Изображение сварки на чертеже
Современные виды сварки открывают множество возможностей перед мастером, позволяя профессионалам и любителям воплотить свои задумки. С помощью аргонодуговой сварки можно соединить разнородные металлы, а с помощью бюджетного инвертора — сварить забор на даче. Но порой сварочного оборудования и комплектующих к ним недостаточно для полноценной работы, важно научиться делать и понимать сварочные чертежи. В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.
Чертеж — это полноценный документ, выдаваемый на одну конкретную деталь или целую металлоконструкцию. Он содержит всю информацию, которая может понадобиться сварщику. Профессиональное чтение сварочных чертежей — обязательный навык для любого сварщика, желающего построить карьеру в этой профессии. В нашей статье вы узнаете, что необходимо для расшифровки швов в чертежах и какие знаки используются для этого, также мы приведем несколько примеров.
Типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.
Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.
Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.
Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.
Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.
Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»).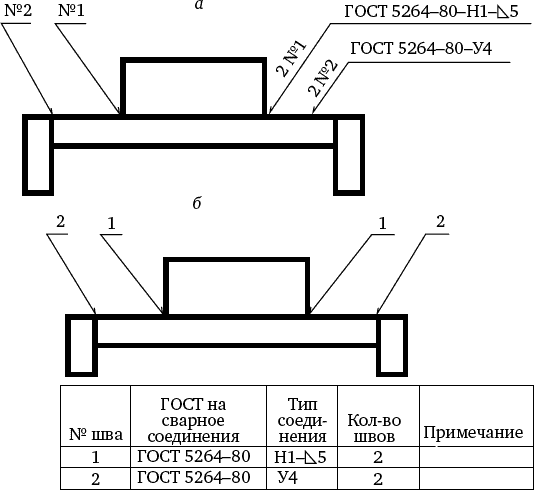 Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.
Изображение сварных швов на чертеже
Теперь перейдем к условным изображениям и знакам, которые характеризуют швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым называют шов, который расположен с обратной стороны детали, а видимым — шов на лицевой поверхности. Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым.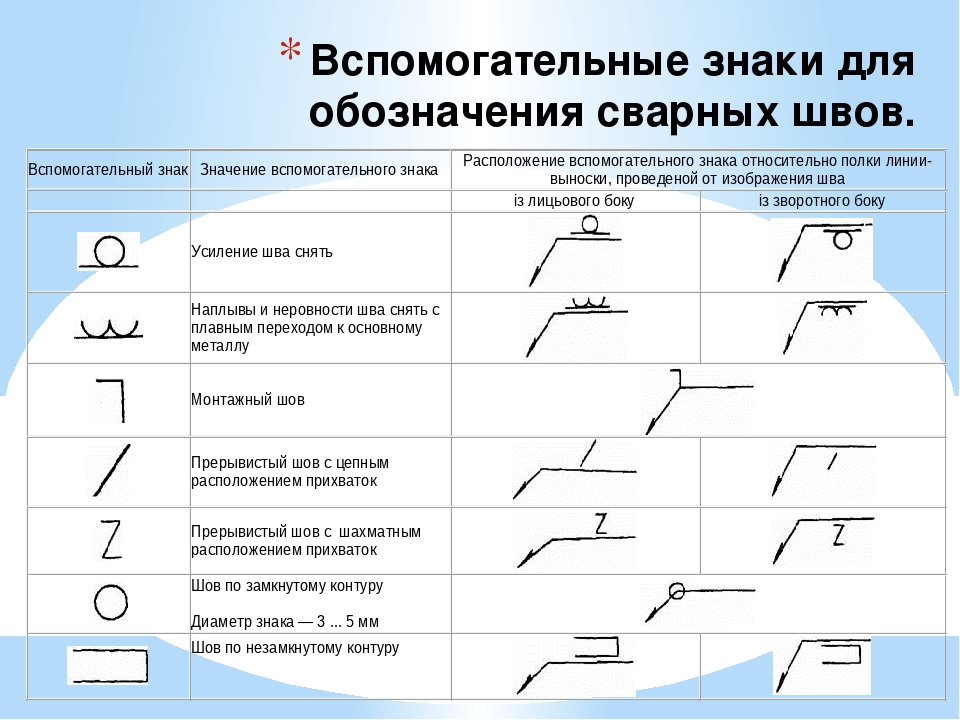
Односторонняя стрелка показывает, где линия шва. На самой стрелке может быть специальная «полка», где указывается вспомогательный знак или буква обозначения шва. Где располагать обозначения — под «полкой» или над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если видим.
Вспомогательные знаки
Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.
К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.
Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).
- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).


Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4
В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом.
Пример №5
В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Вместо заключения
Вот и все, что мы хотели рассказать вам про условные обозначения сварочных швов. Надеемся, что теперь вы знаете, как читать обозначения на чертежах. Сначала новичкам трудно запомнить все знаки и буквы, используемые как условные обозначения швов для сварки. Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.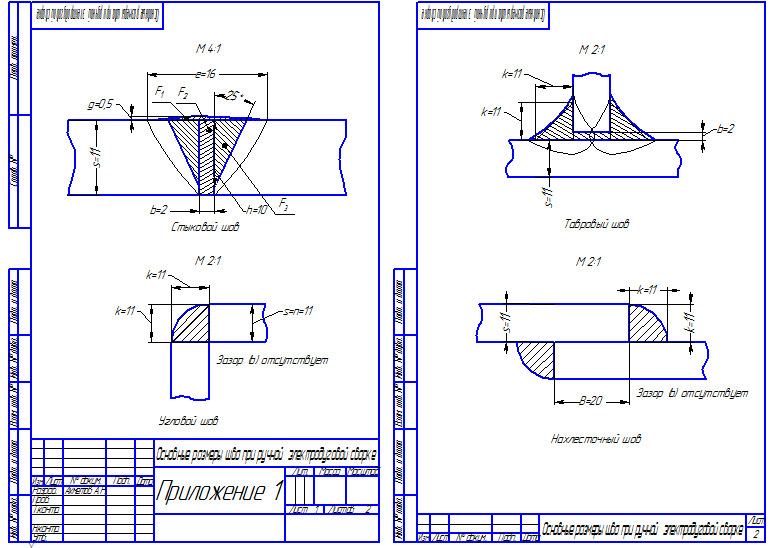
С опытом вы научитесь расшифровывать все знаки и сможете довольно быстро прочесть даже самые замысловатые чертежи. А на крупном производстве папка с чертежами может быть весьма объемной, поэтому важно уметь быстро и качественно читать все документы на металлоконструкцию. Опытные мастера могут поделиться своим опытом чтения чертежей в комментариях, чтобы начинающим сварщикам было проще понять все нюансы и особенности. Желаем удачи в работе!
Рубрики
- Видео (13)
- Дневник (3)
- Литература (7)
- ГОСТы (3)
- Книги (4)
Свежие записи
Свежие комментарии
Архивы
Обозначения швов сварных соединений на чертежах
В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
Рис. 1.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Вспомогательные знаки для обозначения сварных швов
Значение вспомогательного знака
Расположение вспомогательного знака относительно полки линии выноски
С лицевой стороны
С оборотной стороны
Усиление шва снять
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов выполнить при монтаже изделия, т.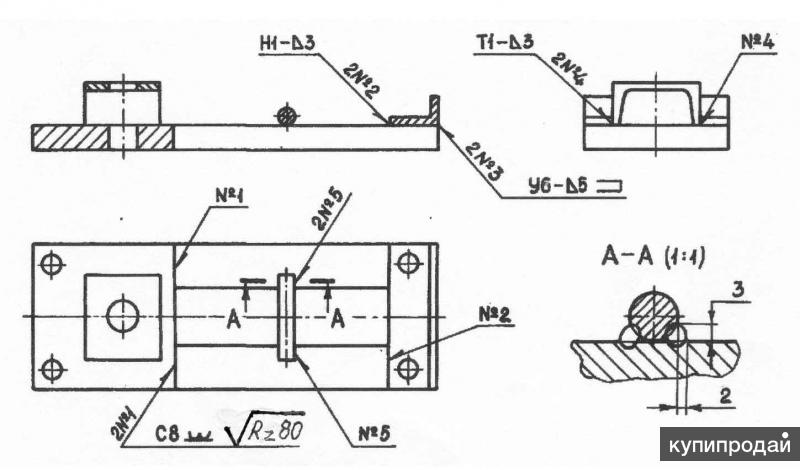 е. при установке его по монтажному чертежу на месте применения
е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60°
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии. Диаметр знака — 3…5 мм
Шов по незамкнутой линии.
Знак применяют, если расположение шва ясно из чертежа
Примечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
Рис. 2.
Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др. ),
),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
Рис.3.
Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
Железо повсеместно используется при строительстве и производствах. Для соединения используется сварочный стык, к сегодняшнему дню возможно производить до 150 видов работ. Для грамотного выполнения конструкции, перед началом работ, используют чертежи, включенные в состав системы конструкторской документации. Регламентом определены основные требования к конструкциям сварочных соединений.
Что такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.
Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.
Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т. д.
д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.

Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.
Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.
Для корректного процесса требуется запомнить основные выражения инструкций.
Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Вспомогательные знаки
Отображение вспомогательных знаков для обозначения сварных швов производится для более точной информации, предназначения работ. Примеры знаков:
- — Сварной шов, выполнение которого происходит при монтаже изделия;
- — Исполнение производится по замкнутой линии;
- — Стык по незамкнутой линии сварки;
- — Шахматное расположение прерывистого шва;
- — Требование к выпуклости, которую необходимо снять после выполнения работ;
- — Неровности обрабатываются переходом к металлу.

Структура обозначения
Наименование происходит в последовательности стандартов, по которым выполняются сварные процессы.
Применяется как выноска к образцу изделия, состоит из следующих параметров:
- Вспомогательные знаки, обозначают дополнительные действия со стяжками при сварке.
- Стандарт, обозначаемый по ГОСТу.
- Обозначение по стандарту, в зависимости от типа конструктивных элементов или соединений.
- Разделение на подкатегории по стандарту происходит знаком «дефис».
- Способ сварки, подразделяющийся на автоматическую, механизированную под флюсом или электродом, а также электрошлаковую.
- Размеры катета и его выражения при соответствии с элементами конструкции.
- Дополнительные параметры.
- Вспомогательные знаки, состояние шероховатости готового изделия.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.
Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.
Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выполнение чертежа сварочного соединения
«Свои способности человек может узнать, только попытавшись приложить их.»
Сенека Мл.
Пояснительная записка
В основе урока лежит деятельность как способ изучения дисциплины через череду последовательных уроков, в основе которых лежат разнообразные знания по заданной теме, у обучающихся формируется целостная картина мира и преодолевается разобщенность учебных дисциплин и профессиональных модулей. При этом каждый педагог решает задачи своей предметной области в рамках программного материала.
При этом каждый педагог решает задачи своей предметной области в рамках программного материала.
Цель преподавателя: создать условия для формирования целостного представления о сварных соединениях, основываясь на знаниях из различных учебных дисциплин: инженерная графика, информатика и МДК.01.01. Технология сварочных работ.
Место урока в учебном плане: обучающиеся уже знакомы с основами инженерной графики (2 курс), изучили темы «Технология создания и редактирования растровой и векторной графики» (Информатика и ИКТ, 1 курс. Информатика, 2 курс), «Система автоматизированного проектирования КОМПАС-3D», умеют пользоваться панелью инструментов программы КОМПАС-3D, вычерчивать несложные объекты.
Планируемые результаты обучения:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Решать проблемы, оценивать риски и принимать решения в нестандартных ситуациях.
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности.
ОК 6. Работать в коллективе и команде, обеспечивать ее сплочение, эффективно общаться с коллегами, руководством, потребителями.
ОК 7. Ставить цели, мотивировать деятельность подчиненных, организовывать и контролировать их работу с принятием на себя ответственности за результат выполнения заданий.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 9. Быть готовым к смене технологий в профессиональной деятельности.
ПК 2.1. Выполнять проектирование технологических процессов производства сварных соединений с заданными свойствами.
ПК 2.2. Выполнять расчеты и конструирование сварных соединений и конструкций.
ПК 2.4. Оформлять конструкторскую, технологическую и техническую документацию.
ПК 2.5. Осуществлять разработку и оформление графических, вычислительных и проектных работ с использованием информационно-компьютерных технологий.
ПК 4.1. Осуществлять текущее и перспективное планирование производственных работ.
В результате изучения данной темы обучающийся должен:
иметь представление:
- о возможностях использования систем автоматизированного проектирования при выполнении чертежа
знать:
- основные приемы построения чертежей
- порядок создания и оформления чертежа в Компас- 3D
уметь (на примере Компас-3D):
- создавать чертежи
Специальность | Сварочное производство |
Дисциплина | Информационные технологии в профессиональной деятельности |
Тема урока | Выполнение чертежа сварного соединения |
Тип урока | Комбинированный, метапредметный |
Цели урока | |
Образовательная (предметная) |
|
Развивающая (метапредметная) |
|
Воспитательная |
|
Методы обучения | объяснительно-иллюстративный, репродуктивный, частично-поисковый |
Формы обучения | Индивидуальная, фронтальная |
Междисциплинарные связи | Инженерная графика, МДК. |
Обеспечение занятия | |
Наглядные пособия | Карточки с картинками, презентация PowerPoint (Приложение 1) |
Дидактический материал | ОК «Обозначения сварных швов», ОК «Панель Обозначения», ЦОР «Виды сварных соединений», ЦОР «Условные изображения и обозначения швов сварных соединений» |
ТСО | персональный компьютер с ОС Windows 7 и установленной САПР Компас 3D LT версия 12 (свободно распространяемый) |
Литература | |
Основная | Михеева Е.В. Информационные технологии в профессиональной деятельности, Издательский центр «Академия», Москва, 2015. – 352с. |
Дополнительная | Самсонов В. |
 01.01. Технология сварочных работ, информатика
01.01. Технология сварочных работ, информатика В., Красильникова Г.А. Автоматизация конструкторских работ в среде Компас-3D – М.: Издательство «Академия», 2009 – 224с.
В., Красильникова Г.А. Автоматизация конструкторских работ в среде Компас-3D – М.: Издательство «Академия», 2009 – 224с.Ход урока
1. МОТИВАЦИЯ К УЧЕБНОЙ ДЕЯТЕЛЬНОСТИ
Эмоциональный настрой коллектива. Проверка степени готовности к уроку.
Добрый день!
Глядя в ваши внимательные глаза, я уверена в нашем сегодняшнем сотрудничестве.
У нас сегодня две темы. Знание и Незнание.
Философы и ученые эпохи Просвещения считали — «Знание – сила».
Ребята, а как вы считаете, что такое знание? Что такое незнание?
Создание проблемной ситуации, выдвижение гипотезы, постановка цели.
У вас на столах лежат карточки с понятиями и изображениями. Разложите их на две группы: ЗНАЮ и НЕ ЗНАЮ (картинки сварных швов, фрагменты чертежей, обозначение сварных швов).
Мы видим, что знания у всех разные. Отчего это зависит? (От знаний, от интересов и др. )
)
Напомните, пожалуйста, как происходит познание нового? Верно, мы будем опираться на наши знания и жизненный опыт, выявлять наши затруднения, чтобы найти способы их разрешения.
Для начала я предлагаю вам посмотреть фрагмент фильма «Образцовая сварка» (https://youtu.be/FCiEEb5Wpos )
На высоте, на море, под землей…
Под силу тем, чья гордая порода
С умом холодным, крепкою бронёй.
Аргона плазма режет, плавит… Жарко!
Рождая искры в огненном жерле,
Накалом сталь соединяет сварка –
Дуги струя в вольфрамовой игле.
Хватило б сил и пламенного сердца
Ее напор умело обуздать.
Огонь в руках: держать и не обжечься! –
Тут ловкость мастера, привычка, стать!
Сберечь глаза от ультрафиолета –
Тех самых «зайчиков» и, не спеша:
Ровнее шов, немножечко секрета…
Под маской сварщик – тонкая душа.
Целеполагание:
Давайте вместе определим тему и цель нашего урока.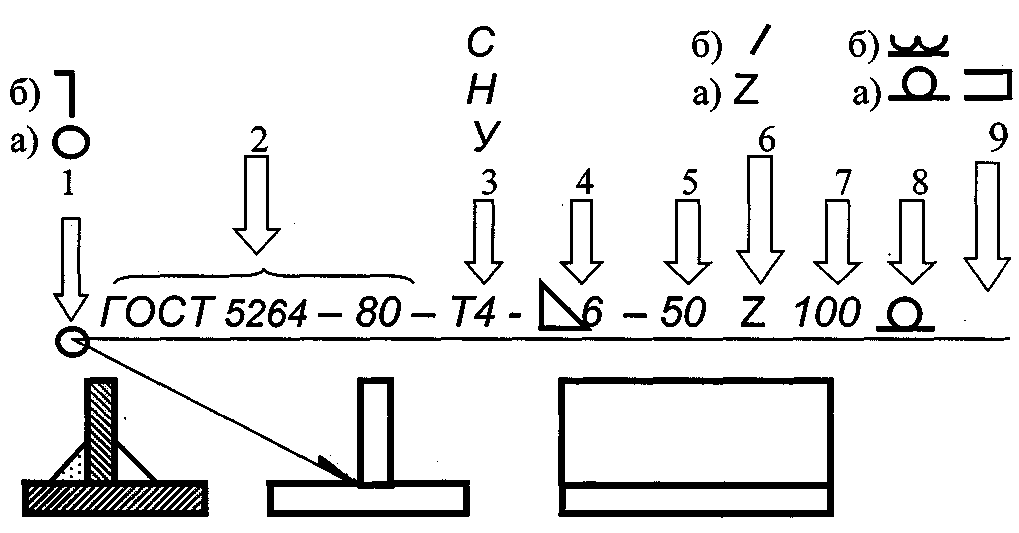
Какую большую работу мы с вами проделали на предыдущих занятиях? (создавали чертежи деталей, учились правильно их оформлять в программе Компас 3DLT)
Вспомните процесс построения, что было легко? что сложно? (Конечно легче и быстрее чем вручную, чертеж чище, компьютер сам проводит ровные линии и окружности. Если ошибся можно поменять стиль линии, ее длину. При вводе данных все равно часто ошибаемся, и приходится редактировать деталь.)
Используя выбранные картинки, просмотр видеофрагмента, знания предыдущих уроков, попробуйте сформулировать тему и цель нашего занятия.
Тема: «Выполнение чертежа сварного соединения»
Цель: освоить технологию создания чертежа сварного соединения с помощью системы Компас-3D.
А что вы уже знаете о сварных соединениях?
2. ОРГАНИЗАЦИОННО-ДЕЯТЕЛЬНОСТНЫЙ ЭТАП
2.1. Работа с информацией
Давайте вспомним сварные соединения и правила оформления сварных соединений на чертежах с помощью образовательных ресурсов.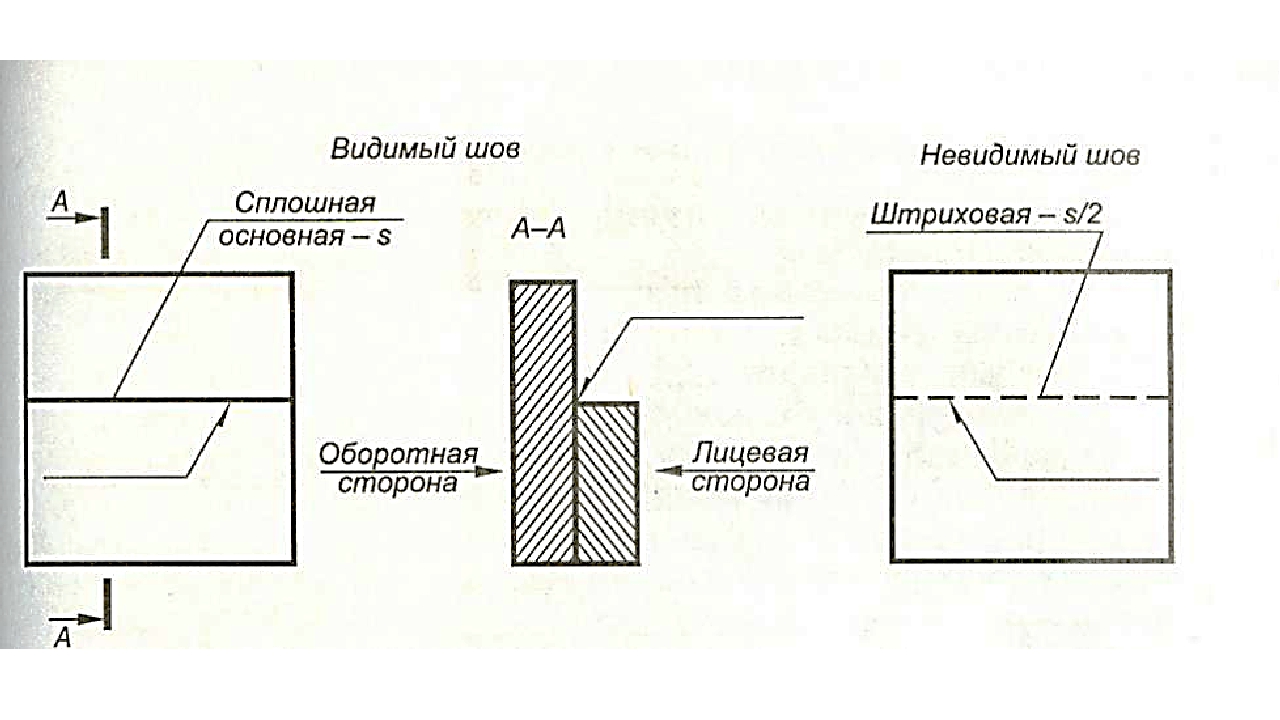
ЦОР Виды сварных соединений.
Форма доступа: http://fcior.edu.ru/card/26356/vidy-svarnyh-soedineniy-i-tipy-svarnyh-shvov-praktika-ii.html
ЦОР Условные изображения и обозначения швов сварных соединений. Форма доступа: http://fcior.edu.ru/card/26035/uslovnye-izobrazheniya-i-oboznacheniya-shvov-svarnyh-soedineniy.html)
В настоящее время в проектной деятельности инженеры, архитекторы, технологи, дизайнеры часто прибегают к помощи систем автоматизированного проектирования. Одной из таких систем является программа….
— Компас-3D, которую мы изучаем.
Проверим необходимые знания о программе.
Упражнение «ИСТИНА-ЛОЖЬ»
| № п/п | Определите, верны или неверны указанные утверждения. Ответ запишите в двоичной форме | Ответ (1 или 0) |
1 | КОМПАС 3D относится к растровым графическим редакторам | 0 |
2 | КОМПАС 3D позволяет создать только чертежи | 0 |
3 | Недостатком векторной графики является большой объем созданных файлов | 0 |
4 | Чертеж отличается от фрагмента тем, что у фрагмента нет основной надписи | 1 |
5 | При нанесении размеров допускается ввод текста | 1 |
6 | Инструмент Усечь кривую находится на панели Геометрия | 0 |
7 | Параллельные прямые находятся на расширенной панели инструмента Вспомогательные прямые | 1 |
8 | Инструмент Копия указанием находится на панели Редактирование | 1 |
9 | Инструмент Симметрия позволяет сократить шаги построения | 1 |
10 | Для копирования объекта необходимо его выделить | 1 |
Самоконтроль
Проверка правильности выполненного задания; обсуждение утверждений, вызвавших затруднение.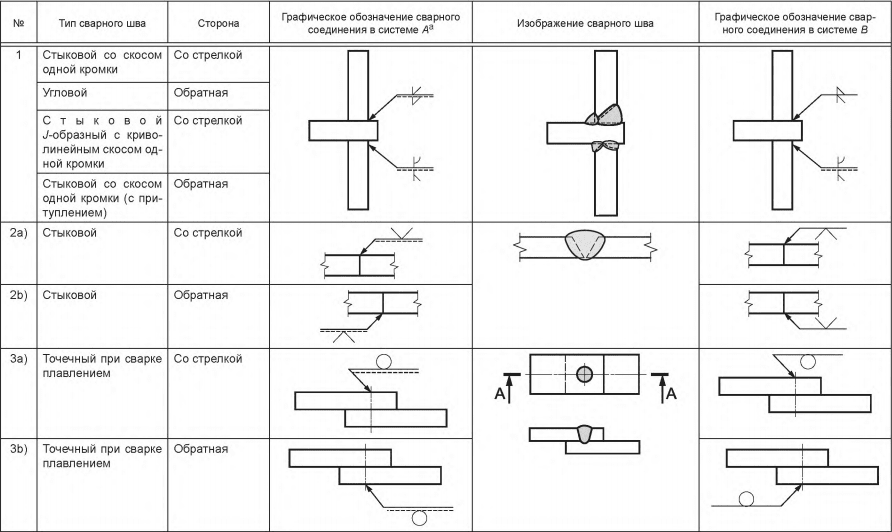 Предоставляет студентам возможность проверить результаты упражнения через подсказку: утверждения под номером, являющимся делителем числа 6, ложны, остальные истинны.
Предоставляет студентам возможность проверить результаты упражнения через подсказку: утверждения под номером, являющимся делителем числа 6, ложны, остальные истинны.
Рассмотрим возможности программы Компас-3D LT для обозначения сварного шва.
- Панель «Обозначения» (Приложение 4).
- Объяснить правила обозначения сварного шва в программе (Приложение 2). Для обозначения такого шва применяется выноска со стрелкой, имеющей одну засечку. Обозначение включает в себя ГОСТ на шов, вид шва, знак, обозначающий размер катета и сам размер, по необходимости добавляется знак шва по замкнутой линии.
2.2. Планирование трудовых действий
Практическая работа Выполнение чертежа сварного соединения и обозначение сварного соединения в программе Компас (Приложение 5)
а) Чтение чертежа.
б) Изучение чертежа по образцу.
в) Выполнение чертежа сварного соединения и обозначение сварного соединения.
Анализ работы. Взаимоконтроль (Приложение 3).
Подведение итогов.
Давайте вернемся к нашим карточкам и еще раз распределите их по группам. Как изменились наши ЗНАНИЯ и НЕЗНАНИЯ. (незнания перешли в знания)
3. РЕФЛЕКСИВНЫЙ ЭТАП «Лестница успеха»
Поделитесь результатами урока.
Проанализируйте свою работу на уроке и поставьте себя на одну из ступенек Лестницы успеха.
На уроке все было понятно, успел выполнить все задания, доволен своей работой. Урок в целом удался. Цель урока достигнута.
Большая часть нового материала понятна, выполнил почти все задания. Затрудняюсь в 1-2-х моментах.
Есть к чему стремиться. Многое на уроке было непонятно, с большинством заданий не справился, не доволен своей работой. Необходима дополнительная консультация. Впереди много работы.
Маршрутный лист
ФИ _________________________________________________
| № п/п | Задание | Оценка |
1 | Упражнение «ИСТИНА-ЛОЖЬ» (Самоконтроль) |
|
2 | Практическая работа (Взаимоконтроль) |
|
3 | Средняя оценка=(1+2)/2 |
|
| Дополнительные баллы |
|
| Оценка преподавателя |
|
Чертеж стыкового соединения.
 Обозначения швов сварных соединений на чертежах
Обозначения швов сварных соединений на чертежахОбщесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
Огнеопасные газы, такие как ацетилен, природный газ, пропан и т.д. И образующие газы, используемые при лазерной сварке, не охватываются настоящим международным стандартом. Транспортировка и обработка газов и контейнеров должна осуществляться в соответствии с требованиями местных, национальных и региональных стандартов и правил.
Определяет условия для визуального осмотра сварных швов до, во время и после сварки, но не определяет степень проверки. Он оснащен рекомендованными датчиками сварочного манометра и необходимым оборудованием для прямого и косвенного визуального контроля сварных швов.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва- под ним.
Этот стандарт применим к материалам толщиной 8 мм или более, которые проявляют низкое затухание ультразвуковой волны. Обычно стандарт предназначен для испытания сварных швов, где сварочный материал и основной материал являются ферритными. Стандарт определяет четыре тестовых класса.
Этот стандарт определяет степень допустимости 2 и 3 для испытания полностью сварных сварных соединений в ферритных сталях толщиной от 8 мм до 100 мм. В этом стандарте описывается процедура проведения поперечных испытаний путем изгиба испытательных стержней, боковых или боковых испытаний боковых изгибов, взятых из тупых сварных соединений. Этот стандарт также определяет размеры испытательных стержней и далее определяет процедуру продольного испытания путем изгиба из корня и поверхности стыка.
Этот стандарт также определяет размеры испытательных стержней и далее определяет процедуру продольного испытания путем изгиба из корня и поверхности стыка.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
В этих международных стандартах указаны размеры испытательных стержней и процедура проведения испытаний на растяжение для определения прочности на растяжение и места сварного шва. Эти стандарты применяются к металлическим материалам. Настоящий международный стандарт предписывает метод, описывающий расположение испытательных стержней, ориентацию их выемок для испытания и запись данных о ударе испытаний на изгиб тупых сварных соединений в протоколе. Он включает в себя метод маркировки тестовых стержней и дополнительные требования отчета об испытаниях.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
Эта часть стандарта определяет испытания на твердость для поперечных сечений сварных соединений сварных металлических материалов с дуговой сваркой и не может использоваться для испытаний на сварку аустенитных нержавеющих сталей. Стандарт охватывает основные группы методов, групп и подгрупп. Количество любого метода имеет максимум три цифры. Эта система рассматривается как инструмент для компьютерной обработки, чертежей, рабочих документов, определения сварочных процедур и т.д.
Применяется в основном для ферритных сталей, но может использоваться для других подходящих материалов. Настоящий международный стандарт дает указания производителям, как производить термообработку или производство термообработанных продуктов или компонентов. Стандарт также может использоваться в качестве основы для оценки производителем его способности выполнять термообработку.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
Предполагается, что стандарт станет гибкой основой для обеспечения. Что касается того факта, что изменения в стандартах были изданы почти непрерывно, в статье упоминаются только те, которые связаны со сваркой, считаются важными, и те, которые были изменены в прошлом году.
Чертежи неразделимых сварных соединений Предварительная информация Сварка — это процесс непрерывного склеивания металлических деталей из тех же или подобных материалов. Этот процесс включает локализованное плавление соединенных деталей. Место прямого соединения двух соединенных элементов называется сварным швом. Часто бывает, что для процесса сварки требуется использование дополнительного материала, который называется связующим.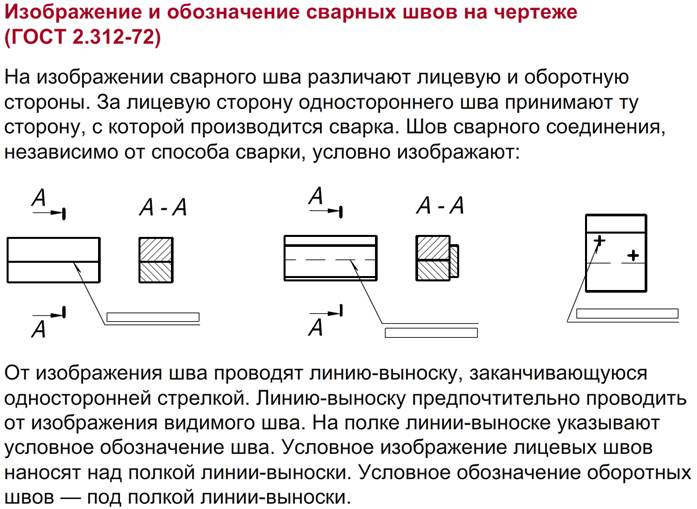 Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
В зависимости от источника тепла можно использовать газовую или дуговую сварку. Результатом комбинации двух или более компонентов в процессе сварки является образование сварного соединения, которое все чаще упоминается как сварная конструкция. Пример сварной конструкции показан на рис. Попытка сопоставить сварную структуру и соединение в техническом чертеже требует знания терминов и принципов сварки.
Наиболее распространенными в литературе и технической документации являются следующие выражения: лицевая сторона сварной наружной поверхности сварного шва со стороны ее укладки, соединение свариваемой противоположной поверхности сшитой сшивающей поверхности сварочной канавки в сварных швах, выполненных с одной стороны, сварной сварной непрерывный шов по всей длине стыка, сварные прерывистые сварные швы с регулярными интервалами, сварные симметричные сварные швы, имеющие поперечное сечение в одной и той же форме на лицевой поверхности и на гребне.
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
2.Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3.Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Пример симметричного сварного шва Типы сварных швов Типы сварных швов тесно связаны с их формой и внешним видом. Это касается как внешнего вида, так и поперечного сечения. Примеры сварных швов, стыков, их форм, названий и контрактных знаков показаны в таблице. Тонкая линия на иллюстрации формы сварки представляет состояние краев перед выполнением операции сварки и, таким образом, представляет способ подготовки краев сварочных элементов.
Типы сварных швов и стыков и их договорные знаки Таблица Название сварного шва Форма сварки Контрактная подпись Сварная кромка с изогнутыми краями, полностью расплавленная Сварная кромка с изогнутыми краями, частично расплавленная. Примеры упрощенных и сжатых сварных швов представлены в таблицах 2 и 3 и примерах. Допускается разрезать участки не просверленных швов в области канавки или отверстие для прохода линии профиля фюзеляжа. Вид спереди Плетение и контур суставов нарисованы сплошной линией.
Примеры упрощенных и сжатых сварных швов представлены в таблицах 2 и 3 и примерах. Допускается разрезать участки не просверленных швов в области канавки или отверстие для прохода линии профиля фюзеляжа. Вид спереди Плетение и контур суставов нарисованы сплошной линией.
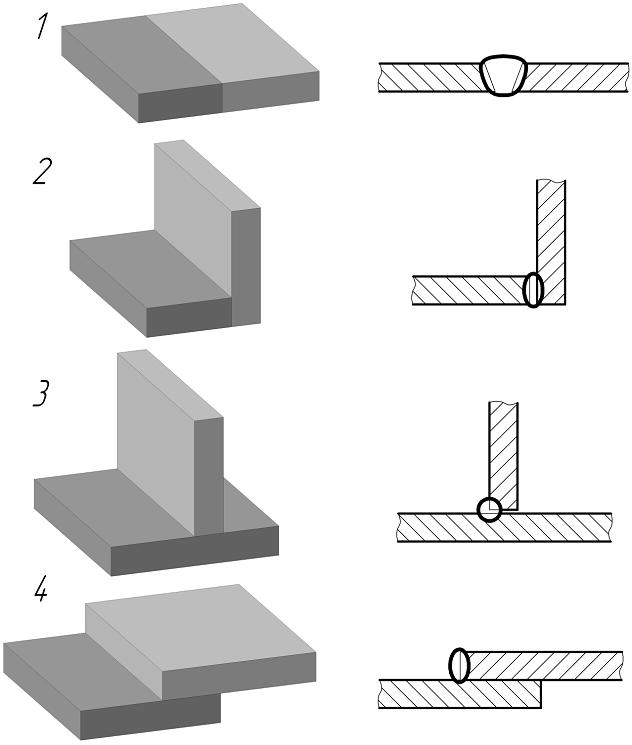
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно -80 «Швы сварных соединений, ручная дуговая сварка» и -76 «Швы сварных соединений, сварка в защитных газах»):
Вид сверху на грань лица Лицо сварного шва выполнено в виде дуг с тонкими линиями. Не забудьте отметить форму отверстий с толстой сплошной линией, а в случае непрерывных линий — тонкую сплошную линию. Кроме того, следует обратить внимание на форму сварных швов с скошенными отверстиями, которые должны соответствовать форме отверстий в плоскости контакта соединенных деталей. Форма сварных швов и отверстий обозначена тонкими линиями. Контрактное представление сварных соединений Примеры Таблица Тип сварного соединения Представление сварного соединения Сварка: краевая, лобная, паховая, спинная.
Форма сварных швов и отверстий обозначена тонкими линиями. Контрактное представление сварных соединений Примеры Таблица Тип сварного соединения Представление сварного соединения Сварка: краевая, лобная, паховая, спинная.
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Габаритный чертеж сварных швов и сварных соединений Сварные соединения и соединения, сваренные на исполнительных и монтажных чертежах, должны быть рассчитаны в соответствии с упрощенной схемой, представленной в польском стандарте, которая основана на ряде графических элементов контракта. Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
Упрощенная конструкция маркировки сварного соединения. Опорная линия представляет собой линию тонкой непрерывной опустошен завершена стрелкой, стрелка называется опорной линии. Длина опорной линии должна обеспечивать дизайнер, способный четко и правильно хранить всю необходимую информацию относительно сварного шва или сварного соединения. Полки должны провести опорную линию параллельно нижнему краю листа чертежа.
Присутствует в анализе приварены идентификации соединительная линия представляет собой тонкий пунктирная линия, которая обращается ниже или выше опорной линии. Расположение линии идентификации зависит от того, отмечен ли сварной шов после. Его положение также зависит от положения метки сварного шва. При маркировке симметричных сварных швов линия идентификации должна быть опущена. Принципы маркировки сварных швов с идентификационной линией и контрактными сварными швами показаны в таблице. Точки 1 и 4 в этой таблице рекомендуются Польским стандартом и считаются привилегированными.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Принципы определения совместной идентификации линий и условных знаков совместного Описания Таблицы презентационная графика Если шов на стороне лица, знак письменного договорные суставы на исходном уровне и помещает ее в нормальном положении.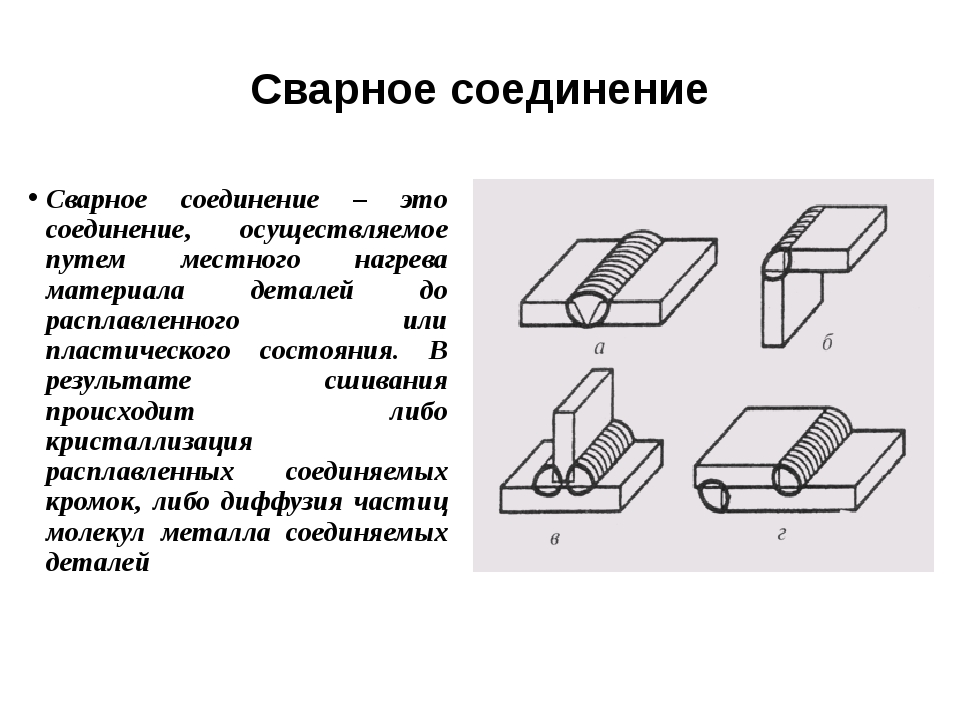 Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Условный знак сварной шов пишет на опорной линии в точке, отмеченной на рисунке 4 цифр 1, сохраняя при этом виде логотипа, определенном в польском стандарте. Характерные размеры поперечного сечения размещаются перед сварным знаком на левой стороне сварного соединения в месте, указанном на рисунке. Характерные размеры сварных соединений и сварных швов обозначены сварным знаком с правой стороны в нумерованном месте. Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
Таблица 5 Номинальная толщина сварного шва равна толщине края шва или толщины тонкого края стыка. Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Поперечный размер углового шва предшествует высоте относительно прямоугольного треугольника гипотенузы равнобедренного, которое образует часть поперечного сечения сварного шва. Номинальная длина сварного шва равна длине сварного шва. По-видимому, более профессионально использовать и использовать полные маркировки сварных соединений, рекомендованные в польском стандарте, давая вам гораздо больше информации о сварных соединениях. Построение полного определения сварного шва показана на рисунке полное указание сварного шва можно выделить следующие: расширение линии, стрелка опорной линии, идентификации линии, обычный символ сварного шва, обозначенной 1, характерные размеры поперечного сечения, обозначенный позицией 2, характерные размеры продольного сечения отмечены цифра 3, дополнительные знаки, происходящие в положениях, обозначенных на рисунках 4, 5 и 6, размеры кромок готовы к сварке, который обозначается цифрами; 7, другие данные, номер позиции сварки численным методом сварки, качественных данных, указание стандарта для подготовки кромок для сварки, маркировка сварочных инструкций, обозначенных рисунком Рис.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом -72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т. е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.

Условные обозначения швов для некоторых способов сварки представлены в таблице:
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по — 80) при монтаже изделия ().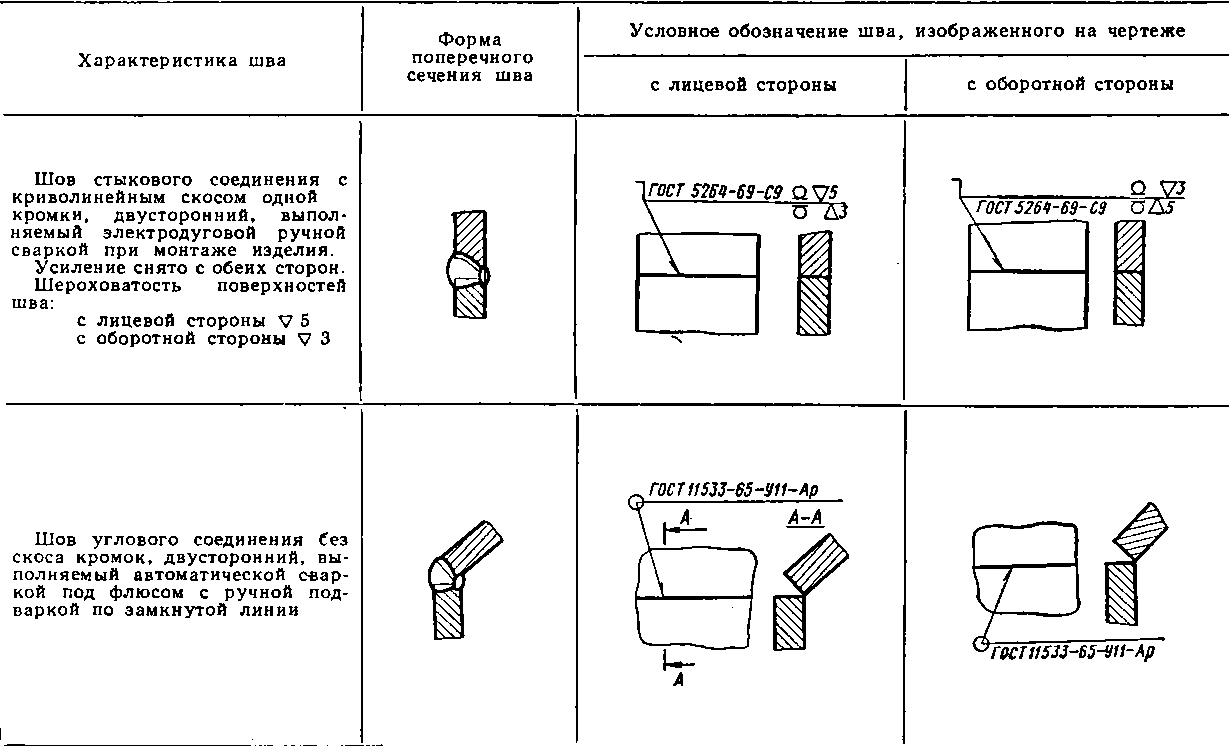 Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
Шов углового соединения без скоса кромок, двусторонний (У2 по –75) выполняемый автоматической дуговой сваркой под флюсом (А по –75) по замкнутой линии.
Пример 3.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по –80), выполняемый сваркой нагретым газом с присадкой (Г по –80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по -80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по -80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по -80) . Шов по замкнутой линии (круговой шов). Катет шва 5 мм (Δ5).
Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σ у зависит от длины шва и, как правило, не превышает значения 0,3 σ т. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.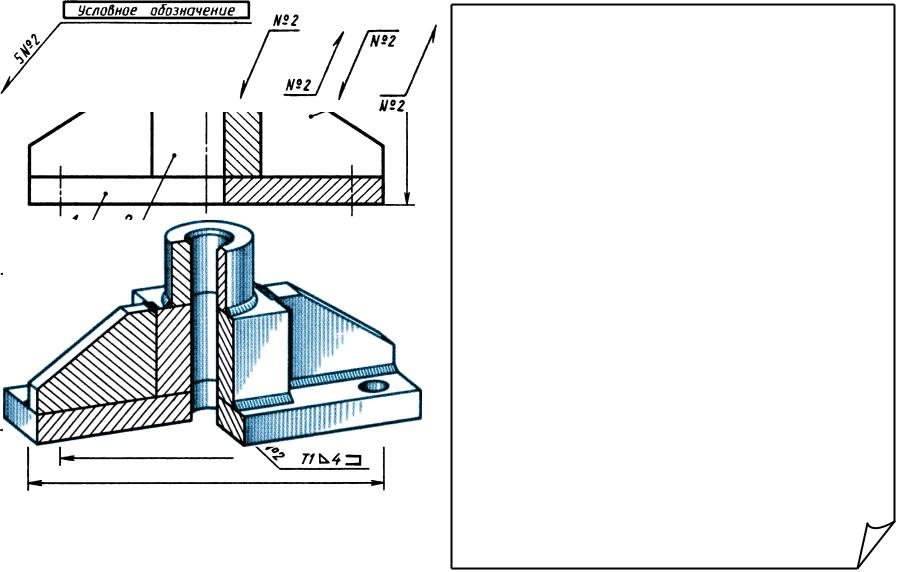
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод.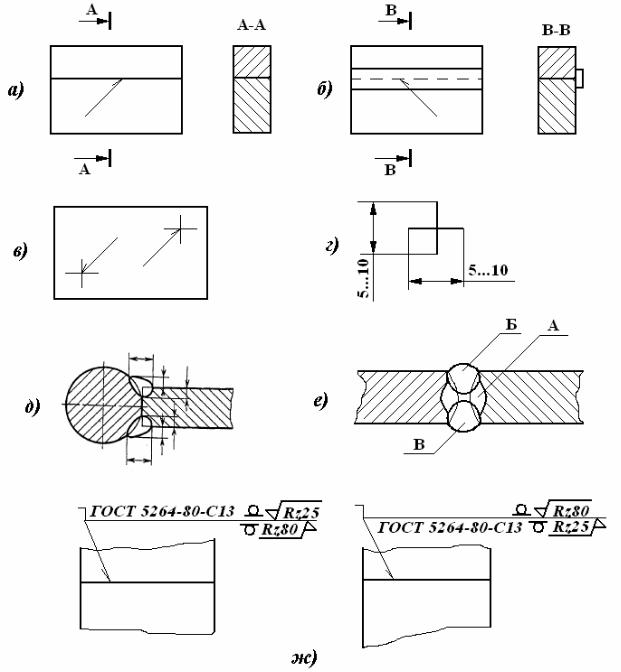 Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Нужно ли указывать количество сварных швов на чертеже? — Чертежи, спецификации
By DDP · Posted
Сергей, вы проделали большой труд, главное чтоб основной посыл поняли. Здесь, наверное думают, что уважаемые российские разработчики САПР сами могут до всего догадаться, стоит только денег заплатить, а теория и практика не нужна.
Понять можно, любой эксперт в своей области может считать, что базовые вещи его компетенции может постичь любой, если не будет лениться. Дескать на фоне супер профессионализма в базовых вещах, есть отработанная теория, тонкостей нет, можно не разжевывать, все итак понятно — бери да изучай. Я, например, думал что основам академического рисунка может научится любой (для этого действительно талант не нужен, нужно только пахать), ведь теория есть и там все понятно, как мерить пропорции и делать построения формы объекта.
Господа, хочу вас разочаровать, не все и не всем понятно даже в базовых вещах, кто-то код пишет, а кто-то пресс-формы лепит – у каждого своя профессиональная деформация.
Кодер иначе читает документацию и стандарты проектирования пресс-форм, пропуская через свой опыт и свое представление. Именно в этом и парадокс, что сознательное восприятие человека фиксирует 100% увиденного и услышанного, а только рамках фильтров своего опыта и понимания. Попробуйте систематически преподавать – увидите этот парадокс во всей красе, часть идет мимо ушей и мимо глаз, и надо расставлять акценты, чтоб подаваны не пропустили важные моменты.
Разжевывать надо. Сергей, Вы правильно сделали, что осветили эту тему для «наших» разрабов. Это не «велосипед», а хороший ликбез, на который надо еще найти время чтоб собрать инфу и сверстать.
Я, например, думал что основам академического рисунка может научится любой (для этого действительно талант не нужен, нужно только пахать), ведь теория есть и там все понятно, как мерить пропорции и делать построения формы объекта.
Господа, хочу вас разочаровать, не все и не всем понятно даже в базовых вещах, кто-то код пишет, а кто-то пресс-формы лепит – у каждого своя профессиональная деформация.
Кодер иначе читает документацию и стандарты проектирования пресс-форм, пропуская через свой опыт и свое представление. Именно в этом и парадокс, что сознательное восприятие человека фиксирует 100% увиденного и услышанного, а только рамках фильтров своего опыта и понимания. Попробуйте систематически преподавать – увидите этот парадокс во всей красе, часть идет мимо ушей и мимо глаз, и надо расставлять акценты, чтоб подаваны не пропустили важные моменты.
Разжевывать надо. Сергей, Вы правильно сделали, что осветили эту тему для «наших» разрабов. Это не «велосипед», а хороший ликбез, на который надо еще найти время чтоб собрать инфу и сверстать. Господа, не ругайтесь, пожалуйста, можно спорить, если не согласны, но не переходить на личные оскорбления. Форум для инженеров, но мне за него стыдно.
Господа, не ругайтесь, пожалуйста, можно спорить, если не согласны, но не переходить на личные оскорбления. Форум для инженеров, но мне за него стыдно.
Бесплатная утилита для обозначений сварных швов для всех распространенных типов сварных швов
Weld Toolbox — CAD — это БЕСПЛАТНАЯ утилита для обозначений сварки, в которой используются мастера проектирования, которые помогут вам легко задокументировать типы сварных швов, включая символы сварных швов, необходимые для придания вашим документам профессионального вида .
В состав утилиты входят:
- Все распространенные типы сварных швов
- Мастер обозначений сварных швов
- Стандартные конфигурации сварных швов
- Стандартные обозначения сварки
Пользовательский интерфейс спроектирован так, чтобы сочетать гибкость с простотой.Вы можете создавать свои суставы с помощью инструментов рисования, предоставленных мастеров или их комбинации. Создавайте, открывайте и сохраняйте изображения соединений, а также используйте мастера соединений и символов.
Создавайте, открывайте и сохраняйте изображения соединений, а также используйте мастера соединений и символов.
Мастер стыков создает разнообразные сварные швы всего за несколько щелчков мышью. Мастер символов создает множество различных стандартных символов сварки. Элементы, созданные мастерами, можно редактировать в рабочей области изображения.
Эта утилита позволяет использовать все стандартные типы сварных швов и конфигураций соединений и включает все стандартные обозначения.
| Поддерживаемые типы сварных швов: | Поддерживаемые типы соединений: | Поддерживаемые типы канавок: |
Сварка с разделкой кромок Угловой шов | стыковое соединение Т — шарнир Угловой шарнир | Квадратная канавка Одинарная — канавка со скосом Одинарный — Vee Groove Одинарный — J Groove Одинарный — U-образная канавка Двойная канавка со скосом Двойной — Vee Groove Двойной — J Groove Двойной U-образный паз |
Сварка, слой и проход
В Weld Toolbox — CAD, слой и проход используются для правильного изображения заполненного сварного шва. «Пройдено» говорит само за себя, но «слой» не является общепризнанным. В WT-CAD слой используется для представления концепции выровненных проходов. Слой может состоять из одного прохода, как это типично для корневой операции, или из нескольких проходов, как в операции заполнения.
«Пройдено» говорит само за себя, но «слой» не является общепризнанным. В WT-CAD слой используется для представления концепции выровненных проходов. Слой может состоять из одного прохода, как это типично для корневой операции, или из нескольких проходов, как в операции заполнения.
Интеграция с ProWrite
Установив программное обеспечение ProWrite Welding Software и Welder’s Toolbox CAD, вы можете получить доступ к возможностям WT CAD, не выходя из ProWrite. Просто откройте PQR или WPS и нажмите кнопку WT-CAD.Создайте дизайн и предоставьте уникальное описание с некоторыми метаданными для соединения, затем выберите.
И это изображение будет добавлено в вашу базу данных ProWrite для использования в любых документах и автоматически назначено текущему документу.
Weld Toolbox — CAD — это БЕСПЛАТНАЯ автономная утилита только для ПК , которую можно использовать без систем CAD или другого инженерного программного обеспечения.
Вы, конечно, можете позвонить нам или связаться с нами через веб-сайт, где мы будем рады возможности ответить на любые ваши вопросы в этой публикации.
Символы кромочного сварного шва — Интерпретация чертежей металлических конструкций
Обозначения краевых сварных швов чаще всего связаны с листовым металлом или «калибровочным» материалом.Этот калибр — это система, используемая для обозначения листового металла, как у электриков и проводов. Эта диаграмма может варьироваться от самого большого калибра углеродистой стали № 7, который представляет собой десятичную дробь 0,1793 ”, до самого маленького, который составляет № 28 с десятичным числом 0,0149”. Эта система намного проще, чем использование дроби для определения того, насколько малы эти числа. Также важно знать, что существуют специальные таблицы для углеродистой стали, алюминия, нержавеющей стали, латуни, меди и оцинкованной стали.
Краевой сварной шов может иметь размер сварного шва, который будет отображаться слева от символа сварного шва. Размер сварного шва является мерой глубины проплавления, а не обязательно ширины сварного шва. Это не значит, что эти размеры не могут быть одинаковыми. Если размер не указан, это остается на усмотрение сварщика.
Размер сварного шва является мерой глубины проплавления, а не обязательно ширины сварного шва. Это не значит, что эти размеры не могут быть одинаковыми. Если размер не указан, это остается на усмотрение сварщика.
Односторонние краевые сварные швы используются на краевых соединениях, фланцевых стыковых соединениях и фланцевых угловых соединениях. Если есть двухсторонний сварной шов, он будет использоваться только с плоским краевым швом. Это показано ниже:
Для краевых сварных швов длину можно связать с символом, и он будет отображаться справа от символа сварного шва.Если справа не указан размер, это будет полная длина детали. На распечатке могут быть другие индикаторы необходимой длины сварного шва с помощью штриховки или примечаний. Ниже показан символ кромки с длиной 8 дюймов, а также подробный вид детали, чтобы точно показать, где будут расположены два 2-дюймовых сварных шва.
В главе 3 угловых швов был раздел о длине и шаге. Таким же образом можно сваривать кромочный шов. Это будет показано справа с указанием длины, дефиса и высоты тона.Это также может включать цепной прерывистый краевой шов для краевого соединения. Это будет чаще происходить с более толстым материалом, когда это длинный сварной шов.
Это будет показано справа с указанием длины, дефиса и высоты тона.Это также может включать цепной прерывистый краевой шов для краевого соединения. Это будет чаще происходить с более толстым материалом, когда это длинный сварной шов.
Также может быть ступенчатый прерывистый краевой шов. Это показано так же, как цепной прерывистый краевой сварной шов, но символы будут смещены.
Если место для этих сварных швов неочевидно, оно будет указано на чертеже. Это может быть примечание или рисунок детали или даже использование выносных линий.
Некоторые краевые сварные швы будут включать более двух элементов. В этом случае будет только одна стрелка, указывающая на соединение, но охватывающая все элементы. Это будет более характерно для листового металла.
При краевом соединении на фланцевом стыковом соединении или угловом соединении может быть возможность проплавления. Более подробно об этом говорится в разделе «Дополнительные символы». Этот символ указывает на то, что сварной шов должен прожигать обратную сторону материала.Это довольно часто бывает с листовым металлом, когда вы опасаетесь прожечь дыру или что-то в этом роде.
Этот символ указывает на то, что сварной шов должен прожигать обратную сторону материала.Это довольно часто бывает с листовым металлом, когда вы опасаетесь прожечь дыру или что-то в этом роде.
Можно оставить простой символ или указать размер. Он отображается слева от символа и указывает, сколько требуется проплавления сварного шва. Это называется сквозным плавлением.
Другой тип сварного шва, который обычно встречается с краевым сварным швом, — это скос с развальцовкой или канавка под развальцовку. Это потому, что противоположная сторона кромки — это именно та конфигурация.Это может потребоваться для материалов, адекватное плавление которых не может быть достигнуто, или по запросу инженера.
Нанесение сварочных обозначений на рабочие чертежи
Следующие ниже примечания служат руководством к способу нанесения наиболее часто используемых символов сварки, относящихся к более простым типам сварных соединений, на технических чертежах.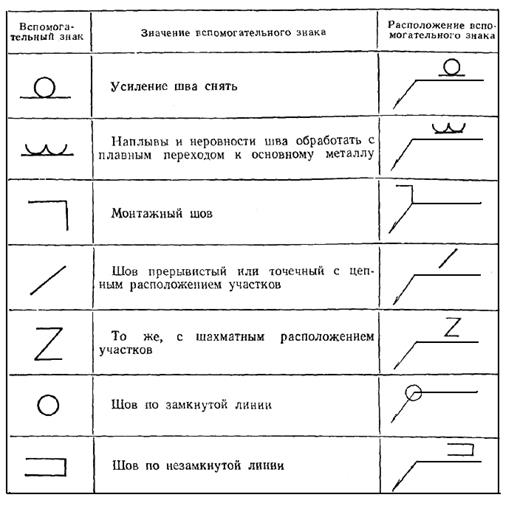 Если сложные соединения включают несколько сварных швов, такие конструкции часто проще детализировать на отдельных чертежных листах.
Если сложные соединения включают несколько сварных швов, такие конструкции часто проще детализировать на отдельных чертежных листах.
Каждый тип сварного шва характеризуется символом, приведенным в таблице 26.1.Обратите внимание, что этот символ представляет форму сварного шва или подготовку кромки, но не указывает на какой-либо конкретный процесс сварки и не указывает количество проходов для быть отложенным, будет ли использоваться корневой зазор или подкладочный материал. Эти подробности будут предоставлены в графике сварочных работ для конкретной работы.
Может потребоваться указать на чертеже форму поверхности сварного шва как плоскую, выпуклую или вогнутую, а также дополнительный символ, показанный в таблице 26.2, затем добавляется к элементарному символу. Пример каждого типа нанесения поверхности сварного шва приведен в Таблице 26.3.
Соединение также может быть выполнено с одним типом сварного шва на конкретной поверхности и другим типом сварного шва на обратной стороне, и в этом случае элементарные символы, представляющие каждый тип используемого сварного шва, складываются вместе.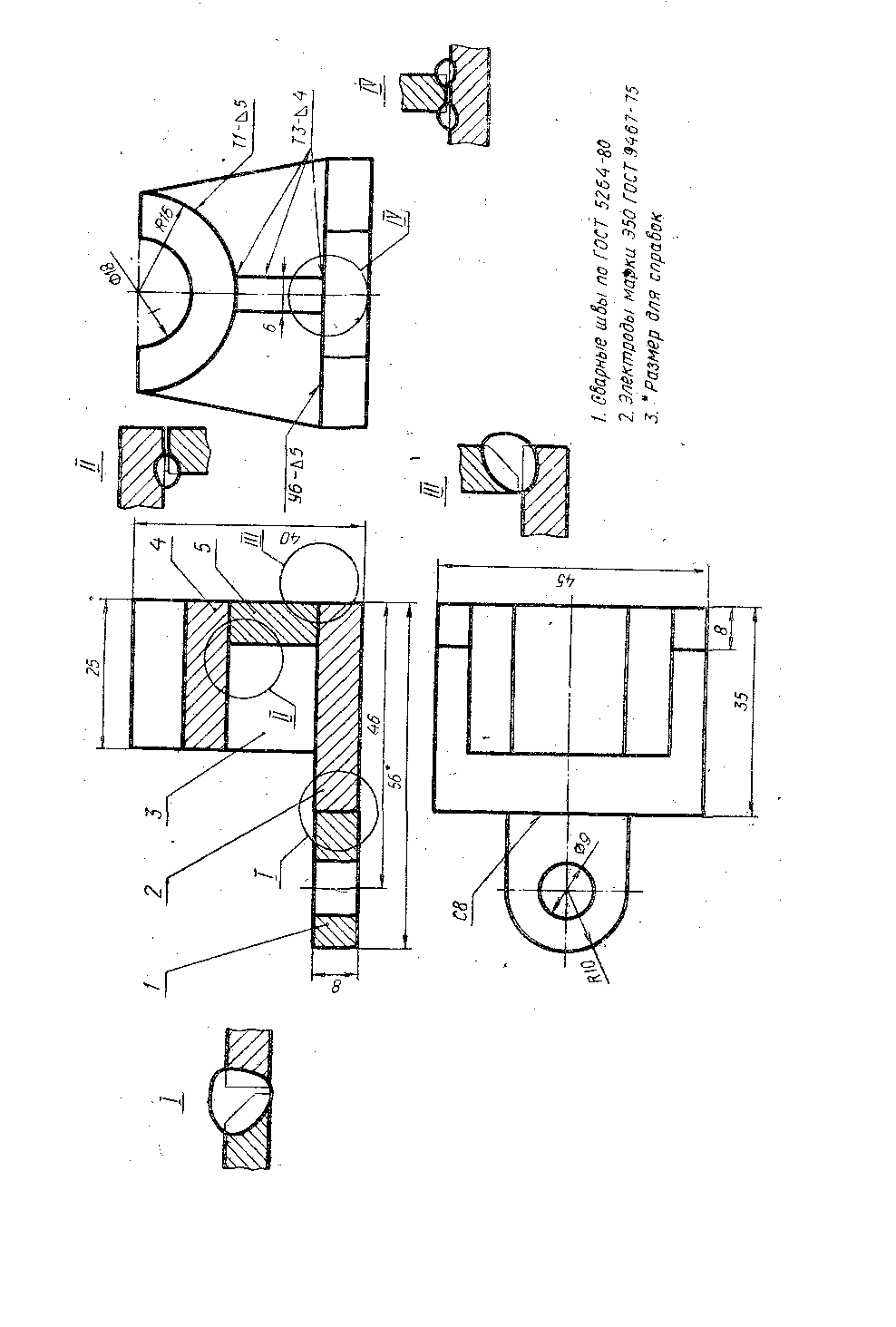 В последнем примере в Таблице 26.3 показан стыковой сварной шов с одним V-образным вырезом и подкладкой, где обе поверхности должны иметь ровную поверхность.
В последнем примере в Таблице 26.3 показан стыковой сварной шов с одним V-образным вырезом и подкладкой, где обе поверхности должны иметь ровную поверхность.
Обозначение сварки наносится на чертеж с помощью контрольной линии и линии стрелки, как показано на Рис.26.1. Контрольная линия должна быть проведена параллельно нижнему краю листа чертежа, а линия стрелки образует угол с контрольной линией. Сторона сустава ближе к острию стрелки известна как «сторона стрелки», а удаленная сторона — как «другая сторона».
Символ сварки должен располагаться на контрольной линии, как показано в Таблице 26.4.
На эскизе (а) показан символ стыкового шва с одним V-образным вырезом ниже контрольной линии, поскольку внешняя поверхность сварного шва находится на стороне соединения, указанной стрелкой.
Эскиз (b) показывает тот же символ над контрольной линией, потому что внешняя поверхность сварного шва находится с другой стороны соединения.
Таблица 26.1 Элементарные обозначения сварных швов
Из сварного шва
Иллюстрация
Обозначение БС
Стык между фланцевыми пластинами (фланцы полностью оплавлены)
Под сварку встык квадратный
Сварка встык однокривальная
Сварка встык односкатная
Стыковой сварной шов однокривальный с широким приварником
Стыковой шов однобокий с широким приварным швом
Стыковая сварка одинарной U
Сварка встык одинарная
Запорный или уплотнительный ход
Угловой шов
Электрозаклепка (круглое или удлиненное отверстие, полностью заполненное)
Электрозаклепка (круглое или удлиненное отверстие, полностью заполненное)
Точечная сварка (контактная или дуговая сварка) или выступающая сварка
Точечная сварка (контактная или дуговая сварка) или выступающая сварка
Шовная сварка
Таблица 26. 2 Дополнительные символы
2 Дополнительные символы
Форма поверхности сварного шва Символ BS плоский (обычно заподлицо)
На рисунке (c) показан символ, нанесенный на двойную букву V
.под сварку встык.
Эскиз (d) показывает угловые сварные швы на крестообразном соединении, где верхний сварной шов находится на стороне стрелки, а нижний сварной шов — на другой стороне
Расположение символа одинаково для чертежей в первой или третьей угловой проекции.
К контрольной линии можно добавить дополнительные символы, как показано на рис.26.2. Сварку можно производить в аппарате
.Таблица 26.3 Некоторые примеры использования дополнительных символов
Форма шва
Иллюстрация
Обозначение БС
Плоский (заподлицо), под сварку встык, однокамерный
Выпуклый сварной стык с двойным V-образным вырезом
Угловой шов вогнутый
Плоский (заподлицо) однократный стыковой сварной шов с плоским (заподлицо) подкладным швом
Таблица 26.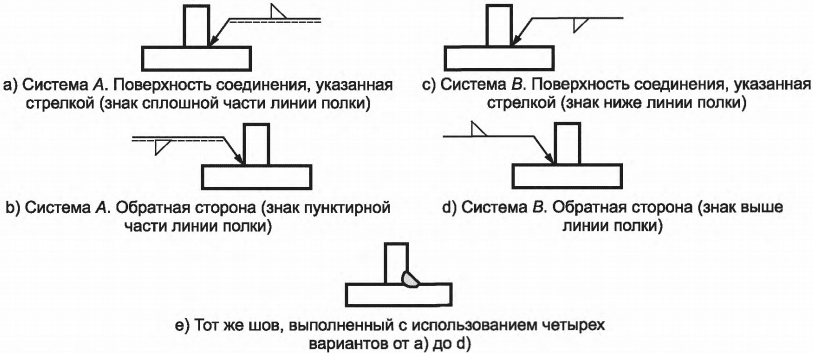 4 Значение стрелки и положение символа сварного шва
4 Значение стрелки и положение символа сварного шва
Иллюстрация
Графическое изображение
Символьное представление
Я | |||||||
)) II) II «I» МИ, || I || | 1 | рк | |||||
1 | 1 | ||||||
Немного | «wwwi Совместное 1 — линия стрелки 2 — контрольная линия 3 — это символ Рис.26.2 Обозначение (а) сварных швов на месте и (б) непрерывных сварных швов на заводе или на месте при возведении завода. Сварной шов на месте обозначается флажком. Вводные примечания к сварочным процессам носят общий характер. В BS 499 перечислено множество специализированных методов.Каждому процессу присваивается индивидуальный идентификационный номер, а заголовки групп следующие: (а) дуговая сварка, (б) контактная сварка, (в) газовая сварка, (г) твердофазная сварка; Сварка давлением, (e) Другие сварочные процессы, (f) Пайка, пайка и сварка твердым припоем. В протоколе процедуры сварки обычно приводится подробная информация о фактическом процессе, который будет использоваться на конкретном соединении. На чертеже контрольная линия со стрелкой, указывающей по направлению к стыку на одном конце, будет добавлена «вилка» на другом, содержащая выбранное число.В приведенном ниже примере цифра 23 указывает на то, что выбранным методом является выпуклая сварка. Ниже приведены полезные стандарты для чертежника: BS 499-1 дает Глоссарий по сварке, пайке и термической резке. Включает семь разделов, касающихся сварки давлением, сварки плавлением, пайки, испытаний, дефектов сварных швов и термической резки. Предоставляется информация о процедурах сварки и резки. BS 499-1 Дополнение. Дает определения электрических и тепловых характеристик сварочного оборудования. Европейские символы дуговой сварки в виде диаграммы проиллюстрированы в BS 499-2C: 1999. Символына чертежах сварных, паяных и паяных соединений проиллюстрированы в BS EN 22553. Сварные и родственные процессы, номенклатура процессов и справочные номера даны в BS EN ISO 4063: 2000. | ||||||
 Сплошной сварной шов вокруг стыка показан кружком на пересечении стрелки и контрольной линии. Обратите внимание, что если на объекте будет выполняться непрерывная сварка, то на чертеж должны быть добавлены оба символа.
Сплошной сварной шов вокруг стыка показан кружком на пересечении стрелки и контрольной линии. Обратите внимание, что если на объекте будет выполняться непрерывная сварка, то на чертеж должны быть добавлены оба символа.
Продолжить чтение здесь: Размеры сварных швов
Была ли эта статья полезной?
Простые сварные соединения (со схемой)
В этой статье даются примечания о простых сварных соединениях.
Сварная деталь обычно состоит из нескольких частей, соединенных сварными швами:
Стыковое соединение (квадратное стыковое, одинарное, двойное клиновидное), внахлест, тройник, угловое соединение и т.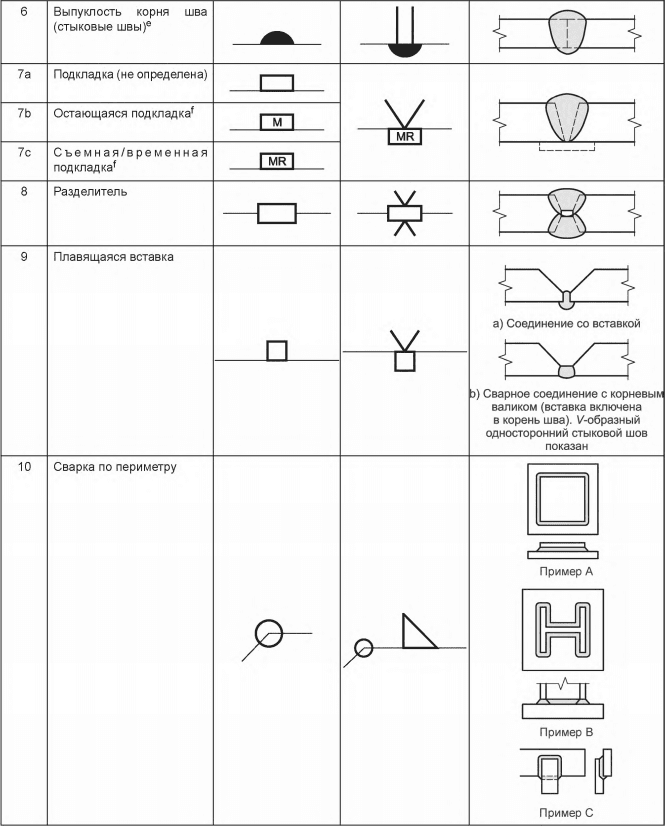 д .; все простые сварные соединения показаны на рис. 6.24.
д .; все простые сварные соединения показаны на рис. 6.24.
Кромки подготавливаются к сварке в соответствии с толщиной свариваемого металла. Когда свариваемые детали имеют легкое сечение, полное проплавление может быть достигнуто, если края свариваемых деталей имеют прямоугольную форму.Это называется «подготовка квадратного стыка». На пластину толщиной более 5-8 мм требуется однофланцевое препарирование. Для листов толщиной более 12 мм предпочтительнее использовать двойные клинья.
Стыковые соединения лучше всего подходят для сварки пластин, таких как сосуды, трубы, котлы и т. Д. Соединение внахлест — это такое соединение, при котором края двух пластин устанавливаются друг за другом или друг над другом так, чтобы они перекрывали друг друга. Перекрывающаяся часть называется нахлестом. В основных сварных швах стыки внахлестку следует приваривать с двух сторон.
Тройник получается размещением края одной детали на поверхности другой детали под прямым углом друг к другу. Этот тип стыка распространен в инженерных сооружениях. Каждое из перечисленных выше соединений имеет ряд разновидностей, и их выбор определяется формой сварного изделия, а также назначением и условиями эксплуатации полученных соединений.
Этот тип стыка распространен в инженерных сооружениях. Каждое из перечисленных выше соединений имеет ряд разновидностей, и их выбор определяется формой сварного изделия, а также назначением и условиями эксплуатации полученных соединений.
Из этого типа простых соединений проектировщик должен выбрать лучший сварной шов с точки зрения сварки и инженерных сетей.
Метод соединения :
Методически сварные соединения можно разделить на две группы — «группа стыков» и «группа стыков».
стыковая группа:
Стык означает сварной шов между двумя пластинами, расположенными вплотную друг к другу в одной плоскости. Существует три типа стыкового соединения: квадратный стык или нижний стык (положение на земле), стыковое соединение с одинарным клиновидным вырезом и стыковое соединение с двойным клинком.
Группа филе:
Скругление означает треугольный отложение между двумя поверхностями основного металла.При угловой сварке пластины не находятся на одном уровне. Он образует угол между двумя пластинами. Предусмотрено три угловых соединения: тройниковое, угловое и угловое.
Он образует угол между двумя пластинами. Предусмотрено три угловых соединения: тройниковое, угловое и угловое.
Все эти соединения разрабатываются параллельно в соответствии с требованиями инженеров-сварщиков. В современной сварочной технике несколько деталей объединяют сварными швами. Чтобы получить прочную сварку, приварите его к контрольной линии, обычно проводимой параллельно нижней части чертежа.
Сторона соединения, на которой расположена стрелка, известна как «сторона стрелки», чтобы отличать ее от «другой стороны».Если символ сварного шва расположен «под» контрольной линией, то поверхность сварного шва находится на «стороне стрелки» соединения. Если символ находится над контрольной линией, поверхность сварного шва находится на «другой стороне» соединения.
Символы на обеих сторонах контрольной линии указывают сварные швы, которые необходимо выполнить с обеих сторон соединения. В то время как, если символ пересекает контрольную линию, сварной шов находится внутри пластин соединения. Круг, где «линия стрелки» пересекается с контрольной линией, указывает на то, что это должен быть «круговой» сварной шов, в то время как черный флажок в этой точке обозначает сварной шов «на месте».
Круг, где «линия стрелки» пересекается с контрольной линией, указывает на то, что это должен быть «круговой» сварной шов, в то время как черный флажок в этой точке обозначает сварной шов «на месте».
Прерывистые циклы сварки обозначаются цифрами, обозначающими свариваемые части, а цифрами в скобках — несваренные части после символа.
Цифра перед символом углового шва указывает длину ветви. Сварное соединение, выполняемое путем размещения на чертежах полной информации о сварных швах, обозначается его символом. Обозначение сварки располагается на прерывистой контрольной линии, состоящей из горизонтальной и наклонной ветви, последняя заканчивается стрелкой, указывающей место, где должен быть выполнен данный сварной шов.
Для видимых необходимо подготовить или обработать края разных пластин. Тип стыка и подготовка кромок в основном зависят от толщины металла и характера стыков.
Сварочные символыAWS: научитесь рисовать сварочные символы для чертежа сварки
Все символы сварки AWS взяты из стандарта AWS A2.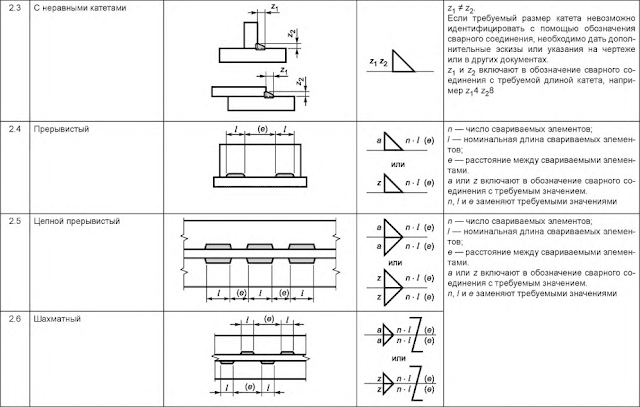 4 .
4 .
1. Стыковое соединение
Если у вас есть две заготовки, выровненные примерно в одной плоскости, которые необходимо сваривать, то вам следует использовать стыковое соединение.См. Рисунок ниже для большей ясности:
AWS Сварочный знак для стыкового соединения: Различные типы сварного шва стыкового соединения и их символы приведены ниже:
- Сварное стыковое соединение с квадратной канавкой: Если поперечное сечение сварной канавки имеет квадратную форму, то сварной шов будет называться сварным швом с квадратной канавкой. Сварной шов с квадратной канавкой имеет вид:
- Сварное стыковое соединение с V-образной канавкой: Как видно из названия, поперечное сечение этих типов сварных канавок имеет V-образную форму.Сварной шов с V-образной канавкой можно представить как:
- Стыковое сварное соединение со скосом и канавкой: Эти типы канавок образуются путем снятия фаски с одной из заготовок. Сварной шов со скосом под кромку можно представить как:
 Сварной шов со скосом под кромку можно представить как:
Сварной шов со скосом под кромку можно представить как:2. Угловой шарнир
Прямоугольные сварные соединения L-образной формы называются угловыми соединениями. Обычно угловой стык выглядит следующим образом:
Символ сварки AWS для угловых соединений: Различные типы угловых соединений и их символы приведены ниже:
- Угловое соединение со скосом с канавкой: Скошенное сечение подготавливается путем снятия фаски с одной из заготовок.Угловой стык со скосом и пазом можно представить как:
- Угловое соединение с J-образной канавкой: Вместо фаски на одну из заготовок для подготовки J-образной канавки дается скругление. Угловые соединения с J-образным пазом могут быть представлены как:
- Угловое соединение с квадратной канавкой: Угловое соединение с квадратным пазом имеет вид:
3.
 Тройник
ТройникПрямоугольные сварные соединения Т-образной формы называются угловыми.Обычно тройник выглядит следующим образом:
Символ сварки AWS для тройника: Различные типы тройников и их обозначения показаны ниже:
- J-образная канавка Т-образный шов: J-образная канавка для Т-образного шва обозначается как:
- Канавка под развальцовку под углом Тройник: Канавка под развальцовку под углом подготавливается путем закругления одной из заготовок, но в направлении наружу. См. Ниже:
- Угловой паз Тройник: Конический паз для Т-образного сварного шва имеет вид:
4.Нахлесточный шарнир
Сварочные швы между двумя полностью или частично перекрытыми деталями называются соединением внахлест. На рисунке ниже показано соединение внахлест:
Символ сварки AWS для соединения внахлест: Различные типы соединений внахлест и их обозначения показаны ниже:
- Соединение внахлест со скошенной канавкой: Соединение внахлест со скошенной канавкой представлено как:
- Соединение внахлест с J-образной канавкой: Соединение внахлест с J-образной пазом представлено как:
- Соединение внахлестку конической канавки с развальцовкой: Соединение внахлестку конической канавки с развальцовкой представлено как:
5.
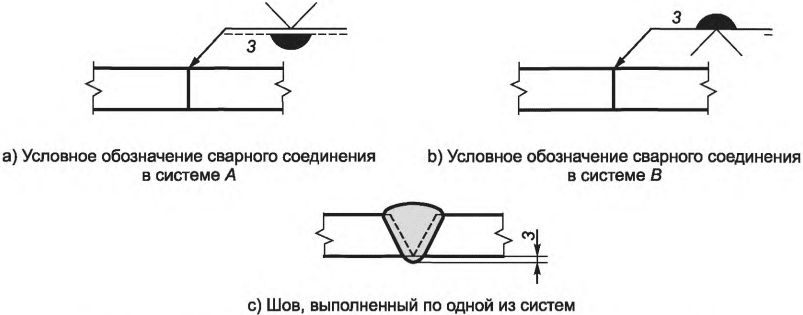 Кромочный стык
Кромочный стыкКогда две заготовки размещаются на двух параллельных или почти параллельных кромках и между двумя заготовками выполняется сварка, то сварка называется краевым сварным швом. См. Изображение ниже для большей ясности:
Символ сварки AWS для краевого соединения: Различные типы краевых соединений и их обозначения показаны ниже:
- Соединение кромки с фаской канавки: Соединение кромки с фаской канавки представлено как:
- Соединение по краю с квадратной канавкой: Соединение по краю с квадратным пазом представлено как:
- Соединение кромки U-образной канавки: Соединение кромки U-образной канавки представлено как:
Modern Welding, 11-е издание стр. 57
Глава 3 Сварные соединения, положения и символы 57 собственный номер или буквенный код в хвостовой части для обозначения процесса сварки, процедуры, метода отделки или спецификации компании. Если хвостовая часть не используется, где-то на чертеже будет отображаться примечание типа «Если не указано иное, все сварные швы будут выполнены в соответствии со Спецификацией № XXXX». 3.5.2 Символы сварного шва Символ сварного шва, отображаемый на полном символе сварки, указывает тип сварного шва, выполняемого на сварном соединении. Это миниатюрный рисунок, на котором показано, как кромка или края стыка подготавливаются перед сваркой. На Рис. 3-24 показано, как некоторые символы сварки, показанные на Рис. 3-22, используются в обозначении сварки.Обозначения сварки с угловым швом, скосом с канавкой и J-образной канавкой всегда рисуются таким образом, чтобы вертикальная линия была слева от невертикальных линий. См. Рисунки 3-22 и 3-24. 3.5.3 Сторона стрелки и другая сторона На чертеже сварной детали стрелка символа сварки касается линии, подлежащей сварке. У металла две стороны. Сторона металла, которой касается стрелка, всегда является стороной стрелки. Поверхность, противоположная стрелке, называется другой стороной.
Если хвостовая часть не используется, где-то на чертеже будет отображаться примечание типа «Если не указано иное, все сварные швы будут выполнены в соответствии со Спецификацией № XXXX». 3.5.2 Символы сварного шва Символ сварного шва, отображаемый на полном символе сварки, указывает тип сварного шва, выполняемого на сварном соединении. Это миниатюрный рисунок, на котором показано, как кромка или края стыка подготавливаются перед сваркой. На Рис. 3-24 показано, как некоторые символы сварки, показанные на Рис. 3-22, используются в обозначении сварки.Обозначения сварки с угловым швом, скосом с канавкой и J-образной канавкой всегда рисуются таким образом, чтобы вертикальная линия была слева от невертикальных линий. См. Рисунки 3-22 и 3-24. 3.5.3 Сторона стрелки и другая сторона На чертеже сварной детали стрелка символа сварки касается линии, подлежащей сварке. У металла две стороны. Сторона металла, которой касается стрелка, всегда является стороной стрелки. Поверхность, противоположная стрелке, называется другой стороной. Из-за того, что на многих сварных конструкциях стык совпадает, нет ни внутренней, ни внешней, ни верхней, ни нижней, левой или правой. Чтобы упростить определение местоположения сварного шва, используются термины «сторона стрелки» и «другая сторона». На символе сварки информация о сварном шве со стороны стрелки всегда отображается под контрольной линией. Информация о сварном шве на другой стороне всегда отображается над контрольной линией. Не всегда возможно разместить символ сварки на свариваемой стороне.Рисунок иногда бывает слишком многолюдным и сложным. См. Рисунок 3-25, где показаны примеры использования стороны стрелки и другой стороны символа сварки. Рисунок 3-21. На символе сварки назначены конкретные места для различной информации и размеров. (AWS A2.4: 2012, рис. 3, Стандартное расположение элементов сварочного символа, воспроизведено с разрешения Американского общества сварщиков, Майами, Флорида). R LP S (E) (N) AFT Стороны Другая сторона Сторона стрелки Обе Обозначение отделки Обозначение контура Обозначение сварного шва Размер сварного шва с канавкой Глубина размера фаски или прочности для определенных сварных швов Спецификация, процесс или другая справочная информация Хвост (может быть опущен, если ссылка не указана Используемые элементы в этой области остаются такими, как показано, когда хвост и стрелка меняются местами Обозначения сварных швов должны находиться в пределах длины контрольной линии.
Из-за того, что на многих сварных конструкциях стык совпадает, нет ни внутренней, ни внешней, ни верхней, ни нижней, левой или правой. Чтобы упростить определение местоположения сварного шва, используются термины «сторона стрелки» и «другая сторона». На символе сварки информация о сварном шве со стороны стрелки всегда отображается под контрольной линией. Информация о сварном шве на другой стороне всегда отображается над контрольной линией. Не всегда возможно разместить символ сварки на свариваемой стороне.Рисунок иногда бывает слишком многолюдным и сложным. См. Рисунок 3-25, где показаны примеры использования стороны стрелки и другой стороны символа сварки. Рисунок 3-21. На символе сварки назначены конкретные места для различной информации и размеров. (AWS A2.4: 2012, рис. 3, Стандартное расположение элементов сварочного символа, воспроизведено с разрешения Американского общества сварщиков, Майами, Флорида). R LP S (E) (N) AFT Стороны Другая сторона Сторона стрелки Обе Обозначение отделки Обозначение контура Обозначение сварного шва Размер сварного шва с канавкой Глубина размера фаски или прочности для определенных сварных швов Спецификация, процесс или другая справочная информация Хвост (может быть опущен, если ссылка не указана Используемые элементы в этой области остаются такими, как показано, когда хвост и стрелка меняются местами Обозначения сварных швов должны находиться в пределах длины контрольной линии.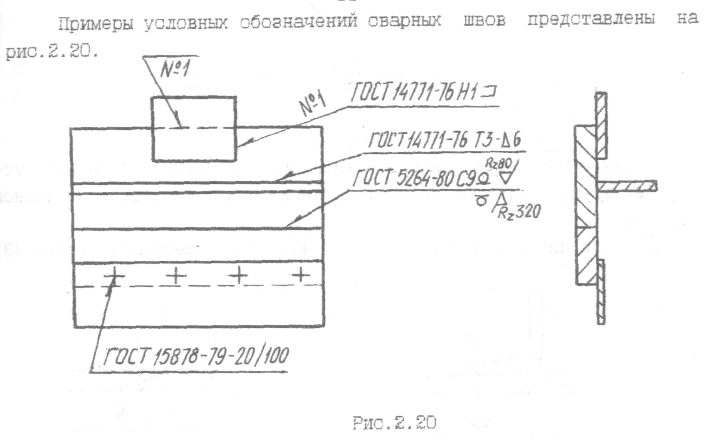 лонжерон стыка или сторона, указанная стрелкой на стыке Обозначение сварного шва Обозначение сварного шва Шаг (расстояние между центрами) сварных швов Длина сварного шва Глубина заправки корневого отверстия для заглушек и пазовых швов Угол канавки с учетом угла зенковки для заглушки сварные швы Стандартные символы сварки ANSI / AWS
лонжерон стыка или сторона, указанная стрелкой на стыке Обозначение сварного шва Обозначение сварного шва Шаг (расстояние между центрами) сварных швов Длина сварного шва Глубина заправки корневого отверстия для заглушек и пазовых швов Угол канавки с учетом угла зенковки для заглушки сварные швы Стандартные символы сварки ANSI / AWS
типов сварных соединений и их обозначений — 3D-примеры более 22 соединений
Сварка — важная производственная технология, которая используется во всем мире.Благодаря достижениям в области технологий наука растет очень быстро, и то же самое происходит в этой отрасли. В наши дни инженеры и сварщики из разных уголков мира должны работать вместе и добиваться отличных результатов. Решение этой проблемы — использование той же формы общения. Сварочные символы — это форма языка, описывающая процесс строительства металлических конструкций. Сотни различных символов сварки используются для обозначения различных условий сварки или разных типов сварки. Однако многие из этих символов признаны во всем мире, и если символ не является общим, дизайнер объясняет его значение в плане. Итак, давайте посмотрим, что означают эти символы.
Однако многие из этих символов признаны во всем мире, и если символ не является общим, дизайнер объясняет его значение в плане. Итак, давайте посмотрим, что означают эти символы.
Сварочные символы кажутся очень сложными, когда их видят впервые. Однако если их преобразовать в составляющие их символы, их можно будет легко понять. Есть два основных типа символов сварки: символы со стрелкой и без нее. Каждый тип имеет самостоятельное значение и отвечает за полный набор символов.Если вы понимаете, как работают эти типы, вы сможете выполнить практически любую задачу, которая может встретиться в плане.
Стрелка часто используется во многих планах для описания свойств сварного шва. Это универсальный символ, понятный большинству профессионалов. Однако о некоторых вариациях мы поговорим позже. Итак, приступим к делу.
Базовый символ стрелки
На следующем рисунке вы можете изучить общий символ стрелки.
Рисунок 1 Стандартный символ стрелки Символ, показанный на рисунке 1, является самым простым символом, который используется для описания окружающих условий и характеристик сварного шва. Этот символ состоит из трех частей, как показано на рисунке 1. Его правая часть указывает на требуемое положение сварного шва. Острие стрелки ведет к стыку, который необходимо сварить.
Этот символ состоит из трех частей, как показано на рисунке 1. Его правая часть указывает на требуемое положение сварного шва. Острие стрелки ведет к стыку, который необходимо сварить.
Средняя часть известна как опорная линия. Он содержит подробную информацию о характеристиках сварного шва, например о типе сварного шва и заданном месте сварного шва. Нижняя часть строки содержит информацию о стороне, на которую указывает стрелка, а верхняя часть содержит информацию о противоположной стороне пластинки.
Левая часть символа, известного как хвост, содержит всю дополнительную информацию о сварном шве. Дополнительная информация — это информация, которую нельзя отнести к определенной категории. Обычно дополнительные сведения включают стандарты сварного шва, типы соединяемых материалов и процесс сварки.
Вот способ читать такой знак. До сих пор я не говорил о том, как вы пишете на нем информацию. Итак, пора посмотреть, как это написать.
Как описывать угловые швы
Этот тип сварного соединения выполняется, когда две соединяемые пластины расположены под прямым углом друг к другу. В обычных случаях соединение под углом 90 градусов называется угловым соединением, но некоторые более близкие углы также могут рассматриваться как угловые соединения. На следующем рисунке вы увидите пример записи информации о сварке угловых швов.
В обычных случаях соединение под углом 90 градусов называется угловым соединением, но некоторые более близкие углы также могут рассматриваться как угловые соединения. На следующем рисунке вы увидите пример записи информации о сварке угловых швов.
Все приведенные выше символы обозначают один и тот же сварной шов.Число на вертикальной стороне (слева) сообщает о длине этой стороны. Другой сообщает о горизонтальных размерах сварного шва. В случаях, когда обе длины равны, обычно пишется только левая. Однако, пожалуйста, внимательно ознакомьтесь с планом, прежде чем предполагать это, потому что иногда есть некоторая скрытая информация.
Что делать, если есть пунктирная линия
При инженерном или архитектурном проектировании вы можете встретить другую систему. Кроме того, который мы уже описали, и еще одного, который нечасто используется.Эту альтернативную систему можно узнать по пунктирным линиям, которые используются под контрольной линией. Каждая система независимо описывает сварной шов, но обе системы нельзя использовать на одном чертеже, потому что его будет трудно читать.
Каждая система независимо описывает сварной шов, но обе системы нельзя использовать на одном чертеже, потому что его будет трудно читать.
Из рисунка 3 видно, что расположение символа сварки описывает направление сварки. Если символ сварки находится на пунктирной линии, это означает, что сварка будет выполняться на стороне, противоположной стрелке.Точно так же, когда символ сварки будет на контрольной линии, это означает, что сварка будет выполняться в том же направлении, которое описано линией стрелки. Некоторые инженерные чертежи очень сложны и занимают мало места. Эту ориентацию очень важно понимать, потому что иногда на чертеже нет места, чтобы показать сварной шов в том же направлении.
Во втором способе пояснения символа сварки пунктирная линия не используется ни ниже, ни выше контрольной линии. Это противоположно первой системе.В этой системе, когда символ сварки находится ниже контрольной линии, это означает, что сварка должна выполняться в том же направлении, что и линия стрелки. Точно так же, когда символ сварки находится в верхней части контрольной линии, сварка должна выполняться в направлении, противоположном направлению стрелки. На следующем рисунке показаны все способы описания углового шва.
Точно так же, когда символ сварки находится в верхней части контрольной линии, сварка должна выполняться в направлении, противоположном направлению стрелки. На следующем рисунке показаны все способы описания углового шва.
Очень важно различать эти системы по пунктирным линиям.Использование любой базовой системы не связано с каким-либо конкретным параметром, и любая система может использоваться в любом виде чертежа.
Во многих случаях перед сваркой требуется некоторая подготовка шва. Обозначения, которые используют инженеры, различаются в зависимости от того, как стыки привариваются друг к другу. Например, две разные пластины размещаются параллельно друг другу, одна пластина кладется поверх другой, а затем они свариваются с одной или другой стороны.Либо он должен быть сварен с одной стороны, либо с двух разных сторон, символ сварки поможет определить его. В этом разделе подробно описаны различные типы соединений и их обозначения.
Канавки на одной стороне листа
Соединения, которые свариваются только с одной стороны, называются односторонними соединениями. Существует 7 основных типов односторонних соединений. Есть еще символы, но остальные представляют собой их комбинацию. Все эти односторонние соединения с их символами и подготовкой к сварке приведены ниже.
V-образная канавка
Стык с подваркой под сварку под углом 45 градусов на обоих листах известен как V-образная канавка. Это называется так, потому что если вы поместите оба куска металла рядом друг с другом, область разреза будет иметь форму V. В случае, если угол не равен 45 градусам, вы должны написать это на чертеже.
Рисунок 5 V-образная канавкаСварной шов без канавок
Это простейший вид соединений. Этот тип сварного шва не требует какой-либо подготовки.В этом типе сварного шва соединяемые пластины имеют квадратные концы, как показано на его символе (рис. 6).
Рисунок 6 Сварной шов без канавокV-образная канавка с широким основанием
Этот тип соединения аналогичен V-образному пазу, но с большим отличием. Оба соединения имеют сварку под углом 45 градусов (или под любым другим углом), но на этом сходство заканчивается. Разница между этими двумя типами заключается в том, что глубина канавки меньше толщины листов. В большинстве случаев он не превышает толщины металла.Этот тип сварного шва образует сварной шов Y-образной формы, как это показано на Рисунке 7.
Оба соединения имеют сварку под углом 45 градусов (или под любым другим углом), но на этом сходство заканчивается. Разница между этими двумя типами заключается в том, что глубина канавки меньше толщины листов. В большинстве случаев он не превышает толщины металла.Этот тип сварного шва образует сварной шов Y-образной формы, как это показано на Рисунке 7.
Канавка со скосом под развальцовку
Канавка со скосом под развальцовку — это уникальный способ подготовить зону сварки путем создания дуги под углом 90 градусов. На одном из свариваемых листов кромка сглаживается этой дугой. Обозначение соединения с одной кромкой показано на рисунке 8. Обозначения имеют форму обеих металлических частей.
Рисунок 8 Фацетная канавка под угломJ-образная канавка
Это интересный тип подготовки, поскольку он противоположен конической канавке под развальцовку.Пластина имеет один квадратный конец, а другой конец имеет форму четверти круга.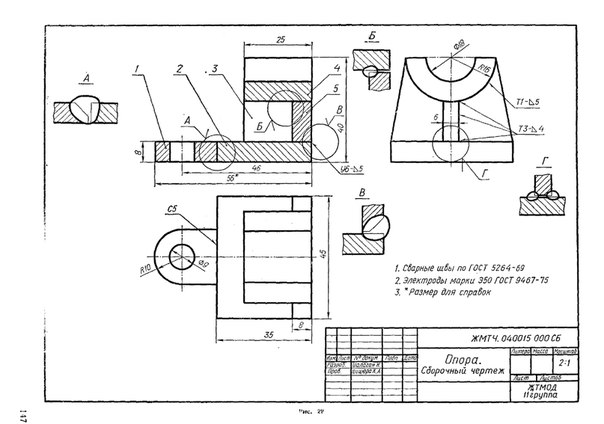 Однако он имеет кривизну, противоположную конической канавке с отбортовкой, что позволяет использовать больше сварочного материала для соединения. Таким образом получается J-образный сварной шов. Это также можно увидеть на обозначении одинарного J-образного соединения, показанном на рисунке 9.
Однако он имеет кривизну, противоположную конической канавке с отбортовкой, что позволяет использовать больше сварочного материала для соединения. Таким образом получается J-образный сварной шов. Это также можно увидеть на обозначении одинарного J-образного соединения, показанном на рисунке 9.
U-образная канавка
В этом типе соединения пластины, которые должны быть соединены, имеют форму четверти сферы, а сварной шов нарезается до толщины металла.Когда оба конца соединены, получается U-образный сварной шов. Форму одинарного U-образного шарнира можно более четко увидеть на рисунке 10 вместе с его символом.
Рисунок 10 U-образный пазКанавка со скосом и широким корнем
Этот процесс подготовки аналогичен V-образной канавке. Разница между этими двумя сварными швами заключается в том, что в V-образной канавке с широкой корневой поверхностью площадь разреза не превышает ¾ толщины металла. Проще говоря, в металлическом листе под сварным швом остается немного места. Сварной шов имеет r-образную форму, и его можно увидеть на рисунке 11 вместе с обозначением этого типа.
Сварной шов имеет r-образную форму, и его можно увидеть на рисунке 11 вместе с обозначением этого типа.
Пазы с обеих сторон
До сих пор мы исследовали подготовку только одной стороны. Однако для некоторых сварных швов для оптимального соединения необходимо вырезать канавки с обеих сторон. С обеих сторон есть три основных типа подготовительных пазов. Вы можете определить символы для остальных из них, если поймете символы, представленные ниже.
Канавка со скосом на каждой стороне одной пластины
В этом типе одна из двух соединяемых пластин не имеет препарирования. Однако другая пластина имеет с обеих сторон канавку под углом 45 градусов. Эти разрезы заканчиваются посередине листа. Таким образом, канавка имеет форму буквы K. Вы можете увидеть символ на рисунке 12.
Рисунок 12 Канавка со скосом на каждой стороне одной пластиныV-образная канавка на обоих листах
Это обычная подготовка к сварке во многих случаях. В этом случае на каждой стороне есть две V-образные канавки, которые пересекаются на полпути вместе с толщиной металла. Таким образом, X-образная форма развивается вместе с толщиной металла. Вы можете увидеть V-образный паз на символе обоих листов на рис. 13.
В этом случае на каждой стороне есть две V-образные канавки, которые пересекаются на полпути вместе с толщиной металла. Таким образом, X-образная форма развивается вместе с толщиной металла. Вы можете увидеть V-образный паз на символе обоих листов на рис. 13.
U-образная канавка с обеих сторон
В этом типе сварного шва обе стороны двух пластин имеют форму четверти круга во внешнем направлении. Таким образом, они оставляют от центра часть от до ½ толщины пластины.Он образует U-образный сварной шов с каждой стороны. Вы можете увидеть символ на Рисунке 14.
Рисунок 14 U-образная канавка с обеих сторон Часто сварка должна выполняться определенным образом. Поэтому дополнительные символы используются вместе с теми, которые я написал выше. Эти символы помогают определить тип сварки. Важными параметрами, описываемыми этими символами, являются требования к характеристикам отделки, местоположению сварного шва и характеристикам сварного шва.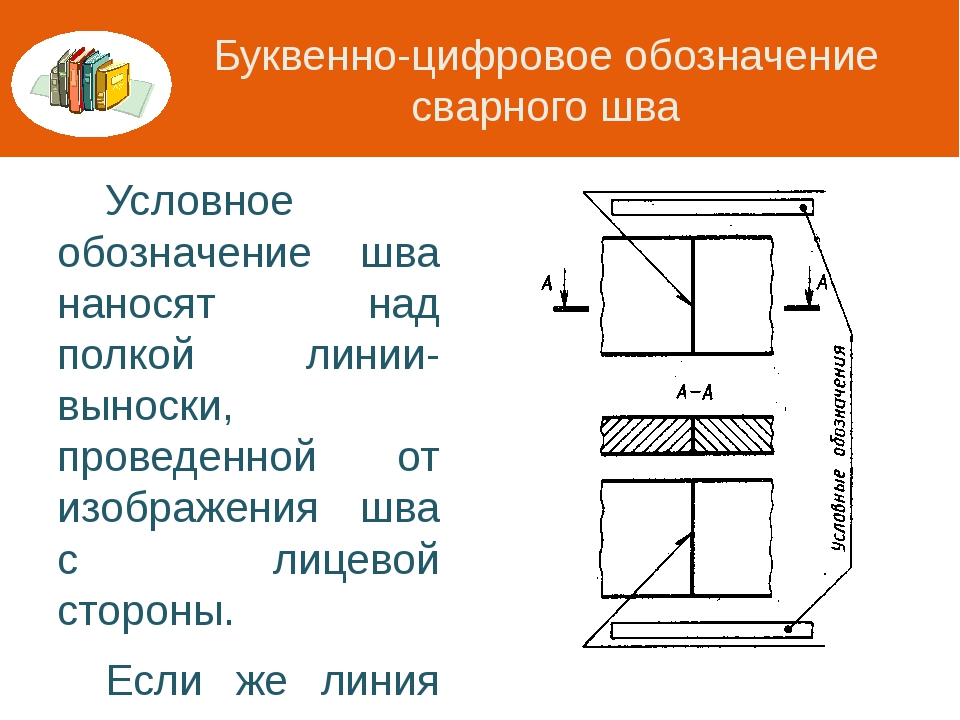 Существует девять основных типов дополнительных символов, и они подробно описаны.
Существует девять основных типов дополнительных символов, и они подробно описаны.
Выпуклый контур
Этот символ указывает на то, что сварку необходимо закончить в направлении наружу. Форма выпуклого готового сварного шва похожа на воздушный шар, который находится вдали от сварного шва.
Четыре столбца будут использоваться для описания дополнительных символов. Первый столбец будет содержать имя, второй столбец покажет символ, третий столбец покажет интеграцию соответствующего дополнительного символа с базовой платформой, а четвертый столбец покажет форму сварного шва.Детали выпуклого дополнительного символа показаны на рисунке 15.
Рис.15 Символ выпуклого контураВогнутый контур
Символ вогнутого изогнут в направлении, противоположном направлению выпуклого символа. Поскольку это противоположно выпуклому символу, можно сделать вывод, что сварку необходимо закончить во внутреннем направлении. Для получения такой отделки используются угловые швы. Подробности приведены на рисунке 16.
Подробности приведены на рисунке 16.
Контур промывки
Этот символ используется, когда требуется механическая обработка сварного шва, чтобы он находился на том же уровне, что и плита.Прямая линия используется для обозначения отделки заподлицо, которая демонстрирует требуемую форму пластин после сварки. Подробности показаны на рисунке 17.
Рисунок 17 Символ контура промывкиКогда требуется начальная сварка
Этот тип символа используется, когда требуется небольшой начальный сварной шов перед полным швом U-образной или V-образной формы. Он имеет символ изогнутой линии и помещается либо вверху, либо под линией, в зависимости от требуемого места сварного шва. Детали показаны на рисунке 18.
Рисунок 18 Начальный сварной шовСварной шов вокруг металла
Этот символ используется для обозначения участка, который необходимо сварить со всех углов. В точке, где требуется спаять, делается круг. На рисунке 19 показаны детали. Вы можете заметить, что лист металла приварен со всех сторон даже под пластиной, которая не видна на рисунке.
На рисунке 19 показаны детали. Вы можете заметить, что лист металла приварен со всех сторон даже под пластиной, которая не видна на рисунке.
Сварка в поле
Есть много ситуаций, когда сварка не может быть произведена в мастерской.По определенным причинам требуется, чтобы сварка производилась на рабочем месте.
Рисунок 20 Сварка в полеСварка между двумя точками
Этот символ используется, когда требуется сварка между двумя разными участками. На чертеже будут показаны две точки A и B, которые будут отображать требуемый участок сварки. Символ и другие детали приведены на рисунке 21.
Рисунок 21 Сварка между двумя точкамиУстановка расходной заглушки
Во время сварочных работ иногда остается свободное пространство между двумя соединительными пластинами.Чтобы заполнить это пространство, вставляется расходная заглушка. В свободном пространстве вставлен предохранитель. Подробности приведены на рисунке 22.
Подробности приведены на рисунке 22.
Ступенчатая прерывистая сварка
Если требуется, чтобы сварной шов прерывался между двумя разными сторонами листа, используется этот символ. Этот символ также указывает на то, что сварка по всей длине не требуется. Линия, проходящая через Z, используется как символ для обозначения такой ситуации.Символ и другие детали показаны на рисунке 23.
Рисунок 23 Ступенчатый прерывистый сварной шовПроще говоря, на двух сторонах пластины выполняются два одинаковых сварных шва, но они повернуты в противоположных направлениях.
Обычно на чертежах специальные процессы описываются символами, которые в них объясняются. Однако есть некоторые из них, которые сварщики должны знать, и вы не найдете их объяснения на чертежах. Вот самые распространенные из них.
Сварной шов
Если в одной пластине есть отверстие и она приварена поверх другой пластины, это соединение может быть выполнено с помощью заглушки.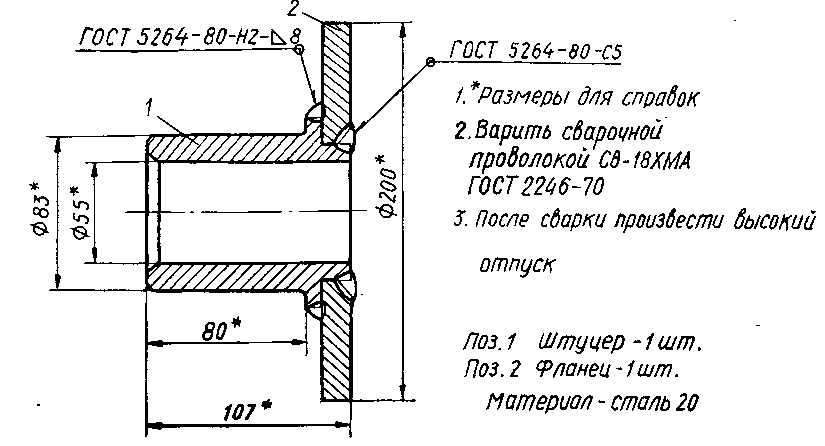 Когда процесс сварки завершен, кажется, что две пластины сплавлены друг с другом, и сварной шов заполняется внутри отверстия. На рисунке 24 вы видите два металлических листа. В меньшем есть отверстие диаметром полдюйма. Отверстие будет заполнено сварочным материалом.
Когда процесс сварки завершен, кажется, что две пластины сплавлены друг с другом, и сварной шов заполняется внутри отверстия. На рисунке 24 вы видите два металлических листа. В меньшем есть отверстие диаметром полдюйма. Отверстие будет заполнено сварочным материалом.
Контактная точечная сварка
Когда точечная контактная сварка используется для сплавления двух пластин с помощью тепла, выделяемого электрическим сопротивлением, этот тип сварки известен как контактная точечная сварка.Его символ — простой круг, похожий на пятно.
Рисунок 25 Контактная точечная сваркаКонтактная сварка швов
Две параллельные линии проходят через круг, обозначающий шов. Общая форма сварного шва аналогична форме паза.
Сварщик — интересная карьера, имеющая всемирный размах. Сварка так тесно связана с инженерией, а инженерия требует большого количества чертежей. То же самое и со сваркой. Когда сварщик работает на международной платформе, он / она должен следовать определенным кодексам поведения, чтобы соответствовать требованиям своей профессии.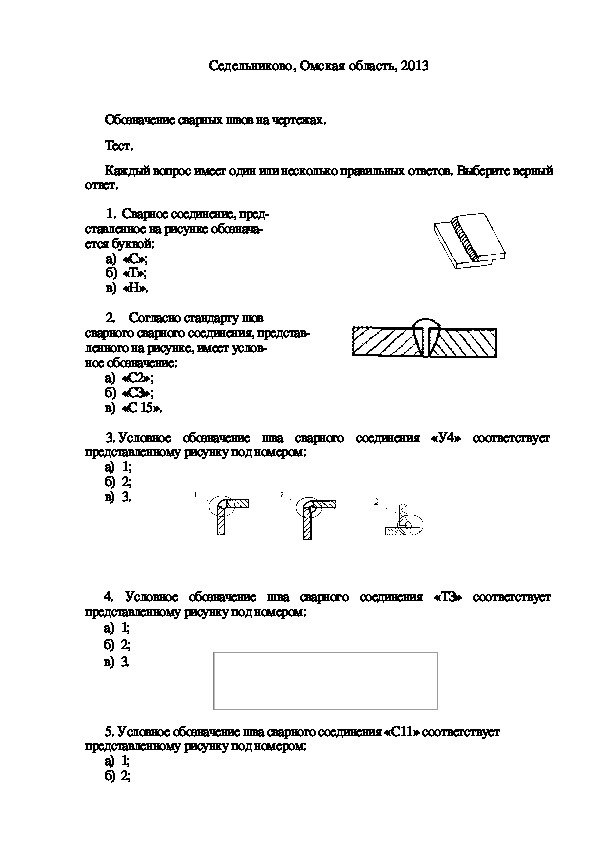 Есть вероятность, что сварщик работает в зоне, где он не понимает родной язык, тогда ему придется выполнять сварку по чертежам. Эти рисунки содержат определенные символы сварки, и для профессионального сварщика, который хочет продолжить свою карьеру на международном уровне, очень важно изучить и понять все эти символы сварки. Таким образом, изучение сварочных символов очень важно для сварщика, который хочет сделать карьеру на международных платформах.
Есть вероятность, что сварщик работает в зоне, где он не понимает родной язык, тогда ему придется выполнять сварку по чертежам. Эти рисунки содержат определенные символы сварки, и для профессионального сварщика, который хочет продолжить свою карьеру на международном уровне, очень важно изучить и понять все эти символы сварки. Таким образом, изучение сварочных символов очень важно для сварщика, который хочет сделать карьеру на международных платформах.
Сварщик за свою карьеру должен пройти множество аттестационных испытаний.Эти сертификаты и тесты очень важны для профессионального роста сварщика на международном уровне. Во всех этих тестах проводится сертификационный тест на символы сварки. Когда сварщик подает заявку на международный проект, опыта работы недостаточно и требуется определенная квалификация. Чтение этой статьи поможет вам вспомнить различные сварочные символы, если вы их уже выучили, или поможет вам идентифицировать эти сварочные символы.
В этой статье мы постарались дать вам как можно больше информации и надеемся, что вы нашли в ней большую ценность.