Как правильно вести сварку полуавтоматом с углекислотой
Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.
Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.

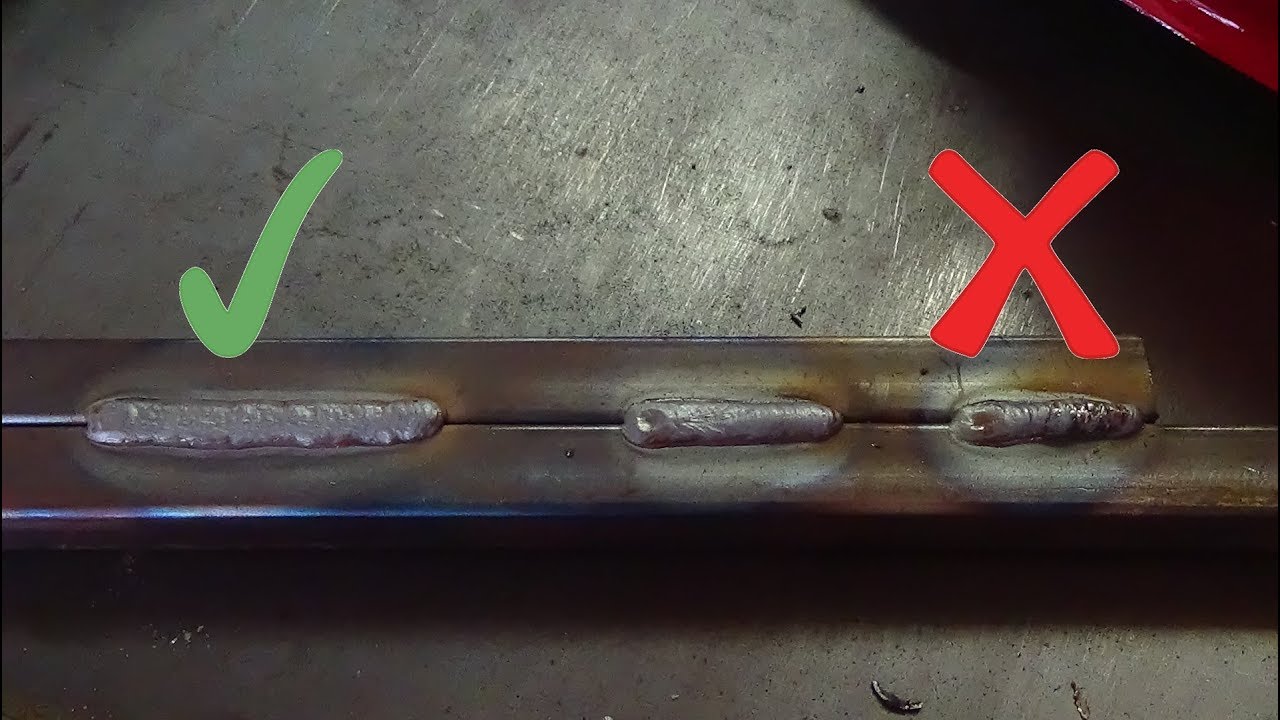
Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.
Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.
Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Газ для сварки полуавтоматом – выбор газа для сварочных работ
Сварочный полуавтомат повышает качество шва и скорость работы сварщика. Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Какой газ нужен для механизированной сварки
Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
Критерии выбора газа или смеси для полуавтомата
При выборе смеси или технически однородной среды принято обращать внимание на следующие критерии: тип конструкционного материала свариваемых заготовок, толщину формируемого шва, диаметр проволоки.
В итоге выбор смеси для сварочных работ сводится к изучению таблицы, в которой указаны составы, рекомендуемые для каждого металла или сплава, с учетом глубины ванны и других характеристик.
Кроме того, опытный сварщик учитывает «бонусный» эффект, который дает та или иная среда. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла (электрода), поэтому с их помощью удобно варить потолочные швы. В этом случае СО2 убережет сварщика от контакта с каплями расплавленного металла.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Особенности выполнения сварки под газом
Техника работы на полуавтомате практически не отличаются от принципов применения классических аппаратов. С помощью полуавтомата можно варить горизонтальные и вертикальные швы, выполнять прихватывание заготовок, проваривать герметичные соединения, формировать сопряжение встык и внахлест.
Способ формирования соединений полуавтоматическим сварочным аппаратом не отличается от классических методик, реализуемых с помощью ММА-оборудования. Температурные режимы и сила сварочного тока определяется по общепринятой схеме — исходя из толщины стыков и диаметра электрода.
Единственной индивидуальной особенностью, которой обладает полуавтоматический газосварочный процесс, является простота соединения тонких заготовок. Поэтому полуавтомат используется преимущественно в кузовном ремонте и во время сборки тонколистовых металлоконструкций.
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.
- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра. Верхняя граница толщины соединения определяется только мастерством сварщика.
- Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.

Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Что такое сварочный полуавтомат и как он работает
Что такое сварочный полуавтомат и как он работаетПорой одних электродов недостаточно и требуется выполнение более тонких работ по сварке. Например, при ремонте автомобилей или когда нужно получить сварочный шов идеального качества. В таких случаях лучше всего использовать полуавтоматическую сварку.
Данный вид сварки идеально подходит для соединения цветных металлов и тех, толщина которых не превышает 1 мм. Для осуществления сварочных работ потребуется специальное оборудование, о котором и будет рассказано в данной статье сайта про MMA сварку.
Что такое сварочный полуавтомат
Сварочный полуавтомат представляет собой более сложное оборудование, намного сложней, чем обычный инвертор для сварки электродами. Сварка полуавтоматом ведётся в среде защитного газа, поэтому конструкция полуавтомата включается в себя следующие узлы и механизмы.
Из чего состоит полуавтомат для сварки:
- Инвертора, который включает в себя трансформатор и механизм подачи сварочного проволоки;
- Газобаллонного оборудования: баллона с газом, сварочный шланг, редуктор и т. д.;
- Горелки, через которую проходит проволока для сварки;
- Системы подачи защитного газа.
Главной особенностью полуавтомата является его мощность. Промышленные полуавтоматы для сварки обладают большой мощностью и возможностью варить толстые металлы. Бытовые модели полуавтоматов сваривают металлы толщиной до 4 мм, они поддерживают максимальный диаметр сварочной проволоки до 1,2 мм.
Принцип работы сварочного полуавтомата
Процесс работы сварочного полуавтомата достаточно прост. Основное управление приходится на горелку с кнопкой включения подачи проволоки и защитного газа в зону сварки.
Когда полуавтомат заправлен и готов к работе, сварщик нажимает на кнопку, которая расположена сбоку горелки. В этот момент включается механизм подачи проволоки, которая начинает выходить из сопла горелки.
В этот момент включается механизм подачи проволоки, которая начинает выходить из сопла горелки.
Чтобы начать варить, нужно дотронуться проволокой до свариваемого металла. В результате этого появится сварочная дуга, которая начнёт сплавлять кромки металлической заготовки. Вместе с подачей проволоки активизируется и подача защитного газа.
Можно ли варить полуавтоматом без газа
Полуавтоматическая сварка в виду своих преимуществ, привлекает всё больше мастеров. Однако единственной трудностью, с которой им приходится сталкиваться, это бесконечная заправка баллонов газом, а также возникающие сложности при их транспортировке.
Поэтому многие задаются вопросом о том, а можно ли варить полуавтоматом без газа. На самом деле варить можно и, достаточно эффективно, если использовать так называемую «порошковую проволоку».
Принцип сварки полуавтоматом порошковой проволокой прост, достаточно более подробно взглянуть на её устройство. Порошковая проволока сделана в виде трубки, внутренняя полость которой наполнена специальным флюсом.
При сгорании металлической трубки сгорает и флюс, выделяя при этом защитный газ, который надежно укрывает сварочную ванну и защищает её от воздействия кислорода. То есть, только в таком случае не нужен защитный газ для сварки, и можно варить без него.
Поделиться в соцсетях
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.guru
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.

Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.

Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:
Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.

Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Тонкости сварки полуавтоматом для начинающих | ММА сварка для начинающих
Сварка полуавтоматом — это улучшенный вариант ручной дуговой сварки штучным электродом с покрытием. Даже при бытовом использовании, MIG сварка полуавтоматом во много раз обходит MMA сварку.
Однако чтобы полностью оценить все преимущества полуавтоматической сварки нужно знать, как правильно варить полуавтоматом. Как и в случае с электродной сваркой, сложности здесь особой нет, но есть свои особенности.
Что представляет собой сварка полуавтоматом
Чтобы варить инверторным полуавтоматом понадобится защитный газ и проволока. Проволока для полуавтомата продаётся специальная, она проходит во время сварки через сварочный рукав полуавтомата вместе с защитным газом. Основная задача газа, является защита сварочной ванны от негативных факторов внешней среды.
Для сварки полуавтоматом применяется проволока различных диаметров, от 0,6 до 1,2 мм. Чтобы варить металл толщиной меньше 4 мм, достаточно использовать сварочную проволоку диаметром до 0,8 мм. Толстые металлы варятся проволокой для полуавтомата, диаметр которой значительно выше: 1 и 1,2 мм.
В качестве защитного газа для полуавтоматической сварки чаще всего применяется смесь углекислоты с аргоном. Чем меньше углекислоты, тем лучше выходит сварной шов. Однако учитывая немалую стоимость аргона, многие смешивают 30% углекислоты и 70% аргона, чтобы сэкономить на расходных материалах.
Преимущества сварки полуавтоматом
Если вы еще в раздумьях, покупать инверторный полуавтомат или нет, то вот вам несколько жирных плюсов, которые вы сможете получить, обзаведясь полуавтоматической сваркой:
- Скорость сварки — она намного выше, чем при сварке электродом. Все дело в автоматической подаче сварочной проволоки;
- Высокое качество сварки — шов при сварке полуавтоматом получается намного красивей и аккуратней, это почти что ювелирная работа;
- Универсальность — полуавтоматом можно варить различные металлы, начиная от обычной стали и заканчивая цветными металлами;
- Нет шлака — знакомая проблема при электродной сварке, это большое количество шлака. Его приходится каждый раз сбивать и убирать, очищать и защищать сварочное соединение. Всего этого не нужды делать при сварке полуавтоматом, поскольку шлака здесь просто нет;
- Безопасность — варить полуавтоматом безопасней, по крайней мере, для собственного здоровья, поскольку при осуществлении данного процесса практически отсутствует дым.
 Все дело в автоматической подаче сварочной проволоки;
Все дело в автоматической подаче сварочной проволоки;При этом стоит учитывать и некоторые недостатки полуавтоматической сварки, а именно, громоздкость оборудования.
Для сварки полуавтоматом понадобится баллон с газом, да и варить, если сильный ветер, не получится — газ будет попросту сдувать.
Тонкости сварки полуавтоматом
Сварка инверторным полуавтоматом — это не ручная дуговая сварка, где зажал электрод в держателе и начал варить. Полуавтоматическая сварка нечто другое, хотя каких-то особых сложностей в ней нет.
Прежде чем варить полуавтоматом, требуется усвоить некоторые правила:
- Подключать плюсовую клемму от инвертора нужно к горелке, в то время как минусовая клемма подсоединяется к заготовке;
- Для разных видов металла существует своя определённая сварочная проволока. Нержавейку варят нержавеющей проволокой, а алюминий — алюминиевой;
- Скорость подачи проволоки полуавтоматом всецело зависит от настроек сварочного тока. Чем выше ток, тем быстрей будет скорость перемещения проволоки;
- Токосъёмный наконечник, который используется на горелке полуавтомата, должен подбираться согласно диаметру сварочной проволоки;
- При низком напряжении в сети, лучше использовать проволоку меньшего диаметра.

Также важно усвоить и другое правило, которое касается сварки полуавтоматом без газа (порошковой проволокой). Чтобы получилось нормально варить полуавтоматической сваркой, в данном случае, плюсовая клемма инвертора должна быть подсоединена к заготовке, то есть, наоборот, чем при сварке в среде защитного газа.
Еще статьи про сварку:Сварочный аппарат полуавтомат — как варить
Сварка полуавтоматом совсем не такая, как ручная дуговая. От оной она в первую очередь отличается принципом подачи электрода в зону сварки. Прочие операции сварщик выполняет собственноручно.
Электродом в данном устройстве выступает специально подготовленная проволока. На сегодняшний день было разработано достаточно много разновидностей сварочных полуавтоматов, широкий выбор которых представлен в интернет-магазине https://poluavtomat.by/.
Они незаменимы при необходимости сварки дугового типа по стали или алюминию. Также с их помощью можно работать и с другими металлами. В кузовных цехах довольно часто используют полуавтоматы для сварки, к которым подсоединено сопло, имеющее боковое гнездо.
Такая конструкция позволяет устройству осуществлять приварку клепки к металлическим участкам автомобиля.
Преимущества и недостатки полуавтоматической сварки
Следует выделить такие положительные качества полуавтоматической сварки:
- приваривать друг к другу можно и те детали, толщина которых составляет всего полмиллиметра;
- такой вид сварки практически не чувствителен к ржавчине или любому другому виду загрязнения, которое может быть на основном металлическом изделии;
- такой вид сварки один из наиболее дешёвых;
- благодаря полуавтоматической сварке возможна спайка деталей оцинкованного типа, с использованием для этого проволоки из меди (при этом цинковое покрытие повреждений не получает).

Отрицательные качества полуавтоматической сварки:
- если не применять специальный защитный газ, то радиус разбрызгивания металла будет довольно большим;
- открытая дуга издаёт более сильное излучение.
Пусть такие недостатки присутствуют, всё равно полуавтоматическая сварка активно используется, в особенности в автосалонах.
Как полуавтоматом варить алюминий?
Стоит отметить, что сам полуавтомат ничего не варит. Он попросту осуществляет подачу на главный металл электродный материал. Всю же остальную работу должен выполнять сам сварщик. Посему он должен разбираться в нюансах, касающихся сварки алюминия.
Смотрите также:
Мотор редуктор — что это и где применяется http://euroelectrica.ru/motor-reduktor-chto-eto-i-gde-primenyaetsya/.
Интересное по теме: Как ремонтируют механические часы
Советы в статье «IP камеры с PoE — что это и как подключить» здесь.

Следует отметить такие особенности сварки алюминия в полуавтоматическом режиме:
- Для того чтобы сваривать алюминий, понадобится проволока из этого вида метала. Стоит отметить, что такая проволока довольно мягкая, а потому в ней могут появляться петли. Возникают они вследствие того, в области токосъёма происходит залипание. Дабы его не было, рекомендуется эксплуатировать только те токосъёмы, которые предназначены для сварки алюминия. У них ещё есть маркировка Al или Am.
- Обязательно следует использовать аргон – газ для защиты. Причём закупать следует только высококачественное вещество.
- Следует отрегулировать давление газа, чтобы ванна для сварки находилась в безопасности, но при этом и не наблюдался подсос воздуха. Последний может себя проявить вследствие разрежения, вызванного в свою очередь слишком быстром прохождении газа.
Полуавтоматическая сварка металлов: технология и нюансы процесса
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство.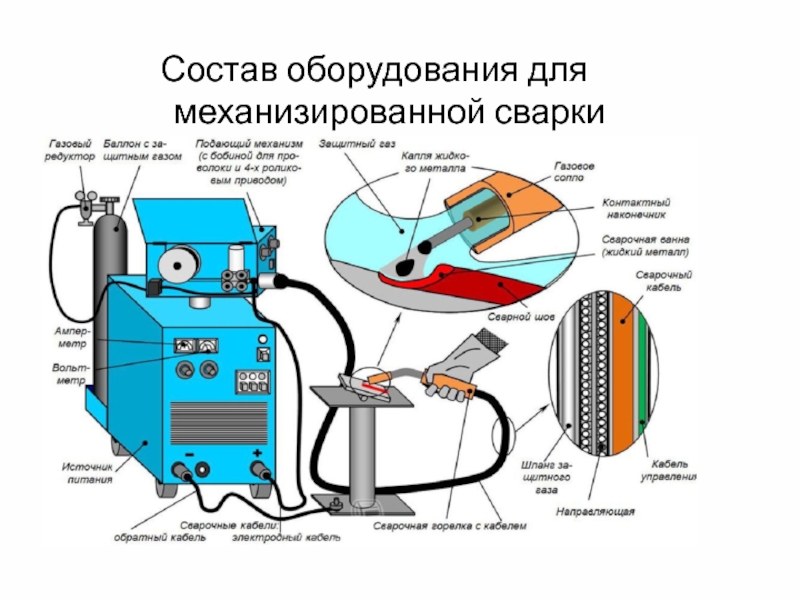 А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.

Область применения
Способ получил самое широкое распространение в сферах деятельности, где изготавливаются металлоконструкции. Это и сборочные цеха машиностроительных предприятий, и строительные площадки, и домашние мастерские. Он вполне пригоден для соединения как малоуглеродистых конструкционных, так и высоколегированных сталей, применим для ответственных конструкций из разных прокатных профилей в любых пространственных положениях. Одним словом, способ сварки полуавтоматом в среде защитных газов – универсален.
Единственным ограничением способа является необходимость при работе на открытых площадках укрывать рабочее место сварщика от ветра и сквозняков, чтобы обеспечить стабильную защиту зоны плавления.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.

Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Сварочный полуавтомат
Металлообработка в защитных газах осуществима под контролем полуавтоматического механизма. Последний считают отдельным аппаратом и одновременно целым комплексом механизмов. Речь идет о газовых баллонах.
Работа обычно проходит или на посте, на станке или без поста. Обычный полуавтомат для работы в среде защитного азота выглядит так: конструкция из источника электричества, устройства для подачи провода, светоча, кабеля, аппарата охлаждения, системы газоснабжения и других конструкций.
Назначение сварочного аппарата отличается зависимо от вида рабочего газа. MAG сварка использует активный азот, а MIG – пассивный. Первый тип сварки не может использовать газ второго типа, и наоборот.
Чтобы не думать – купите универсальный аппарат, способный работать с двумя видами газа. Вы увеличите свои возможности в сварочном деле.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Особенности технологии
Технология полуавтоматической сварки в среде углекислого газа сопровождается сложными химическими реакциями. Принцип процесса состоит в следующем — в область сварной ванны из баллона подается углекислый газ, который разделяется на угарный газ и кислород. Данный процесс осуществляется под влияние повышенной температуры, которая исходит от электрической дуги.
Принцип процесса состоит в следующем — в область сварной ванны из баллона подается углекислый газ, который разделяется на угарный газ и кислород. Данный процесс осуществляется под влияние повышенной температуры, которая исходит от электрической дуги.
Важно! Угарный газ отлично подходит для защиты металлических поверхностей от окисления, но смесь из углекислого газа и кислорода вызывает выгорание легированных добавок и углерода из свариваемых элементов. Это в итоге может привести к ухудшению качества шва, образованию большого количества пор.
По этой причине для нейтрализации углекислоты применяется присадочная проволока. В среде газов обычно применяется присадочный материал из кремния и марганца.
По сравнению с другими методами сваривания сварка ТИГ углекислым газом обладает следующими характерными особенностями:
- Данная разновидность сваривания элементов из металла производится на токах с обратной полярностью. Это позволяет получить более стабильную дугу, предотвращает деформирования.
- Благодаря тому, что во время сварочного процесса применяется специальный электрод, происходит снижение эффекта разбрызгивания расходного материала. За счет этого снижаются непроизводительные затраты.
- Во время наплавки металла можно применять прямую полярность тока. Это повышает производительность и эффективность полуавтоматического сварочного процесса почти в 1,6-1,8 раза.

Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Используемое оборудование
Сварочный пост для полуавтоматической сварки в среде защитных газов содержит:
- Источник тока.
- Механизм подачи проволоки.
- Газобаллонную аппаратуру:

- баллоны с углекислотой, подсоединённые через газовый коллектор;
- редуктор для регулировки расхода газа;
- ротаметр для измерения расхода;
- дополнительно: смеситель, подогреватель, осушитель;
- соединительные газовые шланги.
- Приточно-вытяжную вентиляцию.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Преимущества и недостатки
Полуавтоматическая сварка в углекислом газе имеет главное преимущество — отличное контролирование сварочного процесса. За счет применения защитного газа оператор может отлично видеть горение дуги, он наблюдает за полной технологией варки металлических элементов.
Сварка полуавтоматом в среде углекислого газа имеет другие немаловажные положительные качества:
- полноценное применение энергии электрической дуги, которая обеспечивает отличную скорость варочного процесса;
- сварные швы имеют высокое качество, хорошую прочность;
- возможность производить сваривание в разных пространственных положениях;
- сниженное потребление сварщиком газа при сварке полуавтоматом;
- сжиженный углекислый газ обладает низкой стоимостью;
- при помощи этого вида сварочной технологии можно производить соединение металлических деталей с любой толщиной;
- сварочные работы могут с легкостью выполняться на весу;
- наблюдается высокая производительность труда;
- при проведении сварочного процесса практически отсутствует повреждение металлических элементов;
- полуавтоматическая сварка может применяться при проведении ремонта конструкций разных размеров;
- нет необходимости постоянно подавать и отводить флюс.

Но сварочный процесс в углекислой среде имеет несколько отрицательных особенностей:
- подаваемые углекислотные смеси имеют низкое качество;
- по сравнению с процессом, при котором применяются аргоновые смеси, качество швов получается слабее;
- не подходит для работы со всеми видами металла;
- после применения углекислоты могут возникать сложности в очищении используемого оборудования;
- если будут выставлены неправильные параметры сварки, то может проявляться серьезное изнашивание комплектующих элементов аппаратуры.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.

Какие газы используются
Технология полуавтоматической сварки в среде защитных газов выполняется с использованием определенных видов газов, которые позволяют получить прочный и правильный шов. Кроме этого они защищают от проникновения в металл воздуха.
Все газы условно разделяют на два вида — инертные и химически активные. Каждый вид обладает некоторыми важными особенностями, которые требуется учитывать при сваривании.
К инертным видам относятся известные газы — гелий, аргон, а также их сочетание. При проведении сварочного процесса они производит усиленное вытеснение воздуха, предотвращают его попадание в область шва. При этом они не вступают в реакции с металлом и растворяются в нем. Этот процесс обозначается, как MIG.
При проведении сварочного процесса они производит усиленное вытеснение воздуха, предотвращают его попадание в область шва. При этом они не вступают в реакции с металлом и растворяются в нем. Этот процесс обозначается, как MIG.
Инертные виды газов используют для сваривания следующих металлов:
- Алюминия;
- Магния;
- Титана;
- Чугуна;
- Сплавов.
Проведение полуавтоматической сварки неплавящимся электродом в защитных газах отлично подходит для соединения тугоплавких сталей, химически активных металлов и для создания соединения с высокой ответственностью. Данный вид сваривания часто используется в области промышленности при создании конструкций повышенного значения.
Сварочный процесс, при котором применяются активные виды газов, называется MAG. Во время сваривания используются такие активные газы — углекислота, азот, водород, кислород. Особой популярностью пользуется углекислота, потому что она обладает невысокой стоимостью.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить. Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Общие данные
Полуавтоматическая обработка металла в среде защитных газов – это несложная технология, с которой справится даже новичок. Обычно используют расплавленную проволоку и защитный газ.
В качестве последнего применяют углекислый газ, аргон или другой азот. На полуавтомате при этом устанавливают импульсный либо статичный ток.
В процессе происходит плавление конструкции и провода. Соединение этих элементов использовано для того, чтобы получился один шов.
Главное назначение газа, которое необходимо при работе – это защита от появления дефектов. Поговорим о среде работы этой сварочной технологии.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Какое оборудование применяется
Во время сварки в среде защитных газов обязательно используется сварочный аппарат полуавтомат с газом или инвертор. У него имеется широкая регулировка показателя сварочного тока. Именно это сильно облегчает его использование и сам сварочный процесс.
Этот прибор имеет удобное устройство, которое позволяет подавать сварочную проволоку и газовую систему с баллонами, шлангами и понижающими редукторами. Обычно полуавтоматическая сварка проволокой в защитных газах производится с использованием постоянного или импульсного высокочастотного тока.
Обычно полуавтоматическая сварка проволокой в защитных газах производится с использованием постоянного или импульсного высокочастотного тока.
К основным параметрам оборудования для сварки относятся:
- Показатель тока, который при желании можно менять;
- Степень напряжения, которое требуется для зажигания и стабильного горения дуги;
- Скорость подачи проволоки;
- Размер толщины проволоки.
Прибор, который используется для осуществления полуавтоматической сварки, имеет разные режимы. Их можно самостоятельно изменять в зависимости от вида используемого металла, от размера и толщины сварного шва, от объема работ.
Полуавтоматическая сварка, которая выполняется в среде защитных газов, обладает важными нюансами, от которых зависит прочность и качество сварных швов. Перед ее проведением стоит внимательно изучить особенности и главные правила. Стоит рассмотреть виды газов и их использование, главные параметры оборудования. Все это может повлиять на итоговое качество работы.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
 При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Еще по этой теме на нашем сайте:
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье….
- Сварочные маски Хамелеон Ресанта — отзывы пользователей Без маски сварщика сваривать длительное время различные конструкции практически невозможно, так что этот защитный элемент обязательно должен присутствовать в арсенале специалиста….
- Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190 «Ресанта» — это бренд известного в СНГ латвийского производителя электротехнических изделий. Первыми приборами, выпущенными предприятием в 1993 году, были стабилизаторы напряжения. Поначалу производителю хватало мощности…
- Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа Сварка полуавтоматом – процесс технически более сложный, чем обычный контактный. Почему так популярна полуавтоматическая сварка — цена на полуавтоматы гораздо выше обычных? Технология получила широкую…
 Схема инверторного сварочного аппарата – в нашей статье….
Схема инверторного сварочного аппарата – в нашей статье….Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение.
 Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Полуавтоматический сварочный аппарат со сваркой MMA MIG MAG
Обзор написан для людей, которые столкнулись с проблемой выбора надежного и качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Я очень пропустил этот обзор, когда делал выбор. Теперь он есть и может помочь при выборе сварочного полуавтомата (если еще верить отзывам посторонних, конечно 🙂
Теперь он есть и может помочь при выборе сварочного полуавтомата (если еще верить отзывам посторонних, конечно 🙂
Возникла необходимость купить сварочный аппарат (ремонт автомобилей, поделки в гараже, предстоящее строительство дома, сарая и тд…) И все эти задачи надо выполнять на одном сварочном аппарате!
Предисловие:
Если вас не интересует, как я дошел до такой жизни, прочтите абзац ниже со словами «О AURORA PRO OVERMAN 200».
И вот, я решил обмануть свою машину.
Друг одолжил Ресанту с ручной дуговой сваркой (MMA) и тремя 3-миллиметровыми электродами. — «На-говорит, научись готовить»!
Теоретически я понял, что такое «дуга», «сварочная ванна», «шов» и так далее… а на практике «0».
Я потренировался на куске металла, поигрался с настройками и вперед! Понравилось, что все достаточно просто, включил и готовил, сам прибор легкий с лямкой, сложностей в эксплуатации нет.
Но! .. есть и минусы:
Это искры и их очень много! Если готовить в салоне машины, можно сжечь все, что не упадет!
Электрододержатель-корма (электрод постоянно вылезает с небольшим усилием.
Шлак на сварном шве! Постоянно постукивать молотком, чистить болгаркой, напильником, наждачной бумагой, чем угодно и как удобнее.
А есть узкие места, куда не поместятся ни молоток, ни балгарк — а это проблема, так как шлак делает шов не прочным, пористым и некрасивым! (короче, эстетике не удовлетворяет).
Дугу нужно ловить, если большая искра, она горит, если быстро поднести электрод к свариваемой поверхности — то прилипнет плотно!
Для зажигания дуги приходилось периодически «терзать» электрод, стучать, чистить торец электрода, потому что шлак на электроде не дает образоваться искре.
Вот краткое изложение того, с чем приходится сталкиваться начинающему сварщику без наставника и с очень недорогим сварочным оборудованием!
Мучение выбора: сварочные работы не закончились, и мысль о сварочном аппарате не давала мне покоя.
Читал статьи о том, что такое сварщики в принципе. Какой тип для чего предназначен, как они устроены и каковы преимущества и недостатки каждого?
Еще я смотрел десятки часов видео сварщиков и не то что хвалят или ругают сварочные аппараты. Кстати, одно из первых видео было снято компанией Aurora, где сравнивают Overman Pro 160 с четырьмя другими полуавтоматическими сварочными аппаратами .
Кстати, одно из первых видео было снято компанией Aurora, где сравнивают Overman Pro 160 с четырьмя другими полуавтоматическими сварочными аппаратами .
Сверхчеловек конечно же побеждает в тесте.Устройство мне понравилось, но коммерческая подоплека ролика заставила усомниться в правдивости теста, поэтому пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса определил, что сварочный полуавтомат с функцией MMA (ручная дуговая сварка) лучше всего подходит для моих задач . А если еще есть функция TIG (сварка в среде аргона с вольфрамовым электродом), то это вообще предел моей мечты!
А теперь отображается новый параметр необходимости — сила тока не менее 200 ампер! Почему? Да потому, что сварочный аппарат нужен на все случаи жизни, а кузов сваривают небольшим током.
Отопительный картель заварен, беседка построена и построена полностью! 200 ампер минимум и по делу!
Мощнее — дороже и в основном на 380 вольт (трехфазное) и не всякая сеть / проводка 220 вольт выдержит 36-42 ампер потребления сварочного аппарата!
Например, розетки и проводка в квартирах и домах В основном рассчитаны на 16 ампер! В итоге в финал (после трех квалификационных раундов) вышли следующие устройства:
1) Сварочный аппарат Svarog REAL MIG 200 (N24002) BLACK-Любимый (из-за цвета и богатой комплектации-бери и готовь! Хорошие отзывы о качестве сварки и сборки — приемлемая цена.
2) Сварог РЕАЛ МИГ 200 (N24002) — оранжевый собрат первой, с более скудной комплектацией но много хороших отзывов. Цена приемлемая.
3) Сварочный аппарат MIG / MAG / TIG / MMA 303 чешско-украинский заявитель, что является более надежным. Доставить серым путем через Белгород.
Универсальный комбайн с выдающимися характеристиками! Есть пара видеообзоров от парней из Украины, которым я действительно хочу верить… но комментарии и письменные отзывы не утешают.
Часто ломаются. Склонен к мнению, что по весу, киловаттам и схемотехнике он мало чем отличается от 200-амперных аналогов, также есть всевозможные сварочные швы MIG MAg MMA TIG и куча настроек с экранами.
4) Сварочный аппарат TSS PRO MIG / MMA-200 — дальний родственник Tesla MIG / MAG / TIG / MMA 303, очень похож по параметрам, цвету, форме… делает Подмосковье из китайских комплектующих. Один-два отзыва. Характеристики, настройки и цена мне очень понравились.
5) Сварочный аппарат Сварог МИГ 250 (J46) приятен по возможностям (250 Ампер, сварка MIG MAG MMA) и по марке, сервису, гарантии, но тяжелый (24 кг), да и информации о нем очень мало. .
.
Я не нашел ни обзоров, ни видео. Есть примерно предыдущий сварог на 250 ампер, но это не то! Поэтому этот прибор так и остался для меня загадкой!
6) Сварочный аппарат Сварог ПРО МИГ 200 (N229) все отлично, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, отзывы положительные.
Но у этого сварочного аппарата цена высока. Я не совсем понял, почему? Для синергии, для маленького экрана с напряжением и силой тока? В общем, думаю на его счет, хотя цена омерзительная — потому что я не профессионал и зарабатывать на них пока не планировал.
7) Аврора НАД ЧЕЛОВЕКОМ 200 — после прочтения отзывов и характеристик он был исключен в одном из квалификационных раундов, потому что не умеет готовить с помощью электрода (ММА), т.е.
Повсюду необходимо возить баллон с углекислым газом 50 атмосфер.Нет Сварка TIG а я буду каждый день варить в аргоне (шутка), ну в общем.
Мы отличники! в общем, отбросил по разным причинам, в основном потому, что он не универсален. И вот выбор пал на Сварог РЕАЛ МИГ 200 (N24002) ЧЕРНЫЙ!
И вот выбор пал на Сварог РЕАЛ МИГ 200 (N24002) ЧЕРНЫЙ!
Я КУПИЛ СВАРОГ И КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА, чтобы заказать необходимое устройство. И не продают, только через дилеров.
Вот они! А потом вижу, что у Сварога обновление линейки, а на выбранном мною устройстве появилась другая настройка ИНДУКЦИЯ (т.э., глубина шва, жесткость дуги) вот и все почти за те же деньги!
Стал звонить быстрее, сейчас говорят куплю и все будет супер! Но его там не было, эти устройства только были представлены, а поскольку компания из Санкт-Петербурга, устройства еще в пути и будут в Москве только в конце недели.
Эту информацию нехотя выдавила сотрудница Сворога после просьб и допросов с моей стороны, потому что она мне очень нужна, а она не хотела добровольно общаться!
Не удовлетворившись ответами уставшего сотрудника, я назвал культурную столицу.А есть совсем другой подход, вежливый Александр мне все рассказал, объяснил и пообещал, что перезвонит, когда узнает, где купить мой сварог REAL MIG 200 (N24002N) с заветным индукционным торсионом.
Я уже принял решение, что получу аппарат не раньше конца недели, когда менеджер московской компании перезвонит мне и сообщит, что в Подольске есть одно устройство на складе.
Не могу поверить своим ушам.Пожалуйста, проверьте, ведь их еще даже в Москву не привозили?
Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта: либо он переместит устройство, а завтра, послезавтра, устройство будет в Москве.
Или я могу сам съездить в Подольск (где, кстати, есть сварочный цех, с углекислотой, смесью аргона, вытяжка, маска, короче все необходимое для сварки), и перед покупкой опробовать прибор в действии.
ЭТО БЫЛ КЛЮЧЕВЫЙ МОМЕНТ…
Потому что именно эта поездка определила, ЧТО я в итоге купил!
Компания называется VITAL GAS.
Приехала в Подольск в 15.00 и сразу поехала к менеджеру. После переговоров мы пошли в сварочный цех, взяв с собой новый REAL MIG 200 (N24002N)!
Подключили все необходимое, надели маски-хамелеоны, гетры (сварочные перчатки), фартуки, приступили к сварке.
Я предусмотрительно взял кусок крыла автомобиля, чтобы оценить качество сварки металла автомобиля.В процессе общения выяснилось, что Артем мечтает стать сварщиком и обладает некоторыми практическими навыками, которые он мне показал.
Сварили тонкий металл 0,8-1 мм в смеси аргона и углекислого газа, проволока 80/20 0,8 мм, изменив настройки напряжения, тока, индукции, поменяли газ на углекислый газ и смесь, попробуем приготовить иначе и Я Артем, но результат был удовлетворительным, не более того.
Сварка шипела, брызгали брызги, периодически прожигал металл.Рядом стояла абразивная машина, на которой мы чистили детали.
Еще пробовали варить на краске — получилась нестабильная дуга, плохой бульон и вонь горящей краски.
В итоге я признался Артему, что несмотря на отсутствие опыта в сварке, я был разочарован, потому что то, что я увидел, не оправдало моих ожиданий.
Я понял, что скорее всего это я, а не прибор, потому что очень многие специалисты по сварке не могут ошибаться насчет этого прибора! Менеджер предложил протестировать другие сварочные аппараты.
Мы выбрали сварочный аппарат Fox Weld SAGGIO MIG 200 с синергетическим управлением.
Принесли, соединили такие же шланги, такой же баллон со смесью, вставили такой же провод 0,8 мм.
Сказать, что он готовит по-другому, ничего не сказать! Жужжит, как шмель, негромко, но приятно и плавно.
Шов получается красивый, сварка хорошая, с обратной стороны выпирает, но немного, это зависит от настроек.
Сначала на синергетическом контроле металл машины немного подгорел, но после ручных настроек стал варить как надо, аккуратно, четко, с минимальным количеством искр и приятным гудением!
Аппарат очень понравился! Прям тут очень, особенно в отличии от харда Сварог РЕАЛ МИГ 200 (N24002N).
Вот дерьмо, я не рассчитывал на это! А еще нужно купить маску, баллон с углекислым газом, перчатки, струпья, магниты, проволоку и прочую мелочь… Нет… Есть еще что-нибудь? »
Менеджер Артем Стал рассказывать про испанские аппараты, которые хорошо разбираются, но сейчас их нет в наличии и вообще недешево… На что я предложил в качестве эксперимента приготовить НАСТОЯЩИЙ МИГ 200 предыдущего поколения с тремя торсионы (без индукции).
Данный аппарат не был обнаружен, так же как Ресанта не был найден из-за частых поломок и возвратов, а сварочные аппараты Аврора по личным причинам сообщил глава компании.
Зато появился Сварочный аппарат Svarog REAL MIG 160 (N24001) предыдущего поколения, не рестайлинг. Решили протестировать!
И снова сюрприз! Металл, рукава, проволока, газ, сварщики, настройки все такие же, как на новом Сварог РЕАЛ МИГ 200 (N24002N) и готовятся хорошо.
Звук приятный, ровный, шов неплохой, провар нужной глубины, искр мало.
Вывод, который я сделал — чем новее, тем хуже! Тот Кардозо поменял схемотехнику на то, что новые аппараты варятся хуже.И даже чудесный «Твистер» Индукции новинку не спасает!
Брать аппарат на эмоциях, не разбирая и не разбираясь в доступности сервиса в России, отзывов нет, не мой вариант! Эмоции — плохой советчик.
И все кнопки сделаны как на игрушечных китайских телефонах / планшетах. Больше люблю твирлеры, тумблеры, вызывает больше доверия.
А Сварог РЕАЛ МИГ 160 (N24001) для моих задач маловат по мощности! Я хочу построить дом… так что… Я поблагодарил Артема и его коллег за их предложения, а также за потраченное время и задержку.) Он извинился, что ничего не купил и задумчиво пошел домой.
Дома снова за компьютером. Что еще не пробовал? АВРОРА! отзывы более хорошие, аппарат понравился, с обслуживанием и гарантией заказа.
А тут нет сварки MMA и TIG… А потом вспоминаю слова отца и других мужчин, которые видели… Если в магнитофоне есть встроенная кофеварка и фен — это плохой магнитофон.
Втайне я понял, что чем больше функций, тем сложнее устройство — а это дорого и снижает долговечность.
А если так нужна сварка ММА, то куплю отдельно, такой же сварог или Аврору малый и буду с ней лазить по крышам.
С этими мыслями я начал искать место, где можно приготовить северное сияние, потому что лично был убежден в важности практического, а не теоретического выбора! И теперь никто не может передумать!
В итоге не нашел, где можно приготовить Арору Про Оверман 200 в Москве, а может и искал плохо, но мне понравился один сайт СВАРЫЧ.
Менеджеры супер парни, отзывчивые, грамотные, сами держали в руках сварку, т.е.не теоретики вроде меня.
Да, кроме того, при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если брать подарки. И -12% при оплате наличными!
Два дня мучил их вопросами и вопросами. Выяснилось, что почти все устройства для теста у них есть в наличии и даже можно попробовать приготовить прямо в магазине, хотя специального помещения нет.
В итоге договорились, что будут держать интересующие меня вопросы, и я приеду на днях! Уехала из Москвы в 5.36 утра, не спала, и вообще выпал первый снег, Я ехал медленно. К 10.00 я был в магазине.
Нас встретили продавцы Сергей и Дмитрий. Вытащили все устройства, которые я просил, дали маску, леггинсы, подключили углекислый газ и вперед.
Готовили на крыльце магазина, и посетители переступали через нас) кстати, эксперименты закончили к 15 годам.00!
Приготовлено на Svarg PRO MIG 200 (N220) — твердые повара. долго пытались отрегулировать, меняя гильзы, полярность, давление газа, силу тока со скоростью подачи проволоки и напряжением, заготовки, но тонкий металл почти всегда горит и варится сильно, трещина лопается.
долго пытались отрегулировать, меняя гильзы, полярность, давление газа, силу тока со скоростью подачи проволоки и напряжением, заготовки, но тонкий металл почти всегда горит и варится сильно, трещина лопается.
Fox Weld SAGGIO MIG 200 — настройка занимала много времени, но мы добились того, чего хотели. В рабочем состоянии был только углекислый газ. В смеси аргона и углекислого газа в Подольске я приготовил приятнее, а вот в Иванове не разочаровал, хотя такого впечатления не произвел.
Хотел приготовить на сварочном аппарате Grovers MIG 200, по рекомендации ребят из Сварыча, ребята хвалили эту модель, но там был только Grovers MIG 200 S с ценником для меня не поднимающий.
Да и облагаемая налогом модель Grovers MIG 200 P — без синергии не была дешевле.
ПРО АВРОРА ПРО ОВЕРМАН 200
Поэтому начали сварку с Arora Pro Overman 200 — приятный аппарат, мягкая интеллектуальная сварка металла, интеллектуальные настройки с поворотами, приятный ход (и ток от 30 ампер и напряжение от 14 вольт и индукция, если хотите металл 0 . 5 мм будете сваривать, а хотите 10 мм настолько горячи, чтобы металл стал желтым!
5 мм будете сваривать, а хотите 10 мм настолько горячи, чтобы металл стал желтым!
Один минус, по словам парней-менеджеров, очень не любит пыль и перегрев. Если его не очищают регулярно от металлической пыли и стружки, оседающей в корпусе при работе с металлом, то добро пожаловать в сервис по замене электроники!
Это умный прибор! Готовится он бережно, но требует бережного и бережного обращения. Я не против. У меня есть компрессор.
Пару раз в месяц продуть корпус через форточку мне не составит труда.А при выходе накрыть целофаном. И положения двухпроводной подачи не напрягались.
Все ровно, проволока при сварке не давила, но и не горела. Подача была равномерной, о чем свидетельствует плавный звук сварки и красивый аккуратный шов!
Это подтвердил дядя Вова-сварщик с 20-летним стажем, наблюдавший за этой акцией. Сказал, что регулирует сварку по звуку…) Итак, я сделал свой выбор!
Готовит щадяще, почти так же, как Over man 200, но настройки более сложные и не интуитивно понятные, плюс нужно ждать, пока они сохранятся в течение 3-4 секунд, и только потом готовить, и это после каждой регулировки текущие значения, напряжение!
Не очень удобно и практически сразу начинает надоедать. Цена дороже. Также кнопки отлиты в самой панели — она напоминает игрушечный китайский планшет сына.
Цена дороже. Также кнопки отлиты в самой панели — она напоминает игрушечный китайский планшет сына.
Со временем кнопки могут лопнуть, загнуться внутрь, потеряться, короче мне такое исполнение не нравится, не вызывает доверия.
Хотя само устройство имеет все типы сварных швов на борту и MIG, TIG и MMA, как мы уже знаем, кофеварка отдельно, а магнитофон отдельно, и мы будем счастливы!
Если вы дочитали до этого места, значит, вы мыслящий человек и такой же дотошный, как и я! Для этого я даю вам около 40 часов своей жизни и бесценный опыт, который я пережил на этой неделе, пытаясь выбрать что-то стоящее для себя, а теперь и для ВАС! Используйте крутые продукты цивилизации во благо! Удачи!
Выбор комбинированного сварочного аппарата
Как выбрать сварочный аппарат?
Речь пойдет о переносных полуавтоматических сварочных аппаратах, которые работают в режиме MIG / MAG, а также сваривают металл самозащитной порошковой проволокой. Мы расскажем о производителях, дадим характеристики устройств. Вы узнаете, какие модели пользуются наибольшей популярностью у покупателей, оцените преимущества комбинированных устройств и решите, какой полуавтоматический инвертор купить.
Мы расскажем о производителях, дадим характеристики устройств. Вы узнаете, какие модели пользуются наибольшей популярностью у покупателей, оцените преимущества комбинированных устройств и решите, какой полуавтоматический инвертор купить.
Как выбрать недорогой полуавтомат? Начинающий мастер легко освоит полуавтоматическую сварку за несколько часов и получит качественный результат. Пользоваться приборами очень просто — убедитесь сами! Мы расскажем, как выбрать недорогой сварочный полуавтомат для работы в гараже или на даче.
Как выбрать сварочный аппарат для кузовного ремонта
Кузов автомобиля — это элемент, который чаще всего выходит из строя при ДТП. Для восстановления кузова автомобиля воспользуйтесь сварочным полуавтоматом для кузовных работ.
Классификация и маркировка сварочных аппаратов
Приобретая оборудование, многие задаются вопросом, какой сваркой лучше варить кузов автомобиля. Чтобы сделать правильный выбор, необходимо знать, как классифицируются сварочные аппараты.
Почему лучше подходит полуавтомат?
Использование сварочных полуавтоматов — оптимальное решение для кузовного ремонта. Это устройство позволяет получить аккуратный и прочный сварной шов.
Подходит для варки металла разной толщины, а также газовая сварка цветных металлов выполняется на полуавтомате. Особенностью устройства является наличие специальной катушки.
Для его активации выберите желаемое место и нажмите кнопку: в процессе варки подающая проволока, катушка размотаются, и в рабочую зону будет отправлено необходимое количество электрода.
К тому же инструмент прост в освоении и достаточно эффективен. Выбор полуавтомата для проведения кузовных работ имеет свои особенности и нюансы.
Какой сварочный полуавтомат выбрать для ремонта автомобилей
Чтобы провести успешный ремонт кузова автомобиля, нужно правильно выбрать сварочное оборудование. Приобретая полуавтомат, обратите внимание на ряд параметров, таких как источник питания, мощность устройства, регулировка скорости подачи проволоки, объем баллонов для технических газов.
- Источники питания
- При выборе оборудования первое, на что нужно обращать внимание, это источник питания устройства.
По принципу подключения бывают инверторные и трансформаторные полуавтоматы. Инверторы — это легкое, компактное и простое в использовании оборудование. Он оснащен рядом дополнительных функций, которые значительно облегчают процесс сварки: легкий розжиг, антипригарное действие, плавное регулирование силы тока.
Полуавтоматический инвертор оснащен устройством для преобразования переменного тока в постоянный.Трансформаторы-необходимы, если нет необходимости регулярно перемещать оборудование с места на место. Для питания такого оборудования используется источник постоянного тока.
Проволока и ее влияние на результат сварки
В полуавтоматических сварочных аппаратах используется проволока. Он действует как электрод и предназначен для соединения свариваемых элементов.
Проволока сварочная подразделяется на следующие виды:
- Сплошного сечения.
- Порошок.
- Активировано.

Преимущество первого типа в том, что он предназначен для сварки металлов и имеет в своем составе различные сплавы. Порошковая проволока внутри полая, заполнена специальным веществом. При его использовании образуется облако защитных газов. Что касается активированного электрода, то в его составе всего 7% порошкового вещества, что позволяет спрессовать его в сплошную проволоку.
Также при выборе провода следует обращать внимание на его маркировку. Электроды с маркировкой SV используются для сварки деталей, а маркировка NP говорит о том, что расходный материал используется для наплавки.Кроме того, внимание уделяется диаметру проволоки и элементам, из которых она состоит.
Особенности сварочных полуавтоматов: какой из них можно считать хорошим, как выбрать и использовать
При выборе сварочного полуавтомата следует учитывать некоторые его характеристики. Чтобы понять, какой сварочный полуавтомат хорош, необходимо для начала уточнить особенности этого устройства и принцип его работы.
Сварочный полуавтомат работает с проволокой в газовой среде.Это довольно новый способ работы, который за относительно короткое время стал чрезвычайно популярным благодаря своим преимуществам.
Использование полуавтоматической сварки позволяет сделать качественный шов, не требующий дополнительной обработки. Такой прием позволяет сваривать даже тонкие листы металла, а сам процесс сварки осуществляется в кратчайшие сроки.
В процессе сварки электродная проволока подается в зону с постоянной скоростью, а газ обеспечивает защиту от воздействия кислорода.
Полуавтоматы имеют широкий спектр применения: от сварки и монтажа металлических конструкций до машиностроения и строительства.
Сварочные аппараты для бытовых нужд отлично справятся с поставленными задачами и выполнят сварочные работы в доме или гараже. С сварочным полуавтоматом выполнять такие работы намного проще и удобнее.
Сварочный полуавтомат?
Чтобы понять, какой сварочный полуавтомат хорош и как его выбрать, следует обратить внимание на ряд важных характеристик аппарата. Перед тем как отправиться в магазин, стоит подумать, для каких целей он будет использоваться. По своей классификации, которая зависит от тока, вырабатываемого устройством, и времени его работы, сварочные полуавтоматы делятся на:
Перед тем как отправиться в магазин, стоит подумать, для каких целей он будет использоваться. По своей классификации, которая зависит от тока, вырабатываемого устройством, и времени его работы, сварочные полуавтоматы делятся на:
Бытовые, вырабатывающие ток до 200 ампер.
Полупрофессиональный, вырабатывает ток в пределах 300 ампер.
Professional, предназначен для генерации тока более 300 ампер.
В зависимости от источника питания, установленного при производстве устройства, полуавтоматы могут быть:
- Инверторы.
- Выпрямители.
- Трансформаторные подстанции.
При выборе хорошего сварочного аппарата следует обратить внимание на то, что инверторные полуавтоматы легкие и компактные, имеют ряд других незаменимых функций, таких как регулировка сварочного тока, защита от прилипания и простое зажигание. Полуавтомат-трансформер незаменим при частой смене рабочего места, что позволяет переносить его из одного помещения в другое.
Выбирая хороший сварочный аппарат, нужно смотреть на время его включения.Для бытовых полуавтоматов время включения около двадцати процентов — хороший показатель. Для профессионального оборудования этот показатель должен превышать шестьдесят процентов.
Не менее важным аспектом при выборе хорошего сварочного полуавтомата является показатель уровня потребляемой мощности. Но следует помнить, что при включении полуавтомата он потребляет больше энергии, чем при дальнейшей эксплуатации. На дешевых полуавтоматах можно варить только тонкий металл.
На какие критерии стоит обратить внимание при выборе хорошего полуавтомата?
При выборе хорошего оборудования нужно обращать внимание на текущий диапазон регулировки.
Полуавтомат можно считать хорошим, если он имеет:
- Плавное зажигание дуги.
- Плавный пуск.
- Поставка с режимом последующего прожигания проволоки.
Специальный режим, позволяющий сварщику не удерживать кнопку на горелке длительное время при работе с полуавтоматом.
Полуавтомат следует выбирать с закрытой системой подачи сварочной проволоки. Такой прибор по праву можно считать лучшим.Закрытый механизм помогает защитить провод от грязи и пыли, а также снижает износ направляющего канала. Выбирая хороший прибор, следует отдавать предпочтение моделям с защитой от короткого замыкания.
Неотъемлемое качество полуавтомата — универсальность.
Такие устройства адаптированы для работы с проволокой и электродами, что делает их очень удобными в эксплуатации и позволяет владельцу не тратить деньги на покупку нового оборудования.
Автоматическая регулировка подачи проволоки — важнейшее качество хорошего станка.Опытный мастер не получит особого удовольствия от работы с ручной регулировкой скорости подачи проволоки.
При выборе устройства обращайте внимание на запасные контактные наконечники, объем газового баллона и расположение элементов управления.
В процессе сварки все эти детали играют важную роль, что обусловлено качеством выполняемых работ и безопасностью человека, выполняющего их.
Выбор горелки не предмет особых рекомендаций, тем более что на дорогих устройствах они качественные.На других устройствах их легко заменить.
Какого производителя сварочных полуавтоматов я должен предпочесть?
На сегодняшнем рынке сварочного оборудования можно найти полуавтоматы разных производителей. Новичков, помимо прочих характеристик техники, часто волнует предпочтение того или иного производителя. Если вы хотите купить хороший сварочный аппарат, лучше заказать оборудование на заказ. Все дело в том, что люди, не являющиеся профессионалами в этой области, отдают предпочтение дешевым устройствам.
Поэтому продавцы сварочного оборудования выставляют на продажу полуавтоматы китайского производства, которые не отличаются особым качеством и надежностью, но стоят дешево. Полуавтоматы американского или европейского производства соответствуют всем требованиям к качеству продукции, но дилетанты их редко покупают из-за дороговизны.
Поэтому тем, кто собирается работать с полуавтоматом ежедневно и не ремонтирует оборудование постоянно, следует отдавать предпочтение европейским или американским производителям.За многие годы производства сварочного оборудования европейская и американская промышленность накопили огромный опыт и могут представить на выбор потребителей высококачественные аппараты с различными функциями.
Американская компания «Миллер Электрик» способна обеспечить потребителей большим количеством моделей сварочных аппаратов высокого качества. Среди европейских производителей две итальянские компании Profhelper и Awelko. Все эти производители следят за качеством выпускаемого оборудования, поэтому приобретая сварочные аппараты у этих компаний, вы можете работать долгие годы, не беспокоясь о ремонте оборудования.
Самые требовательные к качеству продукции — немцы тоже могут похвастаться полуавтоматами марки EWM, получившими известность на рынке сварочного оборудования. Эти устройства полностью оправдывают свою довольно высокую стоимость и долгие годы радуют своего владельца безотказной работой.
Тем, кому не хватает денег на покупку представленных выше моделей, можно обратить внимание на чешского производителя Kuhtreiber. Стоимость его намного меньше описанных выше аналогов, но качество на высшем уровне и не уступает известным европейским производителям.
А как второй вариант можно предложить китайский аналог устройства от компании Сварог.
Эти полуавтоматы собираются на заводе и поэтому имеют идеальное соотношение цены и качества. Вы можете выбрать хороший аппарат от этой компании и для аргонно-дуговой сварки. Разнообразие моделей поможет подобрать подходящий полуавтомат как новичку в этой области, так и опытному сварщику.
Как правильно настроить оборудование для работы?
Независимо от выбранной модели сварочного аппарата, он должен быть правильно настроен для работы.Залогом качественной и удобной работы можно считать точно заданные настройки на устройстве. Для правильной настройки полуавтомата необходимо соблюдать определенные требования: Прочтите инструкцию по эксплуатации и установите необходимую силу тока. Обычно производители помещают в инструкции специальные таблицы с указанием толщины металла и необходимой силы тока.
Обычно производители помещают в инструкции специальные таблицы с указанием толщины металла и необходимой силы тока.
Установка скорости подачи проволоки, которая регулируется переключением шестерен, входящих в комплект.
Регулировка режима сварки на полуавтоматический и увеличение мощности достигается подключением к трехфазному напряжению. Чтобы получить высокую производительность от двухфазного напряжения, можно использовать полуавтоматический инвертор. Правильные настройки видны по устойчивой стабильной дуге и необходимому количеству флюса.
Как правильно работать с полуавтоматом?
Для успешных сварочных работ необходимо не только наладить сварочное оборудование, но и подготовить сам материал.Перед выполнением сварочных работ рекомендуется: Удалить краску, жир и другие материалы с металлических поверхностей, которые могут помешать прохождению электрического тока.
Используйте растворитель для удаления всех жирных пятен.
Из-за отсутствия необходимого опыта сварки может потребоваться тренировка на грубой заготовке, чтобы наложить правильный сварной шов. На вид правильный шов при работе на полуавтомате выглядит ровным без вздутий и большого количества брызг.
На вид правильный шов при работе на полуавтомате выглядит ровным без вздутий и большого количества брызг.
Правильный подбор газа для сварки поможет избавиться от брызг при эксплуатации. Смесь аргона и диоксида углерода подходит для стали и черных металлов. Для повышения качества работы необходимо следить за правильным плавным растяжением дуги и контролировать сварочную ванну.
При использовании полуавтоматической сварки без газа потребуется специальный флюс или порошковая проволока. Защитный слой газа в этом случае образуется за счет сгорания специального вещества, находящегося внутри провода.В этом случае можно использовать сварочный аппарат при подключении к изделию постоянного тока или плюса.
, 350 Вт, Overseas Business Corporation
Полуавтоматическая сварочная машина, 350 Вт, Overseas Business Corporation | ID: 133542Спецификация продукта
| Тип двигателя | Двигатель постоянного тока |
| Автоматический класс | Полуавтоматический |
| Мощность (Вт) | 350 Вт |
| 904 904 напряжение | 904 Тип сваркиАппарат для дуговой сварки |
Описание продукта
Мы пользуемся наибольшим доверием среди ведущих компаний в этом бизнесе, поскольку мы предлагаем высококачественный набор сварочных аппаратов .
Заинтересовались данным товаром? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1969
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Годовой оборот Rs.2–5 крор
IndiaMART Участник с октября 2010 г.
GST27AAAFO6396B1Z9
Основанная в году 1969, мы « Overseas Business Corporation» считаются ведущей организацией, занимающейся t розничной торговлей, оптовой продажей, розничной продажей и , экспортирующих высокопроизводительный набор водяных насосов , Генераторная установка, насос Prufmex и т. Д. .Предлагаемые продукты разработаны и произведены в соответствии с международными стандартами качества с использованием одобренного качества сырья и инновационных технологий в нашем технически продвинутом производственном отделении под руководством наших профессионалов. Эти продукты широко известны своей прочной конструкцией, оптимальной функциональностью, превосходной производительностью и более длительным сроком службы. Кроме того, мы предлагаем нашу продукцию с различными техническими характеристиками, чтобы удовлетворить различные требования промышленности.
Д. .Предлагаемые продукты разработаны и произведены в соответствии с международными стандартами качества с использованием одобренного качества сырья и инновационных технологий в нашем технически продвинутом производственном отделении под руководством наших профессионалов. Эти продукты широко известны своей прочной конструкцией, оптимальной функциональностью, превосходной производительностью и более длительным сроком службы. Кроме того, мы предлагаем нашу продукцию с различными техническими характеристиками, чтобы удовлетворить различные требования промышленности.
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Ручная сварка — обзор
9.
1.1 Процесс сваркиВ целом ручная сварка заметно менее точна и более подвержена ошибкам. Движения рук случайны и часто непредсказуемы. Напротив, автоматическая сварка предназначена для выполнения на основе предварительно настроенных параметров работы. Сложные факторы, связанные с образованием сварного шва вокруг трубы и эффектами силы тяжести, требуют аккуратных и воспроизводимых рисунков, которые практически невозможно воссоздать каждый раз, и которые почти гарантированы для высококачественного оборудования [51].Никакие два сварщика не будут выполнять сварку в одинаковых условиях одинаково, и ни один из техников не сможет точно воспроизвести то, что было сделано вчера [41]. Несмотря на то, что автоматическая сварка является улучшением по сравнению с ручной сваркой, просто в области автоматической сварки уже существует удивительно большой набор потенциальных недостатков, которые поддаются классификации и хорошо документированы [54].
Очевидно, что необходимо разработать набор методологий для проверки качества или свойств сварного шва без разрушения конечного продукта. В противном случае основная цель тестирования в первую очередь будет проиграна. Фактически, существует область, посвященная именно этому стремлению, а именно область неразрушающего контроля (NDT) [11]. Методы неразрушающего контроля предназначены для зондирования материала с помощью какого-либо стимула и интерпретации ответа вручную или автоматически с помощью программного обеспечения [58]. Идея состоит в том, что аномалии в процессе сварки невозможно обнаружить невооруженным глазом, особенно когда они расположены внутри, вдали от видимой поверхности.Используя методы и исследования из прикладной физики, в нашем распоряжении есть множество способов наблюдать, как ведет себя материал или как на что-то косвенно влияет данный материал [33]. Что наиболее важно, мы можем сделать это, не повредив что-то, что требует ремонта в будущем [21].
В противном случае основная цель тестирования в первую очередь будет проиграна. Фактически, существует область, посвященная именно этому стремлению, а именно область неразрушающего контроля (NDT) [11]. Методы неразрушающего контроля предназначены для зондирования материала с помощью какого-либо стимула и интерпретации ответа вручную или автоматически с помощью программного обеспечения [58]. Идея состоит в том, что аномалии в процессе сварки невозможно обнаружить невооруженным глазом, особенно когда они расположены внутри, вдали от видимой поверхности.Используя методы и исследования из прикладной физики, в нашем распоряжении есть множество способов наблюдать, как ведет себя материал или как на что-то косвенно влияет данный материал [33]. Что наиболее важно, мы можем сделать это, не повредив что-то, что требует ремонта в будущем [21].
NDT не только предоставляет средства для проверки свойств материала, но также является преднамеренно неразрушающим. Это означает, что мы действительно можем сэкономить на стоимости более дорогостоящего ремонта, поскольку у нас есть средства для упреждающего ремонта данного сварного шва до того, как он станет слишком дорогостоящим, и обеспечения качества сварных швов без каких-либо повреждений или повреждений, если они будут в безупречном состоянии [67] . Более того, тестирование в целом необходимо, потому что было бы принципиально невозможно легко обнаружить недостатки, которые, как известно, являются проблематичными на практике. Это потому, что они глубоко внедрены в материал и скрыты от глаз [66]. Некоторые методы также обеспечивают уровень точности, который позволяет производить взвешенные суждения, основанные на стандартах приемлемости [70].
Более того, тестирование в целом необходимо, потому что было бы принципиально невозможно легко обнаружить недостатки, которые, как известно, являются проблематичными на практике. Это потому, что они глубоко внедрены в материал и скрыты от глаз [66]. Некоторые методы также обеспечивают уровень точности, который позволяет производить взвешенные суждения, основанные на стандартах приемлемости [70].
Хотя очевидно, что определенный сварной шов может содержать дефект, это также возможно с помощью методов неразрушающего контроля, таких как автоматизированная ультразвуковая технология (AUT) и радиография в реальном времени (RTR), чтобы фактически измерить геометрические свойства дефекта [20] .Таким образом, можно оценить, действительно ли дефект стоит полной повторной попытки сварки или ремонта, или это абсолютно необходимо [1]. Он существенно длинный или глубокий? Может ли он стать основой будущей трещины, которая в конечном итоге полностью подорвет целостность сварного шва? На эти вопросы теперь можно ответить, потому что весь материал, а также условия и характеристики, которые привели к дефектам, полностью целы и доступны для исследования. Альтернативные методы могут либо ослабить материал, либо лишить возможности оценки характеристик дефекта, либо вообще лишить возможности испытания конкретного сварного шва [64].
Альтернативные методы могут либо ослабить материал, либо лишить возможности оценки характеристик дефекта, либо вообще лишить возможности испытания конкретного сварного шва [64].
В сварке неразрушающий контроль охватывает широкий спектр методов, основанных на потенциально очень разных физических явлениях [32]. Например, та же самая фундаментальная ультразвуковая технология, которая позволяет нам наблюдать за нерожденным плодом в утробе матери, может быть фундаментально применена для проверки сварных швов [37]. В неразрушающем контроле это называется AUT . При кольцевой (кольцевой) сварке трубопровода AUT может использоваться для выявления дефектов на основе неоднородностей в структуре волн, отражающихся от поверхностей в трубе [61].Сама технология AUT имеет множество форм и вариаций, которые регулируют такие характеристики, как характер волновых импульсов, ориентацию или количество преобразователей [2].
Другой, возможно, даже более известный медицинский метод, имеющий аналогичный аналог в неразрушающем контроле сварных швов, — это сканирование рентгеновскими лучами. Здесь высокоэнергетическое излучение наносится непосредственно на материал перед экраном, который показывает визуальный контраст между областями, где материал плотный, и очень мало излучения может проходить, и областями, где материал относительно менее плотен, где экран поглощает излучение.Эта технология соответствует методу под названием радиографический контроль (RT) [40]. В RTR используется та же фундаментальная технология RT, но диаграмма поглощения излучения фиксируется электронным способом, а не на пленке [46]. Существует множество других методов, таких как электромагнитный или вихретоковый контроль (ET), испытание магнитными частицами (MT) и испытание акустической эмиссии (AE), и этот список можно продолжить [9].
Здесь высокоэнергетическое излучение наносится непосредственно на материал перед экраном, который показывает визуальный контраст между областями, где материал плотный, и очень мало излучения может проходить, и областями, где материал относительно менее плотен, где экран поглощает излучение.Эта технология соответствует методу под названием радиографический контроль (RT) [40]. В RTR используется та же фундаментальная технология RT, но диаграмма поглощения излучения фиксируется электронным способом, а не на пленке [46]. Существует множество других методов, таких как электромагнитный или вихретоковый контроль (ET), испытание магнитными частицами (MT) и испытание акустической эмиссии (AE), и этот список можно продолжить [9].
Сварочные курсы
Степень
Сварочная техника
Сертификаты
Сварка
Сварка 108
Ацетилено-дуговая сварка
Ранее: Сварка 008, Ацетилено-дуговая сварка
Шт. : 3.0
: 3.0
Часы занятий: 16 лекций, 96 лабораторий, всего 96.
Технические знания и базовые навыки, необходимые для профессиональных процессов и применений кислородно-ацетиленовой и дуговой сварки. Студенты должны предоставить средства защиты. (То же, что и Automotive Technology 108 и Diesel 108). CSU
Сварка 125A
Промежуточная дуговая сварка Уровень I
Ранее: Сварка 025A, промежуточная дуговая сварка, уровень I
Шт. : 3.0
Часов: 16 лекций, 96 лабораторий всего.
Предварительное условие : Сварка 108 с минимальной оценкой C.
Этот курс разработан для улучшения ранее приобретенных студентом навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом E-7018 (SMAW). CSU
CSU
Сварка 125B
Промежуточная дуговая сварка Уровень II
Ранее: Сварка 025B, промежуточная дуговая сварка, уровень II
Шт. : 3,0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 108 и Сварка 125A с минимальной оценкой C или удовлетворительное завершение квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот курс предназначен для улучшения ранее полученных студентом навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Студент знакомится с приготовлением 1-дюймовой пластины. Этот курс познакомит студентов с лицензионным классом D1.1. правила и положения Департамента строительства и безопасности города Лос-Анджелес. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом E-7018 (SMAW).
Сварка 129A
Продвинутая дуговая сварка, уровень I
Обычно: Welding 029A, Advanced Arc Welding Level I
Единица (и): 3,0
Часы занятий: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.
Этот курс разработан, чтобы помочь студентам улучшить ранее приобретенные навыки дуговой сварки и подготовить их к сдаче сертификационного экзамена на сварку.Обеспечивает передовые навыки манипуляции и технические знания, необходимые для прохождения испытания на изгиб пластин с направляющими диаметром 1 дюйм, необходимого для сертификации конструкционной стали. CSU
Сварка 129B
Продвинутый уровень дуговой сварки II
Ранее: Welding 029B, Advanced Arc Welding Level II
Шт. : 3,0
: 3,0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 129A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот курс разработан для развития ранее приобретенных студентами навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки в экранированном металле (SMAW) E-7018 в соответствии с правилами и положениями Американского общества сварщиков. Код D1.1. Книга. CSU
Сварка 129C
Продвинутый уровень дуговой сварки III
Ранее: Welding 029C, Advanced Arc Welding Level III
Шт. : 3.0
: 3.0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 129B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC. Этот курс предназначен для улучшения и овладения студентами ранее приобретенных навыков дуговой сварки до продвинутого уровня и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки экранированным металлом E-7018 в соответствии с правилами и положениями Американского общества сварки.На этом уровне учащиеся сдают сертификационный тест D1.1. CSU
Сварка 129D
Продвинутый уровень дуговой сварки IV
Ранее: Welding 029D, Advanced Arc Welding Level IV
Шт. : 3,0
: 3,0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 129C с минимальной оценкой C или удовлетворительное завершение квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот курс содержит инструкции первого уровня по принципам, оборудованию, методам сварки, режиму операций и безопасности дуговой сварки порошковой проволокой (FCAW), используемой для конструкционной стали. Он также призван улучшить ранее полученные студентом навыки дуговой сварки и подготовить его к сдаче сертификационного экзамена по сварке D1.1. Особое внимание уделяется сварке в вертикальном и верхнем положении и подготовке испытательных пластин (сталь 1 дюйм) с использованием проволоки FCAW 2/32 (дуговая сварка под флюсом).CSU
Сварка 139A
Сварка в среде инертного газа, уровень I
Ранее: Сварка 039A, Сварка в инертном газе, уровень I
Шт. : 3,0
: 3,0
Часов: 16 лекций, 96 лабораторий всего.
Предварительное требование : Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.
Этот курс познакомит студентов с дуговой сваркой вольфрамовым электродом (GTAW) и сваркой в среде защитного газа (MIG) алюминия, мягкой и нержавеющей стали. CSU
Сварка 139B
Сварка в среде инертного газа, уровень II
Ранее: Сварка 039B, сварка в инертном газе, уровень II
Шт. : 3,0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 139A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по сварке в инертном газе, проводимого инструктором по сварке SAC. Этот курс предназначен для развития у студентов навыков дуговой сварки вольфрамовым электродом (GTAW) и сварки в среде инертного газа (MIG). Особый упор сделан на горизонтальное положение алюминия, низкоуглеродистой и нержавеющей стали. CSU
Этот курс предназначен для развития у студентов навыков дуговой сварки вольфрамовым электродом (GTAW) и сварки в среде инертного газа (MIG). Особый упор сделан на горизонтальное положение алюминия, низкоуглеродистой и нержавеющей стали. CSU
Сварка 139C
Сварка в среде инертного газа, уровень III
Ранее: Сварка 039C, сварка в инертном газе, уровень III
Шт. : 3.0
Часов: 16 лекций, 96 лабораторий всего.
Предварительные требования: Сварка 139B с минимальной оценкой C или удовлетворительное завершение квалификационного экзамена по сварке в инертном газе, проводимого инструктором по сварке SAC.
Это продвинутый курс по сварке с использованием процесса газовой вольфрамовой дуговой сварки (GTAW) . Этот курс предназначен для того, чтобы дать студентам навыки, необходимые для прохождения сертификационного экзамена по сварочным процессам GTAW и MIG. Студент должен освоить горизонтальное и вертикальное положение при сварке вверх. CSU
Студент должен освоить горизонтальное и вертикальное положение при сварке вверх. CSU
Сварка 140A
Сварочная сертификация, уровень подготовки I
Ранее: Сварка 040A, сертификация по сварке, уровень I
Шт. : 3.0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке. Это продвинутый курс, в рамках которого будут проводиться лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в защитном металлическом корпусе (SMAW), а также дуговой сварки под флюсом.
(FCAW).Студент сосредоточится на сварке в вертикальном положении и над головой, а также на подготовке испытательных пластин. CSU
Сварка 140B
Сертификация сварщика, уровень II
Ранее: Сварка 040B, сертификация по сварке, уровень II
Шт. : 3,0
Часов: 16 лекций, 96 лабораторий всего.
Это продвинутый курс, в рамках которого будут проводиться лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в экранированном металле . Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 1G и 2G с использованием электрода E6010. CSU
Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 1G и 2G с использованием электрода E6010. CSU
Сварка 140C
Сварка Сертификация Уровень подготовки III
Ранее: Сварка 040C, Сертификация сварщика, уровень III
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 140B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.Это продвинутый курс, в рамках которого будут проводиться лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в экранированном металле
(SMAW), а также дуговой сварки под давлением (FCAW) в вертикальном и потолочном положениях. Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 5G и 6G с использованием электрода E6010. CSU
Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 5G и 6G с использованием электрода E6010. CSU
Сварка 141A
Сертификационный экзамен по сварке Уровень подготовки I
Ранее: Сварка 041A, подготовка к экзамену по сварке, уровень I
Шт. : 3,0
Часы занятий: 48 Всего лекций.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот практический курс предназначен для продвинутых студентов-сварщиков. Инструкция будет охватывать дизайн, предварительно прошедшую квалификацию основу / материал наполнителя, процедуры / квалификацию сварщика, основы изготовления и испытания, как указано Американским сварочным обществом (AWS) D1.1. Спецификации структурного кодекса, ведущие к сертификации сварочных работ в Лос-Анджелесе или AWS.CSU
Сварка 141B
Сертификационный экзамен по сварке Уровень подготовки II
Ранее: Сварка 041B, Подготовка к экзамену по сварке, уровень II Единица (и): 3,0
Часы занятий: 48 Всего лекций.
Необходимое условие: Сварка 141A с минимальным классом прочности C.
Этот курс предназначен для продвинутых студентов-сварщиков. Инструктор расскажет о предварительно проверенных материалах основы / наполнителя, процедуре / квалификации сварщика и испытаниях в соответствии с требованиями Американского общества сварщиков (AWS). Спецификации структурного кодекса D1.1 приводят к получению сертификатов сварочных работ в Лос-Анджелесе или AWS. CSU
Welding 153A
Math / Blue Print Reading для сварщиков
Ранее: Welding 053, Math / Blue Print Reading for Welders
Шт. : 3.0
Часы занятий: Всего лекций 48.
Этот класс разработан, чтобы познакомить студентов-сварщиков с математикой и чертежами, а также их приложениями для сварщиков, связанных со сварочной отраслью. Упор будет сделан на практические проблемы математических (для сварщиков) измерений, приборов, площади, объема, дробей, десятичных знаков и метрической системы. Этот курс позволит студентам читать и интерпретировать заводские и полевые чертежи и печатные издания, относящиеся к сварочной промышленности.CSU
Сварка 153B
Math / Blue Print Reading для сварщиков
Шт. : 3,0
Часы занятий: Всего лекций 48.
Это продвинутый курс, разработанный, чтобы позволить студентам работать на более высоком уровне математики и чтения чертежей и их приложений для сварщиков, связанных со сварочной отраслью.Акцент будет сделан на обыкновенные дроби, десятичные дроби, периметр квадратов, площади
треугольника, объемы, окружности окружностей и периметр. Студент сможет читать и интерпретировать заводские и полевые чертежи, а также печатные издания, относящиеся к сварочной промышленности. CSU
Сварка 154A
Начало работы с трубами
Ранее : Сварка 054A, основы трубопровода
Шт. : 3.0
Часов: 16 лекций, 96 лабораторий всего.
Необходимое условие: Сварка 125A с минимальным классом прочности C.
В отрасли сварки труб требуется сварщик с более высокой квалификацией. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на листе с использованием процесса дуговой сварки экранированного металла с использованием электродов E6010 и E7018.Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности. CSU
Сварка 154B
Сварка промежуточных труб
Ранее: Сварка 054B, Сварка промежуточных труб
Единица (и): 3,0
Часов: 16 лекций, 96 лабораторий всего.
Необходимое условие: Сварка 154A с минимальным классом прочности C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на трубе с использованием процесса дуговой сварки защищенного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности.Студенты познакомятся с технологией орбитальной сварки. CSU
Сварка 154C
Продвинутая сварка труб
Ранее: Welding 054C, Advanced Pipe Welding
Единица (и): 3,0
Часов: 16 лекций, 96 лабораторий всего.
Необходимое условие: Сварка 154B с минимальным классом прочности C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на трубе с использованием процесса дуговой сварки экранированного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности.Студенты установят и будут использовать аппарат орбитальной сварки. CSU
Сварка 155A
Начало изготовления металла
Шт. : 3,0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 125A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.Производителю в сварочной промышленности требуется высококвалифицированный сварщик / слесарь.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться надлежащей эксплуатации торгового оборудования, сварке, подгонке, металлическим профилям и различным методам строительства и сборки. CSU
Сварка 155B
Производство промежуточных металлов
Единица (и): 3.0
Часов: 16 лекций, 96 лабораторий всего.
Пререквизиты: Сварка 155A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться надлежащей эксплуатации торгового оборудования, сварке, подгонке, металлическим профилям и различным методам строительства и сборки.Например, аэрокосмический, военный или специальный инструмент, который может помочь в соблюдении жестких допусков, требуемых инженером. Студенты изучат терминологию изготовления и надлежащие методы, используемые в различных отраслях промышленности. Этот курс предназначен для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков в дополнение и для расширения навыков сварки. CSU
Сварка 156A
Начало роботизированной сварки
Ранее: Welding 056A, Beginning Robotic Welding
Шт. : 3.0
C чел. Часы: 32 Лекционных, 48 Лабораторных всего.
Предварительные требования: Welding 108 с минимальной оценкой C. Одновременное зачисление на курс Welding 157A. Этот курс представляет собой базовый курс программирования, который учит студентов, как безопасно манипулировать роботом с помощью правильного использования контроллера робота и обучающей подвески. Этот курс также знакомит студентов с процессом дуговой сварки металлов и порошковой проволоки.Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов, различным методам сварки, а также идентификации основного и наполняющего металла. Этот курс представляет собой введение в робототехнику / лазерную технику для начинающих. (То же, что и Engineering 156A). CSU
Сварка 156B
Роботизированная сварка промежуточного звена
Ранее: Сварка 056B, Роботизированная сварка промежуточного уровня
Единица (и): 3.0
Часов: 32 лекций, 48 лабораторий всего.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на курс Сварка 157B. Курс роботизированной сварки учит студентов, как безопасно манипулировать роботом с помощью правильного использования контроллера робота и обучающего пульта. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Студенты смогут вводить сварочные процедуры, поворотные рамки, круговые перемещения, ткачество, команды копирования-удаления, шеститочечный инструментальный центр и другие действия, связанные с процессом роботизированной сварки. (То же, что и Engineering 156B). CSU
Сварка 156C
Продвинутая роботизированная сварка
Ранее: Welding 056C, Advanced Robotic Welding
Единица (и): 3.0
Часов: 32 лекций, 48 лабораторий всего.
Предварительные требования: Welding 156B с минимальной оценкой C. Одновременное зачисление на курс Welding 157C. Продвинутый курс роботизированной сварки учит студентов, как безопасно манипулировать роботом с помощью правильного использования контроллера робота и Teach Pendant. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Студенты смогут создавать программы по безопасности роботизированной сварки, управлению TPP, кадрам USER, скоординированному движению, TAST, TAST-RPM, регистрам положения и смещениям, касанию и считыванию, а также действиям, связанным с процессом роботизированной сварки. (То же, что и Engineering 15). CSU
Сварка 157A
Базовое программирование роботов
Единица (и): 3.0
Часов: 16 лекций, 96 лабораторий всего.
Предварительные требования: Сварка 108 с минимальной оценкой C. Параллельное обучение на Сварку 156A. Это базовый курс программирования, который учит студентов, как безопасно управлять промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, линейные перемещения, системы координат, обучение программированию с помощью подвесного пульта и интеграцию программного и аппаратного обеспечения.(То же, что и Engineering 157A). CSU
Сварка 157B
Промежуточное программирование роботов
Единица (и): 3,0
Часов: 16 лекций, 96 лабораторий всего.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на Сварку 156B. Этот курс представляет собой курс программирования, который учит студентов, как безопасно управлять промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, круговые движения, настройку робота, расширенное программирование и функции Teach Pendant, а также вспомогательное оборудование. (То же, что и Engineering 157B).CSU
Сварка 157C
Расширенное программирование роботов Сварка
Единица (и): 3,0
Часов: 16 лекций, 96 лабораторий всего.
Предварительные требования: Сварка 156B и Сварка 157B с минимальным классом прочности C.Параллельная запись на Welding 156C.
Это углубленный курс программирования, который учит студентов, как безопасно управлять промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, логические команды и системы координат, расширенное программирование Teach Pendant, сетевая интеграция, моделирование и интеграция программного и аппаратного обеспечения. (То же, что и Engineering 157C). CSU
Сварка 160
Введение в валидацию и проверку процесса лазерной сварки: уровень 1
Единица (и): 3.0
Часы занятий: 18 Лекций, 108 Всего лабораторий.
Этот курс предназначен для ознакомления студентов с валидацией лазерной сварки и развитием производственных возможностей с использованием оборудования для волоконной лазерной сварки. CSU
Сварка 161
Валидация процесса планирования и проверка процесса лазерной сварки: уровень 2
Единицы: 3.0
Часы работы: 18 лекций, 108 лаборатория
Необходимое условие: Сварка 160 с минимальным классом прочности C. Этот курс предназначен для ознакомления студентов с процессом лазерной сварки, ориентированным на три основных вида деятельности: план квалификации установки (IQ), план эксплуатационной квалификации (OQ) и план квалификации производительности (PQ) в соответствии с MVP.ЧСУ
Сварка 162
Проведение валидации процесса и верификации процесса лазерной сварки: уровень 3
Единицы: 3,0
Часы занятий: 18 лекций, 108 лабораторий всего. Требование: Сварка 161 с минимальным классом прочности C.
Этот курс предназначен для выполнения действий по валидации процессов лазерной сварки, сфокусированных на трех основных направлениях: отчет о квалификации установки (IQ), отчет о производственной квалификации (OQ) и отчет о квалификации производительности (PQ) в соответствии с MVP. CSU
Автоматическая сварка или ручная сварка: что лучше для вашего сварочного цеха?
В связи со стремительным ростом сварочной отрасли возник один из главных аргументов в этой области: Автоматическая сварка или ручная сварка, w что лучше? Кто-то может возразить, что автоматизация сегодня лучше, чем ручная, другие могут возразить против, а кто-то может сказать, что лучше всего реализовать и то, и другое в вашем магазине.
При выборе метода сварки для реализации в вашем цехе необходимо учитывать ряд факторов: производительность, бюджет, размер ваших проектов и многое другое.
Но сначала давайте проясним разницу между двумя методами сварки.
Автоматическая сварка делится на две категории, но, как правило, сварочные операции выполняются в основном с помощью автоматического сварочного аппарата. Человеческое присутствие выполняет две роли: либо они управляют аппаратом, либо они наблюдают за всем процессом сварки, гарантируя, что аппараты работают должным образом.
Этот метод раньше был идеальным только для крупномасштабных сварочных операций, таких как массовое производство труб и автомобилей, но по мере того, как предприятия узнают о преимуществах автоматизации сварки, малые и средние предприятия также обратились к автоматизации сварки.
Между тем, при ручной сварке сварщик-человек выполняет сварочные операции самостоятельно, при этом качество продукции во многом зависит от их навыков. Это идеальный вариант для новичков, опытных домашних мастеров и малых предприятий, которым просто необходимы небольшие сварочные работы.
Производительность
Автоматическая сварка может дать как минимум вдвое больше, чем может дать квалифицированный сварщик и ручная сварка. Это также позволяет вам повторять цикл сварки, не влияя на качество продукции. Но нельзя полностью полагаться на работу пяти сварщиков на автоматизированные системы. В конце концов, машина по-прежнему подвержена поломкам или неисправностям.
Между тем, при ручной сварке вы должны учитывать способности человека-сварщика — как долго он сможет выполнять сварочный процесс, не слишком напрягаясь, может ли сварщик выполнять свои задачи последовательно, что, если сварщик заболеет и т. Д.Тем не менее, квалифицированные сварщики могут обеспечить практически идеальное постоянное качество и количество выходных изделий при минимальных затратах.
Качество
Автоматическая сварка с одинаковой скоростью и одинаковой технологией позволяет производить продукцию одинакового качества. Однако он может быть не идеальным для небольших подкрашиваний, которые сварщик может просто выполнить быстрым прожиганием возможных пропущенных участков.
Несмотря на это, ручная сварка может быть подвержена распространенным проблемам качества, таким как образование сварочных брызг, пористость и неглубокий провар, и это лишь некоторые из них.
Гибкость
Автоматизированные системы созданы с учетом любых возможных корректировок, которые вам необходимо внести в соответствии с вашими сварочными операциями. Они также обеспечивают легкую мобильность благодаря встроенным поворотным роликам. Но с точки зрения перехода от одной сварочной операции к другой вам может потребоваться больше времени, чтобы настроить автомат для другого сварочного цикла.
С другой стороны, сварщик-человек может легко переключаться с одной рабочей станции на другую для выполнения различных сварочных задач.Перемещение ручных сварочных аппаратов может занять больше времени, но с точки зрения выполнения различных сварочных работ за ограниченное время ручная сварка более идеальна.
Стоимость
Автоматизированные системы могут сэкономить тонну с точки зрения затрат на рабочую силу и производство. Вам не нужно будет нанимать высококвалифицированных сварщиков для выполнения этой работы — достаточно того, кто умеет работать с автоматизированными системами. Поскольку требуется меньше человеческих ресурсов, вы можете снизить вероятность человеческих ошибок, а также уменьшить количество производственных отходов.
Инвестиции
Вложение в автоматизированный сварочный аппарат может быть дорогостоящим, особенно для стартапов. Несмотря на то, что существуют недорогие варианты перехода к автоматизации сварки, некоторые все же могут посчитать первоначальные вложения выше, чем вложения в ручную сварку. Но в долгосрочной перспективе вы можете воспользоваться рентабельными преимуществами автоматизации сварки.
Для стартапов, малых предприятий и тех, кому не нужно выполнять крупные сварочные операции, ручная сварка может быть идеальным вариантом с точки зрения бюджета.Вам нужно только приобрести ручной сварочный аппарат, некоторые сварочные материалы и квалифицированного сварщика. Общая сумма этих инвестиций меньше по сравнению со стоимостью автоматизированных систем.
Но в конечном итоге это может оказаться столь же дорогостоящим, как автоматизация сварки. Есть затраты на оплату труда, текущий ремонт и затраты на отходы производства. Не говоря уже о чрезвычайных происшествиях в вашем магазине, например, о несчастном случае, произошедшем с вашим сварщиком во время сварочного процесса.
В конце концов, все сводится к вашим планам относительно вашего бизнеса.Планируете ли вы удвоить производство, чтобы обслуживать больше клиентов в будущем? Планируете ли вы снизить затраты, не жертвуя качеством и производительностью?
Если вы хотите получить максимальную отдачу от своих инвестиций и приносить больший доход своему бизнесу, автоматизация сварки того стоит! С ArcBoss мы можем помочь вам автоматизировать сварочные операции без ущерба для вашего бюджета.
Давай поговорим. Свяжитесь с нами сейчас или запросите ценовое предложение!
Глоссарий по сварке | HobartWelders
Выберите первую букву искомого термина: A C D F G H I K L M O P R S T V W
А
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода.Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Чтобы удалить большое количество металла, ищите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду.Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc Force: Также называется Dig and Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при использовании короткой дуги.
Auto-Link ® : Схема внутреннего источника питания инвертора, которая автоматически связывает источник питания с подаваемым первичным напряжением, без необходимости вручную связывать клеммы первичного напряжения.
Автоматическая сварка : Использует оборудование для сварки без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими». Напряжение будет изменяться при разной длине дуги, при этом лишь немного изменяя силу тока, отсюда и название: постоянный ток или переменное напряжение.
Устройство подачи проволоки с постоянной скоростью : Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP) : «Потенциал» и «напряжение» в основном имеют одинаковое значение. Этот тип сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно плоской кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Одна или несколько несплошностей, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока.Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Например, рабочий цикл 60% при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Факс
Fan-On-Demand ™: Внутренняя система охлаждения источника питания, которая работает только при необходимости, поддерживая чистоту внутренних компонентов.
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между непрерывной плавящейся электродной проволокой и изделием.Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от поступающего извне газа или газовой смеси. Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости зависит от типа проволоки).
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей.Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подсоединяется от шпильки заземления сварочного аппарата к металлическому стержню, помещенному в землю. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод детали».
H
Гц: Гц часто называют «циклами в секунду».«В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ : Используется на некоторых станках Stick (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой энергокомпанией.
кВт (киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при его номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™: Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
м
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой.Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Газ или газовые смеси, подаваемые извне, обеспечивают защиту.
Существует четыре основных режима переноса металла:
Переход короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. При этом образуются брызги, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода. Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распыление: Названо в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки.Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоском или горизонтальном положении.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от режима распылительного переноса.Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.
Дополнительную информацию о сварке MIG см. В разделе «Советы по сварке MIG».
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что она разомкнута. Однако напряжение воздействует на цепь, так что, когда цепь замыкается, ток сразу же течет. Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, приложенное к кабелям, присоединенным к выходным клеммам сварочного аппарата.
П
Плазменно-дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для плавления небольшой области работы. Этот процесс может разрезать все металлы, проводящие электричество. Резаки Hobart AirForce представляют собой полные пакеты, которые содержат все необходимое оборудование и расходные материалы для резаков. Расходные материалы: расходные материалы для горелок, подача газа или сжатого воздуха.
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи цеха. Первичная входная мощность, часто выражаемая в ваттах или киловаттах (кВт), — это переменный ток, который может быть однофазным или трехфазным.Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Для импульсной сварки MIG лучше всего подходят области, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали толщиной 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Импульсная сварка TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
Р
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Контактная точечная сварка (RSW): Процесс, в котором два металлических куска соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги, и именно сопротивление металла току вызывает плавление. Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 клещей и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются.
RMS (среднеквадратичное значение): «Действующие» значения измеренного переменного напряжения или силы тока.Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Брызги: Частицы металла, вылетающие из сварочной дуги. Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
Сварка палкой (SMAW или дуга экранированного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием.Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для Stick рекомендуется сварочный аппарат постоянного и переменного тока. Для большинства применений сварка с обратной полярностью постоянным током имеет преимущества по сравнению с переменным током, включая более легкий запуск и сварку в нерабочем положении, более плавную дугу и меньшее количество перерывов и залипаний дуги. Расходные материалы: электроды стержневые.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса. Присадочный металл поступает из электрода, а иногда и из второго присадочного стержня.
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс, часто называемый сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва.Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Touch Start: Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW). Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, проталкивающая электроны через проводник. Напряжение не течет, но вызывает ток или силу тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи проволоки работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, с помощью которого металл переносится из проволоки в расплавленную лужу. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос дуги распылением, глобулярный перенос, перенос скрытой дуги и импульсный перенос дуги.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом. Состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает непоправимого ущерба и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления рабочего кабеля (рабочего кабеля) к заготовке (металл, на который нужно приваривать).