Передвижной сварочный пост «Ампер СП-3»
Артикул 0213-03. Сварочный пост «Ампер СП-3» для ограждения зон сварки как в сварочных цехах, так и на других производственных площадях.
Внимание! Компания ООО «НТ-Сварка» является единственным производителем мобильного сварочного поста марки «АмперС®». Остерегайтесь мошенников.
Передвижной сварочный пост «Ампер СП-3». Комплект изделия состоит из 4 предлагаемых компонентов.
Представляемый мобильный сварочный пост «Ампер СП-3» — это сбалансированный выбор. Данная модель имеет широкий спектр применения и разработана на основе базового сварочного поста «Ампер СП-1». Модификация заключается в замене кресла сварщика «Ампер СК-1» на известную модель — стул сварщика «Ампер С-2» (где применяется специальная огнезащитная ткань Flameshield 400).
В комплект «Ампер СП-3» входит:
— Стул сварщика «Ампер С-2», предназначенный для эксплуатации в более жестких условиях крупного сварочного производства, что достигается применением огнезащитной ткани с более высоким классом защиты.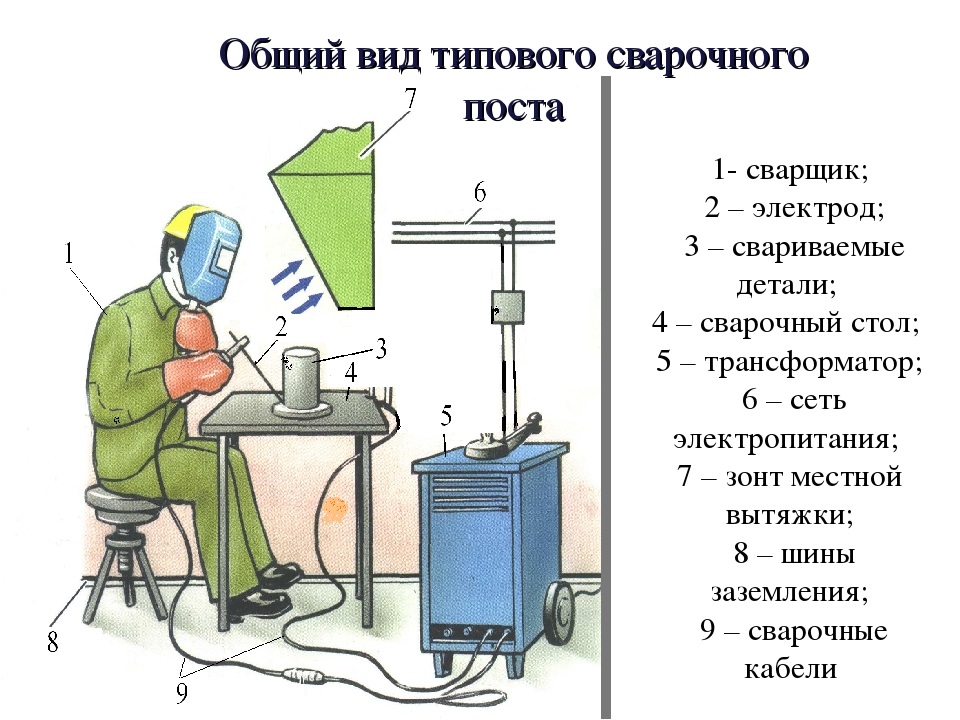
— Подставка под кабель «Ампер ПК-2» с ложементом — технологическое устройство для удержания сварочных кабелей в заданном положении (специальное устройство, позволяющее дифференцировать нагрузки на позвоночник, плечевой и локтевой суставы сварщика, что ведет к повышению качества сварного шва). Подставка под кабель изготовлена из стали 20 и окрашена специальной огнестойкой краской. Подставка под кабель с ложементом при помощи надежной системы крепежа устанавливается на основании стула сварщика «Ампер С-2», при изменении высоты ложемента подставки по отношению к стулу сварщика обеспечивается надежная фиксация подставки.
— Сварочный экран «Скрин ЭП-1» 1400×1800 (ш×в) для ограждения зон сварки сборочно- сварочных цехов.
Экран изготовлен из ПВХ материала и хромированных труб, в стандартном исполнении (1400×1800 мм (ш×в)) имеет массу 3,7 кг.
Сварочный экран – состоит из модульных, легких конструкции, при помощи которых организуются различные зоны для выполнения сварочных работ, в том числе за пределами стационарного сварочного поста. По желанию заказчика возможно производство экранов других размеров высотой от 1500 до 2000 мм, при этом опоры экранов могут быть обеспечены системой регулирования уровня, для эксплуатации на неровных полах, или оборудованы оригинальными роликами для удобного перемещения по горизонтальной поверхности.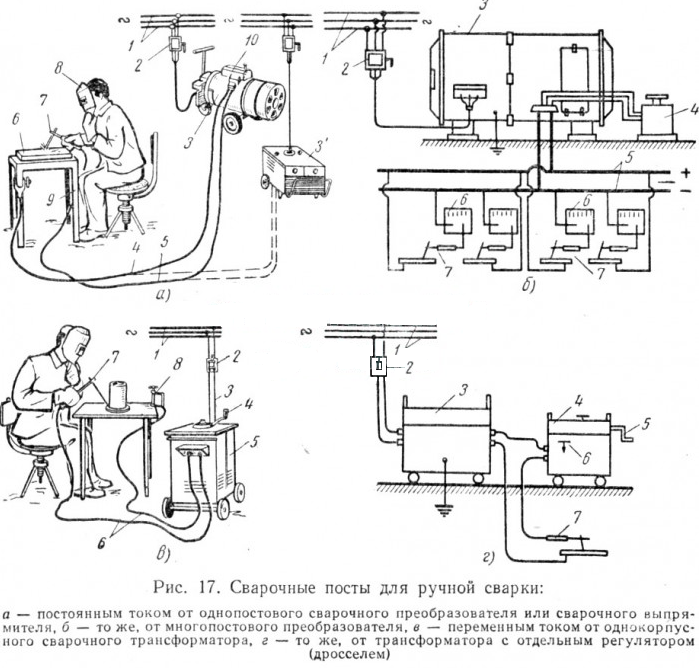
Экраны имеют различные цвета:
- темно — зеленый (матовый) для общего перекрытия зоны сварки для аргоно-дуговой сварки (TIG), полуавтоматической сварки в среде защитных газов (MIG/MAG),
- темно — красный (матовый) для наружных перегородок аргоно-дуговой сварки (TIG), полуавтоматической сварки в среде защитных газов (MIG/MAG),
- красный (глянцевый) для внутренних перегородок для ручной — дуговой сварки (ММА), полуавтоматической сварки в среде защитных газов (MIG/MAG),
- зеленый (глянцевый) для внутренних перегородок для ручной – дуговой сварки (ММА), полуавтоматической сварки в среде защитных газов (MIG/MAG),
- бронзовый (глянцевый) для внутренних перегородок для ручной – дуговой сварки (ММА), полуавтоматической сварки в среде защитных газов (MIG/MAG).
Полупрозрачные внутренние перегородки позволяют сварщику производить контроль движения внутри зоны. Находясь внутри сварочного поста, сварщик не ощущает замкнутости пространства.
Находясь внутри сварочного поста, сварщик не ощущает замкнутости пространства.
— В состав передвижного сварочного поста «Ампер СП-3» входит так же подставка для ног сварщика. Подставка для ног «Ампер ПН-1» выполнена в соответствии с НТД, КД и ГОСТом 12.2.003-91, отвечает всем установленным требованиям, эргономическим нормам, технической эстетике и промышленному дизайну, имеет следующие технические характеристики: ширина – 400 мм, длина — 340 мм, высота – 100 мм. Угол наклона опорной поверхности подставки регулируется в пределах 0-30°C.
Требования к помещениям для электросварочных установок и сварочных постов «ПРАВИЛА УСТРОЙСТВА ЭЛЕКТРОУСТАНОВОК. РАЗДЕЛ 7. ЭЛЕКТРООБОРУДОВАНИЕ СПЕЦИАЛЬНЫХ УСТАНОВОК (Издание 7)» (утв. Минтопэнерго РФ)
действует Редакция от 08.06.2002 Подробная информация| Наименование документ | «ПРАВИЛА УСТРОЙСТВА ЭЛЕКТРОУСТАНОВОК. РАЗДЕЛ 7. ЭЛЕКТРООБОРУДОВАНИЕ СПЕЦИАЛЬНЫХ УСТАНОВОК (Издание 7)» (утв. Минтопэнерго РФ) Минтопэнерго РФ) |
| Вид документа | правила |
| Принявший орган | минтопэнерго рф |
| Номер документа | ПУЭ |
| Дата принятия | 01.01.1970 |
| Дата редакции | 08.06.2002 |
| Дата регистрации в Минюсте | 01.01.1970 |
| Статус | действует |
| Публикация |
|
| Навигатор | Примечания |
Требования к помещениям для электросварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях.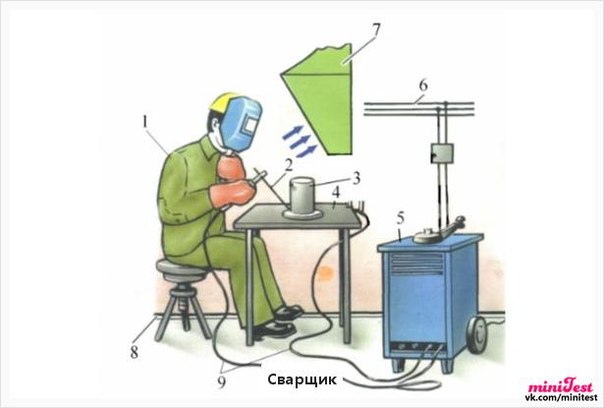
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Глава 7.6. Электросварочные установки / Eleco
ОБЛАСТЬ ПРИМЕНЕНИЯ. ОПРЕДЕЛЕНИЯ
7.6.1. Настоящая глава Правил распространяется на оборудуемые и используемые в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные установки, предназначенные для выполнения электротехнологических процессов сварки, наплавки, напыления и резки (разделительной и поверхностной) плавлением и сварки с применением давления, в том числе:
дуговой и плазменной сварки, наплавки, напыления, резки;
атомно-водородной сварки;
электронно-лучевой сварки;
лазерной сварки и резки (сварки и резки световым лучом),
электрошлаковой сварки;
сварки контактным разогревом;
контактной или диффузионной сварки, дугоконтактной сварки.
Требования настоящей главы относятся к электросварочным установкам при использовании в них плавящихся или неплавящихся электродов, при обработке (соединении, резке и др.) металлических или неметаллических материалов в воздушной среде или среде газа (аргона, гелия, углекислого газа, азота и др.) либо водяного пара при давлении атмосферном, повышенном или пониженном (в том числе в вакууме), а также под водой или под слоем флюса.
7.6.2. Электросварочные установки должны удовлетворять требованиям других глав Правил в той мере, в какой они не изменены настоящей главой.
7.6.3. Электросварочные установки представляют собой совокупность функционально связанных между собой специальных электросварочных и общего назначения электротехнических и механических элементов, а также кабельных линий, электропроводок, токопроводов для внешних соединений этих элементов. Все устройства, используемые для электросварочных установок, должны быть изготовлены согласно утвержденной в установленном порядке технической документации и соответствовать действующим стандартам.
Выполнение работ на электросварочных установках должно предусматриваться в соответствии с требованиями ГОСТ 12.3.003-86 «Работы сварочные. Требования безопасности» или правил технической эксплуатации электроустановок.
7.6.4. В зависимости от вида источника питания электроэнергией различают: автономные электросварочные установки, снабженные индивидуальными двигателями внутреннего сгорания (карбюраторными — бензиновыми или дизельными), и электросварочные установки, получающие питание от электрических сетей, в том числе присоединяемых к передвижным электростанциям.
7.6.5. Подача электрической энергии для обеспечения поступления необходимого количества теплоты в зону плавления или нагрева металла (или неметаллического материала) до пластического состояния для проведения указанных в 7.6.1 процессов осуществляется в электросварочных установках с использованием специальных электротехнических устройств, называемых источниками сварочного тока.
Электрические цепи электросварочных установок от выходных зажимов сварочных трансформаторов или преобразователей, предназначенные для прохождения сварочного тока, называются сварочными цепями.
7.6.6. Электросварочные установки по степени механизации на них технологических операций разделяются на установки, на которых эти операции выполняются вручную, установки полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и установки автоматические.
7.6.7. Комплекс оборудования, приспособлений для выполнения электротехнологических процессов, указанных в 7.6.1, и рабочего места сварщика называется сварочным постом.
В состав стационарного сварочного поста для ручной сварки входят сварочный стол с тисками и приспособлениями или манипулятор.
7.6.8. Источники сварочного тока могут питать один или несколько сварочных постов; соответственно они называются однопостовыми или многопостовыми источниками сварочного тока.
ОБЩИЕ ТРЕБОВАНИЯ
7.6.9. Оборудование электросварочных установок должно иметь исполнение, соответствующее условиям окружающей среды. Конструкция и расположение этого оборудования, ограждений и блокировок должны не допускать возможности его механического повреждения, а также случайных прикосновений к вращающимся или находящимся под напряжением частям. Исключение допускается для электрододержателей установок ручной дуговой сварки, резки и наплавки, а также для мундштуков, горелок для дуговой сварки и других деталей, находящихся под сварочным напряжением.
Конструкция и расположение этого оборудования, ограждений и блокировок должны не допускать возможности его механического повреждения, а также случайных прикосновений к вращающимся или находящимся под напряжением частям. Исключение допускается для электрододержателей установок ручной дуговой сварки, резки и наплавки, а также для мундштуков, горелок для дуговой сварки и других деталей, находящихся под сварочным напряжением.
7.6.10. Размещение оборудования электросварочных установок, его узлов и механизмов, а также органов управления должно обеспечивать свободный, удобный и безопасный доступ к ним. Кроме того, расположение органов управления должно обеспечивать возможность быстрого отключения оборудования и остановки всех его механизмов.
7.6.11. Для электросварочных установок, оборудование которых требует оперативного обслуживания на высоте более 2 м, должны быть выполнены рабочие площадки, огражденные перилами, с постоянными лестницами. Площадки, ограждения и лестницы должны быть выполнены из несгораемых материалов, настил рабочей площадки должен иметь покрытие из диэлектрического материала, не распространяющего горение.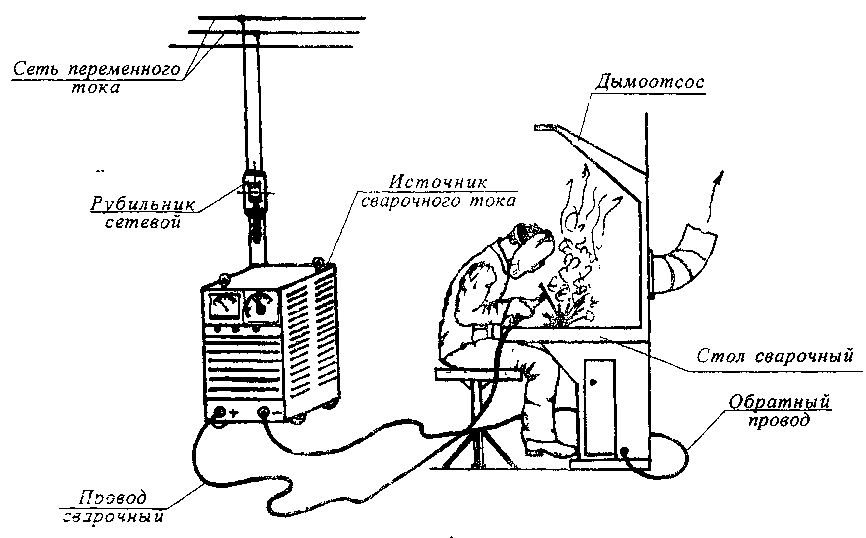
7.6.12. Все органы управления электросварочными установками, не имеющие фиксаторов положения, должны быть оборудованы ограждениями, исключающими случайное их включение или отключение.
7.6.13. В качестве источников сварочного тока должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи статические или двигатель-генераторные с электродвигателями или двигателями внутреннего сгорания. Питание сварочной дуги электрошлаковой ванны и контактной сварки непосредственно от силовой, осветительной или контактной электрической сети не допускается.
Агрегаты переносных или передвижных электросварочных установок допускается располагать на автомобильном или тракторном прицепе или тележке, которые должны быть оборудованы тормозами.
7.6.14. Схема включения нескольких источников сварочного тока при работе их на одну сварочную дугу, электрошлаковую ванну или сопротивление контактной сварки должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
7.6.15. Электрическая нагрузка нескольких однофазных источников сварочного тока должна по возможности равномерно распределяться между фазами трехфазной сети.
7.6.16. Однопостовой источник сварочного тока, как правило, должен располагаться на расстоянии не далее 15 м от сварочного поста.
7.6.17. Напряжение первичной цепи электросварочной установки должно быть не выше 660 В, эта цепь должна содержать коммутационный (отключающий) и защитный электрические аппараты (аппарат). Сварочные цепи не должны иметь электрических соединений с цепями, присоединяемыми к сети (в том числе с питаемыми от сети обмотками возбуждения генераторов преобразователей).
7.6.18. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство (автоматический выключатель, предохранители) для защиты источника от перегрузки, а также коммутационный и защитный электрические аппараты (аппарат) на каждой линии, отходящей к сварочному посту.
7.6.19. Для определения значения сварочного тока электросварочная установка должна иметь измерительный прибор. Электросварочная установка с однопостовым источником сварочного тока может не иметь измерительного прибора при наличии в источнике сварочного тока шкалы на регуляторе тока.
Электросварочная установка с однопостовым источником сварочного тока может не иметь измерительного прибора при наличии в источнике сварочного тока шкалы на регуляторе тока.
7.6.20. Переносные и передвижные электросварочные установки (кроме автономных) следует присоединять к электрическим сетям непосредственно кабелем или кабелем через троллеи. Длина троллейных проводников не нормируется, их сечение должно быть выбрано с учетом мощности источника сварочного тока.
7.6.21. Присоединение переносной или передвижной электросварочной установки непосредственно к стационарной электрической сети должно осуществляться с использованием коммутационного и защитного аппаратов (аппарата) с разъемными или разборными контактными соединениями. Обязательно наличие блокировки, исключающей возможность размыкания и замыкания этих соединений, присоединения (отсоединения) жил кабельной линии (проводов) при включенном положении коммутационного аппарата.
7.6.22. Кабельная линия первичной цепи переносной (передвижной) электросварочной установки от коммутационного аппарата до источника сварочного тока должна выполняться переносным гибким шланговым кабелем с алюминиевыми или медными жилами, с изоляцией и в оболочке (шланге) из не распространяющей горение резины или пластмассы. Источник сварочного тока должен располагаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превышает 10-15 м.
Источник сварочного тока должен располагаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превышает 10-15 м.
7.6.23. Сварочные автоматы или полуавтоматы с дистанционным регулированием режима работы источника сварочного тока рекомендуется оборудовать двумя комплектами органов управления регулирующими устройствами (рукояток, кнопок и т. п.), устанавливаемых один у источника сварочного тока и второй на пульте или щите управления сварочным автоматом или полуавтоматом. Для возможности выбора вида управления регулятором (местного или дистанционного) должен быть установлен переключатель, снабженный механическим замком (с ключом).
7.6.24. Если двери (дверцы) шкафов и корпусов сварочного оборудования (машин), содержащих неизолированные токоведущие части, находящиеся под напряжением выше 42 В переменного или выше 110 В постоянного тока, не имеют блокировки, обеспечивающей снятие напряжения при их открывании, то эти двери (дверцы) должны быть оборудованы замками со специальными ключами.
7.6.25. В электросварочных установках кроме заземления (зануления) корпусов и других металлических нетоковедущих частей оборудования (согласно требованиям гл. 1.7), как правило, должно быть предусмотрено заземление одного из зажимов (выводов) вторичной цепи источников сварочного тока: сварочных трансформаторов, статических преобразователей и тех двигатель-генераторных преобразователей, у которых обмотки возбуждения генераторов присоединяются к электрической сети без разделительных трансформаторов (см. также 7.6.27).
В электросварочных установках, в которых дуга горит между электродом и электропроводящим изделием, следует заземлять (занулять) зажим вторичной цепи источника сварочного тока, соединяемый проводником (обратным проводом) с изделием.
7.6.26. Сварочное электрооборудование для присоединения заземляющего (зануляющего) проводника должно иметь болт (винт, шпильку) и вокруг него контактную площадку, расположенную в доступном месте, с надписью «Земля»(или с условным знаком заземления по ГОСТ 21130-75).
Втычные соединители проводов для включения в электрическую цепь выше 42 В переменного тока и выше 110 В постоянного тока переносных пультов управления сварочных автоматов или полуавтоматов должны иметь заземляющие контакты.
7.6.27. Электросварочные установки, в которых по условиям электротехнологического процесса не может быть выполнено заземление (зануление) согласно 7.6.25, а также переносные и передвижные электросварочные установки, заземление (зануление) оборудования которых представляет значительные трудности, должны быть снабжены устройствами защитного отключения (см. также 1.7.42).
7.6.28. Конденсаторы, используемые в электросварочных установках в целях накопления энергии для сварочных импульсов, должны иметь устройство для автоматической разрядки при снятии защитного кожуха или при открывании дверей шкафов, в которых установлены конденсаторы.
7.6.29. При водяном охлаждении элементов электросварочных установок должна быть предусмотрена возможность контроля за состоянием охлаждающей системы применением воронок для стока воды или струйных реле. В системах водяного охлаждения автоматов (полуавтоматов) рекомендуется использовать реле давления, струйные или температуры (два последних применяются на выходе воды из охлаждающих устройств) с работой реле на сигнал. Если прекращение протока или перегрев охлаждающей воды может привести к аварийному повреждению оборудования, должно быть обеспечено автоматическое отключение установки.
В системах водяного охлаждения автоматов (полуавтоматов) рекомендуется использовать реле давления, струйные или температуры (два последних применяются на выходе воды из охлаждающих устройств) с работой реле на сигнал. Если прекращение протока или перегрев охлаждающей воды может привести к аварийному повреждению оборудования, должно быть обеспечено автоматическое отключение установки.
В системах водяного охлаждения, в которых возможен перенос по трубопроводам потенциала, опасного для обслуживающего персонала, должны быть предусмотрены изолирующие шланги (длину шлангов выбирают согласно 7.5.29).
Расположение разъемных соединений и шлангов системы водяного охлаждения должно исключать возможность попадания струи воды на электрооборудование (источник сварочного тока или др.) при снятии или повреждении шлангов.
ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ ДЛЯ ЭЛЕКТРОСВАРОЧНЫХ УСТАНОВОК И СВАРОЧНЫХ ПОСТОВ
7.6.30. Здания и вентиляционные устройства сборочно-сварочных цехов и участков, в которых размещаются электросварочные установки и сварочные посты, должны отвечать требованиям действующих стандартов, санитарных правил и противопожарных инструкций, а также СНиП.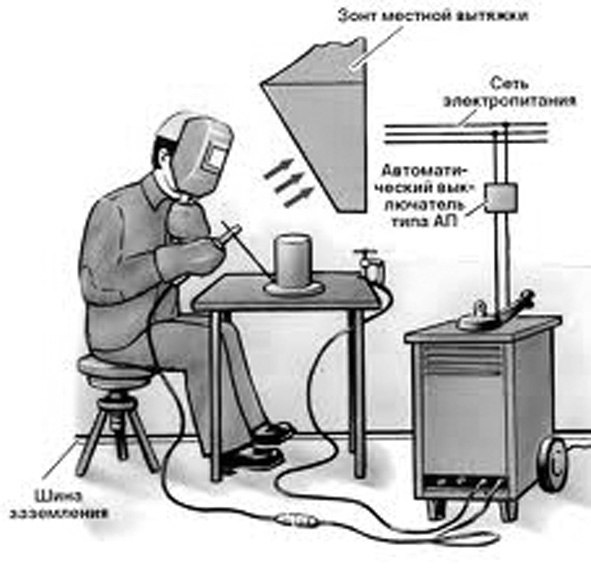
Сварочное производство следует относить к соответствующей квалификации по СНиП 21-01-97 Госстроя России, за исключением производств с электросварочными установками, использующими такие газы (например, водород), которые могут образовывать с воздухом взрывоопасные смеси.
7.6.31. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сборочно-сварочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения со стенками из несгораемых материалов. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.32. Сварочные посты допускается размещать во взрыво- и пожароопасных зонах только для временных электросварочных работ, выполняемых с соблюдением требований, изложенных в действующих положениях и инструкциях, согласованных с ГУГПС МВД России и утвержденных Госгортехнадзором России.
7.6.33. В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно, но не менее 0,8 м.
7.6.34. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м на каждый сварочный пост.
7.6.35. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в непожароопасных цехах должны быть размещены в специальных кабинах со стенками из несгораемого материала. Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены.
Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана верх кабины должен быть закрыт сеткой с ячейками не более 50х50 мм.
В случае движения над кабиной мостового крана верх кабины должен быть закрыт сеткой с ячейками не более 50х50 мм.
7.6.36. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из несгораемых материалов высотой не менее 1,8 м.
7.6.37. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.38. Искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских и отдельных сварочных постов (сварочных кабин) и мест сварки должно соответствовать требованиям СНиП 23-05-95 «Естественное и искусственное освещение» и других нормативных документов, утвержденных или согласованных Госстроем России и министерствами и ведомствами Российской Федерации в установленном порядке.
7.6.39. На электросварочных установках при ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и при автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно вблизи дуги или электрода.
7.6.40. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование соответственно характеру выполняемых работ. При невозможности осуществления необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м/ч.
7.6.41. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.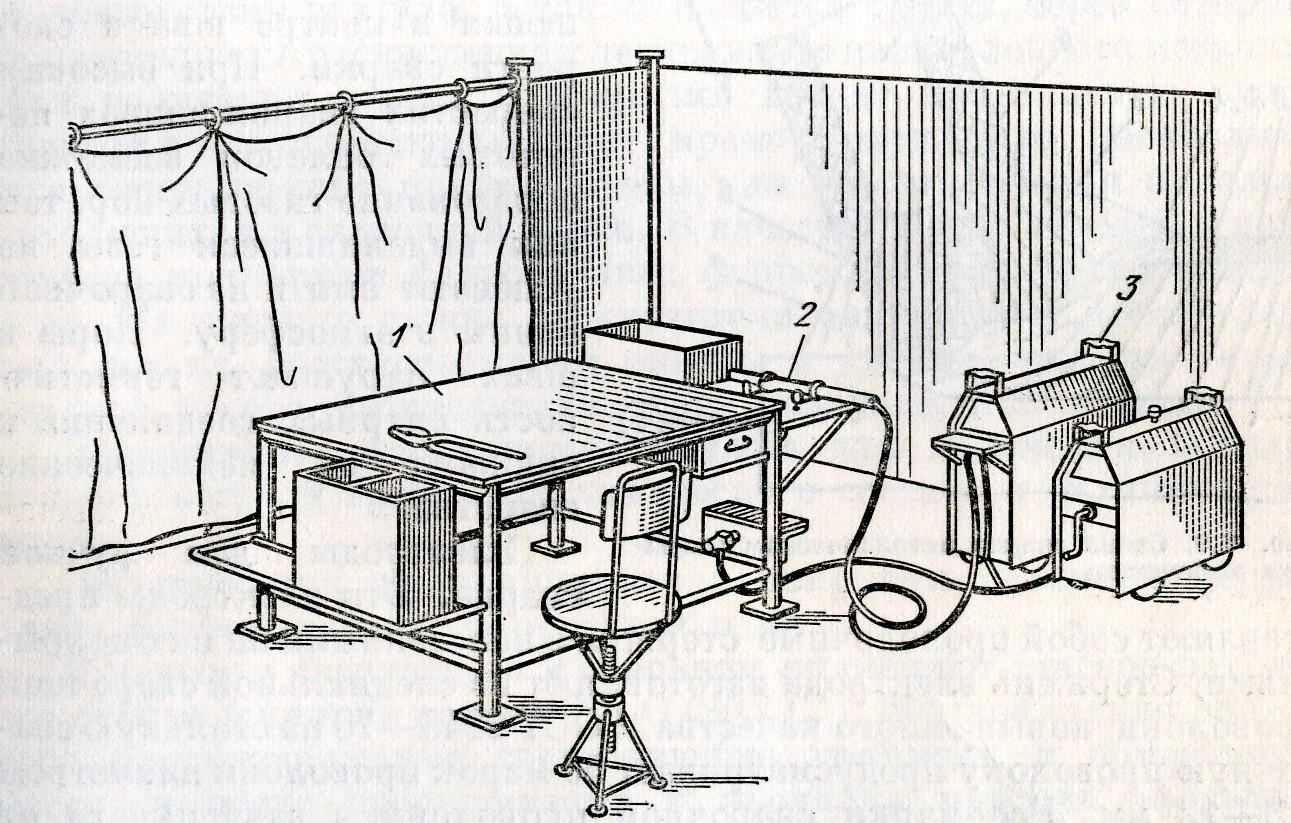
УСТАНОВКИ ЭЛЕКТРИЧЕСКОЙ СВАРКИ (РЕЗКИ, НАПЛАВКИ) ПЛАВЛЕНИЕМ
7.6.42. Проходы между однопостовыми источниками сварочного тока — преобразователями (статическими и двигатель-генераторными) установок сварки (резки, наплавки) плавлением — должны быть шириной не менее 0,8 м, между многопостовыми — не менее 1,5 м, расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором — не менее 3 м.
Сварочные провода следует располагать от трубопроводов кислорода на расстоянии не менее 0,5 м, а от трубопроводов ацетилена и других горючих газов — не менее 1 м.
Регулятор сварочного тока может устанавливаться рядом со сварным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока не допускается.
7.6.43. Проходы с каждой стороны стеллажа для выполнения ручных сварочных работ на крупных деталях или конструкциях должны быть шириной не менее 1 м. Столы для мелких сварочных работ могут примыкать с одной стороны непосредственно к стене кабины; проходы с других сторон стола должны быть не менее 1 м. Кроме того, в сварочной мастерской должны быть предусмотрены проходы, ширина которых устанавливается в зависимости от числа работающих, но не менее 1 м.
7.6.44. Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а также установок дуговой сварки в защитном газе, плазменной, электронно-лучевой сварки и сварки световым лучом должны быть шириной не менее 1,5 м.
7.6.45. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки (резки, наплавки) или к дуговой плазменной горелке прямого действия установки плазменной резки (сварки) должен применяться сварочный гибкий провод с резиновой изоляцией и в резиновой оболочке. Применение проводов с изоляцией или в оболочке из полиэтилена и других полимерных материалов, распространяющих горение, не допускается.
Применение проводов с изоляцией или в оболочке из полиэтилена и других полимерных материалов, распространяющих горение, не допускается.
7.6.46. Электрические проводки установок и аппаратов, предназначенных для дуговой сварки ответственных конструкций: судовых секций, несущих конструкций здания, мостов, летательных аппаратов, подвижного состава железных дорог и других средств передвижения, сосудов, котлов и трубопроводов на давление более 5 МПа (50 кгс/см), трубопроводов для токсичных веществ и т.п. — должны быть выполнены проводами с медными жилами.
7.6.47. В качестве обратного проводника, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.45 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллажи и свариваемая конструкция (см. также 7.6.48 и 7.6.49).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой провод, присоединяемый к электрододержателю.
Соединение между собой отдельных элементов, используемых в качестве обратного провода, должно выполняться сваркой или с помощью болтов, струбцин, зажимов.
7.6.48. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием при помощи скользящего контакта соответствующей конструкции.
7.6.49. Нe допускается использование в качестве обратного проводника проводников сети заземления, а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий (в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ.
7.6.50. Электрододержатели для ручной дуговой сварки и резки металлическим и угольным электродами должны удовлетворять требованиям действующих стандартов.
7.6.51. Напряжение холостого хода источника сварочного тока установок дуговой сварки при номинальном напряжении сети не должно превышать для источников переменного тока при ручной и полуавтоматической дуговой сварке 80 В (действующее значение), при автоматической дуговой сварке 140 В, для источников постоянного тока (среднее значение) 100 В. В цепи сварочного тока генераторов допускаются кратковременные пики напряжения при обрыве дуги длительностью не более 0,5 с.
7.6.52. Для возбуждения дуги в установках дуговой сварки (резки) без предварительного замыкания сварочной цепи между электродом и свариваемым изделием и повышения стабильности горения дуги допускается применение преобразователей повышенной частоты (осцилляторов).
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки (резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
7.6.53. Электродвигатель переменного тока подвижной сварочной головки сварочных автоматов и полуавтоматов должен получать питание только через понижающий трансформатор со вторичной обмоткой напряжением не выше 42 В, электрически изолированной от первичной обмотки. Один из выводов вторичной цепи такого трансформатора должен быть наглухо заземлен. Корпус электродвигателя допускается при этом не заземлять. Номинальное напряжение электродвигателя постоянного тока не должно превышать 110 В.
В стационарных автоматах с неподвижной сварочной головкой допускается питание электродвигателя переменного тока непосредственно от сети напряжением 220 или 380 В и электродвигателя постоянного тока от сети 220 и 440 В при обязательном заземлении их корпусов, которые должны быть электрически изолированы от токоведущих частей, гальванически связанных с электродом.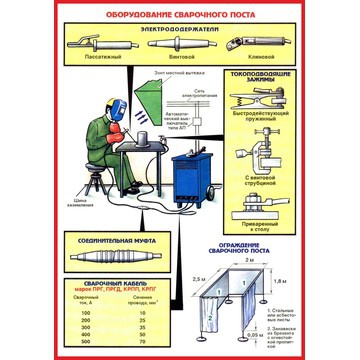
7.6.54. Напряжение холостого хода источников сварочного тока установок плазменной обработки при номинальном напряжении сети не должно превышать для установок автоматической резки 500 В, для установок полуавтоматической резки или напыления 300 В, для установок ручной резки, сварки или наплавки 180 В.
7.6.55. Установки для автоматической плазменной резки должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания обмотки коммутационного аппарата без электрической дуги.
7.6.56. Управление процессом механизированной плазменной резки должно быть дистанционным. Напряжение холостого хода на дуговую головку до появления «дежурной» дуги должно подаваться коммутационным аппаратом при включении кнопки «Пуск», не имеющей самоблокировки. Кнопка «Пуск» должна блокироваться автоматически после возбуждения «дежурной» дуги.
7.6.57. Источники питания сварочным током электронных пушек установок электронно-лучевой сварки должны иметь разрядник, установленный между выводом положительного полюса выпрямителя и его заземленным корпусом. Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы.
Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы.
7.6.58. Электронно-лучевые установки должны иметь защиту от рентгеновского излучения, обеспечивающую их полную радиационную безопасность, при которой уровень излучения на рабочих местах не должен превышать допускаемого действующими нормативами для лиц, не работающих с источниками ионизирующих излучений.
УСТАНОВКИ ЭЛЕКТРИЧЕСКОЙ СВАРКИ С ПРИМЕНЕНИЕМ ДАВЛЕНИЯ
7.6.59. Ширина проходов между машинами точечной, роликовой (линейной) и рельефной сварки с расположением рабочих мест одно против другого должна быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. При расположении машин тыльными сторонами одна по отношению к другой ширина прохода должна быть не менее 1 м, при расположении передними и тыльными сторонами — не менее 1,5 м.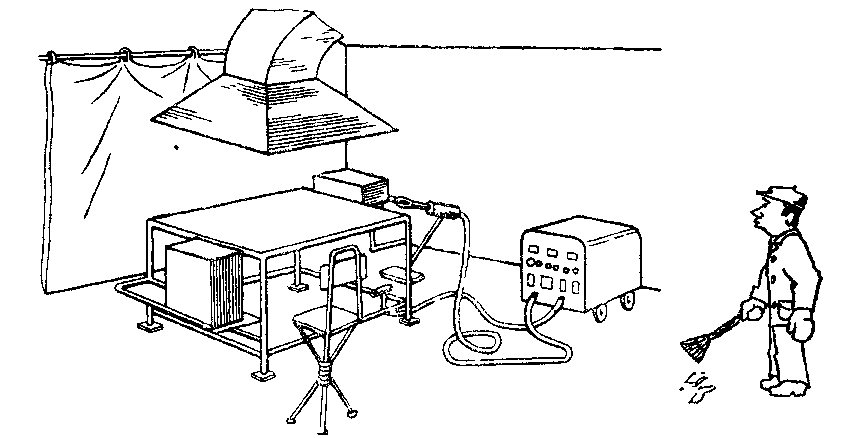
7.6.60. Машины контактной сварки методом сопротивления и контактной сварки оплавлением должны быть оборудованы ограждающими устройствами (предохраняющими обслуживающий персонал от выплесков металла и искр и позволяющими безопасно вести наблюдение за процессом сварки), а также устройствами для интенсивной местной вытяжной вентиляции.
7.6.61. Для подвода тока к специальным передвижным или подвесным машинам контактной сварки, используемым для сварки громоздких конструкций в труднодоступных местах, должен применяться гибкий шланговый кабель (провод) с изоляцией и в оболочке (шланге) из не распространяющей горение резины или пластмассы.
7.6.62. В подвесных машинах контактной сварки один проводник сварочной цепи должен быть соединен с корпусом подвесного трансформатора, а корпус этого трансформатора должен быть заземлен.
7.6.63. Вторичное напряжение холостого хода сварочного трансформатора машины контактной сварки при номинальном напряжении сети не должно превышать 42 В.
7.6.64. В подвесных машинах точечной и роликовой сварки со встроенными сварочными трансформаторами напряжением цепей управления, расположенных непосредственно на сварочных клещах, при номинальном напряжении сети не должно превышать 42 В для цепей переменного и 110 В для цепей постоянного тока. Такие машины должны быть включены в сеть через разделительный трансформатор и иметь блокировку, допускающую включение силовой цепи только при заземленном корпусе машины. Один из зажимов сварочной цепи должен быть соединен с корпусом машины. Подвод тока к подвесным машинам допускается выполнять проводниками с водяным охлаждением.
Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами — конспект лекций
Сварочным постом называется рабочее место электросварщика, оборудованное комплектом соответствующей аппаратуры и приспособлений. От правильной организации рабочего места в значительной мере зависят как обеспечение высокой производительности труда сварщиков, так и надежное качество сварных швов и соединений (требования к организации рабочих мест регламентированы ГОСТ 12. 3.003). Рабочие места сварщиков в зависимости от выполняемой работы и габаритов свариваемых изделий могут быть: стационарными, расположенными в специальных сварочных кабинах и передвижными, расположенными непосредственно у этих, крупногабаритных изделий.
3.003). Рабочие места сварщиков в зависимости от выполняемой работы и габаритов свариваемых изделий могут быть: стационарными, расположенными в специальных сварочных кабинах и передвижными, расположенными непосредственно у этих, крупногабаритных изделий.Стационарные посты применяют при сварке небольших изделий. Рабочие места оборудуют сварочными кабинами (рис. 1.1) размером 2000х2000 или 2000хЗ000 мм. Стены кабин делают высотой 1800—2000 мм, для лучшей вентиляции не доводя их до пола на 200—300 мм. В качестве материала для стен используют несгораемые материалы. Стены окрашивают в светлые тона огнестойкой краской — хорошо поглощающими ультрафиолетовые лучи сварочной дуги. Дверной проем в кабине закрывают брезентовым занавесом на кольцах, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала. Кабины должны хорошо освещаться дневным или искусственным светом и хорошо вентилироваться. С этой целью кроме общей вентиляции устраивают местные отсосы, поглощающие вредные газы и пыль непосредственно в зоне их образования.
 Для сборки и сварки деталей внутри кабины устанавливают сварочный стол, высота которого 500 — 600 мм для работы, сидя и около 900 мм для работы стоя. Крышку стола площадью около 1 м2 изготовляют или из листовой стали толщиной 15 — 20 мм, или из чугунной плиты толщиной около 25 мм, что лучше, так как чугунная крышка не коробится от нагревания. К нижней части крышки или к ножке стола приваривают стальной болт, служащий для крепления токоподводящего кабеля от источника сварочного тока и для заземления стола. Сбоку стола имеются два кармана для электродов разных марок и ящик, предназначенный для сбора огарков. В выдвижном ящике хранится инструмент (молоток, зубило, стальная щетка и т. д.), а также технологическая документация. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.
Для сборки и сварки деталей внутри кабины устанавливают сварочный стол, высота которого 500 — 600 мм для работы, сидя и около 900 мм для работы стоя. Крышку стола площадью около 1 м2 изготовляют или из листовой стали толщиной 15 — 20 мм, или из чугунной плиты толщиной около 25 мм, что лучше, так как чугунная крышка не коробится от нагревания. К нижней части крышки или к ножке стола приваривают стальной болт, служащий для крепления токоподводящего кабеля от источника сварочного тока и для заземления стола. Сбоку стола имеются два кармана для электродов разных марок и ящик, предназначенный для сбора огарков. В выдвижном ящике хранится инструмент (молоток, зубило, стальная щетка и т. д.), а также технологическая документация. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.Передвижные посты применяют при сварке изделий крупных габаритов: трубопроводов большой длины, металлоконструкций, сосудов и т.
 д. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2 — 1,5 м из несгораемых материалов. Передвижные сварочные посты, как правило, применяются при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, устанавливаемые на специальные прицепы или закрытые автомобили. Такие прицепы и автомобили оборудованы специальными рубильниками, к которым подключены установки. При работе на различной высоте электроды и необходимый инструмент сварщика находятся в брезентовых сумках, подвешиваемых к поясу сварщика, либо в специальных пеналах или ящиках. Для обеспечения удобства и безопасности работы делают подмости с перилами (инвентарные леса) или подвешивают люльки. При работе на высоте и значительном удалении от источника питания применяют дистанционные регуляторы сварочного тока. А при сварке в сосудах закрытого типа для обеспечения безопасных условий труда используют ограничители (отключатели) холостого хода.
д. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2 — 1,5 м из несгораемых материалов. Передвижные сварочные посты, как правило, применяются при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, устанавливаемые на специальные прицепы или закрытые автомобили. Такие прицепы и автомобили оборудованы специальными рубильниками, к которым подключены установки. При работе на различной высоте электроды и необходимый инструмент сварщика находятся в брезентовых сумках, подвешиваемых к поясу сварщика, либо в специальных пеналах или ящиках. Для обеспечения удобства и безопасности работы делают подмости с перилами (инвентарные леса) или подвешивают люльки. При работе на высоте и значительном удалении от источника питания применяют дистанционные регуляторы сварочного тока. А при сварке в сосудах закрытого типа для обеспечения безопасных условий труда используют ограничители (отключатели) холостого хода.
В зависимости от технологического процесса, (марки свариваемого материала и типа покрытия электрода) сварочные работы выполняют либо на переменном, либо на постоянном токе. Постоянный ток, по-сравнению с переменным, имеет то преимущество, что дуга горит стабильнее, а, следовательно, процесс сварки вести легче, особенно на малых токах.
Питание сварочных постов переменным током осуществляют от специальных трансформаторов, а постоянным током — от преобразователей и выпрямителей. На рис. 1.2 показана принципиальная электрическая схема поста для ручной дуговой сварки постоянным током От сети переменный ток напряжением 220 или 380 В через рубильник и предохранители подается к источнику питания – сварочному выпрямителю, где ток трансформируется до напряжения 60—75 В, необходимого для возбуждения дуги, и по сварочным приводам поступает на балластный реостат (вольт — амперная характеристика из жесткой преобразуется в падающую), регулирующий ступенчато величину сварочного тока, и электрододержатель подводится — к изделию.
При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом рабочем посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). В многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов. Такая система создает условия для более рационального использования производственных площадей и значительного уменьшения расходов на электроэнергию и обслуживание оборудования.
Для многопостовой сварки применяют мощный источник питания с жесткой внешней характеристикой (рис. 1.3).
Для получения падающей характеристики на каждом сварочном посту сварочная дуга включается последовательно через балластный реостат (рис. 4). Изменением сопротивления реостата регулируют сварочный ток по формуле:
где UВ,- напряжение на зажимах выпрямителя (оно обычно равно 70 В), UД — напряжение дуги, R — сопротивление балластного резистора (реостата).
Для ручной дуговой сварки покрытыми электродами используют многопостовые выпрямительные установки ВДМ-1001 или ВДМ-1601. Количество сварочных постов, которые можно подключить к многопостовому выпрямителю, определяют по формуле:
где n — количество постов; I — номинальный ток выпрямителя, А; IO — наибольший ток, потребляемый одним сварочным постом; α — коэффициент одновременности работы постов, применяемый в расчетах равным 0,6-0,65.
Балластные реостаты (см. рис. 4). Назначение балластного реостата — создание падающей характеристики на каждом посту и регулирование сварочного тока. Реостатом производится ступенчатая регулировка сварочного тока в достаточно широких пределах (20 ступеней). Реостат состоит из пяти ступеней сопротивления, которые при помощи пяти рубильников могут включаться в цепь сварочной дуги. Каждая ступень включает в себя несколько элементов сопротивлений, выполненных из проволоки или ленты с большим удельным сопротивлением.
Из рис. 1. 4 видно, что минимальный сварочный ток будет при включении рубильника I, а максимальный — при включении всех пяти рубильников. Выпускаются балластные реостаты РБ-201, РБ-301 и РБ-501. Реостат РБ-201 дает возможность регулировать сварочный ток от 10 до 200 А через каждые 10 А; РБ-301-от 15 до 300 А через каждые 15 А; РБ-501-от 25 до 500 А через каждые 25 А.
4 видно, что минимальный сварочный ток будет при включении рубильника I, а максимальный — при включении всех пяти рубильников. Выпускаются балластные реостаты РБ-201, РБ-301 и РБ-501. Реостат РБ-201 дает возможность регулировать сварочный ток от 10 до 200 А через каждые 10 А; РБ-301-от 15 до 300 А через каждые 15 А; РБ-501-от 25 до 500 А через каждые 25 А.
Электрододержатель — один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда.
Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закреплении электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт. Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной дуговой сварке по ГОСТ 14651. Электродержатели допускают захват электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Токоведущие части электрододержателя необходимо надежно изолировать от случайного соприкосновения со свариваемым изделием или руками сварщика.
Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной дуговой сварке по ГОСТ 14651. Электродержатели допускают захват электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Токоведущие части электрододержателя необходимо надежно изолировать от случайного соприкосновения со свариваемым изделием или руками сварщика.
Сопротивление изоляции не менее 5 МОм Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц. Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не более 55 °С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм. Схемы некоторых конструкций электрододержателей показаны на рис 1.5.
В некоторых из них для безопасности работы сварщика в момент прекращения процесса сварки предусмотрено либо ручное, либо автоматическое отключение тока. Один из таких электрододержатслей показан на рис. 1.6. Он состоит из губки 1, для зажима электрода, цилиндрической рукоятки 2 и трубки 3, изготовленных из пластических материалов и являющихся изоляторами. В рукоятке расположен цилиндрический контакт 4, в продольный канал 5 которого вставлен шток соединительного стержня 6. Соединительный стержень ввинчивается в трубку и фиксируется винтом 7. В трубку вставлен электрический провод 8. На оголенный участок провода надевается чашечный контакт 10, который фиксируется в трубке винтом 11. При ввинчивании стержня 9 в трубку до соприкосновения его с контактом 10 электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном — двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
Один из таких электрододержатслей показан на рис. 1.6. Он состоит из губки 1, для зажима электрода, цилиндрической рукоятки 2 и трубки 3, изготовленных из пластических материалов и являющихся изоляторами. В рукоятке расположен цилиндрический контакт 4, в продольный канал 5 которого вставлен шток соединительного стержня 6. Соединительный стержень ввинчивается в трубку и фиксируется винтом 7. В трубку вставлен электрический провод 8. На оголенный участок провода надевается чашечный контакт 10, который фиксируется в трубке винтом 11. При ввинчивании стержня 9 в трубку до соприкосновения его с контактом 10 электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном — двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.
Щитки и маски (Рис. 1.7) применяют для защиты глаз и лица электросварщика от прямого излучения электрической дуги, брызг расплавленного металла и искр. Их изготовляют по ГОСТ 12.4035 из токонепроводящего, нетоксичного и невоспламеняющегося материала. Стандарт не распространяется на специализированные щитки и маски, предназначенные для работы в труднодоступных местах, в помещениях с повышенной загазованностью и при других особых условиях работы
Их изготовляют по ГОСТ 12.4035 из токонепроводящего, нетоксичного и невоспламеняющегося материала. Стандарт не распространяется на специализированные щитки и маски, предназначенные для работы в труднодоступных местах, в помещениях с повышенной загазованностью и при других особых условиях работы
.
Внутренняя сторона корпусов щитков и масок должна иметь матовую гладкую поверхность черного цвета. Щиток имеет ручку овального сечения длиной не менее 120 мм, а маска снабжена устройством, удерживающим ее на наголовнике не менее чем в двух фиксированных положениях, опущенном (рабочем) и откинутом назад. Щитки и маски должны иметь массу не более 0,6 кг. Они комплектуются светофильтрами.
Светофильтр выбирается в зависимости от мощности дуги (сварочного тока).
По ГОСТ 12.4.080 выпускают стеклянные светофильтры следующих марок (см. Таблицу 1.1):
Таблица 1.1. Выбор светофильтров по силе сварочного тока.
Светофильтры
Э-1
Э-2
Э-3
Э-4
Сварочный ток, А
30-75
75-200
200-400
> 400
Для вспомогательных рабочих при электросварке используются светофильтры В-1, В-2; В-3.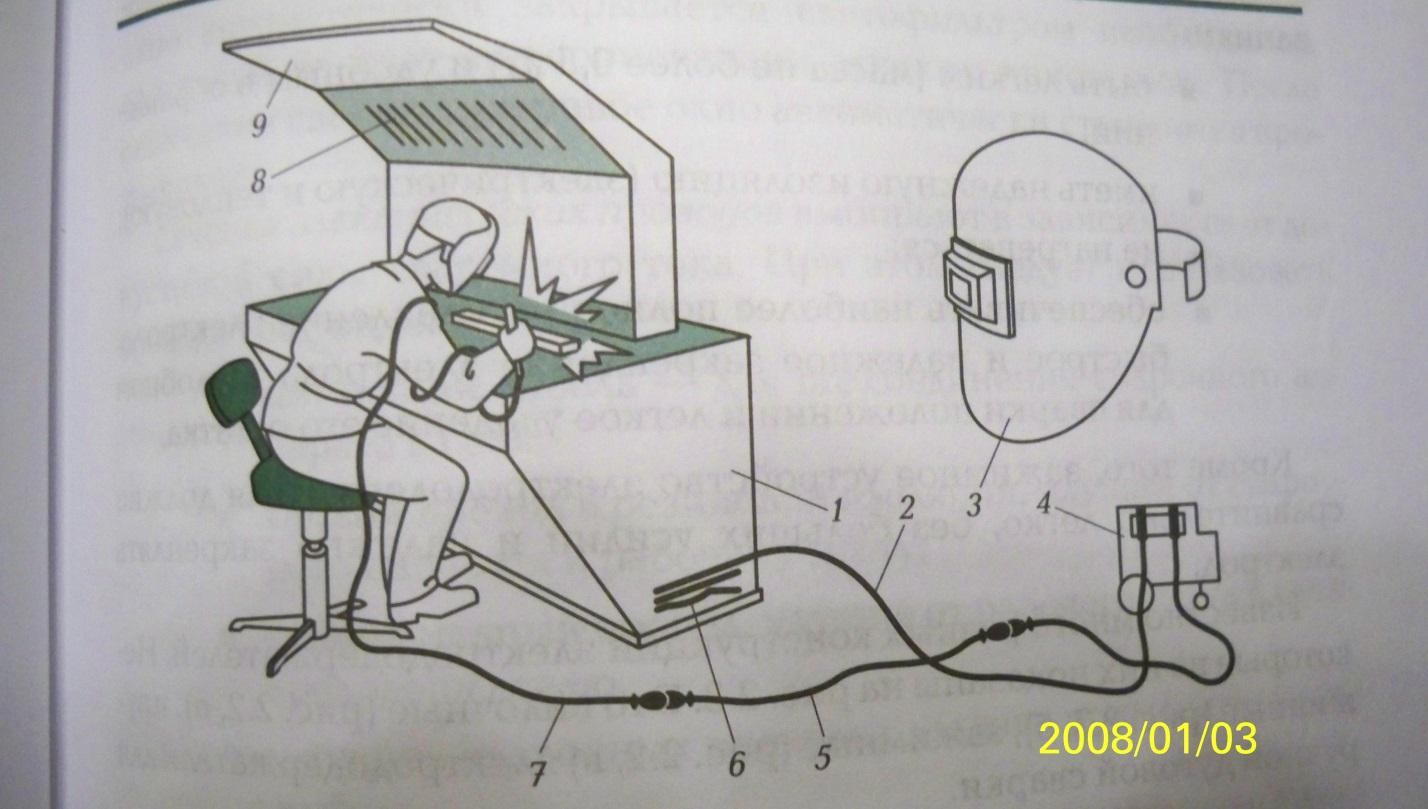
По заказу потребителя щитки и маски комплектуются покровным стеклом (за светофильтром) для защиты светофильтра от брызг металла, и защитным стеклом из оргстекла (перед светофильтром), которое защищает от инфракрасного излучения, его нужно 2 — 3 раза в месяц заменять новым. Рамка щитков и масок, предназначенная для установки стекол, должна иметь размеры в свету 40 х 90 мм. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Д о п о л н и т е л ь н ы й и н с т р у м е н т. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, конец провода в которые впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием. Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком — подставкой.
В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком — подставкой.
Сила
тока, А
Площадь сечения провода, мм2
одинарного
двойного
—
2 х 16
2 х 25
С в а р о ч н ы е п р о в о д а служат для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию. Электрододержатели снабжаются гибким изолированным проводом ПРГДО или ПРГД, сплетенным из большого числа медных, отожженных и луженых проволочек диаметром 0,18— 0,2 мм. Рекомендуемые сечения сварочного провода приведены в табл. 1.2. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
Организация сварочного поста при сварке в защитных газах
Оборудование при сварке в инертных газах.
При сварке на постоянном токе используют любой источник постоянного тока: сварочный преобразователь, выпрямитель, сварочный агрегат, инверторный аппарат или специальные источники и установки.
Балластный реостат в сварочной цепи формирует крутопадающую характеристику и дискретно регулирует режим сварки.
При сварке от специальных источников питания реостат не нужен.
В состав поста входит и газовое оборудование: баллон с газом, редуктор, ротаметр (определяющий расход газа), газовые рукава.
Есть регуляторы расхода газа, объединяющие в себе редуктор и ротаметр.
При сварке на переменном токе применяют сварочный трансформатор. Желательно, чтобы он имел высокое напряжение холостого хода (70-80 В). При высоких дуговых напряжениях, например, при сварке в гелии или при малых токах, напряжение холостого хода безопасности применяют ограничители напряжения холостого хода.
Для стабилизации горения дуги на переменном токе служит осциллятор.
Удаление окиси алюминия происходит в момент, когда свариваемое изделие становится катодом и положительные ионы инертного газа с высокой энергией разрушают поверхностный слой (процесс «катодного распыления»).
Осциллятор может быть использован и при сварке па постоянном токе для бесконтактного зажигания дуги, когда не допускаются ожоги металла. В связи с большим различием напряжений дуг прямой и обратной полярности возникает так называемая постоянная составляющая тока, которая отрицательно влияет на сварочный процесс.
При использовании источников переменного тока для компенсации постоянной составляющей тока применяют балластные реостаты.
Планировка сварочной кабины
Оборудование размещают в соответствии с требованиями безопасности работ. Полезная площадь кабины должна быть не менее 3 м\ высота стен – не менее 2 м, зазор между стенками и и полом – 5 см. Сварочный пост снабжают вентиляционной установкой для отсоса газов, аэрозолей и т.д., а также ограждают металлическими щитами или шторами из материала с огнестойкой пропиткой.
1-вентиляция
2-рабочий стол
3-ящик для электродов
4-ящик для деталей
5-диэлектрический коврик
6-горелка
7-газовый рукав
8-стул
9-газовый баллон
10-прямой провод
11-источник питания дуги
12-заземление
13-обратный провод
Вентиляция сварочного поста согласно ГОСТу и санитарным правилам
При проведении сварочных работ в атмосферу помещения выбрасывается большое количество аэрозолей и газов, образующихся при горении электрода. Находясь в непосредственной близости со свариваемыми деталями, рабочие вдыхают не только загазованный воздух, но и постоянно подвергаются термическому воздействию раскалённого металла. Для создания нормального микроклимата на рабочем месте оборудуется эффективная вентиляция сварочного цеха, главной задачей которой является снижение концентрации вредных примесей до допустимых норм и поддержание температурного режима.
Находясь в непосредственной близости со свариваемыми деталями, рабочие вдыхают не только загазованный воздух, но и постоянно подвергаются термическому воздействию раскалённого металла. Для создания нормального микроклимата на рабочем месте оборудуется эффективная вентиляция сварочного цеха, главной задачей которой является снижение концентрации вредных примесей до допустимых норм и поддержание температурного режима.
Требования, предъявляемые к вентиляции в помещениях для сварки
Вредные вещества, образующиеся при сварке, имеют температуру выше окружающего воздуха и поднимаются, постепенно загазовывая помещение. Нахождение в такой среде пагубно сказывается на здоровье человека. Для уменьшения влияния вредных факторов обустраивают систему вентиляции с механическим побуждением. На сварочном производстве она должна соответствовать требованиям:
- Создание и поддержание микроклимата в помещении согласно требованиям СП 1009-73 «Санитарных правил при сварке, наплавке и резке металлов».

- Устранение химических компонентов и выбросов, вышедших за границу рабочей зоны.
- Организация постоянного воздухообмена в сварочном цехе путём подачи свежего воздуха для снижения предельно допустимого содержания сварочных аэрозолей и газов.

Вентиляция сварочного помещения должна быть автономной и работать по разомкнутому циклу. Свежий воздух обязан подаваться в зону сварки, при этом скорость его может быть не более 0,9 м/сек.
При ручной дуговой сварке крупногабаритных деталей сварочный пост должен оборудоваться поворотно-подъемными вытяжными устройствами, располагающимися не выше 35 см от места сварки. Скорость движения воздуха в этом случае должна находиться в пределах 0,5 м/сек.
Цеховая система вентиляции должна работать таким образом, чтобы в помещении не оставалось застойных зон.
Местная вытяжка сварочного поста может обеспечить удаление 75% сварочных аэрозолей. Остальные 25% отводятся общеобменной вентсистемой.
Расчёт ПДК (предельно допустимая концентрация) вредных примесей и замер параметров микроклимата проводятся в соответствии с ГОСТ 12.1.005–88 «Общие санитарно-гигиенические требования к воздуху рабочей зоны».
Виды систем вентиляции
Правильно обустроенная вентиляция в сварочном цехе уменьшает концентрацию вредных веществ в атмосфере помещения и минимизирует нанесение вреда окружающей среде. В зависимости от количества рабочих мест и их расположения, выбирается тип и мощность вентиляторов и трассировка воздуховодов. Вытяжные вентагрегаты могут располагаться как на крыше цеха, так и возле него. Забор воздуха приточными агрегатами не должен находиться в зоне выброса загазованной среды.
Местная вытяжка
Вентиляция сварочных постов выбирается в зависимости от величины свариваемых деталей и интенсивности работ. От этого будет зависеть количество и состав образующихся газов.
Устанавливать вытяжные зонты над местом сварщика не рекомендуется, т.
 к. вредные вещества будут проходить через зону его дыхания.
к. вредные вещества будут проходить через зону его дыхания.В этом случае лучше применять рабочие столы с отсосом воздуха через колосниковую решётку, обустроенную на его поверхности. При таком виде местной вентиляции вытяжное устройство должно быть снабжено искрогасящим фильтром.
Производительность вытяжной системы рабочего места может достигать 5,5 тыс. м³/час. При сварке или наплавке больших изделий на столах, не оборудованных вытяжными устройствами, удаление сварочных аэрозолей проводится с помощью местных отсосов мобильных фильтровентиляционных агрегатов.
При выполнении некоторых работ применяют подъемно-поворотные вытяжки. Гибкий приёмный шланг диаметром 200 мм шарнирно закреплён на консоли и направляется в необходимую зону. Приёмный патрубок этого устройства может располагаться на расстоянии 7–8 м от места сварщика.
При использовании местных вытяжных устройств приточный воздух должен подаваться в нижнюю часть помещения, а при невозможности — в верхнюю, с последующей доводкой к сварочному посту.
Общеобменная система
Такая система состоит из нагнетающего и вытяжного вентилятора и системы воздуховодов с фильтрами и регулируемыми приточными устройствами. Общеобменная вентиляция должна обеспечивать свежим воздухом цех для уменьшения содержания вредных примесей. Обустройство её обязательно если во время работ используется более 200 г/час электродов на 1 м³ объёма помещения. В противном случае приток свежих воздушных масс обеспечивается естественным путём. В зимнее время наружный воздух должен подаваться в цех с температурой не менее +18 °C.
Устройство общеобменной системы вентилирования предполагает наличие фильтров для очистки загазованной среды перед выбросом наружу. Производительность вентагрегатов подбирается таким образом, чтобы обеспечивался 10-кратный воздухообмен.
Количество удаляемого воздуха должно быть несколько большим, чем приточного, для недопущения загазованности смежных помещений.
Вертикальная скорость передвижения воздушных масс должна составлять более 0,1 м/с. Это является достаточным для перемешивания среды и удаления сварочных аэрозолей из зон вне сварочных постов.
Это является достаточным для перемешивания среды и удаления сварочных аэрозолей из зон вне сварочных постов.
Обустройство вытяжки своими руками
В быту чаще всего сварочные работы проводят в гараже. Поэтому гаражная система немного отличается от вентиляции в сварочном цехе. В её состав входит зонт с вытяжным вентилятором, который устанавливается над сварочным столом. Вытяжное отверстие оборудуют в противоположной от ворот стене, а при невозможности — выводят на крышу. Воздуховод изготавливают из гофротрубы.
При обустройстве самодельной вытяжки следует предусматривать приточный канал, для того чтобы проводить сварку при закрытых гаражных воротах. Эффективность работы системы проверяется опытным путём. В качестве побудителя используют маломощные двигатели на 220 Вольт. Как показала практика, вытяжка, изготовленная своими руками, позволяет вентилировать помещение до уровня, приемлемого для ведения работ.
Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика (Дипломная работа)
Министерство образования Российской Федерации
Профессиональное училище №26
«Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика»
с. Михайловское 2010 г.
Михайловское 2010 г.
Содержание
Введение
Виды и назначение электрододержателей
Виды источников питания дуги, применяемые в оборудовании поста
Назначение и разновидности защитных масок
Классификация световых фильтров
Виды электросварочных постов
Инструменты и принадлежности сварщика
Техника безопасности при выполнении электросварочных работ
Схема электросварочного поста
Схема постов от многопостовых источников
Список использованной литературы
Введение
Ручную дуговую сварку выполняют
сварочными электродами, которые вручную
подают в дугу и перемещают вдоль
заготовки. В процессе сварки металлическим
покрытым электродом — дуга горит между
стержнем электрода и основным металлом.
Стержень электрода плавится, и
расплавленный металл каплями стекает
в металлическую ванну. Вместе со стержнем
плавится покрытие электрода, образуя
газовую защитную атмосферу вокруг дуги
и жидкую шлаковую ванну на поверхности
расплавленного металла. Металлическая
и шлаковые ванны вместе образуют
сварочную ванну. По мере движения дуги
сварочная ванна затвердевает и образуется
сварочный шов. Жидкий шлак после остывания
образует твердую шлаковую корку.
В процессе сварки металлическим
покрытым электродом — дуга горит между
стержнем электрода и основным металлом.
Стержень электрода плавится, и
расплавленный металл каплями стекает
в металлическую ванну. Вместе со стержнем
плавится покрытие электрода, образуя
газовую защитную атмосферу вокруг дуги
и жидкую шлаковую ванну на поверхности
расплавленного металла. Металлическая
и шлаковые ванны вместе образуют
сварочную ванну. По мере движения дуги
сварочная ванна затвердевает и образуется
сварочный шов. Жидкий шлак после остывания
образует твердую шлаковую корку.
Ручная сварка удобна при выполнении
коротких и криволинейных швов в любых
пространственных положениях — нижнем,
вертикальном, горизонтальном, потолочном,
при наложении швов в труднодоступных
местах, а также при монтажных работах
и сборке конструкций сложной формы.
Ручная сварка обеспечивает хорошее
качество сварных швов, но обладает более
низкой производительностью, например,
по сравнению с автоматической дуговой
сваркой под флюсом.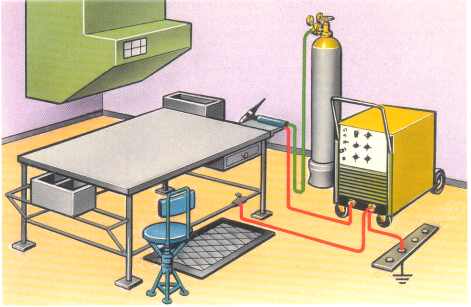
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов.
Виды и назначение электрододержателей
Электрододержатель предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Существуют электрододержатели двух видов, отличающиеся внешним видом: винтового типа и держатели с зажимом.
На рынке сварочных аксессуаров
существует множество разновидностей
электрододержателей. В среде сварщиков
их часто называли «держаками» и
изготавливали при помощи подручных
средств: сваривали трезубец из прутиков
арматуры с изоляционной оболочкой от
ПВХ трубок, дополнительно обматывая
изолентой. На сегодняшний день уже никто
не применяет самоделки и пользуются
фирменными электрододержателями, поняв
многие преимущества данного аксессуара:
безопасность, защита от тока, удобство
крепления электродов и малые потери
тока.
На сегодняшний день уже никто
не применяет самоделки и пользуются
фирменными электрододержателями, поняв
многие преимущества данного аксессуара:
безопасность, защита от тока, удобство
крепления электродов и малые потери
тока.
Существуют два основных типа электрододержателей:
— электрододержатели винтового типа состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
— электрододержатели с зажимом состоят из удобного держателя, исключающего проскальзывание в руке, и зажимной части, при помощи которой надежно удерживается электрод. Электрод вставляется в этот зажим.
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
В качестве
удобства к аксессуары принято сокращение
«ЭД», далее следует значение силы тока. По Госстандарту обозначение
электрододержателя состоит из вида
электрододержателя, номера модификации,
разновидности климатического исполнения,
места в ГОСТе и наименование действующего
стандарта к электрододержателю.
По Госстандарту обозначение
электрододержателя состоит из вида
электрододержателя, номера модификации,
разновидности климатического исполнения,
места в ГОСТе и наименование действующего
стандарта к электрододержателю.
Виды источников питания дуги, применяемые в оборудовании поста
Конструкции и параметры источника питания дуги зависят от его технологического назначения: ручной сварки покрытым электродом, механизированной сварки плавящимся электродом или автоматической сварки в защитных газах или под флюсом. Если на одном рабочем месте возникает необходимость сварки различными способами, применяют более сложные универсальные источники.
Перечисленные источники питания
объединяют в группу источников
общепромышленного назначения. Существенно
отличаются от них по конструкции
специализированные источники,
предназначенные для сварки неплавящимся
электродом в защитном газе, для плазменной
сварки и резки или для электрошлаковой
сварки.
Источники питания классифицируются в зависимости от рода тока и принципа действия. В качестве источников переменного тока используют сварочные трансформаторы и специализированные установки на их основе; в качестве источников постоянного тока — сварочные выпрямители, преобразователи и агрегаты, а также специализированные источники на базе выпрямителей.
Сварочные трансформаторы преобразуют переменное сетевое напряжение в пониженное, необходимое для сварки. Это наиболее простые и дешевые источники, широко используемые при ручной сварке покрытыми электродами и автоматической сварке под флюсом. Специализированные установки на основе трансформаторов применяют для сварки алюминиевых сплавов неплавящимся электродом в защитном газе.
Устойчивость дуги постоянного
тока более высока по сравнению с
устойчивостью дуги переменного тока»
что заметно влияет на качество сварки
(на малых токах, электродами с
фтористо-кальциевыми покрытиями, в
углекислом газе, наплавка под флюсом). В этих случаях рекомендуется использовать
источники постоянного тока.
В этих случаях рекомендуется использовать
источники постоянного тока.
Наиболее совершенны сварочные выпрямители, которые имеют более высокий коэффициент полезного действия, меньшую массу, удобны в изготовлении и эксплуатации, обладают лучшими технологическими свойствами. Их применяют для ручной, полуавтоматической и автоматической сварки, а также в качестве универсальных источников.
Сварочный преобразователь
представляет собой комбинацию
электродвигателя переменного тока и
сварочного генератора постоянного
тока. Электрическая энергия сети
переменного тока преобразуется в
механическую энергию электродвигателя,
вращает вал генератора и преобразуется
в электрическую анергию, постоянного
сварочного тона, Поэтому коэффициент
полезного действия преобразователя
невелик: из-за наличия вращающихся
частей они менее надежны и удобны в
эксплуатации по сравнению с выпрямителями.
Однако для строительно-монтажных работ
использование генераторов имеет
преимущество по сравнению с другими
источниками благодаря их меньшей
чувствительности к колебаниям сетевого
напряжения.
Сварочный агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока. Химическая энергия сгорания топлива преобразуется в механическую» а затем в электрическую энергию. Агрегаты используют в основном для ручной сварки в монтажных и полевых условиях, где отсутствуют электрические сети.
Специализированные источники представляют собой аппараты, дополненные различными вспомогательными устройствами, расширяющими их технологические возможности. Источник постоянного для сварки неплавящимся электродом в защитном газе имеет устройства для возбуждения дуги и заварки кратера.
Каждый источник предназначен для питания током одной дуги (однопостовой источник). В цехах с большим числом постов сварки целесообразно использовать многопостовые источники.
Помещение № 131 — Технологии сварочного производства
Лебединая пристройка № 131
Лаборатория проверки качества: проверка и тестирование сварных деталей
Предназначен для курсовой работы уровня 100/200/300/400 для инструкции по испытанию сварных изделий. и проверка в соответствии с различными нормами и стандартами сварочной отрасли. Лабораторное пространство
имеет следующие особенности оборудования:
и проверка в соответствии с различными нормами и стандартами сварочной отрасли. Лабораторное пространство
имеет следующие особенности оборудования:
- 1074 квадратных фута учебной площади
- Студенческие сварочные станции —
- Дуговая сварка защищенным металлом (SMAW) / дуговая сварка вольфрамовым электродом (GTAW) — переменный / постоянный ток, продвинутый уровень Технология сигнала переменного тока
- Газовая дуговая сварка металла (GMAW) / Дуговая сварка порошковой проволокой (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Станция раскроя вытяжной вентиляции для ручных OFC и PAC
- Переносная станция кислородной резки (OFC)
- Плазменно-дуговая резка (PAC) — Оборудование для ручной газовой резки
- Станция для испытаний сварных изделий WATTS — Испытания на разрыв углового шва, образцы на изгиб корня / торца, образцы для испытаний на растяжение
- Машина для испытаний на растяжение мощностью 120,000 #
- Станции контроля сварных швов PAX-IT
- Цифровая рентгеновская система мощностью 150 кВА с технологией разработки компьютерной рентгенографии (CR)
- Системы ультразвукового контроля с фазированными решетками с датчиками и кабелями
- Электрод расходный печной; двухколесная опорная вольфрамовая шлифовальная машина; пьедестал с двумя колесами металличесая щетка
- Выдвижной потолочный блок питания с двумя розетками, 115 В
- Кабинет инструктора с компьютером и проекционной системой для студента обсуждение лекции
Лебединая пристройка, помещения № 130 и № 132 — Основные лаборатории: (2) ручная и полуавтоматическая сварка Процессы
Swan Annex Room # 131 — Лаборатория тестирования качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
специальных машин — Milco Manufacturing
Milco Manufacturing обладает инженерными знаниями и производственными ноу-хау для создания всех типов специального оборудования для конкретных целей наших клиентов. Поскольку мы производим и разрабатываем наши детали внутри компании, мы можем создавать индивидуальные решения, которые будут соответствовать вашим конкретным потребностям и производительности. Мы имеем опыт и специализируемся на создании следующих типов специализированных машин:
Поскольку мы производим и разрабатываем наши детали внутри компании, мы можем создавать индивидуальные решения, которые будут соответствовать вашим конкретным потребностям и производительности. Мы имеем опыт и специализируемся на создании следующих типов специализированных машин:
Проекционные сварочные аппараты
Наши проекционные сварочные аппараты разработаны с учетом потребностей и требований наших клиентов. Мы можем соответствовать вашим спецификациям или воссоздать стандарты, которые позволят вам поддерживать работу вашего бизнеса без необходимости менять оборудование.
Стойки / тележки для стрелы с ручным управлением
Станции для ручной сварки производятся Milco более 55 лет. Наш обширный опыт, используемый как в производственных, так и в прототипных средах, позволяет нам быть в авангарде проектирования и сборки сварочных станций, выводя на рынок новые идеи. Наши клиенты имеют возможность указать сварочный контроллер, трансформатор, блок клапанов и балансир, которые они хотят использовать в своих уникальных ситуациях.
У нас есть несколько различных вариантов станций для удовлетворения ваших конкретных потребностей:
Переносные подвесные сварочные станции включают в себя все компоненты, необходимые для сварки.Повесьте станцию, подключите воздух, воду и электроэнергию, и все готово:
• Ручной сварочный пистолет (пистолет Trans или кабельный пистолет)
• Подвеска
• Контроллер сварки
• Трансформатор (если используются кабельные пистолеты)
• Блок клапанов
• Тележки
• Балансировщики
• Шланги и кабели, соединяющие сварочный пистолет и станции)
• Седло кабеля
Переносные напольные сварочные станции похожи на подвесные станции, за исключением того, что рама крепится к полу, а не подвешивается на двутавровой балке.Эти станции включают:
• Рама с двутавровой балкой
• Ручной сварочный пистолет (транс-пистолет или кабельный пистолет)
• Контроллер сварки
• Трансформатор (если используются кабельные пистолеты)
• Блок клапанов
• Тележки
• Балансиры
• Шланги и кабели соединение сварочного пистолета и станции)
• Кабельный наконечник
Переносные тележки для ручной сварки обычно используются в установках прототипов и для ремонта в производственной среде. Сварочные тележки можно перемещать по вашему предприятию в нужное место.Эти станции включают:
Сварочные тележки можно перемещать по вашему предприятию в нужное место.Эти станции включают:
• Стальная сварная тележка с двутавровой балкой
• Резервуар для воды
• Ручной сварочный пистолет (транс-пистолет или кабельный пистолет)
• Контроллер сварки
• Трансформатор (если используются кабельные пистолеты)
• Блок клапанов
• Тележки
• Балансиры
• Шланг (шланги и кабели, соединяющие сварочную горелку и станцию)
• Кабельный наконечник
Сварочный словарь
MTE = Miller Technology Exclusive
Выберите первую букву термина, который вы ищете: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихватках и в узких углах.Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии поставки всей обещанной мощности.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает исключить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления мощностью сварочного шва генератора привода двигателя.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически подает дополнительную мощность дуги на Millermatic® 350P, чтобы исключить «холодный запуск», свойственный алюминиевому запуску.
Сила тока : Измерение количества электричества, проходящего через данную точку в проводнике в секунду. Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, за счет фокусировки дуги и предотвращения выхода электрода.
Auto-Crater ™ (MTE) : Позволяет дуге TIG на аппаратах серии Trailblazer® исчезнуть кратер, что дает время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Позволяет использовать любое первичное входное напряжение в диапазоне, одно- или трехфазном, 50 или 60 Гц. Также настраивается на скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Двигатель сразу же заглушает холостой ход при запуске, продлевая срок службы двигателя и снижая расход топлива и шум.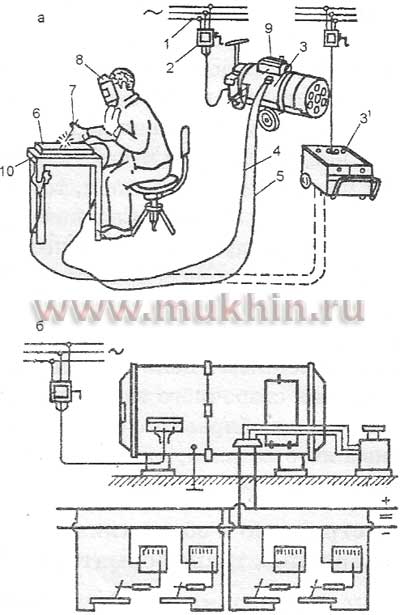
Автоматическая сварка : Использует оборудование, которое выполняет сварку без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание сустава с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически управляет пилотной дугой при резке металлической сетки или нескольких металлических частей без повторного запуска вручную.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при подключенном дистанционном управлении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный карманный компьютер Palm в карту данных и удаленный брелок для всех систем Axcess.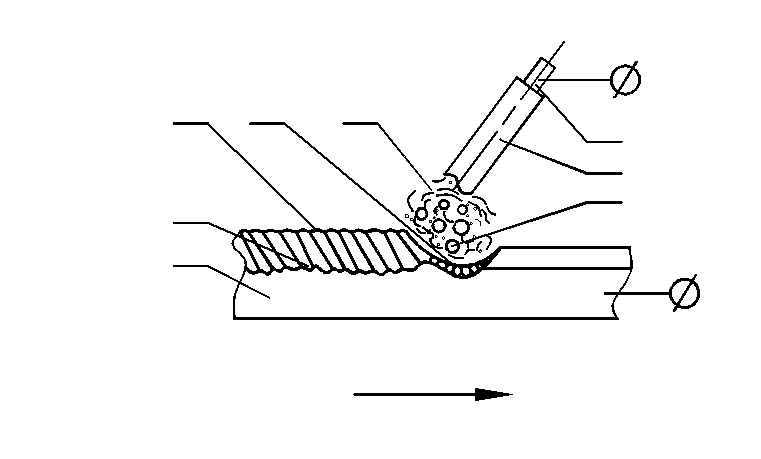 Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выхода сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно ровной кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Одно или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control.Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении, но не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод — к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).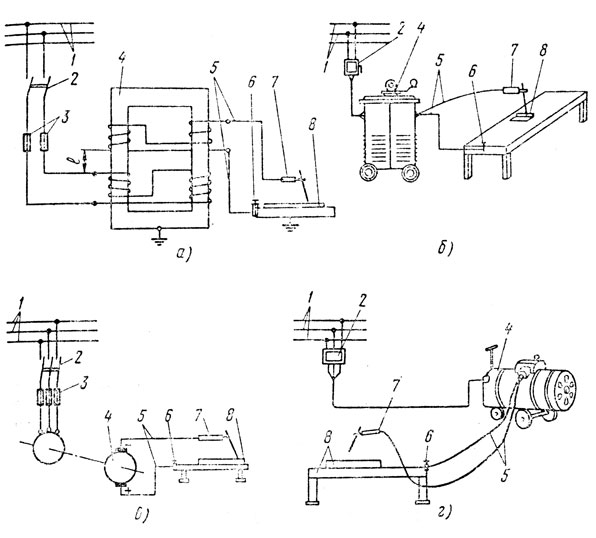
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к положительной клемме, а рабочий провод подсоединен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, устраняя износ двигателя, шум и выбросы, а также затраты на топливо .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три — четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Ф
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, обеспечивая чистоту внутренних компонентов.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены — инструменты не требуются!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Заземляющий провод: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя.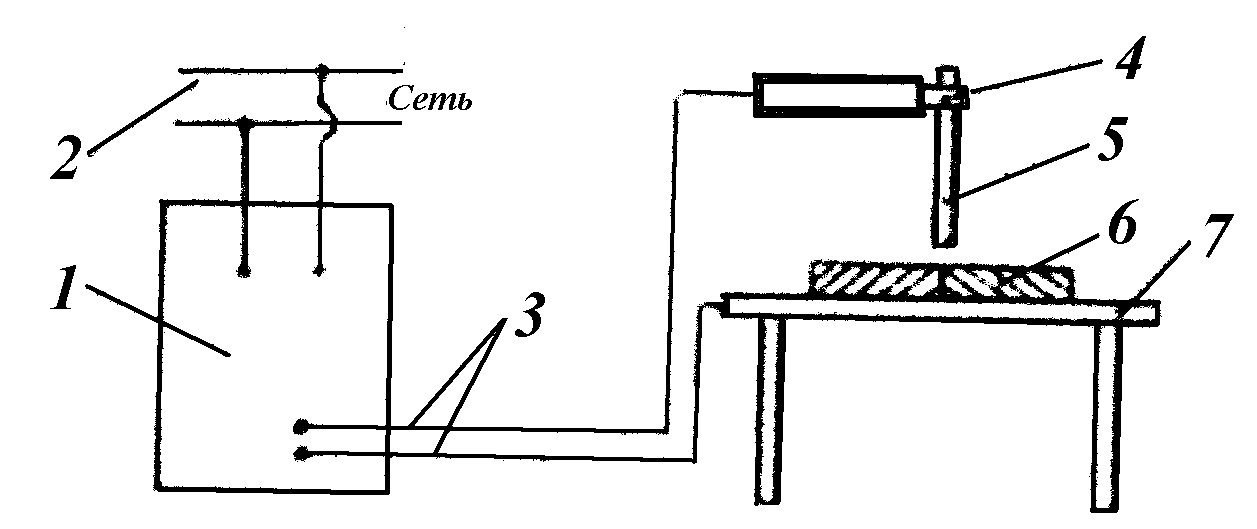 Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Герц: Герц часто называют «циклами в секунду». В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц.Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным управлением (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, тем самым обеспечивая меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при его номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Уменьшает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, несмотря на незначительные колебания входной мощности.
М
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и деталью. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Перенос короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду.
Globular Transfer: Названо в честь «шариков» металла сварного шва, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распылительный перенос: Назван в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоском или горизонтальном положении.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами.
Для получения дополнительной информации о сварке MIG см. Технические советы MIG.
 Имеется некоторое количество брызг, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Имеется некоторое количество брызг, но перенос можно использовать во всех положениях сварки и на металле любой толщины. Во время фонового цикла сварочная ванна немного остывает, что немного отличается от режима распыления. Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.
Во время фонового цикла сварочная ванна немного остывает, что немного отличается от режима распыления. Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.MVP ™ (вилка с несколькими напряжениями) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов — просто выберите вилку, которая подходит к розетке.
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что цепь разомкнута. Однако напряжение воздействует на цепь, поэтому, когда цепь замыкается, ток сразу же течет.
п.
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменная дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для расплавления небольшого участка детали. Этот процесс может разрезать все металлы, проводящие электричество. Дополнительную информацию о плазменной резке см. В разделе «Советы по плазменной резке».
Этот процесс может разрезать все металлы, проводящие электричество. Дополнительную информацию о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть однофазным или трехфазным.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Области применения, наиболее подходящие для импульсной сварки MIG, — это те, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и контроль величины тока, частоты и продолжительности сварочной дуги.
R
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки при рабочем цикле 60 процентов.
Регулируемое напыление металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, при котором два металлических предмета соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратичное значение): «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, унесенные сварочной дугой.Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка: Обычно выполняется на материалах с некоторым типом конструкции стыков внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка TIG и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания, который может быстро переключаться между положительным и отрицательным полупериодами переменного тока.
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором происходит плавление и соединение металлов путем их нагрева дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штангой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным плавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет настраивать запуск дуги на Syncrowave® 200, 250 DX и 350 LX
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс сварки, часто называемый сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход, когда контактный наконечник MIG замыкается на рабочий элемент на Millermatic® 135 и 175. Увеличивает срок службы контактного наконечника и защищает машину.
Увеличивает срок службы контактного наконечника и защищает машину.
Сброс триггера: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX обнаруживают, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Tri-Cor ™ Technology (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без снижения производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с очень высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, проталкивающая электроны по проводнику.Напряжение не течет, но вызывает протекание силы тока или силы тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи проволоки работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает в себя все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически сваривать при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленные во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную лужу.
Wet-Stacking: Несгоревшее топливо и моторное масло скапливаются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель в течение длительного времени работает со слишком малой нагрузкой. При раннем обнаружении это не вызывает непоправимого ущерба, и его можно уменьшить, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. В последние годы повышенные стандарты выбросов и более качественное топливо делают двигатели менее склонными к мокрому складированию.
Wind Tunnel Technology ™ (MTE) : Внутренний поток воздуха на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления кабеля массы (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец заготовки: Проводящий кабель или электрический провод между аппаратом для дуговой сварки и изделием.
Дуговые сварщики | Краткое описание процесса сварки
Газовая дуговая сварка металлическим электродом
Дуговая сварка — это тип сварки, при котором источник сварочного тока используется для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды. Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.
Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды. Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.
Для подачи электрической энергии, необходимой для процессов дуговой сварки, можно использовать несколько различных источников питания.Наиболее распространенная классификация — источники питания постоянного тока и источники питания постоянного напряжения. При дуговой сварке напряжение напрямую связано с длиной дуги, а сила тока связана с количеством подводимого тепла. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка газом вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться. Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, и, как следствие, чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, так как любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и плавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, и, как следствие, чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, так как любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и плавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Направление тока, используемое при дуговой сварке, также играет важную роль при сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь более высокую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая проплавление и скорость сварки.В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавких электродов, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный ток (DC), так и переменный ток (AC). Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. Между ними быстро проходит переменный ток, что приводит к сварным швам со средней проплавкой.Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через ноль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную диаграмму направленности вместо нормальной синусоидальной волны, устраняя время низкого напряжения после нулевые переходы и минимизация последствий проблемы.
При сварке положительно заряженный анод будет иметь более высокую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая проплавление и скорость сварки.В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавких электродов, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный ток (DC), так и переменный ток (AC). Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. Между ними быстро проходит переменный ток, что приводит к сварным швам со средней проплавкой.Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через ноль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную диаграмму направленности вместо нормальной синусоидальной волны, устраняя время низкого напряжения после нулевые переходы и минимизация последствий проблемы.
Lincoln Electric и ESAB — лишь 2 из многих производителей оборудования для дуговой сварки.
Методы использования расходных электродов
Одним из наиболее распространенных видов дуговой сварки является дуговая сварка в защитном металлическом корпусе (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW) или сварка стержнем.Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Электродный стержень изготовлен из материала, совместимого с основным свариваемым материалом, и покрыт флюсом, который выделяет пары, которые служат в качестве защитного газа и образуют слой шлака, оба из которых защищают зону сварки от атмосферного загрязнения. . Сам сердечник электрода действует как присадочный материал, поэтому отдельный наполнитель не нужен. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования.Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Кроме того, процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, никеля, алюминия, меди и других металлов. Универсальность метода делает его популярным в ряде приложений, включая ремонтные работы и строительство.
Кроме того, процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, никеля, алюминия, меди и других металлов. Универсальность метода делает его популярным в ряде приложений, включая ремонтные работы и строительство.
Газовая дуговая сварка металлическим электродом (GMAW), обычно называемая MIG (Metal Inert Gas), представляет собой полуавтоматический или автоматический процесс сварки, при котором непрерывно подаваемая расходная проволока действует как электрод и присадочный металл, наряду с инертным или полуинертным экраном. газ обтекал проволоку, чтобы защитить место сварки от загрязнения.Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но также используется постоянный переменный ток. При непрерывной подаче присадочных электродов GMAW обеспечивает относительно высокие скорости сварки, однако более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, GMAW вскоре стал экономично применяться для стали. Сегодня GMAW широко используется в таких отраслях, как автомобильная промышленность, благодаря своему качеству, универсальности и скорости.Из-за необходимости поддерживать стабильную оболочку из защитного газа вокруг места сварки, может быть проблематичным использование процесса GMAW в областях с сильным движением воздуха, например на открытом воздухе.
Сегодня GMAW широко используется в таких отраслях, как автомобильная промышленность, благодаря своему качеству, универсальности и скорости.Из-за необходимости поддерживать стабильную оболочку из защитного газа вокруг места сварки, может быть проблематичным использование процесса GMAW в областях с сильным движением воздуха, например на открытом воздухе.
Дуговая сварка порошковой проволокой (FCAW) — это разновидность метода GMAW. Проволока FCAW представляет собой тонкую металлическую трубку, заполненную порошкообразным флюсом. Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы.Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса. Это увеличивает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма.Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий [9]. Поскольку дуга не видна, она обычно автоматизирована. Пила возможна только в положениях 1F (плоская кромка), 2F (горизонтальная кромка) и 1G (плоская канавка).
Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма.Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий [9]. Поскольку дуга не видна, она обычно автоматизирована. Пила возможна только в положениях 1F (плоская кромка), 2F (горизонтальная кромка) и 1G (плоская канавка).
Методы использования неплавящихся электродов
Газовая вольфрамовая дуговая сварка (GTAW) или сварка TIG (вольфрам в инертном газе) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, смеси инертного или полуинертного газа и отдельного присадочного материала.Этот метод, особенно полезный для сварки тонких материалов, характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может быть выполнен только на относительно низких скоростях. Его можно использовать практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов. Он часто используется, когда качество сварных швов чрезвычайно важно, например, в велосипедах, самолетах и на море. В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ.Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току, этот метод может использоваться для материалов более широкого диапазона толщин, чем процесс GTAW, и он намного быстрее. Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния; Автоматическая сварка нержавеющей стали — одно из важных применений этого процесса. Разновидностью этого процесса является плазменная резка, эффективный процесс резки стали.
Его можно использовать практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов. Он часто используется, когда качество сварных швов чрезвычайно важно, например, в велосипедах, самолетах и на море. В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ.Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току, этот метод может использоваться для материалов более широкого диапазона толщин, чем процесс GTAW, и он намного быстрее. Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния; Автоматическая сварка нержавеющей стали — одно из важных применений этого процесса. Разновидностью этого процесса является плазменная резка, эффективный процесс резки стали.
Другие процессы дуговой сварки включают атомно-водородную сварку, углеродную дугу, электрошлаковую сварку, электрогазовую сварку и дуговую сварку шпилек.
Проблемы с коррозией
Некоторые материалы, особенно высокопрочные стали, алюминий и титановые сплавы, чувствительны к водородной хрупкости. Если электроды, используемые для сварки, содержат следы влаги, вода разлагается под действием тепла дуги и выделяющийся водород попадает в решетку материала, вызывая его хрупкость.Электроды для таких материалов со специальным низководородным покрытием поставляются в герметичной влагонепроницаемой упаковке. Новые электроды можно использовать прямо из банки, но при подозрении на поглощение влаги их необходимо высушить путем запекания (обычно при температуре от 800 до 1000 ° F (425–550 ° C)) в сушильном шкафу. Используемый флюс также должен быть сухим.
Некоторые аустенитные нержавеющие стали и сплавы на основе никеля склонны к межкристаллитной коррозии. Под воздействием температур около 700 ° C (1300 ° F) в течение слишком длительного времени хром вступает в реакцию с углеродом в материале, образуя карбид хрома и истощая края кристаллов хрома, ухудшая их коррозионную стойкость в процессе, называемом сенсибилизацией.Такая сенсибилизированная сталь подвергается коррозии в областях вблизи сварных швов, где температура и время были благоприятными для образования карбида. Этот вид коррозии часто называют распадом сварного шва.
Knifeline attack (KLA) — еще один вид коррозии сварных швов, поражающих стали, стабилизированные ниобием. Карбид ниобия и ниобия растворяется в стали при очень высоких температурах. При некоторых режимах охлаждения карбид ниобия не осаждается, и тогда сталь ведет себя как нестабилизированная сталь, вместо этого образуя карбид хрома.Это затрагивает только тонкую зону шириной несколько миллиметров в непосредственной близости от сварного шва, что затрудняет обнаружение и увеличивает скорость коррозии. Конструкции из таких сталей должны быть нагреты в целом до примерно 1950 ° F (1070 ° C), когда карбид хрома растворяется и образуется карбид ниобия. Скорость охлаждения после такой обработки не имеет значения.
Присадочный металл (материал электродов), неправильно выбранный для условий окружающей среды, также может сделать их чувствительными к коррозии.Также возникают проблемы гальванической коррозии, если состав электрода достаточно отличается от свариваемых материалов или сами материалы не похожи. Даже между разными марками нержавеющих сталей на основе никеля коррозия сварных соединений может быть серьезной, несмотря на то, что они редко подвергаются гальванической коррозии при механическом соединении.
История
Основные статьи: Кузнечная сварка, Контактная сварка, Кислородная сварка и дуговая сварка вольфрамовым электродом в среде газа
Хотя примеры кузнечной сварки восходят к эпохе бронзы и железного века, дуговая сварка стала применяться гораздо позже.В 1802 году Василий Петров открыл непрерывную электрическую дугу и впоследствии предложил ее возможные практические применения, включая сварку. Французский изобретатель электротехники Огюст де Меритенс создал первую угольную дуговую горелку, запатентованную в 1881 году, которая успешно использовалась для сварки свинца при производстве свинцово-кислотных аккумуляторов. В 1881–1882 годах русский изобретатель Николай Бернардос создал метод электродуговой сварки стали, известный как углеродная дуга, с использованием углеродных электродов. Достижения в области дуговой сварки продолжились с изобретением металлических электродов в конце 19 века русским Николаем Славяновым (1888 г.) и американцем К.Л. Гроб. Около 1900 г. А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 году сварка на переменном токе была изобретена К.Дж. Холслагом, но не стала популярной еще десять лет.
За это время также были разработаны конкурирующие сварочные процессы, такие как контактная сварка и кислородно-топливная сварка; но оба, особенно последняя, столкнулись с жесткой конкуренцией со стороны дуговой сварки, особенно после нанесения металлического покрытия (известного как флюс) на электрод, чтобы стабилизировать дугу и защитить основной материал от примесей, разработка продолжается.
Во время Первой мировой войны в судостроении Великобритании начали использовать сварку вместо клепанных стальных листов. Американцы также стали более восприимчивыми к новой технологии, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны. Впервые дуговая сварка была применена к самолетам во время войны, и фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. В 1919 году британский кораблестроитель Каммелл Лэрд начал строительство торгового судна Fullagar с полностью сварным корпусом; она была спущена на воду в 1921 году.
В течение 1920-х годов в технологии сварки были достигнуты значительные успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы. В течение следующего десятилетия дальнейшие достижения позволили сварку химически активных металлов, таких как алюминий и магний.Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.
В середине века было изобретено много новых методов сварки. Сварка под флюсом была изобретена в 1930 году и продолжает оставаться популярной сегодня. В 1932 году россиянин Константин Хренов успешно осуществил первую подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, которая позволила быстро сваривать цветные материалы, но требовала дорогостоящих защитных газов.Использование расходуемого электрода и атмосферы двуокиси углерода в качестве защитного газа быстро сделало его самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки. В том же году была изобретена плазменная сварка. Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году последовала ее разновидность — электрогазовая сварка.
Хотите поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
В период с понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Приспособления для ручной сварки — Stryver Manufacturing, Inc.
Какие типы приспособлений для ручной сварки обычно производятся компанией Stryver, чтобы помочь своим клиентам сократить расходы, но при этом точно ограничить детали?
Существует два типа приспособлений для ручной сварки:
Приспособления для ручной сварки и приспособления для прихваточной сварки — это инструменты, предназначенные для использования сварщиком-человеком для завершения процесса сварки, будь то полный шов или только прихваточный шов.Приспособления могут быть автоматизированы с помощью пневматического зажима, или приспособления могут иметь возможность использовать ручной зажим для эффективного удержания детали. Для больших деталей могут потребоваться гидравлические сварочные приспособления, чтобы выдержать нагрузку, которую деталь оказывает на инструмент. Приспособления для ручной сварки призваны помочь сварщику-человеку и обеспечить более надежные результаты в производственном процессе сварки.
Ручные зажимные приспособления — это приспособления, разработанные с ручными ручными зажимами. Эти приспособления могут использоваться в установках ручной сварки или роботизированной сварки.Эти приспособления больше полагаются на оператора для правильного позиционирования деталей, чем это требуется для пневматического или гидравлического сварочного приспособления. Обычно ручной зажим используется для снижения затрат на установку инструмента и устранения необходимости электрического или пневматического / гидравлического наращивания на приспособлении.
Stryver на протяжении многих лет производил приспособления обоих типов и рекомендовал различные стратегии ручной сварки в зависимости от области применения. Мы работали с клиентами, чтобы заменить наспех изготовленные ручные сварочные инструменты качественными инструментами, рассчитанными на 10, 20, 30+ лет.Эти инструменты также включают пакет механического чертежа, позволяющий легко модифицировать или заменять компоненты в течение жизненного цикла производственной программы.
См. Ниже примеры созданного нами ручного сварочного оборудования.
Устройства для ручной сварки улучшают качество продукции и сокращают травматизм на рабочем месте из-за плохой эргономичности процесса. Сварочные приспособления с ручным зажимом — отличное решение для снижения затрат в обмен на увеличенное время загрузки деталей. Ручные зажимные приспособления исключают необходимость подключения электрических или пневматических соединений к сварочному оборудованию или сварочной станции.
Сварка — тяжелая физически тяжелая работа для операторов. Помимо физических сложностей при прецизионной сварке, сложности также могут возникать из-за неправильного размещения свариваемых деталей. Наскоро выполненное крепление во время работы может вызвать серьезные проблемы с качеством, что сделает работу сварщика более сложной и менее точной. Чтобы ваш сварщик работал с максимальной эффективностью, совершенно необходимо, чтобы у него были подходящие инструменты и эргономичная настройка, чтобы правильно выполнить работу с первого раза.
КомандаStryver может разработать индивидуальное крепление для вашего процесса ручной сварки, которое будет долговечным и экономичным. От проектирования и изготовления прочных прихваток до сложных вращающихся ручных сварочных приспособлений и приспособлений — наша команда имеет опыт, позволяющий выполнить работу правильно с первого раза.
Преимущества и недостатки дуговой сварки
Компания Wasatch Steel часто покупает изделия для сварки стали.Мы предлагаем инструменты и продукты для всех видов сварочных работ, а также опыт и ноу-хау, которые помогут вам приступить к реализации вашего последнего сварочного проекта.
Одним из наиболее часто используемых в сварочном мире форматов является дуговая сварка. Что такое дуговая сварка, и каковы ее преимущества и недостатки? Давайте посмотрим.
Что такое дуговая сварка?
Дуговая сварка — это процесс соединения металла, в данном случае стали, с помощью электричества. В отличие от большинства других форматов, в которых обычно используется газ, в этом процессе используется электричество, чтобы создать достаточно тепла, чтобы расплавить металл и сплавить его во время охлаждения.
Для дуговой сварки можно использовать как постоянный, так и переменный ток, а также использовать плавящиеся или неплавящиеся электроды, покрытые флюсом. Температура при дуговой сварке достигает 6500 градусов по Фаренгейту. Некоторые из наиболее распространенных применений дуговой сварки включают монтаж стали, ремонт тяжелого оборудования, сварку трубопроводов и многие крупные строительные проекты.
Преимущества
Использование дуговой сварки имеет ряд преимуществ по сравнению со многими другими форматами:
- Стоимость — оборудование для дуговой сварки стоит по хорошей цене и доступно, и для этого процесса часто требуется меньше оборудования, в первую очередь из-за отсутствия газа
- Портативность — эти материалы очень легко транспортировать
- Работы по грязному металлу
- В защитном газе нет необходимости — процессы могут быть завершены во время ветра или дождя, и разбрызгивание не является серьезной проблемой.
Недостатки
Есть несколько причин, по которым некоторые люди выбирают другие варианты помимо дуговой сварки для определенных типов проектов.Эти недостатки могут включать:
- Более низкая эффективность — при дуговой сварке обычно образуется больше отходов, чем при сварке многих других типов, что в некоторых случаях может увеличить стоимость проекта
- Высокий уровень квалификации — операторы проектов по дуговой сварке нуждаются в высоком уровне квалификации и обучении, и не все профессионалы обладают этим.
- Тонкие материалы — использование дуговой сварки некоторых тонких металлов может быть затруднительным
Готовы узнать больше об этой или любой другой нашей металлургической компании? Наши профессионалы в Wasatch Steel всегда рядом.
СводкаПлазменно-дуговая сварка (PAW)была изобретена и запатентована в 1953 году Робертом М. Гейджем в лаборатории Linde / Union Carbide в Буффало, штат Нью-Йорк. До того, как устройства были выпущены на рынок в 1964 году, было получено около 10 лет разработок и несколько последующих патентов. Процесс плазменной сварки был введен в сварочную промышленность как метод улучшения управления процессом дуговой сварки в более низких диапазонах тока.Сегодня плазма сохраняет первоначальные преимущества, которые она принесла промышленности, обеспечивая продвинутый уровень контроля и точности для получения высококачественных сварных швов в миниатюрных или высокоточных приложениях, а также для обеспечения длительного срока службы электродов для высоких производственных требований. Процесс плазменной резки одинаково подходит для ручного и автоматического применения. Он использовался во множестве операций, начиная от сварки металлических лент в больших объемах и заканчивая прецизионной сваркой хирургических инструментов, автоматическим ремонтом лопастей реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности. Как работает плазменная сваркаПлазма — это газ, который нагревается до чрезвычайно высокой температуры и ионизируется, так что он становится электропроводным. Подобно GTAW (Tig), процесс плазменной сварки использует эту плазму для передачи электрической дуги на заготовку. Свариваемый металл плавится под воздействием сильного тепла дуги и сплавляется. В горелке для плазменной сварки вольфрамовый электрод расположен внутри медного сопла с небольшим отверстием на конце.Между электродом горелки и наконечником сопла зажигается вспомогательная дуга. Затем эта дуга переносится на свариваемый металл. Пропуская плазменный газ и дугу через суженное отверстие, резак передает высокую концентрацию тепла на небольшую площадь. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительно высокое качество сварных швов. Плазменные газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон / водород или гелий, которые помогают защитить расплавленную сварочную ванну, тем самым сводя к минимуму окисление сварного шва. Список необходимого оборудования
Перечень характеристик и преимуществ плазменной сварки
Функции, преимущества и приложенияХарактеристики
ПреимуществаПолный список причин использования процесса плазменной сварки обширен, но его можно свести к трем основным характеристикам, в которых заказчики желают воспользоваться преимуществами хотя бы одной функции.
Во многих сферах применения многие уникальные преимущества плазмы сочетаются с преимуществами всего процесса сварки. ПриложенияСварка мелких деталей: Плазменный процесс позволяет плавно, но стабильно запускать дугу на кончике проволоки или других мелких компонентах и выполнять повторяемые сварные швы с очень короткими периодами времени. Это полезно при сварке таких компонентов, как иглы, проволока, нити лампочек, термопары, зонды и некоторые хирургические инструменты. Герметичные компоненты: Медицинские и электронные компоненты часто герметично закрываются сваркой.Плазменный процесс обеспечивает возможность:
Приложения включают датчики давления и электрические датчики, сильфоны, уплотнения, банки, корпуса, микровыключатели, клапаны, электронные компоненты, двигатели, аккумуляторы, миниатюрную трубку к фитингу / фланцу, пищевое и молочное оборудование, Ремонт штампов и пресс-форм для инструментов: Целая индустрия ремонта возникла, чтобы помочь компаниям, желающим повторно использовать компоненты с небольшими зазубринами и вмятинами от неправильного использования или износа.Способность современных микродуговых источников питания плавно запускать дугу с малым током и производить ремонт предоставила пользователям уникальную альтернативу традиционному ремонту и термообработке. Процессы сварки Micro-Tig и микроплазменной сварки используются для ремонта инструментов, штампов и пресс-форм. Для внешних кромок процесс плазменной резки обеспечивает большую стабильность дуги и требует меньших навыков для контроля сварочной ванны. Чтобы добраться до внутренних углов и щелей, процесс TIG позволяет удлинить вольфрамовый сварочный электрод для улучшения доступа. Сварка полосового металла: Плазменный процесс обеспечивает возможность постоянного переноса дуги на заготовку и сварки до краев сварного шва. В автоматических приложениях для длинных сварных швов регулирование расстояния до дуги не требуется, и этот процесс требует меньшего обслуживания компонентов горелки. Это особенно выгодно при больших объемах применения, когда материал выделяет газ или имеет поверхностные загрязнения. Трубная мельница Сварка: Трубные мельницы производят трубы и трубы, беря непрерывную полосу материала и скручивая кромки вверх до тех пор, пока края полосы не встретятся на сварочной станции.В этот момент сварочный процесс плавит и сплавляет края трубы вместе, и материал выходит из сварочной станции в виде сварной трубы. Производительность трубного стана зависит от скорости дуговой сварки и общего времени сварки. Каждый раз, когда комбинат останавливается и снова запускается, образуется определенное количество лома. Таким образом, наиболее важными вопросами для пользователя трубной мельницы являются:
На некоторых трубных станах используется плазменная сварка, чтобы получить сочетание повышенной скорости сварки, улучшенного проплавления и максимального срока службы электродов. Сравнение энергозатрат при GTAW и плазменной сваркеСледующее является результатом испытания, проведенного с использованием процессов GTAW (Tig) и плазменной сварки на определенной полоске испытательного материала, чтобы установить сравнение энергозатрат при электролитических процессах.Результаты испытаний следует использовать только в качестве общего сравнения рекомендаций, поскольку инженеры-сварщики могут изменить любой из параметров, указанных ниже, для достижения другого результата. Параметры испытаний: Ручная сварка, без зажимного устройства, сталь Cr / Ni, толщина 0,102 дюйма. Все значения определены с помощью измерительных приборов.
Помимо того, что возможна более высокая скорость сварки, меньшая погонная энергия дает следующие преимущества: |