Сварочный преобразователь ПД-101 — Оборудование для ручной дуговой сварки
Найдя на форуме интересную для себя информацию, решил поделиться тем, что может еще — кому-нибудь пригодиться.
Большинство из нас (ИМХО) — люди с ограниченными ресурсами. Поэтому для своих мастерских оборудование покупаем не тогда, когда хочется, а когда предоставляется возможность купить недорого хорошую вещь. Причем на свойства вещи смотреть возможностей и времени не всегда хватает.
Мы давно хотели толковый сварочный аппарат. По случаю приобрели НЕЧТО, скорее всего имеющее оборонные корни. Сварочный преобразователь.
Функционально — трехфазный асинхронный двигатель 7,5 кВт и коллекторный сварочный генератор постоянного тока до 135 А с регулировкой. Все это в едином корпусе с 2 мя колесами. Масса около 200 кг.
Покупку перебрал, смазал подшипники единого! вала двигателя и генератора — всего2 шт на весь аппарат. При попытке установить крышку подшипника на болты без гроверов болты стали цеплять за двигатель.
Перебрал все окисленные контакты и рубильник. Подключаю к сети 380В — движок крутит с положенными почти 3000 об/мин. На генераторе напряжение 0,1 в. Обидно.
Снова все перебрал. Генератор ток давать отказывается.
Перерыл массу литературы. В одном старом учебнике по электротехнике нашел, что остаточный магнитизм статора со временем исчезает. Лечится просто. Я подключил, соблюдая полярность на выход генератора автомобильный аккумулятор 12в. Генератор покрутился ок. 1 мин.
Включаю. Ура — напряжение генератора — 79 В.
Почему-то на электрод даже при выключенном рубильнике станка, но включено вилке в сеть существовало напряжение ок 150 в. При замыкании на «землю» искрит — опасно.
Выкинул один из контактов конденсаторов с клеммы фазы — все ОК.
Теперь имею хорошую сварку.
Плюсы данного генератора:
Б/м транспортабелен.
Равномерная нагрузка — при КЗ электрода лампочки освещения не мигают.
Выбор прямой или обратной полярности позволяет регулировать соотношение глубины провара/расхода электрода.
Варю 2, 3 и 4.
Постоянный ток позволяет легче зажигать дугу.
ПР 60%
Минусы:
Тяжел.
Необходимо 380 В.
КПД менее 45%
необходим контроль щеток и коллектора
УСТАНОВКА УДЗ-101 ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ И ЗАРЯДКА
Установка УДЗ-101 (рис. 1.21.6) предназначена для однопостовой ручной дуговой сварки постоянным током, а также для заряда, разряда и проведения контрольно-тренировочных циклов аккумуляторных батарей.
Установка УДЗ-101 для ручной дуговой сварки и заряда состоит из сварочного преобразователя ПД-101 и зарядно-разрядного устройства УЗР-15.
Преобразователь сварочный ПД-101
Преобразователь ПД-101 предназначен для ручной дуговой электросварки., наплавки и резки металлов постоянным током от 15 до 135 Л с помощью металлического электрода, а также для питания зарядно-разрядного устройства УЗР-15, предназначенного для заряда аккумуляторных батарей напряжением до 24 В.
Преобразователь предназначен для работы на открытом воздухе на высоте не более 1000 м над уровнем моря при температуре окружающего воздуха от —40 (без выпадения инея и росы) до +40° С и относительной влажности до 90% при температуре +20° С и не более 50% при температуре +40° С.
ПД-101—однокорпусный преобразователь защищенного исполнения с само-вентиляцией на шарикоподшипниках. Состоит из индуктора генератора с глазными и добавочными полюсами, якоря, статора двигателя, пусковой и регулирующей аппаратуры.
Преобразователь может нормально работать только при направлении вращения, указанном стрелкой на его щите (против хода часовой стрелки, если смотреть со стороны коллектора).
Доска зажимов для подключения сварочного кабеля установлена на корпусе индуктора. Регулятор тока сварочного генератора выполнен съемным; установлен на корпусе генератора. Съемный реостат позволяет регулировать сварочный ток с расстояния 20 м. Максимальный ток реостата—4 А.
Пусковая и регулировочная аппаратура смонтирована в отдельных кожухах на корпусе преобразователя. Пусковая аппаратура состоит из пакетного выключателя, предназначенного для пуска двигателя. Регулирующая аппаратуре, состоит из регулировочного реостата, предназначенного для регулирования величины сварочного тока. На корпусе преобразователя также смонтирована доска зажимов для подключения сети и доска переключений «треугольник-звезда».
Ходовая часть преобразователя состоит из двух обрезиненных колес сзад:т и передней опоры. С помощью ходовой части преобразователь можно перемещать на небольшие расстояния.
Сварочный преобразователь ПД-101—источник питания сварочной дуги, в котором сварочный генератор ГД-101 приводится в действие от встроенной: асинхронного двигателя. Ротор двигателя находится на одном валу с якорем генератора.
Характеристика Преобразователи с самовозбуждением: и последовательной размагничивающей обмоткой
ПД-101
Тип генератора ГД-101
Номинальный сварочный ток, А 125
Напряжение холостого хода, В 80
Пределы регулирования сварочного тока, А 15—135
Мощность преобразователя, кВт 7,5
Скорость вращения якоря, об/мин 2910
КПД преобразователя, % 60
Масса, кг 222
Изменено пользователем NBV(SPB)Устройство сварочного генератора, принцип работы, типы, характеристики, схема, ремонт
Сварочный генератор – это автономная установка, применяемая для проведения сварки в условиях отсутствия полноценного источника электроэнергии. Данный агрегат гармонично сочетает в себе две важнейшие функции: организует независимое электроснабжение и вырабатывает сварочный ток определенных параметров.
Его использование позволяет проводить ремонтные и монтажные работы любой сложности там, где снабжение электричеством происходит с перебоями или невозможно вообще в силу отсутствия соответствующих линий. Кроме этого, такой аппарат часто незаменим и в быту, например, в качестве автономной системы освещения или для проведения срочной сварки.
Конструктивно устройство сварочной установки представлено генератором тока и приводным топливным двигателем, которые объединены рядом контролирующих и управляющих узлов и систем. К ним относятся: реостат для отладки сварочного тока, якорь, топливная емкость, пульт управления, коллектор, корпус, токосъемный механизм, капот со шторами и кровлей.
Стоит отметить, что в целом принцип работы сварочного генератора аналогичен действию других подобных установок. Однако у данного аппарата имеется одно главное отличие – наличие такого узла, как якорь, вращаемый посредством двигателя. Благодаря этому он вырабатывает электрическую энергию с постоянными характеристиками, что позволяет обеспечить стабильную и непрерывную сварочную дугу.
Главные эксплуатационные преимущества сварочных генераторов:
- компактность, мобильность;
- высокая надежность, функциональность;
- небольшой уровень шума;
- работа в сложных условиях и в режиме высоких нагрузок;
- удобный, недорогой и независимый источник питания;
- продолжительная эксплуатация в автономном режиме;
- стабильная генерация электротока с определенными параметрами.
Типы сварочных генераторов
Приобретая такую технику, следует осознавать, что она предназначена для производства определенного объема электричества, которое нужно для сварки. В связи с этим все конкретные требования потребителя должны совпадать с эксплуатационными возможностями оборудования. В противном случае его эффективная работа невозможна. В зависимости от технических и функциональных характеристик, выделяют следующие типы сварочных генераторов:
- Трансформаторы – удобные в работе и компактные агрегаты, выдающие переменный ток и отличающиеся доступной стоимостью.
- Выпрямители – станции, предназначенные для производства постоянного тока. Это оборудование используется для получения качественных сварочных швов и обработки деталей из нержавеющей стали.
- Инверторы – устройства с функцией высокоточной настройки рабочих параметров. Чаще всего применяются для сваривания в автоматическом или аргонодуговом режиме.
Также в продаже имеются сварочные генераторы, классифицируемые по виду используемого топлива на:
Эти установки характеризуются небольшой мощностью и доступной ценой. Они непригодны для длительных работ в сложных условиях, но считаются наилучшим решением для периодического применения в быту. Отличаются оптимальными габаритами и малым весом, при работе производят мало шума, не загрязняют окружающую среду.
Главные характеристики таких агрегатов – высокая надежность в эксплуатации и солидный спектр мощностей. Благодаря этому дизельные установки отличаются значительным рабочим ресурсом и возможностью функционирования при низкой температуре, а, следовательно, и более высокой рыночной стоимостью. Но их эксплуатация обходится значительно дешевле, чем оборудования, работающего на бензине.
Характеристики сварочных генераторов
Помимо вышеперечисленных критериев, существует еще ряд важных характеристик, которые напрямую влияют на работу сварочных генераторов. Во-первых, это мощность. Данный показатель указывается производителем в прилагаемом техпаспорте в кВт или кВа. Специалисты рекомендуют подбирать агрегат с определенным запасом мощности, поскольку никогда не известно, какие задачи по сварке понадобится выполнить в будущем.
Во-вторых, защита от пыли и влажности. Современные требования безопасности категорически запрещают работу на бытовых и профессиональных сварочных генераторах в условиях проливного дождя, поскольку велик риск заработать электрический шок и испортить оборудование. Именно поэтому большинство станций имеет класс защиты от «одиночных капель и крупных частиц дождя», также встречаются установки с защитой от «косого дождя».
В-третьих, ремонтопригодность. Прежде чем начать беседу с продавцом о всех прелестях определенной модели, рационально узнать, – где, кем и на каких условиях оказывается техническая поддержка и проводится гарантийный ремонт. Важным критерием является и комплектация. Если оборудование предназначено для ручной переноски, оно должно оснащаться соответствующим чемоданчиком. Также стоит обратить внимание на следующие показатели:
- тип и стартовая сила тока;
- рабочее и холостое напряжение;
- диаметр электродов;
- продолжительность включения;
- рабочая температура;
- вес, размер, транспортабельность.
Работа сварочного генератора
Многофункциональность генерирующей техники, т.е. возможность использовать ее как независимую электростанцию, и как аппарат для сварки, обеспечивает комфорт и мобильность процесса, а также существенно сокращает время на его подготовку. Такой агрегат достаточно заправить топливом, и он уже готов к сварке. В то время, как подготовка к работе обычного сварочного оборудования (прокладка кабелей, подключение, отладка) занимает намного больше времени, что весьма неудобно.
Практически всегда выгоднее приобрести именно сварочный генератор, а не автономную станцию и отдельно установку для сварки. Ведь часто случается так, что топливный агрегат не обеспечивает работу сварочного аппарата по причине нехватки мощности. А вот генератор для сварки рассчитан на определенную мощность и эксплуатацию в широком спектре температур, что при правильном подборе гарантирует отличное качество созданных швов.
Также немаловажен факт, что подобные установки предназначены для обработки разных металлов в различных, порой сложных климатических условиях. Кроме того, именно в автономных системах предусмотрены разнообразные защитные функции, микропроцессорное управление и возможность автоматической отладки напряжения. Благодаря этому такое оборудование отличается универсальностью, высокой производительностью и безопасностью.
Схемы сварочных генераторов
Современная промышленная индустрия предлагает широкий ассортимент моделей этих установок. Схемы сварочных генераторов, определяющие принципы их функционирования и управления, выполняются в различных модификациях и отличаются внешними характеристиками. Сегодня практически все известные производители используют собственные наработки в данной сфере.
Такой подход весьма полезен для конечных потребителей, поскольку обеспечивает возможность выбрать продукцию не только с учетом планируемых работ, но и по бюджету. В настоящее время наибольшим спросом пользуется оборудование, функционирующее по типу независимого или самовозбуждения и следующим схемам:
- универсальная;
- с падающей характеристикой;
- с жесткой или пологопадающей характеристикой.
Ремонт сварочного генератора
Несмотря на то, что сварочный генератор отличается высокими техническими характеристиками и степенью надежности, иногда, как и все электромеханическое оборудование, он ломается. Причины выхода аппарата из строя могут быть разными: некачественное топливо, ненадлежащее обслуживание, некорректно установленный режим работы и т.д.
Чтобы избежать неожиданного отказа сварочного генератора и последующей остановки работ на объекте, необходимо своевременно проводить его техническое обслуживание и по возможности устранять выявленные неисправности. Как правило, к каждому аппарату прилагается инструкция, в которой подробно описываются самые распространенные проблемы и методы их решения.
Однако самостоятельный ремонт сварочного генератора требует определенных познаний в сферах электрики и механики. Если таковых не имеется, лучше остановиться на стандартном профилактическом обслуживании, а все остальное доверить профессионалам сервисных центров. Подобное распределение ответственности, несомненно, позволит увеличить срок службы сварочного генератора от любого производителя. Типичные работы по устранению дефектов можно разделить на две основные группы:
- Ремонт двигателя
Обычно предусматривает периодическую проверку и при необходимости замену поршневых колец. Срок непрерывной эксплуатации данных элементов сварочного генератора указывается в инструкции. Поэтому если при разборе двигателя выявляется изношенность этих запчастей, их следует заменить. Дальнейшая пригодность к службе или необходимость смены смазки для двигателя и свечи также определяется путем визуального осмотра;
- Ремонт электрики
Чаще всего такие работы заключаются в замене истертых токосъемных щёток и перематывании обмоток в ситуации межвиткового замыкания. Даже если выявлен износ только одной щетки, обязательно меняют сразу обе. Именно для этого типовой ремнабор комплектуется парой запасных. Еще одним распространённым дефектом является поломка валовых подшипников или их прокрутка внутри корпуса. Подобные неисправности сварочного генератора сопровождаются ощутимым шумом и повышенной температурой.
Сварочный преобразователь. Питание Преобразователь сварочный пд
Цель работы:изучить структуру белых, серых, ковких и высокопрочных чугунов, ознакомиться с их основными свойствами, маркировкой, зависимостью свойств чугунов от их структуры.
Рисунок 1Диаграмма системы сплавов Fe–C
Рисунок 2Классификация чугуна по строению
Опишем в отдельности каждый вид чугуна. Как видно из рисунка №2 всего 9 разновидностей чугунов по металлической основе и форме графитных включений.
Серый чугун маркируется буквами СЧ и цифрами, характеризующими величину временного сопротивления при испытаниях на растяжение. Марки, механические свойства и ориентировочный составсерых чугунов приведен в табл.
По мере округления графитных включений их отрицательная роль как надрезов металлической основы снижается, и механические свойства чугуна растут. Округленная форма графита достигается модифицированием. Модификаторами чугуна служат SiCa, FeSi, Al, Mg. При использовании в качестве модификатора магния в количестве до 0,5 %, вводимого перед разливкой, получают высокопрочный чугун с шаровидной формой включений графита.
Механические свойства и состав (%) серых чугунов
по ГОСТ 14120–85
| Марка чугуна | σ в, МПа, не менее | Твёрдость НВ, не более | Состав, %, не более | ||||
| С | Si | Mn | P | S | |||
| СЧ 10 | 3,5–3,7 | 2,2–2,6 | 0,5–0,8 | 0,3 | 0,15 | ||
| СЧ 15 | 3,5–3,7 | 2,0–2,4 | 0,5–0,8 | 0,2 | 0,15 | ||
| СЧ 20 | 3,3–3,5 | 1,4–2,4 | 0,7–1,0 | 0,2 | 0,15 | ||
| СЧ 25 | 3,2–3,4 | 1,4–2,4 | 0,7–1,0 | 0,2 | 0,15 | ||
| СЧ 30 | 3,0–3,2 | 1,3–1,9 | 0,7–1,0 | 0,2 | 0,12 | ||
| СЧ 35 | 2,9–3,0 | 1,2–1,5 | 0,7–1,1 | 0,2 | 0,12 |
Маркируется высокопрочный чугун буквами ВЧ и числом, характеризующим величину временного сопротивления, например ВЧ 35. Механические свойства некоторых высокопрочных чугунов приведены в табл. Из высокопрочных чугунов изготавливают ответственные детали: зубчатые колеса, коленчатые валы.
Минимальные механические свойства и твердость
высокопрочных чугунов по ГОСТ 7293–85
| Марка чугуна | σ в | σ 0,2 | δ | Твердость НВ | |
| МПа | % | ||||
| ВЧ 35 | 140–170 | ||||
| ВЧ 40 | 140–202 | ||||
| ВЧ 45 | 140–225 | ||||
| ВЧ 50 | 153–145 | ||||
| ВЧ 60 | 192–277 | ||||
| ВЧ 70 | 228–302 | ||||
| ВЧ 80 | 248–351 | ||||
| ВЧ 100 | 270–360 | ||||
Ковкий чугун маркируют буквами КЧ и цифрами временного сопротивления и относительного удлинения, например КЧ 35–10. В табл. 3 приведены марки, механические свойства и химический состав некоторых ковких чугунов. Отливки из ковких чугунов применяют для деталей, работающих при ударных и вибрационных нагрузках (картеры, редукторы, фланцы, муфты).
Механические свойства и химический состав (%) ковких чугунов
по ГОСТ 1215–79
СВАРОЧНЫЕ ГЕНЕРАТОРЫ И ПРЕОБРАЗОВАТЕЛИ
Источники питания постоянного тока подразделяются на две основные группы: сварочные преобразователи вращающегося типа (сварочные генераторы) и сварочные выпрямительные установки (сварочные выпрямители).
Генераторы постоянного тока подразделяются: по количеству питаемых постов — на однопостовые и многопостовые, по способу установки — на стационарные и передвижные, по роду привода — на генераторы с электрическим приводом и двигателями внутреннего сгорания, по конструктивному выполнению — на однокорпусные и двухкорпусные. По форме внешних характеристик сварочные генераторы могут быть с падающими, жесткими, пологопадающими характеристиками и комбинированного типа.
Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие по следующим трем основным схемам:
с независимым возбуждением и размагничивающей последовательной обмоткой;
с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
с расщепленными полюсами.
Ни один из трех видов генераторов с падающими внешними характеристиками не выделяется существенными преимуществами как по технологическим, так и по энергетическим и весовым показателям.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу де
Сварочный преобразователь.
Сварочный преобразователь представляет собой комбинацию электродвигателя переменного тока и сварочного генераторапостоянного тока. Электрическая энергия сети переменного тока преобразуется в механическую энергию электродвигателя, вращает вал генератора и преобразуется в электрическую энергию постоянного сварочного тока. Поэтому КПД преобразователя невелик: из-за наличия вращающихся частей они менее надежны и удобны в эксплуатации по сравнению с выпрямителями. Однако для строительно-монтажных работ использование генераторов имеет преимущество по сравнению с другими источниками благодаря их меньшей чувствительности к колебаниям сетевого напряжения.
Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. 11 показано устройство одно-постового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
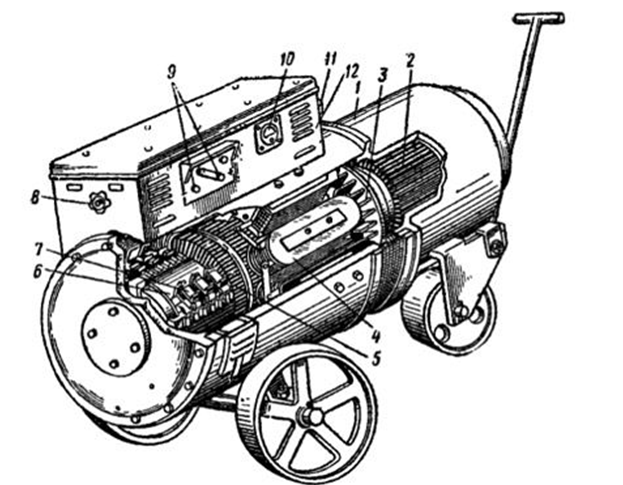
Рис.1 Схема сварочного преобразователя ПСО-500
1-Корпу
2-Электродвигатель
3-Вентелятор
4-Катушки полюсов
5-Якорь полюсов
6-Коллектор
7-Токо съемники
8- Маховичок для регулирования тока
9-сварочные клеммы
10-Амперметр
11-Пакетный выключатель
12-Коропка пускарегулирующей и контрольной аппаратуры преобразователя
Однопостовой сварочный преобразователь состоит из двух машин: из приводного электродвигателя 2 и сварочного генератора постоянного тока, расположенных в общем корпусе 1. Якорь 5 генератора и ротор электродвигателя расположены на общем валу, подшипники которого установлены в крышках корпуса преобразователя. На валу между электродвигателем и генератором находится вентилятор 3, предназначенный для охлаждения агрегата во время его работы. Якорь генератора набран из тонких пластин электротехнической стали толщиной до 1 мм и снабжен продольными пазами, в которых уложены изолированные витки обмотки якоря. Концы обмотки якоря припаяны к соответствующим пластинам коллектора 6. На полюсах магнитов насажены катушки 4 с обмотками из изолированной проволоки, которые включаются в электрическую цепь генератора.
Генератор работает по принципу электромагнитной индукции. При вращении якоря 5 его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который при помощи коллектора 6 преобразуется в постоянный; с щеток токосъемника 7, при нагрузке в сварочной цепи, ток течет с коллектора к зажимам 9.
Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе 1 в общей коробке 12.
Преобразователь включается пакетным выключателем 11. Плавное регулирование величины тока возбуждения и регулирование режима работы сварочного генератора производят реостатом в цепи независимого возбуждения маховичком8. С помощью перемычки, соединяющей дополнительный зажим с одним из положительных выводов от последовательной обмотки, можно устанавливать сварочный ток для работы до 300 и до 500 А. Работа генератора на токах, превышающих верхние пределы (300 и 500 А), не 2эекомендуется, так как возможен перегрев машины и нарушится система коммутации.
Величина сварочного тока определяется амперметром 10, шунт которого включен в цепь якоря генератора, смонтированного внутри корпуса преобразователя.
Обмотки генератора выполняют из меди или алюминия. Алюминиевые шины армируют медными пластинками. Для защиты от радиопомех, возникающих при работе генератора, применен емкостный фильтр из двух конденсаторов.
Перед пуском преобразователя в работу необходимо проверить заземление корпуса; состояние щеток коллектора; надежность контактов во внутренней и внешней цепи; штурвал реостата повернуть против часовой стрелки до упора; проверить, не касаются ли концы сварочных проводов друг друга; установить перемычку на доске зажимов соответственно требуемой величине сварочного тока (300 или 500 А).
Пуск преобразозателя осуществляется включением двигателя в сеть (пакетным выключателем 11). После подсоединения к сети необходимо проверить направление вращения генератора (если смотреть со стороны коллектора, ротор должен вращаться против часовой стрелки) и в случае необходимости поменять местами провода в месте их подключения к питающей сети.
Для пояснения принципа работы сварочного преобразователя рассмотрим упрощенную электрическую схему преобразователя ПСО-500 (рис. 2). Асинхронный электродвигатель 1 с коротко-замкнутым ротором имеет три обмотки статора, включенные по схеме «звезда» (380 в). Пакетный выключатель 2 служит для включения электродвигателя в сеть трехфазного переменного тока напряжением 380 в. Четырех полюсный сварочный генератор 8 имеет обмотку 5 независимого возбуждения и последовательную размагничивающую обмотку 7, обеспечивающую падающую внешнюю характеристику генератора. Обмотки 5 и 7 расположены на разных полюсах. Независимая обмотка возбуждения 5 питается постоянным током от селенового выпрямителя 4, включенного в сеть питания обмоток электродвигателя через стабилизатор напряжения (однофазный трансформатор) 3 и включается одновременно с пуском электродвигателя.
Сварочный ток регулируется реостатом 6, включенным в цепь независимой обмотки возбуждения 5. Величина тока измеряется амперметром 9. Сварочная цепь подключается к зажимам доски 10, на которой имеется перемычка, переключающая секции последовательной обмотки 7 на два диапазона сварочного тока: до 300 а и до 500 а. Конденсаторы 11 устраняют радиопомехи, возникающие при работе преобразователя.
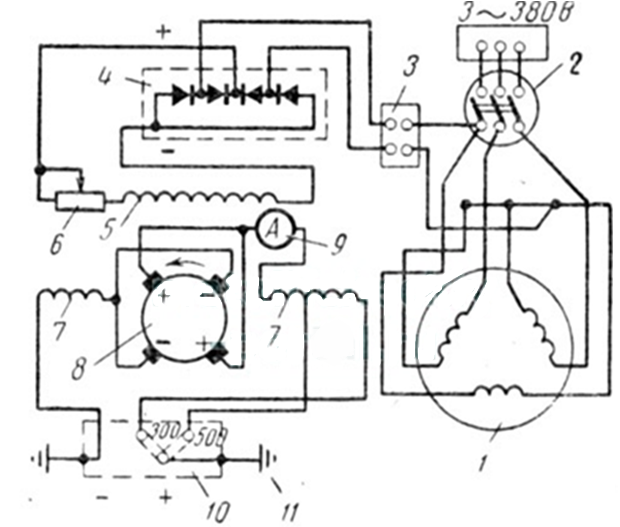
(Рис.2) Принципиальная электрическая схема сварочного преобразователя ПСО-500
1- Асинхронный электродвигатель
2- Пакетный выключатель
3- Стабилизатор напряжения
4- Селеновый выпрямитель
5-обмотка независимым возбуждением
6- Регулируемый реостат
7- Последовательная размагничивающая обмотка
8- Четырех полюсный сварочный генератор
9-Амперметр
10- зажимы доски
11- Конденсаторы
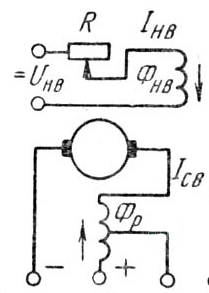
Принципиальная электрическая схема сварочного генератора с независимым возбуждением и размагничивающей последовательной обмоткой.
На рис.3 Дана схема генератора ГСО-500 с независимым возбуждением и размагничивающей последовательной обмоткой. Намагничивающая обмотка независимого возбуждения питается током от отдельного источника (сети переменного тока через полупроводниковый селеновый выпрямитель), а размагничивающая включена последовательно с обмоткой якоря так, что создаваемый ею магнитный поток Фр направлен навстречу магнитному потоку Фнв обмотки возбуждения. Ток Iнв в обмотке возбуждения, а следовательно, и величину магнитного потока Фнв в ней можно плавно изменять с помощью реостата R. Последовательная размагничивающая обмотка обычно секционирована, что позволяет применять ступенчатое регулирование сварочного тока изменением числа действующих ампер-витков в обмотке. Напряжение холостого хода генератора определяется током в обмотке независимого возбуждения. При увеличении сварочного тока Iсв возрастает магнитный поток Фр в размагничивающей обмотке, который, действуя встречно потоку Фнв обмотки независимого возбуждения, уменьшает напряжение в сварочной цепи, создавая падающую внешнюю характеристику генератора (рис. 146).
Изменяют внешние характеристики регулированием тока в обмотке независимого возбуждения и переключением числа витков размагничивающей обмотки. По этой схеме работают сварочные генераторы преобразователей ПСО-120, ПСО-800. Для получения жесткой внешней характеристики последовательные размагничивающие обмотки переключаются так, чтобы они действовали согласованно с обмоткой независимого возбуждения. По такой схеме работают генераторы преобразователей ПСГ-350 и ПСГ-500.
(Рис.3)схема Генератора с независимым возбуждением и размагничивающей последовательной обмоткой.
Генераторы для ручной дуговой сварки
Наиболее распространены коллекторные генераторы, устройство которого показано на рис. 5.8.
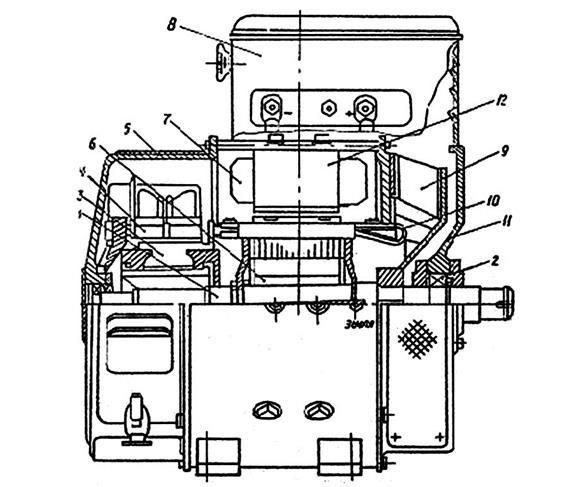
Рис. 5.8. Устройство коллекторного генератора: 1 – вал якоря; 2 – подшипники;
3 – коллектор; 4 – узел токосъема; 5 – задний щит; 6 – якорь; 7 – обмотка возбуждения; 8 – кожух реостата; 9 – вентилятор; 10 – обмотка якоря; 11 – передний щит; 12 – магнитный полюс
В настоящее время используются коллекторные генераторы с размагничивающей последовательной обмоткой, выпускаемые в двух модификациях: с независимым возбуждением и с самовозбуждением.
Обмотка независимого возбуждения, создающая намагничивающий магнитный поток Фв, получает питание от выпрямительного блока V, включенного в силовую сеть через феррорезонансный стабилизатор напряжения СН (рис. 5.9).
Генератор имеет четыре основных полюса N-S-N-S и два дополнительных полюса полярности S1–S2.
При пуске приводного двигателя намагничивающий магнитный поток независимой обмотки образует в обмотка якоря электродвижущую силу (ЭДС) положительной полярности со стороны полюсов N и отрицательной со стороны полюсов S. К этим местам на коллекторе якоря подводятся токосъемные угольные щетки а и в. Таким образом происходит выпрямление переменного тока, вырабатываемого генератором. После зажигания дуги ток якоря в последовательной обмотке возбуждения создает в полюсах генератора магнитный поток Фр, который будет направлен против магнитного потока Фв независимой обмотки.
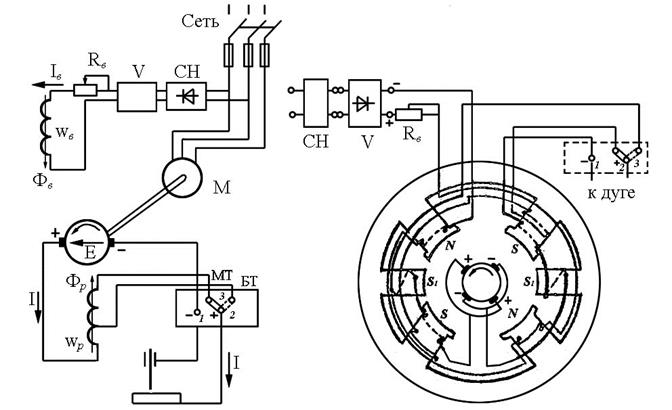
Рис. 5.9. Принципиальная схема и магнитная система генераторов с независимым возбуждением
В результате суммарный магнитный поток и ЭДС с увеличением сварочного тока будут уменьшаться и внешняя характеристика генератора будет крутопадающей. Плавное регулирование тока производится сопротивлением Rв, ступенчатое – изменением числа витков последовательной обмотки перемычкой 1-2-3.
По такой схеме работают генераторы преобразователей ПСО-120, ПСО-300А, ПСО-500, ПСО-800, ПД-501, ПД-502.
Генератор с самовозбуждением имеет параллельную намагничивающую обмотку возбуждения, которая получает питание от основной в и дополнительной с щеток токосъемника якоря (рис. 5.10).
При вращении якоря через щетки в и а в параллельную обмотку (самовозбуждения) начинает поступать ток, создавая магнитный поток Фв, который дополнительно индуктирует ЭДС в обмотке якоря, создавая через щетки а и в напряжение холостого хода на выходных зажимах генератора. При сварке в последовательной размагничивающей обмотке появится ток дуги, который создает размагничивающий магнитный поток Фр направленный против потока Фв и уменьшающий ЭДС генератора и напряжение на дуге. Совместные действия магнитных потоков обеспечивают падающую внешнюю характеристику генератора. Плавная регулировка сварочного тока осуществляется реостатом Rв, ступенчатая – переключением перемычкой 1–2–3 числа витков размагничивающей обмотки.
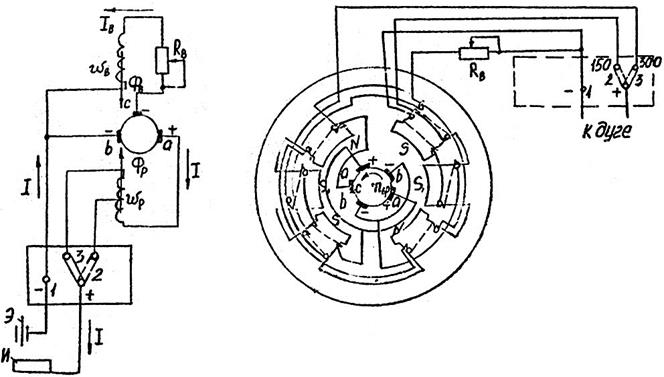
Рис. 5.10. Принципиальная схема и магнитная система генератора с
самовозбуждением с падающими внешними характеристиками
По такой схеме работают генераторы преобразователей ПД-101, ПСО-300, ПСО-315, ПС-500 и агрегатов АСБ-120, АСБ-300М, АДД-303, АДД-305,
АСД-300М, АДБ-300-7, АДБ-309, АДБ-311.
Агрегаты серии АСД и АДД имеют дизельный двигатель модели Д144, серии АДБ – карбюраторный двигатель модели ЗМЗ-320-01.
Промышленность выпускала также агрегаты с генераторами с самовозбуждением, отличающиеся от вышеописанных наличием четырех основных и четырех дополнительных полюсов и принципиальной электросхемой. Такие генераторы применяются в составе сварочных агрегатов ПАС-400, АСД-3-1, АСДП-500.
В последнее время разработаны вентильные сварочные генераторы (ВСГ). Наибольшее распространение получили вентильные сварочные генераторы типов ГД-312, ГД-314, ГД-316 и др. Они изготавливаются на базе трехфазной индукторной электрической машины.
Вентильный генератор ГД-316 У2изображен на рис. 5.11.
Он представляет собой двухпакетную индукторную машину повышенной частоты с выпрямительным блоком и распределительным устройством. Статор генератора представляет собой два пакета 4 из листовой электротехнической стали, закрепленных внутри трубчатого корпуса. В пазах обоих пакетов уложена трехфазная силовая обмотка 10. Ротор машины представляет собой массивный вал 9 с двумя зубчатыми пакетами из электротехнической стали. Зубцы одного пакета сдвинуты относительно другого на 22,5° (половину зубцового деления). Неподвижная обмотка возбуждения 5 размещается между пакетами ротора и жестко крепится к корпусу машины с помощью специальных пальцев. Выпрямительный блок 2 состоит из двух комплектов вентилей БВП-19-230, собранных по трехфазной мостовой схеме, он установлен в трубе, через которую вентилятор 8 протягивает поток воздуха для охлаждения вентилей и генератора в целом. Распределительное устройство собрано в коробке 1, здесь находятся трансформаторы и диоды системы возбуждения, доска зажимов для подключения сварочных проводов, переключатель диапазонов 7 и розетка 3 для подключения реостата 6 дистанционного регулирования тока.

Рис. 5.11.Вентильный генератор ГД-316 У2
Принцип действия генератора изучим по его схеме (рис. 5.12). Самовозбуждение индукторного генератора G при пуске обеспечивается остаточным магнитным потоком, который индуцирует в силовой обмотке ОС переменную ЭДС величиной 5–7 В. При помощи трансформатора напряжения Т1эта ЭДС через вентили V1и V2прикладывается к обмотке возбуждения ОВ, по которой протекает ток, усиливающий магнитный поток возбуждения.
ЭДС генератора постепенно увеличивается и достигает установившегося значения напряжения холостого хода, которое настраивается реостатом R1. С появлением нагрузки обмотку возбуждения через вентиль V4 начинает питать трансформатор тока Т2. С ростом тока нагрузки ЭДС трансформатора T1 снижается, а трансформатора T2 – увеличивается, что и гарантирует надежное возбуждение при любых режимах работы: от холостого хода до короткого замыкания. В те интервалы переменного тока, когда напряжение трансформаторов существенно снижается, ток в обмотке возбуждения поддерживается энергией ее магнитного поля, замыкаясь через диод V3, благодаря чему обеспечивается непрерывность возбуждения. Индуктированное в силовых обмотках трехфазное переменное напряжение выпрямляется диодными блоками VD1, VD2 и подается на нагрузку. От коммутационных перенапряжений блоки защищены резистором R3.
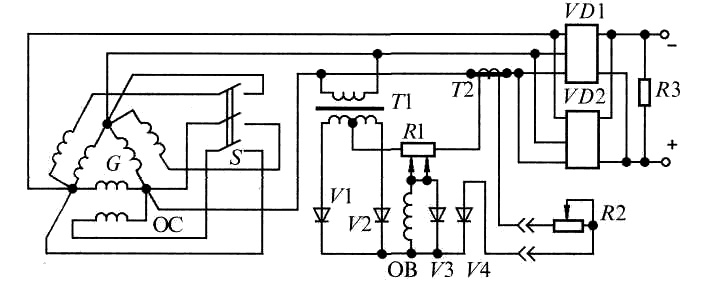
Рис. 5.12. Принципиальная схема генератора ГД-316 У2
Естественные внешние характеристики генератора с питанием обмотки возбуждения от одного только трансформатора T1 имеют форму, неблагоприятную для начального зажигания. Именно поэтому обмотку возбуждения питают еще и от трансформатора T2, вводя таким образом положительную обратную связь по току, которая должна компенсировать снижение ЭДС трансформатора T1 с ростом нагрузки, а также размагничивающее действие потоков рассеяния и реакции якоря. При положительной связи с ростом сварочного тока увеличивается ток возбуждения и ЭДС генератора, в результате чего формируются более пологие характеристики. Изменяя сопротивление реостата R2, тем самым меняют глубину обратной связи, т.е. регулируют ток. Грубое регулирование выполняется переключателем S, при его размыкании можно вместо двух параллельно работающих в каждой фазе силовых обмоток оставить под нагрузкой только одну. При этом вдвое увеличится индуктивное сопротивление генератора и уменьшится ток. Другие конструкции вентильных генераторов мало отличаются от описанного генератора ГД-316.
Вентильные сварочные генераторы типа ГД, как выпускавшиеся ранее
(ГД-308, ГД-311, ГД-312 и др.), так и производимые в настоящее время (ГД-2001, ГД‑2002, ГД-2501, ГД-2507, ГД-316, ГД-3121, ГД-4002, ГД-4003 и др.), входят в состав сварочных агрегатов с бензиновыми (АДБ-313, АДБ-317, АДБ-318, АДБ-3123, АДБ-3128, АДБ-4х2501 и др.) и дизельными (АДД-3115, АДД-3116, АДД-4002, АДД-4003, АДД-2х2501, АДД-4х2502, АДД-502, АДД-504 и др.), приводными двигателями внутреннего сгорания, а также в состав навесных сварочных установок (УСН, САТ и др.), в которых вращение генераторов осуществляется от приводов тракторов. Они предназначены в основном для питания одного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током в полевых условиях. Причем следует иметь в виду то, что вентильные генераторы типа ГД могут работать только при направлении вращения ротора, указанном заводом-изготовителем стрелкой.
Дата добавления: 2017-11-21; просмотров: 4398;
Похожие статьи:
Выпрямитель сварочный универсальный ВДУ-1601
Универсальный сварочный выпрямитель ВДУ-1601 используется как источник сварочного тока при автоматической сварке под слоем флюса, а также при ручной дуговой сварки (ММА), резки и наплавки на постоянном сварочном токе.
Выпрямитель может использоваться для воздушно-дуговой резки или строжки специальным угольным электродом. Сварочный выпрямитель ВДУ-1601 – это регулируемый источник питания, с жесткой регулируемой пологопадающей вольтамперной характеристикой.
Регулировка сварочных параметров происходит благодаря плате управления в выпрямителе. ВДУ-1601 имеет мощный силовой трансформатор, плату управления и современный выпрямительный тиристорно-диодный модуль с усовершенствованной системой воздушного охлаждения.
Технические характеристики выпрямителя сварочного ВДУ-1601
Наименование параметра | ВДУ-1601 |
Питание сети | 380 В, 50 Гц, 3 фазы |
Первичная мощность, кВА, не более | 132 |
Напряжение холостого хода, В, не более | 85 |
Пределы регулирования сварочного тока, А (ПВХ/ЖВХ) | 250…1600/300…1600 |
Номинальное рабочее напряжение, В | 56 |
Пределы регулирования рабочего напряжения, В (ПВХ/ЖВХ) | 30…56/30…56 |
Номинальная продолжительность работы, ПВ, % | 100 |
Коэффициент полезного действия, %, не менее | 79 |
Масса, кг, не более | 600 |
Смотрите также Источники и выпрямители для полуавтоматической и автоматической сварки:
Генераторы для ручной дуговой сварки — КиберПедия
Наиболее распространены коллекторные генераторы, устройство которого показано на рис. 5.8.
Рис. 5.8. Устройство коллекторного генератора: 1 – вал якоря; 2 – подшипники;
3 – коллектор; 4 – узел токосъема; 5 – задний щит; 6 – якорь; 7 – обмотка возбуждения; 8 – кожух реостата; 9 – вентилятор; 10 – обмотка якоря; 11 – передний щит; 12 – магнитный полюс
В настоящее время используются коллекторные генераторы с размагничивающей последовательной обмоткой, выпускаемые в двух модификациях: с независимым возбуждением и с самовозбуждением.
Обмотка независимого возбуждения, создающая намагничивающий магнитный поток Фв, получает питание от выпрямительного блока V, включенного в силовую сеть через феррорезонансный стабилизатор напряжения СН (рис. 5.9).
Генератор имеет четыре основных полюса N-S-N-S и два дополнительных полюса полярности S1–S2.
При пуске приводного двигателя намагничивающий магнитный поток независимой обмотки образует в обмотка якоря электродвижущую силу (ЭДС) положительной полярности со стороны полюсов N и отрицательной со стороны полюсов S. К этим местам на коллекторе якоря подводятся токосъемные угольные щетки а и в. Таким образом происходит выпрямление переменного тока, вырабатываемого генератором. После зажигания дуги ток якоря в последовательной обмотке возбуждения создает в полюсах генератора магнитный поток Фр, который будет направлен против магнитного потока Фв независимой обмотки.
Рис. 5.9. Принципиальная схема и магнитная система генераторов с независимым возбуждением
В результате суммарный магнитный поток и ЭДС с увеличением сварочного тока будут уменьшаться и внешняя характеристика генератора будет крутопадающей. Плавное регулирование тока производится сопротивлением Rв, ступенчатое – изменением числа витков последовательной обмотки перемычкой 1-2-3.
По такой схеме работают генераторы преобразователей ПСО-120, ПСО-300А, ПСО-500, ПСО-800, ПД-501, ПД-502.
Генератор с самовозбуждением имеет параллельную намагничивающую обмотку возбуждения, которая получает питание от основной в и дополнительной с щеток токосъемника якоря (рис. 5.10).
При вращении якоря через щетки в и а в параллельную обмотку (самовозбуждения) начинает поступать ток, создавая магнитный поток Фв, который дополнительно индуктирует ЭДС в обмотке якоря, создавая через щетки а и в напряжение холостого хода на выходных зажимах генератора. При сварке в последовательной размагничивающей обмотке появится ток дуги, который создает размагничивающий магнитный поток Фр направленный против потока Фв и уменьшающий ЭДС генератора и напряжение на дуге. Совместные действия магнитных потоков обеспечивают падающую внешнюю характеристику генератора. Плавная регулировка сварочного тока осуществляется реостатом Rв, ступенчатая – переключением перемычкой 1–2–3 числа витков размагничивающей обмотки.
Рис. 5.10. Принципиальная схема и магнитная система генератора с
самовозбуждением с падающими внешними характеристиками
По такой схеме работают генераторы преобразователей ПД-101, ПСО-300, ПСО-315, ПС-500 и агрегатов АСБ-120, АСБ-300М, АДД-303, АДД-305,
АСД-300М, АДБ-300-7, АДБ-309, АДБ-311.
Агрегаты серии АСД и АДД имеют дизельный двигатель модели Д144, серии АДБ – карбюраторный двигатель модели ЗМЗ-320-01.
Промышленность выпускала также агрегаты с генераторами с самовозбуждением, отличающиеся от вышеописанных наличием четырех основных и четырех дополнительных полюсов и принципиальной электросхемой. Такие генераторы применяются в составе сварочных агрегатов ПАС-400, АСД-3-1, АСДП-500.
В последнее время разработаны вентильные сварочные генераторы (ВСГ). Наибольшее распространение получили вентильные сварочные генераторы типов ГД-312, ГД-314, ГД-316 и др. Они изготавливаются на базе трехфазной индукторной электрической машины.
Вентильный генератор ГД-316 У2изображен на рис. 5.11.
Он представляет собой двухпакетную индукторную машину повышенной частоты с выпрямительным блоком и распределительным устройством. Статор генератора представляет собой два пакета 4 из листовой электротехнической стали, закрепленных внутри трубчатого корпуса. В пазах обоих пакетов уложена трехфазная силовая обмотка 10. Ротор машины представляет собой массивный вал 9 с двумя зубчатыми пакетами из электротехнической стали. Зубцы одного пакета сдвинуты относительно другого на 22,5° (половину зубцового деления). Неподвижная обмотка возбуждения 5 размещается между пакетами ротора и жестко крепится к корпусу машины с помощью специальных пальцев. Выпрямительный блок 2 состоит из двух комплектов вентилей БВП-19-230, собранных по трехфазной мостовой схеме, он установлен в трубе, через которую вентилятор 8 протягивает поток воздуха для охлаждения вентилей и генератора в целом. Распределительное устройство собрано в коробке 1, здесь находятся трансформаторы и диоды системы возбуждения, доска зажимов для подключения сварочных проводов, переключатель диапазонов 7 и розетка 3 для подключения реостата 6 дистанционного регулирования тока.
Рис. 5.11.Вентильный генератор ГД-316 У2
Принцип действия генератора изучим по его схеме (рис. 5.12). Самовозбуждение индукторного генератора G при пуске обеспечивается остаточным магнитным потоком, который индуцирует в силовой обмотке ОС переменную ЭДС величиной 5–7 В. При помощи трансформатора напряжения Т1эта ЭДС через вентили V1и V2прикладывается к обмотке возбуждения ОВ, по которой протекает ток, усиливающий магнитный поток возбуждения.
ЭДС генератора постепенно увеличивается и достигает установившегося значения напряжения холостого хода, которое настраивается реостатом R1. С появлением нагрузки обмотку возбуждения через вентиль V4 начинает питать трансформатор тока Т2. С ростом тока нагрузки ЭДС трансформатора T1 снижается, а трансформатора T2 – увеличивается, что и гарантирует надежное возбуждение при любых режимах работы: от холостого хода до короткого замыкания. В те интервалы переменного тока, когда напряжение трансформаторов существенно снижается, ток в обмотке возбуждения поддерживается энергией ее магнитного поля, замыкаясь через диод V3, благодаря чему обеспечивается непрерывность возбуждения. Индуктированное в силовых обмотках трехфазное переменное напряжение выпрямляется диодными блоками VD1, VD2 и подается на нагрузку. От коммутационных перенапряжений блоки защищены резистором R3.
Рис. 5.12. Принципиальная схема генератора ГД-316 У2
Естественные внешние характеристики генератора с питанием обмотки возбуждения от одного только трансформатора T1 имеют форму, неблагоприятную для начального зажигания. Именно поэтому обмотку возбуждения питают еще и от трансформатора T2, вводя таким образом положительную обратную связь по току, которая должна компенсировать снижение ЭДС трансформатора T1 с ростом нагрузки, а также размагничивающее действие потоков рассеяния и реакции якоря. При положительной связи с ростом сварочного тока увеличивается ток возбуждения и ЭДС генератора, в результате чего формируются более пологие характеристики. Изменяя сопротивление реостата R2, тем самым меняют глубину обратной связи, т.е. регулируют ток. Грубое регулирование выполняется переключателем S, при его размыкании можно вместо двух параллельно работающих в каждой фазе силовых обмоток оставить под нагрузкой только одну. При этом вдвое увеличится индуктивное сопротивление генератора и уменьшится ток. Другие конструкции вентильных генераторов мало отличаются от описанного генератора ГД-316.
Вентильные сварочные генераторы типа ГД, как выпускавшиеся ранее
(ГД-308, ГД-311, ГД-312 и др.), так и производимые в настоящее время (ГД-2001, ГД‑2002, ГД-2501, ГД-2507, ГД-316, ГД-3121, ГД-4002, ГД-4003 и др.), входят в состав сварочных агрегатов с бензиновыми (АДБ-313, АДБ-317, АДБ-318, АДБ-3123, АДБ-3128, АДБ-4х2501 и др.) и дизельными (АДД-3115, АДД-3116, АДД-4002, АДД-4003, АДД-2х2501, АДД-4х2502, АДД-502, АДД-504 и др.), приводными двигателями внутреннего сгорания, а также в состав навесных сварочных установок (УСН, САТ и др.), в которых вращение генераторов осуществляется от приводов тракторов. Они предназначены в основном для питания одного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током в полевых условиях. Причем следует иметь в виду то, что вентильные генераторы типа ГД могут работать только при направлении вращения ротора, указанном заводом-изготовителем стрелкой.