Сварочные трансформаторы: устройство, виды, применение
Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки.
Это устройства, предназначенные для преобразования напряжения из общегородской сети в оптимальное для сварочного аппарата.
Трансформатор для сварки понижает напряжение до напряжения холостого хода и обеспечивает бесперебойную работу такого аппарата.
Конструкция сварочного трансформатора
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до 60-80В, повышении силы тока до 40-500А (или больших значений в профессиональных моделях) и подержании переменного тока.
В основе этого процесса лежит простейший принцип электромагнитной индукции: разница между количеством витков в первичной и вторичной обмотке определяет коэффициент преобразования, а возможность управления рассеиванием магнитного поля путем перемещения подвижных частей прибора позволяет регулировать выходное напряжение.
Проходящий по магнитопроводу ток создает переменное напряжение в каждом витке катушки, которое на выходе суммируется в оптимальное напряжение.
Для быстрого проведения сложных сварочных работ профессионалы используют плазменную технологию сварки. Сварка плазмой достаточно сложный процесс, требующий соответствующих навыков и умений.
Для качественного проведения сварочных работ важно правильно подобрать расходные материалы. Читайте здесь о том, как выбрать проволоку сварочную нержавеющую.
Конструкция сварочного трансформатора довольно проста, поэтому многие любители предпочитают не покупать, а сделать сварочный аппарат для дома:
- Центральная часть – сердечник (магнитопровод), состоящий нескольких стальных пластин, изолированных друг от друга. Для самодельных сварочных аппаратов его советуют набирать из пластин электротехнической стали, взятых из «донорской» техники.
- На сердечнике размещают одну или несколько обмоток изолированным проводом.
 Первичная обмотка всегда одна, на нее подается ток из сети, остальные обмотки – вторичные.
Первичная обмотка всегда одна, на нее подается ток из сети, остальные обмотки – вторичные. - Регулировка выходного напряжения в разных конструкциях достигается за счет движения ходового винта, проходящего через магнитопровод и обмотку, и движения подвижных обмоток (в большинстве конструкций неподвижной является сетевая обмотка).
- Корпус защищает устройство от повреждений.
- Дополнительные элементы (вентиляция, ручки, колеса для удобного перемещения тяжелых моделей).
 Первичная обмотка всегда одна, на нее подается ток из сети, остальные обмотки – вторичные.
Первичная обмотка всегда одна, на нее подается ток из сети, остальные обмотки – вторичные.Самодельные конструкции
В самодельных конструкциях первичную (сетевую) обмотку обычно делают из специального обмоточного медного провода, требования к вторичной обмотке ниже, для нее часто берется многожильный сварочный кабель (с сечением 25-35 мм).
На любительских аппаратах выводы обмоток делаются просто на медные клеммы, фабричные варианты снабжены более надежными переключателями.
Подробная схема сварочного трансформатора зависит от типа сердечника (стержневой или тороидальный) и имеющихся в распоряжении мастера материалов.
Более сложное устройство имеет трансформатор для сварочного инвертора, отличие – в наличие нескольких преобразователей, на которых переменный ток преобразуется на первом этапе в постоянный, а затем – в переменный, но заданного напряжения. Кроме того, конструкция усложнена добавлением электроники, позволяющей более точно контролировать процесс.
Вес сварочного трансформатора переменного тока зависит от модели, самые легкие весят от 3 кг, но чаще на рынке можно встретить модели с весом от 10 кг.
Виды и характеристики сварочного трансформатора
Назначение сварочного трансформатора во многом определяет его конструкцию:
- Мощность сварочного трансформатора промышленных моделей достаточна для обеспечения нескольких рабочих мест, это многопостные приборы со сложным устройством.
- В быту используются однопостные модели.
Разделение по фазовому регулированию:
- Однофазные модели работают только при напряжении 220В. Силы тока на выходе подобных устройств достаточно для бытовых нужд.
- Трехфазные сварочные трансформаторы работают при напряжении в сети 380В, они дают на выходе большую силу тока, позволяющую сваривать металл большей толщины. Существуют модели, которые рассчитаны на работу как при напряжении 220В, так и при напряжении 380В.

Во время сварки мягких металлов есть опасность прожечь их насквозь. Сварка алюминия инвертором должна проводиться очень осторожно и с использованием соответствующих расходных материалов.
Простые гаражные сварочные работы можно проводить даже самостоятельно. Узнайте по этой ссылке, как работать полуавтоматической сваркой.
А если у вас нет соответствующего сварочного аппарата, можно воспользоваться холодной сваркой. Например, читайте тут можно ли холодной сваркой заварить глушитель.
По конструкции устройства выделяют:
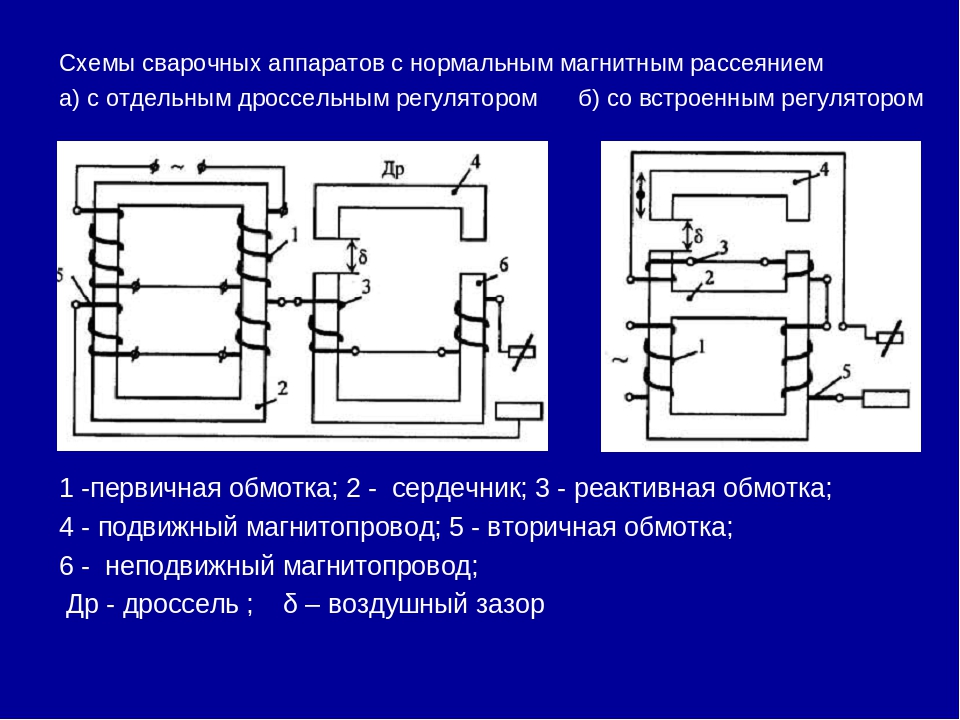
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
Принцип действия
Принцип действия сварочного трансформатора универсален, но сложность конструкции и требования к характеристикам устройства зависят от назначения конкретного прибора.
Трансформатор для точечной сварки должен выдавать на выходе ток силой в 5-10 кА у маломощных моделей и до 500 кА – у мощных моделей, поэтому вторичная обмотка выполняется в одним виток.
Трансформатор для контактной сварки должен обладать высоким коэффициентов преобразования, а прерывающие устройства – надежностью и довольно сложным устройством, в противном случае качество сварки будет страдать.
Трансформатор для сварки проводов, напротив, представляет собой очень компактное и дешевое устройство, заменяющее дорогой сварочный инвертор. Требования к характеристикам будут не самыми жесткими: номинальное напряжение около 9-40В. Подобное устройство может собрать даже любитель.
Подобное устройство может собрать даже любитель.При изготовлении и покупке такого прибора следует обращать внимание на базовые характеристики:
- Напряжение сети – от него зависит количество фаз, в которых работает прибор.
- Номинальный сварочный ток – у бытовых моделей он находится около отметки 100А, профессиональные изделия могут давать до 1000А.
- Широкие пределы регулирования сварочного тока позволяют использовать электроды разного диаметра. Для бытовых моделей характеры значения около 50-200А.
- Номинальное рабочее напряжение – напряжение на выходе из устройства. Для дуговой сварки достаточно 30-70В.
- Номинальный режим работы определяет, сколько прибор может проработать непрерывно.
- Напряжение холостого хода – важная характеристика для дуговой сварки. По правилам безопасности она не может превышать 80В, но чем ближе напряжение холостого хода к этой границе, тем проще вызвать дугу.
- Потребляемая мощность и мощность на выходе позволяют рассчитать КПД устройства. Чем он выше, тем эффективнее работает прибор.
Подбираете универсальный сварочный аппарат для работы с разными видами металлов? Воспользуйтесь сварочным полуавтоматом. Узнайте о том, как работать с горелкой для сварочного полуавтомата для проведения качественной сварки.
Для каждого вида сварочных работ придуманы разные типы сварочных аппаратов, детальнее в этой публикации.
Во время проведения сварочных работ не забывайте о защите. Читайте по адресу, о преимуществах использования щитков сварщика хамелеон.
Возможные неполадки в работе трансформатора для сварки
Как купленное, так и сделанное самостоятельно устройство может перестать работать по одной из множества причин. В большинстве случаев ремонт изделия по силам осуществить даже любителю (исключая сложные промышленные модели).
Самая частая причина неполадок – замыкание в цепи между элементами устройства, что может вызывать отключение прибора.
Для устранения этой неисправности сварочного трансформатора следует разобрать устройство и заменить неисправный элемент, если причина замыкания очевидна (часто источником неприятностей является клеммная колодка и обмотка возле нее).
Еще одна часто встречающаяся проблема – чрезмерный нагрев. Его вызывает установка тока большего, чем рекомендовано, значения.
Постоянный чрезмерный нагрев может привести к тому, что выйдет из строя ключевой элемент устройства – может потребоваться перемотка сварочного трансформатора полностью или частично проводом того же сечения.
Сильное гудение говорит о том, что внутри корпуса разболтались болт или гайка. Для исправления нужно просто разобрать изделие и подтянуть все соединения.
После ремонта нужно провести испытание сварочного трансформатора, если устройство работает в нормальном режиме, можно продолжать его использовать.
Устройство сварочного трансформатора отличается простой, а сам прибор – надежностью и доступностью.
Сварочные трансформаторы широко применяются любителями для дуговой сварки, с их помощью можно соединить тонкие листы металла и выполнить практически любой необходимый непрофессионалу ремонт металлических деталей.
Читайте также:
- Термокарандаш для сварки Сварочный карандаш по внешнему виду представляет трубку или стержень, который туго заполнен сухим спрессованным горючем веществом, вещество при […]
- Сварочные выпрямители Так как источником тока для сварочных инверторов является переменный ток, то для преобразования переменного тока в постоянный или высокочастотный […]
Принцип действия и принцип работы сварочного трансформатора
Сварка переменным током осуществляется понижающим сварочным трансформатором.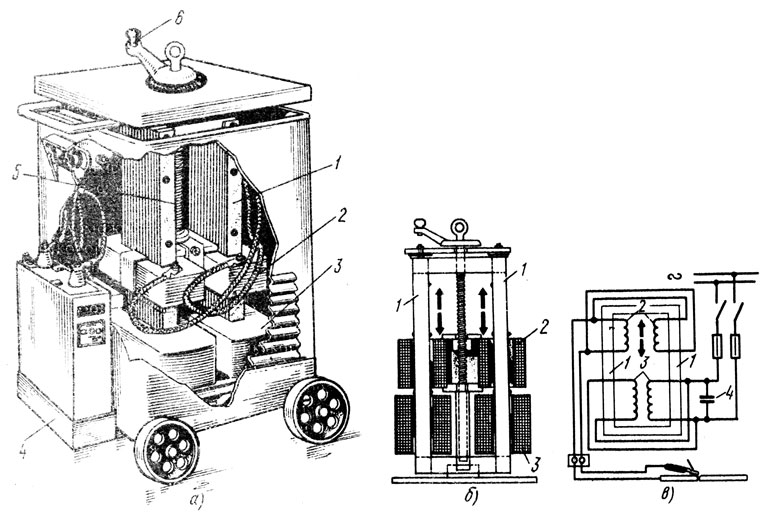 Принцип работы сварочного трансформатора определяется в первую очередь
Принцип работы сварочного трансформатора определяется в первую очередь
Принцип действия сварочного трансформатора в понижении напряжения в сети 220/380в до величины холостого хода трансформатора способного поддерживать рабочее напряжение горящей дуги. Обычно величина холостого хода составляет 60-80в. При возникновении дуги напряжение падает до рабочей величины, которая зависит от установленной величины тока сварки. Величина сварочного тока различается, и зависит от режимов сварки и диаметра используемого электрода.
Стабильность горения сварочной дуги в огромной степени зависит от плавности питающего напряжения. Скачки напряжения на входе трансформатора способствуют обрыву сварочной дуги. Частично сглаживанию скачков способствует работа регулятора. На некоторых моделях сварочных трансформаторов используется конденсатор большой емкости в качестве фильтра на входе трансформатора.
Современные сварочные устройства рассчитаны на однофазное и трехфазное питание напряжением 220 и 380в, но принцип действия сварочного трансформатора не зависит от количества фаз или величины питающего напряжения. Отличия заключаются в конструкциях и форме магнитопроводов трансформатора и сечении проводов обмоток.
Читайте также
Устройство сварочного трансформатора — Сведения о сварке
Устройство сварочного трансформатора
Категория:
Сведения о сварке
Устройство сварочного трансформатора
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию,— вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60—65 В; напряжение дуги при ручной сварке обычно не превышает 20—30 В.
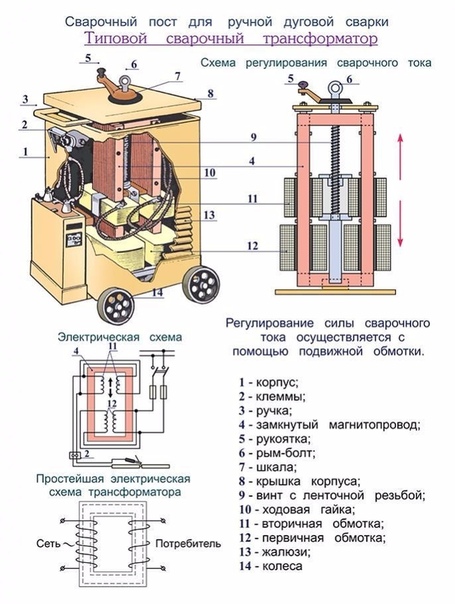
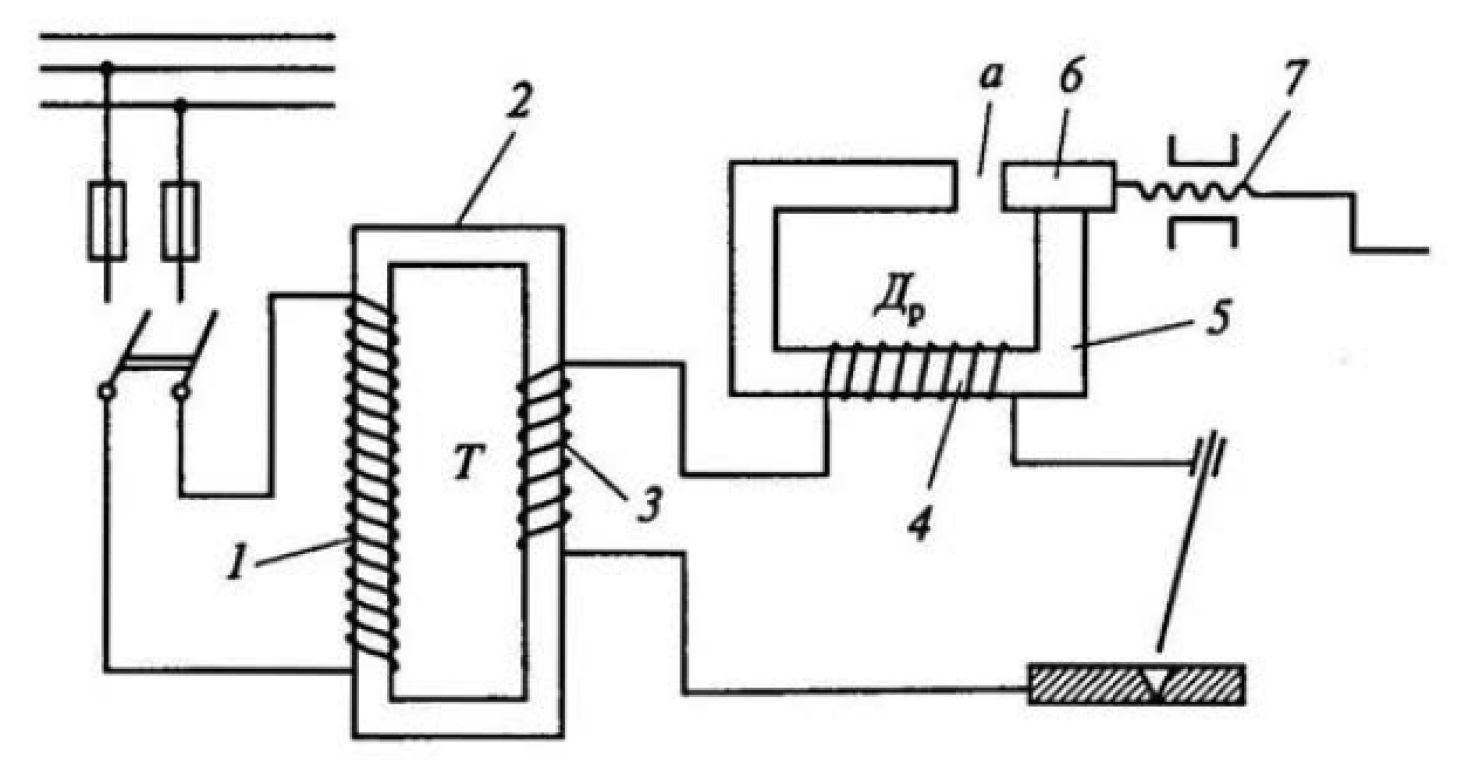
Рис. 1. Сварочный трансформатор ТСК-500: а — вид без кожуха, б — схема регулирования сварочного тока, в — электрическая схема
Одним из наиболее распространенных источников питания переменного тока является сварочный трансформатор ТСК-500 (рис.1). В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка— подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает.
Для приближенной установки силы сварочного тока на верхней крышке кожуха расположена шкала с делениями. Более точно сила тока определяется по амперметру.
Сварочный трансформатор ТСК-500 в отличие от ТС-500 имеет в первичной цепи конденсатор 4 большой мощности. Конденсатор включается параллельно первичной обмотке и предназначен для повышения коэффициента мощности (косинуса «фи»).
Однотипными, но меньшей мощности, являются трансформаторы ТС-300 и ТСК-300. Трансформаторы ТД-500 и ТД-300 работают по такому же принципу, но для переключения обмоток с параллельного на последовательное соединение снабжены переключателями барабанного типа.
Реклама:
Читать далее:
Устройство сварочного выпрямителя
Статьи по теме:
устройство и принцип действия, для чего служит, виды
Сварочный инструмент
Сварочный трансформатор принадлежит к числу несложных, но признанных потребителями аппаратов. Его используют, когда к соединительному шву нет жестких требований. Сейчас на рынке появились более совершенные аппараты, но простые агрегаты не вышли из употребления.
Его используют, когда к соединительному шву нет жестких требований. Сейчас на рынке появились более совершенные аппараты, но простые агрегаты не вышли из употребления.
1
Виды сварочных трансформаторов и их устройствоАппараты бывают дуговыми, у них в основе процесса лежит использование электрической дуги, а также есть аппараты контактной сварки – сильно сжатые детали привариваются импульсным током. По способу регулирования выпускаются агрегаты с дросселем – это первый тип. Второй, самый распространенный вид – разнотипные с регулировкой, которая осуществляется изменениями в обмотках. Третий, самый современный – тиристорные с импульсной стабилизацией.
Водородный сварочный аппарат
Первые два вида регулируют режим изменением параметров. Разнотипные трансформаторы зачастую оборудованы более сложными устройствами для точного регулирования. Тиристорные имеют трансформатор и полупроводниковые регуляторы. Контактные сварочные приборы различаются методами сварки, которая может выполняться по отдельным точкам, по стыкам или цельным швом.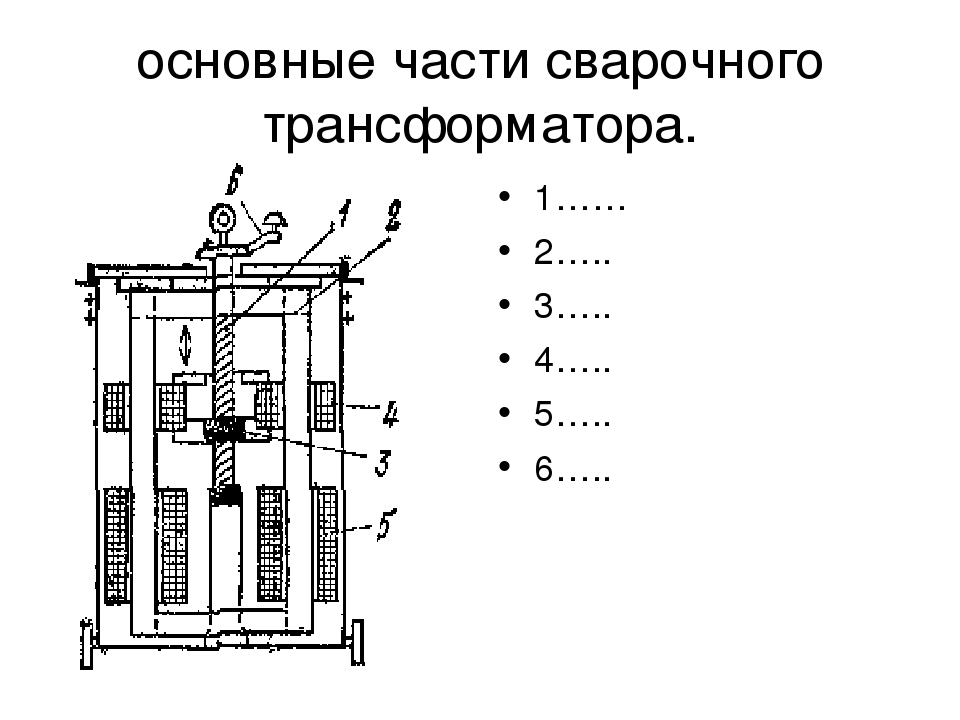 Импульс регулируется электронным или релейно-механическим регулятором. Устройство сварочного трансформатора простое, аппарат состоит из:
Импульс регулируется электронным или релейно-механическим регулятором. Устройство сварочного трансформатора простое, аппарат состоит из:
- трансформатора;
- проводов подвода;
- сварочных проводов;
- держателя электродов.
Разные разработки сварочного трансформатора (далее – СТ) имеют сходные провода и держатели. Аппарат может иметь дополнительные устройства: вентилятор, автомат отключения при перегрузке, ручку, колеса. На работу это никак не влияет, но создает комфортные условия. Большинство сварочных трансформаторов переменного тока укомплектованы одинаковыми деталями с разницей в габаритах. Это позволяет делать устройства одного типа, отличающиеся показателями. Агрегат может комплектоваться выпрямителем для выработки постоянного тока. Аппаратами постоянного тока выполняется качественная сварка, производятся работы с цветными металлами и нержавейкой.
Большинство моделей имеют стальной сердечник из абсолютно одинаковых пластин – магнитопровод. Он может иметь подвижную часть или быть цельным. Пластины изолированы, чтобы увеличить КПД и уменьшить нагрев. Они образуют плотный пакет, стянутый шпильками. Неплотность пакета приводит к вибрации, что на слух воспринимается, как сильное гудение. Ток в трансформаторном сварочном аппарате (ТСА) подбирается плавно или ступенями. При плавном подборе изменяют зазор в магнитопроводе, сопротивление меняется. Ступенчатое регулирование включает в цепь разное количество витков обмоток. Независимо от способа, роль сварщика заключается во вращении рукоятки или переключении коммутатора.
Он может иметь подвижную часть или быть цельным. Пластины изолированы, чтобы увеличить КПД и уменьшить нагрев. Они образуют плотный пакет, стянутый шпильками. Неплотность пакета приводит к вибрации, что на слух воспринимается, как сильное гудение. Ток в трансформаторном сварочном аппарате (ТСА) подбирается плавно или ступенями. При плавном подборе изменяют зазор в магнитопроводе, сопротивление меняется. Ступенчатое регулирование включает в цепь разное количество витков обмоток. Независимо от способа, роль сварщика заключается во вращении рукоятки или переключении коммутатора.
2
Почему электричество соединяет металлы?Трансформатор понижает сетевое напряжение до требуемого уровня. Предъявляемые к аппарату требования исходят из особенностей материалов для обработки. Под них подбирают принцип действия и комплектацию, детали уточняются в параметрах и регулировке. Во многих случаях требуется очень точная настройка, и устройство аппарата это учитывает. Функциональный принцип работы сварочного трансформатора и его устройство взаимосвязаны.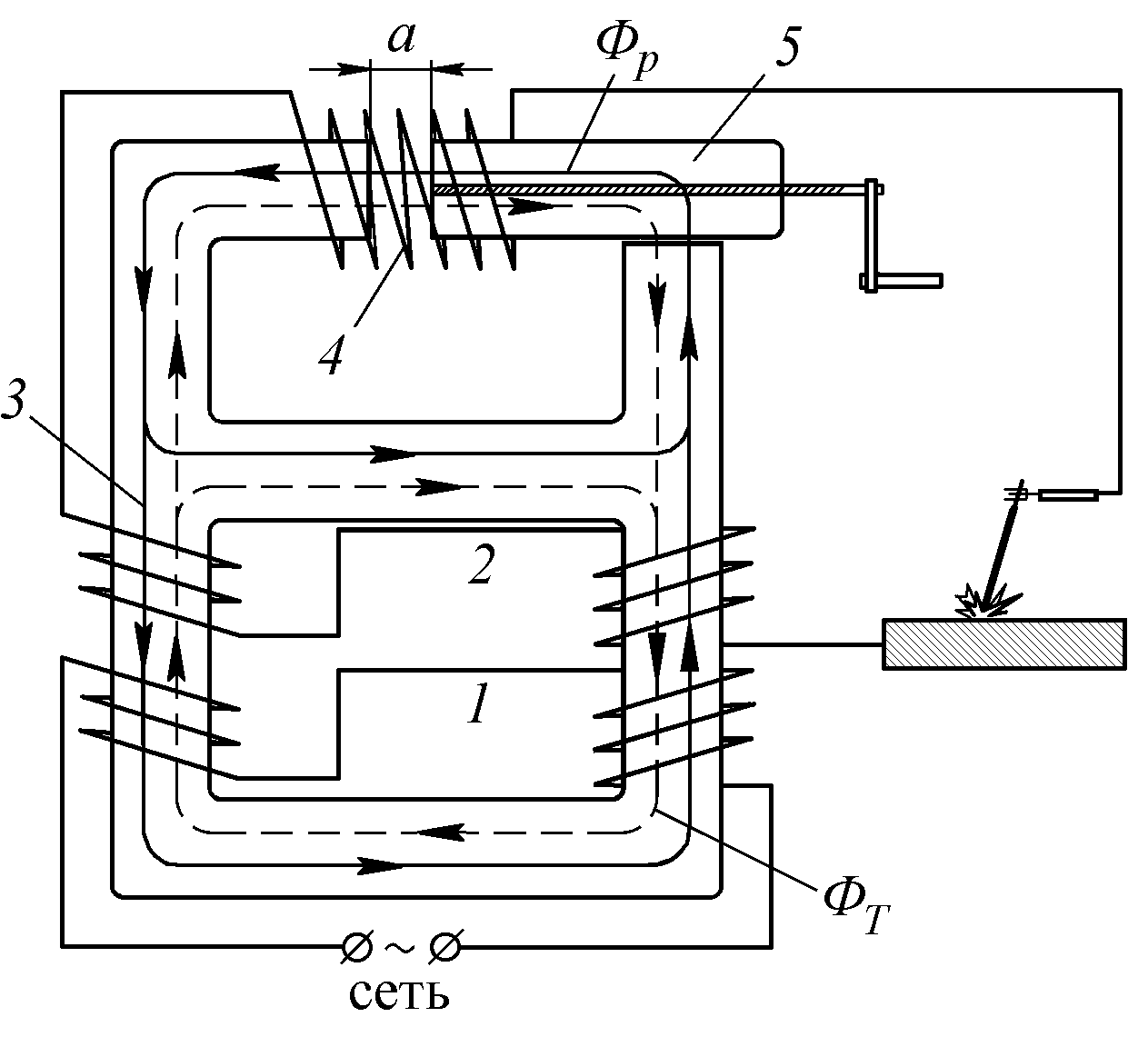
Вторичная обмотка сварочного трансформатора
Аппарат выполняется обычно с первичной и вторичной обмотками. Напряжение 220 или 380 В подается на первичную. Со вторичной снимается напряжение 30–80 В. Ток увеличивается до 100–700 А, отчего металл плавится и соединяется. В основу ТСА заложена наивысшая отдача мощности. Металлические изделия соединяются между собой при температуре в тысячи градусов, вырабатываемой электрической дугой. Ее появление вызывается коротким замыканием между электродом и металлом. Разряд пробивает воздух, образуется плазма. С уменьшением сопротивления воздушного изолятора увеличивается ток. Чтобы стабилизировать дугу, проводящую ток, поддерживают расстояние между электродом и металлом.
Устройство сварочного трансформатора позволяет изменять силу тока, добиваясь оптимального режима в зависимости от толщины заготовок и вида работ. Постоянство напряжения влияет на стабильность дуги. Малый скачок напряжения ее обрывает, а немного сглаживает скачки регулятор. Используя дополнительные приспособления, можно добиться стабильности электродуги. Перепады гасят фильтры из конденсаторов на входе.
Используя дополнительные приспособления, можно добиться стабильности электродуги. Перепады гасят фильтры из конденсаторов на входе.
3
Характерные особенности устройств разных типовСначала были придуманы аппараты с дросселем для регулировки тока. Модели простые и безотказные, но не лишены недостатков: очень ограниченные характеристики, сильная вибрация, из-за чего сбиваются настройки, и они потребляют много энергии. Более совершенны устройства с реактивной катушкой и дросселем.
Сварочный трансформатор
В разнотипных аппаратах используются магнитные шунты, подвижные обмотки. Такие агрегаты небольшой массы с лучшими характеристиками. Имеются конструкции с неподвижными шунтами и обмотками, сложной магнитной коммутацией. По этому принципу сконструировано много разных разработок, отчего этот вид СТ и получил название разнотипных. Оборудование на тиристорах – новая разработка на полупроводниках. Переменный ток превращается в импульсы. Вначале тиристорные устройства страдали нестабильностью дуги из-за несовершенства полупроводников. Сегодняшние полупроводниковые изделия избавлены от этого недостатка.
Сегодняшние полупроводниковые изделия избавлены от этого недостатка.
Технические характеристики ТСА пребывают в зависимости от конструктивных особенностей. Общие достоинства:
- простое исполнение с минимальным набором деталей без электроники;
- широкий диапазон применения;
- надежная длительная эксплуатация, пригодность для ремонта;
- возможность выбрать аппарат с подходящими параметрами;
- доступные цены.
Сердечник с обмотками
К недостаткам относятся ограниченные возможности. Подобные аппараты потребляют много тока, ими трудно поддерживать дугу и добиться безукоризненного шва. Для работ различного рода больше подходит разнотипный трансформатор. Чтобы добиться качества шва и эффективности, агрегат оборудуют дополнительными устройствами, которые стабилизируют характеристики. Доступность и неприхотливость трансформаторных сварочных аппаратов привлекают потребителей, несмотря на выпуск качественных моделей с лучшими возможностями.
4
Что следует учитывать при выборе – показатели токаВажный показатель для устройства – это количество фаз. Для однофазных СТ требуется 220 В, их можно включать в розетку домашней сети. Для двухфазных потребуется 380 В. Трехфазные могут работать от 220 или 380 В. В паспорте уточните показатель тока, потребляемого устройством. Далее узнайте сечение проводки и определите по справочнику, выдержит ли она работу ТСА. Автоматы домашней сети должны иметь запас не менее 10 %.
Для однофазных СТ требуется 220 В, их можно включать в розетку домашней сети. Для двухфазных потребуется 380 В. Трехфазные могут работать от 220 или 380 В. В паспорте уточните показатель тока, потребляемого устройством. Далее узнайте сечение проводки и определите по справочнику, выдержит ли она работу ТСА. Автоматы домашней сети должны иметь запас не менее 10 %.
От тока на выходе зависит подбор электродов, свойства металла, с которым можно работать. Еще один параметр – напряжение на выходе. Особенно важно для тех, кто хочет варить автомобильные кузова. Чем ниже показатель (от 30 Вольт), тем тоньше металл можно варить. Потребляемая и выходная мощность указывает на количество электроэнергии, которую использует сварочный трансформатор. Следует обратить внимание на разницу показателей. Если она очень большая, агрегат будет использовать много киловатт и выполнять мало работы. В паспорте режим сварки указан в процентах.
К примеру, 70 % значит, что в течение 10 минут агрегат может 7 минут работать и 3 должен отдыхать.
Трансформаторные аппараты десятки лет исправно служат в сельском хозяйстве, промышленности, дома и в любом месте, где понадобятся. Их простота и дешевизна привлекают людей. В руках умельцев они способны работать с металлом разной толщины. С их помощью изготавливают несложные изделия, ремонтируют технику, соединяют трубы отопления и водопровода.
Сварочный трансформатор тдм: технические характеристики аппаратов 401, модели 305, 503, 500, 317, 505, 402, 303у2, 401у2
К выбору сварочного оборудования следует отнестись с максимальной ответственностью, так как процесс работы тесно сопряжен с возможным воздействием электротока. Потому необходимо отдавать предпочтение проверенной и качественной технике, которой, безусловно считается сварочный трансформатор ТДМ. Приборы представлены несколькими моделями, обладающими различными параметрами и достоинствами.
Классификация по различным признакам
Преобразователи для сварки марки ТДМ классифицируются по нескольким параметрам.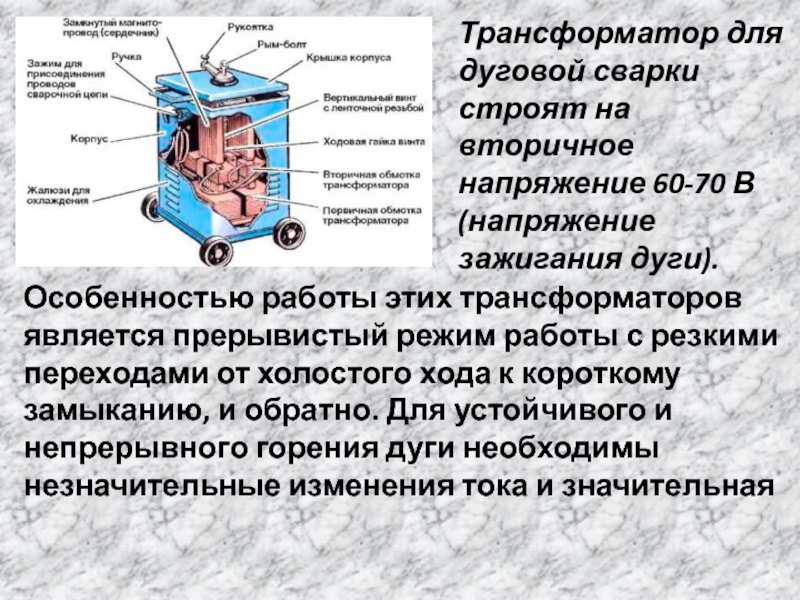
По типу питающей сети, требуемой для подключения, аппараты выпускаются:
- однофазные, питаемые от бытовой сети переменного тока, что позволяет применение для небольших домашних или гаражных работ,
- трехфазные, отличающиеся более сложной конструкцией, повышенной мощностью, предназначенные преимущественно для использования на предприятиях промышленности.
По области применения устройства разделяются на:
- Бытовые для РДС с использованием стандартных электродов с покрытием.
- Промышленные, применяющиеся одновременно для нескольких рабочих мест на поточных линиях. Их мощности достаточно не только для сваривания, но и резки изделий из металла.
По способу регулирования напряжения устройства разделяются на:
- тиристорные, в которых применен принцип нормального рассеяния магнитного потока,
- с повышенным рассеиванием.
К последней группе относятся:
- с движимым немагнитным шунтом,
- с движимыми обвивками,
- с перемещающимся подмагниченным шунтом,
- с обвивкой, состоящей из нескольких частей.
Какой трансформатор выбрать, зависит от преобладающего вида работ и предполагаемой интенсивности использования аппарата. Не менее важным параметром является и то, сколько отведено финансовых средств на покупку аппарата.
Достоинства и недостатки понижающих аппаратов
Устройства понижающего назначения запитываются от сети 220 либо 380 В и уменьшают напряжение до 70 В, создавая на вторичной катушке настраиваемый ток. Выпрямление при этом не производится. Аппараты ТДМ подают в область сварки ток силой 50-500 А, значение зависит от модели.
Технические характеристики сварочного аппарата ТДМ 401, равно как и параметры иных моделей (305, 503, 500, 317, 505, 402, 303у2, 401у2), являются одновременно и достоинствами устройств. К преимуществам понижающих преобразователей относятся:
- Повышенная мощность, позволяющая выполнять множество технологических операций металлообработки.
- Стабильность работы, не зависящая от климатических условий. Аппараты могут эксплуатироваться при температурах от -40 до 40°С.
- Ремонтопригодность, легкость технического содержания и обслуживания.
- Возможность выполнения ступенчатого или плавного регулирования параметров тока.
- КПД, составляющий в среднем 84%
- Возможность применения электродов сечением до 6 мм, допускающая сварку изделий толщиной до 14 мм.
- Мобильность, обеспечиваемая транспортировочными колесами.
- Наличие эффективной системы охлаждения.
К недостаткам преобразователей следует отнести значительный вес и нагрузку на сеть – чем выше мощность, тем больше электроэнергии будет потреблять устройство.
Устройство
Устройство сварочного трансформатора ТДМ 401, как и большинства иных моделей, составляют такие детали:
- корпус,
- охлаждающие жалюзи,
- соединительные зажимы для цепи,
- ручка для переноски,
- рукоятки корректирования параметров,
- сердечник,
- отвесный винт с расположенной на нем ходовой гайкой,
- первичная и вторичная катушки, витки которых изготовлены из меди.
В аппаратах практически нет содержания драгоценных металлов. В ТДМ-500 для улучшения соединений используется серебро.
Принцип работы
Работа преобразователей ТДМ основана на такой схеме.
Ток, поступающий из сети, поступает на первичную катушку. Вторичная при этом различными окончаниями подсоединяется к подлежащей обработке детали и на держатель электрода.
Одна из обмоток, являющаяся подвижной, используется как дроссель, регулирующий выходящий ток. Для перемещения этой обмотки вдоль сердечника используется управляющий винт. Параметры тока задаются удалением друг от друга катушек. Чем больший интервал между ними, тем ниже подаваемое напряжение и выше сила тока. Изменение характеристик осуществляется посредством рассеяния магнитного потока.
Выбор
Однофазные
Аппараты однофазные обеспечивают питание единого потребителя переменным током частотой 50 Гц. Применяются в основном для РДС, наплавки либо резки с применением покрытых электродов.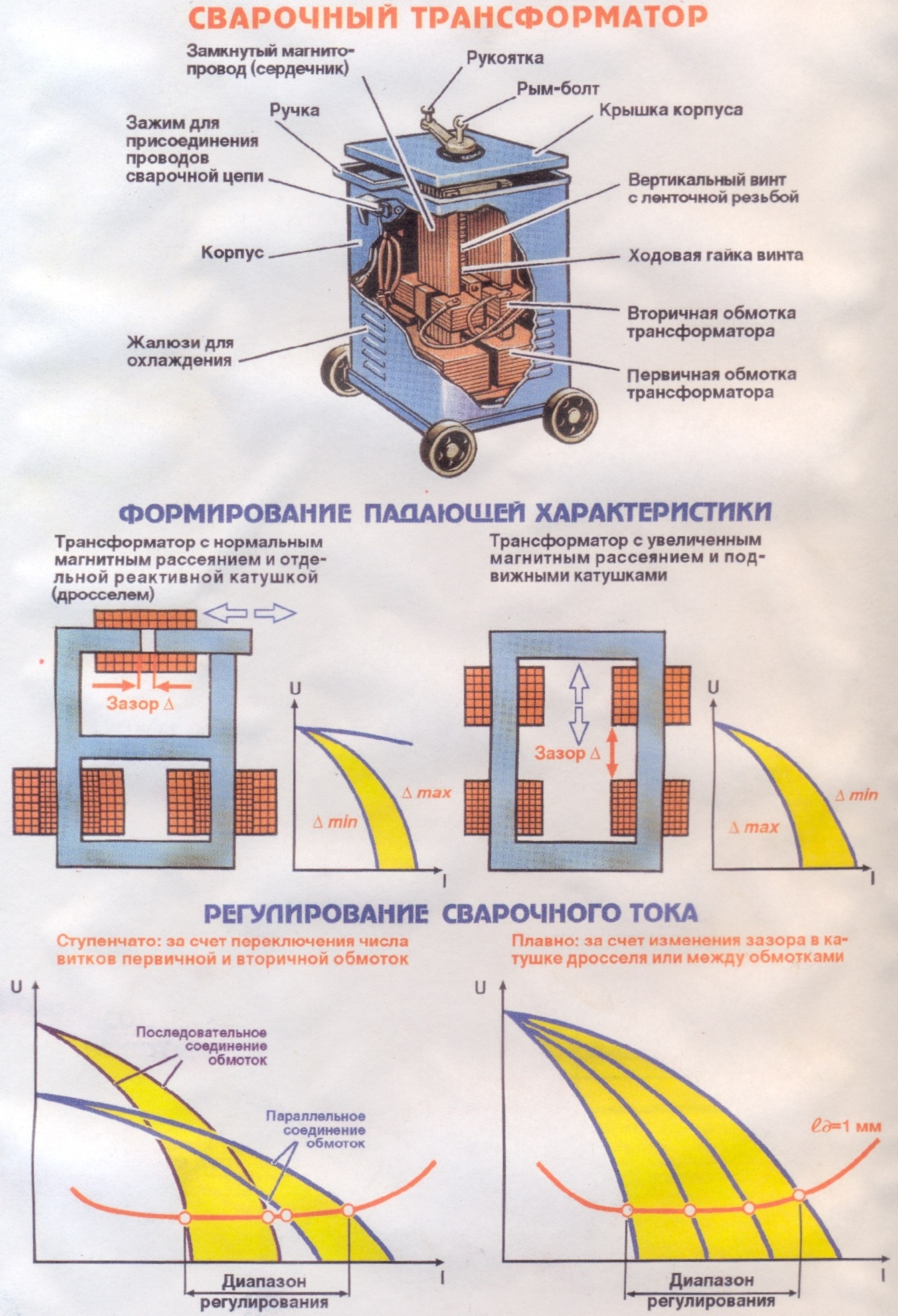
Условия работы:
- использование электродов 2-6 мм любых марок,
- применение только для одного напряжения – 220 или 380 В при частоте 50 Гц.
Трехфазные
Для соединения заготовок значительной толщины однофазные трансформаторы не подходят, требуется использование трехфазных устройств. К примеру, ТДМ 503 – мощная и тяжелая модель, применяемая только под 380 В.
Такие трансформаторы не нужно приобретать для бытовго использования, так как найти сеть на 380 В бывает сложно. А иногда и невозможно.
Универсальные однопостовые
Модели однопостовые предназначены для универсального применения при подключении к 380 В. Сила тока у таких аппаратов достигает 500 А, их можно использовать для обработки деталей толщиной 4-13 мм.
Особенности эксплуатации и подключения
Подключение к сети должно осуществляться только подходящими для конкретной модели кабелями. Во избежание перегрева и плавления провода, сечение его должно быть рассчитано с запасом.
Чтобы не допустить короткого замыкания и возгорания, места соединений следует периодически проверять на плотность.
Устанавливать сварочный аппарат ТДМ 305 и другие модели во влажных помещениях и местах не допускается. Необходимо заранее предусмотреть способ охлаждения устройства.
При выполнении сварки нужно избегать перегрева прибора, соблюдая описанный в паспорте режим работ, строго соблюдать полярность. При обнаружении неисправности трансформатор следует немедленно отключить и не пользоваться им до устранения причин неполадок.
В процессе сварки необходимо периодически устраивать перерыв для охлаждения прибора.
Меры и техника безопасности
Трансформаторы ТДМ относятся к безопасным приборам при условии правильной их эксплуатации.
Но при возникновении неисправностей необходимо немедленно отключить подачу электроэнергии от сети. Во избежание поражения электротоком нельзя прикасаться к корпусу прибора, так как на нем может присутствовать остаточное напряжение.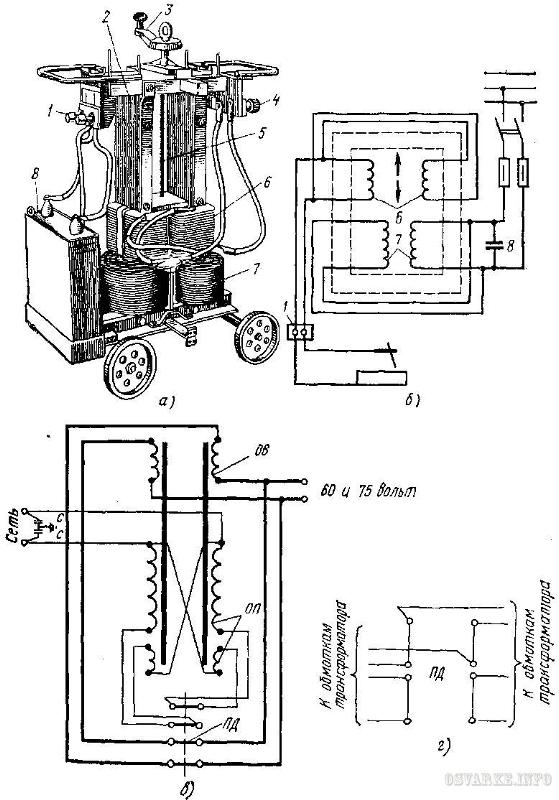
Перед началом работы в первую очередь необходимо убедиться в наличии исправного заземления. По окончании сварки и отключения аппарата следует дать ему остыть, так как часто трансформатор может нагреваться до температур, вызывающих ожог кожного покрова.
В любой ситуации нужно неукоснительно соблюдать правила электробезопасности, действовать в соответствии с инструкцией производителя.
Популярные модели
ТДМ-305 – компактный переносной аппарат с естественным охлаждением, предназначенный для использования в производственных целях и в быту. Эффективно работает при подаче среднего сварочного тока.
ТДМ-401 применяется для сварки изделий средней и значительной толщины, используется на производстве. Мобильность устройства обеспечивается колесами. При продолжительном использовании нуждается в обеспечении принудительной вентиляцией.
ТДМ-503 используется для средних по толщине заготовок.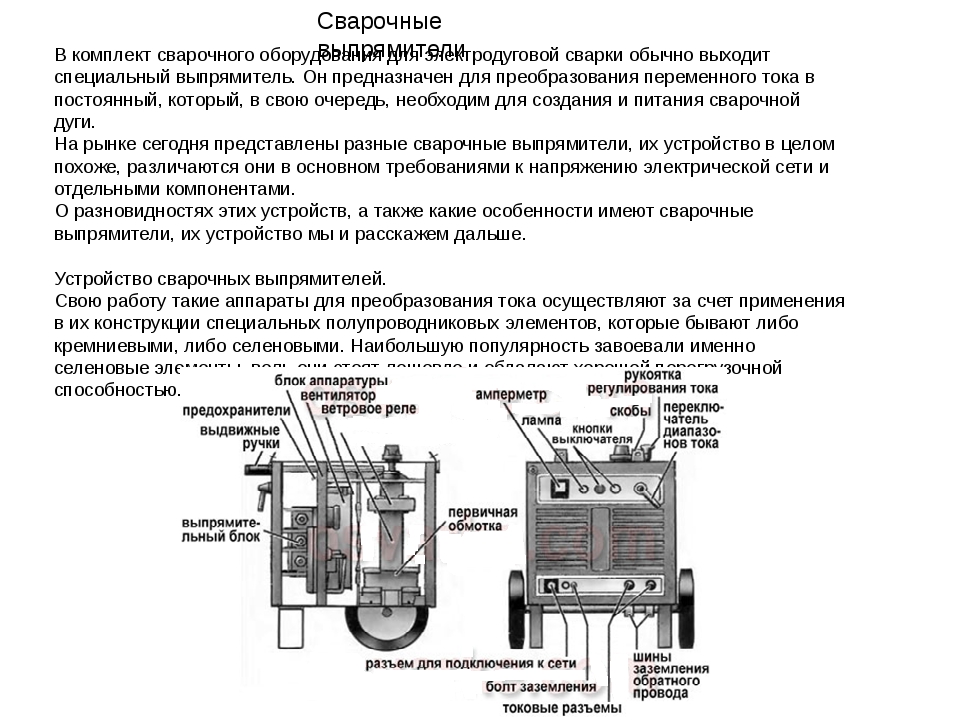 Подключается к трехфазной сети. Возможность непрерывного функционирования ограничены наличием только естественной вентиляции.
Подключается к трехфазной сети. Возможность непрерывного функционирования ограничены наличием только естественной вентиляции.
Федор Федосеев, сварщик, стаж работы 25 лет: «ТДМ-ки отличаются простотой конструкции и стабильностью работы. Мнимая однообразность модельного ряда не отражается на способности аппаратов выполнять свою непосредственную задачу, заложенную изготовителем. Каждый может подобрать наиболее подходящую модель для выполнения конкретных работ».
Загрузка…Устройство и принцип работы сварочного трансформатора
1. Устройство принцип работы сварочного трансформатора
Трансформатор для сварки нужен, чтобы насыщатьдугу переменным током. Это достаточно простое и
надежное в применении устройство, чаще всего
используемое при дуговой сварке ручным способом.
Помимо этого трансформаторам не будет
альтернативы при автоматизированном и
механизированном способе сварки.
Очень мощный источник питания сварочной дуги
будет менять напряжение сети,
Все сварочные трансформаторы имеют силовой
трансформатор и устройство, регулирующее
сварочный ток.
 Основной принцип действия
Основной принцип действиясварочного трансформатора заключается в наивысшей
отдаче мощности. Поэтому его конструкция
обязательно должна выдерживать высокое
напряжение, как при проведении промышленной
сварки, так и в домашних условиях. Но эти аппараты
отличаются друг от друга, как по формированию
внешних параметров, так и регулировками разных
режимов сварки.
Трансформатор для
дуговой сварки
строят на вторичное
напряжение 60-70 В
(напряжение
зажигания дуги).
Особенностью работы этих трансформаторов является
прерывистый режим работы с резкими переходами от
холостого хода к короткому замыканию, и обратно.
Для устойчивого и непрерывного горения дуги
необходимы незначительные изменения тока и
значительная
Сварочный трансформаторслужит для понижения
напряжения сети с 220 или 380В до безопасного, но
достаточного для легкого зажигания и устойчивого
горения электрической дуги (не более 80В), а также
для регулировки силы сварочного
тока.
 Трансформаторимеет стальной сердечник
Трансформаторимеет стальной сердечник(магнитопровод) и две изолированные обмотки.
Обмотка, подключенная к сети, называется первичной,
а обмотка, подключенная к электрододержателю и
свариваемому изделию, — вторичной. Для надежного
зажигания дуги вторичное напряжение сварочных
трансформаторов должно быть не менее 60-65В;
Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек,
расположена на значительном расстоянии от
первичной. Катушки как первичной, так
и вторичной обмоток соединены параллельно.
Вторичная обмотка — подвижная и может
перемещаться по сердечнику при помощи винта, с
которым она связана, и рукоятки, находящейся на
крышке кожуха трансформатора. Регулирование
сварочного тока производится изменением расстояния
между первичной и вторичной обмотками. При
вращении рукоятки 5 по часовой стрелке вторичная
обмотка приближается к первичной, магнитный поток
рассеяния и индуктивное сопротивление уменьшаются,
сварочный ток возрастает.
При вращении рукоятки против часовой стрелки
вторичная обмотка удаляется от первичной,
магнитный поток рассеяния растет (индуктивное
сопротивление увеличивается) и сварочный ток
уменьшается. Пределы регулирования сварочного
тока — 65-460 А. Последовательное соединение
катушек первичной и вторичной обмоток позволяет
получать малые сварочные токи с пределами
регулирования 40-180 А.
Металлургические
процессы при
электродуговой сварке
Билет 5 (2)
В процессе электродуговой сварки плавлением
металл сварного соединения плавится под
воздействием мощной электрической дуги, горящей
между электродом и свариваемым изделием.
Температура дуги колеблется в пределах 5000—
15000 °С. Под действием мощного сосредоточенного
источника тепла плавятся свариваемый (основной) и
электродный (сварочный) металлы.
Металлургические процессы при дуговой сварке
протекают совершенно в других условиях, чем при
производстве стали.
 Это объясняется прежде всего
Это объясняется прежде всегонебольшим объемом расплавленного металла,
называемого сварочной ванной, и быстрым его
затвердеванием. При ручной дуговой сварке объем
расплавленного металла не превышает 8 см3 (длина
сварочной ванны 20—30 мм, ширина 8—12 мм,
глубина 2—3 мм), а время затвердевания — несколько
секунд.
В результате быстрого затвердевания металла
сварочной ванны химические реакции, протекающие
в расплавленном металле, не успевают закончиться.
Поэтому при сварке незащищенной дугой содержание
кислорода в металле сварного соединения примерно
в 15 раз больше, чем у мартеновской стали. А чем
больше кислорода,’ тем ниже механические свойства
металла шва.
Расплавленный металл электрода переходит в
сварочную ванну в виде небольших капель. Металл
капель подвергается в дуговом промежутке
воздействию шлака покрытия электрода и газов
окружающей среды. При ручной сварке электродами,
имеющими покрытие, одновременно с основным и
электродным металлами плавится и покрытие, в
результате чего образуется расплавленный
неметаллический слой шлака.
улучшать свойства расплавленного металла. Шлак
защищает металл капли и сварочной ванны от
воздействия окружающего воздуха, раскисляет и
легирует металл сварочной ванны, в шлаке
растворяются вредные примеси. В ряде случаев шлак
способствует устойчивому горению дуги.
Меры, принимаемые для защиты металла сварочной
ваны от воздействия окружающего воздуха, не всегда
достигают цели. Поэтому содержание кислорода в
наплавленном металле всегда бывает выше, чем в
основном и электродном. Для снижения количества
кислорода в наплавленном металле, а следовательно,
для повышения механических свойств металла его
раскисляют и удаляют образовавшиеся окислы из’
сварочной ванны. Раскисляют металл с помощью
углерода, марганца, кремния, алюминия
(раскислители), которые вводят в электродную
проволоку или электродные покрытия.
14. Для компенсирования выгорающих элементов, а также легирования основного металла с целью обеспечения равнопрочности и сближения
химического состава наплавленного и основногометаллов, легируют металл сварного шва.

Легирование осуществляется хромом,
молибденом, титаном, ванадием, вольфрамом и
рядом других элементов, которые вводятся в
состав электродного покрытия или основного
металла.
Качество сварного соединения во многом зависит от
технологических приемов сварки, в результате
которых должно быть получено сплошное
соединение. Сплошность сварного соединения
является одним из основных признаков качества
сварки. Нарушение сплошности проявляется обычно
в виде трещин и пористости.
Трещины условно делятся на горячие и холодные.
Увеличению вероятности появления горячих трещин
способствуют сера, углерод, кремний, водород.
1. Для чего предназначены сварочные
трансформаторы.
2. Из каких частей состоит сварочный трансформаор.
3. Плавная регулировка сварочного трансформатора.
4. Грубая регулировка сварочного трансформатора.
5. Чем заключается особенности металлургических
особенностей при сварке.
6.
 Расскисление сварочной ванны. Назначение
Расскисление сварочной ванны. Назначениеэлектродной обмазки.
7. Как влияет кислород на сварочную ванну.
8. Как влияет азот воздуха на расплавленный металл.
9. Как влияет водород на расплавленный метал
сварочной ванны.
10.Что делают со сварочной ванной
Методическая разработка урока «Устройство и принцип работы сварочного трансформатора»
Областное государственное бюджетное образовательное учреждение
начального профессионального образования
Профессиональное училище № 9
Методическая разработка
открытого урока по теме:
«Устройство и принцип работы сварочного трансформатора»
Разработчик: Смирнова Т.Л.
Черемхово, 2014
Введение.
В методической разработке представлен вариант проведения урока по ПМ 02 «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях» МДК 02. 01 «Оборудование, техника и технология электросварки».
01 «Оборудование, техника и технология электросварки».
В процессе проведения урока преподаватель использует активные формы и методы обучения, такие как дискуссия между двумя группами обучающихся для поиска истины, самоанализ деятельности обучающихся, выполнение исследовательской лабораторной работы.
На протяжении всего урока активно используются возможности мультимедиа и IT-технологий для привлечения и активизации внимания обучающихся.
Урок направлен на формирование общепрофессиональных компетенций, таких как, ОК 1 «Понимание сущности и социальной значимости своей будущей профессии, проявление устойчивого интереса»; ОК 2 «Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем»; ОК 3 «Анализ рабочей ситуации, осуществление текущего и итогового контроля, оценки и коррекции собственной деятельности, несение ответственности за результаты своей работы»; ОК 4 «Осуществление поиска информации, необходимой для эффективного выполнения профессиональных задач»; ОК 5. «Использовать информационно-коммуникационные технологии в профессиональной деятельности»; ОК 6. «Работать в команде, эффективно общаться с коллегами, руководством, клиентами».
«Использовать информационно-коммуникационные технологии в профессиональной деятельности»; ОК 6. «Работать в команде, эффективно общаться с коллегами, руководством, клиентами».
ПЛАН УРОКА:
ПМ 02: Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
МДК 02.01: Оборудование, техника и технология электросварки.
Тема урока: Устройство и принцип работы сварочного трансформатора.
Цели урока:
Обучающая:
Развивающие:
Способствовать развитию познавательной активности, расширению технического кругозора.
Способствовать развитию коммуникативных навыков.
Способствовать развитию навыков самоконтроля.
Способствовать развитию навыков работы на компьютере.
Воспитывающая:
Тип урока: комбинированный.
Методы: дискуссия между двумя группами обучающихся, самоанализ деятельности обучающихся, выполнение исследовательской лабораторной работы.
Комплексно-методическое обеспечение:
Мультимедийный проектор.
Компьютеры.
Презентация Power Point.
Электронная лабораторная работа.
Электронный самоанализ изучения нового материала.
Дидактический раздаточный материал.
Межпредметные связи: физика, электротехника, иностранный язык, производственная практика, профессиональные модули.
Используемая литература:
В.В. Овчинников. Электросварщик ручной сварки (сварка покрытыми электродами).
М. Академия. 2009В.В. Овчинников. Оборудование, техника и технология сварки и резки металлов.М. Кнорус. 2010
В.С. Милютин, Р.Ф. Катаев. Источники питания и оборудование для электрической сварки плавлением. М. Академия. 2010
Подготовка обучающихся к работе:
ХОД УРОКА:
I Организационный момент – 1 мин.:
Слайд 1
Здравствуйте, уважаемые ребята и коллеги. Сегодня мы проводим открытый урок по теме «Устройство и принцип работы сварочного трансформатора».
Слайд 2
Урок в рамках ПМ 02 «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях», МДК 02.01 «Оборудование, техника и технология электросварки».
Сегодня на уроке мы должны познакомиться с источником питания сварочной дуги – сварочным трансформатором, узнать, как он устроен и как работает.
Слайд 3
Урок изучения и первичного закрепления новых знаний, построен в традиционной форме и будет состоять из следующих этапов: I – актуализация ранее изученного материала; II – изучение нового материала; III – закрепление изученного материала; IY – подведение итогов урока и выдача домашнего задания.
II Актуализация ранее изученного материала – 11 минут.
Слайд 4
Итак, этап I- актуализация ранее изученного материала. На этом этапе мы с вами должны проверить, как вы знаете пройденный материал. Я просила вас повторить тему «Сварочные выпрямители и инверторные источники питания». Этот этап урока мы назовем «Поиск истины». Столы, за которыми вы сидите, разделены проходом. Это позволяет организовать две группы для проведения дискуссии. Обратите внимание, я сознательно не назвала эти группы командами, поскольку у нас проводится не конкурс, а дискуссия по поиску истины. Ваша задача, обмениваясь доказательной базой, попытаться выявить, какой источник питания – сварочный выпрямитель или сварочный инвертор — на сегодняшний день является более востребованным и почему? Для того, чтобы легче было работать, давайте определим, что каждая группа будет защищать один источник питания.
Ваша задача, обмениваясь доказательной базой, попытаться выявить, какой источник питания – сварочный выпрямитель или сварочный инвертор — на сегодняшний день является более востребованным и почему? Для того, чтобы легче было работать, давайте определим, что каждая группа будет защищать один источник питания.
Прошу начинать.
Основная функция: преобразование переменного тока в постоянный.Дуга на постоянном токе горит стабильнее;
Обеспечивается глубокое проплавление металла;
Уменьшается разбрызгивание металла;
Улучшается качество металла шва;
Имеет высокий коэффициент полезного действия;
Относительно небольшой по габаритам;
Имеет хорошие динамические характеристики;
Надежный в работе и простой в обслуживании.
Недостатки: большая чувствительность к колебаниям напряжения в сети; чувствительны к продолжительным коротким замыканиям; высокая цена.
Основная функция: преобразование низкочастотного переменного тока в высокочастотный с последующим выпрямлением.
Стабильная работа при перепадах напряжения в сети;
Малое разбрызгивание при сварке;
Имеет малый вес и размеры за счет использования электронных схем;
Низкое электропотребление, могут работать от автономных источников питания.
Совершенно безопасны, так как имеют блок управления, реагирующий на возникновение опасных ситуаций;
Очень точное регулирование параметров сварочного процесса, например, силы тока;
Оснащен функциями:
Горячий старт (Hot-Start — функция быстрого и легкого пуска, автоматически предоставляет дополнительный импульс тока при начале сварки, что позволяет сразу зажечь дугу и моментально начать сварку).
Способность препятствовать залипанию электрода (Arc-Force — данная функция включается автоматически при появлении тока короткого замыкания и препятствует прилипанию электрода к свариваемым деталям, предотвращает перегрев электродов и нежелательное ослепление, защищает держатель электрода).
Защита от короткого замыкания (функция Anti-Sticking начинает автоматически работать через 1/2 сек после Arc-Force, уменьшает сварочный ток и предотвращает прилипание электрода. Эта функция вступает в действие и в случае, если аппарат забыли выключить, позволяя избежать опасного и бесполезного перегрева.
Недостатки: относительно высокая цена; боятся пыли
Слайд 5
Мы с вами выяснили, что в настоящее время при выполнении сварочных работ предпочтительнее использовать сварочный инвертор, который позволяет производить сварку любых металлов, как на постоянном, так и на переменном токе, обеспечивает легкое зажигание и поддержание дуги и обладает рядом других достоинств, которые мы с вами перечислили.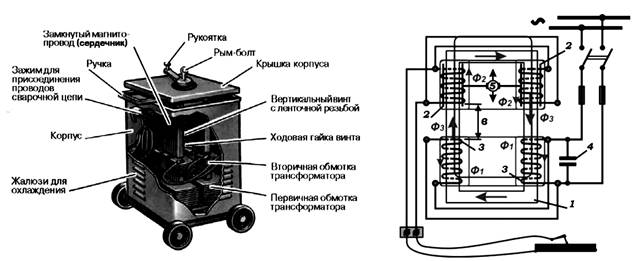
Давайте вспомним некоторые вопросы из физики, электротехники и профессионального модуля.
На каком токе можно выполнять сварку? (На постоянном и переменном).
Что такое переменный ток? (Ток, который изменяется по величине и по направлению).
Что такое трансформатор? (Трансформатор – это статический электромагнитный аппарат, преобразующий переменный ток одного напряжения, в переменный ток другого напряжения, но той же частоты).
Из каких основных частей состоит сварочный трансформатор? (Магнитопровод, первичная и вторичная обмотки).
Почему магнитопровод так называется и что он из себя представляет? (Магнитопровод так называется потому, что предназначен для проведения магнитного потока. Он состоит из отдельных пластин электротехнической стали толщиной 0,35 или 0,5 мм, изолированных друг от друга лаком).
Что называется сварочной дугой? (Мощный, устойчивый, длительный электрический разряд в газовой среде, образованный между электродом и изделием).
Что называется источником питания сварочной дуги? (Устройство, которое обеспечивает необходимый род и силу тока).
Что такое вольт-амперная характеристика источника питания? (Зависимость напряжения на зажимах источника питания от тока нагрузки, выраженная графически).

9 Какую внешнюю вольт-амперную характеристику должен иметь источник питания сварочной дуги при ручной дуговой сварке? (Крутопадающую)
III Изучение нового учебного материала – 16 минут.
Мы с вами повторили необходимые вопросы и можем перейти к непосредственному изучению нового материала.
Слайд 6
Этап II. На этом этапе урока мы должны познакомиться с устройством сварочного трансформатора и принципом его работы.
У вас на столах находятся листочки, на которых дано очень подробное изложение устройства и принципа работы сварочного трансформатора. Ваша задача: прочитать материал, рассмотреть схему трансформатора и заполнить таблицу. Время на выполнение задания – 10 минут.
Ваша задача: прочитать материал, рассмотреть схему трансформатора и заполнить таблицу. Время на выполнение задания – 10 минут.
Устройство и принцип работы трансформатора.
Трансформатором называется статический электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения, но той же частоты.
Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не связанных между собой электрических контуров (обмоток).
Назначение основных частей трансформатора и принцип его работы.
Трансформатор состоит из следующих основных частей: сердечника (магнитопровода), двух обмоток (первичной и вторичной), вертикального ходового винта с ленточной резьбой, ходовой гайки, рукоятки и зажимов.
Переменный ток, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток. Переменный ток, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток. Магнитный поток, пересекая витки вторичной обмотки, индуктирует в ней переменный ток пониженного напряжения, величина которого зависит от числа витков вторичной обмотки. Перемещение вторичной обмотки осуществляется с помощью вертикального винта с ленточной резьбой, предназначенного для перемещения ходовой гайки вдоль магнитного сердечника. Ходовая гайка прикреплена к вторичной обмотке трансформатора. Механизм перемещения вторичной обмотки приводится в движение с помощью рукоятки. Токоведущие провода крепятся к зажимам.
Переменный ток, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток. Магнитный поток, пересекая витки вторичной обмотки, индуктирует в ней переменный ток пониженного напряжения, величина которого зависит от числа витков вторичной обмотки. Перемещение вторичной обмотки осуществляется с помощью вертикального винта с ленточной резьбой, предназначенного для перемещения ходовой гайки вдоль магнитного сердечника. Ходовая гайка прикреплена к вторичной обмотке трансформатора. Механизм перемещения вторичной обмотки приводится в движение с помощью рукоятки. Токоведущие провода крепятся к зажимам.
В трансформаторах с увеличенным магнитным рассеянием используется увеличенное магнитное рассеяние, т.е. при нагрузке трансформатора не все силовые линии проходят через магнитопровод и пронизывают обе обмотки трансформатора. Часть магнитного потока замыкается через воздушное пространство, образуя поток рассеяния.
С увеличением силы сварочного тока увеличиваются магнитные потоки рассеяния вследствие возрастания индуктивного сопротивления обмоток, что создает падающую внешнюю характеристику трансформатора.
Чем дальше обмотки отстоят одна от другой, тем большее число магнитных силовых линий будет замыкаться через воздушное пространство, не охватывая вторичные обмотки, тем круче будет падать внешняя характеристика.
Сварочный ток регулируется расстоянием между обмотками. При сближении обмоток магнитный поток рассеяния уменьшается, а сварочный ток увеличивается. Минимальный сварочный ток соответствует наибольшему расстоянию между обмотками.
Слайды 8,9,10
Вы выполнили работу, заполнили таблицу. Теперь необходимо проверить достоверность внесенных вами данных. Для этого мы проведем электронный самоконтроль, выполнив небольшую практическую работу. Время на проверку 5 минут.
IY Закрепление изученного материала – 16 минут.
Итак, ребята, мы с вами разобрались в устройстве сварочного трансформатора, познакомились с его основными частями и их назначением. Переходим к третьему этапу урока, на котором мы повторим пройденный материал, опираясь на принципы работы трансформатора. Для этого мы с вами выполним электронную лабораторную работу, которая называется «Изучение устройства и снятие внешней характеристики трансформатора».
Переходим к третьему этапу урока, на котором мы повторим пройденный материал, опираясь на принципы работы трансформатора. Для этого мы с вами выполним электронную лабораторную работу, которая называется «Изучение устройства и снятие внешней характеристики трансформатора».
Слайды 11, 2, 13
Цель данной работы – исследование зависимости между изменением вольт-амперных характеристик и изменением зазора между первичной и вторичной обмотками сварочного трансформатора.
Ваша задача: рассмотреть принцип работы сварочного трансформатора и снять его внешнюю характеристику. Работу будете выполнять по вариантам, их три. Время на выполнение работы – 15 минут
Вы выполнили лабораторную работу, теперь нам необходимо сверить получившиеся данные и сделать вывод по работе.
Слайды 14, 15
I вариант
II вариант
III вариант
Слайд 16
Вывод: Сварочный ток регулируется расстоянием между первичной и вторичной обмотками. Минимальный сварочный ток соответствует наибольшему расстоянию между обмотками, так как при уменьшении расстояния между обмотками индуктивное сопротивление уменьшается, а ток увеличивается.
Минимальный сварочный ток соответствует наибольшему расстоянию между обмотками, так как при уменьшении расстояния между обмотками индуктивное сопротивление уменьшается, а ток увеличивается.
Y Подведение итогов учебного занятия, выдача домашнего задания – 1 минута.
Слайд 17
Сегодня на уроке мы с вами изучили тему «Устройство и принцип работы сварочного трансформатора». Поработали хорошо, с заданиями справились. Всем за работу ставлю пятерки.
Домашнее задание.
Слайд 18
Для окончательного закрепления знаний источников питания сварочной дуги прошу составить сравнительную характеристику достоинств и недостатков источников питания сварочной дуги. Результаты оформить в виде таблицы.
Спасибо за внимание!
Заключение.
Урок проводится в группе обучающихся второго курса по профессии «Сварщик (электросварочные и газосварочные работы)».![]()
Тип урока комбинированный по теме «Устройство и принцип работы сварочного трансформатора».
Изучение нового материала опирается на знания, полученные обучающимися при изучении курсов физики и электротехники.
Разбивка урока на четко выраженные этапы с конкретными целями позволяет малыми дозами донести до учащихся базовые знания по изучаемой теме.
Применение на всех этапах урока мультимедийных и IT-технологий позволяет обучающимся качественно освоить материал. Построение урока способствует высокой степени активизации, вовлекает в работу всех без исключения обучающихся.
Выполнение электронных практических и лабораторных работ позволяет развить и закрепить навыки работы на компьютере.
Проведение опроса в виде дискуссии позволяет обучающимся высказать свое мнение, отстоять свою точку зрения, сделать необходимые выводы, способствует формированию ОК 6.
Выполнение электронной лабораторной работы позволяет обучающимся проявить свои способности в формулировании основных выводов по проделанной работе. При выполнении работы обучающиеся имеют возможность видеть как меняются параметры сварочной дуги при сближении или удалении обмоток трансформатора.
Самоанализ своей работы позволяет обучающимся выявить недостатки в своей самостоятельной работе, способствует формированию ОК 2 и ОК 3.
Материал урока интересен для обучающихся, форма проведения урока способствует формированию ОК 1.
В процессе урока были достигнуты поставленные перед обучающимися задачи, урок достиг своей цели. В течение всего урока наблюдалась высокая активность обучающихся. Материал усвоен хорошо.
Всем выставлены оценки.
Понижающий трансформатор— принцип работы, уравнения, типы, преимущества и недостатки
Понижающий трансформатор снижает напряжение и поэтому используется почти во всех бытовых электроприборах. Наша сегодняшняя электроника сильно зависит от этого. В этом посте мы постараемся разобраться, что это такое, принцип его работы, уравнение, типы, преимущества и недостатки.
Наша сегодняшняя электроника сильно зависит от этого. В этом посте мы постараемся разобраться, что это такое, принцип его работы, уравнение, типы, преимущества и недостатки.
Что такое понижающий трансформатор
Понижающий трансформатор — это устройство, преобразующее высокое первичное напряжение в низкое вторичное напряжение.В понижающем трансформаторе первичная обмотка катушки имеет больше витков, чем вторичная обмотка. На рисунке 1 ниже показано изображение обмотки типичного понижающего трансформатора.
Рис. 1: Изображение обмоток понижающего трансформатора
Принцип работы понижающего трансформатора
Трансформатор работает по принципу «закона электромагнитной индукции Фарадея». Взаимная индукция между обмотками отвечает за передачу сигнала в трансформаторе.
Закон Фарадея гласит, что «когда магнитный поток, связывающий цепь, изменяется, в цепи индуцируется электродвижущая сила, пропорциональная скорости изменения магнитной связи».
ЭДС (электродвижущая сила), индуцированная между двумя обмотками, определяется количеством витков в первичной и вторичной обмотках соответственно. Это отношение называется передаточным числом .
Способность понижающих трансформаторов понижать напряжение зависит от соотношения витков первичной и вторичной обмоток.Поскольку количество обмоток во вторичной обмотке меньше по сравнению с количеством обмоток в первичной обмотке, количество магнитной связи со вторичной обмоткой трансформатора также будет меньше по сравнению с первичной обмоткой.
Соответственно, наведенная ЭДС во вторичной обмотке будет меньше. За счет этого на вторичной обмотке снижается напряжение по сравнению с первичной обмоткой
.Уравнение понижающего трансформатора
Формула, используемая для разработки понижающего трансформатора:
Где,
- Ns = количество витков вторичной обмотки
- Np = количество витков в первичной обмотке
- Вс = напряжение на вторичной обмотке
- Vp = напряжение первичной обмотки
Число витков вторичной обмотки всегда должно быть меньше числа витков первичной обмотки трансформатора i. e Np > Ns для работы трансформатора как «понижающий трансформатор».
e Np > Ns для работы трансформатора как «понижающий трансформатор».
Поскольку количество витков во вторичной обмотке будет меньше, общая наведенная ЭДС будет и, следовательно, выходное напряжение во вторичной обмотке также будет меньше входного напряжения первичной обмотки.
Давайте разберемся, рассмотрев ситуацию с понижающим трансформатором, в котором количество витков вторичной обмотки [Ns] равно 250, число витков первичной обмотки [Np] составляет 5000, а входное напряжение [Vp] составляет 240. Тогда напряжение на вторичной обмотке [Vs] может рассчитывается по формуле:
Купим переставив уравнение получаем:
Следовательно, напряжение на вторичной обмотке трансформатора составляет 12 В, что меньше, чем на первичной обмотке.Следовательно, трансформатор называется понижающим трансформатором.
Типы понижающего трансформатора
Понижающие трансформаторы можно разделить на три категории на основе ответвлений во вторичной обмотке. Их:
Их:
- Однофазный понижающий трансформатор
- Понижающий трансформатор с центральным отводом
- Многоканальный понижающий трансформатор
Однофазный понижающий трансформатор
Используется для понижения номинального тока и входного напряжения, дает низкое напряжение и выходной ток.
Ex: 12 В переменного тока.
Рис. 2 — Символ и физический вид однофазного понижающего трансформатора
Понижающий трансформатор с центральным отводом
Понижающие трансформаторы этого типа будут иметь одну первичную обмотку и центральный разделитель вторичной обмотки, с помощью которого он выдает выходное напряжение с центральной точкой.
Пример: 12v-0-12v.
Рис. 3 — Символ и физический вид понижающего трансформатора с центральным отводом
Многоканальный понижающий трансформатор
Этот тип понижающих трансформаторов имеет несколько ответвлений вторичной обмотки. Множественные отводы используются для получения желаемого переменного выхода с вторичными катушками.
Множественные отводы используются для получения желаемого переменного выхода с вторичными катушками.
Пример: 0-12 В, 0-18 В.
Рис. 4 — Символы и физический вид многозадачного понижающего трансформатора
Применения понижающего трансформатора
Различные области применения понижающих трансформаторов:
- В основные адаптеры и зарядные устройства для сотовых телефонов, стереосистем и проигрывателей компакт-дисков
- Для понижения уровня напряжения в ЛЭП
- В сварочных аппаратах за счет снижения напряжения и увеличения тока.
- В телевизорах, стабилизаторах напряжения, инверторах и т. Д.
Преимущества понижающего трансформатора
Преимущества понижающих трансформаторов следующие:
- Используется для понижения напряжения, что упрощает и удешевляет передачу электроэнергии
- КПД более 99%
- Обеспечивает различные требования к напряжению
- Низкая стоимость
- Высокая надежность
- Высокая прочность
Недостатки понижающего трансформатора
Недостатки понижающих трансформаторов следующие:
- Требует большого количества работ по техобслуживанию, в противном случае можно повредить трансформатор.
- Неустойчивость затрат на сырье
- Устранение неисправности требует больше времени

Роль понижающего трансформатора в передаче напряжения
Фиг.5 — Цепь распределения напряжения с использованием трансформатора
На электростанциях электричество переменного тока генерируется при почти низком пиковом напряжении около 440 В. Обычный конечный пользователь использует напряжение от 220 до 240 В для дома и бизнеса. Сгенерированное выходное напряжение электростанции передается на повышающий трансформатор, который увеличивает его пиковое напряжение с нескольких сотен вольт до нескольких киловольт.
Выход повышающего трансформатора подается на линию передачи высокого напряжения, которая транспортирует мощность / электричество на большие расстояния.Это сделано для уменьшения падения напряжения. Как только эта мощность достигает точки потребления / конечной подстанции, с помощью понижающего трансформатора она снижается до желаемого значения, то есть 220-240 В.![]()
Также читают: Однопереходный транзистор (UJT) - конструкция, работа, характеристики и применение Технология сотовой связи для телефонов 5G - рабочая архитектура, характеристики, преимущества и недостатки
Megha — это MTech для проектирования СБИС и встроенных систем.Она имеет опыт проектирования ПЛИС и в прошлом доцент инженерного колледжа KSIT, Бангалор. Она является автором, редактором и партнером Electricalfundablog.
Что такое трансформатор (и как он работает)?
Что такое трансформатор?
Принцип работы трансформатора
Принцип работы трансформатора очень прост. Взаимная индукция между двумя или более обмотками (также известными как катушки) позволяет передавать электрическую энергию между цепями.Этот принцип более подробно объясняется ниже.
Теория трансформатора
Допустим, у вас есть одна обмотка (также известная как катушка), которая питается от переменного электрического источника. Переменный ток, протекающий через обмотку, создает постоянно изменяющийся и переменный поток, окружающий обмотку.
Переменный ток, протекающий через обмотку, создает постоянно изменяющийся и переменный поток, окружающий обмотку.
Если к этой обмотке приблизить другую обмотку, некоторая часть этого переменного магнитного потока соединится со второй обмоткой. Поскольку этот магнитный поток постоянно изменяется по своей амплитуде и направлению, во второй обмотке или катушке должна быть изменяющаяся магнитная связь.
Согласно закону электромагнитной индукции Фарадея, во второй обмотке возникает ЭДС. Если цепь этой вторичной обмотки замкнута, то через нее будет протекать ток. Это основной принцип работы трансформатора .
Давайте использовать электрические символы, чтобы наглядно это показать. Обмотка, которая получает электроэнергию от источника, известна как «первичная обмотка». На схеме ниже это «Первая катушка».
Обмотка, которая дает желаемое выходное напряжение за счет взаимной индукции, широко известна как «вторичная обмотка».Это «Вторая катушка» на схеме выше.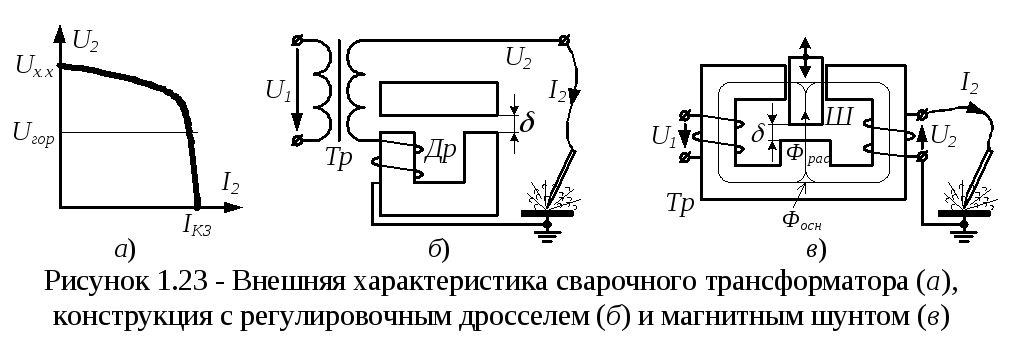
Трансформатор, увеличивающий напряжение между первичной и вторичной обмотками, определяется как повышающий трансформатор. И наоборот, трансформатор, который снижает напряжение между первичной и вторичной обмотками, определяется как понижающий трансформатор.
Увеличивает или понижает трансформатор уровень напряжения, зависит от относительного количества витков между первичной и вторичной сторонами трансформатора.
Если на первичной обмотке больше витков, чем на вторичной обмотке, то напряжение снизится (понизится).
Если на первичной обмотке меньше витков, чем на вторичной обмотке, то напряжение возрастет (пошагово).
Хотя приведенная выше схема трансформатора теоретически возможна в идеальном трансформаторе, это не очень практично. Это связано с тем, что на открытом воздухе только очень небольшая часть потока, создаваемого первой катушкой, будет связываться со второй катушкой. Таким образом, ток, протекающий по замкнутой цепи, подключенной ко вторичной обмотке, будет чрезвычайно мал (и его трудно измерить).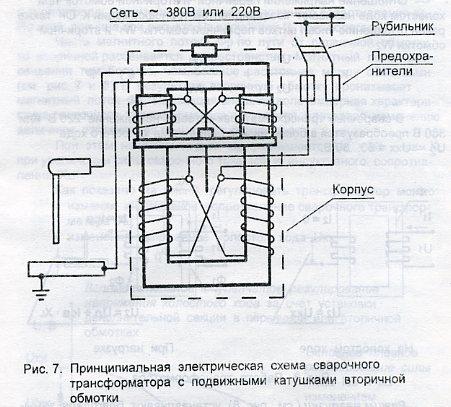
Скорость изменения потокосцепления зависит от количества связанного потока со второй обмоткой. Таким образом, в идеале почти весь поток первичной обмотки должен быть связан со вторичной обмоткой. Это эффективно и рационально достигается за счет использования трансформатора с сердечником. Это обеспечивает путь с низким сопротивлением, общий для обеих обмоток.
Назначение сердечника трансформатора — обеспечить путь с низким сопротивлением, через который проходит максимальное количество магнитного потока, создаваемого первичной обмоткой, и соединяется со вторичной обмоткой.
Ток, который первоначально проходит через трансформатор при его включении, называется пусковым током трансформатора.
Если вы предпочитаете анимированное объяснение, ниже представлено видео, объясняющее, как именно работает трансформатор:
 youtube.com/embed/Cx4_7lIjoBA?feature=oembed»/>
youtube.com/embed/Cx4_7lIjoBA?feature=oembed»/>
Детали и конструкция трансформатора
Три основные части трансформатора:
- Первичная обмотка трансформатора
- Магнитный сердечник трансформатора
- Вторичная обмотка трансформатора
Первичная обмотка трансформатора
Который создает магнитный поток, когда он подключен к источнику электроэнергии.
Магнитный сердечник трансформатора
Магнитный поток, создаваемый первичной обмоткой, который проходит через этот путь с низким сопротивлением, связанный с вторичной обмоткой, и создает замкнутую магнитную цепь.
Вторичная обмотка трансформатора
Поток, создаваемый первичной обмоткой, проходит через сердечник и соединяется с вторичной обмоткой. Эта обмотка также намотана на тот же сердечник и дает желаемый выход трансформатора .
Принцип работы и применение сварочного трансформатора
Принцип работы сварочного трансформатора, применение и характеристики сварочного трансформатора
Сейчас у нас много блоков питания переменного тока.![]() Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генератором. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума. С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генератором. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума. С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Конструкция сварочного трансформатора:
1. Сварочный трансформатор — понижающий трансформатор.
2. Он имеет магнитный сердечник с тонкой первичной обмоткой и большим количеством витков на одном плече.
3. Вторичная обмотка с меньшим числом витков и большим поперечным сечением на другом плече.
4. Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.
5. Таким образом мы получаем меньшее напряжение и больший ток на выходе вторичной обмотки. Это конструкция сварочного трансформатора переменного тока.
6. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) во вторичной обмотке, чтобы получить выход постоянного тока.
Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) во вторичной обмотке, чтобы получить выход постоянного тока.
7. Мы также подключаем индуктивность или фильтр для сглаживания постоянного тока. Это будет конструкция сварочного трансформатора постоянного тока. Схемы показаны ниже.
Рис. 1. Сварочный трансформатор постоянного тока
Рис. 2. Сварочный трансформатор переменного тока
Примечание:
Многие люди сомневаются, какая обмотка первичная, а какая вторичная. Обмотка, подключенная к источнику питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой.
Работа сварочного трансформатора:
1. Поскольку это понижающий трансформатор, у нас меньшее напряжение на вторичной обмотке, которое составляет примерно от 15 до 45 вольт, и высокие значения тока, которые составляют примерно от 200 до 600 А, оно также может быть выше этого значения.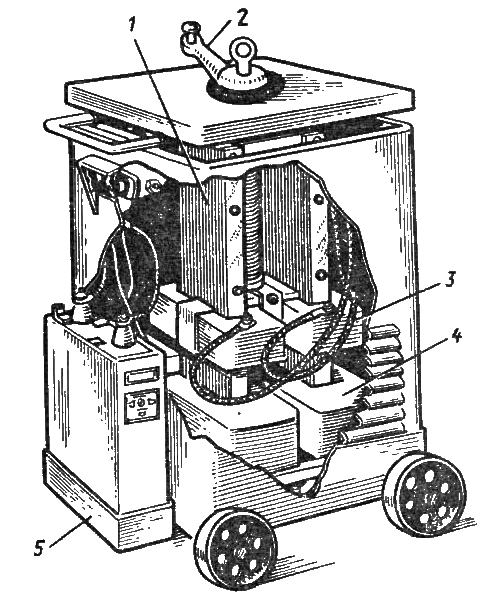
2. Для регулировки напряжения на вторичной обмотке имеются отводы на вторичной обмотке, что позволяет получить необходимое количество вторичного тока для сварки.
3. Эти ответвления подключены к нескольким сильноточным выключателям.
4. Теперь один конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к сварочным деталям, как показано на рис. 2.
5. При протекании большого тока выделяется большое количество тепла I2R из-за контактного сопротивления между сварочными деталями и электродом.
6. Из-за этого высокого нагрева кончик электрода плавится и заполняет зазор между сварочными деталями.
Это , как работает сварочный трансформатор.
Вольт-амперные характеристики сварочного трансформатора:На приведенном ниже рисунке показаны вольт-амперные характеристики сварочного трансформатора.
Контроль дуги сварочного трансформатора:
Импеданс сварочного трансформатора должен быть выше, чем у обычного трансформатора для управления дугой, а также для управления током.
Мы можем использовать разные реакторы для управления дугой. Их
1. Реактор с ответвлением.
2. Реактор с подвижным змеевиком.
3. Магнитный шунтирующий реактор.
4. Бесступенчатый реактор.
5. Насыщаемый реактор.
Теперь давайте подробно рассмотрим каждый из этих методов управления дугой сварочного трансформатора .
1. Реактор с ответвлением:
Ниже представлена схема управления дугой с помощью ответвительного реактора.
С помощью кранов контролируем ток. Имеет ограниченный текущий контроль.
2. Реактор с подвижной спиралью:
Ниже представлена схема управления дугой с помощью реактора с подвижной катушкой.
Расстояние между первичной и вторичной обмотками определяет величину тока. Если расстояние между первичной и вторичной обмотками велико, сила тока меньше.
3. Магнитный шунтирующий реактор:
Ниже представлена схема управления дугой с помощью магнитного шунтирующего реактора.
Регулируя центральный магнитный шунт, изменяют поток. Путем изменения магнитного потока можно изменить ток.
4. Реактор непрерывного действия:
Ниже представлена схема управления дугой с помощью реактора с бесступенчатым регулированием.
Изменяя высоту ввода активной зоны реактора. Если вставка сердечника больше, реактивное сопротивление выше, поэтому выходной ток будет меньше.
5. Насыщаемый реактор:
Ниже представлена схема управления дугой с использованием насыщающегося реактора.
Реактивное сопротивление реактора в этом случае регулируется изменением значения постоянного тока. возбуждение, получаемое от постоянного тока управляемый преобразователь. Выше постоянный ток. токи, реактор приближается к насыщению. Это изменяет реактивное сопротивление реактора. Изменяя реактивное сопротивление, можно изменить ток.
С помощью вышеуказанных реакторов можно управлять током, что помогает контролировать дугу.
В этом посте мы узнали о сварочных трансформаторах .
Принцип работы трансформатора, конструкция, типы, применение
Большинство электронных схем, используемых на Circuitstoday.com, имеют различные применения трансформатора. Поэтому важно знать принцип работы, конструкцию и типы трансформаторов, используемых в различных аналоговых схемах.
Что такое трансформатор?
Трансформатор можно определить как статическое устройство, которое помогает преобразовывать электрическую мощность в одной цепи в электрическую энергию той же частоты в другой цепи.Напряжение в цепи можно повышать или понижать, но с пропорциональным увеличением или уменьшением номинального тока. В этой статье мы узнаем об основах работы трансформатора
. Трансформатор — принцип работы Основной принцип работы трансформатора — это взаимная индуктивность между двумя цепями, которая связана общим магнитным потоком. Базовый трансформатор состоит из двух катушек, которые электрически разделены и индуктивны, но связаны магнитным полем через путь сопротивления. Принцип работы трансформатора можно понять из рисунка ниже.
Принцип работы трансформатора можно понять из рисунка ниже.
Как показано выше, электрический трансформатор имеет первичную и вторичную обмотки. Пластины сердечника соединены в виде полос, между которыми вы можете видеть, что есть узкие зазоры прямо через поперечное сечение сердечника. Эти смещенные суставы называются «черепичными». Обе катушки имеют высокую взаимную индуктивность. Взаимная электродвижущая сила индуцируется в трансформаторе из-за переменного потока, который создается в многослойном сердечнике из-за катушки, которая подключена к источнику переменного напряжения.Большая часть переменного потока, создаваемого этой катушкой, связана с другой катушкой и, таким образом, создает взаимно индуцированную электродвижущую силу. Возникающая таким образом электродвижущая сила может быть объяснена с помощью законов электромагнитной индукции Фарадея как
e = M * dI / dt
Если цепь второй катушки замкнута, в ней протекает ток и, таким образом, электрическая энергия передается магнитным путем от первой катушки ко второй.
Подача переменного тока подается на первую катушку, поэтому ее можно назвать первичной обмоткой.Энергия отбирается из второй катушки и, таким образом, может называться вторичной обмоткой.
Вкратце, трансформатор выполняет следующие операции:
- Передача электроэнергии из одной цепи в другую.
- Передача электроэнергии без изменения частоты.
- Передача с принципом электромагнитной индукции.
- Две электрические цепи связаны взаимной индукцией.
Для простой конструкции трансформатора вам понадобятся две катушки с взаимной индуктивностью и многослойный стальной сердечник.Две катушки изолированы друг от друга и от стального сердечника. Устройству также потребуется подходящий контейнер для собранного сердечника и обмоток, среда, с помощью которой можно изолировать сердечник и его обмотки из контейнера.
Чтобы изолировать и вывести выводы обмотки из резервуара, необходимо использовать подходящие вводы, изготовленные из фарфора или конденсаторного типа.
Во всех трансформаторах, которые используются в промышленных масштабах, сердечник сделан из листовой стали трансформатора, собранной для обеспечения непрерывного магнитного пути с минимальным воздушным зазором.Сталь должна иметь высокую проницаемость и низкие потери на гистерезис. Для этого сталь должна быть изготовлена с высоким содержанием кремния и подвергаться термообработке. Эффективное ламинирование сердечника позволяет снизить вихретоковые потери. Ламинирование может быть выполнено с помощью тонкого слоя лака для стержневых плит или наложения оксидного слоя на поверхность. Для частоты 50 Гц толщина ламинации варьируется от 0,35 мм до 0,5 мм для частоты 25 Гц.
Типы трансформаторовТипы по дизайну
Типы трансформаторов различаются по способу размещения первичной и вторичной обмоток вокруг многослойного стального сердечника.По конструкции трансформаторы можно разделить на два:
1. Трансформатор с сердечником В трансформаторе с сердечником обмотки подводятся к значительной части сердечника. Катушки, используемые в этом трансформаторе, имеют цилиндрическую намотку и намотку. Такой тип трансформатора может применяться как для малых, так и для больших трансформаторов. В типе небольшого размера сердечник будет прямоугольной формы, а используемые катушки — цилиндрическими.На рисунке ниже показан шрифт большого размера. Вы можете видеть, что круглые или цилиндрические катушки намотаны таким образом, чтобы соответствовать крестообразной части сердечника. В случае круглых цилиндрических катушек они имеют значительное преимущество в виде хорошей механической прочности. Цилиндрические змеевики будут иметь разные слои, и каждый слой будет изолирован от другого с помощью таких материалов, как бумага, ткань, микарта-картон и так далее. Общее расположение трансформатора с сердечником относительно сердечника показано ниже.Показаны обмотки как низкого (LV), так и высокого (HV) напряжения.
Катушки, используемые в этом трансформаторе, имеют цилиндрическую намотку и намотку. Такой тип трансформатора может применяться как для малых, так и для больших трансформаторов. В типе небольшого размера сердечник будет прямоугольной формы, а используемые катушки — цилиндрическими.На рисунке ниже показан шрифт большого размера. Вы можете видеть, что круглые или цилиндрические катушки намотаны таким образом, чтобы соответствовать крестообразной части сердечника. В случае круглых цилиндрических катушек они имеют значительное преимущество в виде хорошей механической прочности. Цилиндрические змеевики будут иметь разные слои, и каждый слой будет изолирован от другого с помощью таких материалов, как бумага, ткань, микарта-картон и так далее. Общее расположение трансформатора с сердечником относительно сердечника показано ниже.Показаны обмотки как низкого (LV), так и высокого (HV) напряжения.
Обмотки низкого напряжения располагаются ближе к сердечнику, поскольку их легче всего изолировать. Эффективная площадь сердечника трансформатора может быть уменьшена за счет использования пластин и изоляции.
Эффективная площадь сердечника трансформатора может быть уменьшена за счет использования пластин и изоляции.
В трансформаторах кожухового типа сердечник окружает значительную часть обмоток. Сравнение показано на рисунке ниже.
Обмотка трансформатора с сердечником и оболочкойКатушки имеют формную намотку, но представляют собой многослойные диски, обычно намотанные в виде блинов. Бумага используется для изоляции различных слоев многослойных дисков. Вся обмотка состоит из дисков, уложенных друг на друга с изоляционными промежутками между катушками. Эти изоляционные пространства образуют горизонтальные охлаждающие и изолирующие каналы. Такой трансформатор может иметь форму простого прямоугольника или также может иметь распределенную форму. Обе конструкции показаны на рисунке ниже:
Трансформаторы корпусного типа прямоугольной формы Трансформаторы корпусного типа распределенного типа Сердечники и катушки трансформаторов должны быть усилены жесткими механическими связями. Это поможет свести к минимуму перемещение устройства, а также предотвратит повреждение изоляции устройства. Трансформатор с хорошей фиксацией не будет издавать гудящего шума во время работы, а также уменьшит вибрацию.
Это поможет свести к минимуму перемещение устройства, а также предотвратит повреждение изоляции устройства. Трансформатор с хорошей фиксацией не будет издавать гудящего шума во время работы, а также уменьшит вибрацию.
Для трансформаторов должна быть предусмотрена специальная платформа. Обычно устройство помещается в плотно пригнанные емкости из листового металла, заполненные специальным изоляционным маслом. Это масло необходимо для циркуляции через устройство и охлаждения змеевиков. Он также обеспечивает дополнительную изоляцию устройства, когда оно находится в воздухе.
Возможны случаи, когда гладкая поверхность резервуара не сможет обеспечить необходимую площадь охлаждения. В таких случаях борта бака гофрированы или собраны с радиаторами по бокам устройства. Масло, используемое для охлаждения, должно быть абсолютно свободным от щелочей, серы и, самое главное, влаги. Даже небольшое количество влаги в масле приведет к значительному изменению изоляционных свойств устройства, поскольку это в значительной степени снижает диэлектрическую прочность масла.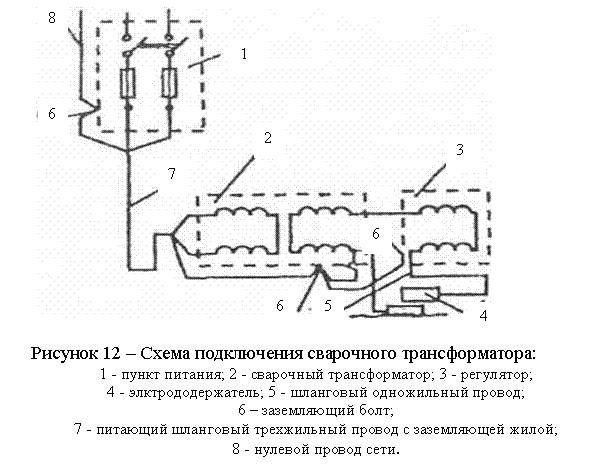
С математической точки зрения, присутствие примерно 8 частей воды на 1 миллион снижает изоляционные качества масла до значения, которое не считается стандартным для использования. Таким образом, резервуары защищены герметичным уплотнением в меньших единицах. При использовании больших трансформаторов герметичный метод реализовать практически невозможно. В таких случаях предусмотрены камеры для масла, чтобы расширяться и сжиматься при повышении и понижении его температуры.
Эти сапуны образуют барьер и препятствуют контакту атмосферной влаги с маслом.Также необходимо соблюдать особую осторожность, чтобы не кататься на санках. Сливание происходит, когда масло разлагается из-за чрезмерного воздействия кислорода во время нагрева. Это приводит к образованию больших отложений темного и тяжелого вещества, которые забивают охлаждающие каналы в трансформаторе.
Качество, долговечность и обращение с этими изоляционными материалами определяют срок службы трансформатора. Все выводы трансформатора выведены из корпусов через подходящие вводы. Их существует множество конструкций, их размер и конструкция зависят от напряжения на выводах.Фарфоровые вводы могут использоваться для изоляции выводов трансформаторов, которые используются при умеренном напряжении. В трансформаторах высокого напряжения используются маслонаполненные вводы или вводы емкостного типа.
Их существует множество конструкций, их размер и конструкция зависят от напряжения на выводах.Фарфоровые вводы могут использоваться для изоляции выводов трансформаторов, которые используются при умеренном напряжении. В трансформаторах высокого напряжения используются маслонаполненные вводы или вводы емкостного типа.
Выбор между типом сердечника и оболочки осуществляется путем сравнения стоимости, поскольку аналогичные характеристики могут быть получены от обоих типов. Большинство производителей предпочитают использовать трансформаторы оболочечного типа для высоковольтных систем или для многообмоточных конструкций. По сравнению с сердечником, оболочка имеет большую среднюю длину витка катушки.Другими параметрами, которые сравниваются при выборе типа трансформатора, являются номинальное напряжение, номинальная сила тока в киловольтах, вес, напряжение изоляции, распределение тепла и так далее.
Трансформаторы также можно классифицировать по типу используемого охлаждения.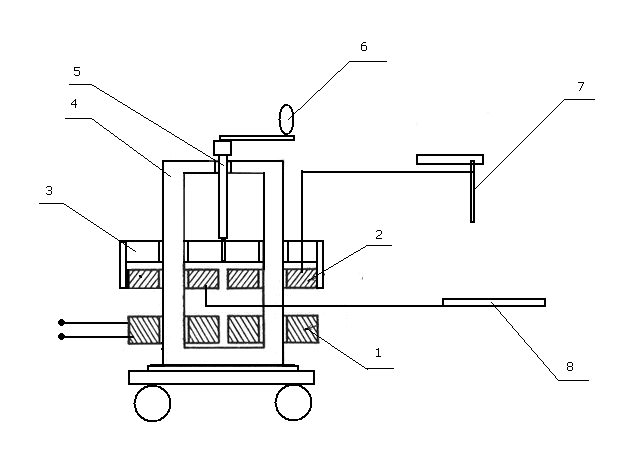 Различные типы в соответствии с этой классификацией:
Различные типы в соответствии с этой классификацией:
Типы трансформаторов по методу охлаждения
1. Самоохлаждающийся с масляным наполнением В типес масляным самоохлаждением используются распределительные трансформаторы малых и средних размеров.Собранные обмотки и сердечник таких трансформаторов устанавливаются в сварные маслонепроницаемые стальные резервуары, снабженные стальной крышкой. Резервуар заполняется очищенным высококачественным изоляционным маслом, как только сердечник возвращается на свое место. Масло помогает передавать тепло от сердечника и обмоток к корпусу, откуда оно излучается в окружающую среду.
Для трансформаторов меньшего размера резервуары обычно имеют гладкую поверхность, но для трансформаторов большого размера требуется большая площадь теплового излучения, и это тоже без нарушения кубической емкости резервуара.Это достигается за счет частого гофрирования корпусов. Еще более крупные размеры снабжены радиацией или трубами.
Этот тип используется для гораздо более экономичного строительства больших трансформаторов, так как описанный выше метод с самоохлаждением очень дорог. Здесь используется тот же метод — обмотки и сердечник погружаются в масло. Единственное отличие состоит в том, что у поверхности масла установлен охлаждающий змеевик, по которому холодная вода продолжает циркулировать.Эта вода уносит тепло от устройства. Эта конструкция обычно реализуется на трансформаторах, которые используются в высоковольтных линиях передачи. Самым большим преимуществом такой конструкции является то, что для таких трансформаторов не требуется другого корпуса, кроме собственного. Это значительно снижает затраты. Еще одним преимуществом является то, что техническое обслуживание и осмотр этого типа требуется только один или два раза в год.
3. Тип воздушной струи Этот тип используется для трансформаторов с напряжением ниже 25 000 вольт.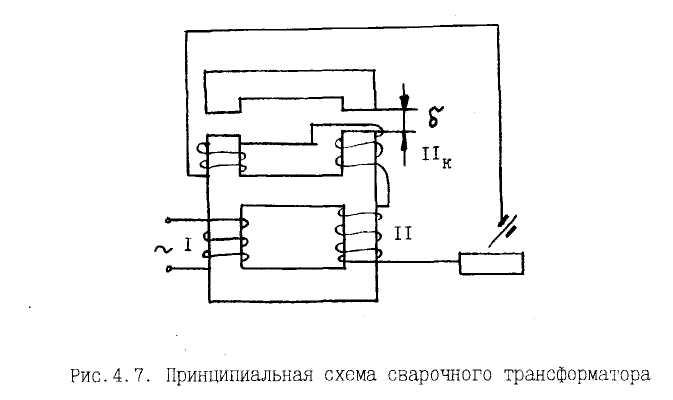 Трансформатор помещен в коробку из тонкого листового металла, открытую с обоих концов, через которую воздух продувается снизу вверх.
Трансформатор помещен в коробку из тонкого листового металла, открытую с обоих концов, через которую воздух продувается снизу вверх.
Let,
N A = Количество витков первичной обмотки
N B = Количество витков вторичной обмотки
Ø макс. = максимальный поток в сердечнике в перепонках = B макс. X A
f = частота переменного тока на входе в герцах (H Z )
Как показано на рисунке выше, магнитный поток в сердечнике увеличивается от нулевого значения до максимального значения Ø max за одну четверть цикла, то есть за частоты секунды.
Следовательно, средняя скорость изменения потока = Ø макс. / ¼ f = 4f Ø макс. Вт / с
Скорость изменения магнитного потока на виток означает наведенную электродвижущую силу в вольтах.
Следовательно, средняя индуцированная электродвижущая сила / оборот = 4f Ø макс.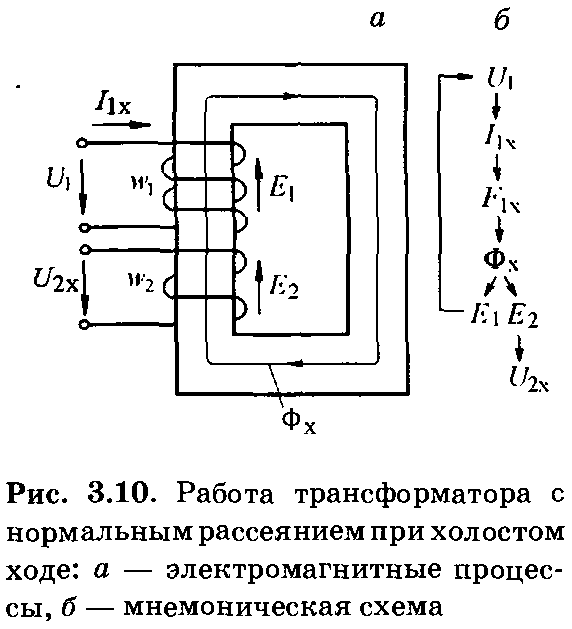 вольт
вольт
Если поток Ø изменяется синусоидально, то среднеквадратичное значение наведенной ЭДС получается путем умножения среднего значения на коэффициент формы.
Форм-фактор= среднеквадратичное значение. значение / среднее значение = 1.11
Следовательно, среднеквадратичное значение ЭДС / оборот = 1,11 X 4f Ø макс. = 4,44f Ø макс.
Теперь, среднеквадратичное значение наведенной ЭДС во всей первичной обмотке
= (наведенная ЭДС / оборот) X Количество витков первичной обмотки
Следовательно,
E A = 4,44f N A Ø макс. = 4,44fN A B м A
Аналогичным образом среднеквадратичное значение наведенной ЭДС во вторичной обмотке равно
.E B = 4.44f N B Ø макс = 4,44fN B B м A
В идеальном трансформаторе без нагрузки,
В A = E A и V B = E B , где V B — напряжение на клеммах
Коэффициент трансформации напряжения (K)Из приведенных выше уравнений получаем
E B / E A = V B / V A = N B / N A = K
Эта постоянная K известна как коэффициент трансформации напряжения.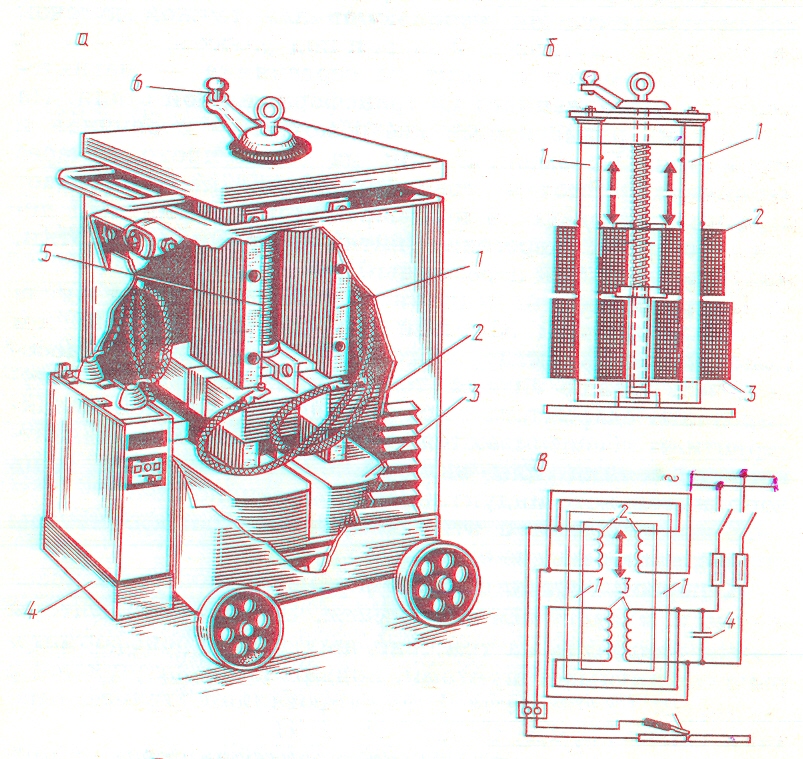
(1) Если N B > N A , то есть K> 1, то трансформатор называется повышающим трансформатором.
(2) Если N B <1, то есть K <1, то трансформатор называется понижающим трансформатором.
И снова идеальный трансформатор,
Вход В A = выход В A
В A I A = V B I B
Или, I B / I A = V A / V B = 1 / K
Следовательно, токи обратно пропорциональны коэффициенту трансформации (напряжения).
Применение трансформатора
Трансформаторы используются в большинстве электронных схем. У трансформатора всего 3 применения;
- Для увеличения напряжения и тока.
- Для понижения напряжения и тока
- Для предотвращения постоянного тока — трансформаторы могут пропускать только переменный ток, поэтому они полностью предотвращают прохождение постоянного тока в следующую цепь.

Но применение этих трех приложений бесконечно, поэтому они имеют место во многих схемах.
Заземляющий и сварочный трансформатор: вопросы и ответы
Этот набор вопросов и ответов с множественным выбором трансформаторов (MCQ) посвящен теме «Заземление и сварка трансформатора».
1. Когда используется заземляющий трансформатор?
a) При наличии нейтрали
b) При отсутствии нейтрали
c) При использовании трансформатора типа Y / D
d) Всегда
Просмотр ответа
Ответ: b
Пояснение: Если нейтраль силового трансформатора не доступен для заземления (напр.грамм. при использовании трансформатора D-D) специальный трансформатор Y-D используется только для заземления нейтрали, такой трансформатор называется заземляющим трансформатором.
2. Заземляющий трансформатор ______________
a) Повышающий трансформатор
b) Понижающий трансформатор
c) Автотрансформатор
d) Любой трансформатор может быть заземляющим трансформатором
Посмотреть ответ
Ответ: b
Объяснение: Заземляющий трансформатор особого типа трансформатора, который используется, когда нейтраль отсутствует в силовых трансформаторах. Он построен в формате обмотки Y-D и всегда является понижающим трансформатором.
Он построен в формате обмотки Y-D и всегда является понижающим трансформатором.
3. Вторичные обмотки заземляющего трансформатора, как правило, ___________________
a) Только звезда
b) Звезда с отключенной нейтралью
c) Дельта
d) Открыто-треугольник
Посмотреть ответ
Ответ: c
Объяснение: Соединенные звездой первичные обмотки являются подключен к системе и его нейтраль заземлена. Вторичные обмотки соединены треугольником и обычно не обеспечивают никакой нагрузки, но обеспечивают замкнутый путь для циркуляции гармонических токов в них.
4. Какие гармонические токи протекают через вторичную обмотку заземляющего трансформатора?
a) Тройной
b) Пятый
c) Одиннадцатый
d) Седьмой
Посмотреть ответ
Ответ: a
Пояснение: Вторичные обмотки заземляющего трансформатора соединены треугольником и не обеспечивают никакой нагрузки, но обеспечивают замкнутый путь для тройной n гармоники токи, чтобы циркулировать в них.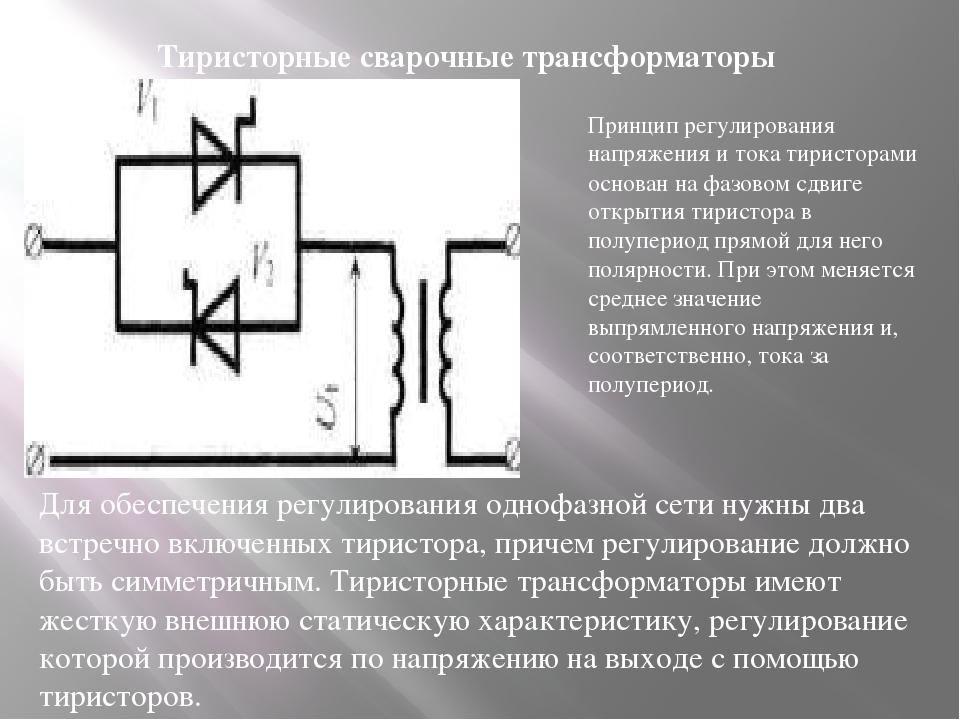 В сбалансированных условиях ток в заземляющем трансформаторе является его собственным возбуждающим током.
В сбалансированных условиях ток в заземляющем трансформаторе является его собственным возбуждающим током.
5. В условиях неисправности ток, протекающий через заземляющий трансформатор, составляет _____________
a) очень большой
b) ноль
c) небольшое ненулевое значение
d) зависит от неисправности
Посмотреть ответ
Ответ: a
Объяснение: Недостаточно в сбалансированных условиях ток в заземляющем трансформаторе является его собственным возбуждающим током.В условиях неисправности (например, неисправности LG) в ней может протекать большой ток. Следовательно, заземляющий трансформатор должен иметь достаточные характеристики, чтобы противостоять воздействию замыканий на землю (LG).
6. Сварочный трансформатор _______________________
a) повышающий трансформатор
b) понижающий трансформатор
c) автотрансформатор
d) одноблочный трансформатор
Посмотреть ответ
Ответ: b
Пояснение: Сварочный трансформатор — это специальный тип трансформатор, который по сути является понижающим трансформатором. Сварочный трансформатор имеет высокое реактивное сопротивление как первичной, так и вторичной обмоток.
Сварочный трансформатор имеет высокое реактивное сопротивление как первичной, так и вторичной обмоток.
7. VI характеристики сварочного трансформатора: _____________________
a) медленно увеличивается
b) резко увеличивается
c) медленно уменьшается
d) круто уменьшается
Посмотреть ответ
Ответ: d
Пояснение: Сварочный трансформатор имеет первичную и вторичную обмотки. в разных конечностях или в тех же конечностях, но на расстоянии друг от друга. Это высокое реактивное сопротивление приводит к резкому падению характеристик V-I.
8. Для сварочного трансформатора при увеличении тока наведенная ЭДС ______________________
a) остается постоянной
b) увеличивается
c) уменьшается
d) зависит от приложения
Посмотреть ответ
Ответ: c
Пояснение: Сварочные трансформаторы имеют круто падающие характеристики. с увеличением тока увеличивается поток утечки и наведенная ЭДС снижается. Вот почему увеличение первичного или вторичного тока увеличивает падение реактивного напряжения на соответствующих обмотках.
9. Сварочные трансформаторы работают по принципу сварного шва на самом деле __________________
a) разомкнутая цепь
b) короткое замыкание
c) цепь с конечным сопротивлением
d) цепь с конечным реактивным сопротивлением
Посмотреть ответ
Ответ: b
Объяснение: Увеличение в первичном или вторичном токе сварочного трансформатора увеличивает падение реактивного напряжения на соответствующих обмотках, что важно для ограничения сварочного тока, поскольку сварной шов практически является коротким замыканием.
Sanfoundry Global Education & Learning Series — Трансформаторы.
Чтобы практиковать все области Трансформеров, представляет собой полный набор из 1000+ вопросов и ответов с несколькими вариантами ответов .
Примите участие в конкурсе сертификации Sanfoundry, чтобы получить бесплатную Почетную грамоту. Присоединяйтесь к нашим социальным сетям ниже и будьте в курсе последних конкурсов, видео, стажировок и вакансий!
Оборудование для контактной сварки: Maine Welding Company
Оборудование для контактной сварки используется в группе сварочных процессов, в которых соединение металлов производится за счет тепла, полученного в результате сопротивления изделия электрическому току, в цепи которого работа является частью, и путем приложения давления. Три фактора, участвующие в сварке сопротивлением, — это количество тока, проходящего через изделие, давление, которое электроды передают изделию, и время, в течение которого ток проходит через изделие. Тепло генерируется при прохождении электрического тока через ток сопротивления, при этом максимальное количество тепла выделяется на соединяемых поверхностях. Давление необходимо на протяжении всего цикла сварки, чтобы обеспечить непрерывную электрическую цепь во время работы. Величина используемого тока и период времени связаны с подводимой теплотой, необходимой для преодоления тепловых потерь и повышения температуры металла до температуры сварки.Выбор оборудования для контактной сварки обычно определяется конструкцией стыка, конструкционными материалами, требованиями к качеству, графиками производства и экономическими соображениями. Стандартные аппараты для контактной сварки способны сваривать различные сплавы и компоненты различных размеров. Существует семь основных процессов контактной сварки: контактная контактная сварка, контактная точечная сварка, контактная контактная сварка оплавлением, контактная сварка с высадкой, контактная сварка швом, контактная сварка ударным сопротивлением и контактная высокочастотная сварка.
Три фактора, участвующие в сварке сопротивлением, — это количество тока, проходящего через изделие, давление, которое электроды передают изделию, и время, в течение которого ток проходит через изделие. Тепло генерируется при прохождении электрического тока через ток сопротивления, при этом максимальное количество тепла выделяется на соединяемых поверхностях. Давление необходимо на протяжении всего цикла сварки, чтобы обеспечить непрерывную электрическую цепь во время работы. Величина используемого тока и период времени связаны с подводимой теплотой, необходимой для преодоления тепловых потерь и повышения температуры металла до температуры сварки.Выбор оборудования для контактной сварки обычно определяется конструкцией стыка, конструкционными материалами, требованиями к качеству, графиками производства и экономическими соображениями. Стандартные аппараты для контактной сварки способны сваривать различные сплавы и компоненты различных размеров. Существует семь основных процессов контактной сварки: контактная контактная сварка, контактная точечная сварка, контактная контактная сварка оплавлением, контактная сварка с высадкой, контактная сварка швом, контактная сварка ударным сопротивлением и контактная высокочастотная сварка.
Основные элементы аппаратов для контактной сварки
Аппарат контактной сварки состоит из трех основных элементов:
- Электрическая цепь со сварочным трансформатором и регулятором тока и вторичная цепь, включая электроды, которые проводят сварочный ток к изделию.
- Механическая система, состоящая из рамы машины и связанных с ней механизмов для удержания работы и приложения сварочного усилия.
- Контрольное оборудование (таймеры) для определения времени и продолжительности текущего потока.Это оборудование также может контролировать величину тока, а также последовательность и время других частей сварочного цикла.
Электрические операции. Контактные швы выполняются на полуавтоматических или механизированных станках. В полуавтомате сварщик перемещает изделие между электродами и нажимает переключатель, чтобы начать сварку; программист сварки завершает последовательность. В механизированной установке детали автоматически загружаются в машину, затем свариваются и выгружаются без помощи сварщика.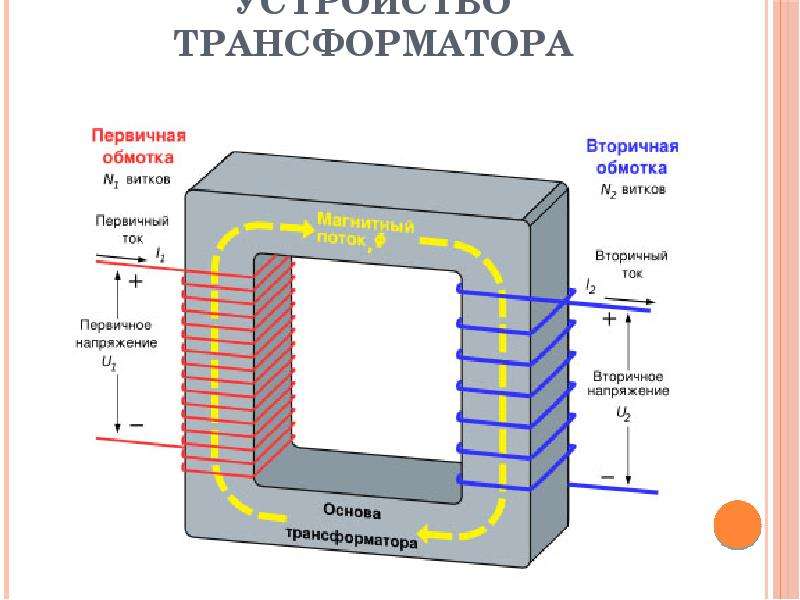 Машины для контактной сварки подразделяются на две основные группы в зависимости от их электрического режима: прямая энергия и накопленная энергия. Машины обеих групп могут быть рассчитаны на работу от однофазной или трехфазной сети.
Машины для контактной сварки подразделяются на две основные группы в зависимости от их электрического режима: прямая энергия и накопленная энергия. Машины обеих групп могут быть рассчитаны на работу от однофазной или трехфазной сети.
Точечная сварка
Существует несколько типов аппаратов для точечной сварки, включая коромысло, прессы, переносные и несколько типов. Типичный аппарат для точечной сварки с основными элементами управления для ручного управления показан на рисунке 5-39.В этих машинах электродные губки выдвинуты таким образом, чтобы можно было выполнить сварку на значительном расстоянии от края основного металлического листа. Электроды состоят из медного сплава и собраны таким образом, чтобы в процессе сварки к металлу можно было приложить значительную силу или сжатие.
Тип коромысла. Эти машины по существу состоят из цилиндрического плеча или удлинителя плеча, который передает электродную силу и, в большинстве случаев, сварочный ток. Их легко адаптировать для точечной сварки большинства свариваемых металлов. Путь перемещения верхнего электрода представляет собой дугу вокруг точки опоры плеча. Электроды необходимо располагать так, чтобы оба находились в плоскости осей рупора. Из-за радиального движения верхнего электрода эти аппараты не рекомендуются для выступающей сварки.
Их легко адаптировать для точечной сварки большинства свариваемых металлов. Путь перемещения верхнего электрода представляет собой дугу вокруг точки опоры плеча. Электроды необходимо располагать так, чтобы оба находились в плоскости осей рупора. Из-за радиального движения верхнего электрода эти аппараты не рекомендуются для выступающей сварки.
Тип пресса. В аппарате этого типа подвижная сварочная головка движется по прямой линии по направляющим подшипникам или путям. Машины прессового типа классифицируются в зависимости от их использования и способа приложения силы.Они могут быть предназначены для точечной сварки, выступающей сварки или того и другого. Сила может быть приложена с помощью пневматических или гидравлических цилиндров или вручную с помощью небольших стендов.
Переносной тип. Типичный переносной аппарат для точечной сварки состоит из четырех основных блоков: переносного сварочного пистолета или инструмента; сварочный трансформатор и, в некоторых случаях, выпрямитель; электрический контактор и таймер последовательности; и блок кабеля и шланга для передачи энергии и охлаждающей воды между трансформатором и сварочной горелкой. Типичный переносной сварочный пистолет состоит из рамы, пневматического или гидравлического исполнительного цилиндра, рукояток и пускового переключателя.Конструкция пистолета адаптирована к потребностям свариваемого узла.
Типичный переносной сварочный пистолет состоит из рамы, пневматического или гидравлического исполнительного цилиндра, рукояток и пускового переключателя.Конструкция пистолета адаптирована к потребностям свариваемого узла.
- Тип многоточечной сварки. Это машины специального назначения, предназначенные для сварки определенной сборки. В них используется ряд трансформаторов. Сила прикладывается непосредственно к электроду через держатель с помощью воздушного или гидравлического цилиндра. Для большинства применений нижний электрод изготовлен из куска твердого медного сплава с одной или несколькими вставками из электродного сплава, которые контактируют с свариваемой деталью. Выравнивающие пистолеты часто используются там, где стандартные электроды необходимы с обеих сторон сварного шва для достижения хорошего теплового баланса, или когда вариации в деталях не позволяют обеспечить постоянный контакт с большим твердым нижним электродом.В конструкциях используется та же основная сварочная горелка, но она установлена на специальной C-образной раме, аналогичной той, что используется для переносной горелки для точечной сварки. Вся сборка может перемещаться при приложении силы электрода к месту сварки.
- При точечной сварке алюминия можно использовать обычные аппараты для точечной сварки, используемые для сварки листового металла. Однако наилучшие результаты достигаются только в том случае, если в эти машины включены определенные усовершенствования. Эти функции включают следующее:
- Способность выдерживать большой ток в течение короткого времени сварки.
- Точный электронный контроль силы тока и продолжительности применения.
- Быстрое отслеживание силы электродов за счет использования антифрикционных подшипников и легких малоинерционных головок.
- Высокая структурная жесткость рычагов, держателей и плит сварочного аппарата для минимизации прогиба под действием высоких электродных сил, используемых для алюминия, и для уменьшения магнитных отклонений, цикла переменной или двойной силы, позволяющего ковку сварного шва.
- Регулировка наклона для постепенного увеличения и уменьшения сварочного тока.
- Ток последующего нагрева для более медленного охлаждения сварного шва.
- Хорошее охлаждение электродов класса I для предотвращения захвата или прилипания наконечника. Холодное охлаждение часто бывает полезным.
 Вся сборка может перемещаться при приложении силы электрода к месту сварки.
Вся сборка может перемещаться при приложении силы электрода к месту сварки.
Проекционная сварка. Матрицы или электроды для выступающей сварки имеют плоские поверхности с большей площадью контакта, чем электроды для точечной сварки. Эффективность этого вида сварки зависит от однородности выступов или выпуклостей на основном металле, с которым контактируют электроды (рис.5-40). Аппарат контактной сварки прессового типа обычно используется для выпуклой сварки. Используются плоские электроды или специальные электроды.
Сварка швов. Аппарат для шовной сварки в принципе аналогичен аппарату для точечной сварки, за исключением того, что используются электроды в форме колеса, а не наконечники электродов, используемые при точечной сварке. Для шовной сварки используются несколько типов машин, которые зависят от требований к обслуживанию. В некоторых машинах работа удерживается в фиксированном положении, и над ней пропускается электрод колесного типа.Переносные аппараты для сварки швов используют этот принцип. В машине для шовной сварки подвижного типа с приспособлением электрод неподвижен, а изделие перемещается. Органы управления аппаратом для сварки швов должны обеспечивать последовательное включение и выключение сварочного тока и контроль вращения колеса. Компоненты стандартной машины для сварки швов включают в себя основную раму, в которой находятся сварочный трансформатор и переключатель ответвлений; сварочная головка, состоящая из пневмоцилиндра, цилиндра и механизма крепления и привода верхнего электрода; механизм крепления и привода нижнего электрода, если он используется; соединения вторичной цепи; электронное управление и контактор; и колесные электроды.
В некоторых машинах работа удерживается в фиксированном положении, и над ней пропускается электрод колесного типа.Переносные аппараты для сварки швов используют этот принцип. В машине для шовной сварки подвижного типа с приспособлением электрод неподвижен, а изделие перемещается. Органы управления аппаратом для сварки швов должны обеспечивать последовательное включение и выключение сварочного тока и контроль вращения колеса. Компоненты стандартной машины для сварки швов включают в себя основную раму, в которой находятся сварочный трансформатор и переключатель ответвлений; сварочная головка, состоящая из пневмоцилиндра, цилиндра и механизма крепления и привода верхнего электрода; механизм крепления и привода нижнего электрода, если он используется; соединения вторичной цепи; электронное управление и контактор; и колесные электроды.
Сварка оплавлением и оплавлением. Аппараты для сварки оплавлением и осаждением аналогичны по конструкции. Основное различие заключается в движении подвижной плиты во время сварки и механизмах, используемых для передачи движения. Сварка оплавлением методом оплавления обычно предпочтительнее для стыковки компонентов равного поперечного сечения. Сварка с осадкой обычно используется для сварки проволоки, прутка или стержня небольшого поперечного сечения и для непрерывного соединения шва трубы или трубопровода. Машины для сварки оплавлением обычно имеют гораздо большую мощность, чем машины для сварки с осаждением.Однако оба эти процесса могут выполняться на машине одного и того же типа. Соединяемые металлы служат электродами.
Сварка оплавлением методом оплавления обычно предпочтительнее для стыковки компонентов равного поперечного сечения. Сварка с осадкой обычно используется для сварки проволоки, прутка или стержня небольшого поперечного сечения и для непрерывного соединения шва трубы или трубопровода. Машины для сварки оплавлением обычно имеют гораздо большую мощность, чем машины для сварки с осаждением.Однако оба эти процесса могут выполняться на машине одного и того же типа. Соединяемые металлы служат электродами.
Стандартный аппарат для сварки оплавлением состоит из основной рамы, неподвижной плиты, подвижной плиты, зажимных механизмов и приспособлений, трансформатора, переключателя ответвлений, электрических элементов управления и механизма оплавления и осадки. На плитах установлены электроды, которые удерживают детали и проводят к ним сварочный ток.
Сварочные аппараты с высаженной кромкой состоят из основной рамы, в которой размещены трансформатор и переключатель ответвлений, электроды для удержания деталей и проведения сварочного тока, а также средства для разрушения стыка. Для управления сварочным током используется первичный контактор.
Для управления сварочным током используется первичный контактор.
Ударная сварка. В этом процессе для соединения металлов используется тепло дуги, возникающей при быстром разряде электрической энергии. Давление прикладывают постепенно во время или сразу после электрического разряда. Этот процесс аналогичен сварке оплавлением и осаждением. При ударной сварке используются два типа сварочных аппаратов: магнитные и конденсаторные. Установка обычно состоит из модифицированного пресса для контактной сварки со специально разработанным преобразователем, элементами управления и инструментами.
Высокочастотная сварка. Этот процесс соединяет металлы с теплом, выделяемым из-за сопротивления заготовок высокочастотному переменному току в диапазоне от 10 000 до 500 000 Гц, и быстрое приложение осаждающей силы после завершения нагрева. Процесс полностью автоматизирован и использует оборудование, разработанное специально для этого процесса.
95.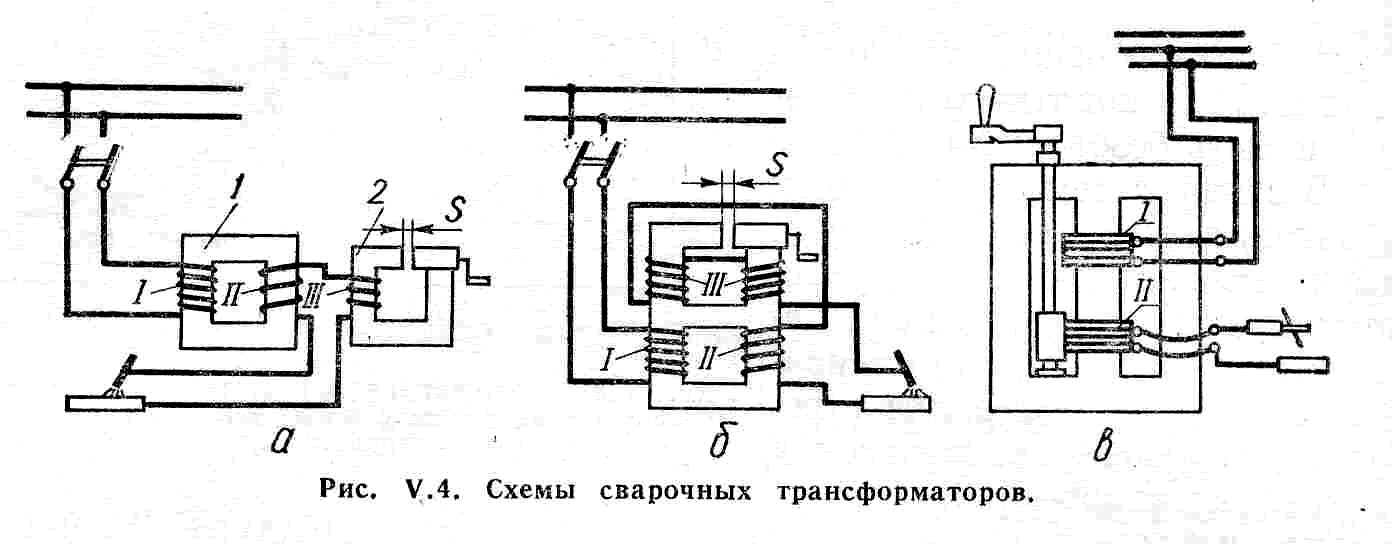 99 99 | ISO / TC 44 / SC 6 | |
ISO 669: 2000 Сварка сопротивлением. Оборудование для контактной сварки. Механические и электрические требования. | 95,99 | ISO / TC 44 / SC 6 |
ISO 669: 2016 Сварка сопротивлением. Оборудование для контактной сварки. | 90.20 | ISO / TC 44 / SC 6 |
| 90,20 | ISO / TC 44 / SC 6 | |
ISO 700: 1982 Источники питания для ручной дуговой сварки металлическим электродом с покрытыми электродами и для процесса TIG | 95. 99 | ISO / TC 44 |
ISO 865: 1981 Прорези в плитах для проекционных сварочных аппаратов | 90,93 | ISO / TC 44 / SC 6 |
ISO 1089: 1980 Конус электродов подходит для оборудования точечной сварки — Размеры | 90.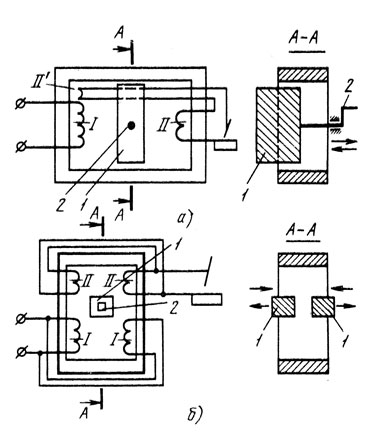 92 92 | ISO / TC 44 / SC 6 |
ISO / DIS 1089 Оборудование для контактной сварки — Конус электродов подходит для оборудования для точечной сварки — Размеры | 40,20 | ISO / TC 44 / SC 6 |
ISO 2503: 1983 Регуляторы давления для газовых баллонов, используемых при сварке, резке и подобных процессах. | 95.99 | ISO / TC 44 / SC 8 |
ISO 2503: 1983 / Добавить 1: 1984 Регуляторы давления для газовых баллонов, используемых при сварке, резке и подобных процессах — Приложение 1 | 95,99 | ISO / TC 44 / SC 8 |
ISO 2503: 1998 Оборудование для газовой сварки — регуляторы давления для газовых баллонов, используемых при сварке, резке и подобных процессах, до 300 бар. | 95.99 | ISO / TC 44 / SC 8 |
ISO 2503: 2009 Газосварочное оборудование — Регуляторы давления и регуляторы давления с расходомерами для газовых баллонов, используемых при сварке, резке и аналогичных процессах, до 300 бар (30 МПа) | 90.93 | ISO / TC 44 / SC 8 |
ISO 2503: 2009 / Amd 1: 2015 Газосварочное оборудование. | 60.60 | ISO / TC 44 / SC 8 |
ISO 3253: 1975 Шланговые соединения для оборудования для сварки, резки и родственных процессов | 95,99 | ISO / TC 44 / SC 8 |
ISO 3253: 1998 Оборудование для газовой сварки — шланговые соединения для оборудования для сварки, резки и родственных процессов. | 95.99 | ISO / TC 44 / SC 8 |
ISO 3821: 1977 Сварка — Гибкие шланги для газовой сварки и родственных процессов | 95,99 | ISO / TC 44 |
ISO 3821: 1992 Сварка — резиновые шланги для сварки, резки и родственных процессов. | 95.99 | ISO / TC 44 / SC 8 |
ISO 3821: 1998 Газосварочное оборудование — резиновые рукава для сварки, резки и родственных процессов. | 95,99 | ISO / TC 44 / SC 8 |
ISO 3821: 2008 Газосварочное оборудование — резиновые рукава для сварки, резки и родственных процессов. | 95.99 | ISO / TC 44 / SC 8 |
ISO 3821: 2019 Газосварочное оборудование — резиновые рукава для сварки, резки и родственных процессов. | 60,60 | ISO / TC 44 / SC 8 |
ISO 5171: 1980 Манометры, используемые при сварке, резке и связанных с ними процессах | 95.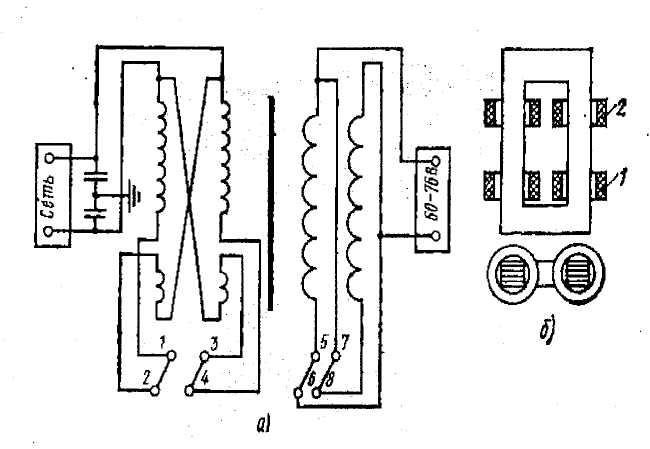 99 99 | ISO / TC 44 |
ISO 5171: 1995 Манометры, используемые при сварке, резке и в аналогичных процессах | 95,99 | ISO / TC 44 / SC 8 |
ISO 5171: 2009 Оборудование для газовой сварки — манометры, используемые при сварке, резке и родственных процессах. | 95.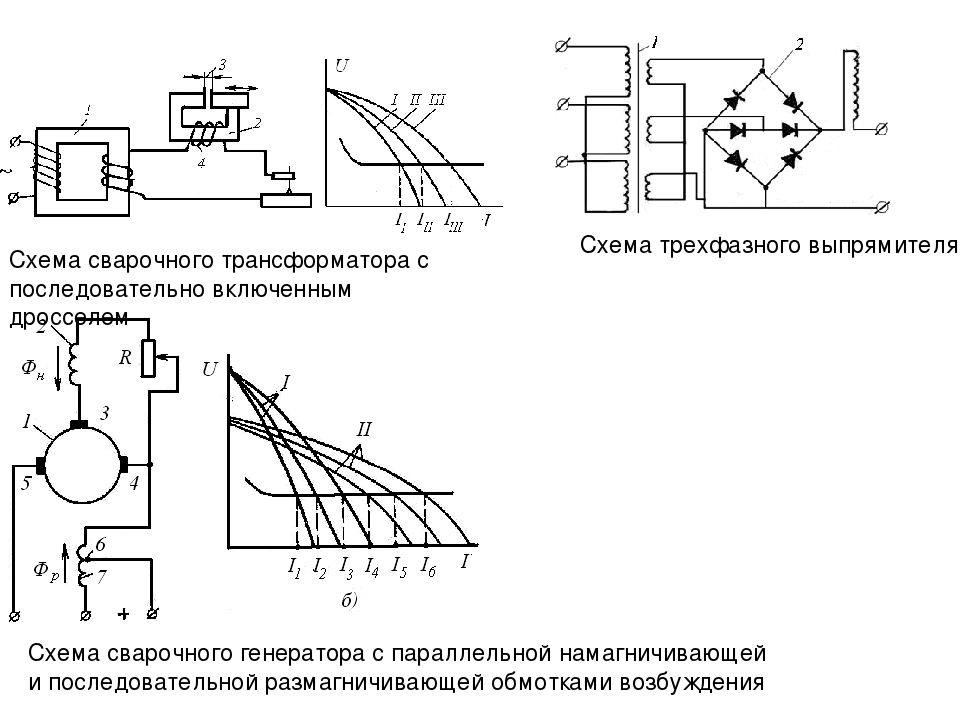 99 99 | ISO / TC 44 / SC 8 |
ISO 5171: 2019 Оборудование для газовой сварки — манометры, используемые при сварке, резке и родственных процессах. | 60,60 | ISO / TC 44 / SC 8 |
| 95.99 | ISO / TC 44 | |
ISO 5172: 1995 Ручные выдувные трубы для сварки, резки и нагрева — Технические характеристики и испытания | 95,99 | ISO / TC 44 / SC 8 |
95. 99 99 | ISO / TC 44 / SC 8 | |
ISO 5172: 2006 Газосварочное оборудование. Паяльные трубы для газовой сварки, нагрева и резки. Технические характеристики и испытания. | 90,93 | ISO / TC 44 / SC 8 |
ISO 5172: 2006 / Amd 1: 2012 Оборудование для газовой сварки. | 60.60 | ISO / TC 44 / SC 8 |
ISO 5172: 2006 / Amd 2: 2015 Оборудование для газовой сварки. Паяльные трубы для газовой сварки, нагрева и резки. Технические характеристики и испытания. Поправка 2. | 60.60 | ISO / TC 44 / SC 8 |
ISO 5175-1: 1983 Оборудование для газовой сварки и резки и родственные процессы. | 95.99 | ISO / TC 44 / SC 8 |
ISO 5175-1: 2017 Оборудование для газовой сварки. Устройства безопасности. Часть 1. Устройства, содержащие пламегаситель (пламегаситель). | 60,60 | ISO / TC 44 / SC 8 |
ISO 5175-2: 2017 Оборудование для газовой сварки. | 60.60 | ISO / TC 44 / SC 8 |
ISO 5175: 1987 Оборудование, используемое в газовой сварке, резке и подобных процессах. Защитные устройства для топливных газов, кислорода или сжатого воздуха. Общие технические условия, требования и испытания. | 95.99 | ISO / TC 44 / SC 8 |
ISO 5175: 1987 / Amd 1: 2015 Оборудование, используемое при газовой сварке, резке и подобных процессах. | 95.99 | ISO / TC 44 / SC 8 |
ISO 5183-1: 1988 Точечная сварка сопротивлением — Переходники электродов, охватываемая конусность 1:10 — Часть 1: Коническое крепление, конус 1:10 | 95,99 | ISO / TC 44 / SC 6 |
ISO 5183-1: 1998 Оборудование для контактной сварки — Адаптеры электродов, конус с наружной резьбой 1:10 — Часть 1: Коническое крепление, конус 1:10 | 90.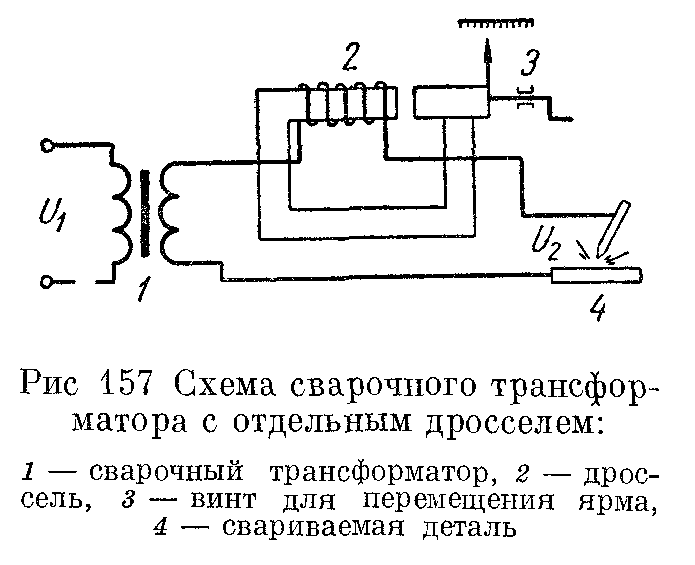 93 93 | ISO / TC 44 / SC 6 |
ISO 5183-2: 1988 Контактная точечная сварка — Адаптеры электродов, охватываемая конусность 1:10 — Часть 2: Фиксация параллельных стержней для электродов с торцевым упором | 95.99 | ISO / TC 44 / SC 6 |
ISO 5183-2: 2000 Контактная точечная сварка — Адаптеры электродов, охватываемая конусность 1:10 — Часть 2: Фиксация параллельных стержней для электродов с торцевым упором | 90. 20 20 | ISO / TC 44 / SC 6 |
ISO 5186: 1995 Трубопроводы для подачи кислорода / топливного газа (типа режущего аппарата) с цилиндрическими цилиндрами — Общие технические условия и методы испытаний | 95,99 | ISO / TC 44 / SC 8 |
| 95.99 | ISO / TC 44 / SC 6 | |
| 90,93 | ISO / TC 44 / SC 6 | |
ISO 5822: 1982 Оборудование для точечной сварки — калибры для конических пробок и калибры для конических колец | 95. | ISO / TC 44 / SC 5 |
ISO 5822: 1988 Оборудование для точечной сварки — калибры для конических пробок и калибры для конических колец | 90,93 | ISO / TC 44 / SC 6 |
ISO 5826: 1983 Трансформаторы для аппаратов контактной сварки — Общие технические условия, применимые ко всем трансформаторам | 95. 99 99 | ISO / TC 44 / SC 6 |
ISO 5826: 1999 Оборудование для контактной сварки. Трансформаторы. Общие технические условия, применимые ко всем трансформаторам. | 95,99 | ISO / TC 44 / SC 6 |
ISO 5826: 2014 Оборудование для контактной сварки. | 90.93 | ISO / TC 44 / SC 6 |
| 90,93 | ISO / TC 44 / SC 6 | |
ISO 5828: 1983 Оборудование для контактной сварки — Вторичные соединительные кабели с клеммами, подключенными к наконечникам с водяным охлаждением — Размеры и характеристики | 95. 99 99 | ISO / TC 44 / SC 6 |
ISO 5828: 2001 Оборудование для контактной сварки — Вторичные соединительные кабели с клеммами, подключенными к наконечникам с водяным охлаждением — Размеры и характеристики | 90.93 | ISO / TC 44 / SC 6 |
ISO 5829: 1984 Точечная сварка сопротивлением — переходники электродов, конус с внутренней резьбой 1:10 | 90,93 | ISO / TC 44 / SC 6 |
90.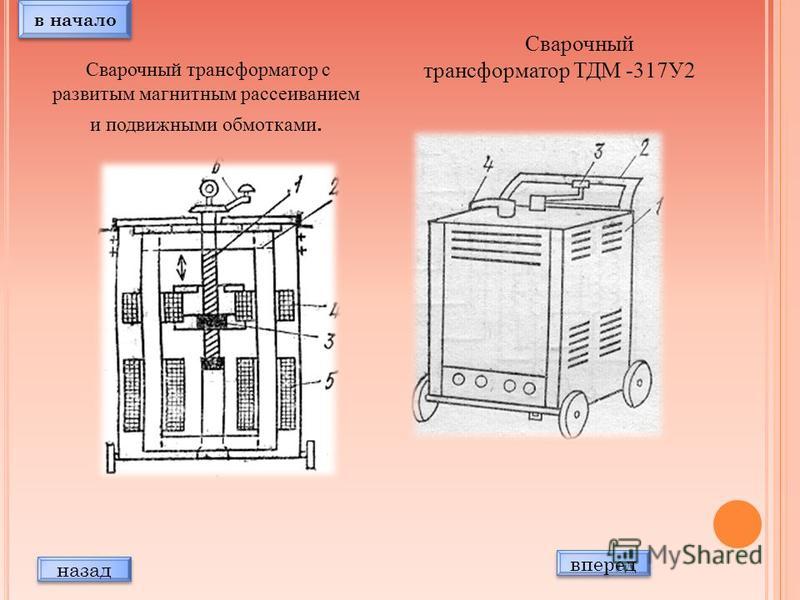 93 93 | ISO / TC 44 / SC 6 | |
ISO 6210-1: 1991 Цилиндры для пистолетов для контактной сварки сопротивлением — Часть 1: Общие требования | 90,93 | ISO / TC 44 / SC 6 |
ISO 7284: 1984 Оборудование для контактной сварки — Особые спецификации, применимые к трансформаторам с двумя отдельными вторичными обмотками для многоточечной сварки, используемых в автомобильной промышленности. | 95.99 | ISO / TC 44 / SC 6 |
ISO 7284: 1993 Оборудование для контактной сварки — Особые спецификации, применимые к трансформаторам с двумя отдельными вторичными обмотками для многоточечной сварки, используемых в автомобильной промышленности. | 95.99 | ISO / TC 44 / SC 6 |
ISO 7285: 1995 Пневмоцилиндры для механизированной многоточечной сварки | 90,93 | ISO / TC 44 / SC 6 |
95.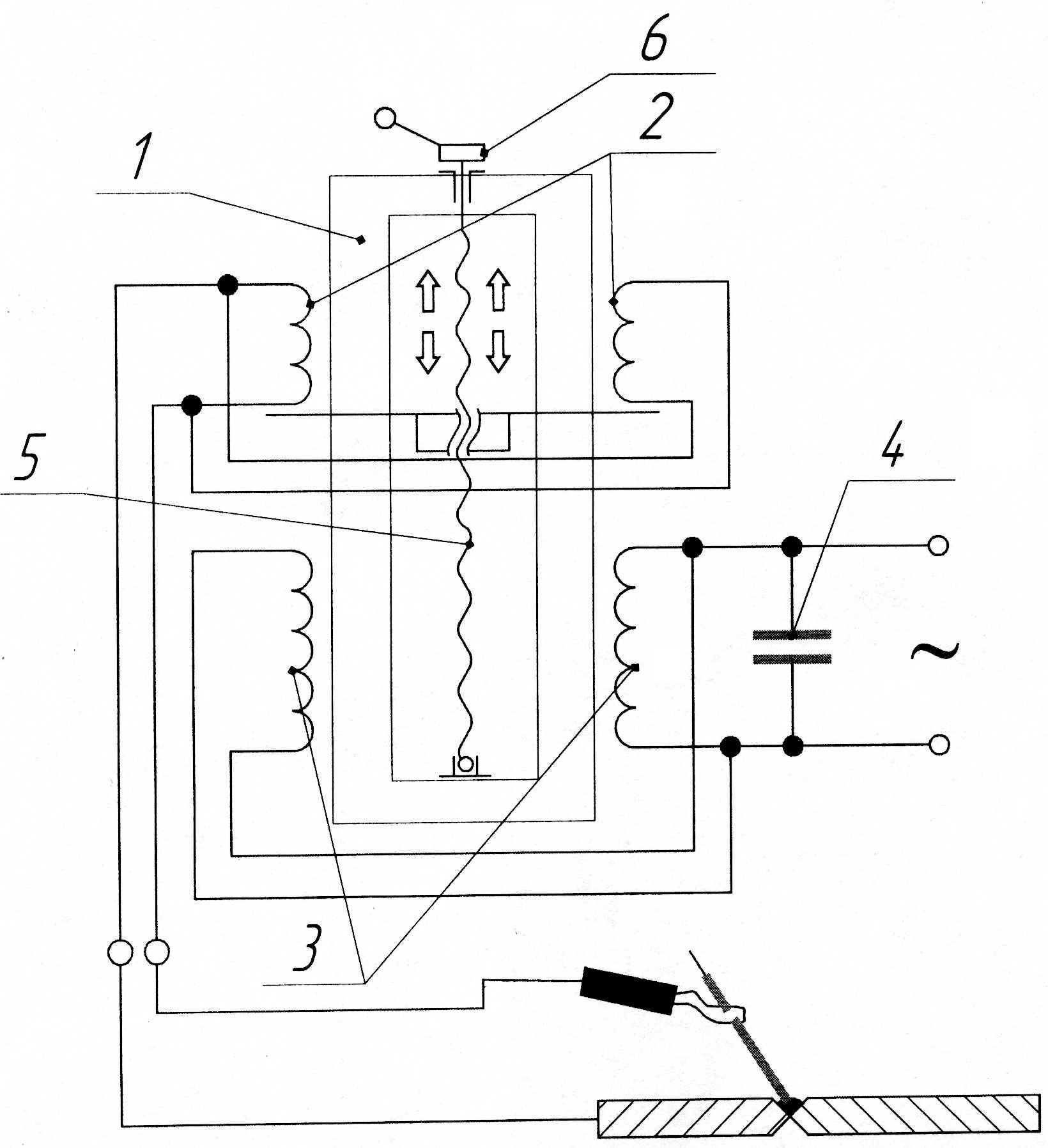 99 99 | ISO / TC 44 / SC 6 | |
| 95,99 | ISO / TC 44 / SC 8 | |
| 90.93 | ISO / TC 44 / SC 8 | |
ISO 7289: 1990 Быстроразъемные соединения с запорным вентилем для сварки, резки и родственных процессов | 95,99 | ISO / TC 44 / SC 8 |
ISO 7289: 1996 Быстродействующие муфты с запорными клапанами для газовой сварки, резки и родственных процессов | 95.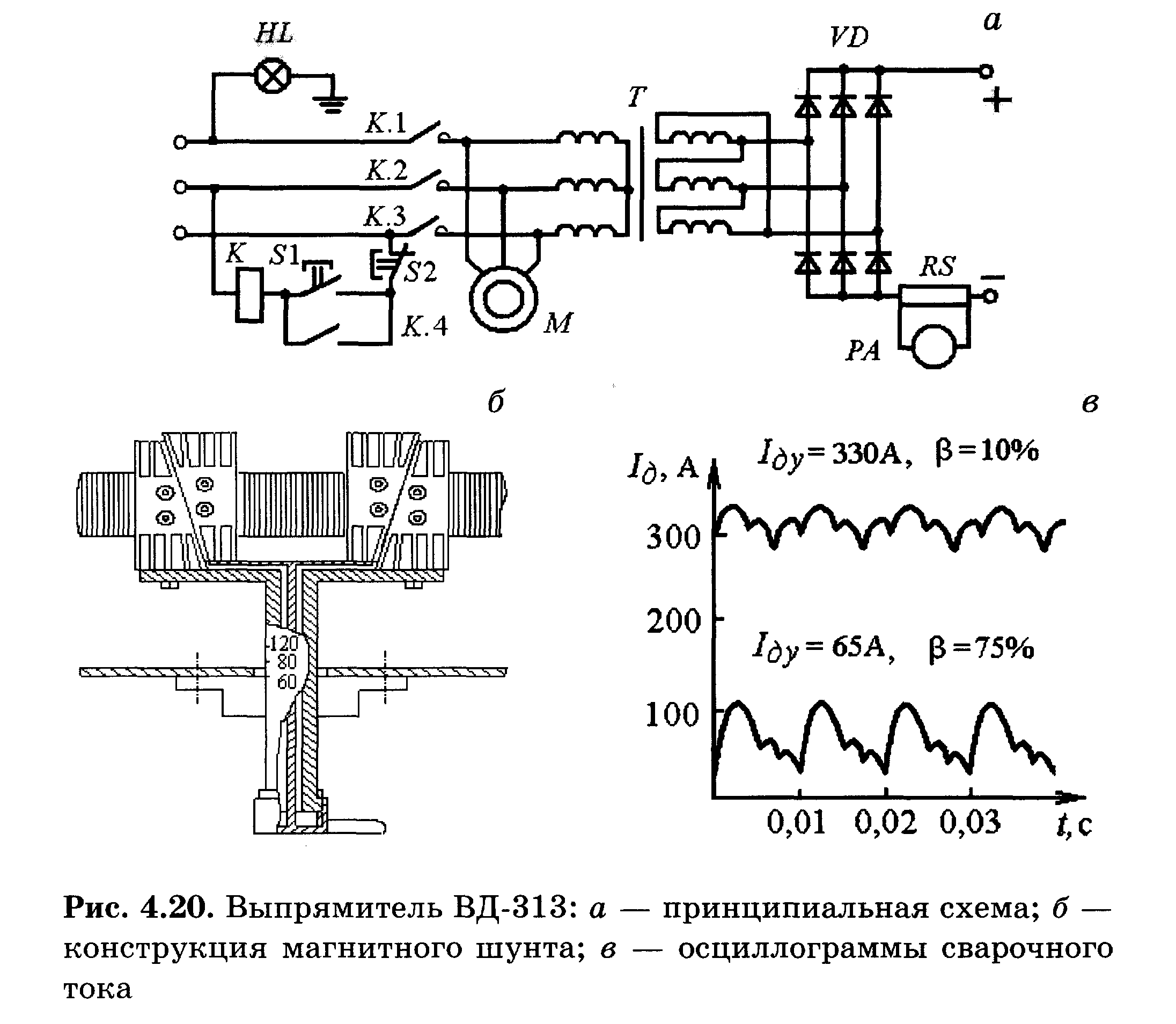 99 99 | ISO / TC 44 / SC 8 |
ISO 7289: 2010 Газовое оборудование сварки — муфты быстрого действия с запорными клапанами для сварки, резки и родственных процессов | 95,99 | ISO / TC 44 / SC 8 |
ISO 7289: 2018 Газовое оборудование сварки — муфты быстрого действия с запорными клапанами для сварки, резки и родственных процессов | 60. 60 60 | ISO / TC 44 / SC 8 |
ISO 7291: 1990 Сварка, резка и родственные процессы — Регуляторы коллектора | 95,99 | ISO / TC 44 / SC 8 |
ISO 7291: 1999 Оборудование для газовой сварки — регуляторы давления для коллекторных систем, используемых при сварке, резке и родственных процессах, до 300 бар. | 95.99 | ISO / TC 44 / SC 8 |
ISO 7291: 2010 Оборудование для газовой сварки — регуляторы давления для коллекторных систем, используемых при сварке, резке и родственных процессах, до 30 МПа (300 бар) | 90.20 | ISO / TC 44 / SC 8 |
ISO 7291: 2010 / Amd 1: 2015 Оборудование для газовой сварки — Регуляторы давления для коллекторных систем, используемых при сварке, резке и родственных процессах, до 30 МПа (300 бар) — Поправка 1 | 60. 60 60 | ISO / TC 44 / SC 8 |
ISO 7292: 1997 Регуляторы расходомеров, используемые на цилиндрах для сварки, резки и аналогичных процессов — Классификация и спецификации | 95,99 | ISO / TC 44 / SC 8 |
ISO 7931: 1985 Изоляционные колпачки и втулки для оборудования контактной сварки | 90. 93 93 | ISO / TC 44 / SC 6 |
ISO 8166: 2003 Сварка сопротивлением — процедура оценки срока службы электродов для точечной сварки при постоянных настройках машины | 95.99 | ISO / TC 44 / SC 6 |
| 90,92 | ISO / TC 44 / SC 6 | |
ISO / FDIS 8167 Контактная сварка — Рельефная сварка — Выступы для контактной сварки | 50. | ISO / TC 44 / SC 6 |
ISO 8205-1: 1993 Вторичные соединительные кабели с водяным охлаждением для контактной сварки — Часть 1: Размеры и требования для двухжильных соединительных кабелей | 95.99 | ISO / TC 44 / SC 6 |
ISO 8205-1: 2002 Вторичные соединительные кабели с водяным охлаждением для контактной сварки — Часть 1: Размеры и требования для двухжильных соединительных кабелей | 90. 92 92 | ISO / TC 44 / SC 6 |
ISO 8205-2: 1993 Вторичные соединительные кабели с водяным охлаждением для контактной сварки — Часть 2: Размеры и требования к одножильным соединительным кабелям | 95.99 | ISO / TC 44 / SC 6 |
ISO 8205-2: 2002 Вторичные соединительные кабели с водяным охлаждением для контактной сварки — Часть 2: Размеры и требования к одножильным соединительным кабелям | 90.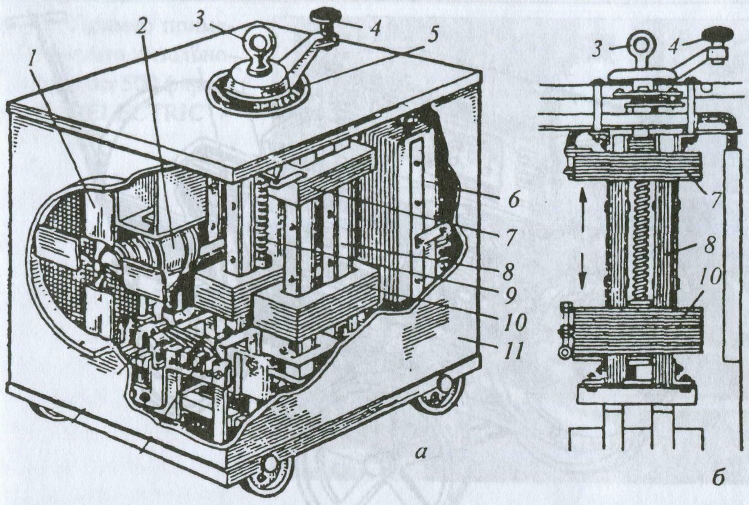 92 92 | ISO / TC 44 / SC 6 |
ISO 8205-3: 1993 Вторичные соединительные кабели с водяным охлаждением для контактной сварки — Часть 3: Требования к испытаниям | 95,99 | ISO / TC 44 / SC 6 |
ISO 8205-3: 2012 Вторичные соединительные кабели с водяным охлаждением для контактной сварки — Часть 3: Требования к испытаниям | 90. 92 92 | ISO / TC 44 / SC 6 |
ISO / FDIS 8205 Оборудование для контактной сварки — Вторичные соединительные кабели с водяным охлаждением — Размеры и требования к двухжильным соединительным кабелям | 50.20 | ISO / TC 44 / SC 6 |
ISO 8206: 1991 Приемочные испытания машин кислородной резки — Воспроизводимая точность — Эксплуатационные характеристики | 90,93 | ISO / TC 44 / SC 8 |
ISO 8207: 1996 Оборудование для газовой сварки. | 90.93 | ISO / TC 44 / SC 8 |
ISO 8430-1: 1988 Точечная сварка сопротивлением. Держатели электродов. Часть 1. Фиксация конуса. 1:10. | 95,99 | ISO / TC 44 / SC 6 |
ISO 8430-1: 2016 Точечная сварка сопротивлением. | 90.20 | ISO / TC 44 / SC 6 |
ISO 8430-2: 1988 Точечная сварка сопротивлением. Держатели электродов. Часть 2. Фиксация конуса Морзе. | 95,99 | ISO / TC 44 / SC 6 |
ISO 8430-2: 2016 Точечная сварка сопротивлением. | 90.20 | ISO / TC 44 / SC 6 |
ISO 8430-3: 1988 Точечная сварка сопротивлением. Держатели электродов. Часть 3. Фиксация хвостовика с параллельным упором. | 95,99 | ISO / TC 44 / SC 6 |
ISO 8430-3: 1988 / Кор 1: 1990 Сопротивление точечной сварки — держатели электродов — Часть 3: Параллельный фиксирующий стержень для конца тяги — Техническое исправление 1 | 95. | ISO / TC 44 / SC 6 |
ISO 8430-3: 2016 Точечная сварка сопротивлением. Держатели электродов. Часть 3. Фиксация хвостовика с параллельным упором. | 90,20 | ISO / TC 44 / SC 6 |
| 95.99 | ISO / TC 44 / SC 8 | |
ISO 9012: 1998 Оборудование для газовой сварки. | 95,99 | ISO / TC 44 / SC 8 |
ISO 9012: 2008 Оборудование для газовой сварки. Ручные нагнетательные воздуховоды. Технические характеристики и испытания. | 90.93 | ISO / TC 44 / SC 8 |
ISO 9090: 1989 Газонепроницаемость оборудования для газовой сварки и родственных процессов | 95,99 | ISO / TC 44 / SC 8 |
ISO 9090: 2019 Газонепроницаемость оборудования для газовой сварки и родственных процессов | 60. 60 60 | ISO / TC 44 / SC 8 |
ISO 9312: 1990 Оборудование для контактной сварки — изолированные штыри для использования в качестве резервных электродов | 95,99 | ISO / TC 44 / SC 6 |
ISO 9312: 2013 Оборудование для контактной сварки — изолированные штыри для использования в качестве резервных электродов | 90. 93 93 | ISO / TC 44 / SC 6 |
ISO 9313: 1989 Оборудование для контактной точечной сварки — охлаждающие трубки | 90,20 | ISO / TC 44 / SC 6 |
ISO 9539: 1988 Материалы для оборудования, используемого для газовой сварки, резки и родственных процессов | 95. 99 99 | ISO / TC 44 / SC 8 |
ISO 9539: 2010 Оборудование для газовой сварки — материалы для оборудования, используемого для газовой сварки, резки и родственных процессов. | 90,20 | ISO / TC 44 / SC 8 |
ISO 9539: 2010 / Amd 1: 2013 Оборудование для газовой сварки. | 60.60 | ISO / TC 44 / SC 8 |
ISO 10225: 2013 Оборудование для газовой сварки — маркировка оборудования, используемого для газовой сварки, резки и родственных процессов | 90,93 | ISO / TC 44 / SC 8 |
ISO 10656: 1996 Сварка сопротивлением — Интегрированные трансформаторы для сварочных горелок | 95.99 | ISO / TC 44 / SC 6 |
ISO 10656: 1996 / Cor 1: 2000 Сварка сопротивлением. Встроенные трансформаторы для сварочных горелок. Техническое исправление 1. | 95,99 | ISO / TC 44 / SC 6 |
ISO 10656: 2016 Оборудование для контактной сварки — Трансформаторы — Интегрированные трансформаторы для сварочных горелок. | 60.60 | ISO / TC 44 / SC 6 |
ISO / TR 11032: 1994 Управление промышленными роботами — Испытания, ориентированные на применение — Точечная сварка | 95,99 | ISO / TC 184 |
ISO 12145: 1998 Оборудование для контактной сварки — Уголки для крепления электродов для точечной сварки | 95.99 | ISO / TC 44 / SC 6 |
ISO 12166: 1997 Оборудование для контактной сварки — Особые спецификации, применимые к трансформаторам с одной вторичной обмоткой для многоточечной сварки, используемых в автомобильной промышленности. | 95.99 | ISO / TC 44 / SC 6 |
ISO 12170: 1996 Газосварочное оборудование — Термопластические рукава для сварки и родственных процессов. | 90,93 | ISO / TC 44 / SC 8 |
ISO 14112: 1996 Газосварочное оборудование — Малые комплекты для газовой пайки и сварки | 90.60 | ISO / TC 44 / SC 8 |
ISO 14113: 1997 Оборудование для газовой сварки — резиновые и пластиковые шланги в сборе для сжатых или сжиженных газов до максимального расчетного давления 450 бар. | 95.99 | ISO / TC 44 / SC 8 |
ISO 14113: 2007 Оборудование для газовой сварки — резиновые и пластмассовые рукава и рукава в сборе для использования с промышленными газами до 450 бар (45 МПа) | 95.99 | ISO / TC 44 / SC 8 |
ISO 14113: 2013 Оборудование для газовой сварки — резиновые и пластмассовые рукава и рукава в сборе для использования с промышленными газами до 450 бар (45 МПа) | 90.93 | ISO / TC 44 / SC 8 |
ISO 14114: 1999 Оборудование для газовой сварки. Ацетиленовые распределительные системы для сварки, резки и родственных процессов. Общие требования. | 95,99 | ISO / TC 44 / SC 8 |
ISO 14114: 2014 Оборудование для газовой сварки. Ацетиленовые распределительные системы для сварки, резки и родственных процессов. Общие требования. | 95.99 | ISO / TC 44 / SC 8 |
ISO 14114: 2017 Оборудование для газовой сварки. Ацетиленовые распределительные системы для сварки, резки и родственных процессов. Общие требования. | 60,60 | ISO / TC 44 / SC 8 |
ISO 14744-1: 2000 Сварка. Приемочный контроль аппаратов для электронно-лучевой сварки. Часть 1. Принципы и условия приемки. | 95.99 | ISO / TC 44 / SC 10 |
ISO 14744-1: 2008 Сварка. Приемочный контроль аппаратов для электронно-лучевой сварки. Часть 1. Принципы и условия приемки. | 90,93 | ISO / TC 44 / SC 10 |
ISO 14744-2: 2000 Сварка. Приемочный контроль аппаратов для электронно-лучевой сварки. Часть 2: Измерение характеристик ускоряющего напряжения. | 90.93 | ISO / TC 44 / SC 10 |
ISO 14744-3: 2000 Сварка. Приемочный контроль аппаратов для электронно-лучевой сварки. Часть 3. Измерение токовых характеристик пучка. | 90.93 | ISO / TC 44 / SC 10 |
ISO 14744-4: 2000 Сварка. Приемочный контроль аппаратов для электронно-лучевой сварки. Часть 4. Измерение скорости сварки. | 90,93 | ISO / TC 44 / SC 10 |
ISO 14744-5: 2000 Сварка. Приемочный контроль аппаратов для электронно-лучевой сварки. Часть 5. Измерение точности биения. | 90.93 | ISO / TC 44 / SC 10 |
ISO 14744-6: 2000 Сварка. Приемочный контроль аппаратов для электронно-лучевой сварки. Часть 6. Измерение стабильности положения точки. | 90.93 | ISO / TC 44 / SC 10 |
ISO 15012-1: 2004 Здоровье и безопасность при сварке и родственных процессах — Испытание требований и маркировка оборудования для фильтрации воздуха — Часть 1: Проверка эффективности отделения сварочного дыма | 95.99 | ISO / TC 44 / SC 9 |
ISO 15012-1: 2013 Здоровье и безопасность при сварке и родственных процессах. Оборудование для улавливания и отделения сварочного дыма. Часть 1. Требования к испытаниям и маркировке эффективности отделения. | 95.99 | ISO / TC 44 / SC 9 |
ISO 15012-2: 2008 Здоровье и безопасность при сварке и родственных процессах — Требования, испытания и маркировка оборудования для фильтрации воздуха — Часть 2: Определение минимального расхода воздуха через колпаки и сопла улавливателей. | 95.99 | ISO / TC 44 / SC 9 |
ISO 15012-4: 2016 Здоровье и безопасность при сварке и родственных процессах. Оборудование для улавливания и отделения сварочного дыма. Часть 4. Общие требования. | 95.99 | ISO / TC 44 / SC 9 |
ISO 15296: 2004 Газосварочное оборудование. Словарь. Термины, используемые для газосварочного оборудования. | 95,99 | ISO / TC 44 / SC 8 |
| 60.60 | ISO / TC 44 / SC 8 | |
ISO 15615: 2002 Оборудование для газовой сварки — Ацетиленовые коллекторы для сварки, резки и родственных процессов — Требования безопасности в устройствах высокого давления | 95.99 | ISO / TC 44 / SC 8 |
ISO 15615: 2013 Оборудование для газовой сварки — Ацетиленовые коллекторы для сварки, резки и родственных процессов — Требования безопасности в устройствах высокого давления | 90.92 | ISO / TC 44 / SC 8 |
ISO / DIS 15615 Оборудование для газовой сварки — Ацетиленовые коллекторы для сварки, резки и родственных процессов — Требования безопасности в устройствах высокого давления | 40.60 | ISO / TC 44 / SC 8 |
ISO 15616-1: 2003 Приемочные испытания аппаратов с лазерным лучом CO2 для высококачественной сварки и резки — Часть 1: Общие принципы, условия приемки | 90.93 | ISO / TC 44 / SC 10 |
ISO 15616-2: 2003 Приемочные испытания аппаратов с лазерным лучом CO2 для высококачественной сварки и резки — Часть 2: Измерение статической и динамической точности | 90.93 | ISO / TC 44 / SC 10 |
ISO 15616-3: 2003 Приемочные испытания машин с лазерным лучом на CO2 для высококачественной сварки и резки — Часть 3: Калибровка приборов для измерения расхода и давления газа | 90.93 | ISO / TC 44 / SC 10 |
ISO 15616-4: 2008 Приемочные испытания машин с лазерным лучом CO2 для высококачественной сварки и резки — Часть 4: Машины с 2-D движущейся оптикой | 90.93 | ISO / TC 44 / SC 10 |
ISO / TS 17477: 2003 Приемочные испытания станков с лазерным лучом CO2 для сварки и резки с подвижной оптикой 2D | 95,99 | ISO / TC 44 / SC 10 |
ISO 17662: 2005 Сварка — Калибровка, проверка и валидация оборудования, используемого для сварки, включая вспомогательную деятельность | 95.99 | ISO / TC 44 / SC 10 |
ISO 17662: 2016 Сварка — Калибровка, проверка и валидация оборудования, используемого для сварки, включая вспомогательную деятельность | 90,20 | ISO / TC 44 / SC 10 |
ISO 21904-4: 2020 Здоровье и безопасность при сварке и родственных процессах — Оборудование для улавливания и отделения сварочного дыма — Часть 4: Определение минимального расхода воздуха у улавливающих устройств | 60.60 | ISO / TC 44 / SC 9 |
ISO 22827-1: 2005 Приемочные испытания для аппаратов лазерной сварки Nd: YAG. Машины с оптоволоконной доставкой. Часть 1. Лазерная сборка. | 90.93 | ISO / TC 44 / SC 10 |
ISO 22827-2: 2005 Приемочные испытания для аппаратов для лазерной сварки Nd: YAG. Машины с оптоволоконной доставкой. Часть 2. Подвижный механизм. | 90.93 | ISO / TC 44 / SC 10 |
ISO 22829: 2007 Сварка сопротивлением — Трансформатор-выпрямитель для сварочных горелок со встроенными трансформаторами — Трансформаторно-выпрямительные блоки, работающие на частоте 1000 Гц | 95.99 | ISO / TC 44 / SC 6 |
ISO 22829: 2017 Оборудование для контактной сварки — Трансформаторы — Интегрированные трансформаторно-выпрямительные блоки для сварочных горелок, работающих на частоте 1000 Гц | 60.60 | ISO / TC 44 / SC 6 |
ISO / TR 28821: 2012 Оборудование для газовой сварки. Шланговые соединения для оборудования для сварки, резки и родственных процессов. Перечень стандартных или обычных соединений. | 60.60 | ISO / TC 44 / SC 8 |
| 95,99 | ISO / TC 44 |
 Механические и электрические требования.
Механические и электрические требования.
 Регуляторы давления и регуляторы давления с расходомерами для газовых баллонов, используемых при сварке, резке и аналогичных процессах, до 300 бар (30 МПа) — Поправка 1
Регуляторы давления и регуляторы давления с расходомерами для газовых баллонов, используемых при сварке, резке и аналогичных процессах, до 300 бар (30 МПа) — Поправка 1


 Паяльные трубы для газовой сварки, нагрева и резки. Технические условия и испытания. Поправка 1.
Паяльные трубы для газовой сварки, нагрева и резки. Технические условия и испытания. Поправка 1.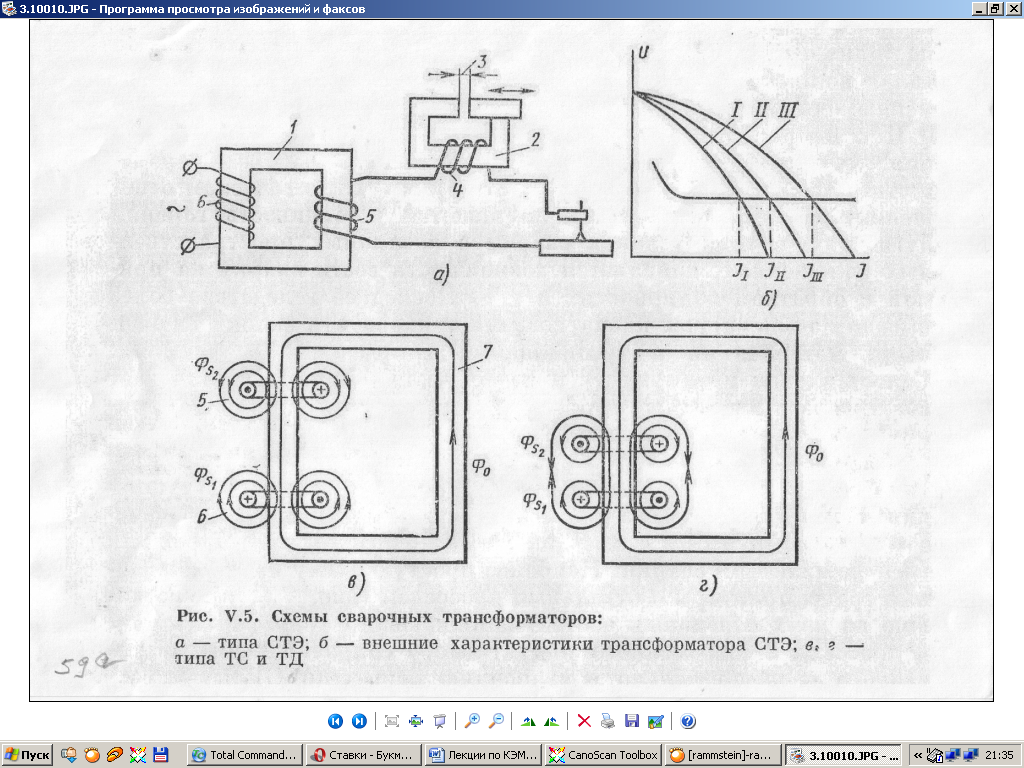 Защитные устройства для топливных газов и кислорода или сжатого воздуха. Часть 1. Общие технические условия и требования.
Защитные устройства для топливных газов и кислорода или сжатого воздуха. Часть 1. Общие технические условия и требования.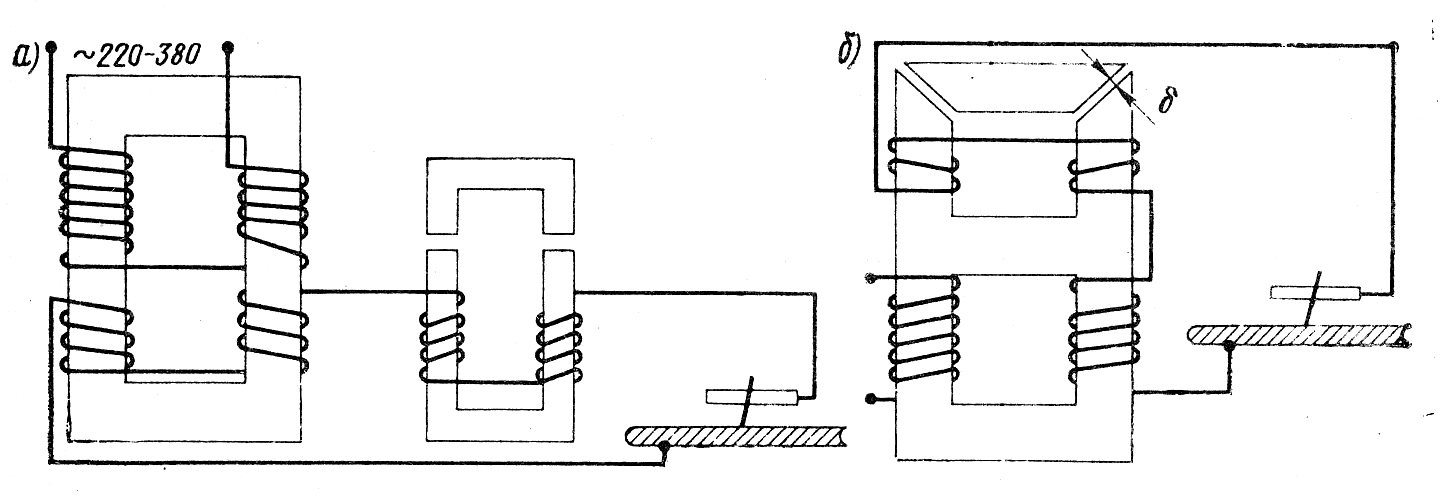 Устройства безопасности. Часть 2. Устройства, не содержащие пламегасителя.
Устройства безопасности. Часть 2. Устройства, не содержащие пламегасителя. Защитные устройства для топливных газов, кислорода или сжатого воздуха. Общие технические условия, требования и испытания. Поправка 1.
Защитные устройства для топливных газов, кислорода или сжатого воздуха. Общие технические условия, требования и испытания. Поправка 1.
 Технические условия на шланговые сборки для оборудования для сварки, резки и родственных процессов.
Технические условия на шланговые сборки для оборудования для сварки, резки и родственных процессов. Держатели электродов. Часть 1. Фиксация конуса. 1:10.
Держатели электродов. Часть 1. Фиксация конуса. 1:10.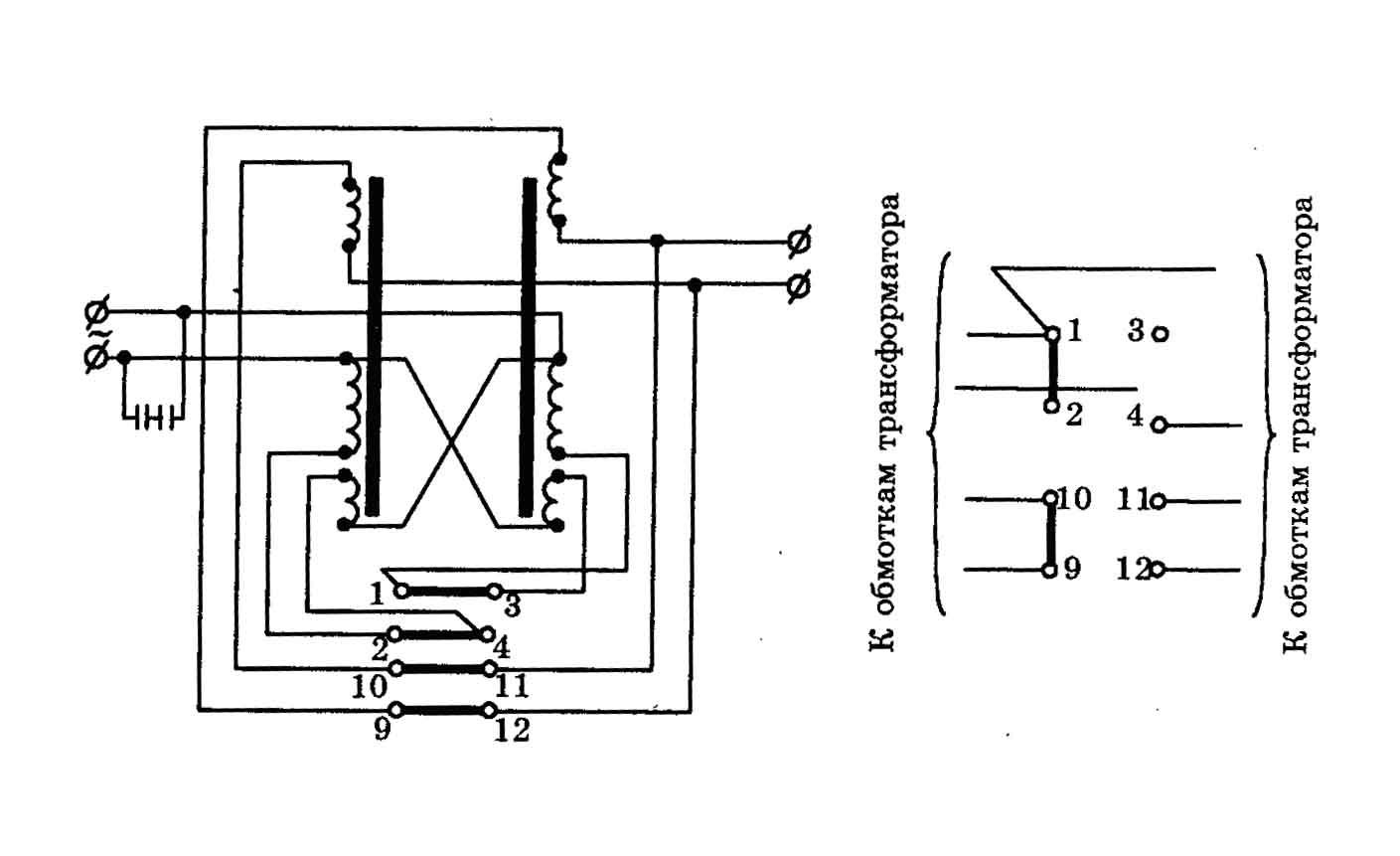 Ручные нагнетательные воздуховоды. Технические характеристики и испытания.
Ручные нагнетательные воздуховоды. Технические характеристики и испытания.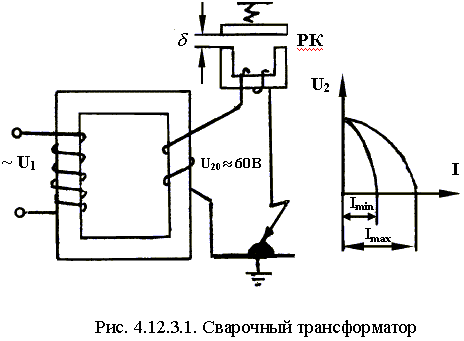 Материалы для оборудования, используемого для газовой сварки, резки и родственных процессов. Поправка 1.
Материалы для оборудования, используемого для газовой сварки, резки и родственных процессов. Поправка 1.