Что такое сварочный пост | Оборудование, виды, требования
Все без исключения сварщики, работающие на производстве, имеют специально оборудованное рабочее место, которое еще принято называть сварочным постом. Он может быть стационарным или передвижным и оснащается в зависимости от поставленных перед специалистом задач.
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.


Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.
 Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя.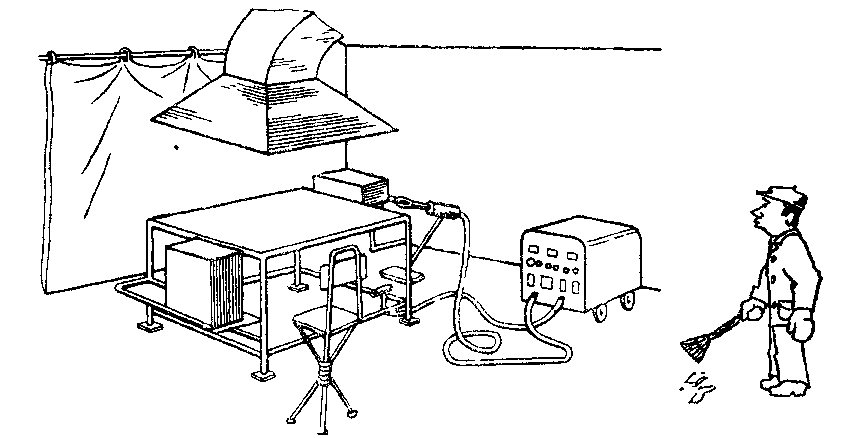 В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Что такое сварочный пост
Сварочный пост, по сути, представляет собой импровизированный кабинет сварщика. Да здесь нет удобных кресел, столов и кувшинов с водой, но есть все необходимое для выполнения комплекса сварочных работ. Другими словами, сварочный пост – это рабочее пространство, где сварщику комфортно и безопасно работать, а под рукой у него всегда есть расходные материалы и прочий необходимый инвентарь.
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
В зависимости от применяемого оборудования сварочные посты могут быть:
- Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке. В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
- Электросварочным. Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.
В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха.
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т.д.).
Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.
Виды сварочных постов
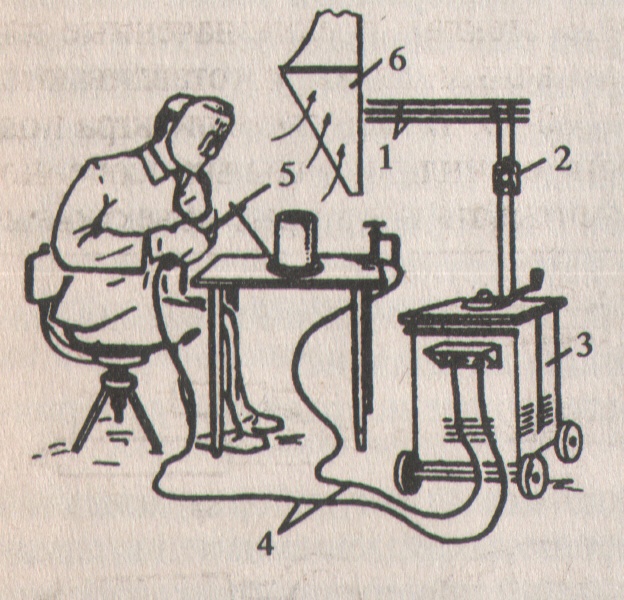
Стационарный пост
Классическая схема стационарного сварочного поста подразумевает обустройство специальной защитной кабины, лишенной навеса.
Требования к организации стационарного рабочего места:
- Площадь помещения по внутреннему периметру должна быть не меньше трех квадратных метров.
- Поверхность стенок отделывается негорючими материалами.
- Каркас кабины может изготавливаться только из металла.
- Высота рабочего стола зависит от способа выполнения работ. Для сидячего положения она составляет 60 см, а для стоячего – 90 см. в идеале, если конструкция может опускаться или подниматься в зависимости от ситуации.
- На входе навешивается брезентовый полог.
- Минимально допустима высота кабинки составляет 2 метра.
- Нижняя часть стенок приподымается над уровнем пола для улучшения вентиляции. Зазор должен быть не меньше 25 см.
- Для рабочей поверхности требуется металлический или чугунный лист общей площадью не менее одного квадратного метра.
- С внутренней стороны кабина обрабатывается специальным составом светло-серого оттенка.
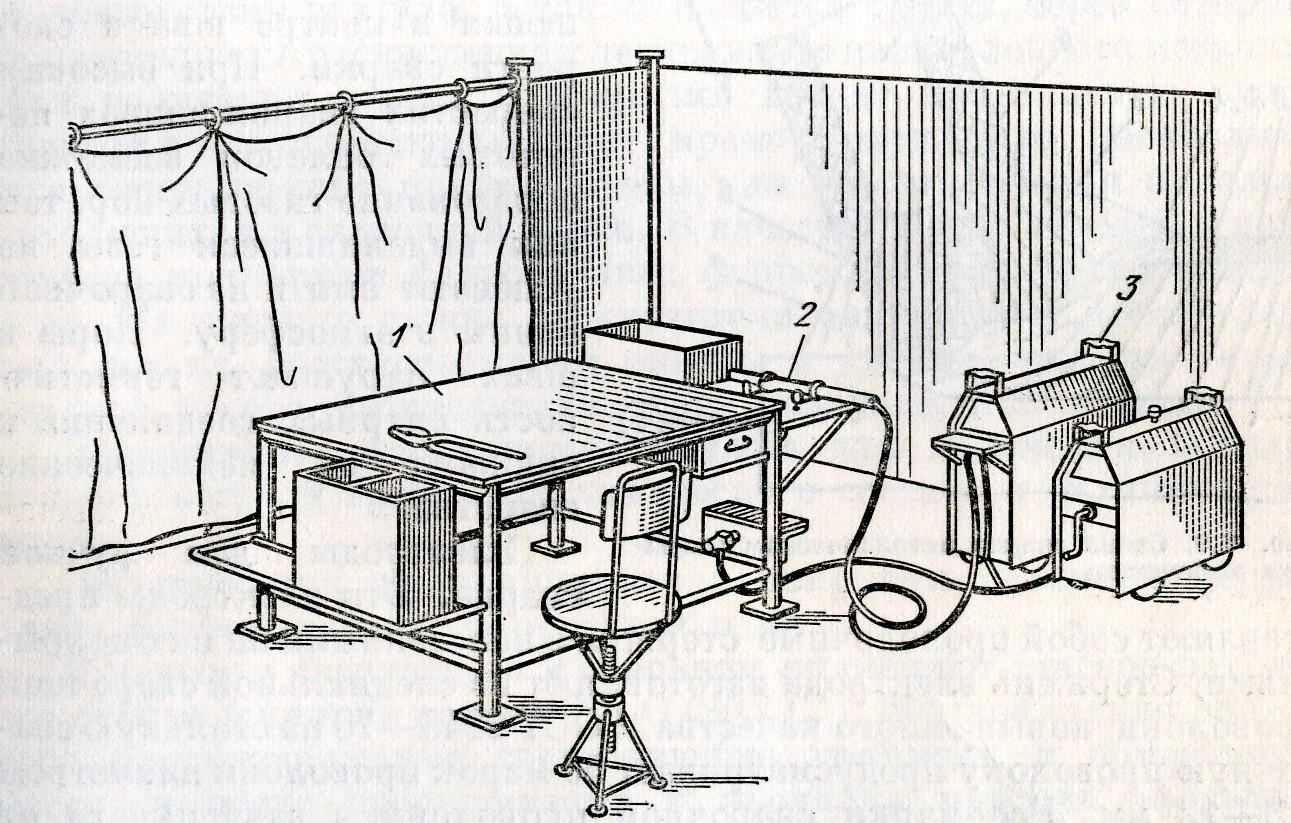
Газосварочный пост
Для организации газосварочного поста потребуется, в первую очередь, соответствующее оборудование: генератор ацетилена, горелки и рукава для подачи газа, баллоны с кислородом и редукторами.
Газосварочный переносной пост представляет собой тележку, на которой расположены баллоны, редукторы и вся необходимая оснастка. Тележка чаще всего изготавливается из труб, а колесная ось располагается в месте центра тяжести, чтобы облегчить перемещение и удержание.
Оборудование газосварочного поста состоит из таких элементов:
- стол с металлической столешницей;
- вытяжка. Устанавливается, как правило, над столом или немного в стороне;
- источники света.
Газовые баллоны располагаются немного в стороне от рабочего стола, чтобы исключить попадание раскаленных брызг на редукторы.
По существующим нормативам в целях безопасности расстояние между рабочим столом и баллонами с ацетиленом и кислородом должно составлять не меньше 10 метров. Такой же метраж (не меньше!) должен соблюдаться между баллонами и любыми источниками открытого огня. В случаях, когда работать приходиться в узких или труднодоступных местах, то требуется подача свежего воздуха.
Передвижной пост
Сварочный передвижной пост необходим при выполнении работ с крупногабаритными конструкциями. Нередко, такое рабочее место располагается на открытом воздухе. Поэтому нуждается в дополнительной оснастке для защиты от солнечных лучей, ветра и осадков. Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Во время выполнения сварочных работ в большом количестве выделяются вредные летучие вещества. Они представляют опасность для здоровья специалиста. Однако обустройство вентиляции не требуется: передвижной пост сварщика находится на открытой площадке и газы быстро улетучиваются.
А вот локальная система освещения может потребоваться. В условиях плохой естественной освещенности потребуется дополнительный источник света. Он размещается непосредственно над столом на стойках. Хорошее освещение снижает нагрузку на глаза, улучшает условия работы, что способствует повышению производительности специалиста. Электрическое оборудование, включая и сам сварочный аппарат, в обязательном порядке заземляется, чтобы минимизировать вероятность поражения сварщика электрическим током.
Необходимо учесть, что при установке ограждающих конструкций между панелями следует оставить зазор около 50 см. это необходимо для обеспечения достаточного притока свежего воздуха. Наличие у сварщика средств защиты – специального костюма, обуви, маски, рукавиц и головного убора – обязательно. Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Грамотное оборудование передвижного сварочного поста дает сварщику возможность работать без дискомфорта и в полностью безопасных условиях. Это в свою очередь приносит:
- хороший конечный результат работы;
- снижение сроков выполнения сварочных работ;
- уменьшение вероятности заболевания специалиста.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.

При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.
 С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.
Рабочие столы
Учитывая, что на рабочих постах стационарного типа свариваются металлические детали небольшого размера, то для удобства предусматриваются специальные столы. Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Крышка стола выполняется из листовой стали или чугуна толщиной 2 см. Общая площадь поверхности составляет не менее 1 квадратного метра. Важно, чтобы стол имел выдвижные ящики, в которых сварщик мог бы хранить электроды и другие расходные материалы, инструмент и мелкую оснастку. Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Под самим столом и по его периметру следует уложить резиновые коврики, которые бы препятствовали поражению сварщика электрическим током. И еще один небольшой штрих – металлическое кресло с диэлектрическим сидением, позволяющее выполнять часть работы в сидячем положении.
Оборудование разных видов сварки
Организация сварочных постов сопряжена, прежде всего, с параметрами эксплуатируемого оборудования. Основные из них – масса и требования к сети энергоснабжения.
Основные из них – масса и требования к сети энергоснабжения.
Сварочный пост должен оснащаться не только сварочным оборудованием и оснасткой для него. Помимо этого, требуется наличие дополнительного инструмента для беспроблемной эксплуатации сварочных аппаратов, а при необходимости – и мелкого ремонта. для бесперебойной работы потребуется и некоторый запас расходного материала: разного рода присадки, флюс в виде порошка или инертный газ.
Более точно скомплектовать рабочую станцию помогут технологические карты, индивидуальные регламенты, схемы, чертежи и прочая документация. Принято выделять две большие группы распространенного оборудования: электрическое и газовое.
Стационарные посты, ориентированные на использование электрооборудования, нередко оснащаются мощными устройствами переменного или постоянного тока. Для энергоснабжения зачастую требуется подключение к трехфазной сети. Наиболее востребованное дополнительное оборудование: трансформаторы переменного тока в комплекте с выпрямителями либо без таковых, генераторы, стабилизаторы электрической дуги.
Когда предусматривается работа с применением газа (инертного или активного), то в комплектацию включаются баллоны, содержащие водород, аргон, гелий или другой необходимый для работы газ. Для газосварки потребуются баллоны с кислородом и рабочим газом – ацетиленом или пропаном. Стационарный газосварочный пост может комплектоваться разными по весу баллонами, начиная от 10 литров.
Стол может быть очень массивным или же небольшим компактным. Единственное условие – площадь столешницы не должна быть меньше 1 квадратного метра. Его незаменимыми дополнениями станут тиски и струбцины. Помимо этой в дополнительную оснастку часто включаются разного рода крепежи, трубогибы, вальцовочное приспособление и т.д. Для мобильных наборов используется малогабаритное оборудование: газосварки с небольшими баллонами, инверторы и сварочные полуавтоматы.
Есть мобильные установки, размещаемые на базе автомобильной техники, в том числе и легковой. Они комплектуются бензиновыми или дизельными генераторами и являются автономными. Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
 Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.

Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.
Читайте также: Сварочный стол своими руками
Что такое сварочный пост | Оборудование, виды, требования
Все без исключения сварщики, работающие на производстве, имеют специально оборудованное рабочее место, которое еще принято называть сварочным постом. Он может быть стационарным или передвижным и оснащается в зависимости от поставленных перед специалистом задач.
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.
Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Что такое сварочный пост
Сварочный пост, по сути, представляет собой импровизированный кабинет сварщика. Да здесь нет удобных кресел, столов и кувшинов с водой, но есть все необходимое для выполнения комплекса сварочных работ. Другими словами, сварочный пост – это рабочее пространство, где сварщику комфортно и безопасно работать, а под рукой у него всегда есть расходные материалы и прочий необходимый инвентарь.
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
В зависимости от применяемого оборудования сварочные посты могут быть:
- Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке. В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
- Электросварочным. Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.
В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха.
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т.д.).
Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.
Виды сварочных постов
Стационарный пост
Классическая схема стационарного сварочного поста подразумевает обустройство специальной защитной кабины, лишенной навеса.
Требования к организации стационарного рабочего места:
- Площадь помещения по внутреннему периметру должна быть не меньше трех квадратных метров.
- Поверхность стенок отделывается негорючими материалами.
- Каркас кабины может изготавливаться только из металла.
- Высота рабочего стола зависит от способа выполнения работ. Для сидячего положения она составляет 60 см, а для стоячего – 90 см. в идеале, если конструкция может опускаться или подниматься в зависимости от ситуации.
- На входе навешивается брезентовый полог.
- Минимально допустима высота кабинки составляет 2 метра.
- Нижняя часть стенок приподымается над уровнем пола для улучшения вентиляции. Зазор должен быть не меньше 25 см.
- Для рабочей поверхности требуется металлический или чугунный лист общей площадью не менее одного квадратного метра.
- С внутренней стороны кабина обрабатывается специальным составом светло-серого оттенка. Он обладает высокими огнеупорными характеристиками и поглощает ультрафиолет. Это необходимо для исключения случайного воспламенения поверхности стен помещения.
Газосварочный пост
Для организации газосварочного поста потребуется, в первую очередь, соответствующее оборудование: генератор ацетилена, горелки и рукава для подачи газа, баллоны с кислородом и редукторами.
Газосварочный переносной пост представляет собой тележку, на которой расположены баллоны, редукторы и вся необходимая оснастка. Тележка чаще всего изготавливается из труб, а колесная ось располагается в месте центра тяжести, чтобы облегчить перемещение и удержание.
Оборудование газосварочного поста состоит из таких элементов:
- стол с металлической столешницей;
- вытяжка. Устанавливается, как правило, над столом или немного в стороне;
- источники света.
Газовые баллоны располагаются немного в стороне от рабочего стола, чтобы исключить попадание раскаленных брызг на редукторы. Газ к месту работы подается по шлангам. На больших предприятиях зачастую предусматривается подача газа по централизованным магистралям.
По существующим нормативам в целях безопасности расстояние между рабочим столом и баллонами с ацетиленом и кислородом должно составлять не меньше 10 метров. Такой же метраж (не меньше!) должен соблюдаться между баллонами и любыми источниками открытого огня. В случаях, когда работать приходиться в узких или труднодоступных местах, то требуется подача свежего воздуха.
Передвижной пост
Сварочный передвижной пост необходим при выполнении работ с крупногабаритными конструкциями. Нередко, такое рабочее место располагается на открытом воздухе. Поэтому нуждается в дополнительной оснастке для защиты от солнечных лучей, ветра и осадков. Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Во время выполнения сварочных работ в большом количестве выделяются вредные летучие вещества. Они представляют опасность для здоровья специалиста. Однако обустройство вентиляции не требуется: передвижной пост сварщика находится на открытой площадке и газы быстро улетучиваются.
А вот локальная система освещения может потребоваться. В условиях плохой естественной освещенности потребуется дополнительный источник света. Он размещается непосредственно над столом на стойках. Хорошее освещение снижает нагрузку на глаза, улучшает условия работы, что способствует повышению производительности специалиста. Электрическое оборудование, включая и сам сварочный аппарат, в обязательном порядке заземляется, чтобы минимизировать вероятность поражения сварщика электрическим током.
Необходимо учесть, что при установке ограждающих конструкций между панелями следует оставить зазор около 50 см. это необходимо для обеспечения достаточного притока свежего воздуха. Наличие у сварщика средств защиты – специального костюма, обуви, маски, рукавиц и головного убора – обязательно. Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Грамотное оборудование передвижного сварочного поста дает сварщику возможность работать без дискомфорта и в полностью безопасных условиях. Это в свою очередь приносит:
- хороший конечный результат работы;
- снижение сроков выполнения сварочных работ;
- уменьшение вероятности заболевания специалиста.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.
В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.
Рабочие столы
Учитывая, что на рабочих постах стационарного типа свариваются металлические детали небольшого размера, то для удобства предусматриваются специальные столы. Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Крышка стола выполняется из листовой стали или чугуна толщиной 2 см. Общая площадь поверхности составляет не менее 1 квадратного метра. Важно, чтобы стол имел выдвижные ящики, в которых сварщик мог бы хранить электроды и другие расходные материалы, инструмент и мелкую оснастку. Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Под самим столом и по его периметру следует уложить резиновые коврики, которые бы препятствовали поражению сварщика электрическим током. И еще один небольшой штрих – металлическое кресло с диэлектрическим сидением, позволяющее выполнять часть работы в сидячем положении.
Оборудование разных видов сварки
Организация сварочных постов сопряжена, прежде всего, с параметрами эксплуатируемого оборудования. Основные из них – масса и требования к сети энергоснабжения.
Сварочный пост должен оснащаться не только сварочным оборудованием и оснасткой для него. Помимо этого, требуется наличие дополнительного инструмента для беспроблемной эксплуатации сварочных аппаратов, а при необходимости – и мелкого ремонта. для бесперебойной работы потребуется и некоторый запас расходного материала: разного рода присадки, флюс в виде порошка или инертный газ.
Более точно скомплектовать рабочую станцию помогут технологические карты, индивидуальные регламенты, схемы, чертежи и прочая документация. Принято выделять две большие группы распространенного оборудования: электрическое и газовое.
Стационарные посты, ориентированные на использование электрооборудования, нередко оснащаются мощными устройствами переменного или постоянного тока. Для энергоснабжения зачастую требуется подключение к трехфазной сети. Наиболее востребованное дополнительное оборудование: трансформаторы переменного тока в комплекте с выпрямителями либо без таковых, генераторы, стабилизаторы электрической дуги.
Когда предусматривается работа с применением газа (инертного или активного), то в комплектацию включаются баллоны, содержащие водород, аргон, гелий или другой необходимый для работы газ. Для газосварки потребуются баллоны с кислородом и рабочим газом – ацетиленом или пропаном. Стационарный газосварочный пост может комплектоваться разными по весу баллонами, начиная от 10 литров.
Стол может быть очень массивным или же небольшим компактным. Единственное условие – площадь столешницы не должна быть меньше 1 квадратного метра. Его незаменимыми дополнениями станут тиски и струбцины. Помимо этой в дополнительную оснастку часто включаются разного рода крепежи, трубогибы, вальцовочное приспособление и т.д. Для мобильных наборов используется малогабаритное оборудование: газосварки с небольшими баллонами, инверторы и сварочные полуавтоматы.
Есть мобильные установки, размещаемые на базе автомобильной техники, в том числе и легковой. Они комплектуются бензиновыми или дизельными генераторами и являются автономными. Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.
Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.
Читайте также: Сварочный стол своими руками
Что такое сварочный пост | Оборудование, виды, требования
Все без исключения сварщики, работающие на производстве, имеют специально оборудованное рабочее место, которое еще принято называть сварочным постом. Он может быть стационарным или передвижным и оснащается в зависимости от поставленных перед специалистом задач.
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.
Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Что такое сварочный пост
Сварочный пост, по сути, представляет собой импровизированный кабинет сварщика. Да здесь нет удобных кресел, столов и кувшинов с водой, но есть все необходимое для выполнения комплекса сварочных работ. Другими словами, сварочный пост – это рабочее пространство, где сварщику комфортно и безопасно работать, а под рукой у него всегда есть расходные материалы и прочий необходимый инвентарь.
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
В зависимости от применяемого оборудования сварочные посты могут быть:
- Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке. В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
- Электросварочным. Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.
В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха.
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т.д.).
Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.
Виды сварочных постов
Стационарный пост
Классическая схема стационарного сварочного поста подразумевает обустройство специальной защитной кабины, лишенной навеса.
Требования к организации стационарного рабочего места:
- Площадь помещения по внутреннему периметру должна быть не меньше трех квадратных метров.
- Поверхность стенок отделывается негорючими материалами.
- Каркас кабины может изготавливаться только из металла.
- Высота рабочего стола зависит от способа выполнения работ. Для сидячего положения она составляет 60 см, а для стоячего – 90 см. в идеале, если конструкция может опускаться или подниматься в зависимости от ситуации.
- На входе навешивается брезентовый полог.
- Минимально допустима высота кабинки составляет 2 метра.
- Нижняя часть стенок приподымается над уровнем пола для улучшения вентиляции. Зазор должен быть не меньше 25 см.
- Для рабочей поверхности требуется металлический или чугунный лист общей площадью не менее одного квадратного метра.
- С внутренней стороны кабина обрабатывается специальным составом светло-серого оттенка. Он обладает высокими огнеупорными характеристиками и поглощает ультрафиолет. Это необходимо для исключения случайного воспламенения поверхности стен помещения.
Газосварочный пост
Для организации газосварочного поста потребуется, в первую очередь, соответствующее оборудование: генератор ацетилена, горелки и рукава для подачи газа, баллоны с кислородом и редукторами.
Газосварочный переносной пост представляет собой тележку, на которой расположены баллоны, редукторы и вся необходимая оснастка. Тележка чаще всего изготавливается из труб, а колесная ось располагается в месте центра тяжести, чтобы облегчить перемещение и удержание.
Оборудование газосварочного поста состоит из таких элементов:
- стол с металлической столешницей;
- вытяжка. Устанавливается, как правило, над столом или немного в стороне;
- источники света.
Газовые баллоны располагаются немного в стороне от рабочего стола, чтобы исключить попадание раскаленных брызг на редукторы. Газ к месту работы подается по шлангам. На больших предприятиях зачастую предусматривается подача газа по централизованным магистралям.
По существующим нормативам в целях безопасности расстояние между рабочим столом и баллонами с ацетиленом и кислородом должно составлять не меньше 10 метров. Такой же метраж (не меньше!) должен соблюдаться между баллонами и любыми источниками открытого огня. В случаях, когда работать приходиться в узких или труднодоступных местах, то требуется подача свежего воздуха.
Передвижной пост
Сварочный передвижной пост необходим при выполнении работ с крупногабаритными конструкциями. Нередко, такое рабочее место располагается на открытом воздухе. Поэтому нуждается в дополнительной оснастке для защиты от солнечных лучей, ветра и осадков. Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Во время выполнения сварочных работ в большом количестве выделяются вредные летучие вещества. Они представляют опасность для здоровья специалиста. Однако обустройство вентиляции не требуется: передвижной пост сварщика находится на открытой площадке и газы быстро улетучиваются.
А вот локальная система освещения может потребоваться. В условиях плохой естественной освещенности потребуется дополнительный источник света. Он размещается непосредственно над столом на стойках. Хорошее освещение снижает нагрузку на глаза, улучшает условия работы, что способствует повышению производительности специалиста. Электрическое оборудование, включая и сам сварочный аппарат, в обязательном порядке заземляется, чтобы минимизировать вероятность поражения сварщика электрическим током.
Необходимо учесть, что при установке ограждающих конструкций между панелями следует оставить зазор около 50 см. это необходимо для обеспечения достаточного притока свежего воздуха. Наличие у сварщика средств защиты – специального костюма, обуви, маски, рукавиц и головного убора – обязательно. Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Грамотное оборудование передвижного сварочного поста дает сварщику возможность работать без дискомфорта и в полностью безопасных условиях. Это в свою очередь приносит:
- хороший конечный результат работы;
- снижение сроков выполнения сварочных работ;
- уменьшение вероятности заболевания специалиста.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.
В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.
Рабочие столы
Учитывая, что на рабочих постах стационарного типа свариваются металлические детали небольшого размера, то для удобства предусматриваются специальные столы. Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Крышка стола выполняется из листовой стали или чугуна толщиной 2 см. Общая площадь поверхности составляет не менее 1 квадратного метра. Важно, чтобы стол имел выдвижные ящики, в которых сварщик мог бы хранить электроды и другие расходные материалы, инструмент и мелкую оснастку. Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Под самим столом и по его периметру следует уложить резиновые коврики, которые бы препятствовали поражению сварщика электрическим током. И еще один небольшой штрих – металлическое кресло с диэлектрическим сидением, позволяющее выполнять часть работы в сидячем положении.
Оборудование разных видов сварки
Организация сварочных постов сопряжена, прежде всего, с параметрами эксплуатируемого оборудования. Основные из них – масса и требования к сети энергоснабжения.
Сварочный пост должен оснащаться не только сварочным оборудованием и оснасткой для него. Помимо этого, требуется наличие дополнительного инструмента для беспроблемной эксплуатации сварочных аппаратов, а при необходимости – и мелкого ремонта. для бесперебойной работы потребуется и некоторый запас расходного материала: разного рода присадки, флюс в виде порошка или инертный газ.
Более точно скомплектовать рабочую станцию помогут технологические карты, индивидуальные регламенты, схемы, чертежи и прочая документация. Принято выделять две большие группы распространенного оборудования: электрическое и газовое.
Стационарные посты, ориентированные на использование электрооборудования, нередко оснащаются мощными устройствами переменного или постоянного тока. Для энергоснабжения зачастую требуется подключение к трехфазной сети. Наиболее востребованное дополнительное оборудование: трансформаторы переменного тока в комплекте с выпрямителями либо без таковых, генераторы, стабилизаторы электрической дуги.
Когда предусматривается работа с применением газа (инертного или активного), то в комплектацию включаются баллоны, содержащие водород, аргон, гелий или другой необходимый для работы газ. Для газосварки потребуются баллоны с кислородом и рабочим газом – ацетиленом или пропаном. Стационарный газосварочный пост может комплектоваться разными по весу баллонами, начиная от 10 литров.
Стол может быть очень массивным или же небольшим компактным. Единственное условие – площадь столешницы не должна быть меньше 1 квадратного метра. Его незаменимыми дополнениями станут тиски и струбцины. Помимо этой в дополнительную оснастку часто включаются разного рода крепежи, трубогибы, вальцовочное приспособление и т.д. Для мобильных наборов используется малогабаритное оборудование: газосварки с небольшими баллонами, инверторы и сварочные полуавтоматы.
Есть мобильные установки, размещаемые на базе автомобильной техники, в том числе и легковой. Они комплектуются бензиновыми или дизельными генераторами и являются автономными. Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.
Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.
Читайте также: Сварочный стол своими руками
Что такое сварочный пост | Оборудование, виды, требования
Все без исключения сварщики, работающие на производстве, имеют специально оборудованное рабочее место, которое еще принято называть сварочным постом. Он может быть стационарным или передвижным и оснащается в зависимости от поставленных перед специалистом задач.
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.
Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Что такое сварочный пост
Сварочный пост, по сути, представляет собой импровизированный кабинет сварщика. Да здесь нет удобных кресел, столов и кувшинов с водой, но есть все необходимое для выполнения комплекса сварочных работ. Другими словами, сварочный пост – это рабочее пространство, где сварщику комфортно и безопасно работать, а под рукой у него всегда есть расходные материалы и прочий необходимый инвентарь.
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
В зависимости от применяемого оборудования сварочные посты могут быть:
- Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке. В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
- Электросварочным. Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.
В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха.
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т.д.).
Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.
Виды сварочных постов
Стационарный пост
Классическая схема стационарного сварочного поста подразумевает обустройство специальной защитной кабины, лишенной навеса.
Требования к организации стационарного рабочего места:
- Площадь помещения по внутреннему периметру должна быть не меньше трех квадратных метров.
- Поверхность стенок отделывается негорючими материалами.
- Каркас кабины может изготавливаться только из металла.
- Высота рабочего стола зависит от способа выполнения работ. Для сидячего положения она составляет 60 см, а для стоячего – 90 см. в идеале, если конструкция может опускаться или подниматься в зависимости от ситуации.
- На входе навешивается брезентовый полог.
- Минимально допустима высота кабинки составляет 2 метра.
- Нижняя часть стенок приподымается над уровнем пола для улучшения вентиляции. Зазор должен быть не меньше 25 см.
- Для рабочей поверхности требуется металлический или чугунный лист общей площадью не менее одного квадратного метра.
- С внутренней стороны кабина обрабатывается специальным составом светло-серого оттенка. Он обладает высокими огнеупорными характеристиками и поглощает ультрафиолет. Это необходимо для исключения случайного воспламенения поверхности стен помещения.
Газосварочный пост
Для организации газосварочного поста потребуется, в первую очередь, соответствующее оборудование: генератор ацетилена, горелки и рукава для подачи газа, баллоны с кислородом и редукторами.
Газосварочный переносной пост представляет собой тележку, на которой расположены баллоны, редукторы и вся необходимая оснастка. Тележка чаще всего изготавливается из труб, а колесная ось располагается в месте центра тяжести, чтобы облегчить перемещение и удержание.
Оборудование газосварочного поста состоит из таких элементов:
- стол с металлической столешницей;
- вытяжка. Устанавливается, как правило, над столом или немного в стороне;
- источники света.
Газовые баллоны располагаются немного в стороне от рабочего стола, чтобы исключить попадание раскаленных брызг на редукторы. Газ к месту работы подается по шлангам. На больших предприятиях зачастую предусматривается подача газа по централизованным магистралям.
По существующим нормативам в целях безопасности расстояние между рабочим столом и баллонами с ацетиленом и кислородом должно составлять не меньше 10 метров. Такой же метраж (не меньше!) должен соблюдаться между баллонами и любыми источниками открытого огня. В случаях, когда работать приходиться в узких или труднодоступных местах, то требуется подача свежего воздуха.
Передвижной пост
Сварочный передвижной пост необходим при выполнении работ с крупногабаритными конструкциями. Нередко, такое рабочее место располагается на открытом воздухе. Поэтому нуждается в дополнительной оснастке для защиты от солнечных лучей, ветра и осадков. Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Во время выполнения сварочных работ в большом количестве выделяются вредные летучие вещества. Они представляют опасность для здоровья специалиста. Однако обустройство вентиляции не требуется: передвижной пост сварщика находится на открытой площадке и газы быстро улетучиваются.
А вот локальная система освещения может потребоваться. В условиях плохой естественной освещенности потребуется дополнительный источник света. Он размещается непосредственно над столом на стойках. Хорошее освещение снижает нагрузку на глаза, улучшает условия работы, что способствует повышению производительности специалиста. Электрическое оборудование, включая и сам сварочный аппарат, в обязательном порядке заземляется, чтобы минимизировать вероятность поражения сварщика электрическим током.
Необходимо учесть, что при установке ограждающих конструкций между панелями следует оставить зазор около 50 см. это необходимо для обеспечения достаточного притока свежего воздуха. Наличие у сварщика средств защиты – специального костюма, обуви, маски, рукавиц и головного убора – обязательно. Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Грамотное оборудование передвижного сварочного поста дает сварщику возможность работать без дискомфорта и в полностью безопасных условиях. Это в свою очередь приносит:
- хороший конечный результат работы;
- снижение сроков выполнения сварочных работ;
- уменьшение вероятности заболевания специалиста.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.
В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.
Рабочие столы
Учитывая, что на рабочих постах стационарного типа свариваются металлические детали небольшого размера, то для удобства предусматриваются специальные столы. Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Крышка стола выполняется из листовой стали или чугуна толщиной 2 см. Общая площадь поверхности составляет не менее 1 квадратного метра. Важно, чтобы стол имел выдвижные ящики, в которых сварщик мог бы хранить электроды и другие расходные материалы, инструмент и мелкую оснастку. Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Под самим столом и по его периметру следует уложить резиновые коврики, которые бы препятствовали поражению сварщика электрическим током. И еще один небольшой штрих – металлическое кресло с диэлектрическим сидением, позволяющее выполнять часть работы в сидячем положении.
Оборудование разных видов сварки
Организация сварочных постов сопряжена, прежде всего, с параметрами эксплуатируемого оборудования. Основные из них – масса и требования к сети энергоснабжения.
Сварочный пост должен оснащаться не только сварочным оборудованием и оснасткой для него. Помимо этого, требуется наличие дополнительного инструмента для беспроблемной эксплуатации сварочных аппаратов, а при необходимости – и мелкого ремонта. для бесперебойной работы потребуется и некоторый запас расходного материала: разного рода присадки, флюс в виде порошка или инертный газ.
Более точно скомплектовать рабочую станцию помогут технологические карты, индивидуальные регламенты, схемы, чертежи и прочая документация. Принято выделять две большие группы распространенного оборудования: электрическое и газовое.
Стационарные посты, ориентированные на использование электрооборудования, нередко оснащаются мощными устройствами переменного или постоянного тока. Для энергоснабжения зачастую требуется подключение к трехфазной сети. Наиболее востребованное дополнительное оборудование: трансформаторы переменного тока в комплекте с выпрямителями либо без таковых, генераторы, стабилизаторы электрической дуги.
Когда предусматривается работа с применением газа (инертного или активного), то в комплектацию включаются баллоны, содержащие водород, аргон, гелий или другой необходимый для работы газ. Для газосварки потребуются баллоны с кислородом и рабочим газом – ацетиленом или пропаном. Стационарный газосварочный пост может комплектоваться разными по весу баллонами, начиная от 10 литров.
Стол может быть очень массивным или же небольшим компактным. Единственное условие – площадь столешницы не должна быть меньше 1 квадратного метра. Его незаменимыми дополнениями станут тиски и струбцины. Помимо этой в дополнительную оснастку часто включаются разного рода крепежи, трубогибы, вальцовочное приспособление и т.д. Для мобильных наборов используется малогабаритное оборудование: газосварки с небольшими баллонами, инверторы и сварочные полуавтоматы.
Есть мобильные установки, размещаемые на базе автомобильной техники, в том числе и легковой. Они комплектуются бензиновыми или дизельными генераторами и являются автономными. Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.
Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.
Читайте также: Сварочный стол своими руками
Сварочный пост — требования и советы по организации
Что такое сварочный пост, какие требования должны соблюдаться и как правильно организовать такое рабочее место? Постараемся это выяснить в нашем материале.
Чаще всего в домашних условиях сварочные работы проводятся в месте, где это удобно. Но сварка — довольно травмоопасный процесс и для обеспечения безопасности сварщика нужно оборудовать сварочный пост.
Что это такое, какие требования должны соблюдаться и как правильно организовать такое рабочее место? Постараемся это выяснить в нашем материале.
Сварочный пост и его виды
По сути, это рабочее место сварщика, которое оборудуется со всеми требованиями безопасности и, конечно же, должно создавать удобные условия для сварочных манипуляций.
Зависимо от вида оборудования, с которым работают, сварочные посты могут быть газосварочными и электросварочными. В чем разница между ними?
Работа газосварки построена на горении газа в горелке, который расплавляет металл. Как и у любого газового оборудования, здесь повышенные требования к вентиляции.
Место работы электросварщика не менее травмоопасно, но здесь больше внимания уделяется защите от поражения электрическим током.
Однако, с каким бы оборудованием не приходилось работать, в любом случае сварочный пост должен иметь хорошую вытяжку и приточную вентиляцию.
По сути, место для работы — это стол с ящиками для всего необходимого. В зависимости от возможностей, сварочные посты бывают стационарными и передвижными.
- Стационарные — располагаются в одном месте и могут иметь двигающуюся столешницу.
- Передвижные посты позволяют их перемещать в нужное место (что довольно удобно при сварке массивных конструкций).
Чаще всего такие рабочие места оборудуются в цехах или на строительстве объекта. Но, если Вы планируете часто использовать сварочное оборудование, то такой пост не помешает обустроить и у себя в мастерской.
Как обустроить газосварочный пост
Для работы с газовой сваркой и обустройства места работы с ним нужно, во-первых, само оборудование.
- Генератор ацетилена.
- Кислород (баллоны с редуктором).
- Рукава для подачи газа, и горелки.
Переносной газосварочный пост для использования такого оборудования изготавливают в виде тележки, которую легко перемещать в нужное место. Чаще всего используется трубная конструкция с платформой. Переместив оборудование на нужное место, сварщик разворачивает и подтягивает рукава к месту работы.
Оборудование сварочного поста газосварщика включает следующие элементы.
- Стол, как правило, имеет металлическую столешницу.
- Газовое оборудование располагается в стороне (на предприятиях подача газа может быть централизованной по газопроводу).
- Возле стола (обычно сверху) располагается вытяжка. Для удаления продуктов горения.
- Обязательно устраивается хорошее освещение.
По требованиям безопасности, сварочный пост для газовой сварки должен находиться на расстоянии не менее 10 метров от генератора ацетилена и кислородного баллона. Такой же метраж соблюдается при расположении оборудования от источников открытого огня!
Если приходиться работать в замкнутом пространстве или же труднодоступных местах, то обязательно нужно обеспокоиться дополнительной подачей воздуха!
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.
- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.
Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.
- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.
Обустройство вентиляции
Обеспечение нормального воздухообмена при сварочных работах, наверное, самый важный пункт после требований по безопасности оборудования.
Сварка сопровождается интенсивным плавлением и горением металла, в процессе которого выделяется значительный объем вредных газообразных веществ.
Вытяжка для сварочного поста должна обеспечить как минимум три пункта безопасности.
- Во-первых, свести к минимуму вредные испарения путем принудительной откачки (вытяжки).
- Во-вторых, обеспечить подачу нужного количества свежего воздуха в необходимых объемах.
- В третьих, удалить продукты горения со всего помещения (например, цеха), по общей вентиляции.
При незначительных объемах сварочных работ вентиляцию можно обустроить путем естественной приточно-вытяжной системы.
Если в помещении ведутся интенсивные сварочные работы, обязательно обустраивается местный воздухообмен возле каждого сварочного поста и общая система воздухообмена.
В помещение воздух подается принудительно струями со скоростью от 0,4 до 2 метров в секунду.
Вытяжка в таком случае также принудительная.
Если сварщик работает в очень замкнутом пространстве, то обязательно осуществляется подача свежего воздуха непосредственно под маску.
А что вы думаете по этому поводу? Насколько целесообразно оборудовать сварочный пост в домашних условиях? Какие требования по безопасности работы Вы соблюдаете в обязательном порядке? Поделитесь своим опытом в блоке комментариев к этой статье.
Требования к организации сварочного поста
Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf), который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола. В таких постах сваривают детали малых и средних размеров, для крупных узлов и металлоконструкций он не пригоден. Кабина обычно выполняется из металлических листов на которые впоследствии наносятся цинкосодержащие краски или другие покрытия, стойкие к высокой температуре и инфракрасному излучению (например, белила на основе титана или желтая краска из хромо-свинцовой соли, другие современные вещества).
Пол должен быть бетонным (или стяжка). Покрытия ПВХ, деревянный пол по лагам и другие горючие материалы не допускаются. Вход/выход закрывают брезентовым полотном, либо предусматривают металлические двухстворчатые двери с рифленым стеклом.
Некоторые требования к сварочной кабине:
- Достаточное освещение для комфортной работы, наличие источников света, освещающих пост в целом и стол, на котором проводятся все манипуляции, в частности.
- Площадь поста не менее 3 м2, высота металлических стен 1,8 – 2м, они должны быть приподняты над уровнем пола на высоту 20-25 см; высота потолка помещения, в котором установлена кабина, соответственно, более 2 м для свободной циркуляции воздуха.
- Стол для работы в сидячем положении должен быть высотой 50-60 см. Стол собирают из металла. Желательно, чтобы на крышку стола (в том числе в месте контакта клеммы массы) был уложен медный лист. Саму крышку делают из стали или чугуна толщиной до 2,5 см. Стол должен предусматривать наличие металлических выдвижных ящиков для хранения инструментов, приспособлений, электродов, чертежей и т.д.
- Над столом обязательно наличие специальной вытяжки. Если вы создаете пост в гаражных условиях, можно встроить в одну из стен гаража вытяжной вентилятор, в таком случае нужно будет позаботиться о наличие приточки в зимнее время года. В промышленных условиях в последнее время часто устанавливают точечную вытяжку, гибкий «хобот» которой можно установить непосредственно в месте проведения сварки.
Обмен воздуха в помещении не менее 40 м3/час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
Мобильный пост
Мобильные работы, как правило, связаны со сваркой на открытом воздухе крупногабаритных конструкций. Поэтому проведение специальных мероприятий и создание особых условий, необходимых для функционирования такого поста, не требуется. Защиту от осадков организуют навесами, от ветра рабочую зону защищают ширмами. Инструмент и оборудование перемещают в спец. тумбах. Для освещения используют локальные источники света. Все оборудование обязательно заземляется.
Сварочный пост — какие требования предъявляются?
Сварочный пост – рабочий участок сварщика, оснащенный всем необходимым оборудованием, дополнительным инструментом. Основными составляющими сварочного поста являются: электрический источник питания, рабочие кабели, ацетиленовая горелка. Также должны быть под рукой вспомогательные инструменты для работы с металлическими конструкциями, индивидуальные средства защиты.
Варианты оборудования рабочего места сварщика
Сварочные посты подразделяются на два типа:
- стационарный – предназначен в основном для работы с небольшими металлическими заготовками;
- передвижной – обустраивается чаще всего на крупных производственных предприятиях, используется при прокладке трубопроводных магистралей, быстровозводимых строительных сооружений.
Общие требования к рабочему месту сварщика
- Участок должен быть достаточно освещен (минимум 80 Люкс). Рекомендовано одновременно использовать для сварочных постов естественный свет и электрические приборы освещения.
- Все виды электрического оборудования обязательно заземляются.
- Половое основание на участке должно быть выполнено из кирпичной кладки или бетона.
- Специализированные карманы для хранения документации, расходного материала.
- Обязательное требование – организация качественной вентиляции сварочных постов для отведения вредных газов.
- Рабочая поверхность из чугуна, стали с кабелем питания.
- Под ногами у сварщика должен обязательно лежать коврик, изготовленный из резины.
- Для выполнения сидящих работ должно быть специальное кресло из металла с диэлектрическим сидением.
При обустройстве участка на улице должен быть сделан навес, который будет защищать от атмосферных осадков. Для защиты от прямых солнечных лучей оборудуются специальные складные щиты.
Стационарный сварочный пост
Схема сварочного поста стационарного типа предполагает использование защитной кабины без навеса.
Основные требования к оборудованию рабочего места
- Площадь кабины от 3-х квадратных метров.
- Стенки кабины изготавливаются из негорючих материалов.
- Каркас изготавливается из металла.
- Высота рабочего стола при сидячей работе – 50-60 см, при стоячей работе – 90 см.
- На входе должна быть ширма из брезента.
- Общая высота кабины – от 2-х метров.
- Снизу вдоль стенок оставляются зазоры под вентиляцию – порядка 25 см.
- Площадь рабочей поверхности из чугуна, стали должна составлять квадратный метр.
- Внутри кабина обрабатывается специальным огнеупорным раствором светло-серого цвета, который способен поглощать ультрафиолет, не допускает воспламенение.
Передвижной пост для сварки
Профессиональный передвижной сварочный пост организовывается для качественного проведения сварочных работ, производства крупногабаритных металлических сооружений. Такое рабочее место чаще всего организовывается на открытом участке, поэтому для него обязательно делается навес, который будет защищать от солнечного излучения, атмосферных осадков. Основной материал, используемый при изготовлении навесов мобильных постов – это складские щиты.
Для удобства хранения электродов, вспомогательного инструмента, спецоборудования, прочих подручных средств газосварочный пост оснащается специальными тумбами. Вентиляционная система в этом случае не предусмотрена, так как работы производятся на открытом воздухе, и вредные газы, выделяемые в процессе выполнения работ, быстро рассеиваются сами.
Основные требования к организации передвижного поста
- Освещение должно сводить к минимуму нагрузку на органы зрения рабочего, получаемую от светового потока.
- Осветительные приборы чаще всего размещают над столешницей рабочего стола, рядом с ней.
- Газосварочный пост должен обязательно иметь заземляющее устройство.
- Для качественной вытяжной вентиляции естественным способом между половым основанием и стенами оставляются зазоры порядка полуметра.
Оборудование
В связи с тем, что сварка бывает разных видов, рабочие места несколько отличаются обустройством. Общие требования к рабочим местам – это наличие заземляющего устройства, выполнение требований безопасности, освещение, дополнительные рабочие инструменты.
Отдельные требования к разным рабочим местам
- В случае использования сварки на переменном токе, дополнительно осуществляется организация места сварки осциллятором, который необходим для стабилизации сварочной дуги.
- При использовании механизированной сварки, выполнении резки изделий из металла предусматривается наличие устройства подачи режущего инструмента (расходника).
- Если применяется трехфазное напряжение, тогда понадобится контактор определенной величины.
- При выполнении сварочных работ в защитной газовой среде с использованием неплавящихся электродов сварочный пост кислород-пропан должен быть оборудован местом под размещение компрессора (газовых баллонов).
Стол профессионального сварщика – это место выполнения соединительных работ. Поэтому крышка для сварочного стола изготавливается из стали, имеет толщину порядка 2,5 сантиметров. Для любого поста предусматривается магнитный пускатель, рубильник для включения/выключения рабочего тока.
Важно!
К обустройству места работы сварщика необходимо подходит с высокой ответственностью. Здесь нужно основываться на главном требовании – безопасности выполнения сварочных работ. Поэтому для сварочного поста любого типа с применением любого сварочного оборудования обязательное внимание уделяется освещению, вентиляции, заземлению.
Стационарный аппарат для точечной сварки, точечная сварка, वेल्डिंग मशीन в Сент-Томас-Маунт, Ченнаи, Dengensha India Private Limited
Стационарный аппарат для точечной сварки, точечная сварка, वेल्डिंग मशीन в Сент-Томас-Маунт, Ченнаи, Dengensha India Private Limited | ID: 14610922948Технические характеристики изделия
| Подходит для сварочного стержня | 1-2 мм |
| Номинальная входная мощность (кВА) | 7.5 кВА |
| Номинальный входной ток (A) | 400 A |
Описание продукта
Мы — признанная организация, занимающаяся представлением замечательного ассортимента стационарных аппаратов для точечной сварки.
Доступен в:
Тип инвертора постоянного / переменного тока:
Дополнительная информация:
- Эти сварочные аппараты непрерывно нагревают сварочную часть, что обеспечивает высокую термическую эффективность и стабильность сварки. Сварочный аппарат с фазным переменным током может быть заменен на сварочный аппарат с инвертором переменного тока.
- При подключении к ПК эти сварочные аппараты могут сохранять и передавать условия сварки (опция)
Регулируемая нижняя часть рычага Серия NDZ:
Дополнительная информация:
- Высоту нижнего рычага можно регулировать в четыре этапа в соответствии с размерами и формой объекта или приспособления
- Источник питания можно выбрать из однофазных инверторов переменного и постоянного тока (MFDC)
- Также доступна модель с валиком.Применяется для качественной сварки
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2015
Правовой статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнесаОптовый торговец
Количество сотрудников До 10 человек
Годовой оборот 50 лакх — 1 крор
IndiaMART Участник с мая 2015 г.
GST33AAFCD3560Q1ZD
Код импорта и экспорта (IEC) 04150 *****
Зарегистрировано в 2016 в Ченнаи (Тамил Наду, Индия) , мы, « Dengensha India Private Limited », участвуем в торговле и , экспортируя полный ассортимент портативного трансформатора , контроля точечной сварки Аппарат, сварочный аппарат, сварочный пистолет и многое другое.Под руководством нашего наставника « Сантош Кумар (старший менеджер по продажам) » мы стали лучшим вариантом для наших клиентов. Мы также оказываем услуги по ремонту сварочных аппаратов .
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
CenterLine — FlexFast ™
Совершенство в сварке крепежных изделий
Сварочный аппарат FlexFast ™ от CenterLine подходит для сварки крепежных деталей, требующих до 8000 фунтов (35.5 кН) сварочного усилия. FlexFast — это наиболее универсальный и практичный аппарат для контактной сварки, доступный сегодня в промышленности.С FlexFast ™ компания CenterLine изменила концепцию модульных сварочных аппаратов и создала готовый продукт, который может быть настолько гибким или специализированным, насколько это необходимо. Независимо от того, интегрируете ли вы базовую модель или настраиваете индивидуальный сварочный аппарат с широким выбором доступных опций CenterLine, FlexFast ™ Welder — ваше решение практически для любых сварочных работ.
FlexFast хорошо подходит для всех форм приварки крепежных деталей (гайки и шпильки).Он также может легко удовлетворить другие потребности в соединении и быть установлен либо как выделенная станция, либо как часть полностью автоматизированной производственной системы; Вам решать.
Несколько инновационных стандартных и дополнительных функций делают FlexFast ™ разумным выбором для ваших нужд контактной сварки;
это включает:
- Общая конструкция рамы для всех моделей FlexFast
Модульная платформа позволяет предлагать семейство сварочных аппаратов FlexFast в широком диапазоне конфигураций.
Он разработан для того, чтобы легко приспособить подачу гаек, компоненты датчиков и другие функции автоматизации для настройки сварочного аппарата. - Услуги быстрой смены
Быстрая смена инструмента без использования инструментов позволяет заменять инструменты и электроды менее чем за 5 минут, включая сервисные подключения. Легкая конструкция приспособления устраняет необходимость в вспомогательном подъемнике (зависит от области применения). Плиты разных размеров для работы с одной или несколькими деталями. - Одинарные или сдвоенные трансформаторы MFDC
Подходит практически для любого применения при сварке гаек.Упрощает обновления и модификации, которые могут потребоваться для новых приложений или программ. - Варианты компонентов от ведущих поставщиков отрасли
Трансформаторы, средства управления, сантехника и арматура могут поставляться в соответствии со спецификациями существующих заводов. - Полностью соответствует стандартам ISO, OSHA и CSA
Прочные, надежные и проверенные конструктивные особенности, которые соответствуют установленным отраслевым стандартам или превосходят их. - Работа с малой ударной нагрузкой
Уменьшает повреждение / брак деталей, сводит к минимуму износ оборудования и инструментов, увеличивает срок службы сварочных материалов. - Возможность ручной или роботизированной интеграции
- Включает технологию обнаружения застежек VeriFast ™ от CenterLine
- Прочная конструкция и модульная конструкция позволяют переналадку инструментов для новых проектов
- Изготовлено более 1000 сварщиков FlexFast
| Стандартный FlexFast | FlexFast HD | |
|---|---|---|
| Рабочий диапазон | 200 мм x 400 мм | 200 мм x 1400 мм |
| Максимальное сварочное усилие | 3630 кгс | 7260 кгс |
| Сменный стол для инструментов | Фиксированный или 200 мм Программируемый (спереди назад) | Фиксированный или 200 мм Программируемый (спереди назад) |
| Приводы для фиксированных сварных швов (Ручная регулировка положения | 4 максимум | 8 максимум |
| Программируемый сварочный позиционер | 2 макс., Ход 300 мм / каждый (из стороны в сторону) | 4 макс., Ход 300 мм / каждое (из стороны в сторону) |
| Двухстанционная машина | Любая комбинация FlexFast Standard и FlexFast HD | |
Свяжитесь с нами, чтобы узнать больше о наших сварочных аппаратах FlexFast ™.
ЗНАЕТЕ ЛИ ВЫ
Сколько креплений сваривается с помощью специального оборудования CenterLine и комплектов сварочных пистолетов?
С 1 января 2017 г.
9,761,092,429
Последние 7 дней
57,393,706
Час прошедшего времени
341,629
Twitter Feed @Centerline_Ltd:
▷ Продажа подержанного сварочного аппарата
Продажа подержанного сварочного аппарата на Surplex.com
Index- Для чего используются сварочные аппараты?
- Как работает сварочный аппарат?
- Различные типы сварочных аппаратов
- Использование сварочного оборудования в различных процессах
- Где найти качественный б / у сварочный аппарат?
Сварочные аппараты используются для прочного соединения деталей. В основном они используются для обработки металлов, но они также нашли свое применение при сварке пластмасс.Есть разница между сварочными аппаратами и сварочным оборудованием, где можно рассчитывать на сварщиков. Сварщики являются составной частью сварочного аппарата, они мобильны и могут использоваться отдельно. Большинство классических сварочных аппаратов являются стационарными, поскольку они используются для массового производства и обычно устанавливаются в определенном месте производственной линии. Тип и состав сварочного аппарата обычно определяются толщиной обрабатываемых деталей.
Сварочный аппарат использует процесс термического плавления на двух поверхностях.Процесс плавления осуществляется либо в определенном месте, либо вдоль шва на поверхности заготовок, и они сжимаются под высоким давлением перед охлаждением и затвердеванием. Это приводит к прочному и прочному соединению между двумя заготовками, которое можно поменять местами только в случае разрушения заготовки. Другие применения сварки включают наплавку и заделку отверстий. Для этих целей вместо сварочных аппаратов используется ручное сварочное оборудование.
- Используется для прочного соединения деталей между собой
- Используется в основном для обработки металла
- Тип обычно определяется толщиной заготовки
Существует большое разнообразие сварочных аппаратов и процессов, которые различаются между собой их применение и необходимая квалификация для их использования.Что касается различных типов сварочных аппаратов, наиболее часто используются следующие:
- Аппарат для точечной сварки
- Аппарат для дуговой сварки
- Аппарат для сварки MIG
- Аппарат для газовой сварки
- Аппарат для сварки TIG
- Аппарат для дуговой сварки под флюсом
- Инверторный сварочный аппарат
- Сварочный аппарат переменного / постоянного тока
Перечисленное выше сварочное оборудование используется в различных сварочных процессах, самым простым из которых, вероятно, является точечная сварка, выполняемая с использованием специального аппарата.Этот процесс, наряду с электродной или дуговой сваркой, используется при массовом производстве тонкостенных металлических изделий. Здесь специально отформованные заготовки закрепляются на сварочном прессе и свариваются друг с другом потоками расплава. Помимо классического аппарата для точечной сварки, пистолет для точечной сварки используется для больших и сложных изделий, таких как автомобильные кузова. В сочетании с промышленными роботами аппараты для точечной сварки могут быть очень эффективным способом автоматического склеивания металлических изделий.
MEGATRONIC Сварочный аппарат в эксплуатацииАппарат для дуговой сварки
Дуговая сварка — это процесс соединения одного металла с другим с использованием электричества путем создания тепла, достаточного для расплавления металла, что после охлаждения приводит к их связыванию. расплавленные металлы. Аппарат для дуговой сварки использует источник питания для создания электрической дуги между основным материалом и электродом, чтобы расплавить металлы в точке сварки.
Особым видом дуговой сварки является дуговая сварка под флюсом.Аппарат для дуговой сварки под флюсом используется для обработки очень толстостенных деталей, например, больших труб или труб. Во время этого процесса вместо защитного газа на место сварки наносится порошок из оксида железа. Это сложный процесс, и сварочные аппараты под флюсом должны использоваться только квалифицированными рабочими с высокой квалификацией и опытом. Как правило, процесс дуговой сварки под флюсом характеризуется очень всесторонним контролем качества.На различных этапах работы с аппаратом для дуговой сварки под флюсом регулярно проверяется усталостная прочность сварного уплотнения.
Электросварка может выполняться с использованием других специальных типов сварочных аппаратов, таких как инверторный сварочный аппарат или сварочный аппарат переменного / постоянного тока. Основными преимуществами инверторного сварочного аппарата по сравнению с обычным является его небольшой размер и меньшее энергопотребление.
Термины AC (переменный ток) и DC (постоянный ток) обозначают полярность электрического тока, который вырабатывается сварочным аппаратом и проходит через электрод.Сварочный аппарат переменного / постоянного тока, в отличие от обычного сварочного аппарата переменного тока, может использовать как переменный, так и постоянный ток.
Газосварочные аппараты используются для доведения основного материала до точки плавления с помощью кислородно-ацетиленового пламени. В то же время вводится присадочный стержень, который непрерывно плавится. Этот процесс особенно полезен для наплавки, чтобы закрыть отверстия, неровности или зазоры в материале. Газосварочный аппарат также особенно применим при сварке чугуна.Сварка в среде защитных газов — наряду с дуговой сваркой, является наиболее широко используемым процессом. Постоянный выброс защитного газа предотвращает попадание кислорода к месту сварки, так как это может привести к прожогу. Сварочные аппараты в среде защитного газа могут быть ручными или полностью автоматическими. Во время этого процесса сварки можно выбирать между использованием сварки металла в инертном газе (с использованием сварочного аппарата MIG), сварки металла активным газом (MAG) или сварки вольфрамовым газом в инертном газе (WIG).
Некоторые из известных производителей сварочного оборудования: MESSER, ROTH, WALTER и KIEHNE.Хотя можно найти простые бывшие в употреблении сварочные аппараты по цене в несколько сотен евро, некоторые из более сложных бывших в употреблении сварочных аппаратов могут стоить более десяти тысяч евро. Surplex регулярно предлагает на продажу высококачественные бывшие в употреблении сварочные аппараты, и часто их можно купить по конкурентоспособным ценам на наших многочисленных промышленных аукционах.
Краткий обзор систем вытяжки сварочного дыма
Тип подходящей вытяжной системы определяется потребностями сварщиков.Это зависит от различных факторов, например, от местных условий. Металлисты в основном могут выбирать между мобильными и стационарными устройствами или централизованными системами удаления сварочного дыма.
При покупке новых систем вытяжки и фильтрации сварочного дыма на первый план быстро встает вопрос о типе подходящей системы. На это решение влияют несколько факторов. Металлистам предстоит столкнуться с рядом вопросов, в том числе: Какие варианты оборудования для экстракции и фильтрации предлагают мои производственные мощности? С какими заготовками я обычно работаю? Мне нужен раствор для отработанного воздуха?
По сути, слесари могут выбирать между передвижными и стационарными вытяжными системами или централизованными вытяжными системами, когда речь идет о технологии вытяжки и фильтрации.Мобильные вытяжные и фильтрующие устройства перемещаются сварщиками вручную, поэтому их можно использовать в разных местах. Но при использовании мобильных вытяжных устройств основное внимание следует уделять условиям на месте.
Для мобильных устройств необходим большой радиус перемещения В отличие от стационарных установленных вытяжных устройств, мобильные устройства имеют больший диапазон перемещения, но они также могут блокировать пространство, необходимое для важных сварочных работ, или пространство для отдельно стоящих устройств. в любом случае доступен.Однако благодаря своей мобильности мобильные устройства могут располагаться ближе к заготовкам при сварке. Это означает, что нужны только более короткие вытяжные рукава. Чтобы не подвергать опасности стабильность устройств, мобильные устройства для извлечения и фильтрующие устройства имеют длину до четырех метров. Мобильные устройства — лучший выбор при смене рабочего места или когда детали очень большие и требуется смена положения сварки.
Однако стационарные системы можно интегрировать в стационарные сварочные станции.Они необходимы, когда важны решения по экономии места. Благодаря стационарной установке во время сварки также можно использовать вытяжные рукава длиной до 10 метров. Это обеспечивает максимальную гибкость на этих сварочных станциях. Стационарные вытяжные устройства — лучший выбор, если удаляемый воздух не должен оставаться в производственном цехе и выходить наружу. Имеет смысл подключить это устройство только к фиксированной системе труб для отвода воздуха. В противном случае мобильные устройства потеряли бы свою мобильность.
Параллельная вытяжка нескольких рабочих мест с централизованными системами вытяжки Централизованные вытяжные системы для сварочного дыма особенно необходимы, когда вытяжка требуется на нескольких рабочих местах одновременно. Хотя существуют также мобильные и стационарные устройства, которые могут одновременно вентилировать несколько сварочных станций, количество вытяжных рукавов ограничено двумя. Если важно удалить сварочный дым с множества стационарных рабочих станций, обычно не стоит использовать отдельные устройства, а использовать центральную вытяжную систему для обеспечения эффективной охраны труда.
Эти вытяжные системы соединены трубной системой с вытяжными рукавами со сварочными станциями. Они обеспечивают необходимый расход воздуха и имеют фильтрующие элементы большего размера. В целях экономии места это центральное оборудование для удаления и фильтрации сварочного дыма также доступно в погодозащищенном исполнении для установки на открытом воздухе.
Переносной и стационарный электросварочный аппарат для точечной сварки IT-пистолет 15 кВА (SP-15PG- — Electroweld Industries
Electroweld industries — ведущий производитель оборудования для контактной сварки, обслуживающий промышленность более 45 лет.Наши сварочные аппараты предназначены для обеспечения производственного решения по доступной цене, обеспечивая при этом надежность и низкую стоимость обслуживания.
Переносной и стационарный электросварочный аппарат для точечной сварки IT, устанавливаемый на оружейной станции 15 кВА (SP-15PG-SM)
— (Толщина свариваемого листа (2 x мм): 0,15-1,5 мм, 17-38 SWG, 15-34 AWG)
— (Свариваемость поперечной проволоки / сетчатого диаметра проволоки (2 x мм): прибл. Вдвое больше диапазонов свариваемости, указанных выше)
Функциональные возможности продукта: Этот переносной ИТ-аппарат для точечной сварки подвесного типа может также использоваться в качестве стационарного аппарата для точечной сварки со встроенной монтажной станцией для пистолетов.Устанавливаемая станция сконструирована с помощью устойчивой к тяжелому весу подставки, а также включает в себя пневматические и электронные элементы управления в компактном форм-факторе. Эти ИТ-пистолеты отличаются исключительной универсальностью и доступны с различными типами сварочных пистолетов. Эти пневматические пистолеты предназначены для высокоскоростного производства, чтобы удовлетворить потребности огромного количества цехов по изготовлению металлов, особенно для изготовления автомобильных кузовов и узлов.
Пользователи включают: Точечная сварка, электросварка, сварка поперечной проволокой и т. Д.Машины также могут сваривать нержавеющую сталь, латунь, фосфор, бронзу, легированные стали и т. Д. Конкретные детали могут быть предоставлены по запросу.
Доступные варианты типов пистолета:
Вариант 1: Сварочный пистолет типа C
В случае контактной точечной сварки есть две основные части системы инструментов, особенности которой существенно влияют на весь процесс: пистолет и его тип, а также размер и форма электрода. В таком приложении, где расположение пистолета должно быть максимально жестким из-за высоких прилагаемых усилий (например,грамм. сварка толстых материалов) широко применяется пистолет типа С. Наряду с высокой результирующей жесткостью такое расположение приводит к высокой гибкости инструмента, поскольку движение электродов коллинеарно. Доступно множество основных типов пистолетов, из которых наиболее часто используются два типа пистолетов прямого действия, обычно известные как «пистолеты прямого действия». Пистолет C «-типа, где рабочий цилиндр соединен непосредственно с движущимся электродом, и» X «-типа (также известный как» ножницы «или» зажим «), где рабочий цилиндр удален от движущегося электрода, сила прикладывается к нему с помощью рычага.Пистолеты типа C. Доступно множество вариантов в зависимости от номинала трансформатора, формы и типа рычагов, а также режима работы, на который рассчитан пистолет, с учетом сварочного давления и тока.Вариант 2: Сварочный пистолет X-типа
В отличие от C-типа, компоновка X-типа обеспечивает меньшую жесткость, хотя доступное рабочее пространство намного больше, чем у C-типа, поэтому такая компоновка очень распространена, когда обрабатываются тонкие и плоские объекты (например.грамм. изготовление поддона или кровельной панели). Однако он предлагает меньшую гибкость с точки зрения инструментов, поскольку пути движущихся электродов не коллинеарны (как кончики ножниц), поэтому следует использовать кончик электрода куполообразной формы.Конструкция: Портативный точечный пистолет разработан со встроенным трансформатором с воздушным охлаждением. Прочная конструкция, обтекаемый вид, соответствующая жесткость в точках нагрузки. Трансформатор монтируется непосредственно на корпусе, и в нем предусмотрены подшипники для рычага.
Регулировка силы электрода: Регулировка воздушного компрессора.
Регулировка хода электрода: Регулировка электродов по вертикали
Текущее управление: Текущее управление методом теплового сдвига — тиристоризовано.
Начало сварки: Начало сварки в пневматических сварочных аппаратах с помощью ручного / ножного концевого выключателя.
Электронное управление: Тиристоризованное прецизионное электронное управление через поставку
Переносной и стационарный электросварочный аппарат для точечной сварки IT, устанавливаемый на оружейной станции 15 кВА (SP-15PG-SM)
— (Толщина свариваемого листа (2 x мм): 0.15-1,5 мм, 17-38 SWG, 15-34 AWG)
— (Свариваемость поперечной проволоки / сетчатого диаметра проволоки (2 x мм): прибл. Вдвое больше диапазонов свариваемости, указанных выше)
* Свариваемые материалы — нержавеющая сталь, латунь, фосфор, бронза, легированные стали
* Требования к питанию: 220 В переменного тока, 50/60 Гц или 415 В переменного тока, 50/60 Гц (цена включает настройку в соответствии с требованиями перед отправкой)
** Точечные сварочные аппараты мощностью до 30 кВА могут работать либо от 2 линий / фаз 220 В (+10% / — 10%) или 400 В (+10% / — 10%), 50/60 Гц
*** Точечные сварочные аппараты мощностью более 30 кВА могут работать только на 2 линиях / фазах 400 В (+10% / — 10%) 50/60 Гц
** Стандартная глубина горловины составляет 12 дюймов или 300 мм (настраивается на 10 дюймов / 12 дюймов / 14 дюймов / 16 дюймов)
*** Стандартный электросварной тиристорный прецизионный таймер с электронным управлением для сжатия и сварки
**** Дополнительный комплект запчастей и расходных материалов может быть добавлен к поставке по запросу.
Примечание: * Максимальная толщина сварочного материала всегда является приблизительной.На это число могут положительно или отрицательно повлиять такие переменные, как глубина отверстия электрода, зазор между отверстием электрода, инструменты, длина шунта или кабеля, расстояние сварщика от первичной обмотки и другие переменные соединения.
Свариваемость вашего приложения можно проверить с помощью таблицы соответствия Electroweld KVA-mm-SWG-AWG для MS / SS ЗДЕСЬ
Доступен стол для сварочного аппарата для проекционной точечной сварки с отображением SWG-мм-KVA. ЗДЕСЬ
Доступен стол для сварочного аппарата для проекционной точечной сварки электросваркой с сопоставлением AWG-мм-KVA. ЗДЕСЬ
Роботизированная сварка | Процесс автоматической сварки от Westermans International
Сектор автоматической и роботизированной сварки и принадлежностей стоил 1 доллар.9 миллиардов в 2017 году.
Сварка используется как производственный процесс во всех крупных и малых отраслях промышленности и является основным средством изготовления и ремонта металлических изделий. Этот процесс является эффективным, экономичным и надежным средством соединения металлов. Однако у ручного процесса сварки есть свои недостатки — ручная сварка требует человеческих усилий, а вместе с тем и человеческого фактора. Плюс нет возможности для повторяемости или большого объема.
Enter автоматизированное сварочное оборудование. Поставляется бывшее в употреблении и отремонтированное роботизированное сварочное оборудование этих популярных брендов, включая ABB, Motoman, Fanuc, Cloos, OTC, Kuka, Panasonic, Miller и Lincoln.Мы также можем приспособить к сварочному роботу любую сварку — MIG, TIG, плазменную резку, плазменную сварку.
Он находит применение в автомобильной промышленности, а также в строительстве зданий, мостов и кораблей, подводных лодок, сосудов высокого давления, морских сооружений, резервуаров для хранения нефти, газа и воды, трубопроводов, балок, прессовых рам и водяных турбин. Рынок сварочного оборудования очень зрелый, однако с растущей тенденцией к автоматизации сварки и увеличением спроса со стороны конечных пользователей ожидается более высокий рост.
Замечательный успех секторов конечных пользователей, требующих интенсивной сварки, таких как судостроение и автомобилестроение, привел к гальванизации рынка сварочного оборудования и расходных материалов. Все большее количество отраслей промышленности в значительной степени автоматизируют свое производство, и роботизированная сварка становится стандартной функцией такой автоматизации. Рынок сварочных роботов растет быстрее, чем любой другой тип промышленных роботов.
Роботизированное сварочное оборудование
Есть два популярных типа промышленных сварочных роботов.Это двое роботов с шарнирным соединением и прямолинейные роботы. Робототехника контролирует движение вращающегося запястья в пространстве. Описание некоторых из этих сварочных роботов приведено ниже:
Прямолинейные роботы движутся по одной из трех осей (X, Y, Z). Помимо линейного движения робота по осям, к роботу прикреплено запястье, обеспечивающее вращательное движение. Это создает роботизированную рабочую зону в форме коробки.
Шарнирно-сочлененные роботы используют руки и вращающиеся шарниры.Эти роботы движутся как человеческая рука с вращающимся запястьем на конце. Это создает роботизированную рабочую зону неправильной формы
При настройке сварочного робота необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Некоторые аспекты, которые следует учитывать при выборе роботизированной сварочной установки, перечислены ниже:
Точность и повторяемость
- Кол-во осей
- Надежность
- Светильники
- Программирование
- Системы отслеживания шва
- Техническое обслуживание
- Органы управления
- Мониторы сварки
- Оборудование для дуговой сварки
- Позиционеры
- Передача детали
Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварочный аппарат, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
Роботы должны иметь количество осей, необходимое для обеспечения правильного диапазона движений. Рука робота должна иметь возможность подходить к работе под разными углами.
Роботизированные сварочные системы могут работать непрерывно при соблюдении соответствующих процедур технического обслуживания. Непрерывные простои производственной линии можно свести к минимуму с помощью правильной конструкции роботизированной системы. Необходимо завершить планирование следующих непредвиденных обстоятельств:
- Быстрая замена вышедших из строя роботов.
- Установка резервных роботов на производственную линию
- Распространение сварки сломанных роботов на работающие роботы рядом
Робототехника, сварочные видеоролики. Некоторые предоставлены Вестермансом другие только для информации
Насколько важна роботизированная сварка?
Роботизированная точечная сварка и сварка MIG являются важными приложениями для автоматизации робототехники, составляющими около 60% мирового населения роботов. Поскольку производство роботов с годами увеличивалось, себестоимость единицы продукции снизилась, и это позволило компаниям в общепромышленном секторе (в отличие от автомобильного) рассмотреть вопрос о роботизированной сварке для средних и высоких производственных нужд.Роботы сокращают затраты на рабочую силу, и ошибочно думать, что роботы отнимают рабочие места.
Области внедрения роботизированной сварки
Типичными узлами в автомобильной промышленности, подходящими для автоматизации сварки на основе роботов, являются: выхлопные системы, сиденья, поперечины, кронштейны подвески рулевого управления, опоры двигателя, фаркопы, детали подвески. В общей промышленности: мебель, ворота, печи, секции мостов, ветряки. Товары для желтых товаров (землеройные машины) включают: ковши, кабины, стрелы погрузчика и мотыги.Фактически все, что производится в разумных объемах, может быть сделано роботами.
Как технология менялась за последние годы
Хотя принцип роботизированной сварки не изменился с момента его появления в семидесятых годах, поставщики постоянно разрабатывают новые функции, которые упрощают внедрение этой технологии с улучшенными характеристиками и меньшими инвестициями. На многих изображениях показаны роботы Motoman, которые могут использоваться без авторских прав. Однако информация на этом сайте носит общий характер и применима к большинству поставщиков роботов.
Преимущества роботизированной сварки
Производительность
Робот обычно работает между двумя или более рабочими станциями. Это означает, что во время цикла роботизированной сварки оператор выгружает сварную сборку, а затем загружает новые компоненты в сварочную арматуру. Поскольку меньше манипуляций по сравнению с циклом ручной сварки, робот достигает гораздо более высокого уровня времени горения дуги. Робот также очень быстро перемещается между суставами, что дает дополнительную экономию времени цикла.Обычно роботизированная система увеличивает производительность в два-четыре раза. Это зависит от характера сварки. Сборка с большим количеством коротких сварных швов может быть произведена с наибольшей экономией времени. Снижение затрат, которое приносит роботизированная сварка, может помочь компаниям стать более конкурентоспособными и победить конкуренцию со стороны стран-производителей с низкими затратами в Восточной Европе или Китае. Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Качество
Робот имеет очень высокую повторяемую точность (± 0,08 мм) и отличную точность следования по траектории. Робот представляет сварочный пистолет с правильным углом сварки, скоростью сварки и расстоянием. Высокий уровень интеграции сварочного оборудования гарантирует, что оптимальные условия сварки могут быть использованы для каждого соединения. Конечным результатом является неизменно высокое качество продукции, изо дня в день, из года в год со снижением затрат на доработку, брак или удаление сварочных брызг.
Расходные материалы
Сварщик, выполняющий ручную сварку, должен решать, как выполнять сварку в соответствии с правильными стандартами, но часто сварной шов оказывается слишком большим. Однако робот всегда сваривает шов правильной длины и размера, на выполнение которых он был запрограммирован. Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Труда
В последние годы становится все труднее нанимать сварщиков-ручных сварщиков.Обычно существует определенная текучесть кадров, и это, конечно, требует затрат на набор и обучение. Когда рабочая сила является проблемой, компании часто работают сверхурочно или вынуждены нанимать дополнительную рабочую силу по контракту для удовлетворения потребностей, и это может серьезно повлиять на производственные затраты. Если продукты не могут быть доставлены конечному потребителю, могут быть понесены штрафные санкции или будущий бизнес может оказаться под угрозой. Хотя ручная сварка будет требоваться всегда, компании, инвестирующие в роботизированную автоматизацию, гораздо меньше зависят от ручной сварки.
Безопасность
Роботизированная сварочная система решает проблемы, связанные со здоровьем и безопасностью, связанные с опасным сварочным дымом и воздействием дуги. Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они пострадали от опасной производственной среды.
Гибкость
Робот может использоваться для сварки многих различных продуктов и позволяет компаниям рассматривать производство точно в срок. За счет сокращения незавершенного производства и уровня запасов можно добиться экономии за счет того, что к уровню запасов добавляется меньшая стоимость с точки зрения затрат на рабочую силу, транспортировку и хранение.
Площадь
- По сравнению с такой же производительностью от ручных сварочных постов, роботу требуется меньше места на полу.
- роботов выполняют работы в небезопасных для человека местах
- роботов выполняют работу, которая была бы экономически невыгодной в экономике с высокой заработной платой
- роботов выполняют работу, невозможную для человека.
Роботы, специально разработанные для дуговой сварки
В 2003 году мир увидел запуск робота Motoman, специально разработанного для дуговой сварки.Верхняя часть этого робота состоит из двух секций, через которые проходит пучок сварочных шлангов. Такое расположение обеспечивает более высокую защиту от износа по сравнению с традиционным методом перевязки, когда пучок шлангов проходит через верхнюю часть плеча. Кроме того, это облегчает программирование роботов, поскольку программисту не нужно учитывать пучок шлангов, который в противном случае мог бы застрять в сборке или приспособлении. Дополнительным преимуществом является также то, что центральная точка инструмента (контрольная точка для программирования, в данном случае конец сварочной проволоки) более стабильна из-за лучшего направления и более короткого пучка шлангов.Это, в свою очередь, может улучшить качество при критических условиях сварки.
Робот-контроллер
Внутри шкафа находится блок питания, компьютер, сервоусилители и коммуникационные платы. Это могут быть простые платы ввода-вывода или платы полевой шины. Для сварки иногда требуется аналоговая интерфейсная карта для управления скоростью механизма подачи проволоки сварочного оборудования, но это также можно сделать через плату полевой шины, Ethernet или даже через последовательное соединение компьютера.В состав робототехнической системы входит также обучающий кулон.
Рабочий конверт
Рабочая зона робота имеет форму кулака, и когда он установлен на полу, максимальный вылет обычно совпадает с двигателем для сустава нижней части руки. По этой причине робот может быть размещен на опорной раме. Оболочка робота будет расширяться круговыми движениями, и заготовка будет помещена внутрь рабочей оболочки. Вы также можете видеть, что область наверху шире, и это причина для переворота робота, если он должен сваривать сборку, слишком широкую, чтобы поместиться в оболочку перед роботом, и если более крупный робот не может быть использован. либо.
Оси для роботов
Шарнирно-сочлененная рука робота имеет 6 степеней свободы или осей, которые приводятся в движение электрическими бесщеточными двигателями переменного тока от контроллера робота. Большинство производителей роботов называют эти оси от 1 до 3 для главных осей и от 4 до 6 как второстепенные. Motoman Robotics называет эти топоры логическими именами; «Качаться», «опускаться», «вверх», а затем «вверх», «вращаться» и «сгибаться». На подвесном пульте для обучения вы найдете шесть клавиш-переключателей, и они четко обозначены, чтобы вас было легко найти, если вы новичок в программировании роботов.
Скорость робота
Производители роботов укажут соответствующие скорости для каждой из осей своих роботов. В программе робота для дуговой сварки между сварными швами часто происходят очень небольшие перемещения, которые не позволяют роботу развивать максимальную скорость. Наиболее важным фактором для робота является как можно более быстрое ускорение, достижение максимальной скорости, а затем как можно более быстрое замедление до следующего положения сварки. Об этом типе управления заботится динамическая модель, которая является частью программного обеспечения управления движением.Программное обеспечение также учитывает вес инструмента на конце манипулятора робота и дополнительную нагрузку, такую как механизм подачи проволоки, трение в суставах и любые другие внешние силы, которые действуют на робота, например, сила тяжести. Эта динамическая модель также гарантирует, что все двигатели работают согласованно друг с другом, что обеспечивает хорошую точность следования по траектории и очень высокую точность позиционирования.
Обычно скорость робота ограничивается его самой медленной осью, и по этой причине рекомендуется выбирать «совместные движения» для движения воздуха между сварными швами.В этом режиме робот будет двигаться в запрограммированное положение максимально быстро, независимо от пути.
Промышленный стандарт — это станок с вылетом примерно 1,4 м от центра основания до точки P, которая является центром сустава кулака возле запястья. Однако очень полезно иметь возможность робота с большим радиусом действия. Выбор робота зависит от сборки, которую необходимо сварить.
Motoman MH50-20 в вышеприведенной сварочной системе является примером робота с очень большим радиусом действия.Было бы очень необычно использовать такую машину, но в этом случае более экономично использовать этого робота, чем стандартного робота на рельсах или перевернутого робота, который подвешен к портальной системе. Перевернутый робот будет использовать верхнюю часть рабочей зоны робота, и это может быть полезно, если сборка в противном случае слишком широкая или слишком глубокая, чтобы достичь стыков с роботом, установленным на полу.
Почти все современные роботы оснащены серводвигателями переменного тока, а не двигателями постоянного тока, и у них есть то преимущество, что система управления запоминает соответствующее положение робота даже после отключения электроэнергии.Эти двигатели способны очень быстро и точно управлять роботом и останавливаться в случае необходимости без нежелательной вибрации или люфта. Сервомоторы управляются сервоприводами внутри контроллера робота. Они контролируют скорость в зависимости от расстояния от желаемой точки, что требует использования тахометров для контроля скорости и энкодеров для контроля положения. Программист не вдавался в подробности того, как робот это делает, и просто использует обучающий кулон, чтобы проинструктировать робота, что делать.
Программное обеспечение для сварки
Компьютер внутри контроллера робота запускает не только программное обеспечение для управления движением, но и программное обеспечение для сварки, которое обеспечивает роботу гибкий интерфейс с источником сварочного тока. Для достижения высокого качества сварки важно, чтобы робот мог работать в различных условиях сварки. Без этого программного обеспечения, например, было бы очень легко прожечь тонкие материалы или выполнить холодную сварку на тяжелых сварочных устройствах в начале сварки.Следовательно, программное обеспечение может имитировать навыки ручного сварщика и является чрезвычайно всеобъемлющим. После точной настройки параметров сварки они сохраняются и вызываются для конкретного состояния соединения в программе робота. Обычно параметры сохраняются в виде данных, которые разделяют сварной шов на разделы дерева: начальные данные, основные данные и конечные данные. Количество параметров, которые можно выбрать, обширно и включает следующее:
Предварительная и конечная подача газа, · Начальное и конечное напряжение со временем, · Напряжение основного шва или обрезка в синергетическом режиме, · Скорость подачи проволоки основного шва, ·
Начальная и конечная скорость подачи проволоки, · Шаблоны плетения, · Re -функция пуска ,, · Коррекция импульсных последовательностей · Заливка кратера · Контроль обратного дожигания · Автоматический повторный удар
Также можно положиться на комплексное программное обеспечение для сварки, встроенное в источник питания, и большинство клиентов предпочитают такой интерфейс, поскольку он упрощает программирование роботов.Кроме того, менее вероятно, что оператор испортит какие-либо сварочные программы. Одним из преимуществ такого рода интерфейса является то, что легче идентифицировать любые неисправности, так как обязанности четко определены: робот отвечает за перемещение резака, а источник питания отвечает за процесс. Принцип работы интерфейса следующий:
В начале соединения контроллер робота отправляет цифровой выход на источник питания, чтобы выбрать конкретный график сварки (начальные, основные и конечные условия).
Затем контроллер робота подает сигнал источнику питания для включения процесса сварки через интерфейсную плату сварки.
Источник питания робота возвращает сигнал контроллеру робота о возникновении дуги.
Затем контроллер робота инициирует движение робота.
В конце соединения робот посылает сигнал источнику питания, чтобы остановить процесс и погасить дугу.
- Робот переходит на следующую позицию в своей программе и т. Д.
- Позиционеры для роботизированной сварки
· Когда соединение не может быть обработано в правильном положении сварки, необходимо будет повернуть сборку, чтобы робот мог сваривать соединение в горизонтально-вертикальном положении, вертикальном положении вниз рукой (для материалов толщиной до 3 мм. ) или гравитационное положение. Сварка над головой идеально подходит для ручного процесса, но ее следует избегать с помощью робота, поскольку сварочные брызги могут попасть на наконечник, в результате чего система остановится из-за ошибки сварки.
· Интерфейс к контроллеру робота
· Позиционеры, иногда называемые манипуляторами, обычно имеют сервоуправление, приводятся в действие контроллером робота и программируются с пульта обучения робота. Движение позиционера интегрировано с роботом, что означает, что робот может двигаться к суставу, в то время как позиционер перемещает сустав в нужное положение. В качестве альтернативы, если узел имеет орбитальный сварной шов (например, выхлопная система), позиционер может вращать узел, пока робот остается неподвижным, или перемещается вместе с соединением, если орбитальный сварной шов является эксцентричным.
· Грузоподъемность
· Позиционеры будут рассчитаны на определенную грузоподъемность, которая зависит от веса сборки и приспособления. Позиционеры Motoman имеют модульную конструкцию с грузоподъемностью от 250 кг до 20 000 кг. Другие производители также могут иметь стандартный набор позиционеров или могут производить устройства на заказ.
· Типы позиционеров
· Существует множество типов позиционеров, разработанных для точного соответствия требованиям сборки, которую необходимо сваривать.Позиционеры могут быть одноосными или двухосными, однопозиционными или сдвоенными. Ниже приведены несколько примеров наиболее распространенных типов.
· Позиционеры с двумя станциями
· Позиционер с двумя станциями имеет позиционер на каждом конце механизма индексации, так что робот может сваривать сборку, пока оператор обслуживает приспособление. Механизм индексации обычно управляется сервоприводом и может быть вертикальным или горизонтальным. Вертикальный указатель похож на колесо косилки. Этот тип позиционера имеет то преимущество, что для перемещения указателя требуется меньше места, и поэтому он является лучшим выбором для более длинных сборок.
· Ограничения
· Ограничивающим фактором для двухпозиционных позиционеров является ширина сборки или приспособления. Он должен находиться в пределах указанного диаметра качания, иначе возникнет столкновение с центральной балкой или полом.
· Одноосный позиционер
· Также известен как позиционеры передней и задней бабки. Расстояние между крепежными дисками может варьироваться в зависимости от длины сборки. Один конец приводится в движение электрическим серводвигателем, а другой конец представляет собой свободно вращающуюся заднюю бабку.Между крепежными дисками будет находиться рама, известная как прочная спинка, которая будет поддерживать приспособление. Обычно два таких позиционера устанавливаются в роботизированной ячейке, чтобы получить преимущества многопозиционного подхода.
· Двухпозиционный одноосевой позиционер
· Принцип такой же, как и для двух одноосных позиционеров, предполагается, что два блока установлены на индексном механизме станции, что означает, что все операции по разгрузке и загрузке могут выполняться из одной зоны.Это часто является преимуществом для экономии места на полу и избавления оператора от необходимости обходить систему. Индекс станции может быть горизонтальным или вертикальным. Центральный экран в центре предназначен для предотвращения получения дуговой вспышки оператором.
· Двухкоординатный позиционер, однопозиционный
· Этот тип позиционера имеет две степени свободы. Лицевая панель может вращаться и наклоняться. Соединение можно будет расположить в гравитационном положении, что полезно, когда условия сварки критичны для e.грамм. сварка котлов или ковшей экскаваторов. Сварка в гравитационном положении также имеет дополнительный бонус, заключающийся в том, что процесс сварки может быть немного быстрее.
· Двухпозиционный позиционер с двумя осями
· Двухосевой позиционер, смонтированный на индексном механизме станции. Этот тип агрегата может иметь или не иметь задние бабки в зависимости от типа удерживаемого узла. Преимущества подхода с двумя станциями такие же, как и у одноосного позиционера с двумя станциями.
· Линейные пути
· Если свариваемые стыки находятся за пределами рабочей зоны робота, робот может быть установлен на линейной направляющей, которая расширит зону действия робота.Короткие гусеницы обычно имеют двухпозиционный пневматический привод, тогда как более длинные гусеницы имеют сервоуправление. Линейные дорожки также используются, когда две рабочие станции расположены в линейном расположении.
· Порталы
· Портальная система значительно расширяет рабочую зону робота. Робот переворачивается и переносится в направлении Y вдоль обрабатываемой детали, при необходимости в направлении X поперек детали, также возможно иметь направление Z, которое перемещает робота вверх и вниз.Ось Y портала может быть достаточно длинной для создания двух отдельных рабочих станций с целью увеличения производительности системы. Дополнительные оси полностью управляются сервоприводом и управляются и программируются из той же системы управления роботом. Также возможно иметь дополнительных перевозчиков для нескольких роботов.
Роботы в автомобильной промышленности
Роботы поддерживают движение в автомобильной промышленности в течение 30 лет: дорогие модели прошлого уступили место универсальным и надежным высокотехнологичным роботам.С развитием каждой новой модели роботы постепенно становились более прибыльными. Сегодня они окупаются быстрее, чем когда-либо. А поскольку KUKA постоянно открывает новые горизонты в своих исследованиях и разработках, роботы KUKA являются не только одними из самых инновационных и мощных машин на рынке, они также являются настоящими универсальными машинами. Независимо от задачи — сварка, литье, лазерная обработка или укладка на поддоны — эти универсальные таланты улучшают всю производственную цепочку, от работы в прессовых цехах до окраски и окончательной сборки.Поэтому неудивительно, что они тем временем считаются незаменимыми во всех областях автомобильной промышленности.
Области применения роботизированной сварки… .. Какой бы сложной ни была задача, роботы KUKA справятся с ней легко: они надежны и устойчивы при работе с литейными машинами. Они демонстрируют большую надежность и выносливость при выполнении сложных операций с тяжелыми сварочными пистолетами. Превосходная точность и высокая производительность в точных лазерных приложениях. Специалисты с одной стороны, эти роботы могут применяться практически повсеместно.Их можно гибко и практически без риска интегрировать практически в любой рабочий процесс. В то же время они создают идеальные условия для будущего расширения или переналадки производства. Краткосрочное повышение производительности или обеспечение долгосрочного будущего — роботы KUKA управляют обоими
Автоматизация в металлургической промышленности…. Модульная структура, гибкий контроллер и готовые пакеты приложений делают роботов KUKA незаменимыми при производстве металлических изделий. Их основные области применения — это операции механической обработки, такие как сверление, фрезерование или резка, а также гибка и штамповка.Они также сокращают время цикла и производительность при сварке, сборке, загрузке и разгрузке. Даже в литейных цехах специально оборудованные роботы KUKA Foundry отличаются долгим сроком службы и устойчивостью к воздействию тепла, воды и грязи. И наконец, что не менее важно, роботы KUKA вносят важный вклад в эффективное управление качеством, выполняя независимо выполняемые операции проверки, такие как проверки поверхности.
Роботы в металлургической промышленности …… Повышение производительности, рентабельности и качества — требования металлургической промышленности становятся все более высокими.С современной робототехникой от KUKA всегда можно быть на шаг впереди. Благодаря гибким приложениям и новейшим технологиям управления роботы KUKA берут на себя многочисленные рабочие операции в многосменной работе даже в тяжелых производственных условиях, повышая таким образом рентабельность производственных операций. Роботы для литейного производства служат надежным связующим звеном между отдельными производственными участками, например, в средах с высокими температурами и высокой степенью загрязнения. Благодаря своей огромной грузоподъемности и возможности позиционирования роботы KUKA также незаменимы при перемещении тяжелых грузов.
От стали до чугуна: металлургическая промышленность… .. Легкие металлы, тяжелые цветные металлы, драгоценные металлы и специальные металлы или сталь — без литейного производства и обработки стали / металлообработки не было бы металлургической промышленности. А без многосменной работы и автоматизации не было бы производства, которое обеспечивало бы рентабельность и конкурентоспособность, освобождая рабочих от ненужного бремени. По этой причине KUKA предлагает идеальное решение для любого производственного процесса: от литья до сварки, от ковки до резки, от загрузки и разгрузки до сборки.
Как компания, мы не покупаем и не продаем сварочные аппараты-роботы каждый день недели, однако мы готовы помочь, если вам понадобится какая-либо информация о покупке или продаже. Позвоните нам.
Полезное руководство по автоматической сварке
Для эффективного внедрения автоматизации в сварке и увеличения рентабельности инвестиций необходимо подходить к ней как к системе, а не просто к роботизированной руке с горелкой, заменяющей человека-сварщика. Если подумать о потоке деталей в сварочную ячейку, о том, как они крепятся и свариваются, а также о том, куда они перемещаются в следующий раз, это может открыть возможности для повышения эффективности, экономии места или устранения узких мест на производстве.
Если вы задумались о добавлении автоматизированной сварки на свое предприятие, необходимо учесть множество вещей, от проектирования оборудования и системы до безопасности и того, как это повлияет на ваших нынешних сотрудников-сварщиков. Читайте дальше, чтобы узнать, подходит ли вам это популярное приложение-робот.
Снимок автоматической сваркиОдно из основных применений промышленных роботов — автоматическая сварка. Assembly Magazine цитирует выводы Международной федерации робототехники о том, что 50 процентов всех роботов в мире используются для сварки: 33 процента для точечной сварки, 16 процентов для дуговой сварки и 1 процент для некоторых других сварочных операций.
И мы можем ожидать его расширения в ближайшем будущем. Согласно прогнозам, в период с 2018 по 2023 год рынок автоматизации сварки будет расти в среднем на 8,91%, особенно в автомобильном и транспортном сегментах.
Прошло почти 60 лет с тех пор, как General Motors впервые применила своего промышленного робота UNIMATE для точечной сварки в 1962 году. То, что начиналось как способ защиты рабочих от наиболее опасных и нежелательных работ, к 1980-м годам набирало популярность в автомобильной и других отраслях промышленности.Сегодняшние производители внедрили роботизированную сварку, и теперь многие находят способы интегрировать ее в более крупные автоматизированные системы, чтобы сэкономить время, компенсировать нехватку рабочих и улучшить качество и производство.
Большая часть роботизированной сварки подразделяется на три категории: дуговая сварка (обычно MIG или TIG), точечная сварка и лазерная сварка. Листовой металл — это, безусловно, самый распространенный материал, обычно сделанный из алюминия, мягкой или нержавеющей стали, но такие компоненты, как гайки, крышки и трубы, также можно сваривать с помощью машин.Возможности применения практически безграничны благодаря гибкости многоосевых рычагов и продуманной конструкции приспособлений и датчиков.
Компоненты в системе роботизированной сваркиНа первый взгляд может показаться, что роботизированная рука и горелка — это все, что нужно для автоматизации процесса сварки. На самом деле для оптимальной работы и, что еще более важно, безопасности человека требуется несколько компонентов.
Более точно рассматривать автоматизированную сварку как систему, которая включает в себя весь рабочий цикл: деталь входит в ячейку или рабочую зону, она позиционируется с помощью приспособлений, сварка завершена, деталь выталкивается или удаляется, а затем транспортируется из рабочая зона.
(Щелкните, чтобы развернуть)
В зависимости от области применения и производственных целей можно автоматизировать большую часть этого полного цикла, а не только саму сварку. Опытный интегратор автоматизации может помочь вам решить, какое оборудование и конфигурация лучше всего подходят для вашего приложения.
- Электропитание сварочного аппарата
- Вырабатывает энергию для создания тепла для сварки
- Множество опций в зависимости от типа сварки и требований применения
- Кабели и линии подачи защитных газов
- Роботизированная рука
- Многоосевой рычаг или линейный (например.грамм. Декартово или гентри) стиль движения
- Вылет и полезная нагрузка влияют на размер свариваемых изделий (т. Е. Расстояние, которое он может пройти, и вес, который он может выдержать на этом расстоянии),
- Вращение «суставов» увеличивает гибкость и диапазон движений; хотя необходимо учитывать такие ограничивающие факторы, как геометрия детали, крепление и положение детали
- Горелка
- Держатель подачи проволоки для большого количества электродов и устройство подачи проволоки для сварки MIG и некоторых видов дуговой сварки TIG
- Электроды для точечной контактной сварки
- Лазер для лазерной сварки
- Периферийное оборудование для эффективной работы, такое как кусачки для обрезки излишков проволоки, станция очистки / развертки сопел, станция смены горелки, покрытия и крышки для защиты кабелей, инструментов и деталей от чрезмерного разбрызгивания
- Сварочные приспособления
- Установите и удерживайте детали на месте или поверните их для лучшего доступа
- Для крупных деталей могут потребоваться поворотные столы с сервоприводом или порталы
- Конструкция должна обеспечивать быструю и легкую выгрузку деталей, особенно если обработка деталей автоматизирована.
- Возможность замены крепежа добавляет гибкости для размещения семейств деталей или совершенно разных деталей.Это можно сделать вручную или с помощью автоматических движений.
- Датчики
- Опции включают в себя обнаружение столкновений во избежание контакта с горелкой или другим опасным оборудованием, датчики обнаружения шва для обеспечения качества и размещения сварных швов, датчики центральной точки инструмента (TCP) для правильного размещения сварных швов, датчики и видеокамеры для проверки положения зажима и детали
- Защитное оборудование
- Чувствительные к давлению коврики безопасности и средства индивидуальной защиты
- Блокирующие выключатели, предотвращающие работу машины или запуск нового цикла, если не замкнут
- Блокировка ограждения для предотвращения открытия или снятия защитного ограждения
- Датчики, инфракрасные лучи, складывающиеся защитные двери и световые завесы
- Электронное управление и человеко-машинный интерфейс (HMI)
- HMI может быть простым или сложным, в зависимости от приложения.Примеры включают одну кнопку или группу переключателей включения / выключения или многоэкранное компьютерное приложение, которое контролирует все аспекты работы (например, позиционирование детали, отслеживание датчиков, выгрузку детали и транспортировку на следующую станцию).
- Очень важно учитывать уровни доступа для разных людей, работающих с оборудованием. Например, какие функции должен настраивать оператор, а какие — только программистам и / или специалистам по обслуживанию? Подвески
- Teach позволяют регулировать на лету и гибкость в производстве.В некоторых приложениях портативные устройства позволяют операторам легко программировать движения робота и сохранять их в виде программы для запуска. Другие приложения, особенно те, которые работают на высоких скоростях или с коротким временем цикла, требуют большего опыта программирования.
В дополнение к этим компонентам роботизированной сварочной системы вы можете спроектировать более полностью интегрированную систему между сварочной камерой и другими производственными участками. Такое оборудование, как конвейеры, манипуляторы, роботы для обслуживания машин и инспекционное оборудование, может упростить операции.
Предварительно спроектированные или нестандартные? Опции для роботизированных сварочных системСуществует несколько способов автоматизации сварочных работ. Одно из первых решений — выбрать коммерческую готовую систему (COTS) или индивидуальную систему.
ОборудованиеCOTS иногда называют «предварительно спроектированным», потому что компоненты продаются в комплекте, обычно это робот, горелка, источник сварочного тока и защитные устройства. Эти системы обычно проектируются как автономные, универсальные для большинства ячеек, как правило, с небольшими необходимыми изменениями в компоновке или процессах в восходящем или последующем потоке.Некоторые поставщики предлагают на выбор источник питания или другое оборудование для настройки ячейки, а дополнительные аксессуары или периферийные устройства, такие как датчики или инструменты / расширители для очистки форсунок, могут или не могут быть включены как часть пакета.
Даже базовая система не будет готова к запуску «из коробки» без некоторой настройки и времени на настройку. Особенно если ваше предприятие плохо знакомо с автоматизацией или робототехникой, устранение неполадок и оптимизация рабочего процесса могут представлять проблему, поэтому очень важно проверить, какая поддержка и обучение включены в ячейку.
Например, вам, вероятно, понадобится приспособление, чтобы удерживать свариваемые детали на месте. Поставщик оборудования COTS может поставлять приспособления, но интегратор автоматизации может также спроектировать приспособления под заказ. Интеграторы также могут настроить ячейку, запрограммировать роботов и работать со сварочным аппаратом, чтобы добиться желаемого качества сварки и технических характеристик.
Хотя они могут быть экономически эффективными с самого начала, поскольку они иногда поставляются с ограниченным набором компонентов, предварительно спроектированные элементы могут не подходить для сложных сварочных задач или легко вписываться в производственную линию.Важно учитывать, будет ли ячейка COTS соответствовать вашим существующим процессам в восходящей и нисходящей цепочке, нарушит ли рабочий процесс или создаст неэффективность.
Специальное оборудование обычно проектируется и устанавливается интегратором автоматизации. Поскольку у двух производителей нет одинаковых процессов, индивидуальные системы позволяют адаптировать систему к тому, что является наиболее важным в вашей ситуации. Первый шаг в работе с интегратором — это тщательный анализ ваших уникальных требований и производственных целей, а также общего потока на вашем производственном предприятии.
Только после этого в конструкцию включаются определенные элементы оборудования. Время и затраты обычно выше, но в конечном итоге сварочная система делает именно то, что вам нужно, без дополнительных приспособлений, которые вы не можете использовать. Многие специализированные системы также могут быть расширены или интегрированы с другими рабочими станциями или процессами по мере изменения ваших потребностей.
Размер вашего предприятия, объем производства и ассортимент продуктов также влияют на выбор COTS по сравнению с индивидуальным решением. Небольшие предприятия с ограниченным пространством и бюджетом для больших специализированных систем могут лучше работать с компактной индивидуальной сварочной системой, предназначенной для размещения между другими рабочими ячейками.
Более крупные предприятия или предприятия с малым смешиванием и большим объемом могут обнаружить, что предварительно спроектированная сварочная станция легко удовлетворит все их потребности. Или, чтобы сделать работу с большим количеством смесей и небольшими объемами более эффективной, интегратор может объединить отдельные компоненты для координации обработки материалов, обмена данными между устройствами, крепежом и фактическим сварочным аппаратом.
Интеграция автоматизированной сварки с другими производственными процессамиЧто лучше: автономный сварочный аппарат или несколько типов аппаратов для управления потоком компонентов в дополнение к сварке? Не существует единого правильного решения для всех: все зависит от объема детали, сложности сварных швов и доступных ресурсов (включая деньги, время, необходимое для внесения изменений, а также доступность и навыки рабочих).
Автоматизация не обязательно должна быть по принципу «все или ничего». Например, у производителя могут быть «островки автоматизации» для некоторых областей, таких как резка, сварка, контроль, в то время как сборка, обслуживание станков и погрузочно-разгрузочные работы остаются ручными.
Интегрированные системы часто используют компьютерное программное обеспечение и подключенные устройства для координации компонентов. Одним из мощных инструментов являются программируемые контроллеры автоматизации (PAC), которые синхронизируют оборудование с человеко-машинным интерфейсом (HMI) и обучают подвесному устройству, собирают данные о скорости и движении и даже вносят коррективы в операции на основе данных от другого оборудования, к которому оно подключено.
Примеры интегрированных сварочных систем:
- Автоматизированная сварочная ячейка, в которой используются робот MIG, сварщик гаек и робот-манипулятор. Он рассчитан на установку сварных компонентов 53 различных номеров моделей и может работать в течение одного часа без присмотра. Он также оснащен конвейерами, возможностью автоматического переключения (при котором крепление автоматически регулируется при сканировании штрих-кода детали) и видеокамерами.
- Ячейка для роботизированной сварки MIG на автомобильном заводе, которая сваривает алюминиевые бамперы.Это двухступенчатый сварочный процесс с автоматическим переключением между двумя сварочными станциями. Оператор загружает детали в каждую станцию, а затем удаляет завершенные сварные конструкции в конце каждого цикла.
- Особенно, когда заготовки большие или работа выполняется на небольшой площади, способность координировать движения роботов позволяет нескольким роботам выполнять работу в одном и том же пространстве одновременно.
Роботы также могут координировать свои действия с людьми-операторами для выполнения частей более крупной задачи.Например, пока человек-оператор загружает следующую деталь в передней части сварочной ячейки, роботизированная рука с захватом может удалить готовую сборку из сварочного приспособления через заднюю часть, а затем поместить ее на конвейер. Автоматизация одной задачи / процесса может иметь последствия как для всех, так и для последующих.
Например, высокая точность сварки роботом означает, что меньше места для изменений углов среза или совмещения шва, которые квалифицированный сварщик может легко отрегулировать. Резка / формовка должны выполняться с жесткими допусками, чтобы сборка детали была на уровне, с которым может работать робот-сварщик.
Еще одним соображением является увеличение производительности, которое может произойти из-за высоких скоростей, возможных при автоматической сварке — вы должны быть уверены, что операции вверх и вниз по потоку могут приспособиться к изменениям, и что у вас есть план быстрой передачи большего количества деталей.
Обученный глаз интегратора автоматизации может найти способы внести изменения, по-прежнему достигая производственных целей, или даже улучшить эффективность, безопасность и доступность сотрудников.
Конструкция сварочного приспособленияСогласно журналу Assembly Magazine , неподходящие приспособления составляют 40 процентов бракованных деталей, поэтому важно понимать, что без правильного приспособления для удержания деталей в нужном месте робот не сможет выполнять точные сварные швы.
Другими словами, поскольку роботы точно повторяют одни и те же пути сварки в каждом цикле, для обеспечения повторяемой и точной автоматизации сварки, свариваемые компоненты также должны удерживаться в одном и том же правильном положении в каждом цикле. А поскольку роботы повторяют идентичные движения в относительно быстром темпе, дефектные детали могут быстро накапливаться.
Как минимум, приспособления должны быстро и многократно принимать, размещать и удерживать компоненты и разгрузочные сварные детали. Светильники также должны быть прочными и не мешать работе электрических, газовых или волоконно-оптических линий (т.е. «комплект одежды» робота).
Кроме того, многие производители хотят оставаться гибкими при выборе оборудования для автоматизации — зачем тратить деньги на сварочного робота, который можно настроить только для одной детали? Семейства деталей, наборы схожих деталей с небольшими вариациями, распространены в автомобильном и других типах производства и являются одной из областей, в которых гибкое крепление обеспечивает большую автоматизацию. Встроенное переключение приспособлений для установки всех вариантов детали или даже полностью различных деталей часто влияет на пропускную способность и рентабельность инвестиций.
Одним из преимуществ автоматизации таких процессов, как сварка, является возможность изучить ее, чтобы найти способы изменить или улучшить рабочий процесс или физическую настройку. Когда в игру вступает смена приспособлений, это помогает думать об этом как об одном из аспектов более крупной системы. Например, при автоматической замене рабочих органов требуется несколько этапов, а не просто замена одного инструмента на другой.
Инструмент должен быть повторно центрирован, штифты и зажимы извлечены и хранятся (возможно, с помощью другой роботизированной руки), затем новые инструменты должны быть извлечены и установлены.Для оптимальной эффективности автоматизации сварки конструкторам также необходим план хранения и извлечения приспособлений, когда они не используются. Использование нескольких манипуляторов, конвейеров или даже мобильных автономных транспортных средств для выполнения задач по переналадке может сделать процесс более эффективным.
Существует ряд вариантов крепления от простого до сложного, и, как и в большинстве случаев, лучшим вариантом является тот, который подходит для вашего текущего производства, укладывается в ваш бюджет и соответствует планам любого будущего расширения.С одной стороны, приспособления устанавливаются и снимаются вручную с помощью гаечного ключа или рукоятки.
Другие варианты включают полностью автоматизированное переключение с сервоприводом или пневматикой, при котором машина автоматически меняет инструменты на основе штрих-кода или нескольких нажатий на сенсорный экран HMI. Датчики и видеокамеры также могут проверять выравнивание пластин и деталей, а датчики могут определять местонахождение сварных швов или проверять положение.
Например, механизм регулировки автокресла может быть в трех из четырех вариантов в зависимости от модели, в которую он входит.Автоматическое крепление и переключение могут быть спроектированы так, чтобы сканировать штрих-код на деталях, сдвигать правильное крепление в нужное положение, проверять, что правильные детали свариваются, а затем завершать сварку.
В некоторых случаях сварка без арматуры с визуальным контролем является экономичным решением. Достижения в области управления несколькими манипуляторами позволяют запрограммировать группу манипуляторов для координации процесса или задачи, что сокращает количество специальных инструментов и приспособлений.
Например, роботы-манипуляторы, оснащенные видеокамерами, могут захватывать и поднимать рамы, кронштейны или детали нескольких типов, когда они перемещаются по конвейерам, и размещать их для сварочного робота, выступая в качестве самих сварочных приспособлений.Такая гибкость экономит время и пространство, которые обычно требуются для специальных приспособлений и инструментов.
Советы по мониторингу и устранению неисправностейПроблемы качества и дефекты сварных швов, такие как горячие / холодные / кратерные трещины, трещины, пористость, поднутрение, неполное плавление или проплавление, а также разбрызгивание, возникают при автоматической сварке и должны быть идентифицированы и устранены. Вот несколько советов по оптимальному качеству:
- Подумайте, не связаны ли проблемы с недавними изменениями в процессе, расходными материалами или программированием робота.
- Выполняйте плановое обслуживание и проверки оборудования для выявления проблем с расходными материалами (например, соплами, проводами), износом силового кабеля, подачей проволоки, избыточным разбрызгиванием, смещением от центра сопла или смещенными сварными швами или утечками газа.
- Знайте, как качество и последовательность ввода влияют на качество вывода. Например, входные детали, подготовленные на станках с ЧПУ, могут способствовать получению более качественного и стабильного сварного шва, чем детали, изготовленные вручную.
- Включите периферийное оборудование, такое как переключатели и датчики, для определения наличия и местоположения деталей или датчики отслеживания и центрирования шва для правильного размещения резака и инструмента.
- Укомплектуйте роботизированными сварочными системами опытными сварщиками. Зная о типичных дефектах и о том, что может пойти не так в сварочных операциях, они могут быстро оценить качество сварного шва прямо на этапе производства и заметить, когда что-то требует корректировки.
- Обеспечить обучение работе с роботами и периферийным оборудованием для развития навыков операторов и повышения уровня комфорта с поиском и устранением неисправностей на машине, программированием (часто с ручным управлением или с помощью обучающего пульта) и способностью передавать сложные или повторяющиеся проблемы автономному программисту. / интегратор.
- Включите обучение основам обслуживания системы, таким как очистка сопел и проверка подачи проволоки, чтобы быстро выявить проблемы и продлить срок службы системы.
- Большинство автоматизированного сварочного оборудования включает программное обеспечение и возможность подключения для сбора данных со сварочного аппарата и любых датчиков или камер. Это полезно для выявления тенденций, выявления недостатков и выявления источников дефектов. Собранные данные о напряжении, токе, скорости подачи проволоки и скорости сварки, длине и глубине шва, скорости использования расходных материалов также можно анализировать и отслеживать с течением времени.
Эксперты спорят, насколько автоматизация заменяет людей, но большинство согласны с тем, что автоматизация меняет сам характер сварочных и промышленных работ.
Роботизированные сварочные системы переносят ручную работу по выравниванию деталей в приспособлениях, сварке швов и перемещению сварных деталей с одной станции на другую от человека к машине. Теперь основная роль сварщика — поддерживать поток деталей и поддерживать машину в рабочем состоянии, загружать и выгружать поддоны или лотки, а также контролировать всю сварочную систему.Эта работа имеет более широкий охват и включает в себя множество динамических факторов.
Несмотря на это изменение, операторам по-прежнему необходимо разбираться в сварке, выявлять и устранять неисправности, а также применять сварочные навыки, даже если они наблюдают за роботом и не держат пистолет в руке.
Автоматизация сварки приносит пользу и работодателям:
- Снижение затрат на персонал на оплату труда квалифицированных специалистов, отпуск, больничные и страхование
- повышение эффективности и производительности
- снижение затрат на расходные материалы, такие как сварочная проволока и защитные газы
- для решения прогнозируемой нехватки сварщиков в 400 000 к 2024 г.
- позволяет старшим сварщикам продолжать работать после 60 лет из-за более низких физических требований к автоматизированной сварке
Большинство опасностей ручной сварки сохраняется в автоматизированных системах.Кроме того, роботы, конвейеры и автоматизированное погрузочно-разгрузочное оборудование представляют дополнительные риски для безопасности. Поскольку все больше и больше компаний обращаются к предварительно спроектированным и индивидуальным роботизированным сварочным системам, безопасность работников всегда становится главным приоритетом. Есть много способов обеспечить и повысить безопасность, например:
- Устройства и стратегии безопасности оператора, включая защиту от дугового разряда, защиту для глаз, лазерные или световые завесы, проектирование достаточного пространства и барьеров / ворот вокруг зоны сварки, а также вытяжку / экраны дыма, идентификацию и четкую маркировку опасных зон
- Блокирующие переключатели, которые либо останавливают сварочный аппарат, либо препятствуют запуску следующего цикла, если переключатель не находится в правильном положении, предотвращают случайный контакт рабочего с аппаратом.Примеры включают ворота, двери / крышки оборудования, рычаги и петли. Они также могут предотвратить повреждение деталей или оборудования из-за случайных движений или разбрызгивания.
- Опции включают электромеханические ограждения и петли, а также бесконтактные оптоволоконные переключатели (особенно для областей с высоким уровнем EMI / RFI).
- Блокирующие устройства должны соответствовать окружающей среде с точки зрения «температуры, влажности, воздействия пыли / абразивов, химического воздействия, а также воздействия механических ударов и вибрации в области применения.«При сварке особую озабоченность вызывают воздействие тепла и брызг.
- Блокировка защитного ограждения, предотвращающая открытие или снятие защитного ограждения с опасной рабочей зоны или части оборудования
- Выполнение тщательной оценки рисков для учета всех потенциальных опасностей, связанных с роботизированным сварочным оборудованием, сварочными приспособлениями и периферийным оборудованием.
- Учитывайте серьезность и вероятность потенциальных травм, а также частоту воздействия рисков на работника.
- Даже при наличии встроенных датчиков и органов управления аварийным отключением инструменты и детали также могут представлять опасность.Примеры включают повышенное воздействие дыма, близость к другим опасностям, частоту входа / выхода из камеры, а также досягаемость факела и робота.
Автоматизация все меняет. От объемов производства до использования расходных материалов и от плана этажа вашего предприятия до должностных инструкций ваших сотрудников — трудно переоценить, насколько большое влияние оказывает роботизированная сварка.