.
Подвижная головка часто называется по-разному, некоторые из них использовались для описания демпфирующего устройства в патентных заявках. В некоторых случаях этой сборке присваивались локальные соглашения об именовании или имена отдельных поставщиков услуг с пренебрежением. В различных областях его называют домкратной рамой, подвижной рамой, подвижной плитой и подвижным узлом. Для этой сборки не существует универсального соглашения об именах.
В различных областях его называют домкратной рамой, подвижной рамой, подвижной плитой и подвижным узлом. Для этой сборки не существует универсального соглашения об именах.
3.3.1 Плита домкрата
Плита домкрата несет другие устройства, такие как гидравлический поворотный стол и передвижные плашки.Это прочный конструктивный элемент, который в первую очередь предназначен для передачи усилия на подвижные плашки. Это простая жесткая пластина, к которой прочно прикреплены все штоки цилиндра. Он передает подъемные или амортизирующие усилия на подвижный клиновой клин в сборе через свою поверхность.
В прошлом это была цельная стальная пластина заданной толщины с просверленными в ней отверстиями, к которым крепились стержни и подвижные плашки. Теперь большинство из них имеют другую конструкцию, обеспечивающую сопротивление изгибу от соединений стержня до плашек.
Большинство пластин домкрата состоят из двух пластин с вертикальными элементами, зажатыми и приваренными между двумя пластинами.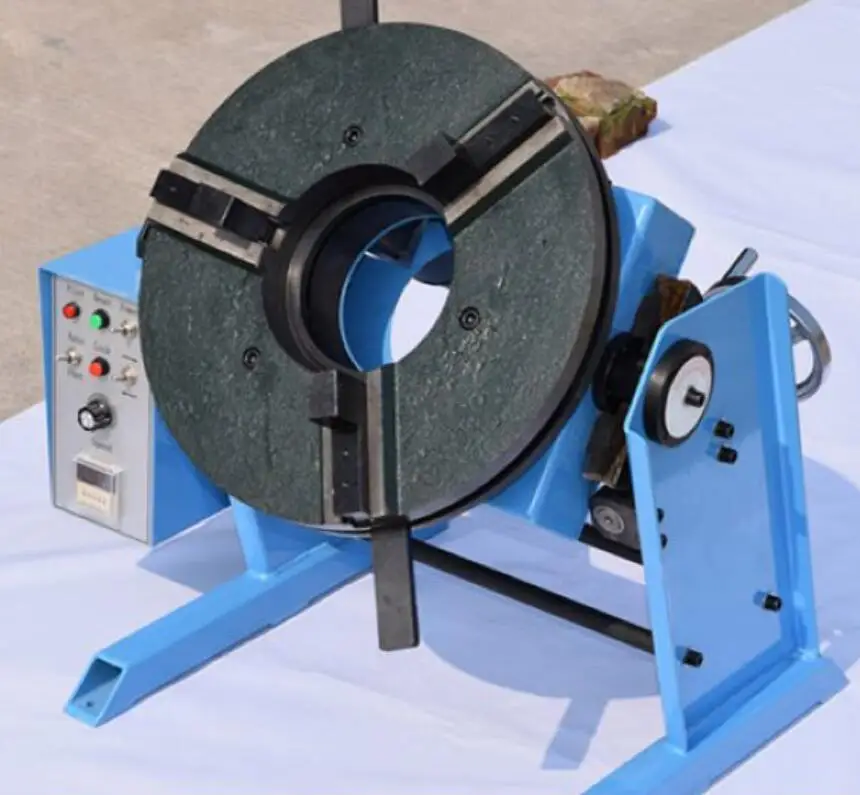 Это позволяет соединять домкраты с нижней плитой с поворотным столом и башмаками, прикрепленными к верхней плите. Внутренние элементы обеспечивают жесткость и прочность этой «ламинированной» конструкции плиты. Расстояние между плитами довольно маленькое, обычно 2–4 дюйма.
Это позволяет соединять домкраты с нижней плитой с поворотным столом и башмаками, прикрепленными к верхней плите. Внутренние элементы обеспечивают жесткость и прочность этой «ламинированной» конструкции плиты. Расстояние между плитами довольно маленькое, обычно 2–4 дюйма.
Также в прошлом опорная плита имела единственное отверстие относительно небольшого диаметра в центре, через которое проходила труба.Это хорошо работает, если обрабатывается ограниченный диапазон диаметров труб, таких как эксплуатационные насосно-компрессорные трубы. Если другое оборудование, такое как бурильные трубы, обсадные трубы, двигатели, утяжеленные бурильные трубы, стабилизаторы или расширители, должно пройти через установку, отверстие должно быть достаточно большим, чтобы вместить эти компоненты КНБК.
Многие домкраты теперь имеют U-образную форму с открытой одной стороной. Это обеспечивает доступ к узлам подвижного клинья/стакана. Это также обеспечивает некоторую гибкость при работе с компонентами КНБК нестандартной формы или размера.
Независимо от формы плита домкрата должна быть рассчитана на максимальную грузоподъемность комбинированных домкратов плюс значительный коэффициент безопасности.Изгиб, деформация или поломка плиты домкрата могут привести к неравномерной нагрузке и значительному повреждению концов стержней.
3.3.2 Гидравлический поворотный стол
В патентной заявке 1930 г. изобретателя Джеймса К. Форчуна описан механизм гидравлической подачи, который работает внутри поворотного стола буровой установки и прикреплен к нему. Он состоит из короткого гидравлического цилиндра с одним поршнем, приводимого в действие водой, с полым «стержнем», через который проходит бурильная труба или насосно-компрессорная труба. Конструкция «гидравлического поворотного стола» с поршневым приводом использовалась для опускания или подъема бурильных труб или насосно-компрессорных труб в скважину или из нее при низком поверхностном давлении.Он упоминается в нескольких ранних статьях для использования при спуске НКТ в скважинах под давлением в Калифорнии. Патент на это устройство был выдан в 1933 году, но он был заменен ранним демпфирующим устройством Otis, которое оказалось намного быстрее и проще в установке и эксплуатации.
Патент на это устройство был выдан в 1933 году, но он был заменен ранним демпфирующим устройством Otis, которое оказалось намного быстрее и проще в установке и эксплуатации.
На нескольких старых скважинах выполнен капитальный ремонт и углубление с давлением на устье путем вращения бурильной колонны через кольцевой превентор с использованием механического поворотного стола буровой установки и вертлюга талевого блока.Это стало возможным только после того, как струна стала тяжелой для трубы и клинья можно было сбросить на поворотный стол. Очевидно, их приходилось часто вытаскивать, чтобы бурение продолжалось. Износ кольцевого элемента исключается использованием ведущей втулки. Даже с трубой в скважине (а не с ведущей трубой) требовались многочисленные замены быстро изнашиваемого кольцевого элемента противовыбросового превентора, что является общей проблемой при ранних попытках вращения трубы под давлением в скважине.
Решением стал набор плашек в подвижной головке, которые можно было вращать при опускании колонны с помощью гидравлического домкрата (по аналогии с ранней конструкцией гидравлической подачи Fortune).
Самое раннее упоминание о поворотном столе с гидравлическим приводом на амортизирующем устройстве связано с вращающейся пластиной, установленной на верхней части плиты домкрата под подвижными плашками. Он имел внешнюю круглую планетарную передачу, приводимую в движение шестерней, прикрепленной к гидравлическому двигателю. Двигатель был реверсивным, поэтому при необходимости поворотный стол мог поворачиваться в любом направлении. Не потребовалось много времени, чтобы понять, что открытая планетарная передача может быть легко повреждена падающими предметами, и это представляет опасность для операторов (в основном травмы рук).
В более поздних конструкциях планетарный редуктор был перевернут и заключен в корпус, чтобы предотвратить эти проблемы, сохранить узел в чистоте и предотвратить повреждение от падающих предметов, таких как ручные инструменты. Были добавлены дополнительные гидравлические двигатели и шестерни для обеспечения более высокого крутящего момента. В одной конструкции было четыре двигателя. Количество двигателей ограничено только размером поворотного стола и плиты домкрата.
Количество двигателей ограничено только размером поворотного стола и плиты домкрата.
В современных гидравлических поворотных столах используются два или четыре двигателя, каждый из которых работает на внутренней планетарной передаче (рис.3.10). Поворотные столы ограничены как по крутящему моменту, так и по скорости, чтобы домкрат не скручивался. Обратите внимание, что более крупные автономные демпфирующие устройства оснащены гидравлическим поворотным столом, предоставленным производителями. Установки меньшего размера и вспомогательные установки обычно не оснащаются поворотным столом, если только это не указано поставщиком услуг демпфирования. Они редко используются, поскольку есть лучшие альтернативы, такие как силовые вертлюги или поворотный стол буровой установки, когда колонна становится тяжелой трубой.
Рис. 3.10.Гидравлический поворотный стол.
(Предоставлено Службой обслуживания обсаженных скважин.) Использование гидравлического поворотного стола демпфирующего устройства стало популярным для гидравлических капитальных ремонтов и бурения с демпфированием. Поворотный стол позволяет вращать колонну в любом направлении, а скорость поворотного стола можно регулировать с помощью регулятора объема. Это обеспечивает точное управление, необходимое, скажем, для операций фрезерования, когда фрезу необходимо осторожно опускать при вращении колонны, чтобы избежать заедания и чрезмерного крутящего момента трубы.При бурении с наклоном поворотный стол можно использовать для внесения незначительных изменений курса во время бурения со скольжением. Поворотный стол позволяет использовать роторные управляемые инструменты при бурении с непрерывным вращением.
Поворотный стол позволяет вращать колонну в любом направлении, а скорость поворотного стола можно регулировать с помощью регулятора объема. Это обеспечивает точное управление, необходимое, скажем, для операций фрезерования, когда фрезу необходимо осторожно опускать при вращении колонны, чтобы избежать заедания и чрезмерного крутящего момента трубы.При бурении с наклоном поворотный стол можно использовать для внесения незначительных изменений курса во время бурения со скольжением. Поворотный стол позволяет использовать роторные управляемые инструменты при бурении с непрерывным вращением.
3.3.3 Встроенные силовые ключи
Идея, запатентованная несколько лет назад, заключалась в установке набора силовых ключей на верхней части гидравлического поворотного стола и под подвижными клиньями. Устройство имело захват, который устойчиво удерживал нижнюю часть соединения, в то время как верхняя часть захватывала и поворачивала трубу, чтобы создать соединение с надлежащим крутящим моментом. Точно так же верхний ключ можно было перевернуть, чтобы разорвать соединения. Оба захвата можно было отвести назад, чтобы можно было протягивать или протягивать трубу через отверстие силового ключа.
Точно так же верхний ключ можно было перевернуть, чтобы разорвать соединения. Оба захвата можно было отвести назад, чтобы можно было протягивать или протягивать трубу через отверстие силового ключа.
Точная конструкция этого линейного ключа не указана в патентных документах. Он функционировал так же, как выдвижные силовые щипцы, широко используемые сегодня в промышленности. По-видимому, он не получил большой популярности, поскольку всегда был на месте и его нельзя было легко отсоединить и удалить. Его размер ограничивал возможность оператора установки визуально контролировать ходовые стапели, поскольку он добавлял около 2 футов.на высоту оборудования над плитой домкрата.
Еще один недостаток оригинальной встроенной конструкции силового ключа заключается в том, что не было возможности вращать устройство без отсоединения рабочей жидкости и возвратных линий. Если оставить их соединенными, они будут крутиться вокруг щипцов при задействовании поворотного стола.
Существует современная конструкция встроенного силового ключа, которая решает проблему перекручивания гидравлических линий. Он используется на установке HWO как часть стационарной установки, соединенной с подвижной головкой.Другая конструкция имеет направляющую для трубы с узким стержнем, которая позволяет дистанционно стабилизировать трубу во время соединения. Это позволяет устройству HWO работать в соответствии с теми же рекомендациями по боковой нагрузке, что и обычные краны.
Однако в большинстве демпфирующих и HWO-устройств по-прежнему используются выдвижные силовые щипцы для большинства работ. Необходима дополнительная работа, чтобы усовершенствовать автоматические роботизированные средства для работы с соединениями без ручного вмешательства.
Высокочастотный сварочный аппарат с поворотным столом
Высокочастотный сварочный аппарат – поворотный стол
Лучший высокочастотный сварочный аппарат с шестигранной головкой
Спецификация
Основные характеристики
Дозируйте продукт, состоящий из более чем одного слоя? Лучше всего использовать высокочастотную сварку. Высокочастотная сварка, также известная как электронная сварка плавлением, материалы, применимые для высокочастотной сварки, могут варьироваться от очень тонких пластиковых листов до жестких пластиковых изделий. Машина для высокочастотной сварки пластмасс состоит из верхней плиты (электрода) и нижней плиты (электрода). Вы можете сварить свое изделие, закрепив форму на верхних или нижних электродах.
Высокочастотная сварка, также известная как электронная сварка плавлением, материалы, применимые для высокочастотной сварки, могут варьироваться от очень тонких пластиковых листов до жестких пластиковых изделий. Машина для высокочастотной сварки пластмасс состоит из верхней плиты (электрода) и нижней плиты (электрода). Вы можете сварить свое изделие, закрепив форму на верхних или нижних электродах.
Когда высокая частота находится в движении, верхняя плита опустится и коснется нижней плиты. Затем форма, закрепленная на плите, будет сваривать изделие током высокой частоты.Таким образом, высокочастотная сварка предназначена для одновременного применения тепловой сварки, давления и высокочастотной энергии. Когда на материал подается электрическая мощность, это вызывает вибрацию молекулы, которая генерирует тепло и усиливает плавление и соединение материала. При частоте 27,12 МГц молекула совершает 27 120 000 движений в секунду. Без какого-либо воздействия внешнего тепла свариваемая деталь создает более прочную связь, чем исходный материал.
Ключевые слова: Высокочастотный Высокочастотный EVA термоклей EVA клейкий пластиковый лист ламинированный EVA EVA EVA пенопласт склеивание высокочастотный высокочастотный сплав тиснение тиснение EVA с покрытием брезент высокочастотный высокочастотный EVA EVA EVA горячее прессование высокочастотный EVA защитная одежда марка фин высокочастотная высокочастотная высокочастотная обработка ЭВА плащ ЭВА пленка ЭВА лента
Последнее обновление: 2019-12-03 Загрузка …
Ваш запрос отправлен
Шаг 1 Заполните форму Шаг 2 Завершение
г-н Хунг, Шао-Тэн, HEXAGON ELECTRIC INDUSTRIAL CO., LTD.
Требуется сообщение 0 /1500 Форматы файлов: htm, html, doc, docx, pdf, txt, jpg, gif, png, odt, ods. Максимум 3 файла (всего 10 МБ).
Максимум 3 файла (всего 10 МБ).
Общий размер:0
{{/если}} {{#ifCond ttLoginType 3}}Подтвердите пароль
{{/ifCond}} {{#if isЛогин}} Просмотр и изменение {{/если}}Рекомендовать других поставщиков, если этот поставщик не отвечает.
Пожалуйста, заполните все обязательные поля.
В ПОРЯДКЕПоворотный стол WP 100/200/400 « Поворотный стол
главная > поворотный стол > поворотный стол wp 100/200/400
Поворотный стол WP 400 предназначен для вращения круглых сварочных деталей (сосудов, труб, днищ и т. д.) и для позиционирования сварочных деталей различной формы. Фиксирующий инструмент можно закрепить на рабочей пластине. Операция сварки может быть как ручной, так и автоматической с модернизацией держателя для регулировки механической горелки. Блок управления имеет встроенную регулировку скорости вращения, изменение направления вращения, ножной переключатель, в качестве опции может быть добавлен автоматический цикл сварки 360º + надшов.
Операция сварки может быть как ручной, так и автоматической с модернизацией держателя для регулировки механической горелки. Блок управления имеет встроенную регулировку скорости вращения, изменение направления вращения, ножной переключатель, в качестве опции может быть добавлен автоматический цикл сварки 360º + надшов.
Опции:
- ручная система наклона
- электрическая система наклона
- автоматический цикл 360° + надварной шов
| Совет | ВП 100 | ВП 200 | ВП 400 | |
| Вес | кг | 100 кг | 200 кг | 400 кг |
| Диаметр плиты | мм | 500 | 500 | 500 |
| об/мин | 0/мин | 0,2 — 5 | 0,1 — 2 | 0,1 — 2 |
| Мощность двигателя | ВА | 90 | 250 | 250 |
| Наклон стола | Град | 120 | 120 | 120 |
| Диаметр отверстия | мм | 0 | 0 | 70 |
| Напряжение сети | В/Гц | 230/50 | 230/50 | 230/50 |
| Потребляемая мощность | ВА | 200 | 200 | 500 |
| Размеры | мм | 600x600x1000 | ||
| Крутящий момент | Нм | 100 | 620 | |
| Изгибающий момент | Нм | 800 | 1250 | |
| Система управления | ВМ1 | ВМ1/Ф | ||
Отправьте нам свой ЗАПРОС »
Двухпозиционный поворотный индексатор
Индексатор с двумя гнездами для продуктов, который сокращает время цикла на 50 %
Ротационный индексатор Введение
Двухпозиционный поворотный индексатор
ИНД-2-Р1
2-позиционный индексатор можно использовать с любой системой контактной сварки или пайки горячим стержнем, чтобы сократить время цикла, позволяя оператору загружать и выгружать изделия в переднем положении, в то время как машина выполняет сварку/пайку в заднем положении. Этот индексатор очень прост по конструкции и эффективен для увеличения производительности. 2-позиционный поворотный индексатор разработан с учетом надежности, но он также предназначен для быстрой и простой замены изношенных деталей. Вращательное движение осуществляется с помощью шагового двигателя, который приводит поворотный стол в жесткую остановку в пределах хода по часовой стрелке и против часовой стрелки. Это очень экономичное решение для более эффективного использования вашего сварочного или паяльного аппарата.
Этот индексатор очень прост по конструкции и эффективен для увеличения производительности. 2-позиционный поворотный индексатор разработан с учетом надежности, но он также предназначен для быстрой и простой замены изношенных деталей. Вращательное движение осуществляется с помощью шагового двигателя, который приводит поворотный стол в жесткую остановку в пределах хода по часовой стрелке и против часовой стрелки. Это очень экономичное решение для более эффективного использования вашего сварочного или паяльного аппарата.
- Высокая скорость : Индексатору требуется приблизительно 1 секунда, чтобы повернуться на 180 градусов.
- Безопасная эксплуатация : Использует муфту, которая делает вращение безопасным для рук оператора.
- Высокая надежность : Разработан и изготовлен для простой и воспроизводимой работы.
| Характеристики | Двухпозиционный поворотный индексатор |
| Время цикла | Приблизительно 1 секунда |
| Напряжение системы | 24 В |
| Требования к входному напряжению | 110В |
| Размер | Стол диаметром 16 дюймов |
| Требуемое место | 24 дюйма в ширину и 42 дюйма в глубину, включая блок питания Avio |
.
