Изготовление точечной сварки из микроволновки
Очень часто возникает в домашнем хозяйстве потребность в наличии точечной сварки.
При точечной сварке нагрев металла осуществляется путем прохождения тепла от одной детали к другой через место их контакта.
В домашних условиях можно сделать точечную сварку из микроволновки. Аппарат точечной сварки идеален для осуществления процесса сваривания нержавейки и оцинкованной листовой стали толщиной до 1 мм.
Подготовка трансформатора для аппарата точечной сварки
Из старой микроволновки извлекается только трансформатор.
Желательно, чтобы трансформатор был как можно мощнее, так как от этого параметра зависит сила тока, которую он вырабатывает, а чем выше сила тока, тем больше толщина металла, которую можно будет сваривать при помощи созданного агрегата.
Читайте также:
Для чего нужен регулятор тока.
Особенности контактной сварки.
О сварке под флюсом читайте здесь.
Вернуться к оглавлению
Извлечение и разборка трансформатора
Схема устройства трансформатора
При извлечении трансформатора из конструкции микроволновки требуется соблюдать особую осторожность, так как даже в выключенном состоянии некоторые детали способны причинить вред здоровью человека путем нанесения удара электрическим током. Извлеченный трансформатор включает в своей конструкции сердечник и две обмотки. Первичная обмотка состоит из толстого провода и имеет небольшое количество витков. Вторичная обмотка сделана из более тонкого медного провода и имеет большое количество витков.
Извлеченный трансформатор требуется переделать. Потребуется заменить вторичную обмотку. Скрепление элементов сердечника осуществляется путем двух тонких сварных швов. Для того чтобы разобрать трансформатор и заменить вторичную обмотку, потребуется небольшая болгарка или ножовка по металлу, помимо этого, потребуется наличие молотка и долото.
При помощи ножовки по металлу или небольшой болгарки осуществляется срезание сварных швов, расположенных с двух сторон трансформатора. При помощи долота и молотка производится разъединение элементов трансформатора. После того как разобран трансформатор, осуществляется извлечение обмоток. В процессе извлечения первичной обмотки требуется соблюдать предельную аккуратность, чтобы во время проведения манипуляций не нанести повреждения покрытию обмотки. После извлечения первичной обмотки она откладывается в сторону, в дальнейшем этот конструктивный элемент потребуется при сборке трансформатора.
Намотка вторичной обмотки является достаточно плотной, а ее извлечение, как правило, сопряжено с некоторыми трудностями. По этой причине, если не планируется дальнейшего ее использования, лучше всего ее разрезать и извлечь из сердечника трансформатора по частям. Такой подход облегчит выполнение задачи.
Вернуться к оглавлению
Сборка трансформатора и установка новой обмотки
Схема обмотки трансформатора.
Разобранный трансформатор представляет собой три отдельные части. Эти элементы представляют собой сердечник, разделенный на две части по сварным швам, а также аккуратно демонтированную первичную обмотку. После разборки трансформатора с его поверхности удаляется вся изоляционная бумага и клей.
Осуществив зачистку сердечника и основания, проводят монтаж родной первичной обмотки на трансформатор. Для намотки вторичной обмотки потребуется наличие медного кабеля, имеющего сечение такое же, как и прорези в сердечнике. Как правило, этот показатель равен 7 мм. Кабель вторичной обмотки наматывается в два витка.
После зачистки основания его крепят к сердечнику при помощи эпоксидного клея. До полного затвердевания клея трансформатор помещается в тиски и зажимается. Процесс высыхания эпоксидного клея занимает 24 часа.
Готовый трансформатор проходит тестирование. Оно осуществляется путем использования ампервольтметра. Напряжение составляет, при правильно подобранном проводе вторичной обмотки, немногим более 2 вольт, а показатель силы тока превышает 800 ампер. Этой силы тока вполне достаточно для того, чтобы осуществлять сваривание заготовок.
Этой силы тока вполне достаточно для того, чтобы осуществлять сваривание заготовок.
Вернуться к оглавлению
Изготовление корпуса аппарата
Чертеж для изготовления точечной сварки.
Изготовление корпуса сварочного аппарата можно осуществить путем использования такого материала, как дерево. Точных размеров не существует, так как все зависит от размеров исходного трансформатора, который имела микроволновка. Изготовить все детали можно при помощи циркульной пилы. После изготовления компонентов корпуса края заготовок закругляются при помощи использования фрезы. При изготовлении рычага в его корпусе делается вырез для того, чтобы легко осуществлять его подъем до упора в корпус. В задней панели корпуса делается два отверстия, рассчитанных под сетевой провод и выключатель.
После того как все детали корпуса изготовлены, они подвергаются шлифовке, грунтовке и окрашиванию. На верхней панели корпуса закрепляется при помощи саморезов ручка для двери, которая служит для удобства транспортировки. Сборка корпуса осуществляется при помощи саморезов и гвоздей.
Сборка корпуса осуществляется при помощи саморезов и гвоздей.
При изготовлении самодельного аппарата для точечной сварки используются следующие материалы:
- ручка для двери;
- выключатель;
- шнур электрический для питания аппарата;
- держатели из меди для контактных электродов;
- провод медный одножильный для изготовления контактных электродов, диаметром не менее 5 мм;
- саморезы.
Помимо перечисленных материалов, в работе потребуется использовать такие инструменты, как молоток, отвертка, кусачки, плоскогубцы и молоток.
Вернуться к оглавлению
Окончательная сборка аппарата для точечной сварки
Для изготовления контактной группы необходимо использовать медный прут.
После высыхания окрашенного корпуса можно приступать к процессу окончательного монтажа агрегата. Контактная группа изготавливается из медного провода. Для изготовления контактной группы потребуется наличие медного прутка длиной 2,5 см.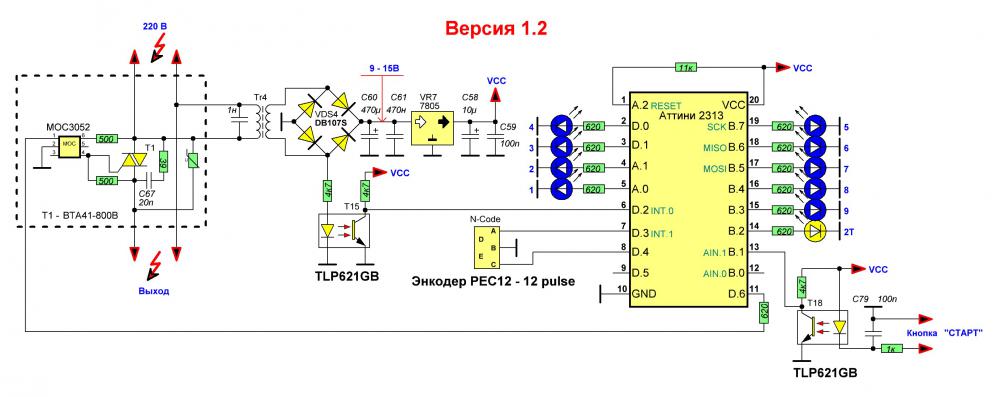 Готовые контактные электроды зажимаются в специальных держателях при помощи винтов обычной отверткой. На задней панели закрепляется выключатель, кабель для подключения к сети протягивается через соответствующее отверстие и закрепляется. Трансформатор закрепляется в корпусе устройства на деревянном основании при помощи саморезов. После этого подключаются питающие провода и провод заземления.
Готовые контактные электроды зажимаются в специальных держателях при помощи винтов обычной отверткой. На задней панели закрепляется выключатель, кабель для подключения к сети протягивается через соответствующее отверстие и закрепляется. Трансформатор закрепляется в корпусе устройства на деревянном основании при помощи саморезов. После этого подключаются питающие провода и провод заземления.
Дополнительно для контроля работы аппарата устанавливается выключатель на рабочем рычаге. Установка этого выключателя позволяет работать устройству при включенном центральном выключателе только в случае его использования, то есть после опускания рычага и замыкания электродов. Точечная сварка при наличии такого выключателя становится достаточно энергоэкономным устройством, которое, находясь во включенном состоянии, не потребляет электрическую энергию, а потребление происходит в случае замыкания электродов сварочного аппарата. При подключении проводов требуется обеспечить качественный контакт и изоляцию.
Вернуться к оглавлению
Установка рабочих рычагов и осуществление процесса сваривания заготовок
Боковые стенки корпуса устанавливаются на свои места и закрепляются при помощи саморезов. Рычаги закрепляются тем способом, который является наиболее удобным для мастера. Контактные электроды устанавливаются на торцах рычагов. Для удобства в работе контактные провода вторичной обмотки разводятся в разные стороны. Для постоянного нахождения верхнего рычага в поднятом состоянии, что является очень удобным в процессе использования устройства, требуется при помощи обычной резинки в натянутом состоянии соединить верхний рычаг с корпусом.
Для осуществления точечной сварки требуется поместить тонкие листы металла между электродами рычагов и опустить верхний рычаг на 3-4 секунды. Замыкание контактов приводит к прохождению мощного импульса тока через заготовки, что ведет к разогреву металла до температуры его плавления.
В процессе сваривания металлов, имеющих цинковое покрытие, выделяется большое количество паров и окислов цинка, что наносит большой вред здоровью человека. По этой причине работы по свариванию заготовок из оцинкованной стали требуется проводить в помещении, имеющем мощную вентиляцию. В процессе работы сварочного аппарата происходит постепенное выгорание медных электродов, которые после выхода их из строя заменяются новыми.
По этой причине работы по свариванию заготовок из оцинкованной стали требуется проводить в помещении, имеющем мощную вентиляцию. В процессе работы сварочного аппарата происходит постепенное выгорание медных электродов, которые после выхода их из строя заменяются новыми.
Точечная сварка такой конструкции, изготовленная на основе трансформатора, который устанавливается в микроволновую печь, является просто незаменимым устройством в домашнем хозяйстве, так как позволяет осуществлять сваривание любых металлических конструкций с толщиной металла до 1,5 мм.
Точечная сварка из микроволновки
Skip to content
Самоделкитому назад 349 просмотра
Самоделка из хлама — точечная сварка из трансформатора от микроволновки, фото и подробное описание изготовления самоделки.
Понадобилась точечная сварка для сварки тонкой нержавейки и оцинковки толщиной до 1 мм.
Далее на фото показан подробный процесс изготовления точечной сварки из микроволновки.
Вначале ножовкой по металлу, срезаем с трансформатора, высоковольтную обмотку (ту где тонкий провод) и удаляем ее. Дополнительно я положил прокладки из стеклотекстолита
На вторичную обмотку мотаем полтора витка гибкого провода сечением 70 квадратных миллиметров и напаиваем наконечники.
Теперь закрепляем трансформатор на подходящей подставке — силуминовая крышка от какой то аппаратуры. И из кусочков квадратной трубы и обрезков текстолита делаем стойки для оси подвижного электрода. Ось должна быть изолирована от подставки.
Из круглой железки и двух шестигранников с отверстием, делаем держатель неподвижного электрода.
Крепим его на подставку и закрепляем неподвижный электрод.
Делаем рычаг, где будет крепиться подвижный электрод. Ручка-шарик клеится на эпоксидке.
Крепим на место рычаг и подвижный электрод.
Привинчиваем стойки, на которые будет крепиться плата управления. Стойки готовые-от какого то старого блока. К ним крепим так же компьютерный разъем для сетевого шнура.
К двум другим стойкам крепим вентилятор от компьютера.
А на рычаг приделываем кнопку, будет включаться сварочный ток.
Из обрезка текстолита, делается крепление возвратной пружины.
Теперь самое время заняться схемой управления. Слепил ее из того,что было под рукой. Тиристоры на 25 ампер. Схема обеспечивает включение сварочного тока нажатием кнопки и автоматическое отключение после выдержки времени. Выдержка регулируется от 0 до 4 сек.
Вот детали для схемы управления.
Плата готова.
Закрепляем выключатель и переменный резистор с помощью обрезка пластмассы.
Теперь закрепляем плату управления,подключаем весь проводной монтаж и жгутуем его.
Коробку сделал из корпуса от видика, собираем с помощью заклепочника.
Напряжение холостого хода получилось 1.8 вольта. Пробуем сварить два кусочка оцинковки толщиной 1 мм. Качество сварки отличное-точка сварки рвется с мясом по металлу. Выдержка времени была 3 секунды.
Электроды и провод вторички, заметно греются после 10 ка точек, но это если сваривать непрерывно. Для моих применений более чем достаточно.
Первичка и железо трансформатора не греется вообще. Конечно агрегат не для работы на потоке, но мне он уже хорошо помог-сварил им кожухи на два блока управления на заказы.
Автор самоделки: Валентин. г. Тверь. samodelki-n.ru
СЛУЧАЙНЫЕ СТАТЬИ
Сладкая (или сахарная) вата – классная, но довольно дорогая штука. И совсем безумием выглядит покупка машины для сахарной ваты, чтобы…
И совсем безумием выглядит покупка машины для сахарной ваты, чтобы…
тому назад 140 просмотра
Специально оборудованными детскими площадками принято оснащать не только дворы многоквартирных домов, но также частые и дачные территории. Степень полезности данного…
тому назад 113 просмотра
Любой домашний мастер время от времени сталкивается с необходимостью просверлить металл: очень важно применять для этого качественные специализированные сверла, иначе…
тому назад 112 просмотра
Животноводство – это одна из ведущих отраслей промышленности. Только благодаря ей люди имеют возможность получать такие ценные продукты, как молоко,…
тому назад 150 просмотра
Пилу приобрел в основном для резки АСП. По сравнению с бывшими и нынешними российскими «циркулярками» у «Байкала» более симпатичный дизайн.…
По сравнению с бывшими и нынешними российскими «циркулярками» у «Байкала» более симпатичный дизайн.…
тому назад 620 просмотра
Виды современных линолеумных покрытий отличаются огромным разнообразием. Основные отличия в составных компонентах, влияющих на прочность покрытия. В зависимости от этих…
тому назад 119 просмотра
Больше всего смотрели
Adblock
detector
Схема точечной сварки для аккумуляторов
А поможет нам в этом, отслужившая микроволновая печь. Вернее, высоковольтный трансформатор от неё, который подойдет для соединения тонкого листового металла в домашних условиях. Вот только, не надо бежать сломя голову на кухню, чтобы разобрать свою микроволновку. Итак, делаем точечную сварку своими руками из микроволновки.
Поиск данных по Вашему запросу:
Схема точечной сварки для аккумуляторов
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Точечная сварка для аккумуляторов 18650 своими руками за 5 шагов
- Домашний инструмент: контактная точечная сварка своими руками
- Мини точечная сварка своими руками
- Точечная сварка для аккумуляторов
- Назначение точечной сварки для аккумуляторов
- дайте схему точечной сварки для аккумуляторов.
- Как самому сделать точечную сварку из трансформатора микроволновки
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Контактная (точечная) сварка ТЯП-ЛЯП для аккумуляторов 18650 , своими руками
 youtube.com/embed/YNfoRiKf8Jg» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/YNfoRiKf8Jg» frameborder=»0″ allowfullscreen=»»/>Точечная сварка для аккумуляторов 18650 своими руками за 5 шагов
Аккумуляторы применяются во многих бытовых приборах и инструментах. Иногда, необходимо заменить один или несколько элементов. Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки. Метод пайки здесь не подходит, так как при таком способе соединения происходит сильный нагрев внутренней части батареи, что приводит к выходу ее из строя.
Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки споттер или сделать его самому. Самый простой способ — это сварка аккумуляторов самой аккумуляторной батареей. Для этого потребуется:. В полевых условиях, чтобы приварить к батарее никелевую пластину, достаточно аккумулятора, проводов для зарядки, куска монолитного провода и изоленты.
Из провода делается два электрода. Их концы зачищают, выравнивают и фиксируют изолентой. Между концами проводов должно быть расстояние мм, торцы находятся в одной плоскости. За другие концы монолитного провода цепляют с помощью зажимов кабеля для зарядки. Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет. Точечная сварка готова. Никелевая лента устанавливается на литиевый аккумулятор.
К ленте прижимают концы электродов, которые находятся под напряжением. Произойдет короткое замыкание, и металл в точке соприкосновения расплавится. Электроды надо быстро убрать во избежание прожигания никелевой пластины. Многожильный силовой провод с помощью зажимов присоединяют к рабочему аккумулятору, а другие концы к нормально-разомкнутому контакту реле и к жалу паяльника. Второй контакт реле подсоединяют ко второму жалу. В результате получается такая схема, что при замыкании контактов реле на концах жал электродов будет присутствовать напряжение рабочего аккумулятора.
Для управления реле используется конденсатор большой емкости, резистор и переключатель. Конденсатор и резистор соединяются последовательно. Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору. В исходном состоянии переключатель должен находиться в положении, когда он замкнут на рабочий аккумулятор. Конденсатор зарядится. Обмотка управления реле одним контактом подсоединяется к выводу емкости, соединенной с аккумулятором, а второй подсоединяется к свободному выводу переключателя.
При переключении напряжение с конденсатора поступает на управляющую обмоток. Пока емкость разряжается, реле замкнуто, и через него может проходить ток в случае замыкания цепи. Для сварки достаточно на элемент литиевого аккумулятора поставить никелевую соединительную ленту, на нее два жала, прижать и нажать на переключатель. Контакты реле замкнутся, на электродах появится напряжение. Так как они замкнуты через пластину, через нее потечет ток короткого замыкания, который вызовет расплавление металла между точками касания электродов.
Сварка произведена. С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Точечную сварку для аккумуляторов можно сделать своими руками из трансформатора. Ею можно сваривать не только батареи, но и любые тонкие металлические изделия. Для сварки аккумуляторов трансформатор большой мощности не требуется, на Вт достаточно. Главное, чтобы была возможность перемотать вторичную обмотку.
Первичная обмотка должна быть на В 50 Гц. В качестве намоточного провода на вторичную обмотку нужно применить изолированный медный провод большого диаметра. Требуется сделать три-четыре витка. Корпус аппарата точечной сварки можно сделать из оргстекла или фанеры. Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами. Рычаг крепится на оси между стойками из алюминиевого уголка, которые в свою очередь саморезами закрепляются к основе прибора.
Длина рычага делается с таким расчетом, чтобы электроды, закрепленные на нем, доходили до рабочей площадки основания устройства. Диаметр электродов должен быть мм.
Их концы подтачивают и выравнивают торцы. Вторичная обмотка трансформатора подключается к электродам с помощью многожильного медного провода сечением не менее чем сечение электродов. Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше проварить для уменьшения сопротивления цепи или соединять через клеммные колодки под винт.
Рабочая кнопка устанавливается на одном из выводов вторичной обмотки. На рычаге и кнопке устанавливаются пружины. Они нужны для их быстрого возвращения в исходное состояние. Чтобы установить определенную длительность сварочного импульса, вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепью.
Резистор должен быть переменным, а емкость конденсатора достаточно большой, чтобы позволял менять длительность импульса в пределах от десятков до сотен миллисекунд. Имеется большое количество схемных реализаций точечной сварки для аккумуляторов.
Имеется большое количество схемных реализаций точечной сварки для аккумуляторов.
Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней. Аппарат для точечной сварки из конденсаторов потребует 8 емкостей по мкФ на напряжение 25 В. Конденсаторы надо соединить параллельно, чтобы общая емкость стала мкФ. Для зарядки можно использовать любой источник напряжения на В. Подключается он через выключатель. К выводам конденсатора также подсоединяются электроды через медный кабель сечением мм2.
Электроды располагаются параллельно друг другу на расстоянии трех миллиметров. Торцы обтачиваются и выравниваются. Процесс сварки происходит следующим образом.
Конденсаторы заряжаются, выключатель отключает источник зарядки. Никелевая соединительная пластина устанавливается на аккумуляторе. Электроды прижимаются к пластине, замыкая выводы конденсаторов через нее. Пока происходит разряд емкости идет процесс сварки в точке контакта.![]() Для регулировки длительности импульса можно использовать тиристор, управляемый RC цепью с заданными параметрами.
Для регулировки длительности импульса можно использовать тиристор, управляемый RC цепью с заданными параметрами.
Точечная сварка для аккумуляторов от обычной точечной сварки отличается малой мощностью и формой рабочих элементов. У обычных аппаратов свариваемая деталь находится между электродами, у сварки для аккумуляторов электроды располагаются с одной стороны свариваемого изделия.
Главная Сварка Сварочные аппараты Как самостоятельно провести точечную сварку аккумулятора. Содержание 1 Простейший способ 2 В домашних условиях 3 Из трансформатора 4 Аппарат из конденсаторов.
Оценка статьи:. Ювелирная точечная сварка Точечная лазерная сварка Как работают аппараты контактной точечной сварки Устройство аппаратов для газовой сварки и резки.
Домашний инструмент: контактная точечная сварка своими руками
Добавить форум Fonarevka. Дневники Последние записи Лучшие записи Лучшие дневники Список дневников. Дневники Группы Альбомы Каталоги Отметить все разделы прочитанными. Каталог сайтов Активные темы Активные темы За последние xx минут 15 минут 30 минут 45 минут Активные темы За последние xx часов 1 час 2 часа 4 часа 6 часов 12 часов 18 часов Активные темы За последние xx дней 1 день 2 дня 3 дня 4 дня 7 дней 14 дней Темы без ответа. Бесплатные розыгрыши призов Розыгрыши призов в соц. Для гостей форума О нашем проекте Пожертвования Donate Реклама на форуме.
Каталог сайтов Активные темы Активные темы За последние xx минут 15 минут 30 минут 45 минут Активные темы За последние xx часов 1 час 2 часа 4 часа 6 часов 12 часов 18 часов Активные темы За последние xx дней 1 день 2 дня 3 дня 4 дня 7 дней 14 дней Темы без ответа. Бесплатные розыгрыши призов Розыгрыши призов в соц. Для гостей форума О нашем проекте Пожертвования Donate Реклама на форуме.
Таймер для создания точечной контактной сварки из микроволновки своими руками для аккумуляторов Схема реле времени и.
Мини точечная сварка своими руками
В данной статье описывается способ как сделать сварочный аппарат своими руками из деталей от старой микроволновой печи. Аппарат создавался для сварки никелевых выводов на аккумуляторах типа , но может использоваться и для сварки листового металла или других металлических предметов. Будьте осторожны! В микроволновой печи может быть высокое напряжение, которое сохраняется в течении некоторого времени после отключения печи от сети. При вскрытии печи необходимо найти большой конденсатор внутри микроволновки и разрядить его, прикоснувшись отверткой одновременно к обоим выводам конденсатора. Вскройте корпус микроволновой печи, разрядите конденсатор и найдите трансформатор. Он должен выглядеть так как на фото. Открутите гайки, которыми крепится трансформатор и выньте его.
Вскройте корпус микроволновой печи, разрядите конденсатор и найдите трансформатор. Он должен выглядеть так как на фото. Открутите гайки, которыми крепится трансформатор и выньте его.
Точечная сварка для аккумуляторов
Аккумуляторы применяются во многих бытовых приборах и инструментах. Иногда, необходимо заменить один или несколько элементов. Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки. Метод пайки здесь не подходит, так как при таком способе соединения происходит сильный нагрев внутренней части батареи, что приводит к выходу ее из строя. Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки споттер или сделать его самому.
Современные инструменты и приборы домашнего пользования очень часто оснащают аккумуляторами, которые обеспечивают свободу эксплуатации, без зависимости от домашней сети.
Назначение точечной сварки для аккумуляторов
Точечная сварка для аккумуляторов своими руками — процесс несложный и вполне реальный для выполнения самостоятельно — своими руками. Разберемся с его сутью и технологией исполнения. Нагревание соединяемых деталей — главный принцип контактной сварки. Такого рода тепловое воздействие вовсю используется в ремонтах аккумуляторов. Ремонт можно проводить с помощью специальных аппаратов из магазина, а можно применять аппарат, сделанный своими руками.
Разберемся с его сутью и технологией исполнения. Нагревание соединяемых деталей — главный принцип контактной сварки. Такого рода тепловое воздействие вовсю используется в ремонтах аккумуляторов. Ремонт можно проводить с помощью специальных аппаратов из магазина, а можно применять аппарат, сделанный своими руками.
дайте схему точечной сварки для аккумуляторов.
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Выход из такой ситуации — контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы. Данный тип сварки относится к контактным термомеханическим. Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Стоит отметить, что изготовленное оборудование не будет мощным, то есть данная схема точечной сварки.
Как самому сделать точечную сварку из трансформатора микроволновки
Схема точечной сварки для аккумуляторов
Основной принцип работы контактной сварки заключается в тепловом воздействии на детали, соединяемые между собой. Такие сварочные устройства широко используются для проведения различных ремонтных работ, в том числе и аккумуляторных батарей. Профессионалы обычно пользуются аппаратурой заводского изготовления, однако, в случае необходимости, в домашних условиях может применяться контактная сварка для аккумуляторов своими руками.
Информация по сборке точечной сварке для аккумуляторов в домашних условиях, список компонентов и инструкция по сборке. Если аккумулятор израсходовал свой жизненный ресурс, придется произвести его замену. Аккумуляторная батарея располагается в различных блоках, где соединение производят при помощи сварки. Для замены старых элементов используют различные варианты сварки: точечную или конденсаторную.
Если вы хотите самостоятельно собрать точеный сварочный аппарат, то эта статья будет вам интересна. Решил я как то самостоятельно собрать аккумуляторную батарею из элементов , и столкнулся с проблемой соединения их между собой.
Решил я как то самостоятельно собрать аккумуляторную батарею из элементов , и столкнулся с проблемой соединения их между собой.
Либо в обмен на скидку при покупке нового аккумулятора. Да и к тому же хранить дома кислотный аккумулятор, не самая лучшая идея. Войдите , пожалуйста. Хабр Geektimes Тостер Мой круг Фрилансим. Войти Регистрация. Коллективный опыт предлагает два варианта — либо отправиться на помойку в поисках старой микроволновки, раскурочить её и достать трансформатор, либо изрядно потратиться.
RC форум. Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Новости: Добро пожаловать!
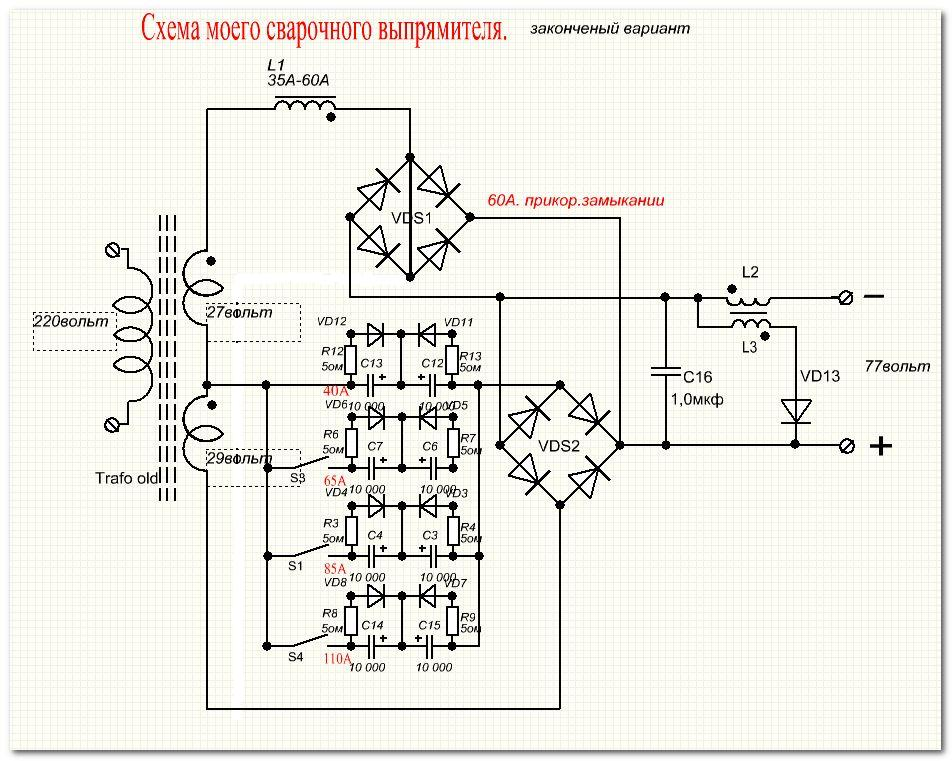
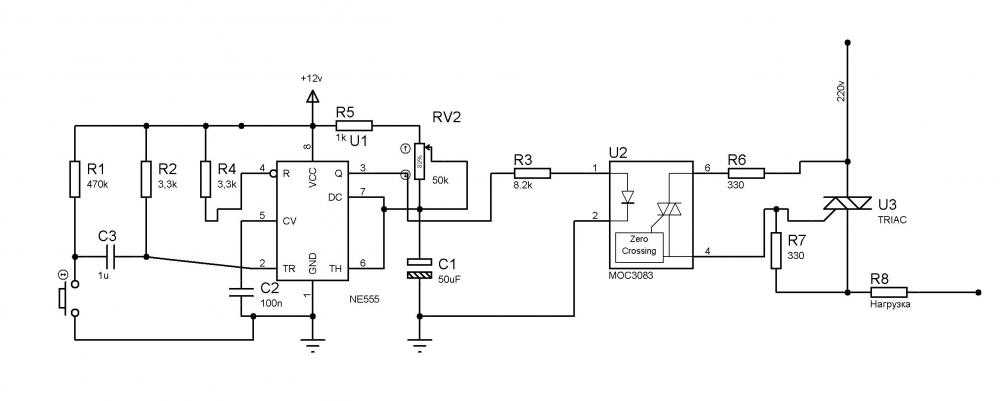
Схема аппарата для точечной сварки
Содержание
Трансформатор. Основная составляющая часть любого оборудования для контактной точечной сварки — силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока). Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
В микроволновке, для работы магнетрона необходимо очень высокое напряжение (около 4000В). Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
От такого трансформатора нужен магнитопровод и первичная обмотка (та, где меньше витков и провод толще). Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.
При удалении вторичной обмотки нужно стараться не повредить первичную обмотку.
Кроме двух обмоток, в трансформатор могут быть вмонтированы шунты, ограничивающие ток, их тоже обязательно нужно убрать.
После извлечения из трансформатора ненужных элементов, наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000А, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть либо один многожильный провод, либо пучок нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, то её можно снять, а провод обмотать тканевой изолентой. Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
Если есть два одинаковых трансформатора, то их можно объединить в один, более мощный, источник тока. Это может потребоваться когда в наличии два трансформатора с недостаточной мощностью или когда требуется сделать своими руками аппарат точечной сварки для работы с более толстым металлом.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов мощностью 0,5 кВт имеет входное напряжение 220В, выходное напряжение равно 2В при номинальном токе 250А (значение взято для примера, пусть кратковременный ток сварки будет 500А). Соединив одноименные выводы первичных и вторичных обмоток, получим устройство, в котором при том же значении напряжения (2В) номинальное значение выходного тока составит 500А (почти также удвоится и ток сварки, будут больше потери из-за сопротивлений).
При этом, показанные на схеме соединения в цепи вторичных обмоток должны быть на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будет два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если есть два достаточно мощных трансформатора и нужно увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединяются последовательно (один провод протягивается через два трансформатора), с одинаковым количеством витков на каждом трансформаторе. Направление витков должно быть согласованно, чтобы не получилось противофазы и как следствие, напряжения на выходе близкого к нулю (сначала можно поэкспериментировать с тонкими проводами).
Обычно в трансформаторах одноименные выводы обмоток всегда обозначены. Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.
Здесь входное напряжение подается на последовательно соединенные первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения. В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами.
В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены разноименными выводами. Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
Очевидно, что такой же результат можно получить изменив последовательность соединения выводов вторичных обмоток.
Чтобы сделать своими руками более мощный аппарат точечной сварки можно соединить подобным же образом больше трансформаторов, если только это позволяет сделать сеть. Слишком мощный трансформатор будет вызывать большое падение напряжения в сети, приводить к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т.п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
Электроды. В качестве электродов используются стержни (прутки) из меди. Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.
Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены.
Как уже писалось, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. на каждом соединении происходит потеря мощности. В идеале на оба конца провода надеваются медные наконечники, через которые провод соединяется с электродами.
Наконечники должны быть спаяны с проводом (жилы провода тоже должны быть спаяны). Дело в том, что со временем (возможно и при первом же запуске), в месте контактов происходит окисление меди приводящее к росту сопротивления и большой потере мощности, из-за чего аппарат может перестать сваривать. Плюс при обжиме наконечников площадь контакта меньше чем при пайке, что тоже увеличивает сопротивление контакта.
Из-за большого диаметра провода и наконечника для него, спаять их непросто, однако облегчить эту задачу могут продающиеся луженые наконечники под пайку.
Неспаянные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, но т.к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые.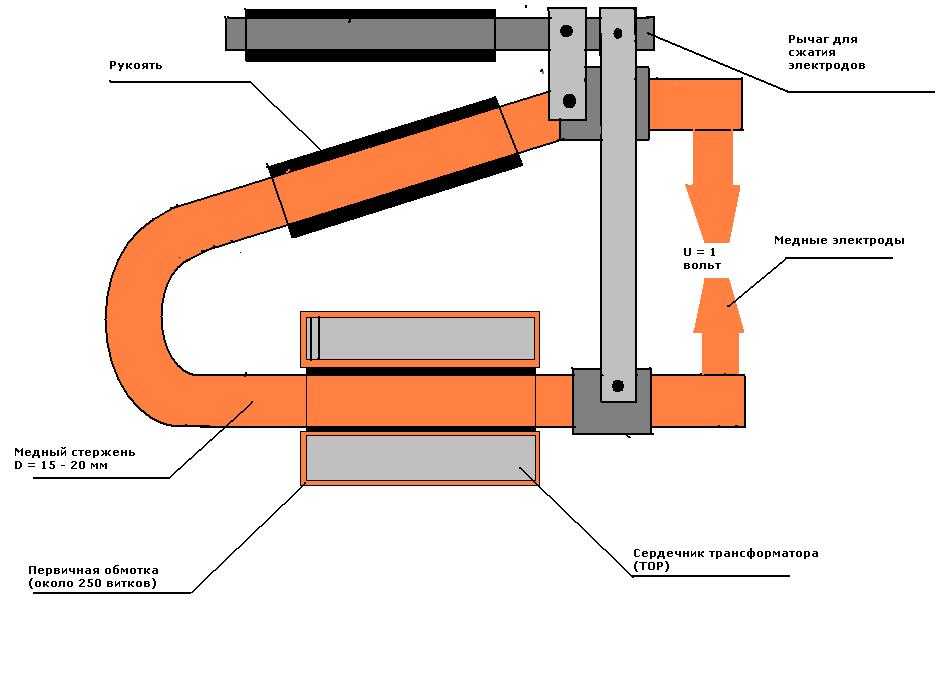 Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Органы управления. Единственными органами управления могут быть рычаг и выключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта свариваемых деталей меду электродами, и чем толще свариваемые листы, тем больше должна быть сила сжатия. На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
Большое усилие прижима у самодельных аппаратов для точечной сварки можно создать не только рычажным, но и рычажно-винтовым зажимом (винтовая стяжка между рычагом и основанием). Возможны и другие способы, требующие различного оборудования.
Выключатель должен устанавливаться в цепь первичной обмотки, потому что в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того контакты в обычном выключателе могут намертво свариться.
В случае рычажного прижимного механизма, выключатель следует монтировать на рычаге, тогда одной рукой можно давить на рычаг и включать ток. Вторая рука останется свободной для придерживания свариваемых деталей.
Эксплуатация. Включать и выключать сварочный ток необходимо только при сжатых электродах, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Желательно использовать принудительное охлаждение аппарата с помощью вентилятора. При отсутствии последнего нужно постоянно контролировать температуру трансформатора, токопроводов, электродов и делать перерывы, чтобы не допустить их перегрева.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой. Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка.
 youtube.com/embed/ku6tbvt6JrY»>
youtube.com/embed/ku6tbvt6JrY»> Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Оглавление:
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточно низким показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата — довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
Более простой вариант — сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.
Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.
Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора — основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными.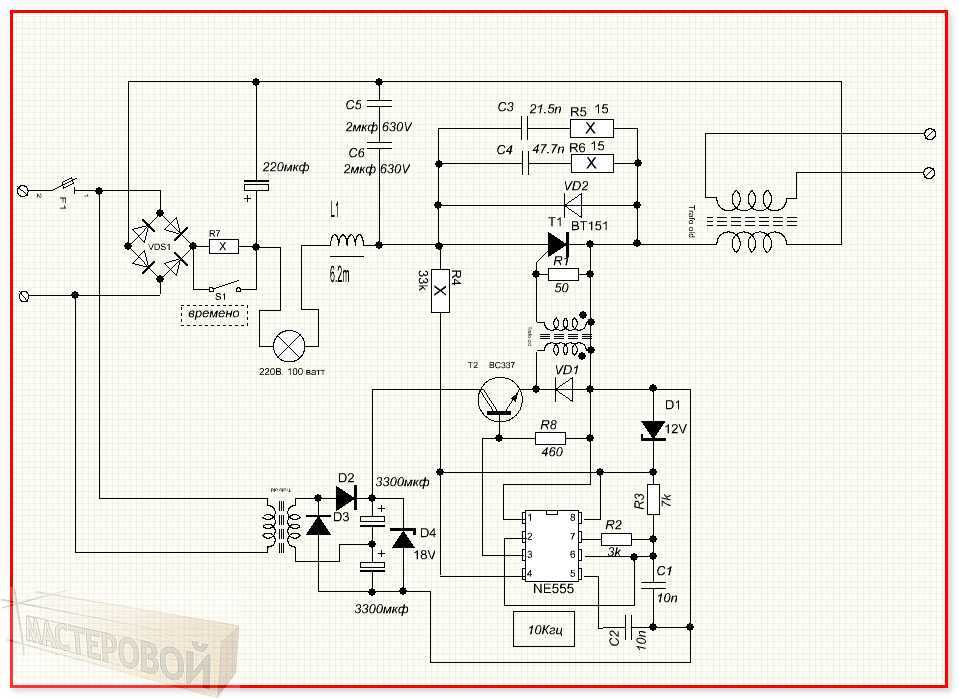 Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.
Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.
Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
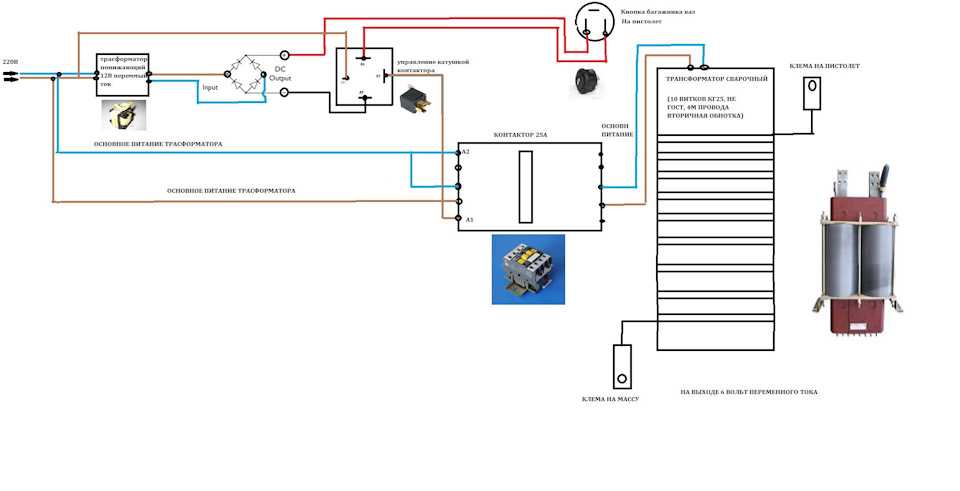
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.
Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.
Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой. При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.
Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство аппарата точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А. От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в его составе присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.
В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного. Первый вариант — более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи — более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию.
В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов.
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.
Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.
Как сделать аппарат точечной сварки из микроволновой печи
На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата.
Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии.
Среди основных частей трансформатора отметим — сердечник и два вида обмотки — первичную и вторичную.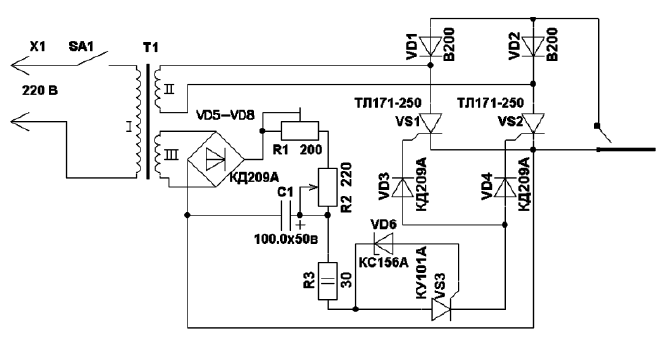 Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой.
Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А.
При этом минимальное значение силы тока составляет 850 А.
Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.
После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Точечная сварка своими руками
Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
Точечная сварка своими руками
Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.
Точечная сварка своими руками
Покажу полную схему подключения всех частей:
Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.
Точечная сварка своими руками
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:
Точечная сварка своими руками
Закрепляем их в клеммниках:
Точечная сварка своими руками
Точечная сварка своими руками
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.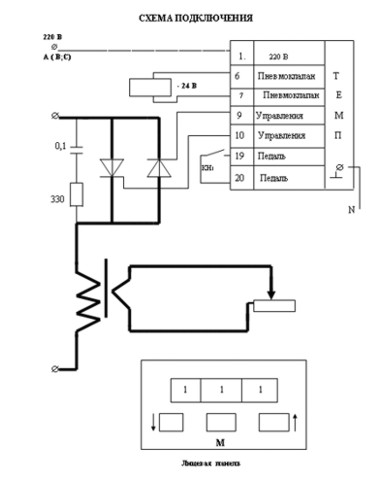
За 8 шагов — точечная сварка своими руками из микроволновки
Особенности самостоятельной сборки точечной сварки из микроволновки, 8 шагов для создания, подробные схемы и подбор правильного сечения провода.
ТЕСТ:
Чтобы понять, обладаете ли вы информацией о сварочном аппарате из микроволновки:
- Сколько Вольт достаточно, чтобы успешно провести сварку аппаратом из микроволновой печи?
а) 3 Вольт.
б) 4 Вольт.
- Какую мощность используют для сварки миллиметровой пластины?
а) 500 вольт.
б) 1000 вольт.
- Как трансформатор удаляется из корпуса печи?
а) Аккуратно, без использования грубых инструментов.
б) Используется любой инструмент. Главное — достать агрегат.
- С чего начинать разборку микроволновой печи?
а) Разборка начинается с внутренностей. Так проще снять трансформатор без повреждений.
б) Сначала снимается корпус и удаляются все крепежные детали.
- От какой детали печи нужно избавиться?
а) Вторичной обмотки.
б) Первичной обмотки.
Ответы:
- а) Для сварки достаточно 3 Вольт или меньше. Увеличивать это число не рекомендуется.
- б) Для сварки миллиметровой пластины используют 1000 вольт. Меньше — недостаточно, больше — чересчур.
- а) Трансформатор следует вынимать крайне аккуратно, чтобы он не повредился. Запрещено применять грубый инструмент.
- б) Начинать разборку следует с корпуса и крепежей.
- а) Избавиться нужно от вторичной обмотки — она не нужна.
Домашнему мастеру необходим сварочный аппарат. Но это не означает, что обязательно следует приобретать громоздкую аппаратуру, которая стоит довольно дорого. Агрегат делается своими руками без особых трудностей. В качестве основного компонента для сборки используют старую микроволновку.
Определение: Точечная сварка – процесс скрепления деталей в нескольких точках, путем подачи в них электричества.
Принцип работы точечного сварочного аппарата от 220В
Сварка
Посмотрите на картинке на готовый агрегат.
Чтобы металл расплавился, на него нужно подать очень большое количество тока. Степень напряжения тут не важна. Хватает 3 Вольт или даже меньше. Не желательно производить различные эксперименты с показателями. Уже давно протестировали самодельные сварочные аппараты, изготовленные из трансформатора микроволновой печи. Они прошли неоднократные испытания, а потому довольно надежные.
Мощность трансформатора необходимо выбирать в зависимости от толщины заготовок. К примеру:
- До одного миллиметра — мощность 1000 Вольт.
- Два мм — 2000 вольт.
- Три мм — 5000 Вольт.
Первичную обмотку нужно выбирать из расчета мощности устройства. Трансформатор самому сделать очень проблематично, потому желательно использовать готовый, помещающийся в микроволновке. У этого агрегата есть свои особенности:
- излучающим элементом потребуется большое напряжение — в несколько тысяч вольт.
 Но уровень силы тока не будет играть роли;
Но уровень силы тока не будет играть роли; - мощность на обмотках будет одинаковая. Если человек захочет увеличить количество витков на вторичной обмотке, то и напряжение возрастет, но при этом сила тока уменьшится;
- трансформирующие элементы, находящиеся в СВЧ печи, обладают мощностью в 3000 Вольт или чуть меньше. Чтобы произвести точечную сварку, этого вполне достаточно.
 Но уровень силы тока не будет играть роли;
Но уровень силы тока не будет играть роли;Необходимые компоненты приобретаются в радиомагазинах. А также для изготовления используют внутренности из старой микроволновой печи. В результате получится мощность тока в 1 кА. Этого значения достаточно, чтобы расплавить металл в точках контакта. В результате образуется хорошее соединение нескольких деталей. Для этой цели используют трансформатор в 3кВт.
Как собрать из трансформатора — 6 нюансов
В любых микроволновых печах устанавливают магнетрон. Ему нужно значительное напряжение. Трансформатор имеет меньшее количество витков в первичной обмотке, и гораздо большее во вторичной. Именно на ней напряжение будет составлять 2000 вольт. Если имеется удвоитель, то значение возрастет в несколько раз. Именно это свойство необходимо использовать.
Именно на ней напряжение будет составлять 2000 вольт. Если имеется удвоитель, то значение возрастет в несколько раз. Именно это свойство необходимо использовать.
Трансформатор необходимо вынимать очень осторожно. Чтобы ничего не повредилась, не желательно применять различные грубые инструменты. Сначала нужно избавиться от корпуса, а также устранить все крепежные элементы. Трансформатор достает из точки фиксации. Из этого устройства будет использоваться магнитопровод, а также первичная обмотка, имеющая мощный провод и малое количество витков.
Вторичная обмоткаПосмотрите на картинке вторичную обмотку. Использовать ее при сборке сварки не нужно, потому желательно избавиться от неё. Для этой цели используется зубило и молоток. Важно производить все работы очень аккуратно, чтобы нужная обмотка не испортилась. При работе возможно человек найдет шунтирующее устройство, применяемое в различных СВЧ печах. От них также нужно избавиться.
Магнитопровод на сваркеПосмотрите на картинке магнитопровод, прикрепленный на сварке. Если в микроволновой печи стоит микропровод, что не приклеен, а приварен, то удалением этой детали придётся заниматься при помощи ножовки по металлу или стамески. Обмотка будет о крепко сидеть в магнитопроводе, потому нужно приложить много усилий. В таком варианте придется использовать более грубые методы, чтобы удалить конструкцию любыми подручными средствами. Но стоит учитывать, что операция проводится очень аккуратно.
Если в микроволновой печи стоит микропровод, что не приклеен, а приварен, то удалением этой детали придётся заниматься при помощи ножовки по металлу или стамески. Обмотка будет о крепко сидеть в магнитопроводе, потому нужно приложить много усилий. В таком варианте придется использовать более грубые методы, чтобы удалить конструкцию любыми подручными средствами. Но стоит учитывать, что операция проводится очень аккуратно.
После проведение всех вышеописанных операций, приходим к созданию вторичной обмотки — используется цельный провод, с диаметром в 100 мм в квадрате или чуть больше. Это соответствует одному сантиметру. Также используют пучок проводов, обеспечивающих необходимый диаметр.
Обмотка создана — трансформатор сможет создавать силу тока, равную 1кА. Именно это и нужно для точечной сварки.
Если есть необходимость сделать аппарат мощнее, то единственного трансформатора не будет достаточно. Для этой цели необходимо совместить несколько элементов из разных СВЧ печь. Понадобится два или три витка.
Понадобится два или три витка.
Если изоляция очень толстая, ее нужно будет убрать и заменить на более тонкую — желательно тканевую. Если применяется несколько трансформаторов, то вторичная обмотка изготавливается по общей схеме соединения. Но тогда потребуется правильно соединить выходы.
Еще важно знать: 2 нюанса о создании самодельного аппарата из двух трансформаторов микроволновки
Схема
Посмотрите на картинке схему подключения нескольких устройств. Если использовать несколько трансформаторов из микроволновых печей, тогда мощность устройства возрастет. Напряжение повысится в 2 раза, и такие же пропорции станут относиться к увеличению сварочного тока. Но при таком способе сборки, могут наблюдаться и определенные потери, поскольку сопротивление цепи тоже сильно возрастет. Концы созданной обмотки потребуется подсоединить к электродам.
Если в наличии есть два трансформатора, но их напряжения не хватает для создания качественного сварочного аппарата, то применяют последовательное соединение их выходных обмоток. Следует убедиться, что на каждом элементе будет одинаковое количество витков. Это необходимо делать в тех вариантах, когда на магнитопровод нет возможности намотать нужное количество витков. При сборке подобного аппарата дома, также надо следить за направлением витков.
Следует убедиться, что на каждом элементе будет одинаковое количество витков. Это необходимо делать в тех вариантах, когда на магнитопровод нет возможности намотать нужное количество витков. При сборке подобного аппарата дома, также надо следить за направлением витков.
Точечная сварка своими руками из трансформатора микроволновки
Как избежать 4 ошибки при создании электродов
ЭлектродыПосмотрите на картинке электроды, используемые на самодельном устройстве. Собирая сварку, надо сделать и правильные электроды. По диаметру они должны соответствовать проводкам, что крепятся к сварке. Обычно используются прутки из меди. Но если мощность оборудования будет очень большой, тогда желательно использовать жало от профессионального паяльника.
Для соединения аппаратов электродами, используют очень крепкие провода. Если проигнорировать это правило, то потери мощности не получится избежать. Мощность также может уйти в том случае, если будет использоваться большое количество различных соединений.
Если проигнорировать это правило, то потери мощности не получится избежать. Мощность также может уйти в том случае, если будет использоваться большое количество различных соединений.
Для повышения эффективности сборного аппарата используют медные наконечники. Тогда получается избежать потери мощности в контактных местах.
Чтобы пайка происходила без проблем, желательно применять луженые наконечники. Поскольку электроды съёмные, то в местах фиксации с наконечником не стоит применять пайку. В этих местах образуется окисление — мощностью упадет. Съёмные электроды обеспечивают простоту очистки. Это очень удобно.
Наконечники будут фиксироваться с электродами на болтах. Важно проследить, чтобы соединение было более надежным. Если не позаботиться об этом, то будет происходить повышенное переходное сопротивление, а потому мощность споттера упадёт. Желательно создать отверстие одинаковых диаметров для двух деталей. Соединенные элементы желательно подбирать из меди.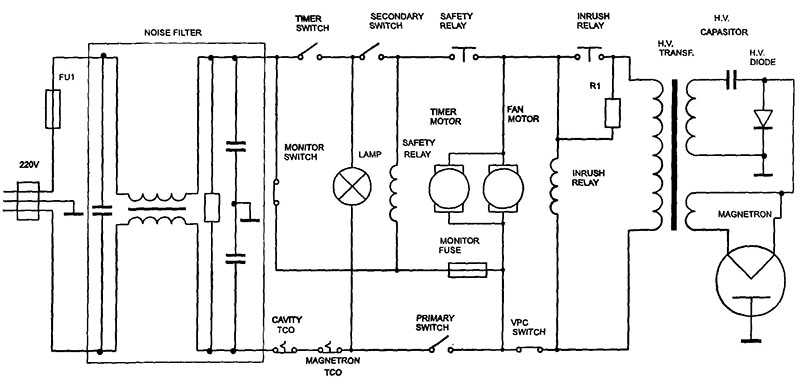 Выбор материала не безоснователен — в нем имеется маленькое электрическое сопротивление.
Выбор материала не безоснователен — в нем имеется маленькое электрическое сопротивление.
5 нюансов элементов управления
Аппарат, изготовленный собственноручно — несложная конструкция. Но чтобы он был качественный, необходимо сделать хорошие органы управления. Главными из них являются рычажные элементы и выключатель. Именно благодаря рычагу получится создать нужные усилия на электродах и свариваемых заготовках.
От усилий, прилагаемых при нажатии, зависит получаемое соединение. Желательно использовать длинный рычаг — для максимального прижатия. Сварку надо хорошо закрепить. Обычно фиксация производится при помощи струбцины.
Для увеличения прикладываемых усилий, используют рычаги или рычажно-винтовой механизм. Такое устройство часто ставят на рычажном механизме. В таком варианте не придется тратить время, чтобы производить операции. Если использовать такой способ, также появится возможность освободить одну руку, чтобы удерживать ею свариваемые детали.
Ток к электродам подается только в сомкнутом положении. Если этот процесс пойдёт до сжатия, то образуется искрение во время соприкосновении с металлом. Электроды в таком случае выгорят, аппарат сломается.
Выключатель желательно крепить к цепи первичной обмотки. Если поместить в другую, то произойдет сопротивление, электронные части будут свариваться между собой тащишь. При этом нужно учитывать, что во вторичной обмотке будет большое количество тока — не все автоматы осилят его.
Чтобы аппарат получился более качественным, необходимо оснастить его охлаждающей системой. Для этой цели используется кулер, снятый с компьютера. Трансформатор будет охлаждаться, как иные элементы, электроды. Для эффективного охлаждения устройства этого недостаточно, но если совершать регулярные перерывы между работой, и в этот момент задействовать кулер, то аппарат не выйдет из строя долгое время.
Подытоживая информацию, становится понятно, что для создания точечной сварки используется 8 шагов:
- Снятие трансформатора.
- Удаление вторичной обмотки.
- Создание новой обмотки.
- Соединение трансформаторов, если нужно повысить мощность.
- Электроды.
- Помещение наконечников на провода.
- Элементы управления.
- Охлаждающая система.

Топ-3 лучших производителей
Если нет желания самому делать сварку, следует приобрести качественную заводскую модель хорошего бренда.
- Ideal – Германия.
- Pei-Point – Италия.
- CEA – Италия.
Ответы на 5 часто задаваемых вопросов о работе с мини-контактной сваркой из трансформатора от микроволновки
- Потребуется флюс? – Нет, флюс не нужен.
- Использовать респираторы при работе? – Респираторы не нужны – процесс быстрый и дыма мало.
- Может ли ток ударить человека при сварке? – Если не касаться контактов, то не ударит.
- Можно использовать такую сварку для соединения АКБ? – Нельзя, для АКБ готовится иной вид агрегата. Подключение к батарее иное.
- Заводской агрегат качественнее соединяет детали? – Прочность соединения одинаковая.
 Подключение к батарее иное.
Подключение к батарее иное.Если самостоятельно сделать точечную сварку, то работать она будет не хуже заводских вариантов. Именно поэтому процесс сборки необходимо внимательно изучить, и попробовать сделать устройство.
Точечная сварка из микроволновки сделать самому своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
- Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель.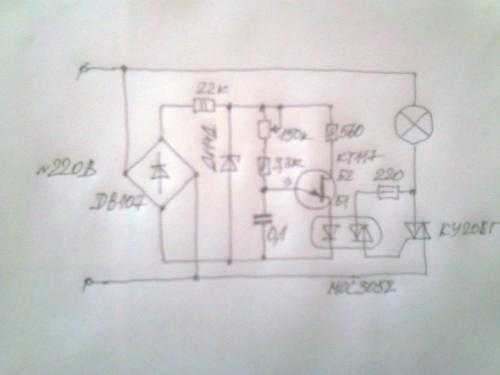 Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А.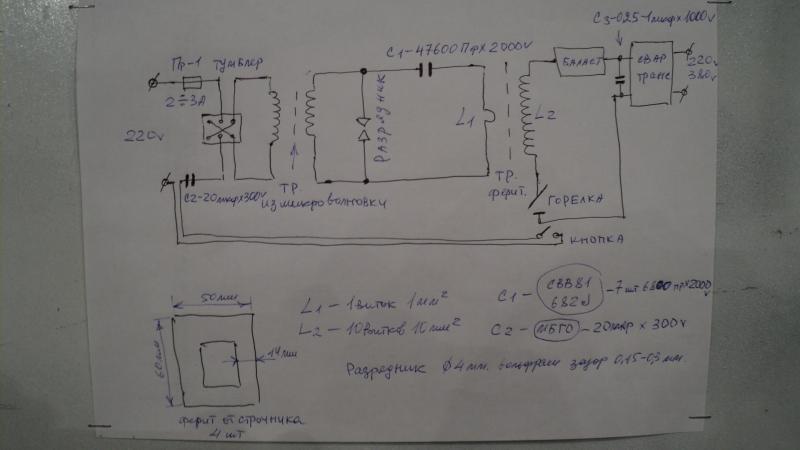 При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше.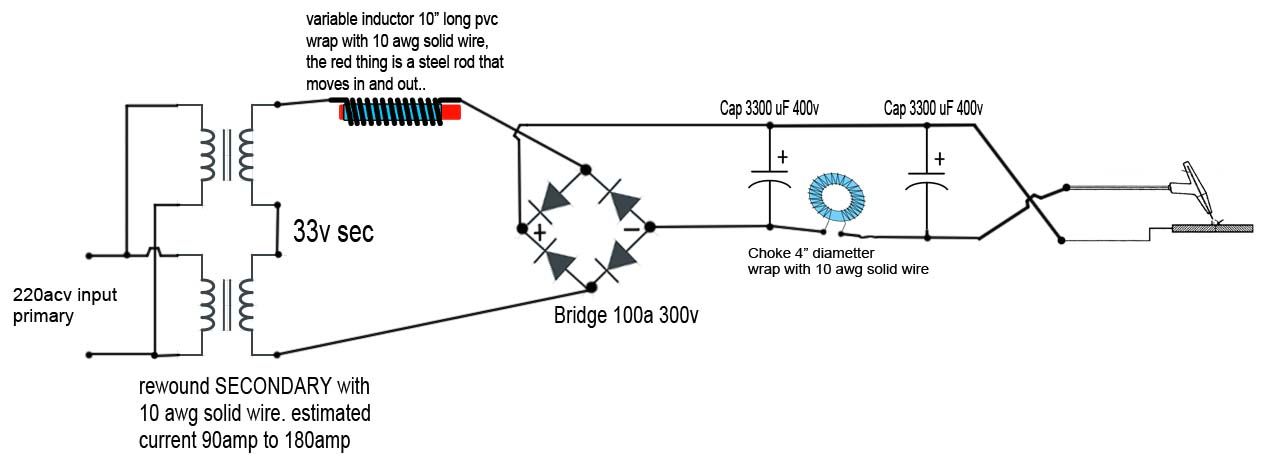 Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем.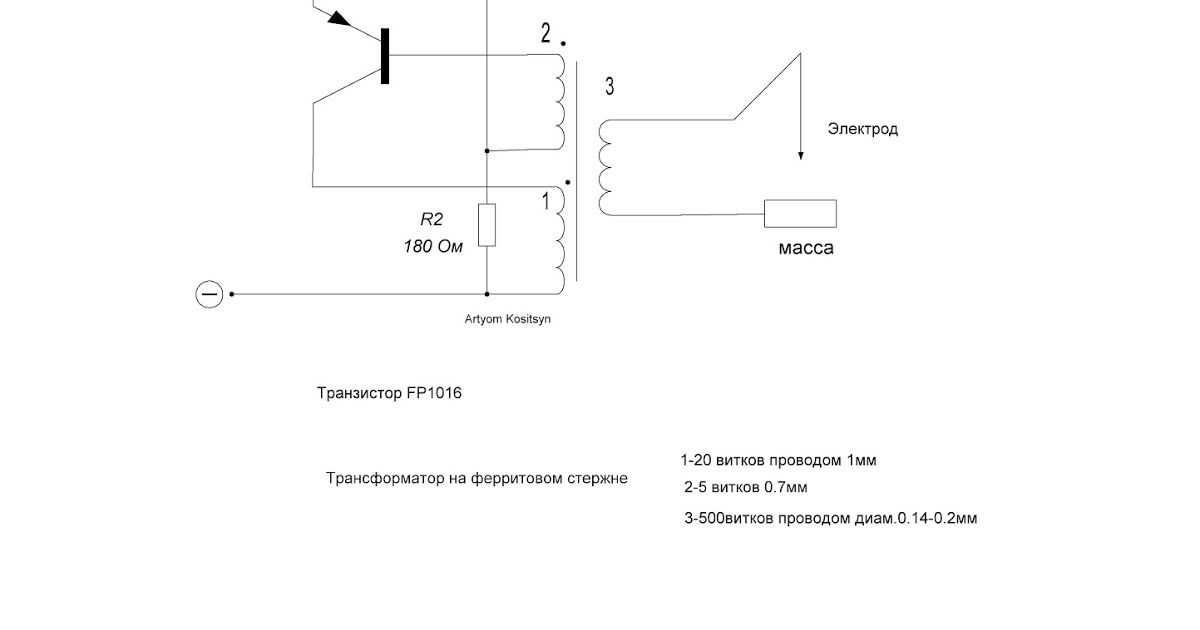 Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Точечная сварка своими руками из микроволновки — схема, видео, фото | vseznayko.com.ua
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако такое устройство можно не только найти в серийном производстве, но и сделать своими руками: для этого потребуется трансформатор, вынутый из старой микроволновки.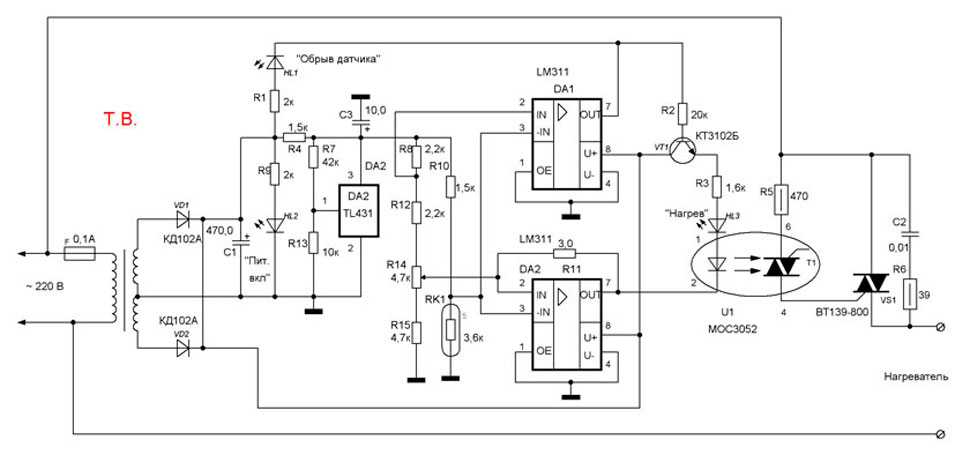 Аппарат, полученный в результате, даст возможность качественно выполнять точечную сварку переменным током, сила которого не регулируется.
Аппарат, полученный в результате, даст возможность качественно выполнять точечную сварку переменным током, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Важнейшим элементом любого подобного аппарата для точечной сварки является трансформатор: его задача, повысить входное напряжение до необходимого значения. Чтобы справиться с этим, устройство должно иметь высокий коэффициент преобразования. Такими трансформаторами оснащены большие микроволновые печи, один из которых нужно найти. Когда вы найдете такую модель микроволновки, нужно будет очень аккуратно вынуть из нее трансформатор.
Схема работы изящной сварки и схема сварочного аппарата
Технологию сборки аппарата точечной сварки более или менее подробно можно увидеть на видео ниже. Пример этого самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Более подробно о деталях сборки читайте в полной статье.
Снятие трансформатора с микроволновой печи
Если в самодельном аппарате точечной сварки используется трансформатор, имеющий мощность 700-800 Вт, то с его помощью можно соединять металлические листы, толщина которых достигает 1 мм. Этот трансформатор относится к разряду устройств повышающего типа, для питания магнетрона он способен выдавать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. За счет этого подключенный к нему трансформатор имеет меньшее количество витков на своей первичной обмотке и большое их количество на вторичной. Последняя создает напряжение около 2 кВ, затем увеличивается в два раза с помощью специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подаваемого на его первичную обмотку, нет смысла.
Извлеките трансформатор из микроволновой печи
Осторожно извлеките трансформатор из микроволновой печи. Не поднимайте молоток или другой тяжелый предмет. Его основание откручивается от микроволновки, снимаются все крепления, и аккуратно вынимается трансформатор с места его установки. Вам понадобятся устройства в микроволновой печи, во-первых, ее магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньшее количество витков.
Не поднимайте молоток или другой тяжелый предмет. Его основание откручивается от микроволновки, снимаются все крепления, и аккуратно вынимается трансформатор с места его установки. Вам понадобятся устройства в микроволновой печи, во-первых, ее магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньшее количество витков.
Вам придется демонтировать вторичную обмотку за ненадобностью, для чего вам понадобятся молоток и зубило. Очень важно не повредить и не раздавить первичную обмотку, поэтому действовать необходимо с максимальной осторожностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, которые служат для ограничения тока, их также необходимо удалить.
Вторичную обмотку можно разрезать зубилом
Если магнитопровод трансформатора не клееный, а сварная конструкция, то вторичную обмотку лучше снять с него зубилом или обычной ножовкой. Если обмотка очень плотно набита в окне магнитопровода, то ее, перерезав провод, необходимо просверлить или выкопать. Делать это нужно очень осторожно, так как из-за таких манипуляций магнитопровод может оборваться.
Делать это нужно очень осторожно, так как из-за таких манипуляций магнитопровод может оборваться.
После разборки необходимо намотать новую вторичную обмотку. Для этого вам понадобится провод диаметром не менее 1 дел. Если такого провода нет в наличии, его придется купить. Необязательно покупать одножильный многожильный провод такого сечения, можно использовать пучок из нескольких отдельных жил, что в сумме обеспечит необходимый диаметр. После установки новой вторичной обмотки ваш модернизированный трансформатор сможет вырабатывать ток силой до 1000 А.
Старую обмотку можно разрезать ножовкой по металлу
Если вы хотите сделать аппарат точечной сварки более мощным, технических возможностей одного трансформатора вам может не хватить. Здесь нужно использовать два таких устройства (в соответствии с разборкой двух микроволновок).
Тонкости модернизации трансформатора от СВЧ
Для изготовления вторичной обмотки необходимо намотать ее на сердечник 2-3 витка, что обеспечит выходное напряжение около 2 В, а силы короткого замыкания Максимальный сварочный ток — более 800 А.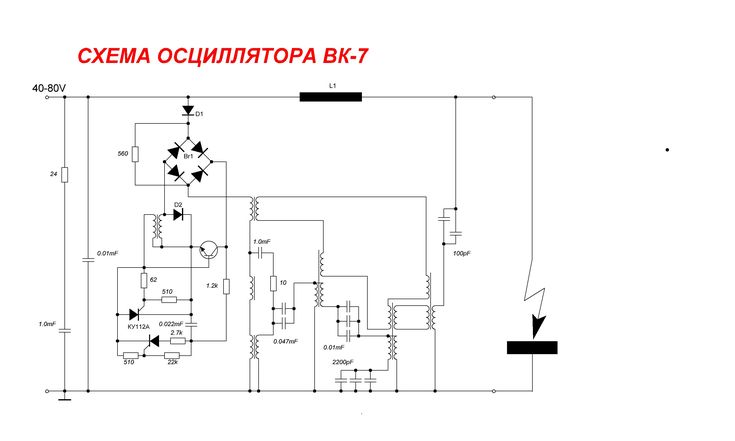 Этого достаточно для эффективной работы аппарата точечной сварки. Намотать такое количество витков может быть сложно, если используется провод с толстым слоем изоляции. Решить эту проблему достаточно просто: необходимо снять с провода штатную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы шнур, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать неоправданного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Этого достаточно для эффективной работы аппарата точечной сварки. Намотать такое количество витков может быть сложно, если используется провод с толстым слоем изоляции. Решить эту проблему достаточно просто: необходимо снять с провода штатную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы шнур, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать неоправданного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам необходимо сварить листы толщиной до 5 мм, имейте в виду, что для этого требуется аппарат для точечной сварки, который имеет большую мощность. Чтобы сделать его своими руками, необходимо использовать два трансформатора, соединенных в одну цепь. При выполнении такого подключения обязательно соблюдение соответствующих правил. Если допустить ошибку и неправильно соединить выводы первичной и вторичной обмоток двух трансформаторов, может произойти короткое замыкание.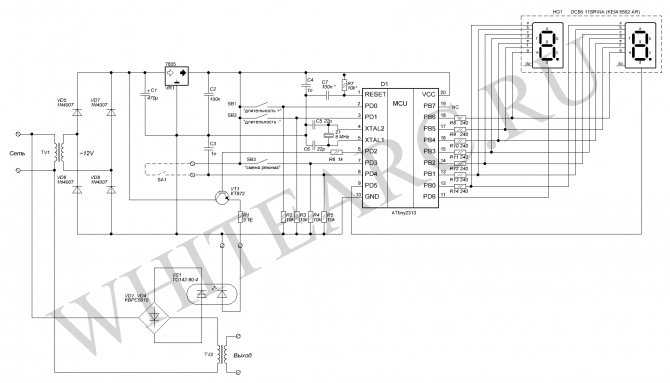 Правильность соединения обмоток, если на их выводах нет одноименной маркировки, проверяют вольтметром.
Правильность соединения обмоток, если на их выводах нет одноименной маркировки, проверяют вольтметром.
После правильного соединения одинаковых клемм двух трансформаторов необходимо измерить величину тока, который они образуют вместе. Обычно самодельные трансформаторы, предназначенные для аппаратов точечной сварки, которые планируется эксплуатировать в домашних мастерских, ограничивают силу тока – не более 2000 А. Превышение этого значения вызовет перебои с электроэнергией не только в вашем доме, но и в вашем доме. непосредственные соседи. А это, естественно, приведет к конфликтам. Амперметром проверяют величину тока, выдаваемого подключенными трансформаторами, а также наличие короткого замыкания в их цепи.
Еще один пример сборки точечной сваркой представлен в видео ниже:
Рекомендации по соединению двух трансформаторов
Каких результатов можно добиться, если два трансформатора, соединенные по правилам, не имеют большой мощности? Если взять два одинаковых прибора со следующими характеристиками: мощность — 0,5 кВт, входное напряжение — 220 В, выходное напряжение — 2 В, номинальный ток 250 А, — то, соединив их первичную и вторичную обмотки последовательно, на на выходе вы получите удвоенный номинальный ток, то есть 500 А.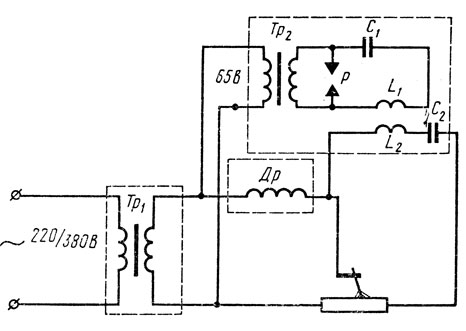
Кратковременный сварочный ток будет возрастать практически так же, но при его формировании будут значительные потери, ввиду большого сопротивления такой электрической цепи. Оба конца вторичной обмотки — провода О 1 см — подключаются к электродам аппарата точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если у вас два мощных трансформатора, но их выходного напряжения недостаточно для самодельного устройства, их вторичные обмотки можно соединить последовательно, которые должны иметь одинаковую количество ходов. До такой степени им это удается, если просто намотать витки на вторичную обмотку невозможно из-за недостаточного размера окна на магнитопроводе.
Это подключение необходимо контролировать, чтобы было согласовано направление витков на вторичных обмотках подключаемых устройств, иначе может выйти противофаза, и выходное напряжение такого комбинированного устройства будет близко к нулю. Для экспериментального определения правильности подключения желательно использовать тонкие провода.
Для экспериментального определения правильности подключения желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить выводы одноименных трансформаторов
Если выводы обмоток соединительных устройств не маркированы, необходимо определить среди них одноимённые, соединить их. Эту задачу можно решить следующим образом: первичную и вторичную обмотки двух и более трансформаторов соединяют последовательно, на вход такого комбинированного устройства подается напряжение, а на выходные выводы (выводы из последовательно соединенных вторичных обмоток ) подключите вольтметр переменного тока.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показать то или иное значение напряжения;
- вообще не показывают напряжения в цепи.
Если вольтметр выдает какое-то напряжение, значит, в цепи подключения и первичная, и вторичная обмотки имеют разные выводы. При неправильном соединении обмоток происходят следующие процессы: Высокое напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается вдвое; повышение напряжения происходит на вторичных обмотках, каждая из которых имеет одинаковый коэффициент трансформации. Вольтметр на выходе зарегистрирует общее напряжение, значение которого в два раза превышает значение на входе.
При неправильном соединении обмоток происходят следующие процессы: Высокое напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается вдвое; повышение напряжения происходит на вторичных обмотках, каждая из которых имеет одинаковый коэффициент трансформации. Вольтметр на выходе зарегистрирует общее напряжение, значение которого в два раза превышает значение на входе.
Определите выводы трансформаторов на этой схеме
Если вольтметр показывает значение «0», это означает, что напряжение, исходящее от каждой из последовательно соединенных вторичных обмоток, выравнивается по величине, но имеют разные знаки, поэтому компенсируют друг друга. Другими словами, хотя бы одна из пар обмоток, соединенных в цепочку, соединена одними и теми же штырьками. При этом правильное соединение элементов схемы достигается изменением порядка соединения первичной или вторичной обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обратить внимание на то, чтобы их диаметр соответствовал диаметру проволоки, с которой они подключены. В качестве таких элементов можно использовать медные стержни, а для маломощных устройств подойдут жала от профессиональных паяльников.
В качестве таких элементов можно использовать медные стержни, а для маломощных устройств подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Для корректировки их геометрических параметров их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды подключаются к аппарату точечной сварки, должны иметь минимальную длину, иначе они сильно потеряют мощность аппарата. Потери мощности будут серьезными в том случае, если электрическая цепь «электрод — аппарат точечной сварки» имеет много соединений. Если вы хотите повысить КПД своего самодельного оборудования, то лучше на проводах, которыми соединяются электроды, припаять медные наконечники. Воспользовавшись следующими советами, вы избежите потери мощности в точках контакта из-за повышенного сопротивления обжимки или любых других соединений.
Провода, соединяющие электроды с аппаратом точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды у такого устройства съемные, пайка в местах стыков не производится. Конечно, в таких местах, постоянно подвергающихся окислению, тоже происходит потеря мощности, но чистить их гораздо проще, чем прессованные наконечники.
Установка электродов на сварочный аппарат
Как было сказано выше, электрод для контактной сварки можно изготовить из медной проволоки или жала паяльника у профессионала, если мощность аппарата невелика. Провод от прибора соединяется с электродом с медным наконечником, который соединяется с ним пайкой.
Установка нижнего электрода
Наконечник соединяется с электродом посредством болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потеря мощности аппарата для точечной сварки.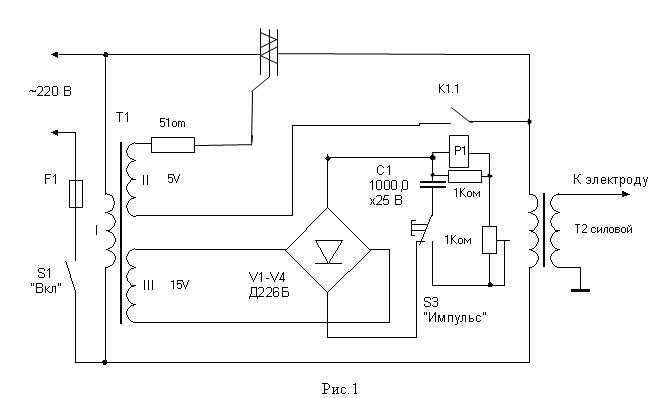 Для выполнения такого соединения в электроде и наконечнике делают отверстия одинакового диаметра.
Для выполнения такого соединения в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, которыми будут соединяться электроды и клеммы с проводами, лучше всего выбирать из меди или ее сплавов, характеризующихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающие обслуживание аппарата для контактной сварки, довольно легко изготовить своими руками.
Органы управления для самодельной точечной сварки
Управление аппаратом для точечной сварки (особенно сделанным из микроволновки своими руками) особой сложности не представляет. Для этого достаточно двух элементов: рычага и переключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать надежный контакт деталей в месте сварки, соединения. Для выполнения этих важных требований рычажные механизмы таких устройств могут быть дополнены винтовыми элементами, обеспечивающими еще большую силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов проста. Удобства добавит простой ластик, закрепленный над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают компрессионные элементы, создающие давление от 50 до 1000 кг — в зависимости от необходимости. А на аппаратах точечной сварки, которые используются для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, что такой механизм создает давление на 30 кг. Для удобства и простоты работы на устройстве точечной сварки его прижимной рычаг делают длиннее. , это также увеличит усилие сжатия до необходимого значения.
Для самодельного бытового прибора достаточно рычага, длина которого будет 60 см. С помощью этого рычага вы можете увеличить усилие в 10 раз. Соответственно, если нажать на рычаг с усилием 3 кг, электроды и детали, соединяемые с усилием сжатия 30 кг. Чтобы такой рычаг при нажатии не сдвинулся с места устройство, основание оборудования должно быть надежно закреплено к поверхности рабочего стола струбциной.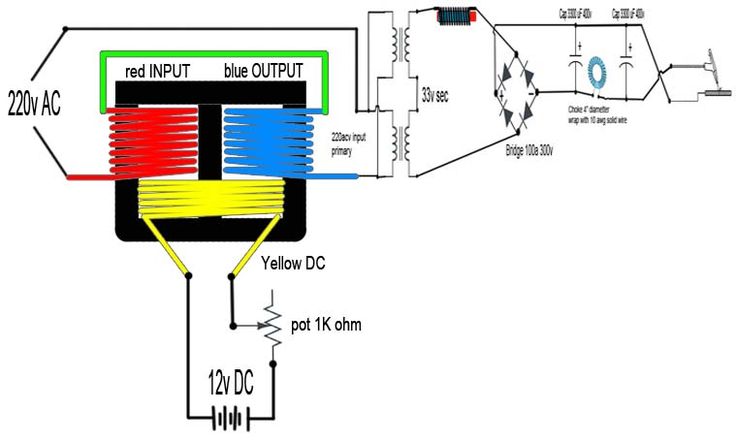
Аппарат для точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока на сварочные электроды, подключается к цепи первичной обмотки трансформатора тока, ток в котором значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, и его контакты под действием сильного тока будут намертво спаяны.
Если в качестве прижимного механизма используется рычаг, то переключатель лучше поставить на него, тогда другая рука будет свободна (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивными искренними электродами и, следовательно, с их активным горением. Получить начальный опыт работы на таком устройстве можно с помощью обучающего видео.
Электроды аппаратов для точечной сварки в процессе работы активно нагреваются. кроме того, трансформатор и токоведущие элементы такого устройства подвержены интенсивному нагреву. Во избежание перегрева, который может привести к выходу из строя оборудования точечной сварки, следует предусмотреть простейшую систему охлаждения. Для этой цели часто используют обычный вентилятор. Также можно делать перерывы в работе, необходимые для охлаждения элементов устройства.
Время выдержки электродов под током в сжатом состоянии при сварке можно контролировать визуально, ориентируясь на цвет точки в месте соединения, или использовать специальное реле.
Очевидно, что сделать устройство для точечной сварки на базе трансформатора от микроволновки абсолютно просто, внимательно изучив представленные видео и фото процесса сборки и учитывая озвученные рекомендации.
Точечная сварка из микроволновки своими руками: инструкция изготовления
В хозяйстве часто требуется аппарат точечной сварки, но его сложно купить из-за высокой цены. Между тем ничего сложного в этом нет, и сделать устройство можно самостоятельно. Основой сварочного аппарата является трансформатор. Для личных нужд точечную сварку из микроволновки можно сделать своими руками. Чтобы лучше понять устройство, сначала нужно понять, как оно работает.
Между тем ничего сложного в этом нет, и сделать устройство можно самостоятельно. Основой сварочного аппарата является трансформатор. Для личных нужд точечную сварку из микроволновки можно сделать своими руками. Чтобы лучше понять устройство, сначала нужно понять, как оно работает.
Принцип действия аппарата точечной сварки
Металлические детали помещают между электродами из меди или латуни, которыми они прижимаются друг к другу. После этого через них пропускают электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте соединения образуется жидкостная ванна диаметром около 12 мм. Под действием давления соединение сваривается.
Подача тока и прогрев происходят в виде импульса, после чего детали продолжают фиксироваться в одном положении, пока они немного не остынут.
Знакомясь с принципом работы, проще разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность сцепления;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.

Контактная сварка не обеспечивает герметичного соединения, что является существенным недостатком.
Требования к сварочному аппарату
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с максимумом в конце нагрева.
- Наличие электродов с высокой электро- и теплопроводностью. Для этой цели подходят электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для отечественного мастера наиболее доступны медь и ее сплав ЭВ. Площадь контакта рабочего конца электрода должна быть в 2-3 раза меньше размера шва.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится понятно, что при ручной точечной сварке необходимо предварительно обеспечить нагрев деталей в месте соприкосновения до температуры плавления. Мощность нагрева приборов разная, и надо представлять, для каких целей будет использоваться самодельный прибор.
Детали для изготовления:
- Трансформатор;
- изолированный провод диаметром 10 мм;
- электроды;
- переключатель;
- наконечники; болты
- ;
- подручный материал для изготовления корпуса и приварки клещей (фанера, деревянные бруски).
Аппараты изготовляют в основном настольные. Портативные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние прикрепляются к концам сварочных клещей, изолированных друг от друга. Проще всего сделать их из деревянных брусков вместе с кожухом из фанеры.
Движется только верхний рычаг, а нижний рычаг закреплен на основании. Усилие сжатия требуется обеспечить как можно больше, особенно когда нужно сваривать толстые листы металла. Для этого нужен мощный рычаг. Он должен быть подпружинен, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечивать не более 30 кг давления. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, так что плечо составляет 1:10. В промышленности применяют пневматические и гидравлические устройства для необходимой запрессовки деталей с регулируемым усилием.
Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, так что плечо составляет 1:10. В промышленности применяют пневматические и гидравлические устройства для необходимой запрессовки деталей с регулируемым усилием.
Выключатель удобно подводить к ручке. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Устройство также управляется магнитным пускателем с помощью ножной педали. Вторичная обмотка и корпус трансформатора заземлены.
Трансформатор в сборе
При точечной сварке от СВЧ Основная часть аппарата — силовой трансформатор мощностью 700-1000Вт. Чем она будет выше, тем лучше. Трансформатор СВЧ сварной. Ему нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого необходимо перемотать новую обмотку сверху первичной обмотки, из проволоки диаметром не менее 1 см. Для этого в щелях трансформатора имеется зазор, через который 2-3 витка толстого изолированного провода плотно входят в отверстие между сердечником и первичной обмоткой.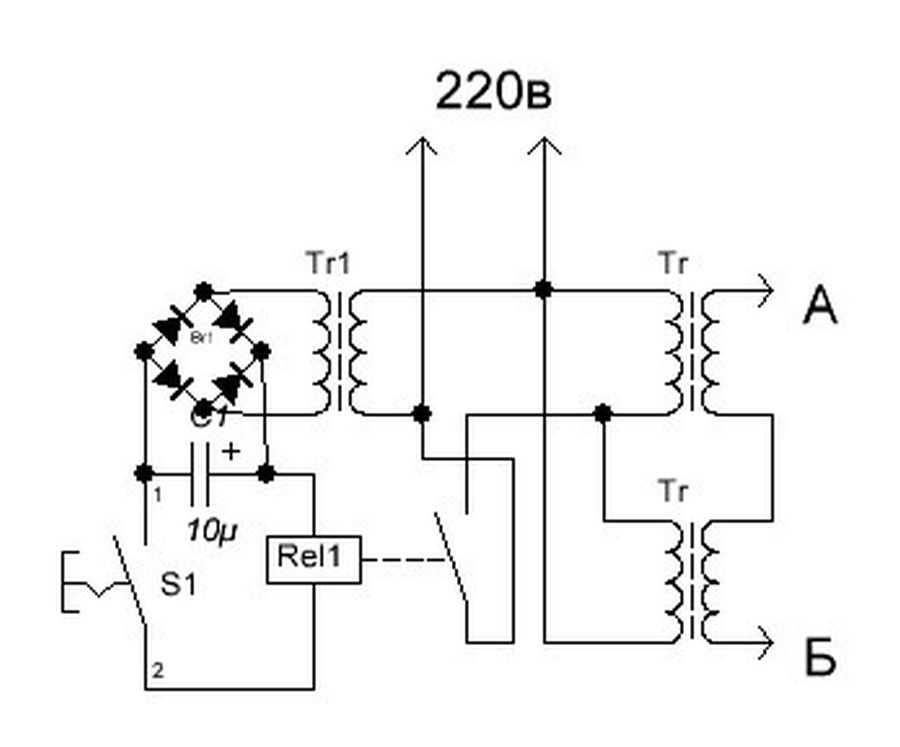 Аппарат на 1 кВт подходит для сварки листов толщиной до 3 мм.
Аппарат на 1 кВт подходит для сварки листов толщиной до 3 мм.
Точечная сварка от микроволновки своими руками создает ток во вторичной обмотке до 2 тыс. А. При большем его значении будут заметны скачки напряжения в сети и в квартире это может иметь негативные последствия по работе электронных устройств. В частном доме можно использовать более мощное устройство.
Как разобрать микроволновку не проблема. Важно, чтобы его трансформатор обеспечивал необходимую мощность. Часто для его повышения используют два одинаковых преобразователя напряжения, которые включают параллельно друг другу. Для этого создается схема точечной сварки из двух одинаковых вторичных обмоток с соединением одинаковых выводов на входе и выходе. В этом случае достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать клеммы, чтобы не произошло короткого замыкания. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. В то же время также необходимо избегать неправильного подключения в противоположной фазе. Для этого выход подключается к нагрузке и вольтметр измеряет переменное напряжение.
В то же время также необходимо избегать неправильного подключения в противоположной фазе. Для этого выход подключается к нагрузке и вольтметр измеряет переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Производство электродов
Для изготовления электродов проще всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их необходимо периодически подтачивать. Просверлили отверстие, через которое болты соединяются с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- простота обработки;
- высокая тепло- и электропроводность.
Медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий, в наибольшей степени отвечают этим требованиям. EV считается лучшим сплавом.
Нижний электрод закреплен, а верхний электрод прикреплен к плечу.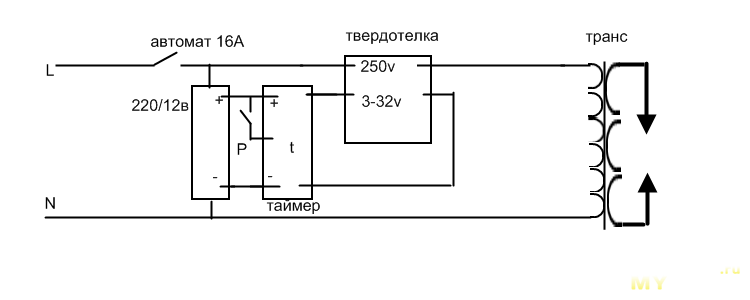 Важно обеспечить их надежную изоляцию.
Важно обеспечить их надежную изоляцию.
Устройство подключается к сети с помощью автоматического выключателя на 20 А.
Проводное соединение
Провода, подключаемые к электродам, должны быть как можно меньше. Они припаяны к медным наконечникам. Отдельные жилы провода тоже спаивают между собой, так как при большом токе могут окислиться места контактов и пропадет мощность. Не рекомендуется сжимать наконечники, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварку производить только после прижатия электродов, иначе они могут обгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- усилие прижатия электродов;
- форма и размер электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткого времени после него. В этом случае металл успевает кристаллизоваться, и соединение получается более прочным.
Устройство желательно охлаждать вентилятором. Необходимо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается экспериментально. Обычно это несколько секунд. Связывается в основном листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большая сила сжатия при малой длительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим характеризуется большей длительностью импульса. Он больше подходит для домашних условий, где не всегда удается добиться необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
Давление, плотность тока и размер пятна сварки зависят от диаметра контактной поверхности электрода.
В бытовых конструкциях машин точечной сварки величина тока обычно не регламентируется.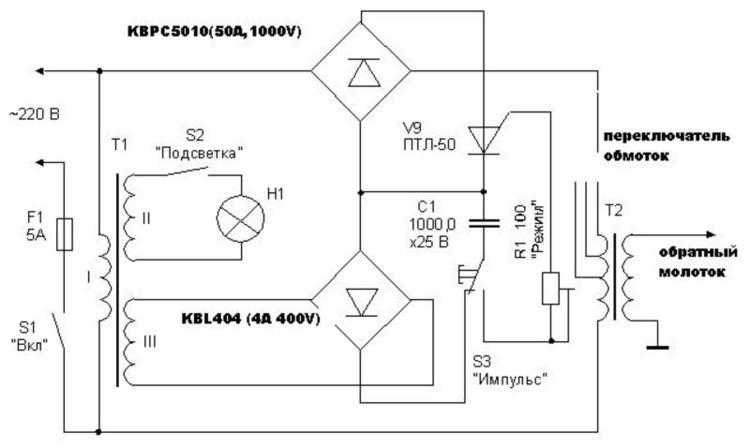 Основное внимание уделяется продолжительности нагрева, а управление осуществляется изменением цвета деталей. Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе обмотка не перегорала при закрытом колесе, применяют устройства со ступенчатой регулировкой напряжения.
Основное внимание уделяется продолжительности нагрева, а управление осуществляется изменением цвета деталей. Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе обмотка не перегорала при закрытом колесе, применяют устройства со ступенчатой регулировкой напряжения.
Применение точечной сварки
Домашний мастер Контактная сварка нужна для мелкого ремонта, когда нужно соединить небольшие листы металла. Он используется для замены электроинструментов, ноутбуков и аналогичного оборудования, чтобы снизить стоимость замены аккумуляторов. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов для точечной сварки на рынке велик, но их стоимость остается высокой. Кроме того, сложно подобрать подходящие варианты. Устройство можно изготовить самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, собранная своими руками, работает надежно и обеспечивает необходимый мелкий ремонт деталей при правильном подборе всех параметров.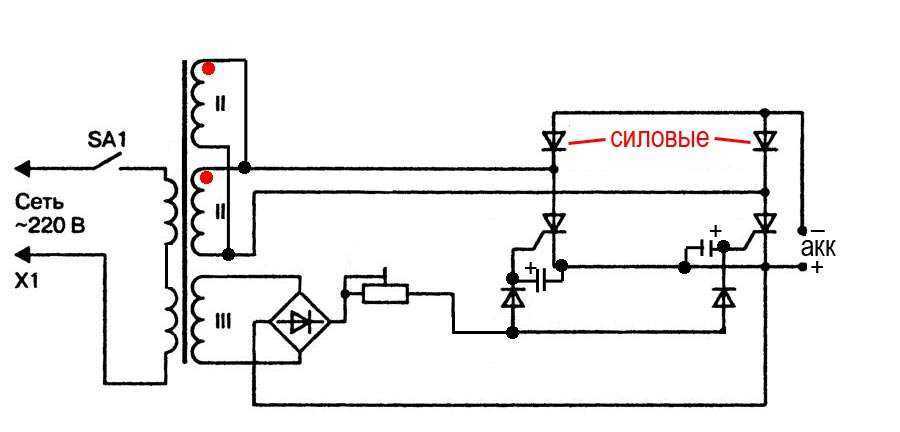 Тут важно понимать, для каких целей он сделан.
Тут важно понимать, для каких целей он сделан.
Какой сварочный аппарат построить?
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Новичок в сварке: какой сварочный аппарат выбрать?
01.12.2009#1
Новичок в сварке: какой сварочный аппарат выбрать?
Здравствуйте,
. Я разместил похожее сообщение на CNCZone, но решил, что этот форум может быть более актуальным. Я всегда хотел заняться сваркой и был в восторге, узнав, что можно сделать простейший сварочный аппарат со старыми трансформаторами для микроволновых печей (MOT).
У меня есть длинный список проектов, в которых нужно склеить куски металла (нестандартный забор, мебель, ящики и т. д.). Я уверен, что вы все знаете о различных планах; можно сделать небольшой, простой сварочный аппарат переменного тока с 2 МТ, вплоть до сварочного аппарата на 8 МТ 220 В постоянного тока с ШИМ-управлением мощностью. Я вполне уверен, что смогу построить любой из них, но мне интересно, считаете ли вы все, что лучше построить что-то быстро и удобно (скажем, сварочный аппарат 4-MOT, работающий от жилой сети 120 В), чтобы как можно быстрее набраться опыта? , или попробуйте собрать «Последний сварочный аппарат, который мне когда-либо понадобится» (8-MOT, 220 В). Как следствие, стоит ли встраивать выпрямление постоянного тока в небольшой сварочный аппарат?Спасибо!
Ответить с цитатой
01.
12.2009
#2Re: Новичок в сварке: какой сварочный аппарат выбрать?
Я нашел самый простой способ, это пойти в ваш LWS и купить сварочный аппарат.. =) Но на самом деле, это звучит довольно круто. Я не уверен, что мне будет удобно его строить, но я хотел бы увидеть некоторые фотографии и планы для него… Звучит довольно интересно..
Горелка Esab TradeMaster
Фонарик авиалинии Smith AW1A
Линкольн AC/DC 225/125
Millermatic 252 с Spoolmatic 15a
Термальная дуга 190 GTS
СпидГлас 9100vОтветить с цитатой
01.
12.2009
#3Re: Новичок в сварке: какой сварочный аппарат выбрать?
всегда стремитесь к большему, если нет причин не делать этого. Вы можете купить хороший подержанный сварочный аппарат для надгробий меньше, чем, я думаю, вы потратите.
В этом случае единственным соображением является то, сколько мощности у вас есть в стене, чтобы запустить последний сварочный аппарат, который вам когда-либо понадобится? Вам не нужен постоянный ток для электрода, но это хорошая идея, когда вы его проектируете.Ответить с цитатой
01.
12.2009
#4Re: Новичок в сварке: какой сварочный аппарат выбрать?
Я мог бы купить сварочный аппарат, но идея сделать приличный из хлама мне очень нравится.
Вот основные ресурсы, которые я нашел:
- Простой сварочный аппарат, использующий 2 MOT
- Более сложный и крупный сварочный аппарат, использующий 8 MOT
- Старая тема, документирующая преобразование переменного тока в постоянный с использованием больших излишков SCR
Ответить с цитатой
01.
12.2009
#5Re: Новичок в сварке: какой сварочный аппарат выбрать?
Я видел, как старые машины с трансформаторами переменного тока продаются бесплатно, скажем, за 100 долларов на CL или на дворовых распродажах. Я купил свой первый сварочный аппарат, старый AC Craftsman менее чем за 50 долларов на распродаже, готовый к работе. Я получил выгодную сделку на AC/DC Miller Thunderbolt, почти новый, еще дешевле. Вам просто нужно набраться терпения и держать глаза открытыми. Старые Craftsman, Century, Lincoln и т. д. появляются довольно регулярно, обычно выглядят как he11, но все еще работают нормально, поскольку в них нет ничего, что действительно выходит из строя.
Обратите внимание, что палка отлично подходит для многих вещей, но у нее есть некоторые ограничения, особенно для тех, кто только начинает учиться. Листовой металл и тонкая сталь — это PITA для обучения на палочном станке. Большинство стержней лучше всего работают со сталью толщиной 3/16 дюйма и толще. Если все ваши проекты состоят из тонкой стали или стали средней толщины, вам, как правило, лучше использовать хороший мик, а не стержень.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
01.
12.2009
#6Re: Новичок в сварке: какой сварочный аппарат выбрать?
Если вы хотите построить сварочный аппарат, то обязательно сможете его построить.
Но обычно проще купить один, а потом использовать сварщик для сборки.
Посмотрим:
— раздобудьте кучу MOT, надеюсь, попробуем -сопоставить- их для сохранения согласованности внутренностей;
— перепаять все ТО;
— наладка выключателей и охлаждение;
— добавить в цепь желаемую емкость и индуктивность для хороших характеристик дуги;
— добавить в схему выпрямителя с использованием БОЛЬШИХ -СОГЛАСОВАННЫХ- диодов, включая радиатор для блока диода/выпрямителя и охлаждение;
— изготовить/выпросить/приспособить монтажную плату для всего этого;
— сделать/выпросить/приспособить ко всему этому чехол.
Да все конечно возможно. В конце концов, эти «другие» люди сделали дуговую сварку, также известную как сварочные аппараты SMAW, с использованием МОЛ. С другой стороны, по дешевке вы можете просто подключить две или три большие 12-вольтовые батареи последовательно и, возможно, добавить спиральный кусок сварочного кабеля для некоторой индуктивности, а затем сварить его.
Но покупка сварочного аппарата обычно проще и в большинстве случаев дает лучший контроль сварки.
Лучшие схемы… Банда оф агли…
Ответить с цитатой
01.12.2009 #7
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Некоторым людям нравится бросить вызов самому себе.
Вы потратите недели на сбор всего оборудования, настройку, исправление и обучение сварке. Поиск неисправностей; это я или сварщик? 100 баксов и ты сварщик.Ответить с цитатой
01.12.2009#8
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Интересная идея для тех, кто уже умеет сваривать и уже имеет сварочные аппараты, и просто хочет попробовать сделать свой аппарат. Этот человек может легко сказать, сделал он что-то хорошее или нет, когда оно сделано. Для того, кто не знает, как сваривать, вы не будете знать, сделали ли вы что-то пригодным для использования или нет, потому что вы не знаете, что это ДОЛЖНО быть сваркой, с чего начать.
Мой совет-купите сварочный аппарат. После нескольких лет сварки за плечами, если у вас все еще есть желание сделать свой собственный сварочный аппарат, соберите его и сообщите нам, как он работает!
MM350P/Питон/Q300
ММ175/К300
DialarchHF
ПВТ MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
Грузовая платформа LoadNGo
Bobcat250
XMT304/Оптима/Спулматик
Чемодан12RC/Q300
Чемодан8RC/Q400
Паспорт/Q300
Smith opОтветить с цитатой
01.12.2009#9
Re: Новичок в сварке: какой сварочный аппарат выбрать?
DR делает очень хорошее замечание.
Сварить надо сначала научиться…Горелка Esab TradeMaster
Фонарик авиалинии Smith AW1A
Линкольн AC/DC 225/125
Millermatic 252 с Spoolmatic 15a
Термальная дуга 190 GTS
СпидГлас 9100vОтветить с цитатой
01.12.2009#10
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Думаю, я бы вмешался здесь, так как на самом деле я построил сварочный аппарат MOT и сейчас учусь сваривать. Если вы зайдете на http://aaawelder.com/70amp.html и прокрутите вниз примерно на 3/4 пути, то увидите, что парень, который управляет сайтом, опубликовал несколько фотографий того, что я построил.
МТ на некоторое время сделает дугу, и вы, возможно, сможете запустить борт, но он будет сильно прилипать и в процессе сгорит кучу прерывателей. Сам сварщик может быть способен на хорошую сварку, но, учитывая, сколько техники нужно изучить, это не лучшее место для начала.
В настоящее время я учусь сварке в Колледже связи, и позвольте мне сказать, что использование мощного Линкольна похоже на нож сквозь масло по сравнению с ТО. После 14 недель сжигания стержня с помощью и руководством я действительно вернулся и подключил техосмотр, просто чтобы посмотреть, на что это похоже. Я смог сделать немного лучше, но это все еще боль, и я не думаю, что когда-нибудь смогу сделать валик так же хорошо, как с помощью настоящего сварочного аппарата.
Напоследок, жалею ли я, что построил ТО, зная теперь, что это не очень полезно? Ни в малейшей степени. Это было весело и интересно, и я многое узнал о том, как работают сварщики. Не сомневаюсь, что это побудило меня найти класс и начать присматриваться к сварочным аппаратам в магазине.
Поэтому я говорю так: создавайте его, но помните о его ограничениях, и если вы в конечном итоге все еще думаете, что сварка — это довольно круто, идите и научитесь делать это по-настоящему.Ответить с цитатой
01.12.2009 #11
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Я с zer0vector. У меня не было такой фантазии, я просто сделал двойную угольную дуговую горелку и водяной резистор, чтобы автоматический выключатель не сработал.
Я не жалею, что сделал это. Это было весело, но без знания того, как его использовать, это было бессмысленно. Но это побудило меня пойти на курсы по сварке, что было одним из лучших решений в моей жизни. У меня все еще есть горелка, которую я построил, и я иногда использую ее, подключенную к моему сварочному аппарату, для небольших работ по нагреву.Ответить с цитатой
01.12.2009 #12
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Привет,
. Я построил сварочный аппарат с дуговой сваркой, подобный тем, что представлены на веб-сайте с инструкциями, и получил хороший опыт работы с ним.
Я засунул его в старый корпус ryobi Sander. Я добавил охлаждающий вентилятор и потенциометр от беговой дорожки для регулировки напряжения.
, он был ограничен по мощности, поскольку был построен всего из 2 трансформаторов, он довольно хорошо сжигал стержни от 1/16 до 1/8.
моя стоимость была около 25 долларов я купил соединительный кабель большого сечения и использовал его для проводов
и заземление, все остальное было разыскано.
Если вы соберете 6 mot с выпрямителем, это будет единственный сварочный аппарат, который вам когда-либо понадобится.меня заинтересовала сварка, и я купил дуговой сварочный аппарат на 220 В
один раз мне понадобились проволочные гайки, а в другой раз немного проволочной перемычки, и
сварочный аппарат ушел
Удачи, JRПоследний раз редактировалось romancandle; 01.
12.2009 в 19:36. Причина: обновлениеОтветить с цитатой
02.12.2009 №13
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Интересно!
Страница aaawelder поднимает хороший вопрос — коррекция коэффициента мощности может быть очень важна для качества результата.
Наверное пора начать симулировать сварщика в чем-то вроде PSPICE или LTSpice.
Ответить с цитатой
02.12.2009№14
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Мы с сыном построили сварочный аппарат для микроволновой печи. Я написал об этом на доске. Мне стало любопытно после того, как я увидел то, что сделал Лламафур. Это было интересно сделать, и это сработало… но только настолько хорошо, насколько может работать дуговая сварка на 70 ампер. Другими словами, многое из того, что мы делали, было непрактичным. Трудно поддерживать дугу, стержень часто застревает и так далее. Если вы можете построить тот, который работает от 230 вольт, сделайте это, и это может стоить того, иначе я согласен с другими, что лучше всего просто купить его.
Если проблема в деньгах, идите в китайский магазин инструментов.Ответить с цитатой
02.12.2009 №15
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Первоначально Послано eubarch
Интересно!
Страница aaawelder поднимает хороший вопрос — коррекция коэффициента мощности может быть очень важна для качества результата.
Наверное пора начать симулировать сварщика в чем-то вроде PSPICE или LTSpice.
Коррекция коэффициента мощности очень важна. При реактивных нагрузках ток и напряжение не совпадают. Если вы измерите ток и напряжение, значения дадут вам полную мощность [ВА], а не ватты. Единственное место в цепи, где ток и напряжение совпадают, находится в сопротивлении, обмотках трансформатора. Следовательно, ИК-потери на нагрев в катушках будут непропорционально больше, чем на это указывает ток дуги. В результате потребуется, чтобы ток в трансформаторе был ограничен безопасным уровнем, чтобы не сжечь катушки, и это отразилось бы на токе дуги. Думайте о PF как о коэффициенте эффективности, вы хотите, чтобы PF был как можно ближе к 1. PF, равный 0, будет иметь ток и напряжение 9не в фазе, кажущаяся мощность будет большой, а мощность будет равна 0; однако ИК-нагрев катушек трансформатора может их сжечь.Ответить с цитатой
07.
12.2009
№16Re: Новичок в сварке: какой сварочный аппарат выбрать?
Первоначально Послано eubarch
Я мог бы купить сварочный аппарат, но идея сделать приличный из
…
Привет. Эта последняя ссылка интересна, но я не могу видеть фотографии. Я пытался зарегистрироваться на внедорожном форуме, но почему-то не получил одобрения. Есть ли в них полезная информация?
[*]Старая тема, документирующая преобразование переменного тока в постоянный с использованием больших излишков SCR[/LIST]Что касается меня, то я тоже сделал сварщик на основе ТО.
Было не очень весело искать все части и собирать их вместе. А при 120 В / 11 А (рейтинг MOT) он был слишком слабым даже для 3/32 6013. Он вроде как работал для сверления отверстий в инструментальной стали с воздушной закалкой с аккумуляторным углеродным стержнем, прикрепленным к минусу. В чем он действительно преуспел, так это в качестве источника питания для сварки TIG. С помощью стартовой коробки HF ее можно использовать для сварки крошечных деталей. Он отлично справлялся с ювелирными изделиями, фиксацией ребер зонта, штамповкой из листового металла, например, спусковым механизмом моего пистолета для герметика, и т. д. Я не знаю никого, кто достаточно умело бы обращался со сварочным аппаратом, чтобы починить ребра зонта. Просто они слишком нежные.Ответить с цитатой
07.
12.2009
# 17Re: Новичок в сварке: какой сварочный аппарат выбрать?
Почему бы просто не взять с собой несколько 12-вольтовых аккумуляторов, а остальные сначала не доставить из гавани… держите аккумуляторы на тендере…
Ответить с цитатой
07.12.2009# 18
Re: Новичок в сварке: какой сварочный аппарат выбрать?
Должен признаться, часть меня думает, что это похоже на «Новичок в скалолазании, как мне плести свою веревку?» , но другая часть меня думает: это какой-то довольно хардкорный DIY.
 У меня есть длинный список проектов, в которых нужно склеить куски металла (нестандартный забор, мебель, ящики и т. д.). Я уверен, что вы все знаете о различных планах; можно сделать небольшой, простой сварочный аппарат переменного тока с 2 МТ, вплоть до сварочного аппарата на 8 МТ 220 В постоянного тока с ШИМ-управлением мощностью. Я вполне уверен, что смогу построить любой из них, но мне интересно, считаете ли вы все, что лучше построить что-то быстро и удобно (скажем, сварочный аппарат 4-MOT, работающий от жилой сети 120 В), чтобы как можно быстрее набраться опыта? , или попробуйте собрать «Последний сварочный аппарат, который мне когда-либо понадобится» (8-MOT, 220 В). Как следствие, стоит ли встраивать выпрямление постоянного тока в небольшой сварочный аппарат?
У меня есть длинный список проектов, в которых нужно склеить куски металла (нестандартный забор, мебель, ящики и т. д.). Я уверен, что вы все знаете о различных планах; можно сделать небольшой, простой сварочный аппарат переменного тока с 2 МТ, вплоть до сварочного аппарата на 8 МТ 220 В постоянного тока с ШИМ-управлением мощностью. Я вполне уверен, что смогу построить любой из них, но мне интересно, считаете ли вы все, что лучше построить что-то быстро и удобно (скажем, сварочный аппарат 4-MOT, работающий от жилой сети 120 В), чтобы как можно быстрее набраться опыта? , или попробуйте собрать «Последний сварочный аппарат, который мне когда-либо понадобится» (8-MOT, 220 В). Как следствие, стоит ли встраивать выпрямление постоянного тока в небольшой сварочный аппарат?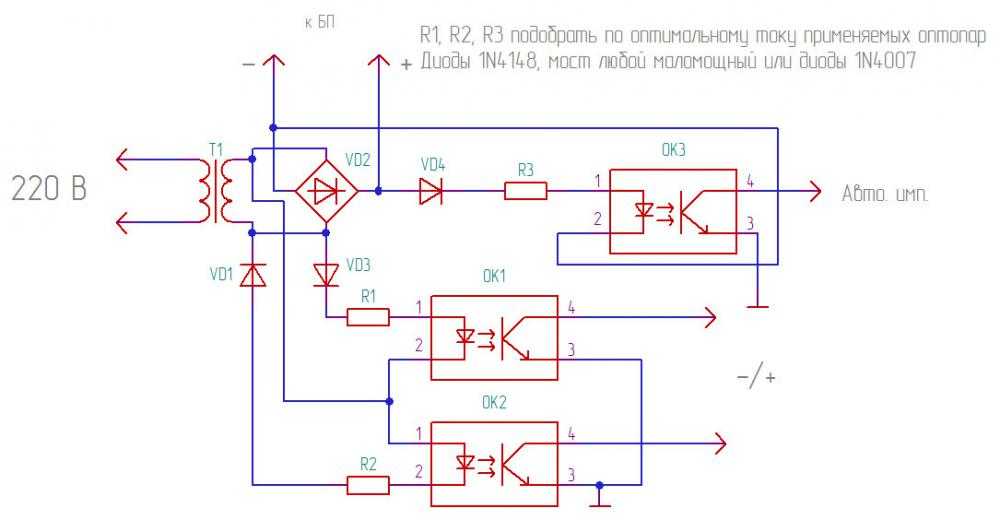 12.2009
#2
12.2009
#2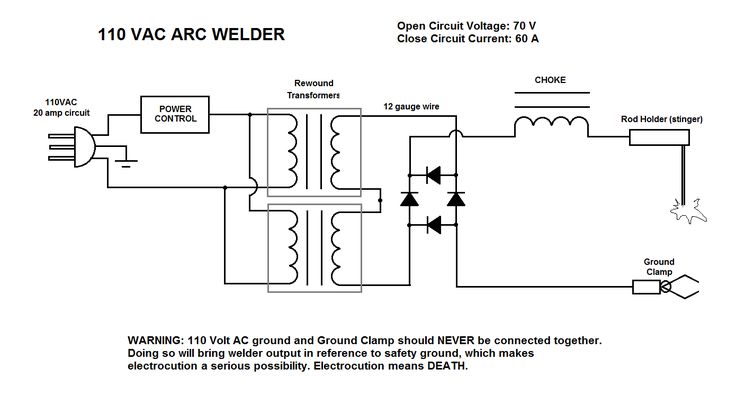 12.2009
#3
12.2009
#3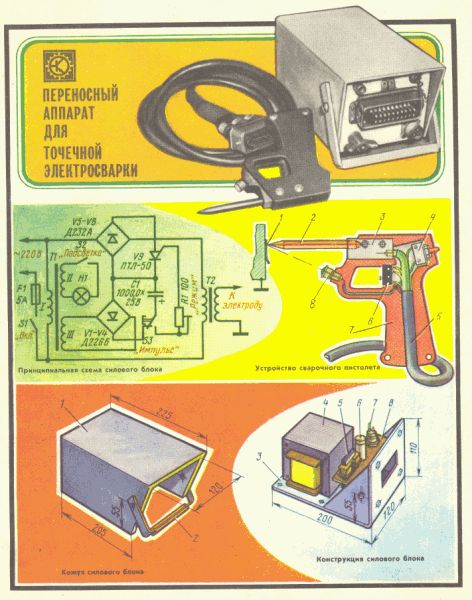 12.2009
#4
12.2009
#4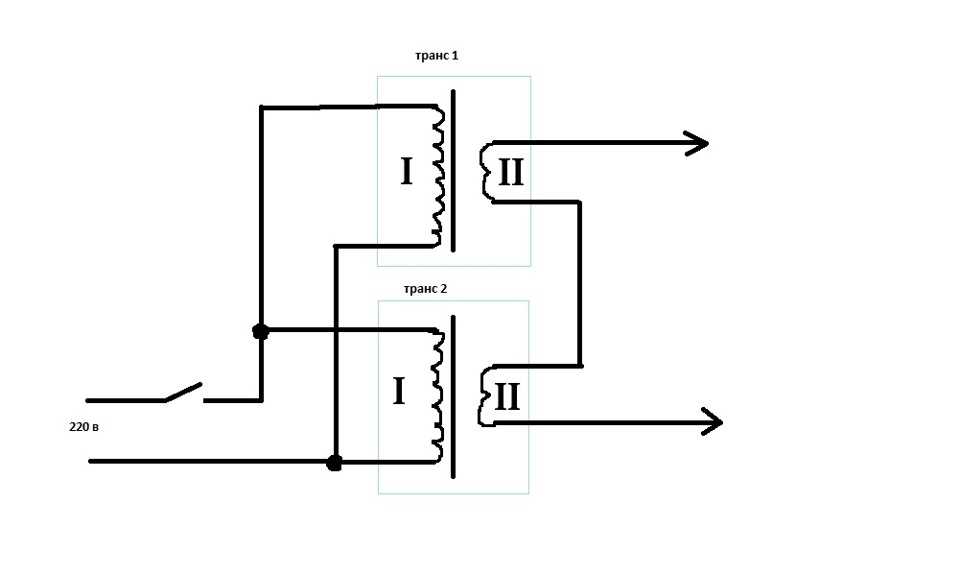 12.2009
#5
12.2009
#5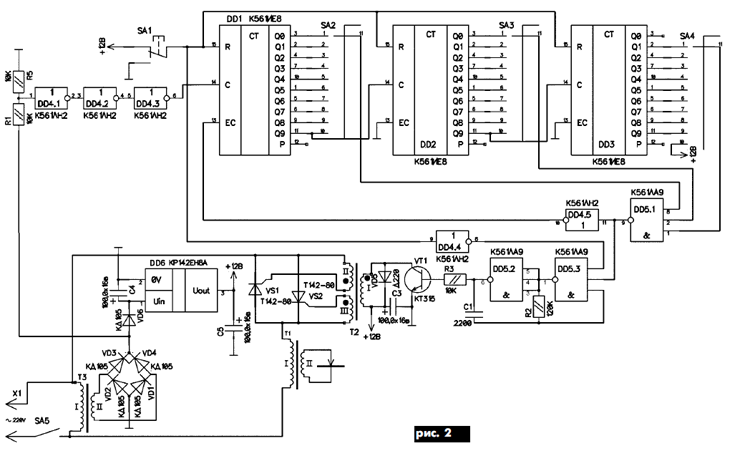
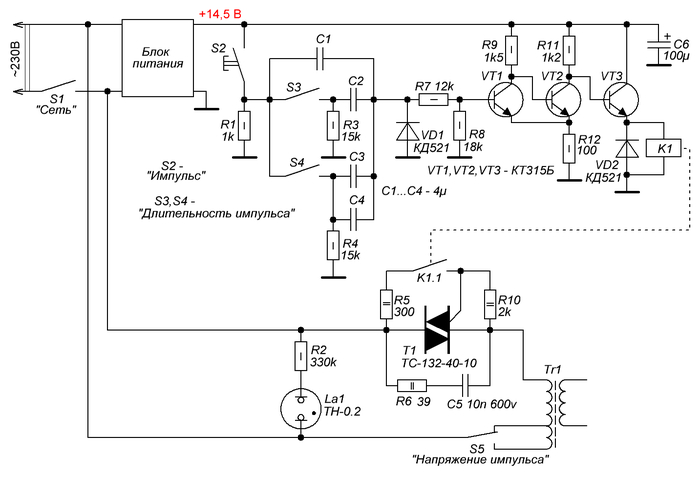 12.2009
#6
12.2009
#6
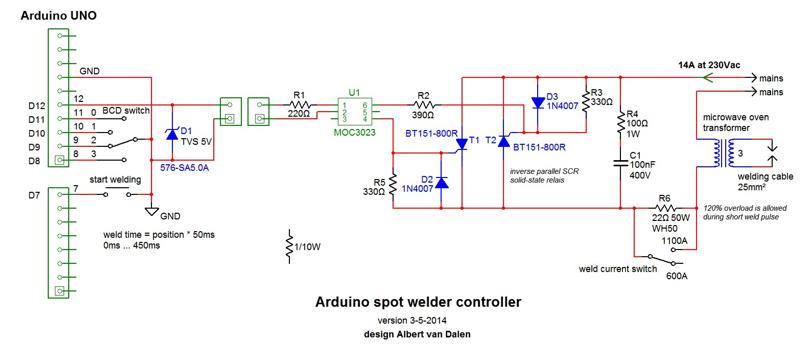 Вы потратите недели на сбор всего оборудования, настройку, исправление и обучение сварке. Поиск неисправностей; это я или сварщик? 100 баксов и ты сварщик.
Вы потратите недели на сбор всего оборудования, настройку, исправление и обучение сварке. Поиск неисправностей; это я или сварщик? 100 баксов и ты сварщик.