Сварное соединение проводов
В электрике несколько видов контакта. Есть контакт, или его нет. И самое противное – периодическое пропадание контакта. В месте соединения проводов надёжность контакта зависит от того, как выполнено соединение. В этой статье ЭлектроВести расскажут вам о сварном соединении проводов.
Достаточно широко в последнее время применяется сварка.
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 — 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.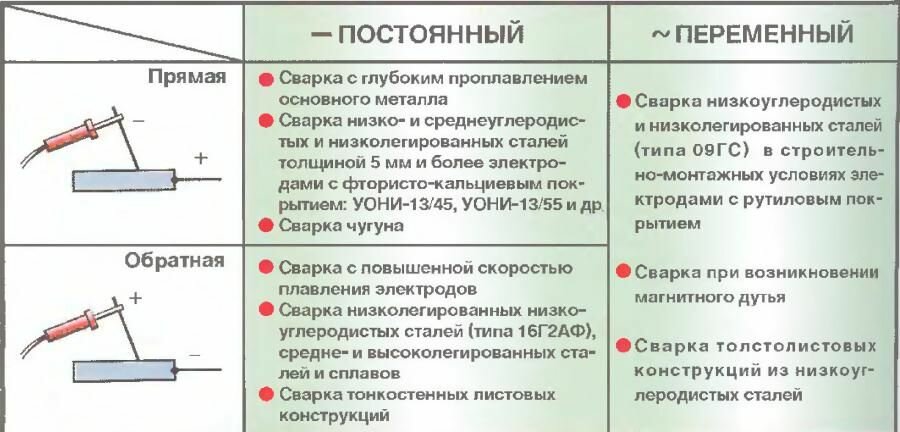
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 — 90А. Для двух — трех проводов сечением 2,5 мм2 ток достигает уже 80 — 100А, а для трех-четырех 100 — 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 — 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 — 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1.
Рисунок 1. Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 — 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш — образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 — 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 — 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
W1=40*U1/S
W2=40*U2/S
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 — 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2.
Рисунок 2. Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3.
Рисунок 3. Скрутки для сварки проводов
Ранее ЭлектроВести писали, что Министерство энергетики предлагает с начала 2021г пересмотреть тарифы на электроэнергию для бытовых потребителей на фоне того, что уже сегодня цена электроэнергии как товара в структуре действующих тарифов составляет лишь 1 коп. / КВт*час (при рыночной цене около 1,4 грн / кВт*ч), а с декабря 2020 и января 2021г вырастет стоимость транспортировки, что сделает поставку для населения планово убыточной для поставщиков универсальных услуг.
По материалам: electrik.info.
Подключение сварочных кабелей
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 104778
[~ID] => 104778
[NAME] => Подключение сварочных кабелей
[~NAME] => Подключение сварочных кабелей
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
На самом деле, кабелей у сварочного аппарата не два, как обычно принято считать, а три. Почему так? – Всё очень просто, ведь многие попросту забывают о самом главном кабеле – кабеле электропитания. Без него сварочный аппарат попросту не включится. И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
Несколько сложнее обстоят дела со сварочными кабелями для подключения электродов и зажима на массу. Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.
Так, к разъему минус «-» необходимо подключить кабель для питания на массу, а к разъему плюс «+» соответственно подсоединить кабель с электрододержателем. Перед тем как подключить кабели, их необходимо визуально проверить на целостность, а проверить отсутствие короткого замыкания между кабелем электрододержателя и кабеля заземления.
После того как кабели будут присоединены, убедитесь, что аппарат и провода находятся на чистой и сухой поверхности. Подключите кабель питания на массу к сварочному столу или заготовке. Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Вот и всё, что следует знать о подключении сварочных проводов к сварочному аппарату. Еще раз – внимательно подключайте кабели к соответствующим разъемам, не перепутав плюс «+» и минус «-». В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
Источник:
vse-o-svarke.org
[~DETAIL_TEXT] =>
Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
На самом деле, кабелей у сварочного аппарата не два, как обычно принято считать, а три. Почему так? – Всё очень просто, ведь многие попросту забывают о самом главном кабеле – кабеле электропитания. Без него сварочный аппарат попросту не включится. И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
Несколько сложнее обстоят дела со сварочными кабелями для подключения электродов и зажима на массу. Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.
Так, к разъему минус «-» необходимо подключить кабель для питания на массу, а к разъему плюс «+» соответственно подсоединить кабель с электрододержателем. Перед тем как подключить кабели, их необходимо визуально проверить на целостность, а проверить отсутствие короткого замыкания между кабелем электрододержателя и кабеля заземления.
После того как кабели будут присоединены, убедитесь, что аппарат и провода находятся на чистой и сухой поверхности. Подключите кабель питания на массу к сварочному столу или заготовке. Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Вот и всё, что следует знать о подключении сварочных проводов к сварочному аппарату. Еще раз – внимательно подключайте кабели к соответствующим разъемам, не перепутав плюс «+» и минус «-». В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
Источник:
vse-o-svarke.org
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[~PREVIEW_TEXT] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31.10.2019 09:59:56
[~TIMESTAMP_X] => 31.10.2019 09:59:56
[ACTIVE_FROM] => 31.10.2019
[~ACTIVE_FROM] => 31.10.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/104778/
[~DETAIL_PAGE_URL] => /news/115/104778/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => podklyuchenie_svarochnykh_kabeley
[~CODE] => podklyuchenie_svarochnykh_kabeley
[EXTERNAL_ID] => 104778
[~EXTERNAL_ID] => 104778
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31. 10.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Подключение сварочных кабелей
[SECTION_META_KEYWORDS] => подключение сварочных кабелей
[SECTION_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[SECTION_PAGE_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_KEYWORDS] => подключение сварочных кабелей
[ELEMENT_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[ELEMENT_PAGE_TITLE] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Подключение сварочных кабелей

 И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
 Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
 В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31.10.2019 09:59:56
[~TIMESTAMP_X] => 31.10.2019 09:59:56
[ACTIVE_FROM] => 31.10.2019
[~ACTIVE_FROM] => 31.10.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/104778/
[~DETAIL_PAGE_URL] => /news/115/104778/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => podklyuchenie_svarochnykh_kabeley
[~CODE] => podklyuchenie_svarochnykh_kabeley
[EXTERNAL_ID] => 104778
[~EXTERNAL_ID] => 104778
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31.
В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 31.10.2019 09:59:56
[~TIMESTAMP_X] => 31.10.2019 09:59:56
[ACTIVE_FROM] => 31.10.2019
[~ACTIVE_FROM] => 31.10.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/104778/
[~DETAIL_PAGE_URL] => /news/115/104778/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => podklyuchenie_svarochnykh_kabeley
[~CODE] => podklyuchenie_svarochnykh_kabeley
[EXTERNAL_ID] => 104778
[~EXTERNAL_ID] => 104778
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 31. 10.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Подключение сварочных кабелей
[SECTION_META_KEYWORDS] => подключение сварочных кабелей
[SECTION_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[SECTION_PAGE_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_KEYWORDS] => подключение сварочных кабелей
[ELEMENT_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[ELEMENT_PAGE_TITLE] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
10.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Подключение сварочных кабелей
[SECTION_META_KEYWORDS] => подключение сварочных кабелей
[SECTION_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[SECTION_PAGE_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_TITLE] => Подключение сварочных кабелей
[ELEMENT_META_KEYWORDS] => подключение сварочных кабелей
[ELEMENT_META_DESCRIPTION] => Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
[ELEMENT_PAGE_TITLE] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Подключение сварочных кабелей
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Подключение сварочных кабелей
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.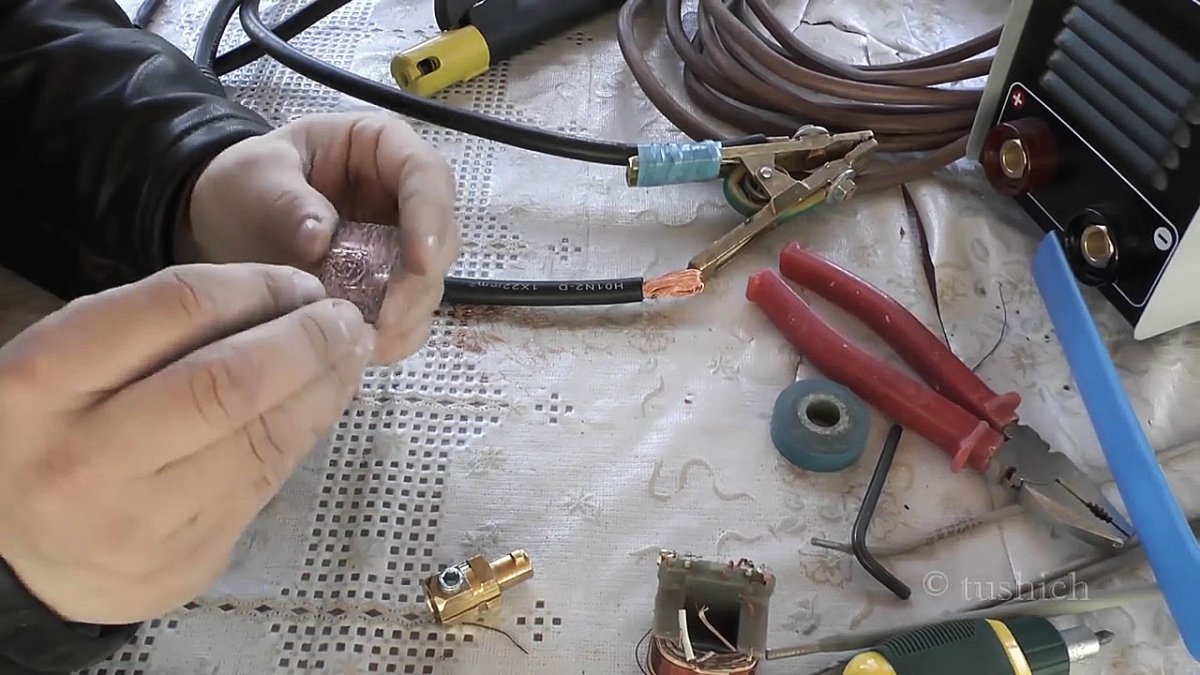 alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
31. 10.2019
10.2019
Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
На самом деле, кабелей у сварочного аппарата не два, как обычно принято считать, а три. Почему так? – Всё очень просто, ведь многие попросту забывают о самом главном кабеле – кабеле электропитания. Без него сварочный аппарат попросту не включится. И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
Несколько сложнее обстоят дела со сварочными кабелями для подключения электродов и зажима на массу. Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.
Так, к разъему минус «-» необходимо подключить кабель для питания на массу, а к разъему плюс «+» соответственно подсоединить кабель с электрододержателем. Перед тем как подключить кабели, их необходимо визуально проверить на целостность, а проверить отсутствие короткого замыкания между кабелем электрододержателя и кабеля заземления.
После того как кабели будут присоединены, убедитесь, что аппарат и провода находятся на чистой и сухой поверхности. Подключите кабель питания на массу к сварочному столу или заготовке. Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Вот и всё, что следует знать о подключении сварочных проводов к сварочному аппарату. Еще раз – внимательно подключайте кабели к соответствующим разъемам, не перепутав плюс «+» и минус «-». В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
Источник: vse-o-svarke.org
Просмотров: 567
Удлинитель для сварочного аппарата | Сварка своими руками
Для эффективной работы сварщикам приходится постоянно перемещаться по объекту, а розетка находится только в одном месте, поэтому без удлинителя в большинстве случаев обойтись просто нельзя. Наиболее востребованная длина кабеля, способная сделать вашу работу комфортной 20-40 м, это если говорить в общем. А в частных случаях все подбирается индивидуально.
Теория
Как бы многие из нас не любили физику в школе, именно курс школьной физики потребуется вспомнить, чтобы рассчитать длину нашего удлинителя теоретически. Давайте вспомним, что сопротивление медного проводника рассчитывается следующим образом: R= 0,017 *L/S. Также в нашем случае можно использовать закон Ома для неполной цепи I=U/R.
Расшифруем буквы в наших формулах, которые могут принимать любые значения.
- 0,017 – удельное сопротивление медного кабеля; априори берется медь, так как у нее наименьшее значение.
- L- длина удлинителя, мм.
- S- площадь сечения проводника, мм2.
- U- номинальное напряжение в электросети, В. Однако следует провести измерение реального напряжения, так как состояние большинства сетей желает лучшего.
- I — максимальный ток инвертора, А.

Из формулы R= 0,017 *L/S следует простой и очевидный вывод: сопротивление увеличивается при увеличении длины кабеля (при этом наблюдается падение напряжения) и уменьшается при увеличении его сечения. Соответственно, длина и сечение кабеля должны быть подобраны таким образом, чтобы не провоцировать падение напряжения на этом кабеле. Использовать домашние удлинители для подключения бытовой техники категорически не стоит. Производители экономят на сечении жил таких переносок, они уж точно вспыхнут при подключении инвертора. Не стоит также использовать проводники сечением 0,75 мм2 и менее. В целом, следует отметить, что кабеля 2,5 мм2 хватит для уверенной работы на токе 160А, только стоит еще и сделать «пометку на полях», что проводка до розетки должна выдержать такую нагрузку.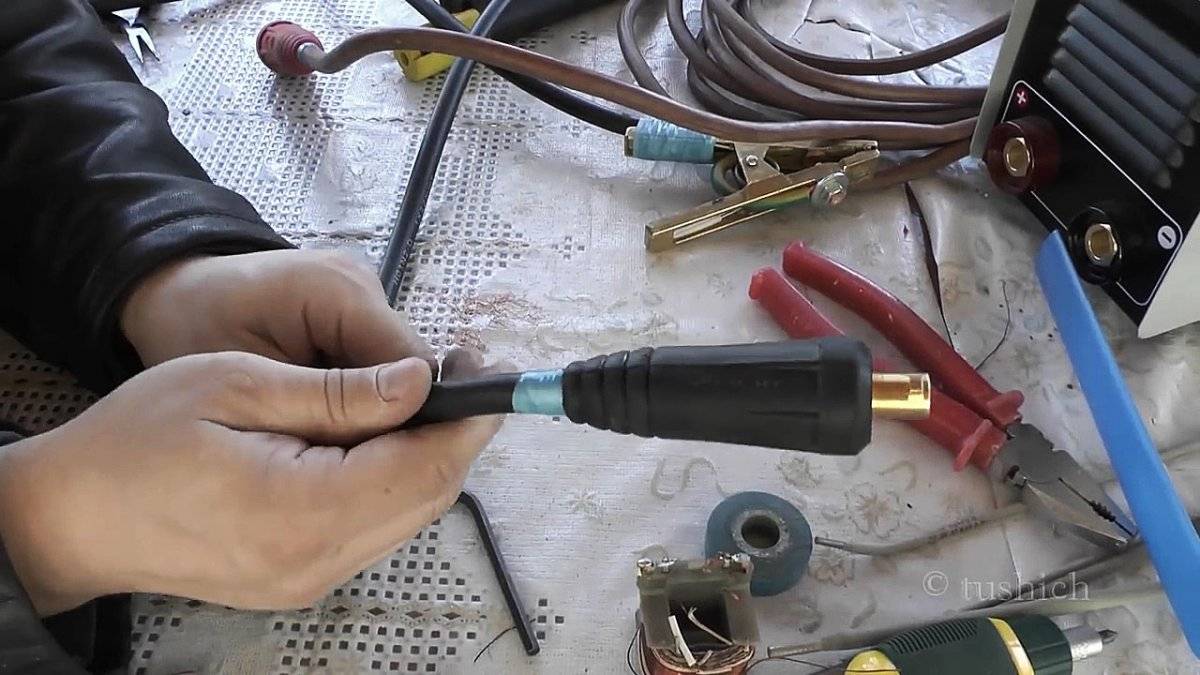
Любителей сматывать кабель в катушку при сварке следует предостеречь. Явление фарадеевской электромагнитной индукции, которая неминуемо возникает вокруг проводника с переменным электрическим током, еще никто не отменял. И даже если индукция в катушке будет слишком мала, чтобы привести к нежелательным последствиям, при продолжительной сварке провод все равно нагревается (нормальным считается нагрев до 70 оС) В плотно намотанной катушке кабель не охлаждается и повышение температуры неминуемо приведет к оплавлению изоляции со всеми вытекающими отсюда неприятностями. Сама медь скорее всего останется невредимой, так как у нее высокая температура плавления 1080 оС, а вот изоляция слипнется. Вывод: работайте на размотанном кабеле или, если нет такой возможности, на неплотно смотанном, чтобы был обеспечен теплоотвод за счет естественной циркуляции воздуха.
Практика
Вернемся к вопросу: какого сечения брать удлинитель?
Раньше бы мы сказали, что если у вас дома хорошая сеть и максимальный ток вашего сварочного аппарата не превышает 160А, то можно взять 1,5 мм2 – этого хватит. Быстрее автоматический выключатель сработает или инвертор уйдет в защиту по перегреву, чем сгорит такой кабель. Проверить данное утверждение очень просто: достаточно 160-амперный аппарат поставить на нагрузочный балласт и выкрутить его на максимальный ток. Кабель длиной 10 м х1,5 мм2 может продержаться долгое время. В нашем случае была произведена выдержка в течение 12 мин (произвольно, это время могло быть больше или меньше). За это время выдержки кабель нагрелся, но он не был таким горячим, что за него невозможно взяться незащищенной рукой (или он задымился). То есть кабель сечением 1,5 мм2 держит нагрузку 160А, но это, конечно, предел и лучше такого не допускать. Однако, если вы не собираетесь «шпарить» целый день «четверкой», такой вариант вполне приемлем.
Быстрее автоматический выключатель сработает или инвертор уйдет в защиту по перегреву, чем сгорит такой кабель. Проверить данное утверждение очень просто: достаточно 160-амперный аппарат поставить на нагрузочный балласт и выкрутить его на максимальный ток. Кабель длиной 10 м х1,5 мм2 может продержаться долгое время. В нашем случае была произведена выдержка в течение 12 мин (произвольно, это время могло быть больше или меньше). За это время выдержки кабель нагрелся, но он не был таким горячим, что за него невозможно взяться незащищенной рукой (или он задымился). То есть кабель сечением 1,5 мм2 держит нагрузку 160А, но это, конечно, предел и лучше такого не допускать. Однако, если вы не собираетесь «шпарить» целый день «четверкой», такой вариант вполне приемлем.
Почему мы не советуем сегодня брать сечение 1,5 мм2? Очень просто. Потому что не докладывают! Берешь кабель 1,5 мм2, а там оказывается 1,1-1,2 мм2. Вывод: даже если у вас хорошая сеть, берем 2,5 мм2. Могут тоже не доложить, но этого в любом случае хватит для домашних нужд.
Могут тоже не доложить, но этого в любом случае хватит для домашних нужд.
Какая длина?
Все зависит от вашей сети и аппарата. Пример из практики. Длина переноски 120-130 м, сварка аппаратом Форсаж 161 от щита и хорошей сети: «тройкой» можно варить, но достаточно тяжело, а вот электродом ø2,5 мм можно варить уже свободно и даже что-то резать!
Полезный совет
Какую взять вилку и розетку?
Обычная розетка на 16А и простые качественные вилки при токах свыше 160А горят и плавятся (но это как бы расходные материалы). Когда будете покупать обязательно возьмите с собой магнит в магазин и «пощупайте» им вилку (розетку, правда, вам никто не даст разбирать) – магнитится она или нет? Сейчас много некачественного товара крашенного под медь или латунь.
Читайте также, как подобрать длину и сечение сварочного кабеля.
Безопасность заземления и дуговой сварки
Какое отношение заземление имеет к безопасности дуговой сварки?
Заземление электрических цепей является практикой безопасности, которая задокументирована в различных нормах и стандартах. Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий проводник. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Целью заземления корпуса оборудования является обеспечение того, чтобы металлический корпус сварочного аппарата и заземление имели одинаковый потенциал. Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Токонесущая способность заземляющего проводника согласовывается с устройством максимального тока системы электроснабжения. Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.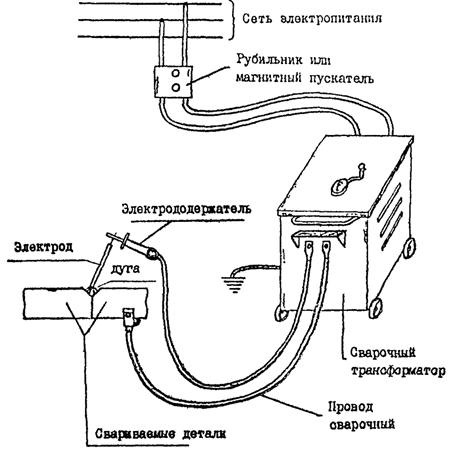
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего проводника не требуется.Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат вставляется в розетку.Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Тестер розеток позволяет легко проверить целостность заземляющего проводника.Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Заземление заготовки
Сварочная цепь состоит из всех проводящих материалов, через которые должен проходить сварочный ток. Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата. Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления
Термины «заземляющий зажим» и «провод заземления» широко используются многими сварщиками.Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а вывод детали неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются пусковые и стабилизирующие цепи, содержащие высокочастотное напряжение. Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию излучаться в сторону от зоны сварки. Эти сигналы могут создавать помехи для близлежащих радио- и телевизионных приемников или другого электрического оборудования. Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи.В руководстве по эксплуатации сварочного аппарата будут даны конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Заземление портативного и автомобильного сварочного генератора
Портативные и автомобильные генераторы для дуговой сварки часто могут обеспечивать вспомогательное питание 120 и 240 вольт. Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора. Большинство приложений попадают в одну из двух категорий, представленных ниже:
1. Если все эти требования соблюдены, то корпус генератора заземлять не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательное питание берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий контакт
- Рама генератора приклеена или электрически соединена с рамой грузовика или прицепа
2.При выполнении любого из этих условий корпус генератора необходимо заземлить:
- Генератор подключается к системе электропроводки помещения. Например, для подачи электроэнергии в дом во время отключения электричества.
- Вспомогательное питание жестко подключено к генератору без использования шнуров и вилок.
 Например, для подачи электроэнергии в дом во время отключения электричества.
Например, для подачи электроэнергии в дом во время отключения электричества.
Приведенная выше сводка не содержит подробностей, и читателю настоятельно рекомендуется ознакомиться с местными электротехническими нормами и ANSI/NFPA 70, «Национальными электротехническими нормами и правилами», чтобы узнать подробности.
Заземление удлинителя
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения в шнуре, вилке и розетке не повреждены.
Опасность поражения электрическим током в сварочном контуре
Использование надлежащего заземления в сварочной среде является хорошей практикой, но не устраняет все возможности поражения электрическим током. Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Надлежащее техническое обслуживание электрооборудования и удлинителей изолирует сварщика от источников электрического тока.
Источники информации
- Американское общество сварщиков, ANSI Z49.1:2005 «Безопасность при сварке, резке и родственных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское общество сварщиков, AWS A3.0-2001, «Стандартные термины и определения в области сварки.»

STRECKER | Ленточные соединения | Машины для стыковой сварки проволоки
STRECKER предлагает широкий ассортимент машин для сварки полос серий PA, PZ, SS, HRS.
Ассортимент включает клещи для точечной сварки полос внахлест, электрические машины для двойной стыковой сварки с автоматическим удалением заусенцев и серию PA для соединения стальных, медных, алюминиевых и латунных полос или плоских профилей.
Сварочные аппараты STRECKERобеспечивают точность и повторяемость сварных швов.
После начала процесса сварки два конца свариваются вместе под действием протекающего затем тока и приложенной силы осадки. При необходимости проводится предварительный нагрев для достижения оптимального температурного профиля.
Эксплуатация сварочных аппаратов STRECKER проста в освоении. Они отвечают самым высоким стандартам удобства и эргономики. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве. Кроме того, доступен широкий спектр средств управления сваркой и отжигом, например.грамм. Реле времени NV, NV-V20/V30 или система управления FullParameterControl (FPC).
Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве. Кроме того, доступен широкий спектр средств управления сваркой и отжигом, например.грамм. Реле времени NV, NV-V20/V30 или система управления FullParameterControl (FPC).
Серия PA является универсальной среди наших машин для сварки полос. От 0,3 мм² или от 0,2 мм толщины вы можете удовлетворить широкий спектр потребностей применения.
Сварочные аппараты SS и SMK предназначены для соединений высочайшего качества с документально подтвержденной воспроизводимостью. Даже плоские профили различного сечения можно сваривать с минимальной зоной термического влияния. Заусенец удаляется в сварочном зажимном приспособлении и захватывается в машине.В результате получается однородное, очень тонкое соединение без пор и заусенцев. Серия SS / SMK оснащена нашей инновационной системой управления FullParameterControl (FPC) в стандартной комплектации. Полный рецепт сварки надежно и с точной воспроизводимостью хранится в контроллере. Все настройки машины производятся автоматически по выбранному рецепту без вмешательства оператора. Опционально качество сварочного процесса можно контролировать с помощью системы мониторинга параметров STRECKER.
Полный рецепт сварки надежно и с точной воспроизводимостью хранится в контроллере. Все настройки машины производятся автоматически по выбранному рецепту без вмешательства оператора. Опционально качество сварочного процесса можно контролировать с помощью системы мониторинга параметров STRECKER.
PZ предназначены для соединения очень тонких полос толщиной от 0,08 мм. Здесь полоса шириной до 100 мм соединяется внахлест и сваривается с помощью мобильных пистолетов для точечной сварки. Сварочные пистолеты допускают использование непосредственно на линии. Машины можно использовать гибко, и они очень просты в обращении благодаря уменьшенному весу.
HRS400 — это наша машина для роликовой сварки стальных полос.
Каждый день тысячи сварочных аппаратов STRECKER используются по всему миру для получения точных и воспроизводимых стыковых швов.
Подробнее…
Евроразъем механизма подачи проволоки из мягкой стали, для сварочного аппарата, 300 рупий /шт.
 Евроразъем механизма подачи проволоки из мягкой стали, для сварочного аппарата, 300 рупий /шт. ID: 22705678088
Евроразъем механизма подачи проволоки из мягкой стали, для сварочного аппарата, 300 рупий /шт. ID: 22705678088 50 Lakh
50 Lakh В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние. Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры. Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины.Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины.Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.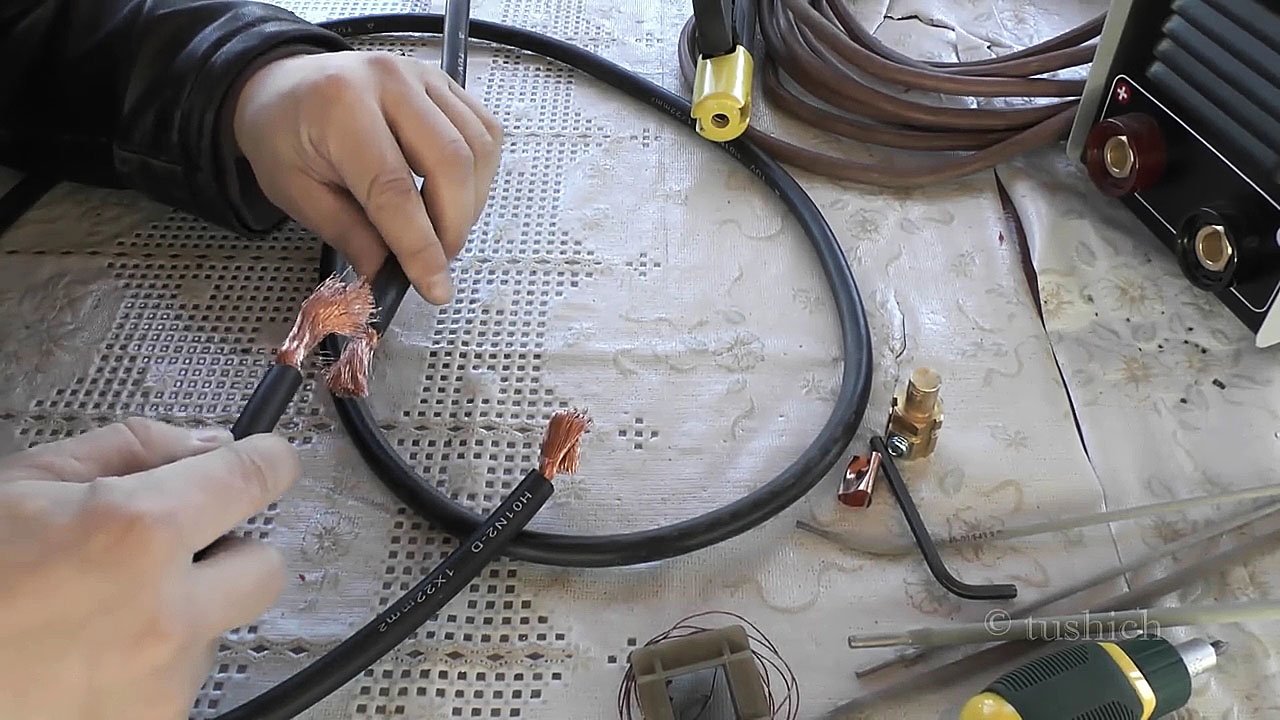 Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG. Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения. Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения. Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
 co.uk
co.uk Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
 ком сегодня. Эти электрические аксессуары имеют вилку и розетку, которые подключаются либо к постоянным, либо к временным соединениям. Кабельный разъем для сварочного аппарата жизненно важен и увеличивает производственный процесс. Они обеспечивают массовые соединения и плавную производительность. Эти аксессуары обеспечивают фильтрацию электромагнитных и радиочастотных помех в соединении. Они обеспечивают бесперебойную работу электрических соединений и легко модернизируются в соответствии с предпочтениями пользователя.
ком сегодня. Эти электрические аксессуары имеют вилку и розетку, которые подключаются либо к постоянным, либо к временным соединениям. Кабельный разъем для сварочного аппарата жизненно важен и увеличивает производственный процесс. Они обеспечивают массовые соединения и плавную производительность. Эти аксессуары обеспечивают фильтрацию электромагнитных и радиочастотных помех в соединении. Они обеспечивают бесперебойную работу электрических соединений и легко модернизируются в соответствии с предпочтениями пользователя. Их покрытие из материала корпуса обеспечивает пожаробезопасность в случае неисправности электрооборудования.Они обладают противовзрывными свойствами и не подвержены коррозии благодаря прочному гальваническому покрытию.
Их покрытие из материала корпуса обеспечивает пожаробезопасность в случае неисправности электрооборудования.Они обладают противовзрывными свойствами и не подвержены коррозии благодаря прочному гальваническому покрытию. Получите лучшие варианты от проверенных поставщиков и производителей по всему миру.
Получите лучшие варианты от проверенных поставщиков и производителей по всему миру. Сварочный кабель из 9% меди. Состоит из одной неизолированной медной жилы с резиновой изоляционной оболочкой. Устойчивы к маслам, химическим веществам, воде, озону и растворителям. Отрежьте до нужной пользовательской длины.
Сварочный кабель из 9% меди. Состоит из одной неизолированной медной жилы с резиновой изоляционной оболочкой. Устойчивы к маслам, химическим веществам, воде, озону и растворителям. Отрежьте до нужной пользовательской длины. Также доступны 50 футов в коробке или могут быть обрезаны до нужной длины.
Также доступны 50 футов в коробке или могут быть обрезаны до нужной длины.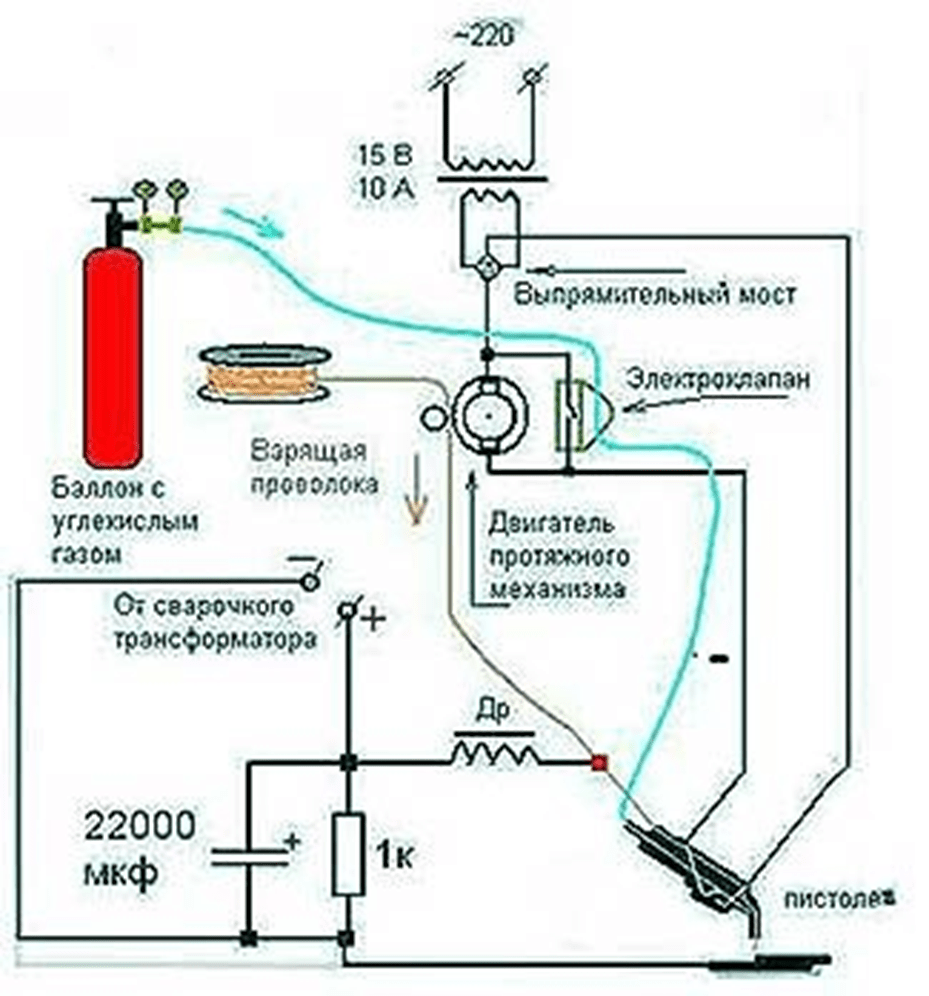 Состоит из одной неизолированной медной жилы с резиновой изоляционной оболочкой.Доступны в коробках длиной 50 футов или могут быть обрезаны до желаемой пользовательской длины.
Состоит из одной неизолированной медной жилы с резиновой изоляционной оболочкой.Доступны в коробках длиной 50 футов или могут быть обрезаны до желаемой пользовательской длины.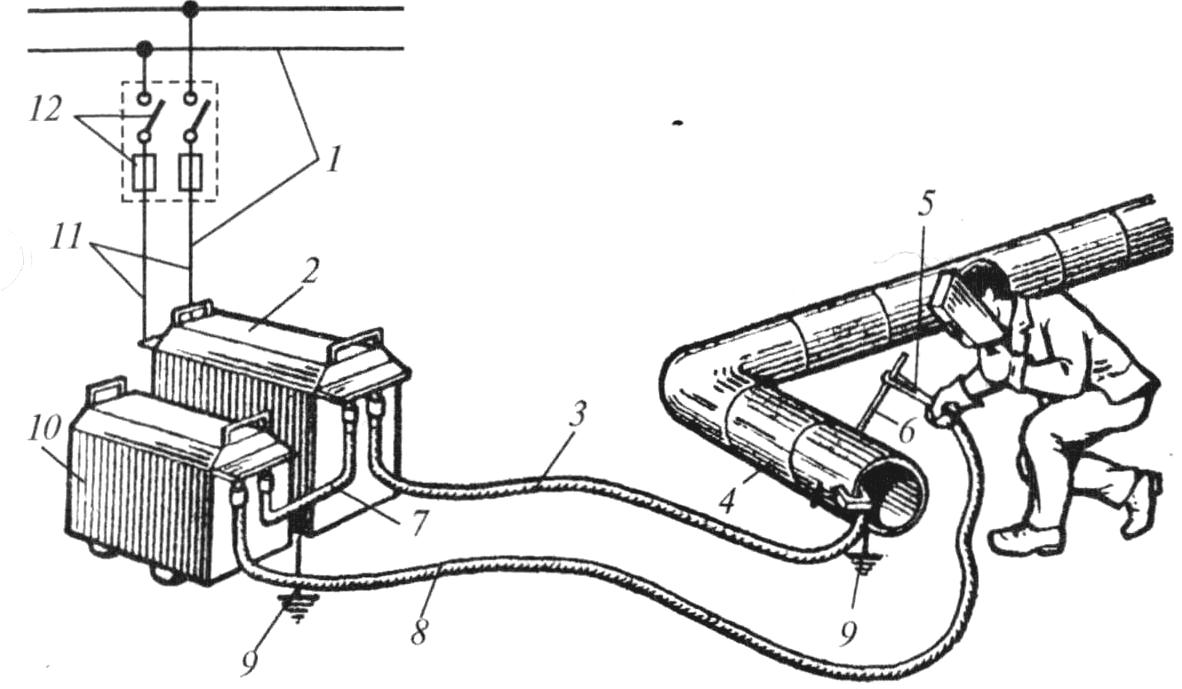 Кабель с 2 электродами с держателем и рабочий кабель длиной 50 футов с зажимом. 200 ампер, 100% рабочий цикл.
Кабель с 2 электродами с держателем и рабочий кабель длиной 50 футов с зажимом. 200 ампер, 100% рабочий цикл. Если приводные ролики не двигаются при нажатии на спусковой крючок пистолета, это может быть связано с неисправностью реле механизма подачи или поломкой реле.Если при нажатии на спусковой крючок нет реакции, это может быть из-за обрыва управляющего провода. Если вы используете адаптер для подключения пистолета к механизму подачи, проблемы с подачей проволоки могут быть вызваны плохим соединением адаптера. Неправильная установка направляющей трубки также может вызвать проблемы с подачей проволоки, поскольку она может препятствовать правильной подаче проволоки с приводных роликов в горелку.
Если приводные ролики не двигаются при нажатии на спусковой крючок пистолета, это может быть связано с неисправностью реле механизма подачи или поломкой реле.Если при нажатии на спусковой крючок нет реакции, это может быть из-за обрыва управляющего провода. Если вы используете адаптер для подключения пистолета к механизму подачи, проблемы с подачей проволоки могут быть вызваны плохим соединением адаптера. Неправильная установка направляющей трубки также может вызвать проблемы с подачей проволоки, поскольку она может препятствовать правильной подаче проволоки с приводных роликов в горелку. Правильное натяжение приводного ролика также важно для обеспечения плавной подачи проволоки. Слишком сильное натяжение может сломать проволоку или привести к ее отслаиванию и повреждению вкладыша.
Правильное натяжение приводного ролика также важно для обеспечения плавной подачи проволоки. Слишком сильное натяжение может сломать проволоку или привести к ее отслаиванию и повреждению вкладыша.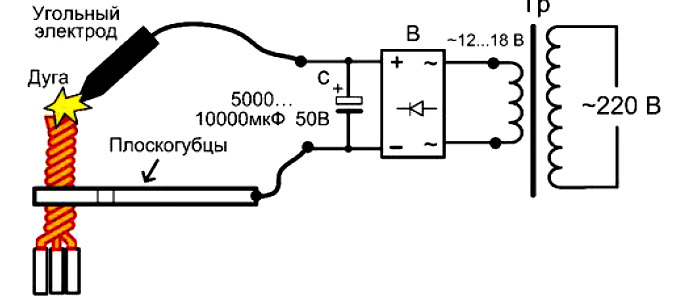 Если у вас возникли проблемы с подачей проволоки, проверьте контактный наконечник, чтобы убедиться, что он не изношен и на нем нет мусора.
Если у вас возникли проблемы с подачей проволоки, проверьте контактный наконечник, чтобы убедиться, что он не изношен и на нем нет мусора.