Превосходно сварочный робот цена для интересных сделок
Сенсационное повышение производительности и эффективности вашего сварочного бизнеса. сварочный робот цена доступны в привлекательных предложениях на Alibaba.com. Эти. сварочный робот цена содержат революционные инновации, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Файл. сварочный робот цена потребляют мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используются ли они в личных целях или в коммерческих целях.
За этим стоят передовые изобретения. сварочный робот цена дизайн и стиль делают их очень гибкими и применимыми для решения самых разных сварочных задач. Файл. сварочный робот цена не подвергаются неблагоприятному воздействию сильной жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. сварочный робот цена для своих нужд.
У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. сварочный робот цена для своих нужд.
Их доступность. сварочный робот цена на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Файл. сварочный робот цена эксплуатационные расходы и расходы на техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными. сварочный робот цена поставщиков и продавцов на сайте на случай, если вам потребуются дополнительные рекомендации.
Поднимите свой сварочный бизнес на новый уровень с помощью соблазнительных предложений. сварочный робот цена на Alibaba. com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие. сварочный робот цена для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие. сварочный робот цена для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Сварочный робот
Очередным проектом в сфере автоматизации производства для нашей компании стал запуск сварочного робота на заводе по производству электродвигателей среднего напряжения.
Роботизированный комплекс автоматической сварки используется для заварки алюминиевых пластин в торцевой части роторов электрических машин. До внедрения автоматизированной сварки эта операция выполнялась вручную. По результатам внедрения были получены более высокие прочностные характеристики, а также лучший электрический контакт. Скорость и стабильность сварки также повысились.
Сварочный комплекс состоит из:
- Робот KUKA KR6
- Сварочный источник инверторного типа Fronius TransPuls Synergic 5000
- Позиционер — 2 шт.

- Станция очистки горелки
- Защитные ограждения
- Система вытяжной вентиляции.

Такая конфигурация оборудования позволяет осуществлять сварку практически безостановочно. Алгоритм работы следующий. Оператор с помощью крана устанавливает ротор в позиционер и запускает программу. Автоматические створки закрываются, и робот KUKA начинает варить. Сварка одного ротора занимает от 5 до 10 минут. Во время сварки с одной стороны, есть возможность установить на второй позиционер вторую заготовку и перейти к ее обработке сразу после сварки первого ротора. Позиционер вращает ротор в процессе работы, чтобы обеспечить роботу возможность осуществить сварку одинакового качества по всему кругу заготовки. Автоматические створки защищают оператора от воздействия.
Сварка алюминия имеет ряд сложностей, но все они были решены нашими инженерами. Сильно помог, также, выбор высокотехнологичного сварочного источника от компании Fronius. А, благодаря программному обеспечению KUKA ArcTech, интеграция робота и сварочного аппарата была осуществлена по протоколу Profinet и не вызвала никаких проблем. Сварочная горелка оснащена модулем защиты от столкновений компании Binzel.
А, благодаря программному обеспечению KUKA ArcTech, интеграция робота и сварочного аппарата была осуществлена по протоколу Profinet и не вызвала никаких проблем. Сварочная горелка оснащена модулем защиты от столкновений компании Binzel.
Еще одной из сложностей было количество разных по конфигурации роторов у Заказчика. Дело в том, что завод выпускает электродвигатели и генераторы на среднее напряжение небольшими партиями под конкретные задачи потребителей. Конструкторский отдел завода постоянно работает над роторами, внося изменения. В результате робот нуждается в подстройке под новые задачи практически постоянно. С целью упрощения этой задачи наши инженеры создали программу обучения робота, чтобы оператор, работающий на заводе, мог без участия высококвалифицированного специалиста добавить программу для сварки ротора новой конструкции.
Подводя итог ввода в эксплуатацию автоматического роботизированного сварочного комплекса можно отметить, что внедрение позволило повысить качество производимой продукции, ускорить процесс сварки, уменьшить влияние человеческого фактора, повысить повторяемость сварных швов.
ООО » Промышленная Автоматизация»
Вы можете сделать заказ по e-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.’;document.getElementById(‘cloakd07ad97e4671e138ac012391c4b66ab9’).innerHTML += »+addy_textd07ad97e4671e138ac012391c4b66ab9+»;
Или написать что Вам необходимо!
Сварочный робот манипулятор Panasonic серии ТМ – новое уникальное поколение роботов
Сочетание датчика высокого разрешения и жесткой конструкции манипулятора серии ТМ позволяет увеличить точность сварочного шва в 16 раз* и скорость главной оси на 22 %*, что значительно сокращает время сварочного цикла (* по сравнению с манипуляторами серии ТА).
| (Версия манипулятора ТМ с наружной горелкой) | (Версия ТМ с встроенной горелкой) |
В «наружной версии» манипулятора кабель имеет более плавный изгиб, тем самым минимизируя трение об устройство подачи проволоки. С учетом скручивания данное решение обеспечивает идеальные условия для работы.
С учетом скручивания данное решение обеспечивает идеальные условия для работы.
Во «внутренней версии» манипулятора имеется полый центральный вал маршрутизации и кабельный узел установлен параллельно плечу манипулятора. Это минимизирует эффекты механической инерции и возможные помехи от движений кабельного узла. В дополнение, крепеж для кабеля имеет пазы, в которых кабель идеально защищен. Это обеспечивает идеальные условия в рабочей зоне во время сварки внутри мелких элементов или арматуры с трудным доступом. Поэтому нет необходимости постоянно проверять положение кабельного узла во время процесса программирования.
Полностью переработанный держатель горелки с интегрированным аварийным выключением обеспечивает постоянное центрирование даже при крайних движениях кабельного узла. Возможность разместить рукав подачи проволоки по центру основания робота оптимизирует подачу проволоки внутри сварочной ячейки. В результате этого перегиб рукава подачи проволоки при быстрых движениях робота значительно сокращается. Убрав ненужные движения троса подачи, Panasonic достигают еще более стабильной подачи проволоки и дальнейшего улучшения качества сварки.
Убрав ненужные движения троса подачи, Panasonic достигают еще более стабильной подачи проволоки и дальнейшего улучшения качества сварки.
Улучшений в сфере контроля качества можно достичь, используя быструю проверку настроек горелки. Это предварительно заданная проверочная позиция, которая находится на основании манипулятора ТМ. Получив запрос с панели управления, робот переместит горелку в фиксированную контрольную точку. Оператор может визуально контролировать статус и изменять его, если это необходимо.
(Проверочная позиция на манипуляторе ТМ)
При помощи сварочных роботов серии ТМ компании Panasonic удалось удовлетворить возросшие запросы потребителя, увеличив производительность роботов, улучшив качество сварки и в то же время сократив производственные затраты.
Эргономичные манипуляторы с шестью степенями свободы с увеличенной мощностью приводных устройств, с улучшением параметров конструкции, с высококачественными алгоритмами контроля сервомоторов и применением новой системы управления.
Модельный ряд роботов — манипуляторов «Panasonic» выпускается в следующих вариантах исполнения:
- TМ — 1100, TМ — 1400, TМ — 1800;
- TL — 1800, TL — 2000.
Технические характеристики роботов-манипуляторов в различных вариантах исполнения имеют некоторые отличия (см. таблицу рабочих параметров и размеров). Назначение: роботы-манипуляторы для роботизированных систем MIG/MAG,TIG – сварки. Интегрируются с инверторными источниками питания YD-350GB2,YD-350GЕ2,YD-500AF2,YC-300BZ3.
Сварочные роботы
Сварочные роботы, установленные на производстве, применяются в качестве вспомогательного или основного технологического оборудования. В первом случае сварочный робот подразумевает собой интегрированный промышленный робот, служащий подъемно-транспортным средством при обслуживании стационарных сварочных машин и автоматов, обеспечивая сборку и установку свариваемых деталей в рабочую зону машины и съем готового изделия.
Сварочный робот целесообразно использовать для сварки изделий в условиях средне- и крупно-серийного производства, так как при единичном и мелкосерийном производстве много времени затрачивается на программирование сварочного робота. При мелкосерийном производстве механизация и автоматизация сварки могут быть реализованы на основе применения групповых технологических процессов с использованием автоматизированных участков сварки, составленных из ряда роботизированных комплексов, которые объединены общей транспортной системой.
При группировании сварочных роботов в группы по однотипным признакам следует выделять следующее: материал сварной детали; сортамент заготовки; форму и массу сварной детали; тип сварных соединений. Первый и второй признаки позволяют группировать детали и группы сварочных роботов по технологическим особенностям сварочных работов, устанавливают взаимосвязь между технологическими операциями заготовительных и сборочно- сварочных работ и определяют организацию и структуру производства. От формы сварной детали зависят специфика и технологический процесс сборочных работ под сварку, а также выбор средств механизации и автоматизации сборочных операций. Масса сварной детали определяет грузоподъемность манипулятора, входящего в состав сварочного робота, тип сварного соединения — технологию и средства автоматизации сварочных работ.
Наиболее объективным и стабильным классификационным признаком является форма сварной детали. Конструкционные характеристики сварных узлов, взаимное расположение элементов и масса деталей, а также тип сварных соединений позволяют определить код любой рассматриваемой конкретной сварной металлоконструкции, установить типовой технологический процесс для сварочного робота и выбрать технологическое оборудование.
Сварные узлы должны иметь ясно выраженные базы и места ориентации, позволяющие без дополнительной выверки устанавливать их в приспособлении, где для базирования и закрепления таких узлов должна применяться универсальная технологическая оснастка. Конструкционно-технологические параметры сварных узлов должны способствовать унификации оснастки и применению группового метода организации производства.
К сварным узлам, отвечающим перечисленным выше требованиям, относятся узлы с одной опорной плоскостью, с перпендикулярными опорными плоскостями, узлы типа рычагов, вилок, ограждений, кузовов, шкафов, а также узлы типа обечаек, штуцеров, ниппелей и шнеков.
Информация о методе сварочная робототехника. выбор сварочного робота
При роботизированной сварке важно правильно подойти к подбору оборудования. Выбор сварочного робота во многом зависит от планируемого применения. Необходимо точно определиться, с какой целью подбирается робот и в каких условиях он будет работать.
Стандартный сварочный робот представляет собой специализированный аппарат, установленный на основание. Основание снабжается поворотным механизмом, обеспечивающим вращение и направление корпуса робота. Также на основании робота устанавливаются источник и преобразователь тока, пульт программирования с цифровым информационным табло, подающий проволоку механизм и баллон с газом для соответствующих видом сварки.
Главным элементом сварочного робота является манипулятор. Манипулятор совершает все необходимые рабочие операции в зависимости от выбранного метода сварки. Например, на роботе для дуговой сварки на манипуляторе устанавливается сварочная горелка. В горелку автоматически подается проволока и защитный газ. На роботе для плазменной или лазерной сварки соответственно устанавливается плазменная горелка или лазер. Манипулятор робота для контактной сварки дополнительно снабжается клещами. При сварке трением на манипуляторе устанавливается вращающийся элемент.
В горелку автоматически подается проволока и защитный газ. На роботе для плазменной или лазерной сварки соответственно устанавливается плазменная горелка или лазер. Манипулятор робота для контактной сварки дополнительно снабжается клещами. При сварке трением на манипуляторе устанавливается вращающийся элемент.
Манипулятор сгибается в нескольких местах для лучшей подвижности и обеспечения оптимального доступа к месту сварки. Количество мест сгиба зависит от конкретной модели робота. Для сварки трением и точечной контактной сварки рекомендуется использовать манипулятор, имеющий не менее пяти-шести степеней подвижности.
Перед покупкой робота необходимо оценить необходимость использования роботизированной сварки на предприятии. Сварка роботом находит широкое применение в отраслях, где с одной стороны важны высокая точность и качество сварки, а с другой – большое значение имеет скорость работы и возможность поточного соединения деталей. Поэтому наиболее широко сварочная робототехника применяется на конвейерной сборке, например, в автомобилестроении.
Сварочные роботы снабжаются электромеханическими, пневматическими или гидравлическими приводами:
- электромеханические обеспечивают высокую скорость и точность работы, просты в обслуживании, но требуют для работы безлюфтовые редукторы,
- пневматические имеют простую конструкцию, но требуют специальных переставляемых упоров для перемещения робота,
- гидравлические позволяют обеспечить высокую точность управления оборудованием.
Любой сварочный робот требует особого подхода к размещению и установке. В первую очередь необходимо дополнить электрическую сеть стабилизаторами. Сам робот должен устанавливаться на бетонный пол большой толщины в помещениях с пониженной влажностью. Пол должен быть очень ровным, допускается перепад высоты, но не более 5мм на один метр пола. Это обеспечит ровную установку и гарантирует точность выполнения манипуляций. Для обеспечения необходимого уровня влажности воздуха рекомендуется организовать подводку осушенного воздуха.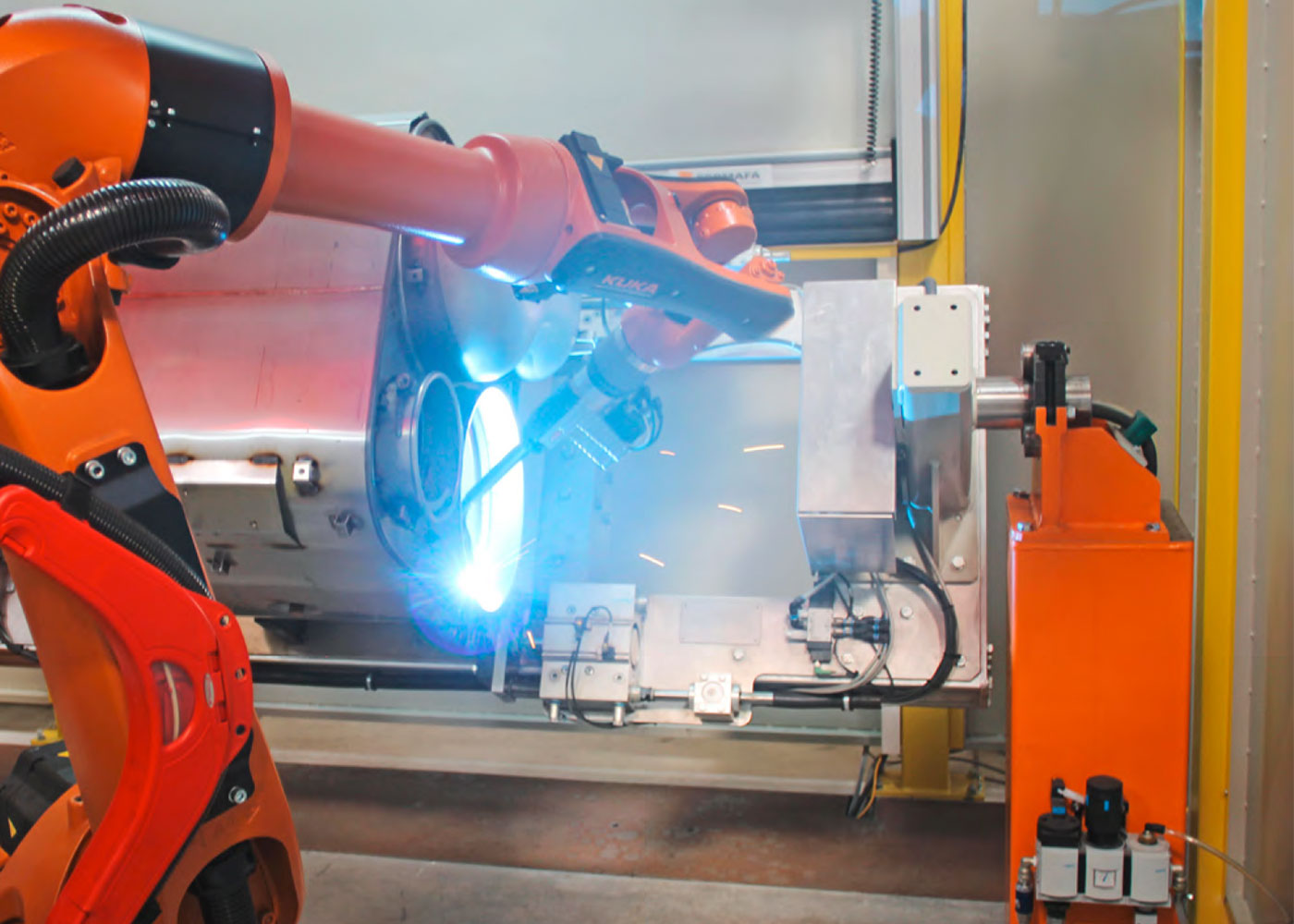 Дополнительно в помещении должны быть предусмотрены буферные зоны для изделий после сварки.
Дополнительно в помещении должны быть предусмотрены буферные зоны для изделий после сварки.
Как роботизировать сварку на действующем производстве?
Каковы же преимущества роботов KUKA? В чем состоят явные плюсы роботизации сварочного производства? И какие проблемы удастся решить производителю при роботизации сварочных процессов?
Если Вы никогда не сталкивались с задачами автоматизации технологических процессов и интеграции сварочного робота в существующий сварочный процесс, то сначала стоит разделить всю подготовительную работу на три основных этапа.
Какие факторы влияют на внедрение системы роботизированной сварки?
Предварительный анализ
На этапе предварительного анализа исходных данных потребуется учесть все факторы, влияющие на процесс интеграции системы роботизированной сварки. И, как это ни странно, необходимо сразу определить конечный результат, ожидаемый после реализации проекта. Вероятно, это будет увеличение объемов производства, сокращение количества технологических операций (сокращение цикла производства), оптимизация производственных затрат, экономия производственной площади, улучшение техники безопасности на производстве, повышение качества продукции и снижение количества брака и др. Вполне возможно, что Вы ожидаете получить ощутимый комплексный результат, в любом случае необходимо здраво оценивать, насколько реалистичен и экономически обоснован Ваш проект.
Вполне возможно, что Вы ожидаете получить ощутимый комплексный результат, в любом случае необходимо здраво оценивать, насколько реалистичен и экономически обоснован Ваш проект.
Чтобы внедрить систему роботизированной сварки необходимо участвовать в ее проектировании. Применение сварочных роботов позволяет повысить производительность, при этом качество продукции существенно выше, а объем работ по исправлению брака стремится к минимуму.
Немаловажную роль в конечной себестоимости готовой продукции также играет и сокращение длительности производственного цикла изготовления деталей благодаря уменьшению времени на вспомогательные операции и повышению непрерывности технологического процесса.
Тип и модель изделий
Для начала стоит определиться с номенклатурой изделий, подлежащих сварке. Стоит изначально определить типы и модели изделий, процесс изготовления которых планируется роботизировать. Следует выделить изделия, обладающие общностью конструктивно-технологических признаков. Возможно, стоит рассмотреть предложения по унификации заготовок или изменению их конструкции. Тип производства: серийное, мелкосерийное, единичное или массовое, также влияет на рациональность унификации деталей и заготовок.
Возможно, стоит рассмотреть предложения по унификации заготовок или изменению их конструкции. Тип производства: серийное, мелкосерийное, единичное или массовое, также влияет на рациональность унификации деталей и заготовок.
Немаловажным фактором также является оценка свариваемости исходных материалов и рациональность выбора основных и сварочных материалов.
Вопросы сложности подготовки и сборки под сварку также нельзя оставить без внимания. Роботизированная сварка требует пересмотра подхода к складской логистике, заготовительным операциям, подготовке и сборке деталей и элементов под сварку.
Качество подготовительных и сборочных работ
Преимущества роботизированной сварки в полной мере будут ощутимы только при модернизации сварочного производства в целом и повышении качества заготовительных и сборочных работ в частности. Изначально стоит пересмотреть подход к сборочным операциям, определиться, будут ли части свариваемой детали прихвачены предварительно или не прихваченные детали будут жестко зафиксированы в специализированной оснастке и т. д. Не стоит надеяться, что сварочный робот компенсирует проблемы качества, связанные с плохой сборкой и большими зазорами между свариваемыми деталями.
Роботов очень сложно адаптировать к переменным зазорам между свариваемыми деталями и к деталям, которые не имеют повторяемости по геометрии. Хотя изменения геометрии и зазоры в стыке свариваемых деталей могут быть обнаружены многочисленными системами слежения, но они также имеют свои ограничения.
Чтобы избежать неприятных сюрпризов и разочарований в будущем, следует предусмотреть шаги по модернизации заготовительных операций. Обновление парка машин плазменной резки, модернизация существующих прессов и штампов, пересмотр складской логистики также являются важными этапами перехода на роботизированное производство.
Время сварочного цикла
Затем стоит точно определить время цикла при ручной или механизированной сварке изделия и тогда Вы будете иметь отправную точку для оценки окупаемости инвестиций в роботизированную сварку. Именно в этот момент, вероятно, Вами будет принято решение изменить методы подготовки под сварку и сам способ сварки. В конечном итоге, оценив количество и разнообразие изделий, выпускаемых в определенный период времени (за смену, рабочий день, неделю, месяц, год) можно получить реальные цифры по окупаемости проекта.
Внедрение в производство роботизированных сварочных систем дает ощутимый экономический эффект за счет экономии рабочих площадей. Ведь рабочая зона робота расположена вокруг него и может намного превышать габариты самого робота, в то время как рабочая зона любого современного станка существенно меньше самого станка и находится внутри него. Следует проанализировать рациональность размещения оборудования.
Техника безопасности
Обеспечение техники безопасности при выполнении технологически сложных задач сварки — также весомый аргумент в пользу применения сварочных роботов. Робот берет на себя сложную, тяжелую физическую работу сварщика, такую как работы на высоте, работы в неудобном для сварщика положении, сварка в труднодоступном или опасном для человека месте, сварка в замкнутом пространстве. Он не просто имитирует или замещает человека, он выполняет производственные функции быстрее, надежнее, безопаснее.
Не стоит забывать также и о повышении квалификации персонала производства. Как уже говорилось, новые технологии требуют новых подходов в обучении заводских рабочих, больше внимания следует уделять информационных технологиям.
Проанализировав эти пункты, вы сможете правильно оценить потребности производства в модернизации и определить, подходит ли для их удовлетворения роботизированная система.
Сварочные роботы CLOOS QIROX®, Германия
Пять сварочных роботов CLOOS QIROX® со множеством преимуществ
Как один из ведущих специалистов в области разработки и производства высококачественных сварочных роботов для промышленного применения, фирма CLOOS использует для непрерывного развития накопленный десятилетиями опыт и инновационные технологии. Благодаря интеграции роботизированных и сварочных технологий, сварочные роботы нового поколения QIROX® предлагают дополнительную потребительскую ценность и преимущества в производстве.
Среди основных моментов сварочных роботов QIROX® стоит отметить полный пересмотр дизайна и внедрение дополнительной седьмой оси. Оба новшества способствуют значительному увеличению гибкости и динамики сварочных роботов QIROX®. В результате, автоматизированные процессы сварки могут быть настроены более эффективным образом.
Роботизированное решение для сварки «из одних рук»
Фирма CLOOS предлагает роботизированные системы для сварки, включающие в себя систему управления, датчики, периферийные модули, источники сварочного тока QINEO®, а также технологическое «ноу-хау». Фирма CLOOS разрабатывает техническое и программное обеспечение с характеристиками, которым нет аналогов в мире.
Сварочный робот QIROX® QRC в классическом исполнении
Сварочный робот в классическом исполнении. Новое поколение роботов QIROX®: улучшенный дизайн, модульная конструкция и бережное ведение кабелей
Сварочный робот QIROX® QRH с полым валом шарнира руки
C полым валом шарнира руки. Встроенный в руку робота механизм подачи проволоки. Шлангпакет горелки при движении — не закручивается вокруг руки робота.
Инновационная 7-ая ось
Увеличенный радиус действия с опциональной седьмой осью. Инновация для повышения эффективности
Система управления
Обычно принятые в робототехнике функции программного обеспечения дополнены широким набором полезных опций
Принадлежности
Система QIROX® располагает разнообразными возможностями подключения других устройств и является, таким образом, весьма гибкой в эксплуатации
Система смены инструмента
Различные процессы сварки, как например, MIG/MAG, WIG (TIG) или “ТАНДЕМ” могут быть применены на одном или нескольких изделиях при использовании одного робота
Дополнительные функции
Механическая очистка сварочной горелки, автоматическая система замены расходных частей сварочной горелки QIROX SpareMatic и многое другое
Какие отрасли промышленности являются заказчиками? Например, автомобильная промышленность во всем её многообразии, судостроители, приборостроители, производители строительного оборудования, рельсовых транспортных средств, авиационная промышленность и многие другие отрасли. И это далеко не полный перечень наших клиентов.
Фирма CLOOS обладает уникальным качеством внедрять, комбинировать и координировать современные новейшие технологии и создавать из их многообразия новые производственные циклы, учитывая специфическое для каждого производства «ноу-хау».
У фирмы CLOOS имеется свой центр обучения. Здесь заказчики могут ознакомиться с новейшими разработками в области сварочных технологий.
Примеры применения сварочных роботов в различных областях промышлености:
Возможные сварочные процессы в применении со сварочными роботами CLOOS QIROX®:
Нестандартные и индивидуальные решения – задачи, которые CLOOS решает каждый день. Глубокие знания во всех отраслях металлообрабатывающей промышленности всегда приводили к успеху, к передовым технологиям, что в свою очередь ставило перед нами новые задачи. Компетентность лучше всего подтверждается деталями.
Мы никогда не стоим на месте. Вот уже многие десятилетия мы являемся пионерами в области новаторских сварочных технологий. Наши усовершенствования получили мировое признание.
Сварочные роботы фирмы CLOOS – гарант вашего оптимального системного решения
Задайте вопрос по подбору оптимального решения для Вашей задачи по телефону (812) 309-74-80
Сделайте запрос в письменной форме и скачайте опросный лист на разработку проекта роботизированной сварки
Сварочные роботы от Panasonic, лучший сварочный робот на свете!
Сварочные роботы Panasonic давно стали стандартом для компании Valk Welding. Valk Welding является европейским партнером Panasonic, и в своем качестве мы постоянно помогаем в разработке сварочных роботов, периферийных устройств и программного обеспечения. Мы знаем каждую деталь и можем обеспечить беспроблемную интеграцию вашего сварочного робота в ваши производственные процессы. Если сварочный робот Panasonic не может этого сделать, то это просто невозможно!
Полностью интегрированные решения для сварочных роботов
Panasonic — единственный производитель роботов, который полностью специализируется на сварочных роботах и производит все компоненты для сварочных роботов собственными силами:
— Сварочный робот TM или сварочный робот TL
— Управление роботом
— Программирование роботов программное обеспечение
— Интегрированные источники сварочного тока
— Манипуляторы
— Периферийные устройства
— Программное обеспечение для автономного программирования
Valk Welding использует оборудование Panasonic для резки и сварки, которое доказало свою надежность и всегда на шаг впереди конкурентов.
Tawers Серия
Серия Panasonic TAWERS ™ — первая и единственная роботизированная система, в которой источник питания полностью интегрирован в контроллер робота. Роботы TAWERS ™ оптимизированы по скорости, с более крупными двигателями и контроллерами, повышенным ускорением и высокооптимизированной конструкцией. Чрезвычайно высокая скорость робота увеличивает производительность за счет сокращения времени цикла. Серия Panasonic TAWERS ™ доступна как сварочный робот TM и сварочный робот TL.
Щелкните здесь, чтобы увидеть серию TM Щелкните здесь, чтобы увидеть серию TL
От комплексного решения до стандартных сварочных роботов
Мы можем предоставить индивидуальные решения, основанные на пожеланиях наших клиентов, а также у нас есть широкий спектр доступных концепций «стандартных» сварочных роботов.Это доступные мобильные решения, которые могут быть доставлены в короткие сроки. Идеальное решение для быстрого и гибкого производства!
Подробнее о сварочных роботах
Вам интересно узнать о наших решениях для сварочных роботов? Вы можете найти исчерпывающий обзор реализованных нами проектов на нашем канале YouTube. Мы специализируемся на решениях для сварочных роботов, но мы также можем выполнить проекты для резки или их комбинации.
Как выбрать правильный позиционер для вашего сварочного робота
Home / Как выбрать правильный позиционер для вашего сварочного роботаПревосходство в автоматизации сварки во многом зависит от возможностей позиционера, используемого для данной области применения.Выбор правильной технологии позиционирования требует четкого понимания доступных вариантов и функций позиционера, чтобы получить необходимую гибкость для улучшения качества сварки и сокращения времени цикла.
Двухпозиционные позиционеры колеса обозрения, идеально подходящие для средних и крупных деталей длиной от 3 до 5 м, обеспечивают максимальную экономию занимаемой площади и чрезвычайно популярны для сварки автомобильных деталей и аналогичных компонентов в сложных условиях.Две оси цапф с сервоприводом на каждой стороне главной оси «развертки» поворачивают позиционер в направлении снизу и экономят время цикла, позволяя деталям занять свое положение, в то время как станции поворотных цапф поворачиваются над или под осью поворота. (первый вид)
Двухпозиционные позиционеры колеса обозрения, идеально подходящие для средних и крупных деталей длиной от 3 до 5 м, обеспечивают максимальную экономию занимаемой площади и чрезвычайно популярны для сварки автомобильных деталей и аналогичных компонентов в сложных условиях.Две оси цапф с сервоприводом на каждой стороне главной оси «развертки» поворачивают позиционер в направлении снизу и экономят время цикла, позволяя деталям занять свое положение, в то время как станции поворотных цапф поворачиваются над или под осью поворота. (второй вид)
Этот доступный одноосевой позиционер идеально подходит для сварки фермы опор, прицепов, сельскохозяйственных деталей и прочего оборудования длиной до 5 м. Его можно установить исключительно в качестве передней бабки на полу или на столе. Это позволяет выполнять сварку простых и / или мелких деталей, таких как небольшие металлические рамы, цилиндры или компоненты, составляющие большую деталь.Производители часто комбинируют переднюю бабку с задней бабкой для поддержки длинных пролетов деталей или периферийных сварочных инструментов, поскольку задние бабки свободно вращаются, чтобы выдерживать нагрузку детали и инструмента.
Идеально подходят для сварки простых деталей малого и среднего размера, таких как офисное оборудование или автомобильные подвески, позиционеры с поворотным столом популярны в предварительно спроектированных сварочных установках и используют основание с осью, прикрепленной к полу, и верхнюю часть стола, куда можно добавить стационарный инструмент. . Они вращаются «ленивой Сьюзен», перемещая детали со станции загрузки / выгрузки оператора внутрь рабочей ячейки.
Многоосные позиционеры, хорошо подходящие для сварки больших, прямоугольных или трубчатых деталей, добавляют гибкости для размещения деталей и инструментов различных размеров и сложности. Нередко можно встретить эти позиционеры, прикрепленные к стенам, направляющим или другим поверхностям для увеличения доступа или маневренности.
Превосходство в автоматизации сварки зависит от возможностей используемых компонентов. Это особенно актуально для технологии позиционирования, которая может значительно различаться по стилю, размеру и мощности.Однако независимо от технических характеристик, хорошее понимание типов и функций позиционера будет иметь большое значение для облегчения процесса принятия решений при поиске наиболее прочного и надежного позиционера для требовательных приложений.
ТИПЫ ПОЗИЦИОНЕРОВ
Сварочный позиционер — это устройство, которое управляет вращением детали с помощью различных типов ротаторов, которые обеспечивают вращение на 360 градусов и доступ к детали. Использование такого оборудования в процессе роботизированной сварки позволяет ускорить производство и улучшить качество сварки, особенно при сварке больших размеров.Точно так же, как эргономика важна для повышения комфорта и производительности квалифицированных сварщиков, правильное расположение имеет значение и для роботов. Чтобы робот мог достичь определенных сварных деталей и минимизировать время цикла, детали должны быть легко доступны. Однако, независимо от размера детали, каждый используемый сварочный позиционер специально разработан для конкретных условий применения.
Одноосный
Самый доступный и базовый тип позиционера спроектирован с одной осью. В то время как большинство позиционеров представляют собой просто несколько передних бабок и задних бабок в различных соединенных конфигурациях, одноосевые позиционеры могут быть установлены исключительно как передняя бабка на полу или на столе.Это позволяет выполнять сварку простых и / или мелких деталей, таких как небольшие металлические рамы, цилиндры или компоненты, составляющие большую деталь. Часто производители комбинируют переднюю бабку с задней бабкой для поддержки длинных пролетов детали или периферийных сварочных инструментов, поскольку задние бабки свободно вращаются, чтобы выдерживать нагрузку детали и инструмента. Это идеально подходит для деталей длиной до 5 м, таких как фермы башни, прицепы или сельскохозяйственные детали. Для сварных конструкций с повышенной полезной нагрузкой можно использовать две передние бабки в сочетании с одной задней бабкой.
- Традиционный инструмент с жестким креплением по сравнению с новой запатентованной технологией . Все большее число производителей переходят от традиционных систем с жестким креплением к более масштабируемому подходу для удовлетворения широкого спектра требований приложений. Традиционно выравнивание передней бабки и задней бабки выполнялось на общей основе под руководством процедур точного лазерного нивелирования, поскольку смещенная передняя бабка / задние бабки или передняя бабка / передние бабки могут привести к значительному повреждению детали и инструмента.Также может произойти значительное сокращение срока службы позиционера. Чтобы избежать этого сценария, производители внедряют использование инновационной системы крепления приспособлений под названием MotoMount ™, которая обеспечивает две степени свободы, чтобы упростить установку инструментов и снизить нагрузку на подшипники позиционера до 70 процентов на трехметровых и более пролетах.
В отличие от традиционных инструментов с жестким креплением, эта новая система крепления приспособлений имеет соответствующие подшипники как на головке, так и на задней бабке. Это не только допускает смещение до двух градусов в любой плоскости, снижая нагрузку на позиционер и последующий инструмент, но также использование этой технологии улучшает общую воспроизводимость приспособления до 75 процентов, позволяя приспособлению расслабиться в своем положении. естественное состояние.
Колесо обозрения
Идеально подходит для средних и крупных деталей длиной от 3 до 5 м. Двухпозиционная конструкция позиционера колеса обозрения обеспечивает максимальную эффективность использования площади. Как и большинство двусторонних позиционеров, эти популярные позиционеры обычно рассчитываются по грузоподъемности (т. Е. 1255 кг), которая представляет собой общую полезную нагрузку инструмента и детали с каждой стороны устройства. Благодаря своим размерам, малой занимаемой площади и прекрасному времени цикла они чрезвычайно популярны в автомобильной промышленности и аналогичных отраслях промышленности с жесткими условиями окружающей среды.Позиционер этого типа имеет две оси вращения с каждой стороны от главной оси «качания», которая поворачивает позиционер сверху вниз, как и его тезка. Оси имеют сервопривод, что позволяет экономить время цикла, позволяя деталям поворачиваться в нужное положение, в то время как станции цапфы вращаются над или под осью развертки. Обычно центральный дуговой экран разделяет две стороны (или рабочие места), защищая оператора от брызг и вспышек дуги. Эти две станции позволяют оператору выгружать и загружать с одной стороны, в то время как деталь с другой стороны сваривается.
Поворотные столы и H-образные рамы
Популярные с предварительно спроектированными сварочными модулями, позиционеры поворотных столов используют основание с осью, прикрепленной к полу, и верхнюю часть стола, куда можно добавить стационарный инструмент. Точно так же в этих позиционерах используется дугообразный экран для разделения двух сторон (или рабочих станций). В отличие от позиционеров с колесом обозрения, поворотные столы вращаются «лениво Сьюзен», перемещая детали со станции загрузки / выгрузки оператора внутрь рабочей ячейки. Простые детали малого и среднего размера, такие как офисное оборудование или автомобильные подвески, идеально подходят для этого позиционера.
Хотя детали нельзя перемещать во время сварки с помощью поворотного стола, позиционер с H-образной рамой является двоюродным братом традиционного поворотного стола, где вместо стола используются дополнительные передняя и задняя бабки с каждой стороны позиционера. Одним из преимуществ этого стиля позиционера является то, что можно добавить еще одну ось, где головка и задняя бабка прикрепляются к основанию, устанавливаемому на полу. Это позволяет поворачивать деталь встык, а также вращать с передней бабкой во время сварки. Средние детали со сложными многосторонними сварными деталями хорошо работают с этой установкой, особенно когда они используются с согласованным движением робота во время сварки.
Multi-Axis
Подобно тому, как H-образная рама может добавить возможности к обычному позиционеру поворотной платформы, другие сервооси, передние бабки и основания могут быть объединены для создания различных специальных позиционеров, таких как «наклон-поворот» или «скайхук». »Позиционеры. Эти многоосевые позиционеры обеспечивают дополнительную гибкость для размещения деталей и инструментов различных размеров и сложности. Для этого типа позиционеров обычно хорошо подходят более крупные, квадратные или трубчатые детали, поскольку они позволяют приваривать деталь в оптимальном положении.Для увеличения доступа или маневренности эти позиционеры нередко устанавливаются на стенах, направляющих или других поверхностях. Для максимальной гибкости шестиосевой манипулятор робота можно использовать в качестве «бесшумного» решения для позиционера.
РЕКОМЕНДАЦИИ ДЛЯ ПОЗИЦИОНЕРА
Стандарты клиентов требуют от сварщиков использования наилучших технологий для получения высококачественных сварных швов. Чтобы удовлетворить эти требования с помощью процесса роботизированной сварки, эксперты по автоматизации предлагают сварщикам использовать следующее:
- Стандартное координированное движение .Усовершенствованная программная функция обеспечивает согласованное скоординированное движение между всеми осями позиционера, а также сварочного робота. Это не только упрощает программирование, но также обеспечивает высокую и стабильную скорость перемещения при соблюдении высочайших стандартов сварки.
- Интегрированный инструмент для питания, воздуха и связи . Некоторые аппаратные аксессуары дают пользователям роботов возможность управлять интеграцией нескольких контроллеров, сокращая количество избыточных проводов и модулей ввода-вывода. Это предотвращает повреждение кабелей и упрощает поиск и устранение неисправностей.
- Технические условия использования . Для компаний важно быть уверенным, что установленные позиционеры специально разработаны для сварки и соответствуют действующим спецификациям для работы в тяжелых условиях —
- a) Позиционеры должны пройти ресурсные испытания. Для позиционера крайне важно иметь возможность работать с максимальной скоростью в течение указанного количества смен и часов.
- b) Для определенных применений в позиционерах могут потребоваться встроенные угольные щетки.Это помогает обеспечить длительный срок службы и высокую допустимую силу тока, необходимые для использования нескольких роботов и импульсной сварки.
- c) Ширина и грузоподъемность позиционера должны соответствовать текущим и будущим потребностям. Независимо от того, будет ли позиционер использоваться для одного или нескольких заданий, приобретенное оборудование должно поддерживать максимально возможное время развертки и цикла во время использования.
- Дополнительный блок функциональной безопасности . Блок функциональной безопасности (FSU) для позиционера работает с FSU контроллера робота, чтобы определить допустимый диапазон движения.Безопасность оператора также обеспечивается в случае, если рабочий пересекает запрещенную зону, защищенную световыми завесами или сканерами площадей. Точно так же FSU может предотвратить повреждение позиционера или робота, если они попытаются покинуть определенное рабочее пространство (даже из-за ошибки человеческого программирования).
Выбор правильного позиционера и компонентов для создания уникальной сварочной установки имеет решающее значение для производителей, стремящихся получить гибкость, необходимую для улучшения качества сварки и сокращения времени цикла.Для этого лица, принимающие решения, должны иметь четкое представление о доступных вариантах и функциях позиционера. Адаптация инновационных технологий, таких как позиционер, оснащенный инновационной системой крепления приспособлений, может иметь большое значение для экономии времени и денег и удовлетворения строгих требований клиентов.
Автоматизация, автоматизированное сварочное производство, сварочные роботы — EWM AG
Из-за роста затрат на заработную плату и растущего давления со стороны международной конкуренции все больше и больше компаний вынуждены оптимизировать свои производственные процессы, что также относится и к сварке.Чтобы пользователи из промышленности, производства, образования и торговли могли производить продукцию быстрее, но при неизменно высоком уровне качества, EWM AG предлагает комплексные сварочные услуги, специально адаптированные к индивидуальным потребностям. Это включает в себя сотрудничающих роботов, а также готовые и компактные роботизированные ячейки и роботизированные системы с частично или полностью автоматическим автономным программированием. Как производитель сварочной техники, мы пользуемся преимуществами нынешних возможностей Индустрии 4.0. Таким образом можно гибко, надежно и экономично производить как малые, так и большие серии.
Одним из ключевых требований в сварочном производстве является неизменно высокое и воспроизводимое качество продукции — как для крупносерийной, так и для мелкосерийной сварки, и даже до единичных партий. Как комплексный поставщик технологий дуговой сварки, мы все больше и больше сосредотачиваемся на программных решениях, которые создают автономные программы роботизированной сварки на основе проектных данных 3D CAD. Благодаря модульной концепции программное обеспечение может быть расширено по мере необходимости, от частично автоматизированного до полностью автоматизированного автономного программирования сварочного робота.Таким образом, пользователи могут сделать производство более эффективным даже для небольших серий и сократить время онлайн-программирования до 95%. В результате время, которое раньше использовалось для обучения и программирования, можно использовать в качестве производственного времени — робот не останавливается.
Огромный спектр решений
EWM AG предлагает особенно широкий спектр комплексных решений для автоматизации сварочного производства. Интеллектуальное программное обеспечение для автономного программирования роботов используется как в компактных робототехнических ячейках, так и в комплексных системах по индивидуальному заказу из модульных комплексных решений EWM.Наши компактные и унифицированные элементы робота поставляются предварительно собранные и готовые к сварному шву, и поставляются с базовой пластиной и корпусом. Их также можно транспортировать с помощью вилочного погрузчика или грузовика и быстро вводить в эксплуатацию. Кроме того, мы предлагаем широкий спектр индивидуальных комплексных систем под ключ из наших модульных решений. С нашими роботами-сотрудниками мы разработали интуитивно понятное и управляемое решение начального уровня для автоматизации сварки, не требующее знаний в области программирования. Ко-ботов можно программировать быстро, гибко и просто.Таким образом, пользователи лучше всего подготовлены к выполнению простых задач при неизменно высоком уровне качества даже небольшими партиями, что часто требуется, например, на производстве.
Сварочная промышленность использует коботов, множество примеров представлено на FABTECH
Новый сварочный аппарат BotX Welder, разработанный Hirebotics и использующий коботов UR10e, позволяет производителям автоматизировать дуговую сварку и обрабатывать небольшие партии, которые невозможно реализовать с помощью традиционной автоматизации. Источник: Universal Robots
.ANN ARBOR, Mich.- Нехватка квалифицированных рабочих и растущий спрос приводят к дефициту сварочного оборудования. В FABTECH коллаборативные манипуляторы от Universal Robots A / S станут частью трех систем автоматизации сварки, которые помогут решить эту проблему.
По данным Американского общества сварщиков, сегодня средний сварщик в США — 55 лет, и менее 20% сварщиков моложе 35 лет. Эти демографические данные приведут к прогнозируемой нехватке сварщиков в 400 000 к 2024 году. Сварочные цеха уже не могут найти достаточно квалифицированных специалистов, и они не могут автоматизировать растущее количество производственных циклов с большим количеством смешанных / малых объемов с помощью традиционных сварочных роботов.
«Решение проблемы острой нехватки рабочей силы в сварочных цехах с помощью коботов — это решение, которое мы видим быстро развивающимся, поскольку лидеры отрасли и новаторы начинают предлагать автоматизированные сварочные инструменты на платформе Universal Robots», — сказал Стю Шеперд, региональный директор по продажам Universal Robots. «Американское подразделение. «Посетители FABTECH станут свидетелями того, как простота использования и универсальность коботов UR могут превратиться в уникальные новые инструменты автоматизации сварки, что, по мнению немногих, было возможным всего пару лет назад.”
BotX — нанять робота-сварщика почасовоНовый BotX Welder, разработанный Hirebotics, Red-D-Arc и Airgas, использует кобота UR10e для решения двух основных проблем роботизированной дуговой сварки: простота программирования и легкость, с которой клиент может получить систему, не предполагая стоимость владения. Установка BotX не требует затрат. Благодаря облачному мониторингу производители платят только за часы, которые система действительно сваривает, что позволяет производителю нанимать и увольнять BotX в соответствии с потребностями бизнеса.
«Мы выбрали Universal Robots для поддержки BotX по нескольким причинам, — сказал Роб Голдиз, соучредитель и генеральный директор Hirebotics. «Благодаря открытой архитектуре Universal Robots мы смогли контролировать не только скорость подачи проволоки и напряжение, но и угол наклона горелки, что каждый раз обеспечивает качественный сварной шов».
По словам Hirebotics, клиенты могут обучить BotX необходимым сварным швам с помощью приложения на любом смартфоне или планшете. Он получает доступ к библиотеке рецептов сварки, содержащихся в программном обеспечении BotX, разработанном специально для BotX и оптимизированном для работы с защитным газом ARCAL от Airgas.
Полное предложение продуктов BotX включает в себя манипулятор UR10e, облачный соединитель, сварочный аппарат, механизм подачи проволоки, сварочную горелку MIG, сварочный стол и настраиваемые сенсорные кнопки, вводимые пользователем. BotX теперь доступен для клиентов с ранним доступом. Он будет представлен на выставке FABTECH в Чикаго, где с 11 по 14 ноября 2019 года будет производиться сварка на стенде Airgas B19043 и на стенде OnShape A1345.
Инструмент для сварки Cobot от Vectis Automation предлагает интуитивно понятный дизайнДебют на стенде FABTECH B35083 компании Universal Robots с коботом UR10e — это новый инструмент для сварки коботов от Vectis Automation.Компания заявила, что это «портативное, безопасное, универсальное и чрезвычайно простое в использовании решение, которое даже доступно как вариант аренды с правом владения с низким уровнем риска и без капиталовложений».
Интерфейс программирования Let’s Weld Together
Vectis доступен непосредственно через пульт обучения кобота UR. Программы могут быть созданы, сохранены и позже вызваны для работы с многочисленными номерами деталей, типичными для цехов с большим / низким объемом производства.
«Мы увидели, что Universal Robots доминирует как бесспорный лидер на рынке коботов, снижая барьеры автоматизации за счет простоты использования и быстрого развертывания», — сказал Джош Поули, директор по развитию бизнеса и соучредитель Vectis Automation.«Мы хотели создать на этой платформе нашего сварочного агрегата, обеспечивающего сварщикам такой же пользовательский интерфейс, который сейчас нравится производителям во многих других отраслях».
Он добавил, что Vectis Cobot Welder обычно на 25-40% дешевле, чем «все вместе» стоимость небольшого традиционного робота-сварщика. Система Vectis поставляется со всем аппаратным обеспечением, полностью интегрированным на платформу размером 3 х 6 футов. передвижная модульная крепежная тележка. Это предназначено для того, чтобы производители металла могли доставить кобота к работе или работу с коботом, без необходимости закрепления или специального места для установки.
SnapCut — Кобот, прорезающий стальПробкой на прошлогодней выставке FABTECH стала SnapWeld, первая интегрированная сварочная система MIG для коллаборативных роботов, доступная на платформе Universal Robots UR +, которая сертифицирует продукты для бесперебойной работы с коботами UR.
SnapWeld был выпущен компанией ARC Specialties. Компания дополнительно расширила ассортимент продукции UR, выпустив SnapCut, который позволяет традиционным производителям металла вырезать формы в трехмерных стальных компонентах без предварительных знаний в области робототехники или компьютерного программирования.SnapCut будет продемонстрирован на стенде FABTECH B35083 Universal Robots с помощью кобота UR10e для перемещения резака Hypertherm в желаемое положение на траектории резки.
«С SnapCut мы разработали инструмент, который позволяет производителям металла использовать коботов UR для резки нестандартных позиций на месте с качеством, близким к плазменному столу», — сказал Джон Мартин, вице-президент ARC Specialties. «Мы предлагаем простую автоматизацию процесса, который сегодня выполняется в основном вручную.”
Пользователи могут легко переключаться между плазменной резкой и сваркой, превращая SnapCut в SnapWeld, сообщает ARC Specialties. Компания добавила, что недавно обновила интерфейс SnapWeld. В него предварительно загружены графики сварки, так что даже пользователи, не имеющие опыта работы в робототехнике, могут ввести информацию о материале, а затем указать путь сварки, направив робота на сварной шов.
UR16e дебютирует на выставке FABTECHFABTECH также является первой возможностью для производителей металла увидеть новый сверхмощный UR16e от Universal Robots, который может похвастаться впечатляющими 16 кг (35 фунтов.) полезной нагрузки. Новый кобот сочетает в себе высокую полезную нагрузку с радиусом действия 900 мм и обеспечивает повторяемость +/- 0,05 мм, что делает его идеальным для автоматизации таких задач, как обработка тяжелых материалов, удаление заусенцев и обслуживание станков. Universal Robots заявила, что UR15e имеет самую высокую полезную нагрузку и лучшую повторяемость положения в этом классе досягаемости.
Новый кобот запускается на стенде UR компанией Fusion Cobotics, партнером UR, который разработал серию FC, предварительно сконфигурированное решение для обслуживания машин с UR16e.Производители могут использовать оборудование для эффективного, надежного и бесперебойного обслуживания машин в течение дня и в нерабочее время (отключение света), повышая рентабельность капитального оборудования, не тратя деньги и ценные площади, обычно необходимые для обычных решений по уходу за роботизированными машинами.
5 Инструменты Каждая роботизированная сварочная горелка должна иметь
Роботизированные сварочные горелки могут упростить процесс сварки и сделать его более надежным и быстрым. Но сварочные роботы и сама горелка хороши ровно настолько, насколько хороши то, чем вы ее окружаете.Помимо талантливого персонала, есть инструменты, которые может использовать каждый сварочный робот и роботизированная горелка, чтобы сделать автоматическую сварку более эффективным и действенным процессом. Мы собираемся рассказать о 5 инструментах, которые, как я понял, благодаря многолетнему опыту работы с автоматизированными сварочными операциями, большими и малыми, которые многие могли бы использовать для большого эффекта на своих сварочных горелках-роботах:
- Станция развертки / очистки сопел
- Приспособление для выравнивания шейки
- Воздушный удар
- Отслеживание шва
- Устройство контроля газа
Некоторые из этих инструментов недорогие, и их легко приобрести.Другим вам может потребоваться оценка продукта и испытание продукта, чтобы увидеть, насколько эффективнее ваша сварочная ячейка с этим.
Развертка для сопел / Станция очистки
Если вы используете робота для сварки, скорость и точность очень важны. Нецелесообразно приносить роботизированный манипулятор и заставлять оператора чистить сопло после того, как в ячейке возникает много сварных швов между чистками. Поэтому наличие станции развертывания для вашей роботизированной сварочной горелки чрезвычайно важно для сохранения времени и точности, которые требуются для операции автоматизации сварки.
Станция развертывания с полным спектром услуг будет состоять из трех компонентов: расширителя, кусачки и аппликатора для предотвращения разбрызгивания. Развертка удалит все брызги внутри сопла, чтобы газ лучше проходил от диффузора к наконечнику и соплу для получения качественных сварных швов. Устройство для резки проволоки каждый раз обеспечивает одинаковый вылет, чтобы дуга хорошо зажигалась и точно попадала в сварное соединение. Поскольку скорость снова имеет решающее значение для достижения окупаемости вашей роботизированной сварочной горелки, ручная обрезка проволоки сокращает время дуги и задерживает окупаемость робота.Инжектор / аппликатор, предотвращающий разбрызгивание, также предотвращает скопление брызг внутри сопла и на контактном наконечнике.
В своих путешествиях я видел несколько роботизированных сварочных модулей и горелок, в которых используется расширитель, но не кусачки или антибрызгиватели. Я столкнулся с одним конкретным пользователем, который зажимал банку с соплом рядом с ячейкой и заставлял робота погружать резак в банку. Неудивительно, что после пары циклов развертывания в сопло застряло столько геля, что газовые порты были забиты, и дуга не заработала, поэтому пришлось заменить шейки.Это не идеальная ситуация или использование расширительной станции.
Для большинства пользователей цена является камнем преткновения при инвестировании в станцию расширения с полным спектром услуг. А некоторые станции могут быть дорогими. Но существуют недорогие решения по техническому обслуживанию резаков с полным комплексом услуг, которые включают расширитель, кусачки для проволоки и инжектор для предотвращения разбрызгивания, которые могут увеличить время зажигания дуги робота и еще больше ускорить окупаемость.
Приспособление для выравнивания
Каждый раз, когда вы используете роботизированную сварочную горелку, инструмент Tool Center Point или TCP имеет решающее значение для успеха сварочной ячейки.Нет лучшего способа проверить TCP вашего фонаря до того, как шейка будет включена, чем использование приспособления для выравнивания.
Выравнивающие приспособлениятакже имеют решающее значение для ремонта шейки резака в случае аварии. Сбои случаются при роботизированной сварке — это досадное, но неизбежное время от времени. Если вы используете горелку с водяным охлаждением, где шейки в виде лебедей могут быть более дорогими, наличие приспособления для выравнивания под рукой может позволить вам в случае аварии согнуть шейку горелки до правильного TCP в случае аварии, при условии, что водопроводы не повреждаются в лебединой шее.С сегодняшними датчиками столкновения аварии, повреждающие водопроводы, становятся все более редкими, поэтому возможность сгибать шею на место может сэкономить сотни долларов каждый раз, когда происходит авария.
В зависимости от того, сколько ячеек робота подключено к линии, наличие нескольких приспособлений для выравнивания под рукой может также сэкономить время, имея или обеспечивая соответствие офлайн-шеек TCP TCP, прежде чем они будут установлены на переднем модуле и введены в эксплуатацию.
Воздушный удар
Воздушная струя — это изящный и недорогой (а иногда и стандартный) вариант, который можно встроить в сварочную горелку-робот.
Воздушный поток — это выделенная линия внутри кабельного узла горелки, которую можно подсоединить к воздушному компрессору с чистым воздухом, идущим из задней части горелки, который выпускает поток чистого воздуха через газовые отверстия для продувки отверстий для газа и удаления шлака брызги от них при воздушной резке.
Линии продувки воздухом также можно использовать для впрыскивания аэрозоля, предотвращающего разбрызгивание, в диффузор, наконечник и сопло, или использовать для продувки любого незакрепленного мусора. В качестве опции горелки продувка воздухом также очень полезна для охлаждения контактного наконечника между циклами.
Даже при использовании горелки с водяным охлаждением важно помнить, что контактный наконечник редко испытывает полное воздействие охлаждающей жидкости, потому что водопроводы не достигают контактного наконечника.
Воздушная струя может направлять воздух из кабеля через передний конец резака и немного охладить наконечник во время резки, чтобы продлить срок его службы.
Отслеживание шва
Уотслеживание швов и раньше возникали проблемы, но теперь он становится все более надежным и надежным инструментом.Отслеживание шва — это устройство, установленное на креплении робота, которое отслеживает шов сварного шва и учитывает различия в инструментах и приспособлениях для направления робота — и, следовательно, резака — вдоль соединения для учета этих отклонений. Если у вас плохая подгонка, отслеживание шва может позволить сварочной горелке-роботу обеспечить хороший сварной шов.
Как инструмент, отслеживание швов не для всех. Во-первых, это крупная инвестиция. Во-вторых, это не подходит для каждой отрасли. Например, в такой отрасли, как автомобилестроение, есть приспособления, и инструменты могут быть настолько узкими, что в некоторых случаях трудно поместить камеру в такое ограниченное пространство.
Но если у вас есть автоматическая сварка с большим количеством открытых инструментов или длинных деталей, где небольшие ошибки в креплении могут привести к чрезмерному браку и переделкам, отслеживание шва может стать отличным инструментом для решения этих проблем.
Прочтите нашу электронную книгу по отслеживанию швов здесь
Устройства контроля газа
Существует множество устройств контроля газа, которые помогут вам убедиться, что вы получаете правильный поток газа. Некоторые из них имеют очень низкую стоимость, а некоторые требуют более высокого уровня затрат.
Многие стандартные рабочие процедуры (СОП) требуют подачи определенного количества газа к соплу. Газовый контролер — хороший маленький инструмент, который можно носить в кармане любого человека, чтобы убедиться, что поток газа от сопла к сварной детали правильный.
Газовые шашки действительно возвращаются и в расширители. Если вы не используете такие инструменты, как расширительные станции, чтобы поддерживать сопло и внутреннюю часть переднего конца резака в чистоте, скорее всего, вы не получите желаемый поток газа от диффузора к соплу и получите плохие сварные швы.Газовый контролер сообщит вам, что ваша развертка достигает желаемых результатов.
Расходомерытакже являются важными инструментами, поскольку они будут подтверждать вашу СОП, чтобы гарантировать, что вы получаете правильный расход газа кубических футов в час (кубических футов в час).
Есть также отверстия, которые вы можете установить в задней части механизма подачи проволоки, которые ограничивают выброс газа в начале дуги, где обычно вы столкнетесь с более высоким потреблением газа.
Электронные регуляторытакже являются эффективными устройствами контроля газа, поскольку они подают газ к переднему концу сварочной горелки-робота синхронно со сварочным током.Чем больше потребляемая сила тока, тем больше газа поступает к переднему концу горелки; Чем меньше сила тока, тем меньше ток регулирует электронный регулятор, чтобы уменьшить поток газа и избежать пористости. Электронные регуляторы также работают как диафрагмы, чтобы подавить этот первоначальный выброс газа во время зажигания дуги, поэтому вы не используете слишком много газа при зажигании дуги.
Роботизированные сварочные горелки обычно хорошо сконструированы, рассчитаны на многократное использование и могут значительно ускорить производство. Но без инструментов вокруг роботизированного резака, которые помогли бы ему работать и работать оптимальным образом, ваш роботизированный резак будет изо всех сил пытаться достичь наилучших результатов и окупить затраты на сварочную ячейку робота в желаемые сроки.
Если вы думали, что этот блог был интересным, но ищете более подробную информацию о роботизированных сварочных горелках, у нас есть руководство, которое находится прямо в вашей рулевой рубке. Прочтите Полное руководство по роботизированным сварочным горелкам здесь или нажав кнопку ниже.
Сварочные роботы сокращают нехватку рабочих
В связи с растущим промышленным спросом и конкурентоспособными ценами сварочные роботы в последнее время привлекают большое внимание, поскольку новые предложения ведущих производителей роботов позволяют автоматизировать промышленную сварку более эффективно, чем Когда-либо.
По оценкам Американского общества сварщиков, к 2020 году нехватка сварщиков в США составит 290 000 человек. Проблема стала известна прошлой осенью, после того как ураганы в Хьюстоне, Флориде и Пуэрто-Рико оставили домовладельцев и инфраструктуры разрушенными и нуждались в масштабном восстановлении.
Кроме того, из-за физических особенностей, связанных со сваркой, особенно в течение карьеры, компании обращаются к роботам, чтобы восполнить пробелы в навыках, возникающие из-за производственных травм и усталости сотрудников.
GE даже обратилась к своим сварщикам, чтобы они стали программистами своих новых сварочных роботов, что позволило им сохранить свои рабочие места и поделиться своим опытом с помощью передовых программных средств управления. Кроме того, учебные заведения разрабатывают программы по обучению студентов программированию и обслуживанию сварочных роботов.
Прогнозируется, что рынок роботов для изготовления металлических изделий будет расти со средним годовым темпом роста более 18,5% в период с 2017 по 2021 год, в основном за счет повышения спроса со стороны конечных пользователей, а также за счет улучшения предложений от самих производителей роботов.
Робототехнические компании, предлагающие сварочных роботов, пытаются решить эту проблему разными способами, повышая эффективность сварочных операций и оптимизируя производственные линии, некоторые из которых были продемонстрированы на недавней выставке Fabtech в Чикаго.
Новые сварочные технологии продвигают предложения Yaskawa
Yaskawa Motoman ArcWorld 500 разработан для деталей малого и среднего размера, производимых в средних и больших объемах. Как ячейка с двумя станциями, которая занимает пространство только с одной станцией, она занимает мало места.По заявлению компании, система работает со сварочным роботом MA1440 с AccuFast II, лазерным искателем шва, предназначенным для сокращения времени цикла.
Обновленный датчик разработан для повышения производительности, обеспечивая более надежную и повторяемую обратную связь с контроллером робота относительно позиционирования детали. Он также обеспечивает показания для различных материалов и под углами измерения, которые ранее были невозможны, сказал поставщик.
Сварочная ячейка AW500 Yaskawa ( Кредит: Yaskawa Motoman)
AccuFast II использует бесконтактный коммерческий точечный лазер вместо «прикосновения» к сварочной проволоке, что позволяет роботу быстро и точно определять местонахождение сварных швов и сокращать время цикла.Помимо устранения необходимости обрезать сварочную проволоку, он также обеспечивает более высокую скорость поиска за счет устранения прогиба проволоки.
Лазерный искатель шва AccuFast II компактно монтируется на одной линии со сварочной горелкой и совместим с роботами Yaskawa Motoman с резаками со сквозной рукояткой. В датчике используются те же входные и выходные сигналы, что и в традиционном сенсорном датчике, что позволяет использовать его в существующих роботизированных установках.
ArcWorld 2000 предлагает пользователям модульную рабочую ячейку, которую можно развернуть как одну станцию или как конфигурацию с двумя роботами и двумя станциями, и которая может обрабатывать детали шириной до 5 метров и весом до 6300 кг.
ArcWorld 2000 можно использовать для изготовления автомобильных рам, сельскохозяйственных деталей и строительной техники, — сказал Крис Андерсон, младший главный инженер Yaskawa.
Spotworld 1200 Yaskawa Motoman — это стандартизированная рабочая ячейка со встроенными сварочными роботами, технологическим оборудованием и средствами защиты. Spotworld 1200 оснащен парой роботов для точечной сварки с поворотным устройством позиционирования.
Yaskawa также предлагает калькулятор окупаемости роботизированной сварочной системы для компаний, рассматривающих возможность внедрения полностью роботизированной сварочной системы.Калькулятор позволяет рассчитать рентабельность инвестиций в систему, чтобы компании могли определить бюджетные потребности полной установки и определить, насколько большой должна быть система для выполнения производственных требований.
Другие лидеры отрасли по-прежнему сосредоточены на сварочных роботах
Yaskawa — не единственная компания, предлагающая сварочные роботизированные системы. По мере роста спроса на возможности автоматической сварки, количество предлагаемых продуктов также увеличивается.
Новый пакет для совместной роботизированной сварки SnapWeld, разработанный ARC Specialties Inc.и Universal Robots — это интерактивная сварочная система с роботом-роботом, разработанная для существующих кабин ручной сварки, исключающая необходимость в новых дорогостоящих роботизированных модулях.
«Мы получаем много запросов на интеграцию универсальных роботов в сварочные кабины, поэтому мы увидели в этом уникальную возможность разработать интегрированную недорогую систему для приложений газовой дуговой сварки [GMAW], которую никто другой на рынке не предлагает. — сказал Джон Мартин, вице-президент ARC Specialties.
Fabtech был местом проведения первой демонстрации робота, на которой участники конференции могли выполнять сварку стежком, «обучая» робота точкам начала и остановки, а также количеству и длине сварного шва.
Сварочная система, интегрированная с роботом UR, состоит из механизма подачи проволоки Profax и горелки с водяным охлаждением, обеспечивающей сварку до 600 ампер, с держателем горелки, всеми кабелями и шланговыми пакетами. Упрощенное программирование обеспечивается прямой интеграцией программного обеспечения в собственную среду программирования Universal Robots через платформу Universal Robots +, которая позволяет пользователям программировать расширенные настройки непосредственно на обучающем пульте, поставляемом с роботом UR.
Настройкивключают такие функции, как скорость подачи проволоки и время дожигания, время истечения газа и время заполнения кратера с мгновенной обратной связью по сварочному напряжению и току.
«Этот сварочный комплекс UR + — идеальное решение для цехов по производству малых и больших объемов смесей, позволяя операторам управлять программами роботов и параметрами сварки на лету», — сказал Мануэль Сордо, региональный менеджер по продажам Universal Robots.
Другими поставщиками роботов для сварочных работ в Fabtech были FANUC, Güdel и Novarc. FANUC выпустила семиосный робот для точечной сварки в автомобилестроении.
Güdel сказал, что его ArcTrack — это «предварительно сконфигурированный модуль отслеживания движения робота для приложений дуговой сварки», который может сократить время выполнения заказа на 40%.Novarc продемонстрировала то, что она назвала «первым в мире роботом для совместной сварки».
Преимущества и проблемы роботизированной сварки и удаления сварочного дыма
Роботизированная сварка превратилась из почти исключительной особенности автомобильной промышленности во все более популярное стандартное решение в самых разных отраслях промышленности. Это технология, имеющая множество существенных преимуществ, но также и ряд проблем; одна из них — удаление дыма.
Что такое роботизированная сварка?
Промышленные роботы, участвующие в процессе роботизированной сварки, представляют собой шарнирно-сочлененные устройства, оснащенные руками, которые обычно устанавливаются на оси той или иной формы, позволяющей им перемещаться и при необходимости регулироваться. Робот запрограммирован на выполнение своих функций, то есть он полностью автоматизирован и требует очень небольшого контроля со стороны человека-контролера.
General Motors была во многих отношениях пионером роботизированной сварки, поскольку она начала использовать эту технологию на своих американских заводах еще в начале 1960-х годов.Другие компании автомобильной промышленности последовали их примеру, и к 1980-м годам роботы стали широко использоваться в производстве автомобилей. С тех пор количество промышленных роботов значительно увеличилось, равно как и количество секторов, в которых можно использовать роботов. Однако сварка остается ключевым сегментом: сегодня примерно> 80% сварочных работ в автомобильной промышленности выполняется роботами.
В частности, в последние несколько лет цены на промышленных роботов значительно снизились, а это означает, что все больше компаний начали использовать их на своих производственных объектах.Объемы производимых роботов в сочетании с общей тенденцией к постоянному удешевлению и доступности технологий только усиливают это развитие. Одним из примеров этого является рост Китая как крупного производителя роботов, что привело к серьезной конкуренции на рынке, на котором ранее доминировали в основном немецкие и японские компании. Существенные государственные инвестиции Китая вкладываются в робототехнические компании страны, в результате чего количество таких компаний (в настоящее время несколько сотен) утроилось в Китае только за последние несколько лет.
Преимущества роботизированной сварки
Помимо того, что сами роботы со временем стали дешевле, в долгосрочной перспективе они будут дешевле, чем человеческий труд. Тем не менее, бывают ситуации, когда предпочтительнее использовать сварщика-человека. Для определенных индивидуальных сварочных задач — тех, которые, как правило, выполняются разово или требуют ряда конкретных действий, которые трудно предсказать, — использование сварщика-человека, вероятно, будет лучшим вариантом, поскольку очень конкретная задача один раз или редко, как правило, отнимает слишком много времени, чтобы того стоить.
Таким образом, роботы и люди, как правило, выполняют разные сварочные задачи и дополняют друг друга, при этом роботы обычно освобождают рабочих от более тяжелых, более сложных и монотонных задач. Однако, что касается более повторяющихся сварочных работ, роботы, как правило, очень эффективны и точны. Они также могут облегчить процесс увеличения производства.
Удаление дыма на горелке и его альтернативы
Сварка создает различные опасные пары металлов, которые в идеале следует собирать как можно ближе к источнику.Чаще всего компания Nederman использует метод так называемого отвода сварочного дыма на горелке. Коллектор для удаления дыма соединен с гибким шлангом, по которому дым попадает в фильтр. Коллектор дыма расположен рядом со сварочной горелкой на манипуляторе робота и поглощает пары, испускаемые горелкой.
Хотя этот метод оказался очень успешным, его не всегда можно реализовать, и вместе с ним возникают проблемы; например, убедитесь, что оборудование для удаления дыма не мешает работе горелки и не препятствует движению манипулятора.Если горелка направлена вверх, горячие пары, которые также будут подниматься, необходимо всасывать вниз и собирать внизу, что является более сложным процессом, чем их сбор, когда они поднимаются от сварочного пламени. Кроме того, вытяжка из дымосборника не должна быть настолько сильной, чтобы гасить сварочный газ и отключать горелку. Чтобы решить, можно ли использовать сварочный метод или нет, нужно рассматривать каждый процесс сварки индивидуально.
Если метод удаления дыма на горелке (который обычно является методом выбора) не может быть применен, необходимо работать с окружающей средой робота.Один из вариантов — поместить робота в замкнутое пространство, из которого можно удалить пары.
Осведомленность об извлечении дыма отстает от технологий
В то время как осведомленность о роботизированной сварке и ее потенциале относительно широко распространена в большинстве крупных отраслей промышленности, необходимость надлежащей фильтрации воздуха известна гораздо меньше. Компании, производящие роботов, даже для сварочных целей, редко оснащают их надлежащими технологиями фильтрации воздуха. Это область, в которой нам нужно делать больше для повышения осведомленности, и где есть большой потенциал для различных решений по извлечению дыма.В большинстве случаев системные интеграторы проектируют производственную систему и решают, какого робота использовать в том или ином приложении, интегрируют его со сварочным и фильтрующим оборудованием и программируют робота для выполнения требуемых задач и движений. Многие из этих системных интеграторов являются нашими партнерами и могут адаптировать решения для клиентов. В Nederman мы также постоянно дорабатываем нашу продукцию в соответствии с новейшими технологиями фильтрации и гордимся тем, что признаны мировым лидером в этой области.
Роботизированная сварка на годы вперед
Учитывая потенциал этой технологии и ее значительные преимущества, роботизированная сварка, вероятно, станет все более и более распространенной. Роботы постоянно становятся дешевле и эффективнее, а качество их сварки остается высоким, стабильным и постоянно улучшается. Осведомленность об опасностях для здоровья, которые могут возникнуть из-за сварочного дыма, также растет, что делает фильтрацию воздуха важной и естественной частью всей роботизированной сварочной системы.Системные интеграторы также облегчают компаниям внедрение автоматизации на своих заводах, в первую очередь за счет создания интегрированных решений, которые легко программировать и устанавливать. В будущем компании, вероятно, смогут покупать полные стандартные решения, в которых роботов можно будет легко установить в промышленной среде без необходимости выполнять множество специальных работ на отдельных рабочих станциях. Некоторые из отраслей, которые, вероятно, получат наибольшую выгоду от роботизированной сварки, — это промышленность по производству тяжелых транспортных средств (самолеты, поезда, автобусы) и горнодобывающего оборудования.
Не стесняйтесь обращаться ко мне, если вы хотите узнать больше о работе Nederman в этой области или о том, какие варианты удаления дыма мы можем предложить вашей компании. Чтобы узнать больше о нашей работе в области фильтрации воздуха и экологически безопасных технологий, посетите наш веб-сайт и прочтите другие статьи в нашем центре знаний.
.