Сварочные роботы KUKA
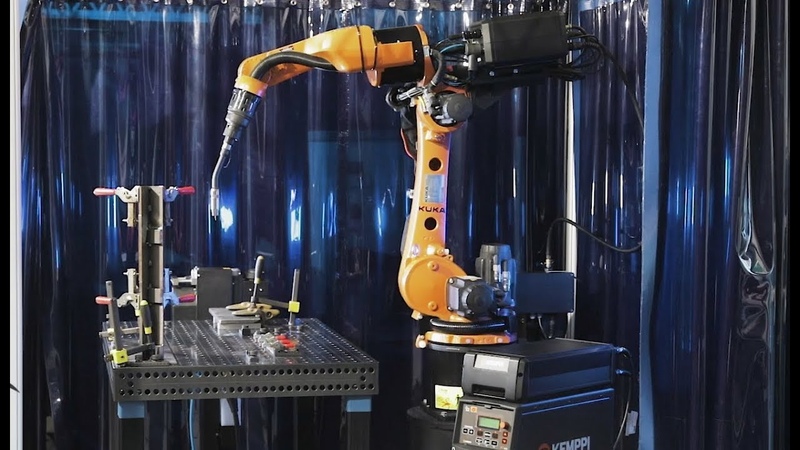
Наша компания рада предложить Вам решения по сварочным комплексам на базе роботов Kuka. Лучшее качество сварки роботы демонстрируют благодаря предлагаемому сварочному оборудованию, следующих производителей Fronius, Kemppi, Miller, Lorch, Lincoln, EWM, SKS, ESAB и Migatronic. Важно отметить, что любой сварочный робот может быть оснащен системой плазменной резки для раскроя металла для последующей сварки.
Сварочное оборудование и аппараты плазменной резки легко и быстро соединяются с системой управления роботом через цифровые интерфейсы, например, EtherCAT (входит в комплектацию системы управления KR C4). Это позволяет пользователю иметь полный доступ ко всем сварочным функциям и функциям резки, включая доступ к настройкам системы (контроль и параметрирование).
|
KR AGILUS sixx |
KR CYBERTECH |
Серия KR 16 |
|
Грузоподъемность от 3 до 10кг Радиус действия 706-1100мм
|
Грузоподъемность от 8 до 22кг Радиус действия 1612-2013мм
|
Грузоподъемность от 6 до 26кг Радиус действия 1611-1911мм
|
| KR 30 L16 | Линейные блоки | ПОЗИЦИОНЕРЫ |
|
Грузоподъемность от 16 до 30кг Радиус действия 2033-3102мм |
Грузоподъемность до 10кг Радиус действия до 1100мм
|
Грузоподъемность от 0,25 до 12тонн Одно, двух и трехосевые позиционеры KUKA |
Широкая линейка роботов для сварки в среде защитного газа охватывает радиусы действия от 700 до 3102 мм при грузоподъемности от 5 до 22 кг – в двух вариантах исполнения: роботы с центральной рукой и роботы с полым валом.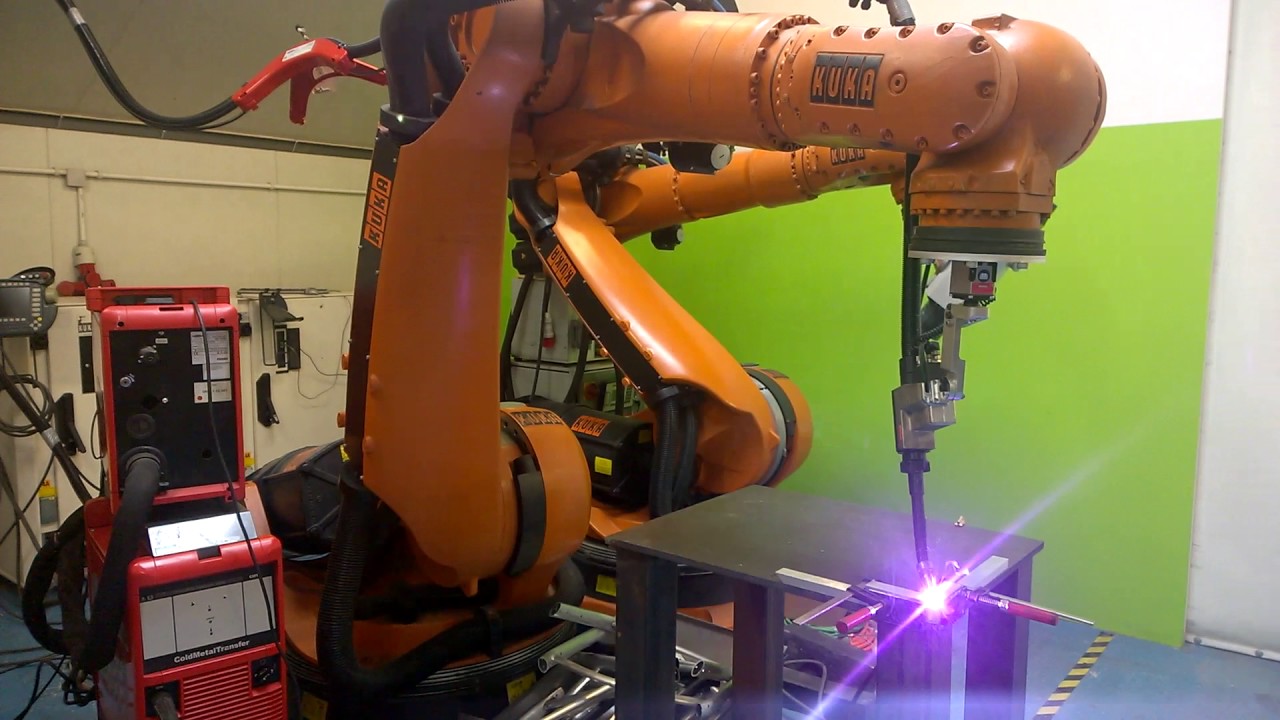
KR AGILUS sixx
Роботы серии KR AGILUS позволяют реализовать даже самые небольшие сварочные секции без компромиссов в отношении качества сварки и гибкости.
KR CYBERTECH nano
Эти специализированные технологические роботы открывают новые горизонты сварки в среде защитного газа: благодаря специальному дизайну они могут преодолевать дальние расстояния, обладают большой рабочей зоной сзади и большим радиусом действия по направлению вниз.
KR CYBERTECH ARC
Роботы KR CYBERTECH ARC являются специалистами по выполнению работ с перемещением по траектории, таких как сварка в среде защитного газа, нанесение клеящих и уплотнительных средств. Они предлагают высокую эффективность и удельную мощность при незначительных связанных с ними расходах. В варианте исполнения KR CYBERTECH ARC nano роботы с манипулятором с полым валом и шарниром руки с полым валом демонстрируют эргономику с минимальным контуром помех и точное перемещение по траектории – даже в очень узких деталях и устройствах.
Серия KR 16
Робот KR 16 и его варианты представляют собой шестиосевые промышленные роботы с кинематической системой для всех задач по позиционному и контурному управлению. В вариантах исполнения KR 16 arc HW и KR 16 L8 arc HW роботы оснащены манипулятором с полым валом и шарниром руки с полым валом (Hollow Wrist, HW), через которые проходит комплект шлангов сварочной горелки.
KR CYBERTECH
Серия KR CYBERTECH имеет в своем предлагает нашим клиентам самый широкий в мире ассортимент моделей в классе низкой грузоподъемности. Роботы CYBERTECH идеально подходят для работы в компактных ячейках и обеспечивают максимальную производительность при исключительно низких дополнительных затратах.
KR 30 L16
Этот робот с его длинной и узкой рукой – идеальное приспособление для сварки особенно крупных деталей. В сочетании с линейными блоком поперечного перемещеения данному роботу по силам сварка особо крупных деталей, таких как железнодорожные вагоны, морские суда и т.д.
В сочетании с линейными блоком поперечного перемещеения данному роботу по силам сварка особо крупных деталей, таких как железнодорожные вагоны, морские суда и т.д.
ООО «Промышленная Автоматизация»
Вы можете заказать данное оборудование по e-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Или написать что Вам необходимо!
Высокое качество сварочный робот kuka для промышленного использования
Магазин для. сварочный робот kuka на Alibaba.com, когда вам нужна автоматизация и эффективность на вашем предприятии. Используйте один, чтобы перемещать и сортировать детали и другие мелкие предметы, не делая это вручную. Производители автомобилей и заводы по упаковке пищевых продуктов сочтут его полезным. сварочный робот kuka в пределах своих возможностей. Настройте его, чтобы сэкономить время и затраты на рабочую силу, но при этом достичь производственных целей.Большинство. сварочный робот kuka представлены детали из алюминия и других прочных и легких сплавов. Многие из них также оснащены вакуумными присосками на конце руки для безопасного захвата ваших продуктов. Некоторые типы можно запрограммировать с помощью команд искусственного интеллекта и оставить для автоматического запуска. Крупномасштабные операции могут использовать это для простого увеличения производительности. Несколько моделей могут двигаться в четырех разных направлениях.
Просмотрите широкий выбор поставщиков на Alibaba.com, чтобы помочь вам найти. сварочный робот kuka именно то, что вам нужно. Цвета и логотипы могут быть изменены по мере необходимости. Некоторые поставщики разрешают установку в полевых условиях, чтобы сэкономить время и деньги. Также доступны другие послепродажные услуги, такие как онлайн-техническая поддержка и бесплатные запчасти. Некоторые поставщики могут прислать образцы, чтобы вы могли протестировать свою модель перед покупкой стандартного заказа.

Получить. сварочный робот kuka с Alibaba.com, чтобы обеспечить бесперебойную работу вашего производства при низких затратах. Найдите модель с подходящим стилем и функциями. Просмотрите несколько. сварочный робот kuka и настройте порядок, который будет работать как для вашего производственного предприятия, так и для вашего бюджета.

Промышленные роботы KUKA Robot Group`s. КУКА роботы в России
Jump to Navigation- Информация
- Производители
- Каталог
- Назад
- Насосное оборудование
- Насосы центробежные
- Apex Pumps
- Насосы винтовые
- Насосы высокого давления
- BFT
- GEA
- Погружные насосы
- Houttuin
- Горизонтальные насосы
- Apex Pumps
- Houttuin
- Inoxihp
- Moyno
- Vipom
- Насосы герметичные
- Hermetic Pumpen
- Zenith
- Насосное оборудование прочее
- AX System
- Sanco
- Servi Group
- Насосы центробежные
- Фильтровальное оборудование
- Воздушные фильтры
- AAF
- Jonell
- Масляные и гидравлические фильтры
- Parker Hannifin Corporation
- Servi Group
- Коалесцирующие фильтры
- ASCO Filtri
- Buhler Technologies
- EUROFILL
- Hydac
- Jonell
- Petrogas
- Scam Filltres
- Vokes Air
- Водоподготовка
- Grunbeck
- Фильтры КВОУ
- AAF
- Осушители
- Воздушные фильтры
- Компрессорное оборудование
- Поршневые компрессоры
- Винтовые компрессоры
- GEA
- Howden
- Stewart & Stevenson
- Центробежные компрессоры
- Baker Hughes
- Stewart & Stevenson
- Thermodyn
- Поршневые компрессоры
- Трубопроводная арматура
- Запорная, регулирующая, запорно-регулирующая арматура
- Предохранительная арматура
- Sapag Industrial valves
- Schroedahl
- Servi Group
- Приводы трубопроводной арматуры
- Biffi
- Keystone
- Запорная, регулирующая, запорно-регулирующая арматура
- Гидравлика
- Гидроцилиндры
- Servi Group
- Гидроклапаны
- Meggitt
- Servi Group
- Гидронасосы
- Riverhawk
- Servi Group
- Гидрораспределители
- Servi Group
- Пневмоцилиндры
- Artec
- Mec Fluid 2
- Гидроцилиндры
- Станочное оборудование
- Станки шлифовальные
- LOESER
- Хонинговальные станки
- CAR srl
- Станки зубо- и резьбо- обрабатывающие
- Nagel Maschinen
- Карусельные станки
- Star Micronics
- Шпиндели и фрезерные головки
- Cytec
- Станки шлифовальные
- Приводная техника
- Электрические приводы
- Servi Group
- Гидравлические приводы
- Biffi
- Пневматические приводы
- Keystone
- Вентиляторы
- Reitz
- Электромагнитные приводы
- Danfoss
- ECONTROL
- Редукторы
- Renk
- VAR-SPE
- Турборедукторы
- Flender-Graffenstaden
- Renk
- Электрические приводы
- КИП (измерительное оборудование)
- Анализаторы влажности
- Belimo
- Scantech
- Приборы измерения уровня
- Endress+Hauser
- Приборы контроля и регулирования технологических процессов
- Reuter-Stokes
- Приборы измерения уровня расхода (расходомеры)
- Belimo
- Itron
- Servi Group
- Системы измерения неразрушающего контроля
- HBM
- Kavlico
- Marposs
- Устройства измерения температуры
- Устройства измерения давления
- Autrol
- Servi Group
- Устройства измерения перемещения и положения
- Анализаторы влажности
- Лабораторное оборудование
- Микроскопия и спектроскопия
- Keyence
- Микроскопия и спектроскопия
- Электрооборудование
- Аккумуляторные батареи
- Hoppecke
- Противопожарное оборудование
- Reuter-Stokes
- Sanco
- Spectrex
- Выключатели
- Metrol
- Источники питания
- LAM Technologies
- Кабели и коннекторы
- Axon’ Cable
- HiRel Connectors
- Murrplastik
- Лазеры
- RIO
- Лампы
- Nic
- Parat
- Серийные преобразователи
- LAM Technologies
- Электродвигатели
- Gamak Motors
- LAM Technologies
- Электроника
- DUCATI Energia
- JOVYATLAS
- Luvata
- Murrplastik
- Аккумуляторные батареи
- Прочее оборудование
- Абразивные изделия
- Abrasivos Manhattan
- Atto Abrasives
- Буровое оборудование
- BVM Corporation
- Den-Con Tool
- MI Swaco
- Top-co
- WestCo
- Валы
- GKN
- Jaure
- Rotar
- Вибротехника
- JOST
- Газовые турбины
- Alba Power
- Baker Hughes
- Meggitt
- Score Energy
- Siemens energy
- Solar turbines
- Горелки
- Зажимные устройства
- Restech Norway
- SPIETH
- Защита от износа, налипания, коррозии
- Rema Tip Top
- Инструмент
- Deprag
- Knipex
- Клапаны
- Baker Hughes
- John Crane
- Mec Fluid 2
- Top-co
- Velan
- W. T.A.
- Zimmermann & Jansen (Z&J)
- Крановое оборудование
- Facco
- Маркировочное оборудование
- Couth
- Espera
- Мельницы
- Eirich
- Металлообработка
- Agrati
- Муфты
- Coremo Ocmea
- Esco Couplings
- Jaure
- John Crane
- Kendrion Linnig
- Top-co
- ZERO-MAX
- Оси
- Jaure
- Подшипники
- John Crane
- NTN-SNR
- SPIETH
- Производственные линии
- Espera
- FIBRO
- Masa Henke
- Робототехника
- Motoman Robotics
- Системы обогрева
- Helios
- TYCO Thermal Controls
- Системы охлаждения
- Gohl
- Системы смазки
- Lincoln
- Строительные леса
- HAKI
- Сушильные печи
- Eirich
- Такелажное оборудование
- Casar
- Easy Mover
- Fetra
- Тормоза и сцепления
- Coremo Ocmea
- Упаковочное оборудование
- Espera
- Thimonnier
- Уплотнения
- Flexitallic
- John Crane
- Форсунки и эжекторы
- Exair
- Центраторы
- Top-co
- Электрографитовые щетки
- Morgan Advanced Materials
- Абразивные изделия
 T.A.
T.A.- AX System
- A.O. Smith – Century Electric
- A.S.T.
- AAF
- Abrasivos Manhattan
- Advanced Energy
- Agilent Technologies
- Agrati
- Alba Power
- Algi
- Allweiler
- Alphatron Marine
- Amot
- Anderson Greenwood
- Apex Pumps
- Apollo Valves
- Ariana Industrie
- Ariel
- Artec
- ASCO Filtri
- Ashcroft
- ATAS elektromotory
- Atos
- Atto Abrasives
- Autrol
- Autronica
- Axis
- Axon’ Cable
- Baker Hughes
- Baker Hughes
- Bando
- Baruffaldi
- BAUER Kompressoren
- Belimo
- Bently Nevada
- Berarma
- BFT
- BHDT
- Biffi
- Bifold Group
- Brinkmann pumps
- Buhler Technologies
- BVM Corporation
- Camfil FARR
- Campen Machinery
- CanaWest Technologies
- CAR srl
- Carif
- Casar
- CAT
- Celduc Relais
- Center Line
- Clif Mock
- Comagrav
- Compressor Controls Corporation
- CoorsTek
- Coral engineering
- Coremo Ocmea
- Couth
- CRANE
- Crosby
- Cytec
- Danaher Motion
- Danfoss
- Danobat Group
- David Brown Hydraulics
- Den-Con Tool
- DenimoTECH
- Deprag
- Destaco
- Dixon Valve
- Donaldson
- Donaldson осушители, адсорбенты
- DUCATI Energia
- Duplomatic
- Duplomatic Oleodinamica
- Dustcontrol
- Dynasonics
- E-tech Machinery
- Easy Mover
- Ebro Armaturen
- ECONTROL
- Eirich
- EMIT
- Endress+Hauser
- Esco Couplings
- Espera
- Estarta
- Euchner
- EUROFILL
- EuroSMC
- Exair
- Facco
- FANUC
- Farris
- Fema
- Ferjovi
- Fetra
- FIBRO
- Fisher
- Flender-Graffenstaden
- Flexitallic
- Flowserve
- Fluenta
- Flux
- FPZ
- Freudenberg
- Fritz STUDER
- Gali
- Gamak Motors
- GEA
- GEORGIN
- GKN
- Gohl
- Goulds Pumps
- GPM Titan International
- Graco
- Grunbeck
- Grundfos
- Gustav Gockel
- HAKI
- Harting technology
- HAWE Hydraulik SE
- HBM
- Heimbach
- Helios
- Hermetic Pumpen
- Herose
- HiRel Connectors
- Hohner
- Holland-Controls
- Honsberg Instruments
- Hoppecke
- Horton
- Houttuin
- Howden
- Howden CKD Compressors s. r.o.
- HTI-Gesab
- Hydac
- Hydrotechnik
- IMO
- Inoxihp
- iNPIPE Products
- ISOG
- Italmagneti
- Itron
- ITW Dynatec
- Jaure
- JDSU
- Jenoptik
- John Crane
- Jonell
- JOST
- JOVYATLAS
- K-TEK
- Kadia
- Kavlico
- Kellenberger
- Kendrion
- Kendrion Linnig
- Keyence
- Keystone
- Kitagawa
- Knipex
- Knoll
- Kordt
- Krombach Armaturen
- KSB
- Kumera
- Labor Security System
- LAM Technologies
- Lapmaster Wolters
- Lincoln
- LOESER
- Lufkin Industries
- Luvata
- Mahle
- Marposs
- Masa Henke
- Masoneilan
- Mec Fluid 2
- MEDIT Inc.
- Meggitt
- Mercotac
- Metrol
- MI Swaco
- Minco
- MMC International Corporation
- MOOG
- Moore Industries
- Morgan Advanced Materials
- Motoman Robotics
- Moyno
- Mud King
- MULTISERW-Morek
- Munters
- Murr elektronik
- Murrplastik
- Nagel Maschinen
- National Oilwell Varco
- Netzsch
- Nexoil srl
- Nic
- NOV Mono
- NTN-SNR
- Ntron
- Nuovo Pignone
- O’Drill/MCM
- Oerlikon
- Oilgear
- Omal Automation
- Omni Flow Computers
- OMT
- Opcon
- Orange Research
- Orwat filtertechnik
- OTECO
- Pacific valves
- Pageris AG
- Paktech
- PALL
- Panametrics
- Parat
- Parker Hannifin Corporation
- PENTAIR
- Peter Wolters
- Petrogas
- ProMinent
- Quick Soldering
- Reitz
- Rema Tip Top
- Renk
- Renold
- Repar2
- Resatron
- Resistoflex
- Restech Norway
- Reuter-Stokes
- Revo
- Rexnord
- Rheonik
- Rineer Hydraulics
- RIO
- Riverhawk
- RMG Honeywell
- Ro-Flo Compressors
- Robbi
- ROS
- Rota Engineering
- Rotar
- Rotoflow
- Rotork
- Ruhrpumpen
- S. Himmelstein
- Sanco
- Sapag Industrial valves
- Saunders
- Scam Filltres
- Scantech
- Schroedahl
- Score Energy
- Sermas Industrie
- Servi Group
- Settima
- Siekmann Econosto
- Siemens
- Siemens energy
- Simaco
- Solar turbines
- Solberg
- SOR
- Spectrex
- SPIETH
- SPX
- Stamford | AvK
- Star Micronics
- Stewart & Stevenson
- Stockham
- Sumitomo
- Supertec Machinery
- Tamagawa Seiki
- Tartarini
- TEAT
- TEKA
- Thermodyn
- Thimonnier
- Top-co
- Truflo
- Turbotecnica
- Tuthill
- TYCO Thermal Controls
- Vanessa
- VAR-SPE
- VDO
- Velan
- Versa
- Vibra Schultheis
- Vipom
- Vokes Air
- Voumard
- W. T.A.
- Warren
- Waukesha
- Weatherford
- Weiss GmbH
- Wenglor
- WestCo
- Woodward
- Xomox
- Yarway
- Zenith
- ZERO-MAX
- Zimmermann & Jansen (Z&J)
 r.o.
r.o. Himmelstein
Himmelstein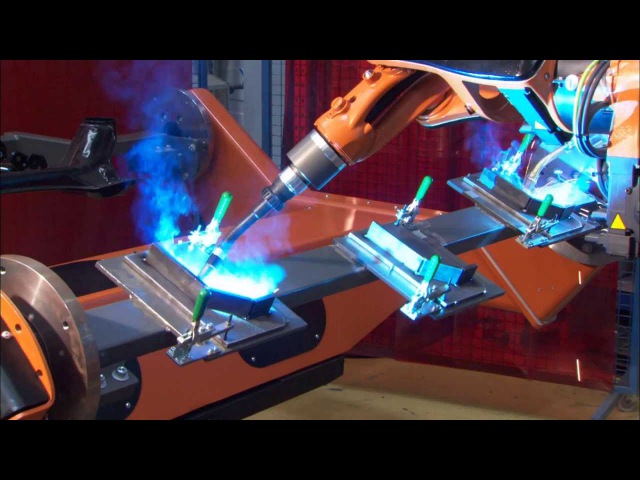 T.A.
T.A.Сварочный робот — роботизированная сварка от Rus-Robot
Автоматическая сварка чаще всего организуется с применением промышленных роботов, интегрированных в соответствующую технологическую систему.
Промышленные роботы – машины предназначенные для выполнения программно заданных траекторий. Сварочный робот полноценно оснащается для реализации всех основных технологий: электрическая дуговая, точечная контактная, плазменная резка и пр . В стандартном подходе промышленный робот удерживает инструмент, который пропускает ток через две соединяемые металлические детали, робот выполняет траекторию в которой кроме линейных перемещений программно заложены значения колебательных движений, необходимых для формирования шва.
Во время роботизированной сварки робот перемещает сварочный пистолет по заданной траектории, контролируя технологические параметры и реагируя на их изменения, двигаясь с очень высокой точностью, стабильной (оптимальной) скоростью.
Дополнительными элементами робототехнических сварочных комплексов являются позиционеры, задающие вращательное движение для заготовки, линейные направляющие, позволяющие совершать роботизированную сварку с помощью продольных перемещений, увеличивающих рабочую зону робота и позволяющие организовать несколько сварочных постов используя одного робота либо производить сварку крупногабаритных деталей и конструкций.
Так же в состав робототехнических систем могут входить несколько роботов, работающих синхронно. При этом они могут служить позиционерами т.е. производить манипуляции с заготовками или основным технологическим оборудованием т.е. выполнять сварку.
При этом они могут служить позиционерами т.е. производить манипуляции с заготовками или основным технологическим оборудованием т.е. выполнять сварку.
Наибольшее распространение современные промышленные сварочные роботы получили в автомобилестроении. Это не удивительно, ведь изготовление кузовов требует высокого качества и производительности. Но применение сварки роботом целесообразно не только на автоконцернах. Везде, где предприятию необходимо повысить производительность и качество, при этом оптимизировать свою зависимость от квалифицированных рабочих требуется или в ближайшей перспективе потребуется внедрение сварочных РТК. Тем более, что современные роботы стали доступны для российских покупателей по стоимости и упрощенному интерфейсу.
Роботы kuka в Минске
Сварка является одной из самых востребованных технологий при изготовлении изделий из металлов, в производстве металлоконструкций, машиностроении и других видах промышленности, а также при выполнении ремонтных работ. Существуют несколько классов сварки, включающих множество технологий, но самыми распространенными на данный момент являются дуговая и точечная, относящиеся к термическому классу.
Создание высококачественного сварного соединения с ровным швом является сложной задачей, которая требует от сварщика профессионализма и досконального знания технологического процесса. Естественно, что на рынке труда сложился дефицит подобных специалистов. Также следует отметить, что затраты на оплату труда квалифицированного сварщика непременно будут высокими, и при массовом производстве в несколько смен будут являться одной из основных составляющих себестоимости изделий.
Дефицит высококвалифицированных сварщиков и высокая стоимость их труда все чаще заставляет производителей обращать внимание на возможность применения на сварочных роботов.
Применение сварочных роботов-манипуляторов позволяет получить стабильное высокое качество сварных соединений, увеличить производительность труда, вывести человека непосредственно из зоны сварки, а, следовательно, существенно уменьшить (или полностью исключить) воздействие теплового и светового излучения, влияние сварочных газов и других вредных факторов на его здоровье. Кроме этого, целый ряд современных технологий, разработанных для сварки изделий из трудносвариваемых материалов, и широкие возможности современных цифровых сварочных источников тока могут быть с гарантированным успехом реализованы только в автоматических сварочных режимах, исключающих влияние «человеческого фактора».
Кроме этого, целый ряд современных технологий, разработанных для сварки изделий из трудносвариваемых материалов, и широкие возможности современных цифровых сварочных источников тока могут быть с гарантированным успехом реализованы только в автоматических сварочных режимах, исключающих влияние «человеческого фактора».
Типовой роботизированный сварочный комплекс помимо промышленного робота включает в себя также сварочный источник с цифровым управлением, специальную сварочную горелку или клещи, устройство для подачи проволоки (для дуговой сварки), различные датчики и сенсоры, систему позиционирования и оснастку для сборки свариваемого изделия.
Благодаря антропоморфной конструкции сварочный робот может выполнять сварку любой сложности, обеспечивая качество недостижимое даже для сварщика высочайшей квалификации. Специальные программные модули позволяют быстро создавать управляющие программы, точно соответствующие требуемым технологическим режимам. В процессе сварки контроллер робота взаимодействует со сварочным источником и на основе данных обратной связи, а также данных от различных датчиков, корректирует свои действия.
Ручное составление управляющей программы сварочного робота в режиме обучения может отнимать много времени. Для подобных целей можно использовать специальные программные продукты для offline-программирования роботов. Эти программные комплексы позволяют использовать CAD-модель изделия для задания траектории движения робота и программирования операций. Подготовленная на компьютере программа может быть загружена в память контроллера по сети и немедленно исполнена.
В составе роботизированных сварочных комплексов помимо роботов применяются различные типы дополнительного оборудования:
- Специальное сварочное оборудование (источники тока, горелки, клещи, устройства подачи проволоки и пр.)
- Системы позиционирования
- Системы сборки
- Сенсорные системы
- Системы технического зрения (для задач с неточным позиционированием изделий)
История компании KUKA.
 Промышленные роботы KUKA. Роботы-манипуляторы KUKA.
Промышленные роботы KUKA. Роботы-манипуляторы KUKA.На сегодняшний день промышленные роботы KUKA входят в тройку наиболее распространенных роботов, внедряемых на производстве, наряду с роботами FANUC и ABB. Производителем промышленных роботов KUKA является немецкая компания KUKA Roboter со штаб-квартирой в городе Аугсбург. Компания KUKA Roboter сегодня имеет разветвленную сеть дочерних компаний по всему миру, включая Соединенные Штаты Америки, Мексику, Японию, Бразилию, Китай, Тайвань, Корею, страны Европейского союза. Современный производитель роботов-манипуляторов KUKA с момента своего основания прошел длинный и интересный путь развития.
История компании KUKA
История компании KUKA началась в далеком 1898 годом, когда в г. Аугсбурге Йоханом Йозефом Келлером и Якобом Кнаппихом было организовано совместное предприятие – завод по производству ацетиленовых установок. Первыми товарами новой компании стали бытовые светильники и светильники для уличного освещения. Само название KUKA возникло в результате сокращения названия компании «Keller und Knappich Augsburg». Через некоторое время после своего основания компания KUKA расширила линейку предлагаемых товаров, выйдя на рынок сварочных инструментов и оборудования. В 1956 году компания KUKA выпускает на рынок первые автоматические сварочные установки для производства холодильников и стиральных машин, а также внедряет первую линию многоточечной сварки для компании Volkswagen AG. В середине 20 в. компания KUKA постоянно разрабатывала новые продукты для рынка сварочных технологий. В 1966 году компанией была представлена фрикционная сварка, через некоторое время технология кратковременной сварки и позиционированная фрикционная сварка.
В 1973 году компания KUKA представила своего промышленного робота KUKA – модель FAMULUS. Это был первый в мире промышленный робот-манипулятор с шестью электромеханическими осями. С модели FAMULUS начинается история компании как производителя высококачественных промышленных роботов KUKA. Примерно в это самое компания KUKA становится частью группы Квандт, но уже в 1980 году компания выходит из-под управления семьи Квандт и становится государственной. В 1995 году компания разделилась на две: KUKA и KUKA Welding. В августе 2016 года компания KUKA была приобретена китайским производителем бытовой техники Midea за 4 млрд. долларов.
С модели FAMULUS начинается история компании как производителя высококачественных промышленных роботов KUKA. Примерно в это самое компания KUKA становится частью группы Квандт, но уже в 1980 году компания выходит из-под управления семьи Квандт и становится государственной. В 1995 году компания разделилась на две: KUKA и KUKA Welding. В августе 2016 года компания KUKA была приобретена китайским производителем бытовой техники Midea за 4 млрд. долларов.
Модельный ряд промышленных роботов KUKA
Модельный ряд промышленных роботов KUKA включает модели, ставшие, по факту, стандартными в отрасли. Это шестиосевые шарнирные роботы с различной грузоподъемностью. Роботы легкой конструкции для непосредственной работы рядом с человеком. У других производителей, например, компании FANUC аналогичные по функционалу роботы называются коллаборативными роботами. Также это традиционные для отрасли роботы-паллетоукладчики, сварочные роботы, консольные роботы. У всех ведущих производителей в мире также есть роботы с подобным функционалом. Отдельно стоит отметить наличие у компании промышленных роботов KUKA, устойчивых к воздействию высоких температур и загрязнений, а также межпрессовые системы для загрузки и выгрузки крупных деталей в прессовых линиях.
Говоря о компании KUKA, безусловно, производителе надежных высокопроизводительных роботов, нельзя не отметить компанию FANUC, занимающую первое место в мире на рынке промышленной робототехники. Компания FANUC на сегодняшний день производит самый большой модельный ряд промышленных роботов, которые могут выполнить практически любые задачи, стоящие перед роботами на современном предприятии. В случае если вам необходимо купить промышленного робота KUKA или другой известной марки, вы можете обратиться в нашу компанию, и мы предложим вам эффективное решение из модельного ряда роботов FANUC и выполним его внедрение «под ключ».
Кто делает промышленных роботов — мировые и отечественные производители
Промышленные роботы, автоматизация и роботизация производства, Промышленность 4. 0 — все эти словосочетания в различных вариациях мы слышим и читаем практически каждый день. Но кто сегодня в мире занимается разработкой и производством таких нужных в промышленности машин? Мы собрали для вас обзорный материал об этих компаниях.
0 — все эти словосочетания в различных вариациях мы слышим и читаем практически каждый день. Но кто сегодня в мире занимается разработкой и производством таких нужных в промышленности машин? Мы собрали для вас обзорный материал об этих компаниях.
Конечно, компаний гораздо больше — мы выделили лишь самые значимые из них, а также те, которые занимаются разработкой промышленных роботов в России и странах СНГ. Если вы считаете, что мы о ком-то несправедливо забыли — пишите в комментариях.
FANUC (Япония)
Компания FANUC была основана в 1956 г. доктором технических наук Сэиуэмоном Инабой, который с первого дня ее работы внедрял концепцию числового программного управления (ЧПУ). Начав в конце 1950-х с автоматизации отдельных единиц оборудования, несколько десятилетий спустя компания FANUC уже занималась автоматизацией целых производственных линий. А основой для такого инновационного роста послужило изобретение доктора Инабы: он создал первый электрический шаговый двигатель, применил для него числовое программное управление и установил этот двигатель в станок.
Постоянно расширяя границы автоматизации, повышая качество продукции и производительность, а также сокращая расходы, доктор Инаба и его команда спроектировали роботов для загрузки станков.
Когда в 1970–80-х годах на производстве появились такие первоклассные продукты, как ROBOCUT, ROBODRILL и ROBOSHOT, компания FANUC предложила оптимизированные решения для разнообразных сфер применения, удовлетворяющие требованиям разных заказчиков. В Японии FANUC стала первой компанией, которая построила и эксплуатирует автоматическое предприятие со станками с ЧПУ и роботами.
Компания FANUC, основанная 60 назад, является ведущим мировым производителем оборудования для автоматизации производства и обладает опытом установки в разных странах более 3,6 миллионов контроллеров ЧПУ и 400 000 роботов.
Линейка промышленных роботов FANUC очень широка. Компания предлагает целые серии роботов с различными характеристиками, способными выполнять самые разнообразные производственные задачи: дельта роботы, роботы для покраски, сварки, паллетирования, для монтажа сверху, шарнирные роботы, среди которых рекордсмен на сегодняшний день по грузоподъемности — 2300 кг! А также недавно представленные коллаборативные роботы, способные работать бок о бок с человеком.
KUKA (Германия)
История компании KUKA начинается в 1898 г. с Йохана Йозефа Келлера и Якоба Кнаппиха в Аугсбурге, где они основали завод по производству ацетиленовых установок с целью изготовления недорогих бытовых светильников и светильников для уличного освещения.
В 1956 г. KUKA производит первые автоматические сварочные установки для производства холодильников и стиральных машин и поставляет первую линию многоточечной сварки для компании Volkswagen AG. Для Daimler-Benz в 1971 г. компания KUKA создает первую в Европе автоматическую поточную линию с роботами. Эта линия позволяет значительно ускорить и удешевить производство. В 1973 г. с разработки FAMULUS – первого в мире промышленного робота с шестью электромеханическими осями – начинается история KUKA как пионера робототехники.
В 1996 г. компания KUKA стала первым производителем роботов, применившим открытую систему управления на базе ПК. В 2007 г. на рынке появился KR titan: это самый крупный и самый мощный промышленный шести осевой робот на тот момент, грузоподъемностью в 1000 кг и радиусом действия 3200 мм. Он был занесен в книгу рекордов Гиннесса. (Сейчас максимальная нагрузка робота-тяжеловеса KUKA составляет 1300 кг.)
В 2013 г. KUKA положила начало новому поколению роботов. Предлагая LBR iiwa, компания KUKA представляет первого в мире робота легкой конструкции, так называемого чувствительного робота со встроенными в каждую ось датчиками, который может применяться на базе кооперации человек — машина (коллаборативные роботы).
Линейка роботов KUKA также очень широка: их используют во всем мире на самых разных производствах для выполнения операций по сварке, погрузке, паллетированию, упаковке, обработке, сборке и других.
АВВ (Швеция-Швейцария)
ABB (Asea Brown Boveri Ltd.) — шведско-швейцарская компания, специализирующаяся в области электротехники, энергетического машиностроения и информационных технологий. Компания основана в 1988 году слиянием шведской компании ASEA и швейцарской Brown, Boveri & Cie. Офисы концерна представлены в более 100 странах мира, общая численность сотрудников превышает 135 000 человек. Компания АВВ – мировой технологический лидер в областях электрооборудования, робототехники и механизмов движения, промышленной автоматизации и электрических сетей. На данный момент компанией установлено свыше 70 миллионов подключенных устройств и более 70 тысяч систем управления во всех сегментах рынка. Компания специализируется в области промышленных роботов и манипуляторов, модульных производственных систем.
Компания основана в 1988 году слиянием шведской компании ASEA и швейцарской Brown, Boveri & Cie. Офисы концерна представлены в более 100 странах мира, общая численность сотрудников превышает 135 000 человек. Компания АВВ – мировой технологический лидер в областях электрооборудования, робототехники и механизмов движения, промышленной автоматизации и электрических сетей. На данный момент компанией установлено свыше 70 миллионов подключенных устройств и более 70 тысяч систем управления во всех сегментах рынка. Компания специализируется в области промышленных роботов и манипуляторов, модульных производственных систем.
В апреле 2015 года компания ABB объявила о приобретении немецкой робототехнической компании Gomtec, чтобы расширить ассортимент своей продукции за счет так называемых коллективных или совместных роботов.
Kawasaki Heavy Industries (Япония)
Японская корпорация со штаб-квартирами в городах Кобе и Токио (Минато), созданная Кавасаки Сёдзо в 1896 году; один из крупнейших в мире промышленных концернов. Изначально компания занималась судостроением, но в настоящий момент основные производимые товары — это промышленные роботы, гидроциклы, тракторы, поезда, двигатели, оружие, лёгкие самолёты и вертолёты, а также детали для самолётов Boeing, Embraer и Bombardier Aerospace. Среди выпускаемых Kawasaki товаров также находятся мотоциклы и мотовездеходы (подразделение Consumer Products and Machinery). Но нас интересуют именно промышленные роботы, которыми компания занимается с 1969 года.
Роботы Kawasaki могут использоваться в самых разных сферах: сборка из небольших деталей массой всего несколько грамм, перемещение массивных заготовок массой до 1,5 тонн, различные способы сварки, окраска, паллетирование. Кроме того, в линейке роботов Kawasaki есть медицинские роботы и роботы для работы в чистых помещениях, а также коллаборативный двурукий робот.
YASKAWA (MOTOMAN) (Япония)
Группа Yaskawa Electric была основана в 1915 году и состоит из 78 подконтрольных компаний и 21 партнерской с Yaskawa Electric в качестве головной компании. Группа имеет порядка 8000 сотрудников по всему миру и штаб-квартиру в г. Китакюсю, Япония. В дополнение к робототехнике, YASKAWA также работает в сфере разработки систем, управления движением и информационных технологий и является одним из ведущих мировых производителей серводвигателей, усилителей, инвертеров и контроллеров для автоматизации и индустрии приводов, предлагая как стандартные продукты, так и индивидуальные решения. YASKAWA самостоятельно производит все основные компоненты и технологии для своих роботов и использует новейшие технологии на единственном в своем роде заводе в Японии, где роботы производят роботов.
Группа имеет порядка 8000 сотрудников по всему миру и штаб-квартиру в г. Китакюсю, Япония. В дополнение к робототехнике, YASKAWA также работает в сфере разработки систем, управления движением и информационных технологий и является одним из ведущих мировых производителей серводвигателей, усилителей, инвертеров и контроллеров для автоматизации и индустрии приводов, предлагая как стандартные продукты, так и индивидуальные решения. YASKAWA самостоятельно производит все основные компоненты и технологии для своих роботов и использует новейшие технологии на единственном в своем роде заводе в Японии, где роботы производят роботов.
Каждый год Yaskawa Electric Corporation производит 1,6 миллинов инверторов, 800 тысяч сервоприводов и 22 тысячи промышленных роботов MOTOMAN, которые находят свое место на самых разнообразных производствах по всему миру. На сегодняшний день в мире установлено более 270 000 единиц робототехники MOTOMAN, среди которых роботы для покраски, сварки, паллетирования, погрузки, работы в чистых помещениях и т.д.
NACHI-Fujikosh (Япония)
Роботы NACHI производятся в Японии компанией-учредителем NACHI-Fujikoshi Corp. Основной продукцией корпорации NACHI является электронное оборудование, роботизированные системы, высокоточное машинное оборудование, режущие инструменты, подшипники, гидравлическое оборудование, автомобильные детали, специальные стали и покрытия. В настоящее время в группу NACHI входят 47 компаний, 26 из них расположены в Японии, 21 – за ее пределами. Оборот компании в прошлом году превысил 1 млрд. 100 миллионов долларов США.
Компания Nachi Fujikoshi является ведущим производителем промышленных роботов, которые используются многими известными производителями по всему миру. Линейка роботов делится на две: стандартные, куда входят роботы легкого, среднего и тяжелого классов, а также для работы с прессом, и специальные роботы для работы в чистых помещениях.
OTC-DAIHEN (Япония)
Корпорация OTC-DAIHEN г. Осака (Япония), основанная в 1918 году, занимает лидирующее место в мире по производству высокотехнологичного сварочного оборудования и средств роботизации. Не зря 80% производств в Японии, доверяясь опыту и профессионализму OTC-DAIHEN в области сварочного производства, отдали своё предпочтение сотрудничеству с этой компанией, которая является лидером в своей области. Среди них такие гиганты японской промышленности, как Toyota, Mitsubishi, Honda, Mazda, Nissan и другие.
Осака (Япония), основанная в 1918 году, занимает лидирующее место в мире по производству высокотехнологичного сварочного оборудования и средств роботизации. Не зря 80% производств в Японии, доверяясь опыту и профессионализму OTC-DAIHEN в области сварочного производства, отдали своё предпочтение сотрудничеству с этой компанией, которая является лидером в своей области. Среди них такие гиганты японской промышленности, как Toyota, Mitsubishi, Honda, Mazda, Nissan и другие.
Первое поколение роботов для дуговой сварки OTC Daihen было разработано в конце 1970-х годов. С этого времени в компании активно совершенствуют и развивают направление роботизированной сварки и разрабатывают специализированную линию роботов. Сварочные роботы OTC Daihen используются для дуговой и контактной сварки и плазменной резки.
DENSO Corporation (Япония)
Компания DENSO Corporation основана в 1949 году. Когда в 1960-е годы появились первые промышленные роботы, компания DENSO начала разработку и применение новых технологий в своих собственных производственных процессах, что позволяло ей постоянно улучшать и модернизировать аппаратное и программное обеспечение. Первый промышленный алюминиевый робот компании был разработан в 1970 году.
Сегодня DENSO Robotics является мировым лидером в секторе производства малых промышленных роботов и продолжает задавать тон в области надежности, гибкости и функциональности. Компания установила более 60 тысяч роботов по всему миру, из которых 16 тысяч она использует на своих собственных производствах.
Seiko Epson Corporation (Япония)
Seiko Epson Corporation более известная как Epson — структурное подразделение японского многоотраслевого концерна Seiko Group. Один из крупнейших производителей струйных, матричных и лазерных принтеров, сканеров, настольных компьютеров, проекторов, а также роботов для монтажа мелких деталей.
Роботы Epson впервые появились на мировом рынке в далеком 1984 году. Изначально созданные для удовлетворения потребностей внутренней автоматизации, роботы компании Epson быстро стали популярным на многих известных производственных площадках по всему миру. За последние 30 лет Epson Robots стала лидером отрасли роботизации для сборки мелких деталей и привнесла множество новинок, включая управление на базе ПК, компактные scara роботы и многое другое. На сегодняшний день более 55 000 роботов Epson установлено на заводах по всему миру. Многие из ведущих компаний-производителей полагаются на этих роботов каждый день, чтобы снизить издержки производства, улучшить качество продукции, увеличить производительность.
Изначально созданные для удовлетворения потребностей внутренней автоматизации, роботы компании Epson быстро стали популярным на многих известных производственных площадках по всему миру. За последние 30 лет Epson Robots стала лидером отрасли роботизации для сборки мелких деталей и привнесла множество новинок, включая управление на базе ПК, компактные scara роботы и многое другое. На сегодняшний день более 55 000 роботов Epson установлено на заводах по всему миру. Многие из ведущих компаний-производителей полагаются на этих роботов каждый день, чтобы снизить издержки производства, улучшить качество продукции, увеличить производительность.
Comau (Италия)
Компания Comau — итальянская многонациональная компания, базирующаяся в Турине и являющаяся частью FCA Group. Comau — это интегрированная компания, специализирующаяся в области промышленной автоматизации с международной сетью из 35 действующих центров, 15 производственных предприятий и 5 инновационных центров по всему миру. Компания предлагает полные комплексные решения, услуги, продукты и технологии с компетенциями, начиная от резки металла до полностью роботизированных производственных систем для удовлетворения конкретных производственных потребностей в различных отраслях промышленности, от автомобильной, железнодорожной и тяжелой промышленности до возобновляемой энергетики и других отраслей.
Comau выпускает различные модели промышленных роботов грузоподъемностью до 800 кг.
Применяемость роботов Comau стандартна для любых роботов с антропоморфной кинематикой: сварочные технологии, паллетирование, механическая обработка, нанесение составов: окраска, грунтовка, клеи, геметики.
Panasonic (Япония)
Panasonic – это не только известная во всем мире японская машиностроительная корпорация с почти столетней историей (компания была основана в 1928 году), которая производит бытовую технику и электронные товары, но и один из лидеров рынка промышленной робототехники и сварочного оборудования.
Panasonic Robots — подразделение глобальной корпорации Panasonic, которое специализируется на разработке, производстве и продаже промышленных роботов различного назначения. В частности, робот для сварки от Panasonic – это технологии «все в одном», без дополнительного интерфейса между роботом и сварочным источником. Сегодня продажи сварочных роботов Panasonic достигли отметки 40 000 единиц. Компания также выпускает универсальные манипуляторы для многих видов производственных задач.
Роботы Panasonic отличаются высокой надежностью, долгим сроком службы и относительно низкой стоимостью. В настоящее время они успешно применяются в автомобильной, нефтехимической промышленности, машиностроении, а также логистике (обработке грузов).
Adept (США)
Adept Technology, Inc. — многонациональная корпорация со штаб-квартирой в Калифорнии. Компания специализируется на промышленной автоматизации и робототехнике, включая программное обеспечение. Компания Adept была основана в 1983 году. Все началось, когда основатели компании Брюс Шимано и Брайан Карлайл, оба аспиранты Стэнфордского университета, начали работать с Виктором Шейнманом в стенфордской лаборатории искусственного интеллекта.
Сегодня компания активно работает в различных отраслях промышленности, требующих высокой скорости, точности обработки, включая обработку пищевых продуктов, потребительских товаров и электроники, упаковочной, автомобильной, медицинской и лабораторной автоматизации, а также развивающиеся рынки, такие как производство солнечных панелей.
Universal Robots (Дания)
Universal Robots — это датский производитель небольших гибких производственных совместных роботов, т. н. коллаборативных. Компания была основана в 2005 году тремя датскими инженерами. В ходе совместных исследований они пришли к выводу, что на тот момент на рынке робототехники преобладали тяжелые, дорогие и громоздкие роботы. Как следствие, они разработали идею сделать робототехнику доступной для малых и средних предприятий. В 2008 году первый UR5 cobots был представлен на датском и немецком рынке. В 2012 году был запущен второй робот — UR10. На выставке automatica 2014 в Мюнхене компания запустила полностью пересмотренную версию своего коллаборативного робота. Год спустя, весной 2015 года, был представлен новый робот UR3.
В 2008 году первый UR5 cobots был представлен на датском и немецком рынке. В 2012 году был запущен второй робот — UR10. На выставке automatica 2014 в Мюнхене компания запустила полностью пересмотренную версию своего коллаборативного робота. Год спустя, весной 2015 года, был представлен новый робот UR3.
Rozum Robotics (Беларусь)
Rozum Robotics — компания-производитель инновационных продуктов в сфере робототехники. В портфеле компании сегодня ультра-лёгкий коллаборативный робот-манипулятор PULSE. Это лёгкий, компактный, простой в использовании робот, предназначенный для работы на производстве, в сфере обслуживания (а в перспективе и в доме).
Благодаря продуманным характеристикам безопасности робот компании Rozum Robotics не может нанести вред в случае столкновения с человеком. Это позволяет устанавливать роботов рядом с человеком для помощи в рутинных, неинтересных или опасных задачах.
Коллаборативный робот-манипулятор Rozum Robotics может быть использован для автоматизации множества задач и позволяет модернизировать и оптимизировать процессы на всех участках производства.
Торговый дом «АРКОДИМ» (Россия)
Компания «АРКОДИМ-Про» была основана в 2013 году в Казани и изначально производила станки с ЧПУ. Идея освоить производство роботов пришла весной 2014 года. Анализируя рынок станкостроения в России, руководители компании пришли к выводу, что роботов у нас никто не производит, а вот производителей станков с ЧПУ предостаточно. В результате всерьёз задумались разработать собственного промышленного робота.
На сегодняшний день компания выпускает декартовых линейных роботов-манипуляторов ARKODIM. Роботы данной архитектуры нашли широкое применение в производствах, занимающихся литьём пластика под давлением. Также роботы ARKODIM широко применяются вкупе с различными конвейерами, где они захватывают подаваемые конвейером детали и укладывают их в упаковку. Если робота оснастить разрабатываемой этой же компанией системой машинного зрения, то он сможет выполнять ещё ряд дополнительных функций. Ещё одной из сфер применения роботов ARKODIM является сварка.
Ещё одной из сфер применения роботов ARKODIM является сварка.
BIT Robotics (Россия)
Компания BIT Robotics создает новое оборудование для новых технологических процессов. BIT Robotics является создателем первого российского промышленного дельта робота. Созданный компанией дельта робот по характеристикам не уступает самым современным и скоростным иностранным аналогам. В его конструкции применены самые передовые материалы, в том числе композитные.
Возможности предприятия и компетенции позволяют создавать любые роботизированные системы, широко применять серво системы и техническое зрение. Инженеры предприятия имеют богатый опыт работы. Большинство из них из космической и авиационной отрасли. Компания располагает самым современным производством, оснащенным станками с ЧПУ, литейным производством, гальваническим цехом, производством полимерных материалов и пр.
Источник: www.robogeek.ru
Внедрение роботизированной сварки: что нужно знать, чтобы добиться успеха
Потенциальные преимущества роботизированной сварки хорошо известны — это повышенная производительность, улучшенное качество и большая экономия средств по сравнению с полуавтоматической сваркой. Но возникает вопрос: как компании лучше всего внедряют эту технологию, чтобы получить эти преимущества? И как они могут обеспечить быструю окупаемость инвестиций (ROI)? Проще говоря, планирование.
Более тщательная предварительная подготовка помогает минимизировать затраты и время на исправление ошибок в роботизированной сварочной системе после ее запуска в производство.От источника сварочного тока до робота или от процесса сварки до пистолета и расходных материалов каждый компонент должен быть тщательно исследован, чтобы убедиться, что его можно использовать в сварочной камере — не только на бумаге, но и в реальности.
Воспользуйтесь преимуществами интеграторов под ключ, которые проводят собственные исследования процессов и возможностей. Они могут предоставить полезную двойную проверку плана и часто проводить исследования досягаемости, моделирующие сварочный инструмент и заготовку. Они демонстрируют, как робот будет сваривать готовую систему, чтобы проверить радиус действия пистолета и общую эффективность процесса.
Они могут предоставить полезную двойную проверку плана и часто проводить исследования досягаемости, моделирующие сварочный инструмент и заготовку. Они демонстрируют, как робот будет сваривать готовую систему, чтобы проверить радиус действия пистолета и общую эффективность процесса.
Также помните, что успех роботизированной сварки зависит как от правильных действий, так и от избежания ловушек, которые могут снизить эффективность операции.
Бюджетирование и рентабельность инвестицийС планированием приходит бюджетирование. Роботизированная сварочная ячейка может быть установлена вовремя, обеспечивать хорошее качество сварки и выдерживать цикл, но если внедрение и использование системы выходит за рамки бюджета, получение хорошей рентабельности инвестиций будет сложной задачей.
Рассмотрите связанные цели, чтобы помочь установить достижимую рентабельность инвестиций. Например, компании, стремящейся производить 1000 деталей в день, необходимо определить, сколько она может сделать из этих деталей. Из этого следует вычесть затраты на коммунальные услуги и рабочую силу, а также затраты на производство продукта и стоимость сырья, чтобы определить бюджет затрат на оборудование, который сделает компанию прибыльной. Если это оборудование будет использоваться только в течение 5 лет, компании может потребоваться более быстрый возврат инвестиций, чем если бы она планировала использовать роботизированную сварочную систему в течение 10 или более лет.
Компании могут максимально эффективно использовать свой бюджет, рассматривая оборудование, которое можно использовать повторно. Это может сократить вложения в долгосрочной перспективе. Роботы могут иметь продолжительный срок службы, если их поддерживать в хорошем состоянии, что позволяет менять их назначение от проекта к проекту. То же самое и с источниками сварочного тока и станциями очистки сопел.
То же самое и с источниками сварочного тока и станциями очистки сопел.
В конечном итоге окупаемость инвестиций зависит от компании и методов, которым она следует для получения прибыли. Некоторые могут позволить окупить оборудование за 18 месяцев или более, если компания планирует повторно использовать или перенацелить сварочных роботов на нескольких платформах в течение следующих 10 лет.Другие могут придерживаться цели годового окупаемости инвестиций, что является обычным явлением.
Эффективное обучение
Правильное обучение важно для поддержания успешной и прибыльной работы роботизированной сварочной системы в долгосрочной перспективе. Интеграторы роботов и другие производители оборудования часто предлагают обучение как часть процесса внедрения. Это обучение дает операторам сварки общие знания о роботизированной сварке, а также предоставляет информацию, необходимую им для эффективного управления роботом в конкретной области применения.Хорошо обученный оператор также сможет определить способы повышения эффективности роботизированной сварочной ячейки. Они делают это, быстро устраняя неисправности и решая проблемы, поддерживая робота в сети и поддерживая более высокую производительность и экономию средств.
Правильное обучение важно для поддержания успешной и прибыльной работы роботизированной сварочной системы в долгосрочной перспективе. Интеграторы роботов и другие производители оборудования часто предлагают обучение как часть процесса внедрения. Аналогичным образом, обучите сварщиков внедрять PM для горелки для роботизированной газовой сварки металлическим электродом (GMAW), чтобы продлить срок службы, сократить время простоя и увеличить время горения дуги. Регулярно проверяйте надежность соединений пистолета, расходных деталей и штифта питания. Обратите внимание на любые признаки износа силового кабеля и при необходимости замените его. Ключевым моментом является подготовка по профилактическому обслуживанию (PM) роботизированной сварочной системы и сварочной камеры. Например, скопление брызг на сварочном пистолете-роботе может вызвать проблемы с заземлением, а скопление на инструментах может привести к пространственному перемещению стали от цикла к циклу.Последний может блокировать размещение базы, вызывая проблемы с досягаемостью оружия.
Например, скопление брызг на сварочном пистолете-роботе может вызвать проблемы с заземлением, а скопление на инструментах может привести к пространственному перемещению стали от цикла к циклу.Последний может блокировать размещение базы, вызывая проблемы с досягаемостью оружия.
В худшем случае на оборудовании со временем накапливаются брызги, образуя твердые образования, которые трудно удалить, и предотвращая повторное использование оборудования. Чтобы избежать этих проблем, обучите операторов соблюдать график регулярной очистки сварочной камеры и оборудования.
Избегайте типичных ошибок
Есть несколько распространенных ошибок, которые могут отрицательно повлиять на производительность и качество роботизированной сварочной системы.Знание того, как их избежать, может помочь компаниям максимально эффективно использовать оборудование и добиться большего успеха. Рассмотрим следующее:
1. Установка неправильного оборудования в роботизированную сварочную ячейку может привести к затратам больше денег, чем требуется. Обязательно оцените источник питания, роботизированный пистолет GMAW и расходные материалы для данного приложения. Это помогает минимизировать риск преждевременных отказов оборудования, которые могут привести к незапланированным простоям и дорогостоящей замене оборудования. Например, если компания выбирает систему с воздушным охлаждением, но на самом деле для ее применения требуется система с водяным охлаждением, она может понести ненужные затраты на ремонт или модернизацию отказавшей системы роботизированного пистолета GMAW, которая не может справиться с теплом.
2. Недостаточное использование роботизированной сварочной системы может помешать компаниям полностью реализовать свой потенциал производительности. Роботизированные сварочные системы должны быть запрограммированы на максимальное время горения дуги во время цикла сварки. В некоторых случаях может быть меньше роботов, которые сваривают в течение немного более длительных циклов. Это помогает снизить первоначальные затраты на внедрение.
Это помогает снизить первоначальные затраты на внедрение.
Возьмем этот пример. У компании есть четыре робота для сварки ячеек со скоростью 30 дюймов в минуту с временем цикла 60 секунд. Эти роботы неэффективны, поскольку они выполняют сварку только половину рабочего цикла. Это может быть связано с вращением позиционера для доступа к сварному шву, слишком медленным движением роботизированной воздушной резки, плохими углами сварки или другими ограничивающими факторами.В этом сценарии общая длина выполненных сварных швов для всех четырех роботов составляет 60 дюймов (30 дюймов / мин. X 1 мин. / 60 секунд x 30 секунд сварки на робота = 15 дюймов сварного шва на робота).
Альтернативой здесь является сохранение времени цикла на уровне 60 секунд и сокращение до трех роботов за счет улучшения таких параметров, как углы сварных швов, создания более быстрых разрезов воздуха между сварными швами, использования расширения пистолета во время перемещений позиционера и многого другого. Теперь, благодаря улучшениям, роботы могут сваривать со скоростью в среднем 35 дюймов в минуту в течение 35 секунд за каждый цикл.Это обеспечивает в среднем 20 дюймов сварного шва за цикл на одного робота, что позволяет сделать 60 дюймов сварного шва на одного робота меньше.
3. Недоиспользование доступной рабочей силы также может снизить производительность. Хотя компаниям следует позаботиться о том, чтобы не перегружать операторов, важно сбалансировать рабочую силу в процессе роботизированной сварки, чтобы сотрудники были одновременно эффективны и заняты. Если оператор простаивает, ожидая завершения сварочного цикла, может быть место для улучшения процесса, распределяя рабочую силу для других работ рядом со сварочной ячейкой.
4. Плохая конструкция инструмента может снизить качество. Тщательно спланируйте конструкцию оснастки и поймите, как на нее повлияют свариваемые детали. Различные детали и материалы по-разному реагируют на нагрев и могут растягиваться, сгибаться или сгибаться в процессе сварки. Фактор количества тепла, выделяемого данной последовательностью сварных швов. Инструменты должны быть разработаны с учетом этого. Если возможно, спроектируйте инструменты, позволяющие выполнять сварку в плоском или горизонтальном положении с соответствующим доступом к роботизированной горелке GMAW.Это позволяет получать более быстрые и стабильные результаты. Наконец, помните, что менее дорогой инструмент может быть привлекательным с точки зрения первоначальных затрат, но позже может стать ловушкой, если он не соответствует требованиям работы.
5. Незаметные действия за пределами роботизированной сварочной ячейки могут быть вредными. Запланируйте проверку деталей и косметические доработки, а также заключительные этапы укладки продукта на поддоны, если это является частью операции. Некоторые из этих процессов можно автоматизировать или использовать ручной труд.Это ключевые этапы роботизированной сварки, которые могут быстро стать узкими местами, замедляющими весь процесс. Эти узкие места также могут увеличить незапланированные затраты на рабочую силу или оборудование, которые могут стать дорогостоящими.
Заключительные мыслиПомните, что ни один план автоматизации сварки не может быть успешным без хорошего графика его реализации. Тщательность важнее скорости. Установите реалистичные цели для завершения установки роботизированных сварочных ячеек и не торопитесь и не усложняйте процесс.Для тех, кто впервые инвестирует в роботизированную сварку, начало с малого также может помочь добиться большего успеха.
Помните, что после запуска роботизированной сварочной ячейки или ячеек запуск может быть не идеальным. Могут потребоваться корректировки для оптимизации производительности для достижения максимальной производительности и качества.
КВАЛИФИКАЦИЯ ПЕРСОНАЛА ДЛЯ РОБОТИЧЕСКОЙ ДУГОВОЙ СВАРКИ
Инвестиции в персонал и обучение являются предварительным условием для получения максимальной отдачи от решения для автоматизированной сварки, разработанного для значительного повышения производительности по сравнению с процессом ручной сварки.
Благодаря роботам и автоматизации производители из Северной Америки могут быть прибыльными на сегодняшнем мировом рынке. Масштаб успеха или ограничение величины этого успеха часто зависит от правильного выбора оператора / программиста и инвестиций в его обучение. Инвестиции в персонал и обучение являются предпосылкой для получения максимальной отдачи от решения для автоматизированной сварки, которое призвано значительно повысить производительность по сравнению с процессом ручной сварки.
Каким бы важным ни был выбор аппаратного и программного обеспечения системы роботизированной сварки (т.е., робот, сварочное и позиционирующее оборудование и т. д.), выбор правильного оператора / программиста обычно не рассматривается как критический для успеха проекта. Несмотря на то, что программирование робота стало относительно простым благодаря простым интерактивным экранам обучающего пульта, автоматизация не снижает требований к личным навыкам и способностям, опыту, образованию и обучению. Фактически, можно легко обосновать, что оператору / программисту сварочной ячейки требуется больше, инвестиций в обучение, а не меньше.
В контексте Американского сварочного общества D16.4 «Спецификация квалификации персонала для роботизированной дуговой сварки» термин «сертифицированный оператор» используется для обозначения человека, который способен справиться с всеми аспектами дуги. Сварочный робот-ячейка.
Оператор / программист сначала должен обладать фундаментальными знаниями в области сварки и понимать влияние таких переменных, как напряжение, скорость подачи проволоки, скорость движения, угол горелки и электрический вылет.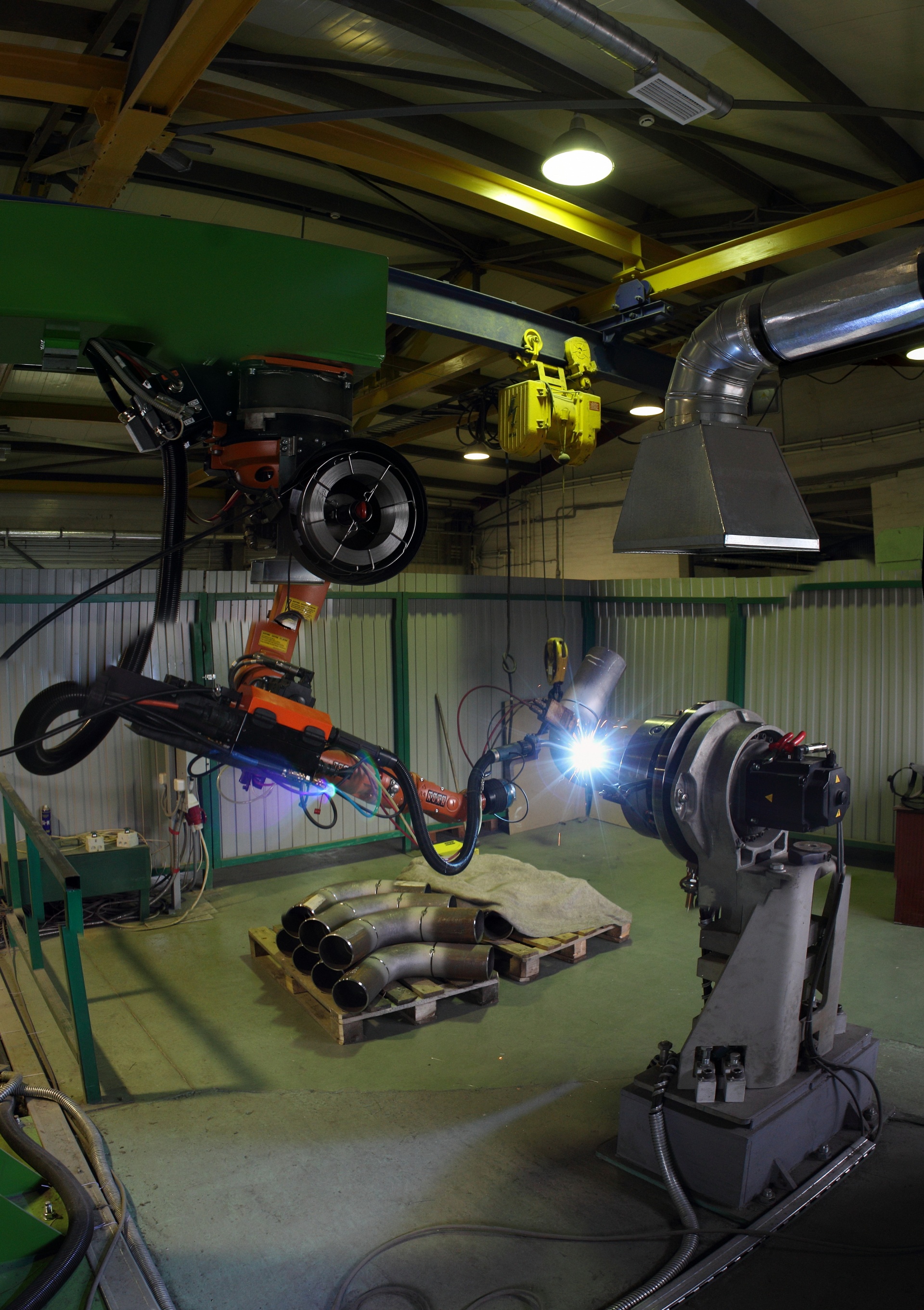
Планирование обучения программированию роботов и постепенный ввод в эксплуатацию имеют важное значение для успеха проекта. Слишком часто компании не хотят отправлять своих сотрудников на базовое обучение, потому что они «слишком заняты». Однако правильное обучение программированию роботов имеет решающее значение для успеха системы. Операторы / программисты, выбранные — не на основании стажа — по их желанию и желанию изучить новый навык , по их интересу к работе с новой технологией, комфортно работать с компьютерами , у которых есть способность мыслить в трехмерном мышлении и у тех, у кого есть опыт в других связанных технологиях, , таких как обработка с ЧПУ или техническое обслуживание оборудования (электрическое / механическое), являются плюсом.
Оператор / программист должен понимать, как работает автоматизированная система. Понимание общих требований безопасности системы, способов включения системы и общего представления о том, как можно запрограммировать роботизированную систему для достижения реалистичных целей, а также опыт, чтобы знать, как решать общие задачи вручную, такие как сложные контуры, сварные швы и зазоры, превышающие половину диаметра сварочной проволоки, применяемой в процессе, являются обязательными характеристиками.
Существующий персонал магазина, демонстрирующий хорошую трудовую этику, , самомотивированный , проявляющий инициативу и гордый своей работой , и которые следят за своей работой в чистоте и порядке, являются отличными кандидатами в качестве операторов роботов / программисты. Требуются тысячи часов ручного опыта, чтобы узнать, что работает, а что нет, как вносить постепенные улучшения, а также понять маленькие уловки и идеи в производственной среде, чтобы преодолеть общие препятствия на пути к достижению мирового класса прироста производительности и качества. .Программирование робота на использование быстрых « воздушных движений » и эффективных точек подхода и выхода является основой эффективной последовательности сварки, и те операторы / программисты, которые известны как « решатели проблем » и « искатели решений », являются ключевыми для предложения идеи по улучшению продукта / процесса .
Персонал, обладающий хорошими способностями решать проблемы и устранять неисправности. и компании, которые уполномочивают свой персонал на полностью владеть системой. являются наиболее эффективными, потому что любая запрограммированная система требует способности исправлять основные ошибки, связанные с перемещением горелки, развитием процесса сварки и т. Д. и управление периферийным оборудованием, таким как расширительная станция или кабельная опора горелки.Регулярное техническое обслуживание и ремонт имеют решающее значение для обеспечения бесперебойной работы системы.
Роботизированная сварочная система требует ежедневного обслуживания оборудования, такого как контактные наконечники, газовые диффузоры, газовые сопла и различные футеровки. Программы годового технического обслуживания, предлагаемые производителем, или, в качестве альтернативы, поощрение оператора / программиста или обслуживающего персонала завода к посещению класса обслуживания, чтобы понять требования к годовому техническому обслуживанию системы, являются обязательными.
Персонал, которого комфортно работают и взаимодействуют с командой для достижения желаемой цели, и сознательно относятся к качеству не менее важны.Операторы, которые имеют подготовку и обладают способностью визуально проверять, которые могут остановить производство и сделать шаг вперед, чтобы поднять вопрос о качестве, а затем внести изменения, чтобы привести сварные швы в соответствие со спецификациями, эти операторы обладают набором навыков, который обеспечивает высокий рабочий коэффициент для клетка.
Само собой разумеется, что спецификации должны быть подготовлены еще до того, как будет рассматриваться проект роботизированной сварки. По мере преобразования стандартов качества способность вести точные и актуальные записи все больше становится ролью оператора / программиста.Эта возможность расширяется и требует от одного и того же персонала выполнения задач по управлению файлами, таких как сохранение, копирование и удаление программных файлов, а также ведение статистики производственного мониторинга, которая может быть полезна для операционной и финансовой группы.
После завершения базового обучения программированию и постепенного запуска процесса, оператор / программист должен вернуться и посетить продвинутые или прикладные классы, чтобы узнать, как максимально эффективно использовать различные варианты, такие как усовершенствованные формы сигналов с высокой скоростью или наплавкой для сварки, базовые инструменты управления системными переменными, такие как логика «если-то», подсчет циклов, служебные программы смены программ и интегрированные инструменты технического зрения, чтобы продолжать повышать производительность и качество продукции приобретенной системы.
Сертифицированный курс роботизированной дуговой сварки — техник или оператор предлагается авторитетными производителями, которые осознают важность обучения и обучения в соответствии со стандартами, признанными в отрасли безопасными, эффективными и производительными.
Автоматическая система отслеживания сварного шва для толстого листа с использованием структурированного света с крестообразными метками
Cook GE (1983) Роботизированная дуговая сварка: исследования в области сенсорного контроля обратной связи. IEEE Trans Ind Electron 30 (3): 252–268
Статья Google Scholar
Болмсйо Г., Олссон М., Седерберг П. (2001) Роботизированная дуговая сварка: тенденции и разработки для повышения автономности. Разработка роботов. Кафедра машиностроения, Лундский университет
Google Scholar
Кидди П., Фанг З. Дж., Тан М. (2015) Простой метод калибровки структурированного света в сварочных роботах. В: Proceedings IEEE International Conference on Robotic and Biomimetics (ROBIO), pp 596–601
Hutchinson S, Hager GD, Corke P (1996) Учебное пособие по визуальному сервоуправлению.IEEE Trans Robot Autom 12 (5): 651–670
Статья Google Scholar
Zhang WZ, Chen Q, Zhang G, Sun ZG, Du D (2007) Отслеживание шва арктурированного робота для лазерной сварки на основе визуального контроля с обратной связью. Robot Weld Intellige & Automation LNCIS 362: 281–287
Статья Google Scholar
Fang ZJ, Xu D, Tan M (2010) Система визуального отслеживания шва для стыкового шва тонкой пластины.Int J Adv Manuf Technol 49 (5): 519–526
Статья Google Scholar
Nele L, Sarno F, Keshari A (2013) Система получения изображений для отслеживания шва в реальном времени. Int J Adv Manuf Technol 69 (9): 2099–2110
Статья Google Scholar
Luo H, Chen XQ (2005) Лазерное визуальное обнаружение для отслеживания шва при роботизированной дуговой сварке титановых сплавов. Int J Adv Manuf Technol 26 (9): 1012–1017
MathSciNet Статья Google Scholar
Shen HY, Wu J, Lin T, Chen SB (2008) Роботизированная система для дуговой сварки с отслеживанием шва и контролем сварочной ванны на основе пассивного зрения. Int J Adv Manuf Technol 39 (7): 669–678
Статья Google Scholar
Sicard P, Levine MD (1989) Совместное распознавание и отслеживание для роботизированной дуговой сварки. IEEE Trans на SMC 19 (4): 714–720
Google Scholar
Li LY, Fu L, Zhou X, Li X (2007) Обработка изображений системы отслеживания шва с использованием лазерного зрения.Robot Weld Intellige & Automation LNCIS 362: 319–324
Статья Google Scholar
Long X, Lili X, Yong Z (2010) Метод отслеживания швов на основе пассивного зрения. Robot Weld Intellige & Automation LNEE 88: 131–138
Google Scholar

Yan ZG, Xu D, Li Y, Tan M (2007) Визуальная система отслеживания шва для дуговой сварки под флюсом. Интеллект и автоматизация LNCIS 362: 349–357
Google Scholar
Шен Х.Й., Лин Т., Чен С.Б. (2007) Исследование слежения за швом в режиме реального времени на основе технического зрения при дуговой сварке роботами. Robot Weld Intellige & Automation LNCIS 362: 311–318
Статья Google Scholar
Xu PQ, Xu GX, Tang XH, Yao S (2008) Система визуального отслеживания шва для роботизированной дуговой сварки. Int J Adv Manuf Technol 37 (1): 70–75
Статья Google Scholar
Xu YL, Fang G, Chen SB, Zou JJ, Ye Z (2014) Обработка изображений в реальном времени для визуального отслеживания сварных швов в роботизированной GMAW. Int J Adv Manuf Technol 73 (9): 1413–1425
Статья Google Scholar
Gu WP, Xiong ZY, Wan W (2013) Автономная система сбора и отслеживания шва для многопроходной сварки на основе видеодатчика. Int J Adv Manuf Technol 69 (1): 451–460
Статья Google Scholar
Чен С.Б. (2007) О ключевой технологии интеллектуального сварочного робота. Интеллект и автоматизация LNCIS 362: 105–115
Google Scholar
Chen XZ, Chen SB, Lin T, Lei YC (2006) Практический метод определения начального положения сварного шва с помощью визуальной технологии. Int J Adv Manuf Technol 30 (7): 663–668
Статья Google Scholar
Chen XZ, Chen SB (2010) Автономное определение и управление положением начала сварки для робота для дуговой сварки.Int J Ind Robot 37 (1): 70–78
Статья Google Scholar

Chen XZ, Huang YM, Chen SB (2012) Анализ модели и экспериментальная методика вычисления точности информации о пространственном положении шва на основе стереозрения для сварочного робота. Int J Ind Robot 39 (4): 349–356
Статья Google Scholar
Wang XJ, Shi YH, Yu GQ, Liang B, Li Y (2016) Обнаружение центра канавки при газовой дуговой сварке с использованием метода согласования с шаблоном.Int J Adv Manuf Technol: 1–11
AWS D14.1 / D14.1M: 2005 Технические условия на сварку промышленных и заводских кранов и другого подъемно-транспортного оборудования
ISO 9692-1: 2013 : Сварка и родственные процессы — Типы подготовки стыков — Часть 1: Ручная дуговая сварка металлическим электродом, дуговая сварка металлом в среде защитного газа, газовая сварка, сварка TIG и сварка пучком сталей
Гонсалес Р.С., Вудс Р.Э. Цифровая обработка изображений. Pearson Education Asia Limited и издательский дом электроники, Пекин, стр. 701–704
Google Scholar
Стоимость ресторанного робота
Вероятно, первое, что приходит вам в голову, когда вы встречаете слово «робот», — это металлический гуманоидный автомат, который благодаря какой-то случайности науки или магии обрел разум.Созданные в жанре художественной литературы 20-го века, роботы совершили прыжок из воображения в реальный мир, с фермы на Марс и за его пределы. Робот-ресторан, который теперь находится на кухне, может готовить, убирать или обслуживать, но какой ценой?
Расходы на персонал в ресторане По большей части, большинство современных ресторанов укомплектовано полноценным персоналом, состоящим из сотрудников, которые выполняют множество задач на разных уровнях. Чаще всего персонал ресторанов входит в число низкооплачиваемых должностей.Согласно последним доступным стандартам Бюро труда и статистики (BLS) перечисляет официантов со средней заработной платой 25 830 долларов, а повара — 30 360 долларов в год. Работник, занятый полный рабочий день на службе быстрого обслуживания, зарабатывающий минимальную федеральную заработную плату, зарабатывает 15 080 долларов при стандартной 40-часовой рабочей неделе.
Работник, занятый полный рабочий день на службе быстрого обслуживания, зарабатывающий минимальную федеральную заработную плату, зарабатывает 15 080 долларов при стандартной 40-часовой рабочей неделе.
На противоположном конце спектра BLS указывает, что шеф-повара получают среднюю годовую заработную плату в размере 52 160 долларов США, а менеджеры общественного питания — в среднем 54 240 долларов США. В целом рестораторам следует ожидать, что средние затраты на рабочую силу составят 20–30% валового дохода.Часть этой суммы включает расходы на страховку, которая может вам понадобиться, а также расходы на обучение нового сотрудника. Стоит отметить, что затраты на обучение очень сильно зависят от вашего удержания, поскольку в настоящее время годовой оборот в ресторанах и пищепрома составляет 74,9%.
В настоящее время ведутся исследования ценности прямого человеческого взаимодействия, в котором ваши сотрудники могут окупиться. Давайте посмотрим ниже, почему это могло произойти и что может измениться в будущем.
Что такое робот-ресторан?Одна из фундаментальных черт человечества — врожденная способность использовать инструменты, чтобы работать умнее, а не усерднее. Мы извлекаем выгоду из этих инноваций в нашей повседневной жизни, от того, как мы взаимодействуем друг с другом, до кухни. В последнее время некоторые рестораторы начали использовать ресторанных роботов для множества повседневных задач, но насколько они осуществимы?
По мере роста нашей базы знаний наша способность создавать механические устройства для нашей помощи росла в геометрической прогрессии, включая ранние образцы, такие как водяные часы.Сегодняшние роботы используются по разным причинам, от фермы до космоса и за его пределами. Поскольку эти роботы становятся все более доступными, они также проникли на кухню.
Для сравнения давайте посмотрим, какие роботы вы можете встретить в ресторане и сколько они могут стоить.
Утилита-бот
Знакомьтесь, Флиппи. Удачно названный робот представляет собой длинную руку, соединенную с основанием, которое, как следует из названия, переворачивает гамбургеры. Flippy — один из легиона роботов, которые выполняют определенные функции, от промышленных функций, таких как сварка или транспортировка материалов, до медицинских роботов.Flippy прикреплен к стационарному положению и работает с использованием облачных датчиков и камер, которые позволяют ему координировать свою работу с инструментами в точках продаж, а это означает, что робот может получать заказы и работать с ними в режиме реального времени.
Удачно названный робот представляет собой длинную руку, соединенную с основанием, которое, как следует из названия, переворачивает гамбургеры. Flippy — один из легиона роботов, которые выполняют определенные функции, от промышленных функций, таких как сварка или транспортировка материалов, до медицинских роботов.Flippy прикреплен к стационарному положению и работает с использованием облачных датчиков и камер, которые позволяют ему координировать свою работу с инструментами в точках продаж, а это означает, что робот может получать заказы и работать с ними в режиме реального времени.
Роботы, такие как Flippy, предназначены для выполнения узкого набора обязанностей, часто зависящих от определенного набора параметров. Несмотря на то, что эти роботы могут работать эффективно, они могут обеспечить время подготовки только в отношении безопасности пищевых продуктов и других переменных. Например, если стейк заказан хорошо прожаренным, это может занять больше времени, чем тот, который запрашивается редко.Тем не менее, Flippy эффективен и может сократить лишнее время, которое потребуется человеческим агентам, например, перерывы или выполнение общих обязанностей.
По состоянию на прошлый год Flippy в самом простом виде стоил около 60 000 долларов. Разработанный Miso Robotics, Flippy рекламируется за долгосрочную отдачу от этих инвестиций, хотя на сайте указано очень мало подробностей о том, сколько может стоить обслуживание или что может случиться, если робот выйдет из строя.
Дрон для пиццы
Технология дронов продолжает развиваться, переходя от фантастики к реальности в 21 веке.Дроны бывают всех форм и размеров, от беспилотных летательных аппаратов (БПЛА), которые могут собирать данные или доставлять легкие предметы, до чего-то гораздо более безобидного, например Roomba. Возможности настолько обширны, что в течение последних нескольких лет Amazon пообещал будущее, в котором дроны будут доставлять их товары. Так ты сможешь купить робота в помощь?
Эта реальность все еще немного ошибочна, и по разным причинам. Во-первых, стоит отметить, что технология соответствует и что доставка с помощью дронов для ресторанов возможна с использованием современных технологий, хотя и едва ли.Квадроцикла или мультикоптера достаточно, чтобы выдержать вес доставляемого продукта питания, хотя существующее время автономной работы, вероятно, будет в настоящее время невероятно ограниченным, предлагая радиус около одной мили. Для большинства мест, где доставляют еду, радиус в одну милю не является оптимальным.
Во-первых, стоит отметить, что технология соответствует и что доставка с помощью дронов для ресторанов возможна с использованием современных технологий, хотя и едва ли.Квадроцикла или мультикоптера достаточно, чтобы выдержать вес доставляемого продукта питания, хотя существующее время автономной работы, вероятно, будет в настоящее время невероятно ограниченным, предлагая радиус около одной мили. Для большинства мест, где доставляют еду, радиус в одну милю не является оптимальным.
«Прямо сейчас это будет продукт для нишевого рынка. Наверное, несколько тысяч, если не десятки тысяч долларов за единицу. У вас должна быть страховка, оператор и, возможно, один или два человека, которые будут обслуживать корабль и держать его в полете, в зависимости от того, сколько пиццы вы хотите доставить », — говорит доктор.Адриан Лауф, директор лаборатории воздушной робототехники Университета Луисвилля.
Непосредственно по отношению к технологии дронов является возможность беспилотных автомобилей в качестве будущего элемента экосистемы доставки. Несмотря на меньшую маневренность, уже существует инфраструктура для управления автомобилями, как с точки зрения существующих дорожных систем, так и с точки зрения дальности передвижения на автомобиле и времени автономной работы.
Робот ожидания персонала
Как рекламируется, робот официантов — это полуавтономное устройство, которое, как и Roomba, выполняет определенную функцию.Цены на этот тип ресторанного робота варьируются от нескольких тысяч до двадцати тысяч долларов. Этот тип ресторанного робота оснащен лазерными системами наведения, позволяющими перемещаться по комнате на колесах, а не на двуногих ногах.
Несмотря на доступность, некоторые операторы ресторанов сообщают, что официанты с роботами создают проблемы на рабочем месте. Тем не менее, инженеры извлекли уроки из этого и начали искать способы, чтобы роботы-официанты помогали, а не заменяли человеческий фактор.
Стоимость обслуживания ресторанного робота Побочным эффектом нашей растущей культурной зависимости от технологий является эволюция сервисных техников. Проще говоря, чем «технологичнее» устройство, тем больше знаний вам понадобится для его восстановления в случае необходимости обслуживания или ремонта. Хотя некоторые компании могут предлагать гарантию или вариант обслуживания для своего продукта, если вам нужно нанять специалиста по обслуживанию, вы заменяете одну или несколько должностей начального уровня на должность со степенью квалификации, за которую в среднем платят примерно 20 долларов в час.
Проще говоря, чем «технологичнее» устройство, тем больше знаний вам понадобится для его восстановления в случае необходимости обслуживания или ремонта. Хотя некоторые компании могут предлагать гарантию или вариант обслуживания для своего продукта, если вам нужно нанять специалиста по обслуживанию, вы заменяете одну или несколько должностей начального уровня на должность со степенью квалификации, за которую в среднем платят примерно 20 долларов в час.
При уровне 19,53 доллара США средняя годовая зарплата составляет 40 622,40 доллара США для штатного сотрудника. Эта цифра не включает никаких пособий, которые могут в 1,25–1,4 раза превышать диапазон базового оклада.
По словам Лауфа, эти сборы за обслуживание могут в конечном итоге оказаться незначительными. Он говорит: «На мой взгляд, эти расходы относительно незначительны — вы столкнетесь с ними, имея служебный автомобиль, грузовой фургон или что-то еще в этом роде».
Что произойдет, если ваш ресторанный робот сломается
В вашем ресторане с гамбургерами вечер пятницы занят.У вас есть робот Flippy, который, к сожалению, вышел из строя. Хотя вы можете убрать машину с дороги, что вы делаете, чтобы удовлетворить спрос на продукты питания? Якобы на этом этапе вы уже заменили этот компонент своего персонала на робота. Что дальше?
Вы должны взяться за дело, если хотите продолжать работу. Для бизнес-логистики крайне важно иметь под рукой гибкий человеческий персонал. Убедитесь, что вы перекрестно тренируете несколько членов вашей команды, чтобы они могли при необходимости служить в качестве подстраховки, и что у них есть подходящие инструменты для работы.
Во-вторых, убедитесь, что, как бы ни выполнялось ваше техническое обслуживание, вы связались с ними как можно скорее, чтобы сократить время простоя. Это может быть местный специалист или сотрудник компании, который может вам помочь. Проверьте сведения о гарантии, чтобы быть уверенным.
Если возможно, имейте запасного робота.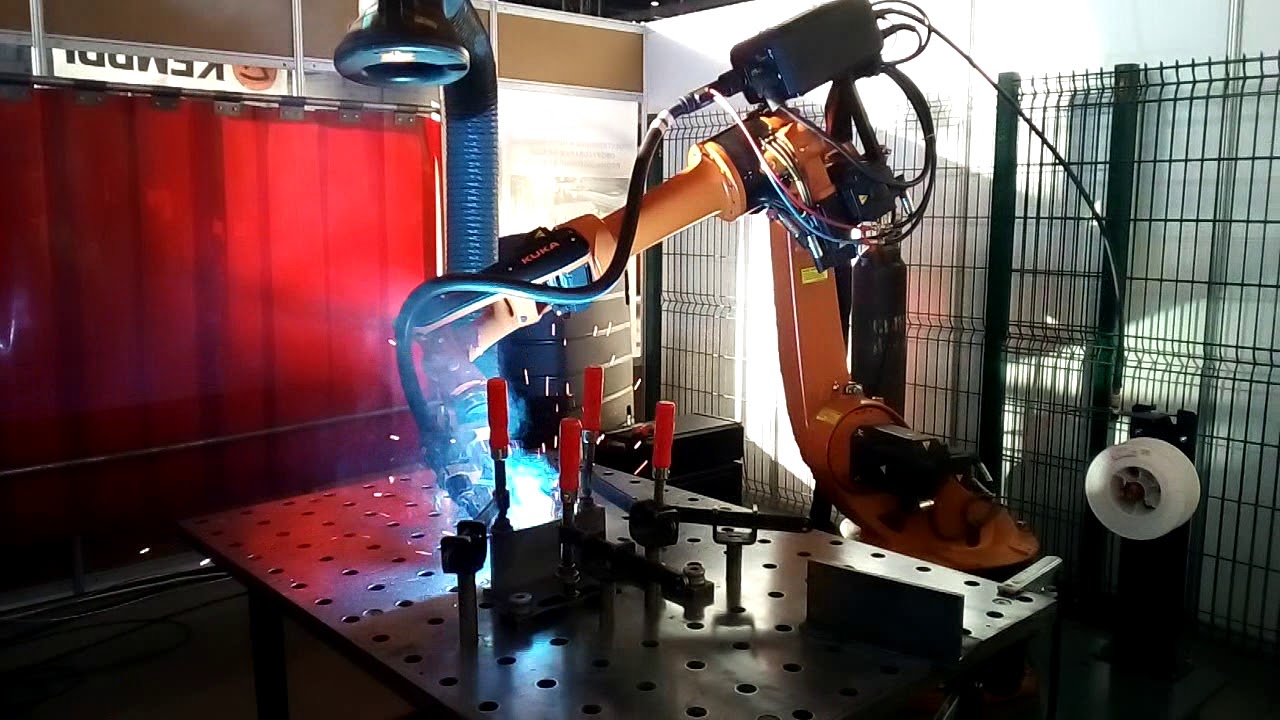 На данный момент маловероятно, что вы потратите вдвое больше первоначального взноса на робота, который может собирать пыль, но это может окупиться несколькими способами. Например, если у вас есть соответствующие лицензии, возможно, вы могли бы использовать своего резервного бота для мероприятий за пределами площадки или для работы на кухне-призраке для доставки результатов или мероприятий общественного питания.
На данный момент маловероятно, что вы потратите вдвое больше первоначального взноса на робота, который может собирать пыль, но это может окупиться несколькими способами. Например, если у вас есть соответствующие лицензии, возможно, вы могли бы использовать своего резервного бота для мероприятий за пределами площадки или для работы на кухне-призраке для доставки результатов или мероприятий общественного питания.
Преимущества человека по сравнению с автоматизированным персоналом
Крайне маловероятно, что роботы скоро заменят рабочих, хотя неизбежно, что технология будет развиваться в долгосрочной перспективе. По мере того, как становится все более доступным создание и обслуживание роботизированного персонала, в какой бы форме он ни был, человеческий компонент в ресторанном пространстве может измениться. Например, на рубеже прошлого века автомат царил в духе американской поп-культуры как элегантный способ пообедать по доступной цене при сохранении конфиденциальности.
В отличие от этого, с продолжающейся эволюцией персональных электронных устройств и взаимосвязью друг друга через социальные сети, эта волна может измениться. Взаимодействие с людьми — это то, чего жаждут многие потребители, и, будучи эффективными, ресторанные роботы не могут обеспечить сочувствие, сочувствие, доверие или ряд других эфемерных компонентов, которые составляют эмоциональный спектр человека.
По мере того, как роботы становятся все более и более похожими на нас, ресторанам, использующим роботов, придется бороться со сверхъестественной долиной, феноменом, который описывает эмоциональную реакцию между человеком и роботом с человеческой внешностью, что может создать дополнительные препятствия для принятия клиентов. роботизированный посох.
Заключение Предел разрыва между осуществимостью и реальностью продолжает сокращаться по мере того, как ресторанный робот осваивает все более и более сложные способы работы. Эксперты предупреждают, что в конечном итоге это может повлиять на рынок труда в ресторанной индустрии, сократив количество обслуживающего персонала, и уже есть признаки того, что повара-роботы могут повысить ценность. Отчеты о продажах в отрасли указывают на здоровый интерес рестораторов к тому, чтобы оставаться на опережение, хотя в настоящее время наблюдается тенденция к пополнению, а не замене человеческого персонала.
Отчеты о продажах в отрасли указывают на здоровый интерес рестораторов к тому, чтобы оставаться на опережение, хотя в настоящее время наблюдается тенденция к пополнению, а не замене человеческого персонала.
Хотя некоторые лидеры отрасли считают, что это может привести к таким результатам, как универсальный базовый доход, в краткосрочной перспективе отношения между людьми лежат в основе ресторанного пространства. Даже с развитием искусственного интеллекта сцена в ресторане будет по-прежнему населена людьми, которые разговаривают и взаимодействуют друг с другом, пока и технологии, и стоимость не будут соответствовать потребностям рестораторов.
Хотите быть в курсе всего, что связано с ресторанными технологиями, маркетингом, отраслевыми новостями и т. Д.? Мы вас прикрыли.Подпишитесь на наш отмеченный наградами блог, чтобы получать еженедельные обновления по самым популярным темам ресторанной индустрии.
Подписаться
Об авторе
Сид — специалист по контент-маркетингу, эти красивые слова подходят для написания хороших статей, чтобы рассказать хорошую историю. Ему нравится писать о еде, напитках и музыке. Он сам музыкант, отец двоих детей и очень любит свою жену.
Четыре типа промышленных роботов для перспективного производства
Изображение предоставлено: робот-рабочий.jpg: Гора в Шанхайском музее науки и техники через Wikimedia CCA 3.0
Когда вы слышите слово «промышленный робот», вы можете подумать о роботизированных манипуляторах, сваривающих машины, когда они едут по сборочной линии, или о роботизированной ячейке, быстро собирающей компьютерные микросхемы. Конечно, существует широкий выбор конфигураций роботов для удовлетворения различных производственных потребностей. Хотя было бы невозможно обсудить все из них в этой статье, вот несколько роботов, с которыми вы можете столкнуться на производстве или, возможно, реализовать, чтобы решить проблему самостоятельно.
6-осевой рычаг
При рассмотрении роботов-манипуляторов, вероятно, первое, что приходит в голову, — это 6-осевые манипуляторы. Обладая превосходной точностью и гибкостью, эти роботы применяются в самых разных ситуациях. Они названы по количеству управляемых осей или доступных степеней свободы. Как определено в видео ниже, эти роботы действуют аналогично человеческой руке: оси 1 и 2 сопоставимы с плечом, оси 3 и 4 имитируют локоть и предплечье, а оси 5 и 6 действуют как запястье / кисть. сборка.
Если вы рассмотрите свою собственную руку, «оси 5 и 6» не допускают такого же рода вращения, как эти механические звери — возьмите и удерживайте ваше запястье и попытайтесь повернуть его в осевом направлении. Однако мы можем двигать запястьями вверх, вниз, влево и вправо, так что мы не полностью уступаем. Промышленные роботы этого типа бывают размером примерно с человеческую руку на маленьком конце до роботов, достаточно больших, чтобы поднять автомобиль. Использование этого типа роботов включает в себя все, от укладки на поддоны — упорядоченного размещения деталей — до общих манипуляций с деталями, механической обработки и, конечно же, сварки.
SCARA
Как я полагаю, менее 50% людей, которые работают с ними, знают, что это означает либо манипулятор робота с селективной комплаенс-сборкой, либо шарнирный манипулятор с селективным соответствием. Лично я бы выбрал второе определение, поскольку их можно использовать не только для операций сборки. Однако их применение более ограничено, чем 6-осевые рычаги, перемещающиеся в основном в горизонтальной плоскости.
Основная идея этих роботов заключается в том, что они сочетают в себе приводимые в действие горизонтальные «плечевые» и «локтевые» суставы, чтобы позволить роботу складываться и достигать различных положений в плоскости x / y. Третья ось перемещает концевой эффектор вверх и вниз в направлении Z, в то время как другая вращает запястье, чтобы позволить ему правильно расположить предметы в осевом направлении. Как видно на видео ниже, эти роботы могут быть очень быстрыми:
Третья ось перемещает концевой эффектор вверх и вниз в направлении Z, в то время как другая вращает запястье, чтобы позволить ему правильно расположить предметы в осевом направлении. Как видно на видео ниже, эти роботы могут быть очень быстрыми:
Портальный, декартово или линейный робот
Декартовы роботы, как следует из названия, движутся в направлениях x, y и z и являются наиболее простыми роботами в этом списке с точки зрения управления. Реализацией этого типа робота является фрезерный станок с ЧПУ, где двигатели управляют линейным перемещением режущего инструмента в каждом направлении.Этот тип «бота» также может использоваться для выполнения операций по перегрузке, таких как SCARA или шестиосевая модель. Его можно сделать очень большим в зависимости от конфигурации портала.
Примечательно, что другие типы автоматизации могут быть объединены с портальной системой, что обеспечивает большую универсальность. Рассмотрим, например, обрабатывающий центр на видео ниже, который сочетает в себе портальную систему с продвинутыми движениями запястья и основания:
Дельта Робот
РоботыDelta состоят из трех наборов параллелограммов с приводом от двигателя, что позволяет концевому эффектору оставаться на одном уровне при движении с высокой скоростью в декартовой плоскости (x, y, z).Хотя обычно они ограничиваются манипуляциями с легкими частями, их скорость может иметь огромное преимущество перед другими ботами из этого списка. Они движутся достаточно быстро, поэтому людям может быть трудно их визуально отследить. При реализации с собственной системой технического зрения это позволяет выполнять универсальные операции по подъему и перемещению, как показано в ролике ниже:
 youtube.com/embed/disekkn8YoQ»/>
youtube.com/embed/disekkn8YoQ»/>
Чтобы увидеть еще один пример того, что могут делать эти роботы, посмотрите этот второй клип от MimixMotion: с фоновым шумом для проверки фактической скорости .Здесь не только невероятная скорость, но и нужно увидеть процедуру отслеживания и складывания, чтобы поверить в это. Обратите внимание, что клип был опубликован 11 лет назад, так что, по-видимому, дела пошли даже дальше того, что там показано:
Конечно, это лишь некоторые из доступных вариантов роботов. В то время как разные производители на законных основаниях заявляют об определенных преимуществах своих устройств, большая часть специализации проявляется в форме концевых эффекторов (рук), адаптированных для конкретных работ.Эффективное программирование и тщательное расположение деталей также могут помочь повысить производительность производственных ячеек. В то время как роботы развиваются в своих способностях, системные интеграторы должны быть на вершине своей игры и постоянно учиться, чтобы предоставлять своим клиентам оптимальную ценность.
Об авторе
Джереми С. Кук — внештатный технический журналист и технический консультант с более чем 10-летним опытом автоматизации производства.Заядлый создатель и экспериментатор, вы можете подписаться на него в Twitter [https://twitter.com/JeremySCook] или увидеть его электромеханические подвиги на канале Jeremy S. Cook на YouTube ! [https://www.youtube.com/c/jeremyscook
Идеи робототехнической отрасли — Роботы способствуют высок …
Джеймс Ф. Манджи, редактор
Манджи, редактор
Ассоциация робототехники Опубликовано 10.05.2000
Люди согласны с тем, что скорость сварки 100 дюймов./ мин считается высокой скоростью. Но определение тонкое и может варьироваться от одного приложения к другому. В некоторых случаях скорость 80 дюймов / мин считается быстрой, в то время как в других случаях скорость 50 или 60 дюймов / мин также считается высокой. Каким бы ни было определение, высокоскоростная сварка имеет тенденцию терять свою привлекательность, потому что часто жертвуют точностью, воспроизводимостью и согласованностью из-за более высокого процента брака в результате операции.
Реализуется несколько инициатив по обеспечению более высокой скорости без этих сопутствующих недостатков.Например, относительно недавняя разработка компании Lincoln Electric Co. (Кливленд, Огайо) — это процесс тандемной сварки MIG, который обеспечивает скорость перемещения в два раза выше, чем у традиционных процессов газовой дуговой сварки (GMAW). Этот процесс представляет собой двухпроводную высокоскоростную сварку, предназначенную как для роботизированной, так и для автоматизированной сварки. Этот процесс обеспечивает высокую скорость перемещения, превышающую 250 дюймов / мин, что более чем вдвое больше, чем у обычных однопроволочных процессов MIG, со скоростью наплавки, превышающей 35 фунтов./ час.
В процессе тандемной сварки MIG используется технология программируемого управления формой волны источников питания Lincoln Electric Tandem MIG 450 для согласованной координации двух отдельно генерируемых сварочных дуг MIG. Аппараты обеспечивают мощность сварки 450 ампер при 100% рабочем цикле на дугу. Процесс может использоваться как с сплошной, так и с порошковой проволокой от 0,035 до 1/16 дюйма. диаметр. Независимая конфигурация резака позволяет выбрать два провода разного диаметра — один на ведущем резаке и отдельный диаметр на ведомом резаке. Типичные области применения Tandem MIG включают автомобильные колеса и рамы, цилиндры, косынки и ребра жесткости, резервуары, трубы и трубчатые компоненты.
Типичные области применения Tandem MIG включают автомобильные колеса и рамы, цилиндры, косынки и ребра жесткости, резервуары, трубы и трубчатые компоненты.
Этот процесс лучше всего подходит для роботизированной автоматизации, по словам Тима Морхеда, менеджера по маркетингу Lincoln Electric Co. «Высокая скорость возможна с роботизированной автоматизацией, потому что она более гибкая и интеллектуальная, чем жесткая автоматизация». Морхед говорит: «Теперь у робота есть шесть осей движения для перемещения. Как правило, при жесткой автоматизации у вас будет специальный кулачковый следящий механизм или какой-то специальный механизм перемещения, который всегда будет двигаться по одному и тому же пути каждый раз.Во время сварки можно следить за соединением с помощью видеокамеры, которая может следить за сваркой со скоростью вплоть до максимальной скорости сварки, например, 150 дюймов / мин ».
Программное обеспечениеTandem MIG позволяет двум независимым дугам работать в непосредственной близости, что означает эффективный контроль подводимого тепла, смачивания валика и характеристик перемещения. Кроме того, технологические источники питания создают уникальные выходные сигналы, разработанные для управления сварочной ванной и взаимодействия дуги. Независимое управление как ведущими, так и ведомыми проводами тандемного процесса позволяет точно оптимизировать процедуру.Тандемная сварка MIG терпима к обычным проблемам монтажа и устойчива к прожогам.
Tandem MIG обеспечивает бесшовную интеграцию для выполнения стандартных функций программного обеспечения робота, включая обнаружение индивидуального дугового замыкания, обнаружение проволоки / ручки, двунаправленную сварку и сварку одной дугой для прихватывания, отслеживания шва и сенсорного контроля. Но для жесткой автоматизации система предназначена для контролируемого и точного контроля параметров сварки. Эти параметры устанавливаются программированием ПЛК для предотвращения несанкционированного доступа посторонних лиц. Это полезно для приложений, которые требуют предварительно запрограммированных изменений параметров сварки во время цикла сварки или изменения параметров для обеспечения гибкой автоматизации.
Это полезно для приложений, которые требуют предварительно запрограммированных изменений параметров сварки во время цикла сварки или изменения параметров для обеспечения гибкой автоматизации.
«В случае высокоскоростной сварки роботы по умолчанию выигрывают, потому что вы не можете сделать это по-другому и при этом получить все преимущества высокоскоростной роботизированной сварки», — говорит Морхед. «Чтобы добиться высокоскоростной сварки, обычно требуется довольно высокий ток, поэтому, если вы пропустите соединение или если вы замедлитесь, у вас будет очень хороший шанс прожечь.По мере того, как вы движетесь к более высоким скоростям, все становится как в гоночной машине. Все становится критичнее. Небольшой щелчок запястья или небольшое движение в ту или иную сторону, и вы сделаете лом или испорченные детали. Таким образом, чем быстрее вы работаете, тем важнее быть точным, и вам нужно контролировать каждую из ваших переменных ».
Одним из клиентов, использующих процесс тандемной сварки MIG, является компания Titan International Inc. (Куинси, Иллинойс). Компания является ведущим мировым поставщиком комплектных шин и колес для внедорожных транспортных средств.Основные рынки сбыта компании включают сельское хозяйство, потребительские товары, землеройные работы / строительство и военное оборудование.
Titan International использует несколько комбинаций жесткой автоматизации и робототехники при тандемной сварке MIG колес высотой 16 x 46 дюймов. «По сути, мы хотели увеличить нашу производительность и количество штук в час настолько, насколько позволяло качество сварных швов», — говорит Рич Кук, супервайзер по сварке. «Линкольн помог нам настроить одно ружье на два провода, что дало нам скорость 100 дюймов./ мин на наших 30 дюйм. колеса. Мы смогли поддерживать эту скорость практически без брызг, а также получили необходимое проникновение и количество штук в час. Благодаря тандемному процессу я смог выполнить вдвое больше работы за один день ».
По словам Криса Андерсона, менеджера сегмента рынка сварки в Motoman Inc.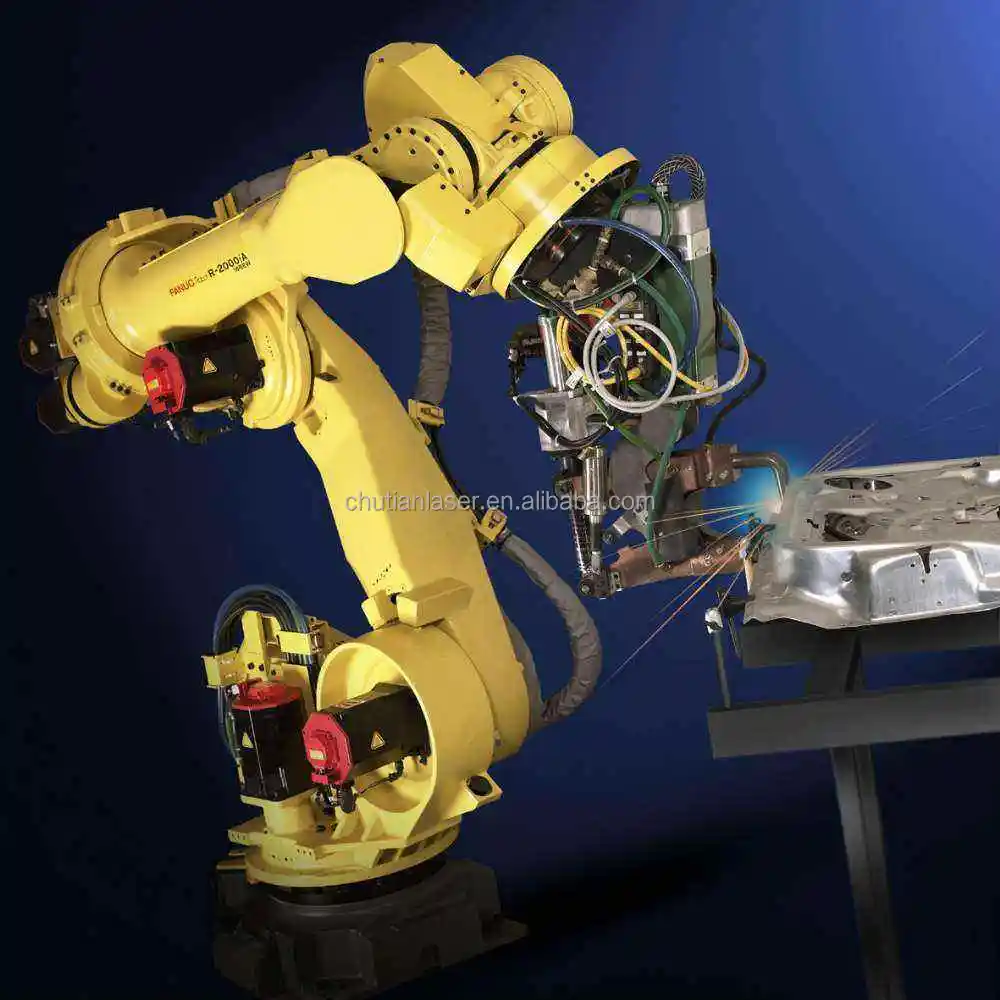 (Вест Кэрролтон, Огайо), также имеются достижения в области роботизированной газовой дуговой сварки (GMAW). Одно из таких достижений включает однопроволочный GMAW, который включает высокоскоростной импульсный провод, обеспечивающий скорость 4 м / мин.
(Вест Кэрролтон, Огайо), также имеются достижения в области роботизированной газовой дуговой сварки (GMAW). Одно из таких достижений включает однопроволочный GMAW, который включает высокоскоростной импульсный провод, обеспечивающий скорость 4 м / мин.
Одним из примеров роботизированной сварки GMAW является компания Tower Automotive (Гранд-Рапидс, Мичиган). Компания производит конструкции верхней и нижней части кузова, штамповки шасси и подвески, узлы и модули для легковых автомобилей, внедорожников, а также легких, средних и тяжелых грузовиков по всему миру. Компания имеет 25 производственных предприятий в Северной Америке и предприятия в Европе, Южной Америке и странах Тихоокеанского региона. Компания производит такие компоненты, как оси, противовесы, шасси и листовой металл для OEM-производителей.Имея установленную базу из 1500 роботов, компания выполняет такой же GMAW с роботами от основных производителей роботов: ABB, FANUC, Motoman, Kawasaki, KUKA, Nachi Robotics и многих других.
«Один из ключей к успешной роботизированной сварке — это качество поступающих деталей», — объясняет Джефф Норук, менеджер и руководитель передовых технологий, сварки и робототехники компании Tower Automotive на ее предприятии в Милуоки. И, даже если у вас есть хорошие детали, но вы не закрепляете их постоянно, вы можете попасть в большие неприятности.Но с хорошими деталями и постоянным ремонтом вы будете в хорошей форме. Одна из самых больших проблем при высокоскоростной роботизированной сварке — исключить вариации в производстве деталей. Чем выше скорость сварки, тем выше вероятность потери консистенции ».
Это мнение дополнительно усиливает Дин К. Филлипс, менеджер по сварочным технологиям, ITW Hobart Brothers (Трой, Огайо). «Одно из самых больших преимуществ роботизированной сварки — повторяемость», — говорит он. «Робот не забывает свою программу и может производить детали с повторяемой точностью и постоянством.Но это так же хорошо, как частичная подгонка и фиксация.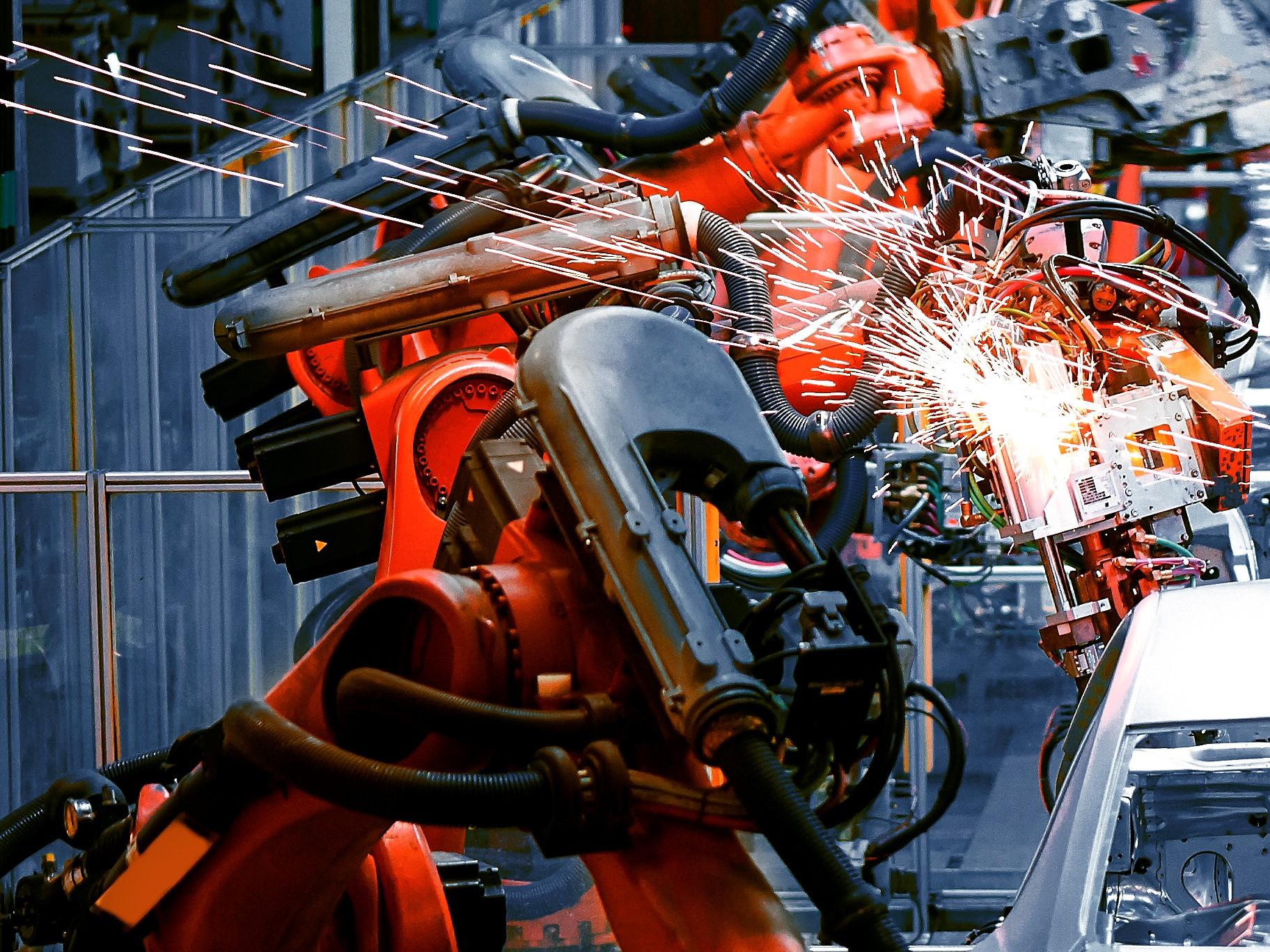 Это проблема, потому что при сварке вам необходимо получить прочное соединение. Вы вставляете электрод с определенной скоростью. Если соединение открывается, у вас недостаточно электрода при той же скорости движения, чтобы заполнить соединение и получить необходимое армирование. Иногда снижение скорости движения сокращает количество брака и неисправных деталей, но есть также много других проблем, связанных с высокоскоростной сваркой ».
Это проблема, потому что при сварке вам необходимо получить прочное соединение. Вы вставляете электрод с определенной скоростью. Если соединение открывается, у вас недостаточно электрода при той же скорости движения, чтобы заполнить соединение и получить необходимое армирование. Иногда снижение скорости движения сокращает количество брака и неисправных деталей, но есть также много других проблем, связанных с высокоскоростной сваркой ».
По словам Денниса Харвига, менеджера группы дуговой сварки и автоматизации в Институте сварки Эдисона (Колумбус, Огайо), одним из самых больших преимуществ использования роботов для высокоскоростной сварки является возможность сварки сложных форм на высоких скоростях.«Основным преимуществом робота является то, что вы можете работать с декартовыми координатами и иметь возможность сваривать сложные формы на высоких скоростях», — объясняет он. «В то время как сварщик-человек ограничен скоростью около 20 дюймов / мин».
EWI — одна из основных организаций, которая помогает компаниям-членам предоставлять решения роботизированных и других сварочных проблем. Его семейство дуговой сварки включает шесть основных процессов с десятками вариантов электродов / присадочных металлов, защитных газов, систем питания дуги, средств управления, автоматизации и робототехники.Ручные, автоматические и роботизированные платформы позволяют EWI соответствовать существующим или планируемым настройкам производителей.
Поддерживая тесные отношения с производителями, EWI часто может при необходимости одалживать специальное оборудование. Его сварочное и автоматическое оборудование, дополненное сложным оборудованием для сбора данных и анализа, позволяет точно измерять, что происходит во время любой сварочной операции.
Инженеры EWI часто поддерживают компании-члены во внедрении автоматизированных систем, предоставляя рекомендации и помощь по адресу:
Схема завода
- Выбор оптимальных роботизированных и механизированных рабочих участков
- Разработка параметров сварки для быстрого выхода на требуемый уровень производства
- Инструмент для автоматизации сварки и
- Разработка специализированных систем.

Преимущества роботизированной сварки
- Повторяемость и согласованность деталей
- Точность и скорость
- Программируемость
- Уменьшение количества брака и некачественных деталей
- Снижение общей стоимости
- Неутомимая, непрерывная работа
- Качество готовых деталей
- Точный и автоматический контроль параметров сварки
- Возможность сварки сложных форм на более высоких скоростях, чем ручная сварка
- Реальный возврат инвестиций (ROI)
- Снижение затрат за счет массового производства
Джеймс Ф.Манджи — свободный писатель из Брансуика, Огайо.
Первоначально опубликовано RIA на сайте www.robotics.org 10.05.2000
Марш робо-повара: механизированные повара вторгаются на кухню
В период экономического спада, когда уровень безработицы растет, сама идея робота-повара может показаться в лучшем случае снисходительной, а в худшем — даже оскорбительной. Но эти роботы вряд ли в ближайшее время будут управлять станциями для гриля или приносить вам похлебку — и отчасти причиной этого может быть плохая экономика.По словам г-на Нагая, стоимость его роботов составляет 100 000 долларов за пару, «слишком высока для приготовления мисок с раменом».
Но они могут окупиться на другом рабочем месте г-на Нагая, в робототехнической компании Aisei в Нагое, где он является президентом. «Я так долго создавал и программировал промышленных роботов в нашей компании, и я думал создать место для продвижения нашего бизнеса», — сказал он. «Я очень люблю рамен, а рестораны, где готовят рамен, всегда показывают в журналах и на телевидении в Японии, поэтому я подумал, что открытие магазина рамена с роботами окажет огромное влияние на продвижение нашего бизнеса.
Микио Симидзу, президент Squse, компании в Киото, Япония, которая отвечает за захват суши, сказал, что его конечная цель — стать крупнейшим в мире производителем функциональных протезов рук.