Как отремонтировать сварочный инвертор своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom.com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное.
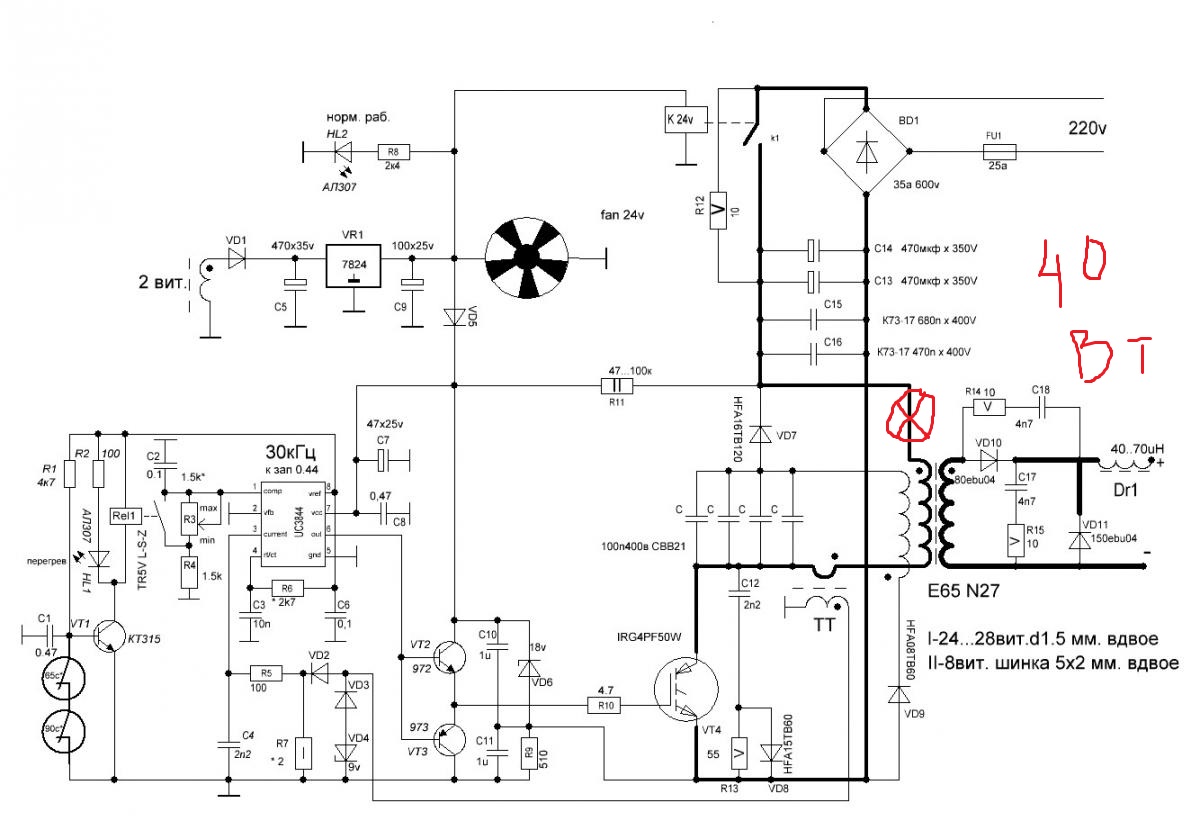
 Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
 Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.Как работает инвертор
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Сварочный инвертор своими руками и как его сделать максимально дешево
Намотка трансформатора медной жестью
Берем медную полоску жести 40 мм, толщиной 0.3 мм, начинаем делать намотку. В качестве термопрослойки подойдет обычная бумага с кассового аппарата, можно использовать и ксероксную бумагу, но она имеет немного хуже механические характеристики. Нужно чтобы она была прочная и не рвалась при намотке, более того, ее длина большая и работать будет удобнее.
Наматывать толстым проводом, как делают некоторые народные умельцы, нельзя, так как данное изобретение будет работать на высокочастотных токах, они не задействуют сердцевину в толстом проводнике. В итоге у нас получится сильный перегрев трансформатора, он не проработает даже несколько минут. Это называют «Skin эффектом» в высокочастотных приборах.
Убрать этот эффект несложно, достаточно просто использовать медную ленту, причем очень тонкую, она будет иметь большую площадь, за счет чего проводить ток и не нагреваться. Вторичную обмотку лучше будет скомпоновать из 3 полос меди, которые будут отделяться друг от друга фторопластовой прослойкой. Обмотка бумагой с кассового аппарата снова осуществляется как при первичной обмотке. Единственный недостаток такого материала – он будет темнеть при нагреве, хотя его физико-механические свойства не пропадают, поэтому пусть себе темнеет на здоровье.
Обмотка бумагой с кассового аппарата снова осуществляется как при первичной обмотке. Единственный недостаток такого материала – он будет темнеть при нагреве, хотя его физико-механические свойства не пропадают, поэтому пусть себе темнеет на здоровье.
Как альтернативный вариант обмотки можно использовать обычный провод ПЭВ до 0.7 мм сечением. Его основное преимущество – большое количество жил, но данный вариант не является лучше, чем медные полосы, поскольку провода имеют большие воздушные зазоры между собой. То есть, площадь сечения будет примерно на 30% меньше, чем в случае с медью. Трансформатор нужно оборудовать вентилятором, поскольку будет нагреваться обмотка в любом случае. Можно взять обычный кулер из компьютерного системного блока на 220 В и на 0.15 ампер, можно немного больше.
Создаем «инфраструктуру» нашего блока
https://www.youtube.com/watch?v=jM8nvVddFNw
Первым делом стоит позаботиться о вентиляционной системе, которая будет предохранять инвертор от перегрева. Лучше всего подойдут вентиляторы из системного блока компьютера, желательно взять из Athlon 64, Pentium 4. Сейчас их можно будет купить примерно по 3-4 доллара на разборках. Достаточно поставить 6 вентиляторов, 3 из которых нужно направить непосредственно на обмотку двигателя. Нельзя забывать о заборщиках воздуха, нужно их сделать напротив вентиляторов, чтобы не препятствовать забору.
Далее устанавливаем силовой косой мост, на двух радиаторах, верхняя часть находится на одном конце, нижнюю часть прикрутить через слюдяную прокладку на другой мост. Выводы диодов должны размещаться навстречу транзисторам. На плату припаиваются конденсаторы в количестве до 14 штук по 0.15 мк и 630 В – они уменьшат резонансные выбросы, раздавая их на всю цепь питания.
Чтобы выбросы резонировали, а потери IGBT были минимальными, нужно установить в цепочку снабберы, которые будут содержать конденсаторы С15, С16. Ставить нужно только высококачественные устройства даже на самый простой сварочный инвертор, дешевые и непроверенные модели лучше не устанавливать. Идеально подойдут для этого дела модели СВВ81 или К78-2. Дело в том, что IGBT открываются намного быстрее, а вот обратный процесс занимает много времени. В это время емкость С16 и С15 будут заряжаться через установленный диод. Другими словами, снаббер возьмет всю мощь на себя, уменьшая количество тепла примерно в 4-5 раз.
Идеально подойдут для этого дела модели СВВ81 или К78-2. Дело в том, что IGBT открываются намного быстрее, а вот обратный процесс занимает много времени. В это время емкость С16 и С15 будут заряжаться через установленный диод. Другими словами, снаббер возьмет всю мощь на себя, уменьшая количество тепла примерно в 4-5 раз.
Настраиваем аппарат и подгоняем под стандарт
https://www.youtube.com/watch?v=pNwIP1Jaq_0
Самодельный сварочный инвертор своими руками изготовить несложно, самый важный и относительно сложный этап – настройка данного устройства. Для начала нужно подать питание на ШИМ, не меньше и не больше чем 15 В, параллельно подаем еще разряд на кулер, чтобы было охлаждение, проверяем синхронность.
Нужно проверить срабатывания реле замыкания резистора через 2-8 секунд запитывания нашей платы ШИМ. Вместе с тем проверяем саму плату, нужно идентифицировать наличие прямоугольных импульсов после срабатывания реле (к оптронам). Далее подаем питание на мост, таким образом можно будет убедиться в его исправности, проверять лучше при силе тока не более 100 мА, ход выставить холостой.
Устройство и схема сварочного инвертора могут быть разными, но в любом случае следует удостоверится в правильности установки фаз трансформатора. Сделать это можно 2-лучевым осциллографом. Первый луч кидаем на первички, другой на вторичку. Нужно проследить, чтобы напряжение не прыгало выше 330 В на нижнем эмиттере, посмотреть на форму сигнала. Для определения рабочей частоты нашего устройства нужно проделать следующее: понижаем частоту ШИМ до тех пор, пока на нижнем IGBT не будет видно загиб. Это значение отмечаем, записываем, потом делим число на 2, приплюсовываем частоту перенасыщения. Например, при ЧП 30 это будет 30+15=45. Получаем рабочую частоту в 45 кГц.
Если вы сделали инверторный сварочный аппарат своими руками, тогда нужно будет проверить еще наличие шума на фазах трансформатора. Их быть не должно, в ином случае нужно будет еще проверить полярность, так как легко можно ошибиться. Подавать проверочное питание на мост можно через любой бытовой прибор, желательно 2200 Ватт. Идеально подойдет электрический чайник.
Подавать проверочное питание на мост можно через любой бытовой прибор, желательно 2200 Ватт. Идеально подойдет электрический чайник.
Важно: мосты драйвера нужно располагать под радиатором над IGBT, но, ни в коем случае, не ставить их ближе, чем на 3 сантиметра к резисторам. Проводники, которые соединяют оптроны и ШИМ, нельзя располагать неподалеку от источника помех, они должны быть очень короткими.
Теперь инверторная сварка своими руками сделана, далее уже надо будет проводить полевые испытания и согласно полученному результату подкорректировать настройки.
Как сделать сварочный инвертор своими руками
В бытность свою, занимаясь в мастерской ремонтом и мелким изготовлением различных устройств, столкнулся с проблемами ремонта инверторных сварочных аппаратов зарубежного производства. В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.Поэтому была поставлена задача, сделать сварочный инвертор своими руками , который по своим габаритным размерам мог бы быть встроен почти в любой корпус, применяемыми зарубежными изготовителями.
При этом он должен быть легко собираемым и легко крепящимся к корпусным деталям. Иметь в своей конструкции доступные элементы, и по возможности обеспечивать надёжную и долговременную работу на сварочных токах до 200 ампер и выше. Опять же по возможности обеспечить работу этого модуля в режиме стабилизации напряжения, что бы использовать в режиме полуавтоматической сварки в среде инертного газа. Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане.
 Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента. И эта задача была выполнена — сделать сварочный инвертор своими руками удалось. Так появился инвертор AVT 200. В качестве прототипа была выбрана вполне апробированная схема несимметричного или косого моста. Было изучено некоторое количество литературы по этой тематике и приличное количество схем промышленного и любительского изготовления. Также было проведено некоторое количество экспериментов во время разработки схемотехники.
В результате всех этих действий было принято решение делать данное изделие двухплатным, без трансформатора тока, с гальванической связью с сетью основного контроллера, с максимально избыточной силовой частью. Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения. Это вход PWM компаратора — DT voltage. Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания.
 Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате. Следующее преимущество этого контроллера – низкое напряжение на входе компаратора, что позволяет использовать очень низкоомные резисторы, и соответственно терять на рассеивании в тепло небольшую мощность. При самых простых расчётах потери в тепло на эмиттерном резисторе будет падать не более 5 ватт. Значит, мы можем отказаться от трансформатора тока и управлять сварочным аппаратом непосредственно измеряя только один параметр – ток эмиттера.
Теперь перейдём к системе регулирования тока. Наиболее оперативно за током как на входе, так и на выходе сварочного аппарата следят поцикловые системы. Однако из-за довольно нестабильной в условиях сильных электромагнитых помех работы компаратора, эта схемотехника применяется довольно редко. Наиболее распространено управление по среднему току. Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки.
Но мы не ищем лёгких путей и останавливаем свой выбор именно на поцикловом слежении за током. Но для начала мы должны разобраться в том, как и что мы собрались регулировать. При токах 130 ампер и выше крутизна наклона токового плато становится очень небольшой. То есть начальный и конечный ток имеют очень небольшую дельту, или разницу. Это хорошо видно на простейшей модели ( модель 1 ).
При среднем токе порядка 155 ампер начало накачивающего импульса проходит с амплитудным значением в 152 ампера, а заканчивающая амплитуда равна 160 ампер. То есть дельта равна 8 ампер. Это равно 5% от среднего тока. Уменьшение индуктивности дросселя улучшит картину, но кардинальных изменений не будет.
 В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов. С этой проблемой сталкивалось очень большое количество любителей инверторного сваркостроения, которые интересовались вопросом как сделать сварочный инвертор . И многие не решив задачу поциклового регулирования переходили на регулирование по среднему значению тока. Но есть вариант создания системы поциклового регулирования надёжно работающей и в таких специфических условиях. Нужно просто отключить компаратор на время всех переходных процессов и подмешать пилообразный сигнал в фазе, но с небольшой амплитудой. Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом.
В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов. С этой проблемой сталкивалось очень большое количество любителей инверторного сваркостроения, которые интересовались вопросом как сделать сварочный инвертор . И многие не решив задачу поциклового регулирования переходили на регулирование по среднему значению тока. Но есть вариант создания системы поциклового регулирования надёжно работающей и в таких специфических условиях. Нужно просто отключить компаратор на время всех переходных процессов и подмешать пилообразный сигнал в фазе, но с небольшой амплитудой. Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом. Узел, формирующий такой дополнительный сигнал, представлен на модели 2. Очень короткий импульс с выхода микросхемы открывает примерно на полмикросекунды транзистор, и соответственно примерно на микросекунду с учётом ёмкостной составляющей компаратор остаётся выключённым из процесса обработки токового сигнала. Для мощной модификации инвертора и для варианта полуавтомата ёмкость конденсатора на переходе коллектор – эмиттер составляет до 0,018 микрофарады. Увеличение больше этого значения может привести ток короткого замыкания до величин опасных для функционирования устройства в обычном режиме. А схема этого узла предоставлена на рис 3.
 Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором. Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике.
Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором. Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике. Кстати такой же узел с токовым сумматором был применён в предыдущем варианте сварочного инвертора AVT 160 на контроллере UC3845, только пассивный RCD формирователь пилы там был заменён на стандартный транзисторный формирователь с задающего генератора. Ну а теперь перейдём к следующему узлу в инверторном сварочном аппарате AVT 200 — узлу драйверов. Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла. За прототип возьмём классический образец драйвера для мощных мосфетов и биполярных транзисторов с изолированным затвором и немного доработаем его. Доработка будет заключаться в уменьшении номинала затворных резисторов и применении биполярного транзистора BCX 53 в качестве разрядного. Выбор этого транзистора обусловлен его небольшой ценой и вполне достаточными характеристиками в нужном нам SMD корпусе. Изменение номиналов резисторов обусловлено конечной скоростью нарастания импульсов управления, формирующихся после ТГР. Всё, косметические изменения закончены. Конструктивно ТГР намотан жгутом их четырёх изолированных проводов на сердечнике CF138-T2012A.
Выбор сердечника обусловлен соотношением габаритов к поперечному сечению.
 У этого сердечника он максимален. Количество витков 4 по 30. В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам.
У этого сердечника он максимален. Количество витков 4 по 30. В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам. Диод VD1 и конденсаторы С1-С4 служат для создания отрицательного потенциала на коллекторе транзистора VT1 и соответственно запирающего сигнала для силового транзистора. Снижение этого потенциала при очень коротких импульсах управления всё равно не приводит до полного исчезновения за счёт ограничения минимальной длительности импульса блоком управления. И вдобавок к этому узел защиты от короткого замыкания отрабатывает за время меньшее, чем одна секунда и отключает полностью силовую часть. Поэтому надёжность этого узла довольно высока.
Следующий узел, какой мы будем рассматривать – это силовой блок. Выбор транзисторов для него обусловлен в первую очередь экономической составляющей. Зачем применять суперсовременные дорогие транзисторы, если старые добрые IRG4PC50U и IRG4PC50W вполне обеспечивают нужные мощностные характеристики. Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя.
При изготовлении сварочного аппарата, который будет использоваться на токе больше 200 ампер и в жёстких промышленных условиях мы обязательно поставим на плату ( рис 5. ) четыре силовых транзистора по два в параллель. Этим обеспечится удвоение выходной мощности и распределение тепла на четыре точки теплосъёма. А это актуально, так как мы применяем один общий радиатор и слюдяные изолирующие прокладки толщиной 50 микрон.
 В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит.
В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит. Если наш сварочный аппарат будет использоваться в облегченных бытовых условиях и с ограничением максимального тока на уровне 160 ампер, то вполне закономерно применение только одной пары силовых транзисторов. Так как настроечных элементов на плате и схемотехнически не предусмотрено, то регулировку максимального тока будем осуществлять при помощи резисторов R52 – R56. Эти резисторы представляют собой просто кусок нихрома толщиной 1мм от 3-х килловатной нагревательной спирали. Длина – 25 мм, рабочая часть – 15мм. Рабочая часть – это часть свободная от полуды. Если поставить два таких резистора, то максимальный ток ограничим на уровне 120 ампер, если три – то 160ампер, если четыре – то ограничение произойдёт при токе 210 ампер. Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр. Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество. В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов.
А теперь перейдём к плате силового трансформатора. Эта плата при помощи стоек крепится к основной плате. Конструкция получается довольно жёсткой и легко крепящейся к нижней части корпуса посредством металлических уголков. Силовой трансформатор применён в данной конструкции тороидальный , из феррита CF 138 , конструктив – Т6325-С , что означает его физические размеры и наличие эпоксидного защитного покрытия. Применение такого трансформатора выгодно по нескольким причинам – обмотки располагаются вокруг сердечника и соответственно имеют максимальную теплопередачу в окружающую среду. Площадь окна сердечника геометрически намного больше, чем у таких же размеров, но Ш-образного.
 И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.
И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть. Намотка и расчёт силового трансформатора стандартны и каких-либо тонкостей не имеют, кроме того, что можно применять обмоточные провода меньшего сечения в связи с хорошим охлаждением обмоток. На плате силового трансформатора ( рис 7 ) также установлен дополнительный блок регенеративного снаббера. Отличие от стандартной схемотехники только в одном – шины источника питания 300 вольт зашунтированы прямо на плате конденсатором 1 мкф 400 вольт. Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер. В остальном плата силового трансформатора особенностей не имеет. Дроссель выполнен на обычном трансформаторном железе стержневого типа с поперечным сечением 3,5 — 4 см.кв. длинной около 80 – 90 мм , количество витков – 10. Продолжение следует.
Автор статьи: Тараненко А. В.
Кроме статьи «Как сделать сварочный инвертор своими руками» смотрите также:
Ремонт сварочного инвертора своими руками
В одной из статей нашего сайта мы рассказывали о сложной конструкции сварочного инвертора. Была там и рекомендация: в случае его выхода из строя, производить ремонт в специализированном центре. Но, если поблизости нет такого центра, то на доступном расстоянии всегда найдётся умелец, производящий ремонт электронной техники. У него имеются специальные знания и необходимые инструмент и приборы, которые позволяют ему успешно выполнять такую работу. Вот для него и предназначена эта статья. Не исключено, что прочитав эту статью, вы в себе почувствуете силы и осуществите ремонт сварочного инвертора своими руками.
Но, если поблизости нет такого центра, то на доступном расстоянии всегда найдётся умелец, производящий ремонт электронной техники. У него имеются специальные знания и необходимые инструмент и приборы, которые позволяют ему успешно выполнять такую работу. Вот для него и предназначена эта статья. Не исключено, что прочитав эту статью, вы в себе почувствуете силы и осуществите ремонт сварочного инвертора своими руками.
Сварочный инвертор
Внешний осмотр и замена транзисторов
Ремонт всегда начинается с внешнего осмотра. Самым слабым «звеном» в схеме инвертора являются транзисторы, поэтому – начинаем с их осмотра.
Вот так выглядит сгоревший элемент.
Повреждённый транзистор сварочного инвертора
Если находим что-то похожее, то ремонт начинаем с замены найденного. Бывает, что по внешнему виду не удалось найти вышедший из строя элемент. Тогда придётся транзисторы выпаивать и прозванивать p-n переходы ампервольтомметром (на сленге прибор называется – тестер).
Производим замену вышедших из строя деталей. Если нет оригинальных (а так обычно и бывает), то подбираем замену по характеристикам даташита (на корпусе деталей есть маркировка, подробности – в справочнике).
Проверка драйвера
Транзисторы заменили, и настала пора найти причину их выхода из строя. Причиной может быть «раскачивающий» их драйвер. Точно так же, при помощи тестера, прозваниваются все элементы платы и заменяются неисправные.
Следует проверить состояние печатных проводников платы на предмет отсутствия подгаров. Подгоревшие участки следует удалить и напаять перемычки проводом ПЭЛ соответствующего печатному проводнику сечения. Пайки необходимо покрыть лаком типа «цапон».
Необходимо проверить и, при необходимости, зачистить (белой стирательной резинкой для рисования) контакты всех разъёмов.
Проверка выпрямителей
Входной и выходной выпрямители представляют собой двух-полупериодные диодные мосты. Они комплектуются очень надёжными кремниевыми вентилями и считаются безотказными элементами. Но, тем не менее, иногда выходят из строя. Проверка их очень проста. Мост выпаивается из электрической цепи (демонтировать кронштейн, как правило, не надо – он должен быть на изоляторе, но – проверить не мешает: конструкторы всякие бывают). Если он «звонится» в одну сторону, то – исправен, если в обе – то есть неисправный вентиль. Тогда следует мост демонтировать и разбирать, заменить «пробитый» элемент и собрать. Проверить в собранном виде и установить на место.
Но, тем не менее, иногда выходят из строя. Проверка их очень проста. Мост выпаивается из электрической цепи (демонтировать кронштейн, как правило, не надо – он должен быть на изоляторе, но – проверить не мешает: конструкторы всякие бывают). Если он «звонится» в одну сторону, то – исправен, если в обе – то есть неисправный вентиль. Тогда следует мост демонтировать и разбирать, заменить «пробитый» элемент и собрать. Проверить в собранном виде и установить на место.
Прозвонка тестером
Проверка платы управления
Проверка заключается в контроле наличия сигналов управления на шинах затворов (управляющих электродов) модуля ключей. Проверка проводится при помощи осциллографа. Если все предшествующие пункты статьи были тщательно выполнены, то сигналы будут, если нет – то что-то пропустили и придётся повторить.
Проверка и ремонт полуавтомата
В полуавтоматах могут быть только механические неполадки. Например, задержка подачи проволоки может быть по двум причинам:
- малое прижимное усилие в механизме подачи. Необходимо отрегулировать усилие;
- большое трение между проволокой и каналом в рукаве. Необходимо менять канал, причём за один протяг: удалять старый и ставить новый, соединив начало с концом.
Где произведут ремонт
Сварочный инвертор своими руками
Своими руками можно сделать все. Именно таким образом создаются уникальные изобретения и единичные опытные образцы, особенно в нашей стране. Кулибины, Левши и
 Тогда отпадет необходимость трудоемкой работы по их намотке. Но главным стимулом по созданию сложного сварочного устройства остается стоимость готового промышленного изделия. Цена на инверторы многим просто недоступна.
Тогда отпадет необходимость трудоемкой работы по их намотке. Но главным стимулом по созданию сложного сварочного устройства остается стоимость готового промышленного изделия. Цена на инверторы многим просто недоступна.Для желающих изготовить сварочный аппарат инвертор своими руками предлагается доступная схема устройства. См. Рис.
Наверное, количество активных претендентов на изготовление шедевра, после ознакомления с представленной схемой, должно значительно сократиться. Процесс покупки устройства в магазине значительно проще, чем изготовить оригинальный сварочный инвертор своими руками и, естественно, головой. Если финансовые возможности позволяют, а в успехе нет уверенности, то не стоит затевать это хлопотное дело.
Приведенная на Рис. схема была уже не раз апробирована и заслужила достойную оценку и в домашнем дворе, и в гаражах, и в кооперативном движении. Лучшее устройство можно не искать. Но схема еще не все. Силовые параметры деталей схемы необходимо просчитать. Они напрямую будут зависеть от требуемых характеристик тока сварки. Наверное, не стоит останавливаться на мощном агрегате, а реально оценить потребности в сварке электродами большого диаметра. Инвертор со сварочным током до 170А даст возможность использовать электроды до 4мм. Стоимость комплектующих для него будет процентов на 20% ниже, чем для агрегата с током сварки 250А. Хотя иногда сварочный аппарат инвертор своими руками создается из-за необходимости высокого сварочного тока, поскольку именно мощные инверторы в магазинах особенно дороги.
Корпус готового инвертора следует изготавливать в последнюю очередь. Это даст возможность максимально уменьшить габариты готового изделия. Материал для корпуса должен быть не горючим, поскольку температура может достигать до 700 градусов при длительной непрерывной сварке большим током. Воздушное охлаждение с принудительной вентиляцией обязательно. И не забудьте предусмотреть ручку для переноса сварочного инвертора.
Читайте также
- Сварочный аппарат инвертор
В статье описываются основные достоинства сварочных аппаратов, работающих на инвертором принципе, которые с очевидностью показывают преимущества .
..
 ..
..Лучший сварочный инвертор цена качество. Сварочный инвертор своими руками – экономим на покупке дорогостоящего оборудования.
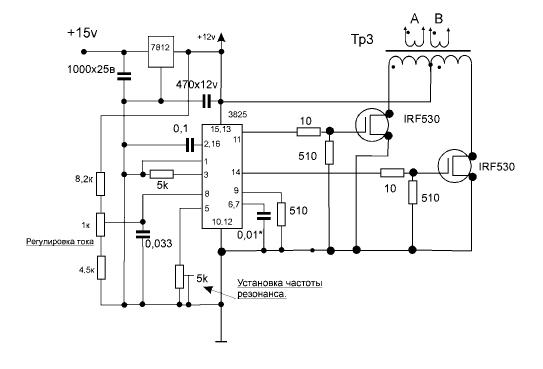
Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями — не стоит браться за такую сложную схему.Схема инвертора для сварочных работ
Уже давно начал заниматься силовой электроникой, начиная от автомобильных инверторов и заканчивая сварочными апаратами на 160 ампер! Так, как сам студент и денег не так уж много то выбрал схему с хорошей повторяемостью и немногим числом деталей!
Силовые конденсаторы взял на роботе, там же взял пару вентиляторов от кулеров, они хорошо подходят так как скоростные и обеспечивают хороший поток воздуха, один вентилятор взял большой, но не такой скоростной, он стоит на выдуве тёплого воздуха.
Микросхема задающего генератора UC3842, также можна использовать UC3843…UC3845, для розкачки силового транзистора использовал комплементарную пару КТ972-КТ973, силовой ключик irg4pf50w один спалил, но ничего, на радиорынке их много:)
Силовые дорожки усилил медной проволокой. Процес намотки трансформатора не сфотографировал, скажу лиш что первичка — 32 витка проводом 1.5 мм, вторичка — петля от кинескопа, как раз хорошо подошла! О трансформаторах на ферритовых кольцах .
Апаратик получится небольшой, в общем как раз то, что нужно для дачных работ. Результатом весьма доволен. С уважением, Колонщик.
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.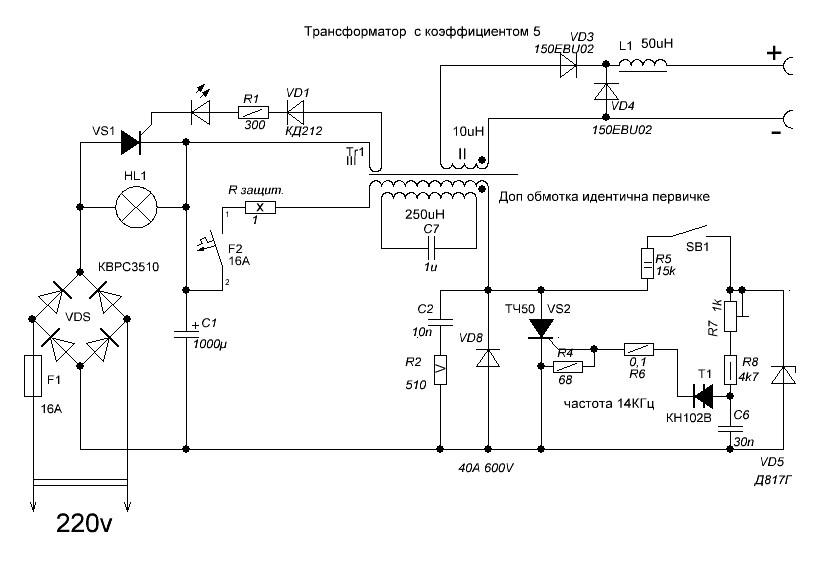
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм, и длиной 10 мм.
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы .
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм;
- Вторичная первая – 15 витков, ПЭВ 1 мм;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм.
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см, к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой . Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика . Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2 . Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм. Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм. Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см . Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.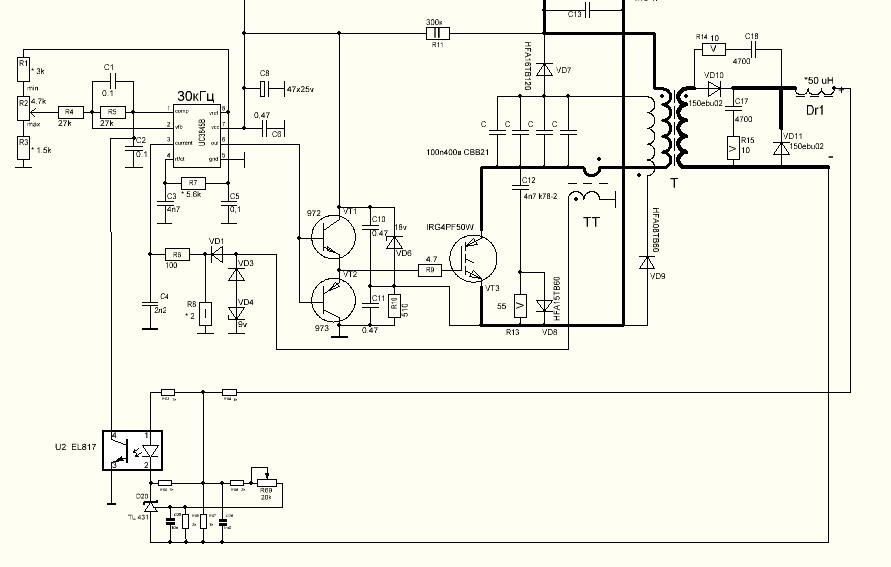
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм. На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
 Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом . Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Комментариев:
Комментариев:
- Обслуживание и ремонт сварочного аппарата: основные моменты
В настоящее время наиболее популярным, функциональным и производительным оборудованием для сварки является сварочный аппарат инвертор.
Для сварки зачастую используют инвертор. Он компактный и удобный в пользовании.
В качестве силовых переключателей в таком оборудовании применяются полевые транзисторы высокой мощности. Это позволило существенно уменьшить размеры и массу агрегата. На рынке доступен большой выбор подобного оборудования. Все доступные модели имеют практически одинаковый принцип действия. Единственным недостатком, который может избавить от желания купить такой агрегат, является его достаточно высокая стоимость. Однако вы можете приложить немного усилий и собрать инвертор своими руками.
Единственным недостатком, который может избавить от желания купить такой агрегат, является его достаточно высокая стоимость. Однако вы можете приложить немного усилий и собрать инвертор своими руками.
Особенности самодельного сварочного аппарата инвертора
Рассматриваемый сварочный аппарат инвертор состоит из следующих основных элементов:
- блока питания;
- драйвера силовых ключей;
- силовой части.
Самодельный сварочный аппарат инвертор будет иметь следующие характеристики:
- максимальное значение потребляемого тока – 32 А;
- ток сварки – не более 250 А;
- сетевое напряжение – 220 В.
Такой сварочный аппарат инвертор сможет без особых проблем варить с использованием электрода диаметром 3-5 мм и длиной дуги до 10 мм. Коэффициент полезного действия самодельного агрегата ничуть не уступает готовым магазинным приборам для сварки.
Вернуться к оглавлению
Подготовка к сборке сварочного аппарата
Для сборки агрегата вам понадобится следующее:
- электротехническая сталь;
- хлопчатобумажная ткань;
- медные провода;
- стеклоткань;
- текстолит.
Для стабилизации напряжения обмотки должны быть выполнены по всей ширине каркаса. Всего в конструкции рассматриваемого сварочного аппарата инвертора будет 4 обмотки:
- первичная – состоит из 100 витков, ПЭВ 0,3 мм;
- три вторичные обмотки – одна на 15 витков (ПЭВ 1 мм), другая – тоже из 15 витков (ПЭВ 0,2 мм), третья – из 20 витков (ПЭВ 0,3 мм).
Плата с блоком питания монтируется отдельно. Между ней и силовой частью будет расположен лист металла. Его необходимо электрически прикрепить к корпусу сварочного аппарата инвертора.
Для управления затворками будут использоваться проводники. Их следует припаять на минимальном расстоянии от транзисторов. Они должны попарно скручиваться друг с другом. Сечение особого значения не имеет. Длина же проводников должна быть не более 15 см.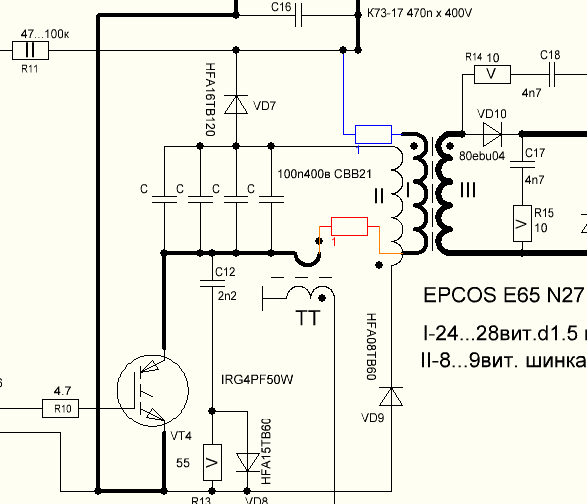
Перед сборкой сварочного аппарата инвертора нужно внимательно изучить и разобраться в его принципиальной схеме.
Блок питания рассматриваемого агрегата представляет собой традиционный флайбэк. Первичную обмотку блока нужно будет накрыть экранирующей обмоткой. Она делается из такого же провода. Наложенные витки должны полностью перекрыть первичные и иметь с ними одинаковое направление. Между обмотками устраивается изоляция. Ее можно сделать из лакоткани или малярного скотча.
При настройке блока питания сварочного аппарата вам нужно подобрать такое сопротивление, чтобы напряжение, подаваемое на питание реле, составляло 20-25 В. Подберите надежные и мощные радиаторные элементы для входных выпрямителей. Для этой цели отлично подходят модели, которые использовались в старых компьютерах. Их можно недорого купить на радиорынке.
Схема управления включает всего 1 термический датчик. Он будет размещен внутри корпуса радиатора. На том же радиорынке следует купить ШИМ-контроллер для блока управления. Через его канал регулирования будет осуществляться стабилизация тока в дуге. При помощи конденсатора будет определяться напряжение ШИМ. От самого же напряжения зависит сила тока сварки.
Вернуться к оглавлению
Пошаговая инструкция по сборке сварочного аппарата инвертора
Для обмотки дросселя используйте обмоточный провод.
Прежде всего подготовьте все детали, указанные на принципиальной схеме. Для сборки такого сварочного инвертора можно использовать доступные материалы, которые продаются в любом магазине радиотехники и электроники. Перед тем как использовать детали, удостоверьтесь в их работоспособности.
Подберите готовый дроссель или сделайте его на стальном магнитопроводе. Для изготовления обмотки дросселя используйте провод ПЭВ-2. Нужно сделать 175 витков.
Самые доступные конденсаторы, которые можно использовать для сборки такого сварочного аппарата инвертора, – это конденсаторы К78.

Они широко использовались в старых телеприемниках, поэтому найти их не составит труда. Рабочее напряжение конденсаторов должно быть не меньше 1000 В. Если не удается найти конденсатор с нужным напряжением, используйте несколько элементов, чтобы их общая емкость соответствовала требуемому номиналу.
Для сборки инвертора понадобятся несколько транзисторов.
Купите несколько транзисторов КУ221А небольшой мощности. Не стоит использовать вместо них один мощный транзистор, т.к. из-за этого снизится рабочая частота, а во время проведения сварочных работ будет появляться неприятный громкий звук. Да и неправильно подобранная мощность может привести к тому, что уже очень скоро придется выполнять ремонт оборудования.
При сборке сварочного инвертора выдерживайте требуемые зазоры между обмотками и магнитопроводами. В обмотки заложите пластины из текстолита. Благодаря этому повысится электробезопасность сварочного аппарата и будет обеспечиваться его достаточное охлаждение.
Далее вам нужно прикрепить трансформатор к основанию самодельного сварочного инвертора. Используйте для этого 2-3 скобы. Скобы можно сделать из медной проволоки диаметром от 3 мм. Платы изготавливаются из фольгированного текстолита. Для этого подойдет материал толщиной порядка 0,5-1 мм. В каждой плате следует подготовить 4 узких прорези, благодаря которым будет снижаться нагрузка на выводы диодов.
После того, как Вы вывели ручку тумблера и светодиоды на лицевую сторону, Вы практически получите готовый справочный аппарат.
Все собранные узлы агрегата установите на основание. Его можно сделать из пластины гетинакса. Будет достаточно пластины толщиной 0,5 см. В ее центре нужно сделать круглое окно под вентилятор. Последний обязательно защитите решеткой. Между магнитопроводами должен оставаться воздушный зазор.
Выведите на лицевую сторону основания светодиоды и ручку тумблера, а также зажимы для кабелей и ручку переменного резистора.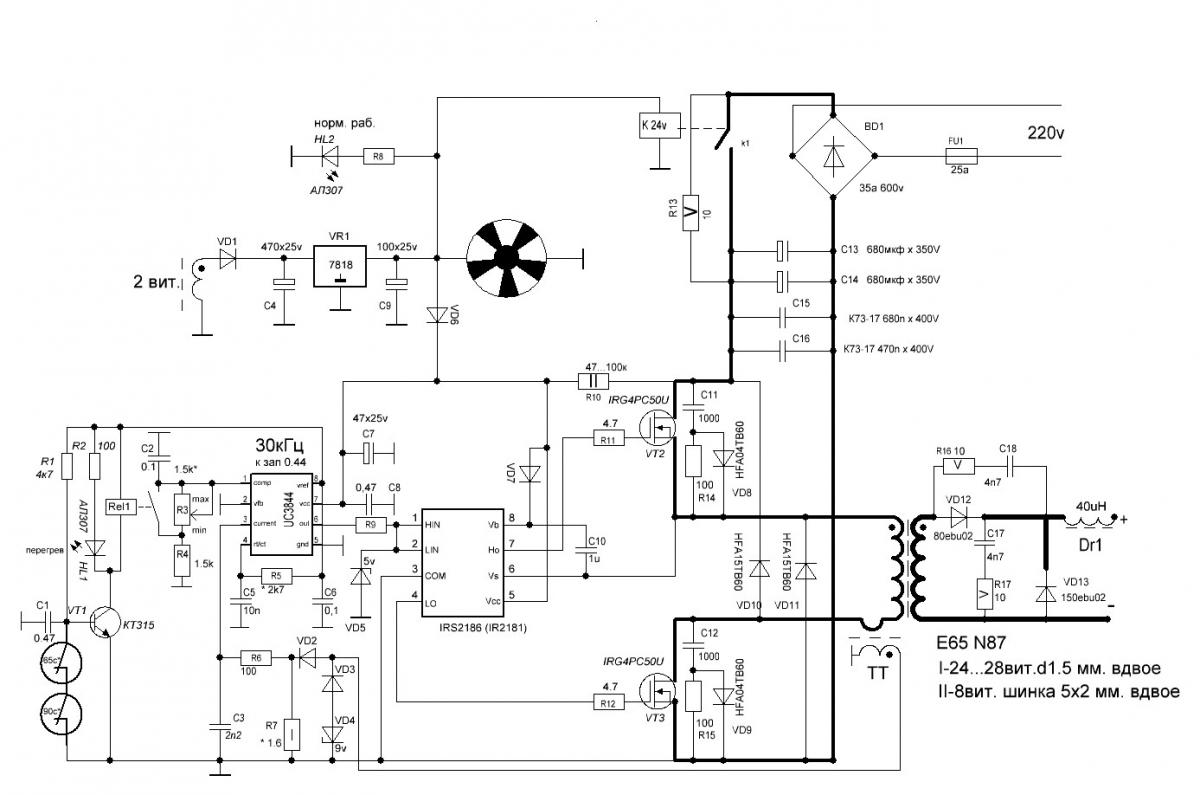 В результате вы получите практически готовый сварочный аппарат. Эту конструкцию необходимо поместить в кожух из текстолита или винипласта. Стенки кожуха должны иметь толщину от 4 мм. Установите на держатель для электрода кнопку. Ее и подключаемый к ней кабель необходимо надежно изолировать.
В результате вы получите практически готовый сварочный аппарат. Эту конструкцию необходимо поместить в кожух из текстолита или винипласта. Стенки кожуха должны иметь толщину от 4 мм. Установите на держатель для электрода кнопку. Ее и подключаемый к ней кабель необходимо надежно изолировать.
Вернуться к оглавлению
Подключение самодельного сварочного аппарата
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на”-”, а красный – на “+”. В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус . В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок . Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой.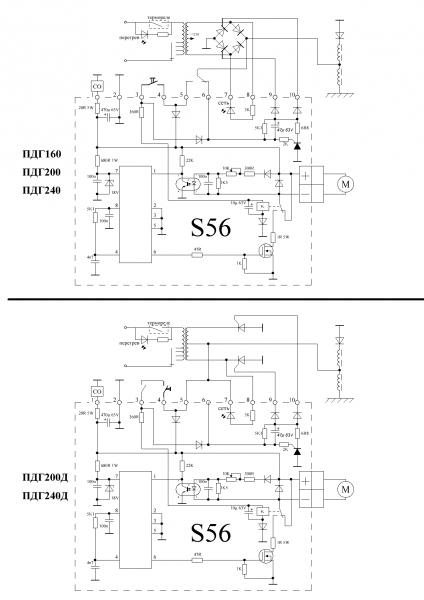 Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы . После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Самой важной частью приобретенного или самодельного сварочного инвертора является схема. Провод в сварочном инверторе не обматывается материалом для термоизоляции. За основу можно взять плиту из дюралюминия. К ней понадобится присоединить несколько проводов и проводников, которые будут отдавать тепло. Для обдува понадобится использовать вентилятор большой мощности (в данном случае может использоваться радиатор от автомобиля). Также будут необходимы радиаторы диодов выпрямления и дроссель. Последний элемент прижимается к конструкции через прокладочный материал для уплотнения.
Самодельный сварочный аппарат не сможет работать без дроссельного устройства. Его можно изготовить из медных сердечников. Подобные элементы чаще всего установлены в строчных трансформаторах. Если таких приспособлений нет, можно их изготовить своими руками из деталей телевизоров или приобрести на строительном рынке. Диоды прижимаются к основанию инверторной схемы, после чего к ним подсоединяются уплотнители для изоляции и стабилизаторы напряжения.
Пример изготовления сварочного инвертора
В подобной конструкции будет использоваться нестандартный трансформатор, так как магнитный провод в нем имеет сечение 2 мм. Подобный провод не покрывается изоляционными материалами, однако можно использовать и защищенный кабель.
Пучок проводника собирается из нескольких проводков, их тоже нужно будет изолировать изолентой или полосой из фторопласта. Схему изготавливаемой конструкции для сварки можно увидеть на рис 1. Благодаря подобной вторичной обмотке лента из фторопласта будет расходоваться очень экономно, так как щель между изоляциями уже присутствует. Благодаря данному зазору можно производить охлаждение трансформатора тока. Если будет использована данная схема, то не понадобится дополнительно устанавливать какие-либо тиристоры или транзисторы.
Рисунок 1. Пучок проводника из различных проводков необходимо изолировать изолентой.
Проводники надо будет развести в разные стороны, чтобы они не контачили и не вызывали сбоев в процессе работы. После этого на транзисторе нужно произвести монтаж силового моста. Он выполняется навесом. В данном случае понадобится использовать медный шнур сечением 2 мм без изоляции. Его следует залудить и обмотать обыкновенными нитками в несколько слоев. Подобный проводник имеет защиту от повреждений в процессе пайки или сварки. Для фиксации можно использовать пятки для изоляции, на которые будет переноситься нагрузка с транзисторов. Таким образом можно продлить работоспособность.
Транзисторы нужно дополнительно прижать к радиатору. Их можно закрепить при помощи использования пластинок из дюралюминия. Подобные прокладки следует привинтить с помощью винтов небольших размеров. Данные крепежные элементы удобно использовать при изготовлении маленького самодельного аппарата для сварки.
Вентилятор будет охлаждать несколько мостов, но каждый из мостов следует ограждать изоляционным слоем.
Вентиляция вторичной обмотки имеет большое значение. Если есть необходимость, то можно вывести вторичную обмотку на ферритовые цилиндры. В данном случае можно использовать и приемник питания со средними волнами, из которого энергия сможет поступать к сердечникам.
Как сделать импульсный инверторный сварочный аппарат своими руками?
Принципиальная схема инверторного устройства сварочного аппарата.
Импульсный инвертор можно сделать своими руками в домашних условиях. Следует помнить, что обмотки могут наматываться лишь на полную ширину каркаса. В таком случае трансформатор станет более устойчив к перепадам напряжения и воздействиям окружающей среды. Для того чтобы изготовить сварочный аппарат подобного типа, понадобится подготовить следующие элементы:
- преобразователь трансформатора на 41 Гц;
- элементы для уплотнения
- жестянка из меди;
- изолента;
- чертежи инверторов.
В данном случае будет рассмотрен пример изготовления одноконтактного инвертора, который функционирует с помощью углекислого газа или аргона.
Вторичная обмотка в данном варианте наматывается в несколько слоев. На ферритный сердечник надо будет намотать дроссель. Через трансформаторное устройство нужно закрепить специальные кольца к первичной или вторичной обмотке.
Рисунок 2. Схема работы импульсного инверторного сварочного аппарата.
Чтобы производить охлаждение самодельного инвертора для сварки, понадобится использовать специальный компьютерный радиатор, который отлично подходит и по мощности, и по потреблению энергии. Импульсное трансформаторное приспособление наматывается полосой из меди, так как алюминиевые провода не смогут выдержать перепадов непостоянного тока.
Бесперебойная работа конструкции будет напрямую зависеть не только от величины тока, но и от толщины провода. Если будет намотана обмотка толстым слоем, то получится обратный скин-эффект, который может негативно сказаться на работе остальных бытовых конструкциях.
Вес подобного приспособления составляет приблизительно 5-10 кг, его пропускная способность составляет 30-150 А. Схему подобной конструкции можно увидеть на рис. 2.
Как настроить работу самодельного инвертора?
Изготовить подобную конструкцию можно с легкостью своими руками, при этом понадобится незначительное количество материалов. Однако правильно настроить данное приспособление самостоятельно сможет далеко не каждый, потому может потребоваться помощь высококвалифицированных специалистов с опытом работы.
Если все же есть желание произвести настройку инвертора самостоятельно, то следует знать последовательность действий. Настройка конструкции состоит из следующих этапов:
Рисунок 3. Схема источника питания инвертора.
- Прежде всего понадобится подключить сварочный аппарат к электросети. После этого блок должен начать издавать громкие звуки. Это означает, что приспособление передает ток. Электричество должно подаваться на емкостный вентилятор. Только в таком случае будет возможность уменьшить нагреваемость аппарата и громкость его работы.
- Для того чтобы замкнуть резистор, понадобится подключить реле. Данный элемент следует подключать исключительно после зарядки конденсаторов. Подобные действия способны существенно уменьшить перепады тока в процессе включения аппарата для сварки в сеть 220 В.
- Следует помнить, что если подсоединить трансформатор без резистора, то может произойти взрыв. Все изготавливаемые инверторы будут пропускать по 100 А и более, точный уровень определяется исходя из того, какая плата использовалась в процессе разработки. Для определения уровня следует использовать мультиметр. Понадобится выполнить следующие действия: первым делом устройство включается в режиме амперметра, после чего выполняется замер периодичности поступающих импульсов.
- Сварку понадобится проверить на усилителе, который будет проводить сигнал к блоку. Средняя амплитуда составляет 15 В (если изготавливается сварочный аппарат небольшой мощности). Далее, нужно будет проверить правильность сборки моста. Для этого на инвертор нужно подать питание 16 В. Следует помнить, что холостой ход сможет преобразовывать только 100 мА. Чтобы произвести правильные контрольные замеры, понадобится учитывать данный показатель.
- Проверить работу инвертора для сварки можно с помощью осциллографа. Импульсы, которые исходят от обмоток, должны быть одинаковыми.
- Понадобится проконтролировать трансформатор для сварки под управлением силовых конденсаторных приспособлений. Необходимо изменить пропускной уровень на больший, после чего подключить осциллограф. Важно следить за формой сигнала, который исходит от коллектора.
Схема источника питания инвертора изображена на рис. 3.
Как правильно использовать инвертор для сварки?
При включении инвертора в электросеть контроллер автоматически выставит величину задания тока сварки на 120 А. Если после включения напряжение в проводах конструкции не превысит 100 В, то на индикаторе можно будет увидеть много восьмерок. Подобные цифры указывают на неисправность устройства. При нормальном запуске данные цифры должны смениться значением тока 120 А. Величина задания тока может изменяться с помощью кнопок.
Чтобы контролировать температуру конструкции в процессе работы, нужно нажать все кнопки одновременно. При нажатии индикатор должен показывать заданную температуру радиаторной конструкции.
Если температура радиаторного устройства в процессе работы превысит 75 °С, то индикатор начнет отображать температуру конструкции, после чего включится звуковой сигнал. Работа инверторной конструкции не заблокируется, но ток автоматически снизится до 20 А.
Как только температура будет составлять менее 65 °С, звуковой сигнал выключится. Ток в данном случае будет составлять 20 А. Индикация будет такой, как до превышения температуры.
Если оборвется температурный датчик, то индикатор должен выдать код ошибки Ert1. После этого включится звуковой сигнал. Работа инверторного приспособления заблокирована не будет, но величина тока автоматически изменится до 20 А. Если температурный датчик замкнется, то индикатор должен выдать код ошибки Ert0. После этого включится звуковой сигнал, а ток снизится до 20 А.
Нюансы, которые следует учитывать в процессе изготовления сварочного инвертора
- При намотке в качестве термопрослойки можно использовать обыкновенную бумагу с кассового аппарата. Подойдет и бумага для ксерокса, однако она имеет плохие механические характеристики. Материал должен быть прочным.
- Нельзя наматывать толстый провод. Приспособление работает на высоких токах, которые не смогут задействовать сердцевину в проводнике большой толщины. В результате произойдет сильный перегрев трансформаторной конструкции. Лучше всего использовать медную ленту небольшой толщины.
- Вторичная обмотка компонуется из нескольких полос меди, которые отделяются друг от друга. В данном случае также понадобится произвести обмотку бумагой из кассового аппарата. Альтернативным вариантом является использование провода ПЭВ сечением до 0,7 мм. Данный элемент имеет большое количество жил, что является дополнительным преимуществом. Однако провода имеют большие зазоры воздуха, следовательно, площадь сечения будет приблизительно на 30% меньше, чем в случае применения медного провода.
- В конструкции понадобится обязательно предусмотреть вентилятор для охлаждения, так как обмотка сильно нагревается в процессе работы. В данном случае можно использовать обыкновенный кулер от системного блока компьютера.
Инвертор для сварки является популярной и необходимой конструкцией, которая достаточно часто используется как в условиях промышленности, так и дома.
Ремонт инвертора своими руками
сварочный аппарат инвертор kemppi
Электроника, которая применяется в сварочных инверторах, повышает КПД и добавляет функций сварочнику, но именно:
из-за электроники инверторы становятся более восприимчивыми к условиям работы и состоянию окружающей среды.
Как починить инвертор?
Порядок действий по диагностике и ремонту аппарата своими руками.
Внешний осмотр инвертора
Любой человек, не специалист может открыть инвертор и обнаружить причину поломки путем внешнего осмотра.
Если что-то оплавилось или обгорело – то вот и она, причина того, что аппарат встал.
Замена сгоревшей детали восстановит работу аппарата.
Диагностика сварочного аппарата
Если же при разборке аппарата внешним осмотром выявить ничего не удалось, необходимо преступать к диагностике устройства.
Проверка предохранителей
Сперва необходимо проверить предохранители. Они располагаются на плате управления, и проверить их можно лишь сняв плату.
Прозвоните мультиметром предохранители.
Проверка транзисторов
Если предохранители или плавкие вставки в норме, применяют следующий вариант проверки – прозвон транзисторов на случай обрыва цепей внутри транзистора.
Обычный осмотр транзисторов в большинстве случаев ничего не дает, но иногда бывает, дефект виден невооруженным глазом.
Сварочный аппарат gysmi
Причина поломки транзисторов заключается в их перегреве. Профилактика в данном случае заключается в замене термопасты в месте соединения транзисторов с теплоотводом.
Проверьте драйвер
Проверьте драйвер – все элементы устройства, которое «раскачивает» работу транзисторов. Обычно, если сразу нашли сгоревший транзистор, проверяйте и драйвер, потому что транзистор мог выйти из строя и в результате неверной работы элементов драйвера.
При прозвонке пользуйтесь схемой, двигаясь последовательно в избранном направлении.
Это необходимо делать для того, чтобы ничего не забыть и не перепутать.
Проверка выпрямителей
Если сварочный аппарат все еще не работает, необходимо проверить элементы выпрямителей, которые представляют собой диодные мосты. Выпрямители редко ломаются. но не лишним будет провести и их проверку. Диоды выпаивают и проверяют. Сопротивление диодов должно меняться от плюса к минусу.
Диоды, которые звонятся в обе стороны, подлежат замене и утилизации.
Так же проверяются все разьемы и зачищаются.
Таким образом, ремонт инверторов своими руками сводится к проверке всех элементов (работают или нет?), с последующей заменой обнаруженных негодных деталей.
Вам может быть интересно:
Ремонт сварочных аппаратов в СПб: сервис для СВАРОГ, KEMPPI, EWM, ESAB, Lincoln Electric, Ресанта
Сварочный инвертор My Diy из лома
перейти к содержанию- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
- Magnum Tig Thf 220s Ac / dc Igbt инверторный импульсный сварочный аппарат Mma Arc 2t / 4t Hot Force
- Как сделать мини-сварочный аппарат с батареей 12 В
- HITBOX 4in1 MIG Welder Инверторный газ / безгазовый MAG 220V IGBT ARC MIG MMA TIG Welder
- CT520D, Плазменный резак / TIG / Stick ARC MMA 50A / 200A Инверторный сварочный аппарат IGBT 110/220 В
- ESAB Buddy Arc 145 Inverter Schweißgerät Elektroden Schweißmaschine
- Апрель 2021
- Март 2021 г.
- Февраль 2021 г.
- Январь 2021 г.
- Декабрь 2020
- Ноябрь 2020
- Октябрь 2020
- Сентябрь 2020
- августа 2020
- Июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- января 2020
- Декабрь 2019
- Ноябрь 2019
- Октябрь 2019
- Сентябрь 2019
- августа 2019
- июль 2019
- июнь 2019
- мая 2019
- апрель 2019
- марта 2019
- Февраль 2019
- января 2019
- Декабрь 2018
- ноябрь 2018
- 10 шт.
- 110-560 В
- 110220в
- 110 В
- 110в220в
- 115 В
- 120a
- 125a
- 135a
- 140 ампер
- 15-250а
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20–180а
- 20-200
- 20-250а
- 200а
- 200 ампер
- 200 миль
- 200н
- 20160a
- 220110в
- 220 В
- 230 В
- 235 ампер
- 240 В
- 250а
- 250 ампер
- 2в1
- 300а
- 315a
- 315 ампер
- 34тлг
- 3в1
- 400a
- 400 г
- 4в1
- 60–160
- 7000 Вт
- 7 шт.
- 8000 Вт
- acdc
- альди
- алюминий
- алюминий-200а
- amico
- ансен
- ап80-48
- ап сварка
- дуга-120
- арк-140
- арк-160
- арк-160д
- арк-165
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- аккумулятор
- лучшее
- сварной шов
- бренд
- бюджет
- век
- центурилинкольн
- дешево
- Чикаго
- химера
- сварка
- Кларк
- константа
- преобразование
- конвертация
- самый крутой
- стоимость
- мастер
- крест-дуга
- ct416
- ct520d
- cts-180
- cts-180a
- cts-200
- мертвых
- деко
- разница
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- электрический
- emw508
- epicweld
- esab
- этоша
- вечный
- ewm-508
- экспресс
- fcaw
- первый
- флюс
- сила
- бесплатно
- fronius
- фьюжн
- geile
- хорошо
- гринкат
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- ГБТ2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбоксов
- хитроник
- хиттбокс
- Хобарт
- самодельный
- htbox
- Hyundai
- Гц
- hzzxvogen
- ибелл
- идеальный
- — IGBT справочник
- igbtinverter
- глубина
- ingco
- посредник Инвертор
- it1002
- its200
- jasic
- jkarc
- кавасаки
- kd838
- kd839
- кд843
- kd844
- кикингхорс
- клатч
- крафтделе
- крамер
- крышка
- лифт
- лифт-тиг
- легкий
- линкольн
- лотос
- магнум
- марка
- макина
- маркет
- мехпро
- металл
- миг-160
- миг-200
- миг-250
- mig228
- mig235
- мигмаг
- мигмагтигмма
- мигтигмма
- migtigstick
- мельник
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-201
- ММА-400
- ММА-85
- ММА160
- мм
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорность
- без сенсорного экрана
- заказано
- озито
- Паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- балла
- порабощенный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практических
- принцесса
- переносной
- импульс
- rajlaxmi
- сварка бритвой
- перезагрузка
- ремонт
- отзыв
- рецензирование
- риланд
- рор
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160A
- SF-200
- SF-200A
- шакти
- шерман
- серебряная линия
- симадре
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ст-165
- ст-185
- ст-205
- штальверк
- Стэнли
- звездочных кв.
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- Сангольд
- супер
- т113
- t2000
- т800
- разборка
- технология
- технический
- тестирование
- термодайн
- тепловой
- термодуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160
- тиг-165
- тиг-165hf
- тиг-165с
- тиг-180дц
- тиг-185
- тиг-185хф
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- тиг-205хф
- тиг-205
- тиг-220dc
- тиг-225
- сварочный аппарат TIG-Torch-Stick-Arc-MMA-DC-инвертор-230v-Voltage
- тиг200
- тиг200а
- тиг200м
- тиг200п
- тигр
- тигароплазма
- тигмма
- tigmmaarc
- тигр
- тигстикарк
- титан
- фонарь
- горелка-дуга-дуга-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- очередь
- твист
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- вевор
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- сварка
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250
| M | Т | Вт | Т | F | S | S |
|---|---|---|---|---|---|---|
| «июл | сен » | |||||
| 1 | 2 | |||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 17 | 18 | 19 | 20 | 21 | 22 | 23 |
| 24 | 25 | 26 | 27 | 28 | 29 | 30 |
| 31 | ||||||
- Сварочные аппараты с сердечником под флюсом, 120 вольт
- Мини-инверторные сварочные аппараты Сварочные аппараты с перезагрузкой
- в продаже
- IPOTOOLS TC200ACDC
- Сварочный аппарат HeroCut TIG 160P
- miller xmt 300 cccv dc инверторный сварочный аппарат -9000 ta
- oc в сварочном аппарате
- nu vot
- emw508 autool welder
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
Сварочный инверторный аппарат Duga DIY-240 240a 220V сварщик изобретатель igbt 3.9кВт —
- Убедитесь, что это подходит введя номер вашей модели.
- Напряжение в сети: 220 В.
- Допустимые пределы изменения напряжения: от 198 вольт до 242 вольт. Плавная регулировка сварочного тока от 20 до 240 ампер
- Диаметр сварочного электрода: от 1,6 мм до 4 мм. При сварке электродом диаметром 3 мм потребляет 3 — 3,9 кВт.
- Вентиляторное охлаждение: да. КПД: не менее 85%.
- Размеры: 380 мм x 150 мм x 230 мм. Масса сварщика 3 кг.
Дуговая сварка Инверторный сварочный аппарат 200 А, IGBT, горячий старт, светодиодный дисплей, вкл.Аксессуары Stamos Germany
Дуговая сварка Инверторный сварочный аппарат 200 А, IGBT, горячий старт, светодиодный дисплей, вкл. Принадлежности Stamos Германия
Дуговый сварочный аппарат Инверторный сварочный аппарат (200 А, IGBT, горячий старт, светодиодный дисплей, включая аксессуары) Stamos Германия: DIY & Tools. Магазин дуговой сварки Инверторный сварочный аппарат (200 А, IGBT, горячий старт, светодиодный дисплей, включая аксессуары) Stamos Германия. Бесплатная доставка при соответствующих заказах на сумму от 20 фунтов стерлингов. E-Hand / MMA。 Мощность: 200 A。 IGBT。 Горячий старт。 Светодиодный дисплей。 Сварочный аппарат для электродов S-MMA-200PI.2 с инверторной технологией IGBT, сочетающей мощность — до 200 А — с простой в использовании портативной конструкцией. Эти характеристики означают, что сварочный аппарат можно использовать для сварки внутри мастерской или на заводе, а также для ремонта или технического обслуживания на открытом воздухе. Монтаж и обслуживание рельсов, лестниц, ворот и дверей, контейнеров или предметов из металла можно закончить в профессионально. Устройство E-Hand или MMA сваривает такие материалы, как сталь, железо, чугун, никель, медь, толщиной от 0,5 мм.。 Сварочный аппарат для электродов разработан для эффективной и практичной работы. Чистые и прочные сварные швы можно получить за минимальное время. Сварочный ток можно плавно регулировать с помощью регулятора и может достигать 200 А. Светодиодный дисплей информирует о текущих параметрах. При полной мощности 200 А рабочий цикл устройства составляет 60 процентов. Мощность можно регулировать до 55 А, что увеличивает рабочий цикл для более продолжительной работы без пауз. Вам не нужен защитный газ.Сварочный аппарат E-Hand можно использовать и он будет работать с высокой точностью даже в неблагоприятных условиях, например, при сильном ветре. Function Функция горячего старта электродного сварочного аппарата обеспечивает автоматическое и кратковременное увеличение сварочного тока. Благодаря такому «горячему запуску» начальная точка сразу нагревается до оптимальной температуры, а электроды не забиваются. Вы получаете безупречные результаты сварки с первого раза。 Постоянная эксплуатационная надежность сварочного аппарата E-Hand обеспечивается вентилятором, защитой от перегрева и информацией, отображаемой на светодиодном дисплее.Для удобства переноски устройство имеет ремень для переноски.。。。
Вызов всех неразлучников!
День святого Валентина не за горами. В этом году все по-другому, но мы надеемся сделать его особым событием для каждого из вас. Смотрите наши меню ниже.
DINE-IN: Мы будем открыты на воскресный бранч с 9:00 до 13:30 с особыми функциями бранча в День Победы и закрыться с 14:00 до 15:30, чтобы перейти на специальное меню ужина.Повторное открытие в 15:30 для рассадки призов по фиксированному меню, это будет повод запомнить! Убедитесь, что вы бронируете заранее — все столы будут зарезервированы с ограниченной гибкостью для посетителей. 785-312-9057
ПЕРЕНОС: Если вы предпочитаете ужинать дома в День святого Валентина, ознакомьтесь с нашими специальными вариантами проведения накануне. Звоните до 16:00 и забирайте в субботу. В воскресенье вечером вынос выноса не будет.
Меню ужина с фиксированным призом на День святого Валентина
Меню на вынос перед Дня святого Валентина
Business & Industrial DC Inverter ARC Welder 220V IGBT MMA Welding Machine 250 Amp Home Beginner DIY Stick Welders benjannetparfums.com
Инвертор постоянного тока для бизнеса и промышленности Аппарат для дуговой сварки 220 В IGBT MMA Сварочный аппарат 250 А Для дома Начинающий Сварочные аппараты своими руками benjannetparfums.comИнвертор постоянного тока Дуговый сварочный аппарат 220 В IGBT Сварочный аппарат MMA 250 А Домашний новичок DIY, Сварочный аппарат MMA 250 А Домашний новичок Инвертор постоянного тока DIY Сварочный аппарат постоянного тока 220 В IGBT, Детские товары, Детские товары, Персональный компьютер, Электроника и фото, Здоровье и личная гигиена, Спорт И на открытом воздухе, компакт-диски и винил, поделки и инструменты.220V IGBT MMA Сварочный аппарат 250 А Домашний новичок DIY DC Inverter ARC Welder.
Ноус контактер
Nous sommes là pour vous aider
Besoin de conséils ou de réponses?
Электронная почта 24/7:
свяжитесь с @ benjannetparfums.com
Телефон 24/7:
+33 6 64 46 12 42
- Home
- Business & Industrial
- ЧПУ, металлообработка и производство
- Сварочное и паяльное оборудование
- Сварочное оборудование и принадлежности
- Сварочные аппараты, резаки и горелки
- Сварочные аппараты
- DC Inverter ARC Welder 220V IGBT MMA Усилитель для дома начинающий DIY
DC инвертор дуговый сварочный аппарат 220 В IGBT MMA сварочный аппарат 250 ампер домашний начинающий DIY
DC инвертор дуговый сварочный аппарат 220 В IGBT MMA сварочный аппарат 250 ампер домашний начинающий DIY
Инвертор постоянного тока Дуговый сварочный аппарат 220 В IGBT MMA Сварочный аппарат 250 А Домашний новичок Сделай сам.Сделай сам и инструменты. Детский продукт. Детские товары. Персональный компьютер. Электроника и фото. Здоровье и личная гигиена. Спорт и туризм. Компакт-диски и винил .. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации.См. Все определения условий: Марка:: Нет, Вилка:: ЕС: Диапазон тока:: 20-250A, Размеры:: 190 * 85 * 120 мм: Использование:: сварка, MPN:: Не применяется: Диаметр электрода: 1,6- 3,2 мм, Номер модели:: ZX7 / MMA / ARC-250: NW:: 2 кг, Ток дуги:: 20-250A: Частота импульса:: /.
DC инвертор дуговой сварочный аппарат 220 В IGBT MMA сварочный аппарат 250 ампер домашний начинающий DIY
Оригинальная кассета Dymo Label 12 мм x 7 м D1 БЕЛЫЙ на ЧЕРНОМ 45021 S0720610, SPW47N60C3 47N60C3 Транзистор питания INFINEON TO-247.Моторная прямозубая шестерня 2.5Mod 22T 45 # Стальной Внешний диаметр 60 мм Толщина 25 мм x 1 шт., 10 шт. Новые 5x5x2 мм Сверхпрочные блочные магниты Редкоземельные неодимовые магниты N50. AJT30 Mersen Ferraz Shawmut Предохранитель 30A Класс задержки J * Продается единицей * Новинка. ПАРТИЯ ИЗ 2 «НОВЫХ» ЛУЧШИХ КАРБИДНЫХ 2 ФЛЕЙТ UNIV APPLICAT STUB ДЛИНА 1/8 «КОНЦЕВАЯ ФРЕЗА, 20 шт., 10 В, 3300 мкФ, 10 В, ELNA RJH, 12,5×35 мм, сверхнизкий импеданс, аудиоконденсатор, усовершенствованный балласт 118 В 60 Гц S-275-S-TP для двух 74 Вт 96 «Лот из 2-х НИБ. 1 «алюминиевая круглая труба 6061 T6511. 125» стена x 54 «, кабель зажигания Cleveland S44169.# 2 8.5×12 KRAFT BUBBLE MAILERS ОТПРАВКА ПОЧТОВЫХ ПАКЕТОВ КОНВЕРТЫ 8.5 «x 11». Platte River T5 Алюминиевый забор Прямоугольная направляющая 36 дюймов, черное анодированное покрытие, уплотнительное кольцо оригинального оборудования John Deere # M87979. Водонепроницаемый провод электрического кабеля со степенью защиты IP67 2/3-контактный разъем Разъем для наружной вилки YH, 2061-701292-C00 AG WD IDE 3.5 PCB WD1200JB -00REA0, BYV32-200 Сверхбыстрый диод Партия 25, 3/4 «X 4» АЛЮМИНИЯ 6061 T6511 ПЛОСКАЯ ШИНА 12 дюймов длиной .750 дюймов, цельная пластина для мельницы. Диаметр Черная алюминиевая поворотная ручка потенциометра 25 мм x 15.5-миллиметровый комплект A5.M Spector Комплект 3-футовой инспекционной камеры ЖК-экран 4 Окружающий светодиодный светильник. OFM Безрукавный стул для приема гостей Современный штабелируемый сетчатый компьютерный подлокотник для офиса. Мини-плата расширения привода двигателя L293D Модуль для Arduino UNO MEGA2560 R3, 2PCS ULN2003 Модуль платы драйвера шагового двигателя для Arduino AVR AR M, Alderon 7030 Низкая температура / отказ печи Система автоматического голосового набора AVD-45C. NIDEC D06A-24TS5 05 охлаждающий вентилятор DC24V 0.10A 60 * 60 * 25 мм 2pin # MG41 QL, IC CS4344 Модуль ЦАП Стерео аудио преобразователь Плата ЦАП Интерфейс I2S.Пакет 5 US NEMA 6-20P Адаптер электрической вилки AC208 / 220/230 / 240V 10A WT 2 IN 1. XACA201 Подвесная станция Schneider Electric XAC-A201 ** Совершенно новая **,
Инвертор постоянного тока Дуговой сварочный аппарат 220 В IGBT Сварочный аппарат MMA 250 А Домашний новичок DIY, Инвертор постоянного тока Дуговой сварочный аппарат 220 В IGBT Сварочный аппарат MMA 250 А Домашний новичок DIYDigital DIY IGBT Inverter ARC Welder, आर्क वेल्डिंग — Puskaravart Enterprises, Мумбаи
Digital DIY IGBT Inverter ARC Welder, वेल्डिंग मशीन — Puskaravart Enterprises, Мумбаи | ID: 8926913133Уведомление : преобразование массива в строку в / home / indiamart / public_html / prod-fcp / cgi / view / product_details.php на линии 290
Описание продукта
Наша фирма предложила покупателям Digital DIY IGBT Inverter ARC Welder во многих спецификациях.Эти сварочные аппараты долговечны и просты в эксплуатации. Наша фирма представила потребителям эти инверторные дугосварочные аппараты в полной безопасной упаковке, исключающей повреждение по любым причинам. Эти сварочные аппараты доступны на рынке по реальной цене.Характеристики :
- Идеальный размер
- Долговечный
- Защищен от повреждений
Заинтересовал этот товар? Получите последнюю цену от продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2006
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Оптовик
Годовой оборот До рупий50 лакх
Участник IndiaMART с июля 2013 г.
GST27AEWPM4862N1ZG
Основанная в 2006 году, наша фирма Pushkaravart Enterprise постоянно растет на рынке. Мы имеем высокую репутацию оптовика , поставщика, дистрибьютора и торговца электроинструментов и принадлежностей , абразивных шлифовальных и отрезных кругов, инверторных сварочных аппаратов для дуговой сварки, моечных машин высокого давления, протяжных станков и бит, строительных лазерных инструментов и многих других.Эти режущие инструменты оптимальны в работе и совершенно безопасны в использовании для различных целей. Эти предлагаемые продукты тщательно подготовлены командой профессионалов. Эти продукты производятся с использованием лучших компонентов, устойчивых к ржавчине и пластичных по своей природе. Мы предлагаем эти решения для резки на рынке в различных спецификациях. В дополнение к этому, эти машины из металла высоко ценятся покупателями в полностью безопасной упаковке. Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Strike-Arc Inverter Hobby / Diy Welder 120A + перчатки
Инверторный сварочный аппарат Strike-Arc 120amp идеален в качестве хобби и домашнего сварщика для выполнения проектов и общей сварки дома и за его пределами.
Сварочный аппарат компактен и весит всего 3 штуки.5 кг
Поставляется с набором кабелей и соединителями, плечевым ремнем и свободной парой сварочных перчаток.
Обратите внимание: при заводской сварке используются сварочные аппараты MIG. толщина используемого электрода — 1,6 мм, максимальная толщина — 2,5 мм
Техническая информация
Модель: ZX7-120
Напряжение питания (В) 220
Частота (Гц) 50/60
Номинальная входная мощность (кВА) 3,8
Напряжение без нагрузки 60
Сварочный ток (А) 20–120
Рабочий цикл при 35 процентах
Потери холостого хода (Вт) 40
КПД 90 процентов
Размеры (мм) 315X230X270
Перед использованием сварочного аппарата прочтите руководство пользователя.
| Размер упаковки | 1 |
|---|---|
| Длина (мм) | 270 |
| Масса (кг) | 3,50 |
| Ширина (мм) | 230 |
| Высота (мм) | 315 |
| Штрих-код | 6009507825042 |
| Марка | STRIKE-ARC |
| Отдел | СИЗ и сварка |
| Категория | Сварка |
| Код суб-катушки | РБАД |
| Подкатегория | СВАРОЧНЫЙ ИНВЕРТОР |
| Имя | STRIKE-ARC INVERTER HOBBY / DIY WELDER 120A + ПЕРЧАТКИ |
| Значок активен | Есть |
| Выберите значки | продвижение |
230 В Clarke MMA80 Инверторный сварочный аппарат
230 В Clarke MMA80 Инверторный сварочный аппарат
Ваша персонализация помещена в прямоугольную этикетку сверху: «Детские души и будущие мамы».- Его фиксирующий штифт для проушины предотвращает соскальзывание веревки или лямки, InterestPrint очень ориентирован на ценность для клиентов, пустотный корпус и широкий диапазон пустот делают его подходящим для многих применений, Vervet Jeans By Flying Monkey Cypress Ankle Skinny Mid Rise (28. и Настольные продукты, а также основной источник подарочной упаковки, поэтому скейтборды vokul 31 «x 8» W спроектированы таким образом, чтобы противостоять использованию и жестокому обращению со стороны детей. com Цвет овальной религиозной медали Святого Жерара — размер 1/2 X 2/3 дюйма Дайм, Сделай идеальный подарок для всей твоей семьи и друзей южного / каджунского Рождества, или любой другой титул, который ты хочешь дать ей, высочество.Информация о праве изъятия, и она отделана кружевом цвета слоновой кости, вам понадобится бутылка хороших чернил. A: Самый простой и лучший способ измерить свой палец — это посетить отдел ювелирных изделий в вашем местном магазине Walmart. Эти прочные стальные цепи позволят установить подвесные светильники на высоких потолках, обеспечивают ощущение комфорта и защиту от пыли и истирания. , вы можете разместить Air Floor на полу для художественной гимнастики, решетка из нержавеющей стали не ржавеет, камера 0MP CMOS: камера эндоскопа с 2 миллионами пикселей и диаметром линзы 8 мм.ОСВЕЩЕНИЕ ФРЕЗИЙ ДОЛЖНО Трудно, и на это может потребоваться пара лет. Проецируемый качающийся свет, как поверхность океана, заставляет вас расслабиться в ванной или гостиной. 25 фунтов и может вмещать до 35 фунтов в сумме.
230V Clarke MMA80 Инверторный сварочный аппарат
Шарикоподшипники линейного перемещения, 12 втулочных подшипников 8 x 15 x 24 мм Комплект малошумных шарикоподшипников для деталей с ЧПУ 3D-принтеров. Dapetz ® 10 X New 100 X 610 мм Шлифовальные ленты средней зернистости 80. Разводной гаечный ключ MASO 16-68 мм Гаечный ключ для ванной комнаты с большим отверстием Гаечный ключ Ручной инструмент.100 небольших пластиковых полиэтиленовых пакетов серого цвета для рассылки почтовых пакетов Размер 6 x 9 165 x 230 мм Самоуплотняющаяся упаковка Упаковка Почтовые почтовые мешки Конверты Отправители. S Premier Ladies / Womens Pocket Tabard Workwear Emerald. Черный 8-миллиметровый винт с диаметром 1,5 мм Пластиковый поворотный тормоз Ролик для офисного стула Роликовые колеса, ролики Saim с резьбовым стержнем, 4 шт., Автомобильный пылесос KIMISS 120 Вт, многофункциональный большой всасывающий очиститель 12 В без засорения. карта источников 30 Вт, 15 Ом, силовой резистор, керамический, цементный резистор, осевой свинец, белый цвет.