Сварочные роботы CRP — устройство, программирование, возможности и принципы работы промышленных сварочных манипуляторов
Аналоговое/Цифровое управление
Аналоговое управление: система управления сварочным аппаратом позволяет зажигать дугу, регулировать ток, напряжение, подачу газа
Данный протокол соответствует большинству аналоговых интерфейсов сварочных аппаратов, предназначенных для внешнего управления посредством аналоговых сигналов.
Цифровое управление: система управления может контролировать ток, напряжение, подачу проволоки, газа, параметры поджига дуги, заварки кратера, осуществлять поиск сварного соединения посредством контура обратной связи. Простое подключение и устойчивость к помехам. Цифровой интерфейс подходит для управление сварочным оборудованием компаний MEGMEET/AOTAI.
Скорость сварки и регулировка скорости
Скорость сварочного процесса: в инструкции движения робота задавайте скорость движения в процессе сварки, выбирая линейную скорость (мм/с) или номинальную скорость во время движений перемещения (%)
Ручная подача проволоки
Интерфейс робота обладает кнопками ручной подачи проволоки, что упрощает процедуру ее заправки и процесс программирования.
Подача газа
На пульте робота расположена кнопка подачи газа, что дает возможность легко осуществить контроль его наличия.
Регулирование подачи газа
Регулирование подачи газа с помощью интервалов позволяет осуществлять
предварительную подачу газа перед и продолжение подачи газа после окончания процесса сварки. Подача газа перед началом сварки облегчает запуск дуги и снижает разбрызгивание. Подача газа после позволяет защитить сварочную ванну во время ее охлаждения.
Режим симуляции сварки
На пульте обучения есть кнопка режима отладки сварки, которую можно использовать для проверки программы или сварки выборочных швов. После активации функции движения
выполняются в соответствии с фактической сварочной траекторией, но не зажигается дуга, не подается проволока и защитный газ. Скорость совпадает с фактическим процессом сварки.
Контроль сварочной дуги
При обрыве дуги во время процесса сварки, система остановит робота и выдаст сигнал об ошибке.
Сохранение точки обрыва дуги
Если в процессе сварки происходит обрыв дуги, робот запомнит данную точку, после проверки оператором причин обрыва и их устранения робот запустит программу с той же строки, и продолжит процесс сварки с того же места. Точка разрыва дуги будет удалена после сброса программы или возобновления процесса сварки.
Мониторинг сварочного процесса
Мониторинг в режиме реального времени может отображать: ток, напряжение, время сварки, время выполнения программы.
Это удобно для анализа и оптимизации программы.
Функция защиты горелки от столкновений
Роботы CRP оснащены функцией защиты сварочной горелки от столкновений с деталью и элементами оснастки. Это помогает сохранить ее целостность и геометрию, а так же предотвратить повреждение самого манипулятора. Для реализации данной функции блок сварочной горелки оснащен подвижным шарниром и датчиками его положения.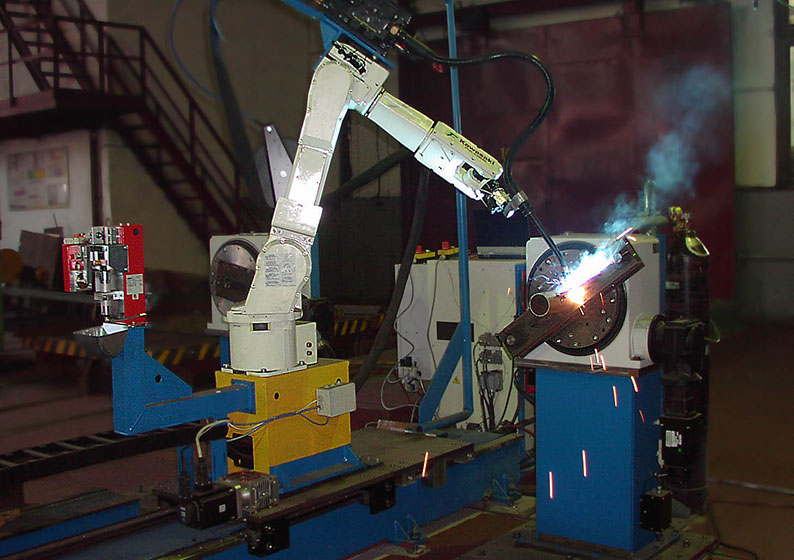 При отклонении шарнира от нормального положения, происходит исчезновение соответствующего программного сигнала, что приводит к остановке робота. Данная функция позволяет надежно защитить горелку и робота от повреждений.
При отклонении шарнира от нормального положения, происходит исчезновение соответствующего программного сигнала, что приводит к остановке робота. Данная функция позволяет надежно защитить горелку и робота от повреждений.
Поиск заготовки датчиком оптического слежения
Поиск сварного соединения возможно осуществлять посредством датчика оптического слежения за швом. Поиск осуществляется посредством лазерного луча, который сканирует текущее положение соединения. Робот сравнивает текущее положение с записанным положением эталонного шва.
При обнаружении отклонений в позициях, робот соответствующим образом корректирует сварочную траекторию.
Поиск касанием (интегральный поиск)
Поиск положения заготовки касанием осуществляется, используя сварочный контур в качестве инструмента. На робота заведен соответствующий цифровой сигнал, свидетельствующий о замыкании данного контура. Сварочный аппарат подает напряжение на положительный электрод сварочной горелки (проволоку). В момент касания сварочной проволокой заготовки (отрицательного электрода), робот получает соответствующий сигнал.
В момент касания сварочной проволокой заготовки (отрицательного электрода), робот получает соответствующий сигнал.
На практике процесс поиска осуществляется следующим образом. Сначала происходит настройка данной функции путем калибровки на эталонном изделии. Робот производит ощупывание детали и при ее касании записывает положение ее опорных точек (настройка эталонной детали производится единожды). Далее, происходит установка последующих заготовок, перед процессом сварки каждой из них производится ощупывание и запись текущих координат опорных точек. Далее происходит сравнение текущих положений с эталонными, вычисляется разница в координатах и в управляющую программу вносится соответствующий сдвиг. Корректировка положений может производиться как в одной, так и в нескольких плоскостях (1D, 2D, 3D, 2D +, 3D +).
Сварочные режимы
Легкая настройка параметров, связанных со сваркой: сварочный ток и напряжение, ток и напряжение поджига дуги и заварки кратера, время предварительной продувки газом и время продувки газом по окончанию сварки задаются посредством сварочных таблиц.
Гибкая система изменения параметров сварки
Сварочные инструкции поддерживают корректировку сварочного тока и напряжения непосредственно в сварочной программе. Это позволяет удобно регулировать сварочные параметры прямо в процессе написания программ.
Функция возврата проволоки
Когда данная функция активирована, при переходе между сварочными швам (холостые перемещения) робот будет автоматически уменьшать вылет сварочной проволоки. Это происходит для предотвращения возможности столкновения проволоки с деталями и оснасткой, что препятствует смещению деталей и предотвращает загиб кончика проволоки.
Функция горячего старта
(предварительная подача проволоки)
В обычном режиме поджиг дуги производится следующим образом. Сначала происходит позиционирование робота в начальной точке сварки, затем начинается предварительная подача газа и подача проволоки. Дуга зажигается в момент касания проволоки свариваемой детали. За счет того, что подача проволоки в момент запуска сварки происходит достаточно медленно, мы имеем значительную временную паузу между позиционированием робота и поджигом дуги. Когда функция горячего старта активна, робот начинает подачу проволоки для поджига дуги заранее, в точке подхода к месту сварки. Это позволяет сделать поджиг в точке старта сварки практически мгновенным и значительно сократить общее время цикла сварки изделия.
Когда функция горячего старта активна, робот начинает подачу проволоки для поджига дуги заранее, в точке подхода к месту сварки. Это позволяет сделать поджиг в точке старта сварки практически мгновенным и значительно сократить общее время цикла сварки изделия.
Функция повторного поджига дуги
Данная функция предназначена для повторного поджига дуги, если она по каким либо причинам погасла. Если данная функция активна, то при прерывании дуги робот возвращается на некоторое расстояние назад по сварочной траектории, производит поджиг дуги заново и продолжает выполнение программы.
Линейная синхронизация (интерполяция)
Опция линейной синхронизации позволяет роботу совершать синхронные (согласованные) движения совместно с внешними линейными осями, направление которых должно соответствовать направлениям осей Х, Y, Z абсолютной системы координат робота. Данная опция позволяет роботу совершать линейные перемещения не отрываясь от своего производственного процесса. Это к примеру позволяет роботу с помощью трека производить сварку протяженных соединений сложной геометрии без отрыва горелки на всей протяженности сварного шва.
Это к примеру позволяет роботу с помощью трека производить сварку протяженных соединений сложной геометрии без отрыва горелки на всей протяженности сварного шва.
Круговая синхронизация (интерполяция)
Круговая синхронизация позволяет роботу согласовывать свои движения с движениями внешних дополнительных осей вращения. Робот способен совершать синхронные движения совместно с позиционером, имеющим одну или более осей вращения. Это позволяет роботу выполнять полный охват даже очень больших деталей с возможностью выбора для себя наиболее удобной точки подхода и положения сварного соединения в пространстве. Данная технология позволяет совершать операции, где требуется выполнить сплошной шов на изделии со сложной геометрией без перепозиционирования робота в процессе сварки.
Z-образные колебания
Z-образные колебания: при включении данной функции сварочная горелка робота совершает Z-образные колебания во время сварочного процесса. Направление колебаний перпендикулярно направлению движения сварочной горелки.
Кольцевые колебания
Дуговые колебания: если активировать данную функцию, то во время сварочного процесса горелка робота будет совершать круговые колебания. .
Функция плавной коррекции сварочных параметров
Функция плавной коррекции сварочных параметров может использоваться для сварки сложных изделий, где требуется плавное изменение параметров непосредственно по ходу сварочного процесса. Во время выполнения сварного шва можно использовать плавное изменение тока и напряжения на заданное значение. Необходимо лишь задать исходные параметры тока и напряжения в желаемой точке начала плавной регулировки параметров и установить конечные значения в нужной точке. Процесс изменения параметров является линейным.
Функция мгновенной коррекции сварочных параметров
Функция мгновенной коррекции сварочных параметров может использоваться для сварки сложных изделий, где требуется мгновенное изменение тока и напряжения непосредственно во врем сварочного процесса. Необходимо лишь задать новые сварочные параметры в требуемой точке и во время сварочного процесса именно в этом месте произойдет мгновенное изменение тока и напряжения.
Необходимо лишь задать новые сварочные параметры в требуемой точке и во время сварочного процесса именно в этом месте произойдет мгновенное изменение тока и напряжения.
Чешуйчатый шов/Прерывистый шов
Функция чешуйчатого шва представляет собой технологию сварки точками. Функция легка в применении, задается лишь время установки прихватки и шаг. Функция прерывистого шва позволяет выполнить такой шов задав лишь траекторию, длину стежка и шаг.
Слежение за сварочной дугой по току
Данная функция поможет компенсировать позиционные отклонения сварного соединения в пространстве. Если сварочное соединение имеет зазор или разделку и сварочный шов выполняется с колебаниями, данная функция идеально подойдет. С помощью дополнительного датчика робот осуществляет контроль тока во время сварочного процесса. Фиксируя наименьшие и наибольшие значения по ходу траектории робот определяет центр разделки и кромки сварного соединения и корректирует запрограммированную траекторию движения относительно реального положения детали. . Примечание: для работы данной функции необходим дополнительный датчик отслеживания дуги CAW-V1.
. Примечание: для работы данной функции необходим дополнительный датчик отслеживания дуги CAW-V1.
Оптическое слежение за швом
Для работоспособности данной функции сварочный робот-манипулятор оснащается дополнительным датчиком оптического слежения за сварочным швом. Данный датчик позволяет как предварительно производить поиск сварных соединения, так и осуществлять онлайн корректировку траектории непосредственно во врем сварки. Слежение осуществляется за счет проецирования лазерного луча на сварное соединение. На основе заданных параметров (зазор, разделка, вид соединения) система определяет реальное положение шва и корректирует сварочную траекторию.
Функция многопроходной сварки
Используя функцию многопроходной сварки необходимо всего лишь один раз обучить робота сварочной траектории, а затем с помощью инструкции скорректировать скорость и сварочные параметры для требуемого количества проходов. Это значительно сокращает время программирования и уменьшает его сложность.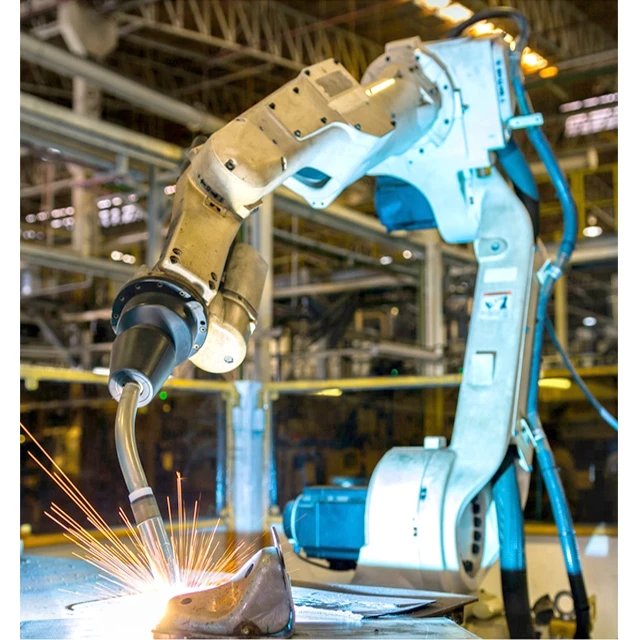
Слежение с фиксированной точкой
Функция оптического слежения с фиксированной точкой предназначена для сварки протяженных кольцевых или линейных швов. Для работоспособности данной функции необходима внешняя ось. Движение по ходу сварочной траектории осуществляется за счет вращение позиционера или движения робота по линейной оси. Сам робот при этом остается практически неподвижным и совершает минимальные перемещения для компенсации смещения реального сварного шва от запрограммированного. Определение положения сварного соединения осуществляется за счет датчика оптического слежения.
Сварочный робот | Робот сварщик
Работу крупного производства невозможно представить без роботизированной техники. В частности, осуществление сварки лучше доверить специальным роботам-сварщикам. Работа такого оборудования более продуктивна и отличается стабильным качеством, а также риски получить травму во время сварочных работ полностью исключаются.
Что такое робот-сварщик: назначение
Робот-сварщик – специализированного оборудование, которое используется при сварке транспорта и для изготовления различной металлической продукции в больших количествах. Такие аппараты выполняют однотипные операции с высокой скоростью. Они также способны выполнять различные виды задач как по отдельности, так и одновременно.
Такие аппараты выполняют однотипные операции с высокой скоростью. Они также способны выполнять различные виды задач как по отдельности, так и одновременно.
Особенности сварочных роботов и принцип работы
Сварочные роботы состоят из нескольких частей:
- Блок управления. Он может быть как выносным (пульт управления), так и встроенным. При помощи электронного блока управления задаются различные параметры: координаты перемещения робота-сварщика, движение горелки по определённой траектории, определяются необходимые подготовительные действия (например, зачистка металла, обезжиривание), выставляются настройки процесса сварки (температура, вид обрабатываемого металла и т. д.).
- Источник питания. В качестве элементов питания для электрических роботов-сварщиков могут выступать аккумуляторы (передвижные сварщики) или непосредственный источник электричества (стационарные модели). В газовых сварщиках используются баллоны с газом.
- Преобразователь вольт-амперных характеристик.

- Подающее устройство. Чаще всего в качестве такого устройства выступает управляемая рука-манипулятор. Она состоит из нескольких отрезков (от 3 до 6), соединённых поворотными узлами, и газовой горелки или сварочного электрода, при помощи которых производится сварка. Простые по конструкции манипуляторы способны поднимать до 25 кг веса.
- Табло. Оно отражает выставленные характеристики, время, оставшееся до конца сварки, количество израсходованного газа или электричества и другие параметры.

Принцип работы робота-сварщика зависит от его типа и конструкции. В основном все подобные устройства имеют подвижную руку со сварочным устройством на конце. Чем больше на руке у робота узлов, тем больше операций он сможет выполнять. При наличии в конструкции оптического наводчика роботизированный аппарат может сам точно выбирать место для наложения шва.
Обычно после установки необходимых параметров и запуска машины оператор не принимает никакого участия в процессе сварки. При необходимости он может отключить машину или некоторые модели сделают это самостоятельно.
При необходимости он может отключить машину или некоторые модели сделают это самостоятельно.
Виды сварочных роботов
Лазерные
Роботы для лазерной сварки способны создавать глубокие сварочные швы с небольшой шириной благодаря большой скорости соединения и высокому КПД. Во время сварки материал нагревается лазером до температуры плавления, луч во время движения фокусируется при помощи оптики, и создаётся сварной шов. Для защиты от окисления металла дополнительно используется инертный газ.
Чаще всего лазерная сварка применяется в автомобиле- и кораблестроении. Также она нужна для создания крупных и средних по размеру деталей.
Точечные
Точечная сварка считается наиболее распространённой для использования в роботах-сварщиках. Она применяется в производстве большинства видов металлических изделий.
Точечная контактная сварка востребована в различных видах промышленности, так как в исполнении роботами она быстрая, недорогая и просто выполняется.
Дуговые
Методы сварки, такие как MIG, TIG, MMA, объединяют в себе обобщённое понятие дуговая сварка. Дуговые сварочные роботы образуют электрическую дугу между электродом и металлом. Она расплавляет материал заготовки на свариваемых краях. Сварной шов образуется благодаря плавлению материала вместе с расходуемым электродом. Также в дуговой сварке может применяться нерасходуемый электрод (вольфрам). В этом случае используется инертный газ для защиты металла от окисления.
Дуговые сварочные роботы образуют электрическую дугу между электродом и металлом. Она расплавляет материал заготовки на свариваемых краях. Сварной шов образуется благодаря плавлению материала вместе с расходуемым электродом. Также в дуговой сварке может применяться нерасходуемый электрод (вольфрам). В этом случае используется инертный газ для защиты металла от окисления.
Плазменные
Роботизированная плазменная сварка (PAW) похожа на технологию дуговой сварки TIG. Для неё также используется нерасходуемый вольфрам. Дополнительно в процессе сварки применяется сжатый ионизированный газ. Он проходит через медное сопло, вследствие чего достигается максимальная температура, при помощи которой можно добиться минимального поперечного сечения сварного шва. Также благодаря высоким температурам процесс сварки занимает всего несколько секунд.
Технологии плазменной сварки применяются только для сложных соединений.
Газовые
Газовая сварка легко интегрируется в роботизированные системы. Она быстро соединяет металлические материалы при помощи сварочного наконечника, который раскаляет металл до температуры 2 500–3 000 ºC.
Она быстро соединяет металлические материалы при помощи сварочного наконечника, который раскаляет металл до температуры 2 500–3 000 ºC.
Современные газовые роботы-сварщики имеют высокий КПД, защиту от вредных паров и высокую продуктивность работы. Это позволяет получать большие партии заготовок в короткие сроки с гарантированно высоким качеством сварного шва.
Лучшие промышленные роботы в сварочном производстве
Fanuc CR-14iAL
Коллаборативный робот Fanuc CR-14iA/L способен поднимать грузы весом до 14 кг и перемещать их на расстояние не более 82 см. Робот-сварщик способен работать среди людей без дополнительных ограждений или звуковых датчиков. Так как при контакте с человеком он останавливается. Это стало возможным благодаря встраиванию в конструкцию сенсорного стоп-датчика контактной безопасности.
Гибкость и небольшие габариты (296,5 ⨯ 235 мм) удлинённого корпуса позволяют роботу выполнять работы рядом со своим основанием, что особо актуально в небольших помещениях.
Программировать модель легко вручную при помощи панели управления iHMI.
Коллаборативный робот Fanuc CR-15iA
Работа робота Fanuc CR-15iA осуществляется при помощи сенсорного датчика FANUC Force, который встроен в основание оборудования. За распознание предметов ответственны датчики: пространственный 3D FANUC и зрения Vision FANUC.
Запрограммировать роботизированное устройство можно различными способами:
- используя FANUC Teach Pendant или автономное устройство;
- применив руководство FANUC Hand Guidance, при помощи которого можно провести робота через точки движения или по определённой траектории, необходимой для выполнения задачи и записи пути.
Модель CR-15iA очень компактна, поэтому идеально подходит для погрузочно-разгрузочных работ. Максимальная грузоподъемность аппарата составляет 15 кг. По вертикали аппарат может поднять детали и ящики на высоту 2,41 м, горизонтально – вытянуться на расстояние 1,44 м.
Коллаборативный робот Hanwha HCR-3A
Робот Hanwha HCR-3A подходит для выполнения задач с малым весом (не более 3 кг). При помощи данного роботизированного оборудования легко автоматизируются различные виды повторяющихся действий, таких как: проверка, сборка, полировка, складирование и паллетирование (укладка) объектов; завинчивание деталей; обслуживание станков.
При помощи данного роботизированного оборудования легко автоматизируются различные виды повторяющихся действий, таких как: проверка, сборка, полировка, складирование и паллетирование (укладка) объектов; завинчивание деталей; обслуживание станков.
В связи с большим количеством выполняемых операций робот может использоваться в различных отраслях промышленности:
- сварочное производство;
- металлургия;
- производство микросхем;
- сборка и комплектовка на складах;
- литье;
- лакокрасочное производство.
Модель изготовлена согласно стандартам безопасности, которые позволяют использовать роботизированный аппарат для совместной с человеком работы. Наличие большого количества сенсоров позволяет создать удобную рабочую среду для сотрудников, так как при обнаружении малейшего столкновения с любым объектом робот мгновенно останавливается.
Робот-рука для сварки Kuka WTG 1200
Автоматический сварочный аппарат Kuka WTG 1200 оснащён технологией дуговой сварки. Общие габариты у робота компактные – 1,2 ⨯ 0,8 м. Максимальная грузоподъёмность оборудования равна 6 кг.
Общие габариты у робота компактные – 1,2 ⨯ 0,8 м. Максимальная грузоподъёмность оборудования равна 6 кг.
Высокая скорость работы системы позволила внедрить устройство на различные производства. Управление роботом очень простое, оно осуществляется при помощи пульта. Работа аппарата возможна в ручном или автоматическом режиме.
Для работников обеспечена защита от травм. Машина остаётся автоматически заблокированной и не может запуститься до тех пор, пока двери в камеру хранения материалов открыты.
Перспектива использования роботов-сварщиков
Максимально автоматизированный процесс сварки позволит получать заготовки идеального качества в короткие сроки. При этом исключаются риски травматизма и непосредственного участия человека в процессе.
Учёные и инженеры считают оптимальным вариантом внедрение в робота-сварщика нейроинтерфейса, задействуя который, можно управлять процессом при помощи силы мысли вдали от опасного производства. Нейроинтерфейс работает по принципу электроэнцефалограммы: к человеку присоединяются датчики ЭЭГ, и в тот момент, когда он просматривает изображения сварных соединений, ПО робота распознаёт и запоминает необходимый результат.
Важно! Использование нейроинтерфейса позволит совсем не программировать робота-сварщика. Достаточно будет только силой мысли передать ему изображение. Благодаря такой технологии экономятся время и средства, затрачиваемые на программирование и написание программы для конкретного вида сварки. Вследствие этого стоимость готовой детали значительно уменьшается.
В перспективе использование сварочных роботов будет широко распространено в отраслях, в которых требуется исключение участия человека из процесса производства. Роботизированные механизмы способны проводить сварку любой сложности, а также работать при неблагоприятных для человека условиях.
- 19 декабря 2020
- 4195
Получите консультацию специалиста
Сварочный робот
Главный вывод, который сварочная отрасль сделала за последние пару десятилетий — это то, что ставки при ведении бизнеса намного возрасли. В 90-х количество новых сварочных роботов в Северной Америке росло со скоростью около 12% в год. В следующее десятилетие темпы роста еще больше возросли, в отдельные годы эта величина достигала 32 процентов. В большинстве случаев потенциальные покупатели роботизированных систем подходят к этому вопросу очень осторожно. Они боятся сделать ошибку — большую, дорогостоящую ошибку. Мифы |
 1990-ые годы стали периодом постоянного повышения качества, сокращения затрат для увеличения конкурентоспособности на глобальном рынке, оптимизации производственных площадей, увеличения эффективности, обучения и повышения квалификации персонала. В новом тысячелетии главным вопросом стало не то, будет ли какой-либо металлопроизводитель использовать технологии роботизации сварки, а скорее как и когда это произойдет. Автоматизация будет вопросом выживания, причем не только для крупных предприятий, которые производят большие объемы продукции, но и небольших компаний, которым важно максимально повысить производительность и сократить расходы.
1990-ые годы стали периодом постоянного повышения качества, сокращения затрат для увеличения конкурентоспособности на глобальном рынке, оптимизации производственных площадей, увеличения эффективности, обучения и повышения квалификации персонала. В новом тысячелетии главным вопросом стало не то, будет ли какой-либо металлопроизводитель использовать технологии роботизации сварки, а скорее как и когда это произойдет. Автоматизация будет вопросом выживания, причем не только для крупных предприятий, которые производят большие объемы продукции, но и небольших компаний, которым важно максимально повысить производительность и сократить расходы.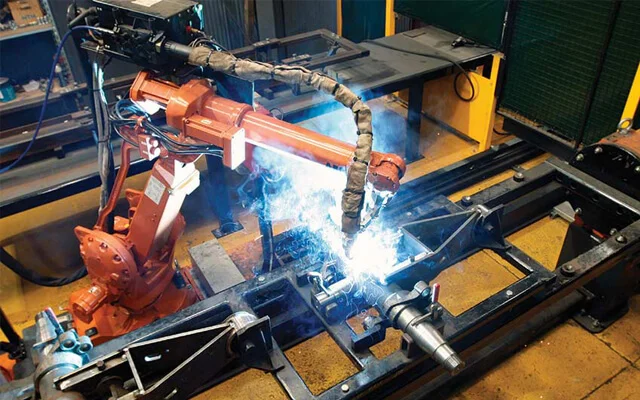
| Реальность 1. Программировать робота очень просто. Даже если сварщики не понимают язык интерфейса робота, они всего за 2 дня могут научиться его программировать благодаря интуитивно понятному интерактивному экрану на пульте управления.  2. Сварочный робот необязательно должен работать с единственным видом продукции. В его памяти могут храниться программы для сварки множества различных деталей. Если фиксаторы робота предусматривают быструю замену, Вы сможете в кратчайшие сроки переключаться между разными видами продукции. На каждом посту роботизированной сварки каждый день можно производить разные продукты. 3. Ни один сварочный робот не способен решить все проблемы сварки. Если изделия плохо сконструированы, если их детали имеют отклонения, если соединения плохо подготовлены или сориентированы, могут возникнуть сложности. |
4. На то, чтобы стать высококвалифицированным сварщиком, нужны годы опыта, обучения и практики. Для эксплуатации сварочного робота достаточно просто установить деталь, нажать на нужные кнопки и затем извлечь деталь. На инструктаж оператора сварочного робота уходит буквально меньше часа. 5. Вслед за стремительным падением себестоимости изготовления электроники за последние 10 лет так же упала и стоимость сварочных роботов. 6. Не стоит думать, что робот сможет выполнить сварку всех деталей, пригодных для сварки в ручном или полуавтоматическом режиме. Требования к системам фиксации и позиционирования или удобства доступа могут сделать применение роботизированной сварочной станции невозможным или непрактичным. |
 В то же время возможности программного обеспечения, простота программирования, скорость и точность роботов намного возросли. В конечном итоге сварочные роботы стали намного эффективнее за меньшую цену.
В то же время возможности программного обеспечения, простота программирования, скорость и точность роботов намного возросли. В конечном итоге сварочные роботы стали намного эффективнее за меньшую цену.|
7. Сварочный робот может быть установлен на рельсах или балке, что позволяет ему перемещаться на 12-15 метров в длину и на 2,5-3 метра в ширину. 8. Успешность применения сварочных роботов в большей степени зависит от поддержки ПО и экспертной помощи в проектировании изделий. В большинстве случаев аппаратная часть не имеет решающего значения. Что действительно важно — это опыт его использования. |

Принятие решения Процесс принятия решений начинается с подробного анализа следующих аспектов: с какими изделиями предстоит работать; легкодоступность сварного шва; повторяемость деталей; требования к фиксаторам и позиционированию изделий; способы исправления деформаций; выбор процесса сварки. |

В ходе подготовки к закупке нового оборудования поставщик сварочного оборудования и производитель должны вместе подобрать подходящие аксессуары, средства безопасности, оптимальное расположение сварочной станции, составить сервисный план (по обслуживанию своими силами и с привлечением поставщика), определить кадровые и учебные требования.
Планировка роботизированного сварочного поста должна не только предусматривать достаточно места для системы привода, источника питания, контроллера робота и механизма подачи сварочной проволоки, но и учитывать, как изделия будут транспортироватьсяв зону сварки и из нее. Хорошую планировку всегда отличает простота и удобство рабочих процессов.
Берегитесь подводных камней
Очевидно, что поставщик, который смотрит на заказ роботизированной системы как на единоразовую возможность заработать, не сможет обеспечить своему заказчику должную поддержку. И напротив, поставщик, который имеет хорошее представление о бизнесе производителя и понимает, как изготавливать такую продукцию с применением роботизированных систем и без них, сможет сделать ценный вклад на этапе принятия решений и проектирования, а также обеспечить жизненно важную поддержку после запуска системы.
Хотя большинство сварочных роботов действительно намного проще в обращении, чем думает большинство производителей, также верно и то, что переход на автоматические системы связан с несколькими проблемами, которые отсутствуют (или меньше выражены) при ручной сварке. Квалифицированный сварщик может свести к минимуму влияние неточных или плохо спроектированных фиксаторов, из-за которых может отклоняться линия шва и габаритные размеры деталей. Опытный сварщик также может решать проблемы со сварочным оборудованием, подачей сварочной проволоки или защитного газа. Для применения сварочных роботов нужно уделить большое внимание процессу изготовления составляющих деталей. Кроме того, нужно убедиться в абсолютной точности креплений и фиксаторов. Перед покупкой сварочного робота нужно получить уверенность в том, что Вы сможете обеспечить должную надежность позиционирования деталей. |
|
 Также современные сварочные роботы имеют функцию визуального сканирования, которое позволяет скорректировать положение электрода и параметры сварки, чтобы успешно выполнить сварку детали даже если она имеет некоторые отклонения.
Также современные сварочные роботы имеют функцию визуального сканирования, которое позволяет скорректировать положение электрода и параметры сварки, чтобы успешно выполнить сварку детали даже если она имеет некоторые отклонения. При следовании должному процессу принятия решений обоснование стоимости сварочного робота обычно не вызывает особых сложностей. За последнее десятилетие это стало еще более верно, так как роботы стали намного совершеннее и дешевле, в то время как затраты на труд продолжают расти. Длительное обучение, необходимое для подготовки квалифицированных сварщиков, дефицит профессиональных кадров и потенциальное влияние текучки рабочих — это дополнительные источники затрат, которыми часто пренебрегают. Экономические последствия этих аспектов могут быть неочевидными, но в сумме они ведут к большим убыткам. Уже многие компании в нашей отрасли столкнулись с проблемой поиска большого числа квалифицированных сварщиков для выполнения непредвиденного крупного проекта. Более того, сегодня обучение проходит меньше молодых сварщиков, а многие профессионалы подходят к пенсионному возрасту. При обосновании стоимости роботизированной сварочной станции также нужно учитывать простоту (и небольшую стоимость) обучения установке и извлечению деталей. На это уходят считанные минуты или часы — в отличие от многих лет на полноценную подготовку профессионального сварщика. Из-за недостатка квалифицированных кадров в сценарии обоснования стоимости также нужно учесть убытки из-за низкого качества, в том числе брака, доработок и, что важнее всего, потери доверия заказчиков. |
Еще одно преимущество автоматических систем в отношении обоснования стоимости — это требования трудовой и экологической безопасности. Невыполнение промышленных стандартов и требований регулирующих органов может дорого обойтись. И наконец, прогресс в области сварочных материалов и горелок в сочетании с автоматическим оборудованием с системами визуального сканирования позволяет вести сварку с настолько высокой скоростью, что это позволит снизить общие затраты.
И наконец, прогресс в области сварочных материалов и горелок в сочетании с автоматическим оборудованием с системами визуального сканирования позволяет вести сварку с настолько высокой скоростью, что это позволит снизить общие затраты.
Оригинал статьи
Как сварочные роботы могут снизить риски
Общеизвестно, что сварщики играют опасную роль в промышленных условиях. Следовательно, это очевидная цель для снижения рисков, поскольку безопасность на рабочем месте продолжает оставаться движущей силой для сегодняшнего руководства. Понимание конкретных рисков, связанных со сваркой и имеющимися в нашем распоряжении инструментами, помогает нам принимать более обоснованные решения в отношении безопасности работников. В этой статье будут освещены основные принципы безопасности при сварке и некоторые действенные способы снижения риска травм.
Почему важна безопасность при сварке?
Сварка — одна из самых опасных работ для рабочих на промышленных предприятиях. По данным Бюро статистики труда, из всех зарегистрированных травм рабочих по металлу и пластмассе 28% приходилось на сварщиков. Это потрясающая статистика. Ваши сварщики, вероятно, больше всего подвержены риску получения серьезных травм на вашем предприятии. Травмы очень болезненны для пострадавшей стороны. Они также могут негативно повлиять на моральный дух на рабочем месте и создать негативную репутацию работодателя.
По данным Бюро статистики труда, из всех зарегистрированных травм рабочих по металлу и пластмассе 28% приходилось на сварщиков. Это потрясающая статистика. Ваши сварщики, вероятно, больше всего подвержены риску получения серьезных травм на вашем предприятии. Травмы очень болезненны для пострадавшей стороны. Они также могут негативно повлиять на моральный дух на рабочем месте и создать негативную репутацию работодателя.
Производственные травмы также влекут за собой финансовые последствия. Есть немедленные убытки: пени, штрафы и потери производства. OSHA часто привлекается при любых травмах на рабочем месте. За травмы, связанные с нарушением правил техники безопасности или халатностью, OSHA будет взимать штрафы. По состоянию на 15 января 2022 г. OSHA налагает следующие штрафы:
- 14 502 долл. США за серьезные или несерьезные нарушения
- 14 502 доллара в день за неуплату
- 145 027 долларов за умышленное или повторное нарушение
Производственные потери тоже могут повредить, особенно в условиях сегодняшней нехватки рабочей силы. Травмы, связанные со сваркой, часто приводят к отсутствию времени для восстановления. Это создает нагрузку на рабочую силу и может снизить производственные показатели, пока вы не вернетесь к полной мощности.
Травмы, связанные со сваркой, часто приводят к отсутствию времени для восстановления. Это создает нагрузку на рабочую силу и может снизить производственные показатели, пока вы не вернетесь к полной мощности.
Существуют также последующие расходы, связанные со сварочными травмами. Как правило, они повышают страховые взносы, являющиеся важным компонентом общей ставки бремени рабочей силы. Увеличение здесь оказывает существенное влияние на вашу прибыль. Если травма достаточно серьезная, это может повлиять на производительность сварщика в долгосрочной перспективе. Нередки случаи, когда травмы на рабочем месте негативно влияют на силу или диапазон движений работника. Эти реалии наносят ущерб потенциальной производительности работника.
Риски и опасности для сварщиков
Потенциальные риски для сварщиков являются серьезными. Постоянное воздействие электричества высокого напряжения и сильной жары делает эту профессию опасной. Наиболее распространенные риски, которым подвергаются сварщики, включают:
- Пожары
- Взрывы
- Поражение электрическим током
- Радиационное воздействие
- Токсичные пары и газы
- Общие эргономические риски
Серьезность этих рисков ясно показывает, что эта роль является одной из самых опасных в производстве. Ожоги, поражение глаз сварщика и даже рак — вот лишь некоторые из последствий, с которыми сегодня сталкиваются сварщики. Однако вы можете предпринять шаги, чтобы снизить некоторые из этих рисков безопасности.
Ожоги, поражение глаз сварщика и даже рак — вот лишь некоторые из последствий, с которыми сегодня сталкиваются сварщики. Однако вы можете предпринять шаги, чтобы снизить некоторые из этих рисков безопасности.
Передовые методы снижения рисков при сварке
Сварка опасна, но стандарты снижают этот риск до приемлемого уровня. Хотя это не исчерпывающий список или строгий справочник по безопасности на рабочем месте, он может указать вам правильное направление, когда речь идет о безопасности сварки.
Прежде всего, сварщики должны пройти сертификацию по аккредитованной программе. Это базовое требование гарантирует, что сварщик понимает основы сварки. Программы сварки также охватывают вопросы безопасности при сварке. Это имеет большое значение для предотвращения травм. Сварщики значительно реже получают травмы, если у них есть базовое понимание программы обучения сварке.
Тепло, связанное со сваркой, представляет множество рисков. Ожоги, пожары и взрывы являются основными проблемами. Поэтому сварка считается «горячей работой». Это означает, что она должна выполняться в специально отведенной зоне горячих работ. Фактическое определение ANSI дает больше ясности этому объявлению, чем это может дать объем этой статьи. Идея состоит в том, чтобы эта зона была максимально свободна от легковоспламеняющихся материалов.
Поэтому сварка считается «горячей работой». Это означает, что она должна выполняться в специально отведенной зоне горячих работ. Фактическое определение ANSI дает больше ясности этому объявлению, чем это может дать объем этой статьи. Идея состоит в том, чтобы эта зона была максимально свободна от легковоспламеняющихся материалов.
Простые средства индивидуальной защиты могут существенно снизить риски безопасности, связанные со сваркой. AWS (Американское общество сварщиков) рекомендует сварщикам носить надлежащую огнестойкую одежду. Сюда входят такие предметы одежды, как кожаные перчатки, тяжелая огнестойкая одежда и ботинки со стальным носком и нескользящей подошвой. Эти предметы помогают избежать ожогов, падений и поражения электрическим током. Кроме того, для предотвращения травм глаз необходимы надлежащий сварочный шлем и защитные очки. Глаз сварщика или глаз дуги — это травма, которую сварщики могут получить из-за неправильной защиты глаз. Сварка производит экстремальные уровни УФ-излучения. Это вредно для глаз сварщиков, поэтому экраны или щитки необходимы для других, работающих в сварочной среде. Прохожие, незнакомые с местностью, могут случайно посмотреть в сторону активного сварщика. Это может привести к их травмам.
Это вредно для глаз сварщиков, поэтому экраны или щитки необходимы для других, работающих в сварочной среде. Прохожие, незнакомые с местностью, могут случайно посмотреть в сторону активного сварщика. Это может привести к их травмам.
Нужен сварочный робот? Почему бы вашим сварщикам не пройти обучение работе с системой ДО ее покупки? Узнайте больше здесь!
Как автоматизация влияет на безопасность сварки?
Учитывая все эти неотъемлемые риски, вполне нормально рассматривать альтернативы стандартному процессу сварки. Самая немедленная и надежная стратегия снижения риска — максимальное удаление людей от опасности. Роботизированная автоматизация — это распространенный способ, с помощью которого производители достигают такого уровня снижения рисков. Роботизированная сварка является стандартным применением промышленных роботов. Это означает, что сварка — это приложение, для которого обычно используются роботы. Многие производители и интеграторы могут предоставить роботизированные сварочные системы.
Интегрируя сварочного робота, вы избавляете человека от непосредственной опасности. Робот выполняет активную сварочную задачу. Это включает в себя работу с горелкой, а иногда и манипуляции с заготовкой, которые являются наиболее распространенными точками травм для сварщиков.
Несмотря на то, что люди не выполняют сварочные работы сами, в этой системе все равно будут задействованы люди. В большинстве автоматизированных сварочных процессов для загрузки и выгрузки деталей по-прежнему требуются люди. Взаимодействие с роботами может быть опасным. Автоматизация процесса сварки не полностью устраняет все риски. При работе с роботами необходимо соблюдать меры безопасности, как и при сварке. Обычно в вашу роботизированную систему включаются важные меры безопасности, в том числе:
- Каркас безопасности
- Сканеры безопасности
- Датчики
- Дверные замки
- Аварийные стопоры и тросовые тяги
Преимущества автоматизации сварки
Автоматизация сварочного процесса дает значительные преимущества помимо повышения безопасности. Кроме того, роботизированная автоматизация может значительно улучшить ваш сварочный процесс. Любой из этих факторов может быть причиной для автоматизации самостоятельно.
Кроме того, роботизированная автоматизация может значительно улучшить ваш сварочный процесс. Любой из этих факторов может быть причиной для автоматизации самостоятельно.
Повышение производительности
Роботизированная автоматизация повышает уровень производительности большинства производителей. Это увеличение производительности связано с впечатляющим сочетанием скорости, силы и выносливости сварочных роботов. Роботы могут перемещать тяжелые грузы с большей скоростью, чем большинство людей. Кроме того, роботы не устают. Они могут работать целый день, день за днем, без перерывов.
Такое повышение производительности часто наблюдается у производителей с крупносерийными производственными процессами. Это процессы, которые создают сотни повторяющихся сварных деталей в день. К сожалению, мелкосерийные или нестандартные производственные задачи обычно не подходят для автоматизации, поскольку они не позволяют роботу превзойти своих коллег-людей.
Улучшенная согласованность
Значительное преимущество сварочных роботов перед людьми заключается в их абсолютной согласованности. Некоторые модели могут дойти до микронного уровня консистенции. Это означает, что они могут останавливаться в одном и том же месте в пространстве с точностью до микрона, когда следуют программе. Это приводит к более стабильным деталям, лучшему качеству и меньшему количеству отходов. С другой стороны, сварщики-люди иногда могут ошибаться. Будь то из-за усталости или неопытности, эти ошибки в конечном итоге приводят к напрасному использованию деталей и расходных материалов. Эти траты негативно сказываются на вашей прибыли.
Некоторые модели могут дойти до микронного уровня консистенции. Это означает, что они могут останавливаться в одном и том же месте в пространстве с точностью до микрона, когда следуют программе. Это приводит к более стабильным деталям, лучшему качеству и меньшему количеству отходов. С другой стороны, сварщики-люди иногда могут ошибаться. Будь то из-за усталости или неопытности, эти ошибки в конечном итоге приводят к напрасному использованию деталей и расходных материалов. Эти траты негативно сказываются на вашей прибыли.
Автономность
Роботы могут работать автономно от остальной рабочей силы. Уровень автономии зависит от вашей готовности инвестировать в предшествующее и последующее оборудование. Например, на некоторых предприятиях можно обеспечить производство без отключения света. Это означает, что они могут работать практически без присмотра человека в течение длительного периода времени. Обычно для этого требуется оборудование для подачи и разгрузки деталей. Однако этот тип автоматизации может оказать огромное влияние на вашу прибыль.
Сварочный робот против сварочных коботов
Многие типы роботов используются для сварки. Наиболее распространенными вариантами являются шестиосевые промышленные роботы и коллаборативные роботы. На первый взгляд эти роботы могут выглядеть очень похожими, но служат они разным целям.
Промышленные роботы
Промышленный робот — это самый распространенный робот, используемый сегодня в производстве. Кроме того, они используются во многих других областях, помимо сварки. Это связано с их прочным сочетанием скорости, силы, досягаемости и ловкости. На самом деле, именно эта комбинация делает их такими великолепными при сварке. Сварка требует невероятной ловкости. Эта задача часто требует, чтобы сварщик работал под точными углами. Промышленный робот делает это с легкостью, в то время как для других типов роботов это проблема.
Промышленные роботы отлично подходят для автоматизации задач, но их сложно использовать рядом с людьми в рабочей среде. Промышленные роботы по большей части не осознают, что их окружает. Из-за этого ничего не подозревающие люди, забредшие в рабочую оболочку, могут серьезно пострадать от промышленных роботов. Вот почему такой акцент делается на обеспечении надлежащего снижения рисков, интегрированного в любой проект по робототехнике. Защитное оборудование позволяет роботу реагировать соответствующим образом, когда человек находится в пределах досягаемости. Например, сварочный робот без защитного оборудования может быть так же опасен для людей, как и сама сварочная работа.
Из-за этого ничего не подозревающие люди, забредшие в рабочую оболочку, могут серьезно пострадать от промышленных роботов. Вот почему такой акцент делается на обеспечении надлежащего снижения рисков, интегрированного в любой проект по робототехнике. Защитное оборудование позволяет роботу реагировать соответствующим образом, когда человек находится в пределах досягаемости. Например, сварочный робот без защитного оборудования может быть так же опасен для людей, как и сама сварочная работа.
Коллаборативные роботы
Коллаборативные роботы или коботы — это более дружественная версия промышленного робота. Их заявленная цель — работать с людьми и вокруг них. Коботы могут это делать, потому что у них есть встроенные функции безопасности. Эти функции предназначены для снижения, а не устранения риска травмирования людей. Эти функции включают ограничения скорости и усилия. Ограничения удерживают их от движения, которое может быть вредным для человека. Важно отметить, что все еще существуют очевидные риски для сварочного робота. Хотя вероятность причинения вреда человеку в результате столкновения меньше, этот робот по-прежнему работает со сварочной горелкой. Для обеспечения безопасной эксплуатации следует внедрить надлежащие процедуры и стратегии снижения риска для безопасности полетов. Например, несмотря на то, что вам может не понадобиться полноценная система безопасности для кобота, все же разумно убедиться, что техники носят соответствующие средства индивидуальной защиты при работе с вашим сварочным коботом и рядом с ним.
Хотя вероятность причинения вреда человеку в результате столкновения меньше, этот робот по-прежнему работает со сварочной горелкой. Для обеспечения безопасной эксплуатации следует внедрить надлежащие процедуры и стратегии снижения риска для безопасности полетов. Например, несмотря на то, что вам может не понадобиться полноценная система безопасности для кобота, все же разумно убедиться, что техники носят соответствующие средства индивидуальной защиты при работе с вашим сварочным коботом и рядом с ним.
Преимущество коботов в том, что они являются самой удобной платформой для роботов на рынке. Коботы разработаны с учетом простоты использования. Поэтому их часто продают пользователям, которые плохо знакомы с робототехникой. Там, где промышленному роботу могут потребоваться серьезные навыки программирования для выполнения даже простого движения, кобота можно обучить с помощью подвески или даже вручную. Ручное обучение позволяет пользователям перемещать робота по желаемой траектории и создавать сложную программу посредством простого движения от точки к точке.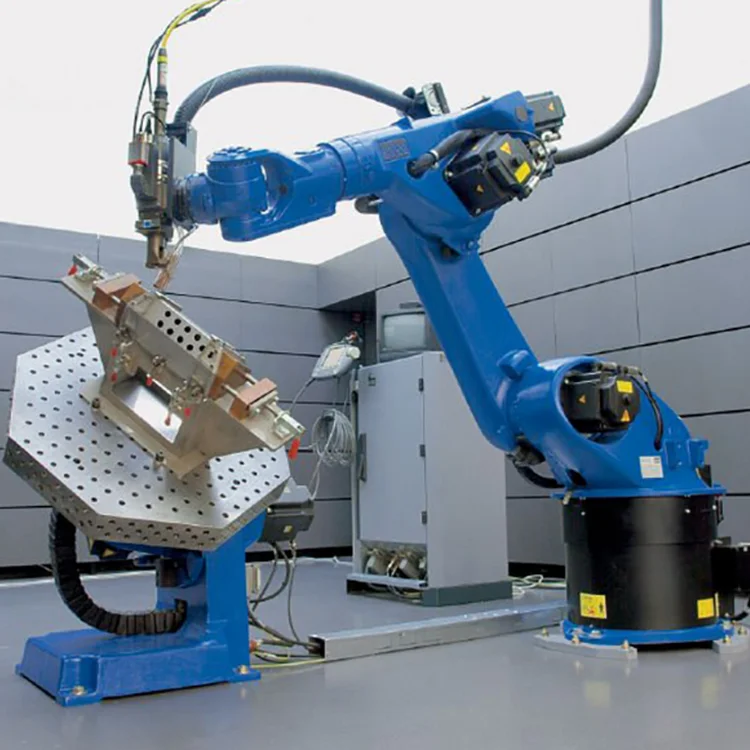 Это обеспечивает легкое программирование и простое повторное развертывание. Эти важные функции коботов делают его таким желанным для тех, кто плохо знаком с автоматизацией.
Это обеспечивает легкое программирование и простое повторное развертывание. Эти важные функции коботов делают его таким желанным для тех, кто плохо знаком с автоматизацией.
Кобот-сварщик Hirebotics — доступный комплект для роботизированной сварки. Опытные сварщики без опыта программирования роботов научились использовать этот продукт всего за час. Это огромное преимущество использования сварочного аппарата-кобота для вашего проекта автоматизации сварки. Без опытных программистов роботов инвестиции в стандартный промышленный сварочный робот начинают быстро окупаться. Кроме того, 3 rd сторонние интеграторы или технические специалисты производителя должны вызываться для каждого изменения и обновления программы. Между тем, пользователи Hirebotics Cobot Welder просто выходят и делают это самостоятельно.
Сварочный аппарат Hirebotics Cobot обеспечивает безопасность коботов в вашей сварочной среде. Universal UR10e — самая популярная роботизированная платформа UR. UR10e поставляется с функциями безопасности, которые делают гибридную рабочую среду жизнеспособной. Ограничение силы устанавливает максимальное значение силы, которую рука может приложить в любой момент времени. Это ограничение снижает вероятность того, что столкновение с роботом приведет к серьезным телесным повреждениям. Эта функция позволяет ему прекратить движение в случае столкновения с чем-то или кем-то. Ограничение скорости не позволяет роботу двигаться слишком быстро. Это также снижает вероятность серьезных телесных повреждений при ударе.
UR10e поставляется с функциями безопасности, которые делают гибридную рабочую среду жизнеспособной. Ограничение силы устанавливает максимальное значение силы, которую рука может приложить в любой момент времени. Это ограничение снижает вероятность того, что столкновение с роботом приведет к серьезным телесным повреждениям. Эта функция позволяет ему прекратить движение в случае столкновения с чем-то или кем-то. Ограничение скорости не позволяет роботу двигаться слишком быстро. Это также снижает вероятность серьезных телесных повреждений при ударе.
Кобот-сварщик Hirebotics — отличный выбор для производителей, стремящихся автоматизировать свой сварочный процесс. Это эффективный инструмент автоматизации, который предоставляет пользователям мощные данные для преобразования производственного процесса.
Любопытно? Запланируйте демонстрацию Cobot Welder, чтобы убедиться в этом лично.
Что такое роботизированная сварка и как она работает? Руководство на 2022 год
Последнее обновление
Одна из вещей, которыми известна сварка, — это уровень навыков, необходимых для ее выполнения. Это часто рекламируется как отличная карьера для молодых людей. «Выучись на сварщика! Ты хорошо заработаешь». Хотя в этом утверждении есть большая доля правды, факт в том, что сварка никогда не была такой сложной. Никогда еще у нас не было такого количества правил и кодексов, регулирующих отрасли, в которых работают сварщики. Но в то же время эти же отрасли должны были быть на высоте и внедрять инновации. Одним из таких нововведений является использование роботов-сварщиков. Их можно запрограммировать с помощью компьютера, чтобы они работали так же хорошо или даже лучше, чем человек, поскольку исключается возможность человеческой ошибки.
Это часто рекламируется как отличная карьера для молодых людей. «Выучись на сварщика! Ты хорошо заработаешь». Хотя в этом утверждении есть большая доля правды, факт в том, что сварка никогда не была такой сложной. Никогда еще у нас не было такого количества правил и кодексов, регулирующих отрасли, в которых работают сварщики. Но в то же время эти же отрасли должны были быть на высоте и внедрять инновации. Одним из таких нововведений является использование роботов-сварщиков. Их можно запрограммировать с помощью компьютера, чтобы они работали так же хорошо или даже лучше, чем человек, поскольку исключается возможность человеческой ошибки.
Как это работает?
В большинстве процессов роботизированной сварки используется сварка MIG. Проволока может быть порошковой, сплошной или с металлическим сердечником. Это идеальный процесс для роботизированной сварки, поскольку проволока будет продолжать проходить через контактный наконечник. Сварка стержнем, например, не будет хорошим вариантом, поскольку электродный стержень часто имеет размер около 14 дюймов. Это противоречит цели роботизированной сварки, которая заключается в непрерывном, непрерывном сварном шве без вмешательства человека. Кроме того, большинство сварочных аппаратов MIG в производственных условиях имеют рабочий цикл 100%. Это означает, что он может работать постоянно, не нуждаясь в отдыхе. На самом деле у вас будут периоды, когда он не работает, потому что вам нужно настроить машину.
Это противоречит цели роботизированной сварки, которая заключается в непрерывном, непрерывном сварном шве без вмешательства человека. Кроме того, большинство сварочных аппаратов MIG в производственных условиях имеют рабочий цикл 100%. Это означает, что он может работать постоянно, не нуждаясь в отдыхе. На самом деле у вас будут периоды, когда он не работает, потому что вам нужно настроить машину.
Существуют различные типы роботизированной сварки, но большинство из них проще автоматизировать за счет использования технологии ЧПУ (числового программного управления). Во-первых, свариваемые детали должны иметь какое-то приспособление или приспособление, чтобы удерживать их на месте. Как только они встанут на место, можно приступать к программированию. Оператор будет использовать подвеску для регулировки шарнирной головки робота. Каждое движение сварки должно быть запрограммировано в подвеске. Программное обеспечение основано на системе числового программного управления (ЧПУ). Это означает, что при записи каждого шага будут запоминаться координаты положения роботизированной сварочной головки. Оператор будет строить целую последовательность этих движений, чтобы создать программу для определенного сварного соединения.
Оператор будет строить целую последовательность этих движений, чтобы создать программу для определенного сварного соединения.
Какие существуют виды роботизированной сварки?
Выше описан процесс автоматизированной сварки MIG применительно к роботам. Это наиболее известная технология дуговой сварки. Однако другие процессы сварки автоматизированы, но не обязательно используют электрическую дугу.
Изображение предоставлено: Ripley Engineering, Flickr под лицензией CC BY-NC-ND 2.0
Точечная сварка сопротивлениемВ этом процессе используются две разные сварочные головки на каждой стороне двух кусков металла. Электрическая дуга не зажигается на основном материале. Вместо этого ток «обратно» создает чрезмерное сопротивление, трение и, следовательно, тепло. Это приведет к тому, что поверхности между двумя кусками металла сплавятся, создав так называемый «сварной самородок». В этом процессе помогает роботизированная автоматизация.
Лазерная сварка Лазерная сварка или LBW — это чрезвычайно точный процесс, в котором используется непрерывный или импульсный лазерный луч для создания прочных и незаметных сварных швов. Поскольку он точен, зона термического влияния во время сварки не становится очень большой. Это означает, что металл менее подвержен деформации, чем, например, даже сварка TIG. Иногда этот процесс сочетается со сваркой MIG, чтобы добавить в соединение больше присадочного металла. LBW можно использовать для соединения металлов или термопластов.
Поскольку он точен, зона термического влияния во время сварки не становится очень большой. Это означает, что металл менее подвержен деформации, чем, например, даже сварка TIG. Иногда этот процесс сочетается со сваркой MIG, чтобы добавить в соединение больше присадочного металла. LBW можно использовать для соединения металлов или термопластов.
Работает так же, как лазерная сварка, но представляет собой процесс дуговой сварки. Он проводит дугу между заостренным вольфрамовым электродом к поверхности заготовки, а плазма проходит через медный сварочный наконечник. Как правило, присадочный металл не добавляется. Средняя температура дуги составляет около 50 000°F, тогда как дуговая сварка имеет температуру около 10 000°F.
Где используется?
Роботизированная сварка может быть использована в любой отрасли промышленности, в которой требуется автоматизация. Вообще говоря, было бы больше работы, чем нужно, чтобы запрограммировать последовательность сварки для одного сварного изделия. Однако бывают случаи, когда автоматизация, поскольку она может производить почти идеальные сварные швы, необходима из-за определенных требований к качеству. Вот несколько примеров использования роботизированной сварки.
Однако бывают случаи, когда автоматизация, поскольку она может производить почти идеальные сварные швы, необходима из-за определенных требований к качеству. Вот несколько примеров использования роботизированной сварки.
Производители вагонов, выпускающие агрегаты для железнодорожной отрасли, часто месяцами производят одни и те же вагоны. Заказы принимаются на сотни единиц одновременно. Например, боковые балки, одни из самых цельных и сложных деталей для концов вагонов-контейнеровозов, могут быть сварены роботом.
Изображение предоставлено: Phasmatisnox, Wikimedia Commons под лицензией Creative Commons Attribution 3.0 Unported license
Automotive В то время как многие части автомобиля созданы из тормозного пресса или слепка, они должны каким-то образом собраться в единое целое. Хотя используются металлические крепежные детали или сверхпрочные клеи, сварка также имеет решающее значение, особенно для таких вещей, как двигатели и насосы. Этот процесс выигрывает от автоматизации даже в большей степени, чем вагоны, поскольку в этой отрасли больше производства.
Этот процесс выигрывает от автоматизации даже в большей степени, чем вагоны, поскольку в этой отрасли больше производства.
Изготовители металлов, выполняющие различные проекты, используют роботизированную сварку. Эти проекты могут варьироваться от морского оборудования до ножничных подъемников. Несмотря на то, что мы только что сказали, что одноразовая сварка обычно не является идеальным кандидатом для робота-сварщика, одноразовый проект может быть идеальным. Это связано с тем, что проекты состоят из множества различных сварных конструкций. Например, если вам нужно сварить 250 двутавровых балок, вы можете сэкономить время, изготовив приспособление и запрограммировав робота.
Преимущества роботизированной сварки
- Автоматизация экономит время.
- Качество сварки повышается, так как исключается возможность человеческой ошибки, и здесь есть много от усталости до блуждающего ума.
- Экономит трудозатраты, так как требуется меньше переделок, сварка соединений происходит быстрее, а переход между сварными швами является бесшовным.
- Меньше денег на присадочную проволоку. Это потому, что он может работать непрерывно. Часто люди-сварщики останавливаются и протягивают дюймы проволоки, чтобы проверить машину, только для того, чтобы обрезать / сломать ее и бросить в цех.
- Для управления машиной требуется меньше ручного труда. Без сомнения, оператор должен быть квалифицированным сварщиком. Они должны будут иметь возможность наблюдать за процессом, чтобы убедиться, что он идет гладко. Они должны уметь распознавать дефекты сварки, а также то, как выглядит хороший сварной шов.

Недостатки роботизированной сварки
- Материал, полученный от поставщика, не всегда может быть однородным. Двутавровые балки, например, иногда имеют различную ширину и угол полки. Вы не всегда получите постоянный угол между стенкой и фланцем. В результате получается хороший сварной шов, а следующий кусок будет не таким хорошим.
- В зависимости от сложности проекта может потребоваться продолжительное обучение работе с программным обеспечением ЧПУ.

Изображение предоставлено: WARDJet, Flickr под лицензией CC BY-NC-ND 2.0
Часто задаваемые вопросы (FAQ)
Заменят ли роботы сварщиков?Это один из самых часто задаваемых вопросов. В наше время, когда искусственный интеллект быстро развивается, многие люди обеспокоены тем, что у них не будет работы, если роботизированная сварка станет методом сварки по умолчанию. К счастью, технология все еще относительно в зачаточном состоянии. Есть много проблем с этим. Во-первых, все зависит от человеческого участия в автоматизации. Мы еще не подошли к «I Am Legend». Если мы когда-нибудь дойдем до этого момента, искусственный интеллект все равно останется «искусственным»9.0003
Сколько стоит робот-сварщик? Сварочный робот со всем остальным оборудованием может стоить шестизначную сумму. Очень дорого, мы знаем. Однако компания, которая хочет использовать это оборудование, должна будет решить, является ли это достойным вложением в долгосрочной перспективе, потенциально сэкономив им миллионы.
В повседневной жизни это означает замену наконечников форсунок и поддержание чистоты всех проводов. Это минимальные затраты. Однако, если что-то серьезно не так, например, неисправный кулон или сломанный провод, может потребоваться, чтобы инженер-электрик, который специализируется на этом конкретном роботе, посетил рабочее место. Эти визиты могут быть дорогими, и вам, возможно, придется ремонтировать дорогостоящее оборудование.
Заключение
Итак, что такое роботизированная сварка? Это безумно интересно! Несмотря на то, что многие люди опасаются увольнения из-за этой инновационной технологии, она действительно облегчает жизнь многим работникам. Вещи, которые могут быть трудными и даже раздражающими при сварке, становятся проще благодаря автоматизации. Вероятно, в будущем программирование станет более удобным для пользователя.
Избранное изображение предоставлено: Ripley Engineering, Flickr под лицензией CC BY-NC-ND 2. 0
0
- Как это работает?
- Какие существуют типы роботизированной сварки?
- Точечная сварка сопротивлением
- Лазерная сварка
- Плазменно-дуговая сварка
- Где используется?
- Железнодорожный транспорт
- Автомобильная промышленность
- Производство
- Часто задаваемые вопросы (FAQ)
- Заменят ли роботы сварщиков?
- Сколько стоит робот-сварщик?
- Сколько стоит обслуживание робота?
- Заключение
Производитель сварочных роботов, Продажа сварочных роботов
Производитель сварочных роботов-манипуляторов
EVS предлагает роботизированных сварочных манипуляторов , которые могут обеспечить безупречную повторяемость для получения однородных и высококачественных сварных швов. Наши сварочные роботы для продажи помогают повысить эффективность и сократить время цикла. Использование автоматических сварочных систем и процессов позволяет сократить прямые трудозатраты, а также сэкономить материалы. EVS может настроить роботизированные сварочные системы для удовлетворения различных требований каждого клиента. У нас есть сварочные роботы mig , роботы для дуговой сварки и сварочные роботы с ЧПУ , которые сертифицированы по стандартам ISO и CE. Выберите сварочные рукава премиум-класса от EVS, и мы обеспечим эффективность ваших производственных процессов.
Использование автоматических сварочных систем и процессов позволяет сократить прямые трудозатраты, а также сэкономить материалы. EVS может настроить роботизированные сварочные системы для удовлетворения различных требований каждого клиента. У нас есть сварочные роботы mig , роботы для дуговой сварки и сварочные роботы с ЧПУ , которые сертифицированы по стандартам ISO и CE. Выберите сварочные рукава премиум-класса от EVS, и мы обеспечим эффективность ваших производственных процессов.
Преимущества сварочного робота EVS
Гибкая установка: Установка и отладка робота занимает всего несколько часов с вариантами установки на земле или наоборот.
Легкая конструкция: Компактная и легкая конструкция робота позволяет ему работать в узких местах на высоких скоростях.
Высококачественные сварные швы: Сварочные роботы EVS могут обеспечить ровные и ровные сварные швы без пор и трещин.
Применение сварочных роботов EVS
Компании , занимающиеся роботизированной сваркой , могут использовать сварочных роботов EVS не только для роботизированной сварки алюминия , но и для выполнения всех типов линейных, криволинейных и сложных процессов сварки. К ним относятся сварка деталей автомобилей, мотоциклов, котлов, тяжелой техники, железнодорожных локомотивов, стеллажей, столов, стульев, тренажеров, дверных коробок и др.
Просмотреть больше
Показать меньше
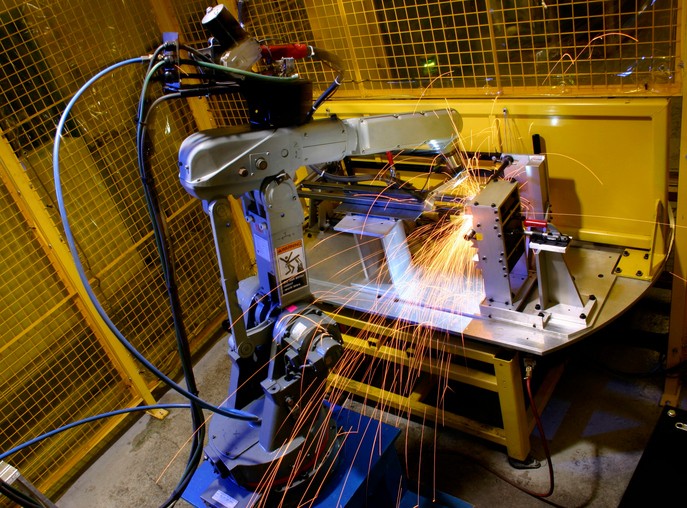
Сварочный робот для продажи в EVS
Автомобильная и транспортная отрасли используют передовые технологические инновации для повышения своей производительности. Автоматизированные роботизированные сварочные системы являются одними из наиболее важных компонентов в работе этих отраслей. Растущий спрос на автомобили во всем мире вынуждает автомобильные компании увеличивать производство. Это означает инвестирование в более эффективные машины, такие как роботизированные сварочные аппараты.
EVS предлагает автоматизированные сварочные процессы , помогающие повысить безопасность, а также повысить точность и скорость процесса производства автомобилей. Наши сварочные роботы гарантируют, что вы завершите свои проекты вовремя. Различные роботизированные сварочные компании также используют наши автоматизированные системы для получения быстрых результатов. Вы можете связаться с нашими специалистами, если хотите оптимизировать свои сварочные процессы.
Содержание
- Что такое роботизированный сварочный аппарат
- Как работают робот -сварки и сварочные манипуляторы
- Преимущества сварки робота
- Автоматизированные сварки
Сварка — это процесс, при котором два материала соединяются с помощью давления и тепла. Автоматизированная сварка, также известная как роботизированная сварка, представляет собой процесс автоматизации задач сварки с использованием программируемых устройств (роботизированных сварочных аппаратов) для сварки деталей.
Автоматизированная сварка, также известная как роботизированная сварка, представляет собой процесс автоматизации задач сварки с использованием программируемых устройств (роботизированных сварочных аппаратов) для сварки деталей.
Роботизированные сварочные аппараты созданы за счет сочетания искусственного интеллекта, систем управления, сенсорных технологий, робототехники и, конечно же, сварки. Растущий спрос на повышенную гибкость, производительность и качество привел к современным разработкам для достижения точного контроля задач роботизированной сварки.
Интеграция сенсорных технологий в роботизированные сварочные аппараты позволяет этим аппаратам достичь желаемого уровня контроля оператора. Сварщики-роботы используют датчики для измерения и наблюдения за параметрами процесса. Они служат источниками входных данных для системы управления роботом. Анализируя входные данные от датчиков, робот может выполнять задачи в соответствии с заданными спецификациями сварки.
Как работают роботизированные сварочные модули и сварочные манипуляторы
Источник: Pinterest Роботизированные сварочные модули, также называемые роботизированными сварочными модулями, состоят из различных компонентов, которые работают вместе для сварки деталей. Эти компоненты состоят из основных сварочных устройств, включая функции безопасности и аксессуары, которые обеспечивают бесперебойную работу ячейки. Основным компонентом роботизированной сварочной ячейки является сварочный робот, который включает в себя концевой эффектор или сварочный манипулятор (обычно горелку).
Эти компоненты состоят из основных сварочных устройств, включая функции безопасности и аксессуары, которые обеспечивают бесперебойную работу ячейки. Основным компонентом роботизированной сварочной ячейки является сварочный робот, который включает в себя концевой эффектор или сварочный манипулятор (обычно горелку).
Сварочный манипулятор перемещает сварочную головку ближе к свариваемому объекту. Это расширяет рабочий диапазон сварочного робота, а также его доступность при сварке больших и сложных геометрий. Его управление часто синхронизируют с управлением сварочного робота для достижения большей точности.
Ниже приведен обзор того, как работают роботизированные сварочные модули:
- Оператор вводит программы на пульте обучения модуля.
- Контроллер обрабатывает ввод и сообщает сварочному роботу, что делать, например, управлять горелкой и помещать ее в нужное положение.
- Резак нагревается от источника питания до тех пор, пока не будет выработано достаточно тепла для постоянного соединения деталей.
- Ячейка использует механизм подачи проволоки для подачи материала на манипулятор.
- Очиститель проволоки время от времени удаляет брызги с горелки.

Если вы хотите автоматизировать сварочные процессы на вашей производственной линии, EVS предлагает для продажи надежные роботизированные сварочные модули .
Преимущества сварочных роботов
Источник: PinterestХотя стоимость сварочных роботов поначалу может быть довольно высокой, они предоставляют множество преимуществ, которые убедили различные предприятия инвестировать в эти машины. Вот некоторые из этих преимуществ:
#1 Лучшая точность
Роботы могут выполнять задачи с большей точностью по сравнению с людьми, независимо от их опыта. Роботы могут поддерживать тот же уровень точности до завершения проекта.
#2 Повышенная безопасность
Сварочные роботы оснащены различными функциями безопасности, которые помогают защитить людей от опасностей в рабочей среде. Более безопасное рабочее место может повысить производительность труда работников.
Более безопасное рабочее место может повысить производительность труда работников.
#3 Повышенная эффективность
Роботам не нужно делать перерывы или перерывы. Они могут непрерывно работать 24 часа в сутки. Благодаря более высокой скорости и более длительному времени работы роботы-сварщики могут выполнять свои задачи намного быстрее.
#4 Меньшая стоимость доставки
Первоначальные затраты на использование роботов-сварщиков могут быть высокими, но как только они будут установлены, их высокая производительность в конечном итоге покроет убытки. Кроме того, автоматические сварочные аппараты имеют высокий уровень производительности, поэтому они стоят меньше по сравнению с использованием нескольких человек.
#5 Меньше отходов
Высокая точность и аккуратность роботов-сварщиков сокращают количество отходов, возникающих из-за ошибок. Это позволяет создать более эффективную производственную линию.
Автоматизированные сварочные системы
Источник: InterestБазовые автоматизированные роботизированные сварочные системы состоят из 2 подсистем:
- Робот, позиционирующий заготовку и источник тепла источник питания для заготовки
Обычно используются 6-осевые роботы, состоящие из 3-осевого запястья и 3-осевого манипулятора, поскольку для большей гибкости можно установить резак на их запястья. Это упрощает трехмерную сварку.
Это упрощает трехмерную сварку.
Роботы общего назначения промышленного назначения, использующие сварочные горелки в качестве манипуляторов, традиционно используются для автоматизированных сварочных систем. Однако многие производители промышленных роботов начали разрабатывать роботов, специально предназначенных для сварочных работ, которые мы обсудим в следующем разделе. Эти специализированные роботы менее дороги. Таким образом, сокращаются первоначальные инвестиции и увеличивается спрос на автоматизированные сварочные системы.
Применение робота-манипулятора для сварки
Ниже приведены общие области применения роботизированных сварочных аппаратов :
#1 Сварка MIG
Роботы для сварки MIG используются для дуговой сварки металлическим газом. Сварка MIG — это простой процесс, в котором используется высокий уровень наплавки. Сварщики MIG могут соединять самые разные металлы различной толщины.
#2 Сварка ВИГ
Для применений, требующих высокой точности, больше подходят сварочные аппараты ВИГ.